Back
[00:44:43] <sync> S
[00:45:45] <sync> SpeedEvil: yeah, .2Pa is easy
[00:46:20] <SpeedEvil> sync: easy in terms of high vacuum, yes.
[02:17:54] <Deejay> moin
[03:19:46] <pink_vampire> morning
[04:29:03] <Jymmm> mornin pinky
[04:45:53] <Jymmm> DIY rebar knife (kinda cool)
https://www.youtube.com/watch?v=6m4OUnI3x6E
[04:48:29] <XXCoder> heys
[05:13:42] <linux_vampire> hi
[05:13:50] <XXCoder> hey
[05:14:28] <linux_vampire> i'm after re installing the whole linux cnc
[05:14:43] <linux_vampire> and with other graphic card
[05:15:23] <XXCoder> replacing video card should not requitre reinstall
[05:16:17] <linux_vampire> XXCoder, i'm not a programmer
[05:16:28] <XXCoder> its more IT thing than CS
[05:17:28] <linux_vampire> computer... me... not a good combination
[05:18:39] <linux_vampire> i'm trying to add a current feed rate status
[05:18:54] <XXCoder> nice
[05:19:40] <linux_vampire> it should be just a number that show the current feed rate
[05:21:00] <jthornton> morning
[05:21:32] <linux_vampire> hi jthornton
[05:21:33] <XXCoder> hey the JT
[05:23:23] <jthornton> what's burning today
[05:24:10] <XXCoder> my car
[05:26:10] <jthornton> not the new one I hope
[05:26:33] <XXCoder> lol
[05:26:44] <XXCoder> car is nice so far
[05:26:46] <XXCoder> very different
[05:29:41] <linux_vampire> why linux cnc die so fast
[05:30:12] <Jymmm> zombies
[05:30:31] <Jymmm> and penguins
[05:30:48] <Jymmm> zombie penguins
[05:32:00] <linux_vampire> i'm trying to add a number to pyvcp but linux cnc give me error about it
[05:37:12] <linux_vampire> custompanel.xml
http://paste.debian.net/893590/
[05:37:28] <linux_vampire> custom_postgui.hal
http://paste.debian.net/893591/
[05:38:04] <linux_vampire> i have no idea what wrong with them
[05:38:35] <jthornton> what is the exact error?
[05:38:42] <linux_vampire> Error: could not open custompanel.xml !
[05:38:42] <linux_vampire> mismatched tag: line 51, column 10
[05:39:47] <linux_vampire> line 51 is </vbox>
[05:40:54] <XXCoder> ah there probably is no <vbox> starting tag
[05:41:19] <jthornton> yep
[05:41:24] <XXCoder> usually has <vbox> (stuff in middle) </vbox>
[05:41:34] <XXCoder> problem is where was it supposed to be?
[05:42:20] <jthornton> time to press the rutrow key on the editor
[05:42:24] <linux_vampire> look at line 3
[05:42:38] <archivist> xml has to have matching start end tags
[05:43:00] <linux_vampire> this is line 3 <vbox>
[05:43:47] <jthornton> line 50
[05:43:53] <archivist> look at youe ending hbox before /vbox
[05:44:15] <XXCoder> ah I see that formatting issue too now
[05:45:00] <archivist> this is not a linux problem it is an xml editing problem on any platform
[05:45:26] <linux_vampire> i add a / to </hbox>
[05:45:39] <linux_vampire> now i getting other error
[05:45:46] <XXCoder> then it should work, or in least that specific issue is resolved
[05:46:16] <linux_vampire> http://paste.debian.net/893593/
[05:46:24] <linux_vampire> my xml now ^
[05:47:12] <jthornton> what is the new error?
[05:48:09] <linux_vampire> http://paste.debian.net/893594/
[05:48:16] <linux_vampire> this is the error
[05:49:06] <linux_vampire> i'm trying to understand what is the issue
[05:50:19] <linux_vampire> /usr/bin/gladevcp:295: GtkWarning: GdkWindow 0x3c00003 unexpectedly destroyed
[05:50:36] <linux_vampire> what it's even mean??
[05:50:57] <XXCoder> most of those is not something to worry about
[05:51:10] <XXCoder> last one im sure is important but im uncertain on what
[05:52:11] <jthornton> line 47
[05:52:23] <linux_vampire> i delete line 20 from the gui.hal file and now linux cnc work again.
[05:52:28] <jthornton> or 51
[05:52:51] <linux_vampire> net motion.current-vel => pyvcp.motion-current-vel
[05:52:57] <linux_vampire> that was the line
[05:53:17] <jthornton> line 51 explains the error with that line
[05:54:10] <linux_vampire> mmm
[05:54:14] <jthornton> http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html#_net
[05:54:34] <jthornton> read that short explanation of the net command
[05:55:32] <linux_vampire> I change the name to current-feedrate
[05:56:06] <Tom_L> putting out fires already?
[05:56:36] <linux_vampire> also error
[05:57:20] <XXCoder> throw some Mg in fire
[05:58:46] <archivist> linux_vampire, always read the error message, we cannot guess
[05:59:04] <_methods> lol
[05:59:40] <linux_vampire> http://paste.debian.net/893595/
[05:59:58] <_methods> you read it archivist
[06:00:00] <_methods> lol
[06:00:07] <archivist> not my job!
[06:00:08] <linux_vampire> now it give that error without pointing the line
[06:00:42] <XXCoder> https://www.youtube.com/watch?v=TFKMov2wLUQ some Mg burning
[06:01:26] <XXCoder> [10547.147878] spurious APIC interrupt on CPU#0, should never happen.
[06:01:27] <XXCoder> [10547.147887] spurious APIC interrupt on CPU#2, should never happen.
[06:01:33] <archivist> linux_vampire, do we really have to point you at line 49
[06:02:06] <XXCoder> definitely 49
[06:02:19] <Tom_L> problem could be at 49
[06:04:15] <linux_vampire> but the name was changed
[06:04:32] <linux_vampire> this is line 20
[06:04:33] <linux_vampire> net motion.current-vel => pyvcp.current-feedrateyy
[06:04:39] <Tom_L> net mynet motion.current-vel => pyvcp.motion-current-vel
[06:04:58] <Tom_L> motion.current-vel is a signal
[06:05:03] <jthornton> two things are required on a net line the word net and a signal name you have only one
[06:06:13] <linux_vampire> I want to display the value of "motion.current-vel"
[06:07:47] <_methods> i want a porsche cayenne
[06:07:53] <_methods> those things are sexy
[06:07:55] <Tom_L> no you don't
[06:08:06] <archivist> the error message told you that you had no net name
[06:08:17] <jthornton> two things are required on a net line the word net and a signal name you have only one
[06:08:25] * Tom_L gives _methods a vw bug with flowers painted on the side
[06:08:30] <_methods> hehe thx
[06:08:42] <jthornton> with a porsche engine
[06:08:49] <_methods> vroom vroom
[06:09:06] <linux_vampire> it work now!!
[06:09:26] <linux_vampire> but something is wrong,
[06:10:02] <_methods> say it isn't so
[06:10:06] <archivist> we get no chocolate cake?
[06:10:20] <_methods> not even a thank you
[06:10:31] <linux_vampire> for you I will bake even 2
[06:11:41] <linux_vampire> the max feedrate of the x and y axis is 1800mm/min, but on the bar I'm getting maximum 30
[06:12:22] <linux_vampire> and 30 is true but for mm/sec not mm/min
[06:13:49] <linux_vampire> so i need to multiply that value by 60.. and I'm not sure if it even possible.
[06:15:20] <linux_vampire> he did't like it
[06:15:38] <linux_vampire> net mynet motion.current-vel => * 60 pyvcp.motion-current-vel
[06:15:50] <jthornton> linux_vampire:
http://linuxcnc.org/docs/2.7/html/man/man9/mult2.9.html
[06:16:25] <archivist> net is a connection, add a comp to do it
[06:17:36] <linux_vampire> i see
[06:20:53] <linux_vampire> it didn't like it
[06:21:02] <linux_vampire> mult2.N.in60 => net mynet motion.current-vel => pyvcp.motion-current-vel
[06:21:36] <jthornton> http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html#_net
[06:22:36] <archivist> use it correctly you dont put 60 on the same line as the net
[06:22:56] <jthornton> http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html#_setp
[06:23:51] <archivist> actually that doc on its one does not day how to set the other pin to a constant
[06:24:00] <archivist> one/own
[06:24:54] <jthornton> the mult2 man page?
[06:24:59] <archivist> yup
[06:25:28] <jthornton> yup they are pretty sparse, do you know how to write in man page?
[06:25:47] <archivist> it comes straight from the source somehow
[06:25:59] <archivist> iirc
[06:26:08] <jthornton> some do some don't
[06:26:16] <archivist> ew
[06:27:37] <jthornton> linux_vampire: to use a component you have to:
[06:27:39] <jthornton> loadrt <component> <options>
[06:27:45] <jthornton> addf <component> <thread>
[06:28:08] <jthornton> then to set a pin you have to:
[06:28:11] <jthornton> setp <pin/parameter-name> <value>
[06:28:39] <jthornton> and lastly to connect pins you use the net command:
[06:28:41] <jthornton> net signal-name pin-name <optional arrow> <optional second pin-name>
[06:33:26] <jthornton> she must be baking our cake...
[06:35:59] <archivist> one gets to a certain age and the effin mail is health screening crap
[06:36:44] <jthornton> when my sister turned 65 she was drowned in crap mail
[06:37:12] <archivist> I am not there yet!
[06:37:19] <archivist> nearly
[06:37:29] <jthornton> me neither but very close
[06:38:09] <archivist> attempting to retire, must ring the pension company
[06:45:35] <linux_vampire> I really need to see an example to be able to configure it. I read the doc, it talks about the different data types (fluat, u32, s32, binary etc) but it doesn't say how to calculate a value before sending it to the display.
[06:47:00] <XXCoder> still 25 years for me
[06:47:31] <XXCoder> way too short for effective retirement as I started working good job (aka start earning retirement stuff) at 39 years old.
[06:47:35] <jthornton> I'll start drawing in 3 years but won't quit working
[06:48:08] <archivist> I have to wait till next year for the .gov pension
[06:50:18] <linux_vampire> archivist, i thought you are much much younger.
[06:51:01] <archivist> nah, might be the most antique in here
[06:51:23] <archivist> except for gene if that is the real one
[06:51:28] <linux_vampire> archivist, i thought you are around 25~
[06:51:58] <archivist> that was back in the 1970's
[06:52:14] <XXCoder> heh I would be zero years old in 1976
[06:52:40] <archivist> 1970 I had my leg in plaster
[06:52:45] <archivist> 1976
[06:53:21] <jthornton> in 1953 I was on Kodiak island
[06:53:49] <jthornton> why do people use a center drill for a spotting bit?
[06:53:50] <archivist> 1963 I was in Libya
[06:53:58] <archivist> rigid
[06:54:42] <XXCoder> my dad was born in 1926
[06:54:45] <archivist> and in the box, I have never bought a spotting drill
[06:55:24] <XXCoder> he tried to join navy for ww2, worked on boat for 2 weeks and got caught deaf and got booted off. honorable discharge
[06:56:15] <XXCoder> my dad was late deafened so he spoke pretty well, but in line he had his friend tell him what questions would be asked. he just spoke each time interviewers moved lims lol
[06:56:20] <XXCoder> fooled everyone :P
[06:56:21] <jthornton> my dad was a tail gunner in a dive bomber in the navy during ww2 the plane name was Duck Butt
[06:56:32] <XXCoder> *lips
[06:56:44] <XXCoder> yes it does mean my dad is nearly 50 years older than me.
[06:56:52] <XXCoder> he'd be 90 now
[06:58:01] <XXCoder> anyway how he got caught? coworker was too sick to work so he had full trash so he took it out. as it happens, captain was behind him, and he was caught doing task hes not supposed to do. he didnt hear him yelling
[06:58:05] <XXCoder> oops. :P
[06:58:25] <XXCoder> dishwasher. fancy job :P
[06:58:59] <jthornton> every job on a ship is important
[06:59:06] <XXCoder> indeed
[06:59:29] <XXCoder> Army travels on its stomach. Napleon
[07:00:43] <XXCoder> jthornton: it would be different now. more jobs can be done by deaf
[07:00:47] <XXCoder> but 1940s nagh
[07:00:49] <XXCoder> nah
[07:01:19] <jthornton> yea
[07:01:56] <XXCoder> anyway he ended up working at army warehouse. for next 30 years
[07:03:05] <XXCoder> I find it funny that my dad is 4 years younger than my grandfather
[07:03:12] <XXCoder> different sides of course
[07:03:29] <jthornton> after the war was over the FAA was hiring air traffic controllers, my dad called for an interview in Kansas City and the guy said you do type right, Dad said yes how many words a minute? the guy told him
[07:03:30] <XXCoder> my grandfather was very strong pacificist, but when he was drafted he did his duty
[07:03:41] <XXCoder> went to germany then japan and went home after nukes
[07:03:48] <jthornton> he bought a used typewriter and taught himself how to type on the train to KS
[07:04:37] <XXCoder> sadly that is literally all I know about my grandfather and ww2. he refused to speak much of it
[07:04:41] <XXCoder> he hated war.
[07:05:15] <XXCoder> not surpised, being pacifist.
[07:05:47] <XXCoder> so what happened jt
[07:05:54] <XXCoder> he learned enough on way to get job?
[07:05:56] <jthornton> he got the job
[07:06:52] <XXCoder> about my grandfather, we got exactly one picture of him in army clothes. one they take and give framed picture give to all draft solders
[07:07:02] <jthornton> got an early retirement due to cataracts
[07:08:40] <XXCoder> that sucks
[07:09:23] <jthornton> he was very happy to retire and got one eye fixed and one didn't work out
[07:09:57] <XXCoder> my grandfather worked for unknown years at magazine
[07:10:06] <XXCoder> I wish I had more chance to talk with him
[07:14:11] <jthornton> my grandfather on my mothers side died when she was a teenager, her mom packed up the kids and moved from Flint Mi to Greensboro NC
[07:21:48] <linux_vampire> how bad it will be to move from xfce to gnome3?
[07:22:24] <XXCoder> dunno but I like xfce hell of a lot better than gnome.
[07:22:28] <XXCoder> way less overhead
[07:22:31] <archivist> no idea
[07:23:00] <linux_vampire> xfce look sooo gray to me
[07:23:09] <XXCoder> it can be themed.
[07:23:57] <XXCoder> look for window manager settings
[07:24:23] <jthornton> gnome is too bloated
[07:24:50] <XXCoder> not as bad as kde but yeah very bloated. you dont want bloated stuff running when cutting stuff
[07:25:46] <XXCoder> https://www.maketecheasier.com/xfce4-desktop-themes-linux/ example
[07:26:00] <linux_vampire> real time or not, this is sooooooo cutee
http://i1-linux.softpedia-static.com/screenshots/elementary-pink-and-purple_2.jpg
[07:26:13] <linux_vampire> look at the folders icons!!!
[07:26:16] <linux_vampire> AWWW
[07:26:17] <XXCoder> yes there is windows 8 theme for xfce.. makes it look like one of crappier windows.
[07:26:40] * archivist wanders off to be ill
[08:06:13] <ToddZ> tooooo pink
[08:41:48] <cradek> heh it looks like the crt's green gun has gone out
[08:49:04] <archivist> TV repair was my day job in the 1970's cathode driver usually went
[09:08:10] <gregcnc> for those in the US today
https://goo.gl/AZBgeh
[09:09:31] <archivist> my hard disk starts frying on a google link
[09:11:19] <archivist> I think there is a lot of tracking on the url shortener
[09:11:43] <gregcnc> https://scontent.ford1-1.fna.fbcdn.net/t31.0-8/14884554_215382968894556_4701374375807373706_o.jpg
[09:11:59] <archivist> seen it when I got there
[09:17:40] <archivist> much like our brexit vote, lots of fighting talk and bs and impossible to do the right thing
[09:34:25] <The_Ball> Hi guys, I'm thinking of adding a hardware cycle start button with a light bulb. So that it can light up when ready to start, or blink when paused. Is that a common way of doing it?
[09:42:42] <CaptHindsight> whatever works for you, the most common is whatever is the default in the chosen GUI
[09:42:50] <linux_vampire> how do i move the panel from the top to the bottom?
[09:43:46] <archivist> probably have to modify axis source to do that
[09:47:22] <linux_vampire> i solved it
[09:47:54] <linux_vampire> now linux cnc looks a bit more usable
[09:49:36] <CaptHindsight> gregcnc: George Carlin - Voting
https://www.youtube.com/watch?v=efKguI0NFek
[09:55:04] <cradek> The_Ball: the touchy user interface (for touch screen and wheel) has an output that is meant for hooking to a light just like that
[09:56:07] <The_Ball> I'll have a look, I'm using gmoccapy atm
[10:33:37] <nubcake> hi
[10:45:48] <linux_vampire> any life?
[10:47:38] <gregcnc> everyone watching the news awaiting their sentence
[10:47:46] <linux_vampire> I'm soo lost with the multiplication in the gui file.
[10:48:39] <linux_vampire> I'm trying to convert the value from mm/sec to mm/min
[10:49:16] <linux_vampire> net mynet motion.current-vel => pyvcp.motion-current-vel
[10:49:19] <archivist> I just got a change of email note from someone, replied, how is your book doing and...
https://www.youtube.com/watch?v=Ev4qo5zKqWY
[10:49:58] <linux_vampire> ^ that line work fine, but it show it in mm/sec
[10:50:53] <archivist> what we showed earlier is a way of scaling to any thing you want
[10:52:06] <archivist> connecting the mult2 comp to your signal, putting a constant on the other pin/net and then its output goes to display
[10:53:09] <linux_vampire> I tried that for few hours, also trying to get help from a friend of mine that he is more familiar with linux then me, and we got lost
[10:54:33] <archivist> you can also use the scale comp an example
http://www.collection.archivist.info/archive/mirror/JS/JShobbingmachine/hobbing_machine/custom_postgui.hal
[10:54:46] <linux_vampire> so i need to start with new line with mult2?
[10:57:08] <linux_vampire> archivist, I'm more confusing now.
[10:57:35] <archivist> think like a panel wiring person, each net is a bit of virtual wire, setp sets a value on a pin/parameter, a mult2 comp is a thing you connect which does multiply and poutputs on another pin, net that to display
[10:59:30] <archivist> very hard to explain hal and the comps in irc in tiny lines
[10:59:52] <archivist> becomes obvious after using it for a while
[11:00:47] <linux_vampire> so i start with my "value" then send it to the "mult2 * 60" then send it to the "display value", then i'm using the "display value in the xml"
[11:01:12] <linux_vampire> i can call you if you want cell/skype/discord
[11:01:47] <archivist> I dont do telephone support, even worse than irc for this
[11:02:23] <linux_vampire> lol
[11:02:30] <linux_vampire> so i start with my "value" then send it to the "mult2 * 60" then send it to the "display value", then i'm using the "display value in the xml"
[11:02:35] <linux_vampire> this is correct?
[11:03:07] <archivist> try reading the hal introduction a bit more
http://linuxcnc.org/docs/html/hal/intro.html
[11:03:15] <CaptHindsight> what is you favored tungsten for thin sheet metal (cold roll)?
[11:06:04] <linux_vampire> i don't get it.
[11:06:43] <_methods> that means its time for a nap
[11:06:53] <_methods> and maybe a beer and something good to eat
[11:06:58] <_methods> while you think about it
[11:07:45] <linux_vampire> mach4?
[11:07:49] <archivist> saying "i don't get it" does not help us to help you
[11:08:23] <linux_vampire> i need to see an example. or something that show how it work.
[11:09:15] <archivist> that means us actually doing it for you, I just showed a scale example
[11:11:31] <linux_vampire> yes.. but i'm still don't get where you use the "mult2"
[11:12:35] <archivist> old signal multiplied by 60 is the number you wanted
[11:13:13] <archivist> in1=60 in0=oldsignal
[11:13:37] <archivist> out=result it is that simple
[11:14:23] <linux_vampire> I can't see something like that in your file.
[11:14:37] <linux_vampire> maybe you are talk about other file?
[11:15:01] <archivist> I just said scale is used in a similar way
[11:15:34] <archivist> not doing exact spoon feeding examples
[11:16:26] <cradek> AXIS shows the current velocity on the screen
[11:17:10] <linux_vampire> AXIS use mm/s
[11:17:18] <linux_vampire> the gcode use mm/min
[11:19:13] <linux_vampire> cradek, ^
[11:19:45] <cradek> you are wrong
[11:20:29] <cradek> http://timeguy.com/cradek-files/emc/mm-velocity.png
[11:22:05] <archivist> might be on one of her pyvcp panels
[11:22:45] <archivist> not seen a screen grab for for this alleged problem
[11:22:52] <cradek> AXIS also lets you choose readout in mm or inch and displays everything correctly
[11:23:07] <cradek> in my opinion it is silly to try to reinvent/duplicate that in panels
[11:25:42] <linux_vampire> but the g code is mm/min
[11:25:57] <linux_vampire> g0 x 50 f40
[11:26:04] <linux_vampire> 40 = 40 mm/min
[11:26:09] <linux_vampire> not mm/sec
[11:26:18] <cradek> did you look at the image?
[11:27:04] <cradek> I took a screenshot of it for you
[11:27:17] <cradek> it shows my MDI command of F100 and the readout saying Vel: 100
[11:28:05] <linux_vampire> ok.. the velocity in your screen show 100 in the mdi and the value on the screen
[11:28:13] <cradek> yes
[11:28:21] <linux_vampire> but in my screen it show / 60
[11:28:35] <linux_vampire> 12.9 instead of 744
[11:28:35] <cradek> then use AXIS
[11:29:12] <archivist> is it moving slowly too
[11:29:52] <archivist> some scale set wrong?
[11:32:13] <linux_vampire> http://i.imgur.com/lbPWgFw.png
[11:32:31] <linux_vampire> look at the bar on the right
[11:32:37] <linux_vampire> 0 to 1800
[11:32:50] <cradek> turn off view/show offsets and you'll get a working vel readout
[11:33:25] <linux_vampire> how I'm turn them off?
[11:33:40] <cradek> on the view menu
[11:33:41] <skunkworks> heh - view/show offsets
[11:33:44] <cradek> uncheck show offsets
[11:35:33] <linux_vampire> hehe.. it work on the main display but not on the side.
[11:36:27] <linux_vampire> on the main screen it show 1800, on the side 30
[11:37:46] <linux_vampire> https://paste.debian.net/893684/
[11:38:03] <linux_vampire> this is something that i tried
[11:38:17] <linux_vampire> but it also give me an error
[11:38:42] <linux_vampire> http://paste.debian.net/893685/
[11:39:53] <archivist> read the error, you had the same trouble earlier
[11:39:58] <archivist> line 54
[11:40:13] <archivist> missing info out
[11:40:33] <linux_vampire> ok...
[11:40:36] <archivist> name your net
[11:40:46] <linux_vampire> so i need to add mynet before
[11:41:20] <archivist> a name, remember it is a different net
[11:42:07] <archivist> never a default "mynet"
[11:42:32] <linux_vampire> custom_postgui.hal:24: Unknown command 'mynet'
[11:42:37] <archivist> usual to state its function
[11:42:46] <linux_vampire> hoo ok..
[11:43:22] <archivist> net scaled_output mult2.0.out => pyvcp.motion-current-vel
[11:44:56] <linux_vampire> to use that instead of "mynet net scaled_output mult2.0.out => pyvcp.motion-current-vel"
[11:44:58] <linux_vampire> ?
[11:45:31] <linux_vampire> or instead of "addf mult2.0 servo-thread"
[11:45:37] <archivist> stop this mynet random text
[11:46:15] <linux_vampire> ok.. i just copy from the file..
[11:46:43] <archivist> I want you to think not copy
[11:49:37] <linux_vampire> it worked!!! I'm own you a chocolate cake!
[11:50:51] <archivist> only took a day ish
[11:51:28] <linux_vampire> I'm cook much faster then that.
[11:52:42] <archivist> my mother could serve up cold and burnt beans from the same saucepan
[11:54:44] <linux_vampire> mmmmm
[12:04:52] <IchGucksLive> hi
[12:05:02] <IchGucksLive> snow ice freezing cold
[12:05:21] <linux_vampire> I'm with the heater on maximum
[12:06:06] <IchGucksLive> 3D at ice condition is a great chellenge ;-)
[12:06:19] <IchGucksLive> printing filament
[12:06:26] <linux_vampire> is there a way to do something like that?
[12:06:45] <IchGucksLive> clost thermoboxing
[12:08:53] <linux_vampire> if motion.current-vel is greater then 0 (zero) send "1 logic" on one of the pins on the lpt, if it equal to 0 (zero) change the state of the pin to "0 logic"
[12:10:17] <IchGucksLive> dint use motion.current-velo on that there are other poins idivatign mashine is moving
[12:10:33] <IchGucksLive> and this pins are logic 1 and 0
[12:11:05] <archivist> Two input comparator with hysteresis.
[12:11:09] <cradek> I think that won't work when jogging
[12:12:22] <linux_vampire> the bar graph work fine on jogging
[12:12:42] <archivist> wcomp is probably better
[12:13:04] <IchGucksLive> linux_vampire: motion.in-position indicates the mashine moves
[12:13:17] <IchGucksLive> use a not to toggle it
[12:13:55] <linux_vampire> what do you mean?
[12:14:00] <archivist> often more than one way of doing something
[12:14:10] <archivist> invert
[12:15:52] <archivist> so invert the sense of motion.in-position OUT BIT, TRUE if the machine is in position (ie, not currently moving towards the commanded position).
[13:01:23] <IchGucksLive> Q somone knows the name of the printing model to the left with the faces ?
[13:01:26] <IchGucksLive> https://all3dp.com/wp-content/uploads/2015/08/random-3d-printed-objects-hand-skull-car-e1440601530281-1024x576.jpg
[13:02:13] <linux_vampire> try in #reprap
[13:10:54] <linux_vampire> I'm trying to invert the "motion.in-position" halpin and point it to here
[13:11:03] <linux_vampire> net dout-01 => parport.1.pin-01-out
[13:12:42] <linux_vampire> I need to set it in the main hal file??
[13:12:52] <linux_vampire> or other place?
[13:13:59] <linux_vampire> IchGucksLive, ^
[13:14:36] <JT-Shop> http://linuxcnc.org/docs/2.7/html/man/man9/not.9.html
[13:16:01] <linux_vampire> nice now read what I've asked/
[13:16:59] <linux_vampire> that man page don't tell you in what file you should add it.
[13:17:34] <IchGucksLive> motion.in-position into not.0
[13:17:49] <IchGucksLive> then not.o out to the parport
[13:17:56] <IchGucksLive> not.0
[13:19:10] <linux_vampire> all in the same line?
[13:19:17] <linux_vampire> in the main hal file?
[13:19:45] <IchGucksLive> in main hal
[13:19:47] <JT-Shop> all hal files are explained here
http://linuxcnc.org/docs/2.7/html/config/ini-config.html#_hal_section
[13:19:51] <andypugh> linux_vampire: You can probably just “setp parport.0.pin-01-invert-output 1”
[13:20:04] <IchGucksLive> loadrt not count=1
[13:20:42] <JT-Shop> if it is NOT a GUI related pin like pypvc pins they can go in any hal file
[13:21:16] <linux_vampire> I'm so lost now.
[13:21:23] <IchGucksLive> net invertmotion not.0.in motion.in-position
[13:21:53] <IchGucksLive> net invertmotionout not.0.out => parport.1.pin-01-out
[13:22:23] <andypugh> I still think it is probably easier to invert the parallel port pin
[13:22:52] <linux_vampire> I'm trying now
[13:23:48] <IchGucksLive> andypugh: agree but he is a noob
[13:24:05] <linux_vampire> she!!
[13:24:10] <andypugh> Which is why I am suggesting the easy answer
[13:25:34] <_methods> easy?
[13:25:43] <_methods> is that one of those relative terms lol
[13:25:52] <andypugh> One single setp command in HAL?
[13:25:58] <JT-Shop> yea one mouse click in the stepconf wizard
[13:26:06] <andypugh> Or that
[13:26:07] <JT-Shop> to invert a parallel port pin
[13:27:02] <linux_vampire> it give me error
[13:27:14] <_methods> seems to be a common occurence
[13:27:21] <JT-Shop> http://linuxcnc.org/docs/2.7/html/hal/parallel-port.html#_parameters
[13:27:23] <andypugh> What error?
[13:27:53] <andypugh> It seems I had the parameter name wrong.
[13:28:07] <linux_vampire> ./Berta.hal:46: Pin 'not.0.in' does not exist
[13:28:28] <andypugh> And I guess I should stop assuming that users have enough of a clue to not trust me.
[13:28:29] <JT-Shop> parport.<p>.pin-<n>-out-invert (bit) Inverts an output pin.
[13:28:35] <JT-Shop> lol
[13:28:39] <linux_vampire> I think I need to install the invert command
[13:28:56] <_methods> hehe
[13:28:57] <linux_vampire> maybe apt-get install?
[13:28:59] <andypugh> Just give up on the “not” component
[13:29:12] <jdh> heh
[13:29:15] <andypugh> Use the pin-invert way
[13:29:34] <linux_vampire> how?
[13:30:05] <andypugh> setp parport.0.pin-01-out-invert 1
[13:30:36] <linux_vampire> instead of the 2 lines?
[13:30:41] <andypugh> But _then_ read the HAL documentation, because it is important.
[13:31:16] <_methods> reading hasn't been a real strong point in all this
[13:32:25] <linux_vampire> but if i'm putting just "setp parport.0.pin-01-out-invert 1"
[13:32:25] <andypugh> I still can’t believe that she is using a parallel port on what looks like quite a serious machine.
[13:32:45] <_methods> indeed
[13:32:50] <linux_vampire> how the data from "motion.in-position" will go to the pin?
[13:33:16] <andypugh> Isn’t that already in the HAL file?
[13:33:26] <andypugh> then you also need:
[13:33:35] <IchGucksLive> GN8
[13:33:36] <linux_vampire> I'm not sure what do you mean
[13:34:03] <andypugh> net pink-vampire-should-read-the-docs motion.in-position => parport.0.pin-01-out
[13:34:20] <_methods> you think that will get through?
[13:34:27] <linux_vampire> http://paste.debian.net/893713/
[13:34:31] <linux_vampire> this is the hal file
[13:34:38] <andypugh> (which will actually work, and serve as a reiminder whenever you look at the HAL file)
[13:34:47] <_methods> hehe
[13:35:03] <linux_vampire> hehe!
[13:35:36] <linux_vampire> but how it invert the pin?
[13:35:57] <linux_vampire> i need to add the -invert 1 at the end?
[13:37:24] <pcw_mesa> setp parport.0.pin-01-out-invert 1
[13:37:26] <pcw_mesa> sets the invert output attribute of that specific parallel port pin
[13:37:42] <linux_vampire> hooo I seee
[13:37:55] <linux_vampire> so one line just invert the value of the port
[13:39:29] <andypugh> Yes
[13:39:36] <linux_vampire> which line come first? it doesn't matter..
[13:40:00] <andypugh> Then you can connet motion.in-position directly to it, using any signal name that makes sense to you
[13:40:06] <andypugh> Doesn’t matter
[13:42:09] <linux_vampire> I don't understand the name things here.
[13:44:11] <linux_vampire> linux cnc work
[13:44:22] <linux_vampire> but no signal was send out
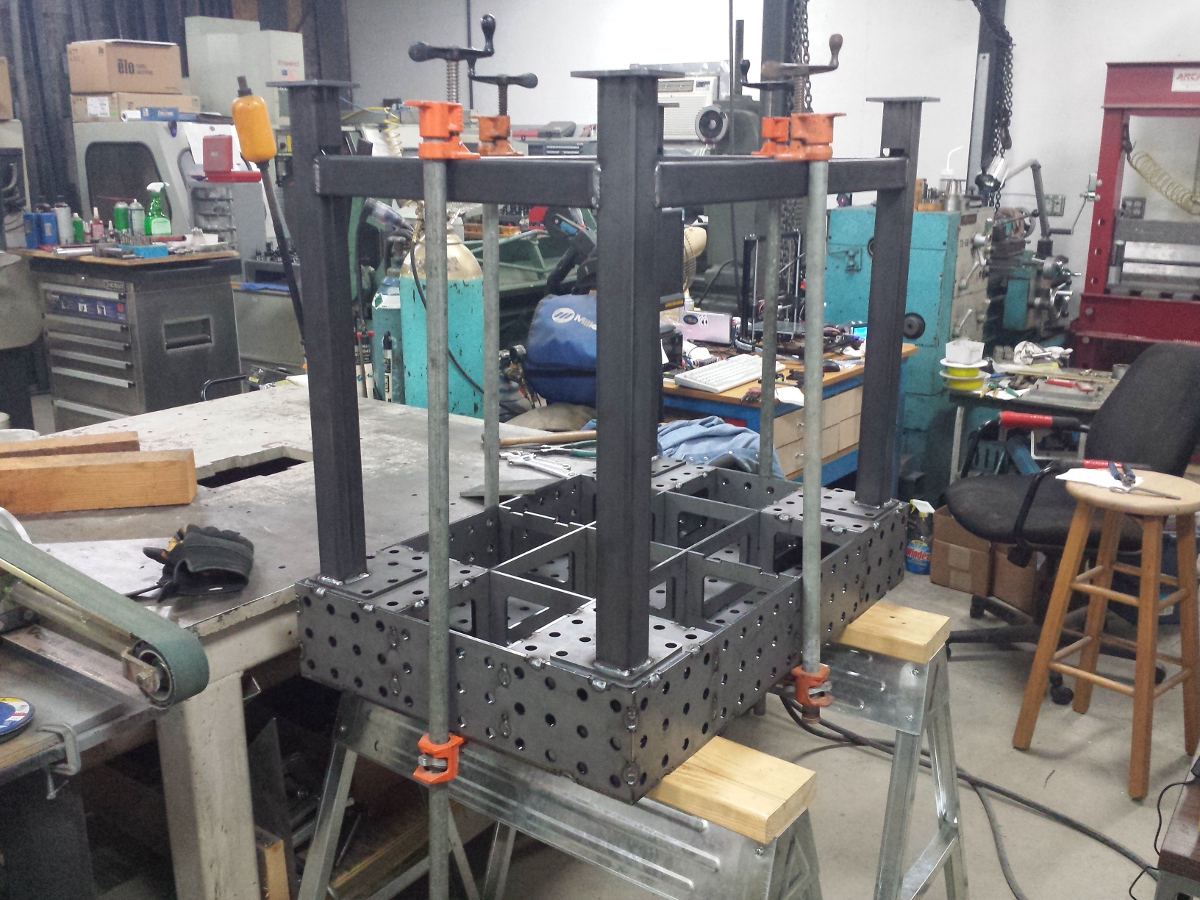
[13:45:57] * JT-Shop thinks he better put his phone in his pocket in case the 150lb table with 50lbs of clamps falls on him
[13:46:27] <linux_vampire> WOW
[13:48:04] <JT-Shop> I'll take my beer back now, nothing happened but the table moving up to the big table
[13:49:02] <Tom_L> get your new weld table in?
[13:49:19] <JT-Shop> http://gnipsel.com/images/weld-table/weld-table-09.jpg
[13:49:25] <JT-Shop> http://gnipsel.com/images/weld-table/
[13:50:06] <Tom_L> looks like an erector set
[13:50:28] <andypugh> I was thinking that one of those might make a decent router base.
[13:50:54] <JT-Shop> it is very flat and very square
[13:51:11] <linux_vampire> solved
[13:51:24] <JT-Shop> YEA
[13:51:31] <linux_vampire> I was parport.0
[13:51:48] <linux_vampire> it*
[13:51:48] <andypugh> How many do you have?
[13:52:07] <linux_vampire> I change it 1
[13:52:19] <linux_vampire> i have 2 parallel ports
[13:54:10] <linux_vampire> how do i get a "finish" signal?
[13:57:53] <linux_vampire> something like, when the g-code is done, send signal on one of the pins for 1 sec.
[14:02:25] <linux_vampire> there is a way to tell linux cnc to ignore the limit on the 4th axis?
[14:03:42] <JT-Shop> halui.program.is-idle bit out
[14:03:43] <JT-Shop> status pin telling that no program is running
[14:03:54] <JT-Shop> halui.program.is-running bit out
[14:03:54] <JT-Shop> status pin telling that a program is running
[14:05:47] <linux_vampire> on mach3 i just use M code at the end of the file that send a signal for 1 sec to pin 17 in the lpt
[14:05:52] <Tom_L> halui.operator.is.onbreak
[14:06:24] <andypugh> linux_vampire: You could use an M-code in LinuxCNC
[14:07:00] <linux_vampire> but it's not the right way to do it..
[14:07:13] <andypugh> http://linuxcnc.org/docs/2.7/html/gcode/m-code.html#mcode:m100-m199
[14:08:25] <linux_vampire> maybe I can add it to the regular m30?
[14:08:35] <andypugh> No, you should probbaly use halui.program.is-idle and a
http://linuxcnc.org/docs/2.7/html/man/man9/edge.9.html
[14:10:22] <linux_vampire> I'm trying with the show thing
[14:11:48] <linux_vampire> i can't click on "halui"
[14:29:12] <linux_vampire> on the M code page on the linux cnc guide there is no info about the location that you should put the Mcodes scrips
[14:29:21] <linux_vampire> scripts*
[14:43:28] <JT-Shop> yes it does have a link for where to put them
[14:45:25] <JT-Shop> and being able to have that link is why I combined all the different docs into one pdf
[14:51:01] <linux_vampire> here?
[14:51:14] <linux_vampire> USER_M_PATH = ../../nc_files/ngcgui_lib/mfiles
[14:51:50] <linux_vampire> that is basically here?
[14:54:15] <JT-Shop> I usually put m1xx in the user m path yes
[14:54:32] <JT-Shop> dunno why you want to bury it that deep
[14:55:05] <JT-Shop> I use /linuxcnc/mcodes
[14:55:25] <linux_vampire> it's not working
[14:55:37] <JT-Shop> and /linuxcnc/subroutines for ngcgui subs
[14:55:42] <linux_vampire> this is what I did in the ini file
[14:55:58] <linux_vampire> USER_M_PATH = /home/berta/linuxcnc/configs/Berta/Mcodes
[14:56:18] <JT-Shop> in the file manager right click in Mcodes and say open in terminal
[14:56:47] <linux_vampire> and I have a file name M102 in that Mcodes folder
[14:57:02] <JT-Shop> open a terminal in Mcodes
[14:57:15] <linux_vampire> I reopen linux cnc, home all the axes, and type M102
[14:57:26] <JT-Shop> open a terminal in Mcodes
[14:57:35] <linux_vampire> ant it say unknown m code use
[14:57:40] <linux_vampire> i'm there
[14:57:48] <JT-Shop> type in pwd
[14:57:57] <JT-Shop> that is the full path to that directory
[14:58:02] <linux_vampire> I know
[14:58:31] <JT-Shop> just making sure because I don't know what it is
[14:59:23] <JT-Shop> do you get an error when you try to run M102?
[14:59:36] <linux_vampire> yes
[14:59:42] <JT-Shop> what is the error?
[15:00:06] <linux_vampire> http://i.imgur.com/rnBL4y6.png
[15:00:17] <linux_vampire> all in one screenshot
[15:00:30] <JT-Shop> I'm running low on bandwidth already this month
[15:00:38] <JT-Shop> no images please
[15:00:59] <linux_vampire> ok..
[15:01:18] <linux_vampire> the path is correct (copy from pwd)
[15:02:43] <JT-Shop> always good to get the path that way to avoid typos
[15:03:51] <linux_vampire> /home/berta/linuxcnc/configs/Berta/Mcodes
[15:04:00] <linux_vampire> /home/berta/linuxcnc/configs/Berta/Mcodes
[15:04:21] <linux_vampire> for my eyes it look identical
[15:04:57] <linux_vampire> I think is a bug
[15:05:32] <linux_vampire> it's under the [RS274NGC] section in the ini
[15:05:55] <JT-Shop> what error do you get when you type M102 in the MDI window
[15:06:06] <JT-Shop> no bug, M1xx works fine
[15:06:36] <linux_vampire> http://paste.debian.net/893732/
[15:06:42] <linux_vampire> this is the ini
[15:06:51] <linux_vampire> ant it say unknown m code use
[15:07:15] <linux_vampire> ant it say "unknown m code use: M102"
[15:07:50] <JT-Shop> the reason for that error is explained very well in the documents
http://linuxcnc.org/docs/2.7/html/gcode/m-code.html#mcode:m100-m199
[15:08:47] <linux_vampire> that?
[15:08:59] <linux_vampire> After creating a new M1nn file you must restart the GUI so it is aware of the new file, otherwise you will get an Unkown m code error.
[15:09:44] <JT-i3> read down a bit for the list of reasons for that error
[15:10:02] <linux_vampire> it happen even after reopen linux cnc
[15:10:41] <JT-i3> read down a bit for the list of reasons for that error
[15:10:54] <linux_vampire> chmod
[15:13:00] <linux_vampire> ok..
[15:13:18] <linux_vampire> now i'm not getting the error..
[15:13:35] <linux_vampire> but the command not doing anything
[15:17:54] <linux_vampire> Thank you!!
[15:18:02] <linux_vampire> it work!
[15:18:07] <JT-Shop> YEA
[15:19:03] <linux_vampire> why I need to home the machine all the time??
[15:19:27] <linux_vampire> it can't save it??
[15:19:58] <jdh> disable homing requirement
[15:20:24] <jdh> JT: how many hours have you spent on docs and tutorials?
[15:20:42] <Deejay> i think JT wrote them. all of them ;)
[15:20:55] <_methods> if only people would read them..........
[15:21:09] <jdh> ^^^
[15:21:25] <linux_vampire> on mach3 it save the last coordinates
[15:22:13] <linux_vampire> it is very important for me because I'm working on the same job in several parts.
[15:22:25] <jdh> hiw does it know what you did while it was off?
[15:23:08] <linux_vampire> in mach3 it save the last position
[15:23:36] <jdh> which might be correct at startup.
[15:24:27] <jdh> set No_force_homing in traj section
[15:24:29] <linux_vampire> i can then the machine on the off 100 time, and it stay on the same position if the servo didn't get any steps.
[15:26:37] <linux_vampire> where is traj section?
[15:28:33] <_methods> http://hackerboards.com/first-apollo-lake-3-5-inch-boards-appear/
[15:29:23] <_methods> pcw_mesa: have you gotten your hands on any of these apollo lake atoms yet?
[15:29:49] <JT-Shop> jdh millions I think :)
[15:30:01] <jdh> JT: sorry.
[15:31:23] <JT-Shop> what I did first was try and fix typos, then remove duplicate sections the translate from programmer speak to redneck and lastly combine them into one fully search able document
[15:32:15] * JT-Shop goes back to welding the weld table
[15:34:08] <linux_vampire> JT-Shop, we want pics!!
[15:39:06] <JT-Shop> http://gnipsel.com/images/weld-table/
[15:46:31] <_methods> so the bottom of the fixture is open except those 4 corner pieces?
[15:50:21] <linux_vampire> plasma cut?
[15:50:52] <linux_vampire> the edges look very clean
[15:51:31] <linux_vampire> JT-Shop,
[15:55:28] <JT-Shop> laser cut
[15:55:37] <JT-Shop> _methods: yes
[15:55:38] <lowridah> laser cut steel?
[15:55:41] <lowridah> not waterjet?
[15:55:43] <JT-Shop> yea
[15:55:45] <JT-Shop> nope
[15:55:49] <lowridah> that's nuts
[15:56:01] <linux_vampire> few kw?
[15:56:09] <_methods> did they send you dxf's of it lol
[15:56:17] <_methods> if they did send them to me so i can cut myself one out
[15:56:22] <JT-Shop> no lol
[15:56:29] <lowridah> you have a co2 laser powerful enough to cut steel?
[15:56:35] <_methods> yeah lol
[15:56:36] <JT-Shop> but it's a simple design
[15:56:38] <_methods> 4000w laser
[15:57:15] <_methods> plasma and waterjet too
[15:57:29] <JT-Shop> laser is much faster than waterjet
[15:57:33] <_methods> much
[15:57:38] <JT-Shop> and more accurate than plasma
[15:57:51] <_methods> except on thicker alum
[15:57:53] <lowridah> and costs a grip times ten more than either
[15:57:59] <_methods> waterjet can get competitive
[15:58:28] <_methods> 3/8" and thicker alum waterjet is closing the gap with laser
[15:58:37] <_methods> probably 1/4" even
[15:58:59] <linux_vampire> _methods, the 4kw laser is controlled by linux cnc?
[15:59:04] <_methods> no lol
[15:59:16] <_methods> plc's and windows ce
[15:59:27] <linux_vampire> OMG
[16:00:09] <linux_vampire> you give windows ce the power to run 4kw laser??
[16:03:57] <nubcake> many companies do
[16:04:41] <nubcake> well, the hmi is running win ce mostly. the rest is usually driven by a siemens s7 or similar unit
[16:07:34] <linux_vampire> NO_FORCE_HOMING = 1 is working, but all the coordinates get reset each time that linux cnc is open
[16:08:01] <linux_vampire> so.. it not a good solution at all.
[16:08:22] <jdh> position filr
[16:08:26] <jdh> file
[16:11:19] <miss0r> This was realy a tough nut to crack. made a new cast iron chuck backplate, and installed and refurbished a new drillpress. This takes a toll on the shop. I realy realy suck at cleaning in here, so it took two days afterwards. Just finished now :)
[16:11:20] <JT-Shop> jdh: I think that is GUI dependent but may be wrong
[16:12:49] <linux_vampire> jdh, work! POSITION_FILE = position.txt
[16:12:54] <linux_vampire> thank you!
[16:13:41] <miss0r> What my shop looks like in cleaned condition, should anyone be interrested ->
http://picpaste.com/shop_1-kmgsv0tp.jpg http://picpaste.com/shop_2-iPkxO5U9.jpg
[16:15:16] <linux_vampire> Q linux cnc support math in side the Gcode?
[16:15:43] <linux_vampire> like g0 x 10+3 f100
[16:16:41] <linux_vampire> it give me bad character '+' used
[16:16:54] <cradek> [10+3]
[16:17:02] <cradek> math is done inside square brackets
[16:17:22] <linux_vampire> so g0 x [10+3] f100
[16:17:37] <cradek> http://www.linuxcnc.org/docs/html/gcode/overview.html#gcode:expressions
[16:19:28] <linux_vampire> I'm reading the same thing now :)
[16:23:42] * JT-Shop gets the medieval ballista out and notes 3 things, it's heavy, it needs paint and it's 5 O'clock
[16:23:49] <Deejay> gn8
[16:23:56] <JT-Shop> nite
[16:24:05] <JT-Shop> http://gnipsel.com/ballista/ballista.xhtml
[16:24:55] <miss0r> JT-Shop Something wrong with some of the pictures?
[16:25:44] <JT-Shop> no, it's just a form and if no photo you just get the square
[16:26:05] <miss0r> ahh. alright. looks like some killer machine :)
[16:26:08] * JT-Shop also notes that the clock in the new shop has not been changed
[16:26:36] <JT-Shop> quite fun, a neighbor said why not make one and a friend produced a truck spring...
[16:28:50] <linux_vampire> it give me strange error "linear move on line 0 would exceed joint 2's positive limit"
[16:28:51] <miss0r> A friend of mine lived next to a recycling station. as in, they shared a fence, but he had to drive a fair bit to get there. solution: build a catapult and launch your trash over the fence.... (he was damaged in the afghan war, so to him it seemed like a perfect solution). After 2 weeks, the police shut him down :)
[16:30:06] <miss0r> i'm calling it a day. 23:00 here. have a good one
[16:31:10] <linux_vampire> i can't type ant command in the mdi
[16:31:19] <linux_vampire> everything return
[16:31:25] <linux_vampire> "linear move on line 0 would exceed joint 2's positive limit"
[16:31:49] <cradek> jog down so you're within limits
[16:32:28] <linux_vampire> i jog to x 51
[16:32:40] <cradek> z
[16:32:40] <linux_vampire> then i tried g0 x50
[16:32:41] <cradek> jog *down*
[16:33:01] <cradek> joint 2 is Z
[16:33:28] <linux_vampire> okkkkkk
[16:33:31] <linux_vampire> omgg
[16:35:58] <linux_vampire> it is much more human readable to write "Z axis" then "joint 2"
[16:36:17] <cradek> that is sure true
[16:37:40] <linux_vampire> i can jog out of the borders, but not to run a commend?
[16:39:27] <linux_vampire> is there a way to disable the "limits"?
[16:39:50] <cradek> you should correctly configure the limits and correctly configure homing and then home
[16:40:05] <cradek> then you will never be able to leave the limit area, and you will not have this problem
[16:42:16] <linux_vampire> i know but for example how do you set a limit to an extruder?
[16:42:40] <linux_vampire> it push plastic out all the time.
[16:42:54] <cradek> you would set it to home wherever it is, and leave the limits unset
[16:43:02] <cradek> (they default to very large numbers)
[16:43:13] <linux_vampire> i saw 9999
[16:43:22] <cradek> 9999 is not a very large number
[16:43:28] <linux_vampire> 999 for print is not that large
[16:43:33] <cradek> especially for degrees
[16:43:37] <linux_vampire> 9999*
[16:43:39] <cradek> yes 999 is even smaller
[16:43:40] <cradek> haha
[16:44:03] <linux_vampire> i have limit switches on the machine
[16:44:11] <cradek> good!
[16:44:31] <cradek> home to them and set soft limits so you can't hit them after being homed
[16:46:00] <linux_vampire> true..
[16:46:32] <linux_vampire> but some times i'm cutting stuff that use larger area
[16:46:47] <cradek> larger than what?
[16:47:08] <linux_vampire> then the "normal travel"
[16:48:10] <cradek> I don't understand
[16:48:17] <linux_vampire> and also for prints
[16:48:19] <cradek> the limit switches should be near the limits of travel
[16:48:27] <linux_vampire> true
[16:48:55] <cradek> uh brb
[16:49:22] <linux_vampire> http://i.imgur.com/B4rVvob.png
[16:49:28] <MacGalempsy> hey everyone, I need an opinion on an encoder for the 4th axis. I found a NOS BEI 1000ppr quad encoder for $25. it has the right shaft diameter and mounting holes. the resolution ends up being 0.09°. should I go for that? or wait for something higher res?
[16:49:50] <linux_vampire> this mount is a bit larger then the machine travel
[16:50:31] <Tom_L> MacGalempsy how much accuracy do you require?
[16:50:33] <gene__> Hi all
[16:50:42] <linux_vampire> but i took the handle out to get to the maximum travel
[16:51:03] <MacGalempsy> i dont know. I think the one on there is 1024, so its not too far away.
[16:51:04] <linux_vampire> but it's not something that i'm doing all the time.
[16:51:11] <Tom_L> yeah
[16:51:25] <gene__> I have a slow opto, an EL-817. Is there any teeny little 4 pin thats faster?
[16:51:56] <gene__> its a dip mount
[16:52:16] <linux_vampire> it's important for me to have the option to disable the soft limits.
[16:53:25] <MacGalempsy> however, when I work out the formula, that is 0.0063" with a 4" radius. that seems pretty fair
[16:54:41] <linux_vampire> MacGalempsy, 1000 ppr or ppq?
[16:55:00] <MacGalempsy> that is 4000 using quad
[16:55:40] <linux_vampire> what is the maximum diameter?
[16:55:52] <MacGalempsy> 4"
[16:56:21] <MacGalempsy> it is 5v and a line level out, so it should work for the mesa 7i77
[16:56:40] <linux_vampire> 4" diameter or radius?
[16:56:55] <MacGalempsy> radius.
[16:57:15] <linux_vampire> so it's 8" diameter.
[16:58:05] <linux_vampire> 0.159512 mm per step.
[16:58:12] <MacGalempsy> its a servo
[16:58:55] <linux_vampire> or 0.00628in per 1/4000 of rev
[16:59:22] <linux_vampire> step / line / pulse / whatever
[16:59:52] <MacGalempsy> didnt I say that?
[17:00:28] <linux_vampire> anyway 150 micron is a bit low..
[17:01:50] <MacGalempsy> for a quick cheap fix, i think it should be ok
[17:02:03] <linux_vampire> I'm using the cui ones
[17:02:15] <linux_vampire> and I have 8192 per rev
[17:02:33] <linux_vampire> and they cost about 40$
[17:03:01] <MacGalempsy> if I had a 8mm shaft instead of a 1/2". then there is a 10000 count one for $50
[17:03:16] <gregcnc> did you see the bit about lag of the cui? has it been an issue?
[17:03:42] <linux_vampire> lag?
[17:03:55] <linux_vampire> http://www.digikey.com/product-detail/en/cui-inc/AMT102-V/102-1307-ND/827015
[17:04:00] <linux_vampire> that one.
[17:04:18] <linux_vampire> 23$
[17:04:23] <gregcnc> yes I have one too
[17:04:48] <linux_vampire> almost half the price i pay 2 years ago
[17:04:56] <dioz> yo
[17:05:01] <dioz> i have arrived
[17:05:15] <gregcnc> http://emc-users.narkive.com/eGUdTa8l/encoders
[17:06:28] <linux_vampire> I have ho idea what to say.
[17:06:46] <dioz> archivist:
[17:06:47] <linux_vampire> they work just perfect with th g320x
[17:07:14] <dioz> any of you guys know what a cold solder is?
[17:07:59] <linux_vampire> ultrasonic soldering
[17:08:29] <dioz> any suggestions for name brands?
[17:08:53] <linux_vampire> for metal or plastics?
[17:09:37] <dioz> aluminium
[17:12:12] <linux_vampire> I have no idea, I'm trying to disable the "soft limits" in linux cnc
[17:12:25] <dioz> not same
[17:13:28] <linux_vampire> also how many limit input i need in linux cnc? 1 3 6?
[17:13:44] <dioz> as many as you want
[17:15:08] <linux_vampire> i meant to take the signal from All the limits sensors to one input?? or i need input per axis? or 2 inputs per axis?
[17:15:23] <nubcake> n8 everyone
[17:15:46] <Tom_L> MIN_LIMIT MAX_LIMIT for each axis
[17:17:05] <linux_vampire> in mach3 i have one input per axis
[17:17:07] <Tom_L> http://linuxcnc.org/docs/2.7/html/config/ini-config.html#_axis__lt_num_gt_section
[17:17:28] <linux_vampire> and the program know to stop the axis
[17:18:07] <Tom_L> i have one on z and one on y but two on x
[17:18:26] <Tom_L> i never get limit errors
[17:20:12] <linux_vampire> and you have soft limits?
[17:20:33] <Tom_L> yes
[17:21:32] <linux_vampire> i want to disable them
[17:21:46] <BeachBumPete> thats one of the things I love about linuxCNC... My VMC has never had a limit error and I also enjoy how it sort of proofs the program to ensure it does not go beyond the limits before it allows you to run it. Kind of nice :)
[17:21:59] <dioz> archivist
[17:22:03] <JT-Shop> yep, I love soft limits
[17:23:25] <linux_vampire> but some time i need to do jobs larger then the normal travel
[17:24:08] <linux_vampire> on mach3 is just a button that you press on/off
[17:24:31] <Tom_L> why would you want your machine to travel beyond it's limits?
[17:24:38] <linux_vampire> is there something similar here?
[17:24:40] <Tom_L> that's what limits are
[17:24:50] <linux_vampire> to make larger parts
[17:25:18] <dioz> fuck man
[17:25:23] <Tom_L> that makes no sense
[17:25:28] <dioz> why aren't people here when i need them here?
[17:25:34] <BeachBumPete> hehe
[17:25:36] <Tom_L> if your trying to travel beyond what the machine can do
[17:25:41] <linux_vampire> i can take the handle off
[17:25:58] <linux_vampire> and get about 3 cm more travel
[17:26:00] <Tom_L> that's what limits are for
[17:26:03] <MacGalempsy> maybe someone drilled the holes in the wrong spots for the mechanical limits?
[17:26:14] <linux_vampire> but less rigidity
[17:26:47] <linux_vampire> no.
[17:27:06] <linux_vampire> http://i.imgur.com/B4rVvob.png
[17:27:07] <Tom_L> i can cut 4 more inches with my sherline if i hold the table up with my left hand as it travels past it's limits....
[17:27:45] <linux_vampire> there is the gib handles
[17:27:50] <Tom_L> if i let go it will fall on the floor though
[17:27:58] <linux_vampire> i can screw them out
[17:28:12] <linux_vampire> anyway.
[17:28:14] <Tom_L> better yet break the program up and move the part
[17:29:08] <linux_vampire> if mach3 with all the problems cut beautiful without any limits, i'm sure here it also can work.
[17:29:29] <linux_vampire> i just work slower, and test before the cut
[17:30:37] <BeachBumPete> why don't you make the full travel available on your machine and set the limits accordingly so you can use it when you want it. Then if the part is out of the limits you will know it before you even run the part and can make adjustments to the position of the part
[17:30:53] <CaptHindsight> BeachBumPete: do you TIG thin cold roll much?
[17:31:27] <BeachBumPete> Have not tig'd much of anything lately I need to get a bottle for the thing hehe
[17:32:06] <BeachBumPete> thin cold rolled has a bad tendency to warp tho both when you machine it as well as when you weld it.
[17:32:37] <CaptHindsight> wondering what you prefer for the electrode, Tungsten, or Ceriated or Lanthanated?
[17:32:56] <linux_vampire> <linux_vampire> and get about 3 cm more travel but less rigidity
[17:33:12] <linux_vampire> BeachBumPete, ^
[17:33:24] <CaptHindsight> or if you've even found much difference
[17:33:50] <linux_vampire> and also for prints i can't work with limits
[17:35:13] <BeachBumPete> honestly man I just used the lanthanated for most things and have not had much opportunity to do any testing of other tungstens. Most metals I tig weld I just investigate online what the recommended consumables are and purchase accordingly
[17:36:59] <BeachBumPete> linux_vampire I am not sure what machine you are using but if it is a 3 axis mill that has slightly less rigidity utilizing that additional travel it is typically only that less rigid when you actually use the part of the travel. So it should only be a concern during those situations. If it is not then I guess it would depend on the type of machine and how much rigidity is lost.
[17:38:35] <linux_vampire> i don't what to change thae machine hardware. it work like that on mach3, and now i want to get it in the same way.
[17:39:22] <linux_vampire> all i need is a button or a way to toggle the soft limits.
[17:39:42] <linux_vampire> why everything is sooo complicated with linux cnc?
[17:40:42] <BeachBumPete> you are free to do as you choose of course but I think linuxCNC is kind of designed around the system of limits both soft and hard and if you utilize those two it affords a lot of safety and a bit more peace of mind let alone the aforementioned pre proofing of the limits of the program. I remember working with mach3 and trying to position my part that barely fit inside the limits and it was a pain in the butt.
[17:41:54] <BeachBumPete> once linuxCNC is properly setup you can visually see the machining envelope and you can quickly position parts that barely fit in the envelopes extremes
[17:42:17] <Tom_L> it's not complicated, it's flexible
[17:42:37] <Tom_L> it takes a bit of reading
[17:46:41] <linux_vampire> i don't need any soft limits the hardware one are dual stages. you can run as fast as you want and it will stop the machine. but some time i want the freedom to stretch the limits if i need to.
[17:48:02] <linux_vampire> plus for 4th axis and printing you can't use soft limits
[17:52:43] <linux_vampire> ???
[17:55:17] <BeachBumPete> Hard limits= last ditch safety to stop machine before it starts destroying itself...... Soft Limits= something inside of the hard limits that defines the machining envelope and keeps your program from ever running into the hard limits...
[17:56:46] <andypugh> linux_vampire: The limits on my A-axis are set to +10E38 and -10E38. Now _that’s_ a big number.
[17:56:55] <linux_vampire> <linux_vampire> i don't need any soft limits the hardware one are DUAL STAGES
[17:57:24] <andypugh> And as for “can you do maths”. Oh yes:
http://bodgesoc.blogspot.co.uk/2016/11/cams.html
[17:57:49] <linux_vampire> DUAL mean that I have 2 stages, one send the signal to the computer, and the other stage kill the power.
[17:58:02] <linux_vampire> send*
[17:59:20] <pcw_mesa> Soft limits are smarter, they will do a controlled stop and not lose position
[17:59:52] <linux_vampire> andypugh, I can't see the point to set a limit on rotating axis.
[18:00:03] <linux_vampire> pcw_mesa, i know..
[18:00:13] <linux_vampire> this is why I want a button...
[18:00:36] <_methods> some rotabs have to unwind
[18:01:10] <andypugh> linux_vampire: All you can do is set the limits to very big numbers. Numbers so big that you can’t get there befor the heat-death of the universe are possible and valid.
[18:02:51] <linux_vampire> I'm sure there is a way to make the soft limit toggled.
[18:03:11] <linux_vampire> if mach3 can do it..
[18:04:37] <CaptHindsight> and bu then it will be too hot to do any machining :)
[18:05:29] <eeriegeek> don't you mean cold?
[18:06:03] <CaptHindsight> was thinking start death
[18:06:28] <CaptHindsight> but yeah, either way be sure to get paid in advance for that job
[18:06:51] <CaptHindsight> start/star , man I can't spell tonight
[18:10:37] <andypugh> I was bidding on a spirit level, I thought I was being extravegant at £50. It went for £155
[18:10:56] <andypugh> Though it is a _particularly_ nice spirit level.
[18:11:44] <andypugh> http://www.ebay.co.uk/itm/HILGER-amp-WATTS-TB4-8-034-Adjustable-Block-Spirit-Level-Built-in-Micrometer-amp-Case-/131989965124?_trksid=p2047675.l2557&ssPageName=STRK%3AMEDWX%3AIT&nma=true&si=KwulmQE9GOUAokJXVsGWo2ZRHeY%253D&orig_cvip=true&rt=nc
[18:24:08] <MacGalempsy> that is pretty sweet
[18:25:14] <CaptHindsight> BeachBumPete: I've been doing overhead TIG on ~0.035" cold roll
[18:25:30] <CaptHindsight> not fun, there should be a machine that does this
[18:26:00] <JT-Shop> http://gnipsel.com/images/weld-table/weld-table-18.jpg
[18:26:05] * JT-Shop calls it a night
[18:26:09] <andypugh> One of my (many) next projects is going to be to convert a nice old aluminium guitar pedal into a TIG pedal.
[18:26:36] <JT-Shop> cool
[18:26:37] <BeachBumPete> why would you do over head Tig welding on that thin sheet metal? are you fusion welding it?
[18:26:40] <CaptHindsight> welding a welding table
[18:26:51] <JT-Shop> lol aye
[18:27:08] <CaptHindsight> BeachBumPete: I don't have a hamster wheel to roll the car over
[18:27:20] <JT-Shop> I just have the two wings to go
[18:27:23] <BeachBumPete> BRB gotta eat dinner
[18:27:35] <JT-Shop> well I have to get it upright first lol
[18:27:41] <CaptHindsight> JT-Shop: how much for one 4 x 8?
[18:27:54] <JT-Shop> tab and slot
[18:28:06] <JT-Shop> or certiflat will find them
[18:28:21] <JT-Shop> this will be 36 x 48 with the wings
[18:28:48] <CaptHindsight> I saw a few around here on CL for ~$1K
[18:29:08] <JT-Shop> I'm impressed with it so far
[18:29:43] <JT-Shop> I got 24x36, 12x36 wings, legs and casters
[18:29:58] <JT-Shop> 24x36 is the biggest UPS will carry at 149lbs
[18:31:22] <CaptHindsight> did you machine the holes in the plate or buy them?
[18:32:30] <JT-Shop> it's laser cut
[18:32:35] <JT-Shop> ot
[18:32:39] <JT-Shop> it's a kit
[18:32:54] <JT-Shop> http://gnipsel.com/images/weld-table/weld-table-01.jpg
[18:33:20] <CaptHindsight> ahh, preground to some flatness as well?
[18:33:20] <JT-Shop> http://gnipsel.com/images/weld-table/weld-table-02.jpg
[18:33:35] <JT-Shop> http://gnipsel.com/images/weld-table/weld-table-04.jpg
[18:33:37] <CaptHindsight> who sells those?
[18:33:55] <JT-Shop> certiflat tab and slot
[18:34:25] <JT-Shop> https://weldtables.com/
[18:34:58] <andypugh> I am pretty impressed with the design.
[18:35:09] <JT-Shop> as am I
[18:35:31] <JT-Shop> it's remarkably flat and true
[18:36:16] <JT-Shop> http://gnipsel.com/images/weld-table/weld-table-11.jpg
[18:36:32] <JT-Shop> final setup before tacking
[18:36:53] <JT-Shop> kind of important to do it like that so it is square and true
[18:38:22] <JT-Shop> say goodnight Gracie
[18:38:39] <CaptHindsight> lots of the tables I've looked at look like they used as extra armor on target vehicles
[18:39:09] <CaptHindsight> thick, heavy but not flat
[19:10:02] <andypugh> Looks like scrap from a very under-optimised coin making factory.
[19:12:20] <malcom2073_> lol
[19:15:26] <CaptHindsight> really really dumb counterfeiters
[19:17:33] <CaptHindsight> I've avoided watching any newslike programs today
[19:17:59] <linux_vampire> andypugh, lol
[19:18:05] <CaptHindsight> I have a feeling that the drama will not be over today
[19:18:07] <lowridah> my dad's welding tables are like that, but he just makes art
[19:18:40] <CaptHindsight> might as well just pour a concrete slab
[19:19:24] <CaptHindsight> maybe add a 1/8" plate for magnets
[19:20:04] <CaptHindsight> you really want the holes to clamp things
[19:27:03] <CaptHindsight> lowridah: kinetic sculpture?
[19:32:41] <lowridah> some
[19:33:08] <lowridah> mostly static stuff, gmaw welded, almost all using turn of the century NOS from various mills and whatnot that have gone tits up
[19:33:55] <lowridah> http://ironbender.indiemade.com/sites/ironbender.indiemade.com/files/imagecache/node-gallery-display/art_005.jpg?th=underscore_resp&bg=dcf5ea
[19:33:59] <lowridah> 'put a handle on it'
[19:35:12] <lowridah> this is my fav thing he ever made though, a giant gear table with 1904 gears
[19:35:13] <lowridah> http://media.bizj.us/view/img/70471/citizen-conference-table-custom-1000*750.png
[19:35:51] <CaptHindsight> I like the table!
[19:37:32] <CaptHindsight> years ago I wanted to make sofas and large pieces from aircraft, jet engine, turbine scrap
[19:38:05] <lowridah> boeing used to have a public surplus store that'd have been great for that
[19:38:09] <lowridah> but they closed it ~10 years ago
[19:39:27] <CaptHindsight> yeah, Boeing was a customer back then
[19:39:41] <zeeshan> whod you guys vote for
[19:39:42] <zeeshan> :D
[19:39:50] <Tom_L> yeah they had a boeing surplus here
[19:39:54] <Tom_L> not anymore
[19:39:57] <CaptHindsight> whats that table weigh?
[19:40:04] <Tom_L> zeeshan not for you
[19:40:11] <zeeshan> tell me!
[19:40:36] <eeriegeek> I voted for Pedro
[19:41:04] <zeeshan> hide behind your votes!
[19:41:05] <Tom_L> San Pedro?
[19:41:08] <zeeshan> :O
[19:41:11] <Tom_L> i will
[19:41:33] <zeeshan> i voted for hilary
[19:42:03] <Tom_L> sounds alot like hitler
[19:42:13] <Tom_L> he was a criminal too
[19:42:23] <Tom_L> so crazy or criminal?
[19:43:34] <BeachBumPete> I thought you were canadian?
[19:43:54] <CaptHindsight> they get to vote twice
[19:44:19] <Tom_L> yeah and neither one counts
[19:44:56] <BeachBumPete> good :)
[19:45:19] <Tom_L> if you're from mexico it counts though
[19:46:02] <BeachBumPete> only if you're an illegal
[19:46:43] <dioz> archivist:
[19:47:11] <dioz> i voted twice for trump
[19:47:21] <zeeshan> dual citizenship
[19:47:22] <zeeshan> duh
[19:47:47] <dioz> my father died and for some strange reason they still send him stuff to vote
[19:47:53] <dioz> and i still have his ID
[19:48:03] <dioz> we look alike
[19:48:10] <zeeshan> sounds very illegal
[19:48:22] <dioz> it's how us yankee doodles do
[19:49:28] <dioz> zeeshan: you know anything about ultrasonic "soldering" ?
[19:49:46] <zeeshan> nope
[19:49:58] <Tom_L> i bet google does
[19:50:03] <dioz> Tom_L: you're wrong
[19:50:07] <zeeshan> google is useless
[19:50:10] <zeeshan> sometimes
[19:50:10] <dioz> google actually doesn't seem to have that much information on it
[19:50:16] <zeeshan> im trying to find stuff on stress-strain stars
[19:50:20] <zeeshan> and i keep getting crap results
[19:50:24] <dioz> ^
[19:56:06] <gregcnc> what is a stress strain star?
[19:56:34] <dioz> exactly gregcnc
[19:56:48] <zeeshan> google doesnt know everything
[19:56:52] <zeeshan> that is all :P
[19:57:08] <gregcnc> i'm not asking if google knows
[19:57:59] <zeeshan> http://i.imgur.com/jRwxN2P.png
[19:58:06] <zeeshan> honestly, trying to figure it out myself
[19:58:36] <zeeshan> oh shit
[19:58:41] <zeeshan> 60-44 trump
[19:59:06] <zeeshan> nm
[19:59:13] <zeeshan> 68-66 clinton
[19:59:42] <gregcnc> are we doing shots every time they announce a state?
[19:59:50] <zeeshan> its crazy how ca counts for 55 electoral vote
[20:00:06] <zeeshan> goes to show how ca is pretty much most of usa's economy
[20:00:06] <zeeshan> ;p
[20:00:48] <_methods> only if it comes down to hanging chads
[20:01:30] <zeeshan> im so happy
[20:01:34] <zeeshan> i sold most of my fanuc crap
[20:01:56] <zeeshan> can buy vfd!
[20:02:57] <gregcnc> how big?
[20:03:26] <zeeshan> vfd?
[20:04:06] <gregcnc> yes
[20:04:51] <zeeshan> likely a 40hp 3ph hitachi l300p
[20:05:42] <gregcnc> Dang, this at home?
[20:05:51] <zeeshan> yes
[20:06:11] <dioz> archivist
[20:07:40] <zeeshan> im still thinking it' dbe better to retrofit a different motor on there
[20:07:46] <zeeshan> i personally don't think i'd ever need more than 7.5hp
[20:08:25] <gregcnc> yeah, as long as you can put up with slow acceleration
[20:08:44] <zeeshan> why slow accel
[20:10:02] <gregcnc> if you limit current. It may not be slow, slow
[20:11:50] <zeeshan> hm
[20:11:55] <zeeshan> i think ive been doing my math wrong?
[20:12:15] <gregcnc> how did you figure 7.5HP?
[20:12:35] <zeeshan> motor spec sheet says 53A for 15kW @ 4500 RPM
[20:13:00] <zeeshan> voltage on the name plate is 200V
[20:13:06] <zeeshan> i'm not sure how they're putting 15kW rating
[20:13:14] <zeeshan> when 15000/53 = 283V
[20:13:21] <zeeshan> something is fishy :P
[20:13:31] <zeeshan> gregcnc: 7.5hp is just a random number from experience
[20:13:39] <zeeshan> i've taken 1/2" doc in 4340
[20:13:44] <zeeshan> at 0.012 ipt
[20:13:47] <zeeshan> ipr
[20:13:57] <zeeshan> haven't really stalled it
[20:24:27] <gregcnc> Zeeshan is it an induction motor?
[20:24:34] <zeeshan> ya
[20:25:26] <zeeshan> fanuc ac spindle motor model 12
[20:25:52] <gregcnc> what is machine voltage?
[20:25:57] <zeeshan> 240
[20:25:59] <zeeshan> or 230
[20:26:33] <gregcnc> probably they are using the higher voltage to make full power at 4500RPM
[20:26:54] <zeeshan> http://i.imgur.com/3stpkGd.jpg
[20:27:05] <zeeshan> then it should have a dual voltage listed
[20:27:07] <zeeshan> but it doesnt
[20:31:24] <zeeshan> now im confused how it's both voltages :P
[20:31:30] <zeeshan> i only see 4 wires going to it
[20:31:32] <gregcnc> 1500RPM is normal 50Hz base speed for 4P. increasing the motor voltage is no problem as long as VFD is set properly
[20:32:07] <zeeshan> so they're going 3x faster
[20:32:10] <zeeshan> 150Hz?
[20:32:16] <gregcnc> why not
[20:32:51] <zeeshan> that makes sense
[20:32:51] <gregcnc> increasing voltage allows the motor to make more power above base frequency then it would otherwise
[20:33:45] <gregcnc> gah, than
[20:35:11] <gregcnc> the ratings are a bit odd though, as normally the power rating is at base frequency
[20:35:36] <gregcnc> and therefore base voltage
[20:36:02] <zeeshan> one thing at a time :P
[20:36:52] <gregcnc> anyway 15kW is 20HP
[20:37:02] <zeeshan> which means
[20:37:04] <zeeshan> i need a 30hp drive
[20:37:08] <zeeshan> cause its really not double the size
[20:37:11] <zeeshan> its 1.73x
[20:37:22] <gregcnc> single pahse in?
[20:37:24] <zeeshan> ~ 1 3/4"
[20:37:25] <zeeshan> yea
[20:37:26] <zeeshan> er
[20:37:29] <zeeshan> 1 3/4 x i mean
[20:38:10] <gregcnc> does the machine have a brake resistor?
[20:38:22] <zeeshan> no
[20:38:25] <zeeshan> it has a physically brake pad
[20:38:26] <zeeshan> :D
[20:38:31] <zeeshan> *physical
[20:39:41] <gregcnc> oh ok, not often you have to change brakes on a lathe. could be fun at the autoparts counter
[20:39:48] <zeeshan> rofl
[20:40:08] <zeeshan> "yes, i need brakes for my lathe"
[20:40:34] <zeeshan> i think its a honda civic brake pad
[20:40:35] <zeeshan> :P
[20:42:06] <zeeshan> https://www.driveswarehouse.com/sj700d-185lfuf3-1-3213
[20:42:08] <zeeshan> pretty much a no brainer
[20:51:38] <gregcnc> zeeshan any help?
http://www.engapplets.vt.edu/Mohr/java/nsfapplets/MohrCircles2-3D/Theory/theory.htm
[20:51:54] <zeeshan> no thats mohrs circle
[20:52:00] <zeeshan> haha i didnt think youd be looking
[20:52:03] <zeeshan> im still googling
[20:52:08] <zeeshan> but my efforts are futile
[20:52:11] <zeeshan> im trying to find conference papers
[20:52:12] <gregcnc> curiosity
[20:52:15] <zeeshan> or research papers
[21:02:30] <zeeshan> now im wondering
[21:02:44] <zeeshan> if when you mechanically brake on a motor that's slowing down
[21:03:16] <zeeshan> wouldn't that cause a huge spike in current?
[21:03:17] <zeeshan> er
[21:03:24] <zeeshan> =/
[21:04:04] <gregcnc> don't drive it two footed?
[21:04:31] <zeeshan> i'll prolly brake it w/ an external resistor
[21:04:37] <zeeshan> and use the caliper to hold the position for c-axis
[21:04:46] <zeeshan> "fake c-axis"
[21:05:26] <gregcnc> for braoching slots?
[21:05:48] <zeeshan> the long term goal is to throw a live tool on the turrett
[21:05:49] <zeeshan> :P
[21:06:08] <gregcnc> is it a live turret?
[21:06:49] <zeeshan> no
[21:24:42] <dioz> yo are there channel logs anywhere?
[21:24:49] <gregcnc> zlog
[21:24:52] <dioz> thnx
[21:28:30] <dioz> thnx gregcnc
[21:28:41] <dioz> found what i was looking for
[22:20:44] <Tom_L> what is that pause resume (run from line) or whatever it's called new in lcnc now?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}