Back
[02:21:38] <Deejay> moin
[02:35:48] <pink_mobile> hi
[02:40:07] <pink_mobile> I'm looking for an idea, how to make / get a door with 4 panels, that all of them move together.
[03:14:54] <enleth> https://www.youtube.com/watch?v=umfvm8I9_oU
[03:15:07] <enleth> technically this fits the stated requirements
[03:18:38] <XXCoder> that is wonderful finger pincher
[03:18:50] <XXCoder> around middle of door for convience
[03:22:58] <SpeedEvil> https://www.youtube.com/watch?v=_XOCDLrfwh8
[03:23:06] <SpeedEvil> when you want it cut clean off
[03:25:28] <XXCoder> fancy
[03:49:29] <XXCoder> pink_vampire:
https://www.youtube.com/watch?v=iRumO4Ev2RY
[03:50:05] <XXCoder> though ending is weird
[03:51:19] <pink_vampire> http://i.imgur.com/K30Vjt0.jpg
[03:52:02] <pink_vampire> this is the enclosure that i want to make,
[03:52:17] <pink_vampire> enleth: SpeedEvil ^
[04:01:41] <XXCoder> pink pic isnt loading. weird.
[04:01:54] <XXCoder> trying reload
[04:02:07] <XXCoder> ah iots dopwnloading a little faster now.
[04:02:40] <pink_vampire> http://i.imgur.com/K30Vjt0.jpg
[04:02:50] <pink_vampire> XXCoder: try now
[04:03:03] <Wolf_> just do a bifold door like you find in a home closet, but put the tracks on the outside of the machine
[04:03:28] <XXCoder> its still loading
[04:03:29] <XXCoder> imgur may be getting hammered
[04:03:41] <Wolf_> loaded for me fine
[04:04:12] <enleth> pink_vampire: drop by the nearest home improvement store and look for sliding cupboard door systems
[04:05:05] <enleth> pink_vampire: I've seen some that use two sets of two panels and synchronize the movement with some steel cable running over the guide rails
[04:05:36] <Wolf_> bypassing sliding doors on cupboards aren’t very common here I think
[04:06:34] <pink_vampire> I need it "splash proof"
[04:06:38] <enleth> could be - over here there's an aisle with those in every big hardware/home improvement store
[04:07:32] <pink_vampire> I thought about shower sliding doors
[04:07:33] <Wolf_> http://www.faztek.net/Applications/Enclosure1.jpg like this?
[04:07:52] <pink_vampire> but I never saw ones that sync
[04:08:13] <enleth> you can do the syncing part on your own
[04:08:30] <enleth> a few rollers and some thin steel cable is all it takes
[04:08:36] <pink_vampire> no, just slide to the inside one on top the other,
[04:09:12] <Wolf_> bypass doors would be a pain in the ass I think
[04:09:18] <enleth> pink_vampire: do you have the vertical space to have the whole door/cover slide *up*?
[04:09:24] <Wolf_> you want all 4 panels to make a clear opening right?
[04:09:31] <XXCoder> its loading litle bit faster
[04:09:37] <XXCoder> reminds me of old 14k baud days
[04:09:45] <pink_vampire> Wolf_: yes
[04:10:35] <pink_vampire> the table is 70cm side to side, and the case is 160, so 100cm open, is 4 25cm panels.
[04:11:01] <Wolf_> open from the middle out, might be able to do it like a hanging panel, like a barn or pocket door
[04:11:52] <Wolf_> 2 tracks, bypassing, 2 panels interlocked so they keep a overlap on each side
[04:12:05] <pink_vampire> I want it slide, I will be wet, and I don't want to drip on the floor
[04:12:30] <Wolf_> track and doors inside
[04:12:58] <Wolf_> hanging from track shouldn’t have issue with chips
[04:13:03] <pink_vampire> where I get those doors / tracks?
[04:13:46] <enleth> pink_vampire: I'd still seriously consider a single panel sliding up in vertical tracks and resting on a windowsill-like shelf that's angled inwards to collect coolant, unless the space above the machine really doesn't allow for that
[04:13:59] <enleth> even then, a garage door-like motion inside the cabinet could be possible
[04:14:04] <enleth> have you considered that?
[04:14:11] <Wolf_> make some, heck, could just use round rod and make the hangers with two skate bearings on a \ / on the rod
[04:14:25] <enleth> well now we know why that was loading slow for him
[04:14:33] <Wolf_> lol
[04:15:47] <pink_vampire> but what prevent the water from coming out?
[04:16:06] <enleth> pink_vampire: can't be sure without a side view, but it looks like a garage door arrangement could just about clear the milling head and fold into the space above the mill
[04:16:25] <Wolf_> on the 2 doors? overlap + wiper seals
[04:17:13] <enleth> common windows seals, the self-adhesive type you buy in coils, should do
[04:17:33] <pink_vampire> enleth: you can't do it, the head of the machine is there
[04:18:12] <enleth> split it into 3 hinged parts and it will fit
[04:18:18] <pink_vampire> how they do it in professional machines?
[04:18:27] <Wolf_> garage door wouldnt work due to depth of the machine
[04:18:45] <enleth> Wolf_: split in 3, the lowest panel would still be kinda vertical but above the opening
[04:18:54] <pink_vampire> it's 80cm deep
[04:19:26] <enleth> and how high is the opening supposed to be?
[04:19:49] <pink_vampire> 70cm
[04:20:30] <enleth> uh
[04:20:31] <enleth> so
[04:20:32] <Wolf_> doors look taller then the depth of the enclosure in the cad
[04:20:34] <enleth> it will fit?
[04:21:04] <enleth> the only hard part about it is making the two curved guides
[04:21:59] <enleth> for the doors themselves, buy pre-cut polycarbonate, PMMA or tempered glass if the support structure can handle the weight
[04:22:07] <enleth> places selling those will cut it to size
[04:22:33] <enleth> glass being preferred for scratch resistance and being immune to solvents
[04:22:49] <pink_vampire> what do you mean by "curved guides"?
[04:24:38] <enleth> pink_vampire:
http://ec2-52-16-13-114.eu-west-1.compute.amazonaws.com:8080/amg-garage-doors-v2/img/garage-doors-sectional-doors2.jpg
[04:24:43] <enleth> that's how those doors work
[04:24:54] <Wolf_> meh, this is all being made from scratch right? just make the door top closer to the top of the box, could use almost straight track with a angle section like they use on heavy equipment front windows
[04:25:06] <enleth> there's a guide for rollers on the door segments
[04:25:13] <enleth> it makes a 90deg bend with a curve
[04:25:27] <pink_vampire> enleth: you cant' the head is in the way
[04:25:58] <enleth> make the enclosure 5cm higher?
[04:26:51] <XXCoder> pink_vampire:
[04:26:55] <XXCoder> it finally loaded
[04:27:00] <enleth> that's the point of having the door segmented - it only needs a very small amount of space in the corner to operate
[04:27:04] <pink_vampire> it's almost up to the ceiling
[04:27:09] <XXCoder> I guess it would work
[04:27:15] <XXCoder> you dont make large parts eh
[04:27:17] <enleth> pink_vampire: can you show a side view?
[04:27:22] <pink_vampire> i also try to avoid driping
[04:27:25] <pink_vampire> yes
[04:27:34] <Wolf_> https://www.clevelandbrothers.com/wordpress/content/uploads/2015/11/Cat_302_7D_CR_Mini_Excavator_Overview-4.gif like this
[04:27:48] <enleth> the isometric view suggests there is enough space in front and above the head
[04:28:59] <pink_vampire> http://i.imgur.com/kUdMd7t.png
[04:29:18] <enleth> that's not to scale, is it?
[04:29:33] <enleth> there's miles of space for the door mechanism on this image
[04:29:50] <Wolf_> my suggestion of the excavator type track would work easy in there
[04:29:51] <pink_vampire> Wolf_: datron did the same
[04:30:01] <enleth> besides, if the Y motor sticks out so much, there's going to be miles of space anyway
[04:30:15] <pink_vampire> do you know about a kit for that?
[04:30:27] <Wolf_> nope
[04:30:27] <pink_vampire> correct
[04:30:54] <Wolf_> I think my buddy would be pissed if I sold the window out of his excavator
[04:31:17] <pink_vampire> lol
[04:31:36] <Wolf_> but you could probably build something easy with some unistrut and some bearings
[04:31:40] <enleth> pink_vampire: OK, based on the images you posted, I still stand by my suggestion of making a vertical segmented door that slides over the mill, that's how I'd do it. Do as you will, but good luck with horizonally sliding doors, it's going to be a bigger PITA than vertical
[04:32:00] <enleth> much more prone to jamming, for one
[04:32:14] <XXCoder> Wolf_: top part can irerally be made from 1010s but bottom is bit harder
[04:32:21] <Wolf_> enleth: enough room that is doesn’t need to be segmented and no curved track needed
[04:32:39] <pink_vampire> what about H rails from the top?
[04:33:04] <Wolf_> woudl work, over kill though
[04:33:21] <XXCoder> reboot brb
[04:33:28] <enleth> Wolf_: that I'm not sure of, it might be too little space in there to swing a single pane, but really this is almost a special case of a segmented door - a 1-segmented one.
[04:33:42] <enleth> Wolf_: I agree, though, it would be the most elegant solution, provided it fits in there
[04:33:55] <pink_vampire> maybe h rails, with right and left handed acme screws
[04:34:18] <Wolf_> swing would depend on the top track and if you let the door bottom swing outside the box or not
[04:34:41] <enleth> apparently there's no more vertical space above the box
[04:35:19] <Wolf_> old mini excavator you could pop the front window up without banging head in to it
[04:35:20] <pink_vampire> above is the roof of the house
[04:36:19] <Wolf_> you has cad, add in two rails at the top running at a down angle to the top of the door and see if the plane will clear
[04:36:49] <pink_vampire> mmm
[04:36:59] <enleth> OK, I'm off, there's work to be done; It'd be glad to help sort it out in detail just to procrastinate on more important stuff, but I can't
[04:37:14] <pink_vampire> do you know what is the therm for it?
[04:39:13] <Wolf_> not really, the 3 machines (backhoe and excavators) that had that type window setup both just had bent metal tracks, backhoe looked like box section made in a brake. rollers were just bearings on bolts
[04:40:30] <Wolf_> for the overhead part, bottom of the door has rollers on each side running in a C type channel
[04:44:16] <Wolf_> would be easy for me to make, but then again I have about 200 feet of unistrut laying around at my shop
[04:45:35] <pink_vampire> are you able to make the whole case?
[04:45:52] <Wolf_> what are you planning to make it out of?
[04:47:48] <pink_vampire> i want to pay for someone to build it out of sheet metal
[04:48:12] <Wolf_> where abouts are you located?
[04:49:17] <pink_vampire> see pm
[04:50:03] <Wolf_> shipping might be small pain
[04:50:48] <Wolf_> top half could be knock down build, bottom pan would have to be fully welded though
[04:50:49] <pink_vampire> i need it in 6 pats, 4 walls, base, and top
[05:51:43] <jthornton> morning
[05:51:53] <Tom_itx> morning
[05:54:10] <Deejay> hey
[07:02:00] <automata> Hi.. is there a motion.* pin that indicates that a spindle synchronized motion is in progress?
[07:02:14] <automata> motion.motion-type does not indicate that.
[07:10:13] <archivist> you know because you just commanded it, set a pin in gcode
[07:40:04] <pink_vampire> just finished 2 more parts (2.3*2.4 mm) with 1.6mm hole
[07:52:31] <pink_vampire> any idea how to make this part on the mill??
http://i.imgur.com/CuC4haO.png
[07:52:40] <pink_vampire> archivist: ^
[07:53:24] <pink_vampire> archivist: part is a scale you like ..
[07:53:46] <archivist> mill is the wrong tool
[07:54:18] <pink_vampire> mill is the tool i have :(
[07:54:35] <archivist> put a lathe tool in the vice on the table, put bar in a collet in the mill spindle, and turn it
[07:55:12] <pink_vampire> I need slotting tool.. that I'm also dont have :(
[07:55:59] <gregcnc> slotting for that part?
[07:56:23] <archivist> groove tool/parting off
[07:56:35] <gregcnc> soft jaws two ops
[07:56:54] <gregcnc> 3r for tapping
[07:56:59] <gregcnc> 3rd
[07:58:26] <pink_vampire> i have to make sore that the 2mm side are concentric.
[07:58:45] <pink_vampire> the rest of it is less important.
[07:59:42] <archivist> turning in the spindle can make both at one setting, then part off
[08:03:20] <jthornton> someone join #jt2 so I can see the event in my logger
[08:25:58] <Denkishi> OK, so apparently with the Trak DPM I have with an A.G.E. 3 controller errors out on G28 and G54 gcode .. With this prg:
http://pastebin.com/wkPNng2V I can't just remove those lines can I?
[08:33:42] <gregcnc> denkishi what does the manual say about work offsets and coordinate systems?
[08:39:06] <Denkishi> Er, it'
[08:39:29] <Denkishi> It's setup is basic ABS and inc. otherwise, nothing specific in the interface manual.
[08:40:03] <Denkishi> It should be a standard FANUC post as well. That poutput I pasted was from HSM cam...
[08:49:50] <gregcnc> if it doesn't like G28, G54 they may not be supported
[08:52:44] <cradek> Denkishi: line N20 means "send Z all the way up" in fanuc (and linuxcnc)
[08:53:16] <gregcnc> http://www.practicalmachinist.com/vb/cnc-machining/help-code-proto-trak-age-3-controller-274170/
[08:53:49] <gregcnc> just not supported
[09:04:48] <Denkishi> erm, what about N40
[09:05:07] <Denkishi> Select workplane offset 1?
[09:05:40] <Denkishi> Also not supported, just wondering if it's a matter of putting something in it's place or removing it.
[09:05:53] <gregcnc> remove it
[09:06:33] <Denkishi> And yeah, not trying to run full 3 axis btw. I have the DNC dongle, just don't have CAM software on the damn XP machine it's connected too :|
[09:06:33] <gregcnc> how do you set work origin on the machine? Seemed like this is done manually via the dro?
[09:07:06] <Denkishi> That's how I normall do it. And make sure that my ref points start at 0,0 im cad
[09:07:08] <Denkishi> in*
[09:40:21] <Denkishi> now with this one:
http://pastebin.com/Zi4vhwkg , it keeps yelling at me about a G28 on block 82 ...
[09:40:32] <Denkishi> but there is no more G28 in the code ... :(
[09:44:10] <gregcnc> does it need M2 at the end?
[09:56:47] <Jymmm> The Chemistry of the Metals.pdf
[10:00:50] <Denkishi> erm, not sure. None of the other CAM's I have got to work seem to need it ...
[10:21:06] <IchGucksLive> hi all
[10:21:34] <IchGucksLive> Denkishi: jour code workes fine
[10:21:46] <IchGucksLive> use M2
[10:21:51] <IchGucksLive> M30 at the end
[10:22:28] <IchGucksLive> your posts needs a remake
[10:22:36] <IchGucksLive> use a standard iso one
[10:22:41] <IchGucksLive> like fanuc11
[10:26:35] <kb8wmc> IchGucksLive: hello sir
[10:27:00] <IchGucksLive> :o
[10:58:06] <IchGucksLive> till later ;-)
[12:18:44] <SpeedEvil> http://imgur.com/gallery/Y92As the future of CNC
[12:18:56] <SpeedEvil> Laser Cut Gingerbread Trailer Park
[12:20:25] <Loetmichel> smells nice i bet ;)
[12:20:34] <Loetmichel> tastes less nice i assume ;)
[12:22:33] <jdh> interesting choice of models
[12:35:03] <IchGucksLive> hi
[13:12:18] <Jymmm> are custom gas/welding hoses common place by chance? I'm looking for a plasticizer-free propane hose
[13:13:06] <kb8wmc> IchGucksLive I read in the forums? (as I remember) that someone was working on developing a trochoidal toolpath for use in HeeksCNC...Do you know of any progress in this direction?
[13:13:55] <CaptHindsight> Jymmm: for the inner or outer? Is a thermoplastic ok?
[13:14:28] <IchGucksLive> kb8wmc: no i dident connect dan since im out of the forest
[13:14:43] <kb8wmc> ok...tnx
[13:15:30] <Jymmm> CaptHindsight: Not sure what you mean by inner/outter, but looking for (I believe) a rubber high pressure hose that won't leech plastizer
[13:15:32] <CaptHindsight> Jymmm: are you sure you mean a plasticizer? It's a broad term for additives
[13:16:00] <Jymmm> CaptHindsight: black oily substance that leeches out of the hose == plasticizer
[13:16:08] <CaptHindsight> additives that make it softer and more flexible
[13:16:44] <Jymmm> CaptHindsight: black oily substance that leeches out of the hose and clogs up the device it's connected to == plasticizer
[13:16:45] <CaptHindsight> inner area vs outer jacket
[13:16:46] <IchGucksLive> kb8wmc: fusion360 is god on that
[13:17:35] <Jymmm> CaptHindsight: Not really sure, just looking to replace this
https://www.amazon.com/Mr-Heater-Buddy-Hose-Assembly/dp/B001CFWF5U
[13:17:36] <CaptHindsight> Jymmm: ah so this is not used for beating someone
[13:17:52] <kb8wmc> ok..tnx for that info...I will have to look into it
[13:17:56] <Jymmm> CaptHindsight: Well, it is, but that's just an extra bonus
[13:19:18] <Jymmm> CaptHindsight: I have one of those which is not suppose to leech out, but it seems to have.
[13:38:26] <IchGucksLive> im off Gn8
[13:42:38] <Nick-Shop> <JT-Shop> you around?
[13:52:29] <JT-Shop> I'm out in the other shop
[13:53:25] <Nick-Shop> got time for some Hardinge questions?
[13:55:14] <JT-Shop2> just ask the question
[13:55:46] <Jymmm> Don't ask to ask, just ask!
[13:56:47] <Nick-Shop> Is the spindle sync to enable single point threading and solid tapping?
[13:57:49] <JT-Shop2> yea
[13:58:24] <Nick-Shop> Do I need other programs to get the spindle speed to register on the axis screen?
[13:59:21] <Nick-Shop> Like python etc?
[14:01:19] <Duc1> python component if Im not wrong
[14:01:55] <Nick-Shop> any link to what I need?
[14:02:29] <JT-Shop2> Nick-Shop: pyVCP
[14:02:34] <Nick-Shop> Using wheezy and 2.7.7
[14:02:46] <JT-Shop2> there is a full example in the doc
[14:03:08] <Tom_L> JT-Shop, how's the JT-Shop2 coming along?
[14:06:42] <JT-Shop2> wrapping up the east wall OSB, just ran out of nails so off the
[14:06:47] <JT-Shop2> Maynards
[14:06:59] <Tom_L> i'm about to pay them a visit as well
[14:17:51] <Jymmm> JT-Shop2: You have a cnc, make some!
[14:18:05] <Jymmm> JT-Shop2: or print some
[14:34:35] <Nick-Shop> Whats the best way of posting 4 files so I can get some help with this?
[14:35:37] <Nick-Shop> I'm sure I'm missing something simple but I've been staring at this too long.
[14:40:56] <archivist> or just paste the error
[14:43:15] <Nick-Shop> There's no error - the speed meter just doesn't work
[14:44:45] <archivist> you can debug signals with halscope
[14:45:12] <archivist> and halshow
[14:50:55] <Wolf_> yay most of my stuff that was in the mail showed up and I think my “new” level is bigger then my new Lcnc box
http://i.imgur.com/T9rvLuU.jpg
[14:52:04] <JT-Shop2> paste.ubuntu.com
[14:52:45] <JT-Shop2> Tom_L: I did make some good progress on understanding how the logger side worked this morning and started writing my logger
[14:54:01] <Wolf_> so what sort of latency results should I expect on the q1900-itx mobo
[14:54:23] <Jymmm> >1
[14:55:02] <Jymmm> Wolf_: you tell us
[14:55:05] <archivist> +- something
[14:55:14] <Wolf_> showing a jitter of 31406ns
[14:55:39] <Wolf_> running 3x glxgears and running off live cd
[14:55:45] <archivist> plug in a different video card
[14:56:02] <Wolf_> no vid card, its a mini-itx
[14:57:03] <Wolf_> 98-12 level is almost bigger then the mobo...
[14:58:23] <roycroft> so the linxucnc live cd installer is officially retarded
[14:58:43] <roycroft> i just did an install, selecting xfs as my filesystem, as that's what i prefer on linux
[14:58:47] <roycroft> it installed just fine
[14:59:03] <roycroft> but when it rebooted it failed, because fsck.xfs was not installed
[14:59:18] <roycroft> so i had to reinstall with xfs4
[14:59:27] <Wolf_> lol nice… lets see of I have the same issue
[14:59:29] <roycroft> this is just a sandbox virtual machine, so no big deal ror now
[14:59:32] <roycroft> for
[14:59:36] <sync> > 2016
[14:59:37] <sync> > xfs
[14:59:50] <roycroft> when i do a real install i'll install the os and then use aptitude to install linuxcnc
[15:01:57] <roycroft> if the livecd doesn't want to support xfs that's fine - i have no issue with that at all
[15:02:06] <roycroft> but if that's the case the installer should not allow one to select it
[15:06:40] <JT-Shop2> roycroft: that plan won't work you need a real time kernel
[15:07:30] <roycroft> jt-shop2: one can configure a "stock" debian install with a rt kernel
[15:07:32] <cradek> https://help.ubuntu.com/community/FilesystemTroubleshooting#xfsprogs_-_xfs
[15:07:56] <cradek> looks like there is no such thing as fsck.xfs
[15:08:01] <roycroft> the linuxcnc.org web page gives explicit instructions for doing so
[15:08:13] <cradek> maybe if you install xfsprogs before rebooting...?
[15:08:36] <roycroft> # ls -l /sbin/fsck.xfs
[15:08:36] <roycroft> -rwxr-xr-x 1 root root 450 Jun 22 2012 /sbin/fsck.xfs
[15:08:49] <roycroft> ther is such a thing
[15:08:55] <roycroft> it's just not on the livecd
[15:09:06] <cradek> heh, it's probably a copyright statement and then exit 0
[15:09:33] <roycroft> it's somewhat more than that
[15:09:48] <roycroft> it nags one to use xfs_check and xfs_repair instead
[15:10:30] <roycroft> at any rate, i have a working linuxcnc on ext4, which is fine for sandbox purposes
[15:10:51] <roycroft> and i know how to install debian with xfs and a real time kernel, and then install linuxcnc as a package
[15:10:54] <cradek> fsck.xfs - do nothing, successfully
[15:10:57] <cradek> ha
[15:10:58] <roycroft> were that jessie were fully supported
[15:11:09] <roycroft> wheezy is no longer supported by the debian folks
[15:11:31] <cradek> yeah we would all like that
[15:11:36] <roycroft> not that it's a huge deal - i don't intend for any cnc computer to ever connect to the internet
[15:11:41] <roycroft> that would be scary beyond belief
[15:11:58] <skunkworks__> scary for some definition.. ;)
[15:12:10] <roycroft> i'm in the middle of making parts, and all of a sudden the russians hack in and do something different
[15:12:10] <roycroft> er
[15:12:13] <roycroft> not the russians
[15:12:15] <roycroft> i mean obama
[15:12:38] <cradek> I'm scared of many things, but that has never crossed my mind
[15:12:48] <archivist> I have had a buildbot on a live machine
[15:13:08] <skunkworks__> I have watched youtube videos while machining..
[15:13:14] <Wolf_> need internets, how else do you watch youtube while machining
[15:13:21] <skunkworks__> :)
[15:14:18] <Wolf_> I wonder if I should wait to install lcnc, still waiting for wifi card to get here
[15:14:27] <enleth> skunkworks__: you mean, you were sitting there just in case a random latency spike ruins the part? oh wait...
[15:15:25] <Jymmm> roycroft: obama AND the urkarians (not russians)
[15:16:43] <skunkworks__> enleth, no - in case I programmed a part wrong..
[15:16:46] <skunkworks__> ;)
[15:17:01] <roycroft> i can't keep up with all the wingnut conspiracy theories, jymmm
[15:17:17] <roycroft> the last i heard john bolton said it was obama who did it as a false flag operation
[15:17:57] * roycroft would watch youtube videos on an internet-connected laptop or something
[15:24:03] <Jymmm> roycroft: I'd be impressed if you could watch youtube WITHOUT internet-connected anything =)
[15:27:17] <skunkworks__> I have youtube videos streaming directly into my brain... It suppresses the voices..
[15:36:49] <CaptHindsight> what is the problem with jessie?
[15:39:33] <Nick-Shop> can someone look this over and tell me why the spindle speed isn't showing up an the axis screen?
http://pastebin.com/UScemZQu
[15:41:07] <JT-Shop2> does anything show up?
[15:41:32] <cradek> CaptHindsight: I think seb worked on it, and was unable to find an rtai kernel that boots on various machines and is stable
[15:42:22] <Nick-Shop> zilch - the tool changer works
[15:43:10] <Nick-Shop> but I got that to work on the other Hardinge with the pico cards
[15:43:43] * JT-Shop2 is unfamiliar with a zilch
[15:44:06] <JT-Shop2> does the pyvcp tab show up on the right side of Axis?
[15:45:12] <Nick-Shop> yes
[15:46:03] <Nick-Shop> it's a strip down the whole right side
[15:46:26] <Nick-Shop> zilch - nada
[15:48:43] <JT-Shop2> and all that other stuff is in the panel but not the bar display?
[15:49:37] <Nick-Shop> I will post a pic - brb
[15:50:59] <Frank_6> guys, i fuc$"D up, i bought 1'' wide timing pulleys, but my servomotor shaft is 1.2inches while the pulley is 1.7inches, i should change them?
[15:51:39] <Frank_6> there is 3/4 inch out of the shaft
[15:57:32] <Nick-Shop> Pic of my Axis screen
http://imgur.com/a/Ko9hv
[16:00:18] <Nick-Shop> The spindle speed always stays at 0 - even with the spindle turning MDI and manual
[16:13:57] <ToddZ_> in your postgui hal file you have the net spindle-rpm => pyvcp.spindle-speed line commented out.
[16:25:13] <Deejay> gn8
[16:27:06] <Nick-Shop> I just checked that file - This is what it reads - I even resaved the file and restarted Axis - No reading while spindle is going
[16:27:07] <Nick-Shop> # Spindle Speed Meter
[16:27:09] <Nick-Shop> net spindle-rpm => pyvcp.spindle-speed
[16:27:10] <Nick-Shop> net spindle-at-speed => pyvcp.spindle-at-speed
[16:28:28] <Nick-Shop> I must have copied the file before I changed it.
[16:31:43] <srdc> Does anybody know if all 6 channels of the Mesa 7i49 should be enabled? I only need 4 of the resolver channels, and so only enabled 4PWMs, but (for wiring reasons), they are channels 0,1,3,5. I assumed the serial auto-detected, but I'm not sure it's working properly.
[16:33:44] <cradek> if you enable 4 I'm sure you'll get the first 4
[16:33:56] <cradek> that's how all of that works
[16:34:38] <srdc> That's what I was afraid of. I'll rearrange the wiring and see if that doesn't work better. Thanks!
[16:42:44] <Tom_L> JT-Shop, what do you think you'll be changing on the bot?
[16:48:29] <Nick-Shop> <srdc> If you enable 5 channels and skip the plugs you don't use - you don't have to go any further with the configs.
[16:50:22] <Nick-Shop> Opps do 6 channels your covering them all
[16:55:41] <srdc> Yes, I think that's what I'm going to do. It doesn't seem like it really affects performance hardly.
[17:02:12] <Nick-Shop> I did that on this Hardinge - I needed 3 resolvers and axis is real specific with what goes where - I didn't need y axis but couldn't find where to change the callouts - so I called for 4 positions and left position 1 out and everything worked without errors.
[17:13:42] <JT-Shop2> CRAP I just cut the wire for 7 outlets and forgot I had a 90 in the conduit... that's 250' of wire wasted
[17:14:40] <Tom_L> woops
[17:19:34] <JT-Shop2> yea 6" short
[17:22:12] <srdc> Mebbe ya need a nice big pull box???
[17:22:23] <srdc> Say, a couple feet from the end?
[17:22:31] <srdc> ;-D
[17:24:19] <sync> just solder on some 6" pieces
[17:49:17] <andypugh> Oh, the irony, email just in. “Account Rejected on The Hobby-Machinist - The FRIENDLY Machinist Forum”
[17:50:01] <JT-Shop2> sync: good idea add some on, I have some butt splices that will work
[17:50:29] <sync> haha andypugh
[17:51:52] <andypugh> Good grief, they haven’t just rejected my application, they have banned my IP too.
[17:52:47] <BeachBumPete> Jeez man you must be a bad penny or something ;)
[17:59:18] <JT-Shop2> I think andy's past is catching up with him
[18:00:15] <andypugh> They make you write a short essay about why you want to join. I admitted it was just because they had a nice 5C colllet drawing from Hardinge. They banned me on the basis that they “don’t let people join who only want to down;oad stuff”. I guess my reputation as the internet’s worst Leech precedes me.
[18:01:57] <Wolf_> lsusb: command not found… is something missing?
[18:08:35] <JT-Shop2> what flavor of linux?
[18:09:03] <DaViruz> andypugh: i don't get why they want to keep it a secret
[18:09:07] <Wolf_> current live cd install...
[18:09:51] <DaViruz> i have joined similar groups just because they happen to have some odd piece of documentation that they only let members view
[18:10:19] <DaViruz> how could they possibly benefit from it
[18:11:07] <andypugh> Yeah. The irony is that I get to decide who gets to join the LinuxCNC forums. And I never say no, unless they are an obvious spammer.
[18:12:13] <BeachBumPete> I understand the need to keep out spammers but honestly the whole membership thing gets tiresome all over the internet.
[18:15:56] <Wolf_> looks like I get to learn kernel loading on this new mini-itx box…
[18:17:44] <JT-Shop2> Wolf_: I don't have a debian pc up and running at the moment but sudo apt get install lsusb might work
[18:17:54] <JT-Shop2> lsusb works on linuxmint
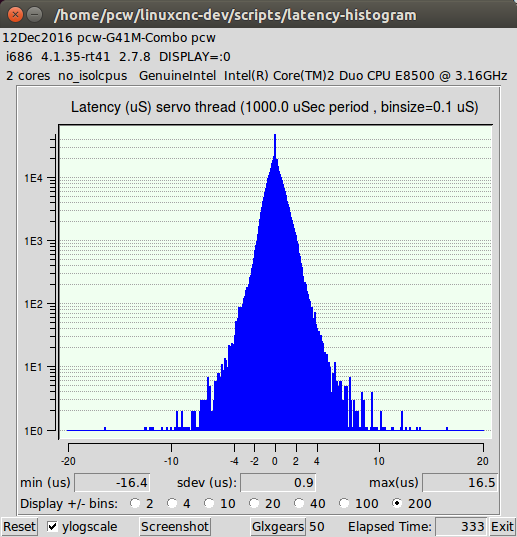
[18:18:51] <Wolf_> well, I got the asrock q1900-itx hooked up, running 33102ns jitter with nothing running but a terminal window
[18:19:29] <BeachBumPete> I have one of those here going in my CNC lathe ;)
[18:21:45] <Wolf_> nice… how do I get the jitter down lol
[18:21:57] <cradek> ha, write an essay
[18:24:38] <jdh> I seem to have an account there. I don't recall any essay. Anything in particular you are looking for?
[18:28:51] <andypugh> jdh: I seem to recall that it was “at least 60 characters about yourself”. I did say it was a short essay.
[18:30:19] <Roguish> Wolf_: enter the bios and shut down everything you do not actually need.
[18:30:53] <andypugh> jdh: I think it was the drawing on this page, but it’s hard to be sure now as I can no longer view the page at all:
http://www.hobby-machinist.com/threads/5c-collet-drawbar.17237/
[18:31:28] <jdh> heh
[18:31:49] <andypugh> There was a thread on there about my Rivett planing.
[18:32:17] <andypugh> So, they have talked about me, but won’t let me join…
[18:32:35] <jdh> that's pretty lame
[18:36:31] <jdh> andypugh:
http://imgur.com/a/uJp9B
[18:36:45] <JT-Shop2> yea that is lame
[18:38:01] <jdh> there are also a couple of pics of book pages. looks like machinerys handbook
[18:40:37] <Wolf_> Roguish: already done
[18:41:10] * JT-Shop2 calls it a night
[18:41:15] <JT-Shop2> say goodnight Gracie
[18:41:18] <Roguish> are you using decent memory, and an ssd?
[18:41:32] <Roguish> JT-Shop: milller time?
[18:41:46] <Wolf_> yeah, 4gb of ddr3-1333 and SSD
[18:43:05] <Roguish> ok. sounds good. keep at it. i personally don't worry too much about jitter. i use a mesa board so that unloads the cpu a lot. and I don't run my mill very fast.
[18:43:32] <Wolf_> uname gives me SMP PREEMPT Debian 3.4.55-4linuxcnc
[18:43:33] <Roguish> oh, on board graphics or an add on card?
[18:44:02] <Wolf_> onboard, its a Asrock Q1900-itx, mini-itx form factor
[18:44:45] <Roguish> i use an Asrock Q1900M
[18:44:47] <andypugh> jdh: Thanks
[18:46:17] <Roguish> as box stock as i can make it.
[18:49:20] <Wolf_> this one is pretty stock…
[18:49:45] <Roguish> run it 'til you have real problems.
[18:49:52] <BeachBumPete> what OS?
[18:50:17] <Wolf_> http://www.linuxcnc.org/linuxcnc-2.7-wheezy.iso ...
[19:18:06] <andypugh> Is there a common and cheap collet smaller than 5C?
[19:18:41] <jdh> 3c
[19:21:25] <andypugh> Seems to be what Boxford use, might well be an option
[19:28:29] <Duc1> maybe a ER16
[19:32:15] <jdh> not quite the same type of collet
[19:33:50] <tiwake> ER and 5C are completely different use-cases
[19:35:15] <tiwake> 5C and 16C and 3J are the same use-cases
[19:39:16] <jdh> never seen any 3j
[19:39:51] <tiwake> 3J just lets you clamp on to slightly bigger stuff than 16C
[19:40:09] <tiwake> not much bigger... honestly I don't know why it exists, its pretty much the same thing otherwise
[19:40:37] <tiwake> like 1/8" larger stuff, or something like that
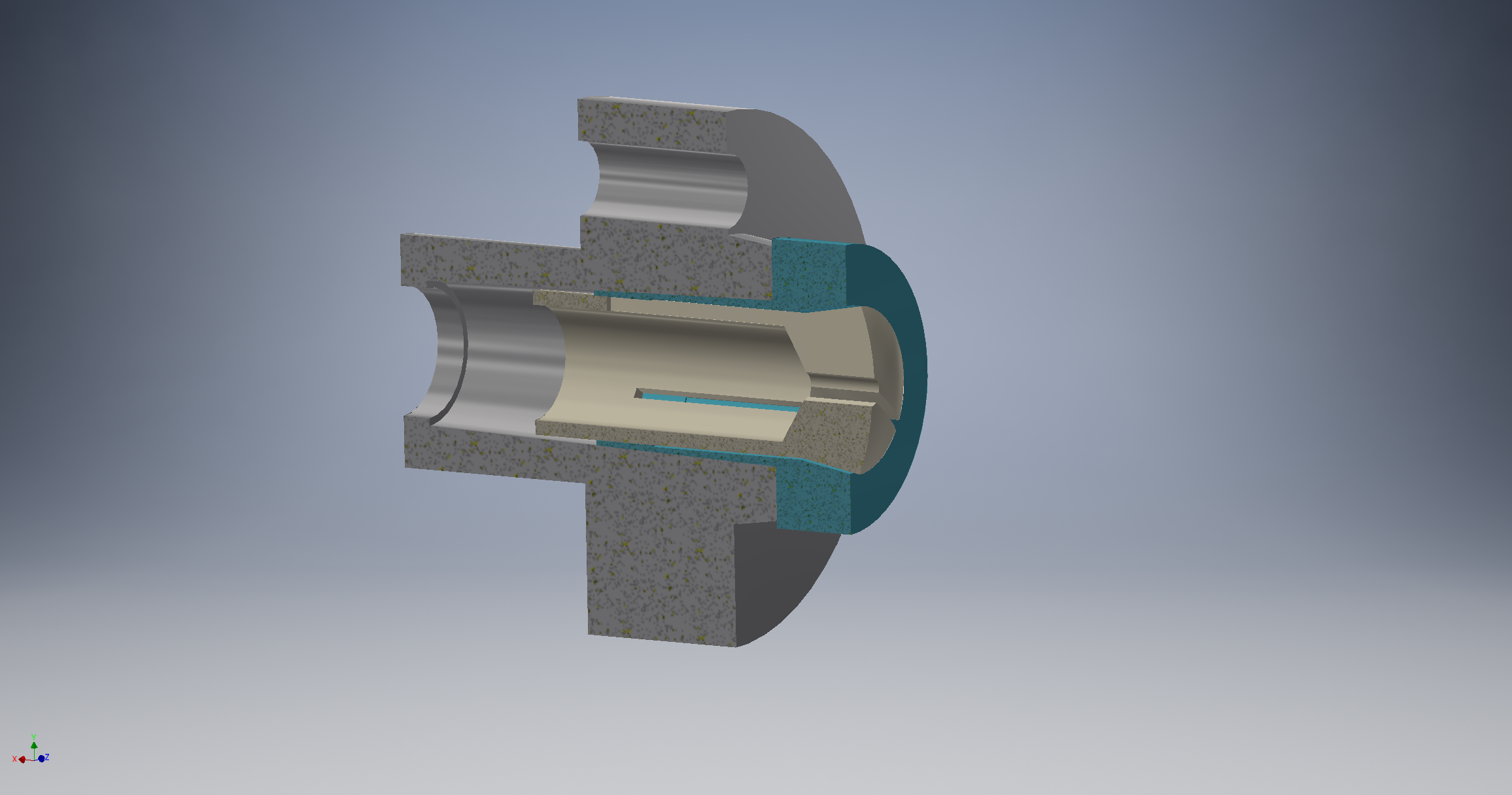
[19:41:20] <andypugh> I could just squeeze in a 5C, but the adaptor ends up very thin. But does that matter?
https://ibin.co/35BCM1MTG1yV.png
[19:42:02] <codepython777> if anyone is buying 1-2 flutes for cutting alum, please let me know :)
[19:42:13] <tiwake> codepython777: why?
[19:42:20] <Duc1> jdh: we use alot of 3j at work. I wish 2J was more commmon again
[19:42:36] <codepython777> tiwake: i plan to buy some soon - still researching
[19:42:46] <tiwake> codepython777: why not three flute?
[19:43:00] <Duc1> andypugh: you trying to adapt down from a size?
[19:43:16] <andypugh> Duc1: I have a lathe that takes 4NS. Those are super-expensive compared to any other collet.
[19:43:28] <tiwake> andypugh: bore it out to give you more room :3
[19:43:54] <tiwake> make not-useful thing useful
[19:44:07] <andypugh> Duc1: The spindle has something a bit like MT4.5 but with a slightly (.005”/ft) different taper.
[19:45:15] <Duc1> hmmm boring seems the easy way to go
[19:45:25] <Duc1> how much are the collets on ebay?
[19:45:40] <andypugh> 4NS? They never turn up in the UK
[19:46:17] <andypugh> And the 5C thing would be for my Holbrook. I am _not_ going to bore out the Holbrook spindle nose.
[19:46:53] <tiwake> also,
http://tavmjong.free.fr/svg2_status.html
[19:47:14] <tiwake> I did not know that SVG version 2 was a thing, and that the thing is seriously considering to be dropped
[19:47:36] <Duc1> http://www.ebay.com/itm/LOT-OF-9-HARDINGE-4NS-Round-Smooth-Collets-Precision-U-S-A-/121809572280?hash=item1c5c6a91b8:g:y0QAAOSw14xWPnYs
[19:50:39] <andypugh> Duc1: And compare that to the price of the (much larger) 5C etc.
[19:51:45] <Duc1> how thin of a wall would the adapter have
[19:53:22] <andypugh> Duc1: 1.18mm at the thinnest
[19:54:01] <tiwake> andypugh: just bore it out
[19:54:08] <Duc1> .046in is pretty thin
[19:54:17] <andypugh> Bore _what_ out?
[19:54:28] <Duc1> the lathe spindle to match a 5c
[19:54:34] <Duc1> recessed a little
[19:55:11] <andypugh> It’s all hardened and ground.
[19:55:26] <andypugh> And besides, that’s a horrible idea.
[19:55:38] <BeachBumPete> I gotta mount this little DC buck board somewhere near my big DC PPS in the VMC and I can't decide how to best do it :(
[19:55:50] <andypugh> I will just have to use a different size of colllet.
[20:01:11] <codepython777> tiwake: 1 flute means it can take away chips easier? I'm a newbie.
[20:01:31] <codepython777> Duc1: $525 for collets!?
[20:01:33] <tiwake> codepython777: it depends...
[20:02:16] <tiwake> codepython777: most aluminum endmills are three flute, but it depends on how large the endmill is too... for the most part, more flutes for harder materials
[20:02:32] <Duc1> codepython777: nobody said machining with old stuff was cheap. 2J collets are pricey to just not that bad
[20:03:21] <codepython777> Duc1: i just bought ER20 collets of various sizes - $20 - was surprised at that price
[20:04:06] <Duc1> ER are still made by almost everyone in the world
[20:06:48] <Duc1> Shame nobody makes a adapter for the 4ns since alot of grinders seem to use that size
[20:07:04] <codepython777> tiwake: i dont have any cooling system yet.
[20:07:06] <andypugh> Well, only Gorton really.
[20:07:37] <andypugh> Anyhow, time to sleep
[20:08:42] <tiwake> codepython777:
https://www.maritool.com/Cutting-Tools-End-Mills-Finishers-Square-End-3-Flute-High-Helix-Square-End-3-Flute/c78_79_80_201_202/index.html
[20:08:52] <tiwake> take your pick
[20:08:58] <Wolf_> ok, what was the talk the other day about kernel stuff in regards to the j1900 boards
[20:09:36] <codepython777> tiwake: if i have a ER20 with 6mm collet, will any of that fit?
[20:09:59] <tiwake> well yeah
[20:10:36] <tiwake> ER collets are designed to squish down a lot, so a given collet will hold a range of different shank diameters
[20:10:55] <codepython777> tiwake: DLC - how do i pick a 1/8" or 1/4"?
[20:11:11] <codepython777> 1/8 3 Flute Carbide End Mill SE 38 Deg Helix .500 loc DLC Coated ? will this fit?
[20:11:41] <tiwake> if you are not in USA I would not suggest getting any of those
[20:11:42] <Wolf_> wtf… did install with preempt-rt kernel directions using netinst iso and now the damn jitters are worse
[20:11:46] <andypugh> 6mm collet probably won’t fit 1/4 or 1/8"
[20:12:19] <tiwake> andypugh: 1/4" will probably fit
[20:12:21] <andypugh> Why not get a 6mm cutter to suit the collet?
[20:12:23] <roycroft> a 6mm collet will be just a wee bit smaller than 1/4"
[20:12:45] <andypugh> 1/4 fits the 7-6 mm not the 6-5 mm
[20:12:53] <roycroft> or get a us customary collet if you are going to use us customery tooling
[20:12:59] <roycroft> mary
[20:13:11] <roycroft> although 'tis the season to be mery :P
[20:13:20] <codepython777> tiwake:
http://www.ebay.com/itm/162236280482 - i just bought this
[20:13:36] <codepython777> andypugh: so if those fit in my machine - I should be able to use almost any width endmill on that page?
[20:13:45] <tiwake> roycroft: that does not matter... I've mixed and matched so much... ER collets like to collapse a lot
[20:14:01] <andypugh> codepython777: Well, you can definitely hold 1/8 and 1/4
[20:14:11] <andypugh> I consider 1/8 to be “tiny”
[20:14:16] <tiwake> andypugh: cause it is
[20:14:24] <tiwake> heh
[20:14:51] <roycroft> quality stuff there
[20:14:51] <andypugh> Depending on what you are making, 1/4” or 1/2” might be better.
[20:14:58] <roycroft> you get 7 collets for half the price of one
[20:15:04] <tiwake> 1/2" is my goto when possible
[20:15:28] <Wolf_> so what am I doing wrong with this lcnc install..
[20:15:33] <andypugh> My go-to cutter is a 16mm 3-insert one that’s very stubby.
[20:15:44] <tiwake> yeah, stubby when possible
[20:15:55] <roycroft> i use the largest tooling that will do the job
[20:16:06] <roycroft> that i have, of course :)
[20:16:16] <tiwake> 1/2" carbide endmills tend to be the cheapest for size and durability/depth of cut
[20:16:22] <Duc1> freaking A - photobucket ads have gotten farther out of control
[20:16:51] <codepython777> tiwake: 1/4"?
[20:17:00] <tiwake> codepython777: get a 1/2" one for screwing around with
[20:17:15] <tiwake> it will be a lot more difficult to break
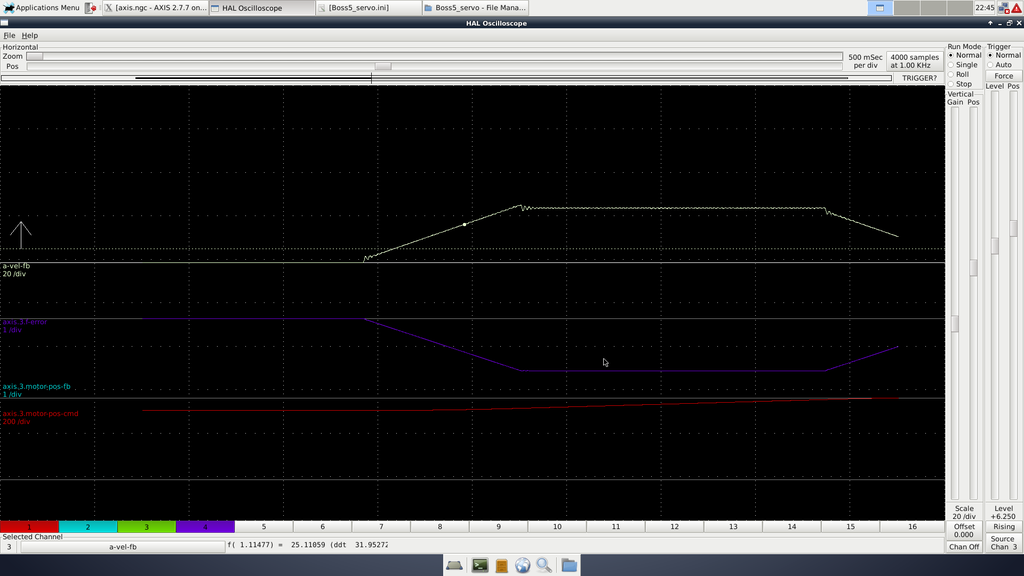
[20:17:22] <Duc1> Rotary axis tunning : I have a problem with my error increase at the same rate as the velocity increase. Any ideas
http://i1221.photobucket.com/albums/dd465/shefron/A%20rotary_zpsqtq6hiyz.png
[20:17:54] <andypugh> 1/2” might be a bit big for the spindle. It’s a high-speed one I think.
[20:18:12] <tiwake> then 3/8"
[20:18:17] <codepython777> that is why i was thinking 1/4"
[20:40:04] <gregcnc> andypugh do you see front mount 5C chucks over there?
[20:42:17] <zeeshan> so i talked to centroid cnc
[20:42:23] <zeeshan> their 30amp drive is really just a 30 amp peak drive.
[20:42:35] <zeeshan> that is weak sauce
[20:42:46] <Wolf_> so.. the “3.7.1 Installing on Debian Wheezy (with Preempt-RT kernel)” directions actually made the max jitter worse on this computer…
[20:42:57] <zeeshan> what comp
[20:43:06] <Wolf_> Q1900-itx
[20:43:53] <zeeshan> wow
[20:43:59] <zeeshan> what kind of jitter are you getting
[20:44:17] <Wolf_> 50145 with nothing running
[20:44:22] <zeeshan> hm
[20:44:27] <zeeshan> something is majorly wrong!
[20:44:35] <zeeshan> what did you get before?
[20:44:45] <Wolf_> was 35000 ish with live cd install
[20:46:06] <zeeshan> and here people are recommending q1900 itx?
[20:46:08] <zeeshan> thats terrible :p
[20:46:41] <Wolf_> unless I screwed up the preempt install by using 64bit...
[20:51:39] <zeeshan> Tom_L would know
[20:51:59] <Wolf_> I’m really not thrilled by this thing so far
[20:54:21] <zeeshan> is it at least fast
[20:54:25] <zeeshan> for doing general work
[20:55:50] <Wolf_> dunno, don’t have anything on it
[20:56:05] <Wolf_> got it just for running lcnc + mesa
[20:57:07] <Wolf_> lol downloading a 200mb iso kicked it up to 73437ns jitter
[20:58:48] <zeeshan> you likely have some bios settings wrong
[20:59:13] <Wolf_> only thing thats still on is audio...
[20:59:22] <zeeshan> did you turn off hyper threading
[20:59:24] <zeeshan> and all that bs
[21:01:19] <Tom_L> Q1900B
[21:01:23] <Wolf_> C states?
[21:01:28] <Tom_L> i dunno about the Q1900
[21:01:40] <zeeshan> Tom_L: what kind of jitter do you get
[21:01:58] <Tom_L> haven't checked in a long time and it's not on the cnc right now
[21:02:28] <Wolf_> speed step was on =/ oops
[21:02:35] <zeeshan> lol
[21:07:34] <Tom_L> zeeshan did you ever find a board?
[21:07:42] <zeeshan> for]
[21:07:47] <Tom_L> lathe
[21:07:53] <zeeshan> like motherbaord?
[21:07:59] <Tom_L> uh huh
[21:08:04] <zeeshan> not yet :p
[21:12:49] <Wolf_> Q1900B-itx is listed as unavailable on newegg
[21:12:58] <Tom_L> right
[21:13:16] <Tom_L> hmm it was just out of stock
[21:16:00] <pcw_home> 70 usec is fine if you are no software stepping
[21:16:20] <pcw_home> s no/not/
[21:16:23] <zeeshan> pcw_home: 30amp was peak
[21:16:24] <zeeshan> for centroid
[21:16:28] <zeeshan> that doesnt seem right ;/
[21:16:42] <pcw_home> still have not found the motor specs
[21:16:55] <zeeshan> me either :P
[21:17:00] <zeeshan> but 30 amp seems wrong!
[21:17:06] <zeeshan> considering the size of this thing
[21:17:32] <Wolf_> I’m doing the install over, I think using 64 bit/amd was a fail on my part
[21:17:49] <pcw_home> Why do you think the jitter is important?
[21:18:14] <Wolf_> well, I pulled up 2 glxgears and one was running at 4fps
[21:18:30] <pcw_home> thats a video driver issue
[21:19:57] * Wolf_ doesn’t know linux
[21:22:59] <Wolf_> I’m more wondering why the jitter is so bad on this thing, live cd install was 33000, 2nd try was 70000, last run was 55k
[21:23:25] <pcw_home> I get down to 4 FPS on this ancient Core Duo if i launch about 50 glxgears
[21:24:03] <pcw_home> though average is about 27 FPS with 50
[21:24:33] <Tom_L> stop drinking so much coffee... the jitter will go down
[21:24:53] <Tom_L> you don't need to worry about it so much if you're using mesa cards anyway
[21:25:20] <pcw_home> live install is RTAI (unless you installed the uspace package and rebooted)
[21:26:00] <pcw_home> so will always have somewhat lower latency than Preempt-RT
[21:26:22] <Wolf_> ahh
[21:30:32] <pcw_home> http://freeby.mesanet.com/lotsaglxgears.png
[21:31:08] <Wolf_> lol
[21:31:28] <Wolf_> now to fix the video driver problem
[21:32:03] <BeachBumPete> Hmmm
[21:32:43] <BeachBumPete> strange I just managed to install the DC buck board in the VMC so I can seperately power the MPG wheel
[21:33:06] <BeachBumPete> I installed it carefully, hooked the 24VDC lead from the main DC power supply
[21:33:38] <BeachBumPete> then I took a shielded four wire cable and using only two of the wires ran it from the output to the front of the machine and into the MPG wheel
[21:33:53] <BeachBumPete> Then I power it up and adjust the output side to 5vdc
[21:34:12] <BeachBumPete> I checked it with a meter
[21:34:15] <BeachBumPete> just to be sure
[21:34:26] <BeachBumPete> and then I powered up linuxCNC and tried it
[21:34:30] <BeachBumPete> wheel does not work
[21:34:44] <BeachBumPete> buck board shows input or output voltage
[21:34:51] <BeachBumPete> both show correct
[21:35:13] <BeachBumPete> if I jog the axes with the keyboard incrementally the table and millhead moves
[21:35:35] <BeachBumPete> but no dice with the wheel.
[21:45:22] <Wolf_> … how the hell do you get a working video driver on this pos
[21:48:59] <pcw_home> its odd that a J1900 should have issues, what kernel are you using? (and what base OS)
[21:50:49] <Wolf_> preempt rt debian 3.2.82-1 and debian-7.11.0-amd64-netinst
[21:51:31] <BeachBumPete> just tried it at 12vdc and 24vdc and still no worky.... I know the 7i77 inputs are good for 24vdc.
[21:51:51] <pcw_home> yeah thats a pretty ancient kernel
[21:52:14] <Wolf_> what should I try…
[21:52:31] <pcw_home> if you try you 5V MPG at 12/24V it will be permanently no worky
[21:53:02] <BeachBumPete> I am pretty sure it was a 24v wheel because the original system was all 24vdc
[21:53:13] <BeachBumPete> it is all a matter of what works for the 7i77 card
[21:53:56] <BeachBumPete> when I was on the PC power supply I was using the 12v dc outputs
[21:59:14] <pcw_home> the 7I77 MPG inputs (field inputs 16..19) have a 2.5v threshold so the inputs must swing above and below that
[22:00:05] <BeachBumPete> OK
[22:00:36] <pcw_home> so you shoud be able to check that with a voltmeter
[22:00:49] <BeachBumPete> would a DC overvoltage really hurt the MPG wheel I thought it was just a bunch of magnets inside there?
[22:01:39] <pcw_home> depending on age, its probably optical and has ICs
[22:02:10] <BeachBumPete> it does not actually say on it what the voltage is unfortunately
[22:02:28] <BeachBumPete> maybe I fried the damn thing who knows..
[22:02:59] <pcw_home> I would check if the output toggle if you turn the dial (very) slowly
[22:03:09] <pcw_home> outputs
[22:03:41] <BeachBumPete> I have it on A and B from the wheel
[22:03:50] <BeachBumPete> to the 7i77
[22:05:53] <Tom_L> you should be able to check the MPG with an led and resistor if you have one
[22:06:05] <Tom_L> unless you have a scope or something
[22:06:21] <pcw_home> A,B to 7I77 TB7 pins 1, 2?
[22:06:23] <BeachBumPete> you need all that just for a DC output?
[22:06:24] <zeeshan> pcw_home: i can only find a motor thermal time constant
[22:06:25] <zeeshan> for the motors
[22:06:39] <zeeshan> i thin kthere is an equation that relates cont power to peak power
[22:06:45] <zeeshan> using the time constant
[22:06:47] <zeeshan> its been a while
[22:07:02] <BeachBumPete> yeah thats what I have the first two pins on the second row in from the end
[22:07:06] <Tom_L> BeachBumPete, i burned one out
[22:07:27] <BeachBumPete> Tom_L with overvoltage?
[22:07:39] <Tom_L> yeah but i don't know how much over
[22:07:40] <pcw_home> zeeshan: not really, you need to know the magnetics, brush max currents etc
[22:08:22] <BeachBumPete> incremental jog still works using the keyboard
[22:08:35] <pcw_home> if its older with Alnico magnets you risk demangetization
[22:08:48] <BeachBumPete> just not getting any with the wheel.
[22:09:05] <BeachBumPete> I wanted to do this so I was not relying on the PC power supply to power the wheel..
[22:09:30] <Tom_L> check the MPG output with an led
[22:09:38] <pcw_home> you need a voltmeter (or LED) (assuming you had this working in hal before)
[22:09:45] <Tom_L> ~330 r
[22:09:47] <Tom_L> or so
[22:09:48] <BeachBumPete> it worked fine before
[22:09:56] <Tom_L> before what?
[22:10:08] <BeachBumPete> should just go high and low on the multimeter no?
[22:10:12] <Tom_L> what tpe of MPG is it?
[22:10:20] <BeachBumPete> before I swapped out the PC power supply
[22:10:21] <Tom_L> yeah
[22:10:30] <BeachBumPete> its the original Cincinatti one
[22:10:35] <Tom_L> oh
[22:10:51] <Tom_L> you can get a cheap one for ~14.00
[22:11:00] <BeachBumPete> I know
[22:11:25] <BeachBumPete> honestly if I DID kill it I will probably just get one of those nice wired pendants with the MPG wheel on it
[22:12:26] <BeachBumPete> I am gonna do some more testing here to see if it is dead or not....
[22:13:02] <BeachBumPete> but right now it is kinda late and I gotta get to work tomorrow morning. Not sure what is wrong with it but sucks it is not working I Really like the MPG wheel.
[22:14:24] <zeeshan> really?
[22:14:28] <zeeshan> i find mpg uncomfy to use
[22:14:41] <zeeshan> its easier to hold a key down than rotate a wheel
[22:14:54] <zeeshan> drives me insane on the mazaks
[22:14:57] <BeachBumPete> not to me its not I was using the keyboard all weekend
[22:15:17] <BeachBumPete> touching off in tenths mode was tedious at best
[22:15:33] <BeachBumPete> you cant hold down the button you have to keep pushing it
[22:16:09] <BeachBumPete> with the wheel you can also quickly zip across distances in higher step modes easily
[22:16:33] <BeachBumPete> most of all I just like the feel of the thing
[22:16:54] <BeachBumPete> Oh well I will figure it out but it is kinda cool to see the buck board in there now
[22:17:12] <BeachBumPete> showing the actual DC power supply output voltage in LED numbers
[22:17:27] <Tom_L> did you check it with a meter too?
[22:17:28] <BeachBumPete> nice way to be able to visually check that is working in the future
[22:17:32] <BeachBumPete> yeah I di
[22:17:34] <BeachBumPete> did
[22:17:35] <Tom_L> those leds aren't super accurate
[22:17:49] <BeachBumPete> when it was set at 5v
[22:18:05] <BeachBumPete> the meter read 4.98
[22:18:09] <Tom_L> i put a dot of hot glue on the pot after i set mine too
[22:18:14] <Tom_L> so vibration won't move it
[22:18:31] <BeachBumPete> I am looking forward to using them in the CNC lathe build
[22:18:37] <BeachBumPete> its gonna have three of them
[22:22:48] <BeachBumPete> well Gn8 guys thanks for the help
[22:22:53] <Tom_L> later
[22:24:05] <renesis> 07:49:30 < Tom_L> i put a dot of hot glue on the pot after i set mine too
[22:24:34] <renesis> haaa, i do that a lot on test gear, plus sharpie because paranoid
[22:25:03] <renesis> and besides strain relief, i use it to pot little prototypes
[22:29:56] <Wolf_> lspci
[22:30:00] <Wolf_> oops
[22:39:23] <automata_> anyone thought about how to make a lathe using linuxcnc with U and W words to mean G91 incremental coordinates (like Fanuc)
[22:49:44] <roycroft> i'm in oregon ducks country
[22:49:54] <roycroft> the u w huskies are the enemy
[22:50:36] <roycroft> i'm not sure what i mean, because i'm not much interested in sport, especially american footballl
[22:50:45] <roycroft> but that's what folks around here tell me
[23:13:33] <Wolf_> i’m really starting to hate this install…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}