Back
[00:31:29] <pink_vampire> hi
[00:32:16] <pfred1> hey
[00:32:31] <XXCoder> hey pink
[00:32:35] <XXCoder> hows things
[00:33:04] <pink_vampire> pfred1: it was you with the cnc in parts?
[00:33:31] <pfred1> I don't follow you
[00:33:46] <pfred1> what do you mean?
[00:34:00] * pfred1 is going to need a few more clues
[00:34:11] <MacGalempsy> anyone else run a virtual box version of lcnc?
[00:34:32] <pfred1> MacGalempsy I don't even know what you're on about so no
[00:35:09] <MacGalempsy> ?
[00:35:41] <pink_vampire> it was a guy here that got a cnc engraver for cutting enclosure and stuff like that but he never assemble the cnc engraver , it was you?
[00:35:56] <MacGalempsy> pfred1: no idea what that incomplete sentence means.
[00:36:50] <MacGalempsy> to clarify what I am asking... Does anyone run linuxcnc on an oracle virtualbox?
[00:37:58] <XXCoder> MacGalempsy: does not sound like good idea, expecially if running physical cnc machine.
[00:37:58] <pink_vampire> his nick was "Polymorphism"
[00:38:51] <MacGalempsy> XXCoder: it is only for the purpose of simulation from the office. im trying to get the xml stuff layed out so I dont have to stand in the cold shop when doinking around
[00:39:27] <pink_vampire> you can do it without much of a problem
[00:39:42] <MacGalempsy> the problem comes when I shut down the machine, then all the work is lost. I cannot figure out how to recover it. luckily everything is on a backup thumbdrive
[00:39:42] <pink_vampire> it will be slow
[00:40:18] <pink_vampire> i think it will be better to install it on regular kernel , and not the RT one
[00:40:22] <pink_vampire> MacGalempsy:
[00:40:47] <XXCoder> MacGalempsy: good idea, though weird that it does not preserve modified files on its virtual hard drive?
[00:41:21] <XXCoder> 58f in my room yay coat time :P
[00:41:59] <pink_vampire> MacGalempsy: actually i want to do it now also,
[00:42:40] <MacGalempsy> lol. ok. after rebooting it, I was running it as a live drive.
[00:42:49] <MacGalempsy> ...mert
[00:43:00] <MacGalempsy> carajo.
[00:43:19] <XXCoder> pink_vampire: just dont run a real machine with vbox linuxcnc
[00:43:33] <pink_vampire> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?EMC2RunningInsideVirtualbox
[00:43:45] <MacGalempsy> no way. the jitter is like 3million
[00:44:10] <XXCoder> "You will get complains about a realtime delay, which is to be expected inside a vm, so that can be ignored. "
[00:44:49] <MacGalempsy> the other thing to note is that it is impossible to do simulate the mesa card in the vbox environment
[00:45:29] <MacGalempsy> so one can write the code in there, but then it still needs to be transfered to the cnc computer to test it
[00:46:02] <MacGalempsy> pink_vampire: i only do it because my workstation is a windows machine
[00:46:25] <pink_vampire> same here
[00:47:38] <MacGalempsy> basically download the iso and vbox. then make the settings to the iso. now the problem is when trying to do the install, it cannot find a HDD while loading
[00:47:41] <MacGalempsy> hmmm
[00:48:45] <XXCoder> did you make virtual hd when creating virtual computer?
[00:49:12] <MacGalempsy> guess not. time to delete and setup again
[00:54:03] <pfred1> my machine upgrade is all done now so I have post project depression
[00:54:41] <MacGalempsy> there are a lot of needs in the forums!
[00:55:00] <XXCoder> still need to finish my 3d printer induction sensor upgrade
[00:55:03] <XXCoder> its pretty close
[00:55:13] <XXCoder> just tricky to place sensor correctly
[00:55:24] <pfred1> XXCoder I thought about making a 3D printer but it's too soon to take that on
[00:55:55] <XXCoder> you apparently can make it on your mill machine, pink certainly did
[00:56:05] <XXCoder> little bit of cheat though, manual control heat
[00:56:20] <MacGalempsy> after building 2 from scratch. it is a lot easier to buy one and retrofit than to start from scratch
[00:56:52] <pfred1> there are some pretty cheap ones now a days
[00:57:18] <XXCoder> yeah
[00:57:20] <MacGalempsy> yeah. the one JT got is probably the way to go.
[00:57:44] <pfred1> what did they get?
[00:57:46] <MacGalempsy> usually it seems just making a few extra brackets on the cnc is all that is necessary
[00:57:59] <MacGalempsy> let me scroll back and see if I can find his link
[00:59:19] <XXCoder> dammit anything usefyl on amazon for $3.14 or slightly more? lol
[00:59:33] <pfred1> probably
[01:00:27] <MacGalempsy> https://www.aliexpress.com/item/Full-Metal-Frame-3D-Printer-Professional-3d-Color-Printer-with-8GB-SD-Card-LCD-One-Roll/32705186296.html?spm=2114.13010608.0.0.3Rg6aw
[01:00:39] <MacGalempsy> you cannot beat that price
[01:00:52] <MacGalempsy> even if you have to do a few upgrades
[01:01:08] <pfred1> I just got a collet set cheaper at banggood than I could find on ali
[01:01:26] <XXCoder> just throw away that chinese platic reel
[01:01:39] <pfred1> let's see what 3D printers banggood has
[01:01:55] <MacGalempsy> isnt that an escort service?
[01:02:03] <XXCoder> lol
[01:03:55] <pfred1> they might not sell whole printers
[01:04:00] <MacGalempsy> if you are going to buy chinese stuff, better get it before the 21st
[01:04:12] <MacGalempsy> because the price should go up by about 45%
[01:04:27] <pfred1> wooo
http://www.banggood.com/Women-Pussycat-Printing-3D-Underwear-Sexy-Lace-Hollow-Mid-Waist-Panties-Briefs-p-1020681.html?rmmds=search
[01:04:37] <pfred1> hello kitty!
[01:04:45] <MacGalempsy> time to feed the kitty
[01:05:32] <pfred1> I was wrong they do sell whole printers
[01:05:43] <MacGalempsy> http://www.banggood.com/search/face-mill.html
[01:05:45] <XXCoder> pussy cat lol
[01:07:04] <MacGalempsy> i cannot believe how cheap some of this stuff is
[01:07:21] <MacGalempsy> (meaning $$$) but quality is unknown
[01:07:28] <pfred1> yeah 45% ain't gonna make crap great
[01:07:36] <XXCoder> http://www.banggood.com/ER11-Chuck-CNC-500W-Spindle-Motor-with-52mm-Clamps-and-Power-Supply-Speed-Governor-p-1027937.html?rmmds=search
[01:07:46] <XXCoder> ehh only one, but deal isnt that much better
[01:07:55] <XXCoder> expecially since it dont seem to be pwm type
[01:07:56] <pfred1> I actually got my 500W kit for cheaper than banggood got them
[01:08:11] <pfred1> I paid like $80 for it
[01:08:19] <pfred1> on 11 11
[01:09:18] <XXCoder> 11 11?
[01:09:36] <pfred1> yeah Chinese are crazy about numerology
[01:10:02] <pfred1> so they think dates like 11 11 have special significance
[01:10:13] <pfred1> then they run huge discount sales!
[01:10:58] <XXCoder> ahh
[01:11:04] <XXCoder> you have 52mm spindle?
[01:11:13] <XXCoder> and is it pwm?
[01:11:13] <pfred1> yeah the 500W one
[01:11:17] <MacGalempsy> lol. this promotion ends the day Trump is inagurated
[01:11:25] <MacGalempsy> http://www.banggood.com/Ciclop-DIY-3D-Scanner-Open-Source-Desktop-Basic-3D-Scanner-Kit-For-3D-Printer-p-1103975.html?rmmds=search
[01:11:26] <pfred1> there's a potentiometer to turn the speed up and down
[01:11:37] <XXCoder> I want linuxcnc to control it
[01:11:39] <XXCoder> and have feedback
[01:11:40] <pfred1> though to be honest it is kind of slow even at top speed
[01:11:52] <pfred1> 12,500 RPM?
[01:12:03] <XXCoder> 3k to 12k is common yeah
[01:12:09] <pfred1> quiet though
[01:12:39] <pfred1> frankly I don't see much use in running it any slower
[01:12:41] <roycroft> i don't think the huge tariffs will be imposed on the 21st
[01:12:51] <XXCoder> cut any alum?
[01:12:56] <pfred1> I wish it went faster in fact
[01:13:07] <pfred1> oh i don't think it could do much to aluminum
[01:13:10] <roycroft> once they get trump his "how world markets work" coloring book he'll figure out that things are not as simple as he thinks they are
[01:13:35] <pfred1> you can run darbide on aluminum at ludicrous speeds anyways
[01:13:38] <XXCoder> roycroft: hes more likely busy trying to kill aca ss and medicare
[01:13:39] <pfred1> carbide even
[01:14:14] <pfred1> build the wall!
[01:14:18] <MacGalempsy> aca is the #1 target. I cant wait to see all the freeloaders start to crap their pants
[01:14:50] <roycroft> the aca has been a disaster
[01:14:55] <roycroft> getting rid of it would be more of a disater
[01:14:58] <roycroft> disaster
[01:15:09] <XXCoder> roycroft: its not only target, medicare will be gone too
[01:15:19] <roycroft> medicare will not be gone
[01:15:23] <XXCoder> they said so
[01:15:25] <MacGalempsy> there are a few good parts, but it just cost so much to insure only 5% of the country
[01:15:32] <roycroft> that's been the wet dream for 40 years
[01:15:36] <roycroft> it's never come cven close
[01:15:45] <roycroft> even
[01:16:03] <roycroft> we'll get a single payer system some day
[01:16:03] <MacGalempsy> it was just another way to redistribute wealth
[01:16:07] <roycroft> and then things will work
[01:16:17] <XXCoder> MacGalempsy: they will replace aca with insurance so washed down that 99% will be denied due to previous conditions
[01:16:21] <MacGalempsy> it doesnt work in europe, how do you think it will work here?
[01:16:32] <roycroft> it works brilliantly all over the world
[01:16:40] <XXCoder> mac what makes you think it doesnt
[01:17:05] <MacGalempsy> huge waiting lists which basically prioritize death
[01:17:31] <roycroft> yes, the huge waiting lists that don't exist
[01:17:37] <roycroft> the death panels that don't exist
[01:17:42] <XXCoder> faux news
[01:17:49] <pfred1> armies that don't exist
[01:18:15] <roycroft> truthiness is all that matters to some
[01:18:30] <pfred1> what's the world goign to do when the USA sends them the bill for police work?
[01:19:39] <roycroft> so does anyone have a recommended vendor for nema 23 stepper motors?
[01:19:54] <roycroft> there are like 8 million people selling them on ebay
[01:20:32] <roycroft> i'd like some that are reasonably priced, have a fair chance of working reliably, and don't take 18 months to deliver by slow boat
[01:20:33] <pfred1> decent stepper motors are hard to come by
[01:20:45] <XXCoder> 2 of induction probe sensors for $3.75. slightly tempted to buy for cnc router
[01:20:50] <XXCoder> it detects alum just fine
[01:20:53] <pfred1> at least for a nice price
[01:21:24] <pfred1> I lucked out and got some surplus
[01:21:38] <pfred1> $13 a piece
[01:21:47] <pfred1> lin engineering
[01:22:21] <MacGalempsy_> http://www.dailymail.co.uk/news/article-1371861/NHS-director-dies-operation-cancelled-times-hospital.html
[01:22:36] <pfred1> roycroft see if you can find an office equipment leasing company by you
[01:22:55] * roycroft is not interested in anecdotes
[01:23:07] <pfred1> then go there and see if they got any big old copiers in th bak they're scrapping
[01:23:16] <XXCoder> daily mail is uk version of equirer
[01:23:54] <MacGalempsy_> they break a lot of stories, too.
[01:23:58] <roycroft> our incoming president bases his policies on anecdotes
[01:24:19] <roycroft> that's one of the reasons i'm concerned about him
[01:24:28] <pfred1> did the last President's policies matter that much?
[01:24:30] <XXCoder> lots of bullshit generated yeah
[01:25:05] <pfred1> hope and change
[01:25:32] <XXCoder> pfred1: he broke record on job generation
[01:25:45] <XXCoder> solid 7 years of job generation
[01:25:47] <MacGalempsy_> part time jobs that is
[01:25:53] <XXCoder> nah
[01:25:58] <pfred1> XXCoder yeah what kind of jobs?
[01:26:20] <pfred1> we should scale them government do nothing jobs back
[01:26:34] <XXCoder> what do nothing jobs?
[01:26:46] <pfred1> the ones the last President made
[01:26:53] <XXCoder> my bro works for goverment hes massively overworked
[01:27:08] <Wolf_> paid protesters and rioters?
[01:27:08] <XXCoder> pay is less than half industry standard
[01:27:18] <XXCoder> Wolf_: what?
[01:27:23] <MacGalempsy_> Wolf_: lol
[01:27:25] <pfred1> yeah but when he retires he'
[01:27:28] <Wolf_> jobs created :P
[01:27:30] <pfred1> yeah but when he retires he'll have a huge pension
[01:27:50] <roycroft> what about the stuff from cnc2pc.com?
[01:28:01] <roycroft> er
[01:28:04] <roycroft> cnc4pc.com
[01:28:06] <pfred1> I know an asshat that worked for the IRS he makes more money now than when he worked
[01:28:20] <XXCoder> $400,000 a year plus $50,000 a year expenses
[01:28:55] <roycroft> the president will make a lot more money writing and on the lecture circuit than his pension will be
[01:29:03] <XXCoder> income - the pension is $192,600 a year no expenses
[01:29:22] <roycroft> and given the crap that he's had to put up with for eight years he deserves double his pension :)
[01:29:26] <MacGalempsy_> http://www.huffingtonpost.com/2013/08/21/part-time-job-creation_n_3788365.html
[01:29:28] <pfred1> roycroft I think i looked at motors on that site
[01:29:37] <MacGalempsy_> even the huffington post realizes the truth
[01:29:51] <MacGalempsy_> that was just 2013
[01:30:06] <XXCoder> roy even low end ceos make much more money than president does
[01:30:13] <roycroft> yes
[01:30:15] <XXCoder> book deals and all included
[01:30:26] <pfred1> XXCoder maybe CEOs make too much?
[01:30:38] <XXCoder> did you know income was capped at president income? nobody could earn more
[01:31:05] <XXCoder> pfred1: well Im not concerned with 30 50 times, but 2,000 times yes
[01:31:08] <roycroft> the city of portland, oregon enacted an ordinance that went into effect today
[01:31:28] <roycroft> companies whose ceo makes more than 100x the median salary in the rest of the company have to pay an extra tax
[01:31:41] <pfred1> roycroft the poor things
[01:31:43] <XXCoder> pfred1: its so damn bad that ceo pee time at work (assuming 4 minute pee times, 4 times a day) would net him more pay than guy cleaning it.
[01:31:51] <MacGalempsy_> what a stupid move becaues those CEOs will be moving the companies soon
[01:31:53] <XXCoder> twice as much
[01:32:11] <XXCoder> roycroft: interesting
[01:32:17] <XXCoder> lets see how it goes.
[01:32:19] <pfred1> yeah they'll just hide the mony they make
[01:32:29] <MacGalempsy_> deferred comp
[01:32:56] <pfred1> but 40 years ago CEOs didn't make what htey make today
[01:33:12] <MacGalempsy_> i do think the golden parachutes need to stop
[01:33:29] <roycroft> it looks like nema 23 steppers max out at around 400oz/in
[01:33:41] <MacGalempsy_> look what happened in France when they tried to do a similar tax. all the rich people moved out
[01:33:45] <pfred1> roycroft torque isn't everything
[01:34:02] <roycroft> folks seem to use ~400 oz/in steppers for x and y on my mill, and ~700 oz/in for z
[01:34:03] <pfred1> well it is but RPM is nice too
[01:34:21] <roycroft> torque is necessary to move the thing though
[01:34:23] <MacGalempsy_> its late. gn8 folks.
[01:34:37] <roycroft> the motor has to be powerful enough to move it
[01:34:58] <XXCoder> nema34s?
[01:35:06] <roycroft> for z i might do that
[01:35:16] <roycroft> nema 23 would be nice for x and y because it's more compact
[01:35:22] <roycroft> and i don't mind mixing 23 and 34
[01:35:24] <pfred1> you building a really big gantry machine?
[01:35:28] <roycroft> no
[01:35:33] <roycroft> i'm converting a mill-drill
[01:35:38] <pfred1> ah
[01:35:54] <pfred1> what size?
[01:35:57] <roycroft> x3
[01:36:03] <pfred1> a sieg X3 or bigger?
[01:36:05] <pfred1> yeah
[01:36:26] <roycroft> i've had it for years
[01:36:27] <pfred1> you can probably run one of those with about 300 oz/in
[01:36:35] <roycroft> i was going to keep it manual and get a bigger mill to cnc
[01:36:38] <pfred1> you're doign the lead screws right?
[01:36:47] <roycroft> but that's not happening, at least for a while
[01:36:51] <roycroft> so i'll convert what i have
[01:37:00] <roycroft> yes, i'll be probably getting rolled ball screws
[01:37:03] <pfred1> you changing the leads to ball screws?
[01:37:13] <XXCoder> geez
[01:37:15] <pfred1> yeah that makes a big difference
[01:37:18] <XXCoder> amazon asked me if I have kids
[01:37:35] <XXCoder> almost made kid called Fuck you Amazon
[01:37:44] <XXCoder> but I dont want suggestions
[01:37:46] <roycroft> i have the computer for it now
[01:37:58] <roycroft> i'm going to build the electronics first
[01:38:06] <roycroft> and test that i can control the motors, etc.
[01:38:11] <roycroft> and build the control panel
[01:38:14] <pfred1> shouldn't be a problem
[01:38:26] <roycroft> then when that's all done i can swap out the screws, slap the motors on, and go
[01:38:40] <roycroft> i know a lot of folks do the screws first
[01:38:46] <roycroft> but i use the mill frequently
[01:38:55] <roycroft> i don't want it down for most of the build
[01:39:12] <pfred1> yeah once you do the screws you won't be able ot use the machine manually anymore
[01:39:19] <roycroft> right
[01:39:20] <roycroft> so they're last
[01:39:36] <pfred1> unless you lock the table and just use it as a drill press
[01:39:50] <roycroft> i read one build log that drove me nuts
[01:39:59] <roycroft> the guy would make a part for the conversion
[01:40:01] <roycroft> dismantle the mill
[01:40:04] <XXCoder> why cant do it manually? I used bridgeport that had both automatic manual and manual
[01:40:04] <roycroft> install the part
[01:40:06] <roycroft> test it for fit
[01:40:13] <roycroft> dismantle it again
[01:40:15] <XXCoder> so it has screws and all but it can be manually used
[01:40:21] <roycroft> put the original parts back
[01:40:23] <pfred1> XXCoder ball screws just don't hold
[01:40:35] <pfred1> bridgeports use acme I think
[01:40:36] <roycroft> make another part
[01:40:37] <roycroft> etc.
[01:40:56] <pfred1> they just used huge steppers
[01:41:03] <pfred1> 1600 oz/in
[01:42:14] <roycroft> my main concern about converting this machine is the z axis
[01:42:27] <pfred1> people put gas lift shocks on them
[01:42:29] <roycroft> if i don't lock it when i'm machining the machine vibrates a lot and i get a poor finish
[01:42:40] <roycroft> yeah, i'll do the gas lift shock
[01:42:50] <roycroft> counterbalancing the head is not going to be a problem
[01:42:54] <pfred1> when steppers hold they really hold
[01:43:04] <pfred1> steppers are strongest standing still
[01:43:26] <roycroft> but i don't know if i can fit the gibs so that it won't vibrate without making it impossible to move
[01:43:43] <pfred1> what kind of way oil do you use?
[01:43:44] <Wolf_> fun part is making the counterbalance look good
[01:43:49] <roycroft> vactra2
[01:43:57] <XXCoder> interesting
[01:44:01] <pfred1> then it ought to have nice grip
[01:44:14] <roycroft> i will NOT use a 5 gallon bucket of water suspended by a pully with a fraying rope
[01:44:34] <roycroft> my counterbalance will hopefully be invisible
[01:44:37] <Wolf_> http://i.imgur.com/IlS0g40.png?1
[01:44:47] <XXCoder> yeah better to use bucket of steel chips. more work approtate look
[01:45:22] <Wolf_> did the same on my x1
http://i.imgur.com/GDcbOpX.jpg
[01:45:40] <pfred1> roycroft I use chainsaw bar oil on my mill it sticks like glue
[01:46:25] <roycroft> it's always been a problem with this machine
[01:46:31] <roycroft> and a lot of x3 owners say the same thing
[01:46:36] <pfred1> try chainsaw oil
[01:47:15] <roycroft> i'm going to try honing the gibs and ways first
[01:47:32] <roycroft> i did not spend a lot of time doing that when i first bought the machine
[01:47:40] <roycroft> it worked reasonably well out of the crate
[01:47:43] <XXCoder> ewww the blacksmith takes it right out of forge and hands it to her and she puts it on right after.
https://youtu.be/CLQ8Mqyf8sw?t=194
[01:47:56] <XXCoder> such bad game. worse zelda game of akk
[01:47:58] <XXCoder> *all
[01:48:01] <pfred1> mI have an RF-32 clone and it has gotten a lot better over the years
[01:48:43] <roycroft> the vibration has been there since day one
[01:48:48] <pfred1> I've had my mill sice like 1993
[01:48:54] <roycroft> i just lock it down whenever i move the head up or down
[01:49:08] <roycroft> and do most of my vertical cuts with the quill
[01:49:29] <XXCoder> cant tighten it up for less vibrations?
[01:49:34] <roycroft> yes, i can
[01:49:34] <pfred1> you might just have to accept the quill alone as your Z then?
[01:49:36] <roycroft> but then i can't move it
[01:49:50] <roycroft> that's what i've been doing all along
[01:49:51] <pfred1> they have 3 inch quill travel right?
[01:49:54] <roycroft> yes
[01:49:58] <roycroft> it's not a major problem
[01:50:01] <pfred1> it's not bad
[01:50:05] <roycroft> but when i cnc it it would become a big problem
[01:50:10] <roycroft> since i won't be using the quill
[01:50:15] <pfred1> why not?
[01:50:48] <roycroft> because i need to move z more than 3"
[01:51:10] <pfred1> that's a deep cut
[01:51:18] <roycroft> not a single cut
[01:51:30] <roycroft> but during the course of making a part i might need to do that
[01:51:31] <pfred1> you know about touch off right?
[01:51:34] <roycroft> yes
[01:51:50] <roycroft> especially when i'm starting with a spot drill and ending with a reamer
[01:52:02] <roycroft> i need more than 3" just for the tooling change
[01:52:31] <pfred1> you're going to auto tool change?
[01:52:35] <roycroft> no
[01:52:48] <roycroft> but i'll use something like tormach tool holders
[01:53:01] <roycroft> where i can have a holder for every tool, and have them all indexed
[01:53:07] <pfred1> tormachs really aren't that expensive
[01:53:12] <roycroft> linuxcnc will tell me to do a tool change
[01:53:20] <roycroft> i'll manually change the tool
[01:53:23] <roycroft> then tell it to continue
[01:55:02] <pfred1> I wonder if you could have a power gib lock?
[01:55:05] <Wolf_> same setup I have planned on my x2
[01:55:13] <roycroft> possibly
[01:55:32] <pfred1> some special g ode command and like a servo there
[01:55:37] <roycroft> but before i plan on anything like that i'll spend some time honing and scraping
[01:55:48] <pfred1> yeah it'd be nice if it just worked too
[01:55:52] <roycroft> i might be able to clean it up enough so i can stop the vibration without doing anything else
[01:56:26] <roycroft> eventually an automatic tool changer might be nice, btw
[01:56:30] <pfred1> there's something to be said about simplicity
[01:56:43] <roycroft> but on such a small mill it might not make much sense
[01:57:17] <pfred1> it sounds ambitious
[01:57:24] <roycroft> i'm trying to be realistic about my expectations
[01:57:40] <roycroft> power tool change is doable
[01:57:54] <roycroft> but automatic tool change is a lot more work for likely not much gain
[01:58:28] <roycroft> but even power tool change is not going to happen right away
[01:58:37] <pfred1> I'm just happy I ordered a collet set tonight
[01:59:35] <pfred1> I got the bare bones spindle package when I ordered
[02:28:03] <Deejay> moin
[02:28:12] <XXCoder> yo
[02:29:17] <Deejay> yay, we got some snow
[02:29:19] <Deejay> all white
[02:30:00] <XXCoder> snowed today but gone now
[02:30:06] <XXCoder> welcome to wa state
[02:31:05] <Deejay> here means snow = traffic chaos ;)
[02:59:46] <pfred1> there's no business like snow business
[05:16:07] <IchGucksLive> hi and HAPPY New Year from Germany
[05:16:24] <IchGucksLive> about 50cm 20Inches of snow outside
[05:16:38] <IchGucksLive> shuffeling is now the main issue
[05:16:45] <XXCoder> heh here umm 3 cm of snow, lasted a whole hour
[05:16:54] <XXCoder> which is pretty long for this region
[05:17:12] <IchGucksLive> here it is about 10cm a hr it is snowing like hell
[05:17:38] <IchGucksLive> so as anounced 2017 will be the change on wheeze
[05:18:05] <IchGucksLive> did a full download in the Universety this morning
[05:18:11] <IchGucksLive> and burned a DVD
[05:18:14] <XXCoder> yeah polar votex :( north pole is 38 degrees F warmer than its supposed to be~!
[05:18:27] <IchGucksLive> 1,2GB what a mess for getting a CNC
[05:19:01] <IchGucksLive> BUT within about 20min i managed to get from clean PC to a runnning mashine
[05:19:07] <IchGucksLive> cool
[05:19:21] <IchGucksLive> most hint is Debian needs a USER to login
[05:19:43] <IchGucksLive> XXCoder: do You kow if i can get from KDE to Gnome
[05:19:50] <XXCoder> yeah mines very simple user and password
[05:20:02] <XXCoder> yeah install gnome in synpatic
[05:20:13] <XXCoder> then log off and at login there is choice for which windowing system
[05:20:16] <XXCoder> however!
[05:20:21] <XXCoder> I suggest XFCE
[05:20:37] <XXCoder> its lightweight windowing system, uses way less cpu than either one of those.
[05:20:42] <XXCoder> and super customizable
[05:20:45] <IchGucksLive> its ok and we will get used to it
[05:21:04] <IchGucksLive> most only need axis to startup
[05:21:18] <IchGucksLive> but as education i need the full system
[05:21:27] <XXCoder> yeah though I still recommand xfce
[05:21:28] <IchGucksLive> qcad freecad heeks blender
[05:21:31] <IchGucksLive> gimp
[05:21:34] <IchGucksLive> incscape
[05:21:38] <XXCoder> less cpu and memory overhead means linuxcnc runs better.
[05:21:59] <IchGucksLive> agree on that
[05:22:48] <IchGucksLive> so lets start a new video youtube series 2017 linuxccn wheezy
[05:22:58] <IchGucksLive> im off
[05:23:01] <IchGucksLive> till later
[06:30:10] <jthornton> morning
[06:30:17] <XXCoder> boom
[06:30:53] <Deejay> heya
[06:32:26] <jthornton> printed a couple of 2020 wire clips with PETG CF and it left some tits where it moved to another spot and it ended with a long string of plastic when the part was done
[06:32:43] <XXCoder> bleh
[06:32:49] <XXCoder> thats always an annoyance
[06:33:04] <Deejay> tits \o/
[06:33:11] <jthornton> I'm printing at a low temp too
[08:50:24] <Dissent> https://drive.google.com/file/d/0B2qQVt1U4DF-MFNJenpIVjk4N1VfNFNJbU82SHFEbGoteUVJ/view
[08:50:27] <Dissent> thats why she wasnt turning so well
[08:54:03] <SpeedEvil> Jb-weld.
[08:57:39] <Dissent> I'll give that a try, ty
[09:01:18] <Tom_L> jthornton, any updates i should try?
[09:07:27] <jthornton> in a bit, adding target=_blank now
[10:27:14] <malcom2073> Dissent: It'll buff out
[10:40:11] <grummund> hi o/
[10:41:38] * grummund is building a CNC hobby mill (model 1310)
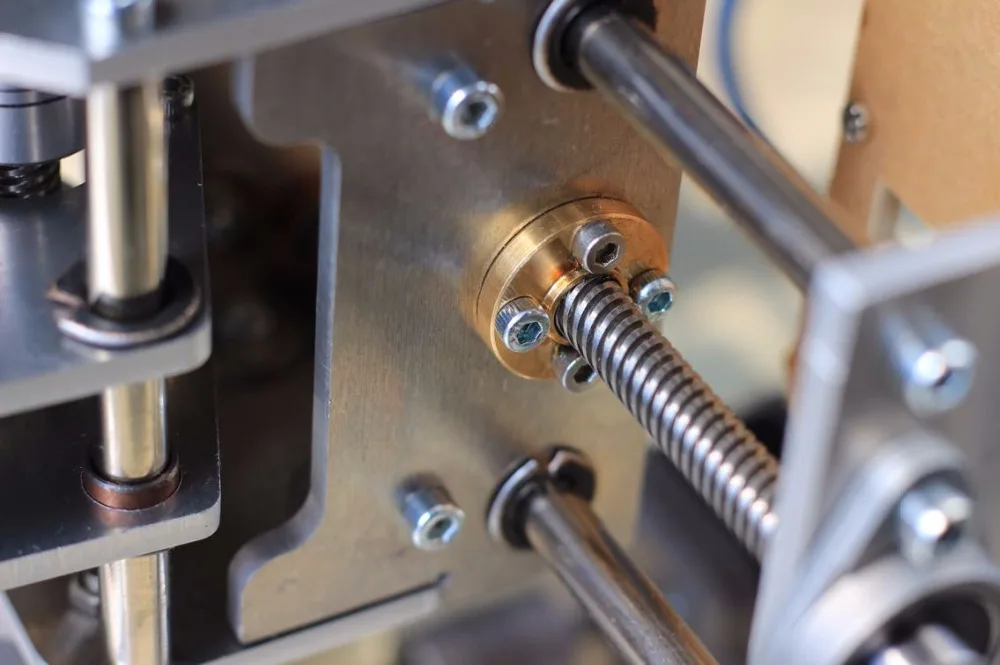
[10:43:02] <grummund> can anyone tell me what this threaded brass part is called please?
[10:43:09] <grummund> ... and why i have six of them for a 3-axis machine?
[10:43:15] <grummund> https://ae01.alicdn.com/kf/HTB1cfGxJVXXXXXRXVXXq6xXFXXXs/1310-DIY-CNC-milling-machines-CNC-milling-engraving-machine-PVC-wood-carving-mini-small-PVC-relief.jpg
[10:44:19] <_methods> looks like a trapezoidal lead screw nut
[10:46:20] <cradek> no, that screw is either acme or square thread, probably acme
[10:46:59] <_methods> oh do they actually put acme lead screws on machines like that
[10:47:02] <cradek> if you have two per screw, they are probably meant to be adjustable to reduce backlash - somehow one rides on the left side of the thread and the other on the right
[10:47:37] <cradek> this can be helpful but is not a permanent/reliable adjustment
[10:47:54] <grummund> so it's a "lead screw nut" (of some description)
[10:48:09] <_methods> yes
[10:48:10] <cradek> yes
[10:48:14] <_methods> just check your thread type
[10:48:16] <cradek> hopefully it's bronze, not brass
[10:48:27] <cradek> that's a multi-start acme thread
[10:49:22] <grummund> from another angle -
https://ae01.alicdn.com/kf/HTB1yAOJJVXXXXcyXpXXq6xXFXXXU/1310-DIY-CNC-milling-machines-CNC-milling-engraving-machine-PVC-wood-carving-mini-small-PVC-relief.jpg
[10:49:43] <cradek> I only see one
[10:50:10] <grummund> exactly ;) all the pics i can find only have one per axis
[10:50:37] <cradek> that's a fast screw - only a few turns (10?) for full travel
[10:50:47] <grummund> the kit has 3 like that one shown, plus 3 slightly shorter, plus 3 springs.
[10:50:51] <cradek> oh this isn't a picture of the machine you're asking about?
[10:51:14] <cradek> yes springs are probably somehow for anti-backlash
[10:51:29] <grummund> the pics are from alibaba but essentially the same kit
[10:51:55] <_methods> then i would definitely check the thread specs before i assumed acme
[10:52:08] <_methods> those machines typically are fitted with trap lead screws
[10:52:28] <archivist> dont you mean crap :)
[10:52:35] <grummund> the nuts fit the threads supplied
[10:53:25] <_methods> oh i was thinking you were trying to source more or something
[10:53:31] <_methods> that's what i get for assuming
[10:53:37] <_methods> you just want to know what it's called?
[10:53:52] <grummund> i have the kit of parts for a full machine
[10:53:56] <cradek> it's not clear what help you're asking for here
[10:54:01] <cradek> can you be more clear?
[10:54:31] <grummund> asking the name first was just for me and google ;)
[10:55:34] <grummund> the kit has no instructions so i am just working of alibaba^h^h^h crap photos and you tube ;)
[10:55:55] <_methods> well if it has springs and another nut part of it, then it should be some sort of leadscrew backlash compensation nut
[10:56:23] <grummund> so compress the spring between the two nuts
[10:57:02] <_methods> http://www.ebay.com/itm/8mm-T8x8-Lead-Screw-Trapezoidal-ACME-w-Anti-Backlash-Nut-kit-140-200-300-400-/322089182543
[10:57:49] <_methods> yep
[10:58:36] <_methods> archivist: yep lol
[10:59:10] <grummund> i know it's a cheapo kit, just to get started.
[10:59:35] <_methods> gotta start somewhere
[10:59:49] <_methods> i'm not knocking it
[11:00:09] <archivist> one of these ?
http://www.ebay.com/itm/Desktop-3-Axis-DIY-CNC-Mini-PCB-Mill-Engraving-Router-Kit-Small-Milling-Machine-/121917164098
[11:01:31] <grummund> the exact one (although i paid less)
[11:07:10] <cradek> different generations in that ebay auction: the top photos show flex couplers on acme screws, the lower photos show hard couplers on triangular
[11:31:27] <grummund> it's not obvious how the lead nuts are to be locked to together but i have a guess
[11:33:34] <Tom_L> does that use an avr as a controller?
[11:33:42] <grummund> yup
[11:33:51] <grummund> included
[11:34:07] <grummund> hi Tom_L ;)
[11:34:16] <Tom_L> hi
[11:34:49] <Tom_L> long time...
[11:35:49] <grummund> yeah i've not messed with avr for a while now
[11:35:58] <Tom_L> me either much
[11:57:21] <grummund> this is what i have x 3 :
http://oi66.tinypic.com/2q0u9s8.jpg
[11:59:00] <gregcnc> are both halves of the nut bolted down?
[12:00:56] * grummund <shrug>
[12:03:05] <grummund> there is only mounting holes for one nut per axis
[12:06:22] <grummund> the only way i can see to do it -
http://oi64.tinypic.com/2v8rdsk.jpg
[12:06:47] <gregcnc> that will work
[12:13:21] <IchGucksLive> hi from a cold and winter wonderland Germany
[12:15:23] <IchGucksLive> grummund: cool stuff and fast to fit no need of mashining
[12:16:29] <grummund> would be faster if they provided instructions ;)
[12:16:30] <roycroft> happy second day of the year
[12:16:47] <IchGucksLive> pink_vampire: happy new year did yopou break some bits over the holidays
[12:16:51] <roycroft> it's just above freezing here, with snow in our forecast
[12:16:54] <SpeedEvil> Happy 2018 everyone.
[12:17:15] <roycroft> i have the heat turne on in my shop, and will be heading out there presently to do some work
[12:17:19] <IchGucksLive> grummund: it is self explaining
[12:17:25] <gregcnc> speedevil getting a headstart?
[12:17:37] <SpeedEvil> Thought I'd get in early.
[12:17:46] <roycroft> this could be a year well worth skipping
[12:17:57] <IchGucksLive> SpeedEvil: you are fearing all
[12:18:04] <grummund> IchGucksLive: mostly ;)
[12:18:10] <IchGucksLive> by getting out of wheezy in 2018
[12:18:37] <IchGucksLive> grummund: get as mutch strength to the system as you can
[12:18:38] <roycroft> i hope linuxcnc will run properly on jessie this year
[12:18:44] <IchGucksLive> benefit will do it for you
[12:19:13] <IchGucksLive> roycroft: i rested the 10.04 cd today
[12:19:45] <IchGucksLive> less then 30min to get the pc from stock to runing mashine by DVD
[12:19:53] <IchGucksLive> wheezy
[12:20:51] <roycroft> i pulled my linuxcnc machine out of the rack last night
[12:21:00] <IchGucksLive> latency is down to 8k at wheezy while 12.04 showes 12k and 10.04 18k
[12:21:02] <roycroft> just to take inventory - i built the machine about 5 years ago
[12:21:14] <roycroft> i'm finally getting around to actually using it
[12:21:59] <roycroft> i had very low latency on the machine when i put it together, but that's because folks on this channel recommended a system board with low latency and i got that
[12:22:14] <IchGucksLive> here it depends on education mashine im down to 16hr from first part cut to first mill
[12:22:17] <roycroft> i'll be using a mesa interface card though, so it's not a huge deal
[12:22:59] <roycroft> for some reason, though, the machine has a sata drive in it with winxp installed
[12:23:08] <roycroft> i might have just done that for testing
[12:23:13] <roycroft> i really don't remember
[12:23:20] <roycroft> but i'll be ordering a ssd for it soon
[12:24:28] <roycroft> it looks like my cnc retrofit will cost about $1k
[12:24:47] <roycroft> plus the computer i already have for it
[12:25:03] <IchGucksLive> 1k gets you a perfect mashine
[12:25:49] <roycroft> not perfect
[12:25:52] <roycroft> but pretty functional
[12:26:07] <grummund> is anti-backlash needed for the vertical axis? .. only to do it the same way will restrict the full travel.
[12:26:24] <IchGucksLive> no
[12:26:42] <IchGucksLive> grummund: only use g-code max pitch travel
[12:26:53] <grummund> ok then i have a spare lead nut and spring
[12:27:04] <roycroft> what kind of machine is it, grummund?
[12:27:45] <roycroft> if the head has any appreciable weight then there will be no vertical backlash to speak of
[12:27:56] <grummund> http://www.ebay.com/itm/121917164098
[12:29:46] <grummund> btw, it seems to me in that image they have the horizontal axis and stepper mounted ahead of the frame
[12:30:06] <grummund> whereas i think it should go behind
[12:30:42] <IchGucksLive> does not matter as the y frame will hit the Mashine frame bevor
[12:31:08] <IchGucksLive> not optimised frame setup
[12:31:59] <grummund> with it mounted in front (as all pics i have seen) the drill cannot reach the rear of the table
[12:32:31] <IchGucksLive> thats the design fail
[12:33:02] <grummund> the brackets will reverse i think
[12:33:08] <IchGucksLive> But most mashines cand drill eond table
[12:33:15] <grummund> it's just the way they put it together
[12:33:24] <roycroft> so a somewhat philosophical question
[12:33:47] <roycroft> if one were to install an hour meter on a cnc milling machine, what would it measure?
[12:33:49] <roycroft> spindle on time?
[12:34:00] <SpeedEvil> That's one measure
[12:34:07] <SpeedEvil> axes distances
[12:34:12] <roycroft> does that make the most sense?
[12:34:24] <roycroft> hour meters measure time, not distance
[12:34:38] <SpeedEvil> Well, yes - I was meaning a conceptual hour meter, rather than absolute
[12:34:49] <SpeedEvil> For measuring wear
[12:34:59] <SpeedEvil> For billing, spindle on might make more sense
[12:35:16] <roycroft> the two things i could see it measuring would be spindle on time or electronics on time
[12:35:32] <roycroft> i.e. the cabinet that holds the ps, drivers, etc.
[12:35:35] <SpeedEvil> Both would make sense.
[12:35:39] <IchGucksLive> livetime
[12:35:41] <roycroft> computer on time would not be meaningful
[12:35:44] <IchGucksLive> mashining time
[12:35:49] <grummund> spindle revs
[12:35:56] <SpeedEvil> Kilos of chips.
[12:35:57] <IchGucksLive> someone not supposed hit the power
[12:36:03] <roycroft> machining time would essentially be spindle on time
[12:36:38] * SpeedEvil submits a drag engraving part to roycroft.
[12:36:44] <sync_> roycroft: real controls log both
[12:36:48] <IchGucksLive> at haidenhein it is also connected to chipload
[12:36:49] <sync_> on hours and spindle hours
[12:36:59] <roycroft> one could install two hour meters
[12:37:04] <SpeedEvil> Most obvious question would be why.
[12:37:11] <IchGucksLive> the 625 gives you the full range of load times
[12:37:14] <SpeedEvil> Is it for billing, scheduling PM, ...
[12:37:23] <SpeedEvil> wearout indicator
[12:37:24] <sync_> because the spindle wears out before the machine does
[12:37:32] <roycroft> spindle on time would be useful for determining a maintenance schedule
[12:37:47] <SpeedEvil> sync_: that depends on spindle surely.
[12:37:51] <SpeedEvil> and PM available.
[12:37:52] <roycroft> which is the main reason i use hour meters
[12:38:07] <sync_> sure, but 2000h is a reasonable runtime if you push them
[12:38:11] <SpeedEvil> 'change spindle bearing every x hours'
[12:38:14] <sync_> no
[12:38:17] <sync_> you take the cartridge out
[12:38:21] <sync_> and send it in for replacement
[12:38:30] <SpeedEvil> OR whatever PM is appropriate
[12:38:44] <SpeedEvil> warm up the babbit
[12:38:45] <IchGucksLive> i got them on the plasmas to check the costs of changing spareparts
[12:39:33] <IchGucksLive> somewhat i will count the torch light count
[12:42:10] <IchGucksLive> grummund: tonight the darts final
[12:45:06] <grummund> oh i will shave my head and sport a tattoo
[12:45:29] <IchGucksLive> why that
[12:45:41] <IchGucksLive> anderson vs vangerwan
[12:45:55] <IchGucksLive> the 1 against the 2
[12:46:08] <IchGucksLive> so it is to win by 1
[12:46:21] <IchGucksLive> as michal is the best
[12:46:42] <IchGucksLive> like the power in past times
[12:51:18] <IchGucksLive> there is a snowball town fight anounced by the major i need to close down and join the party till tomorrow
[12:51:21] <IchGucksLive> Gn8
[12:51:55] <grummund> one hundred and EIGHTY ;)
[12:58:14] <SpeedEvil> I need to get my logging scope designed.
[12:58:38] <SpeedEvil> ~16 channels at 1MHz or so, with a largish FIFO and stream to SD when it detects an explosion.
[13:12:07] <MacGalempsy> in the 7i77 manual, the difference between mode 1 and 2 is that mode 2 has field voltage analog in. can someone help me understand what field voltage analog in is?
[13:12:28] <MacGalempsy> power from the the 5i25?
[13:13:22] <MacGalempsy> pcw_home can you help me out?
[13:17:36] <codepython777> T6 24"x24" = $12 - is that normal pricing?
[13:18:05] <pcw_home> The 7I77s digital I/O section has 4 operating modes
[13:18:06] <pcw_home> 0 digital I/O only
[13:18:08] <pcw_home> 1 digital I/O + analog in on inputs 0..3
[13:18:09] <pcw_home> 2 digital I/O + analog in on inputs 0..3 + read field voltage
[13:18:11] <pcw_home> 3 digital I/O + analog in on inputs 0..3 + read field voltage + 2 MPG encoder inputs on inputs 16,17,18,19
[13:21:31] <codepython777> anyone has recently bought a 100W laser cutter?
[13:29:07] <MacGalempsy> pcw_home: ok. why/when would someone decide to choose mode 1 over mode 2?
[13:29:35] <pcw_home> need faster update rate
[13:30:01] <MacGalempsy> thank you
[13:42:00] <fritzgutten> hey, i've got a quick question if someone has an idea. how do you tell the difference between a parameter and a pin, just looking at the name?
[13:42:20] <fritzgutten> or do you just have to know ?
[13:43:12] <andypugh> You have to know, or look.
[13:43:20] <fritzgutten> ok, thanks andy
[13:43:35] <andypugh> halcmd show pin shows you all the pons
[13:43:45] <andypugh> halcmd show param shows the params
[13:43:52] <andypugh> You can see which list it is in
[13:44:06] <andypugh> Or look in the manpage for the component that the pin belongs to
[13:44:26] <andypugh> Which pin?
[13:44:27] <fritzgutten> i'm running through the hal tutorial right now. and is halcmd available while i'm running an istance of linuxcnc?
[13:45:10] <fritzgutten> i'm starting to see it better in context of the hal file, but didnt know if you could tell by syntax
[13:45:17] <andypugh> Yes, in fact you are probably already in a halcmd session?
[13:45:22] <fritzgutten> yep
[13:45:38] <fritzgutten> just start the same? with halrun?
[13:45:40] <andypugh> so just use show pin / show param
[13:45:46] <fritzgutten> awesome, thanks
[13:47:04] <fritzgutten> just asking cause it threw an error, dont recal what it was, the first time i tried halrun, but it ran fine the second time i tried it.
[13:50:56] <fritzgutten> seemed like there was a hakcmd already running
[13:51:01] <fritzgutten> halcmd
[14:09:34] <Jymmm> It's snowing now.. ground is totally white =)
[14:15:17] <Deejay> yeah
[14:15:30] <Deejay> make a snow angel!
[14:17:54] <andypugh> I am going to France next weekend, with the intention of skiing. However, apparently (random facts from the newspaper) there has been more snow in Hawaii than the French Alps in December, and more precipitation at Ulhuru (the famously dry rock in Australia)
[14:18:27] <andypugh> So I might be having a cheese and wine eating holiday instead.
[14:21:27] <sync_> yeah the winter has been a joke so far
[14:22:17] <Deejay> hey, we had snow today!
[14:22:25] <Spida> we have like 3cm of snow here, for the first time since mid-october (!) 2015
[14:22:44] <Spida> Deejay: where?
[14:23:15] <Deejay> in NRW :)
[14:25:34] <roycroft> our snow has not arrived yet
[14:26:11] <roycroft> it's been imminent for two days now
[14:33:23] <Deejay> :)
[14:33:50] <Spida> Deejay: same here
[14:34:06] <Spida> most western part of it
[14:34:17] <Deejay> :)
[14:42:06] <fritzgutten> I'm trying to implement a PID for spindle control, does it have to be entered in the machine hal? or can i set it up in my custom.hal?
[15:18:31] <JT-Shop2> you can put it in any .hal file usually
[15:26:14] <fritzgutten> huh....still wrapping my brain around it. thats what i thought, but seems that certain things have to happen before others in the hal
[15:26:17] <fritzgutten> thanks JT
[15:28:03] <JT-Shop2> well if you have gui pins they have to go in the post gui hal file
[15:29:33] <fritzgutten> ok, good to know
[15:30:16] <JT-Shop2> they are executed in the order that they are in the hal file and the files are executed in order of how they are listed in the ini file
[15:30:39] <fritzgutten> thanks! just what i needed to confirm
[15:30:56] <JT-Shop2> http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html#_addf
[15:31:50] <fritzgutten> and do i have to load the real time components before i do anything with them?
[15:32:04] <fritzgutten> assuming so
[15:32:51] <Tom_L> yup
[15:33:46] <fritzgutten> I dont know where I got the idea that things could be added at random, must be some other config file setup
[15:34:04] <fritzgutten> anyhow, coming to grips. thanks
[15:37:11] <JT-Shop2> you can loadrt and addf in any hal file
[15:37:36] <fritzgutten> but they have to happen before you link with signal?
[15:37:42] <JT-Shop2> but you do need to load first then add the function before any net with the pin in it
[15:37:50] <JT-Shop2> yup
[15:37:57] <fritzgutten> cool
[15:38:16] * JT-Shop2 gives LinuxCNC a big hug
[15:38:46] <JT-Shop2> Tom_L: got my brain in order to finish up the conversion script in the morning almost done
[15:39:06] <JT-Shop2> just need to have a bit of smarts to add the target to links
[15:57:23] <Drew__> Hi. I am trying to set up my machine with a constant speed lathe as described here:
https://forum.linuxcnc.org/38-general-linuxcnc-questions/17804-4th-axis-rotation-angle-limit-problem?start=30
[15:59:13] <Drew__> It looks super cool - but I am stuck on a few items. I took my working 4 axis config and copied it. Then I created a M100 / M101 file but now it tells me Pin ‘stepgen.4.dir’ does not exist
[15:59:24] <Drew__> Where do I need to configure that?
[15:59:42] <JT-Shop2> depends on your hardware
[15:59:53] <JT-Shop2> describe your setup
[16:00:55] <Drew__> I have a small 4 axis wood CNC router. Steppers
[16:02:04] <Drew__> It works nicely - but I am trying to use an Mcode to switch the a Axis to constant velocity (or figure out how to create a new configuration for just lathe type work)
[16:03:02] <Drew__> I followed the steps the best I new how - but am stuck on the error above.
[16:04:17] <andypugh> Drew__: Bear in mind that was the way I thought was cool in 2013. I would do it a different way now.
[16:04:36] <andypugh> (maybe, depending on the application)
[16:05:00] <JT-Shop2> Drew__: parallel port or Mesa 7i77 or?
[16:05:17] <Drew__> parallel
[16:05:25] <andypugh> Anyway, if “stepgen.4.dir does not exist” then you probably need to chnage the “loadrt stepgen” line in the HAL to load an extra one.
[16:05:51] <andypugh> (and, quite possibly, a “v” mode one.
[16:07:17] <Drew__> OK. thanks. - so I read the rest of that thread where you describe using the mux to accomplish the same thing - (but only understood some :) Is that the way you would solve the problem today?
[16:07:37] <andypugh> Yes, probably.
[16:13:30] <Drew__> my Hal file says "loader stepgen step_type=0,0,0,0
[16:13:52] <Drew__> So I just need to change it to 0,0,0,0,v
[16:14:04] <andypugh> you need to add ctrl_type=p,p,p,p,v
[16:14:23] <andypugh> and change to step_type=0,0,0,0,0
[16:14:38] <andypugh> Assuming that you need 5 stepgens (0 to 4).
[16:14:38] <Drew__> ok. thx
[16:25:08] <Drew__> this is great. I seem to be making progress. I added the ctrl_type and the above error went away - but I still have the error: stepgen.4.velocity not found
[16:27:00] <Drew__> I can see in the HAL file where 0-3 are configured (by stepconf) but do I need to add a section for stepgen.4?
[16:27:01] <JT-Shop> comment that pin out and run Axis I assume then look at show hal configuration at the pin names
[16:29:35] <Deejay> gn8
[16:32:25] <andypugh> Drew__: Just below the “loadrt stepgen” line in the HAL insert the command “show pin” and then start linuxCNC from the command line (comand linuxcnc -l ) (that’s a lower case L) (to load the last selected config) and you will get a list of all the pions that exist at that point. I suspect that you have the wrong stepgen in velocity mode somehow.
[16:39:45] <Drew__> ok. So I can see the pins. I had referenced velocity in my M101 file instead of velocity-cmd (as I can see a pin named velocity-cmd)
[16:41:47] <Drew__> I changed the M101 file and it ran with no errors. but no movement on the 4th axis
[16:43:03] <MrCurious> any recommendations for g-code creation for 4-axis that is free or < $100?
[16:46:39] <Drew__> when I look at the pins - here is what I get for pin 4 counts / dir / enable / position-fb / step / velocity-cmd
[16:46:52] <Drew__> all set to FALSE or 0
[16:47:50] <JT-Shop> Drew__: the names may have changed since 2013...
[16:50:49] <Jymmm> JT-Shop2: hows the stove coming along?
[16:52:14] <Drew__> So I think I am so close. I am getting gCode to run my M101 and M100 without errors. But no turning of the motor for the 4th axis. Any ideas on what I should check?
[16:53:45] <MrCurious> Drew__: are you using a parallel port, or a grbl usb to parallel converter?
[16:54:32] <JT-Shop2> it's 65F in here :)
[16:54:50] <Wolf_> hint, no usb to parallel with linux cnc
[16:54:56] <Jymmm> JT-Shop2: with the stove running, or because it's 66f outside =)
[16:55:01] <JT-Shop2> swapped the chinlee small logwood for the us stove wonderwood
[16:55:03] <Drew__> parallel. And the 4th axis functions in my old config
[16:55:07] <JT-Shop2> 45
[16:55:09] <JT-Shop2> f
[16:55:16] <MrCurious> was going to say the grbl usb to parallel doesnt expose more than 3 axis
[16:55:41] <Jymmm> JT-Shop2: Nice. I meant to ask you, WHAT split the wood you have in the milk crates?
[16:55:59] <Wolf_> did you define the 4th axis in the new config?
[16:56:55] <MacGalempsy> currently running a 7i77 and 7i84. with the 7i77 in mode 2 I have "sserial_port_0=200xxx" to set the 7i84 to mode 3, do I just add sserial_port_1=300xxx ?
[16:57:40] <JT-Shop2> my split wood...
[16:59:53] <Jymmm> in the pic you posted of your stove
[17:00:29] <JT-Shop2> I sorta loose track once the tree hits the ground, mostly oak and hickory
[17:00:45] <JT-Shop2> that was some limb wood for sure
[17:00:54] <JT-Shop2> the chinlee is tiny lol
[17:01:09] <Drew__> got it! Thanks JT-Shop MrCurious and andypugh I had. typo in my M100 file
[17:01:17] <Jymmm> JT-Shop2: No, no, I mean what MACHINE/DEVICE split the wood, I noticed that it's not "normal" round splits, and that the ends are kinda chewed up a bit
[17:01:21] <JT-Shop2> Sweet!
[17:01:37] <MrCurious> Drew__: before you go… what are you using to generage 4axis gcode pls :)
[17:01:39] <JT-Shop2> ah the green monster split it
[17:01:52] <MrCurious> generate even
[17:02:05] <Jymmm> JT-Shop2: Is that what you call the wife/dog/neighbor kid???
[17:02:16] <JT-Shop2> stand by jymmm
[17:02:23] * Jymmm stands
[17:02:32] <JT-Shop2> http://gnipsel.com/images/splitter/
[17:02:49] <JT-Shop2> build from drops and scrap
[17:03:05] <JT-Shop2> it's a mean green splitting machine!
[17:03:14] <andypugh> MrCurious: Fusion360 seems ot be offering 5 axis now, Though I haven’t tried it.
[17:03:23] <MrCurious> ty!
[17:03:58] <andypugh> (Just firing it up now to experiment)
[17:04:20] <JT-Shop2> Andy is always on the bleeding edge :)
[17:04:26] <Jymmm> JT-Shop2: Jeebus, you tink you reenforced the anvil enough?! lol
[17:05:49] <Jymmm> JT-Shop2: nice that it was all from scraps
[17:06:07] <Wolf_> not overbuilt enough imo :P
[17:06:19] <Drew__> MrCurious__: just experimenting with cutting a profile and having the lathe spin. So I am using camBam and adding the m100 code myself
[17:06:41] <MrCurious> Drew__: ahh, ty
[17:07:03] <JT-Shop2> Jymmm: it's a mean green splitting machine... if it looks right it prob is
[17:07:35] <Jymmm> JT-Shop2: You need to build that swedish flywheel one now =)
[17:07:40] <JT-Shop2> took me a few years of saving drops till I had enough to build it
[17:07:54] <JT-Shop2> no, I'm not in that much of a hurry
[17:08:00] <Jymmm> haha
[17:08:20] <Jymmm> Kinda slick as the flywheel was made out of wood
[17:08:30] <Jymmm> and old axe heads I believe
[17:08:35] <Wolf_> I want to make a splitter attachment for the mini excavator
[17:08:46] <Wolf_> because lazy
[17:09:15] <Jymmm> JT-Shop2: Next time, add a four way + splitting head =)
[17:09:31] <JT-Shop2> the beam was built from two different size beams
[17:09:51] <JT-Shop2> 4-way only works if the rounds are the same size... never seen that
[17:09:57] <Jymmm> you buildt that damnthing strong enough, you should be able to abuse it some =)
[17:13:05] <Jymmm> JT-Shop2: Well, if you get a chance to post a video of it running, let me know
[17:13:18] <JT-Shop2> the motor was free and a tiny bit small but it will split a knarly mess of wood
[17:13:37] <andypugh> MrCurious: A good tutorial on Fusion 360 and indexed-4th is here:
https://www.youtube.com/watch?v=N4XNZH2kWtI
[17:13:40] <Jymmm> JT-Shop2: is the ram "fast"?
[17:13:46] <JT-Shop2> hmmm, I think I have a video somewhere
[17:13:59] <JT-Shop2> fast enough for a 63 year old fart
[17:14:11] <andypugh> I had a fiddle with the real multi-axis stratgies but didn’t get very far with the model I had.
[17:14:43] <Jymmm> JT-Shop2: Well, I meant fast tnought that you're not waiting around for the dman thing to move and return
[17:14:52] <JT-Shop2> Jymmm: I can fill the back of my side by side in a few minutes
[17:15:01] <JT-Shop2> no waiting
[17:15:08] <Jymmm> ok, cool
[17:15:22] <JT-Shop2> I spend more time stacking lol
[17:15:36] <Jymmm> JT-Shop2: Oh, make yourself a pickaroon
[17:16:00] <JT-Shop2> don't need one
[17:16:16] <Jymmm> JT-Shop2: you're not THAT short =)
[17:18:41] <JT-Shop2> the only video I have is of the first time I moved the ram at idle
[17:18:58] <Jymmm> JT-Shop2: Crock Pot Carnitas -
http://hostthetoast.com/crock-pot-carnita-tacos-chipotle-cream/
[17:19:19] <Jymmm> No worries, was curious but you already explained it's speed
[17:19:38] <JT-Shop2> https://www.youtube.com/watch?v=fYVxoMx5VC4
[17:19:45] <JT-Shop2> https://www.youtube.com/watch?v=grJNVuU0cYo
[17:19:48] <Jymmm> If I cna split faster with a maul than a machine...
[17:20:03] <JT-Shop2> I doubt it
[17:20:09] <Roguish> JT-Shop hey, have you ever setup a vpn
[17:20:21] <JT-Shop2> https://www.youtube.com/watch?v=xUTDNfoAy3c
[17:20:27] <JT-Shop2> Roguish: a vpn?
[17:20:29] <Jymmm> JT-Shop2: I said *IF* I could
[17:20:37] <Jymmm> but that's pretty quick
[17:20:38] <Roguish> yeah, that
[17:20:47] <JT-Shop2> https://www.youtube.com/watch?v=7ghppRTfp2M
[17:20:54] <JT-Shop2> what is a vpn?
[17:21:11] <Roguish> guess not. virtual private network.
[17:21:18] <JT-Shop2> ah, no
[17:21:23] <Roguish> ok.
[17:21:51] <Wolf_> I have.. wasn’t much to it though, just rtfm on forums
[17:22:06] <Jymmm> Roguish: why are you wanting a vpn?
[17:22:08] <Wolf_> still need to update it to openvpn thought
[17:22:13] * JT-Shop2 heads inside
[17:22:39] <Roguish> jymmm; yes. need to get to my desk from elsewhere. looking at openvpn
[17:23:12] <Wolf_> I have vpn set up between my house and my mom’s
[17:23:14] <Jymmm> Roguish: Just setup sshd on it
[17:23:32] <Roguish> does that work through a router?
[17:23:38] <Jymmm> If can
[17:23:41] <Jymmm> it can
[17:23:58] <MrCurious> andypugh: ty!
[17:24:08] <Jymmm> you have to open/forward the port, which I would NOT have on 22
[17:24:25] <Jymmm> Roguish: have it on a HIGH port
[17:24:27] <Wolf_> also need to set up a ddns on the router as well
[17:24:40] <Wolf_> well, ddns helps..
[17:24:57] <Roguish> i have a NO-IP dyn dns.
[17:24:58] <Jymmm> Roguish: is your router a firewall too?
[17:25:06] <Roguish> Jymmm: yes
[17:25:25] <Jymmm> ok cool
[17:25:57] <Roguish> the router is pretty good. asus rt-n16, but would like to load dd-wrt with openVPN on it.
[17:26:16] <Roguish> kinda affraid of bricking the thing.
[17:26:50] <Wolf_> I was at first, its not hard to load dd-wrt on a router tho
[17:27:11] <Jymmm> why VPN, you plan on keeping a constant session going on?
[17:27:33] <Roguish> i've done it in the past, but it was a couple years ago.
[17:27:48] <Roguish> maybe..
[17:27:55] <Wolf_> the one plus to the vpn is being able to hit network printers and stuff on the home network
[17:28:22] <Jymmm> SSH -D is frickin awesome
[17:28:43] <Jymmm> I can hit EVERYTHING
[17:28:56] <Wolf_> I don’t think I can ssh in to my dvr
[17:29:03] <Roguish> Jymmm: . ok is that linux only, 'cause i'm a pc guy other than linuxcnc
[17:29:18] <Jymmm> Roguish: linuc runs on PC's yes =)
[17:29:34] <Jymmm> Roguish: or do you mean M$ ?
[17:29:48] <Roguish> lololo i mean an MS guy.
[17:29:53] <Jymmm> runs on OSx too
[17:30:05] <Jymmm> Roguish: Well, via putty I think you can
[17:30:16] <Jymmm> it's just enables a socks proxy
[17:30:44] <Jymmm> I dont know what restrictions M$ has these days
[17:30:57] <Jymmm> but it's easy enough to test
[17:31:19] <Jymmm> Roguish: Oh, yeah, you need a machien running sshd to login to
[17:31:32] <Roguish> https://sourceforge.net/projects/sshwindows/
[17:31:52] <Wolf_> open-vpn all you need is the router setup
[17:32:26] <Jymmm> Roguish: Eh, that looks like crap to me.
[17:32:31] <Roguish> shite. maybe i'll just push through with the dd-wrt on the router.
[17:32:45] <Jymmm> Roguish: do you have an older box you can setup?
[17:32:56] <Jymmm> Roguish: like a cra laptop runs linux great
[17:32:59] <Jymmm> crap
[17:33:04] <Roguish> Jymmm: yes.
[17:33:11] <Jymmm> There ya go
[17:33:16] <Tom_L> JT-Shop, cold front moving in overnight...
[17:33:25] <Jymmm> Roguish: start earnin linux that way too =)
[17:33:34] <Jymmm> learning*
[17:33:41] <MrCurious> andypugh: fusion 360 4axis tutorial
https://www.youtube.com/watch?v=VcS4VXGBnwU
[17:33:52] <Jymmm> Tom_L: Heh, the neighbor was sloveling snow an hour ago
[17:33:59] <Jymmm> shoveling*
[17:34:41] <Jymmm> Roguish: For the record, I would NEVER trust Microsoft for anything security related.
[17:34:54] <Roguish> ah, you
[17:35:15] <Jymmm> Roguish: That is my PROFESSIONAL opinion
[17:35:39] <Roguish> i don't trust most anyone or anything.
[17:36:26] <Roguish> got a friend that can break (hack) into just about anything.
[17:37:05] <Roguish> his soon-to-be ex wiff works with the NSA.
[17:39:05] <andypugh> MrCurious: Cool, I didn’t know that there was an option in the 2D adaptive, I was looking at the multi-axis button.
[19:16:55] <SpeedEvil> https://www.youtube.com/watch?v=iRz8y4BNEuw Fluffy chips.
[19:21:45] <XXCoder> probably why added that sheild
[19:23:05] <XXCoder> looks like cotton steel heh
[19:23:19] <pfred1> looks like aluminum
[19:23:28] <XXCoder> cotton Al then
[19:24:21] <pfred1> why's that lathe backwards?
[19:24:41] <XXCoder> https://www.youtube.com/watch?v=jxWbz0Wf2rM
[19:29:56] <Kevin`> impressive surface finish for a lathe
[19:30:59] <pfred1> that's why they use diamond tooling
[19:31:02] <XXCoder> diamond tool apparent
[19:32:31] <XXCoder> https://www.youtube.com/watch?v=rCeqbpXEVGc looks like concerete later parts?
[19:37:14] <pfred1> I need more end mills for my mill
[19:38:12] <XXCoder> need more spindle for my cnc router
[19:39:22] <XXCoder> weird coolant spray system
https://www.youtube.com/watch?v=Tu6pJNbIfPo
[19:46:04] <pfred1> I want to figure out how to make G Code to cut raised letters
[19:58:18] <Dissent> !zlog
[19:58:23] <Dissent> !log
[19:58:24] <Dissent> log
[19:58:25] <c-log> Dissent: Today's Log
http://tom-itx.no-ip.biz:82/~tom-itx/irc/logs/%23linuxcnc/2017-01-02.html
[19:58:25] <Dissent> zlog
[20:05:33] <MacGalempsy> man, those workouts are going to kill me...
[20:20:20] <Jymmm> MacGalempsy: ...12 ounces at a time
[20:20:54] <XXCoder> or seroids? heh
[20:21:02] <XXCoder> *of
[20:21:09] <MacGalempsy> Jymmm: I wish. no weight yet...
[20:23:07] <MacGalempsy> Did one thrusday and my A$$ was hurting until today
[20:41:06] <pfred1> well that was pretty easy
http://i.imgur.com/vI1dfW9.jpg
[20:44:13] <MacGalempsy> nice one
[20:45:12] <pfred1> I just opened the png file in axis
[20:45:49] <pfred1> and the image to g code converter script dealt with it
[20:49:14] <MacGalempsy> thats pretty cool. have you tried any portraits or landscapes?
[20:52:13] <pfred1> not yet
[20:57:53] <codepython777> where is a good place to buy T6 alum sheets ?
[20:59:41] <codepython777> in the us
[21:01:41] <MacGalempsy> a local supply or junkyard or recycling center?
[21:05:18] <codepython777> MacGalempsy: There is no online shop to buy these things from in the us?
[21:06:02] <MacGalempsy> codepython777: how big do you need?
[21:06:12] <Wolf_> ebay…
[21:06:26] <Wolf_> dunno if online metals is still around
[21:06:51] <MacGalempsy> codepython777: the thing is that by the time you pay for shipping, you can save more money by looking around locally
[21:07:07] <MacGalempsy> i get aluminum sheet at the local recyclers for $1/lb
[21:08:33] <Wolf_> or find larger suppliers/metal shops and buy drop/cut offs at scrap prices
[21:08:51] <codepython777> MacGalempsy: 24"x24" x 1mm or 0.5mm
[21:09:22] <Wolf_> or amazon it
[21:09:33] <Wolf_> but thats the spendy way to go
[21:09:42] <pfred1> MacGalempsy what do they pay you when you bring in scrap?
[21:10:07] <MacGalempsy> pfred1: I have yet to take any in
[21:10:14] <MacGalempsy> every time I go, I just endup getting more
[21:10:16] <pfred1> you should ask anyways
[21:10:37] <pfred1> I'd want to know how much they're making
[21:10:47] <MacGalempsy> I got my eye on a 6'x4"x4"
[21:11:33] <pfred1> maybe then you could negotiate a better price?
[21:11:52] <pfred1> be like hey how come you're only paying a quarter a pound but you're charging me a buck?
[21:12:18] <Wolf_> thats easy answer, because you want it
[21:12:54] <MacGalempsy> well, last time I bought a couple pieces for like $30 and online the same stuff was 4 or 5 times that
[21:13:24] <Wolf_> scrap yard usually charges me more for stuff then I pay for new drop at the supply houses
[21:13:29] <pfred1> right now scrap AL is about 60 cents a pound
[21:13:49] <pfred1> yeah scrappers are kinda sleazy
[21:13:57] <MacGalempsy> that is probably for cans
[21:14:23] <pfred1> 1100 and 3003
[21:14:32] <Wolf_> I usually don’t pay tho, I’ll trade what I bring in for stuff I see
[21:14:36] <pfred1> actually that's the highest price
[21:14:37] <MacGalempsy> the last stuff I got was 6061
[21:14:55] <pfred1> that's 56 cents a pound
[21:15:10] <pfred1> http://www.scrapmonster.com/scrap-prices/category/Aluminum-Scrap/116/1/1
[21:15:38] <pfred1> so they're not quite doubling their money on you which isn't too bad
[21:15:53] <Wolf_> last trip to the one that closed up on me
http://i.imgur.com/ezG2C30.jpg =(
[21:16:00] <MacGalempsy> anyways, the point of the conversation was for codepython777 to look around, unless he needs it ASAP. for 2'x2'x1mm I would be afraid it would bend in the mail
[21:16:07] <pfred1> still I'd rather meet in the middle on a sizable quanitiy
[21:16:10] <Wolf_> I was $10 out of pocket that time
[21:17:53] <pfred1> I need to find a sign maker
[21:18:06] <pfred1> they only get 6 cents a pound for scrap plastic
[21:19:44] <pfred1> I found that out here
http://www.instructables.com/id/The-Fantastic-Plastic-CNC-Mill/
[21:20:00] <Wolf_> yeah, I need to find the door shop that was using the scrapper that was close to me, they brought in bar stock all the time, mostly 7075
[21:20:29] <MacGalempsy> so the most of the day was spent remapping the pins in the HAL
[21:20:29] <pfred1> that's it get in up stream
[21:21:16] <MacGalempsy> I think most of it is figured out. still trying to figure out which ins/outs should be used on the VFD
[21:22:10] <Wolf_> funny part is most people don’t know that the supply places, even like online metal retail locations sell drop at scrap value (even tho they specialize in small cut orders)
[21:22:52] <MacGalempsy> the analog channel will be used for an amp meter. then there is fault indicator output. torque mode selection. perhaps adding an index button?
[21:22:54] <pfred1> Wolf_ yeah and scrap price is apparently half of what a scrap yard will charge anyone
[21:23:50] <Wolf_> friend of mine had me do work on her truck and sent me to pick up her order of 2” square tube, for the price she paid for one piece I came back with like 100lbs of stuff in my truck lol
[21:24:28] <MacGalempsy> lol. maybe should be selling to her
[21:25:19] <Wolf_> lol I didn’t know about the drop till then, I happened to ask what the shelf full of short pieces was for
[21:26:01] <Wolf_> now I just order full sticks of materials when I need it from the suppliers
[22:02:46] <MacGalempsy> http://kansascity.craigslist.org/tld/5926388353.html
[22:03:34] <g123> nice
[22:04:51] <MacGalempsy> http://columbiamo.craigslist.org/tls/5938880962.html
[22:05:10] <MacGalempsy> that is a nice one, but its a little too much $$
[22:05:24] <XXCoder> nice one allright
[22:05:33] <XXCoder> pricy yeah
[22:05:41] <XXCoder> can buy cnc lather larger one for cheaper
[22:05:53] <MacGalempsy> yeah... just no room for larger...
[22:05:59] <XXCoder> toooons of accessories
[22:06:10] <MacGalempsy> yeah. lots of stuff
[22:07:10] <MacGalempsy> not any more lathe listings around here today than yesterday
[22:07:13] <pfred1> that's crack head list for ya
[22:08:08] <MacGalempsy> pfred1: this one is for you
http://stlouis.craigslist.org/art/5928200618.html
[22:08:35] <pfred1> MacGalempsy I'm watching Digging Britt ATM
[22:09:34] <MacGalempsy> http://stlouis.craigslist.org/bfs/5908515631.html wow. only its in MASS
[22:10:30] <pfred1> diggin britt
https://www.youtube.com/watch?v=rKbPOWl4lZ0
[22:10:34] <XXCoder> MacGalempsy: 800 bucks
[22:10:51] <MacGalempsy> roadtrip
[22:10:52] <MacGalempsy> ?
[22:11:28] <MacGalempsy> http://fayar.craigslist.org/tls/5942675425.html good deal, but the wife would kill me
[22:11:50] <XXCoder> decent deal yeah
[22:12:18] <XXCoder> that is basically same machine as mine
[22:12:59] <MacGalempsy> already have a big one, but that one would be good for wood
[22:14:11] <pfred1> that CNC is $427.99 new
[22:14:19] <pfred1> http://www.ebay.com/itm/New-CNC-Router-Engraver-Milling-Machine-Engraving-Drilling-3-Axis-3020-Desktop-/130999706774
[22:15:13] <MacGalempsy> probably could get it for $250. I just sent them an email to see if they were left any other equipment
[22:18:38] <XXCoder> m114?
[22:18:49] <XXCoder> m117?
[22:18:55] <g123> I would like you to review my purchases and advise if linuxcnc is a good fit, if so, what should I research/purchase to move forward. Many thanks!!!
[22:19:10] <XXCoder> wrong channel no wonder wasnt responding lol
[22:19:15] <g123> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/digital-stepper-driver-kl-5056d-heat-sink-is-included
[22:19:38] <g123> http://www.automationtechnologiesinc.com/products-page/nema-23/nema-23-three_eighths-inch-dual-shaft-with-a-flat-570-oz-in
[22:20:11] <g123> https://cnc4pc.com/c35s-quick-setup-breakout-board.html
[22:20:33] <g123> https://cnc4pc.com/catalogsearch/result/?q=C34KL
[22:20:43] <MacGalempsy> XXCoder: hanging out in #reprap huh?
[22:20:51] <g123> http://www.galco.com/buy/KB-Electronics/KBMM-125?scrollTo=overview
[22:20:58] <XXCoder> yeah finishing upgrade of my machine
[22:21:06] <XXCoder> induction probe
[22:21:37] <g123> http://www.migration.g0704.com/dvdrom_super_combo_download.html
[22:21:38] <XXCoder> know whats amazing mac? basically none of hosts actually display XYZ coord
[22:22:01] <g123> http://www.grizzly.com/products/Drill-Mill-with-Stand/G0704?utm_campaign=zPage&utm_source=grizzly.com
[22:22:12] <g123> http://www.migration.g0704.com/dvdrom_super_combo_download.html
[22:22:16] <MacGalempsy> too much thinking envolved. no manual printing
[22:22:16] <g123> Many thanks!
[22:22:23] <MacGalempsy> you are welcome
[22:22:38] <XXCoder> mac well one said its because position is not accurate because no feedback
[22:22:55] <XXCoder> lol because linuxcnc display what it THINKS are current position thats good enough
[22:22:58] <MacGalempsy> heh. sounds like a noob
[22:22:59] <XXCoder> strange argument really
[22:23:08] <XXCoder> nah sounds like reprap expert
[22:23:37] <MacGalempsy> just slow it down so it doesnt miss any stepps
[22:23:38] <XXCoder> reprap and 3d printing in general is not devloped by cnc machinists
[22:26:30] <MacGalempsy> XXCoder: are you using ramps?
[22:26:41] <XXCoder> with more or less latest ramps yeah
[22:26:43] <pfred1> XXCoder just what are you insinuating?
[22:27:09] <XXCoder> insinuating what?
[22:27:13] <pfred1> 22:54 < XXCoder> reprap and 3d printing in general is not devloped by cnc machinists
[22:27:29] <XXCoder> thats not answer
[22:27:32] <MacGalempsy> pfred1: that sounds like a general statment
[22:28:01] <pfred1> well what if reprap and 3d printing was devloped by cnc machinists?
[22:28:37] <XXCoder> essentally zero likehood or there would be more proper gcode support, like m1 m0
[22:28:45] <XXCoder> actual part coorditate
[22:29:08] <pfred1> then how do they do it?
[22:29:25] <XXCoder> they just use machine coord
[22:29:31] <XXCoder> no m1 no m0
[22:29:41] <XXCoder> they have their own gcode for pausing
[22:30:24] <MacGalempsy> I believe reprap was invented by a physicist
[22:30:37] <pfred1> it was academic in origin
[22:30:51] <pfred1> people that didn't know which end of a screwdriver to hold
[22:30:53] <XXCoder> know what I want?
[22:30:59] <MacGalempsy> https://en.wikipedia.org/wiki/Self-replicating_machine
[22:31:02] <XXCoder> bottom up rebuild of whole 3d printing thing
[22:31:10] <XXCoder> make it MUCH more cnc machinist standard
[22:31:27] <XXCoder> add few really needed gcode support to linuxcnc
[22:31:44] <XXCoder> some really is nesscary as 3d printer has retract which dont exist for milling
[22:31:48] <XXCoder> few others
[22:31:56] <MacGalempsy> Adrian Bowyer at the university of bath started the reprap movement. he is a engineer and mathematician
[22:32:11] <pfred1> there's some videos of people plotting with 3D printers on YouTube and they're moving pretty good these days
[22:34:05] <XXCoder> yea
[22:34:11] <Kevin`> XXCoder: retract is just an axis movement. what's really needed is temperature control hardware and bed probing
[22:34:39] <MacGalempsy> XXCoder: you should write a 3D printing component for lcnc
[22:34:40] <XXCoder> pink proved it to me that 3d printer can be done, she used linuxcnc to print, after stripping few gcode and doing it manually
[22:34:49] <XXCoder> mac not that good programmer unfortunately
[22:35:41] <XXCoder> (termstat stuff she did manually)
[22:36:17] <MacGalempsy> malcom2073 did some 3d printing stuff with lcnc
[22:38:46] <XXCoder> nice
[22:39:17] <MacGalempsy> and arduino and ramps is so cheap. its not worth the brainpower to us lcnc (imo)
[22:39:23] <MrCurious> cant you just use 4th axis (A) for extruder control to allow retraction, and with that fit it in the cnc spec, except for temperature control?
[22:40:16] <XXCoder> 3d printers use E for coord, but yeah just change to A and be done, unless it is beter to have seperate and new axis so 5 axis printers is possible heh
[22:40:48] <MrCurious> a 5 axis 3d printer WOULD be interesting
[22:40:54] <MacGalempsy> from what I heard, there are issues with using the A (not sure exactly)
[22:40:57] <XXCoder> yeah saw video of one
[22:41:02] <XXCoder> crazy
[22:41:18] <MacGalempsy> kickstarter has a couple of robotic arm printers right now
[22:41:41] <XXCoder> it printd in normal layers thing then it used other axis' to print details on it, spirl and stuff
[22:41:43] <MrCurious> i like the idea of an inverted SCARA 3d printer
[22:43:48] <MacGalempsy> https://www.kickstarter.com/projects/474096717/armbot-affordable-robotic-arm-3d-printer-running-w?ref=category
[22:44:11] <MacGalempsy> looks like on 3 axis though
[22:45:17] <MrCurious> yeah, that is a SCARA arm, but it is not inverted. inverting it instantly grands 4x the print area
[22:46:03] <MacGalempsy> it would be cool if the extruder rotated, so one could print a dome
[22:46:39] <XXCoder> hmm somewhat expensibe
[22:46:43] <pfred1> look at it go
https://www.youtube.com/watch?v=fXFLvG4UboE&t=354s
[22:46:54] <XXCoder> mac problem is there is no such thing as slicer for more than 3 axis
[22:47:04] <MacGalempsy> here is another one
https://www.kickstarter.com/projects/dobot/dobot-m1-pro-robotic-arm-for-makers-and-businesses?ref=nav_search
[22:47:11] <MacGalempsy> XXCoder: not yet :)
[22:47:17] <XXCoder> yea
[22:48:55] <MacGalempsy> that last one has a laser, soldering iron, parts placer. and more
[22:49:27] <MacGalempsy> ha, one programs it with scratch
[22:51:13] <MacGalempsy> looking at the team picture, I wonder how much of the development took place in SF (especially since the writing on the wall is in chinese)
[22:53:43] <XXCoder> MacGalempsy: one of saddest thing about 3d printing?
[22:53:47] <XXCoder> no g2 and g3
[22:54:00] <MacGalempsy> really? I didnt realize that
[22:54:30] <XXCoder> yeah. they find stuff acceptable that I does not, for example size imprecision
[22:54:35] <XXCoder> insides dimensions tend to be smaller
[22:58:15] <g123> what is the perferred motherboard these days for lcnc? The list I am looking at is pretty long.
[22:58:58] <MacGalempsy> g123: are you going to use a parallel port or a controller card?
[23:00:52] <MacGalempsy> g123:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test
[23:02:04] <g123> I am open to either, but will likely need to support 4-5 axis in the future, with spindle and coolant
[23:03:03] <MacGalempsy> g123: many have had luck with a mesa card and j1900n-dv3
[23:05:09] <g123> can you point me in a direction for the mesa card?
[23:05:41] <MacGalempsy> mesanet.com
[23:06:32] <MacGalempsy> so you can get a pci card and daughter card. you should take a look through the forums and see what other people with you setup have used.
[23:07:13] <g123> I meant a model given 4-5 axis, coolant, spindle, limits switches, etc
[23:08:18] <MacGalempsy> not sure about all the models, it depends on several things. like servo vs stepper, number of i/o, etc...
[23:09:30] <MacGalempsy> i think you could get away with a 5i25 and 7i76
[23:09:43] <g123> steppers have been purchased
[23:09:57] <MacGalempsy> but ask PCW or JT-Shop2 they are the pros
[23:11:11] <MacGalempsy> however, it is time for me to hit the hay. good luck!
[23:11:19] <MacGalempsy> ciao gents
[23:13:00] <g123> I have the following from many years ago, but did not implement on the project....... 5I23, 8i20, 50'ish ribbon, and a 7I44
[23:15:14] <g123> thanks Mac
[23:24:37] <g123> PCW or JT-Shop2, please advise when you get a chance, thanks!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}