Back
[01:23:48] <blorp> does anyone know of a good channel to ask specific questions about using a laser cutter?
[01:33:18] <archivist> never heard of one, sometimes we see users mention them in here
[01:34:42] <blorp> theyre pretty nifty. local makerspace has a 60W epilog and I'm trying to make jigsaw puzzles with it. unfortunately the laser cutting community seems to have a very quiet chat room presence
[01:36:02] <archivist> I know linuxcnc has been used in full production on a laser cutter
[01:36:45] <blorp> my questions actually have nothing to do with linuxcnc, I was just pointed to this channel by #diycnc in my attempt to find the laser cutter people
[01:37:35] <archivist> in irc ask the real question rather than a straw poll type
[01:38:02] <archivist> also time of day, later would be better
[01:38:51] <blorp> i did ask my question: do you know of a good channel to ask specific questions about using a laser cutter?
[02:28:27] <Deejay> moin
[04:52:43] <miss0r> Deejay: where are you from?
[04:56:57] <miss0r> I have to run soon. I was just curious about your 'moin' greeting. To me that is a regional specific thing here in Denmark. That is all
[04:59:02] <XXCoder> germany I think
[04:59:08] <XXCoder> not too sure though
[05:00:21] <miss0r> Just had me curious :)
[05:43:57] <jthornton> morning
[05:44:26] <XXCoder> hey jt
[05:44:44] <XXCoder> apparently I will be only mill machinist workint tomorrow
[05:44:49] <XXCoder> me and 3 lathe guys
[05:45:15] <XXCoder> 3 mill guys have either went on vacation or will start vacation tomorrow.
[05:47:05] <SpeedEvil> Are you going to have a party?
https://youtu.be/yfgs9FRD25M?t=60
[05:47:45] <XXCoder> lol
[05:48:12] <XXCoder> I just hope other guy completes new program so I have something to run tomorrow.
[07:20:30] <tiwake> _methods: you there?
[08:29:19] <_methods> drinking and cookin all day
[08:29:21] <_methods> weeeeeeeee
[10:33:29] <nubcake> hi
[11:13:29] <DrunkenDwarf> hi all. interested in pcb milling. (our work has removed our ferric chloride privilages :P ) wanted an Othermill (othermachine.co) as it seems perpose built for pcb prototyping (even takes eagle cad brd files). But they only ship and support US and Canada... Can anyone reccomend a dektop mill designed for PCBs that would work well for rapid prototyping? Within the £1000 - £2000 GBP range is our budget
[11:16:55] <enleth> DrunkenDwarf: why ferric chloride? what about copper sulfate?
[11:17:47] <DrunkenDwarf> enleth, i said ferric chloride as that's what we were using. theyve actually stopped us doing etching (regardless of solution)
[11:18:12] <enleth> bleh, sodium sulfate
[11:18:25] <enleth> DrunkenDwarf: oh, ok. weird.
[11:19:10] <DrunkenDwarf> enleth, its a mixture of health ans safety inspectors and internal politics. ... either way, we want to mill
[11:19:27] <SpeedEvil> lol
[11:19:32] <CaptHindsight> DrunkenDwarf: so you require turn-key or can you build it?
[11:19:46] <enleth> DrunkenDwarf: see if any CNC mills offered by Arc Euro Trade fit your budget
[11:19:48] <SpeedEvil> fibreglass dust is probably more dangerous
[11:19:55] <SpeedEvil> ^certainly
[11:20:05] <enleth> this, BTW ^
[11:20:24] <enleth> fibreglass dust is horrible
[11:20:42] <DrunkenDwarf> SpeedEvil, it is absolutely more dangerous. but we can build a surround and have an extractor...
[11:20:58] <DrunkenDwarf> CaptHindsight, we dont have time to self build one
[11:21:19] <enleth> DrunkenDwarf: it's also a danger to the machine itself
[11:21:36] <SpeedEvil> DrunkenDwarf: you have investigated local PCB fab places?
[11:21:50] <CaptHindsight> maybe the safety rules are created through a voting process for what sounds most scary
[11:22:16] <SpeedEvil> also - you do know you won't get soldermask/doublesided/... which can make the PCBs very much less usable
[11:22:35] <DrunkenDwarf> SpeedEvil, a different department doesn't want us sending our designs off site. .. privacy and patenting etc
[11:22:40] <SpeedEvil> k
[11:22:41] <archivist> flatness of cheap mills will make difficulties in trace gaps, crappy spindle means larger traces needed too
[11:22:45] <CaptHindsight> how often are rules based on only facts and logic?
[11:22:47] <enleth> DrunkenDwarf: you need excellent shielding to prevent it from grinding up the machine as it accumulates the dust between bearing surfaces
[11:23:07] <SpeedEvil> DrunkenDwarf: getting DIP type boards is easy.
[11:23:50] <SpeedEvil> DrunkenDwarf: anything comparably dense to 1990s stuff - forget it.
[11:24:04] <CaptHindsight> alternate pcb's with meat, that way it gets washed down at least every other time it's used
[11:24:07] <DrunkenDwarf> enleth, the cncs at arc euro trade aren't in budget
[11:25:29] <DrunkenDwarf> okay. ive considered milling for a while. however, are there any alternatives? given that we need 1. fast in house prototyping and 2. no chemical etching. .. any suggestiong?
[11:25:36] <CaptHindsight> get any Chinaco mill and fix whatever you feel is broken
[11:25:49] <archivist> dont do it in house
[11:26:07] <DrunkenDwarf> archivist, we dont have an option on that one
[11:26:14] <archivist> sure you do
[11:26:19] <CaptHindsight> their designs are too secret to send outside
[11:26:24] <SpeedEvil> DrunkenDwarf: what are you wanting to prototype. You absolutely can't do more than single sided without major hastles.
[11:26:39] <DrunkenDwarf> SpeedEvil, single sided is fine for now
[11:27:10] * SpeedEvil bets moderate money that it's entirely boring and non-novel.
[11:27:12] <DrunkenDwarf> archivist, our alternative is breadboards :P
[11:27:23] <archivist> ratsnest
[11:27:40] <CaptHindsight> SpeedEvil: none of this has to make sense
[11:27:59] <archivist> I use vero/ratsnest or straight to a production board
[11:28:53] <pcw_home> Yeah in most cases milling PCB protos is just silly
[11:29:04] <CaptHindsight> DrunkenDwarf: tons of mills on ebay from China, get one that fits the budget and leave some budget to fix it
[11:29:29] <DrunkenDwarf> pcw_home, if i had an alternative id take it
[11:29:41] <CaptHindsight> DrunkenDwarf: this keeps the propeller heads there happy and you can move on to your next project in life
[11:29:45] <archivist> linuxcnc can measure and compensate for the base error to an extent
[11:30:20] <pcw_home> bad quality, no multilayer, no decent power planes, no soldermask
[11:31:19] <CaptHindsight> their Chemistry dept might have also banned chemicals do to them being too dangerous
[11:31:38] <archivist> go straight to pcb as part of the debugging process as well
[11:31:42] <archivist> so milling is too dangerous
[11:31:47] <pcw_home> If you have any complexity at all, you will spend more time on shitty one layer layout than you save by milling the proto
[11:31:54] <CaptHindsight> he should be asking them for a list of what is safe and what isn't vs trying to use facts and logic
[11:31:55] <DrunkenDwarf> dont have a chemistry department and pcw_home, yes, understood, doesnt change anything
[11:32:46] <archivist> you have a conflict, pcb milling will not cure it
[11:33:41] <pcw_home> The problem is the "Oh No they will see our bare PCB" idiocy
[11:34:04] <DrunkenDwarf> pcw_home, yes, i know, whats your point
[11:34:43] <pcw_home> fix the idiocy before it spreads
[11:35:19] <DrunkenDwarf> i in no way am able to effect that, its got nothing to do with me. i need to do my damn job
[11:37:05] <CaptHindsight> buy mill, look for new job
[11:37:07] <archivist> explain to the top of the tree, learn to use external PCB makers
[11:39:04] <DrunkenDwarf> i cant even meet with that part of the tree. i like my job and need my job. electronic is a small part and all i need to do is make some ptror boards, in house, without etching. ..... instead everyone only wants to tell me how stupid a situation is that i knew was stupid before i bloody well came here
[11:40:05] <CaptHindsight> buy mill, stop complaining
[11:40:24] <CaptHindsight> what are you other options?
[11:40:27] <archivist> you have a low price for a mill, that sort of stops any success
[11:40:28] <pcw_home> well then suggest a router specifically made for PCB prototyping and be done with it
[11:41:42] <DrunkenDwarf> jesus. the room was complaining, non stop, irrelevantly. all i asked is if anyone can reccomend a damn mill. ffs
[11:42:14] <CaptHindsight> people try to help
[11:42:17] <archivist> not within your price bracket, in the UK
[11:42:20] <CaptHindsight> solve the actual problem
[11:42:36] <CaptHindsight> your problem can't be solved
[11:42:40] <DrunkenDwarf> its not mine to solve
[11:42:50] <archivist> you seem stuck on a fixed solution
[11:43:18] <roycroft> there are outfits in china that will produce prototype pcbs for you very cheaply
[11:43:31] <DrunkenDwarf> ph fuck this room
[11:43:46] <CaptHindsight> roycroft: their designs are "too secret" to send outside
[11:43:52] <roycroft> if you have no money to make them in-house that might be a solution
[11:44:08] <roycroft> or else act like a drunken moron :)
[11:44:57] <roycroft> so i really would like to go to the moon - i think it would be heaps of fun to hang out there
[11:44:59] <roycroft> i have no money
[11:45:05] <roycroft> no aerospace experience
[11:45:07] <CaptHindsight> wants his job, wants etch free pcbs, wants them to work
[11:45:24] <roycroft> can somone recommend something i can get on amazon for almost free that will take me to the moon and back?
[11:45:34] <roycroft> it would have to have auto-pilot, since i'm not an astronaut
[11:45:34] <archivist> no
[11:45:34] <CaptHindsight> I want a money tree for everyone in this channel
[11:46:43] <roycroft> photoetching a pcb and hand drilling would probably be the recent channel intruder's best option, given his parameters
[11:47:08] <CaptHindsight> roycroft: his company has banned any chemical etching
[11:47:16] <archivist> I cannot imagine my first PCB ever being milled
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_07_12_tape_up_PCB_design/IMG_1940.JPG
[11:47:30] <CaptHindsight> roycroft: see the problem?
[11:47:43] <roycroft> but what little i saw of his rant indicated that he had a fixed solution in mind and was demanding a piece of equipment that would do that for a price that he dictated, not for what the real world would want
[11:47:55] <CaptHindsight> crazy management
[11:47:55] <roycroft> the bad attitude problem?
[11:48:02] <roycroft> the generally grumpy disposition problem?
[11:48:35] <roycroft> the "i need a new job" problem?
[11:48:45] <CaptHindsight> somehow trying to appease them and stay sane at that job and get work done
[11:49:05] <CaptHindsight> he didn't want to leave the company, well yet
[11:49:24] <archivist> the easy answer is hand design to boss, get that made
[11:49:34] <roycroft> yes
[11:49:43] <roycroft> as far as the design being "secret"
[11:49:52] <roycroft> that is what non-disclosure agreements are about
[11:49:53] <jasonsmr> was thinking about a project for a emulation table, make it from a large 60 inch TV, add one of those DIY touch kits. and power it with a small but powerfull SOC.
[11:50:17] <jasonsmr> I wanted to have a lift kit installed on it, so could use it in Arcade mode or TV mode
[11:50:30] <roycroft> and if it's so "secret" and so important that even a nda with a reputable fabrication shop cannot be trusted, then the company can afford to buy the proper equipment to do it in-house
[11:51:10] <CaptHindsight> https://www.botfactory.co/page/homepage outside his price range, not suitable for more than a proto
[11:51:16] <roycroft> i'm not sure how almost any pcb can be that secret though
[11:51:30] <jasonsmr> anyone reccomend have experiance with good hydrolic arms or should I go motorized?
[11:51:38] <roycroft> one does not need to disclose the schematic in order to get a pcb fabricated
[11:51:58] <pcw_home> Secret PCBs sounds pretty silly to me
[11:52:14] <CaptHindsight> roycroft: maybe it's orders from their mothership in space?
[11:52:37] <pcw_home> bunch 'o wires
[11:53:13] <CaptHindsight> tinfoil hats are possibly too tight
[11:54:06] <CaptHindsight> of course it's all silly, you can try to fix the idiocy at the co, but if you can't it times to leave or just suck it up
[11:54:21] <CaptHindsight> it times/it's time
[11:55:15] <CaptHindsight> same thing for countries
[12:01:19] <roycroft> it's unfortunate when someone comes here with an unrealistic requirement and refuses to listen to folks who know what they're doing and have other solutions to offer
[12:01:27] <roycroft> it seems that guy came here to bitch
[12:01:46] <roycroft> and my opinion is that it's fine to use irc for venting
[12:02:01] <roycroft> but it's best to do said venting in a channel where one is established and well-known
[12:02:02] <CaptHindsight> better than kicking vending machines
[12:02:41] <roycroft> when you go to the pub with your mates it's fine to bitch about work
[12:02:58] <roycroft> when you wander into a random pub it's not fine to walk up to a group of strangers and bitch about work
[12:04:24] <CaptHindsight> on the other hand...
[12:05:03] <CaptHindsight> if someone continuously complains about their job why should others have to hear about it?
[12:05:26] <CaptHindsight> it's enabling them
[12:07:13] <CaptHindsight> if they stay at the job their management is happy to keep treating them that way
[12:07:24] <CaptHindsight> they don't mind
[12:10:07] <archivist> time I did some more PCB design
[12:15:25] <CaptHindsight> https://news.usni.org/2016/11/22/uss-zumwalt-sidelined-panama how do you get contracts like these?
[12:16:24] <CaptHindsight> multi-billion contracts that never end and the things don't really ever work right
[12:19:27] <jasonsmr> anyone see a product called G-Wizard?
[12:21:33] <archivist> jasonsmr, the cutting tool makers data is free
[12:21:40] <CaptHindsight> http://www.cnccookbook.com/CCGWizardE.html anyone that clicks this link will now have
[12:25:41] <archivist> often the calculators are expecting a good solid machine so you have to deviate to stop vibration
[12:28:59] <bpuk_> I use GWizard pretty much daily - I know theres an option in there for derating for flimsy machines
[12:29:14] <bpuk_> pretty handy to get a ballpark, then tweak the speed as needed
[12:29:51] <Tom_L> http://zero-divide.net/index.php?page=fswizard&shell_id=199&load_tool_id=27011
[12:29:53] <Tom_L> free
[12:30:32] <Tom_L> http://www.onsrud.com/plusdocs/Doc/index.html?model.code=FeedSpeeds
[12:30:36] <Tom_L> another decent reference
[12:31:08] <archivist> I got the Sandvik calculator many years ago, only used it a couple of times
[12:31:32] <Tom_L> yeah i have a handfull of those 'slide rule' ones laying around..
[12:31:58] <IchGucksLive> hi
[12:32:24] <archivist> this is an electronic one
[12:32:43] <Tom_L> http://hsmadvisor.com/index.php?page=FSWizard
[12:32:49] <Tom_L> had that on my phone for a while
[12:34:55] * Tom_L wonders what _methods is cookin
[12:35:08] <_methods> just got done makin the deviled eggs
[12:35:15] <_methods> bout to get the mac and cheese going
[12:35:26] <_methods> turkeys have been brining for a couple days
[12:35:39] <_methods> corn breads done for corn bread stuffing
[12:35:50] <_methods> about all i have to do tomorrow is cook the birds
[12:36:06] <_methods> the rest just gets thrown in the oven to heat up
[12:36:19] <_methods> did the pumpkin pie last night
[12:37:58] <Tom_L> 4 cooling on the table right now..
[12:38:06] <_methods> nice
[12:38:33] <Tom_L> eggs are in the hot water..
[12:40:12] <_methods> thanksgiving is my fav holiday
[12:40:17] <_methods> just lots of eating and sleeping
[12:40:17] <CaptHindsight> _methods: how many people are you havin over?
[12:40:25] <_methods> about 12 or so
[12:40:52] <archivist> sandvik has a history of calculators
http://www.vintagecalculators.com/html/sandvik_842s_coromant.html
[12:41:54] <jasonsmr> goodness everyones mind is on thanksgiving
[12:42:06] <Tom_L> that looks TI ish or HP ish
[12:42:18] <_methods> turkey on da brain
[12:42:34] <jasonsmr> I just thankfull I have off of work this* year
[12:42:44] <Tom_L> you didn't think we'd be talking about lcnc did ya?
[12:43:00] <archivist> Tom_L, I cannot find an image on the web of the one I have here
[12:43:02] <CaptHindsight> https://www.youtube.com/watch?v=47e91Nc0Mag Adam Sandler sings the Turkey Song
[12:43:51] <Tom_L> thankfully i have no sound here
[12:44:28] <CaptHindsight> it's so bad it's funny to me now
[12:45:12] <jasonsmr> Im thinking about a CNC Router build like builderbot, wanted to increase the build size without stretching the structural stability criticaly. it was 350 x 800 x 800 mm thinking 500 x 900 x 1500 mm (saw the later size from a kit)
[12:45:36] <jasonsmr> Mind I allready ordered Nema 23 stepper
[12:45:42] <CaptHindsight> jasonsmr: have a link to the builderbot?
[12:45:47] <codepython777> has anyone used AS5047P ?
[12:45:48] <Frank_6> hi
[12:47:03] <jasonsmr> yep =>
http://www.instructables.com/id/Arduino-Controlled-CNC-3D-Printer/
[12:47:11] <CaptHindsight> http://www.instructables.com/id/Arduino-Controlled-CNC-3D-Printer is this it?
[12:48:10] <IchGucksLive> jasonsmr: nice size
[12:48:53] <IchGucksLive> jasonsmr:
http://webseite.sorotec.de/produkte/alu-line/
[12:49:50] <jasonsmr> I was going to redesign it in Creo, I was trained in itand I run back home when Im scared ;)
[12:50:16] <jasonsmr> yes thats it
[12:50:16] <IchGucksLive> im a creo teatcher
[12:50:23] <jasonsmr> really!?
[12:50:45] <jasonsmr> love it.
[12:50:47] <CaptHindsight> IchGucksLive: Creo formerly known as ProE?
[12:50:54] <jasonsmr> yes absolutly
[12:51:17] <jasonsmr> was trained in Solidworks before that
[12:51:22] <jasonsmr> ;P
[12:51:29] <IchGucksLive> jasonsmr: look in my channel
https://www.youtube.com/watch?v=iNEj9MWGLgg
[12:52:18] <IchGucksLive> CaptHindsight: WF still a good choice
[12:52:22] <jasonsmr> I still havent tried out Solidworks newer FEA
[12:53:09] <jasonsmr> WF is Linux compat you know?
[12:56:19] <IchGucksLive> thats why i use it
[12:56:34] <CaptHindsight> WF?
[12:56:44] <IchGucksLive> WhildFore ProE
[12:56:55] <IchGucksLive> Fire
[12:56:57] <CaptHindsight> ah wild fire
[12:57:17] <IchGucksLive> im doing some Xmal Plasma tomorrow
[12:57:26] <IchGucksLive> constructing right now
[12:57:33] <IchGucksLive> on GIMP
[12:59:14] <jasonsmr> which version?
[12:59:41] <jasonsmr> of Wild Fire 5?
[12:59:45] <IchGucksLive> http://heimwerkermarkt-tretter.de/bi.png
[13:00:01] <CaptHindsight> http://www.officeholidays.com/countries/germany/ Oktoberfest is not a national holiday yet?
[13:00:07] <IchGucksLive> WF3 is the best i got around on ubuntu
[13:03:41] <jasonsmr> sthinking ahead for christmas
[13:04:30] <jasonsmr> I see they dont have a WF5 available for Linux stopped compatibility with Unx at 4.0
[13:08:11] <jasonsmr> doint that on Gimp how do you get the image(vector) to export a path (vector) for the cut?
[13:08:18] <jasonsmr> or does GIMP do that?
[13:09:28] <jasonsmr> google says it does;)
[13:13:52] <IchGucksLive> jasonsmr: look at my videos
[13:14:13] <CaptHindsight> https://acamm.llnl.gov/content/assets/images/powder-bed-am-schematic.jpg who makes a low drag piston and sleeve ~100mm dia or square?
[13:14:39] <IchGucksLive> jasonsmr:
https://www.youtube.com/watch?v=4595Kw9tevo
[13:14:40] <kyle____> so i might need to bolt my shitty X-Y vise to some hardwood to get it up to the right height and actually attach it to the table
[13:14:49] <kyle____> how screwed am i?
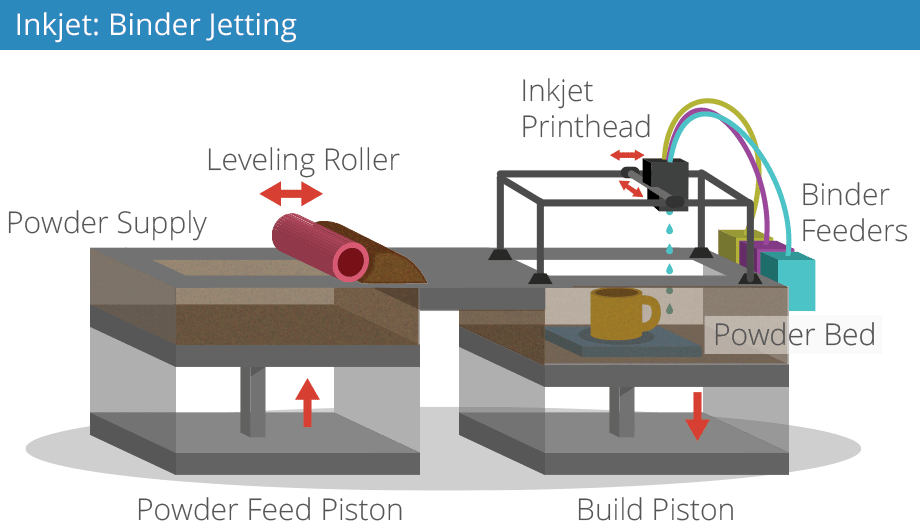
[13:15:26] <CaptHindsight> https://3dprintingindustry.com/wp-content/uploads/2016/05/inkjet-binder.png
[13:16:08] <kyle____> doing some diy laser sintering, hm?
[13:16:14] <CaptHindsight> https://www.researchgate.net/figure/281686549_fig1_Fig-1-The-Powder-Bed-Fusion-Laser-process
[13:16:31] <kyle____> hm, how powerful of a laser do you need for that?
[13:16:50] <CaptHindsight> depends on what you want it to do?
[13:16:51] <kyle____> " For example, a DLD process operating with a laser at 500 W total power and a beam size of 1 mm provides for an average heat flux in excess of 50,000 W/cm 2 "
[13:17:13] <kyle____> pretty powerful!
[13:17:34] <kyle____> now who's to say you can't get your beam size smaller, though?
[13:17:39] <CaptHindsight> sinter thermoplastics, sinter metal powders, or neither for an inkjet powder bed
[13:18:29] <kyle____> smaller beam size = slower process? or are there other downsides, like not being able to bind particles of a certain size?
[13:18:35] <CaptHindsight> 1mm dia spot, .1mm dia spot, 01mm dia spot and at what wavelength?
[13:19:09] <kyle____> so many variables
[13:19:19] <CaptHindsight> or no spot, for use with an inkjet binder
[13:19:58] <kyle____> ohhhh, you're using the inkjet to spray adhesive?
[13:20:04] <CaptHindsight> does the piston need to seal inert gas? over what temp range?
[13:20:41] <Duc_mobile> Think I might have found a new house with a 30x50 shop
[13:21:04] <kyle____> lucky bastard
[13:21:35] <Duc_mobile> http://www.realtor.com/realestateandhomes-detail/322-Taylor-Denton-Ln_Harvest_AL_35749_M74005-39888
[13:21:37] <CaptHindsight> good size unless you need to park vehicles as well
[13:22:32] <Duc_mobile> Im going to be living in a hobbit home
[13:25:10] <archivist> cheap for that amount of space
[13:25:39] <CaptHindsight> out in the middle of nowhere
[13:25:54] <CaptHindsight> much more in the middle of somewhere
[13:27:33] <CaptHindsight> Duc_mobile: how about internet access? That's the problem I find
[13:28:41] <Duc_mobile> full internet and full signal
[13:29:02] <Duc_mobile> its in town but old versus the new houses that are around it
[13:29:14] <CaptHindsight> comes with 4 sheds?
[13:29:36] <archivist> merge sheds to biiig workshop
[13:30:28] <CaptHindsight> looks like 2 enclosed, 2 with two sides and roof and a 3 car covered car port
[13:31:11] <Duc_mobile> a 30 x 50 shop should be fine for me
[13:32:02] <Jymmm> feet or yards?
[13:32:19] <Deejay> miles
[13:32:53] <CaptHindsight> 1500 sq ft
[13:33:09] <Jymmm> well, there's a 26 acre all under roof factory near here, so not all that impossible.
[13:33:13] <IchGucksLive> im off Gn8
[13:34:03] <Duc_mobile> feet
[13:34:06] <CaptHindsight> Jymmm: sounds like you have a large inflatable doll factory there
[13:34:11] <Duc_mobile> I wish was 30x 50 yards
[13:34:30] <Duc_mobile> 9ft ceiling with a full apartment above the garage
[13:34:37] <Jymmm> CaptHindsight: it's actually a fiberglass factory, furnances and all
[13:35:05] <Duc_mobile> 100 amp service to the garage alone
[13:35:20] <CaptHindsight> Jymmm: how close is close, I thought you were in the mountains
[13:35:40] <Jymmm> CaptHindsight: 80 miles
[13:47:52] <Jymmm> CaptHindsight: It's a 26 acre building, "close" is irrelevant =)
[13:48:13] <codepython777> can i get an h-bridge + arduino to run a bldc motor?
[13:53:09] <archivist> bldc is a three phase motor, so no, plenty of arrrrguino to bldc circuits on the net
[13:53:10] <Frank_6> anyone can point me towards where can i find info on stepper sizing motors?
[13:56:49] <CaptHindsight> Frank_6: mechanical drawings, dimensions or electrical and mechanical specs?
[13:57:15] <Frank_6> i want to know what size stepper should i use
[13:58:00] <Frank_6> i've found an aplication by "aerotech" but it has a lot of variables and im probably messing up something
[13:58:03] <archivist> measure torque at the speed you want to go and add a large safety margin
[13:58:30] <CaptHindsight> http://www.orientalmotor.com/technology/articles/motor-sizing-calculations.html
[13:59:13] <CaptHindsight> http://machinedesign.com/motorsdrives/how-pick-motors-linear-motion
[13:59:41] <Frank_6> thanks ill try them!
[14:01:46] <CaptHindsight> http://www.allaboutcircuits.com/tools/stepper-motor-calculator/
[14:01:56] <Frank_6> how can i measure torque?
[14:02:08] <CaptHindsight> http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[14:02:22] <Frank_6> lol, you had them archived?
[14:02:27] <CaptHindsight> torque wrench
[14:03:14] <archivist> or torque watch
[14:03:49] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=torque+watch
[14:03:59] <Frank_6> dont have any of those T_T will have to try calculus
[14:04:00] <CaptHindsight> http://www.maintenancetechnology.com/2007/01/the-fundamentals-the-basics-of-torque-measurement/
[14:04:01] <archivist> nice little things
[14:05:11] <Frank_6> ill try the oriental motor page again, i've used it in the past but there was stuff that i didnt understood..
[14:05:24] <CaptHindsight> time for more reading
[14:06:12] <archivist> string pulley and weights to measure static friction
[14:06:20] <Frank_6> i had 1kw servos that i was going to use, but in order to finish the machine, i decided to change them for accurately sized steppers and with the rest of the money buy the components i need to finish my machine
[14:07:04] <archivist> continue with servos
[14:07:16] <Frank_6> really? why
[14:08:01] <archivist> servos are generally better
[14:09:00] <Frank_6> i know, but for a cnc router, wood cutting, its a really bad idea?
[14:11:25] <kyle____> if you use steppers on that you're probably going to end up with lots of lost steps
[14:11:34] <kyle____> if you're not doing something precise, you might be fine with that
[14:11:59] <archivist> you dont get lost steps if there is enough headroom
[14:12:14] <Frank_6> wood frames, lamps, etc on mdf
[14:12:27] <kyle____> yeah it really depends on how much force you're putting on the cutting head
[14:12:37] <Frank_6> 2 meters de longest axis
[14:12:43] <kyle____> so big enough steppers, meh, you're probably fine
[14:12:45] <Frank_6> it will have a 4.5hp spindle
[14:13:02] <kyle____> that's quite the spindle
[14:13:08] <Frank_6> i think i will be later replacing them with servos, and the steppers for a smaller cnc router
[14:13:13] <archivist> that is some cutting force to hold back
[14:13:41] <CaptHindsight> Frank_6: lead screws or ballscrews?
[14:13:44] <Frank_6> i thought it would help with getting the wood out of the way the more power on the spindle
[14:13:47] <CaptHindsight> what pitch?
[14:13:47] <Frank_6> rack and pinion
[14:13:55] <Frank_6> 1.5m
[14:13:57] <Frank_6> metric
[14:14:01] <CaptHindsight> what travel?
[14:14:05] <Frank_6> 2meters
[14:14:05] <CaptHindsight> any gearbox?
[14:14:17] <Frank_6> 3-1 belt reduction as of now
[14:14:37] <CaptHindsight> you have to run the numbers
[14:14:49] <CaptHindsight> unless you are here looking for a volunteer :)
[14:14:50] <Frank_6> yes..
[14:15:04] <Frank_6> hehe i will do it,
[14:15:09] <kyle____> btw, how do servos do holding torque?
[14:15:16] <Frank_6> maybe i will ask some little question of input data
[14:15:40] <Frank_6> above my payrate
[14:15:46] <kyle____> there will always be some play in a servo at 0 speed, right?
[14:15:48] <archivist> andypugh, you said no one was casting iron at home last night, found this in my pictures today
http://www.collection.archivist.info/searchv13.php?searchstr=cast+iron+alibi
[14:15:52] <kyle____> since there's a delay between pulses
[14:16:17] <CaptHindsight> kyle____: power is kept applied
[14:16:33] <kyle____> hm, so you have to find an equilibrium point?
[14:16:36] <gregcnc> in theory there must be some deflection to get a reaction
[14:16:38] <archivist> as much power as needed
[14:16:50] <kyle____> yeah, but it's not "automatic" so to speak
[14:16:52] <CaptHindsight> the servo will oscillate
[14:16:58] <andypugh> archivist: I said that not many people were.
[14:16:59] <gregcnc> but these days machines have 16million count encoders
[14:17:01] <kyle____> right
[14:17:07] <kyle____> okay, that makes sense
[14:17:13] <archivist> it is automatic, it uses the feedback from the encoder
[14:17:30] <kyle____> yeah, but the feedback isn't instantaneous
[14:17:35] <CaptHindsight> kyle____: think about a servo on a z-axis on earth
[14:17:40] <archivist> fast enough
[14:17:43] <kyle____> okay
[14:17:43] <gregcnc> steppers aren't rigid either
[14:18:04] <kyle____> yeah, but steppers have a clearly imaginable way to hold at a specific position :P
[14:18:05] <Frank_6> im going back to work, at night i'll be trying to run the numbers, thanks guys
[14:18:14] <kyle____> just wondering how the hell a DC servo does it
[14:18:19] <sync> kyle____: they push current through it
[14:18:22] <sync> current = torque
[14:18:22] <gregcnc> they are deflacted from the step position with any force applied
[14:18:36] <archivist> kyle____, they are like springs, not really a fixed position at all
[14:18:47] <kyle____> so it will oscillate for sure, it's just a matter of minimizing the amplitude of the oscillation
[14:18:56] <kyle____> fair enough
[14:19:03] <CaptHindsight> kyle____: why you tend to find DC servos in velocity applications vs position
[14:19:04] <gregcnc> comes down to tuning and resolution
[14:19:10] <kyle____> ah
[14:19:40] <kyle____> see, the only servos i'm familiar with are tiny RC servos
[14:19:47] <gregcnc> same thing
[14:19:52] <kyle____> just a lot smaller
[14:20:04] <kyle____> it makes sense to me now, thanks
[14:20:12] <Frank_6> and the error dimishes with a reduction
[14:20:19] <Frank_6> gearbox
[14:20:26] <kyle____> yeah
[14:20:34] <Frank_6> most of the time servos are paired with those
[14:20:43] <kyle____> so these are probably long-solved issues, i'm guessing
[14:20:46] <CaptHindsight> https://www.youtube.com/watch?v=dWPH7-OLMeM 4 part video series on servos
[14:20:52] <kyle____> thanks!
[14:20:52] <CaptHindsight> sorry 5 part
[14:21:16] <Frank_6> im guessing your bookmarks are big capt
[14:21:21] <Frank_6> heh
[14:21:36] <Frank_6> okey heading offffff cya
[14:21:40] <CaptHindsight> google is also handy
[14:21:46] <gregcnc> google and knowing keywords
[14:22:05] <kyle____> knowing keywords is 90% of the battle
[14:22:20] <gregcnc> sometimes you have to google to find the right keywords
[14:22:22] <archivist> writing a search engine helps too
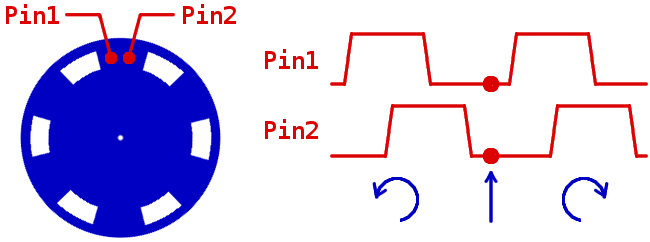
[14:24:14] <kyle____> now, i'm still not clear on how rotary encoders work, but i'll do some independent research on that before bugging anyone here
[14:24:57] <kyle____> oh, duh
[14:25:47] <kyle____> i was thinking that you had to measure the frequency of pulses from the encoder to judge a rotational speed, but with multiple tracks you can actually identify every point of the rotation independently for absolute position
[14:26:14] <sync> and then derive velocity from that, yes
[14:26:25] <kyle____> cool
[14:26:43] <sync> https://www.pjrc.com/teensy/td_libs_Encoder_pos1.png
[14:27:26] <CaptHindsight> can they be used to measure torque?
[14:27:41] <CaptHindsight> show your work
[14:27:53] <gregcnc> calibrated torque rod?
[14:28:11] <archivist> phase meter
[14:28:36] <kyle____> yeah, how do you measure torque? twisting a spring?
[14:28:48] <archivist> a shaft
[14:29:19] <kyle____> and you can measure the difference in rotation on either end?
[14:29:26] <CaptHindsight> see the above links ^^^
[14:29:52] <CaptHindsight> ~25 min ago
[14:30:15] <CaptHindsight> which tells me I've been sitting here too long :)
[14:30:20] <CaptHindsight> hasta banana
[14:30:21] <gregcnc> I bought a rotary torque sensor. Still need to apply it
[14:31:23] <andypugh> Somewhere on a ship I saw a prop-shaft torque meter that I think used two polygonal mirrors on either side of a twistable member.
[14:34:03] <gregcnc> you can buy bicycle hubs that measure power output
[14:35:47] <archivist> andypugh, made by torquemeters ltd?
[14:36:14] <archivist> we did the electronics for their later phase shift ones
[15:37:55] <andypugh> archivist: Sounds possible.
[15:40:07] <JT-Shop> andypugh: I just saw that I never hit send on the reply to your email...
[16:22:29] <Deejay> gn8
[16:27:05] <Magnifikus> https://www.youtube.com/watch?v=xoeBuCneR20 any idea why linuxcnc is slowing down so much in arcs?
[16:27:12] <Magnifikus> cpu just too slow or acceleration?
[16:28:50] <CaptHindsight> what version LCNC?
[16:29:03] <CaptHindsight> old planner vs new planner maybe
[16:29:09] <Magnifikus> new planer
[16:29:19] <Magnifikus> hmm could try to lower g64
[16:29:27] <Magnifikus> or rise it
[16:29:58] <Magnifikus> also maybe the rpi2 is rly too slow
[16:30:08] <CaptHindsight> maybe make the acceleration faster
[16:31:07] <andypugh> Did you guess the MAX_ACCEL values or measure them?
[16:31:07] <CaptHindsight> LCNC on the Rpi2?
[16:31:31] <andypugh> LinuxCNC motion is almost never CPU-bound.
[16:32:54] <Magnifikus> yeah lcnc on rpi2
[16:32:57] <djdelorie> an rpi2 is probably already faster than the old pc running my cnc machine....
[16:33:00] <Magnifikus> but stepgen is running on an fpga
[16:33:12] <Magnifikus> maxaccel is guessed :)
[16:33:16] <Magnifikus> 900 atm
[16:33:37] <Magnifikus> will upgrade to zynq with hostmot soon :)
[16:34:04] <Magnifikus> and the only thing that suxx on pis is the preview
[16:34:04] <CaptHindsight> running headless?
[16:34:09] <Magnifikus> tightvnc atm
[16:35:38] <CaptHindsight> lots of work
[16:35:56] <CaptHindsight> look at the max accel settings
[16:36:20] <Magnifikus> yep good idea
[16:37:02] <Magnifikus> ty
[17:21:00] <Tom_shop> https://www.youtube.com/watch?v=MmQwKSrFPhM
[17:21:23] <Tom_L> wrong channel..
[17:21:59] <Frank_6> guys, i've never used a cnc machine, can someone give me a reasonable acceleration time for a cnc router? 130kg weight, im giving information to the oriental motor app but i've no idea on accel times
[17:22:48] <pcw_mesa> I wouldl say fast is 0.1 second to full speed
[17:23:31] <Frank_6> thanks!!!
[17:24:30] <bpuk_> which also depends on what your full speed is. if your full speed is 300mm/min. that doesn't take so much power. if your full speed is 48000mm/min you're in a different ballgame
[17:26:29] <Frank_6> i literally put 300mm/m
[17:26:51] <Frank_6> 300mm/s
[17:27:26] <bpuk_> for reference - my stepper based router has rapids of 5000mm/min, which is slow for mdf - machine frame won't take much more than that
[17:28:05] <Frank_6> this is 18000mm/min maybe i should aim higher?
[17:28:16] <Frank_6> im going with 4.5 hp spindle
[17:28:46] <bpuk_> 18m/min is pretty good, I've never run above 24m/min, and that was on a big commercial machine
[17:28:50] <Frank_6> what size steppers are
[17:29:05] <bpuk_> mine are nema23 - but it's an aluminium framed router
[17:29:45] <bpuk_> if you're hitting 10m/min cutting speed, and have enough acceleration to avoid position errors without slowing down in corners. you're probably way ahead of the curve
[17:29:57] <Frank_6> im going to nema 34 and 300kg of steel, but still not sure what size steppers im between 8.5nm and 4.5
[17:30:03] <Frank_6> 2 motors on gantry
[17:30:38] <bpuk_> without sitting down and doing the math, I can't tell you what torque you'll need. I'm on ballscrew, you're on R+P. totally different ballgame
[17:32:25] <Frank_6> oriental motor app tells me that with .2 second to full speed accel time i need 3.5nm and for .1 6nm, if i have 2 motors i should be pretty good with 2x 4.5nm.. i think
[17:33:06] <Frank_6> the million dollar question now is how good the app and my input are
[17:35:13] <bpuk_> can't really help you there - only you know how good your data is
[17:35:41] <bpuk_> personally, I won't build another stepper based machine. Not that they're bad, but I've had too many issues
[17:37:02] <bpuk_> usually down to funky drives with undocumented features like 'hey! if you drive this active low, you'll randomly lose steps in one direction only'
[17:49:00] <Frank_6> now i dont know what to do, i actually have already bought servos, but the thing is that i need to change them for steppers so that i can buy the components to end my machine
[17:49:58] <Frank_6> maybe i can use steppers now and change them for servos when i build my 2nd cnc router (smaller)
[17:50:17] <bpuk_> are you selling the servos to buy the steppers?
[17:50:22] <Frank_6> is productivity drastically changed by switching to servos?
[17:50:44] <Frank_6> no, the seller makes me a favour
[17:51:00] <Frank_6> and i give them the servos in exchange for components
[17:51:22] <bpuk_> reliability more - with steppers I found that detecting lost steps was a nightmare. That could be fixed by adding encoder feedback to the steppers
[17:51:57] <bpuk_> in practice it means people run with more headroom (i.e. slower, less acceleration) to gain confidence back
[17:52:28] <sync> you could do cool stuff like preloading your rack with the servos
[17:52:39] <sync> by intentionally applying torque against each other
[17:53:24] <Frank_6> but they wouldnt they be pushing the gantry in separate ways?
[17:53:35] <Frank_6> thats ingenious
[17:54:42] <Frank_6> now im confused as F&$" lol
[17:55:29] <Frank_6> wait and get the money to make it full servo, or build now start workin with the machine and change to servos when i build my second machine, possibly adding encoders before
[17:55:41] <Frank_6> thanks for your experience bpuk_
[17:56:01] <Frank_6> and excuse my bad english
[17:56:19] <bpuk_> no problem - please don't get me wrong, I've made a lot of parts on the stepper based router
[17:56:40] <bpuk_> it works, but it's not how I'd choose to do it a second time
[17:57:15] <Frank_6> i understand, but its hard to know how much it "works" hehe
[17:58:14] <bpuk_> I can hold 0.1mm tolerances on wood - it's slower than I'd like, and because it's not a rigid machine it takes a lot longer than I'd like
[17:58:48] <Frank_6> one good thing thou is its simplicity at bare sight at least, beeing my first machine, and in the same building process i've already learned that sometimes things are better done one step at a time,
[17:59:26] <Frank_6> meaning that it might be good to learn a stepper system
[18:00:18] <Frank_6> 0.1 is pretty good for me, how long is your machine on the long axis
[18:00:39] <bpuk_> 600x900 - 2'x3'
[18:01:15] <Frank_6> hmmmmmmmm, mine is 1000*1800
[18:01:34] <Frank_6> wonder if 0.1 is still doable
[18:01:45] <Frank_6> will ask my good friend google
[18:02:33] <andypugh> bpuk_: The new hybrid closed-loop steppers have rather muddied the waters in this debate.
[18:02:57] <bpuk_> true - I've never tested them at all
[18:03:54] <Frank_6> you are using the round ones bpuk_?
[18:04:25] <bpuk_> square - but open loop - the ones andypugh is referring do have encoders built in and work somewhere between a stepper and a servo
[18:05:33] <Frank_6> thing is that 1x servo 1kw panasonic bottom of the line here in my country is 1100USD and a stepper motor + driver 360USD
[18:05:58] <Frank_6> i see, those arent on my purchase line of sight
[18:06:32] <pcw_mesa> that is apples and oranges (steppers are a few 100 watts max)
[18:06:34] <Tom_L> good to have friends in other countries
[18:06:36] <sync> Frank_6: the force will be constrained inside the small rectangle where your servos sit
[18:07:32] <Frank_6> sync: sorry but i dont understand what you mean
[18:08:36] <sync> if you have your two servos working against each other all the forces will be within the of the two axis of the servos
[18:11:08] <Frank_6> oh, you were refering to backslash and servos, okay. what i was trying to say earlier is that i have 2 racks 2 motors , etc for 1 gantry, each motor on each end of the gantry, if i push them appart they would be trying to set the gantry unsquare, the question would be if they would be able to do it or if they would actually work and eliminate backslash
[18:11:51] <sync> yes, that is bad and will unsquare the gantry
[18:12:02] <sync> but using two motors per rail is not that uncommon
[18:12:15] <Frank_6> ohh
[18:12:18] <Frank_6> now i understand
[18:12:35] <Frank_6> you were saying 2 motors on 1 rack, that i've heard of
[18:13:01] <Frank_6> i will be spring loading the thingy.. hopefully with no trouble
[18:14:30] <Frank_6> andypugh: would those closed loop steppers be the same as the open loop steppers with added encoders? what i mean is that i could later on add the encoders and have a system like the one you mentioned
[18:15:25] <pcw_mesa> The drives are different
[18:15:57] <Frank_6> t_T
[18:17:09] <andypugh> Frank_6: No, not really. The drives and encoders and motors are all rather well integrated so that the drive know exactly which step the motor is on. They are running basically as 2-phasr brushless DC motors rather than steppers.
[18:17:23] <Frank_6> okey last chance how about this: 2 steppers on the short axis one is 150mm and the other 900mm and 2 servos for the long axis?
[18:18:22] <Frank_6> men im desesperated... hehe thats not a good idea
[18:18:36] <Frank_6> probably going to decide later if servos or steppers..
[18:18:44] <Frank_6> thanks everyone thou
[18:28:37] <sector_0> what's the maximum speed i can get with a NEMA17?
[18:30:06] <sector_0> I'm not asking for a CNC project, I want to chuck a load about 1.5m (~5ft)
[18:31:16] <sector_0> I want to use a belt drive setup (similar to what you'd find on a CNC rail), to accelerate the load
[18:31:44] <sector_0> I don't need crossbow speeds
[18:31:59] <sector_0> anything in the range of 15fps would work
[18:32:08] <sector_0> is this possible?
[18:40:12] <andypugh> sector_0: What’s the motor induction and voltage?
[18:40:34] <sector_0> andypugh, motor induction?
[18:40:38] <sector_0> and the voltage is 12v
[18:40:44] <andypugh> Inductance, sorry.
[18:40:55] <sector_0> I'm not sure about that
[18:41:03] <andypugh> Inductance and voltage give you a maximum step frequency
[18:41:13] <sector_0> ohh
[18:41:51] <andypugh> But, most steppers won’t do more than 800rpm or so.
[18:42:04] <andypugh> (and often quite a lot less).
[18:42:33] <sector_0> bummer
[18:42:53] <andypugh> I think you would actually have more luck with a normal DC motor. (or a brushless motor, RC heli or similar)
[18:43:03] <sector_0> probably
[18:43:50] <andypugh> You can get a feel for it, I guess, by looking at what the fastest NEMA17 3D printers can manage
[18:47:02] <sector_0> andypugh, i guess, but can you really see a NEMA17 accelerating a 200g load 1.5m (5ft) horizontally?
[18:47:19] <sector_0> at about 5m/s
[18:48:13] <andypugh> No, I can’t see it. But I would need to do maths to be sure I wasn’t wrong.
[18:50:17] <andypugh> However, he is a quick back-of-the-envelope:
[18:51:04] <andypugh> 200g load @ 5m/sec = 2.5 joules of kinetic energy
[18:51:44] <andypugh> Howlong is your rail?
[18:52:26] <sector_0> andypugh, well I haven't decided yet
[18:52:45] <sector_0> i guess 30cm would reasonable for this case
[18:52:59] <sector_0> don't want it to be much longer
[18:57:03] <andypugh> so, 0.3m to get to 5m/s is 3.75m/s2 acceleration.
[18:58:55] <andypugh> So you need to get 2.5 joules into the load in 0.4 seconds. That’s 6.25 Watts. So that isn’t sounding impossible. (though I am doubting my maths at the moment)
[19:00:35] <andypugh> 3.75 m/s and 200g means a force of 0.75N
[19:00:38] <sector_0> which is what i'd get with 12v and 0.5A
[19:01:02] <sector_0> it's a 42oz-in stepper
[19:04:06] <andypugh> Assuming 800 motor rpm @ 5m/s means a pulley radius of 60mm.
[19:04:08] <malcom2073_> I think you're gonna run out of rpm before you run out of force
[19:04:44] <_methods> mmmm hot apple cider, bourbon and whipped cream
[19:05:02] <malcom2073_> So what's 42oz/inch at 60mm?
[19:05:52] <sector_0> malcom2073_, about 5N
[19:06:01] <sector_0> ..if my calculation is correct
[19:06:18] <malcom2073_> That is sounding dangerously possible :)
[19:06:43] <andypugh> Yes, I get 5N too.
[19:06:45] <malcom2073_> So... whatcha building?
[19:08:01] <malcom2073_> If rapid fire isn't a requirement, you could look into springs
[19:08:05] <malcom2073_> Use the nema to wind the spring to fire
[19:08:07] <andypugh> The problem is that the motor will have 5N tangential force at 0 rpm, but it will tail of rapidly as the motor rpm rises.
[19:09:38] <andypugh> Yes, winding a clock-spring with the motor (possibly with a reduction gear) over the course of a minute then releasing it in mS sounds very plausible.
[19:16:47] <malcom2073_> Or, since you have a 1.5M launcher, over the length of the launcher
[19:18:52] <andypugh> I think that a toothed belt round the outside of a clock-spring barrel with the motor on the input shaft would be my preferred embodiment.
[19:27:12] <malcom2073_> I still wanna know what he's throwing
[19:27:23] <_methods> dirty socks
[19:27:27] <Jymmm> malcom2073_: pizza dough
[19:27:35] <_methods> Jymmm's mom
[19:27:41] <malcom2073_> I like Jymmm's answer better
[19:27:46] <malcom2073_> Tiny lady
[19:28:27] <Jymmm> _methods: yo momma is so....darn autocorrect... HAPPY THIANKSGIVING!!!
[19:28:32] <CaptHindsight> _methods: are those my choices for dessert? I'll take the first one :)
[19:28:42] <_methods> heheh
[19:29:15] <_methods> gobble gobble
[19:29:38] <Jymmm> ok, antenna shipped
[19:29:39] <CaptHindsight> the liquor store was packed
[19:29:54] <_methods> you talking about the apple cider, bourbon and whipped cream or Jymmm's pizza dough
[19:30:07] <_methods> or maybe Jymmms mom
[19:30:14] <CaptHindsight> _methods: vs dirty socks
[19:30:19] <_methods> ahhh
[19:30:20] <_methods> hahah
[19:30:49] <CaptHindsight> something whipped cream can't save
[19:32:35] <Jymmm> CaptHindsight: _methods mom?
[19:32:57] <_methods> hahahahah
[19:33:04] <Jymmm> CaptHindsight: If he had a mom that is, cause we know he came froma petrie dish
[19:33:06] <CaptHindsight> Jymmm: do you even have a mom?
[19:33:21] <Jymmm> CaptHindsight: I do, _methods don't
[19:33:22] <_methods> Jymmm has 2 moms and a rusty nail
[19:33:51] <CaptHindsight> not sure I wanna know how that works
[19:33:56] <_methods> he's from cali
[19:34:01] <Jymmm> _methods: (that dont even make sense, dont quit your day job)
[19:34:38] <CaptHindsight> yo-mama jokes
[19:34:45] <CaptHindsight> oh no
[19:34:49] <tiwake> _methods: do you happen to know how missile silos are built?
[19:34:57] <_methods> from the ground up?
[19:35:06] <tiwake> get a tunnel digging machine and point it straight down?
[19:35:18] <tiwake> for like train tunnels and stuff
[19:35:25] <_methods> i have no idea
[19:35:43] <CaptHindsight> tiwake: what happens if you point it up, does it make a hole in the sky?
[19:36:51] <Jymmm> CaptHindsight: it lets out the magic smoke
[19:37:19] <sector_0> andypugh, malcom2073_ I considered a spring loaded mechanism as well, but having it this way is slightly more convenient
[19:37:39] <sector_0> p.s. I'm building a model shuttle loom
[19:37:47] <tiwake> CaptHindsight: I've always entertained the idea of owning such a thing
[19:38:52] <sector_0> the requirement is that it needs to be simple
[19:39:07] <sector_0> I want to avoid 3d printing, and milling as much as possible
[19:39:16] <andypugh> When they sank the shafts for the first Thames tunnel they just built a circular brick wall (possibly on top of an iron ring) and steadily undermined it while laying new bricks on top.
[19:39:52] <andypugh> sector_0: Oh, a flying shuttle?
[19:40:13] <sector_0> andypugh, yep
[19:40:34] <sector_0> andypugh, so puts thing into perspective
[19:40:41] <andypugh> Well, those used to throw the shuttle from side to side with a lever, string basically a hammer
[19:41:18] <sector_0> yeah I know, but it'd require a lot of torque to move a similar sizes hammer
[19:41:21] <sector_0> sized*
[19:42:31] <sector_0> I got the idea of a rail accelerator from a vid I saw on youtube
[19:43:10] <sector_0> they used a rubber wheel attached to a drill, which contacted the shuttle directly and propelled it forward
[19:45:12] <andypugh> Put magents on the shuttle and use a linear motor ;-)
[19:46:21] <Jymmm> Put speakers on the rail and neutonian fluid on the shuttle =)
[19:46:25] <sector_0> andypugh, thought about that too, but I was unsure about the power i'd get
[19:46:48] <andypugh> Anyway, my instincts are that NEMA 17 would be too puny, but the maths says otherwise.
[19:47:06] <andypugh> So try a trial setup.
[19:47:49] <sector_0> I'll do that as soon as my tb6600 arrive
[19:48:20] <sector_0> if that doesn't work I think a spring loaded setup might be my next best option
[19:51:19] <andypugh> Well, I wasn’t expecting such a rapid cycle tume when I suggested the spring.
[19:53:38] <sector_0> andypugh, no like I said, I've considered it before, but the rail method is more convenient if it works
[19:59:14] <Jymmm> sector_0: I doubt a lack of power...
https://www.youtube.com/watch?v=aIwbrZ4knpg
[20:03:57] <CaptHindsight> Jymmm: I like the idea but I'd also want to breath while riding the train
[20:04:35] <Jymmm> CaptHindsight: Don't be fido and stick your head out the window, mkay?
[20:05:53] <Jymmm> CaptHindsight: that's about 250MPH, so basically nascar on a fast track
[20:07:20] <sector_0> Jymmm, yeah i know linear motors are powerful, but it's t build one
[20:07:47] <sector_0> I think a homemade one might be weaker than a regular nema 17
[20:08:39] <Jymmm> eh, not sure, depends if you put some thught into it, or just slapped it together
[20:08:52] <Jymmm> thought*
[20:09:51] <CaptHindsight> Jymmm: 2174.799mph
[20:12:16] <CaptHindsight> more this speed
https://en.wikipedia.org/wiki/Lockheed_SR-71_Blackbird
[20:14:34] <malcom2073_> Saw that guy at the air and space center recently
[20:14:53] <malcom2073_> We did some simple math, a 1G turn at max speed would have a radius of 100km
[20:15:39] <sector_0> Jymmm,
https://www.youtube.com/watch?v=NyneNb9kxdQ
[20:15:50] <sector_0> that's what I imagine it'd look like
[20:16:04] <sector_0> looks strong but slow
[20:23:40] <Jymmm> sector_0:
https://www.youtube.com/watch?v=TPCgbfWZ6IQ
[20:33:43] <BeachBumPete> Evening LinuxCNC :)
[20:35:47] <Tom_L> what's up pete?
[20:36:29] <BeachBumPete> Eeh not much just getting ready to eat tons of food tomorrow... gotta prepare :)
[20:54:51] <Jymmm> BeachBumPete: Need a forklift for tomorrow?
[20:56:30] <BeachBumPete> what to lift my azz after I eat ;)
[20:56:43] <BeachBumPete> hmmm possibly!
[20:57:40] <Tom_L> just let it sink into the beach sand
[20:57:54] <BeachBumPete> now that sounds like a fantastic idea...
[20:58:08] <BeachBumPete> the beach was just gorgeous today
[21:00:53] <jdh> it's always good at the beach
[21:01:31] <BeachBumPete> I was watching the Spanish Mackerel killing baits along the shore today it was really cool...
[21:01:43] <jdh> https://www.instagram.com/p/BNKdPcWgRAR/
[21:02:13] <BeachBumPete> where was this?
[21:02:24] <jdh> here
[21:02:28] <Tom_L> looks like his back porch
[21:02:32] <Tom_L> or deck
[21:02:47] <jdh> walkway to beach access
[21:02:50] <BeachBumPete> Oh here...hell I've been there
[21:03:20] <jdh> here or there
[21:03:41] <Tom_L> reminds me a bit of tybee island
[21:04:10] <jdh> 300 miles
[21:04:38] <jdh> from tybee
[21:04:57] <BeachBumPete> there's probably like twelve beaches here that look just like that ;)
[21:05:05] <Tom_L> i'm sure
[21:05:12] <Tom_L> i've only seen a few
[21:05:22] <Tom_L> being in the center of the US
[21:05:36] <jdh> https://www.instagram.com/p/BNKbpIBgVaH/
[21:06:07] <jdh> afternoon bike ride at the beach
[21:06:26] <Tom_L> http://tom-itx.no-ip.biz:81/~webpage/temp/DSCN0208.JPG
[21:06:41] <BeachBumPete> I am thinking about taking my youngest out on our Kayaks tomorrow morning and doing some fishing
[21:06:51] <jdh> nicer beach
[21:07:34] <Tom_L> not a good pic but that cove was a nice beach
[21:07:39] <jdh> mexico?
[21:07:51] <Tom_L> pretty sure
[21:08:42] <jdh> we are going to akumal for christmas
[21:09:00] <Tom_L> where's that?
[21:09:17] <jdh> mexico
[21:09:36] <jdh> google up some akumal images
[21:09:47] <Tom_L> yeah i see it
[21:10:04] <BeachBumPete> https://www.youtube.com/watch?v=ENJUB5thpB4
[21:10:05] <Tom_L> that may have been cozumel
[21:10:22] <Tom_L> or tulum
[21:10:45] <BeachBumPete> I've been to Cancun and COzumel
[21:10:52] <jdh> akumal is right by tulum
[21:10:55] <BeachBumPete> also quite a few other places in Mexico
[21:12:11] <Tom_L> not as impressed with Jamaica
[21:12:20] <Tom_L> the beaches are beautiful in places
[21:12:25] <BeachBumPete> I liked jamaica
[21:12:41] <BeachBumPete> we had a lot of fun there but you gotta be careful where you go :)
[21:12:50] <Tom_L> yup
[21:13:06] <Tom_L> Caymen is quite the contrast
[21:13:07] <BeachBumPete> cabbies are INSANE there
[21:13:20] <Tom_L> bad enough in Mexico
[21:22:42] <Tom_L> BeachBumPete, ever been to hell?
[21:23:00] <Tom_shop> https://www.google.com/maps/place/Hell/@19.379211,-81.40661,3a,75y,90t/data=!3m8!1e2!3m6!1s928078!2e1!3e10!6s%2F%2Flh6.googleusercontent.com%2Fproxy%2FF0v1wgB5nnrZ43fRrRi9dU_9ODw7xbHgPTfYof1lQZs1-t9JbSZBjnPrVjZTuL_XeqlLjAyPpElceUNfyXAXod9SFxo%3Dw114-h86!7i2304!8i1728!4m5!3m4!1s0x0:0x87dad8e06c4cb98d!8m2!3d19.3792287!4d-81.4064357!6m1!1e1
[21:24:20] <BeachBumPete> nope
[21:24:31] <Tom_shop> https://www.google.com/maps/place/Hell+Post+Office/@19.3790292,-81.407078,3a,75y,90t/data=!3m8!1e2!3m6!1s-Km7OlyMR8e8%2FV3AeGtKlU2I%2FAAAAAAACGXM%2FmtUM-01NGJkdjoxXPvS0KnNzQmj59f8XgCJkC!2e4!3e12!6s%2F%2Flh5.googleusercontent.com%2F-Km7OlyMR8e8%2FV3AeGtKlU2I%2FAAAAAAACGXM%2FmtUM-01NGJkdjoxXPvS0KnNzQmj59f8XgCJkC%2Fs129-k-no%2F!7i2800!8i1860!4m5!3m4!1s0x0:0xf50ac5555526aa4d!8m2!3d19.3790294!4d-81.4070781!6m1!1e1
[21:24:42] <Tom_L> i spose i should trim those
[21:24:42] <BeachBumPete> been to Carlos and Charlies tho ;)
[21:28:08] <os1r1s> Tom_shop You are right. I loved Cayman. Diving there is great. Its not nearly as commercialized as Cozumel is.
[21:28:19] <os1r1s> I have been to both Hell and C&C
[21:28:21] <os1r1s> :)
[21:28:24] <Jymmm> Tom_shop: GOOGLE should trim them, not you
[21:32:56] <tiwake> how much does it cost to get a manual lathe ways reground?
[21:50:03] <MacGalempsy> gobble gobble!
[22:02:06] <Duc_mobile> tiwake: thought it was around 1-2k but there is still the realignment of everything
[22:04:38] <tiwake> Duc_mobile: like the spindle and stuff? how is that aligned?
[22:05:11] <Duc_mobile> the carriage will have to be fitted and the tailstock to the spindle
[22:05:37] <Duc_mobile> tiwake: I believe a test bar is made to check the alignment to each other
[22:08:37] <tiwake> I've lined up the tailstock before
[22:08:58] <tiwake> there are normally adjustment screws, and shim the bottom when necessary
[22:12:29] <tiwake> same thing needs to happen to the mills
[22:24:24] <tiwake> Duc_mobile: there are 5 lathes and two mills... all manual
[22:24:49] <Duc_mobile> for work or a personal thing?
[22:24:54] <tiwake> at work
[22:25:13] <Duc_mobile> wonder if it would be better to send the whole thing out for rebuilding
[22:25:31] <tiwake> a couple of the lathes are pretty darn big
[22:25:33] <tiwake> heh
[22:25:54] <tiwake> the chucks on those two lathes are bigger than two people can carry
[22:26:20] <Duc_mobile> are we talking like 24x60?
[22:26:55] <tiwake> donno?
[22:26:56] <tiwake> uh
[22:27:23] <Duc_mobile> do you think you could fit a truck tire on the chuck
[22:27:28] <tiwake> Duc_mobile: one of them is about this big
http://media.merchantcircle.com/12032356/IMG_1564_full.jpeg
[22:27:41] <tiwake> hmm
[22:27:45] <tiwake> a bit bigger actually
[22:28:02] <Duc_mobile> how off are they?
[22:28:09] <tiwake> not terribly long though
[22:29:17] <tiwake> not sure about the big one so much, second bigger one is... hmm... when boring out maybe 2" long hole, it will have a 0.001" taper
[22:29:24] <tiwake> or so
[22:30:12] <Duc_mobile> is it a constant taper?
[22:30:24] <tiwake> not too sure
[22:30:43] <tiwake> I havent worked there for too long
[22:30:59] <tiwake> 3 months, I mostly use the smaller lathe
[22:31:24] <Duc_mobile> tailstock could be off for that
[22:31:55] <tiwake> all the machines have scaring on the bed/ways though, from years of use turning cast iron and not wiping the grit off
[22:32:02] <tiwake> a lot of sand paper usage too
[22:32:34] <Duc_mobile> ah might be a few grand in just rigging cost to move those things
[22:33:02] <tiwake> company was started in 1944 though, so the machines could have been there the entire time... I bet some of them have
[22:33:25] <tiwake> and the years of abuse of what I defined
[22:34:25] <tiwake> the owner wants to replace stuff, or something, not sure what his intentions are, but I know he wants to upgrade stuff... I'm kinda keeping track of approx. costs for everything
[22:34:48] <Duc_mobile> Im guessing 20-30K for a full rebuild
[22:35:27] <Duc_mobile> maybe more due to age and size
[22:35:30] <tiwake> for all the lathes and mills?
[22:36:44] <tiwake> three of the 5 lathes are closer to the standard 14x40 size
[22:37:01] <tiwake> one slightly smaller, two slightly bigger I'd guess
[22:37:40] <Duc_mobile> thats just for the big one
[22:37:51] <tiwake> oh, screw that
[22:37:58] <Duc_mobile> bridgeport mills I think was 7k to 10k for full scrapping
[22:38:22] <tiwake> scraping?
[22:38:54] <Duc_mobile> redoign the ways
[22:39:19] <Duc_mobile> truing everything up.
[22:39:33] <tiwake> merf
[22:40:43] <Duc_mobile> tooling is expensive
[22:40:51] <Duc_mobile> a new bridgeport is 16k
[22:41:16] <tiwake> with a digital readout?
[22:42:25] <Duc_mobile> I tink
[22:43:08] <tiwake> ...if I had the machine to grind the ways I could just do it myself
[22:43:20] <tiwake> herm
[22:44:01] <Duc_mobile> http://www.bonanza.com/listings/224376424?utm_source=nextag&utm_medium=cpa&utm_campaign=product_feed
[22:44:28] <Duc_mobile> its a little more than just grinding the ways thou
[22:45:07] <tiwake> I've done all the other stuff though
[22:45:46] <tiwake> hmm, except squaring the spindle up with the ways for a lathe
[22:47:18] <Duc_mobile> scrapping in the carriage can be tough
[22:51:00] <tiwake> http://www.practicalmachinist.com/vb/monarch-lathes/hendey-lathe-bed-grinding-221716/
[22:51:19] <tiwake> that guy payed about $2,000
[22:51:37] <tiwake> for what looks like a standard 14x40ish size lathe
[22:55:17] <Duc_mobile> but he probably put it back together himself and wasnt making money off that thing
[22:56:12] <tiwake> why would that matter? he says its a surface grind such that everything is within 0.0001"
[22:57:52] <Duc_mobile> he can take 3 years to reassembly versus your boss losing money when its gone
[23:00:46] <tiwake> not really... the shop rebuilds electric motors and air compressors, there are only two machinists (including myself) for the various odds and ends things that need to be done
[23:01:02] <tiwake> out of 80 people that work there
[23:01:47] <tiwake> I think one machine sent out at a time to be reground would be fine
[23:02:24] <tiwake> it would probably go to the DFW area, 5 hours away
[23:03:51] <tiwake> hmm
[23:05:19] <Duc_mobile> well I think its time for bed.
[23:05:36] <Duc_mobile> the lathe would be really nice when they came back
[23:05:51] <tiwake> jep
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}