Back
[00:04:24] <enleth> zeeshan: Copley Controls 423
[00:04:44] <enleth> I need to fix the balance tuning on one of them too, it's drifting a little during open loop testing
[00:05:50] <enleth> but that needs to wait until someone else drops by, as it's hard to see what the axis is doing while fiddling with pots on the drive
[00:07:08] <archivist> Wolf_, saved :)
[00:07:43] <Wolf_> archivist: 2nd angle
http://i.imgur.com/XBNALyQ.jpg
[00:08:45] <archivist> by save I mean
http://www.collection.archivist.info/archive/mirror/cnc/probe/OMM.jpg
[00:08:54] <archivist> :)
[00:09:02] <Wolf_> I figured :)
[00:09:42] <archivist> hmm plessey SL560 chip
[00:12:44] <archivist> 311 is a comparator, 75158 some texas interface chip (led driver?) the 560 is a wide band amplifier
[00:13:09] <enleth> OK, I managed to relocate a monitor so that I could see it when tuning the drive
[00:13:44] <enleth> can't get it any better than drifting by 1µm every 5-7s
[00:17:19] <XXCoder> the older I get, the older requirement for social security is.
[00:17:38] <XXCoder> when I was 30, it was 60, now im 40 it is 69
[00:17:45] <XXCoder> still, im catching up I guess
[00:18:32] <XXCoder> by time I'm 50, it will be 78
[00:21:09] <roycroft> if you're 40 it will be infinity before you're eligible
[00:23:57] <XXCoder> nah
[00:24:08] <XXCoder> I would be eligiable when I am 310 years old
[00:24:23] <XXCoder> thats not too bad compared to infinity
[00:24:48] <roycroft> the republican wet dream is to get rid of social security
[00:25:05] <XXCoder> when they say its insolvent it means they dont wanna pay back to it
[00:25:08] <roycroft> and with paul ryan being a randite it's a double wet dream for him
[00:25:14] <XXCoder> goverment borrowed from ss and dont want to pay back
[00:26:33] <roycroft> trump is already committing impeachable offenses, and he hasn't even been sworn in yet
[00:26:43] <roycroft> all he cares about is lining his pockets
[00:26:56] <XXCoder> there is last hope
[00:27:00] <roycroft> so he'll sign whatever ryan and mcconnell send him as long as they don't impeach him
[00:27:08] <XXCoder> electral collage is to prevent bad presidents from being president
[00:27:21] <roycroft> they're not going to do that
[00:27:28] <roycroft> besides
[00:27:31] <roycroft> if they did
[00:27:41] <roycroft> they would almost certainly pick clinton instead
[00:27:51] <roycroft> and she would be impeached before her first inauguration ball
[00:27:55] <XXCoder> clinton is way better. I prefer bernie but yeah
[00:27:58] <XXCoder> on>?
[00:28:14] <roycroft> because they don't like her
[00:28:50] <XXCoder> heh if they dont like her they will be really unhappy under trump
[00:28:58] <XXCoder> smart ones anyway
[00:29:23] <roycroft> my solution is to quit following the antics in washington as closely as i used to
[00:30:11] * Tom_itx though he walked into ##politics
[00:30:19] <roycroft> no worries, i'm done
[00:30:51] <XXCoder> largely done. just want to say that not paying attention there will bite back.
[00:31:01] <roycroft> i said not as closely
[00:31:15] <roycroft> i used to keep a browser window open with a half dozen news sites
[00:31:23] <roycroft> now i open that window once or twice a day
[00:31:33] <roycroft> i get my news in batches now, instead of trickling in constantly
[00:31:47] <roycroft> and i only pay attention to the most important things
[00:31:49] <Wolf_> this last election shows 100% of candidates sucked…
[00:31:57] <XXCoder> including bernie?
[00:32:14] <roycroft> i'm not a member of nor fan of either major party
[00:32:19] <Wolf_> they all had issues of some sort
[00:32:29] <roycroft> and the smaller parties tend to nominate kooks
[00:33:10] <XXCoder> we really need to remove winner take all, and add second and third so on choices
[00:33:20] <roycroft> yes, that's one of my major issues
[00:33:24] <roycroft> preference/ranked voting
[00:33:24] <XXCoder> that way for example I vote bernie first then second choice bernie
[00:33:28] <XXCoder> err clinton
[00:33:37] <roycroft> electoral reform is the first thing we need to dig ourselves out of our hole
[00:33:57] <XXCoder> yeah wisc has 37 times more power vote than calfornia
[00:34:00] <XXCoder> not very fair.
[00:34:05] <Wolf_> make 2nd place in the final election vp?
[00:34:09] <XXCoder> battkeground states, 5 of em
[00:34:27] <roycroft> i'm not certain about abolishing the electoral college
[00:34:35] <Wolf_> ^
[00:34:38] <roycroft> although it's worked the opposite of how it's supposed to this time
[00:35:01] <Wolf_> how so?
[00:35:05] <roycroft> but it can be effectively eliminated without a constitutional amendment
[00:35:32] <roycroft> its pupose is a final sanity check to keep demagogues out of the white house
[00:35:40] <Wolf_> thought the idea was so 1-2 cities don’t dictate outcome for the whole country
[00:35:45] <roycroft> this time there's a demagogue going to the white house
[00:35:58] <roycroft> who lost the popular vote BIGLY
[00:36:59] <roycroft> and who is the sorest winner in history
[00:38:27] <roycroft> anyway
[00:38:45] <roycroft> i powered up the first circuit on my brew system control panel for the first time today
[00:39:27] <roycroft> my shop is pretty dedicated to that project until it's finished
[00:39:35] <roycroft> so i'm glad it's getting finshed
[00:39:47] <roycroft> not to mention this is peak brewing season and i can't brew until it's done
[00:40:13] <Wolf_> I need to get back to work on my house and shop
[00:40:19] <roycroft> http://www.zymurgasm.com/Meltdown.jpeg
[00:40:24] <roycroft> a stray welding spark did that
[00:40:49] <Wolf_> though… right now my smart home shit says it 36F inside the house
[00:40:56] <XXCoder> roycroft: thats why Im stuck in middle of removibng electral or not
[00:41:07] <roycroft> http://www.zymurgasm.com/BrewSystem/ControlPanelWiring/FirstPowerUp/
[00:41:12] <roycroft> but it's coming back to life :)
[00:41:17] <XXCoder> its good to have backup (should be activated this time!) but then it slants to few states
[00:42:58] <roycroft> that panel has six circuits - two are done, and i should get at least one more done tomorrow, if not two more
[00:43:24] <roycroft> i'm waiting for some cable to arrive for one of the circuits, and that probably won't arrive until late in the week
[00:43:34] <roycroft> my goal is to have the panel fully functional again by the end of next weekend
[00:44:48] <XXCoder> cool
[00:46:05] <roycroft> not paying much attention to politics helps get these projects done :)
[00:46:31] <roycroft> i work better when listening to music instead of stressing over what the idiots in washington are doing
[02:04:27] <enleth> OK, no motor churning/hunting anymore
[02:05:01] <enleth> now to get rid of the following errors
[02:08:09] <enleth> BTW, shouldn't the calibration panel in axis include FERROR and MIN_FERROR as well?
[02:21:46] <Deejay> moin
[05:02:16] <pink_vampire> hi
[05:02:25] <pink_vampire> any life?
[05:02:35] <XXCoder> nope
[05:02:43] <XXCoder> youre undead and im just dead
[05:02:45] <pink_vampire> :(
[05:02:58] <XXCoder> 3 am is quietest time heh
[05:03:01] <XXCoder> whats up over there
[05:03:45] <pink_vampire> i'm trying to make 1.6mm rivet
[05:04:18] <XXCoder> yeah? isnt rivet tend made on lathe as thats easy there?
[05:05:26] <pink_vampire> but how long the rivet need to be ?
[05:05:53] <XXCoder> no idea?
[05:05:58] <archivist> long enough for the job
[05:06:13] * XXCoder averts that stupid joke
[05:07:10] <pink_vampire> i mean to be able to make a good mushroom on it
[05:07:32] <archivist> silly question, thickness of items, and head shape/type, hole clearance
[05:07:45] <XXCoder> I guess total length + unknown to me extra length
[05:11:58] <pink_vampire> the material is 2mm, so i need 2mm rivet length + the unknown length for the mushroom
[05:12:46] <XXCoder> probably stupid idea, grab some scrap 2 mm stock, ddrill few holes, and vary rivet lengths
[05:12:50] <XXCoder> see what makes good mushroom
[05:13:24] <archivist> http://rivetsonline.com/additional-information/solid-rivet-lengths-for-various-grips.html
[05:13:40] <archivist> just learn to google :)
[05:13:45] <XXCoder> indeed
[05:13:54] <XXCoder> sometimes terms is hard to find
[05:14:14] <archivist> I had to do a -pop as well
[05:15:22] <pink_vampire> brass is a good material for that?
[05:15:31] <pink_vampire> or aluminum is better?
[05:16:17] <Deejay> titanium
[05:16:18] <archivist> must be soft
[05:16:19] <Deejay> ^^
[05:16:30] <Deejay> hi pinky and all
[05:20:01] <pink_vampire> hi Deejay
[05:20:37] <archivist> anyway, dissimilar metals and corrosion
[05:45:51] <jthornton> morning
[05:45:59] <XXCoder> hey
[05:46:14] <jthornton> what's up
[05:46:38] <XXCoder> printing the trangle container thing
[05:46:44] <XXCoder> now the tops. in glow in dark heh
[05:46:54] <jthornton> cool
[05:47:11] <XXCoder> yeah
[05:51:55] <jthornton> what software are you using now to run the printer?
[05:52:08] <XXCoder> pronterface
[05:52:20] <XXCoder> vaguely dirty sounding name one
[05:53:30] <jthornton> lol
[05:53:39] <jthornton> I just downloaded the latest master
[05:54:02] <jthornton> 2015.03.10
[05:54:11] <jthornton> looks 9 months old
[05:54:13] <XXCoder> very latest lol
[05:59:31] <jthornton> https://sites.google.com/site/jfpayeur/instal-pronterface-in-linux-ubuntu-1604
[06:06:26] <rue_shop3> suggested depth of cut and feed rates for a 1mm bit in CD fewel case?
[06:07:42] <pink_vampire> 3 more to go
http://i.imgur.com/TBt7iMU.png
[06:07:47] <XXCoder> .00001mm .00000000001 mm/m
[06:08:23] <jthornton> rue_shop3: for engraving?
[06:08:29] <XXCoder> interesting pink
[06:08:57] <jthornton> what is it?
[06:08:58] <Tom_itx> morning
[06:09:03] <jthornton> morning
[06:09:08] <pink_vampire> rue_shop3: what spindle do you have? what end mill.
[06:09:17] <rue_shop3> for cutting out shapes
[06:09:31] <pink_vampire> how deep is the material?
[06:09:38] <rue_shop3> 1mm
[06:09:57] <rue_shop3> Tom_itx, morning!? no, its still night, I'v not been asleep yet
[06:09:58] <pink_vampire> 1mm deep and 1mm diameter endmill??
[06:10:02] <rue_shop3> yes
[06:10:16] <pink_vampire> it is going to snap 110%
[06:10:36] <rue_shop3> well, I assume shallow cuts, 0.4mm?
[06:10:39] <XXCoder> by cd case? nah its just plastic
[06:10:48] <Tom_itx> rue_shop3, you decide to pull an all nighter?
[06:10:55] <rue_shop3> no, I just did it
[06:11:04] <rue_shop3> I'm making a pendant
[06:11:10] <pink_vampire> cd case is like acrylic sheet
[06:11:10] <Tom_itx> still?
[06:11:17] <rue_shop3> finished designing it ... a while ago, waiting for the first half to print
[06:11:26] <rue_shop3> pink_vampire, yes...
[06:11:35] <Tom_itx> ahh you're printing the case?
[06:11:39] <rue_shop3> brittle as all hell, but nice optic properties
[06:11:44] <rue_shop3> I'm trying
[06:11:54] <pink_vampire> you need very very good cooling
[06:12:04] <rue_shop3> I think I got all the screw things and holes and junk right
[06:12:24] <rue_shop3> how about 0.5 second puff of air every 10 seconds?
[06:12:39] <Tom_itx> guys, talk this poor chap rue_shop3 into linuxcnc... he's a stubborn soul
[06:12:43] <pink_vampire> try 0.1mm DOC and 100 mm/min
[06:13:06] <rue_shop3> Tom_itx, ssshhh... not yet
[06:13:16] <rue_shop3> pink_vampire, k
[06:13:16] <pink_vampire> use a lot of cooling
[06:13:28] <rue_shop3> I should mention its only 4800 rpm tops
[06:13:29] <pink_vampire> and air
[06:13:31] <Tom_itx> rue_shop3 is the pendant for your old cnc?
[06:13:48] <rue_shop3> Tom_itx, I'm thinking its going to be a step/direction interceptor
[06:13:55] <Tom_itx> you'll need to mfg more io for it
[06:13:58] <rue_shop3> so I'll be able to use it on anything
[06:14:04] <rue_shop3> na, I'
[06:14:13] <pink_vampire> basiclly you need to avoid melting the plastic
[06:14:32] <rue_shop3> na, I'll have a 74LS244 disable the normal step source and a m328 un-high-z its outputs to do the control
[06:14:38] <rue_shop3> pink_vampire, k
[06:15:00] <Tom_itx> i forgot how slow that old server really was until i started updating it...
[06:15:10] <Tom_itx> ran all night transferring files over
[06:15:11] <rue_shop3> heeh
[06:15:28] <pink_vampire> maybe even 0.05mm and 400mm/min
[06:16:06] <rue_shop3> the jukebox was a P100, it could handle the music and you didn't ask much more
[06:16:10] <pink_vampire> so you shave a bit of plastic each time and travel fast, so it's not melt
[06:16:26] <jthornton> like pink said you don't want to melt the plastic so you need to take big as possible chips out with slow rpm
[06:16:34] <rue_shop3> k
[06:17:08] <Tom_itx> what sort of bit are you using?
[06:17:10] <pink_vampire> and make sure you go climb on the side you want to get nice,
[06:17:25] <rue_shop3> carbide mill, about 6mm long
[06:17:33] <pink_vampire> 1f 2f 3f?
[06:17:36] <pink_vampire> 4f?
[06:17:37] <rue_shop3> 2
[06:17:43] <Tom_itx> good
[06:19:32] <jthornton> for plastic I use Onsrud bits
https://www.onsrud.com/
[06:20:36] <Tom_itx> he can't get good stuff in canuckville
[06:21:37] <rue_shop3> half cause nobody ships here
[06:21:46] <Tom_itx> some do :D
[06:21:46] <jthornton> canada?
[06:21:51] <rue_shop3> its not usually one of the 4 adjacent states
[06:21:58] <rue_shop3> yuppers
[06:22:12] <jthornton> I ship to canada all the time
[06:22:34] <rue_shop3> lots of people dont :(
[06:23:14] <DaViruz> writing an extra line on the address tag is just too much work
[06:24:01] <rue_shop3> best left for chinese laborors
[06:24:19] <jthornton> I've forwared packages before from my shop
[06:26:10] <rue_shop3> I know two people with US pickup boxes
[06:36:00] <pink_vampire> is there any keyboard shortcut for unhoming?
[06:36:34] <jthornton> what gui?
[06:37:12] <pink_vampire> axis
[06:37:31] <jthornton> click on Help > Quick Reference
[06:40:30] <pink_vampire> SUPER!
[06:41:37] <XXCoder> well gonna work overtime tomorrow so laters
[06:41:47] <jthornton> later
[06:48:33] <Tom_itx> ok, server works. just gotta get it visible
[06:48:53] <Tom_itx> you'd think i would take notes from the first time...
[06:49:03] <jthornton> how do you do that?
[06:49:17] <Tom_itx> it's probably an owner or permissions thing
[06:50:00] <Tom_itx> if you do it like i did, you create a subfolder called public_html
[06:50:24] <Tom_itx> apache knows that's for public viewing
[06:50:41] <Tom_itx> i can see their default page fine
[06:50:52] <jthornton> ah you need lamps, it's coming back to me now lol
[06:50:56] <Tom_itx> http://tom-itx.no-ip.biz:82/
[06:54:09] <Tom_itx> what's lamps do?
[06:54:14] <Tom_itx> i don't recall needing that
[06:54:48] <jthornton> apache mysql php can't remember the other two
[06:55:06] <Tom_itx> i got php
[06:55:14] <Tom_itx> don't think i need mysql
[06:55:23] <Tom_itx> apache is installed by default
[06:55:31] <Tom_itx> when you install server from the get go
[07:04:03] <Tom_itx> one step closer..
[07:05:15] <rue_shop3> anyone have a dxf profile for the groove of a sherline drive pulley?
[07:10:17] <jthornton> http://sherline.com/standard-dimensions-of-sherline-tools/
[07:12:51] <Tom_itx> rue_shop3 i may
[07:13:17] <rue_shop3> hmm 19*
[07:14:12] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/pulley.png
[07:14:21] <Tom_itx> something like that?
[07:14:44] <rue_shop3> yea!
[07:14:49] <Tom_itx> :)
[07:14:53] <Tom_itx> been there done that...
[07:14:53] <rue_shop3> need to make a pulley for the new motor
[07:15:02] <rue_shop3> right, I remember now
[07:15:10] <Tom_itx> you'll regret it.. you want timing pulleys
[07:15:28] <Tom_itx> i went thru half dozen belts
[07:15:29] <rue_shop3> I have no torque, 1mm bits
[07:15:34] <Tom_itx> ok
[07:15:41] <Tom_itx> you want 5500rpm..
[07:15:42] <rue_shop3> I just need rpm, which I can get with the vac. motor
[07:15:44] <Tom_itx> not 3k
[07:15:52] <rue_shop3> I can get 20k easy
[07:16:01] <Tom_itx> the spindle won't take that
[07:16:10] <Tom_itx> it will take ~6k
[07:16:13] <rue_shop3> I suspect not, my target is 10k
[07:16:14] <rue_shop3> oh
[07:16:16] <rue_shop3> hmm
[07:16:22] <rue_shop3> I'll play
[07:16:32] <rue_shop3> I'm making it modular, I made a new bracket
[07:16:37] <Tom_itx> their conversion kit puts it around 6k for their high speed spindle
[07:16:37] <rue_shop3> I can swap them
[07:17:08] <Tom_itx> i can't get to that file right now, i gotta boot 32bit windows and i'm using the 64bit one right now
[07:17:18] <rue_shop3> np
[07:17:30] <Tom_itx> you're gonna sleep all day anyway
[07:18:11] <Tom_itx> i could send you my old pulleys :)
[07:19:04] <Tom_itx> i left one of them the same and changed one
[07:19:11] <Tom_itx> i forget which
[07:20:11] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/pulley_back.jpg
[07:20:22] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/pulley_front.jpg
[07:20:29] <Tom_itx> looks like the motor pulley
[07:20:30] <rue_shop3> the motor shaft is like 8mm tho
[07:20:36] <Tom_itx> i know
[07:20:39] <Tom_itx> i got a reamer
[07:21:05] <Tom_itx> btw, i think it's double grub'd on
[07:21:17] <Tom_itx> they put 2 grub screws in to hold it
[07:21:18] <sync> Tom_itx: poly V is the best
[07:21:25] <sync> timing belts are noisy
[07:21:34] <Tom_itx> i couldn't figure out why it wouldn't come off after taking out the first one
[07:21:45] <Tom_itx> sync they work great on the sherline
[07:22:00] <rue_shop3> er, no I'm replacing the bracket and motor with it
[07:22:11] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/timing_pulley_index.php
[07:22:13] <rue_shop3> I'm making a whole new bolton motor and bracket
[07:22:17] <Tom_itx> rue_shop3, why?
[07:22:23] <rue_shop3> its not my machine
[07:22:27] <rue_shop3> it can be swapped back
[07:22:28] <sync> they work, sure, but poly V is significantly less noisy
[07:22:34] <Tom_itx> rue_shop3, so can the pulley
[07:22:37] <rue_shop3> its owned by armyofevilrobots
[07:22:45] <Tom_itx> sync, i had trouble burning up belts
[07:23:01] <rue_shop3> I'v got no torque on it
[07:23:05] <Tom_itx> rue, i know
[07:23:07] <sync> regular V belt or poly V?
[07:23:13] <Tom_itx> i dunno
[07:23:28] <Tom_itx> got the spares from a sewing machine shop
[07:23:57] <sync> http://bhagyodaybelt.com/wp-content/uploads/2014/12/Polly-V-Belt-.jpg
[07:24:13] <sync> this or
http://www.potomacrubber.com/images/product-V-belts-cog-belts/v-belt-3-LG.jpg
[07:24:40] <Tom_itx> similar to the 2nd one
[07:24:55] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/timing_pulley1.jpg
[07:24:55] <rue_shop3> but much much lighter
[07:24:59] <Tom_itx> that's what i'm using now
[07:25:18] <rue_shop3> the timing belt on my lathe is stretched out or something
[07:25:28] <rue_shop3> have to check it out more, not sure yet
[07:25:40] <sync> Tom_itx: that is a V belt
[07:25:48] <sync> what you are using now is a toothed belt
[07:25:51] <sync> which is noisy
[07:25:52] <Tom_itx> rue_shop3, what am i missing on the server/
[07:25:53] <Tom_itx> ?
[07:25:59] <sync> as air is trapped in the valleys
[07:26:07] <Tom_itx> i can see the logs but not the webpages
[07:26:14] <rue_shop3> ?
[07:26:15] <sync> and V belts fail due to high flex at the smaller pulley
[07:26:27] <rue_shop3> maybe the ownership or permissions on the webpages is wrong
[07:26:27] <sync> poly V belts are thinner thus less flex
[07:26:33] <pink_vampire> what are you making with this belt?
[07:26:35] <sync> but they transmit moar power
[07:26:43] <sync> pink_vampire: read backlog
[07:27:09] <Tom_itx> k, gotta run an errand. bbl
[07:27:36] <pink_vampire> i'm working on the cnc, so i can't really read,
[07:34:33] <pink_vampire> 22f!!
[07:34:59] <pink_vampire> is is why i'm freezing
[07:35:02] <pink_vampire> -6 c
[07:36:11] <Deejay> in your shop?
[08:11:23] <pink_vampire> home
[08:32:01] <BeachBumPete> Morning LinuxCNC
[08:34:36] <andypugh> This is cool, I might have to make one:
https://www.youtube.com/watch?v=rffAjZPmkuU
[08:39:22] <pink_vampire> andypugh: now i want to make one also..
[08:43:20] <BeachBumPete> that is an interesting project... I like how it shoots the stir sticks LOL
[08:54:06] <pink_vampire> i need to deburr 3 parts
[08:57:01] <IchGucksLive> hi all from a real sunny and insprerd germany
[08:57:25] <pink_vampire> hii
[08:57:53] <pink_vampire> here is -6
[08:58:16] <IchGucksLive> her the oposit
[08:58:37] <tiwake> http://www.liveleak.com/view?i=f36_1481399102
[08:59:30] <Deejay> no sun here
[08:59:36] <Deejay> +7°C
[08:59:54] <IchGucksLive> tiwake: thats the chechnian fake news side
[09:00:03] <Deejay> hi IchGucksLive
[09:00:06] <IchGucksLive> it made donald great
[09:00:15] <IchGucksLive> servus Deejay
[09:00:28] <IchGucksLive> du könntst mal wieder den ton checken
[09:01:22] <IchGucksLive> un das ganze so drummrumm ob das past auf der mschione im RT aufzunehmen ist übel
https://youtu.be/AB98VzYxDvY
[09:01:50] <IchGucksLive> Servos4ever: i still have no servo maschine in all those jears
[09:02:17] <IchGucksLive> and with al those 100 th maschines
[09:03:12] <pink_vampire> i have only servo
[09:09:38] <IchGucksLive> pink_vampire: you are doing the hard stuff
[09:10:44] <pink_vampire> what do you mean by "hard stuff"?
[09:12:13] <pink_vampire> IchGucksLive: ^
[09:25:50] <IchGucksLive> everithing above FOAM is hard stuff pink_vampire
[09:27:34] <pink_vampire> i'm working on small steel parts
[09:28:13] <pink_vampire> IchGucksLive:
http://i.imgur.com/TBt7iMU.png
[09:28:56] <IchGucksLive> hard stuff
[09:31:07] <pink_vampire> not to hard..
[09:33:35] <pink_vampire> it's a steel from a gun cabinet
[09:33:50] <IchGucksLive> americans like to prit guns
[09:34:28] <pink_vampire> prit?
[09:34:49] <IchGucksLive> pink_vampire: here i made a quick tutorial last 10 minutes on Foam config 5Axis
https://youtu.be/ncjwltwlwFY
[09:35:02] <IchGucksLive> My incradible bad english voice
[09:36:43] <pink_vampire> omgg
[09:37:02] <pink_vampire> this is your channel???
[09:37:07] <IchGucksLive> yes
[09:37:16] <pink_vampire> COOOOL
[09:37:23] <pink_vampire> I know it!!
[09:37:24] <IchGucksLive> all the crazy LCNC stuff
[09:38:56] <pink_vampire> i like that one
[09:38:58] <pink_vampire> https://www.youtube.com/watch?v=PnxBwhehQWE
[09:39:13] <IchGucksLive> pink_vampire: some "tiny" parts i made ;-)
http://foengarage.de/styro_horse.jpg
[09:39:54] <pink_vampire> omg!
[09:40:11] <IchGucksLive> i can go at 7mx5m x12m
[09:40:22] <IchGucksLive> with 5mm precice
[09:40:34] <IchGucksLive> at 12Nm
[09:40:42] <IchGucksLive> parport driven
[09:41:23] <IchGucksLive> 1600Oz
[09:41:46] <IchGucksLive> steel wire cable
[09:42:52] <IchGucksLive> ok im off
[10:26:45] <Tom_itx> zlog
[11:06:53] <pink_vampire> hi - issue:
[11:08:04] <pink_vampire> i need to make part with 0.4mm wall thickness, (2.4 od 1.6 id)
[11:08:48] <pink_vampire> is is better to first drill the 1.6mm hole and then mill the od?
[11:09:34] <Tom_itx> probably
[11:09:55] <Tom_itx> no wait, i'd probably do the profile first
[11:10:09] <Tom_itx> depends which part needs to be the most accurate
[11:10:20] <archivist> I sometimes make stuff of that scale on the end of a stick then part off
[11:10:47] <Tom_itx> i'm thinking about the wall swelling when you drill the hole etc
[11:11:27] <archivist> http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_08_13_Watch_verge_escape/IMG_0272.JPG
[11:12:26] <archivist> I cut the teeth then turned the inner, then parted off
[11:13:49] <zeeshan> archivist: impressive....... but.............
http://www.sfu.ca/immr/projects/ensc494-01/acoppin/images/Pawl-gear1.jpg
[11:13:50] <zeeshan> =]
[11:14:11] <zeeshan> mems is nuts
[11:14:21] * Tom_itx gives zeeshan a tutorial on pasting links on irc
[11:14:38] <archivist> leave a goddamned space
[11:14:52] <Tom_itx> or any kind of space for that matter
[11:15:22] <Tom_itx> nothing looks different but the new server is up and running
[11:16:01] <Tom_itx> archivist you got gear making down to a science
[11:16:26] <archivist> at least my image shows it takes a few goes to get it right :)
[11:16:42] <roycroft> are you guys trying to get gigs with apple or something?
[11:16:58] <roycroft> this obsession with tiny things is a bit odd ...
[11:17:07] <archivist> pfft science, make, measure, make another till one is ok
[11:17:36] <archivist> roycroft, was for a replacement part for a watch
[11:17:46] <Tom_itx> you always display the result and never tell how you got there
[11:18:13] <archivist> honesty!
[11:19:16] <archivist> and why it does not cost nothing to make
[11:19:33] <roycroft> what do you mean?
[11:19:41] <roycroft> anyone would know it costs something
[11:19:57] <roycroft> there's probably $0.03 worth of brass in one of those gears
[11:20:11] <roycroft> so you should charge $0.04
[11:20:23] <roycroft> that gives you a 25% profit margin, which is fair
[11:20:45] <zeeshan> ^ this is why you guys arent in sales
[11:21:01] <roycroft> the only labor that has any value is one's own labor
[11:21:06] <roycroft> everyone else's labor is free
[11:21:31] <roycroft> i did very well when i was in sales, decades ago
[11:21:33] <roycroft> i hated it though
[11:21:52] <roycroft> and now i'm horrible at sales, so that i don't ever accidenntly get pushed into sales again
[11:22:26] <roycroft> i have this horrible character trait - i'm honest
[11:22:31] <roycroft> which makes sales very difficult
[11:22:42] <archivist> often like in that gear, I have to make the cutter as well
[11:23:34] <zeeshan> roycroft: luckily technical sales is a lot diff
[11:23:38] <zeeshan> then regular sales
[11:23:42] <zeeshan> *than
[11:24:03] <roycroft> sort of
[11:24:08] <roycroft> i've been involved in that
[11:24:14] <roycroft> there's a sales person
[11:24:22] <roycroft> and a sales engineer
[11:24:27] <roycroft> the latter does the sanity checks
[11:24:35] <roycroft> i've been the sales engineer
[11:24:43] <BeachBumPete> I need to be a salesman so I can learn how to sell my schtuff...;)
[11:24:55] <roycroft> i've worked with some pretty bad sales people though
[11:25:10] <roycroft> they made impossible promises without consulting me first
[11:25:22] <zeeshan> im not sure how you came to the conclusion 0.03 part should sell for 0.04
[11:25:25] <roycroft> and it doesn't look very good to have an argument in front of the prospective customer
[11:25:33] <zeeshan> that's how you go bankrupt
[11:25:44] <roycroft> what you seem to not understand is sarcasm :)
[11:25:47] <zeeshan> unless you were joking
[11:25:56] <zeeshan> internet is text.
[11:25:58] <zeeshan> :D
[11:26:18] <roycroft> that i immediately excluded the cost of labor should have been a clue
[11:28:28] <Tom_itx> BeachBumPete you need a marketing manager
[11:28:32] <roycroft> in a one-off part like that labor and overhead are almost the entire cost
[11:28:58] <roycroft> the cost of materials is almost immaterial
[11:28:59] <archivist> and the marketing cost
[11:29:23] <BeachBumPete> Tom_itx You seem to miss the point that I am a one man show here...if I had enough business to pay for a marketing manager I would be hiring a button pusher first ;)
[11:29:53] <roycroft> i'd hire the marketing person first, so i could keep pushing the buttons and not having to go sell things
[11:30:01] <roycroft> but that's because i really dislike sales
[11:30:16] <BeachBumPete> I don't mind the sales part its kind of fun actually to me
[11:30:17] <Tom_itx> BeachBumPete, you're supposed to say you're the engineer, machinist, marketing rep, sales person and lawyer all rolled into one
[11:30:30] <BeachBumPete> Tom_itx I thought that IS what I said...
[11:30:43] <BeachBumPete> you forgot designer ;)
[11:30:44] <archivist> there are contract sales droids dunno what the cost though
[11:31:43] <BeachBumPete> like right now I am designing a new rail to sell and I am speaking with several people via facebook text message this weekend on future products/sales. But that somehow does not relate to big cash income hilariously so
[11:32:41] <BeachBumPete> Oh and I forgot to mention I found a broken wire in my X drive setup that caused a problem yesterday where I snapped a cutter off and ruined a part LOL Good times :)
[11:33:46] <BeachBumPete> After all it is too windy to go kayak fishing right now anyway....
[11:37:33] <zeeshan> BeachBumPete: honestly man
[11:37:50] <zeeshan> i used to think i could make a lot of money off a product
[11:37:55] <zeeshan> that is probably very true, and can be done
[11:38:00] <zeeshan> if you put enough hard work into it
[11:38:18] <zeeshan> but if you can get a machining contract
[11:38:22] <zeeshan> you'll be laughing!
[11:38:57] <fritzgutten> hello all, i'm adding some features to my mini mill, and am facing a dilemma, it seams that i need to learn a lot about HAL configuration, and I just cant wrap my mind around it.
[11:38:57] <Tom_itx> true that
[11:38:58] <BeachBumPete> I have done okay so far with my own products but the parts are a niche market so the sales are not in large numbers really
[11:39:08] <zeeshan> yes
[11:39:09] <zeeshan> that is what i mean
[11:39:12] <zeeshan> i used to make parts for rx7
[11:39:14] <zeeshan> small market
[11:39:38] <zeeshan> small market is okay, but that market should be willing to pay a lot
[11:39:43] <zeeshan> i'm not making this up
[11:39:44] <BeachBumPete> I honestly am not sure I could handle large numbers of parts
[11:39:51] <archivist> fritzgutten, it is a bit like a textual wiring
[11:40:07] <Tom_itx> BeachBumPete sure you can
[11:40:07] * zeeshan stays quiet
[11:40:08] <zeeshan> :D
[11:40:10] <sync> when are you finally going to put it into the wall zeeshan?
[11:40:14] <Tom_itx> start out with small orders
[11:40:36] <BeachBumPete> I would be quite happy with double the business I have now
[11:40:50] <zeeshan> wouldn't it be nice to make a shaft that's threaded on one end
[11:40:50] <Tom_itx> fishing industry need parts made?
[11:40:52] <zeeshan> and has a hex on the other
[11:40:54] <Tom_itx> what about NASA?
[11:40:59] <fritzgutten> I understand that, but doing the translating between real world connections and the HAL pins/components/signals, is a tough one for me. so do i switch over to mach, or bug you guys?
[11:41:03] <zeeshan> about 3 ft long 2" diameter
[11:41:10] <zeeshan> for 1,100$?
[11:41:11] <zeeshan> :)
[11:41:20] <Tom_itx> you need ISO 900x for that
[11:41:24] <Tom_itx> or more
[11:41:28] <zeeshan> no you don't
[11:41:33] <zeeshan> !
[11:41:36] <Tom_itx> for NASA?
[11:41:39] <Tom_itx> i bet you do
[11:41:41] <zeeshan> oh nasa
[11:41:46] <zeeshan> i thought you're talking about the shaft
[11:41:47] <archivist> fritzgutten, well mach just wont be able to do as much :) and we dont mind a few questions
[11:41:51] <BeachBumPete> I know there are many people who started how I am and made it work great but it is not easy
[11:42:11] <Tom_itx> no, getting your foot in is the hard part
[11:42:14] <zeeshan> the unfortunate reality is the person who actually makes the stuff
[11:42:17] <zeeshan> makes the least amount of money
[11:42:25] <Tom_itx> my bud started out just that way
[11:42:28] <BeachBumPete> that is not always the case
[11:42:35] <fritzgutten> I learn best by doing, usually doing a mashup of other peoples configs. and its worked well enough so far.
[11:42:39] <Tom_itx> wound up getting the companies to help finance some of his machines
[11:42:51] <Tom_itx> guaranteed work
[11:43:07] <miss0r> Tom_itx: sounds like the dream :)
[11:43:08] <fritzgutten> right now, i'm trying to wrap my mind around pin creation and naming conventios.
[11:43:09] <zeeshan> the major benefit of having your own product
[11:43:16] <zeeshan> is no one can tell you how to make it.
[11:43:17] <zeeshan> !
[11:43:21] <fritzgutten> conventions
[11:43:26] <zeeshan> you make it exactly how you damn well think it should be made
[11:43:29] <zeeshan> with your own tolerances, and methods
[11:43:32] <zeeshan> and edsign
[11:43:35] <zeeshan> *design
[11:44:00] <miss0r> zeeshan: my plan exactly... I have everything lined up.. now all I need is an idea :)
[11:44:09] <BeachBumPete> I have ideas...
[11:44:10] <fritzgutten> I just want to have a single sensor on my mill spindle, so i can have solid control of the speed. (and to understand HAL)
[11:44:16] <BeachBumPete> just need to make them reality
[11:44:34] <BeachBumPete> now that we are settled in and I am not working most of my free time refurbishing an entire hous
[11:44:37] <BeachBumPete> house
[11:44:43] <BeachBumPete> perhaps I will be more successful
[11:44:44] <miss0r> BeachBumPete, i'll gladly take some of'em off your hands, if they are worth my while :D
[11:44:54] <archivist> fritzgutten, it comes with a number of samples, and you can use stepconf to make a first stab, then edit and add to
[11:45:17] <fritzgutten> Ive added entries from example configs and am having trouble getting Linuxcnc to start. saying that a near pin doesnt exist
[11:45:18] <BeachBumPete> miss0r I am sorry man but I have enough trouble coming up with them myself
[11:45:29] <zeeshan> miss0r: lol i have a text file on my desktop called ideas
[11:45:36] <zeeshan> random collections of ideas
[11:45:41] <BeachBumPete> if I could get my CNC lathe working I would be a lot better off
[11:45:42] <zeeshan> some very common, some not so common
[11:45:42] <archivist> well make that pin exist
[11:45:55] <zeeshan> BeachBumPete: excuses!
[11:46:03] <archivist> name something/ use the right name
[11:46:04] <zeeshan> you're further ahead than me :(
[11:46:10] <BeachBumPete> yeah well its either that or pay tons of cash for a new one
[11:46:18] <miss0r> BeachBumPete: Yeah. sarcasm doesn't translate well on irc. I think you should hold on to your ideas. I am slowly building my buisness here. I sold products for roughly $15k this year.
[11:46:22] <BeachBumPete> and that is just not in the cards
[11:46:22] <zeeshan> i still need to figure out what drivces to buy
[11:46:24] <zeeshan> maybe ishould do that
[11:46:39] <fritzgutten> Ive actually been runing linuxcnc since about 2006 or 7, so familiar with stepconf. but my electronics require some setup that are not addressed in stepconf
[11:46:40] <sync> mine zeeshan!
[11:46:46] <zeeshan> but i have 12 aluminum wheels on my garage that have cracks
[11:46:48] <zeeshan> and need repairs
[11:46:51] <zeeshan> =[
[11:46:52] <Tom_itx> i admit it's fun to design something and sell it
[11:46:57] <zeeshan> sync: i aint running yours
[11:46:58] <sync> zeeshan: just melt them down
[11:46:59] <Tom_itx> good feeling of acomplishment
[11:47:04] <zeeshan> :{
[11:47:08] <sync> why not, they work well
[11:47:12] <miss0r> BeachBumPete: I mostly do other peoples proto types and stuff like that. I would love to have a good idea for a product of my own
[11:47:15] <BeachBumPete> I have sold my parts literally all over the globe so far
[11:47:21] <zeeshan> i need to go with a brand that i am familiar with
[11:47:23] <zeeshan> which will likely be amc
[11:47:26] <zeeshan> unfortunately
[11:47:27] <Tom_itx> BeachBumPete, same here
[11:47:28] <BeachBumPete> I have happy customers one very continent really
[11:47:33] <fritzgutten> I've done a basic spindle control, but without feedback
[11:47:40] <Tom_itx> just electronics instead of aluminum
[11:47:46] <zeeshan> sync: nothing against your drive!
[11:47:58] <zeeshan> your drives might be good for my plasma cutter project
[11:48:13] <BeachBumPete> well I gotta get that wire fixed here... bbl
[11:48:31] <miss0r> hehe. I have also sold stuff to the entiere globe. nothing of my own thou. I've done some pre assembled PLC controllers, that have been shipped to nearly every continent
[11:48:42] <zeeshan> miss0r: are you in germany
[11:48:43] <zeeshan> i forget
[11:48:46] <sync> zeeshan: what kind of wheels?
[11:48:49] <sync> oem shit or aftermarket?
[11:48:54] <zeeshan> sync some amg pieces of shit
[11:48:58] <miss0r> zeeshan: no, directly to the north of that
[11:49:00] <zeeshan> i have no idea why they all have cracks
[11:49:01] <fritzgutten> how do i create a near pin and number it properly?
[11:49:05] <zeeshan> maybe these guys are drifting on them
[11:49:27] <zeeshan> miss0r denmark
[11:49:31] <miss0r> Yeah
[11:49:32] <archivist> fritzgutten, what do you mean by "near"
[11:49:33] <zeeshan> cool!
[11:49:41] <zeeshan> you're in deckel/maho machinery heaven
[11:49:46] <miss0r> if by 'cool' you mean 'cold', then yeah :)
[11:49:53] <zeeshan> hey man i'm in canada
[11:49:56] <zeeshan> i know what cold is :P
[11:49:59] <miss0r> Yeah, I have one of thoes standing next to me
[11:50:07] <fritzgutten> the near function, for approximating spindle-at-speed
[11:50:39] <zeeshan> http://linuxcnc.org/docs/html/examples/spindle.html
[11:50:43] <zeeshan> fritzgutten: ^ section 6.2
[11:50:50] <miss0r> zeeshan: I have a deckel maho 500c standing in my shop. cute little mill. BUT it needs some work soon
[11:50:57] <pink_vampire> linux cnc don't like those lines:
[11:50:58] <Tom_itx> fritzgutten, i use it on my spindle:
http://tom-itx.no-ip.biz:81/~webpage/cnc/configs/sherline/sherline.hal
[11:51:04] <archivist> fritzgutten,
http://linuxcnc.org/docs/2.4/html/man/man9/near.9.html
[11:51:15] <pink_vampire> T30 M6
[11:51:19] <zeeshan> miss0r: very nice
[11:51:22] <pink_vampire> G43 Z0. H30
[11:51:28] <zeeshan> hey guys
[11:51:35] <zeeshan> has anyone looking into synch tapping with linuxcnc
[11:51:43] <pink_vampire> only if i remove them the code run
[11:51:44] <zeeshan> i remember seeing skunkworks_ peck tap
[11:51:50] <Tom_itx> zeeshan i've done it
[11:52:00] <zeeshan> Tom_itx: correct me if im wrong
[11:52:12] <zeeshan> but with sync tapping the angle of rotation of the spindle is synced with the Z axis
[11:52:14] <miss0r> zeeshan: it realy is. but its a heavy bastard. I am thinking of converting it to linuxcnc at some point, but I keep hittinh the wall with the glass scales. they are not to be messed with :-/
[11:52:21] <zeeshan> not the velocity.
[11:52:28] <Tom_itx> pretty sure
[11:52:31] <zeeshan> so if you move 1 degree
[11:52:36] <fritzgutten> Yep, been there, dont get it. addf is add function? andf near.0 is a pin named near, number 0?
[11:52:38] <zeeshan> you move an x amount in the Z.
[11:52:41] <zeeshan> hm
[11:52:43] <zeeshan> i really want that
[11:52:48] <Tom_itx> it's a ratio set with the 33.1 cycle
[11:52:50] <Tom_itx> iirc
[11:53:01] <Tom_itx> hang on
[11:53:39] <archivist> fritzgutten, you add the components to the realtime the later connect to the resultant pins
[11:53:42] <miss0r> putting the kid to bed. bbl
[11:53:55] <Tom_itx> all that crap is on my other pc
[11:54:33] <zeeshan> miss0r: we had this conversation!
[11:54:35] <zeeshan> you need idp 101
[11:54:38] <zeeshan> oh
[11:54:39] <archivist> zeeshan, just add an encoder to the spindle
[11:54:40] <zeeshan> i remember now
[11:54:45] <zeeshan> archivist: i have
[11:54:55] <zeeshan> miss0r: you have philips scales :P
[11:55:15] <zeeshan> archivist: i have a 100ppr encoder on the spindle
[11:55:27] <Tom_L> N11 G98 G33.1 Z-0.7876 K0.0313
[11:55:31] <Tom_L> N12 G33.1 X1.0 Z-0.7876 K0.0313
[11:55:33] <Tom_L> N13 G33.1 X2.0 Z-0.7876 K0.0313
[11:55:40] <zeeshan> Tom_itx: that isn't sync tapping
[11:55:42] <zeeshan> thats rigid tapping
[11:55:52] <Tom_itx> it is in sync though
[11:55:56] <Tom_itx> i can re'enter the hole
[11:55:56] <zeeshan> because you're not orienting the spindle
[11:56:01] <Tom_itx> am so
[11:56:05] <zeeshan> where
[11:56:12] <Tom_itx> index pulse from the spindle
[11:56:14] <archivist> the index is the start
[11:56:29] <Tom_itx> always starts on the index pulse like archivist said
[11:56:35] <zeeshan> ah
[11:56:41] <zeeshan> is that by default
[11:56:44] <zeeshan> or something you need to add
[11:56:46] <Tom_itx> <-- has tried re'tapping the same hole
[11:56:48] <archivist> same as the lathe threading
[11:56:48] <Tom_itx> just fine
[11:56:51] <zeeshan> i forget my spindle encoder
[11:56:55] <zeeshan> i remembe rhaving an A and B phase
[11:57:05] <Tom_itx> you need index
[11:57:06] <Tom_itx> too
[11:57:12] * zeeshan digs through pictures
[11:57:14] <Tom_itx> then all is good
[11:57:51] <Tom_itx> would probably work the same with single point tapping too
[11:57:52] <archivist> I have made my index disk and mounted it ready, just have to do the optos
[11:59:11] <zeeshan> https://c8.staticflickr.com/8/7385/15762754743_7b61b1bc07_b.jpg
[11:59:18] <zeeshan> ofcourse i dont have apic with the damn sensors there
[11:59:43] <zeeshan> i dont remember if i put an index slot in it
[11:59:44] <zeeshan> =/
[12:00:25] <fritzgutten> HAL : ERROR: function 'near.0' not found ---- but i have this in my HAL file addf near.0 servo-thread
[12:01:54] <fritzgutten> but i have also added a names=spindle-at-speed to the loadrt line
[12:01:59] <archivist> did you loadrt it first
[12:02:09] <fritzgutten> the previous line, yes
[12:02:20] <zeeshan> http://i.imgur.com/3M1jCJm.png
[12:02:22] <zeeshan> hmm
[12:02:24] <zeeshan> i found this image
[12:02:25] <fritzgutten> loadrt near names=spindle-at-speed
[12:05:52] <archivist> so you changed the name from near to spindle-at-speed
[12:06:12] <archivist> I never use the names thing
[12:06:43] <Tom_itx> loadrt near
[12:06:46] <Tom_itx> setp near.0.scale 1.40
[12:07:06] <Tom_itx> net spindle-velocity near.0.in2 scale.0.in motion.spindle-speed-in <= hm2_[HOSTMOT2](BOARD).0.encoder.01.velocity
[12:07:11] <archivist> drop the names part so you done confuse yourself
[12:07:15] <fritzgutten> i think. i got it from an example config. but am trying it without the names. if i get rid of "spindle-at-speed" names. the correct syntax for near should be "near.0.in1" etc?
[12:07:17] <archivist> dont
[12:07:48] <Tom_itx> net spindle-cmd motion.spindle-speed-out-rps near.0.in1
[12:07:50] <Tom_itx> net spindle-at-speed motion.spindle-at-speed <= near.0.out
[12:07:53] <archivist> yes original comp name will then be ok
[12:08:06] <Tom_itx> those are all my near lines
[12:08:39] <fritzgutten> ok, and it looks like the config i stole did it with the limit function as well.. this will take a couple minutes to try
[12:09:04] <fritzgutten> thanks arch, Tom
[12:09:19] <Tom_itx> i originally tried limit
[12:09:25] <Tom_itx> not using it now
[12:09:46] <fritzgutten> may not be necessary at all then?
[12:09:59] <Tom_itx> not for me
[12:10:12] <Tom_itx> ymmv
[12:10:15] <fritzgutten> k, ill keep in mind
[12:11:13] <fritzgutten> and i'm using a single sensor, will that create problems as well?
[12:12:20] <archivist> dunno
[12:12:27] <fritzgutten> ok
[12:16:35] <zeeshan> question for you guys
[12:16:50] <zeeshan> more like i need a confirmation!
[12:17:01] <zeeshan> so my servo motors have pulse encoders in them
[12:17:06] <zeeshan> but the machine doesn't have glass scales
[12:17:30] <zeeshan> i'll still need two control loops right?
[12:17:36] <zeeshan> one for the velocity of the motor
[12:17:39] <zeeshan> and one for the position?
[12:19:13] <Tom_itx> my damn calipers have a dead spot in them now :(
[12:19:39] <zeeshan> why
[12:19:43] <Tom_itx> no idea
[12:19:53] <zeeshan> maybe dirty?
[12:19:54] <Tom_itx> the capacitance strip is bad probably
[12:20:03] <Tom_itx> no clue
[12:20:10] <zeeshan> take apart and clean!
[12:20:25] <Tom_itx> clean what part?
[12:20:34] <zeeshan> the strip =D
[12:21:44] <Tom_itx> sliding them closed it goes from .200 to .390
[12:21:56] <pfred1> them who?
[12:23:27] <IchGucksLive> hi
[12:23:52] <CaptHindsight> zeeshan: servo position, torque or speed, take your pick of one
[12:23:55] <Tom_itx> 1" is still 1" though
[12:24:20] <pfred1> a one inch
[12:25:31] <Tom_itx> there's a .1 strip that is bad
[12:26:02] <Tom_itx> it jumps from .300 to .1 after that
[12:26:45] <Tom_itx> just don't measure anything between .1 and .2 and i'm good :)
[12:27:08] <pfred1> its all good in the hood
[12:36:55] <pfred1> anyone want to see my new Z axis dovetail stage I am working on?
[12:44:22] <andypugh> pfred1: Go on
[12:44:47] <pfred1> andypugh OK
http://i.imgur.com/eBfoT6s.jpg
[12:45:35] <andypugh> Is Kendal Mint Cake a good engineering material?
[12:45:39] <zeeshan> andypugh: help me!!!!!
[12:45:40] <zeeshan> :{
[12:46:01] <andypugh> zeeshan: I think you are beyond help :-)
[12:46:04] <pfred1> andypugh that's my home baked HDPE
[12:46:06] <zeeshan> CaptHindsight & Tom_itx i have both velocity and position loops on the mill
[12:46:16] <zeeshan> the lathe is a new type of system for me
[12:46:17] <SpeedEvil> zeeshan: jerk
[12:46:19] <SpeedEvil> ?
[12:46:49] <zeeshan> mill was 1:1 connections. since glass scales would directly go to mesa7i77 and then a position loop was completed in linuxcnc
[12:47:03] <andypugh> pfred1: Are you going to have an adjusting gib?
[12:47:18] <zeeshan> the velocity loop was completed using the servo tachometer and the servo drive
[12:47:20] <pfred1> andypugh I decided not to I just cut it pretty close
[12:47:26] <archivist> rattling fit
[12:47:34] <pfred1> I didn't get it the first time around either
[12:50:35] <pfred1> archivist the top one rattled
http://i.imgur.com/2CP61Mt.jpg
[12:53:35] <Magnifikus> haha ptfe?
[12:53:38] <zeeshan> andypugh: have you setup servo drives where the position control is occuring in the servo drive
[12:53:40] <zeeshan> rather than linuxcnc
[12:53:52] <pfred1> Magnifikus HDPE water and milk jugs
[12:54:00] <andypugh> zeeshan: No, I haven’t
[12:54:07] <Magnifikus> looks like when i milled ptfe :)
[12:54:10] <Magnifikus> early white xmas
[12:54:11] <zeeshan> how about velocity control in linuxcnc?
[12:54:17] <zeeshan> or do you have that offloaded to the drive
[12:54:43] <BeachBumPete> well I got the wire fixed... I guess from all the jostling around during the move it broke and was intermittent. So far about halfway thru a rail program cutting air it seems to be okay...
[12:54:47] <andypugh> On both my machines I have torque-mode amps with everything in LinuxCNC
[12:55:01] <zeeshan> that confuses me
[12:55:12] <zeeshan> are you setup like that because your drives can't be controlled in velocity mode?
[12:55:12] <pfred1> BeachBumPete I was an idiot with a stepper motor wire that came undone
[12:55:18] <zeeshan> drive's can't contro lthe servo i mean
[12:55:49] <andypugh> Yes, I have super-dumb 8i20 drives that just send out the current and phase that LinuxCNC asks for.
[12:56:29] <BeachBumPete> pfred1 I hear ya man an intermittent connection can ruin your day
[12:56:51] <zeeshan> andypugh: to my intuitively it makes more sense to setup a servo feedback loop using torque
[12:56:52] <zeeshan> rather than speed
[12:56:52] <BeachBumPete> at least this was on the servo enable and only managed to break a cutter for me yesterday..
[12:56:54] <pfred1> BeachBumPete somehow this wire totally pulled out of the terminal strip
[12:57:16] <zeeshan> i'm not sure why i ende dup setting mine up in velocity mode
[12:57:20] <BeachBumPete> this is one of those TINY wires that go into that damn high density connector on the drive to the 7i77 card
[12:57:21] <zeeshan> maybe cause i'm clueless :)
[12:57:24] <pfred1> BeachBumPete so I put new drives on my machine and I htought the drive was bad because it wouldn't run, or reverse right
[12:57:45] <pfred1> then I see the wire hanging
[12:57:54] <BeachBumPete> I would like to kick whoevers ass it was that designed those things...
[12:58:14] <BeachBumPete> soldering all those small wires into them was a new miserable experience for me
[12:58:27] <andypugh> zeeshan: Velocity control in the drive can be a much faster loop than the LimuxCNC servo loop
[12:58:38] <pfred1> BeachBumPete cups on a connector?
[12:58:40] <BeachBumPete> but hey I think I get to do it all again here on the CNC lathe soon too ?
[12:58:48] <zeeshan> andypugh: that is why i am questioninig you!
[12:59:01] <zeeshan> i'd think you'd need a dedicated DSP
[12:59:02] <BeachBumPete> oh yeah it has the tiny cups with the tiny hole in it...does not make it any easier I think
[12:59:03] <zeeshan> to do that kind of work
[12:59:20] <zeeshan> for some reason i thought you were controlling velocity in linuxcnc
[12:59:28] <zeeshan> i remember now
[12:59:32] <zeeshan> you were doing pid for the spindle
[12:59:49] <andypugh> Well, maybe, but why do you care how it is done if it’s in the drive?
[13:00:00] <pfred1> BeachBumPete soldering connectors like that can get bad if it is a long connector then you have to allow for more wire on the wires on the ends
[13:00:09] <BeachBumPete> I had to use a special fixture, magnification glasses, and a tiny soldering iron to get it done..
[13:00:29] <BeachBumPete> and even then it took forever
[13:00:29] <zeeshan> andypugh: im just generally talking out loud because i'm confused
[13:00:30] <pfred1> stuff ike a DB-25 cup connector gets hectic
[13:00:38] <zeeshan> why you wouldn't want to off load the position loop to the drive too
[13:00:45] <sync> pfred1: those are very easy
[13:00:46] <zeeshan> wouldn't it just be a better thing to do that?
[13:00:50] <BeachBumPete> I think this was a 50 wire connector or something
[13:00:53] <zeeshan> cause then you wouldn't need to split the encoder wires going both to the 7i77
[13:00:55] <zeeshan> and the drive
[13:01:07] <pfred1> sync they can be fif you don't mind a sloppy job
[13:01:28] <sync> nah, they are very easy to do properly as well
[13:01:36] <sync> huge space between the pins and large diameters
[13:02:41] <zeeshan> andypugh: everywhere i read on the internet
[13:03:04] <zeeshan> the general concensus is that one should be running the drives in current/torque mode
[13:03:23] <zeeshan> they don't say why
[13:03:24] <zeeshan> :p
[13:03:32] <sync> because the rotor is driven by torque
[13:03:34] <sync> not by speed
[13:03:45] <zeeshan> so on my mill
[13:03:48] <andypugh> Velocity mode is generally reckoned to be best, but only if the amps get velocity feedback.
[13:03:50] <zeeshan> i should just disconnect the tachometer?
[13:03:59] <pfred1> I would think current generates torque?
[13:04:03] <zeeshan> and run them in current mode
[13:04:23] <pfred1> well current makes magnetic flux that ends up as torque
[13:04:28] <sync> sure why not zeeshan
[13:04:35] <zeeshan> i'm wondering what the benefit is?
[13:04:41] <sync> you have dc motors on there so nothing to worry about
[13:05:12] <sync> well, you risk having errors because the scale is loose
[13:05:16] <andypugh> If the drives have tachs then I would think that it is best to keep the tachs and the velocity mode.
[13:05:21] <zeeshan> "Suggestion: A servo control consisting of the inner current feedback and the outer loop speed feedback can provide a satisfactory servo control. The inner feedback loop minimizes effects of dead zone of voltage control nonlinearity due to blanking time on the servo system performance."
[13:05:22] <sync> or the mounting is not stiff enough
[13:05:42] <pfred1> andypugh sounds legit
[13:05:43] <zeeshan> so really they're saying that externally to the drive you've setup a velocity feedfback
[13:05:53] <zeeshan> but internally, it's being processed as a current loop
[13:06:11] <sync> zeeshan: google cascaded control
[13:06:15] <zeeshan> sync: i did
[13:06:21] <sync> then you know what is up
[13:06:22] <andypugh> Yes, but many drives have a current loop and a velocity loop inside the drive.
[13:06:24] <zeeshan> that just means the position control is done by linuxcnc
[13:06:34] <zeeshan> and the servo loop is done through the druve
[13:06:39] <zeeshan> either in velocity or torque mode
[13:06:47] <pfred1> they step and direction input drives?
[13:07:05] <zeeshan> pfred1: that from what i've read is only in drives that can do position loops
[13:07:18] <zeeshan> so your drive is the position controller, not linuxcnc
[13:07:25] <pfred1> see all of this si why i avoid servos too complicated
[13:07:38] <zeeshan> it's worth it in the end though
[13:07:43] <pfred1> how so?
[13:07:53] <zeeshan> accuracy
[13:07:54] <zeeshan> precision
[13:07:58] <zeeshan> relability
[13:08:01] <zeeshan> reliability
[13:08:10] <rene-dev> dynamic
[13:08:19] <Tom_itx> shazam!
[13:08:22] <pfred1> meh my machine is enough of all of that for me
[13:08:25] <rene-dev> power consumption
[13:08:29] <rene-dev> noise
[13:08:39] <sync> zeeshan: you can feed drives step/dir in velocity mode
[13:08:41] <sync> but it sucks
[13:08:58] <zeeshan> so what
[13:08:59] <sync> as the drive has to track the command position and derive it to get the velocity command
[13:09:00] <zeeshan> you're feeding a digital signal
[13:09:03] <sync> neg
[13:09:04] <zeeshan> and internally it's converting it to analog?
[13:09:21] <zeeshan> oh
[13:09:22] <sync> it needs a value, say 10rad/s
[13:09:33] <sync> but you are telling it turn 1°
[13:09:37] <sync> turn 1°!
[13:09:46] <sync> and it has to derive that to get a speed
[13:09:52] <roycroft> my somewhat simplistic understanding is that servos determine position via a feedback loop, whereas steppers just keep track of how many steps the motor has turned, and have no way of knowing if a step was missed
[13:09:55] <zeeshan> isn't that position control then?
[13:09:58] <zeeshan> cause you're commanding a position
[13:10:19] <pfred1> roycroft open loop steppers don't keep track of anything
[13:10:22] <zeeshan> (position control internal to the drive)
[13:10:32] <roycroft> yeah, they just turn the motor (or try to)
[13:10:35] <sync> well, it depends on your definition
[13:10:45] <roycroft> the controller software keeps track of what the position should be
[13:10:50] <pfred1> you stall you're done
[13:11:08] <zeeshan> http://i.imgur.com/1GNBUA2.png
[13:11:14] <zeeshan> i found this info for my lathe's servos
[13:11:26] <zeeshan> it looks like the fanuc 2500m is a standard pulse encoder
[13:11:29] <sync> yes
[13:11:34] <roycroft> so if you want to know where you are you either need some kind of external positioner mechanism with a stepper motor
[13:11:34] <sync> AB differential with index
[13:11:36] <zeeshan> that uses 5v and all your typical abz crap
[13:11:43] <roycroft> s/either//
[13:11:44] <zeeshan> so now wtf
[13:11:52] <zeeshan> i have to feed that to both the servo drive and linuxcnc?
[13:11:56] <zeeshan> :[
[13:12:05] <sync> you only have to feed it to our drive ;)
[13:12:12] <zeeshan> your drive does position control?
[13:12:14] <sync> and everything happens over sserial after that
[13:12:17] <sync> of course
[13:12:19] <roycroft> i've read articles by folks who cnc a device that has a dro already, and use the dro to determine position
[13:12:25] <zeeshan> hmmmmmmm
[13:12:26] <roycroft> they use steppers successfully that way
[13:12:29] <zeeshan> HMMMMM
[13:12:41] <sync> I'm telling you, it is the way to go
[13:12:42] <zeeshan> what kind of peak currents can it put out?
[13:12:50] <zeeshan> does it have an internal shunt regulator?
[13:12:57] <zeeshan> and all your typical protection?
[13:13:38] <miss0r> zeeshan: yes. we did have this conversation. (yes - delayed resonse). Still haven't figuered out how to make it do what I want
[13:13:55] <zeeshan> miss0r: the philips scale isn't sin/cos?
[13:13:59] <zeeshan> or are they digital
[13:14:05] <zeeshan> or some propietary interface
[13:14:31] <zeeshan> sync:
http://www.a-m-c.com/download/datasheet/b40a40ac.pdf
[13:14:33] <miss0r> I haven't quite figured that part out yet. I can't seem to find good documentation on it, so next step would be to fire up my old scope
[13:14:37] <zeeshan> this is looking promising
[13:14:40] <zeeshan> !
[13:14:59] <zeeshan> miss0r: does it at least take 5v?!
[13:15:01] <sync> http://s253.photobucket.com/user/kristianholt/media/Drejebaenk/DSC02918.jpg.html miss0r one of those?
[13:15:28] <sync> zeeshan: only 10V commandsource
[13:15:31] <sync> it is 2016.
[13:15:42] <zeeshan> 10v is easy
[13:15:44] <zeeshan> w/ 7i77
[13:15:53] <sync> we don't have a shunt reg inside but apart from that we can do all of that
[13:15:58] * miss0r is diggin' up notes
[13:16:07] <sync> sure, but your resolution that actually ends up at the drive is not very good
[13:18:15] <zeeshan> man it drives me insane that the amc drives
[13:18:19] <zeeshan> at least all the ones i look at
[13:18:26] <zeeshan> have a ratio you can set the peak and continuous current to.
[13:18:38] <zeeshan> 25% or 50%
[13:18:40] <zeeshan> why only that!
[13:20:21] <miss0r> I think the main issue I have is time. If someone had done a successful conversion of the maho c-series, and did some good documentation on it, I would start doing it myself right away. but everywhere I read about it, people are saying theres no out-of-the-box solution on reading the scales. This is the thing that frightens me. It sound very time consuming
[13:21:19] <zeeshan> miss0r: i would do what you're doing
[13:21:23] <zeeshan> probe em and see how they work
[13:21:25] <zeeshan> if you can figure that out
[13:21:31] <zeeshan> you can have the conversion done in a matter of weekends
[13:21:33] <zeeshan> as long as you have all the parts
[13:21:43] <zeeshan> i'm telling you!
[13:21:51] <zeeshan> for me it was as simple as buying 3 conversion cards
[13:21:56] <zeeshan> that converted analog to digital
[13:22:00] <zeeshan> essentially
[13:22:12] <pcw_home> What current drives do you have?
[13:22:14] <zeeshan> yours might already digital?
[13:22:21] <zeeshan> pcw_home: !!!!!!!
[13:22:25] <zeeshan> i've been looking for you :{
[13:22:38] <pcw_home> uh oh
[13:22:42] <zeeshan> please recommend me drives for my fanuc 10m servos!
[13:22:55] <miss0r> zeeshan: I think it is digital to be honnest :)
[13:23:15] <pcw_home> what drives do you currently have?
[13:23:18] <zeeshan> nothing
[13:23:20] <zeeshan> i am looking for some
[13:23:22] <zeeshan> to work with them
[13:23:33] <zeeshan> miss0r: then it will be easy
[13:23:35] <gregcnc> did you sell the Fanuc drives already?
[13:23:39] <zeeshan> gregcnc: no
[13:23:40] <zeeshan> i have them
[13:23:43] <zeeshan> but they want 3 phase in put
[13:23:44] <miss0r> I should have a go at the scope. But between being a fulltime father + electrician + running a small company, theres not too much spare time left
[13:24:05] <zeeshan> but i have no documentation for them
[13:24:10] <zeeshan> which is why i kind of want to drop them.
[13:24:21] <pcw_home> what model number?
[13:24:26] <gregcnc> you don't like three phase?
[13:24:33] <zeeshan> i dont have 3 phase at home
[13:24:38] <gregcnc> make it
[13:24:46] <zeeshan> no
[13:25:06] <roycroft> you can make 3 phase at home
[13:25:06] <zeeshan> pcw_home:
http://i.imgur.com/ojzkpzR.jpg
[13:25:13] <zeeshan> a06b-6047-h003
[13:25:26] <zeeshan> from my understanding, they take 3 phase in
[13:25:35] <zeeshan> then goes through a bridge rectifier and some filter caps
[13:25:38] <zeeshan> and then goes into a dc bus.
[13:25:51] <zeeshan> i could technically use them by bypassing the 3 phase crap and going right into the bus
[13:25:55] <roycroft> so you would go split phase to three phase to no phase
[13:26:07] <zeeshan> but i do not have documentation on how to wire them
[13:26:10] <zeeshan> or tune them
[13:26:32] <gregcnc> would they have to be retuned?
[13:26:47] <zeeshan> maybe
[13:27:02] <pcw_home> Thats a +-10V analog input drive
[13:27:11] <zeeshan> how do you know
[13:27:15] <zeeshan> do you have a manual? :D
[13:27:28] <pcw_home> i have the 6050 manual
[13:28:01] <zeeshan> a physical copy or pdf?
[13:29:01] <miss0r> I realy can't find much good info on the philips PE 2480 glass scale readers
[13:29:14] <pcw_home> pdf I found on the net
[13:29:21] <sync> miss0r: it is not
[13:29:30] <sync> it kinda is, but it also is not
[13:29:42] <miss0r> sync: what is not ?
[13:29:46] <sync> it's a neat principle, but annoying as fuck
[13:29:48] <sync> digital
[13:29:58] <sync> bascially they are a line camera pointing at the scale
[13:30:03] <sync> and you feed it clock and reset
[13:31:08] <miss0r> sync: You have first hand experience with these?
[13:31:17] <zeeshan> pcw_home: plz share
[13:31:55] <zeeshan> pcw_home: do people typically put the servo drive and 7i77 in parallel when it comes to pulse encoder feedback from the servo?
[13:32:07] <sync> yes miss0r
[13:32:43] <zeeshan> i found a manual "fanuc-manuals-1785"
[13:32:47] <miss0r> That statement made me drule a little :) Do you have some interresting documentation I can glance at?
[13:33:02] <zeeshan> b-54765e/02
[13:33:16] <pcw_home> Typically modern drives that accept analog inputs also echo encoder output signals
[13:33:39] <zeeshan> amc b40a40ac doesnt
[13:33:42] <zeeshan> i dont see echo pins
[13:34:10] <pcw_home> does if have encoder inputs?
[13:34:15] <zeeshan> yes
[13:34:28] <zeeshan> okay
[13:34:28] <zeeshan> nm
[13:34:30] <zeeshan> im BLIND
[13:34:31] <zeeshan> http://www.a-m-c.com/download/datasheet/b40a40ac.pdf
[13:34:39] <sync> nope miss0r
[13:34:42] <gregcnc> zee out of curiosity, what kind of resolution does that encoder have
[13:34:42] <zeeshan> pins 20-25 are output :D
[13:34:56] <zeeshan> 2500 pulse i think
[13:35:01] <sync> zeeshan: just use our drive
[13:35:09] <zeeshan> sync enough!
[13:35:09] <zeeshan> :P
[13:35:17] <sync> pfft
[13:35:22] <pcw_home> what is the peak current you need?
[13:35:25] <sync> you know you want it
[13:35:29] <zeeshan> pcw_home: i thought you'd know :)
[13:35:38] <zeeshan> you told me last time i undersized my drive for my mill!
[13:35:45] <zeeshan> i bought the be25a20ac..
[13:35:47] <pcw_home> do you have the motor PN?
[13:35:51] <zeeshan> yes
[13:36:01] <miss0r> sync: Sadly for me, what you just told me is not nearly enough for me to go on. But I guess it is a start :) So basically it gives me a pulse everytime it moves 0.001mm, if I feed it clock and reset?
[13:36:13] <zeeshan> a06b-0651-b012
[13:36:18] <zeeshan> model 10m fanuc
[13:36:29] <sync> miss0r: negative
[13:36:36] <zeeshan> amp cont. at stall: 12A
[13:36:40] <zeeshan> volt 165V
[13:36:44] <zeeshan> class H insulation
[13:36:46] <sync> you get an analog signal back
[13:36:57] <sync> and you have to measure its phase relative to the clock you give it
[13:37:04] <sync> as you basically get a picture of the scale back
[13:37:36] <miss0r> damn. I have no idea what to do with that :)
[13:38:26] <miss0r> sync: Would you happen to know about any commercial product that can translate that, to something I can feed a mesa card?
[13:38:32] <zeeshan> miss0r: did you try contacting philips?
[13:38:35] <sync> there is none
[13:38:42] <zeeshan> for a data spec sheet
[13:38:59] <miss0r> zeeshan: I have not. I will write them a mail right now :)
[13:39:11] <sync> it kinda is my side project to develop a reader for them, but it is annoying
[13:39:23] <miss0r> sync: So what you did, is you build some sort of converter that can do it?
[13:39:34] <sync> I'm not finished
[13:39:57] <sync> I know how to stimulate them, but not how to make sense out of what they tell me
[13:40:23] <zeeshan> pcw_home: i tried to find a motor spec sheet
[13:40:24] <zeeshan> but i found nothing
[13:40:31] <zeeshan> but considering it has class h insulation
[13:40:40] <miss0r> its the same story everywhere I go, sadly. I haven't got the time nor skills to do this from scratch. I am hoping for someone to come up with a solution :)
[13:40:44] <zeeshan> do you not think it's safe to assume that peak current can be 4x the continuous?
[13:40:51] * miss0r pours some good will into sync
[13:41:05] <sync> well, I don't have a maho so eh
[13:41:14] <sync> it is easier to just replace everything with newer scales
[13:41:22] <sync> although that sucks due to the way they are mounted
[13:41:32] <miss0r> My door is always open to you, should you find yourself 40km north of copenhagen ;)
[13:41:58] <pcw_home> Yeah something like that: 35 -- 50 A drive needed
[13:41:59] <pfred1> sync nothing worthwhile is ever easy
[13:42:16] <miss0r> heck, i'll even give you a place to sleep, a workbench for development, and a ride to and from the airport :)
[13:42:29] <zeeshan> pcw_home: do you think i should ditch the fanuc drives
[13:42:31] <zeeshan> and just go with amc
[13:42:35] <zeeshan> something that i have info for :p
[13:45:32] <zeeshan> http://i.imgur.com/z1IqrbE.png
[13:45:38] <zeeshan> pcw_home: were you looking at that
[13:47:44] <pcw_home> yeah looks like the 6050 is the AC servo version of the 6047
[13:48:01] <zeeshan> where did you see +/-10v
[13:48:14] <zeeshan> i see connectors cn3 and cn4
[13:48:28] <zeeshan> theres a lot of damn connectors :p
[13:48:59] <zeeshan> actually now that i look at it again, cn3 and cn4 are internal connectors
[13:49:03] <pcw_home> CN1 is the command input
[13:49:30] <pcw_home> 1785 doc fig 2.2.1
[13:52:09] <zeeshan> i see vcmd and ec
[13:52:14] <zeeshan> going into a differential op amp
[13:52:22] <zeeshan> no mention of 10v tho!
[13:53:20] <pcw_home> its 10V
[13:54:37] <zeeshan> man this control manual should have some crap
[13:54:40] <zeeshan> about how to connect to the drive.
[13:56:11] <zeeshan> FOUND IT
[13:58:10] <zeeshan> http://i.imgur.com/GruORj6.png
[13:58:49] <zeeshan> too bad i can't see what any of the connector labels say
[13:58:50] <zeeshan> lol
[14:02:16] <miss0r> hehe xD I started writing the philips 24/7 online chat support. 1) the person in the other end typed slower than my grandmother(dead), so very slow. 2) I am still unsure if I spoke to an imbezil or a robot. But I wrote them a mail afterwards eksplaining then what I wanted. :) and I remembered to say please and thank you.
[14:02:50] <miss0r> Its a real problem even finding the right department to write about such things. They make surround systems and electric toothbrushes today damnit
[14:05:11] <roycroft> i refuse to even try to use those online popup chat things
[14:05:15] <roycroft> they're nothing but annoying
[14:05:45] <roycroft> if i need to contact a vendor, i will use email, phone, or write a letter
[14:05:49] <miss0r> sync: I think i've found something:
http://www.bulgarianindustry.bg/en/products?product=1978627491469053124
[14:06:11] <miss0r> roycroft: I have actualy had a good experience with the online chat a few times.
[14:06:50] <roycroft> to me, online chat popups combine the worst of real time communication with the worst of asynchronous communcation
[14:07:19] <sync> ah cool that must be new miss0r
[14:07:31] <roycroft> but for them for which it works, it's great that such things exist
[14:07:53] <miss0r> I once used the popup chat on a site called generator guru(if I recall correctly). They were absolutly helpfull, pointing me to the correct spare part, on a page that was not even made public yet.
[14:08:08] <miss0r> sync: I wonder if it works as advertised, that would be huge for me :)
[14:08:43] <BeachBumPete> well it looks like I fixed it so far... running thru my Steyr Rail program without issue. Hopefully no more problems and I can continue to make my parts now :)
[14:09:11] <sync> probably miss0r, it is not incredibly difficult to do, I just did not have had the time yet
[14:09:36] <roycroft> time to cable up another circuit or two
[14:09:56] <roycroft> i should do the electronics power circuit today, so that more things will light up :)
[14:10:11] <miss0r> sync: I hate to ask what must seem the obvious: with a TTL or rs422 signal, I could feed it to a mesa, and have linuxcnc read it, right? :)
[14:10:15] <roycroft> more lights gives the illusion of more progress
[14:11:48] <sync> yes miss0r
[14:12:18] <miss0r> good :) I think I will start making lists of what hardware I need to do the conversion then. This is a major leap in progress :D
[14:12:51] <sync> I'd probably just replace the scales
[14:13:01] <sync> that'd be even cheaper
[14:13:29] <miss0r> 200 euros is not a fortune. isn't that easily what I would have to pay for new scales, if that can even do it
[14:13:36] <BeachBumPete> just out of curiosity what size wire do you guys use for all the logic level stuff I see you all use that white jacketed wire I got a roll but I think the stuff I bought is a bit thicker...
[14:14:21] <miss0r> 18 or 19 awg is what I use
[14:14:32] <BeachBumPete> OK great thanks
[14:14:46] <BeachBumPete> I think this is 14
[14:15:16] <JT-Shop2> for 24v logic I use 20 awg
[14:15:34] <roycroft> i just ordered a bunch of 18ga stranded cable for my brew control panel control/data circuits
[14:15:47] <roycroft> it's mostly 12vdc
[14:15:53] <JT-Shop2> plc brew control?
[14:15:57] <roycroft> for higher voltage, smaller gauge wire is probably fine
[14:16:11] <JT-Shop2> for logic 36 is fine
[14:16:17] <JT-Shop2> just a bit of a pain to use
[14:16:24] <roycroft> depends on the length of the runs too, of course
[14:16:50] <JT-Shop2> I have an old school 25 gallon brew setup
[14:17:15] <JT-Shop2> been a couple of years since I've used it
[14:17:26] <roycroft> www.zymurgasm.com/BrewSystem/ControlPanelWiring
[14:17:51] <roycroft> www.zymurgasm.com/Meltdown.jpeg
[14:17:54] <roycroft> that was the original one
[14:17:58] <roycroft> a welding spark got to it
[14:18:03] <roycroft> so i'm rebuilding it
[14:18:07] <JT-Shop2> yikes
[14:18:21] <JT-Shop2> is that one of those brew carts?
[14:18:37] <roycroft> it's a craftsman roll-around tool cart
[14:19:06] <JT-Shop2> http://gnipsel.com/beer/equipment/beer-equipment.html
[14:19:12] <roycroft> http://www.zymurgasm.com/BrewSystem/BrewDay2/
[14:19:18] <roycroft> pics there show the whole system
[14:19:44] <JT-Shop2> I'll have to look in the morning during free time... sat internet sucks
[14:20:00] <JT-Shop2> I see you on brew something channel
[14:20:07] <roycroft> ##homebrew
[14:20:53] <roycroft> ok, disk formatted, and backup started
[14:21:02] * roycroft heads out to the shop now to do some wiring
[14:22:13] <miss0r> I think i'll call it a day. Have a good one people
[14:44:26] <JT-Shop2> pcw_home: I'm trying to build the 4.6.7 kernel with your guide and I must be doing something wrong. Do you have your .config file handy for Linuxmint 18 64bit?
[14:45:39] <cpresser> sync: will you bring the turboscare to 33c3?
[14:46:21] <sync> possibly
[14:55:17] <zeeshan> 200 euros!
[14:55:18] <zeeshan> jesus christ
[14:55:47] <zeeshan> congrads for finding it miss0r!
[15:02:05] <enleth> is it a known problem that axis tuning in pncconf kinda works but throws message boxes with tracebacks on pressing most buttons?
[15:12:12] * JT-Shop2 has never used pncconf... did you know Axis has a tune function?
[15:12:56] * zeeshan loves axis' tune function
[15:13:02] <zeeshan> very handy
[15:13:10] <pfred1> what's that?
[15:13:17] <zeeshan> JT-Shop2: do any of your machines use fanuc stuff?
[15:14:35] <enleth> JT-Shop2: "Calibration"?
[15:15:25] <JT-Shop2> zeeshan: no
[15:15:30] <JT-Shop2> enleth: yep
[15:16:18] <enleth> pncconf's axis tuning seems to be a bit more streamlined
[15:17:47] <pcw_home> JT-Shop2: here's an example:(its for 4.1.35 but should be OK)
[15:17:49] <pcw_home> http://freeby.mesanet.com/dotconfig
[15:18:29] * JT-Shop2 thinks his 5 o'clock beer is going to show up at 3 o'clock
[15:18:32] <JT-Shop2> thanks peter
[15:19:03] <JT-Shop2> reading your comments again and I think I spotted where I might have missed a step
[15:19:12] <enleth> JT-Shop2: just call it beer o'clock
[15:21:04] <BeachBumPete> me?
[15:22:17] <zeeshan> pcw_home:
http://i.imgur.com/pFSIZa2.png
[15:22:25] <zeeshan> i'
[15:22:30] <zeeshan> i'm going through the fanuc servo drive
[15:22:38] <zeeshan> it has some pretty big ass caps and diodes
[15:22:46] <zeeshan> i'm almost thinking it should operature on single phase :p
[15:23:17] <zeeshan> http://i.imgur.com/GruORj6.png
[15:23:32] <zeeshan> what's a bit confusing is why are only 2 of the phases going to circuit breakers?
[15:23:38] <pcw_home> I dont think it has a missing phase detector but am not sure
[15:23:56] <zeeshan> not that i see according to circuit diagram
[15:25:20] <zeeshan> it's pretty nuts how the amc drives are 1/4 the size
[15:25:26] <pcw_home> Is this one of those drives that needs 100VAC?
[15:25:28] <zeeshan> 1/3
[15:25:44] <zeeshan> i dont think its 100vac
[15:25:50] <zeeshan> because i see R S T on the input side
[15:25:54] <zeeshan> its likely 208-240vac
[15:26:10] <pcw_home> 100 VAC for the control side
[15:26:13] <zeeshan> oh
[15:26:20] <pcw_home> 100A and 100B
[15:26:26] <zeeshan> im still finding what goes into cn2
[15:26:29] <zeeshan> it says "to transformer"
[15:27:35] <zeeshan> i see what you're talking about
[15:27:38] <zeeshan> 100A and 100B.
[15:29:53] <pcw_home> _might_ be the same as CN2 on the 6050 series
[15:31:51] <pcw_home> in which case its 36VAC CT (18-0-18) for the analog section
[15:33:44] <zeeshan> 100a and 100b is listed as ac 100v 1ph
[15:33:45] <zeeshan> =/
[15:34:09] <fritzgutten> hey guys, i'm following directions from ichguckslive to fix a problem with my spindle control. would you recommend that i continue?
[15:34:24] <pcw_home> 100V 50 Hz is Japanese I think
[15:35:35] <zeeshan> i still don't get wtf cn2 is doing
[15:35:36] <zeeshan> lol
[15:35:45] <zeeshan> "TO TRANSFORMER"
[15:35:49] <zeeshan> so it's not really powering the circuit board
[15:36:26] <zeeshan> i don't understand the point of 36vac for the analog section pcw_home
[15:36:27] <andypugh> fritzgutten: I don’t see why you would expect us to have an opinion from the information given.
[15:36:29] <zeeshan> which figure did you see
[15:37:42] <zeeshan> the pin out labels are the same. 18a, ct, 18b, toh1, toh2
[15:37:46] <fritzgutten> sorry, i thought someone my know this person's experience level. keep in mind, i'm searching for help, but i dont EXPECT anything from you.
[15:41:16] <zeeshan> fr
[15:41:29] <Wolf_> wtf is a ichguckslive
[15:42:09] <zeeshan> a guy who went nuts
[15:42:11] <zeeshan> similar to furrywolf
[15:42:12] <zeeshan> :D
[15:42:23] <Wolf_> lmao ahh ok
[15:42:38] <Wolf_> /ragequit
[15:42:50] <andypugh> fritzgutten: We see him on here quite a lot, don’t we?
[15:42:57] <JT-Shop2> the last piece of OSB is hanging on the east 50' x 12' wall... just need to finish nailing them down
[15:43:19] <zeeshan> my detection radar says fritzgutten is ichpooplive
[15:43:23] <fritzgutten> I understand, it was just a shot in the dark.
[15:43:52] <fritzgutten> i'm just lookig for some direction and wondering if he had me going the wrong way
[15:44:00] <andypugh> I imagine that his advice will be s good as anyones, and better than some.
[15:44:03] * Wolf_ ponders why you don’t just describe the problem and see what the suggestions are
[15:45:30] <zeeshan> pcw_home:
http://i.imgur.com/nmaK5p1.png
[15:45:33] <zeeshan> does this make sense to you
[15:45:38] <zeeshan> or anyone else?
[15:45:47] <pcw_home> zeeshan: pretty sure it powers the control board (and is separate for each axis)
[15:45:52] <zeeshan> for some reason the drive is communicating with the power transformer
[15:46:01] <zeeshan> this is cn2 connector
[15:46:15] <zeeshan> pcw_home: which one, the 100a and 100b?
[15:46:37] <pcw_home> no, its getting isolated 36VAC from the transformer
[15:47:21] <pcw_home> (on CN2)
[15:47:22] <zeeshan> then what is the purpose of the 100vac?
[15:47:23] <pcw_home> My guess is the 100VAC is relay power
[15:47:23] <fritzgutten> I've got a cnc4pc c6 board, and i was told it could be operated by pwm signal, but all the documentation i see says step and direction only. does anyone have this board?
[15:47:26] <zeeshan> ah
[15:48:20] <fritzgutten> Andypugh, you helped me get it operating several years ago. bu t6i'm trying to add speed sensoe feedback
[15:48:53] <zeeshan> pcw_home: where did you see the mention of 36vac
[15:48:57] <pcw_home> so if you want to run the drives (and dont have the transformer or 3 phase to run it) you would need a couple 36VAC CT transformers
[15:48:58] <zeeshan> i do not see it!
[15:49:19] <pcw_home> 18-0-18 is 36VAC
[15:50:17] <pcw_home> which makes sense for the analog power (likely +-15 VDC)
[15:50:35] <zeeshan> that really sounds like a lot of bs
[15:50:39] <zeeshan> for a whole lot of nothing!
[15:50:40] <zeeshan> :)
[15:50:50] <zeeshan> im suprised they don't just generate that internally using the 100vac
[15:50:51] <pfred1> pcw_home enough with your Chinese arithmetic already :)
[15:51:12] <pcw_home> :-)
[15:51:49] <zeeshan> it's pretty misleading they write
[15:51:49] <zeeshan> "To transformer"
[15:51:54] <zeeshan> it should say from transformer
[15:51:55] <zeeshan> for cn2
[15:51:58] <pfred1> I need a new CMOS battery for this PC
[15:52:03] <pfred1> transformers more than meets the eye!
[15:52:56] <Wolf_> I need my new mobo to show up..
[15:53:22] <pfred1> I got nothing in the shipping pipeline right now
[15:53:52] <pfred1> I just cleaned this PC all out it looks good to me
[15:54:27] <zeeshan> well
[15:54:29] <zeeshan> this settles it
[15:54:32] <zeeshan> no fanuc drives for me :P
[15:54:48] <pfred1> they're probably pretty ancient craptacular anyways
[15:54:55] <Wolf_> I have too much stuff on the way here, and still need to order some mesa
[15:55:13] <zeeshan> pfred1: amc's stuff isn't too differnt
[15:55:13] <zeeshan> hehe
[15:55:31] <pcw_home> The 36VAC powers the +-15 and +5 on the control board (at least on the 6050)
[15:56:06] <zeeshan> pcw_home: it sounds so odd they do that
[15:56:12] <zeeshan> considering how big these things are
[15:56:17] <zeeshan> you would think they'd just pick it up from the 3 phase
[15:56:21] <zeeshan> or single phase power input
[15:56:38] <zeeshan> unless it was done for the reason that they want to keep the control voltages low
[15:56:40] <pfred1> zeeshan you might not want to do that to avoid line spikes
[15:56:47] <zeeshan> but you could have an isolation plane at the 100vac input side
[15:57:01] <pcw_home> Yeah Fanuc is big enough to do a lot of silly stuff
[15:57:19] <pcw_home> (also 1983 or so)
[15:57:32] <pfred1> yeah stuff that old is crazy
[15:57:38] <zeeshan> i think im just going to size the amc drive for my need
[15:58:22] <pcw_home> low cost integrated switching regulators are relatively recent (and the power must be isolated)
[15:58:22] <pfred1> I have an old XT PC and I think it has a linear PSU in it
[15:58:50] <pfred1> people didn't know what they were doing back in the day
[15:58:55] <zeeshan> how does amc get away with not having a huge resistor like the old fanuc?
[15:58:59] <zeeshan> for braking purposes
[15:59:04] <pcw_home> really, that would be quite weird, I thought those went out with S200
[15:59:10] <pcw_home> S100
[15:59:26] <pfred1> there's buss bars in that PC it looks like you could use it for plating metal
[15:59:34] <zeeshan> rofl
[15:59:41] <zeeshan> theres bus bars in there?
[15:59:45] <zeeshan> copper ones?
[15:59:48] <pfred1> it is seriously messed up
[15:59:54] <pfred1> yeah big thick copper buss bars
[15:59:59] <zeeshan> haha that's awesome
[16:00:10] <pfred1> I'll have to dig it up and take some pictures
[16:00:35] <pcw_home> Some 60/70s computers had 1600 Hz motor generators to supply local filter/ regulators
[16:00:36] <BeachBumPete> whats wrong with buss bars?
[16:00:51] <pfred1> I don't remember seeing any motors in it
[16:00:54] <zeeshan> BeachBumPete: nothing wrong with bus bars :P
[16:01:04] <zeeshan> it's just most of that stuff has been repalced by pcb traces
[16:01:09] <pfred1> well they're kind of expenive and heavy
[16:01:09] <zeeshan> cause things are done efficiently now
[16:01:24] <BeachBumPete> I see
[16:01:42] <BeachBumPete> I ALMOST screwed up my part here :)
[16:01:57] <pfred1> I just remember cracking that system open and thinking WTF?
[16:02:01] <BeachBumPete> somehow I got the touchoff wrong on tool 2 by .089"
[16:02:13] <zeeshan> BeachBumPete: operator error!
[16:02:24] <zeeshan> replace operator w/ renishaw tool setter!
[16:02:25] <zeeshan> :D
[16:02:25] <BeachBumPete> then for some reason the tool table refused to accept the new setting
[16:02:32] <pfred1> isolation routing PCBs the tuoch off is really picky
[16:02:33] <Wolf_> lol pfred1 I might have some psu in my garage like that
[16:02:42] <BeachBumPete> I RE touched off the tool to my 123 block
[16:02:57] <pfred1> Wolf_ it is an old 8086 XT made by AT&T
[16:02:59] <BeachBumPete> and cleared out and saved and reloaded the table and it still did not accept it
[16:03:04] <pcw_home> http://www.jameco.com/z/QC6630-R-54VA-Quick-Connect-Power-Transformer-36vct-1-5A_104417.html
[16:03:11] <Wolf_> yeah, I think i might have one lol
[16:03:14] <BeachBumPete> then I actually powered down and restarted the machine and it finally took it
[16:03:19] <pfred1> thing is a tank
[16:03:27] <zeeshan> pcw_home: you seriously want me to run this thing still? :)
[16:03:32] <BeachBumPete> so I gotta retouch all the tools for my program now
[16:03:39] <BeachBumPete> when I make another one
[16:03:47] <pfred1> it booted up the last tiem I fired it up but i had to kick start the HDD with a pencil eraser to overcome stiction
[16:03:49] <BeachBumPete> and ensure they all jibe
[16:03:51] <Wolf_> I have some gateway2000 server cases from mid 90’s on the shelf out there too
[16:04:25] <pfred1> the spindle of the HDD sticks right out the bottom of it
[16:04:27] <zeeshan> BeachBumPete: that is a bit odd it did that
[16:04:43] <BeachBumPete> sure is..
[16:04:44] <zeeshan> i think that reload tool table button should be eliminated
[16:04:49] <zeeshan> and every time you make a change
[16:04:51] <BeachBumPete> I cannot see how anything I did would make it do that
[16:04:52] <zeeshan> it should just automatically reload
[16:05:01] <Wolf_> was thinking about them a couple hours ago, how much stuff has changed looking at the case for the mini-ITX mobo and picopsu
[16:05:04] <BeachBumPete> that is a good idea
[16:05:23] <zeeshan> hm maybe i can work on that
[16:05:27] <BeachBumPete> gonna work on it again after dinner. I have quite a few rails to make here
[16:05:29] <zeeshan> i really want to contribute to linuxcnc some way ;p
[16:05:29] <pfred1> I got some S-100 backplanes
[16:06:00] <zeeshan> you guys are older than me
[16:06:01] <zeeshan> i can tell
[16:06:10] <zeeshan> cause i had no clue what a s-100 was till i googled it
[16:06:16] <zeeshan> my first computer was a 486 ;p
[16:06:19] <pcw_home> I think the bad thing about the older Fanuc Drives (other than the weird power supplies)
[16:06:20] <pcw_home> is that they have a quite low PWM rate (4 or 8 KHz)
[16:06:21] <BeachBumPete> what is an S100
[16:06:33] <pfred1> I put my first computer together on breadboard
[16:06:43] <zeeshan> BeachBumPete: old computer
[16:06:57] <pfred1> S-100 was an old connector before ISA
[16:07:06] <zeeshan> see how little i know? :D
[16:07:21] <BeachBumPete> man I need to order some dinner or something
[16:07:29] <pfred1> then the motherboard was just a row of those connectors that you plugged boards into
[16:07:35] <pfred1> it was called the backplane
[16:08:12] <pfred1> pre PC
[16:08:14] <zeeshan> :D
[16:08:29] <zeeshan> and here we are today
[16:08:36] <pcw_home> There are some PCs like that "passive backplane" being the buzzword
[16:08:37] <zeeshan> we've replaced all that with a phone :)
[16:08:46] <pfred1> yeah today you can get a whole computer on a chip
[16:09:23] <zeeshan> pcw_home: have you had any of your customers interface emerson drives
[16:09:26] <pfred1> when I was a kid a PC was science fiction
[16:09:26] <zeeshan> to the 7i77?
[16:09:38] <zeeshan> or do most mesa uses end up using amc drives
[16:09:43] <zeeshan> *users
[16:09:49] <pcw_home> emerson VFDs?
[16:09:54] <zeeshan> no
[16:09:57] <zeeshan> servo drives
[16:09:59] <zeeshan> aka control logix
[16:10:24] <zeeshan> sorry control techniques
[16:10:26] <zeeshan> not logix
[16:10:44] <pcw_home> Not that I know of but most analog drives are much the same
[16:11:14] <andypugh> f1-2000 dude has CT drives and 7i77
[16:11:43] <BeachBumPete> f1-2000?
[16:11:57] <andypugh> (he really rates the drives)
[16:12:12] <andypugh> BeachBumPete: f1-2000.co.uk
[16:12:17] <pcw_home> It would probably make sense to use the Fanuc drives if they were bigger (they go to 300A or so)
[16:12:50] <zeeshan> they are physically bigger than the b40a40ac
[16:12:56] <zeeshan> like double the size
[16:13:05] <pcw_home> centroid says you need a 30A drive to run the 10M motor
[16:13:08] <zeeshan> but that could just be due to technological changes
[16:13:17] <zeeshan> 30A peak or cont
[16:13:21] <zeeshan> i was going through that pdf
[16:13:23] <kb8wmc> can anyone point me in the right direction to install camview-emc and the corresponding camunits...I have attempted on numerous occasions to install using the instructions from psha, but I get refusal due to broken packages notice...
[16:13:24] <zeeshan> it wasn't clear to me
[16:13:48] <CaptHindsight> kb8wmc: camview is old
[16:13:59] <CaptHindsight> kb8wmc: no longer supported
[16:14:03] <kb8wmc> I am running wheezy with 2.7.8 linunxcnc
[16:14:12] <pcw_home> peak (but that may only be because centroid only makes 30A and 60 A drives)
[16:14:37] <kb8wmc> CaptHindsight: rgr I see that is the case
[16:14:41] <CaptHindsight> kb8wmc: his instructions are from 4 years ago
[16:15:56] <pfred1> Wheezy is getting a bit long in the tooth anymore
[16:16:16] <kb8wmc> CaptHindsight: yes, I have installed Norberts version on gmoccapy and embedded it okay as well installed and embedded in axis, but I would like to have all the widgets that were in the original camunits...
[16:16:41] <CaptHindsight> kb8wmc: then you'll have to port them over
[16:17:26] <CaptHindsight> https://www.youtube.com/watch?v=Pe2RACwiEbg openCV would be the better way to go
[16:17:33] <kb8wmc> CaptHindsight: you know of any place that has a good set of howto's to do that..
[16:17:53] <CaptHindsight> kb8wmc: nope, it was a mess to begin with
[16:18:02] <CaptHindsight> more magic patches
[16:18:02] <kb8wmc> CaptHindsight: will take a look at it...tnx for link
[16:18:05] <zeeshan> hmm
[16:18:12] <zeeshan> this yaskawa sigma 7 drives are analog too
[16:18:16] <zeeshan> and reasonably priced
[16:18:28] <CaptHindsight> kb8wmc: openCV is an active project
[16:18:40] <CaptHindsight> camview hasn't been touched in years
[16:19:07] <CaptHindsight> it was never part of linuxcnc, just something PSHA did and then posted some broken howtos
[16:20:00] <CaptHindsight> broken or unclear since people would always ask about what they were doing wrong
[16:20:17] <kb8wmc> CaptHindsight: yes, it has been a while for camview...I looked at using f1oat version, but it depends on camview also
[16:20:55] <kb8wmc> I found it very useful for doing pcb's
[16:22:11] <kb8wmc> CaptHindsight: I can use what I have from Norbert's efforts, but will miss the enhancements
[16:23:33] * zeeshan emailed centroid to find out if 30Amp = peak or continuious
[16:24:53] <zeeshan> pcw_home: when is mesa going to add support for ethercat!
[16:25:00] <zeeshan> or another drive interface :)
[16:26:24] <CaptHindsight> kb8wmc: I'm going to look at openCV again soon, working with lasers for the time being
[16:26:53] <kb8wmc> CaptHindsight: what type and size of lasers
[16:27:21] <CaptHindsight> RF co2 lasers and galvos
[16:27:40] <kb8wmc> CaptHindsight: ah, very good
[16:27:43] <CaptHindsight> <300w
[16:27:57] <kb8wmc> nice....
[16:28:05] <CaptHindsight> sintering and curing vs cutting
[16:28:20] <kb8wmc> neat....
[16:28:53] <kb8wmc> what type of products/parts do you plan on turning out?
[16:29:47] <CaptHindsight> these are for laboratories, SLA, SLS printers
[16:30:04] <kb8wmc> rgr that....
[16:32:19] <kb8wmc> I ran into a link where they are using cnc for milling and I think 3d printing dentures
[16:35:40] <kb8wmc> http://www.avadent.com/cad-vs-cam-computer-aided-digital-denture-technology/
[16:38:00] <CaptHindsight> https://www.youtube.com/watch?v=CeCAo7rrBsM SLA is used for dental models
[16:39:56] <CaptHindsight> SLS is used for thermoplastic models
https://www.youtube.com/watch?v=NMTWaILSdd0
[16:40:38] <kb8wmc> tnx...looking at the first video right now....most interesting
[16:41:07] <CaptHindsight> higher power lasers can sinter metals
[16:41:45] * Wolf_ wants a 3d inconel printer
[16:42:06] <CaptHindsight> both plastics and metals may be sinterd and the power can be different for each layer
[16:42:07] <kb8wmc> I have seen videos of some of the sintering processes used in making scale model automobiles
[16:42:30] <CaptHindsight> so you can have metal alloys that vary in composition in the part, same for thermoplastics
[16:42:43] <CaptHindsight> Wolf_: just make one
[16:43:29] <Wolf_> dont really need one, not sure I want to know how much the media cost, nor the power requirements lol
[16:44:19] <CaptHindsight> powdered inconel + $50K in new parts
[16:44:32] <CaptHindsight> lower if you find used parts
[16:45:13] <CaptHindsight> going to try to make some superalloy parts
[16:46:36] <Wolf_> $50k? mostly the laser and optics right?
[16:46:47] <kb8wmc> CaptHindsight: are you designing your own machine?
[16:47:02] <CaptHindsight> yeah, RF lasers aren't cheap
[16:47:23] <CaptHindsight> kb8wmc: yes, I make machines
[16:48:02] <kb8wmc> same here...I have never bought a commercially built machine
[16:50:02] <CaptHindsight> I also buy lots of machines and retrofit them
[16:50:44] <kb8wmc> rgr...
[16:51:07] <CaptHindsight> https://imagebin.ca/v/2RuHAsYVLA7N no need to build this from scratch
[16:51:35] <kb8wmc> nice
[16:52:31] <CaptHindsight> https://imagebin.ca/v/2TZ69LKPSZ6P 5-axis inkjet printer on the other hand has to be built
[16:53:32] <CaptHindsight> https://imagebin.ca/v/2TYvESEACWSs sometime I start out with a ChinaCo and rework everything
[16:55:13] <CaptHindsight> https://imagebin.ca/v/2aq0JWfJZfXK $700 router turned into 3-axis inkjet for materials deposition
[16:56:06] <kb8wmc> what will those machines be used for?
[16:56:31] <_methods> props for gay porn
[16:56:51] <CaptHindsight> tissue engineering, DNA printing, _methods mother, etc
[16:56:51] <_methods> mostly
[16:56:57] <_methods> heheh
[16:57:01] <CaptHindsight> lol
[16:57:02] <MarkusBec> hm the 4,8er kernel are not the best for RT i think
[16:57:18] <MarkusBec> strange gitter with the preempt kernel
[16:58:13] <MarkusBec> does anybody have experiences witch kernel are the best at the moment?
[16:58:14] <CaptHindsight> kb8wmc:
https://ibin.co/2u5W3RNmUMtN.jpg 50um gap with openCV and sobel filter + $10 webcam
[16:58:17] <MarkusBec> pcw_home: =
[16:58:19] <MarkusBec> ?
[16:58:22] <kb8wmc> CaptHindsight: ah, I see, I have read a little about such type of use...don't know much about it though
[16:58:34] <CaptHindsight> https://ibin.co/2u5XXEUdLjMj.jpg
[16:58:54] <CaptHindsight> https://ibin.co/2u5Wc64E2VOX.jpg
[17:00:17] <pcw_home> MarkusBec: In my experience the kernels >4.1 have terrible jitter on older hardware
[17:00:53] <CaptHindsight> _methods: are you near this?
http://www.ebay.com/itm/291854804482
[17:00:57] <MarkusBec> at the moment i am using j1900 older I5 and a amd a40
[17:01:03] <MarkusBec> old but not that old
[17:01:28] <kb8wmc> CaptHindsight: tnx for links...now I just need to find a link that provides the coding that works on linuxcnc
[17:01:38] <pcw_home> a 4.1 kernel should work fine for those
[17:01:59] <_methods> it's about 4 hours away
[17:02:15] <CaptHindsight> _methods: ok great so you can help me load it
[17:02:33] <_methods> hahah sure thing
[17:02:47] <_methods> the drive will take me a little longer on a forklift
[17:03:16] <CaptHindsight> can I store it in your garage until Jan?
[17:03:24] <_methods> no way
[17:03:31] <_methods> i don't have room for all my crap
[17:03:32] <MarkusBec> pcw_home: ok
[17:03:34] <kb8wmc> lol
[17:03:34] <CaptHindsight> oh sure
[17:03:42] <CaptHindsight> some friend
[17:03:51] <CaptHindsight> lol
[17:03:54] <_methods> hah i'd love to help
[17:04:00] <_methods> but i have too much shit
[17:04:13] <andypugh> A friend recently borrowed another friends van to pick up a nice LeBlond T&C grinder. Then got it home and realised he had no way to unload it :-)
[17:04:19] <_methods> but i don't think that beast would fit in my garage to begin with
[17:04:50] <pcw_home> At least on my (very old) Core Duo, i get about 30 usec latency with 4.1.35 but 700 usec with 4.4,4.6 or 4.8
[17:04:51] <sync> andypugh: attach a rope and just rip it out
[17:05:13] <CaptHindsight> _methods: low price from a machine dealer so I'm suspicious
[17:05:27] <andypugh> sync: It looks a bit top-heavy to risk that
[17:05:33] <pcw_home> But if you have a very new CPU (say a N3160) you will need 4.4 or >
[17:06:24] <CaptHindsight> _methods: I moving into a bigger space next month, so I'll have room for your stuff
[17:07:34] <CaptHindsight> you can come visit it whenever you like :)
[17:07:42] <Tom_itx> awesome
[17:07:49] <andypugh> It’s one onf these, it would be a shame to drop it:
http://www.lathes.co.uk/leblond-tool-and-cutter-grinder/
[17:09:10] <CaptHindsight> engine puller
[17:09:58] <CaptHindsight> http://www.northerntool.com/shop/tools/product_200640934_200640934
[17:11:08] <CaptHindsight> andypugh: does theirs have the roller bearings?
[17:11:28] <andypugh> I imagine so
[17:13:37] <Deejay> gn8
[17:20:20] <MarkusBec> pcw_home: i will try
[17:20:39] <MarkusBec> i get somethink like 260µs with 4.8
[17:21:36] <MarkusBec> i expected 30µS :)
[17:21:40] <pcw_home> My limited experience suggests using as old a kernel as you can get away with
[17:22:18] <pfred1> pcw_home you building these kernels yourself with basically the same config?
[17:22:28] <pcw_home> yes
[17:22:29] <MarkusBec> a guy crashed the installation at the pc and i dont remember which version was on it befor
[17:22:49] <MarkusBec> i hade 30µS before
[17:23:08] <pfred1> pcw_home when you make oldconfig on a new kernel it guesses values for new options
[17:23:11] <pcw_home> I think I first started testing with 3.18
[17:23:25] <pfred1> it don't always guess good either
[17:24:25] <pfred1> I had a hell of a time building my first RTAI kernel for a multi core CPU
[17:24:39] <MarkusBec> yes "" | make oldconfig :P
[17:24:41] <pcw_home> I'm not sure what it is, the newer kernels work fine on newer hardware
[17:25:08] <pfred1> Linux kernel performance isn't linear there is regression
[17:25:13] <MarkusBec> pfred1: rtai with multicore?
[17:25:20] <pfred1> MarkusBec yes
[17:25:41] <MarkusBec> is this not the main problem with rtai?
[17:26:05] <MarkusBec> (exept 32bit only)
[17:26:20] <pfred1> I only ever run 32 bit
[17:27:22] <MarkusBec> pcw_home: strange
[17:28:02] <Wolf_> fun, so this is what I get to look forward to when I get my hardware in… this rtai stuff sounds fun
[17:28:07] <MarkusBec> perhaps some new kernel features that us new cpu features?
[17:28:23] <pfred1> with a multi core CPU this kernel option needs to be set CONFIG_SPARSE_IRQ
[17:29:05] <pfred1> Wolf_ LinuxCNC comes with a kernel
[17:29:24] <MarkusBec> Wolf_: its just spezial problems here
[17:29:38] <pfred1> yeah you don't have to build a kernel
[17:29:54] <MarkusBec> i am using debian jessie with a mesapart and 64bit preempt kernel
[17:30:02] <MarkusBec> mesakart
[17:30:22] <Wolf_> yeah, I’m totally lost lol
[17:30:28] <MarkusBec> :)
[17:30:51] <MarkusBec> Wolf_: only you have to do is burning the iso onto a cd
[17:31:01] <pfred1> Wolf_ back in the bad old daze the LinuxCNC image was based on Ubuntu and some folks care for other distributions
[17:31:08] <MarkusBec> or but it on a USB stick
[17:31:22] <MarkusBec> put
[17:31:28] <pfred1> I almost got LinuxCNC working on Gentoo
[17:31:55] <pfred1> if I'd just known about that one kernel option it'd have worked
[17:32:20] <Wolf_> have a q1900-itx mobo incoming that I plan to run with 7i92+7i77, so I don’t have to worry about that stuff? just use the current live cd?
[17:32:25] <pfred1> I finally had to write to their mailing list and the devs helped me out
[17:32:47] <MarkusBec> ühm
[17:32:56] <MarkusBec> 7i92 is a little bit spezial
[17:33:16] <MarkusBec> you have to install a stock debian wheezy
[17:33:24] <Wolf_> :D so much for simple
[17:33:27] <MarkusBec> and follow the installation instruktions
[17:33:36] <pfred1> the new image is wheezy
[17:33:52] <MarkusBec> http://buildbot.linuxcnc.org/doc/master/v2.8.0-pre1-2765-g5fec8d9/html/getting-started/getting-linuxcnc.html
[17:34:05] <MarkusBec> pfred1: jep but rtai
[17:34:17] <MarkusBec> the 7i92 need userspce realtime to use ethernet
[17:34:41] <MarkusBec> Wolf_: 7.1. Installing on Debian Wheezy (with Preempt-RT kernel)
[17:34:54] <pfred1> so you just need a different extension
[17:35:38] <pfred1> you don't have to toss out a whole distro just ot change yoru kernel
[17:35:48] <MarkusBec> its the same to install the linuxcnc iso or stock wheezy
[17:35:57] <MarkusBec> just add the buildbot sources
[17:36:29] <MarkusBec> with stock wheezs you can use 64bit
[17:37:26] <Wolf_> I might be able to figure it out, mobo will be here in a few days. will probably make more sense when I’m actually working on it
[17:37:44] <pfred1> Wolf_ nothing about computers make sense
[17:37:51] <MarkusBec> ;)
[17:37:56] <Wolf_> yeah I know this
[17:37:58] <andypugh> pfred1: Gentoo worked 5 years ago:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?EmcOnGentoo
[17:38:11] <pfred1> it is only confusing because it can appear logical
[17:38:28] <pfred1> andypugh oh i just about had it except for that kernel misconfiguration
[17:38:31] <Wolf_> even worse trying to figure it out when its not on and in front of you either
[17:38:49] <pfred1> the real pain is the verision of Python that Gentoo relies on
[17:39:19] <pfred1> that took me a while to figure out how to change
[17:39:50] <pfred1> because LinuxCNC wanted 2.6 but Gentoo stock uses 3. something?
[17:40:07] <MarkusBec> its hard to build kernels the debian way
[17:40:16] <pfred1> no it isn't
[17:40:24] <MarkusBec> it just dont work with newer kernels and rt patch
[17:40:27] <pfred1> it's like 4 commands
[17:40:37] <pfred1> well to patch yeah
[17:40:44] <pfred1> you do have to patch
[17:41:20] <MarkusBec> make -j4 are simpler :P
[17:41:22] <pfred1> what's cool about building a kernel the Debian way is you get to manage it with the package management system
[17:41:26] <MarkusBec> make module install :P
[17:41:44] <MarkusBec> pfred1: jep thats the nice feature
[17:42:01] <pfred1> then when you want to change you can dump the old one easily
[17:42:02] <MarkusBec> and you can simply install it on other systhems
[17:42:45] <pfred1> Debian does have some strange arbitrary rules about versioning
[17:43:04] <pfred1> that tripped me up once
[17:43:25] <MarkusBec> hrhrhr
[17:43:36] <pfred1> but once you comply with all of that it is OK
[17:43:45] <MarkusBec> forking firefox just to have there own versioning :P
[17:43:57] <pfred1> it beats iceweasel
[17:44:14] <Tom_itx> is there a difference?
[17:44:19] <pfred1> I run a home dir installed browser anyways
[17:44:48] <pfred1> what sucks about a globally installed browser is you can't update it normally as a user
[17:45:07] <pfred1> you don't have the permissions
[17:46:01] <MarkusBec> https://lwn.net/Articles/676799/
[17:46:09] <MarkusBec> its a little bit WTF?!!!!!!
[17:47:50] <pfred1> Debian fixed it
[17:48:32] <pfred1> but I got in the habit of using a user dir browser long before they even switched back
[17:50:24] <pfred1> so that's what ESR stands for
[17:50:38] <pfred1> Mozilla has implemented its Extended Support Release (ESR) program
[17:50:58] <pfred1> I was going to ask ESR if it had anything to do with him or not
[17:51:02] <MarkusBec> yes
[17:51:04] <MarkusBec> but
[17:51:10] <MarkusBec> its a browser
[17:51:34] <MarkusBec> in any cases you want the newest browser instand
[17:51:43] <Tom_itx> http://i.azcentral.com/i/6/b/2/L169_CIFRc90f36e4b3cd28573ea8f85551d912b6.jpg
[17:51:58] <Tom_itx> woops wrong channel
[17:52:03] <MarkusBec> :D
[17:53:13] <pfred1> Tom_itx tab challenged, are you?
[18:06:10] <BeachBumPete> Rogue One T minus four days! :)
[18:15:25] <codepython777> In the US, where is a good place to buy < 1" bits for cutting alum? Any recommendations?
[18:15:51] <zeeshan> mari tool
[18:15:55] <zeeshan> is fairly cheap
[18:15:57] <zeeshan> and good quality
[18:16:07] <zeeshan> i also like imco streaker series
[18:16:12] <zeeshan> similar pricing
[18:16:13] <pink_vampire> i did 6 parts today, and there is 2 more in the machine that i need to part later.
[18:16:25] <codepython777> zeeshan: do you have a link? amazon? where online can i buy?
[18:16:40] <pink_vampire> i need to find a way to reduce the setup time.
[18:18:12] <codepython777> zeeshan: ER20
[18:18:45] <andypugh> codepython777:
https://www.maritool.com
[18:19:33] <codepython777> andypugh:
https://www.omiocnc.com/accessories/collet/er20-precision-spring-collet.html - any thoughts how good these are?
[18:20:03] <andypugh> codepython777: No idea at all. Sorry.
[18:20:28] <BeachBumPete> I have quite a few Er20 spring collets. Some are chinese some are maritool. Maritool are probably slightly better but so far I cannot tell the difference LOL
[18:20:38] <codepython777> andypugh: For a ER20- 6mm, what bits can i buy from there for cutting alum?
[18:20:55] <andypugh> Is that 7-6 ot 6-5 ?
[18:21:36] <andypugh> If 7-6 then any 1/4”, 7mm or 6mm will work in the collet.
[18:21:53] <codepython777> andypugh: ER20(standard equipped with 6mm collet, - that is what the manual says
[18:22:10] <andypugh> What does the collet say?
[18:22:24] <andypugh> I think it is probably a 6-5 one.
[18:22:30] <codepython777> andypugh: my machine hasnt arrived yet
[18:23:12] <codepython777> andypugh: and i want coated for alum, right?
[18:23:45] <BeachBumPete> I use 3 flute uncoated for aluminum mostly
[18:23:52] <BeachBumPete> high helix
[18:24:00] <pfred1> with WD-40 or without?
[18:24:14] <andypugh> You might as well get something like
http://www.ebay.com/itm/162236280482� so that you have one of each size, then get good ones in the sizes you need later.
[18:24:24] <BeachBumPete> with trimsol full flood coolant
[18:24:53] <BeachBumPete> jeez those are CHEAP!
[18:25:15] <andypugh> codepython777: I just use whatever I can find with flood coolant and it works. But I am not an expert at milling. I am much more at home with a lathe.
[18:25:48] <renesis> lathe is for flatworlders
[18:25:59] <pfred1> aluminum usually doesn't need coolant but some lube helps the finish
[18:26:23] <codepython777> andypugh:
http://www.ebay.com/itm/162236280482 - these look real cheap - can they break - damage my machine in any way?
[18:26:42] <renesis> failure mode for aluminum if often chips melting into the flutes and eventually covering the cutting edges
[18:26:57] <andypugh> They are very cheap. That was my point.
[18:27:03] <renesis> coolant will keep the chips for getting hot enough to melt onto the cutter, also it helps flush away chips
[18:27:33] <andypugh> I can’t think of many failure modes of a collet that will damage the machine.
[18:27:52] <SpeedEvil> loosen, and cut the table
[18:28:17] <codepython777> andypugh: are there good coated endmills that I can buy off ebay? :)
[18:28:18] <pfred1> renesis I don't think the aluminum melts but it can erode some tools
[18:28:19] <renesis> thats a real bad collet
[18:28:22] <codepython777> SpeedEvil: do you ever sleep? :)
[18:28:35] <codepython777> renesis: whats wrong with that collet?
[18:28:37] <SpeedEvil> It's only midnight here
[18:28:40] <renesis> pfred1: aluminum can melt
[18:28:52] <pfred1> renesis sure if you put a torch on it
[18:28:55] <codepython777> renesis:
http://www.ebay.com/itm/162236280482 - the price is super good - whats wrong?
[18:29:01] <renesis> codepython777: no i meant one where the cutter slides out and eats your table
[18:29:08] <renesis> re speedevil's comment
[18:29:16] <renesis> pfred1: no
[18:29:24] <renesis> a torch will burn the aluminum
[18:29:47] <renesis> if you managed to get it that hot then fusing into the cutter would be a problem because the aluminum would be vapor and smoke
[18:29:54] <renesis> *wouldnt be a problem
[18:29:56] <renesis> i rabbed
[18:30:06] <codepython777> is there a good youtube tutorial on endmills and how to select one for the alum cutting jobs?
[18:30:16] <andypugh> Yeah, if done up tight enough (and “tight enough” is surprisingly tight for ER collets) the only difference between good and bad ones will be runout rather than grip etc.
[18:30:26] <codepython777> Square/flute/corners/ball/chamfer/...I'm lost
[18:30:31] <renesis> ER collets are spring collets
[18:30:41] <renesis> so theyre as tight as you clamp them
[18:31:13] <renesis> codepython777: typically rule of themb for aluminum is less flutes for better clearing
[18:31:17] <andypugh> http://www.techniksusa.com/metal/torque_chart.htm
[18:31:44] <andypugh> 59 ft.lbs is pretty tight.
[18:32:30] <codepython777> andypugh: so i need to buy a torque sensing wrench?
[18:32:43] <renesis> i dont
[18:32:56] <andypugh> No, you just need to do it up good and tight.
[18:33:06] <renesis> i use 1" open/box combo wrenches on mine, waaaay to long
[18:33:35] <renesis> like, you can feel the friction of it sliding in while tightening, then a huge increase in force as you clamp on the tool
[18:33:47] <pfred1> the big trick I've found with collets is don't bottom a bit out
[18:33:56] <renesis> its pretty easy to feel when its crazy tight
[18:34:25] <renesis> pfred1: ER16 are open back and youre supposed to make sure the tool extends past the end of the collet
[18:34:53] <andypugh> My collets all have stop-screws in the back.
[18:35:01] <renesis> to keep the collet from warping funny or getting dented up by the end of the tool
[18:35:22] <andypugh> (And, yes, I have wondered if that interferes with properly pulling the collet back into the taper)
[18:35:22] <renesis> andypugh: ER collets?
[18:35:53] <pfred1> andypugh I know it is a problem with wood routers
[18:36:20] <pfred1> bottom a bit out and you can crank the crap out of it and it won't tighten
[18:37:26] <renesis> so youre saying put the tool part way in? for an ER spring collet?
[18:38:15] <codepython777> if i had to pick one endmill for cutting alum - which should it be? (On a ER20)
[18:38:22] <pfred1> renesis put it in but not have the shank hit anything
[18:38:27] <renesis> um
[18:38:45] <andypugh> codepython777: Something to be aware of with ER collets. There is an eccentric ring in the end nut that slots into the groove in the collet to extract it from the taper as you loosen it. You have to snap the collet into the nut, and only then can you put the tool in the collet. (and you can put the nut and collet in the holder first, then the tool if you like). Getting the collet out of the nut means fiddling until you
[18:38:45] <andypugh> it the right way to come out of the off-centre retaining ring.
[18:38:54] <pfred1> to tighten up the collet has to draw in
[18:38:58] <renesis> okay well thats specific to your machine, mine doesnt hit anything until the cutter hits the ceiling
[18:39:14] <renesis> youre supposed to make sure the tool is past the end of the collet
[18:39:51] <pfred1> what if you need more reach?
[18:39:57] <renesis> smaller diameter collets ave a larger ID hole on the backside so it doesnt take much cutter length to go past the end of the collet
[18:39:59] <pfred1> ya gotta do what ya gotta do sometimes
[18:40:20] <renesis> if youre not taking the collet holder off the machine to change bits, i could see how doing it right would be difficult
[18:40:27] <codepython777> is there a endmill set that i can buy for alum?
[18:40:39] <renesis> and yeah if you need more reach, you do it wrong and accept that you may warp the collet
[18:40:58] <renesis> but like i said, on smaller diamater tools the collets are made to engage the taper much more than they engage the tool
[18:41:15] <pfred1> codepython777 probably but you're probably going to just use a couple of sizes
[18:41:30] <renesis> codepython777: 3 flute endmills are probably fine
[18:41:54] <andypugh> pfred1: More reach like this?
https://goo.gl/photos/aK5cfRtfMxW5MnDL9
[18:42:28] <pfred1> andypugh no like this
https://heritagecutter.com/DataFlute/PublicStore/catalog/SH-4-Mini,170.aspx
[18:43:12] <andypugh> How about this?
https://goo.gl/photos/N4bPgUaCRGX6aZCt7
[18:43:49] <pfred1> andypugh I don't think you're quite reaching yet
[18:43:51] <codepython777> Someone was recommending to get a DLC
[18:44:01] <pfred1> what's a DLC?
[18:44:11] <codepython777> Diamond like carbon coating
[18:44:14] <pfred1> sounds like a burger
[18:44:42] <andypugh> codepython777: I almost guarantee that at this point you don’t need anything that exotic.
[18:44:43] <pfred1> that might help with erosion
[18:44:52] <codepython777> https://www.maritool.com/Cutting-Tools-End-Mills-Finishers-Square-End-3-Flute-High-Helix-Square-End-3-Flute/c78_79_80_201_202/p14495/3/32-3-Flute-Carbide-End-Mill-SE-38-Deg-Helix-.437-DLC-Coated/product_info.html
[18:45:00] <pfred1> if you're starting out I'd suggest buying cheap bits
[18:45:12] <pfred1> that way when you crash them and they break it doesn't hurt as bad
[18:45:12] <andypugh> If you need something like that then you will know that you need something like that
[18:45:15] <renesis> shrug, i cut aluminum using 4 flute center cutting square endmills
[18:45:17] <renesis> works fine
[18:45:43] <renesis> i use water soluble oil as coolant
[18:46:10] <codepython777> renesis: where and what did you buy ?
[18:46:21] <codepython777> renesis: can i just use wd40?
[18:46:24] <renesis> from an ebay seller thats gone
[18:46:36] <renesis> some US carbide tool dealer
[18:46:50] <renesis> wd40 is shit for damn near everything
[18:46:50] <pfred1> codepython777
https://youtu.be/NZJCxMN9NWk?t=11
[18:47:10] <renesis> itll work but i wouldnt want wd40 on my machine
[18:47:37] <pfred1> WD-40 works pretty good on aluminum
[18:47:45] <renesis> i use vactra no2 on my micromill, i soak the thing in water soluble oil, im dont have great habits in terms of machine cleanup
[18:47:52] <renesis> ive never had problems
[18:48:13] <pfred1> I also use WD-40 to keep stuff from rusting up
[18:48:15] <BeachBumPete> I used to use WD40 for aluminum its okay but a blast of cool air or a mister would be better
[18:48:17] <renesis> w/ rustlick coolant, that and vactra are made for machine tools
[18:48:24] <andypugh> Yeah, you might as well get a box like this, then work out which ones you use and which need to be better quality:
http://www.ebay.com/itm/331037416014
[18:48:31] <renesis> wd40 is made for waterproofing metals against corrosion
[18:48:38] <renesis> using it for other shit is wrong
[18:48:54] <BeachBumPete> wrong?
[18:48:56] <pfred1> renesis lots of people use WD-40 as tapping fluid
[18:49:05] <pfred1> in aluminum
[18:49:08] <renesis> thats fine just dont get it on any machines
[18:49:25] <pfred1> what will it do?
[18:49:56] <renesis> for anything that needs lubrication maintenance, wd40 is wrong, it will keep normal lubricant from sticking to shit, and by itself its a shitty lubricant
[18:50:01] <pfred1> I spray WD-40 on everything in my garage
[18:50:01] <andypugh> codepython777: But maybe not that actual set unless you also get the right collet (3/8” or the 10-9 metric)
[18:50:08] <renesis> its not very good for cleaning old lubricant off things for the same reason
[18:50:12] <renesis> use a degreaser
[18:50:29] <renesis> pfred1: yeah if youre trying to keep garden sheers from rusting, have at it
[18:50:37] <pfred1> it is very humid here and there's salt in the air too so rust is a big issue
[18:50:52] <renesis> but wd40 on a bike chain, for example, is retarded
[18:51:09] <XXCoder> its nice way to strip water off it
[18:51:14] <XXCoder> but then you need to grease it
[18:51:24] <renesis> its not a good lubricant on its own, but it will keep other lubricants from properly coating the chain until you strip off the wd40
[18:51:30] <pfred1> I like chain saw bar lube as oil
[18:51:36] <pfred1> stuff sticks like glue
[18:51:40] <renesis> xxcoder: then you need to get the wd40 off
[18:51:52] <pfred1> it is what i use on my mill ways
[18:52:25] <renesis> yeah vactra is super clingy its neat
[18:52:39] <renesis> like chips will hit vertical ways and slide down but the vactra stays put
[18:52:41] <pfred1> yeah but the stores around here don't stock vactra
[18:52:50] <renesis> pretty sure i bought online
[18:52:52] <pfred1> I always got chainsaw oil hanging around
[18:52:52] <BeachBumPete> I used vactra on my old RF45 CNC mill's custom one shot oiler for the cast iron ways
[18:53:03] <renesis> like a gallon which is pretty much lifetime supply for my mill
[18:53:17] <codepython777> did anyone make a cnc table here from 80/20s?
[18:53:18] <renesis> beachbumpete: i thought it was bad for cast iron
[18:53:20] <pfred1> I go through chainsaw oil
[18:53:32] <pfred1> I got lots of trees
[18:53:35] <BeachBumPete> never had an issue with it
[18:53:38] <renesis> chainsaw oil is actually oil tho
[18:53:40] <renesis> wd40 isnt
[18:53:54] <DaViruz> i had to buy 20 liter vactra2 for my old vmc, i think that will last me a lifetime
[18:53:55] <renesis> beachbumpete: neat
[18:54:04] <DaViruz> 20 liter was the smallest container they would sell..
[18:54:10] <pfred1> yeah I can get chainsaw oil by the quart
[18:54:13] <XXCoder> how clean off wd40?
[18:54:18] <renesis> daviruz: thats like a bucket?
[18:54:21] <XXCoder> it sticks pretty damn good once dry
[18:54:27] <BeachBumPete> my current VMC uses a special grease for the linear guideways installed into the zirk fittings
[18:54:47] <renesis> beachbumpete: does it have recirc bearings?
[18:54:53] <pfred1> BeachBumPete special grease?
[18:55:12] <BeachBumPete> yeah it is some Mobil grease I had to track down..
[18:55:26] <BeachBumPete> I bought a case of it should last a good while ;0
[18:55:27] <pfred1> we all like our grease mobile
[18:55:59] <BeachBumPete> I usually give it two pumps on each zirk every week or so
[18:56:04] <pfred1> yeah i used to use wheel bearing grease for everything
[18:56:07] <BeachBumPete> seems to keep things moving well
[18:56:11] <pfred1> but now I like moly for gears
[18:56:33] <pfred1> special grease
[18:56:48] <pfred1> know what grease is really special?
[18:57:15] <BeachBumPete> perhaps specific grease was the proper wording
[18:57:19] <pfred1> super lube synthetic grease!
[18:57:41] <codepython777> renesis:
https://www.mcmaster.com/#end-mills/=15ffc0e - 4 flute for alum?
[18:57:46] <BeachBumPete> I use super lube on my airguns
[18:57:50] <andypugh> My mill needs NLGI grade 3 grease, That was difficult to locate
[18:58:01] <pfred1> it says right on it that it's highly lubricious
[18:58:12] <XXCoder> all that lube suddenly this channel have become sex channel :P
[18:58:22] <pfred1> sex wax!
[18:58:33] <DaViruz> turbomolecular pump grease is a fun subject. they will sell you a tiny syringe for like $300
[18:58:44] <pfred1> for that special machine in your life
[18:58:58] <pfred1> oh here's some stuff that I just got massively addicted to
[18:59:00] <BeachBumPete> codepython777
https://www.maritool.com/Cutting-Tools-End-Mills-Finishers-Square-End-3-Flute-High-Helix-Square-End-3-Flute/c78_79_80_201_202/index.html
[18:59:01] <renesis> https://www.mcmaster.com/#end-mills/=15ffego
[18:59:03] <codepython777> andypugh: I will get that collet set you linked- its cheap and worth a try?
[18:59:33] <pfred1> http://blastercorp.com/Dry-Lube-with-Teflon
[18:59:56] <andypugh> I reckon so. Or you could look for a metric set around the same price. I think that there are gaps in imperial sets but metric will grip anything in the range.
[19:00:19] <BeachBumPete> I still cant get over that Kluber grease....talk about overpriced shit
[19:00:30] <codepython777> andypugh: I wish there was a 4 flute or 3 flute set that i could get for starting
[19:00:39] <codepython777> preferably good coating/quality
[19:00:56] <pfred1> BeachBumPete I use some o ring grease on my pool and it is off the wall expensive
[19:01:12] <pfred1> shit must have gold in it or something
[19:01:22] <BeachBumPete> I know right...crazy stuff
[19:01:40] <pfred1> but it is the only thing that works
[19:02:11] <pfred1> pool water is some messed up stuff
[19:02:47] <BeachBumPete> I think I paid like $70 for a container that had enough grease to smear across your fingernail LOL
[19:02:49] <codepython777> andypugh:
http://www.ebay.com/itm/20-101-169-4-Piece-4-Flute-SUPERCEED-Solid-Carbide-Coated-Single-End-Mill-Sets-/391120673620?hash=item5b109bdb54:g:QW8AAOSwOfxXBI9k
[19:03:15] <andypugh> What spindle speed do you have on your machine>
[19:03:38] <pfred1> I just got a new spindle
[19:03:47] <codepython777> andypugh: 6000~24000rpm/min
[19:04:08] <BeachBumPete> codepython777 I see that you are only willing to hear from Andypugh which is understandable as he is a giant among men but I would stay away from those TIN coated endmills for aluminum. I had terrible luck with the cheap ones when I started...
[19:04:11] <sync> BeachBumPete: if you buy 1000g jars of the klüber it is pretty ok
[19:04:29] <sync> but klüber is nothing, try buying uhv rated pfpe grease
[19:04:30] <pfred1> BeachBumPete yeah but they're cheap
[19:04:38] <andypugh> codepython777: Carbide are great, but they don’t like to bend. Get a set of HSS as a fallback for those jobs where you need a cutter of a specific size
[19:04:55] <codepython777> BeachBumPete: I'm just asking questions. I'm new. I saw the link you sent from mcmaster - can you please narrow down from that set for a beginner?
[19:05:07] <BeachBumPete> its not a set
[19:05:18] <sync> BeachBumPete: the problem is that TiN is soluble in Al
[19:05:21] <BeachBumPete> I make a lot of aluminum parts on my VMC
[19:05:34] <codepython777> BeachBumPete: which exact endmill do you use from mcmaster?
[19:05:34] <sync> you want ZrO as a coating
[19:05:40] <BeachBumPete> I mostly use uncoated carbide high helix 3 flute or 2 flute cutters for it
[19:06:08] <codepython777> BeachBumPete: link please?
[19:06:55] <andypugh> I did actually say that milling isn’t my thing. I have a spindle that maxes out at 1000 rpm (yes, 1000) so I am not playing the same game.
[19:07:23] <BeachBumPete> https://www.maritool.com/Cutting-Tools-End-Mills-Finishers-Square-End-3-Flute-High-Helix-Square-End-3-Flute/c78_79_80_201_202/p2283/3/8-3-Flute-Carbide-End-Mill-SE-38-Deg-Helix-.625-LOC/product_info.html
[19:07:31] <BeachBumPete> I have used quite a few of those
[19:07:50] <BeachBumPete> the selection really depends on your cut needs...
[19:07:59] <BeachBumPete> diameter, length of cut etc.
[19:08:10] <BeachBumPete> they have coated ones too if you really need that
[19:08:12] <andypugh> The point that I am making is that it’s good to have cheap tools in every size in the back of the drawer to augment the good stuff in the sizes you use a lot.
[19:08:32] <BeachBumPete> I must say I have had nothing but good results from Maritool cutters...
[19:08:39] <BeachBumPete> top quality for reasonable price
[19:09:09] <andypugh> Shiny!
[19:09:12] <BeachBumPete> if you have a 6k-24k spindle I would think you want to be in the smaller diameters
[19:09:31] <BeachBumPete> ER20 at 24k RPM is hauling ass in aluminum
[19:09:39] <BeachBumPete> what machine do you have?
[19:09:41] <pfred1> $25 !
[19:10:03] <pfred1> that's for a dozen, right?
[19:10:03] <BeachBumPete> is that expensive?
[19:10:09] <BeachBumPete> heh I wish
[19:10:19] <BeachBumPete> that is cheap actually
[19:10:47] <andypugh> This is cheap. But even I wouldn’t:
http://www.ebay.co.uk/itm/112201921556
[19:11:34] <pfred1> andypugh that mill looks rough in a grainy picture even
[19:11:43] <BeachBumPete> LOL
[19:11:46] <andypugh> Yeah, doesn’t it :_)
[19:11:50] <BeachBumPete> the grind is very important
[19:12:02] <pfred1> that's what spending the money gets you is grain structure
[19:12:05] <BeachBumPete> what kind of mill does he have?
[19:12:39] <BeachBumPete> I would be careful with cheapass cutters in a 24k RPM spindle LOL
[19:12:45] <pfred1> I bought some cheap mills ou of china recently
[19:12:56] <pfred1> little ones like 1/8th ball end mills
[19:15:47] <pfred1> this was my big tooling purchase this year
http://i.imgur.com/Yap1Lya.jpg
[19:16:23] <BeachBumPete> I can't read the little chinese boxes what is it? ;)
[19:16:28] * pfred1 had to make a fitted box for them of course
[19:16:33] <pfred1> dovetail cutters
[19:16:48] <BeachBumPete> you do a lot of dovetailing?
[19:16:52] <pfred1> something I always wanted
[19:17:01] <pfred1> I'm doing more now that i got the bits
[19:17:25] <BeachBumPete> I have two or three of them but I mostly use this one I got last
[19:17:45] <pfred1> I got all of them for $80
[19:19:49] <pfred1> I have a few positioning projects in mind for using them
[19:19:51] <andypugh> I have a job where a reverse dovetail cutter might be good, they can fit in where nothing else can if you have a tilting head.
[19:20:45] <andypugh> Did you see my 4-axis candle milling? I reckon that couls be 3-axis with a reverse dovetail.
[19:21:01] <pfred1> these bits probably wouldn't work too swift in metal but i only use them in plastic
[19:21:14] <BeachBumPete> isn't a reverse dovetail just a champfer bit ;)
[19:21:36] <BeachBumPete> and no I did not see any candles
[19:21:39] <pfred1> well they make them that cut backwards too
[19:22:00] <BeachBumPete> oh reverse rotation
[19:22:24] <pfred1> bass ackwards duck tails
[19:22:49] <pfred1> for the machininst that has all tooling
[19:22:51] <BeachBumPete> I have considered using a long length dovetail cutter for undercut champfering
[19:23:37] <pfred1> I got a pile of slitting saws from somewhere but i need an arbor for them
[19:23:51] <BeachBumPete> I have like two slitting saws...
[19:23:55] <andypugh> No, in this case I mean reverse angle
[19:24:01] <BeachBumPete> I bought an R8 arbor for it when I had the RF45
[19:24:12] <zeeshan> BeachBumPete: don't you think r8 arbors are cute
[19:24:15] <pfred1> I have an RF-32
[19:24:15] <zeeshan> =D
[19:24:17] <BeachBumPete> it is useless now just sits in the cabinet
[19:24:31] <BeachBumPete> zeeshan LOL
[19:24:32] <andypugh> BeachBumPete: This one:
https://www.youtube.com/watch?v=7swEpeDI36g
[19:24:45] <pfred1> well a mainland clone
[19:25:43] <BeachBumPete> I used to have an RF32
[19:25:49] <BeachBumPete> it was a great little machine
[19:25:57] <pfred1> it is a heck of a drill press
[19:26:00] <BeachBumPete> I used it to retrofit my RF45
[19:26:08] <BeachBumPete> I bought it used for 300 bucks
[19:26:20] <BeachBumPete> sold it with a cheap chinese vise for a grand :)
[19:26:22] <pfred1> I got mine scratch and dent for $800
[19:26:38] <BeachBumPete> I would have another one in my shop in a second if I found a good deal
[19:26:48] <pfred1> yeah they ain't cheap now
[19:26:51] <BeachBumPete> makes for a great little drill press/mill
[19:27:11] <pfred1> mine has a lot of flex
[19:27:17] <BeachBumPete> really?
[19:27:20] <pfred1> yeah
[19:27:23] <BeachBumPete> mine was pretty decent
[19:27:33] <BeachBumPete> I mean not compared to my VMC LOL
[19:27:38] <pfred1> can't tram it to save my life
[19:27:40] <BeachBumPete> but it was more than adequate
[19:28:38] <pfred1> I took the gib out of it once it looks like it got surfaced by tossing it into a gravel road and letitng trucks run over it
[19:28:44] <BeachBumPete> I honestly almost considered keeping it were it not for the alignment of the head upon raising and lowering it
[19:28:58] <BeachBumPete> jeez
[19:29:10] <pfred1> meh if you just plan a job it isn't an issue
[19:29:19] <BeachBumPete> its chinese man but I think mine was pretty good
[19:29:27] <BeachBumPete> agreed
[19:29:34] <pfred1> mine has actually improved over the years
[19:29:41] <pfred1> I donno why
[19:29:41] <BeachBumPete> like I said I used it to make my retrofit kit for the RF45
[19:30:00] <BeachBumPete> worked great even drilled all the one shot oiler stuff with it
[19:30:25] <pfred1> know what upgrade really helped it out?
[19:30:27] <BeachBumPete> some of the parts were pretty hard to reach and it took care of it all
[19:30:34] <pfred1> putting link belts on it
[19:30:35] <BeachBumPete> VFD?
[19:30:43] <BeachBumPete> yeah I used link belts too
[19:30:48] <pfred1> they help
[19:31:20] <pfred1> I get a lot better finish with the link belts
[19:31:49] <BeachBumPete> the fact that it is belt drive already makes adding a 3 phase motor and VFD a trivial effort
[19:32:00] <BeachBumPete> that makes for a lot of flexibility
[19:32:02] <pfred1> that and sticking the thing together using chainsaw bar lube as way oil
[19:32:09] <BeachBumPete> my best pal Art has one he CNC'd years ago
[19:32:21] <BeachBumPete> he still uses it
[19:32:28] <pfred1> I never want to convert mine
[19:32:33] <BeachBumPete> he setup an auto tool length probing setup
[19:32:36] <pfred1> I like it manual
[19:32:57] <pfred1> I use it for touchy feely jobs
[19:33:13] <BeachBumPete> he is a smart feller LOL
[19:33:53] <BeachBumPete> well I better get my azz out into the shop and work on some parts... I gotta get at least four more done by like tuesday
[19:34:06] <pfred1> get cracking
[19:34:52] <BeachBumPete> I need to but I gotta retouch all my tools for this job first.
[19:34:55] <BeachBumPete> I kinda hate that LOL
[19:35:06] <BeachBumPete> but its no big deal really
[19:35:15] <BeachBumPete> once they are good they stay good for the most part
[19:35:59] <sync> get a presetter
[19:36:43] <BeachBumPete> naah
[19:36:55] <BeachBumPete> I was working on making a tool probe
[19:37:05] <BeachBumPete> had a design down but never got around to finishing it.
[19:37:35] <BeachBumPete> In fact I think I owe connor a copy of it because we went in on the steel shaft for the ram together or something ;)
[19:38:59] <BeachBumPete> andypugh is that your dividing head fourth axis?
[19:39:10] <andypugh> yes
[19:39:18] <BeachBumPete> that is sooo cool man
[19:39:25] <BeachBumPete> I need one a doze
[19:39:32] <pfred1> andypugh what do you use to generate code for your 4th axis?
[19:39:54] <BeachBumPete> is that a careful camshaft or something?
[19:40:29] <andypugh> pfred1: That whole part is 160 lines of hand-coded G-code.
[19:40:42] <pfred1> andypugh I was afraid you were going to say that
[19:40:55] <BeachBumPete> you're shitting me right
[19:41:01] <andypugh> It would be thousands of lines with CAM
[19:41:17] <BeachBumPete> is it just a lot of loops or something?
[19:41:31] <andypugh> http://bodgesoc.blogspot.co.uk/2016/11/cams.html
[19:41:43] <pfred1> I still need some decent CAM software for Linux
[19:42:19] <pfred1> I got 2.5D down pretty good but that's it
[19:42:51] <BeachBumPete> woah there's maths in there...
[19:43:16] <BeachBumPete> kinda scared me for a sec
[19:43:19] <pfred1> its all math
[19:43:59] <pfred1> that's the N in cNc
[19:44:15] <BeachBumPete> I thought it was numeric :)
[19:44:24] <pfred1> numbers are math
[19:44:34] <BeachBumPete> ah ok
[19:44:45] <BeachBumPete> no wonder I don't get it :)
[19:44:47] <andypugh> I don’t share that opinion
[19:45:13] <andypugh> I reckon maths is what you get when you don’t use specific numbers.
[19:45:28] <andypugh> If you are using actual numbers it’s arithmetic.
[19:46:00] <BeachBumPete> its chinese arithmetic to me man
[19:46:07] <pfred1> me too
[19:46:17] <pfred1> here arithmetic is math
[19:47:16] <pfred1> or as GWB said, It's got a lot of numbers in it, so it has to be a budget.
[19:53:26] <andypugh> http://www.mathmedia.com/whatisdifbet.html “Arithmetic is to mathematics as spelling is to writing.”
[19:55:54] <andypugh> Anyway, time to be off.
[19:56:01] <pfred1> yeah me too
[21:22:54] <codepython777> I read some about alum cutting, seems like i need cooling, and non-coated endmills- thick ones
[21:36:43] <os1r1s> codepython777 It all depends on what you are trying to do. Hwo rigid the mill is. How slow a spindle speed you can use, etc, etc.
[21:37:31] <codepython777> os1r1s: is there a set of initial endmills i can buy to try out things?
[21:37:40] <os1r1s> What size mill?
[21:37:58] <os1r1s> And how deep are you trying to cut?
[21:38:19] <codepython777> os1r1s: 5mm deep cuts 30 cm x 20cm sheets
[21:38:41] <codepython777> os1r1s: mill:
https://www.omiocnc.com/products/x6-2200.html
[21:39:56] <os1r1s> codepython777 I'm not a hug fan of gantry mills for alum work, but that looks ok.
[21:40:15] <os1r1s> codepython777 Your slowest speed is 6k though which makes things a bit more challenging.
[21:40:37] <os1r1s> I would recommend downloading gwizard
[21:40:45] <os1r1s> Free to use for that mill
[21:41:41] <os1r1s> codepython777 Are you cutting profiles or doing 3d cutting?
[21:42:28] <codepython777> os1r1s: I need to cut alum sheets to certain shapes - thats the first thing i need to do
[21:42:50] <os1r1s> So profiles?
[21:42:57] <codepython777> yes, for starters
[21:42:59] <os1r1s> Like cutting out letters with only one depth?
[21:43:44] <os1r1s> I'd get some 5mm end mills to start. Easy to get. Get 2 flute. TiCN is nice, but could be a waste right now
[21:44:05] <os1r1s> codepython777 Since it appears you are looking for metric end mills, correct?
[21:44:26] <codepython777> os1r1s: i just got collets that are non-metrics - so i should be able to use non-metrics?
[21:44:43] <os1r1s> codepython777 I'd get something right around that size
[21:44:52] <os1r1s> 1/4" or 5mm is fine
[21:45:10] <os1r1s> HSS is more forgiving
[21:45:21] <os1r1s> Carbide is nice once you get the hang of it
[21:45:45] <os1r1s> TiCN coating is good once you get really good
[21:46:48] <codepython777> os1r1s: thanks
[21:46:57] <os1r1s> gwizard is your friend
[21:47:18] <os1r1s> It will let you set up a profile. Then you can play with the parameters to get a good starting point.
[21:47:41] <os1r1s> codepython777 Keep in mind the reason people like lube with alum is that is gets gummy
[21:47:54] <os1r1s> So the slower you go, the more heat, the more it gums up
[21:48:53] <os1r1s> So you want a low RPM and a high feedrate
[21:48:59] <os1r1s> Probably a shallow DOC
[21:49:14] <codepython777> os1r1s: in that mill - is there a way to run coolant? I was thinking of using compressor/air
[21:49:38] <os1r1s> codepython777 I have a fogbuster setup on one of mine that I really like
[21:49:45] <codepython777> os1r1s: what did you get?
[21:50:00] <os1r1s> It uses very little coolant, but keeps alum from gumming up
[21:51:04] <codepython777> have a pic? what compressor are you using?
[21:54:52] <BeachBumPete> well sweet I ran thru three seperate parts programs full side this afteroon and everything went perfect. I think I fixed my wire issue earlier.
[21:55:42] <codepython777> os1r1s:
http://www.fogbuster.com/Machining-Sprayer-Products.html ? - something like this?
[22:01:04] <codepython777> BeachBumPete: any recommendations on a fogbuster?
[22:02:00] <BeachBumPete> codepython777 well honestly man I have used them before but never owned one. I had one on a HAAS in one of the shops I worked in. They actually work really well tho. there are plans online to build your own reasonably easy
[22:03:05] <BeachBumPete> My VMC uses full flood coolant so I have not needed one and I think I would get tired of listening to the compressor run mine is kinda loud since it is right next to the Cincinatti
[22:03:55] <Tom_L> https://www.walmart.com/ip/TRICO-30541-Coolant-System-1-Line/40728270?wmlspartner=wlpa&selectedSellerId=1122&adid=22222222227028308301&wl0=&wl1=g&wl2=c&wl3=60664691889&wl4=pla-95829425769&wl5=1017673&wl6=&wl7=&wl8=&wl9=pla&wl10=101593696&wl11=online&wl12=40728270&wl13=&veh=sem
[22:03:59] <Tom_L> of all places
[22:04:38] <BeachBumPete> Didn't zeeshan roll his own?
[22:04:43] <Tom_itx> yes
[22:04:56] <BeachBumPete> he seemed pretty fond of it
[22:05:10] <Tom_L> http://www.ebay.com/itm/like/231857812762?lpid=82&chn=ps&ul_noapp=true
[22:05:38] <BeachBumPete> WOW
[22:05:39] <Tom_itx> for six bux it would be worth trying
[22:06:12] <BeachBumPete> Hell yeah man I might need one of those LOL
[22:06:41] <Tom_itx> syphon feed, not pressure
[22:06:50] <Tom_itx> i think zee pressureized his
[22:06:53] <Tom_itx> i could be wrong
[22:07:08] <BeachBumPete> its not a venturi?
[22:07:19] <Tom_itx> it probably is
[22:07:26] <Tom_itx> this or zee's?
[22:07:35] <BeachBumPete> I thought that was the point of the thing
[22:07:36] <Tom_itx> i can't remember about his
[22:07:45] <Tom_itx> it may be
[22:09:22] <BeachBumPete> IF I could figure out how to automate the nozzle something like that could be Real handy
[22:09:44] <Tom_itx> wire a relay up to the mist coolant M code
[22:10:06] <BeachBumPete> no I know how to do that I mean automate the elevation of the nozzle
[22:10:17] <Tom_itx> hook it to the spindle
[22:10:29] <BeachBumPete> HAAS has the autmatic coolant setup
[22:10:34] <BeachBumPete> it sure is nice
[22:10:48] <BeachBumPete> just a numeric setting for each tool you preset
[22:11:05] <BeachBumPete> then when the machine calls the tool the nozzle is directed exactly where you want it
[22:11:13] <Tom_itx> some of the ones i've seen had a ring of sorts around the spindle you could adjust the flow direction on several outlets
[22:11:33] <BeachBumPete> yeah that is the caveman method I will probably work on
[22:11:50] <BeachBumPete> coolant ring works fine
[22:11:52] <Tom_itx> i haven't seen any live ones
[22:12:05] <BeachBumPete> most haas machines have them I have seen
[22:12:34] <Tom_itx> the school has a bunch of their new ones, i should take a peek at em
[22:12:59] <Tom_itx> they get them free in trade for demoing them to potential clients
[22:13:35] <BeachBumPete> https://www.youtube.com/watch?v=oW7-6PHisHg
[22:14:01] <Tom_itx> wouldn't be hard to make that
[22:14:06] <Tom_itx> RC servo would work
[22:14:14] <BeachBumPete> yeah I know I have thought about it
[22:14:17] <Tom_itx> in a box with some flex tubing
[22:14:19] <Tom_itx> done deal
[22:14:27] <BeachBumPete> how do you drive the servo>
[22:14:35] <Tom_itx> avr
[22:14:45] <BeachBumPete> it needs to be a sort of numeric postion programmable
[22:14:54] <Tom_itx> you'd have to come up with the drive mechanism
[22:14:56] <BeachBumPete> as I recall it had like ten settings
[22:15:10] <Tom_itx> yeah RC is a 1-2ms pulse full swing
[22:15:18] <BeachBumPete> in the control alongside the tool you input the number for the level angle
[22:15:40] <Tom_itx> you could write preset pulse widths for input numbers to the avr
[22:15:44] <BeachBumPete> I would think a simple stepper motor would do the same thing
[22:15:56] <Tom_itx> probably
[22:16:17] <Tom_itx> you'd still have to write something to drive it
[22:16:23] <BeachBumPete> the HAAS machines I ran used the Pcoolant and also had a pair of nozzles
[22:16:52] <BeachBumPete> this would sure make things easier for me tho
[22:17:19] <BeachBumPete> https://www.youtube.com/watch?v=NvPIjTRE7cM
[22:18:37] <Tom_L> http://spidercool.com/
[22:18:45] <Tom_itx> there you go
[22:19:25] <BeachBumPete> I am just so pleased to have my VMC running parts again.
[22:19:41] <BeachBumPete> I am working on some new designs right now
[22:19:58] <BeachBumPete> plus I am hoping to program the machine to inlet my air rifle stock for me :)
[22:21:01] <Tom_L> http://www.haascnc.com/coolant_system.asp#gsc.tab=0
[22:22:15] <BeachBumPete> Hmmm that coolant ring looks easy enough
[22:22:43] <Tom_itx> we usually had some aimed short and some long
[22:22:45] <BeachBumPete> I should try to make one from plate with an oring
[22:22:46] <Wolf_> damn battery looked bigger on amazon…
http://i.imgur.com/aZYsk88.jpg (ordered wrong one)
[22:22:54] <Tom_itx> enough splatter to get the job done
[22:22:58] <BeachBumPete> I have two nozzles right now
[22:23:06] <BeachBumPete> one is larger orifice than the other
[22:23:24] <BeachBumPete> I have to direct them both when going from a long tool to a short one
[22:23:26] <Tom_itx> you can get the plastic snake off ebay all day long
[22:23:44] <BeachBumPete> plastic snake? You mean line loc?
[22:23:49] <Tom_itx> yeah
[22:24:36] <BeachBumPete> er loc line rather
[22:24:46] <BeachBumPete> thats what my machine has now
[22:25:11] <Wolf_> watch the china loc line knockoffs some of them aren’t NPT thread
[22:25:22] <BeachBumPete> but yeah going from say a long drill or reamer to an 1/8 endmill in a stubby collet causes some issues
[22:25:26] <Tom_itx> the screw machines i ran had copper tube
[22:25:30] <BeachBumPete> yeah I hear they kind of suck too
[22:25:46] <BeachBumPete> copper tube is actually really good for coolant nozzles
[22:26:16] <Tom_itx> i'd probably add a barrel of coolant every other shift
[22:27:02] <BeachBumPete> wow really?
[22:27:14] <Tom_itx> ww2 junk
[22:27:23] <Tom_itx> 6 & 8 spindle
[22:27:40] <Tom_itx> all mechanical
[22:27:47] <Tom_itx> cams n gears
[22:27:53] <BeachBumPete> I put water in my coolant every couple weeks or so
[22:28:03] <Tom_itx> they used oil back then
[22:28:51] <BeachBumPete> I am using that TrimSol E206
[22:29:00] <BeachBumPete> so far very pleased with it
[22:29:09] <Tom_itx> i don't remember what my bud uses
[22:29:17] <Tom_itx> wait.. i bet i have a pic of the can
[22:29:22] <BeachBumPete> I got it from Enco for like $75 shipped
[22:29:35] <BeachBumPete> I just put the last of it in the machine this week
[22:29:44] <BeachBumPete> gonna need to order a new 5 gal
[22:30:48] <Tom_itx> rustlick ultracut 380R
[22:32:08] <Tom_itx> https://itwprofessionalbrands.com/litart/tech_647.pdf
[22:36:43] <Tom_itx> http://www.travers.com/ultracut-380r/p/352737/
[22:38:02] <BeachBumPete> http://www.masterchemical.com/na_en/trim/show_category2.php?catid=C29C
{kind=link}
{kind=link}
{kind=link}
{kind=link}
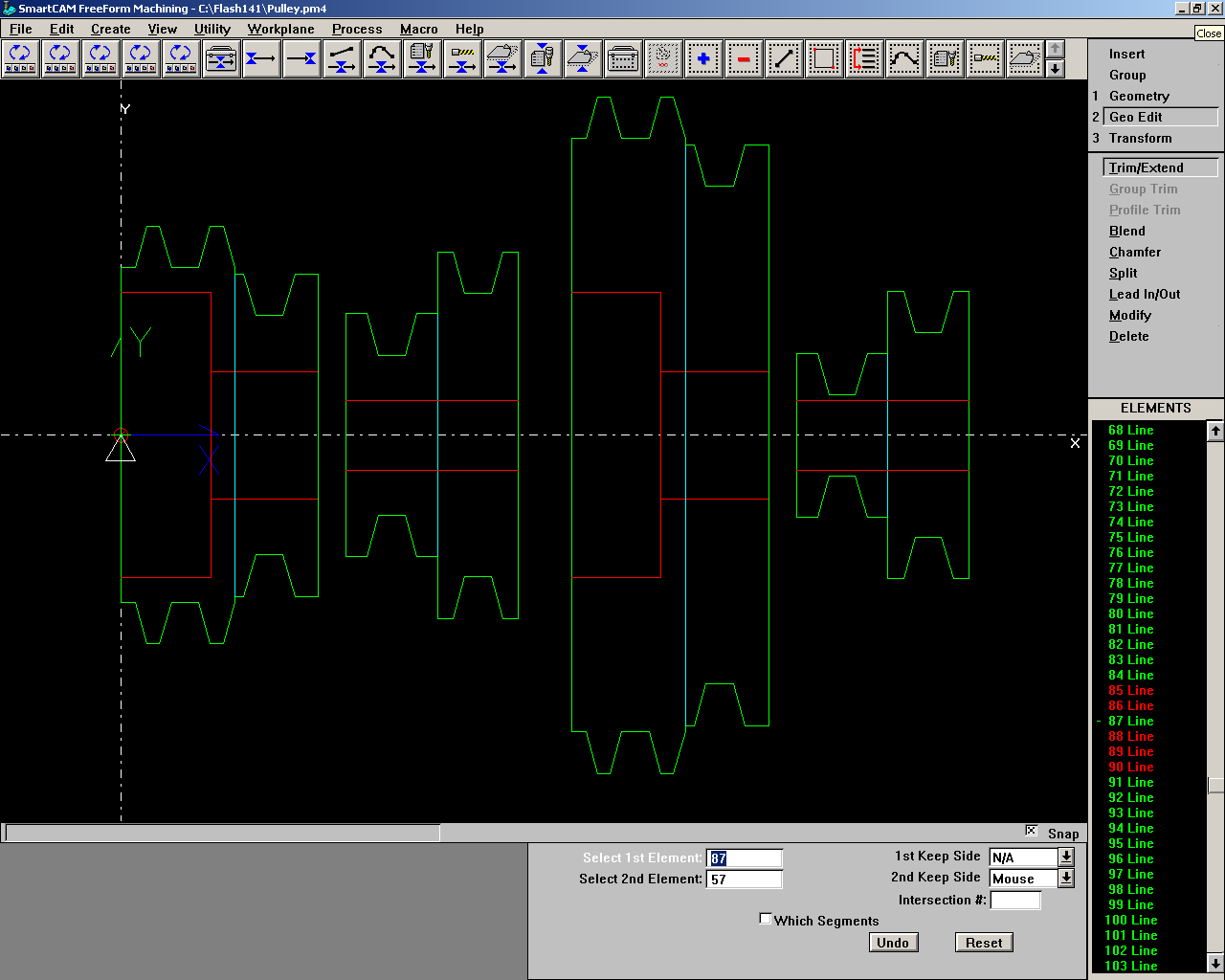{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
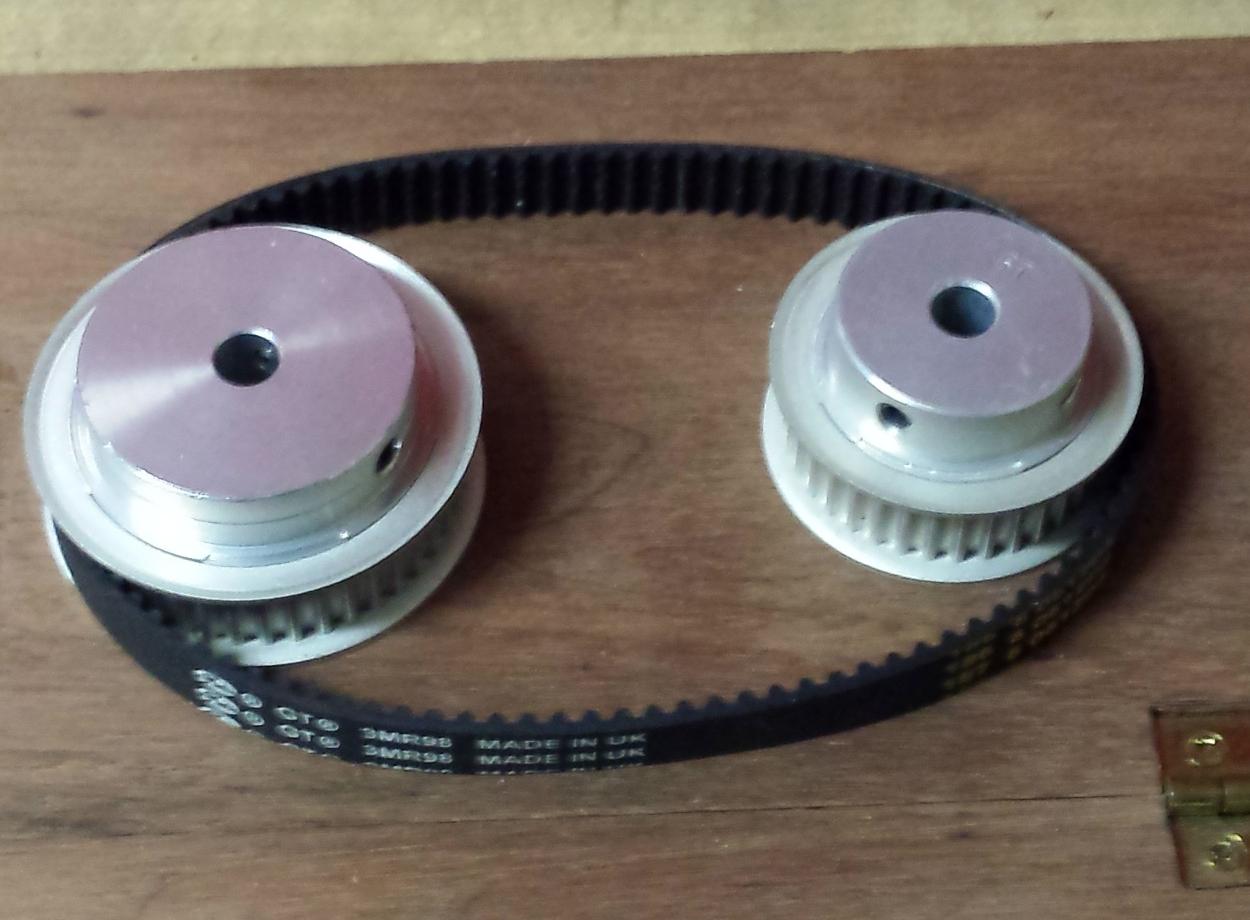{kind=link}
{kind=link}
{kind=link}
{kind=link}
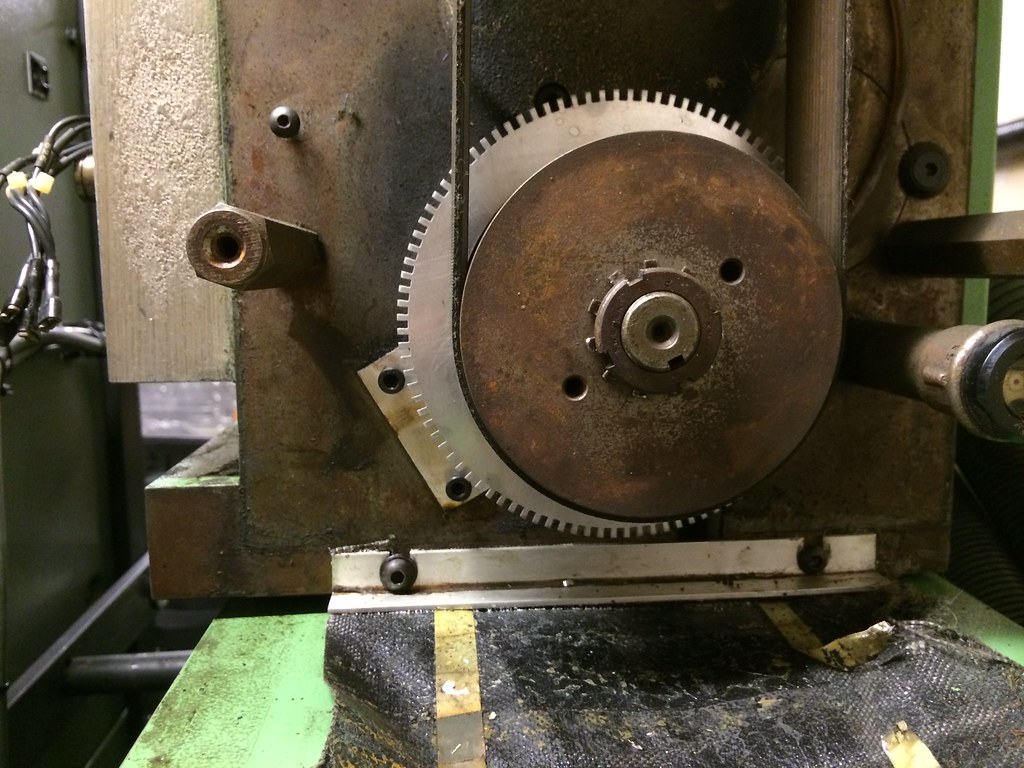{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}