Back
[00:43:22] <pink_vampire> hi
[01:33:57] <Wolf_> whats up pink
[01:51:36] <archivist> sync_, no I only have Micrometer angle dekkor Mk III TA 121
[01:52:15] <yasnak> need to find a better location then msc and online metals for sourcing some prehardened stainless steel ground flat stock? anyone have ideas?
[01:59:23] <Wolf_> metal supply house?
[02:11:18] <archivist> I bet yasnak is stuck due to traceablility requirements for the metals anyway
[02:13:29] <IchGucksLive> good morning from still freezer cold germany
[02:23:49] <pink_vampire> Wolf_: I did few parts on my lathe
[02:24:02] <Wolf_> cool
[02:24:12] <Wolf_> lathe work is fun
[02:25:39] <pink_vampire> yes, you have to cut just half of the part
[02:27:17] <Wolf_> I need to find a bigger lathe to go with the tool post grinder I picked up lol
[02:29:07] <archivist> you end up collecting lathes :)
[02:29:16] <Wolf_> lol
[02:30:25] <archivist> one for each size, watchmaker,clockmaker, cnc, big manual, sliding head, and a posh manual
[02:31:22] <archivist> and for real pain a set of turns
[02:31:28] <Wolf_> I ended up buying the Themac J-7 the guy I know had for sale, now I need a >13” lathe for it lol
[02:32:37] <archivist> you can hang it off the side on a smaller lathe
[02:33:46] <Wolf_> was to pretty to pass up
http://www.themacinc-us.com/products.html
[02:34:34] <archivist> I hang stuff off the side or over the tail stock when I have to
[02:34:55] <Wolf_> really I know I don’t need a 13” lathe for it lol
[02:34:56] <yasnak> archivist actually i don't need any certs
[02:35:21] <archivist> I thought you would for implants
[02:35:23] <yasnak> best part, would take left over scrap or whatever supplier at hand. need alot for jigs but man is it expensive.
[02:35:55] <yasnak> EDM jigs, otherwise I can usually use normal carbon steel or some other hardened steel. Need SS for EDM jigs :/
[02:39:54] <Deejay> moin
[03:00:12] <IchGucksLive> bye till the eveniung Berlin Time ;-)
[03:13:17] <yasnak> 3:44AM, all nighter
[03:13:19] <yasnak> whooooo
[03:48:15] <DomCa> hi all!
[03:49:36] <DomCa> I have a question about running LinuxCNC with isolcpus=1 option on a dual core AThlon64 X2 machine. With this option set all tasks/threads are on CPU0. Even the realtime stuff. Wouldn't it be better to run the realtime part on CPU 1 if it is isolated from the rest of the system?
[04:14:20] <archivist> DomCa, try it, I think some do run realtime on the other cpu
[04:20:07] <DomCa> archivist: could you give me some hints about how to do it? If I run "taskset 0x02 linux-cnc" all linuxcnc tasks are scheduled on CPU 1 and latency is very high. I would like to only schedule the real time part...
[04:22:01] <archivist> DomCa, have you seen
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?The_Isolcpus_Boot_Parameter_And_GRUB2
[04:22:56] <archivist> and
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?RealTime
[04:25:00] <DomCa> archivist, yes I read those and I am using isolcpus=1. That is working and my latency has a max of 13000, which is good for me to start with. I just wondered if it would help to use the now-unused CPU1.
[04:25:27] <DomCa> On those pages no details are given about moving tasks (and which tasks specifically) to another CPU
[04:29:12] <archivist> there is a bit on
https://forum.linuxcnc.org/9-installing-linuxcnc/30186-isolspus-1-still-needed
[04:35:40] <DomCa> thanks for the link. I'll read it and see if it helps.
[04:49:05] <XXCoder> JT-Shop2: nah tend too busy during work days heh
[05:24:57] <jthornton> morning
[05:25:14] <XXCoder> yo
[05:25:44] <XXCoder> the hair. just look at it.
https://res.cloudinary.com/tpm/image/upload/c_fill,fl_keep_iptc,g_face,w_653,h_361/ykobrh8snjx7gqcpzodo.jpg
[05:30:46] <XXCoder> "I�m what most people would call a �fun guy.� In my spare time, I enjoy golf and heterosexuality."
[05:30:52] <XXCoder> ...
[05:31:22] <XXCoder> ah spoof nevermind heh
[05:32:16] <XXCoder> POE's law is annoying sometimes.
[05:50:10] <DomCa> I just tried to reschedule some tasks that spawn with linux-cnc to core 1 (with isolcpus=1). By moving the "milltask" I reduced the latency to 50% with the command: taskset -p 1 <PID of "milltask">
[05:50:39] <DomCa> Can any developer here tell me, which tasks would be best candidates for rescheduling to core 1?
[05:56:05] <sync_> ah too bad archivist
[05:56:25] <sync_> I'm trying to figure out if the picture I'm seeing is correct or if I need to adjust something
[05:59:32] <archivist> sync_, the angle dekkor I have is just a form of autocollimator
[06:00:30] <archivist> if you have a mirror on the end of a long bar you can check angle measurements
[06:00:40] <sync_> ah yeah I guess
[06:01:23] <archivist> it is how I founs out haw bad some worm dividing is :)
[06:01:28] <archivist> found
[06:01:48] <jthornton> how does that work?
[06:03:07] <sync_> you put a precision polygon mirror on the dividing head and look at the mirror with the AC
[06:03:37] <archivist> I used a precision polygon on a dividing head with angle dekkor(autocollimator)
[06:04:32] <archivist> I wish I had taken pics at the time, most were faulty/way out of spec
[06:04:59] <sync_> the issue I'm having is, that I don't know if the reticle is moved in mine
[06:05:04] <sync_> and how to move it back :D
[06:06:53] <archivist> for relative measurements it will either not affect readings or cause an obvious bias
[06:07:32] <archivist> are you checking a straight surface or what
[06:10:43] <sync_> that's not important, I think the reticle is shifted in the non micrometer direction
[06:11:54] <sync_> I see the two thin lines that move with the dial
[06:12:09] <sync_> but I think the lines that are orthogonal to that are shifted
[06:12:37] <sync_> as I only see a small line and where the other small one would be there is the first image of the crosshair
[06:12:49] <archivist> rotate on axis while looking at mirror
[06:14:38] <archivist> if the mirror is off square the return will be biased same direction, if the collimator is off it will rotate
[06:16:03] <sync_> hmm
[06:16:10] <sync_> I think it is the mirror
[06:16:29] <sync_> as the lines are in the same position when I turn the AC
[06:22:04] <archivist> or move the ac till you are on axis of the mirror
[06:24:02] <sync_> oh, well no
[06:24:09] <sync_> I'm not referring to the reflected image
[06:24:26] <sync_> but to the primary image of the crosshair
[06:27:09] <archivist> I am not sure they have to be central to work because it is the reflected compared to the image you send
[06:29:55] <sync_> yeah
[06:29:58] <sync_> it doesn't matter
[06:30:02] <sync_> but it is annoying
[06:30:30] <sync_> I mean I can even start off angle and just do a relative measurement
[06:32:47] <archivist> set of measurements the do the maths
[06:34:35] <sync_> there is no maths involved
[06:34:50] <sync_> well, ok. a multiplication
[06:35:32] <sync_> I calculated what the tilt in µm of my mirror is per arcsec of tilt
[06:35:46] <sync_> so I just read the dial and multiply with the number
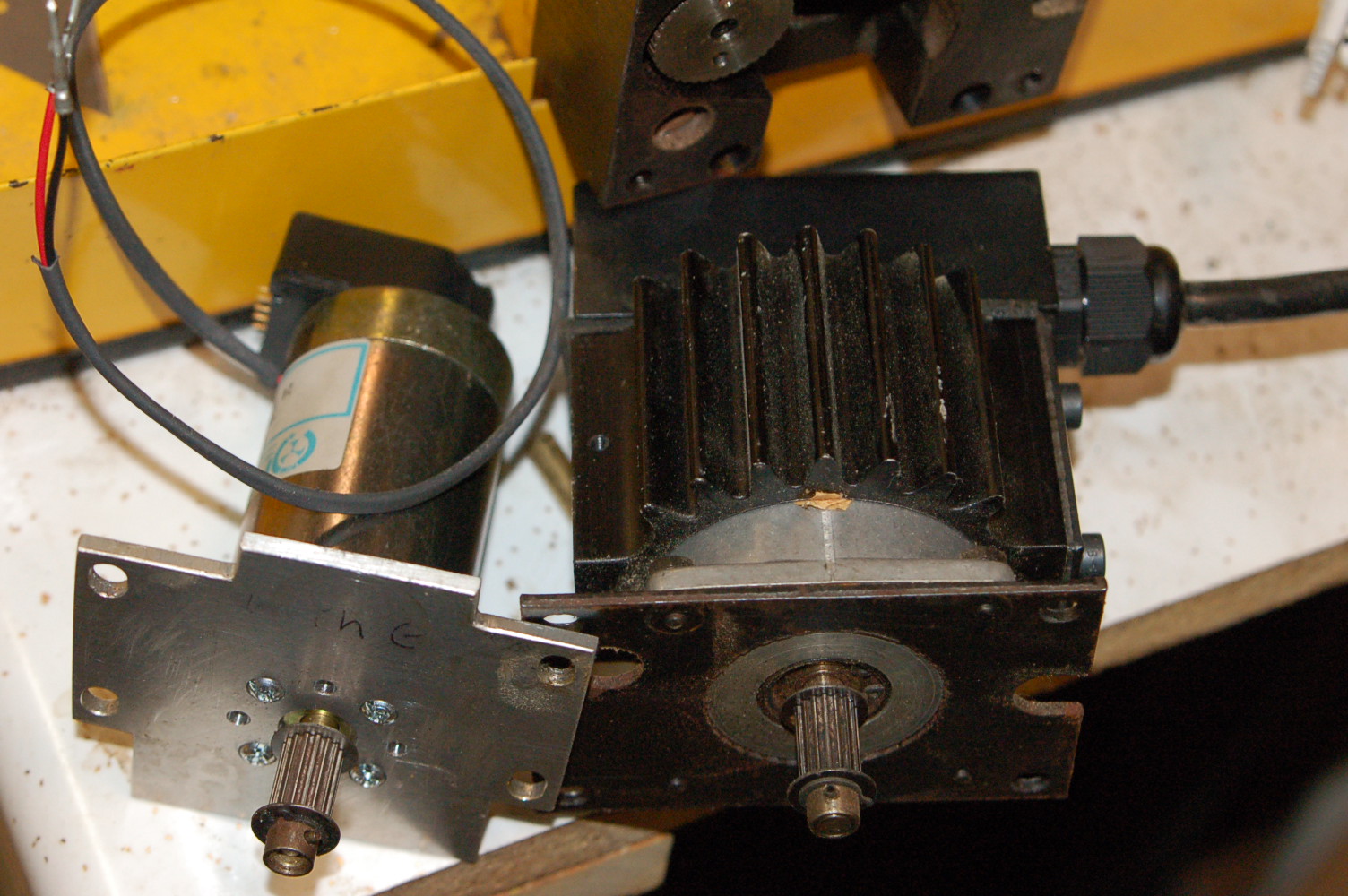
[07:15:55] <skunkworks> I think those little servos will work and won't turn the cute little ball screws inside out
[07:16:17] <skunkworks> and they barely got warm running 150ipm back and forth
[07:16:38] <skunkworks> like we could maybe detect that the one running was warmer than the one that wasn't
[08:06:15] <skunkworks> http://electronicsam.com/images/emco/EmcoServo.JPG
[08:06:28] <skunkworks> http://electronicsam.com/images/emco/EmcoCompare.JPG
[08:19:26] <pink_vampire> hi al
[08:19:29] <pink_vampire> all*
[08:20:46] <gregcnc> servos are voodoo magic to most people
[08:21:07] <pink_vampire> lol
[08:22:02] <gregcnc> pink even gecko or clearpath are an easy out
[08:22:15] <skunkworks> gregcnc, did you see
https://www.youtube.com/watch?v=lTNzBLNBNiE
[08:22:39] <gregcnc> yes, i was surprised that was almost 4m/min
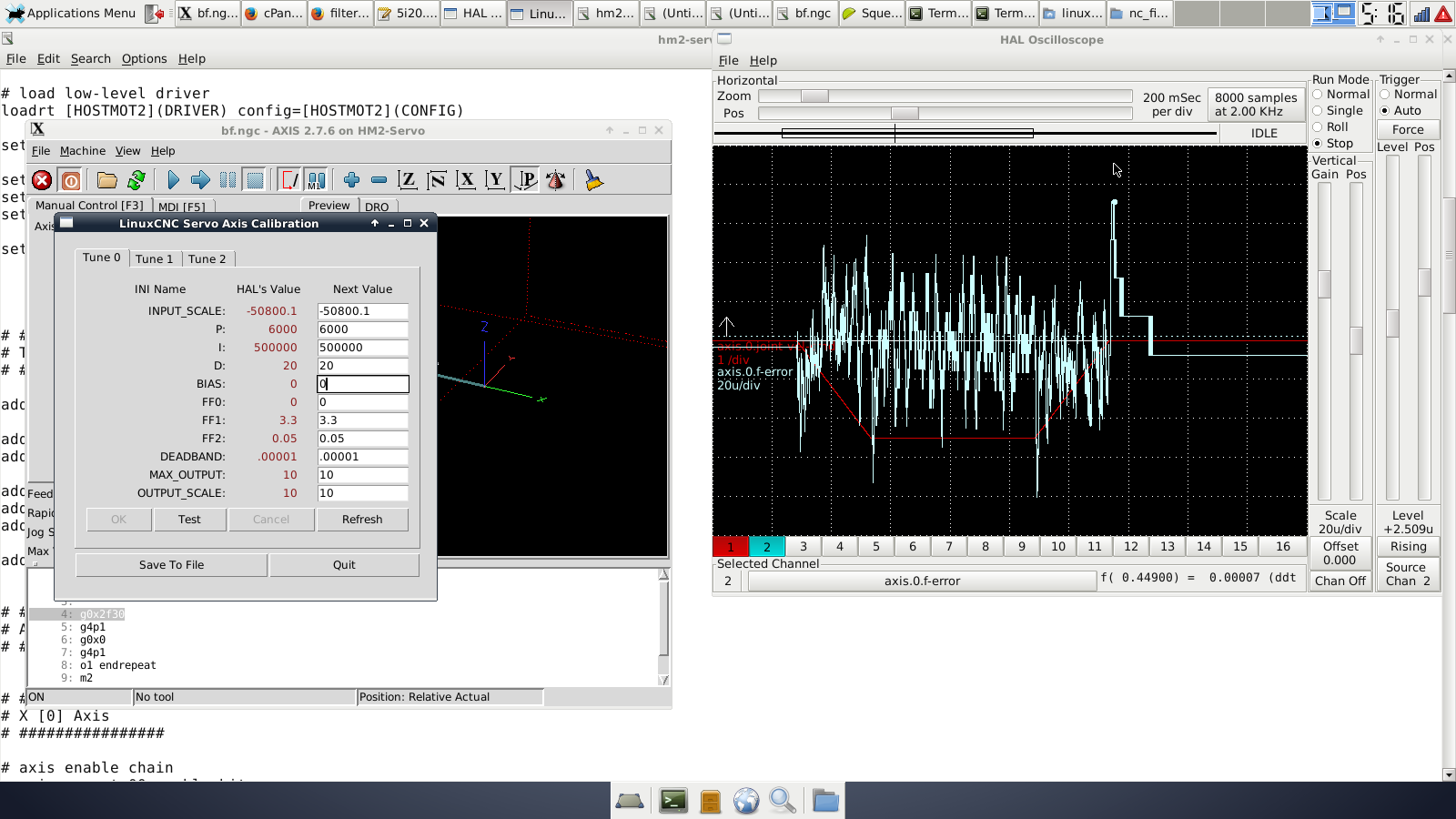
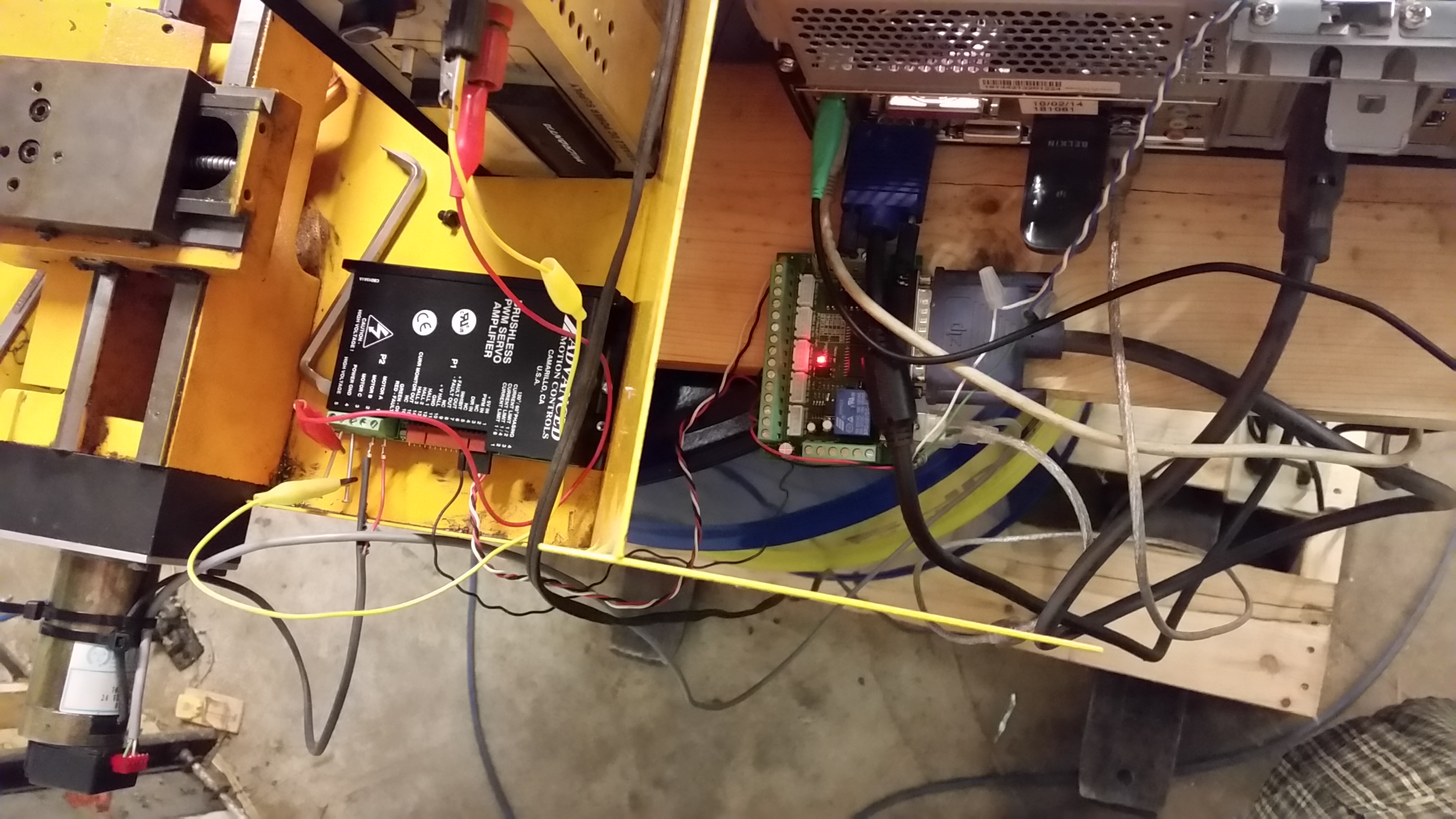
[08:22:51] <skunkworks> down to about .0002" following error. that is using just the 5i25 and some amc drives that take pwm/dir
[08:23:16] <skunkworks> and a 1a 25v supply for testing ;)
[08:24:51] <gregcnc> low torque or low speed on a servo doesn't need much power
[08:24:51] <pink_vampire> gregcnc: I'm with the G320X
[08:25:59] <gregcnc> i've been running 320 for 11 years, might actually go to a real servo setup as all my motors have tachs
[08:27:52] <gregcnc> yesterday I learned you can't trust Emco PC based Fanuc, again.
[08:28:15] <pink_vampire> why you can't?
[08:28:40] <gregcnc> it doesn't always work as fanuc intended
[08:28:54] <gregcnc> emco wrote their own control to emulate fanuc
[08:29:08] <gregcnc> you get the fanuc interface, but eveythign else is emco
[08:30:52] <gregcnc> so you program a 30° infeed on a 60° tool on a thread cutting path and it feed 30° to the wrong axis and scraps the thread
[08:33:18] <gregcnc> so in testing this I later forgot to change a line in the program and cut a 0.75mm pitch with 3mm cutting depth
[08:33:36] <gregcnc> so maybe third time will be right for this part
[08:35:02] <pink_vampire> at the beginning I had very hard time with linux cnc, and mach3 was almost an easy as next next finish, but the solid functionality in linux cnc worth the effort. today I can make parts that mach3 can't do, and even to get better cuts on high feed rate, because linux cnc can round the toolpath a bit, and make it smooth.
[08:35:36] <gregcnc> Well this machine isn't going to be linuxcnc any time soon
[08:36:37] <pink_vampire> I'm trying to understand what lathe tools to get.
[08:37:43] <gregcnc> all of them
[08:39:44] <pink_vampire> now I have just 2 hss bars one is just a square, and the other is just hss bar that I make it smaller like a "groove" tool
[08:40:07] <pink_vampire> the spindle in 1/2" HP
[08:40:17] <pink_vampire> is
[08:41:29] <pink_vampire> and i'm working on relatively very small diameter. 1/8"-1/2" ~
[08:42:13] <gregcnc> if your intent is HSS, learn how to grind and hone very sharp tools
[08:44:04] <gregcnc> otherwise, use non-ferrous inserts or those intended for very low feed rates
[08:47:52] <pink_vampire> gregcnc: what do you mean by "non-ferrous inserts"?
[08:48:42] <gregcnc> those intended for cutting non ferrous materials, generally have a lot of top rake and are very sharp
[08:48:59] <gregcnc> resulting in low cutting force
[08:51:52] <pink_vampire> I did a test with hss "tool" (it was the cutter from the cheap flay cutter) and a 1/4" bar of cold rolled steel, and it cut very nice.
[08:52:30] <gregcnc> definitely more than one way to get good parts
[08:53:34] <skunkworks> http://www.theverge.com/circuitbreaker/2017/1/24/14368622/raspberry-pi-alternative-tinker-board-asus-4k
[08:54:25] <_methods> not sure what they were thinking with those gpio pins out there like that
[08:54:26] <SpeedEvil> skunkworks: And I've utterly failed to find any docs on it
[08:54:31] <_methods> that's a short waiting to happen
[08:55:00] <skunkworks> no clue. Just saw it on some news feeds
[08:55:19] <_methods> i doubt it will get much love with that processor
[08:55:25] <_methods> they don't like to share
[08:56:22] <skunkworks> darn
[08:58:05] <_methods> asus tryin to cash in on the "maker" hype
[08:58:50] <pink_vampire> how is that tool?
http://littlemachineshop.com/products/product_view.php?ProductID=3572
[08:59:39] <gregcnc> I use the Nikcole with carbide inserts
[09:21:02] <elmo40> skunkworks you have an EMCO mill? I'm looking into getting the F1. I'll see how it runs and eventually want to upgrade with servos and a rotary 4th. They look to have such potential for the tinkerer.
[09:21:30] <skunkworks> elmo40, no.. don't have one of those
[09:22:00] <gregcnc> the Emco F1 are pretty popular for retrofit
[09:22:35] <gregcnc> sturdy enough spindle, almost standard tooling
[09:22:51] <skunkworks> saw one at one of the fests - actually this one
[09:22:52] <skunkworks> https://www.youtube.com/watch?v=S0re79zEX5A
[09:25:39] <elmo40> CAT30 holder, I believe.
[09:26:55] <gregcnc> 30 taper, but Emco pullstud
[09:28:34] <elmo40> I can not find any specs on the pull stud.
[09:28:50] <gregcnc> you have to use theirs
[09:28:56] <elmo40> though the machine I'm looking at has 2 or 3 holders. I'll take one to a supply store and see what they can find
[09:29:05] <gregcnc> they wont' find it
[09:29:18] <elmo40> where do I get one, then?
[09:30:09] <gregcnc> http://www.ebay.com/itm/192085730629 for CAT tooling
[09:31:16] <gregcnc> www.ebay.com/itm/302191208321 for bt, iso tooling
[09:31:29] <elmo40> it is imperial thread?
[09:31:32] <elmo40> interesting
[09:31:43] <gregcnc> Emco are integral
[09:31:54] <elmo40> M12 on those.
[09:31:55] <gregcnc> to you cat holders you need 1/2" thread
[09:32:03] <gregcnc> to use BT you need M12
[09:32:54] <elmo40> I watched a vid of a guy using a probe on his F1 (with mach3, though) Would it be difficult to get it going in lcnc?
[09:33:57] <gregcnc> there seem to be a lot of emco holder though www.ebay.com/itm/281846161861
[09:34:44] <elmo40> ER collets are the way to go with these small machines.
[09:35:10] <sync_> interesting, no drive dogs tho
[09:35:26] <elmo40> I can't get over how tiny a 30 taper is. My last shop only used CAT50 :)
[09:35:29] <gregcnc> not enoguh torque to matter
[09:36:15] <elmo40> I went to my buddies shop and he has 40s and giggle how small they were. The 30s must be minuscule !
[09:36:33] <gregcnc> until you see an ISO 10
[09:36:39] <elmo40> true
[09:37:25] <sync_> 30 taper is getting more popular nowadays
[09:37:27] <sync_> again
[09:37:32] <sync_> it vanished completely for a while
[09:37:42] <sync_> but hsm vmcs use it a lot
[09:37:44] <elmo40> yeah? Who is pushing them?
[09:38:02] <sync_> as they run high spindle speeds over 10krpm
[09:38:03] <gregcnc> all of the small mill use it, robodrill, brother and wanabees
[09:38:03] <elmo40> nice. that should help with selection and pricing
[09:38:23] <elmo40> is the F1 a wannabe?
[09:38:25] <sync_> there is no need for 40 tapers at those high speeds and low torques
[09:38:31] <gregcnc> chinaclones
[09:38:46] <elmo40> stock spindle is only 550W O_o
[09:39:04] <gregcnc> plenty for the size of work that fits on the table
[09:39:22] <elmo40> stock rapid is only 1.2m/min
[09:39:43] <gregcnc> to traverse 100mm at a time
[09:40:04] <elmo40> takes 14seconds to travel end to end :-!
[09:40:22] <gregcnc> if you're doing production work you may have picked the wrong machine
[09:40:39] <elmo40> production is for the shop. this is for my garage :)
[09:40:43] <gregcnc> 2kRPM spindle?
[09:40:53] <sync_> yeah it is quite slow
[09:40:56] <elmo40> 4,000RPM
[09:41:14] <elmo40> stock, anyways. don't know if it has been messed around with.
[09:41:39] <elmo40> they guy has it hooked up to a PC with Mach3 on it. I don't know what has been altered.
[09:41:55] <gregcnc> axis motors are easy to change
[09:42:04] <elmo40> all steppers, I presume?
[09:42:10] <gregcnc> yes
[09:42:44] <elmo40> says 1300N holding force.
[09:43:04] <elmo40> that is decent, eh?
[09:43:14] <elmo40> I wonder what size those are.
[09:43:18] <gregcnc> again all depends
[09:43:47] <elmo40> I don't think I'll be milling 2" wide cuts in stainless...
[09:44:07] <elmo40> for the most part, Alu and plastics.
[09:44:44] <gregcnc> the big thing would be adding tapping
[09:44:50] <skunkworks> can I ask how much?
[09:44:59] <elmo40> 2grand
[09:45:14] <elmo40> though I'll try to talk him down ;)
[09:45:21] <jdh> where is it?
[09:45:32] <elmo40> gregcnc: I can use a tapping head, right?
[09:45:53] <skunkworks> elmo40, there is always a way to mount an encoder.. Just how much work.
[09:46:07] <gregcnc> pfff, no room
[09:46:08] <elmo40> rigid tapping would be awesome.
[09:46:34] <skunkworks> matsuura had no space either..
[09:46:35] <skunkworks> http://electronicsam.com/images/matsuura/sensors1.jpg
[09:46:36] <elmo40> break is over. time for work
[09:46:44] <elmo40> thanks guys.
[09:46:54] <gregcnc> no room for the tapping head
[09:47:09] <elmo40> yeah, if it is belt driven spindle, I can add sensors to the gears like that
[09:47:34] <gregcnc> they use timing belts and there would be an encoder on the motor
[09:48:33] <elmo40> in the factory manual that I found online, it mentions threading. G84
[10:09:11] <MacGalempsy> hi
[10:46:23] <CaptHindsight> what size compressor (cfm @ 90 psi) works well with the small sand blast guns?
http://www.mscdirect.com/product/details/09118852
[10:47:09] <CaptHindsight> they spec 14 cfm @ ~100 psi but I'm wondering if the guns are crappy
[10:48:31] <roycroft> if you're using a compressor that size have a lot of patience
[10:50:01] <_methods> yeah blasters are air hogs
[10:51:07] <CaptHindsight> are there more efficient guns or is 25+ cfm @ 100 psi more realistic?
[10:52:04] <_methods> i don't know i don't think there is anything efficient about any blaster
[10:53:09] <CaptHindsight> tends to jamb quite a bit as well
[10:53:40] <CaptHindsight> pickup tube too deep in the sand/media and no flow, too shallow, no flow....
[10:54:15] <_methods> heh we screwed one of those jitterbug sanders to the cabinet of ours
[10:54:28] <_methods> to vibrate the media down
[10:55:07] <MacGalempsy> how small is "small"? it seems that tank size usually plays the biggest role
[10:55:20] <CaptHindsight> maybe several 80 gal tanks will help as well, tends to be short projects
[10:56:16] <CaptHindsight> if the compressor kicks on after 10 seconds of blasting that's no good
[10:56:54] <_methods> we got a 100hp rotary screw to run our blast operation
[10:57:00] <_methods> we quit blasting........
[10:57:20] <roycroft> i have a 60 gallon air tank
[10:57:32] <roycroft> my current compressor pump is 15cfm @130psi
[10:57:48] <roycroft> when i use one of the harbor freight blasting cabinets - the floor standing one
[10:57:49] <CaptHindsight> ohh a new 15 cfm compressor on CL for $140!
[10:58:06] <roycroft> i can run it for about 30 seconds before the compressor kicks on
[10:58:37] <roycroft> i usually can blast for a couple minutes, then i take a break for 5 minutes or so
[10:58:38] <CaptHindsight> need to find a few tanks
[10:58:47] <roycroft> trying to keep the duty cycle reasonable
[10:58:57] <roycroft> as in <50%
[10:59:13] <roycroft> i don't often do a lot of blasting, so that works for me
[10:59:33] <roycroft> usually i'm just cleaning up a small part or two at a time
[11:00:51] <CaptHindsight> it's usually automotive, rims, suspension, outside of the heads etc
[11:02:28] <CaptHindsight> rims take forever
[11:03:11] <CaptHindsight> I haven't found a decent media blaster yet. $30-50/rim and I still have to clean up spots myself
[11:03:56] <CaptHindsight> one shop didn't even keep sandpaper/pads in the shop
[11:16:30] <sync_> if you are blasting regularily, get a screw compressor
[11:17:49] <MacGalempsy> CaptHindsight: if you could keep the pump from overheating, then that would be a way to let it run in a place where the noise doesnt cause irritation
[11:21:25] <MacGalempsy> meaning a small cheaper pump, perhaps even oiless
[11:22:38] <_methods> heh you could make millions if you come up with something for blasting that is small, cheap and efficient
[11:23:47] <_methods> or a window that you could see that part when you're blasting lol
[11:23:57] <gregcnc> hmmm what does portable blasting equipment go for?
[11:28:27] <MacGalempsy> what about using a laser to blast off the rust
[11:28:29] <CaptHindsight> MacGalempsy: I tend to only blast when playing Deep Purple at 120db
[11:28:40] <MacGalempsy> :)
[11:28:48] <CaptHindsight> the lasers are a bit pricey
[11:28:59] <CaptHindsight> but hardly make a sound
[11:28:59] <MacGalempsy> https://www.youtube.com/watch?v=unwTicD4Pew
[11:29:31] <CaptHindsight> not many laser deals since the FDA is so adamant about safety
[11:30:15] <MacGalempsy> lol. "like most problems in life, we can solve this with very powerful lasers"
[11:31:43] <CaptHindsight> https://www.youtube.com/watch?v=Q8q3DZB_l6M
[11:31:44] <MacGalempsy> seemed to be effective on that hammer
[11:31:50] <CaptHindsight> better example
[11:31:59] <MacGalempsy> :O
https://www.youtube.com/watch?v=4-3kVFJKmIw
[11:32:00] <jensor> Is the hal command "newsig" obsoleted as indicated in the manual?
[11:32:14] <roycroft> a needle scaler might be useful for some things
[11:32:56] <roycroft> it would knock off loose rust better than a media blaster
[11:33:05] <CaptHindsight> it's all fun and games until the laser reflects off the cleaned surface and melts your face off
[11:33:08] <roycroft> but it would not leave a finish-ready surface
[11:33:16] <roycroft> lasers can put your eye out!
[11:33:39] <MacGalempsy> the rate of removal is pretty amazing
[11:35:56] <MacGalempsy> 1000W of abolation
[11:37:17] <CaptHindsight> https://youtu.be/jdW1t8r8qYc?t=1m27s See Through Engine - 4K Slow Motion Visible Combustion
[11:39:37] <gregcnc> that guy has no clue what air fuel ratio is
[11:39:51] <gregcnc> but it was fun to watch
[11:41:54] <jensor> I am re-wrighting old emc2 hal files to the latest version. What would the latest command set be to accomplish the following function? newsig En1 bit linksp En1 => parport.0.pin-09-out setp parport.0.pin-09-out-invert true linksp En1 => parport.1.pin-09-out
[11:45:23] <JT-Shop> http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html#_net
[11:47:12] <jensor> Is there any restriction on what one uses for a signal name?
[11:50:05] <jensor> According to the manual newsig is obsoleted
[11:53:38] <pcw_home> newsig still works
[11:53:54] <pcw_home> but is replaced by "net"
[11:54:32] <jensor> Does signal type matter now?
[11:55:00] <pcw_home> its inherited from the source pin
[11:55:15] <jensor> I see
[11:55:56] <pcw_home> maybe inherited from the first parsed pin, not sure
[12:04:37] <JT-Shop> I'd think that any alpha numeric and underscore and dash is a valid signal but no spaces
[12:06:11] <JT-Shop> looks like +-*/ is also valid
[12:06:31] <JT-Shop> halcmd: net !@#$%^&*()_ or2.o.in0
[12:06:31] <JT-Shop> <stdin>:5: 'net' requires at least one pin, none given
[12:06:35] <JT-Shop> didn't like that
[12:06:55] <pcw_home> not sure about other "funny" characters though %%ack-thppt works
[12:08:22] <pcw_home> probably your # commenting out the rest of the line
[12:09:06] <JT-Shop> I think your correct abut the #
[12:10:34] <JT-Shop> it doesn't like " I think
[12:10:40] <pcw_home> & also doesn't work
[12:11:13] <JT-Shop> hmm works for me
[12:12:42] <pcw_home> I was using newsig
[12:12:48] * JT-Shop goes back to hanging itch in the roof of the new shop
[12:12:51] <JT-Shop> I was using net
[12:13:05] <pcw_home> bit FALSE %@$%*ack-thppt
[12:30:40] <IchGucksLive> hi
[12:31:06] <MacGalempsy> :)
[12:31:40] <IchGucksLive> MacGalempsy: jensor did ask the same questuion today
[12:31:48] <IchGucksLive> jensor: are you on
[12:32:31] <MacGalempsy> he got some help on that
[12:34:06] <MacGalempsy> IchGucksLive: what is going on in Germany today?
[12:34:21] <IchGucksLive> so many
[13:32:27] <IchGucksLive> Gn8
[13:38:42] <Loetmichel_> MacGalempsy: not much
[13:39:49] <Loetmichel_> aside from the fact that my boss REALLY need some grip on reality... we have an order that is due end of january.. and with the existing manpower JUUUUST so doable in the time remaining.
[13:40:53] <Loetmichel_> today boss came down: "here are another 75 PCs and monitors. i have promised the (new) customer that we will deliver end of the week. Get started with modifying them with Power filters...
[13:41:37] <Loetmichel_> <"and the other customer you promised end of january?" "will have to wait another few weeks..."
[13:41:58] <Loetmichel_> ... yeah, and WE are the problem because we dont get anything done... sometimes...
[13:45:06] <SpeedEvil> Loetmichel_: ...
[13:45:10] <SpeedEvil> Idiot.
[13:48:07] <Loetmichel_> ?
[13:50:09] <Loetmichel_> SpeedEvil: who? and why?
[13:50:24] <SpeedEvil> boss
[13:50:36] <Loetmichel_> no, not really
[13:51:00] <Loetmichel_> just a bit old an starts to get detached from reality sometimes
[13:51:52] <SpeedEvil> Ah - some people do that intentionally
[13:52:27] <Loetmichel_> actually he is a nice guy. the wife however... ( i wouldnt be surprised if that chink had pressed him to get that new order to pay some bills... the "old" customer has already paid in advance so finishing that job has no priority in her eyes anyway)
[13:52:37] <Loetmichel_> HIS wife...
[13:53:11] <MacGalempsy> Loetmichel_: sounds like an opportunity for 1) overtime or 2)sabotage
[13:53:34] <roycroft> so i'm leaning towards getting an mpg instead of joysticks
[13:53:47] <roycroft> i'm seeing them priced from $18 to $1000+
[13:53:51] <roycroft> and i don't know the difference
[13:54:02] <roycroft> does anyone have a recommendation:
[13:54:05] <roycroft> ?, rather
[13:54:14] <roycroft> this would be panel mount
[13:54:32] <roycroft> and it would be nice if it had tactile feedback, but i don't know if they generally do
[13:54:41] <JT-Shop2> if you just need to move to an approximate position the joypad is ok
[13:54:50] <roycroft> joypad?
[13:55:01] <JT-Shop2> if you need to do things like touch off then a mpg is the way to go
[13:55:19] <roycroft> i want to be able to single step so i can touch off with it
[13:55:31] <roycroft> which is a big reason i'm leaning towards that
[13:55:38] <Loetmichel_> MacGalempsy: i have a bad cold. ate about 12 aspirin today and a load of ofter meds... just to cope with the 8 hours at work... not a minute more...
[13:55:51] <roycroft> plus, it would consume less real estate on the control panel than a pair of joysticks
[13:56:04] <JT-Shop2> yea you want a mpg with a selector switch for increment and axis
[13:56:14] <Loetmichel_> and as i said: boss is a nice guy (or i would have stayed "ill at home"), so sabotage is out of the question
[13:56:30] <roycroft> yes
[13:56:42] <roycroft> well, i need those selector switches
[13:57:00] <roycroft> i still don't totally understand how an mpg interfaces with the computer
[13:57:32] <Loetmichel_> roycroft / JT-Shop: has anyone considered using a 3d mouse as an "mpg"?
[13:57:33] <roycroft> folks say there's a mesa card that does the interfacing, but i'm not sure which one - several of them seem like candidates
[13:57:57] <roycroft> i don't see how that would work better than joysticks, loetmichel_
[13:58:04] <roycroft> other than being able to use one device instead of two
[13:58:22] <Loetmichel_> all three linear axis and even existing rotational axxis on one "knob"
[13:58:45] <roycroft> and btw
[13:58:48] <Loetmichel_> and analog. meaning pretty smooth acceleration in any direction
[13:58:52] <Loetmichel_> just a thought tho
[13:59:06] <roycroft> i'm trying to do a thorough read of the linuxcnc manual - i've been reading bits and pieces of it for years
[13:59:15] <roycroft> but i'm only about 1/3 of the way through
[13:59:34] <roycroft> so if all this is clearly explained in the manual, just tell me to rtfm and come back :)
[13:59:41] <roycroft> i don't think it is though
[14:00:03] <roycroft> i want something that mounts in my panel
[14:00:03] <JT-Shop2> http://mesaus.com/index.php?route=product/product&path=72&product_id=67
[14:00:08] <roycroft> and mounting a 3d mouse would be challenging
[14:00:13] <JT-Shop2> that's a pendant card
[14:00:36] <roycroft> oh, the pendant card
[14:00:39] <JT-Shop2> the mpg and selector switch if in your panel is wired up to the I/O on the daughter card
[14:00:42] <roycroft> that's not one of the ones i was considering
[14:00:54] <JT-Shop2> that's a pretty slick one
[14:01:05] <JT-Shop2> one wire to the daughter card
[14:01:10] <JT-Shop2> brb
[14:05:17] <Wolf_> 4 MPG inputs… need to hire a octopus to run the machine
[14:05:31] <JT-Shop2> hmm some welders glue and a 3d mouse...
[14:06:02] <roycroft> so i would connect that pendant card to my 7i76?
[14:06:51] <roycroft> a 3d mouse is pretty expensive btw
[14:06:55] <roycroft> unless you get a good price on ebay
[14:07:04] <roycroft> i got mine for $40, but getting a good one at a good price is rare
[14:07:30] <roycroft> i think i'd prefer an axis selector switch anyway
[14:08:15] <roycroft> wolf_: consider a panel mount mpg and a pendant
[14:08:28] <roycroft> that would be 2 of the inputs right there, and is probably pretty common
[14:10:32] <JT-Shop2> yes the 7i73 connects with a cat6 cable and wired into the RS-422 interface
[14:10:40] <roycroft> maybe you want joysticks on the panel, which would generall be 2 of them for a 3 axis machine
[14:10:48] <roycroft> so now you're up to 3 pendant inputs
[14:11:46] <roycroft> or you can just get a 3d mouse, super glue it to your forehead, and it will always be there for you
[14:11:50] <JT-Shop2> as long as your not out of I/O anything in the panel just wires to the 7i76
[14:11:51] <roycroft> then you only need one pendant input
[14:12:04] <sync_> roycroft: joysticks with rotary axis exist
[14:12:06] <roycroft> ok
[14:12:16] <sync_> but a wheel pendant is the way to go
[14:12:23] <sync_> or rather no wheel is the way to go :D
[14:12:29] <Wolf_> I was talking about the part that it says up to 4x 50khz MPG
[14:13:01] <pcw_mesa> If you have a 7I76 and spare inputs you dont really need a 7I73 unless for simplified wiring or more than 2 MPGs
[14:13:22] <roycroft> i'm probably going to run out of inputs before i get too much farther in my design
[14:13:36] <roycroft> i'm already sorting out what to do about that
[14:14:14] <roycroft> i can pull a second connector off the 5i25 and add another daughter board
[14:14:40] <roycroft> i'm at that point where the more i'm learning about what i need to do the more i realise i don't know yet
[14:15:24] <roycroft> the mesa boards i bought i'm sure are the right ones for this project, but almost certainly not enough
[14:15:35] <Wolf_> simple seems to win out IMO
[14:16:10] <pcw_mesa> add 7I70 and get 48 24V inputs or a 7I90 and get 72 5V inputs (or use the second 5I25 connector)
[14:16:14] <roycroft> i'm not going to build all the features into this machine at the start, but i want to design for all of them
[14:16:22] <roycroft> so it is easy to add them in the future
[14:16:45] <roycroft> i probably won't need 72 more inputs
[14:16:56] <roycroft> 48 will suffice, i'm pretty sure
[14:17:41] <pcw_mesa> add a 7I74 to the second 5I25 connector and 8 7I90s for 576 5V I/Os
[14:18:13] <roycroft> with 576 i/os i could monitor the sulphur dioxide level of my farts
[14:19:30] <JT-Shop2> a 7i84 gives you 32 inputs and 16 outputs
[14:19:37] <roycroft> i'm still open to suggestions on mpgs that work well :)
[14:20:31] <JT-Shop2> I got mine from scrapping equipment so no idea about a new one but I'd bet you can get one on aliexpress for not much and free shipping
[14:20:46] <roycroft> i might try one of the cheap ones at first
[14:20:48] <roycroft> and see how it goes
[14:21:12] <roycroft> i'd really like one with tactile feedback, and i suspect the sub-$50 ones don't have that
[14:21:40] <roycroft> it seems the most common ones are 100 pulses/rev
[14:21:54] <sync_> all of the cheap ones have notches
[14:21:57] <roycroft> is that what folks use for cnc?
[14:22:05] <roycroft> they do?
[14:22:17] <roycroft> ok then, a cheap one would be good to start with
[14:22:23] <roycroft> and use until it fails
[14:24:11] <Jymmm> SpeedEvil: As I watch the 4" of snow melt off the roof of the garage, I now understand how a heater (of any kind) can cause condensation dripping from the ceiling in the garage.
[14:24:59] <SpeedEvil> condensation and vapour transport is annoying
[14:25:24] <Jymmm> SpeedEvil: Would ceiling insulation help pevent that?
[14:26:18] <SpeedEvil> Yes.
[14:26:24] <Jymmm> k
[14:27:00] <SpeedEvil> The general approach would be to have insulation under the roof, with outside air able to circulate under it, and complete sealing of the room air from it.
[14:27:18] <SpeedEvil> Otherwise you get condensation behind the insulation - which is obviously bad
[14:27:33] <SpeedEvil> OR insulation over the roof and a secondary roof surface
[14:27:58] <JT-Shop2> https://www.aliexpress.com/item/Free-shipping-generador-manual-mpg-handwheel-5v-6-terminals-60mm-cnc-controller-handle/32391322434.html?spm=2114.01010208.3.124.JsvbHX&ws_ab_test=searchweb0_0,searchweb201602_6_10065_10068_10501_10503_10000032_119_10000025_10000029_430_10000028_10060_10062_10056_10055_10054_509_10059_10099_10000022_10000012_10103_10102_10000015_10096_10000018_10000019_10052_10053_10107_10050_10106_10051_10000007_10084_10083_10080_10082_10
[14:27:59] <JT-Shop2> 081_10110_10111_10112_10113_10114_10115_10000041_10000044_10078_10079_10000038_429_10073_10000035_10121-10503_10501,searchweb201603_1,afswitch_3,single_sort_1_default&btsid=1a1fde25-c122-4f50-85f7-fb39cea9b768
[14:28:32] <Jymmm> well, when I look up in the garage, I can see the tar paper between the slats, so isolation is not really feesable.
[14:29:04] <SpeedEvil> It's quite possible - annoying possbly.
[14:29:13] <JT-Shop2> https://www.aliexpress.com/item/Free-shipping-generador-manual-mpg-handwheel-5v-6-terminals-60mm-cnc-controller-handle/32391322434.html
[14:29:16] <SpeedEvil> ^certainly
[14:29:36] <JT-Shop2> sorry I forgot about aliexpress links being so long
[14:30:18] * JT-Shop2 goes back to work
[14:32:23] <Jymmm> JT-Shop2: $64
https://www.aliexpress.com/item/CNC-Mach3-USB-Handwheel-4-Axis-Pulse-50PPR-Optical-Encoder-Generator-MPG-Pendant-for-CNC-Router/32782081526.html
[14:36:39] <Jymmm> SpeedEvil: This is what I've been considering...
https://www.lowes.com/pd/Johns-Manville-ComfortTherm-R19-133-68-sq-ft-Faced-Fiberglass-Batt-Insulation-with-Sound-Barrier-23-in-W-x-93-in-L/3032472
[14:37:12] <Jymmm> SpeedEvil: I can do the whole ceiling in the garage with 4 bags
[14:53:14] <SpeedEvil> Yeah - the fun part is if you add any additional water to the space underneath - it simply percolates through that and condenses on the roof - possibly freezing
[14:56:03] <Nick-Shop> When tuning an axis, how fast should it be traveling and how much distance for a lathe?
[15:06:29] <JT-Shop2> long enough to get a trace
[15:06:50] <JT-Shop2> rapid speed for rapids, cutting speed for G1 moves
[15:10:29] <skunkworks> and long enough to get to a cruse stage
[15:11:54] <JT-Shop2> yea, accel cruse decel
[15:15:40] <MacGalempsy> wow. this soup came out a little spicier than intended....just broke into a sweat on the first bite
[15:56:14] <JT-Shop2> 40 bats of itch left on the floor...
[16:03:28] <XXCoder> itch bats
[16:18:33] <CaptHindsight> me need and want lathe, where lathe?
[16:20:02] <Deejay> gn8
[16:20:57] <XXCoder> behind you
[16:21:27] <XXCoder> you'll have to fight itch bats though ;)
[16:22:20] <andypugh> CaptHindsight: Craigslist?
[16:22:35] <CaptHindsight> http://chicago.craigslist.org/nch/tls/5970203200.html $5k 36" Swing
[16:24:50] <andypugh> 550rpm is pretty high for a machine that size. In that, you could do small stuff and not get _too_ bored.
[16:29:20] <JT-Shop2> I'd be a bit nervous standing next to a chuck that big going 550rpm
[16:29:29] <JT-Shop2> andypugh: thanks for the code
[16:30:53] <andypugh> I doubt that chuck is allowed to go 550rpm
[16:32:20] <CaptHindsight> that chuck must be 1k lbs
[16:32:50] <Tom_itx> won't fit in the back of your pickup?
[16:33:19] <Tom_itx> maybe the backplate would
[16:33:47] <andypugh> The 680mm face-plate for the Colchester Mastiff has a big “500 rpm max” on it, as the rest of the lathe is good for 1400rpm
[16:34:52] <andypugh> The same guy has a bigger lathe for sale too.
http://chicago.craigslist.org/nch/tls/5970204403.html
[16:34:55] <CaptHindsight> http://chicago.craigslist.org/nwi/tls/5971094977.html looks a bit rusty $1600
[16:35:36] <CaptHindsight> I should buy the bigger one
[16:36:24] <andypugh> Pretty sure you don’t want that Hardinge
[16:36:53] <andypugh> (Collet-only, no leadscrew, odd toolpost)
[16:39:22] <andypugh> This is probably as good as any on there:
http://chicago.craigslist.org/nwc/tls/5966791928.html
[16:40:15] <Tom_itx> wonder what they made with em
[16:46:44] <JT-Shop2> nice one
[16:48:47] <Tom_itx> nice 67�F mid winter day here...
[16:49:08] <MacGalempsy> sounds enjoyable for a walk, did you get out today?
[16:49:17] <Tom_itx> yup
[16:51:51] <skunkworks_> http://electronicsam.com/images/KandT/testing/emco/emcofollong3.png
[17:12:16] <enleth> I'm starting to miss how the Bridgeport's servos sounded with the original shitty SCR-based servo drive
[17:13:44] <enleth> they're almost completely silent with the new Copley Controls drives even at high speeds, which is kind of cool in its own way, but they had this "big powerful machine" feel to them with the original sound they made
[17:16:10] <JT-Shop2> the pile of itch bats is down to 36
[17:16:42] <enleth> I'm almost tempted to mix in a pre-recorded sample of badly chopped 50Hz on the 7i77 analog outputs to emulate that sound, with a switch somewhere to enable it
[17:20:09] <enleth> too bad I never hooked up a scope to the motor terminals with the original drive to record the waveform
[17:31:54] <skunkworks_> You're crazy.. (but i know how you feel...)
[17:34:41] <CaptHindsight> that Leblond has been up for a while too many $$ wanted
[17:43:45] <CaptHindsight> http://www.ebay.com/itm/Star-CNC-Swiss-Lathe-JNC-16-Fanuc-2T-/182404961611 $3K
[17:45:12] <CaptHindsight> http://www.ebay.com/itm/cnc-lathe-Okuma-/131992961305 $3250 or best
[17:47:34] <CaptHindsight> http://www.ebay.com/itm/Hardinge-CHNC1-CNC-Lathe-Seimans-GN-810T-Control-8-Station-Turret-Cutoff-16C-/182429878357 $2500
[17:48:59] <CaptHindsight> http://www.ebay.com/itm/CINCINNATI-MILACRON-1212U-CNC-TURNING-CENTER/142248867688 $1600 or best
[17:49:35] <CaptHindsight> http://www.ebay.com/itm/Marathon-CNC-Lathe-Model-SL-320-/252738443421 $2k
[17:53:24] <enleth> skunkworks_: but wouldn't that be, like, the most pimped out mill ever?
[17:53:42] <enleth> "see, there's even a MORE OOOMPF switch, listen!"
[17:55:14] <enleth> wait, I have a few videos with this sound recorded, running that through an FFT should give some hints on what the original drive did to produce that waveform
[18:00:39] * JT-Shop2 wonders if he has the energy to hang 2 more itch bats...
[18:01:42] <MacGalempsy> CaptHindsight: lots of nice looking projects there. which one are you going to roadtrip to?
[18:02:06] <JT-Shop2> MacGalempsy: was that some 2burn soup?
[18:02:22] <MacGalempsy> bidirectional burn
[18:02:27] <JT-Shop2> lol
[18:02:54] <MacGalempsy> all I did was add 3tsp of slap yo mama instead of 3tsp of cayanne
[18:03:15] <MacGalempsy> well, and diced tomatoes with habenjero
[18:04:25] <MacGalempsy> JT-Shop2: how is the wine fermentation going?
[18:04:37] <BeachBumPete> evening
[18:04:44] <MacGalempsy> hi BeachBumPete
[18:05:11] <BeachBumPete> Hey mac
[18:05:43] <MacGalempsy> was it a nice boat ride out to the island? (or is there a bridge?)
[18:06:08] <BeachBumPete> me?
[18:06:12] <MacGalempsy> yeah
[18:06:25] <JT-Shop2> MacGalempsy: it fired off hot and fast and has slowed down today
[18:06:36] <BeachBumPete> not sure what you mean
[18:06:47] <MacGalempsy> the other day you said you worked out on an island
[18:07:05] <JT-Shop2> probably rack it in a few days
[18:07:20] <BeachBumPete> Oh I do
[18:07:33] <BeachBumPete> I work most every day on Hutchinson Island south
[18:07:46] <MacGalempsy> i was just wondering if you get to boat to work, or if you drive
[18:07:49] <BeachBumPete> there are huge bridges going over to it across the causeways
[18:08:28] <BeachBumPete> I would kayak to work but it would be difficult to get my tablesaw,chopsaw,compressor,and numerous other tools on there ;)
[18:08:34] <JT-Shop2> https://www.youtube.com/watch?v=S2hJLa0T-Sw
[18:08:47] <MacGalempsy> ah. ok. oh you have to haul all that stuff around huh?
[18:08:59] <BeachBumPete> well yeah sorta
[18:09:16] <BeachBumPete> most of the time I bring it to a new job and it stays there until it is finished
[18:09:22] <JT-Shop2> doing carpentry work?
[18:09:25] <BeachBumPete> most of the time it is at least a week or more
[18:09:45] <BeachBumPete> I am right now doing custom cabinetry installations and trim installation
[18:09:56] <CaptHindsight> MacGalempsy: still hunting
[18:09:59] <JT-Shop2> cool, find any straight walls
[18:09:59] <BeachBumPete> I also work in their shop building custom cabinets
[18:10:08] <BeachBumPete> why hell no
[18:10:12] <JT-Shop2> lol
[18:10:36] <BeachBumPete> nothing is straight or square
[18:10:38] <JT-Shop2> when the cabinet guy came to install my cabinets he was puzzled for a while
[18:10:47] <BeachBumPete> been there heh
[18:10:55] <JT-Shop2> said he has never seen a staight wall before
[18:11:09] <CaptHindsight> MacGalempsy: looking for a something with live tooling
[18:11:18] <BeachBumPete> most of the time I have to use my laser level and lay it all out carefully before I screw the first cabinet in
[18:11:21] <MacGalempsy> i think if you were programming a lcnc cabinet machine, the wall function would require a near component
[18:11:38] <JT-Shop2> one guy asked me how I got such straight 2x4's and I said you should see the pile I sent back lol
[18:11:39] <CaptHindsight> MacGalempsy: going to build a lathe with air bearings from scratch
[18:12:04] <MacGalempsy> did you see that 4th axis build in the forum?
[18:12:22] <MacGalempsy> its in the show your stuff category, pretty cool
[18:12:33] <CaptHindsight> I'll take a peek
[18:14:27] <MacGalempsy> however, he does use a lathe to turn some of the parts
[18:14:41] <MacGalempsy> what comes first the spindle or the lathe?
[18:15:18] <andypugh> The lathe. You can make the spindle between-cntres.
[18:15:46] <andypugh> And you can start with a bit of wood and 2 nails, and improve from there.
[18:16:11] <MacGalempsy> :D
[18:16:40] <CaptHindsight> lathe on a mill
[18:17:49] <JT-Shop2> a gingerly melt some pop cans and start from that
[18:18:17] <CaptHindsight> I have to cut a shipping container in half. Should I use the plasma, oxy-propane torch or make a giant buzz saw?
[18:19:03] <BeachBumPete> plasma for sure
[18:19:06] <CaptHindsight> oh, and I need a source for granite dust by the truckload
[18:19:51] <MacGalempsy> i believe dirty sand can be considered granite dust
[18:20:03] <BeachBumPete> come down here there is sand EVERYWHERE!!
[18:20:23] <MacGalempsy> isnt florida sand carbonaceous?
[18:20:45] <CaptHindsight> or mostly silica
[18:20:55] <BeachBumPete> I dunno but its sandylicious
[18:20:59] <BeachBumPete> :)
[18:21:10] <BeachBumPete> OH and I found the BEST TIP
[18:21:15] <BeachBumPete> when you go to the beach
[18:21:22] <BeachBumPete> and your all sticky and sandy
[18:21:29] <BeachBumPete> and then you have to get in your car
[18:21:37] <BeachBumPete> bring along a bottle of baby powder
[18:21:45] <BeachBumPete> and pour it on your feet/legs
[18:21:53] <BeachBumPete> then gently rub and the sand just DROPS OFF!!
[18:22:02] <BeachBumPete> I wish I knew that years ago
[18:22:13] <BeachBumPete> would have saved a TON of car vacuuming LOL
[18:26:01] * JT-Shop2 calls it a night with 32 itch bats left to hang
[18:29:28] <BeachBumPete> was it something I said ;)
[18:33:54] <MacGalempsy> the whole baby powedering thing must not have been manly enough :)
[18:35:08] <BeachBumPete> fer sure but hey man whatever works
[18:35:25] <MacGalempsy> I can respect keeping a ride clean
[18:35:30] <BeachBumPete> I am secure enough in mine to use it ;)
[18:40:15] <CaptHindsight> only 50 more boxes to unpack and 10 machines to hook up and I'm back in business
https://imagebin.ca/v/3A2emjW5WEVN
[18:49:39] <CaptHindsight> https://greelysand.com/shop/decorative-stone-river-rock/red-granite-dust/ would like the next size smaller than this
[18:50:45] <CaptHindsight> MacGalempsy: are there any granite beaches in the USA?
[18:53:31] <CaptHindsight> what percentage of commonly available granite dust is radioactive?
[18:54:20] <MacGalempsy> sure there are
[18:54:50] <MacGalempsy> it depends on the maturity of the area. like older areas, where the sand has been reworked several times will have less micas
[18:55:47] <MacGalempsy> because the micas turn to clay, and the small particle size requires less energy to take them out of the system
[18:56:53] <CaptHindsight> hmm, how long to fill a trailer with granite dust using a shovel by hand?
[18:57:05] <MacGalempsy> why do you specifically need granite?
[18:57:27] <CaptHindsight> granite is about 50-70% of the mix
[18:57:45] <CaptHindsight> granite and quartz dust
[18:58:20] <CaptHindsight> it ends up having the best dampening for machine bases
[18:58:46] <MacGalempsy> ah, so you are looking for the feldsapar and clay content that allows you to pack it
[19:00:08] <CaptHindsight> yes, it's <10% binder/resin
[19:00:58] <CaptHindsight> other rocks might work as well but they haven't been tested
[19:01:18] <CaptHindsight> another side project
[19:02:11] <MacGalempsy> usually granite is not used for sediments, as you can see here granite mearly is a category of the ratio of checmicals
https://oyadevblog.files.wordpress.com/2011/04/720px-streckeisen_for_intrusive_quartz_igneous_rocks-svg.png
[19:02:46] <MacGalempsy> however, if you are looking for those particular mixes, I would think you could mix playsand with fireclay
[19:03:54] <CaptHindsight> playsand is maybe 10-20%, it's too small for more %
[19:04:28] <MacGalempsy> playsand is generally pure quartz, so it wont have the firm packing that you want
[19:04:45] <MacGalempsy> if you could find kaolin around your area, that would work well, too
[19:05:41] <CaptHindsight> you need some large particles as well 1-4mm avg dia
[19:05:42] <MacGalempsy> we could look at some geologic maps of your area, and see what you may be able to come up with
[19:05:59] <CaptHindsight> Chicago is mostly limestone
[19:06:21] <CaptHindsight> topped with clay and soil
[19:06:36] <CaptHindsight> some areas have glacial deposits
[19:07:00] <Duc> finally closed on the new house with the shop
[19:07:01] <CaptHindsight> I'm right next to a gravel quarry
[19:07:04] <MacGalempsy> glacial is usually not sorted too well by size
[19:07:34] <CaptHindsight> works good for ready mix
[19:08:11] <MacGalempsy> along the mississippi river you should be able to find some well sorted stuff
[19:08:29] <MacGalempsy> are you talking like a pickup truck load, or a dump load?
[19:09:10] <CaptHindsight> 10 cubic yards
[19:09:53] <CaptHindsight> I found some a bit on the big size for ~$100/cubic yard
[19:10:00] <CaptHindsight> but it tends to be wet
[19:11:14] <MacGalempsy> wow
[19:11:25] <MacGalempsy> I didnt know sand was so $$$
[19:11:42] <MacGalempsy> but it sounds like where you are, it would have to be brought in from elsewhere
[19:14:14] <CaptHindsight> heh, if you buy it by the bag it's like 5-10x more
[19:14:23] <MacGalempsy> https://pubs.usgs.gov/imap/1420nk16/plate-1.pdf
[19:14:45] <MacGalempsy> that is a sediment map of the chicago area
[19:15:26] <MacGalempsy> the descriptions on the right list the characteristics of the seds
[19:15:36] <MacGalempsy> nix everything that says Till
[19:16:05] <MacGalempsy> Alluvium is usually pretty good
[19:16:39] <MacGalempsy> Colluvium can sometimes be good, but not as well sorted
[19:16:42] <CaptHindsight> I'm in till country :)
[19:17:05] <MacGalempsy> sometimes you got to go to the rock because the rocks will not come to you for free
[19:17:29] <MacGalempsy> looks like some dune sands there, those are usually pretty good
[19:17:39] <CaptHindsight> oh, but I'm just on the edge of Alluvium
[19:17:47] <MacGalempsy> but a higher percentage of qtz
[19:17:57] <MacGalempsy> it sounds like you want some clay
[19:18:12] <CaptHindsight> yeah, rocks tend to be stubborn or deaf
[19:18:27] <MacGalempsy> usually its just sexstone
[19:18:43] <MacGalempsy> also know as Another F*cking Rock
[19:20:29] <CaptHindsight> they filled in a few quarries with water here and call them recreation centers
[19:20:35] <MacGalempsy> if you see a pile of the stuff you like, why dont you magnum pi style it and follow the delivery truck back to where they get it?
[19:20:57] <CaptHindsight> I'll have to stop by the ready mix guys and see what they have
[19:21:23] <MacGalempsy> how long would it take you to drive to St. Louis?
[19:21:25] <CaptHindsight> they have open pits several acres
[19:21:54] <CaptHindsight> I forget if it's 5 or 8 hours
[19:22:04] <CaptHindsight> somewhere in there
[19:22:17] <MacGalempsy> 10cu yds is pretty heavy. not sure what it takes to move that weight
[19:22:43] <CaptHindsight> thats the standard size semi trailer full
[19:22:48] <CaptHindsight> 10-11 yards
[19:23:28] <CaptHindsight> if it's local it's like $300 for a full load dumped on your lot
[19:23:28] <MacGalempsy> can you find an abandoned factory and just take it from there a little at a time?
[19:23:34] <CaptHindsight> heh
[19:23:51] <MacGalempsy> pay some highschool punks
[19:25:31] <CaptHindsight> Red Degenerate
[19:25:48] <CaptHindsight> http://www.lurveys.com/bulk-materials
[19:26:12] <CaptHindsight> http://www.lurveys.com/red-degenerate
[19:26:30] <CaptHindsight> http://www.lurveys.com/meramec-small
[19:26:59] <MacGalempsy> That reminds me of an Arkosic Sandstone
[19:27:21] <MacGalempsy> the red-degenerate
[19:27:36] <MacGalempsy> poorly sorted, med-course grain
[19:28:01] <MacGalempsy> the kind of stuff our school put in the playground as kids and we all got scabbed up
[19:29:06] <CaptHindsight> hides the blood
[19:29:16] <MacGalempsy> lol
[19:29:40] <CaptHindsight> it felt too soft
[19:29:55] <CaptHindsight> so sandstone is probably correct
[19:30:06] <CaptHindsight> also waterlogged
[19:30:49] <MacGalempsy> what did you think about the meramec-small?
[19:30:59] <MacGalempsy> that looks like it would pack a little better
[19:31:45] <CaptHindsight> https://www.kafkagranite.com/pathway-materials/standard-pathway-mix-2
[19:31:56] <CaptHindsight> they were out when I checked
[19:32:36] <CaptHindsight> xmas time, they tend to get low stock in the fall and nobody does much landscape work this time of the year
[19:32:48] <MacGalempsy> I better not see you on the news, for robbing Chicago playgrounds and parks
[19:32:57] <CaptHindsight> https://www.kafkagranite.com/pathway-materials/standard-pathway-mix-2
[19:33:27] <CaptHindsight> bring a baggy, visit 10 parks a day
[19:34:06] <MacGalempsy> thats what I was thinking. borrow a few of the neighbor kids to make it look legit
[19:34:19] <CaptHindsight> <1/2" is easy to find, it's the 1/8 - 1/16" that is hard to find here
[19:34:58] <CaptHindsight> hey kids, fill these bags with sand and I'll pay yah $5
[19:35:34] <MacGalempsy> haha. too much.
[19:35:47] <MacGalempsy> promise them a trip to the movies when its all over
[19:35:51] <MacGalempsy> then skip out
[19:35:57] <CaptHindsight> http://bensonstone.com/wp-content/uploads/2014/05/gravel-spar-dust-granite-1.jpg
[19:36:52] <CaptHindsight> oh sure, old man hanging out at playgrounds making deals with kids for $ and prizes, what could go wrong :)
[19:37:40] <MacGalempsy> maybe a little government registration?
[19:39:37] <CaptHindsight> https://www.google.com/maps/place/Granite+City,+IL
[19:39:39] <MacGalempsy> perhaps you could work a trade with one of the local sand companies for a cool CNC sign
[19:40:22] <MacGalempsy> if I was prospecting for it, I would look along the river
[19:40:37] <MacGalempsy> those giant point bars
[19:40:59] <MacGalempsy> right in the conservation area, you know no one else has gotten there yet
[19:41:00] <CaptHindsight> I'd have to rent a front loader and a trailer
[19:47:28] <skunkworks_> proof of concept..??
[19:47:41] <skunkworks_> http://electronicsam.com/images/matsuura/20170124_182226.jpg
[19:48:48] <CaptHindsight> I'm seeing Matsuura 500's all over ebay
[19:51:19] <skunkworks_> dad was too...
[19:51:26] <MacGalempsy> CaptHindsight: it seems like a barder of services, or nefarious activies are the only way you are going to save $$$
[19:51:35] <CaptHindsight> skunkworks_: whatcha doin to yours?
[19:52:05] <skunkworks_> there was one that went for < $1000 with pallets near st paul
[19:52:15] <CaptHindsight> MacGalempsy: $1k per truckload is fine, if I can find it
[19:52:32] <skunkworks_> CaptHindsight, random projects :)
[19:52:48] <MacGalempsy> even if you have to rent a loader and a truck, it may not be that much cheaper
[19:53:15] <CaptHindsight> $1k per load delivered is cheaper
[19:53:49] <CaptHindsight> MacGalempsy: if it's from public land, how does one get legal access to just take it?
[19:54:09] <CaptHindsight> say I find a nice open spot near a river
[19:55:05] <CaptHindsight> ask your congressperson for mineral rights access?
[19:55:07] <MacGalempsy> no idea, you would have to ask
[19:55:33] <MacGalempsy> if it was BLM, then it could be done low profile
[19:55:35] <CaptHindsight> or does that only apply to oil and gas
[19:55:48] <MacGalempsy> mineral rights typically refers to O&G
[19:55:57] <CaptHindsight> officer, we are taking the beach out to get cleaned
[19:56:16] <MacGalempsy> in urban areas, they are usually pretty strict about that kind of stuff
[19:57:20] <CaptHindsight> I would be happy to replace it with the pollution of their choice
[19:57:44] <MacGalempsy> haha. on that note, it may already be polluted and you dont want the VOCs in your shop
[19:57:46] <CaptHindsight> maybe thats just for O&G as well
[19:58:43] <MacGalempsy> maybe you can find someone around those point bar areas grading or digging a pool?
[20:13:23] <MacGalempsy> well, the wife is calling for me to turn off the computer for the night. i'll catch yall tomorrow.
[20:22:46] <rue_shop3> could someone suggest a feed rate for a 1/8" carbide bit on aluminum plate at 4700 rpm?
[20:23:02] <rue_shop3> gut feelings make a acceptable answer
[20:23:20] <roycroft> i don't know if there are any calculator geeks here, but i just scored pretty well
[20:23:42] <roycroft> i got two hp 48s for $10 each, plus a 15% discount, so $8.50 each
[20:24:24] <roycroft> i don't need anything so powerful for my application, but all i have in my shops are newer hps that are algebraic, and i find those much more tedious to use than rpn
[20:24:25] <CaptHindsight> I stopped collecting them 30 years ago
[20:24:57] <roycroft> but since i have these nice calculators now, i bet i can write a feeds and speeds program for the one that will live by my mill and lathe
[20:25:07] <BeachBumPete> rue_shop3 Not enough info man are you full slot? profile? Depth of cut?
[20:25:13] <roycroft> so i won't have to go on irc and ask :P
[20:25:35] <roycroft> i don't
[20:25:39] <CaptHindsight> asking is more imho
[20:25:43] <roycroft> "collect" calculators, capthindsight
[20:25:44] <CaptHindsight> fun
[20:25:49] <roycroft> i only buy users
[20:26:07] <roycroft> i use a 32sii as my daily calculator
[20:26:16] <rue_shop3> profiling out a peice from plate
[20:26:18] <roycroft> i rarely need a graphing one
[20:26:25] <CaptHindsight> kclac here
[20:26:44] <CaptHindsight> kcalc even
[20:26:52] <rue_shop3> I dont find the online calculators come up with reasonable numbers, usually too close to the limits of the bit
[20:27:03] <rue_shop3> BeachBumPete,
[20:27:27] <CaptHindsight> rue_shop3: are they posted by tools distributors? :)
[20:27:37] <CaptHindsight> tools/tooling
[20:28:10] <rue_shop3> not when its made for wood
[20:28:50] <rue_shop3> I'm using a 0.25mm depth/cut and feeding at 15mm/min
[20:29:04] <rue_shop3> its a $30 bit and I dont want to break it
[20:29:18] <rue_shop3> straight ended 1/8 mill
[20:38:40] <roycroft> rue_shop3: calculate what you think the feed rate should be, then dial that back quite a bit and experiment
[20:48:35] <rue_shop3> no, the carbide wood bit I'm using on aluminum does not have posted data with it
[20:48:58] <rue_shop3> I was looking for ballpark numbers
[20:49:32] <rue_shop3> something less conservitive than 0.25mm x 15mm/min x 4800rpm
[20:49:37] <rue_shop3> 2 flue cutter
[20:50:27] <rue_shop3> I could push it, if it was ok to break it and put in another one, but they cost $30ea and it'd take 2 weeks for anyone to get me another one
[20:50:35] <BeachBumPete> .0002 per flute no more than .0005
[20:50:44] <BeachBumPete> how many flutes?
[20:50:47] <rue_shop3> 2
[20:51:46] <BeachBumPete> 4700*2*.0003?
[20:51:48] <gregcnc> why does a plain 1/8 cutter cost $30?
[20:51:49] <rue_shop3> aren't I at .0015 now?
[20:52:02] <BeachBumPete> somewhere around 3 ipm
[20:52:03] <rue_shop3> solid carbide
[20:52:25] <gregcnc> link?
[20:53:03] <rue_shop3> working...
[20:53:40] <gregcnc> what kind of aluminum are you cutting
[20:53:56] <rue_shop3> marine grade plate
[20:54:32] <gregcnc> 5052 H32?
[20:55:21] <rue_shop3> :/ nothing left on it
[20:55:30] <rue_shop3> http://www.freudtools.com/products/product/04-100
[20:55:32] <rue_shop3> oh hello
[20:55:33] <sync_> rue_shop3: that sounds really slow and really shallow
[20:56:19] <rue_shop3> I'm using a step depth of 0.25mm and 15mm/min at 4700rpm
[20:56:59] <rue_shop3> thats the bit
[20:57:17] <gregcnc> I can't see how that's breaking in the cut
[20:57:32] <rue_shop3> .. slow plunge? :)
[20:57:43] <gregcnc> drilling?
[20:58:00] <gregcnc> yeah don't drill with that
[20:58:02] <rue_shop3> milling out profiles
[20:58:10] <sync_> use a helix to plunge, that ones does not cut over the center
[20:58:13] <rue_shop3> I plunge really slow
[20:58:19] <rue_shop3> yea
[20:58:27] <sync_> but I'd un at least 1mm doc and 100mm/min
[20:58:32] <sync_> ~run
[20:59:01] <rue_shop3> oh, so I'm waaaaaay into the conservitive zone..
[20:59:10] <sync_> you are killing your bit
[20:59:13] <rue_shop3> even with 4700 rpm?
[20:59:19] <rue_shop3> via wear?
[20:59:26] <sync_> it rubs
[20:59:35] <gregcnc> you're smearingthe alumunum rather than cutting it
[20:59:38] <rue_shop3> yar
[20:59:40] <rue_shop3> ok
[20:59:48] <rue_shop3> see? thats why I'm asking
[21:00:15] <sync_> just get some cheap 2 flute carbide cutters that are acutally made for cutting metals
[21:00:16] <rue_shop3> so, if I bring it up to even 50mm/min, its in no danger
[21:00:20] <gregcnc> do you see any chips forming?
[21:00:25] <sync_> the straight flutes are not ideal
[21:00:27] <rue_shop3> I cant just go out any buy things here
[21:00:37] <rue_shop3> and the postal system is currently backlogged 2 months
[21:00:46] <gregcnc> holy dang
[21:00:53] <sync_> you must have industrial suppliers
[21:00:54] <rue_shop3> yea, 3mm long wires about 0.25 dia
[21:00:57] <rue_shop3> no
[21:00:59] <rue_shop3> not here
[21:01:20] <rue_shop3> so the building supplies stores stock is whats available
[21:01:23] <rue_shop3> its carbide :)
[21:02:14] <rue_shop3> I'll speed it up and run it deeper
[21:02:22] <rue_shop3> thanks!
[21:02:45] <BeachBumPete> agree
[21:02:47] <rue_shop3> (unless my bit breaks in which case I'll never beleive anything I read on the internet ever again)
[21:02:51] <rue_shop3> :)
[21:03:06] <roycroft> rue_shop3: a bit of advice pertinent to your situation
[21:03:08] <gregcnc> pay attention to ramp angle
[21:03:12] <roycroft> don't ever buy one of a critical item
[21:03:18] <roycroft> buy what you need and a spare
[21:03:50] <roycroft> even if everything was dialed in perfectly, and you had years of experience with that cutter
[21:03:53] <gregcnc> roycroft that's work unitl you're using the last one and you haven't restocked the ones you broke
[21:03:57] <roycroft> you could buy one and it could explode
[21:04:10] <roycroft> i've gotten good about restocking
[21:04:23] <roycroft> it's taken me decades to develop the discipline to do so
[21:05:16] <roycroft> and lots of crutches
[21:05:48] <roycroft> like, when i open the last box of something, i pile the just-emptied box in front of my front door, so i have to move it to open the door
[21:05:55] <roycroft> that's a good reminder to restock
[21:06:10] <sync_> rue_shop3: that sounds strange, if you are not living at the poles it must be possible to get tooling within a week, or even overnight
[21:06:45] <roycroft> you can run the tool underspeed and underfed, and you'll see the results
[21:06:58] <roycroft> you can dial up the speed and feed rate from there until it runs well
[21:07:03] <rue_shop3> western canada
[21:07:06] <roycroft> and you can almost always tell when you're pushing it too hard
[21:07:12] <rue_shop3> you see, everything close is in eastern canada
[21:07:17] <rue_shop3> or china
[21:07:18] <roycroft> canada post ar indeed, slow
[21:07:20] <roycroft> are
[21:07:32] <rue_shop3> I just got soemthing today I ordered 2 months ago
[21:07:34] <roycroft> but ups still do stuff quickly in canada
[21:07:41] <rue_shop3> I have some 1.5mm milling bits comming
[21:07:54] <rue_shop3> ... for about 2 months now...
[21:07:58] <roycroft> i know folks who, when they need to mail something across canada quickly, pop down to the states to mail it to another border town in the states
[21:08:08] <rue_shop3> yup
[21:08:14] <rue_shop3> I know several
[21:08:38] <roycroft> theo deraadt used to drive down from calgary to montana to mail out openbsd dvds
[21:08:54] <roycroft> before he partnered with a computer store right on the border to do it for him
[21:15:52] <Tom_itx> rue_shop3 gettin ready to make more holders ehh?
[21:19:12] <rue_shop3> we will see I'v just attached the first stepper to the new cnc
[21:19:26] <Tom_itx> see garf
[21:19:39] <rue_shop3> one more axis is easy, the last axis is complex as far as motor bracket goes
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}