Back
[00:00:34] <Wolf_> anyone need a cmm for a small shop?
http://www.ebay.com/itm/DEA-Lambda-5710-017-CMM-/252323558457?hash=item3abfa7f439:g:MOQAAOSwv9hW6urf
[00:00:56] <XXCoder> cheap!
[00:01:02] <XXCoder> maybe too small
[00:05:48] <Wolf_> wow, slim pickings for a steel ball probe
[00:07:41] <pink_vampire> I need it for my next jet fighter.
[00:08:37] <XXCoder> I was thinking of 3d scanning my 767 plane
[00:08:39] <XXCoder> but guess not
[00:10:41] <MacGalempsy> well no dice on the spindle tune, but i thjnk the bearings are going out...
[00:27:36] <Wolf_> ouch
http://www.mscdirect.com/product/details/59330092
[00:28:00] <XXCoder> ouch indeed
[00:28:42] <XXCoder> https://www.renishaw.com/shop/stylihome.aspx
[00:28:44] <XXCoder> worse
[00:28:48] <Wolf_> lol
[00:29:16] <XXCoder> 525$ for basic kit
[00:29:30] <XXCoder> midrange 1200, advanced 2400 bucks
[00:29:41] <XXCoder> hell, storage box alone 75 bucks lol
[00:30:18] <XXCoder> lol finally a use for my old tty
https://youtu.be/cJzgiDgBpcw
[00:31:08] <XXCoder> http://dial-a-grue.com/gory/?page_id=2
[00:35:48] <Wolf_> thats one expensive ball…
http://www.mscdirect.com/product/details/00550350
[00:36:10] <XXCoder> that much money and not even full manhood
[00:36:51] <Wolf_> yeah, least it could be a pair
[00:36:59] <XXCoder> yeah
[00:40:30] <Wolf_> hmm, 98% of things have ruby balls on them...
[00:42:01] <XXCoder> wonder why
[00:42:10] <XXCoder> isnt Al most common material to be milled?
[00:42:23] <Wolf_> yeah...
[00:43:56] <roycroft> on tiny mills it is
[00:49:55] <XXCoder> heh cell I run runs nothing but alum
[01:25:25] <XXCoder> man
[01:25:31] <XXCoder> washington state late winter sucks
[01:25:37] <XXCoder> ice cold rain
[01:26:04] <XXCoder> makes me feel like I lose 10 degrees each minute im out and around heh
[01:35:47] <jymmm> Hopefully I'll overcome that (at least in part), once I finish welding the last bits on
[01:36:12] <XXCoder> the cold?
[01:36:54] <jymmm> Yeah. I burned out the other barrel just before the rain started. Need to cut and weld
[01:37:52] <jymmm> It's a barrel rocket mass stove
[01:38:23] <jymmm> with the exhaust tool to the touch
[01:38:43] <jymmm> cool*
[01:39:30] <XXCoder> thats cool. also literally. prevents burns by brushing it
[01:40:20] <jymmm> Well, the barrel will be hot as fuck (it's the 'mass' part), but the exhaust pipe running thru the wall won't have any chance of combustion
[01:40:40] <XXCoder> ahh
[01:40:44] <jymmm> and no need for expensive stove pipe
[01:41:22] <Wolf_> gasification stove?
[01:42:46] <pink_vampire> where can I find torx 5 dimensions?
[01:43:22] <XXCoder> http://www.fairburyfastener.com/images/TorxDriverSizeForPanHeadScrews.gif
[01:43:23] <jymmm> Wolf_: Sorta, the principal is FULL combustion and thermal mass
[01:44:15] <jymmm> Wolf_: ...so gassification will happen
[01:44:23] <pink_vampire> I mean the dimensions of the hex thing.
[01:46:11] <XXCoder> it has that also
[01:46:22] <Wolf_> http://www.homemetalshopclub.org/news/dec03/dec03.html
[01:46:25] <XXCoder> the dimensions of the torx shape
[01:54:52] <XXCoder> :( soon one of skilled arts will be lost
[01:55:02] <XXCoder> http://the-digital-reader.com/2017/01/09/book-mending-going-way-buggy-whip/
[01:55:05] <XXCoder> book mending
[01:55:53] <archivist> there are many being retrained to repair books, there is a whip making factory near her too
[01:56:25] <XXCoder> yeah it will never completely go away
[01:56:33] <XXCoder> but just far less common
[01:57:40] <archivist> I went in to get a tiny bit of leather a few weeks back
[01:58:07] <XXCoder> theres jokes there :P
[01:58:11] <XXCoder> anyway
[01:58:17] <XXCoder> what did you need it for?
[01:59:03] <archivist> a clock hammer
[01:59:29] <XXCoder> basically soft blow hammer?
[01:59:33] <archivist> 3mm by 3mm round bit
[01:59:38] <archivist> yes
[01:59:54] <XXCoder> cool
[02:03:20] <pink_vampire> ok..
[02:04:06] <pink_vampire> I did some quick sketch in solidworks
[02:04:42] <pink_vampire> and hopefully I will be able to make T5 torx screw driver.
[02:05:01] <Wolf_> home depot is faster :P
[02:05:11] <pink_vampire> (it is just 1.42mm diameter)
[02:05:40] <archivist> buying is better, you get the right steel and hardened and tempered
[02:05:46] <pink_vampire> Wolf_: but it's too normal to just get one..
[02:06:20] <pink_vampire> I need it for open 2 screws
[02:06:52] <archivist> when a screw driver breaks it damages the screw
[02:07:25] <Wolf_> http://i.imgur.com/C2sa8ho.jpg ftw
[02:08:52] <jymmm> Wolf_: Thos really suck, especially the philips tips.
[02:09:05] <jymmm> Nice lil set...
http://www.harborfreight.com/100-pc-security-bit-set-with-case-68457.html
[02:09:11] <Wolf_> using the wrong tip then
[02:09:15] <jymmm> includes security bits too
[02:09:32] <XXCoder> its freight you sure it wont make you cry?
[02:09:55] <Wolf_> between the 2 different sizes I have, I have noticed that they are 4 different phillips bit sizes
[02:10:17] <pink_vampire> I know I get it very cheap.
[02:10:20] <Wolf_> plus some screws are made on japanese philips standard
[02:10:25] <pink_vampire> but to get one it not fun..
[02:10:32] <XXCoder> I bought harbor freight tap set
[02:10:35] <XXCoder> yeah it sucks lol
[02:10:44] <Wolf_> which will drive one nuts if you don’t know that there is a difference
[02:10:48] <XXCoder> I now has cheap but more "real" tap tools at work now
[02:11:07] <jymmm> Wolf_: Nope, I have Wiha drivers too, and they fit fine. It's just the suck ass philips bits in that thing.
[02:11:10] * Wolf_ has too many driver sets
[02:11:59] <Wolf_> weird, never had much issue with it you have the teeny and the multique?
[02:12:13] <pink_vampire> I just LOVE g53
[02:12:48] <jymmm> Snapon bits are fine, Wiha bits are fine, even my 6-in-1 is fine, just that things philips bits, all the others are ok.
[02:14:38] <pink_vampire> is there a gcode for "touch off"?
[02:14:46] <Wolf_> http://i.imgur.com/QokTtgb.jpg Works for me™
[02:14:59] <XXCoder> saw scripts for touchoff, never tried
[02:15:42] <Wolf_> you can send g code for touch off, but buttons are easier
[02:16:16] <pink_vampire> I want that after the probing it will zero the axis
[02:16:48] <Wolf_> you mean set the touch off with the probe?
[02:19:29] <pink_vampire> for example, I have code that find a center, so at the end of the code i want to set the X and Y axis to 0,0 (I don't want to press the touch off buttons, I want it to be done by the gcode.)
[02:19:35] <pink_vampire> Wolf_: XXCoder
[02:19:46] <Wolf_> G10 L2 P(offset 1-9) values
[02:20:01] <pink_vampire> g10?
[02:20:11] <XXCoder> wild guess, it cannot set g53 coord
[02:20:23] <Wolf_> http://linuxcnc.org/docs/html/gcode/g-code.html#gcode:g10-l2
[02:20:56] <Wolf_> g53 nope, thats active
[02:21:24] <XXCoder> yeah g53 should be always same point on machine
[02:21:42] <Wolf_> touch off will set G54 usually I think
[02:21:44] <XXCoder> for my cnc router its frontmost, rightmost and topmost
[02:22:07] <pink_vampire> R - radius of tool ?
[02:22:22] <Wolf_> no
[02:22:23] <pink_vampire> so how do i set x to be 0?
[02:23:44] <Wolf_> scroll down on that last link to 16. G10 L20
[02:24:20] <Wolf_> you should be using L2 or 20, I’m not sure which for what you are doing tho
[02:24:49] <pink_vampire> G10 L20 P1 X1.5 (set the X axis current location in coordinate system 1 to 1.5)
[02:25:06] <pink_vampire> what is 1 to 1.5?
[02:25:37] <Wolf_> coordinate system 1 = G54
[02:25:49] <Wolf_> 1.5 = X axis 1.5 unit
[02:26:10] <pink_vampire> so the P set the coordinate system?
[02:26:21] <Wolf_> so if you are running in metric 1.5mm
[02:26:35] <Wolf_> yeah… that link...
[02:26:46] <pink_vampire> imperial tools but metric machine.
[02:26:47] <Wolf_> big table in the first part
[02:27:13] <Wolf_> 13. G10 L2 Set Coordinate system
[02:27:40] <Deejay> moin
[02:27:57] <pink_vampire> I think L20 just set a value to the axis
[02:28:00] <pink_vampire> hi Deejay
[02:28:30] <Wolf_> l20 sets the location to what you tell it via current location
[02:28:55] <Deejay> hi pink
[02:28:57] <pink_vampire> so l20 is like the button?
[02:29:16] <Wolf_> so probe touch with 3mm tip on X start side of work, you would do G10 L20 X-1.5
[02:29:44] <pink_vampire> G10 L20 P1 X0 Y0 Z0 - this will set the G54 to 0,0,0?
[02:29:59] <Wolf_> yes
[02:30:13] <Wolf_> relative to current machine location
[02:30:34] <pink_vampire> awesome!
[02:31:16] <Wolf_> G10 L20 is similar to G10 L2 except that instead of setting the offset/entry to the given value, it is set to a calculated value that makes the current coordinates become the given value.
[02:32:35] <Wolf_> just sending the location same as you would using a edge finder
[02:32:45] <pink_vampire> what do you mean by calculating?
[02:33:04] <Wolf_> thats right from the manual
[02:34:08] <pink_vampire> the probe is 0.04 off center :(
[02:34:16] <Wolf_> I may have missed something, so test before crashing machine
[02:34:43] <pink_vampire> I did the L20, and it work just fine
[02:36:51] <Wolf_> G10 L2 sounds handy for if you have a vice or fixture that lives in the machine
[02:37:13] <Wolf_> in/on
[02:38:59] <pink_vampire> the vise is not key to the machine
[02:39:45] <Wolf_> my vice usually lives on mine
[02:40:08] <pink_vampire> I move them some times
[02:40:27] <Wolf_> yup, that happens sometimes
[02:40:49] <Wolf_> well, sleep time here
[02:41:00] <Wolf_> good luck on the t5 bit =)
[02:41:14] <pink_vampire> but normally on the left side I have the vise, and on the right side I have a place for cutting sheet materials.
[03:03:22] <IchGucksLive> morning from Germany
[03:03:41] <XXCoder> hey from cold and rainy northwest usa
[03:04:18] <IchGucksLive> Cold and Stormy weather
[03:04:47] <IchGucksLive> pink_vampire: still on
[03:05:05] <pink_vampire> hi IchGucksLive :)
[03:06:17] <IchGucksLive> you may see not the Perfect result as the G10 sometimes is only setting the Coordinate not reloding the nc code
[03:06:49] <IchGucksLive> i use a Mcode
[03:07:02] <IchGucksLive> to relod the nc code
[03:07:21] <IchGucksLive> axis-remote --reload
[03:07:28] <IchGucksLive> then you got all sync
[03:07:49] <IchGucksLive> G10 L20 P1 X0 Y0 Z0 M111
[03:07:49] <pink_vampire> what M code?
[03:08:04] <pink_vampire> M111?
[03:08:15] <pink_vampire> IchGucksLive: ?
[03:08:17] <XXCoder> this channel really needs gthx
[03:08:23] <IchGucksLive> with M111 is #!/bin/bash
[03:08:24] <XXCoder> I have phyton scripts but...
[03:08:25] <IchGucksLive> # axis reload after g92 G10 M111
[03:08:26] <IchGucksLive> axis-remote --reload
[03:08:28] <IchGucksLive> exit 0
[03:08:41] <IchGucksLive> USER Mcode
[03:09:02] <pink_vampire> axis-remote --reload is a command?
[03:09:11] <IchGucksLive> yes
[03:09:30] <pink_vampire> what the command do?
[03:09:38] <IchGucksLive> reloding the File
[03:09:49] <pink_vampire> what file?
[03:09:53] <IchGucksLive> Ngc
[03:10:31] <pink_vampire> I want just to avoid clicking the "touch off " buttons after each probe
[03:10:52] <IchGucksLive> then use G92
[03:11:33] <pink_vampire> why g92 and not G10 L20?
[03:12:05] <IchGucksLive> it sets emedetly and not looking on system
[03:12:20] <IchGucksLive> o<znullen> sub
[03:12:22] <IchGucksLive> G91 ( relative mode for probing)
[03:12:23] <IchGucksLive> G38.2 Z-25 F100 ( trip switch on the way down)
[03:12:25] <IchGucksLive> G90 ( absolute mode)
[03:12:26] <IchGucksLive> G92 Z0
[03:12:28] <IchGucksLive> G1 Z3.5 F150
[03:12:29] <IchGucksLive> o<znullen> endsub
[03:12:31] <IchGucksLive> M2
[03:12:50] <pink_vampire> ok I see,
[03:12:54] <pink_vampire> one sec
[03:17:52] <IchGucksLive> :Ö seconds are counting lng in the USA
[03:18:05] <pink_vampire> I see
[03:18:12] <pink_vampire> so G92
[03:18:38] <IchGucksLive> its not permanent on some versions you might run in trouble
[03:18:48] <IchGucksLive> as the G17-- resets it
[03:19:45] <pink_vampire> what do you mean?
[03:20:04] <pink_vampire> G17 reset it to what value?
[03:20:13] <IchGucksLive> its internal yust a VAR that is calculated
[03:20:21] <IchGucksLive> not written out as G10
[03:20:48] <IchGucksLive> its treaded like a offset
[03:22:22] <pink_vampire> so g10 is more "solid"
[03:22:24] <IchGucksLive> so Why in General are this things there
[03:22:59] <IchGucksLive> you may want offsets in G-code present that dont effect the part ofset
[03:23:15] <IchGucksLive> Like Plasma Tabel trists in Height about 15mm
[03:23:44] <IchGucksLive> so at Nesting i do o<znullen> on rows
[03:23:57] <IchGucksLive> to get a more precice startpoint
[03:24:10] <IchGucksLive> on G92.1 end row
[03:24:32] <pink_vampire> I'm not sure I understand
[03:24:33] <IchGucksLive> it got lost and i got the part Touchooff in place back
[03:24:59] <IchGucksLive> without effecting all Coordinates
[03:25:36] <pink_vampire> so what is the equivalent to the "touch off" button? G10 L20? G92? g92.1?
[03:25:57] <IchGucksLive> G10 l20 is touchoff button
[03:26:28] <pink_vampire> I think I will use that,
[03:26:39] <IchGucksLive> try it in a simulator mashine
[03:26:40] <pink_vampire> to be on the safe side
[03:26:55] <pink_vampire> what is a simulator machine?
[03:27:12] <IchGucksLive> see the effect on setting it the Corrdinalte system moves immediat
[03:27:21] <IchGucksLive> run the sim Gcode
[03:27:29] <pink_vampire> what is it?
[03:27:35] <IchGucksLive> it might bee offset WHITE lines to Red line
[03:28:01] <IchGucksLive> then you need --reload called
[03:28:47] <IchGucksLive> yust open SIM Axis_mm and try it
[03:28:58] <pink_vampire> sim?
[03:29:08] <IchGucksLive> your simulation mashine
[03:29:13] <pink_vampire> it's in linux cnc?
[03:29:18] <IchGucksLive> dident you ever used a simulation
[03:29:22] <pink_vampire> on hsm?
[03:29:35] <IchGucksLive> what version you are on
[03:29:57] <pink_vampire> 2.7.8
[03:30:22] <IchGucksLive> so menue Config picker
[03:30:36] <IchGucksLive> Sample configuration
[03:30:41] <IchGucksLive> sim.axis
[03:30:49] <IchGucksLive> axis_mm
[03:31:25] <pink_vampire> I saw in your youtube channel something that look like a 3d model of the machine
[03:31:59] <IchGucksLive> yes there is more then you think
[03:32:39] <pink_vampire> why do I need the 3 model in linuxcnc?
[03:33:06] <IchGucksLive> some do
[03:33:24] <XXCoder> pink_vampire: to test gcode code
[03:33:28] <XXCoder> see if it runs sanely
[03:33:51] <Deejay> gcode code? ;)
[03:34:00] <XXCoder> fine script
[03:34:16] <IchGucksLive> http://www.anderswallin.net/category/cnc/
[03:34:32] <IchGucksLive> Deejay: das ist das Beste darann
[03:35:55] <IchGucksLive> ok im off till later
[03:36:21] <XXCoder> no
[03:43:58] <XXCoder> mn
[03:44:00] <XXCoder> http://www.digitaltrends.com/home/youtube-tutorials-building-a-house/
[03:44:11] <XXCoder> that is awesome. they just watched youtube and do it
[03:59:09] <Deejay> makers :)
[04:00:50] <XXCoder> yeah
[04:25:19] <pink_vampire> I'm watching youtube most of my day..
[04:25:35] <pink_vampire> still no house :(
[04:25:58] <XXCoder> build one
[04:27:05] <pink_vampire> I can't lift some of the stock material here.. do you want me to build a house??
[04:27:39] <XXCoder> heh
[04:28:31] <archivist> build a crane
[04:28:37] <archivist> cut nails
[04:28:48] <XXCoder> build a robot
[04:29:11] <pink_vampire> archivist: I already cut them
[04:29:13] <XXCoder> build a brain interface and directly use robot to build house
[04:32:03] <XXCoder> you cut fingermails? kinda surpised me
[04:32:21] <pink_vampire> yes..
[04:33:49] <pink_vampire> XXCoder: why it is surprise you?
[04:33:49] <XXCoder> curious why
[04:34:13] <XXCoder> it was your hobby? or still just start again?
[04:35:35] <pink_vampire> one sec I will take a pic for you
[04:45:08] <pink_vampire> XXCoder: for you!
[04:45:31] <pink_vampire> XXCoder: are still here?
[04:45:37] <XXCoder> yeah
[04:45:41] <pink_vampire> http://i.imgur.com/FnUdXFV.png
[04:46:13] <XXCoder> geeky name for color
[04:46:14] <pink_vampire> XXCoder: ^
[04:46:22] <XXCoder> or maybe very dirty depending :P
[04:46:42] <pink_vampire> O_O
[04:47:15] <pink_vampire> this is why I got it
[04:47:26] <pink_vampire> the name was so funny.
[04:47:39] <XXCoder> geeky or dirty? :P
[04:48:52] <XXCoder> anyway I suppose it makes machining easier
[04:49:02] <pink_vampire> I'm a very clean person, and I'm not consider myself as a geek
[04:49:28] <XXCoder> well geek means very focused and knowledgable on something
[04:49:36] <XXCoder> like computer geek or space program geek
[04:50:21] <pink_vampire> I'm totally normal girl.
[04:50:42] <XXCoder> I dont know many cnc machinist women, but then I am not social
[04:50:55] <XXCoder> I met only couple so far
[04:52:29] <pink_vampire> I wish someone will hire me to do some cnc machining.. but I can't lift the vise from the table :(
[04:53:00] <XXCoder> you want production cnc operator jobs
[04:53:07] <XXCoder> not ones where you do setups and such
[04:53:07] <archivist> go to the gym get some muscles
[04:56:52] <pink_vampire> archivist: I weigh less then 100 lbs, the vise weigh 60 lbs...
[04:57:54] <archivist> some weight lifters can lift above their own weight :)
[04:58:18] <pink_vampire> "weight lifters"
[04:59:09] <pink_vampire> maybe I can get a job in the clock making industry..
[05:00:04] <jthornton> morning
[05:00:05] <XXCoder> watch clickspring
[05:00:11] <XXCoder> whole clock series see if can do it
[05:00:20] <XXCoder> insanely precise stuff dang
[05:00:30] <XXCoder> hey the jt
[05:00:34] <pink_vampire> I don't like brass
[05:01:11] <archivist> most clockmaking is not precise, it has to rattle
[05:01:36] <archivist> dont confuse the shine with precise
[05:04:50] <Deejay> hrhr
[05:05:05] <XXCoder> seemed precise to me guess not
[05:07:27] <archivist> I am used to tolerances, I got a funny look when I worked at the clockmakers and asked about tolerances
[05:07:53] <XXCoder> I often deal with -0 +.0005" tols
[05:07:57] <XXCoder> annoying
[05:08:02] <XXCoder> tend to be for bores
[05:10:56] <archivist> actually the cheaper something is made and therefore has to be interchangeable then it has to be to better tolerances, so Timex worked to tenths
[05:11:41] <archivist> so Timex guys went to Rolex to show them how to do it
[06:10:10] <minibnz> how is everyone tonight? i need about 0.5hrs of entertainment... i am running my mill in the other room doing 68mm x8mm peck drillings i want to try and not check up on it fr about half an hour so it has had time to complete at least one home and move onto the next with out me checking it..
[06:11:53] <minibnz> last hole took about 13mins, but it jammed out at 60mm cuz the coolant drain blocked up, i fixed that with a tension spring hooked back onto itself and placed around the drain hole so the coolant has to strain thru the spring leaving the chips behind
[06:12:31] <XXCoder> good idea yeah
[06:12:38] <XXCoder> keep coolant away from pumps
[06:12:58] <minibnz> chips away from pumps?
[06:13:19] <XXCoder> or drain whatever heh
[06:13:22] <minibnz> i thought pumps like coolant :)
[06:13:24] <minibnz> hehehe
[06:13:36] <XXCoder> sigh
[06:13:42] <XXCoder> yeah chips lol
[06:14:00] <XXCoder> I was thinking chips but coolant pump somehow becoe coolant away from pumps :P
[06:14:17] <minibnz> i am tempted to see if i can cool my motor with the coolant it seems a little hot at the moment, being run for quite some time :)
[06:14:33] <minibnz> ahh this is true..
[06:14:47] <XXCoder> I have read about guy who used a old car radator to cool coolant
[06:15:11] <XXCoder> junkyards everywhere and its not like you have to fit it somewhere (besides the convientance factor)
[06:15:25] <minibnz> i was channeling my inner hillbilly and was thinking of wrapping the motor in copper tubes
[06:16:31] <minibnz> you can get some nice small radiators off edecay pretty cheap built for 80 or 100mm fans. i have some for a laser i am slowly building
[06:16:43] <XXCoder> edecay thats new lol
[06:16:55] <XXCoder> I used to call it feebay for years
[06:16:58] <minibnz> it is a rotting body
[06:17:33] <minibnz> it was good once now you have to wade thru all the fraudsters
[06:18:18] <minibnz> 18650's are a fun game, now i have access to a nice electronic load i can really see how big the cells are and how much i am getting ripped off.
[06:19:15] <minibnz> i ask for compliance papers and i end up with my money back when they dont ask for 5stars in return
[06:20:00] <XXCoder> geez
[06:20:14] <minibnz> batteries and leds are a fun game to play with ebay sellers. they should either put out or consume the rated power..
[06:22:01] <minibnz> i have actually found a few batteries that match the labels.. i was shocked and had to run the test again to be sure.
[06:23:04] <minibnz> oh man i was about to get up and check the mill... not yet.. only been 23mins.. i thinks
[06:24:45] <minibnz> thats probably long enough to have missed some steps on the z axis and snapped my drill bit.. :) or my spring come strainer is not really as good as i thought and have run it dry and snapped the drill.. i picked 8mm so in the event of a stuff up i would not loose too many bits..
[06:25:31] <XXCoder> heh well lets see
[06:27:17] <minibnz> i think i need to get a stronger or new gass strut for the head on my sieg X3 mill.. i have noticed its head drop problem has returned now that i have added a fair bit of weight to the head with the power drawbar bits..
[06:28:23] <minibnz> that and i skipped a few steps on the Z axis in one attempt of learning how the g83 works best with my setup..
[06:30:30] <XXCoder> ah the old droppy head issye
[06:30:38] <XXCoder> old fadal 88 at work have that issue lol
[06:35:54] <minibnz> hmmm wondering if i should go to be and leave the mill running i have the spindle and coolant under gcode control now so it should stop once its done, the tub holds more coolant than i have in my system..
[06:37:03] <XXCoder> thats always a risk if program is unproven
[06:37:15] <XXCoder> work i always leave cell running as I go home for nights
[06:37:30] <XXCoder> its only one thats left running, rest they must stop machines for night.
[06:39:14] <minibnz> i think i am only risking the block of aluminium and a drill bit..
[06:40:30] <minibnz> most of the code is proven now..
[06:40:43] <minibnz> oh i might drill a hole thru my bed.. now that could be a bit bad..
[06:41:38] <XXCoder> yeah
[07:18:29] <pink_vampire> fail fail fail
[07:21:11] <XXCoder> it failed to fail to fail?
[07:26:59] <XXCoder> https://s-media-cache-ak0.pinimg.com/736x/f8/c6/02/f8c602accb8b0ec7a3a72c8b54292917.jpg
[07:27:02] <XXCoder> Jedi.
[07:33:04] <minibnz> onto hole 4 of 13..
[07:33:17] <XXCoder> http://www.kappit.com/img/pics/75733053hdagb_sm.jpg
[07:33:42] <minibnz> my z axis' max speed is too high and its skipping steps on the rapid moves..
[07:33:45] <minibnz> dang..
[07:34:55] <minibnz> oh yeah.. when i was in the states 09 i had to try all the fast food places and i was shocked at what they call reg medium and large..
[07:35:34] <minibnz> i did like the step in the bottom of the cup so it still fits a car cup holder but contains so much that it would rip the vents out of the dash..
[07:36:13] <XXCoder> lol yeah
[07:36:18] <XXCoder> thogh no arm hold size
[07:37:11] <minibnz> is that what they call a bladder buster?
[07:37:58] <minibnz> or is that the instant diabetes size..
[07:38:23] <XXCoder> body buster
[07:41:08] <minibnz> i wonder if a normal soda machine would hold enough syrup to fill a cup that size.
[07:41:30] <XXCoder> it would.
[07:42:02] <minibnz> slurpee no chance..
[07:42:11] <XXCoder> nah yeah
[07:43:15] <gregcnc> minibnz buy real panasonic, LG, or samsung 18650
[07:45:02] <minibnz> when i need the true capacity i will pay for them, this way i get free ones :)
[07:46:00] <gregcnc> if you have time for that
[07:46:15] <minibnz> best real ones i have found have been 18650trn that actually were 3.3ah they were $30/6
[07:47:47] <gregcnc> i haven't shopped for a few years, but need to as these in my lights i getting tired
[07:49:06] <minibnz> i have some pretty crappy lights that i use, they dont stop drawing when the cells get flat, they just keep pulling power until they are dead dead.. so i dont mind using the cheapo crap
[07:49:32] <minibnz> when the hassle of carrying spares is too much i will get me some real ones..
[07:49:48] <minibnz> hopefully the telsa factory coming on line will help the prices drop a little
[07:49:58] <gregcnc> yeah
[08:12:07] <minibnz> i think i need to do something with my Z axis.. it really needs to be able to go faster. and have less backlash..
[08:12:41] <minibnz> i tightened up the rack but there is still too much slop in it.. on top off the head drop issue..
[08:14:59] <minibnz> a gearbox on the z might be half the solution. removing the slop/backlash in the z axis means loosing my handle.. i have done so well so far to keep it, i might see if i can remove the slop from its mech..
[09:28:04] <chopper79> morning all.
[09:30:25] <minibnz> morning..
[09:31:00] <minibnz> i think i need to make some new bushes for my motor its making all sorts of clicking and knocking noises..
[09:33:02] <Loetmichel> evening :-)
[09:34:49] <chopper79> After building lcnc preeempt rt. CNC does not show up in the menu. and everytime I need to run lcnc I have to RIP and then run LCNC. I then get the config picker. I have not found anything in google searches regarding a fix (from my searches). I tried to kill gnome panel and that did not work, reboots do not fix the issue. The desktop icons for lcnc configs do not show up either. Just a white icon. Any suggestions on a fix for this issue?
[09:35:10] <chopper79> Yes and evening as well Loetmichel
[09:39:53] <minibnz> night all i needs me some sleep..
[09:40:14] <minibnz> before i do something stupid like buy big stepper from ebay..
[09:42:34] <IchGucksLive> hi
[09:43:09] <IchGucksLive> so i made the reqested Gamepad tutorial for wheezy
https://youtu.be/Ox0s1rFGAH8
[09:45:44] <IchGucksLive> Q are the new Superbowl spots already published
[09:51:09] <pcw_home> chopper79: did you check the "create desktop icon" box on the chooser?
[09:52:25] <chopper79> pcw_home: yes and it places a blank white icon on desktop
[09:52:40] <pcw_home> and does the icon work?
[09:52:52] <minibnz> does the icon have any properties associated with it?
[09:52:53] <chopper79> no the icon errors out when I try to use it
[09:53:10] <pcw_home> what error?
[09:53:30] <minibnz> my icons simply have a line with the path to linuxcnc executable then the path to the configs its going to run with.
[09:54:19] <chopper79> checking now
[09:54:22] <pcw_home> Im using Ubuntu 14.04 here and it has the "wrong icon" issue but the icons work (also Preempt-RT RIP install)
[09:54:55] <chopper79> in the middle of reboot. sorry for the dlay
[09:56:41] <pcw_home> the command with my icon is this:
[09:56:43] <pcw_home> /home/pcw/linuxcnc-dev/scripts/linuxcnc '/home/pcw/linuxcnc/configs/7i76es1xf.ini'
[09:56:45] <pcw_home> which makes sense since this is a rip install
[09:57:49] <chopper79> My command is pointing to the same location (my config)
[09:58:01] <chopper79> rip install also
[09:58:38] <chopper79> The proper icon is not there but he config does launch now...hmmm. Was not about 30min ago.
[09:59:06] <chopper79> cnc still does not show up under menu>applications
[10:00:12] <chopper79> Since this is a RIP will it not show up under menu?
[10:00:20] <pcw_home> I think that expected with a RIP install
[10:00:48] <chopper79> ok... Is there a way to make this a non-rip?
[10:00:50] <pcw_home> you probably want a full install
[10:04:21] <chopper79> I should say make the preempt rt kernal a non rip install while keeping all the master awesomeness?
[10:06:12] <chopper79> If not that is fine by me. Just wanted to make sure something was not wrong with the install. I am use to seeing cnc in the menu and icons being proper.
[10:07:07] <pcw_home> this in not kernel related at all
[10:07:15] <pcw_home> is not
[10:07:24] <chopper79> ok
[10:07:47] <pcw_home> it has to do with how linuxcnc was installed
[10:08:02] <jensor__> <IchGucksLive> I have not been able to make the joypad file to run. So I started from scratch using you file as a guide and went into halrun to check and didn't get very far. You can see the file and its result on paste bin
http://pastebin.com/SNvJ0xkp
[10:08:38] <IchGucksLive> jensor__: only for you
https://youtu.be/Ox0s1rFGAH8
[10:08:52] <jensor__> ok
[10:09:36] <IchGucksLive> jensor__: you unmarked the loadusr -W hal_input MY-POWER so it is in the main HAL Correct
[10:09:45] <MacGalempsy> buenas dias
[10:10:35] <MacGalempsy> que ondais
[10:11:42] <IchGucksLive> jensor__: in the paste you use my pinnames
[10:11:57] <IchGucksLive> im shure your joypad does not have my names
[10:12:25] <jensor__> I get servo-thread error
[10:12:42] <IchGucksLive> are you using a SIM mashine
[10:12:47] <jensor__> pin names shouldn't do that
[10:12:51] <IchGucksLive> with Simulated HOME
[10:13:18] <IchGucksLive> loadrt or2 count=2 is used in SIM
[10:14:06] <chopper79> pcw_home: your response was exactly what was needed. I thought about it a bit and realized that I could have installed in non RIP and beeing fine. This is what lack of sleep does to a person. Thank you. Time to get on to seeing if I can get my 7i92+7i77 working on a config now.
[10:14:27] <IchGucksLive> jensor__: hit my nick please
[10:14:47] <IchGucksLive> lets do this together
[10:14:50] <pcw_home> rip is mainly for experimentation
[10:15:16] <chopper79> I understand.... Just did not register with me right away
[10:15:46] <jensor__> I identified and used my pin names
[10:15:57] <jymmm> Rest-In-Peace Experimentation? Is that like Make-A-Zombie-Kit
[10:26:56] <IchGucksLive> Zombie is cool
[10:27:00] <IchGucksLive> kids like them
[10:30:20] <jymmm> IchGucksLive: And the zombies like the tasty kids too!
[10:34:28] <MacGalempsy> bath salts make zombies too
[10:35:05] <Tom_L> just don't water gremlins after midnight
[10:37:05] <MacGalempsy> kids today: whats a gremlin?
[10:37:31] <MacGalempsy> luckily no kids here
[10:38:05] <nmide> well to be fair AMC has been out of business a long time
[12:15:39] <MacGalempsy> awefully quite around here. makes me suspicious that some chips are being made
[12:16:31] <pfred1> I just ate chips
[12:17:55] <MacGalempsy> paint chips?
[12:18:18] <pfred1> well here we call them french fries or freedom fries
[12:21:37] <malcom2073> I'm eatin frito chips
[12:22:24] <archivist> I am still cataloguing manuals.... 402 so far since wednesday
[12:25:19] <pfred1> this guy:
https://www.youtube.com/watch?v=MlR-9Uiab60&t=4s
[12:25:35] <roycroft> i'm enjoying my morning cappuccino
[12:25:38] <roycroft> it's saturday
[12:25:42] <roycroft> i've had a really long week
[12:25:45] <roycroft> so i slept in until 9
[12:26:26] <malcom2073> I spent the morning trying to take apart an old military generator
[12:27:33] <IchGucksLive> Rains and storm outside here
[12:27:44] <pfred1> it's sunny here
[12:28:19] <roycroft> i'm shopping for 4 position rotary switches while enjoyinug my coffee
[12:28:27] <roycroft> so i'm doing something cnc-related
[12:28:34] <pfred1> precision tooling
https://youtu.be/MlR-9Uiab60?t=168
[12:29:37] <malcom2073> Precision hehe
[12:29:49] <pfred1> malcom2073 that's a special brick
[12:30:14] <malcom2073> Who, the guy who posted that video?
[12:30:33] <pfred1> no he was using a brick
[12:30:56] <malcom2073> Haha I hadn't even noticed that at first
[12:30:57] <malcom2073> nice
[12:31:28] <pfred1> I wonder how he pulls the nail out?
[12:32:04] <DaViruz> https://youtu.be/MlR-9Uiab60?t=364
[12:32:05] <DaViruz> oh dear
[12:32:36] <malcom2073> That's awesome
[12:32:38] <pfred1> yeah just beat it with a brick
[12:32:50] <pfred1> it'll remove quickly
[12:33:40] <pfred1> so many features
[12:33:40] <malcom2073> that's a servo system. Let that sink in fora moment
[12:34:04] <pfred1> yeah he wrote the code himself
[12:34:41] <pfred1> guy is probably a multimillionaire and he's just trollig with these videos
[12:35:23] <malcom2073> I'd probably do the same if I had millions
[12:35:38] <Wolf_> like boredom challenge of building a cnc machine out of total scrap and no real tools
[12:35:44] <roycroft> i could not watch an entire video
[12:36:00] <roycroft> but the best part is that swelled up particle board he uses
[12:36:13] <roycroft> did he leave it out in the rain before cutting it up?
[12:36:38] <pfred1> this is the best part
https://youtu.be/MlR-9Uiab60?t=574
[12:36:41] <Wolf_> worst part is it does better then a china router probably
[12:36:59] <pfred1> dunking bird CNC
[12:37:45] <pfred1> that's awesome gear
[12:38:00] <pfred1> now he's milling aluminum
[12:38:45] <roycroft> i actually respect well-done low tech projects
[12:38:56] <pfred1> oh this guy is a king
[12:39:01] <roycroft> but the stuff in those videos is done really sloppily
[12:39:24] <pfred1> you see the saw he used in the beginning?
[12:39:58] <pfred1> it is like out of a child's toolkit
[12:41:35] <pfred1> I think he might be a division of Ichiban Moto Industries
[12:41:53] <pfred1> https://www.youtube.com/watch?v=UB0eRYHtpYo
[12:46:42] <chopper791> I have a 7i92+7i77 and can not get lcnc to launch. Those who have used 7i92 +7i77 or similiar what is the secret?
[12:46:53] <pfred1> hey chopper
[12:46:58] <chopper791> howdy sir
[12:47:35] <IchGucksLive> chopper791: what is the error
[12:47:37] <chopper791> after al that work the other night..... the HD stopped spinning during depenency installs.
[12:47:47] <pfred1> yeh it happens
[12:48:22] <IchGucksLive> the 7i77 needds to be powerd bevor PC is firering up
[12:48:27] <pfred1> I had a near catastrophe here the other day
[12:49:01] <pfred1> the root partition on my system was 95% full
[12:49:01] <chopper791> brb...gonna sign in from machine
[12:49:15] <chopper791> dang
[12:49:23] <pfred1> yeah over 90% is bad
[12:49:58] <pfred1> so I resized the partition with gparted
[12:50:21] <chopper79> back
[12:50:25] <pfred1> wb
[12:50:36] <chopper79> object file: No such file or directory
[12:50:36] <chopper79> ./test.hal:46: waitpid failed /home/mill/linuxcnc-dev/bin/rtapi_app hm2_7i92
[12:50:36] <chopper79> ./test.hal:46: /home/mill/linuxcnc-dev/bin/rtapi_app exited without becoming ready
[12:50:36] <chopper79> ./test.hal:46: insmod for hm2_7i92 failed, returned -1
[12:51:00] <roycroft> i would move /tmp out of root
[12:51:06] <roycroft> if you haven't done so already
[12:51:32] <roycroft> my root filesystems are tiny
[12:51:49] <pfred1> I was just installing a lot of software lately
[12:51:55] <roycroft> sure
[12:51:58] <pfred1> stuff nevr planned on
[12:51:58] <roycroft> but none of that should be in /
[12:52:00] <chopper79> followed this build here.
http://162.243.45.186/9-installing-linuxcnc/32193-complete-how-to-linux-mint-18-1-32-64-bit-rtai-preempt-with-rip-install-or-deb
[12:52:16] <pfred1> I used to use complicated parittioning schemes
[12:52:18] <roycroft> /dev/dm-0 1.9G 367M 1.5G 20% /
[12:52:28] <pfred1> but that's a hassle too
[12:52:37] <roycroft> root should be tiny
[12:52:45] <roycroft> /usr should be its own fs
[12:52:51] <IchGucksLive> chopper79 hit my nick
[12:52:52] <chopper79> cd
[12:53:00] <roycroft> /usr/local should be its own fs
[12:53:02] <pfred1> I think my root is like 40 GB now?
[12:53:09] <roycroft> /home should be its own fs
[12:53:14] <roycroft> /var should be its own fs
[12:53:21] <pfred1> yeah I still make /home on its own parittion
[12:53:24] <roycroft> /usr/local should be its own fs
[12:53:30] <pfred1> nH I just use 2
[12:53:37] <pfred1> root and home
[12:53:38] <roycroft> you want to be able to do os upgrades without worrying about any local code/data
[12:53:47] <pfred1> I don't upgrade
[12:53:53] <roycroft> you can unmount /home and /usr/local when you upgrade
[12:53:59] <roycroft> and not worry about stuff that's there
[12:54:27] <chopper79> Well... I am crazy lost now.
[12:54:29] <pfred1> this machine will go to the grave with this distro on it
[12:54:32] <roycroft> if / is really small it's cheap and easy to install a spare / which you can use if there are problems
[12:55:00] <roycroft> i agree that fs management is not as important for turn-key machines
[12:55:29] <roycroft> but it's easier when you use several intelligently provisioned filesystems
[12:55:54] <IchGucksLive> chopper79 hit my nick
[12:55:57] <pfred1> I used to do things that way
[12:56:11] <roycroft> since my linuxcnc machine has a 120GB ssd i did not keep a big lump of freespace for fs expansion, which i normally do
[12:56:19] <pfred1> but back then there were limits
[12:56:25] <roycroft> but i did use lvm, in case i need to resize things
[12:57:06] <pfred1> ever since grub didn't have size limits I stopped complicated partitioning schemes
[12:58:03] <roycroft> i know that fs management is another religious battle - lumpbers vs. splitters
[12:58:09] <roycroft> and i don't want to get sucked into that
[12:58:21] <pfred1> well I've done both
[12:58:27] <roycroft> all i'll say is that linux is overwhelming in the lumper camp
[12:58:32] <pfred1> years ago we didn't have a choice
[12:58:48] <pfred1> you could only boot so far into a partition
[12:58:54] <roycroft> and i've seen 100x as many problems with folks mismanaging their filesystems with linux as any other os
[12:59:11] <pfred1> yeah I've been running Linux for about 22 years now
[12:59:14] <roycroft> i attribute that more to the large percentage of linux users who are inexperienced system administrators more than anything else
[12:59:18] <pfred1> so I can handle it
[12:59:36] <roycroft> s/more//
[12:59:45] <roycroft> that was an awkward statement :)
[13:00:14] <roycroft> this is not particularly applicable to turnkey machines or single machine networks
[13:00:37] <roycroft> but another big advantage to being a splitter is that it makes managing backups a lot easier
[13:00:50] <roycroft> my backup software (amanda) uses dump(8)
[13:01:17] <pfred1> af ar as backing up goes i just keep important files on several machines the odds of the mall failing at the same time are remote
[13:01:22] <roycroft> and the more filesystems i have, the easier it is for the scheduler to manage the backups without consuming excessive bandwidth/disk every night
[13:01:37] <roycroft> i run an isp
[13:01:38] <pfred1> in fact in 22 years I've never had a failure that has ended up causing me to lose data
[13:01:45] <roycroft> i have about 50 servers in the data center
[13:01:51] <roycroft> i have to back them all up every night
[13:02:06] <pfred1> Linux is pretty easy on HDDs with my use of it
[13:02:08] <roycroft> so it's a slightly different level of backup management than the average user
[13:02:24] <pfred1> I retire machines before failures occur
[13:02:45] <roycroft> a drive can fail a week after you install it
[13:02:52] <pfred1> it can
[13:02:53] <roycroft> it's happened to me
[13:03:04] <pfred1> yes that's called infant mortality
[13:03:06] <roycroft> usually, though, they fail immediatley or last indefinitely
[13:03:16] <gregcnc> I had a powersupply kill everything in a box.
[13:03:22] <pfred1> me too
[13:03:27] <pfred1> well the HDD lived
[13:03:43] <pfred1> I was able to pull it out and put into another sytem and it booted up
[13:03:44] <gregcnc> it was just a linuxcnc setup, but it was bad timing
[13:04:29] <pfred1> bestec
[13:04:34] <roycroft> whether you're a splitter or a lumper, though, there is a lot to be said for having a really small / that you can clone
[13:04:48] <pfred1> I can't complain too much though it lasted 10 years before it died
[13:04:55] <gregcnc> then i had an SAS drive fail in the middle of a project and my backups were a bit behind, it was ugly
[13:05:00] <roycroft> many times over the years i've had to boot the spare / to clean up the production one
[13:05:23] <gregcnc> all my cnc machines have cloned drives waiting in case
[13:05:55] <roycroft> when i'm ready to put this current (my first) cnc machine in production i'll get another ssd and clone the installed one
[13:06:00] <pfred1> gregcnc in my experience you might be waiting a long time
[13:06:14] <pfred1> just change your PSUs every 5 years
[13:06:18] <roycroft> as a turnkey machine i will deal with it differently than my standard servers
[13:06:32] <pfred1> whether you think it is still working, or not
[13:06:32] <roycroft> i did get an enterprise class ssd for it
[13:06:44] <roycroft> it's worth the extra money
[13:06:59] <pfred1> because over tiem the output filter caps in PSUs degrade
[13:07:06] <pfred1> that's what kills hardware
[13:07:32] <pfred1> PSUs still output power but it is dirty noisy power
[13:07:39] <roycroft> i probably won't be backing up the linuxcnc machine that often
[13:07:47] <roycroft> it shouldn't be necessary
[13:07:51] <pfred1> the sun comes up and Linux runs
[13:07:52] <gregcnc> two cnc had hardives from ~1999 in them so, they are gone.
[13:08:18] <roycroft> it will be on my home network, but it has a different gateway than my actual gateway, so it's incapable of sending traffic to the outside world
[13:08:24] <roycroft> but it can talk to my local backup server
[13:08:26] <pfred1> that's Linux's big selling point
[13:08:38] <pfred1> it does what it does indefinitely
[13:08:56] <roycroft> i'll likely not use amanda to do regular backups, but instead write a script that i run manually to rsync it periodically
[13:09:02] <roycroft> as in after i make changes
[13:09:14] <pfred1> yeah if you muck about things can change
[13:09:43] <roycroft> i don't anticipate there will be a lot of changes to the machine once i have it dialed in for the mill it will be controlling
[13:09:45] <pfred1> but if you don't things as a rule don't change themselves
[13:10:05] <roycroft> it's not a general-purpose computer
[13:10:28] <roycroft> and i won't be running cam software an the like on it - i'll do all that code generation on other machines and just copy the g-code files to the linuxcnc machine
[13:10:40] <pfred1> that's what I do
[13:10:49] <pfred1> all my controller machine does is run LinuxCNC
[13:10:56] <roycroft> it should be almost possible to mount everything read-only once i get it all dialed in
[13:11:16] <pfred1> LinuxCNC writes files
[13:11:21] <roycroft> i said "almost"
[13:11:38] <pfred1> plus Linux writes logs
[13:11:44] <roycroft> i said "almost"
[13:12:12] <roycroft> and i think the implication was clear
[13:12:25] <roycroft> logs and state files always happen
[13:12:30] <roycroft> and tmp files
[13:12:50] <pfred1> well you could make a ramFS
[13:13:07] <pfred1> live distros run without writing to phyical discs
[13:13:19] <roycroft> i could possibly mount /var and /tmp rw, and everything else ro
[13:13:26] <pfred1> I'verun live images for like a hundred days straight too
[13:13:30] <roycroft> i may investigate that
[13:13:52] <pfred1> they run pretty much perpetually
[13:13:58] <roycroft> sure
[13:14:13] <pfred1> subject to how much RAM you have
[13:14:14] <roycroft> i recently built a nas running freenas
[13:14:34] <pfred1> don't try to update one unless you got a lot of RAM
[13:14:54] <roycroft> the preferred method is to run the os in a tmpfs loaded from mirrored thumb drives and use the real disks for storage
[13:15:28] <roycroft> to say freenas is a ram hog is a serious understatement
[13:15:46] <gregcnc> reminds me I need to replace my ancient HP mediavault
[13:19:29] * roycroft heads out to the shop
[13:30:17] <Roguish> roycroft: check these. i have a few. they work fine.
https://www.amazon.com/gp/product/B00K86HDC4/ref=oh_aui_detailpage_o08_s00?ie=UTF8&psc=1
[13:39:39] <srdc> Any ideas why an M65 (turn off digital output immediately) wouldn't be firing?
[13:40:09] <pfred1> Roguish For $6.39 a piece they better work fine
[13:40:28] <srdc> I have it in an M6 remap, and I'm making sure an output is turned off if an error occurs
[13:40:51] <srdc> It enters the IF statement fine, and hits the ABORT statement (and displays the error message in the abort statement)
[13:41:08] <srdc> but it just skips right over the M65 on the line above the (abort, message) statement.
[13:41:37] <IchGucksLive> Gn8
[13:42:03] <srdc> M64 works fine to turn the same output on, but I can't get M65 to turn it off...
[13:43:15] <chopper791> 7i92 is not connecting. Does not show up in connections.
[13:44:05] <chopper791> Autoetho can not find it
[13:44:52] <srdc> chopper791: you have field power to it and all the lights are 'normal' per the manual?
[13:45:39] <chopper791> yes
[13:46:19] <chopper791> jumpers w5 and w6 are both. Should be using the fixed IP
[13:47:46] <srdc> W5 & W6 are both down?
[13:48:41] <chopper791> yes
[13:49:32] <srdc> Does your ethernet connection on your computer show that it is connected to the 'network'?
[13:50:06] <chopper791> will not connect to network. Computer just shows that it is searching for connection
[13:50:15] <roycroft> are you connecting directly from the computer to the board?
[13:50:19] <chopper791> yes
[13:50:30] <roycroft> did you use a null ethernet cable?
[13:50:40] <srdc> You need to reconfigure your network settings
[13:50:44] <srdc> What OS are you using?
[13:50:59] <chopper791> mint 18.1 with preempt rt
[13:51:03] <srdc> You don't have to have a null ethernet cable, depending on your OS
[13:51:11] <srdc> OK. What GUI?
[13:51:16] <chopper791> mate
[13:51:46] <srdc> Alright ... I use GNOME, so I don't know how you do it on yours
[13:52:00] <srdc> But you need to change IPV4 addresses to "MANUAL"
[13:52:29] <roycroft> an operating system cannot cause a network adapter chip to autosense tx/rx if that functionality is not built into the chip
[13:52:39] <srdc> And then specify your specific IP address to 192.168.1.121
[13:52:45] <roycroft> make a cable with pin 1 going to pin 3, and pin 2 going to pin 6
[13:52:53] <srdc> Sry - true, but how old is this computer?
[13:52:58] <roycroft> wait
[13:53:08] <roycroft> first, does the computer show the network link up?
[13:53:18] <chopper791> link lights are on
[13:53:20] <roycroft> you can't do l3 configuration until l1 works
[13:53:24] <roycroft> ok, so l1 is working
[13:53:29] <roycroft> possibly
[13:53:37] <srdc> Most modern computers can switch it though
[13:53:48] <chopper791> MB is about 4yrs old
[13:53:59] <roycroft> does the mesa board have a link indicator?
[13:54:05] <chopper791> yes
[13:54:10] <roycroft> and does that show link as well?
[13:54:29] <chopper791> on the ethrnet jack on both the MB and 7i92 the link lights are on
[13:54:32] <roycroft> ok
[13:54:46] <roycroft> then you're good at that layer
[13:55:05] <roycroft> i just wanted you to verify that before working on l3
[13:55:22] <srdc> roycroft: good point on the null cable - I forget that as all of the machines I'm building on have newer NICs that auto detect
[13:55:32] <roycroft> you could still have a duplex/speed mismatch
[13:55:34] <chopper791> FYI... I can plug my internet in and works
[13:55:37] <roycroft> l1 would show up
[13:55:42] <roycroft> but l2 would be unhappy
[13:55:56] <chopper791> when I pulg 7i92 the connection will not establish
[13:56:02] <roycroft> that doesn't mean anything except that the ethernet port on the computer works
[13:56:11] <chopper791> that is good then
[13:56:29] <roycroft> i don't know anything about mesa ethernet boards
[13:56:32] <roycroft> but i know networking
[13:56:47] <roycroft> so i've offered what help i can - confirming that the physical link is working
[13:56:54] <srdc> chopper791: Sounds like exactly what happens to us when we don't have the address configured in the computer .... IPV4 address should be 192.168.1.1, Network = 255.255.255.0, and Gateway = 0.0.0.0
[13:56:59] * roycroft bows out and gets back to other stuff
[13:57:14] <chopper791> Thanks roycroft
[13:57:24] <chopper791> I agree srdc
[13:57:29] <srdc> I do it in the GUI on Gnome ... not sure what GUI you'd access in MATE
[13:57:33] <chopper791> I will manual put it in
[13:57:34] <chopper791> brb
[13:58:08] <srdc> chopper791: You may also have to put in / select (from a dropdown) the MAC address of your NIC
[13:58:16] <pfred1> chopper791 type /sbin/ifconfig
[14:01:17] <zeeshan> damn it
[14:01:26] <zeeshan> pci-e x16 doesnt take a pci slot
[14:01:29] <zeeshan> they look so similar :{
[14:01:35] <zeeshan> *slot = card
[14:01:39] <malcom2073> So close, yet so far
[14:01:47] <cbjamo> What's the card?
[14:01:48] <zeeshan> now i need to buy some mesa dcards
[14:01:50] <zeeshan> 5i25
[14:01:54] <zeeshan> im changing motherboards
[14:03:10] <zeeshan> pcw_home: is the quantitys on your website updated frequently?! :D
[14:06:16] <cbjamo> Has anyone here used cheap ebay servos?
[14:06:42] <Wolf_> defind cheap
[14:06:48] <Wolf_> define even
[14:06:53] <zeeshan> someone buy my mesa 5i25
[14:06:54] <zeeshan> ;[
[14:06:59] <pfred1> defile cheap!
[14:07:01] <cbjamo> Stuff like these: -
[14:07:20] <cbjamo> http://www.ebay.com/itm/CNC-400W-Digital-AC-Servo-Driver-AC-servo-motor-CNC-KIT-Router-Mill-Plasma/272207990250
[14:07:46] <Wolf_> I got motors 3 for $75 and drivers for about $70 each, but usually they are about $150-200 for the motors and $400 for the drivers lol
[14:07:46] <cbjamo> cheap is definately relative
[14:08:15] <cbjamo> Wolf_: Where'd you find that deal?!?
[14:08:49] <Wolf_> same way I find everything else, keep looking till deal pops up
[14:09:43] <cbjamo> Was it local or ebay though? I've been watching ebay for that sort of thing for quite a while, and my local CL is terrible for this kind of stuff.
[14:10:00] <Wolf_> ebay
[14:10:03] <CaptHindsight> cbjamo: you can find Parker and similar servos for ~$100 quite often ~300 real watts
[14:10:13] <cbjamo> With driver?
[14:10:19] <Wolf_> also there is bidspotter for industial auction
[14:10:52] <CaptHindsight> used drives from Parker, AB and similar for $100-200 all the time
[14:11:15] <CaptHindsight> much better than the ChinaCo motors and drives
[14:11:44] <Wolf_> I got AMC 25A20 drivers
[14:11:49] <CaptHindsight> BS on the 400W Chinaco motors
[14:11:51] <srdc> chopper791: any progress?
[14:12:04] <chopper791> just finished
[14:12:05] <Wolf_> and 470w servos
[14:12:06] <chopper791> no luck
[14:12:37] <cbjamo> Well, of course that's not actually gonna be 400W
[14:13:07] <cbjamo> The question is, are they actually 200W or ya know, 20W
[14:14:18] <CaptHindsight> http://www.ebay.com/itm/Parker-Compumotor-SM233BR-NMSN-Servo-Motor-/302210760582
[14:16:00] <CaptHindsight> there are lots of custom Parkers that were sold as part of an assembly or for an OEM
[14:16:01] <Wolf_> http://www.ebay.com/itm/Kollmorgen-H-342-H-0600-Silverline-Servo-Motor-T72843-/282003874013 same servo I have, that I paid $75 for 3 of them like 12 years ago
[14:16:18] <zeeshan> wolf AC or
[14:16:20] <zeeshan> just the drives
[14:16:23] <zeeshan> w/ no ps
[14:16:27] <CaptHindsight> often it's just a custom connector, pinout or shaft length
[14:16:29] <Wolf_> just drive
[14:16:48] <Wolf_> I still need a big ass 160v dc psu
[14:16:54] <cbjamo> I'm not terribly worried about finding th motor, It's a good drive that I'm worried about.
[14:16:55] <chopper791> ok...finally established a connection and can ping the 7i92
[14:16:56] <zeeshan> honestly man
[14:16:58] <zeeshan> just grab the power supply
[14:17:00] <zeeshan> version!
[14:17:05] <zeeshan> EASy peezee
[14:17:07] <Wolf_> couldnt find any
[14:17:18] <chopper791> now I need to flash the 7i92 with the 7i92+7i77 bit
[14:17:39] <Wolf_> had enough trouble finding the 25A20 units for not rape price
[14:18:03] <cbjamo> I'd bet that those chinese motors are alright, but I'd expect a max of 100hrs on the drive before they keel over. That's the reall issue.
[14:18:14] <zeeshan> they are on ebay for like 100bux
[14:18:15] <zeeshan> no?
[14:18:35] <chopper791> pcw_home: when I ordered the 7i92m with the 7i77 would have flashed the 7i92 already?
[14:18:49] <cbjamo> drive/motor matching isn'
[14:19:04] <cbjamo> isn't terribly straightforward.
[14:19:15] <CaptHindsight> cbjamo:
http://www.ebay.com/itm/Parker-Compumotor-GV-Gemini-Servo-Drive-Controller-GV-U3-6-12-GV-U3E-NK-/252718941731
[14:20:36] <pcw_home> chopper791: the 7I92 is flashed with something, not necessarily a 7I77 config
[14:20:37] <pcw_home> you should be able to ping the 7I92 in any case
[14:21:18] <Wolf_> zeeshan: one one ebay for not rape price, rest are $250-600
[14:22:02] <CaptHindsight> http://www.ebay.com/itm/Allen-Bradley-2098-DSD-010-Series-A-Servo-Drive-Ultra-3000-/112263822988
[14:22:18] <Loetmichel> hmm... anyone has a source for good quality double sided tape with ~20N adhesion and no-stain-removal? and less than 0,1mm thick?
[14:22:39] <Loetmichel> i need to mill a load of 0,3mm thick brass foil soon...
[14:22:46] <CaptHindsight> but you want an AB drive without the SERCOS interface
[14:22:47] <chopper791> I can ping it now.
[14:23:17] <CaptHindsight> http://www.ebay.com/itm/Allen-Bradley-2098-DSD-010-Ser-C-Servo-Drive-/112242109927
[14:23:21] <chopper791> Need to flash it but when I try to retrunes and permission denied
[14:23:34] <chopper791> ./mesaflash
[14:24:24] <CaptHindsight> when I was searching for servos and drives there wasn't much on ebay, now there is a ton
[14:24:37] <CaptHindsight> I might stock up
[14:25:12] <cbjamo> I've been looking for motor/drive combos, and they're out there, but are not cheap.
[14:25:16] <Wolf_> price dropped on the one I was watching that has wires cut off at the housing
[14:25:27] <roycroft> capthindsight: you can set up an advanced search for what you want, and then get emails whenever something matching your search parameters is listed
[14:25:59] <CaptHindsight> roycroft: yeah but so many listings are just inaccurate
[14:26:12] <roycroft> that can be a problem, indeed
[14:26:17] <CaptHindsight> the best deals are the ones with funky listings
[14:26:38] <CaptHindsight> so I just have search days
[14:26:40] <cbjamo> Yeah, if they knew what they had, it'd cost more.
[14:26:46] <roycroft> it's worse on cl, where a lot of folks add dozens/hundreds of random, unrelated keywords at the end of their listings
[14:27:11] <cbjamo> My favorite is "not allen bradly" and the like.
[14:27:41] <Wolf_> or “like <name brand here>”
[14:27:50] <CaptHindsight> shovels, boobs, convertible, soccer pants, surplus, kids
[14:28:13] <CaptHindsight> yeah why I hate CL
[14:28:43] <cbjamo> Thanks the the links Wolf_, now I just need to spend the next million hours sifting throgh datasheets.
[14:28:49] <roycroft> and then there's the listings that say "$x.xx obo, no lowballers"
[14:28:56] <CaptHindsight> I did score a $1300 sprayer for $200 last week on CL
[14:29:05] <roycroft> and if you offer them $0.01 lessn their asking price they curse at you and call you a lowballer
[14:29:21] <Wolf_> don’t use the Kollmorgen Silverline
[14:29:30] <CaptHindsight> or the $1 listings just to be on the start of the search
[14:29:32] <Wolf_> those are mine
[14:29:42] * roycroft needs a new keyboard, as his typing really isn't quite as bad as it appears
[14:29:53] <cbjamo> Haha, I'm a ways off from buying anything.
[14:30:25] <CaptHindsight> I don't lowball, I just send the first message with "can't spend over $50 (or similar) let me know when I can see it"
[14:30:49] <roycroft> and btw, every time you get yelled at for being a lowballer, the item is in much worse condition than advertised
[14:31:19] <roycroft> if i see a good deal i just give the person their asking price
[14:31:26] <CaptHindsight> I have been seeing broken appliances for hundreds of $$$
[14:31:48] <CaptHindsight> with "good for a handy man" "maybe a cheap fix"
[14:32:06] <cbjamo> "mechanics special"
[14:32:08] <CaptHindsight> yeah good luck folks
[14:32:14] <CaptHindsight> heheh, yeah
[14:32:20] <roycroft> or some piece of crap tool that's rusty, and gets listed in the antiques section for an inflated price
[14:32:31] <CaptHindsight> lots of those
[14:32:40] <roycroft> "this is too rusty to ever be functional again, so i'll axk 4x what it costs new"
[14:32:50] <malcom2073> My dad just listed a bunch of cnc related stuff on CL, he doens't really *want* to sell it all, but if someone offers him what he's asking he'd take it
[14:32:50] <CaptHindsight> wrench, might be 1/2 could be 9/16
[14:33:13] <malcom2073> I do that too, I price things such that if someone wants to pay it great, but if not, no loss since I don't need to sell
[14:33:21] <malcom2073> Hell I have a new tapamatic up on ebay like that :)
[14:33:25] <CaptHindsight> fishing
[14:33:29] <malcom2073> Yeah
[14:33:34] <roycroft> i don't have a problem with that at all
[14:34:01] <malcom2073> If anyone wants a tapamatic for a stupid price, lemme know heh
[14:34:20] <CaptHindsight> asking price $900,000, surprise bag, black plastic, could be filled with gold, might be trash, you get to find out
[14:34:25] <chopper791> pcw_home: I can nping the 7i92. I have permissions for mesa flash fixed. No when I run the flash command I get a return of no 7i92 board found. Do I need to have jumpers in a certain place for the 7i92 to be found?
[14:34:47] <chopper791> I am going through the manual now
[14:34:54] <pcw_home> no, do you have the latest mesaflash?
[14:34:55] <Wolf_> malcom2073: what is he selling? lol
[14:34:56] <roycroft> but if i make you a realistic offer that's below your asking price, don't act belligerently
[14:35:06] <malcom2073> Wolf_: Gimme a minute I'll find the link
[14:35:10] <roycroft> just respectfully decline and we'll each go about our business
[14:35:14] <malcom2073> roycroft: Agreed, some people are just dicks
[14:35:15] <chopper791> Downloaded form your website in the zip file on the 7i92 product page
[14:35:31] <CaptHindsight> offer them a box of dicks
[14:35:51] <chopper791> The zip cam with mesaflash and mesaflash3
[14:36:02] <pcw_home> You should use the mesaflash that comes with linuxcnc
[14:36:58] <pcw_home> sudo apt-get install mesaflash
[14:36:58] <malcom2073> Wolf_:
https://baltimore.craigslist.org/tls/5977995290.html
[14:37:00] <pcw_home> ( and you should not have to use ./ )
[14:37:19] <chopper791> ok I will give it a shot. brb
[14:37:51] <CaptHindsight> my adds usually have a few last lines with "No I won't take your check for $1k more and give you the difference in cash, no your agent can't come by and pick it up, Cash only, no trades, etc
[14:38:25] <malcom2073> Lol CaptHindsight Do the scammers already read the ads to see that?
[14:39:25] <CaptHindsight> malcom2073: I still get emails with the actual item never mentioned and some generic offer to sell it for me or similar
[14:39:34] <malcom2073> Heh
[14:40:45] <CaptHindsight> I still haven't found my air bearing lathe for <$3k on CL yet
[14:41:23] <gregcnc> I haven't seem anything good on CL lately
[14:41:24] <malcom2073> Keep looking
[14:41:25] <chopper791> pcw_home: unable to locate mesaflash is the return
[14:42:23] <CaptHindsight> http://chicago.craigslist.org/nwi/tls/5987884869.html lots of this junk
[14:42:35] <zeeshan> how much ram do you guys have on your linuxcnc machines
[14:42:38] <zeeshan> 4gb?
[14:42:44] <pcw_home> If this is a RIP config thats probably the issue (repository paths not setup)
[14:42:55] <gregcnc> I have a couple with 4GB
[14:43:00] <CaptHindsight> zeeshan: for 32b yes, 4GB
[14:43:01] <Wolf_> malcom2073: hmm I might need to get some of that 3030 from him, I need a chunk for my plasma table build
[14:43:13] * zeeshan goes and buys some ram
[14:43:26] <pcw_home> http://www.mesaus.com/info/mesaflash.html
[14:43:32] <malcom2073> Wolf_: The majority of it is at my house, but we cut and transport it down to westminster where he is as needed
[14:43:37] <chopper791> there already
[14:43:40] <malcom2073> Unless you want 12ft sections
[14:43:42] <Wolf_> lol nice
[14:43:56] <Wolf_> naa, I need a ~6’
[14:44:03] <CaptHindsight> zeeshan: with PAE you can go higher
[14:44:11] <zeeshan> pae?
[14:44:18] <CaptHindsight> not sure what comes in the live cd these days
[14:44:23] <chopper791> giving it a try.brb
[14:45:10] <CaptHindsight> zeeshan: PAE lets a 32b kernel access over 4GB of address space
[14:45:31] <CaptHindsight> https://en.wikipedia.org/wiki/Physical_Address_Extension
[14:46:13] <zeeshan> linuxcnc runs on 32bit? :/
[14:46:22] <zeeshan> that examples all the s32
[14:46:24] <zeeshan> and u32s ;p
[14:47:20] <chopper791> pcw_home: no luck. comes back with the same issue of mesaflash no found
[14:47:52] <pcw_home> what OS?
[14:47:56] <chopper791> mint
[14:48:47] <Wolf_> hmm 5.21N-m cont. servo sound like enough for knee mill Z
[14:49:55] <pcw_home> you can always install it from source
[14:49:57] <pcw_home> https://github.com/micges/mesaflash
[14:49:58] <pcw_home> (read the "readme" at the bottom for compile/install instructions)
[14:53:23] <CaptHindsight> zeeshan: it also runs on 64b but you have to build it yourself
[14:53:45] <CaptHindsight> the kernels
[14:53:46] <zeeshan> i dunno if x64 is needed?
[14:54:17] <CaptHindsight> maybe for other apps
[14:54:23] <CaptHindsight> why we built them
[14:54:49] <CaptHindsight> Linuxcnc with some app that runs on 64b
[14:55:17] <CaptHindsight> http://chicago.craigslist.org/sox/tls/5973886154.html Sidney Metal Lathe 15"x 32" - $1200
[14:55:24] <CaptHindsight> A Beast
[14:56:24] <chopper791> pcw_home: no luck..... I am just going start over and do a standard installation. Can I change the standard install to preempt rt with uspace and not have to use RIP
[14:56:27] <chopper791> ?
[14:56:36] <zeeshan> i guess i can still install linuxcnc
[14:56:39] <zeeshan> w/ this new motherboard
[14:56:45] <CaptHindsight> http://chicago.craigslist.org/wcl/for/5976043205.html Atlas 6inch metal lathe - $575
[14:56:51] <zeeshan> and wait for the mesa superport to come in
[14:57:37] <CaptHindsight> cheap and easy to convert
[14:57:59] <pcw_home> No luck with what? You can install mesaflash from source on any system
[14:58:10] <chopper791> Would not let me
[14:58:37] <CaptHindsight> it really is a Wall Mount lathe!
https://images.craigslist.org/00101_hrqG4oCkbSi_1200x900.jpg
[14:58:49] <pcw_home> would no let you what?
[14:58:59] <pcw_home> s/no/not/
[14:59:02] <chopper791> install mesaflash from source
[14:59:20] <pcw_home> sure it will
[14:59:58] <zeeshan> i wouldnt mind that lathe in the basement
[15:00:14] <pfred1> I don't have a basement
[15:00:21] <pcw_home> download the zip file and follow the instructions in the readme (you need sudo to do the install part)
[15:00:30] <pfred1> sudo!
[15:01:17] <chopper791> I will try again.
[15:01:26] <sync_> zeeshan: did you get your lathe running yet?
[15:01:45] <zeeshan> nope
[15:01:52] <pfred1> they should have called sudo judo
[15:02:49] <CaptHindsight> $150 for one of those small Alas/Craftsman lathes
http://rockford.craigslist.org/tls/5938146068.html
[15:02:58] <chopper791> hmm... I have no mesaflash directory. This is preventing me form cd mesaflash
[15:03:45] <chopper791> in /src
[15:04:03] <cbjamo> Man you guys in the rust belt are making me jealous. Denver's doesn't have nearly as many used tools kicking around.
[15:04:29] <pfred1> cbjamo tell me about it i live where there's nothing but corn, chickens, and soybeans
[15:04:51] <CaptHindsight> http://rockford.craigslist.org/tls/5979745993.html $375 and looks almost new
[15:05:24] <CaptHindsight> this one might be worth improving
[15:05:27] <cbjamo> I grew up in SD, moved to the "big" city for work, I love Denver, but this sorta thing does make me wish I lived on one of the coasts.
[15:05:33] <JT-Shop> chopper79: you might need to add the linuxcnc.org source
[15:05:38] <pfred1> there's an old guy on youtube that has machine tools coming out his ears
[15:05:53] <pcw_home> download the zip, unzip the zip
[15:05:55] <pcw_home> cd to mesaflash-master (might be in Downloads)
[15:05:56] <pcw_home> follow instructions
[15:06:26] <pfred1> git master zips are sometimes weird
[15:06:45] <CaptHindsight> I have some linear servo positioners near that size
[15:08:51] <Mac-Mill> very strange. I am trying to setup these pots to output. I can read the scale.n.in but the scale.v.out does not come up. strange thing is the previous scale is the exact same thing and works fine
[15:09:07] <Mac-Mill> scale.n.out that is
[15:09:29] <zeeshan> http://www.ebay.com/itm/-/262837761250?
[15:09:32] <zeeshan> buy buybu y
[15:09:47] <Mac-Mill> maybe using a count instead will clear things up
[15:12:14] <JT-Shop> zeeshan: do you think Priority is that much faster than First Class?
[15:12:23] <JT-Shop> when it gets to Canada
[15:12:31] <zeeshan> from your place
[15:12:35] <zeeshan> itll all be the sme
[15:12:37] <zeeshan> *same
[15:13:10] <JT-Shop> I noticed you picked Priority shipping on your order
[15:13:32] <zeeshan> that was the cheapest option
[15:13:34] <zeeshan> i think :)
[15:14:03] <CaptHindsight> http://milwaukee.craigslist.org/tls/5949153140.html this might be worth it
[15:14:08] <chopper791> should of just stuck with my usual...... 5i25+7i77. Had to go all fancy this time. smh
[15:14:25] <CaptHindsight> Variable speed 3ph 2hp $2300
[15:14:31] <JT-Shop> should have had a First Class option
[15:15:19] <CaptHindsight> how is the speed varied? The crank over the spindle?
[15:15:34] <CaptHindsight> not clearly shown in the pic
[15:15:49] <zeeshan> CaptHindsight: its the handle
[15:15:53] <zeeshan> on top of the spindle
[15:16:47] <CaptHindsight> https://www.youtube.com/watch?v=qKCAJTNkVGA like this?
[15:17:26] <zeeshan> ive seen that
[15:17:36] <zeeshan> but in your pic you can see a shiny handle
[15:17:40] <zeeshan> im wondering wtf that is!
[15:20:02] <Mac-Mill> heh its amazing what uncommenting out the addf line will do
[15:20:05] <Mac-Mill> lol
[15:22:03] <Roguish> CaptHindsight: that looks just like my lathe !!!
[15:22:34] <Wolf_> chopper79: buy zeeshan’s 5i25, and I’ll buy that 7i92 :P
[15:26:22] <chopper791> I am going to do a fresh install so all of my messing around is not a factor in the attempt to get this going. Bad part is once I get one going I will be able to to others with no problem. It is always the first one for me and all the stuff I seem to find seems to assume that you know how to naivigate in terminal like a pro. .... rant over. Sorry just frustrated with this process right now
[15:27:15] <chopper791> This is why I always get the same thing to eat for places. Change frustrates me
[15:27:25] <chopper791> *from
[15:27:54] <SpeedEvil> http://imgur.com/gallery/Ttbw5Wy (unrelated)
[15:28:31] <enleth> things learned today: chinese $1.50 carbide endmills are suitable for broken tap extraction
[15:28:46] <SpeedEvil> yay
[15:29:01] <pfred1> enleth we used to remove broken taps with shot reamers.
[15:29:25] <pfred1> we'd take a beat reamer and put a point on it then smash broken taps out of stuff using the reamer like a punch
[15:29:51] <enleth> I chucked the part with a broken tap in it in the lathe, put the endmill in a drill chuck in the tailstock and let it churn inside the hole at high speed
[15:29:52] <pfred1> taps are glass hard so they shatter like dust when hit
[15:31:56] <enleth> the endmill got completely buggered in the process, but the tap had it much worse, so I consider it a success
[15:32:17] <enleth> $1.50 for a single-use tap remover is OK
[15:32:22] <pfred1> yeah beat reamers are garbage so not much risked with the smash the tap out method
[15:34:04] <enleth> then I just drilled it bigger and tapped for M6 with a short flute spiral machine tap, those are much less prone to breaking than the traditional ones
[15:34:22] <pfred1> yeah tapping up is often an option
[15:34:38] <pfred1> we always broke taps in hardened work thuogh
[15:35:02] <Mac-Mill> BREAK TIME
[15:35:39] <enleth> fortunately it was in this case - it's just a handwheel stub axis, the original hole was much smaller but there was a lot of material around it
[15:36:19] <enleth> and the handwheel couldn't care less about the size of the retaining screw
[15:37:08] <srdc> So I'm banging my head against this NGC file ... it's all in an O<atc> routine, and then I have various if statements
[15:37:16] <pfred1> yeah I wonder about grub screw sometimes often the stock ones I see seem too small snyways
[15:37:18] <srdc> I can get M65 to turn a signal off just in the main routine
[15:37:41] <srdc> But anytime I put it in an IF statement inside the main routine, it just ignores it
[15:38:09] <enleth> at least I had a chance to clean the inside of the clutch and brake assembly - I had to dismantle it anyway to get the stub axis out and it was one of the last places on this bridgeport I never got around to cleaning
[15:38:33] <enleth> the handwheel is now much smoother to engage and disengage
[15:39:46] <pfred1> clean is always good
[15:41:39] <MacGalempsy> got the zbrake to disable on a z axis movement, got the new lightbulbs in the mail. got the fro and sso pots working. what next...
[15:42:40] <enleth> yeah, the original grease in there turned into crumbling black gunk
[15:43:03] <pfred1> I've been getting into greases lately
[15:43:07] <enleth> it may have had something to do with the fact that those brakes get seriously hot when open
[15:43:12] <pfred1> well more than i used to be
[15:43:17] <MacGalempsy> personal use?
[15:43:19] <zeeshan> mac what are you doin
[15:43:28] <nmide> anyone using linuxcnc to control a brake press ?
[15:43:30] <enleth> the electromagnet heats them up to at least 80C after a minute or so
[15:43:31] <pfred1> I used to just use wheel braring grease on everything
[15:43:44] <enleth> maybe higher inside
[15:43:48] <MacGalempsy> finishing up the mill. going to make a quick ladder program for the momentary machine on/off switches
[15:44:07] <enleth> the brake shell is hot enough to get burned
[15:44:30] <srdc> nmide: Not personally ... don't see why it would be a particular problem. Why?
[15:44:51] <MacGalempsy> also need to figure out why the vfd analog output is not working. not a big deal as it just gives a current output
[15:45:12] <nmide> srdc: my father has some older models we are considerating trying to ressurrect and he was asking me about it
[15:45:21] <MacGalempsy> well, a voltage at 3.0 amps/volt
[15:45:51] <MacGalempsy> zeeshan: how are your matching adventure knives coming along?
[15:46:13] <srdc> nmide: Nice. Not being familiar with brake presses very much, it seems like it would be pretty doable ;-P
[15:46:21] <zeeshan> whats left on your mill?!
[15:46:28] <zeeshan> havent build the knvies yet
[15:46:34] <zeeshan> still waiting on my o1 steel to come in
[15:46:52] <gregcnc> your own knives or a job?
[15:46:58] <zeeshan> my own
[15:47:05] <zeeshan> im going to make like 4
[15:47:14] <zeeshan> one for me obv, and for a couple friends
[15:47:27] <Wolf_> cable Damascus imo
[15:47:28] <pfred1> nmide people have adapted LinuxCNC to some pretty challenging kinematic problems
[15:47:30] <Wolf_> :P
[15:47:48] <zeeshan> Wolf_: this is a bush knife
[15:47:50] <zeeshan> :)
[15:48:00] <MacGalempsy> left on the mill: PID tune the spindle, input the classicladder program i wrote then debug. and get some probe.ngc added to the axis screen
[15:48:04] <MacGalempsy> thats it
[15:48:05] <Wolf_> W2 (or is it W4) steel
[15:48:25] <zeeshan> MacGalempsy: what probe you got?
[15:48:29] <Wolf_> I need a bigger mill,
http://www.ebay.com/itm/361313648739
[15:48:33] <MacGalempsy> renishaw tp1s
[15:48:48] <zeeshan> fuuu!
[15:48:56] <MacGalempsy> i got this adafruit trinket, which I am working towards making wireless
[15:49:10] <MacGalempsy> did I mention it can double as a tool setter?
[15:50:09] <zeeshan> man its crazy how fast probing can make dialing in workoffsets
[15:50:14] <zeeshan> just eyeball the corner
[15:50:18] <zeeshan> cycle start
[15:50:49] <MacGalempsy> yeah. the ultimate plan is to use the seed you planted to probe between routines
[15:51:29] <Wolf_> if your trinket idea works, I want to see if I can do the same as a plug in module for my MP1S
[15:52:43] <MacGalempsy> however, my movements are a little out of tune. 0.0001X 0.0003Y 0.0006Z and 0.001A
[15:52:55] <zeeshan> look at you
[15:52:57] <zeeshan> mr cool guy
[15:52:59] <zeeshan> A axis.
[15:53:04] <zeeshan> :)
[15:53:11] <MacGalempsy> yeah, finally got it going, and everything homes
[15:53:25] <gregcnc> nice
[15:53:28] <MacGalempsy> only took since nov2013 to get this far
[15:53:45] <zeeshan> i remember you working on this back then
[15:53:49] <MacGalempsy> what I should do is change axis to only go out to .001
[15:53:49] <gregcnc> my lathe is going for much longer and nowhere near done
[15:54:03] <zeeshan> and here you guys are giving me a hard time
[15:54:05] <zeeshan> about my lathe
[15:54:06] <zeeshan> bastards!
[15:54:15] <gregcnc> hey I have two running lathes
[15:54:27] <MacGalempsy> speaking of, when was the last time you worked on it?
[15:54:31] <zeeshan> today
[15:54:38] <zeeshan> im still working on the hydraulic system
[15:54:42] <zeeshan> they sent me the wrong gaskets :(
[15:54:52] <MacGalempsy> f.....
[15:55:08] <gregcnc> any manuals yet?
[15:55:11] <zeeshan> no
[15:55:15] <zeeshan> did i tell you guys
[15:55:21] <zeeshan> those dents on the rotor dodnt make any diff
[15:55:25] <zeeshan> i tested it with the vfd
[15:55:25] <zeeshan> it works
[15:55:32] <zeeshan> tried loading it with my hand
[15:55:34] <zeeshan> and it didnt stop :)
[15:55:35] <Wolf_> yeah, I remember ya saying that...
[15:55:47] <Wolf_> I need a manual for my damn height gauge
[15:55:52] <zeeshan> wat
[15:55:52] <gregcnc> nobody expected it to be a problem
[15:55:56] <zeeshan> i did!
[15:55:57] <zeeshan> :(
[15:56:04] <Wolf_> I want to know what the extra socket is for on it
[15:56:12] <zeeshan> dataloggijng
[15:56:20] <gregcnc> i did say anything, but sync told you it no problem
[15:56:29] <zeeshan> very common w/ digital height gauges
[15:57:07] <MacGalempsy> so the max length for a part on the a axis is ~8" should I worry about a tailstock?
[15:57:12] <Wolf_> well, it also has a preset button and dials, that don’t seem to do anything
[15:57:42] <zeeshan> MacGalempsy: ofcourse
[15:57:51] <XXCoder> boo
[15:57:55] <zeeshan> L/d is what you should be concerned with
[15:57:56] <zeeshan> not just L!
[15:58:14] <MacGalempsy> well its 5c, so it is kind of limited
[15:58:35] <zeeshan> if you're working on 3/4" round bar at that length
[15:58:36] <zeeshan> al
[15:58:41] <gregcnc> you can get creative with 5C
[15:58:48] <zeeshan> and you were doing some fancy engraving and holes
[15:58:50] <zeeshan> you'd want it!
[15:59:12] <MacGalempsy> I guess making a custom tailstock should be on the lists
[15:59:21] <zeeshan> you could buy a china one
[15:59:30] <zeeshan> and machine it down/shim it
[15:59:33] <zeeshan> i think they're 40$
[15:59:50] <zeeshan> https://www.accusizetools.com/0240-0104-matching-tailstock-for-5c-spin-index/
[15:59:51] <zeeshan> 78 cad
[16:00:00] <zeeshan> 60 bux US
[16:00:12] <gregcnc> probably huge fro that table
[16:00:28] <MacGalempsy> was hoping for something about 2" wide, so atlease get 6"
[16:01:11] <Wolf_> zeeshan: (or anyone else) any idea what the preset button or the dials are for?
http://imgur.com/a/T43JB
[16:02:30] <gregcnc> something short like this
http://www.ddenker.com/indexfix.JPG
[16:03:24] <zeeshan> i'd thjink its something to set different datums
[16:05:11] <Wolf_> no idea… bottom button is origin/zero
[16:05:20] <MacGalempsy> will try to find one on the same datum. maybe the same manufacturer
[16:05:34] <zeeshan> MacGalempsy: even the same manufacturer that makes both
[16:05:38] <zeeshan> wont be exactly on the same level
[16:05:38] <zeeshan> lol
[16:05:40] <zeeshan> fkn chinese
[16:05:54] <MacGalempsy> its smw
[16:06:04] <MacGalempsy> http://ats-s.com/assets/pdf/RT-160.pdf
[16:06:27] <MacGalempsy> there is their tailstock
[16:08:34] <XXCoder> zeeshan: isnt it true that 123 blocks are not exactly same, that is because they come in pairs, because they was ground together?
[16:09:09] <gregcnc> depends ho many decimal paces you can measure
[16:09:21] <XXCoder> ytur
[16:09:26] <XXCoder> true
[16:09:54] <Deejay> gn8
[16:11:31] <Wolf_> most import 123 blocks are good for learning how to square things with a surface grinder
[16:15:11] <XXCoder> yeh guessed it was not perfect
[16:15:27] <XXCoder> its good enough for home use
[16:18:50] <MacGalempsy> http://www.ebay.com/itm/CRAFTSMAN-6-109-LATHE-TAILSTOCK-TOP-CASTING-ONLY-TAIL-STOCK-/351971953192?hash=item51f329ca28:g:6FcAAOSw2xRYdZsE
[16:19:24] <MacGalempsy> even better
http://www.ebay.com/itm/TAIL-STOCK-FOR-12-CRAFTSMAN-ATLAS-LATHE-MODEL-101-/232228387102?hash=item3611e3f91e:g:uBUAAOSw241YlNYC
[16:19:26] <XXCoder> old craftsman
[16:21:32] <gregcnc> that rotary is threaded in the spindle face?
[16:21:48] <gregcnc> you can mount anything to it
[16:22:01] <MacGalempsy> yeah, but dont have a backplate or chuck atm
[16:25:23] <pfred1> MacGalempsy you have to put an order into the Ifonly Supply Co.
[16:27:11] <MacGalempsy> ?
[16:27:18] <pfred1> if only
[16:27:30] <pfred1> if only I had this or that
[16:29:49] <MacGalempsy> nah, im pretty happy with what I got.
[16:30:23] <MacGalempsy> just need to get it all working, so I can supply all those with i needs
[16:30:59] <gregcnc> what are you going to make?
[16:31:10] <pfred1> chips!
[16:31:35] <MacGalempsy> money!
[16:31:48] <gregcnc> but you have something ready to go?
[16:32:03] <XXCoder> pototo chips!
[16:32:07] <MacGalempsy> yeah. first will be some of those lifts I was showing you
[16:32:47] <gregcnc> did you find a lathe? or are you sending it out?
[16:32:47] <MacGalempsy> will probably just cut the threads on the 4th axis at first
[16:33:10] <MacGalempsy> I can buy the tubes precut to length
[16:33:44] <MacGalempsy> fusion now has wrapped 4th axis, saw it on a fusion360 friday episode
[16:34:05] <gregcnc> thread is easy enough to manually program
[16:34:30] <MacGalempsy> good point
[16:35:34] <gregcnc> i'm not sure i've seen a thread cut with a tapered endmill, as far as how well it turns out
[16:36:40] <MacGalempsy> I guess get a pass or two, make sure they are straight, then clean up with a die
[16:37:03] <MacGalempsy> the thread is like 1" 14tpi
[16:37:35] <enleth> jeez, I hate steppers
[16:37:48] <XXCoder> why
[16:37:53] <gregcnc> i cut an M30x0.75 the other day
[16:37:56] <MacGalempsy> missed steps?
[16:38:12] <enleth> you try to push them too hard and they start buzzing in place
[16:38:36] <gregcnc> too much accel?
[16:39:20] <enleth> but when I reduce acceleration so that it keeps up at high speeds, it's sluggish at low speeds
[16:39:45] <enleth> what I think I need is an acceleration limit that is a function of velocity
[16:39:47] <BeachBumPete> Hey folks
[16:40:09] <enleth> is that doable with lcnc?
[16:40:41] <gregcnc> so they fail to start at low speeds or stall at high speed?
[16:41:30] <enleth> they stall when trying to accelerate further at high speeds, even though they are capable of those even higher speeds if I accelerate them gently enough
[16:41:38] * JT-Shop puts another log on the fire...
[16:41:49] <enleth> but at low speeds, they could accelerate a lot faster
[16:42:15] <zeeshan> XXCoder: i dont think it matters :p
[16:42:18] <gregcnc> rated voltage and supply voltage?
[16:42:20] <zeeshan> they're all within a few tenths of each other
[16:42:27] <zeeshan> but typically they are ground in pairs
[16:42:30] <enleth> so ideally I'd want a high acceleration limit at standstill and low speeds, but decreasing with speed
[16:42:43] <XXCoder> indeed
[16:42:57] <XXCoder> at work 123 blocks are all mixed up works fine
[16:44:42] <roycroft> i just realised that, although the motors i ordered will ship from california, the seller is in china
[16:44:58] <roycroft> so like everyone else in china, the seller is off partying for a week to ring in the year of the rooster
[16:46:16] <roycroft> most chinese sellers at least put up an away message on their listings
[16:47:15] <enleth> gregcnc: steppers are SCT HY3424-310, datasheet lists "max applicable voltage" 90V and a torque plot at 75V, I'm using Leadshine M860 stepper drives (rated up to 80V) supplied with unregulated 72-73V
[16:49:19] <enleth> (supplied by a 600VA toridal transformer, a generic high current rectifier bridge and 4700uF of filtering capacitance, the motors have rated phase current of 3.1A)
[16:50:02] <enleth> unless I misunderstood something horribly, it's all matched up relatively well
[16:50:28] <gregcnc> hmm the plot says 4.4A phase current
[16:51:06] <enleth> yeah, it actually does, never noticed it - the table above it says 3.1A
[16:51:18] <MacGalempsy> 4th axis center is at 11cm...
[16:51:26] <enleth> shouldn't matter much, the transformer is oversized anyway
[16:52:01] <gregcnc> less current measn less torque
[16:52:52] <gregcnc> what is your maximum step Hz?
[16:53:12] <zeeshan> MacGalempsy: how dare you speak in si units
[16:53:56] <MacGalempsy> ikr. everything on the machine is imperial except the 4th axis.
[16:54:08] <MacGalempsy> had to bust out some metric allens to fill it with oil
[16:54:28] <zeeshan> rofl
[16:54:40] <zeeshan> some of the machines we build at work
[16:54:41] <enleth> gregcnc: I tried a shitload of different microstepping settings and max step rate combinations, I can set it to whatever, M860 accepts up to 300kHz and it worked fine at that step rate
[16:54:46] <zeeshan> use both metric and imperial hardware
[16:54:48] <zeeshan> it drives me nuts
[16:54:58] <enleth> as in, the drive worked fine
[16:55:03] <gregcnc> but how fast is the stepper actually spinning?
[16:56:14] <MacGalempsy> so maybe this 3.5" tailstock with a custom base
[16:56:24] <pink_vampire> evening!
[16:58:24] <MacGalempsy> :)
[17:01:19] <XXCoder> hey
[17:01:22] <cbjamo> Has anyone used this:
https://github.com/rene-dev/stmbl
[17:04:34] <enleth> gregcnc: I'll be fine with 1500rpm, torque plot suggests this is still within the second "plateau" before it drops off
[17:04:52] <enleth> but I'm having problems at 950 right now
[17:05:34] <enleth> *900
[17:11:34] <rene-dev> cbjamo: I have
[17:11:54] <cbjamo> rene-dev: Oh, hi there
[17:11:58] <cbjamo> Cool project
[17:12:10] <rene-dev> it is :)
[17:13:25] <rene-dev> cbjamo: have you seen the videos?
[17:13:37] <cbjamo> How can I help? I *really* don't like steppers, so anything that makes servos more accessable is something I'd like to help with.
[17:13:57] <cbjamo> Yeah, where'd you score the arm?
[17:14:22] <pink_vampire> hi XXCoder
[17:14:28] <pink_vampire> how are you
[17:14:40] <XXCoder> recently woke up heh hour ago
[17:14:44] <XXCoder> plan to work on machine
[17:15:07] <pink_vampire> those are good news!
[17:15:34] <pink_vampire> are you going to wire up the spindle?
[17:15:38] <rene-dev> there are a lot of places to help, but its almost impossible without hardware... what are you interested in?
[17:15:50] <rene-dev> what do you mean with the arm? its an stm32f4...
[17:15:56] <XXCoder> nah want to get machine moving again then spindle
[17:16:14] <pink_vampire> what happen to the machine?
[17:16:15] <XXCoder> want to get tachmeter first too
[17:16:24] <XXCoder> oh new controllers tb6600s not tb6560s
[17:16:26] <cbjamo> By arm I meant the manutec
[17:16:54] <rene-dev> ah. thats not mine, I just set up linuxcnc and the stmbls
[17:17:21] <rene-dev> but the guy has more, and I will also get one, thats the deal :D
[17:17:26] <cbjamo> As for helping, I'd be most useful working on the code, I work with stms a lot in my day job.
[17:17:33] <cbjamo> That's a pretty cool deal.
[17:18:06] <rene-dev> https://www.youtube.com/watch?v=pMZQ4q7iM20
[17:18:12] <rene-dev> https://www.youtube.com/watch?v=uMytcf41GPU
[17:18:16] <rene-dev> also stmbl
[17:18:32] <rene-dev> pick and place machine, and polymer concrete machine
[17:18:39] <pink_vampire> XXCoder: any pics?
[17:18:43] <XXCoder> not yet
[17:19:02] <rene-dev> at the moment we are porting code over from v3 to v4
[17:20:13] <cbjamo> Is that just pinout changes, or something more substantial?
[17:20:13] <pink_vampire> XXCoder: before and after
[17:21:24] <rene-dev> pinout, more features, a lot of periphery is mapped differently
[17:22:39] <cbjamo> gotcha, I'd love to help, but you're right that, without hardware that would be pretty damn hard.
[17:23:08] <rene-dev> https://i.imgur.com/7UvPHFL.jpg
[17:24:09] <cbjamo> Am I right in thinking that is V4?
[17:24:15] <rene-dev> https://i.imgur.com/Ixz365D.jpg
[17:24:19] <rene-dev> yes
[17:24:38] <cbjamo> What's the bom cost in singles for that?
[17:25:07] <rene-dev> do you know control theory? are you good with stm32 periphery? at the moment we are chasing a nan bug...
[17:25:12] <rene-dev> about $70
[17:25:45] <rene-dev> cheaper if you dont populate the stuff you dont need
[17:26:14] <cbjamo> My control theory is middling, but I do have a lot of time with the stm32s guts, yeah.
[17:26:18] <jesseg> unrelated - but I once built a pick and place machine out of an old plotter:
http://videoflier.com/movies/1405402023030892857846
[17:32:11] <rene-dev> cool
[17:32:41] <rene-dev> maybe you can help with the non control stuff then...
[17:32:45] <rene-dev> where are you from?
[17:32:52] <cbjamo> US, Denver
[17:32:59] <rene-dev> ok
[17:33:17] <rene-dev> you should join our irc channel or gitter
[17:33:41] <cbjamo> Was just joining the irc
[17:34:25] <enleth> eh, got it working kinda sorta stable, and it even sounds nice at high speeds
[17:36:02] <enleth> but at low speeds the motors sound like a cross between a Daft Punk single and a meat grinder full of sand
[17:38:31] <enleth> or maybe like someone trying to play a Daft Punk single on a meat grinder full of sand?
[17:40:58] <enleth> gregcnc: tl;dr at low microstepping (less than x100) it's smooth at high speeds but sounds like shit at low speeds, the noise is really unpleasant; at high microstepping it's OK at low speeds but stalls easily at high speeds
[17:41:41] <enleth> I have yet to put an indicator on the ways to see if it actually moves the way it's supposed to
[17:53:17] <XXCoder> pink_vampire: Z and Y stepper side connectors done
[17:53:50] <XXCoder> had to redo Y when I realized I looped wires around dragchain by mistake. bah heh
[17:58:22] <pink_vampire> XXCoder: at least you have a drag chain :)
[17:58:32] <XXCoder> its handy, and cheap from amazon
[17:58:40] <XXCoder> both drag chain cost me maybe 12 bucks?
[18:01:24] <pink_vampire> I want to make something but I have no idea what to do.
[18:05:08] <pink_vampire> XXCoder:
[18:05:15] <andypugh> pink_vampire: You mean you don’t know what to make?
[18:05:15] <XXCoder> yeah
[18:05:27] <XXCoder> maybe you can make farmbot heh
[18:05:37] <pink_vampire> andypugh: correct
[18:05:41] <XXCoder> though you probbaly dont have land for it? irrc you live in apt?
[18:05:54] <pink_vampire> I want to machine something
[18:05:58] <andypugh> pink_vampire: Some ideas here, and well-made videos:
http://www.clickspringprojects.com/shop-made-tools.html
[18:06:15] <pink_vampire> but not super tiny
[18:07:26] <andypugh> I like the results that the rope-knurls give, that’s a fun project. But I can’t recall if you have a lathe.
[18:08:09] <XXCoder> pink_vampire:
https://www.pinterest.com/gluejunkie/machinist-project-ideas/
[18:09:02] <XXCoder> heh a machined nerf gun. will get you superdead quick if police see you carrying it around
[18:09:20] <pink_vampire> O_O
[18:09:33] <pink_vampire> I have a lathe on my mill
[18:09:50] <XXCoder> rubber stamp one nice
[18:09:56] <XXCoder> https://www.pinterest.com/pin/211880357440828185/
[18:10:07] <XXCoder> wonder how hard it is to machine rubber lol
[18:10:37] <pink_vampire> with sharp tools
[18:10:51] <XXCoder> so many of projects are weapon and/or flashlights.
[18:11:17] <malcom2073> MAke a small air engine
[18:11:24] <XXCoder> or stirling engine
[18:11:38] <XXCoder> Stirling B is easiest I would think
[18:12:26] <XXCoder> A type
https://hackaday.com/2010/06/24/machining-a-horizontal-stirling-engine/
[18:12:52] <XXCoder> I dont really like that type, one that uses glass
[18:13:02] <XXCoder> looks awesomely cool though
[18:13:32] <pink_vampire> https://youtu.be/8eSqC1yUm8A
[18:14:30] <XXCoder> wearing a camo while machining lol
[18:15:06] <malcom2073> Wearing long sleeves heh
[18:15:11] <XXCoder> indeed
[18:16:10] <pink_vampire> https://s-media-cache-ak0.pinimg.com/564x/b1/a1/4e/b1a14e2eb34aa7f02ffd73af5a6867e4.jpg
[18:16:27] <pink_vampire> i'm not sure if it is still useful
[18:16:32] <XXCoder> dumbass with long sleeve
https://www.youtube.com/watch?v=3EdQq5iAGYs (scary video but no gore)
[18:16:47] <Loetmichel> pink_vampire: someone tested his plasma cutter?
[18:16:52] <malcom2073> Not even gonna watch XXCoder
[18:16:55] <pink_vampire> LOL
[18:17:56] <Loetmichel> malcom2073: long sleeves on the lathe is NOT funny
[18:18:03] <Loetmichel> i remember a co-worker once
[18:18:07] <Loetmichel> BEAR of a guy
[18:18:27] <Loetmichel> ... one day he wore a "batman" cardigan
[18:19:01] <malcom2073> I always wear short sleeves and tighter fitting clothes when working in the shop
[18:19:07] <malcom2073> Machine tools are scary
[18:19:20] <XXCoder> yeah short sleeves all time too
[18:19:34] <pink_vampire> what about heels?
[18:19:37] <XXCoder> guy in video I linked definitely was hurt badlky but could be far worse
[18:19:40] <pink_vampire> dress?
[18:19:55] <XXCoder> lathe dress if I was a woman.. fuck no
[18:20:17] <Loetmichel> ... it came not unexpected that we heard him shouting "help" a bit later... running there he was standing at the lathe, the spindle rotating, him with both arms at the sled and the gearbox supporting himself and the spindle unraveling his cardigan and windung up the jarn...
[18:20:38] <Loetmichel> first impulse was to laugh... after pressing the emergency stop ;)
[18:21:14] <malcom2073> Anything that can cause you to lose your balance is a nono
[18:21:16] <BeachBumPete> I really miss my lathe
[18:22:02] <malcom2073> XXCoder: But since you're a man, sure?
[18:22:06] <Loetmichel> a cnc mill isnt less dangerous if you are careless tho...
[18:22:28] <malcom2073> Guy at my work almost died from a part flying out and hitting him in the neck
[18:22:31] <malcom2073> on a vmc
[18:22:33] <Loetmichel> I have a 3mm hole in my left thumb bone to tell the story ;)
[18:22:36] <XXCoder> mal sure I would wear dress to shop if I ever wear any, which wont happen anytime soon LOL
[18:22:45] <malcom2073> lol
[18:23:29] <Loetmichel> spindle at 24kRPM with a 3mm 2 flute TC bit in it... changing workpiece without stopping the spindle...
[18:23:37] <XXCoder> ya ex-coworker told me story on old job, he was using manual mill, and 1" diameter 6 inch long tool broke, and it really flew very hard, and it flew over his hand, barley making strach. it was that close
[18:23:45] <Loetmichel> result:
http://www.cyrom.org/palbum/main.php?g2_itemId=2958&g2_imageViewsIndex=1
[18:24:02] <XXCoder> crazy
[18:24:13] <Loetmichel> ... it was so fast tho that i felt nothing. i was just wondering why i cant move my thumb anymore
[18:24:36] <Loetmichel> took a few seconds for the fact that i puctured my thumb to sink in.
[18:24:44] <pink_vampire> Loetmichel: new hole?
[18:25:01] <Loetmichel> pink_vampire: clean thru the nail, thru the bone and out the other side
[18:25:10] <XXCoder> dumbest work ingry I ever had was that I was cleaning machine (spindle off) and I acciently hit spot between fingers with tool on toolholder
[18:25:16] <malcom2073> yeah, I never go near the machien while it's running heh
[18:25:28] <pink_vampire> Loetmichel: but it is a new drilling ?
[18:25:35] <Loetmichel> ?
[18:25:53] <XXCoder> forgot what name, the rotatary tool holder that holds tools and move inward to change tool with tool in spindle
[18:25:57] <Loetmichel> it healed quite well if thats what you mean
[18:26:03] <XXCoder> old style not rotating arm type
[18:26:13] <pink_vampire> I know that you drill to your finger at the past.
[18:26:18] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=2961&g2_imageViewsIndex=1 <- year later
[18:26:20] <BeachBumPete> I once bumped my head on a big sharp endmill mounted in the spindle while climing inside the massive HAAS VMC I was working on while setting up a large job... cut to the bone and bled like crazy
[18:26:26] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=2964
[18:26:37] <Loetmichel> pink_vampire: no, thats the same hole
[18:26:45] <pink_vampire> ok..
[18:26:50] <XXCoder> ow bum
[18:26:53] <Loetmichel> last injury was the deburr tool on the thumb muscle ;)
[18:27:12] <Loetmichel> its always the left thumb that has to suffer. no idea why ;)
[18:27:34] <XXCoder> that was what I was so worried about when I was running giant haas machine to make small part, one point I has to enter machine to tap down part. (it was hot job, usually ran on small machine but those machines was too busy!)
[18:27:40] <BeachBumPete> most of my machinist injuries involve freshly cut machined parts handling and getting cut by the non deburred edges I have had that happen quite a few times.
[18:27:54] <XXCoder> indeed.
[18:28:13] <malcom2073> Hey BeachBumPete, you get a chance to look at that part? :P
[18:28:36] <XXCoder> my most memorable is cut on wrist by block falling off as I was attempting to attach it to techogrip on tombstone, and wrist hit rough cut part below it
[18:28:37] <Loetmichel> BeachBumPete: or trying to catch a falling sheet of metal
[18:28:40] <XXCoder> 4 sitches
[18:28:44] <BeachBumPete> I had a quick look at it the other night but have not had a chance to call for materials pricing.
[18:28:46] <Loetmichel> i will never make THAT error again
[18:29:00] <XXCoder> I now hold part and someone else tightens fixture
[18:29:02] <malcom2073> Heh alright
[18:29:20] <BeachBumPete> I am sorry it is not intentional
[18:29:23] <Loetmichel> XXCoder: i can top that...
[18:29:39] <malcom2073> No biggie, I just finished up a batch of them so I'm good for a while, don't know if there is more of them coming down the pipe or not
[18:29:40] <Loetmichel> lets count:
http://www.cyrom.org/palbum/main.php?g2_itemId=16191&g2_imageViewsIndex=1
[18:29:51] <Loetmichel> 8 stitches ;)
[18:29:53] <XXCoder> loet heh tried to catch 4 smallish blocks of alum - I got away with minor points of cuts. yeah not doing that. fuck those blocks next time lol
[18:29:55] <BeachBumPete> been pretty busy with work and family stuff recently but unfortunately Not that busy with CNC work
[18:30:05] <XXCoder> ow
[18:30:14] <Loetmichel> i slipped with the hand deburr tool...
[18:30:28] <SpeedEvil> Did it deburr your hand?
[18:30:29] <BeachBumPete> I have cut myself with the hand deburr tool as well
[18:30:45] <Loetmichel> https://toolineo.de/grattec-entgratwerkzeug-satz-gt-e-p!100000000049741.html <- like these
[18:30:48] <malcom2073> I've cut myself on parts I'm trying to debur heh
[18:30:49] <BeachBumPete> get working on exterior corners and it slips off sometimes
[18:31:02] <XXCoder> I had close calls including one that cut small part of fingernail off but deburr not many inurgies yet heh
[18:31:07] <Loetmichel> SpeedEvil: it cut thru the muscle at the thumb there
[18:31:17] <SpeedEvil> I wish explosive deburring wasn't quite so ... explosive.
[18:31:40] <Loetmichel> XXCoder: the tip of the deburr tool broke off, thats why i slipped in the first place
[18:31:52] <XXCoder> ow
[18:31:57] <Loetmichel> so the rest was sharp enough to cut thru the palm
[18:32:30] <XXCoder> happened to me but it was just snap stop before my hand goes too far outward from part.
[18:33:06] <BeachBumPete> I have one deburr bit I ground down the rounded portion at the tip slightly to fit into a certain tight groove on one of the parts I make and I am always worried I will slip with that one and really slice myself with it LOL
[18:33:43] <Loetmichel> as far as "close cuts" go i think THAT qualifies: (careful, blood)
http://www.cyrom.org/palbum/main.php?g2_itemId=11136&g2_imageViewsIndex=1
[18:33:47] <Loetmichel> ... same thumb
[18:33:50] <XXCoder> hey just call it extreme pericing ;)
[18:34:08] <Loetmichel> tried to cut a short piece of cylindircal aluminium on the bandsaw without a vice...
[18:34:33] <pink_vampire> Loetmichel: so you are in to body modification.
[18:34:33] <Loetmichel> ... a bit deeper and i would have lost a part of the bone there
[18:35:07] <pink_vampire> what about machining a pocket hole for the RFID chip?
[18:35:11] <Loetmichel> healed pretty well tho, even the fingerprint came (sort of) back
[18:35:16] <BeachBumPete> the worst injury I had was not doing metalworking however
[18:35:34] <Loetmichel> pink_vampire: no, not at all
[18:36:20] <Loetmichel> just that thumb insist to be at the wron place at the wrong time quite regulary ;)
[18:36:42] <XXCoder> pink_vampire:
http://www.plans-for-everything.com/hen_stirling_engine_plans.html
[18:36:45] <pink_vampire> try to cut it off
[18:37:01] <Loetmichel> BeachBumPete: oh, i have more scars. but these are the ones i got while working on machines
[18:37:46] <XXCoder> my most weird is line of spots on my left arm. cat jumped on it on panic, its claws cut spots and weirdly enough it was in a line
[18:37:55] <XXCoder> jumped off briefly but damn it hurt lol
[18:38:48] <Loetmichel> did she apologize afterwards? ;)
[18:38:54] <Loetmichel> s/she/it
[18:39:38] <XXCoder> I was 8 years old :P
[18:39:43] <Loetmichel> hrhr
[18:39:45] <XXCoder> its 32 years old scar
[18:40:14] <XXCoder> damn im old lol
[18:40:28] <XXCoder> scar'd be adult for a decade
[18:41:01] <Loetmichel> to be honest what hurt most so far didnt even leave a scar... i slipped on a cliff and fell into the sea 12 meters below... belly first
[18:41:13] <Loetmichel> THAT hurt
[18:41:23] <XXCoder> wow that last plan
[18:41:26] <XXCoder> looks awesome
[18:41:30] <Loetmichel> the numerous cuts and bruises werent that bad...
[18:41:30] <XXCoder> ow
[18:41:51] <Loetmichel> incliding the one where you could see my thigh bone
[18:42:29] <Loetmichel> jumped off a sea container just to rip open my leg on the catch lever of the door
[18:42:46] <Loetmichel> i was 16 at that time
[18:42:55] <Loetmichel> and alone.
[18:42:57] <XXCoder> what the heck happened?
[18:43:23] <Loetmichel> took my tshirt, knotted it around the laceration, walked about 1 mile to the hospital...
[18:43:41] <Loetmichel> ... stood there in the ER "nurse, i have a problem"... and fainted.
[18:43:52] <Loetmichel> XXCoder i was playing
[18:43:57] <roycroft> loetmichel: my advice is to not do that again
[18:44:29] <Loetmichel> roycroft: yeah, they told me it was a close call. lost a lot of blood
[18:44:31] <XXCoder> dumb kids eh? mine was walking on 2 floor tall wall (building is gone, just 2 walls left)
[18:44:48] <XXCoder> I fell and hit hard soil. surpising nothing else happened
[18:45:30] <Loetmichel> roycroft: luckily we had the hospital close by
[18:45:32] <XXCoder> dumb stuff with fireworks, expecially moon blaster one lol man I did so many stuff with that one.
[18:45:44] <Loetmichel> so it was never far when something happened
[18:45:55] <Loetmichel> there were times when i knew all the nurses by name ;)
[18:46:43] <andypugh> Well, I have been wearing lontg sleeves, and a fleexe and overalls in the shop recently. No way am I going to be wearing short-sleeves when it’s below freezing in the workshop.
[18:46:55] <Loetmichel> andypugh: weakling ;)
[18:47:05] <XXCoder> wear very rippable long sleeves
[18:47:15] <XXCoder> one that rips rather than take your arm with it
[18:47:28] <andypugh> I like to leave the chuck-key in the chuck whenever i take a photo too :-)
[18:47:52] <Loetmichel> XXCoder: i learned the hard way that the german "blue collar" workshop clothing is made to rip apart at the seams for exactly that reason
[18:48:09] <XXCoder> interesting
[18:48:28] <Loetmichel> ( got caught in the chuck of a drill press once)
[18:48:59] <Loetmichel> the jackets rip apart nicely
[18:49:40] <Loetmichel> stood there a bit shocked, the drillpress going "flapflapflap" with the remains of the sleeve...
[18:50:11] <Loetmichel> co-worker came in, looked: "MAAAN, play lotto today!"
[18:50:20] <andypugh> …And you checking that there wasn’t an arm in there?
[18:50:40] <Loetmichel> andypugh: that i noticed without checking ;)
[18:50:46] <Loetmichel> at least not mine ;)
[18:50:47] <XXCoder> ;ow
[18:51:35] <andypugh> I didn’t get anything done today, I went to the brass shop and they didn’t have anything over 60mm diameter!
[18:52:06] <XXCoder> aw
[18:52:22] <Loetmichel> i did get a delivery of 10 sheets of brass a few weeks ago at the company
[18:52:39] <Loetmichel> ... 2000mm by 600mm by 0.3mm...
[18:52:58] <Loetmichel> man that stuff is slippery. dont try to carry it all at once
[18:53:27] <Loetmichel> got a few (light) cuts... and managed to fold up one of them because it slipped out of my hands
[18:53:43] <Loetmichel> s/fold up/crumple
[18:54:25] <andypugh> Funny shop, EJ alloys. Between a chip shop and a pole-dancing training place:
https://goo.gl/maps/VesgSro6gM82
[18:54:59] <andypugh> But, they have lots of metal in stock, and open 10am to 4pm on a saturday (and till 6pm during the week).
[18:55:51] <XXCoder> is that building older than usa?
[18:56:46] <andypugh> Nah, that’s a 1930s terrace.
[18:57:33] <Loetmichel> andypugh: nice village. looks like it is pretty calm
[18:58:17] <andypugh> It’s actually the outskirts of a big seaside town.
[18:58:43] <enleth> what the hell is wrong with those steppers
[18:58:52] <archivist> andypugh, we used to buy sheet for gear, any dia then
[18:58:56] <enleth> I'm sure I set stuff right and it's moving 1/5th of the commanded distance
[18:59:26] <XXCoder> microstep setting?
[18:59:44] <enleth> unless the Leadshine docs are lying, it's good
[18:59:54] <XXCoder> sounds like controller is set to next power of 2 microstepping than linuxcnc
[19:00:07] <andypugh> archivist: This is for a spring barrel. I could roll a sheet and somehow connect the gear, but it’s not my preferred option.
[19:00:08] <enleth> I used pncconf to be sure I don't mess up the math
[19:01:00] <archivist> andypugh, we made those as two part and soldered
[19:01:30] <Loetmichel> andypugh: ah, thats actually not that far away... its east of london, right?
[19:01:38] <andypugh> Yes
[19:01:40] <Loetmichel> i thought you were more of a geordie?
[19:01:58] <andypugh> I am a Tyke, but I live in Essex.
[19:02:24] <Loetmichel> somehow i located you close to the scottish border
[19:02:28] <Loetmichel> for whatever reason
[19:02:48] <andypugh> “Northern England” starts quite a long way south.
[19:03:22] <roycroft> keep in mind that london is in the very southern part of england, and london is the center of the universe
[19:03:31] <andypugh> I was born in Huddersfield. (That might surprise those who assume that I was, instead, exhumed at an early age)
[19:03:31] <roycroft> to some it is the entire universe
[19:04:06] <Loetmichel> hmmm. time to go for another holiday in england. or maybe the scots this time
[19:04:25] <Loetmichel> as we had a week in london and cambridge a few years ago already ;)
[19:04:34] <enleth> well, OK, I messed around the microstepping switches on the drives and set them so that when I command a 1mm jog, the dial indicator shows a sort-of 1mm move
[19:04:59] <Loetmichel> ... the london cobblestones and potholes are the reason why my wifes wheelchair now has "BBS rims" ;)
[19:05:14] <enleth> sort-of, because moving back-and-forth by 1mm does not get me repeatable positions
[19:05:30] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=15975&g2_imageViewsIndex=1 ;-)
[19:05:44] <roycroft> i have completed the repairs to my brewing control panel, tested it, and can now declare it fully functional!
[19:06:18] <enleth> it's drifting by about 0.05mm randomly
[19:06:26] <enleth> up to 0.15 sometimes
[19:06:26] <roycroft> a bit more tidying up of my garage and i'll be able to start making the cables for the brew stand
[19:06:32] <andypugh> I didn’t know that they allowed potholes in London. Cobbelstones, however, are traditional.
[19:06:35] <Loetmichel> (the plastic rims simply folded, so i had to reinforce them)
[19:06:53] <roycroft> driving on cobbles will keep you from falling asleep at the wheel
[19:07:00] <enleth> why doesn't this damn machine have encoders
[19:07:32] <Loetmichel> enleth: what drivers do you use?
[19:07:42] <enleth> Leadshine M860
[19:07:46] <Loetmichel> hmm
[19:07:47] <Loetmichel> ok
[19:07:53] <Loetmichel> that should work fine
[19:08:13] <gregcnc> enleth have you measured current?
[19:08:31] <Loetmichel> i had a few TB6560 boards where the opto couplers were SO slow that they "ate" the odd pulse occasionally
[19:09:28] <enleth> gregcnc: no, but the problem is there even at very low speeds
[19:09:29] <archivist> enleth, check pulse width timing steup and hold times
[19:09:45] <gregcnc> whic leads me to think the current may be less than you've set
[19:10:01] <enleth> I just tried 60mm/min, the indicator needle moves in a visibly jerky fashion in accord with the grinding noises
[19:10:24] <andypugh> enleth: Also try inverting the step polarity (in the config utility)
[19:10:27] <gregcnc> mechanics are as original?
[19:10:39] <enleth> and the repeatability of back-and-forth movements is worse than 1/4mm at times
[19:10:55] <enleth> gregcnc: yes, nothing modified, moves smoothly as far as I can tell
[19:11:33] <enleth> archivist: I set it according to drive datasheet
[19:14:23] <enleth> I'm too tired to do that now, but I'll take a look at it with a scope, this jerkiness is weird
[19:14:45] <andypugh> enleth: Drive datasheet doesn’t consider potentially slow opto-isolators in the circuit
[19:15:02] <enleth> I set the current limit to the next-to-highest setting of this drive, at those speeds it shouldn't matter at all
[19:15:11] <andypugh> You need to add up the drive pulse length and the opto response.
[19:15:24] <enleth> andypugh: it does consider its own built-in optos
[19:15:36] <enleth> at the other end of the cable is a 7i76e
[19:15:49] <enleth> nothing inbetween
[19:16:10] <enleth> but I can try setting higher values
[19:16:18] <andypugh> Ah, OK. I would reckon on a 7i76 being adequately fast
[19:16:36] <pink_vampire> I got an IP camera on my machine
[19:18:25] <enleth> andypugh: OK, you've got a beer if we ever meet
[19:18:53] <enleth> either the datasheet was lying, or there's something else in play here that made the ideal timings too fast
[19:19:44] <enleth> I bumped STEPLEN and STEPSPACE from 1500 to 2000
[19:20:43] <enleth> and suddently it's behaving much better
[19:20:45] <gregcnc> a chinese spec sheet lying?
[19:21:11] <gregcnc> the fine print says those are chinese usec
[19:21:33] <enleth> I need a big empty sheet metal trash can
[19:22:13] <enleth> so that I can chuck chinese stuff in there like AvE does, with a loud KA-KLANG, yelling "CHINK SHIT, TO THE TRASH IT GOES"
[19:22:31] <Loetmichel> enleth: i just thought that
[19:22:48] <Loetmichel> "you need a big metal trashcan like AvE" ;)
[19:23:07] <pcw_home> enleth: always use larger than minimum step time specs (very few Chinese drives meet their own specs)
[19:23:13] <gregcnc> ive not been keep up with his channel lately
[19:23:30] <enleth> I'm sure he empties it before recording any video in case he needs to dispose of something loudly
[19:24:11] <pcw_home> also "minimum time" means "edge of not working"
[19:25:36] <roycroft> i don't think we need to use racist epithets here
[19:26:17] <Loetmichel> roycroft: thats not racist. thats just experience with cheap crap from chinese factorys
[19:26:29] <roycroft> it absolutely is racist
[19:26:39] <enleth> roycroft: China is a country, not a race
[19:26:41] <Loetmichel> nothing to do with the people, only with the origin of the stuff
[19:26:48] <roycroft> making a claim that everything the chinse make is of poor quality is one thing
[19:26:53] <Loetmichel> enleth: exactly
[19:27:00] <roycroft> but using hateful words to describe the chinese is racist
[19:27:02] <Loetmichel> no, not everything
[19:27:05] <Loetmichel> only the cheap stuff
[19:27:25] <roycroft> i'm not saying that i agree that everything made in china is of poor quality
[19:27:37] <roycroft> i'm just saying that's a lot different than what enleth expressed
[19:27:47] <roycroft> and while incorrect, is not inappropriate for discussion
[19:28:33] <enleth> roycroft: I'm perfectly aware of the fact that they are capable of producing quality goods if paid properly and their "properly" is still relatively cheap by our standards
[19:28:36] <Loetmichel> and in case you didnt notice: he quoted ave there
[19:28:42] <Loetmichel> with the "chink" part
[19:28:52] <roycroft> i don't know who ave is
[19:28:55] <roycroft> and i really don't care
[19:29:04] <roycroft> it's inappropriate to repeat that kind of language
[19:29:07] <Loetmichel> a well known youtuber
[19:29:13] <roycroft> and that's not being "politically correct"
[19:29:18] <roycroft> it's just being decent
[19:29:23] <malcom2073> enleth: No, their "properly" is only cheap if your specification defines it as cheap.
[19:29:41] <enleth> roycroft: however, in addition to that, they have the gall to make stuff that they know doesn't meet the specs, they know won't work, and still sell it
[19:29:45] <roycroft> i'll be sure to avoid youtube videos by that person
[19:29:47] <malcom2073> They produce crap, because we're willing to buy crap, and the profit margins on crap are higher :)
[19:29:49] <roycroft> thanks for the heads-up
[19:29:58] <XXCoder> one thing we need to know, chinese do not negotate price to match task, they agree to price and build parts to that price level
[19:30:12] <Jymmm> It's CRAPTASTIC!!!
[19:30:28] <XXCoder> so if company ordering stuff cuts price a lot, chinese says sure and makes shit cut corners everywhere
[19:30:57] <XXCoder> very different culture
[19:31:17] <roycroft> you can thank wal*mart for helping establishing that culture
[19:31:28] <XXCoder> its older than walmart
[19:31:49] <XXCoder> chinese is very non-confrantal
[19:31:59] <roycroft> it is, but to the degree that it became after wal*mart started specifying goods made there
[19:32:10] <XXCoder> so they will not push price point increase if they cant make it to that price at that quality
[19:32:16] <roycroft> and wal*mart do the same thing - they specify price, and take whatever quality they end up getting
[19:32:23] <roycroft> they fit into that culture perfectly
[19:32:30] <pink_vampire> i get the video on amcap but not on the flash plugin
[19:32:31] <XXCoder> I do agree that walmart is one of larger factors
[19:32:51] <roycroft> and people go shop at wal*mart
[19:32:58] <roycroft> because the prices are so low
[19:33:00] <Jymmm> walmar,t kmart, sears, and every other retiler in the us. You will NEVER see a "ONLY MADE IN USA" store.
[19:33:08] <roycroft> except they really aren't, once wal*mart drives all the competition out of town
[19:33:23] <roycroft> and then the people go back to wal*mart and buy the same crap again after the first crap wears out/breaks
[19:33:23] <XXCoder> I can't wait for elio. 90% american made is a company requirement
[19:33:26] <roycroft> and then they do it again
[19:33:28] <roycroft> and again
[19:33:30] <roycroft> and again
[19:33:51] <Jymmm> roycroft: They onyly stay in business becasue people shop there.
[19:33:57] <XXCoder> I havent bought anything from walmart since 2014, it was emergacy buy, and years of no buying before that
[19:34:10] <roycroft> and people shop there because they drive all the competition out of business
[19:34:21] <roycroft> in rural america you can't just drive for two hours to go to a different store
[19:34:26] <roycroft> you buy from what's close to you
[19:34:29] <Jymmm> roycroft: Nobody is holding a gun to their heads.
[19:34:38] <XXCoder> jy techinically they are
[19:34:44] <XXCoder> 10 min drive or 2 hours
[19:34:55] <roycroft> wal*mart come into a town, and the first thing they do is promise jobs
[19:35:00] <sync_> but muh freedoms
[19:35:15] <roycroft> then they get the local governmen to spend millions of dollars of taxpayer money upgrading infrastructure to support the store
[19:35:17] * Jymmm stamps MADE IN CHINA on sync_'s ass
[19:35:30] <roycroft> they they get local government to give them a 10 year break on property taxes
[19:35:34] <roycroft> they they build their big store
[19:35:34] <XXCoder> if tacoma had nothing but walmarts I would be forced to shop there, or drive hour or more
[19:35:47] <Jymmm> roycroft: And you drive an american car, right?
[19:35:55] <roycroft> price everything at a loss so that it's so much cheaper than every other store in town that everyone buys there crap
[19:36:02] <roycroft> my car was made in this country
[19:36:04] <XXCoder> roycroft: there is walmart replacement, employee owned. starmart or something?
[19:36:13] <Jymmm> roycroft: From imported parts
[19:36:16] <roycroft> once all the competition goes out of business
[19:36:17] <sync_> *contains imported parts
[19:36:22] <XXCoder> my car is ford focus 2012. unknown on percentage
[19:36:22] <roycroft> they start jacking the prices up
[19:36:38] <roycroft> jymmm: american vs. foreign made is a completely different conversation
[19:36:52] <roycroft> it has nothing to do with wal*mart business practices
[19:36:54] <Jymmm> roycroft: Again, from imported parts.
[19:36:55] <roycroft> however
[19:37:02] <XXCoder> ah yes
[19:37:04] <Loetmichel> roycroft: my bosses wife is chinese.
[19:37:13] <XXCoder> publix
[19:37:16] <Loetmichel> i dont get it into her head NOT to order in china.
[19:37:19] <XXCoder> employee owned
[19:37:20] <roycroft> i prefer to keep my money in the local economy as much as possible
[19:37:31] <roycroft> that's almost impossible to do 100%
[19:37:39] <MacGalempsy> local being OR or US?
[19:37:41] <Loetmichel> she presses them to prices roughly 1/20 of the german contractors...
[19:37:51] <roycroft> it's unfair at the very least to say that if buy one thing that is made non-locally that i don't care about the local economy
[19:38:00] <Loetmichel> ... and then we have to invest hours and hours to make up for the crappy quality we get
[19:38:13] <roycroft> macgalempsy: local to my city if possible, to my county if possible, to my state if possible, to my region of the country if possible, to my country if possible ...
[19:38:20] <Loetmichel> ... in the end its usually more expensive than ordering locally.
[19:38:20] <Jymmm> roycroft: Then buy things that are not just MADE here, and manufactured here from all domestically sourced materials.
[19:38:25] <XXCoder> Loetmichel: isnt local made cheaper than order and fix?
[19:38:35] <roycroft> if i spend a dollar in my town that dollar gets spent seven more times before it leaves town
[19:38:38] <Loetmichel> ... not to mentoun the angered customers when it tankes longer than expected
[19:38:48] <roycroft> if i spend it out of town it's gone immediately
[19:38:50] <MacGalempsy> you are in a good situation with no sales tax.
[19:38:55] <XXCoder> jym thats virtually impossible. closest thing I have to that is my work boots. everything locally made.
[19:39:02] <XXCoder> best work shoes I ever ownbed
[19:39:05] <roycroft> it makes retail math easy
[19:39:05] <Loetmichel> XXCoder: THATS exactly the part she refuses to acknowledge
[19:39:15] <roycroft> but we have a high income tax and a high property tax
[19:39:27] <Jymmm> XXCoder: I know, but you can't have it both ways is what I was getting at for the most part.
[19:39:31] <roycroft> sales tax is the most regressive of those three types of taxes
[19:39:37] <R2E4> Hi
[19:39:39] <roycroft> so yes, it's good for that reason
[19:39:53] <XXCoder> I forfget definitions of repressive and progressive tax
[19:39:59] <XXCoder> been years since eco class
[19:40:07] <enleth> OK, it works, or at least appears to
[19:40:07] <roycroft> regressive taxes burden the poor more than the wealthy
[19:40:13] <roycroft> and progressive taxes the reverse
[19:40:31] <R2E4> I am about to connect some big drives on a big machine to 7i77, but I do not know what the ballscrews are. Whats the best way to start out with the scale?
[19:40:44] <BeachBumPete> guess?
[19:40:45] <Loetmichel> XXCoder: example: we ordered some TFT enclosures in china. they made them for $20 each
[19:40:48] <roycroft> measure the ball screws?
[19:40:50] <roycroft> eyeball them?
[19:40:56] <roycroft> make a good guess and test?
[19:40:56] <BeachBumPete> turn it by hand and take a measurement
[19:40:57] <Loetmichel> the local manufacturer charged $130
[19:41:06] <R2E4> I have been, but there not moving....lol
[19:41:20] <roycroft> you have to install them first :P
[19:41:21] <BeachBumPete> you might have to disconnect the motor
[19:41:40] <MacGalempsy> to do rigid tapping, does the spindle encoder need to be incremental with an index channel?
[19:41:48] <Loetmichel> ... but we had to do about 10 hours of rework on each enclosure AND a second run in the zinc plating to get them up to our standards
[19:41:53] * roycroft goes back to the shop
[19:41:55] <enleth> R2E4: can you see the screw at all?
[19:41:59] <R2E4> yes
[19:42:06] <Loetmichel> and a german worker is about $50 an hour
[19:42:14] <XXCoder> 10 hours my pay is more than $130.
[19:42:31] <Loetmichel> same here ;)
[19:42:33] <R2E4> enleth, yes I can see them
[19:42:52] <XXCoder> loet whats funny is my pay is pretty low for machinist
[19:43:05] <zeeshan> MacGalempsy: im pretty sure you just need velocity
[19:43:08] <Loetmichel> and then we get chewed out for not fixing the TFTs in time
[19:43:08] <zeeshan> no need for index
[19:43:09] <XXCoder> yet 10 hours my time is more valuable than part from local product
[19:43:14] <zeeshan> but with index you can do sync taping
[19:43:16] <zeeshan> tapping
[19:43:20] <enleth> R2E4: so try to hold something of a known length against the threads to get an approximation, round it to the nearest sensible value, start testing
[19:43:45] <enleth> R2E4: later when the machine moves under your command, re-check with an indicator
[19:44:04] <MacGalempsy> ok. interestingly, I put A B and Z channels into halscope. when I initially turn the spindle by hand, the index pulse goes off once, but not after
[19:44:17] <enleth> R2E4: it won't change a thing early on if the axis scaling is off by 10%
[19:44:18] <XXCoder> heh enleth I used webcom pointing down to ruler to check distance travele
[19:44:22] <XXCoder> worked amazing well
[19:44:32] <XXCoder> highly recommanded
[19:44:53] <MacGalempsy> I guess homing will have to be done with the inductive prox sensor on the shaft
[19:44:55] <XXCoder> heh zeeshan you saw it on webcast, remember?
[19:45:13] <enleth> XXCoder: or tape calipers with the depth measurement prong extended towards some moving part, then see how far it moved
[19:45:30] <XXCoder> used that too, was little more annoying
[19:45:45] <XXCoder> webcam was much easier lol
[19:46:23] <enleth> or mark with a pencil on the ways
[19:46:46] <enleth> i.e. wipe off some of grease/oil/gunk in a narrow line using the pencil tip
[19:46:53] <enleth> do it twice, measure distance between lines
[19:46:59] <BeachBumPete> honestly most ballscrews I have seen in commercial machines are not exactly fine thread it should be fairly clear what the screw ratio is with a turn or two testing
[19:47:15] <XXCoder> ya was one of stuff I tried before webcom
[19:47:24] <XXCoder> once I used webcam man it made adjusting MUCH faster,
[19:49:09] <andypugh> I won’t go out of my way to buy US-made over Chinese made.
[19:49:20] <zeeshan> why not
[19:49:41] <zeeshan> do you really like your metal having dog fragments int/!
[19:49:43] <zeeshan> in it?!?
[19:49:48] <zeeshan> =D
[19:50:12] <andypugh> I will buy Moore and Wright ove Starret, for example.
[19:50:26] <zeeshan> if im buy8ing clothes
[19:50:35] <zeeshan> and it says made in china, and its a name brand like "timberland"
[19:50:39] <zeeshan> i walk right away
[19:50:44] <andypugh> Yeah, I wouldn’t nuy Moore and Wright clothes :-)
[19:50:48] <zeeshan> cause im not paying $500 for a made in china jacket.
[19:50:50] <zeeshan> f that.
[19:51:12] <zeeshan> if its made in china, i better not be paying more than $30 :)
[19:51:35] <andypugh> I rather prefer German-made Fords to US-made Fords. (and I get to see lots of both)
[19:52:25] <andypugh> My point is, I am not in the US, I am not from the US. So I don’t favour US-made.
[19:52:50] <BeachBumPete> can't decide if I want to run to Lowes for some spray paint or just sit here and do nothing ;)
[19:53:00] <andypugh> Anything made in the US will have a lot more wage-bill in the final price. So what am I losing out on to make that possible?
[19:53:27] * zeeshan loves visiting american factories
[19:53:33] <zeeshan> and even canadian ones
[19:53:43] <zeeshan> gotta love the guys sitting around doing nothing for $40/hr
[19:53:44] <zeeshan> :)
[19:54:09] <BeachBumPete> I want that job
[19:54:20] <zeeshan> just go to any big manufacturing plant
[19:54:29] <zeeshan> and be a millwright
[19:54:30] <zeeshan> done
[19:54:30] <zeeshan> :D
[19:54:41] <BeachBumPete> OK
[19:54:46] <R2E4> I have to get my encoders connected and working first.
[19:54:47] <XXCoder> millwright
[19:54:49] <R2E4> 0
[19:55:03] <sync_> someone I know installs hydraulic systems
[19:55:17] <sync_> and they were called in to some big car manufacturers plant in the US
[19:55:43] <XXCoder> oh theres one millwright in shop I work for
[19:55:43] <sync_> because the oil temp gauges were displaying "wrong" values
[19:55:54] <XXCoder> hes sadly busy all time, due to 11 new machines lol
[19:55:55] <jdh> our millwrights are contractors. Maybe $25-30/hr
[19:56:00] <sync_> so they arrived there with their engineering team
[19:56:01] <XXCoder> all that cleaning, wiring so on
[19:56:29] <sync_> only to find out that the local maintainance guy was unaware that there is °C and °F
[19:56:48] <sync_> so they instructed him to change them all over to °F and everybody was happy
[19:56:50] <sync_> ...
[19:57:38] <minibnz> awww man... i my spindle is jammed... its not the motor... the belt appears to be ok... i think i have seized a bearing :( at the worse end of the scale best hope i have is that i have gotten a bolt jammed in the gearbox's leftovers so it might be time to take the head off the post and have me a look.. while i am there i will see if there is anything that can be done about the backlash and the headdrop
[19:57:54] <minibnz> not quite how i wanted to spend a hot sunday
[19:58:50] <minibnz> i could head a click click knock knock noise before it stopped so i doubt i have a bolt jammed..
[19:59:29] <zeeshan> another one i love
[19:59:33] <sync_> just take it apart
[19:59:36] <zeeshan> is the machinists dialing down the feeds and speeds :)
[20:00:44] <XXCoder> zeeshan: to expand cutting time out?
[20:00:53] <zeeshan> to do not as much work
[20:00:54] <sync_> zeeshan: degrade them to "cycle start" button pushers
[20:00:54] <XXCoder> nm :P misread
[20:00:55] <zeeshan> :)
[20:01:03] <XXCoder> oh I did read correctly
[20:01:24] <zeeshan> when you call them out about it
[20:01:31] <zeeshan> "setup is not rigid"
[20:01:37] <zeeshan> "tool will dull out"
[20:01:37] <andypugh> minibnz: On the bright side, it sounds like it’s hot where you are, rarther than cold. Last week, where I am, you didn’t want to leave hands on iron parts.
[20:01:47] <zeeshan> million excuses
[20:01:48] <zeeshan> :)
[20:01:53] <XXCoder> I did that only once, it was nightmare of a job and I lowered from 100% to 95%
[20:02:00] <XXCoder> add 5 seconds
[20:02:01] <zeeshan> thats ok
[20:02:09] <zeeshan> but im saying 100% to 15%
[20:02:13] <zeeshan> sometimes even down to 5%
[20:02:16] <XXCoder> yea thats just lazyass
[20:02:30] <zeeshan> look at the size of the chips
[20:02:32] <zeeshan> theyre needles
[20:02:32] <zeeshan> lol
[20:02:36] <sync_> limit the feedoverride :D
[20:02:37] <zeeshan> rather than curls
[20:02:40] <XXCoder> or "invisible"
[20:02:50] <gregcnc> I was at a company that had work for maybe the Ford plant in Chicago. Because these guys didn't know what they were doing they were paying for a team of millwirghts to stand around and wait until our work was delivered. it didn't last long before the doors shut
[20:02:54] <andypugh> I was down at 30% on one of my jobs last week, mainly because I really didn’t trust the clamping.
[20:03:15] <XXCoder> suure ;)
[20:03:16] <XXCoder> jk
[20:03:25] <zeeshan> the other one ive run into
[20:03:30] <zeeshan> i got 5 vises on the table
[20:03:38] <zeeshan> but the 200 part run is use one vise
[20:03:42] <zeeshan> that one made me chuckle
[20:03:56] <zeeshan> *using
[20:03:59] <minibnz> andypugh yeah its a bit warm today 32'c which is not all that bad until you have your head suck in a coolant cupboard, i was sweating big time at 2am the other night working on this thing. and i ain't no fatty.. i can still see and touch my toes and pecker...
[20:04:06] <zeeshan> another one..
[20:04:12] <zeeshan> "we gotta square the block before machining"
[20:04:24] <zeeshan> when the frigging drawing specifically says to not machine the specific faces
[20:04:36] <zeeshan> (to not waste time, cause they are not important)
[20:04:38] <minibnz> heheheh perfectionists...
[20:04:50] <sync_> "machine as drawn plz"
[20:05:00] <XXCoder> minibnz: heh I remember 2015 summer, it was very hot, and one machine was cutting hardened steel, and opening doors wheew
[20:05:01] <minibnz> i just do enough to make it work..
[20:05:14] <zeeshan> minibnz: thats the way it should be!
[20:05:17] <XXCoder> I had fan stergically placed to keep "cool" air between my face and air from machine
[20:05:33] <minibnz> at least when you are trying to make money.. Zeeshan...
[20:05:46] <XXCoder> I guess inside machine reached what 150F?
[20:06:09] <XXCoder> stuff is ok, its air thats very hpt
[20:06:27] <minibnz> i have a fan than is below and behind me and it circulates air around the box a bit bit not enough.. :(
[20:06:51] <XXCoder> best way is on floor nearby, pointing up towards door
[20:07:03] <XXCoder> so hot air dont vent out forward but upwards
[20:07:22] <minibnz> the worst part about taking the head off is i have to tilt the post.. i dont like doing that.. i just got it square damn it...
[20:07:32] <XXCoder> :(
[20:09:08] <gregcnc> zeeshan why aren't you a machinist at your company? if management doesn't know / care it won't change
[20:09:24] <zeeshan> i aint got time to be dirty
[20:09:29] <zeeshan> :)
[20:09:39] <gregcnc> they have plenty apparently and get paid the same
[20:10:07] <XXCoder> zeeshan: whats your job again>?
[20:10:34] <zeeshan> technical sales/support/retrofit design/manufacturing
[20:10:48] <XXCoder> fancy
[20:10:57] <gregcnc> zee is the guy who frustrates all the machinists with unobtainable tolerances and machine setups
[20:11:10] <zeeshan> gregcnc: only if i dont like you! :)
[20:11:12] <zeeshan> jk
[20:11:25] <zeeshan> people look at me funny
[20:11:29] <zeeshan> when i say that our new mazaks
[20:11:37] <XXCoder> gregcnc: I get that all time, I make parts with -0 +.0005" tols
[20:11:37] <zeeshan> can hold .0002" in circularity
[20:11:41] <minibnz> ahh well at least my work piece is easy to kick off again once the problem is solved.. was making two 38mm diam holes in a 65mm thick lump of aluminium.. i have done 8 out of 12 pilot holes these are 8mm and just join up so it will cut the bulk out of the hole for me.. thinking was this would be quicker.. but its taking 30mins per pilot hole, so i am starting to doubt that thought pattern.. due to my z axis being under powered i have to
[20:11:42] <minibnz> go too slow, so if i was a real shop (and machinist) i would be broke ass... this is more of a learning job..
[20:11:50] <zeeshan> so helical boring is a great machining strategy on it
[20:12:02] <XXCoder> worse so far is -0 +.0003 though its bore that I make undersize
[20:12:32] <minibnz> zeeshan yeah thats how i prbably should have done it..
[20:12:54] <XXCoder> zeeshan: you dont use lapping to make bores nice and circular?
[20:13:01] <sync_> that is quite shitty zeeshan
[20:13:02] <minibnz> even if my boring bar only goes to 35mm i could have used the fly cutter to finish off the last bit.
[20:14:28] <minibnz> but boring bar and fly cutter would not have been a automatic process with me having to manually adjust the cut after each pass.. still probably would have been dont by now..
[20:14:32] <minibnz> dont=done
[20:14:42] <andypugh> I use my boring tool a lot. Because I _like_ my boring tool. But I am not in this game to make money. Just as well, really.
[20:15:26] <andypugh> I just get a warm fuzzy feeling using a Wohlhaupter boring head.
[20:16:54] <sync_> I gotta take mine apart and put it through the US cleaner
[20:17:02] <sync_> and sell my second one
[20:17:15] <zeeshan> honestly it might sound like im complaining
[20:17:26] <zeeshan> but i just care too much cause i want the company to do well as a whole
[20:17:27] <minibnz> i made my own boring bar cuz i was bored one day.. should have made it bigger :( but wasn't too sure how well it wasn't going to work.. and surprisingly it works really good.. i can get a nice 20mm hole in 25mm deep ally without too much trouble.. the first time i spun it up i was scared i put the doors on the cupboard for that..
[20:17:35] <zeeshan> and when i see this kind of stuff, its pretty meh
[20:17:42] <zeeshan> then it makes me realize why china is kicking our ass
[20:17:49] <gregcnc> again, if managment doesn't care nothing changes
[20:18:08] <zeeshan> gregcnc: i've communicated these things to the right people
[20:18:12] <zeeshan> but nothing has been done about it
[20:18:26] <zeeshan> it's not on the top of their agenda, cause there are a lot of other things
[20:18:27] <gregcnc> my old man has been saying the same thing about the place he's at for 15 years
[20:18:36] <gregcnc> making money is at the top
[20:18:50] <zeeshan> yes, but these continuous improvements also yield growth
[20:18:51] <gregcnc> and if they see enough making more doesn't always matter
[20:18:55] <zeeshan> and make people happier
[20:18:55] <gregcnc> until it too late
[20:19:20] <zeeshan> don't get me wrong, i've been saying stuff, but i can only say so much
[20:19:21] <minibnz> Zeeshan at my day job i am the same. i keep suggesting better cheaper repeatable methods and tools but they just shoot me down until someone else with a higher pay packet suggests the same thing.. they always claim its a timing thing and that im just ahead of the curve :(
[20:19:32] <BeachBumPete> makes me think I need to design something that is more mainstream than what I am currently making...
[20:20:00] <gregcnc> depends how busy you want to be
[20:20:04] <minibnz> after a while they start to see you as a disruptor and/or whinger
[20:20:05] <zeeshan> minibnz: its a balance really
[20:20:13] <zeeshan> sometimes it doesnt make financial sense
[20:20:18] <BeachBumPete> busier
[20:20:21] <zeeshan> anbd sometimes that money can be better used somewhere else
[20:20:25] <minibnz> oh i make sure it does..
[20:20:28] <zeeshan> but i still think it should be noted down
[20:20:31] <zeeshan> and implemented
[20:20:33] <XXCoder> minibnz: I keep suggesting them to get cermtic tools for inocel or stainless steel shit. still nope
[20:20:47] <zeeshan> minibnz: you gotta do proper cost analysis to prove your case
[20:20:47] <R2E4> Cool encoders work, backwards but this is good news....
[20:21:01] <zeeshan> (if you arent already doing so)
[20:21:07] <XXCoder> in fact we are making one titanium part that we have to replace ALL tools after each part.
[20:21:17] <XXCoder> and its beefy tools not pansy 1/4 in tools
[20:21:18] <zeeshan> XXCoder: gangster
[20:21:19] <zeeshan> lol
[20:21:30] <zeeshan> i'm cheap
[20:21:32] <sync_> if you still make a profit, so what
[20:21:36] <zeeshan> what i'd do is get 2 parts out of them
[20:21:45] <zeeshan> by putting a tool wear probe cycle in the program
[20:21:45] <zeeshan> :D
[20:21:47] <XXCoder> zeeshan: nah they tried. scrapped one part
[20:21:49] <minibnz> like out sourcing the simple crimps that we do say 2500 per build. would be so much cheaper and better job to outsource them than to pay me $60/hr to do them and i could be do the other stuff that needs more of my attention..
[20:21:51] <andypugh> minibnz: The Wohlhaupter UPA4 I have is the most nicely-made thing I have ever owned. But then they were (and are) very expensive.
https://goo.gl/photos/FK1UxE87Gxe2uT4JA
[20:21:56] <XXCoder> tool broke in it
[20:22:01] <andypugh> That is one small part
[20:22:08] <zeeshan> andypugh: i disagree
[20:22:14] <zeeshan> that isn't the nicest thing you own
[20:22:15] <zeeshan> :)
[20:22:22] <zeeshan> *nicely made
[20:23:03] <zeeshan> you are neglecting your bike
[20:23:04] <zeeshan> ;[
[20:23:23] <Tommylight> Bike talk ???
[20:23:31] <zeeshan> haha
[20:23:32] <andypugh> See that photo? That’s the feed-speed ring. Those pairs of plungers rock the C-shaped bits in and out, for 0 to 4 ticks-per-rev.
[20:23:38] <Tommylight> I own 3
[20:24:05] <zeeshan> andypugh: you should model it in inventor
[20:24:06] <zeeshan> :)
[20:24:13] <zeeshan> then i can make a chinese copy?!
[20:24:23] <minibnz> andypugh that is nice i was wondering how it worked.
[20:24:42] <Tommylight> I missed something
[20:24:46] <andypugh> The pairs of plungers are little rack-gears. If you push one down, the other pops up. There is a little gear pinion linking them.
[20:24:46] <Tommylight> Dang
[20:25:40] <andypugh> The pin closest to the “C” is linked to it with a peg, and then geared to the one further away.
[20:25:50] <andypugh> ANd then it is _all_ hardened and ground.
[20:26:53] <sync_> yeah the machining is nice
[20:27:01] <andypugh> And that is just one small part of the whole device:
https://goo.gl/photos/d3jJXfK6dfBfgLVF6
[20:27:05] <minibnz> is it some sort of pipe clamp/flange?
[20:27:08] <BeachBumPete> so you are saying it is not made by Chin sung or something?
[20:27:31] <minibnz> oh its in the boreong bar..
[20:27:46] <zeeshan> rofl BeachBumPete
[20:28:00] <andypugh> minibnz: Inded, it is the adjustable facing feed of the boring bar
[20:28:33] <minibnz> so it spreads out as it pressed down?
[20:30:35] <Tommylight> Bye
[20:30:53] <R2E4> Which encoder wires should I reverse to get it in the right direction?
[20:31:09] <minibnz> A and B
[20:31:22] <minibnz> you can do it in software if you want
[20:31:30] <zeeshan> add a not
[20:32:25] <minibnz> you can pick in the hal or ini that A leads B for Clockwise or B leads A ect..
[20:33:24] <R2E4> hmmmm. the wires were labled correctly. A Anot, B Bnot z Znot
[20:33:25] <minibnz> unless you have a 5i2x mesa card then you probably want to just swap A and B wires.
[20:33:51] <R2E4> yeah I will swap A and B and the nots
[20:34:00] <R2E4> I have a 5i25 and 7i77
[20:34:05] <minibnz> oh you have a differnetial encoder or is that the motor?
[20:34:11] <R2E4> and 150 IO...lol
[20:34:31] <R2E4> the encoders
[20:34:46] <R2E4> I'll change them on the 7i77
[20:34:51] <minibnz> ok
[20:35:39] <R2E4> This machine is a piece of cake. Every wire is labled correctly......
[20:35:54] <minibnz> its no big deal it just means the encoder was expecting to spin the other way. makes zero difference.. except to you wiring diagram. make a not for next time you pull it apart
[20:36:13] <minibnz> not=note
[20:36:23] <R2E4> I'll put it in the schematics.
[20:37:08] <andypugh> minibnz: If you hold the knurled ring stationary (by hand, or with a rod) then the boring radius increases by a certain amount per rev. With the UPA4 it is 0 to 4 clicks per rev, with the UPA3 it is 0 or 1. Or you can just use the ring to feed the radius without stopping the spindle. (back out, grab the ring for 3 clicks, feed again)
[20:39:05] <minibnz> andypugh thats pretty sweet
[20:41:15] <minibnz> i have a page open at usdigital for encoders.. ~$200us for 3 encoders :( but the only places i can hook them to are the motor shaft and that will require me to remove all the backlash in my axis' i haev ballscrews on X and Y but there is still some backlash on Y axis and Z has a rack and spur so that could do with and upgrade of some sort..
[20:41:41] <andypugh> I don’t seem to have any video of me using the feed, but here it is in action for normal boring, and single-point threading:
https://www.youtube.com/watch?v=i4fTythQj5s&t=70s
[20:42:06] <minibnz> does linux cnc automatically recover lost steps? or can it be set up to?
[20:42:38] <andypugh> No, and not really.
[20:43:13] <andypugh> It is certainly capable of _trying_ but will normally fail.
[20:43:50] <gregcnc> because following error?
[20:44:01] <minibnz> ok so bigger steppers is the real answer to missed steps..
[20:44:32] <andypugh> The reason being that if you lose a step, it is because the motor ran out of torque. So how do you recover that? Stepping faster will reduce torque. Stepping slower will make things worse.
[20:44:56] <andypugh> You can _detect_ lost steps, but not normally recover them.
[20:44:57] <gregcnc> yes steppers need to be sized correctly. servo which are too small would also error out.
[20:45:15] <XXCoder> if its not overkill its undersize. ;)
[20:45:48] <gregcnc> it's just a lot of math to get it just right
[20:45:49] <minibnz> i figured it would be ok on linear moves and crap out or do weird things on a compound move..
[20:46:39] <minibnz> the maths involded scares me at the thought of what could happen when i find a corner case.. and i usually do..
[20:48:14] <minibnz> %75 of what i do is a linear move so it would be a great help until i rely on it and i lunch cutters on the next compound move.. the X3 is not really that big..
[20:48:15] <gregcnc> a reference I saw said typical stepper = 2x expected load
[20:48:43] <gregcnc> compound is no problem
[20:48:56] <gregcnc> one axis has to slow down
[20:49:22] <minibnz> yeah but when you just got the mill you say to yourself i dont need to go that fast, why the hell would i want to go that fast??? so you get the ones that you really think will do and you end up here like me ordering new motors
[20:51:27] <minibnz> i had only ever handcranked a mill when i got mine.. the steppers on X and Y are fine but now i have added the power drawbar to the head i need to upgrade my motor and was wondering if encoders would solve/patch the issue as encoders were going to be the next thing i add
[20:51:30] <andypugh> My first conversion (lathe/mill) had small NEMA23 steppers. The lathe-X was actually always OK, even with an 8mm ballscrew (maybe _because_ an 8mm balscrew).
[20:52:27] <andypugh> The others grew larger over time. Then I went to 600W servos in the mill that replaced the mill-part, and then 1kW servos on the lathe that replaced the lathe part.
[20:52:58] <minibnz> i have added 16mm ballscrews my motors are 282oz/in i think.. the a axis is a bit bigger but it too could do with a gearbox and encoder
[20:53:07] <andypugh> The servo have on my lathe Z now is physically huge.
[20:54:09] <gregcnc> dang, the zerodivide calculator is gone
[20:54:29] <minibnz> im torn on how to do my conversion on my little C3 lathe.. i have yet to look on the internet as i wants to see what i come up with before i become tainted with good/better ideas..
[20:54:46] <andypugh> minibnz: You can just about make it out here:
https://goo.gl/photos/SQy4s5z5dpJrYpyW8 (not a great photo)
[20:55:18] <minibnz> just behind the green lines?
[20:55:37] <minibnz> actually connected to the green lines.
[20:56:08] <gregcnc> that's a giant servo
[20:56:15] <minibnz> i have seen where you use the big leadscrew but i thought i might just piggyback on the handle on the front with steppers..
[20:56:24] <andypugh> https://goo.gl/photos/gjkL8SQUA1pyikcZ9 is the Z and X. Both actually similar power rating, but different generations,
[21:04:23] <Mac-Mill> so I tried making a pyvcp button to activate at-pid tune start, but when I got to run the script using a pyvcp button, it notices the IO as an out and says I cannot have an out to an out. any ideas how to manually set this pin while lcnc is running?,
[21:07:10] <andypugh> You may have the wrong pin? Are you saying that at-pid.tune-start is an output pin?
[21:08:15] <andypugh> Hmm. The pins seem confused.
[21:08:32] <andypugh> Try using tune-mode instead
[21:09:21] <andypugh> at-pid was (I think) someone’s college project. I have not heard of anyone finding it useful.
[21:09:38] <Mac-Mill> pid.N.tune-start bit io
[21:09:38] <Mac-Mill> When set to true, starts auto tuning. Cleared when the auto tuning completes.
[21:10:13] <andypugh> io pins are awkward
[21:10:24] <Mac-Mill> so I setup a net start-tune pyvcp.start-at-button
[21:10:36] <Mac-Mill> and get an error.
[21:10:45] <andypugh> use the tune-mode pin instead
[21:11:15] <Mac-Mill> ok will try that
[21:13:00] <andypugh> Apart from index-enable, every other IO-type pin is wrong and should be changed (in my opinon)
[21:31:08] <Mac-Mill> ok its running cycles
[21:31:49] <Mac-Mill> i set it to run 100 cycles with nothing happened until tune-effort 0.2
[21:33:05] <Mac-Mill> it is definitely smoothing out the waves
[21:37:59] <Mac-Mill> this is great. i wonder if 100 cycles was too much. heh
[22:10:25] <skunkworks> Mac-Mill, I have tried the at-pid.. Didn't give any useful tuning parameters
[22:21:09] <Mac-Mill> cant seem to get the dang thing to stop even 1 cycle
[22:21:27] <Mac-Mill> it runs nice and smooth at a constant rpm but never seems to finish
[22:21:44] <Mac-Mill> cant even get some output numbers
[22:22:50] <pfred1> Mac-Mill it's broke, chuck it
[22:23:07] <skunkworks> bite the bullet and tune manually :) it isn't that bad
[22:24:00] <skunkworks> https://www.youtube.com/watch?v=lTNzBLNBNiE
[22:24:17] <Mac-Mill> i guess the one thing I got out of it is max output is only like .3
[22:24:53] <Mac-Mill> I will work with that first and go back to manually tuning...
[22:26:37] <skunkworks> got that cute thing down to .00008 following error up to 150 ipm
[22:26:52] <XXCoder> " or mm?
[22:26:57] <skunkworks> heh
[22:27:01] <skunkworks> "
[22:27:04] <skunkworks> not that good ;)
[22:27:16] <XXCoder> :D slacker ;)
[22:28:06] <enleth> skunkworks: any advice on the best way to easily adjust the PID parameters while linuxcnc is running?
[22:28:46] <enleth> having the pncconf's tuning window available from axis would be handy I guess, but that doesn't seem to be a thing
[22:29:00] <skunkworks> with axis - there is an calibration tool
http://electronicsam.com/images/KandT/testing/emco/emcofollowng2.png
[22:29:49] <skunkworks> it is under the machine menu -> calibration
[22:30:07] <skunkworks> that is what I use
[22:30:22] <skunkworks> if you are hard core - you do it in halcmd..
[22:31:31] <skunkworks> http://electronicsam.com/images/KandT/testing/emco/postdpll.png
[22:31:38] <skunkworks> little over .00006"
[22:32:33] <skunkworks> splitting hairs there...
[22:43:20] <zeeshan> holy cow
[22:43:27] <zeeshan> whats tgoing on there :P
[22:43:36] <XXCoder> voodoo
[22:46:56] <XXCoder> hand as endstop heh
https://www.youtube.com/watch?v=HInzrt4kViw
[22:48:41] <XXCoder> wow the electron gun is interesting
[23:40:45] <minibnz> ok so i took the head off the mill and checked out the jammed spindle.... thought i found the problem the instant i took it down. but no that was not the problem at all but was going to be one.. i thought the opto sensors that i made into a spindle encoder caught the spindle pulley.. but the real problem was a loose grub screw had gotten itself jammed into the belt and the pulley (there is very little clearance up there) it was pushed th
[23:40:45] <minibnz> ru the belt like a bullet...
[23:43:50] <minibnz> i looked at the Z axis while i was there.... looks like the X3 z axis has lots of sources of backlash.. firstly there is a bevel crown gear and pinion that has a bit of visible play that couples the castle gear/meshing release that also has play hooking onto the key and shaft that has the main pinion spur gear that runs up the rack.. i can take the play out of the rack and pinion no problem..
[23:43:50] <minibnz> the crown gear and pinion will be a little harder to fix.. and the castle mesh gear on the handle will be a bit harder to fit again...
[23:48:21] <minibnz> i ordered a geared stepper motor nema23.. @4:1ration i think its twice as powerful as the motor i have on there atm so i might see about moving the gearbox to my existing motor then i will be 4x as powerful and will be able to go faster.. just hope my driver can keep up with the pulses, i have heard the opto's are crappy and should be bypassed but i haven't needed to so far.. i think i will replace them as i have a reel of highspeed optos
[23:49:26] <pfred1> minibnz optos should be bypassed? Thanks for the laugh
[23:50:03] <pfred1> well, if you've other optos then I suppose you can get by with just those
[23:50:22] <minibnz> that was in reprap channel so they were not worried about issolation for thier purposes..
[23:50:38] <pfred1> optos are there for noise suppression
[23:51:01] <pfred1> which if that gets into your control electronics believe me you'll regret it
[23:52:09] <pfred1> PWM motor drives put out an incredible amuont of signal noise
[23:52:29] <minibnz> oh absolutely, that would be nasty as hell there is a big wide arse ribbon cable inside my box running to my driver
[23:53:13] <pfred1> this is an unprotected step line square wave
http://i.imgur.com/JVyX6n5.jpg
[23:53:24] <minibnz> i have ferrites on my motor lines to try and help with that.... what i really should be doing is moving all the high and low signals into their own boxes..
[23:53:45] <pfred1> the only way to suppress the noise is wiht optos
[23:53:53] <minibnz> thats lovely
[23:54:04] <minibnz> corner what corner...
[23:54:05] <pfred1> you have to totally cut the control lines with them
[23:54:22] <pfred1> believe me I've tried everything else
[23:54:47] <pfred1> that's why all drives have optos there it is the only thing that works
[23:55:13] <chopper791> Stepped away from lcnc and trying to get my 7i92 to work. Came back with a fresh install and once again I can ping the 7i92 but when I go to check the current firmware or flash it I get a error saying no 7i92 board found.
[23:55:48] <chopper791> 100% do not know what I am missing here.
[23:55:48] <minibnz> sudo ?
[23:55:56] <pfred1> su su sudio
[23:56:03] <chopper791> yes sudo for all
[23:56:13] <minibnz> ok its a common one to miss..
[23:56:35] <minibnz> and its in the lspci output?
[23:56:43] <chopper791> ehter
[23:56:46] <chopper791> ether
[23:57:52] <pfred1> chopper791 well I can't help you out because it is nothing I've ever messed with
[23:58:09] <pfred1> I use a parallel port
[23:58:11] <chopper791> have about 14hrs in to trying to get things to connect so I can test. I can not seem to find why I am haing so much trouble getting this to take.
[23:58:28] <pfred1> yeah you'r missing something vital that's for sure
[23:58:58] <pfred1> you need to open doors before you attempt to walk through them
[23:59:09] <minibnz> chopper791 oh your vboard is ethernet..
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
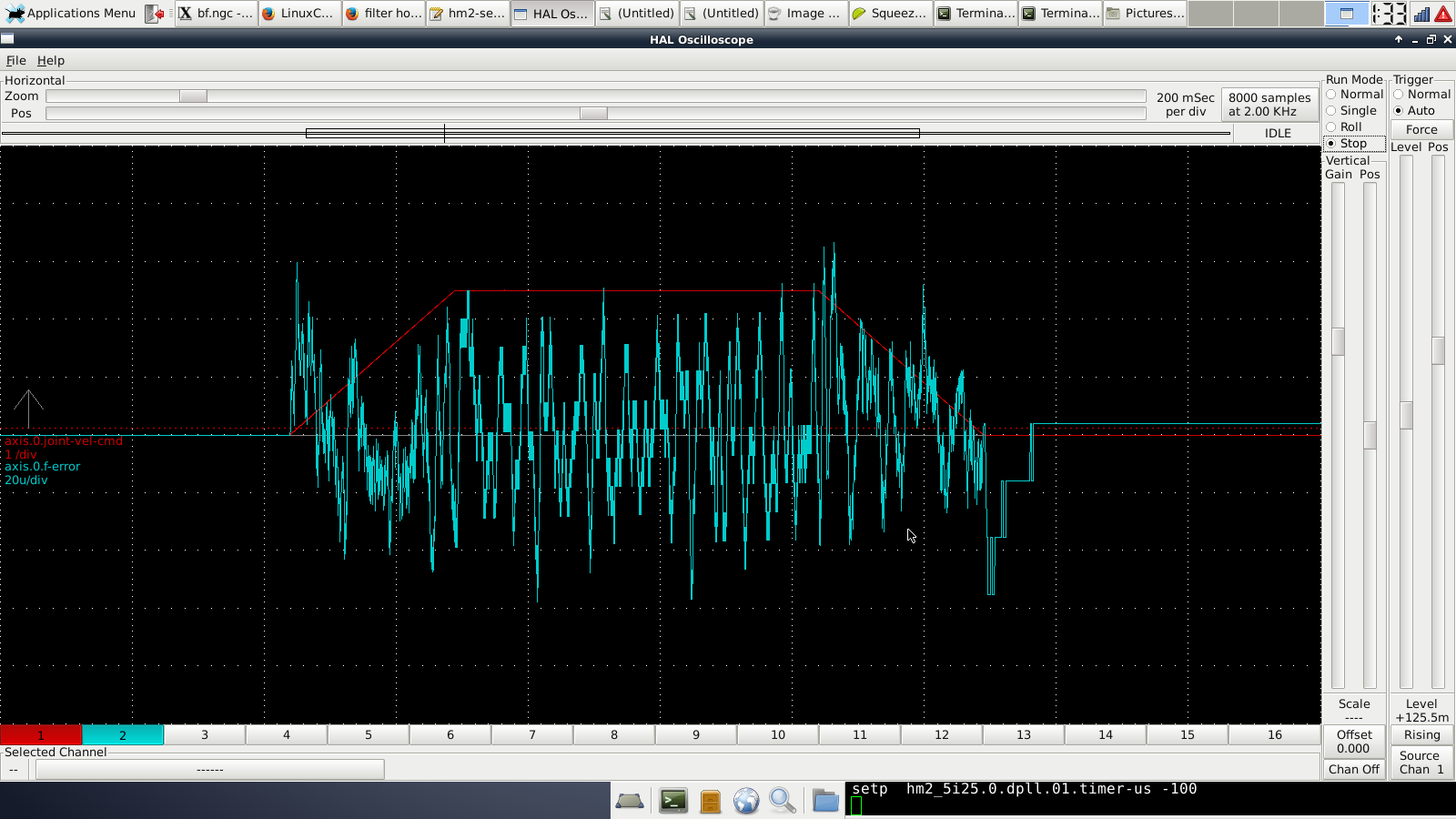{kind=link}
{kind=link}