Back
[02:23:41] <witnit> anyone using an eGalaxy touchscreen with RTAI kernel?
[02:33:08] <Deejay> moin
[02:36:20] <witnit> mojn!
[02:37:04] <Deejay> hi witnit :)
[02:37:13] <witnit> been well?
[02:41:48] <Deejay> little bit tired, but yes ;)
[02:42:07] <Deejay> next days is long weekend
[02:42:28] <Deejay> monday is holiday
[02:42:29] <Deejay> and you? :)
[03:02:20] <witnit> Im good, its just these projects keep piling up but my ambition isnt.
[03:09:44] <pink_vampire> hi
[03:09:55] <pink_vampire> XXCoder: ?
[03:09:59] <Deejay> hi pink
[03:10:20] <pink_vampire> hi, how are you
[03:18:03] <pink_vampire> Topy44: hi
[03:41:10] <andypugh> witnit: I am using eGalaxytouch on two machines
[03:51:04] <witnit> andypugh: I have a newer touchscreen machine Im doing and I feel Im doing something wrong. The model of the unit is K778 by flytech. Dmesg calls the screen. 5.949881] usb 1-1.2.3: Product: eGalaxTouch EXC7200-7394v1.005
[03:51:21] <witnit> Is yours similar?
[03:51:35] <andypugh> Vaguely similar
[03:51:48] <andypugh> Do you have the driver?
[03:51:53] <witnit> on wheezy?
[03:51:55] <witnit> yes
[03:52:25] <witnit> if this is them anyhow,
http://www.eeti.com.tw/drivers_Linux.html
[03:52:52] <pink_vampire> http://i.imgur.com/1u7fOJ8.png
[03:53:02] <pink_vampire> http://i.imgur.com/TA5KaAT.png
[03:53:31] <pink_vampire> http://i.imgur.com/vUmUIK7.png
[03:53:47] <andypugh> witnit: Yes, that is the one
[03:54:02] <andypugh> You probably need xinput-calibrator too
[03:54:03] <andypugh> https://wiki.ubuntu.com/Touchscreen
[03:54:17] <pink_vampire> i'm so happy now that i finished with the side mount for the main power supply
[03:55:35] <andypugh> pink_vampire: Not enough pink wires
[03:56:26] <pink_vampire> there is no even single pink wire :((
[03:57:28] <andypugh> I have lots of pink wires in mine ;-)
https://goo.gl/photos/Z8txh3fbxuz65abS7
[03:58:25] <pink_vampire> 404 wire ducts not found
[03:58:51] <andypugh> I am old-school. I like cable-lacing
[03:59:24] <pink_vampire> mmm ok..
[03:59:25] <witnit> thanks andypugh Ill have to get to this
[03:59:40] <archivist> I have pink too
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_10_14_cnc_bob/IMG_2013.JPG
[04:00:08] <archivist> random pile wiring with added twist
[04:00:29] <witnit> bah, pink is out im bringing purple back
[04:00:51] <andypugh> I like to use pink and purple because nobody makes assumptions about what those wires are.
[04:00:56] <pink_vampire> O_o o_O
[04:01:05] <witnit> he tricky
[04:01:51] <pink_vampire> i have 8 colors
[04:02:03] <witnit> "Do I cut the pink wire or the purple wire?!" "I'm not trained for this!"
[04:02:26] <pink_vampire> hehe lol
[04:03:23] <witnit> Im not very good with keeping enclosures neat, Im thinking about getting those wire chases with the holes in them to help me line things up
[04:03:40] <archivist> we wired our raft with red wires, because if it was the red wire it must be right
[04:03:42] <pink_vampire> why people on the reprap channel all the time think that my cnc panel is crazy large?
[04:03:54] <archivist> it is large
[04:04:07] <witnit> lets see it
[04:04:16] <andypugh> pink_vampire: Though that causes a lot less trouble than too-small
[04:04:31] <pink_vampire> witnit:
http://i.imgur.com/vUmUIK7.png
[04:05:21] <witnit> oh haha I thought you meant control panel, not the entire enclosure
[04:05:24] <witnit> nah its not big
[04:05:30] <andypugh> witnit: Look for “Panduit” if you like that slotted trunking stuff. That’s the tade name.
[04:05:45] <witnit> yeah I got a pretty big book by those guys
[04:05:56] <witnit> some interesting corner chases too
[04:06:26] <pink_vampire> i like my panel to be comfortable to work inside of it and easy for changing stuff
[04:06:52] <archivist> you are not supposed to use it as a changing room
[04:06:57] <andypugh> pink_vampire: You could just about squeeze all that into half the size, but then it would be cramped. So I would say it’s about right.
[04:07:08] <pink_vampire> archivist: LOLLLL
[04:07:38] <andypugh> I am imagining a Clark Kent sort of moment.
[04:08:16] <pink_vampire> i did try it when is was empty, and yeah i can fit inside no problem.
[04:09:24] <witnit> one thing nice is you can always add more toys to it and not have to rerun the whole box
[04:10:25] <pink_vampire> witnit: this is why all my din rails go on 80/20 T slot rails. so i can change stuff easy
[04:11:35] <witnit> that is very nice
[04:12:33] <witnit> I thought about doing some builds similar to a rackmount server
[04:12:36] <pink_vampire> even the side wire duct go on the t-slots
[04:13:05] <pink_vampire> it's also nice
[04:17:42] <witnit> I want to try this stuff, I always have problems with the wires Im working with popping back up and out of the runners whenever open them. seems like this might make it easier on me.
[04:17:45] <witnit> http://www.panduit.com/heiler/ProductImages/DDductBL72.jpg
[04:18:09] <witnit> errgg I butchered that sentence
[04:22:51] <pink_vampire> witnit: get the slotted one
[04:23:20] <pink_vampire> http://www.galco.com/get/ABB-Wire-Duct
[04:34:24] <pink_vampire> witnit:
[04:40:26] <witnit> I already use that kind though, this other stuff seems like it would help me keep the wires more tame
[04:40:46] <pink_vampire> any one know about good small machining vise
[04:41:59] <pink_vampire> i have the 5" grizzly vise and they grate but too heavy for me to lift all the time
[04:44:34] <witnit> maybe like this?
http://www.te-co.com/pdf/5axisdlyer2014.pdf
[04:47:16] <andypugh> witnit: THat’s quite thick. Could be a drawback on a smaller mill.
[04:48:00] <witnit> oh, yes I suppose that height creates leverage on the table during a cut
[04:48:37] <andypugh> It’s more than by the time you have a tool in the spindle and that vice on the table, there might not be room for the workpiece :-)
[04:48:49] <pink_vampire> whar about the screw less vise?
[04:48:54] <witnit> oh
[04:48:56] <andypugh> I have been using this style:
http://www.arceurotrade.co.uk/Catalogue/Workholding/Machine-Vices/Precision-Tool-Vices-Type-2
[04:49:32] <witnit> yeah I def dont think of those things, I couldnt imagine not having enough room vertically
[04:49:39] <andypugh> Very simple, but the pull down-and-in action seems effective.
[04:49:40] <pink_vampire> http://littlemachineshop.com/products/product_view.php?ProductID=1590
[04:50:32] <andypugh> pink_vampire: Similar to the one I have, but doesn’t look quite as nice.
[04:50:48] <andypugh> But the diagonal bolt mechanism works well.
[04:51:48] <pink_vampire> i don't like the elen screws
[04:52:03] <witnit> I used that type on my surface grinder, I wonder since the cutting pressure is lower on a desktop mill, do people ever use a magnetic top and ditch the T-slots?
[04:52:55] <andypugh> pink_vampire: I had my doubts, but it works well, and the screw is easy to replace at least.
[04:54:14] <pink_vampire> and i don't see any jaws on them..
[04:54:17] <andypugh> Unless you go for tomething like the Kurt style the “screwless” ones actually control the sliding jaw better.
[04:55:04] <andypugh> There are no soft-jaws, you are right. Hardened all round.
[04:55:53] <pink_vampire> i like my hard jaws on my Kurt style 5"
[04:56:42] <andypugh> Lift the vice one half at a time?
http://www.ebay.com/itm/Generic-3-X-6-Split-Vise-/262647898131?hash=item3d2708e013:g:W~oAAOSwrhlXTnKO
[04:57:13] <pink_vampire> on my 5" vise if the jaws get damaged over the time you can replace them.. here with the screwless, you can't
[04:57:41] <andypugh> Indeed, but the whole screwless vice costs lss than a Kurt jaw :-)
[04:57:47] <witnit> ^
[04:57:57] <pink_vampire> true
[04:58:14] <pink_vampire> any good brand for the screwless?
[04:58:59] <witnit> those little vises are super nice to have around because you can put your part in it, then place it in your kurt, then flip it 90degree or whatever and since they are square all over easy to work with
[04:59:20] <andypugh> I don’t know the US brands, but I think I would go for SHARS over LMS, as it’s also cheaper:
http://www.ebay.com/itm/SHARS-Precision-Toolmakers-Vise-3-1-4-NEW-/330717171921
[05:00:14] <pink_vampire> how i clamp them to the table??
[05:00:28] <andypugh> witnit: Talking about things to hold in the main vice, these are super-useful for flats and hexes on round parts:
http://www.arceurotrade.co.uk/Catalogue/Collets/ER-Collet-Fixtures/Stevensons-ER25-Collet-Blocks
[05:00:51] <witnit> yesh I have 5c ones they are a dream
[05:01:14] <andypugh> pink_vampire: You use hold-doen clamps into the slots round the edge
[05:01:20] <witnit> I used them very often
[05:01:32] <andypugh> (I made special clamps for mine, let me take a photo)
[05:02:12] <witnit> these are super nice to have too
http://thumbs.ebaystatic.com/images/g/w8MAAOSwr0ZXNib8/s-l225.jpg
[05:02:18] <pink_vampire> thank you andypugh
[05:02:51] <pink_vampire> witnit: for small round stock, yeah
[05:03:25] <pink_vampire> my stock in general is 2x3x0.5"
[05:03:26] <witnit> very fast when doing a production run of something, sometimes a pain to keep the shavings out tho
[05:04:30] <pink_vampire> i need to get the ice vise
[05:04:45] <pink_vampire> i can't find the price
[05:04:54] <pink_vampire> but it's supeeer coool
[05:15:44] <andypugh> pink_vampire: Vice clamp:
https://goo.gl/photos/SZNyw8ji7CJn9ZRY6
[05:16:17] <andypugh> (Uses a flexural hinge)
[05:16:40] <pink_vampire> andypugh: very nice!!!
[05:17:04] <pink_vampire> how much clamping force they have?
[05:18:13] <andypugh> More than I expected. The vice hasn’t moved yet.
[05:18:42] <andypugh> I would like at least one more vice with a key-strip to hold it square.
[05:20:57] <andypugh> But as my old LatheMill machine has now been bid up to £830 I can see I might have some more money in the toys budget :-)
[05:21:18] <pink_vampire> so, 3" of 2" kurt style will be better?
[05:21:36] <andypugh> Ideally you would have both.
[05:22:47] <andypugh> I bought my screwless vice for a specific job, and I was surprised when it developed into my default vice.
[05:26:35] <witnit> sometimes if I have to keep moving the vise around I put these down on my slots so I can just slide the vise over to it and clamp it back down
http://www.frets.com/HomeShopTech/Tooling/MillTableStop/milltablestop08.jpg
[05:26:38] <jthornton> morning
[05:26:45] <witnit> morning jthornton
[05:35:02] <witnit> this, ballscrews and emc would be a dream
http://www.ebay.com/itm/Troyke-DMT-15-rotary-table-12-X-Y-cross-slide-table-bridgeport-milling-machine-/221640311520
[05:35:41] <witnit> maybe add a trunion to it
[05:39:05] <andypugh> witnit: Looks like a good basis for one of these:
http://www.lathes.co.uk/beichle/
[05:39:13] <Deejay> mojn j.th.
[05:39:47] * XXCoder digs up from grave
[05:39:59] <XXCoder> hey why was I buried, I was just sleeping
[05:40:21] <XXCoder> I just got my 52mm clamp z block!
[05:40:35] <witnit> that is a strange machine indeed
[05:40:40] <Deejay> hi XXCoder, pink asked for you
[05:40:53] <XXCoder> I gonna install it soon and see if it fits properly, if it does, I plan to figure what system i want, then buy em
[05:41:01] <XXCoder> Deejay: I know, saw highlights log heh
[05:41:06] <Deejay> k :)
[05:41:06] <XXCoder> pink_vampire: whats up
[05:41:44] <pink_vampire> XXCoder: fine, i did the side mount plate fot the power supply
[05:41:50] <pink_vampire> for*
[05:41:56] <XXCoder> yeah it worked out?
[05:43:41] <XXCoder> got question though
[05:44:05] <XXCoder> I need to remove old clamp, it has rod bearings, anything to be aware of? like scatter balls if removed?
[05:45:26] <jthornton> usually not a problem
[05:45:35] <jthornton> may not even have any balls
[05:45:38] <XXCoder> its screw bearing thats issue?
[05:45:43] <XXCoder> screw nut
[05:46:07] <jthornton> my hot glue machine is in Cincinnati hub already
[05:46:21] <jthornton> ball nut?
[05:46:32] <XXCoder> ballscrew yeah
[05:46:52] <XXCoder> it dont look like I have to actually remove that anyway
[05:47:02] <jthornton> I was wondering
[05:47:02] <XXCoder> just unbolt top
[05:53:00] <enleth> I just realized that there is a peculiar abundance of words like "balls", "screw", "rod" or "nuts" in some very risque combinations in the machinist's vernacular
[05:54:21] <XXCoder> touch yes finger finger yes peek poke poke poke poke
[05:54:42] <XXCoder> rule 34.
[05:57:16] <jthornton> http://www.trustfm.net/hardware/3DPrinter.php?page=Calibration
[05:59:59] <jthornton> did you calculate the optimal layer height values for Z axis
[06:02:45] <XXCoder> nah I just fiddled till it worked
[06:03:13] <jthornton> what layer height do you print at?
[06:03:13] <XXCoder> basically first thing I did was rough bed adjustment, placed z switch in such way when home it lightly impacts surface
[06:03:26] <XXCoder> then I lower bed and level it, using paper
[06:03:33] <XXCoder> it should move with light reistance
[06:03:49] <XXCoder> if nothing move up, if too much move down bed
[06:03:57] <XXCoder> that seem to work fine for me
[06:05:58] <jthornton> http://www.edgetechnologyproducts.com/pro-touch-off-gage/
[06:06:12] <jthornton> I have one of those for my VMC I'll use that to level the bed
[06:06:23] <XXCoder> thats nice idea
[06:06:27] <XXCoder> I dont own one sadly.
[06:06:48] <jthornton> better than a piece of paper is a dowel
[06:06:56] <XXCoder> one of upgrade for prusa i3 you can do is add autoleveler
[06:07:06] <XXCoder> your prusa is metal frame or plastic?
[06:07:21] <jthornton> move nozzle or tool down so dowel won't pass under then slowly raise till it just passes
[06:07:30] <jthornton> metal same as yours
[06:08:02] <XXCoder> cool. you shouldnt get too much ripple
[06:08:11] <XXCoder> though be very sure its nice and square
[06:08:23] <XXCoder> my prints was all slanted, very small slant but noticable :(
[06:08:45] <jthornton> top not square?
[06:08:47] <XXCoder> I used my 123 blocks to stighten it up and it was nicely square now
[06:09:18] <XXCoder> yeah it was loose one side, causing print wobble, and it wasnt square so it was slanted 1 mm per 2 cm
[06:09:53] <XXCoder> it was tight so dunno why it got loose
[06:12:38] <jthornton> gremlins
[06:12:46] <XXCoder> probably. lol
[06:12:50] <pink_vampire> XXCoder:
http://i.imgur.com/1u7fOJ8.png
[06:13:04] <pink_vampire> http://i.imgur.com/TA5KaAT.png
[06:13:21] <pink_vampire> http://i.imgur.com/vUmUIK7.png
[06:14:39] <jdh> I like the hair clip wire guide
[06:14:55] <XXCoder> working on it eh
[06:14:58] <XXCoder> nice
[06:20:35] <XXCoder> jthornton: just trying to figure how rto attach autoleveler lol
[06:20:39] <XXCoder> save bunch time
[06:27:56] <jthornton> what does the auto leveler do?
[06:28:01] <jthornton> a probe?
[06:28:09] <XXCoder> basically, its induction sensor
[06:28:15] <XXCoder> its on printer head
[06:28:18] <jthornton> ah
[06:28:29] <XXCoder> it will lower and detect points - 9 total
[06:28:46] <XXCoder> and adjust print plane so it will be nice and level
[06:28:57] <XXCoder> so you dont have to do very fine adjustments
[06:29:10] <XXCoder> you can probably just remove springs and do direct bolts by that time
[06:29:31] <jthornton> https://www.youtube.com/watch?v=30R_qpk--as
[06:30:55] <XXCoder> thats older revision frame
[06:31:00] <XXCoder> rods are parallel
[06:32:31] <XXCoder> its rigidness must be better than mine
[06:32:40] <XXCoder> uits printing faster. probably not ringing either
[06:32:54] <XXCoder> but same time it doesnt use springs, its much more rigid.
[06:33:13] <jthornton> yea the springs look iffy
[06:33:41] <XXCoder> its ok when you dont have autolevelr
[06:33:47] <XXCoder> but once you do have, it can be removed
[06:34:09] <jthornton> do you have an aluminum bed or glass?
[06:34:57] <XXCoder> alum sadly
[06:35:12] <XXCoder> my double duct fan keeps hitting that damned bolt
[06:35:27] <jthornton> is glass better?
[06:35:37] <jthornton> http://www.thingiverse.com/thing:182889
[06:36:12] <XXCoder> glass is better? heard some yes
[06:36:19] <XXCoder> you have glassy finish on bottom
[06:36:26] <XXCoder> abs breaks em from what some say lol
[06:36:38] <XXCoder> honestly no personal experence
[06:38:02] <XXCoder> im still waiting for those damned feet
[06:38:11] <XXCoder> once it arrives I can finally add legs to my printer
[06:38:19] <XXCoder> and make it nicely level.
[06:38:28] <XXCoder> using 90 angle support as legs sucks
[06:39:30] <XXCoder> interesting object
https://www.thingiverse.com/thing:1798758
[06:39:39] <XXCoder> useless to me as I dont care about noise
[06:41:03] <jthornton> what feet are you getting
[06:41:34] <XXCoder> oh reular bolt on ones
[06:41:46] <XXCoder> I got small 2020 extrusions 2 inch roughly
[06:41:49] <XXCoder> im tapping it
[06:43:00] <jthornton> http://www.mcmaster.com/#standard-leveling-mounts/=14e3ucj
[06:53:45] <jthornton> http://www.thingiverse.com/thing:996927
[06:55:13] <XXCoder> thats not bad
[06:55:17] <XXCoder> how is it attached
[06:55:29] <jthornton> can't tell
[06:55:33] <XXCoder> thats not compitable with my machine
[06:55:49] <jthornton> but I have SolidWorks so I can dream up anything and make a stl file
[06:55:53] <XXCoder> indeed.
[06:56:40] <XXCoder> I rather have autoprobe
[06:56:46] <XXCoder> it replaces z switch limit
[06:56:48] <jthornton> http://www.thingiverse.com/thing:1078216
[06:57:05] <XXCoder> btw it is... VERY awkwardly placed :( and it gets loose. my bed is strached due to it
[06:57:37] <jthornton> yea the limits are a bit lame imho
[06:58:57] <jthornton> I wonder why reprapers home Z the wrong way?
[06:59:15] <XXCoder> I suspect its more accurate for print on surface
[06:59:34] <XXCoder> but in case of our awesomely cheap clones the z limit is badly desigbned
[07:00:09] <jthornton> I guess you can't touch off in marlin? but you must be able to for auto level to work
[07:00:27] <jthornton> hmm much to finger out
[07:00:48] <XXCoder> finger out?
[07:00:56] <jthornton> figure out
[07:01:13] <jthornton> scratch your head while thinking
[07:01:35] <XXCoder> biggest flaw with prusa i3 2020 clone, imho, is z limit, then way it becomes loose
[07:01:57] <XXCoder> the "gantry" easly becomes loose
[07:02:13] <XXCoder> once you tighten it and strighten it, you basically cant move or touch it
[07:02:21] <XXCoder> thats why I designed this
[07:02:27] <XXCoder> http://picpaste.com/90degre-MGKpaMMb.png
[07:02:31] <XXCoder> I plan to print it
[07:02:39] <XXCoder> if it works i plan to upload model to thingverse
[07:06:29] <jthornton> get a bit of 2020 and print these
http://www.mcmaster.com/#5537t471/=14e454x
[07:06:45] <jthornton> http://www.mcmaster.com/#t-slotted-framing/=14e45ca
[07:06:50] <XXCoder> I already have those
[07:06:59] <XXCoder> just want much more stiff hold in addition to it
[07:07:02] <jthornton> and your gantry moves?
[07:07:04] <XXCoder> hence why its wider and higher
[07:07:17] <jthornton> go from top to end
[07:07:19] <XXCoder> a little, but I also want easier to align at 90 degree
[07:08:16] <jthornton> the parts that come with the kit are just tiny 90 degree connectors
[07:08:37] <jthornton> the 45's you can go from top to end and form a giant triangle
[07:09:23] <XXCoder> ahh yea
[07:09:42] <XXCoder> if its that large can just do one side I suppose.
[07:09:47] <jthornton> then the 90's only keep the bottom from moving and don't see any twisting force
[07:09:59] <jthornton> yea the back side would be fine
[07:10:20] <XXCoder> though that still means have to adjust, while that part is automically 90 degree
[07:10:29] <XXCoder> maybe it can be holder as put those on
[07:15:12] <XXCoder> lol
https://www.thingiverse.com/thing:1727833
[07:15:17] <XXCoder> use it for spindle ;)
[07:15:25] <XXCoder> 27000 rpm to 1 rpm
[07:15:36] <XXCoder> probably blow that thing up :P
[07:17:11] <jthornton> lol
[07:17:23] <jthornton> some of that stuff on thingverse is funny
[07:17:32] <XXCoder> and spooky
[07:17:39] <XXCoder> look for knuckle
[07:19:56] <jthornton> gotta run and start shutting things down leaving for Georgia in a bit
[07:20:02] <XXCoder> no
[07:20:06] <XXCoder> you must stay chat with m
[07:20:12] <XXCoder> kidding heh have a good tri[
[07:22:42] <witnit> andypugh: thank you touchscreen is responsive!
[07:25:07] <XXCoder> http://3dprintingforbeginners.com/how-to-make-diy-filament-for-your-3d-printer/
[07:25:09] <XXCoder> interesting stuff
[07:27:10] <XXCoder> so expensive
http://filamaker.eu/product/filamaker-mini-xxl-shredder/
[07:40:31] <pink_vampire> XXCoder: here?
[07:40:36] <XXCoder> yeah
[07:41:29] <XXCoder> whats up
[07:41:42] <pink_vampire> sorry that i go before..
[07:42:06] <pink_vampire> i'm fine, too skinny for lifting heavy stuff.
[07:42:31] <pink_vampire> so i have no idea ho to mount the 72v power supply
[07:42:49] <nubcake> heyy
[07:42:54] <nubcake> -y
[07:43:40] <pink_vampire> hi nubcake
[07:43:57] <nubcake> does anyone here have knowledge or even documents about a prt-e750 (chinese wannabe inverter)
[07:45:44] <pink_vampire> manual?
[07:45:52] <nubcake> something like that
[07:46:11] <nubcake> the seller didn
[07:46:22] <nubcake> t provide anyything like that
[07:47:29] <pink_vampire> are you sure?
[07:47:44] <XXCoder> chinese stuff tend to be shitty on docs
[07:47:54] <XXCoder> best bet is looking and hoping someone posted info
[07:48:30] <nubcake> yes i am sure, i asked them twice to provide a manual for it (it came within the controller box of the cnc i bought) they just resent me the mach3 setting screenshots twice. even though i clarified that i do not need those but the manaual for the inverter settings
[07:48:32] <pink_vampire> any picture of it?
[07:50:04] <nubcake> i was trying to upload it, but imagebin fails to load and the other sites are overloaded with ads
[07:50:13] <XXCoder> picpaste nubcake
[07:51:08] <pink_vampire> imgur
[07:51:39] <nubcake> uploading the 1st one, can take a while since i'm on a shitty connection :(
[07:53:01] <nubcake> http://goo.gl/Xwzuuy
[07:53:45] <XXCoder> oh thought it was simple invertor
[07:53:45] <nubcake> 2nd is uploading right now
[07:54:00] <nubcake> it is simple, just packed into a case
[07:54:15] <nubcake> stepper drivers are in there with the psu aswell
[07:54:22] <pink_vampire> brb
[07:54:36] * nubcake hates his internet connection
[07:55:31] <nubcake> http://goo.gl/a807W1
[07:55:43] <nubcake> this is the actual thing
[07:56:42] <nubcake> its connected to the display on the 1st link via the flat cable
[07:57:10] <nubcake> nothing on the board itself, only thing i found is the prt-e750
[07:57:32] <nubcake> oh sigh.. i just realized the 1st image is upsidedown :D sorry bout that
[07:59:28] <XXCoder> sorry dont know much of those
[07:59:43] <nubcake> no problem, me neither :D
[08:07:14] <andypugh> pink_vampire: Hang the transfomer on a rope?
[08:08:37] <andypugh> nubcake: You need the register numbers for all the settings?
[08:09:02] <andypugh> Might be hard
[08:09:06] <nubcake> andypugh; i need every single bit of information i can get of this thing :/
[08:09:13] <andypugh> Also, it has too many wires.
[08:09:42] <nubcake> the only wires i need to know about are the 3 on the detachable green screw-connector
[08:09:49] <andypugh> Unless the ribbon cable just goes to the front panel?
[08:09:54] <nubcake> it does
[08:10:39] <nubcake> all it does is connect the display and the potentiometer used to set the spindle speed (if the selector switch is set from pc-controlled to manual)
[08:11:39] <andypugh> Basically it looks to have a common ref (COM / GND) and then the speed command is a voltage to AV1 (0 to 10V) and you get either FWD or REV by connecting either FWD or REV to COM.
[08:11:50] <nubcake> the com on the green connector is obvious, FWD's meaning forward i'm guessing, but i'm unsure on how to connect that to my Breakout board
[08:12:02] <nubcake> same for AV1
[08:12:03] <andypugh> Which Breakout
[08:12:07] <nubcake> 1-sec
[08:12:14] <archivist> pick an unused pin
[08:12:46] <nubcake> http://www.collection.archivist.info/archive/mirror/cnc/bob/$_58.JPG that one
[08:13:08] <nubcake> i connected estop as it shows on the image, GND's are obvious too
[08:13:23] <nubcake> but when it comes to the spindle and inverter connection, i'm lost
[08:14:05] <nubcake> 12-24v is what i wired to the psu (24V) so i'm left with 3 wires/connectors
[08:15:09] <archivist> only trouble is the driver wont like a 24v load, needs a transistor buffer
[08:15:27] <nubcake> which driver ?
[08:15:49] <nubcake> the one on the bob ?
[08:16:14] <archivist> yes
[08:16:43] <nubcake> uhm.. i'm not sure if i get that right
[08:16:56] <nubcake> the steppers do have their own drivers
[08:17:13] <nubcake> like shown on the image
[08:17:16] <andypugh> nubcake: Well, I am slightly lost myself as that BoB diagram is less clear than it could be.
[08:17:37] <nubcake> http://www.collection.archivist.info/archive/mirror/cnc/bob/$_57.JPG this one is similar, just has more text on it
[08:18:01] * jthornton goes mobile
[08:18:07] <jthornton> see you guys later
[08:18:11] <archivist> it has a 244/145 5v ttl driver to drive the opto in a normal stepper driver
[08:18:14] <nubcake> see you jthornton
[08:18:37] <archivist> so think ttl driver
[08:19:12] <andypugh> I am going to guess that the blue relay just makes continuity between the top two terminals on the right. (You can check that with a multimeter). Probably worth seeing what the realy state is with LinuxCNC active and not active
[08:19:18] <archivist> convert 0-5 signal to whatever the 0-x is on the vfd
[08:19:35] <nubcake> yes the top relais does exactly that, i already ychecked it
[08:19:55] <nubcake> vfd needs 0-10 i think
[08:20:23] <archivist> 0-10 for the speed yes, but the direction is what
[08:20:27] <nubcake> uploading an image of the old bob at the moment, it looked almost identical, but lacked connectors for endstops/limit switches
[08:20:56] <nubcake> the blue wire is used for direction(FWD) on the image
[08:21:03] <archivist> measure the vfd dir pin with your meter
[08:21:05] <andypugh> It isn’t clear what the 12-24V power supply terminals are for.
[08:21:14] <nubcake> oh ok
[08:21:35] <archivist> 12-24 on the bob supply switches and pwm
[08:22:01] <nubcake> http://goo.gl/VtJg64 this is the old bob
[08:22:29] * archivist cannot see google images
[08:22:46] <nubcake> its just a shortened url to picpaste
[08:23:00] <nubcake> http://picpaste.com/20160911_155301-FgiPXxez.jpg
[08:23:25] <archivist> dont bother shortening
[08:23:27] <nubcake> this is the original link, had to upload it from my mobile, don't have a usb cable or bluetooth on this machine
[08:23:43] <andypugh> archivist: Why can’t you see Google images? Is it a religious thing ;-)
[08:25:00] <archivist> no, it is terrible JS that google uses
[08:25:20] <andypugh> Ah, so even direct sharing URLS (like
https://goo.gl/photos/utuPNJCLtv6i4zRj9 ) are a problem?
[08:25:46] <archivist> they use a closure written in js, which takes more download than the image
[08:26:21] <nubcake> wow, pretty bad i guess
[08:26:34] <archivist> so I see a white screen on the google
[08:26:53] <nubcake> lynx to the rescue? :P
[08:26:57] <archivist> show page source on that page and you realise
[08:27:08] <nubcake> cant view images then.. but google yay
[08:28:11] <archivist> it is a firkin joke how bad that web page is
[08:29:06] <archivist> 1.88MB of compressed js
[08:29:16] <nubcake> lol really?
[08:29:37] <nubcake> quite huge...
[08:29:58] <nubcake> imagining what 1.88MB compressed text would equal to...
[08:32:45] <archivist> http://www.collection.archivist.info/archive/grabs/Screenshot-41.png
[08:33:08] <nubcake> "Done" :D
[08:33:22] <nubcake> browsers reply to that js crap
[08:33:26] <andypugh> archivist: That is less than useful, I agree
[08:33:54] <archivist> they should be embarrassed at how much overhead js is causing for little good
[08:34:01] <witnit> you need a card catalog for all those tab archivist :)
[08:34:18] <archivist> witnit, there's more.....
[08:34:25] <andypugh> There is a way to get the raw jpg. Add ?.jpg to the URL. So:
[08:34:26] <andypugh> https://lh3.googleusercontent.com/Jh1FvGo0x0Hpx4hyHTH6vgb9WZuxs1JK0V74RycLOKu4WFPEUukuZQAXpW0gXRaB9RjqQ82rfqHjhLeAmRbwPVSnVvQJjoZxG6zx10QnU0pz6MRqwkruBhgZyZkIhW0f3Oia99uiQOQhejlrQUcF1eczL1Mpk4NMXPEZlIpC-QH88D-a_DAyZQhnHFpuaQn2uuIh2ryMrqLy-7dxeQxGKGXDTH1bu8qDbLcUYuK0dp46eeZ-SoKP3500LAOxX05tgHJUcApwfJJ2TvSkfyV5VKCqrBASqoEIBxDhkM9Howac9Ynu342QKbEkvk4lV-4EVRmtoEUTY9QzmhddIp8ZntLpHjS-5rqKgtGZeFKN8N3LTdn8Xw9Rh8qq49uWNWKHJOzB
[08:34:26] * nubcake looks at his tabs.. breaks into laughter
[08:34:26] <andypugh> S7EBQUQ1gmOudReOhMKJS8GFxi6Ja3Oj5vQK6jVnhCC9fch7rCjeZK4Qbpml1LUn3Hw4oynyc83lyaNksyx3oaHbcSXCVTWOyPYmgkrBTY1rApaUcSIaFe5cUV1Tpordf02zgW05NXfWQ4T-f8y_p8vZuC9zcf7pCM_m5CzBepXtQitSMbgHqPVzvD6tQnlpp-nDfd28q8B4ncDlcIW8AWiZIyi_Af6tylUF8bZ9=w1752-h1314-no?.jpg
[08:35:13] <nubcake> shows a 404 for me
[08:35:22] <andypugh> Ah
[08:35:25] <archivist> a bit broken that url more than a thousand chrs
[08:35:39] <nubcake> i also tried to put the 2 texts together
[08:35:45] <nubcake> failed :(
[08:38:13] <archivist> what I find so utterly silly is "Portions of this code are from MochiKit, received by The Closure Authors under the MIT license. All other code is Copyright 2005-2009 The Closure Authors. All Rights Reserved." so another language running IN js
[08:38:40] <nubcake> awesome... not
[08:38:48] <nubcake> why would someone do that ?
[08:38:55] <witnit> andypugh: did you have to do anything special to get your egalax to autostart. Mine only seems to go when I
[08:38:55] <witnit> "sudo eGTouchD"
[08:39:20] <andypugh> Not that I recall.
[08:39:28] <witnit> strange things
[08:39:44] <andypugh> Though there might be an entry in Xorg.conf that turns it on
[08:39:52] <witnit> works great, I just have been manually givin it a push
[08:40:33] <witnit> I can even do a sudo service eGTouch start; though I cannot enable it
[08:40:41] <witnit> to autostart that is
[08:41:04] <witnit> maybe X needs to be completely loaded and this thing is done last or something
[08:48:45] <nubcake> probably flash running in js ^^
[08:49:33] <andypugh> witnit:
[08:49:35] <andypugh> andypugh@mill:/usr/lib/X11/xorg.conf.d$ ls
[08:49:36] <andypugh> 05-evdev.conf 10-synaptics.conf 10-vmmouse.conf 10-wacom.conf 99-calibration.conf
[08:50:14] <andypugh> The 99-calibration file inverts and swap the axes (because my screen needs that)
[08:50:38] <andypugh> There is a mention of a toucjcstreen in evdev
[08:51:29] <andypugh> I have nothing at all in udev
[08:52:36] <andypugh> That last sentence was wrong. Nothing in usr/lin/udev. But lts in other places
[09:13:25] <nubcake> archivist: measuring vfd to ground whilst powered on but not running? (it doesn't run yet because of the missing wiring)
[09:13:45] <nubcake> vfd against ground (idk.. my english skills pretty much suck..)
[09:13:59] <archivist> the fwd/direction pin to com
[09:14:14] <nubcake> ok, brb in a few minutes
[09:22:22] <nubcake> archivist: 12v dc
[09:23:30] <archivist> ok you need to convert the 0v digital signal from the bob to 0-12, you can use the relay contacts
[09:24:23] <archivist> I would just use a something like a uln2002 for this
[09:24:52] <archivist> or a single transistor ans a couple of resistors
[09:25:46] <archivist> the fact that a transistor inverts wont matter as you invert the signal in the hal file
[09:28:20] <archivist> cannot find a nice simple diagram at the moment
[09:28:59] <nubcake> so the bob itself won't work for that? i'm somewhat lost right now
[09:29:01] <nubcake> sorry ^^
[09:29:13] <nubcake> i mean without using additional ic's and stuff
[09:29:22] <archivist> something like
https://de.wikipedia.org/wiki/Pegelumsetzer#/media/File:Transistor_pegelumsetzer.svg
[09:29:49] <archivist> will convert the bob output to a 12v signal
[09:30:14] <archivist> dont bother fitting R2
[09:31:15] <archivist> R1 about 2k transistor almost any npn eg BC107
[09:33:37] <archivist> or connect the relay pins between com and fwd (cannot remember if pwm uses the same pin as the relay)
[09:40:10] <nubcake> doesn't connecting the relay between com and fwd just short this circuit?
[09:40:41] <archivist> yes exactly
[09:41:05] <archivist> high one direction, low the other
[09:41:09] <nubcake> oh, so the fwd expects to get a full 12v signal without any resistor or anything else?
[09:41:13] <gregcnc> https://www.youtube.com/watch?v=nNSS9Ew2tc8
[09:41:28] <archivist> it is providing the 12v
[09:42:24] <nubcake> but if i short it to com over the relais contacts, isn't the spindle missing somewhere in this wiring ? so lost right now..
[09:42:46] <nubcake> i thought the relais was just a no or nc contact
[09:42:53] <archivist> yes
[09:46:58] <nubcake> totally lost.. *sigh*
[09:47:39] <nubcake> is it just the relais-coil connector on the bob or a relais-contact ?
[09:48:32] <archivist> the contacts on the bob
[09:50:20] <MacGalempsy> good day
[09:50:24] <nubcake> Hello
[09:50:50] <MacGalempsy> making anything good yet?
[09:51:28] <nubcake> archivist: so the pin for spindle enable activates the relais-coil and the 2 connectors on the bob open/close whatever kind of switch it is?
[09:51:44] <archivist> yes
[09:51:58] <nubcake> ahh... now i'm getting closer to figuring stuff :D
[09:52:33] <archivist> you only have one though, this is why you need another pin to change direction
[09:52:56] <nubcake> archivist, i dont have to change direction, it's a crappy 1-dir machine ^^
[09:53:50] <nubcake> so on the vfd side there's something on the pcb that's detecting the open/close-switch between fwd and com and then activating the spindle?
[09:54:24] <archivist> yes, try it with a switch
[09:55:13] <nubcake> sweet, thanks for all the info (:
[10:12:36] <Denkishi> Alright you sexeh mofo's, our old as hell Clasuing 15"x54" engine lathe is now taking a dirt nap and we're on the hunt for a new beast .. What makes/models you kids like?
[10:14:47] <skunkworks> monarch?
[10:20:15] <andypugh> Denkishi: Dean Smith and Grace?
[10:20:48] <skunkworks> andypugh, still in turkey?
[10:20:49] <andypugh> Are you looking for new or old?
[10:21:01] <andypugh> skunkworks: No, I have been back for a week
[10:23:02] <skunkworks> re-assembling
http://electronicsam.com/images/matsuura/20160930_095400.jpg
[10:23:13] <Denkishi> andypugh, either atm. just getting some quotes together
[10:23:59] <andypugh> I would guess that any new manual 15x60 lathe is going to either be too expensive, or low quality
[10:24:58] <skunkworks> I should have took before pictures.. it had set in the field for probably 20 years. Very rusty. you can see the etching on the right connecting rod pin.
[10:24:59] <Denkishi> Think the newer ones are lower quality?
[10:25:44] <andypugh> Depends who you buy from
[10:26:58] <andypugh> This is probably equivalent to your old one?
http://www.colchester.co.uk/products/colchester-centre-lathes/mascot-vs2000-centre-lathe/
[10:28:16] <andypugh> Have you considered havng the old lathe refurbished? (Bed grind + new screws) ?
[10:29:18] <andypugh> Hmm, a new Colchester isn’t quite as expensive as i had guessed:
http://www.bellmachineryltd.com/new_mastiffvs1800.htm
[10:29:37] <archivist> good old cast iron, just needs a polish
[10:30:06] <Denkishi> Well so far I have two Clasuing 15", used, and a new U.S. Industrial Machinery on the list so far.
[10:30:32] <Denkishi> $6950, 9950, 17000 heh
[10:30:47] <archivist> a regrind could be cheaper
[10:31:05] <Denkishi> Though the U.S. IM one has DRO, new 3 and 4 jaw chuck, steady rest, etc.
[10:31:07] <andypugh> This is a new Colchester 15x50
http://www.bellmachineryltd.com/new_triumph2000.htm
[10:31:36] <archivist> a month or six with hand scrapers
[10:31:52] <andypugh> (Clausings like yours were actually COlchester)
[10:32:13] <Denkishi> andypugh, the old one has a bad clutch drive shaft.
[10:32:46] <andypugh> Have you priced a replacement? (probably $750)
[10:33:18] <Denkishi> key hole are wholloed(sp?) out, baaaad chatter marks along the shaft, screw that holds the belt pully has snapped off halfway into the shaft
[10:33:27] <Denkishi> andypugh, havn'
[10:33:30] <Denkishi> blah..
[10:33:42] <Denkishi> havn't been able to find one as it's dissconntiued.
[10:34:05] <Denkishi> Also there is some other issue going on where it was kicking itself off when trying to run.
[10:34:39] <andypugh> If I was you I would consider getting a less-broken example of the exact same lathe, and stripping the old one for spares
[10:34:55] <andypugh> The advantage is that all your chucks and tooling will fit the newer lathe too.
[10:35:45] <andypugh> I am actually surprised that a Colchester Triumph is only £20,000
[10:36:07] <andypugh> It makes me suspect that it has never visited Colchester/
[10:36:21] <andypugh> Or even Keighley
[10:36:38] <Denkishi> Yeah I think the date on this one is like 1965 or something :P
[10:36:54] <archivist> since the 600 goup has gobbled up most of the makers, things have gone downhill
[10:38:02] <Denkishi> And we have another that is almost similar, just has a cutout for larger parts and the slide is oriented different. Hopfullly the drive is similar though.
[10:38:12] <Denkishi> 6530 I believe is the model
[10:39:09] <Denkishi> like this one:
http://www.practicalmachinist.com/vb/attachments/f38/21589d1270258596-my-new-old-clausing-colchester-13-master-mk-1-lathe-6525-colchester-lathe-13-x-36-process.jpg
[10:40:56] <archivist> make spares
[10:44:35] <Denkishi> http://i.imgur.com/dIo3SOs.jpg ,
http://i.imgur.com/tSbJkfl.jpg ,
http://i.imgur.com/8KnmdvC.jpg
[10:46:24] <archivist> had a hard life but looks usable
[10:48:40] <Denkishi> Well like I said, the other issue is it kicks itself off some how ...
[10:49:55] <archivist> look at the dog clutches
[11:05:52] <andypugh> That lathe looks identical to a Colchester Student Mk1
[11:06:06] <andypugh> But I guess is one size up
[11:07:25] <DaViruz> anyone have any waterjet experience?
[11:07:30] <DaViruz> linuxcnc or otherwise
[11:08:11] <DaViruz> i'm in the process of retrofitting an old machine. for some reason every axis has very whimpy steppers. feels a bit strange
[11:08:55] <DaViruz> not that there are any cutting forces or high speeds involved, but i don't see why they'd skimp on the axis motors when the machine is quite expensive anyway
[11:09:32] <archivist> if very old have the magnets in the motors begun to fail
[11:09:50] <DaViruz> it runs fairly well with the old controller
[11:10:05] <DaViruz> i think the old stepper drivers are more of an issue
[11:10:26] <CaptHindsight> DaViruz: did you find a Z axis?
[11:10:38] <DaViruz> CaptHindsight: yeah i'm going with one of the aliexpress ones
[11:10:48] <DaViruz> i found a swedish bellows supplier as well
[11:11:21] <DaViruz> now i just have to invent a height sensor for the automatic height control
[11:11:47] <CaptHindsight> DaViruz: never underestimate the power of cheapskates :)
[11:12:28] <DaViruz> the guy also have a 3kW laser cutter
[11:12:31] <DaViruz> it's quite a monster
[11:12:49] <DaViruz> the laser tube is huuge
[11:13:07] <DaViruz> and the rapids are crazy fast
[11:14:45] * SpeedEvil ponders directing a 1000W LASER through a waterjet.
[11:15:04] <SpeedEvil> Cool, but probably useless
[11:15:47] <DaViruz> im quite jelous of his machines. though i don't really need to be since he'll pretty much cut anything i want for free
[11:16:19] <andypugh> SpeedEvil: The laser would melt that abrasive, making it ineffectve, and the water would cool the cut so the laser didn’t work.
[11:16:25] <andypugh> Or possibly not.
[11:16:38] <SpeedEvil> I was assuming no abrasive
[11:16:58] <SpeedEvil> Though I'm having trouble coming up with something it would cut effectively.
[11:17:02] <DaViruz> i think the water will absorb a lot of the beam before it hits the material
[11:17:07] <SpeedEvil> As the water would obviously cool.
[11:17:11] <DaViruz> you'd basically get a heated pressure washer
[11:17:13] <SpeedEvil> for CO2, yes
[11:17:16] <DaViruz> which might be useful :P
[11:17:20] <SpeedEvil> not for other wavelengths
[11:17:20] <Erant> The water flw
[11:17:29] <Erant> flow* is quite turbulent though, so...
[11:17:42] <SpeedEvil> Erant: yeah - practically it wouldn't work for many reasons.
[11:17:50] <SpeedEvil> https://xkcd.com/1681/ - :)
[11:17:53] <SpeedEvil> sort-of-not-related
[11:18:14] <Erant> Haha
[11:18:58] <Erant> Patents are horrible, yet great at the same time.
[11:19:20] <SpeedEvil> I have an awesome tip for avoiding patents.
[11:19:29] <Erant> Obviously they can be tools of evil... But on the other hand, I get pretty pictures of this anti-backlash nut I want to make :)
[11:19:34] <SpeedEvil> Have a 17 year delay between your todo list input and output
[11:19:38] <Erant> (Plus a description!)
[11:20:40] <Erant> (
http://www.freepatentsonline.com/5839321.pdf fwiw. Actually wondering if someone else has built something like this.)
[11:21:12] <CaptHindsight> SpeedEvil: overlapping patents is how they get around the get arounders
[11:21:34] <SpeedEvil> yeah - I know
[11:21:58] <SpeedEvil> My latest best idea on patent reform is to shoot every third person applying for a patent.
[11:22:02] <DaViruz> i think that'd get rid of backlash when stationary, but you'd still get backlash when changing direction? or rather springy backlash
[11:22:14] <DaViruz> though i just glanzed over it very briefly
[11:22:16] <SpeedEvil> To discourage frivolous applications.
[11:22:21] * nubcake_ sighs*
[11:22:47] <Erant> DaViruz: The point is the cam. You're not pushing on the spring, you're pushing through the solid body (which rests on the cam)
[11:22:47] <nubcake_> relais thing didn't work for the spindle :(
[11:23:17] <Erant> So as long as you have a not-too-aggressive slope for the cam, plus some friction, you're good.
[11:23:44] <DaViruz> wouldn't it tend to "cam out" due to the friction between the screw and the nut?
[11:23:48] <nubcake_> i connected the VFD:com to the lower relais contact on the bob and the VFD:fwd to the upper one..
[11:24:12] <nubcake_> after enabling the spindle in cw dir in linuxcnc, nothing happens :/
[11:24:20] <DaViruz> i'm just thinking out loud, i may very well be wrong
[11:25:44] <nubcake_> funny thing is, i can move the steppers only, if i click the switch to turn the spindle cw, if i click stop_spindle, i cant move the steppers anymore :/
[11:27:00] <archivist> is that pin also driving the stepper enable
[11:27:02] <Erant> DaViruz: Eh, they've commercialized it. Must work somehow :P
[11:27:07] <DaViruz> oh.
[11:27:23] <Erant> Also the whole torsion spring thing
[11:27:32] <nubcake_> archivist, possibly, i dont know though
[11:27:45] <nubcake_> the spindle doesn't move at all
[11:27:53] <archivist> use a meter on the pins to see
[11:27:58] <gregcnc> the torsion spring is the key
[11:27:59] <nubcake_> brb in a sec.
[11:28:22] <nubcake_> on com and fwd ?
[11:28:26] <Erant> gregcnc: Right. I thought it was quite a clever design.
[11:28:27] <nubcake_> or which ones you mean?
[11:28:51] <archivist> the stepper enable from the bob, is that changing
[11:28:58] <nubcake_> oh, one sec.
[11:30:18] <Erant> And at $70 a nut, worth trying it myself before I buy a set.
[11:31:28] <nubcake_> nope, doesn't change, the only thing that changes is the led on the stepper driver
[11:31:46] <nubcake_> goes red when i click spindle_enable
[11:32:35] <archivist> that should not happen
[11:32:48] <nubcake_> i thought so..
[11:33:04] <archivist> you have something wired incorrectly
[11:36:54] <nubcake_> that much i figured too :D but thanks for the heads up
[11:37:43] <archivist> be careful of the relay drive, that may be a dual use pin
[11:38:04] <archivist> use another pin where that is the case
[11:39:18] <nubcake_> ok, diner's ready, be right back after
[11:44:59] <Erant> Brain. Not. Work.
[11:45:33] <Erant> Trying to figure out if instead of a cam I can just do a fine pitch thread (like, 60-100TPI) instead. But brain no workie.
[11:45:36] <Erant> Time for a whiteboard.
[11:46:06] <archivist> do do what
[11:48:48] <Erant> archivist: For the anti-backlash nut I linked above. It uses a cam and a torsion spring to adjust the second half nut. Advances it when there's no tension on the second half nut to adjust for wear. The cam is hard to cut for me (no 4th axis), but a thread I can do easily.
[11:49:16] <Erant> (And the cam's a high friction material to make sure it doesn't slip back under load)
[11:51:20] <Erant> So I was figuring, I have a fairly fine pitch leadscrew (0.05" pitch), I can get away with an adjustability range of like... 25-50% of the pitch. So if instead of a cam I do a 40-80TPI thread in aluminum, I might be OK. But I need to draw it out to see if I'm not accidentally moving the backlash to THAT thread then.
[11:51:51] <archivist> crazy design, basic error in thinking if real world screw wear
[11:52:19] <Erant> archivist: It's the nut much more than the screw
[11:52:55] <archivist> the generally wear mid range, if adjusted to be tight in the mid area, they jam at the ends
[11:54:08] <Erant> I'm having a hard time seeing how something like bronze or brass would eat away that much at a hardened shaft.
[11:54:45] <archivist> its the grit and plain wear with time
[11:55:58] <Erant> Fair enough. So what's the solution? (outside of, don't use leadscrews you fuck, use ballscrews)?
[11:56:08] <archivist> my old 1940's milling machine is a good example of that sort of wear
[11:56:46] <Erant> Hmm. I obviously get it, the center of the screw is going to get like, 70% of the abuse.
[11:57:19] <archivist> more like 90+ %
[11:57:35] <Erant> I was wet fingering it :P
[11:58:01] <archivist> mine is adjustable,
[11:58:17] <Erant> It auto-adjusts on the fly?
[11:59:23] <archivist> no, manual adjust, but just tightened so much had to live with the wear in the middle
[11:59:59] <Erant> I guess something like this would be more amenable to the variability, but that design just feels wrong:
http://www.dumpstercnc.com/images/1_2-10_2_Start_ACME.jpg
[12:00:49] <archivist> with bronze and a redesign
[12:01:37] <archivist> some pro machines did use springs for backlash removal, I have two and seen others
[12:01:38] <Erant> I'd see bronze being too brittle for that sort of design.
[12:01:58] <archivist> bronze is hardly brittle
[12:02:09] <archivist> you must be thinking of brass
[12:02:52] <Erant> Huh. Weird. The internet's contradicting itself. That never happens.
[12:03:04] <archivist> hehe
[12:03:45] <archivist> ships prop and shaft, bronze
[12:04:26] <andypugh> brass is hardly brittle either
[12:04:27] <Erant> (I'll go with the majority vote here fwiw. Squishy it is)
[12:05:35] <Erant> "Bronze usually is a golden hard, brittle metal." O_o
[12:05:37] <Erant> Anyway
[12:06:21] <andypugh> Bronze is reasonably ductile, and can be very string.
[12:06:25] <andypugh> strong, even
[12:06:33] <andypugh> Trust me, I am a doctor
[12:06:40] <Erant> Trying to figure out if I should bother making the auto adjusting ones, or just say f' it and make a manually adjusted nut (which will take, oh, an hour or so).
[12:07:15] <andypugh> What machine is this on? CNC or manual?
[12:07:20] <Erant> CNC
[12:07:29] <andypugh> Put ballscrews on then
[12:07:39] <Erant> You forget my machine is a piece of shit.
[12:07:40] <archivist> I have an adjustable spanner made of bronze and a chisel (non sparking)
[12:07:57] <andypugh> archivist: Bronze or Beryllium Copper?
[12:08:05] <archivist> yes
[12:08:22] <archivist> more bronze colour actually
[12:08:26] <Erant> archivist: Huh. Spanner? Interesting choice.
[12:08:31] <Erant> Wonder why.
[12:08:37] <archivist> bomb disposal
[12:08:42] <Erant> Hehe
[12:08:52] <andypugh> I think that they have gone off of beryllium copper for tools. It is very good, but a but poisnous.
[12:09:25] <archivist> who eats their tools!
[12:09:38] <andypugh> https://www.cromwell.co.uk/shop?query=non-sparking
[12:10:30] <archivist> I know my spanner came from army surplus
[12:12:18] <archivist> hehe view source for that cromwell tools page
[12:12:29] <Tom_itx> are those wrenches plated or solid alloy?
[12:12:41] <andypugh> Solid
[12:12:43] <archivist> solid alloy
[12:12:59] <andypugh> I want some, they are pretty :-)
[12:13:13] <Tom_itx> you would just have to keep them polished
[12:13:29] <archivist> they dont corrode much
[12:13:56] <Erant> They do look very... fashionable.
[12:14:57] <Tom_itx> mmm green punches
[12:15:14] <archivist> if you really want to kill some tooling, machine some "naval brass"
[12:15:29] <Tom_itx> naw that's ok
[12:15:45] <archivist> it is not really a brass :)
[12:16:19] <Tom_itx> 60 percent copper, .75 percent tin and 39.2 percent zinc
[12:16:55] <Erant> Used for dies.
[12:17:23] <Erant> "C46400 Naval Brass is classed as naval brass and is a 60% copper 40% zinc with 1% tin alloy."
[12:17:26] <Erant> wait...
[12:18:00] <Tom_itx> they give it 101%
[12:18:05] <Tom_itx> my kinda ppl
[12:18:56] <archivist> tough as old boots, we made a clock gear out of it
[12:19:25] <Tom_itx> would a steel gear against it wear first or the naval brass?
[12:19:31] <andypugh> Significantly tougher than any boot, I would imagine.
[12:19:55] <Tom_itx> or would you even want to mesh those 2 together
[12:20:33] <andypugh> Many, many clocks have steel pinionionionions and brass wheels
[12:22:01] <IchGucksLive> hi
[12:22:16] <MacGalempsy_> :)
[12:22:22] <IchGucksLive> no rain so far badly needed for the nature
[12:22:57] <IchGucksLive> hi someone has grapped that modell ?
[12:23:00] <IchGucksLive> http://foengarage.de/3d_statue.jpg
[12:24:12] <IchGucksLive> Loetmichel_: around ?
[12:26:37] <andypugh> Hmm “Lathemacro.zip: unknown suffix — ignored"
[12:27:18] <andypugh> I wonder how I can unzip this file?
[12:27:39] <Tom_itx> try winrar?
[12:27:51] <andypugh> Sounds windowsy
[12:27:55] <Tom_itx> or 7z
[12:28:10] <Tom_itx> or post it and i can unzip and repost
[12:28:32] <andypugh> I would have expected gzip to manage it
[12:28:54] <andypugh> There is no point sending th file anywhere, I have various versions of it all over the place.
[12:28:55] <archivist> must be on something expensive or strange to not know zip
[12:29:12] <nubcake_> back
[12:29:16] <andypugh> But I just, to save walking to the machine, wget-ed it from the forums
[12:29:45] <andypugh> archivist: Linux holbrook 3.4-9-rtai-686-pae #1 SMP PREEMPT Debian 3.4.55-4linuxcnc i686 GNU/Linux
[12:30:26] <archivist> I was slightly expecting mac :)
[12:30:58] <archivist> but gzip should handle it
[12:31:21] <Erant> gzip doesn't do pkzip, iirc.
[12:31:37] <Erant> (which is what that file is)
[12:31:52] <andypugh> gzip -d doesn’t. Unzip does.
[12:31:58] <Tom_itx> http://www.techspot.com/downloads/5168-winrar-for-linux.html
[12:32:03] <Tom_itx> that should do it
[12:32:21] <Erant> I'm not clicking that. That looks like blasphemy.
[12:32:30] <andypugh> I just tried “unzip” rather than “gzip” and it worked
[12:32:31] <Tom_itx> hah
[12:33:12] <IchGucksLive> the lathemacros is this like the russion cnc club plugin from glade
[12:33:17] <Erant> Yup. PKZIP format. Very Windows-y thing. (along with RAR)
[12:34:26] <Tom_itx> winrar supports RAR, ZIP, CAB, ARJ, LZH, ACE, TAR, GZip, UUE, ISO, BZIP2, Z and 7-Zip
[12:34:53] <Erant> Uhhuh.
[12:35:14] <Tom_itx> oh the doubters
[12:35:42] <andypugh> IchGucksLive: It’s this
https://forum.linuxcnc.org/forum/41-guis/26550-lathe-macros
[12:35:45] <Erant> archivist: (fwiw: Darwin An-MBP.local 14.5.0 Darwin Kernel Version 14.5.0: Thu Jun 16 19:58:21 PDT 2016; root:xnu-2782.50.4~1/RELEASE_X86_64 x86_64) I switched 7 years ago, took a while to get used to the BSD tools rather than the GNU ones.
[12:36:06] <andypugh> IchGucksLive: Not especially Russian.
[12:37:20] <andypugh> Erant: You are a little behind on OS? Darwin iMac.local 15.6.0 Darwin Kernel Version 15.6.0: Mon Aug 29 20:21:34 PDT 2016; root:xnu-3248.60.11~1/RELEASE_X86_64 x86_64
[12:37:54] <nubcake_> so for now i figured that d001 from the vfd menu set to 1 allows modification of parameters... 0 disallows, d032 set to 0 uses manually set spindle speed, d032 set to 1 allows speed set by parallel port.
[12:38:03] <nubcake_> cant find any more info :(
[12:39:33] <andypugh> nubcake: Well, that does at least make it clear that your VFD is not a Huangyang.
[12:39:53] <andypugh> (32 is something different on those)
[12:40:05] <Erant> andypugh: Yarp. Mine doesn't take normal updates, significantly more tedious to update. I really should though.
[12:40:18] <nubcake_> andypugh, i don't even know huangyang, at work we use Lenze, Siemens, ABB and stuff like that... but those are expensive :(
[12:40:43] <andypugh> Huangyang are cheap. And eBay is full of them.
[12:40:46] <IchGucksLive> the hyanyang orig got 180 parameters the clones only 32
[12:40:51] <Erant> I blew up an ABB VFD a while back :/
[12:40:53] <nubcake_> lol
[12:41:10] <Erant> I suspect shoddy grounding.
[12:41:12] <nubcake_> Erant, how did you blow it ?
[12:41:15] <nubcake_> oh
[12:41:15] <nubcake_> :D
[12:41:21] <IchGucksLive> the cheep do run the same without al the nice featurers for powersettings
[12:42:02] <IchGucksLive> andypugh: is the file on the first page the new one
[12:42:06] <Erant> I replaced it with a Schneider Electric one, works quite well.
[12:42:33] <andypugh> IchGucksLive: Yes, I always update the one on the first page when I improve it
[12:43:23] <IchGucksLive> nubcake even on a 4euro mach BOB it workes at pwm400hz
[12:43:26] <nubcake_> oh wow... hold on a second... why does pin 14 say "spindle cw" ?
[12:43:47] <IchGucksLive> you can reverse it
[12:43:48] <nubcake_> isn't 14 something different ?
[12:44:02] <andypugh> nubcake_: Because somebody decided to put that on the silkscreen?
[12:44:06] <IchGucksLive> there ust be a signal CW or CCW bevor starting
[12:44:11] <archivist> you can decide what each pin is used for
[12:44:39] <IchGucksLive> nubcake let me grap the manal
[12:44:57] <nubcake_> 11,12,13 are XYZ home
[12:45:32] <nubcake_> 2-9 are XYZA Step/Dir
[12:45:42] <nubcake_> 1 says Spindle step
[12:45:53] <nubcake_> i guess that means spindle on?
[12:47:11] <IchGucksLive> nubcake is it that one
http://heimwerkermarkt-tretter.de/vfd_4.jpg
[12:47:44] <IchGucksLive> i woudt give 1 a spindle CW
[12:47:51] <IchGucksLive> and 16 the PWM
[12:48:04] <andypugh> IchGucksLive: Pretty sure it isn’t that one
[12:48:25] <IchGucksLive> so its a Hyanyang
[12:48:27] <nubcake_> andypugh, IchGucksLive, it's not that one
[12:48:38] <nubcake_> they didn't even provide a manual
[12:49:05] <IchGucksLive> the elcronical out is always the same
[12:49:37] <andypugh> IchGucksLive: It’s a mystery bare-board VFD
[12:50:41] <nubcake_> there must be something missing, i can manually (potentiometer) set the spindle speed..
[12:50:51] <nubcake_> must be some kind of "enable" thing
[12:51:21] <IchGucksLive> nubcake that one
http://heimwerkermarkt-tretter.de/vfd_1.jpg
[12:52:11] <IchGucksLive> nubcake did you provide the externel run parameter
[12:52:31] <nubcake_> once i set the vfd to manual speed via d032 = 1 display stays on, when set to 0 it starts blinking and goes to stop
[12:53:33] <nubcake_> shittiest connection ever... power-lan for ~50m then over another power-lan to the router
[12:53:56] <IchGucksLive> D32 is parameter managment if it blinks editing is allowed
[12:53:56] <andypugh> IchGucksLive: This is the actual VFD:
http://picpaste.com/20160911_155541-vQV14LhT.jpg
[12:54:38] <andypugh> So we have no way to know what each parameter does
[12:55:55] <IchGucksLive> that is a real cool VFD
[12:56:03] <IchGucksLive> what is the price on that
[12:56:15] <nubcake_> d032 set to 0 is spindle control via potentiometer, d032 set to 1 is via computer, d001 to 0 = no editing allowed, d001 to 1 = allowed to edit confs
[12:56:32] <nubcake_> idk, it came in that friggin chaos control box
[12:57:08] <IchGucksLive> oh its a complete china mini router at 400USD
[12:57:24] <IchGucksLive> with centronics cable
[12:57:29] <Jymmm> When it comes to welders, the "labeled" amperage is what, input or output (nominally)?
[12:57:48] <nubcake_> total for the machine + box was ~650�
[12:57:48] <nubcake_> http://goo.gl/y7mFE7
[12:57:49] <nubcake_> this is what the potentiometer is connected to
[12:58:11] <nubcake_> archivist:
http://picpaste.com/20160930_192610-WKulW7r7.jpg sorry, uploading via phone and then posting via shortener ^^
[13:00:34] <IchGucksLive> simple voltige devider
[13:01:06] <IchGucksLive> you can automate that by a homemade 1USD board to get the speed b the BOB
[13:02:11] <IchGucksLive> nubcake_: is it a 6040
[13:02:48] <CaptHindsight> who makes dual output switching power supplies with +24V and -24V at 3A or more?
[13:03:16] <IchGucksLive> Meanwell
[13:03:34] <Jymmm> ac or dc?
[13:03:36] <nubcake> IchGucksLive, it's a 3040T
[13:03:42] <nubcake> internet in the garage died
[13:03:44] <Jymmm> oh switching..
[13:03:58] <CaptHindsight> AC in 120/240
[13:05:38] <nubcake> IchGucksLive, what do you mean byy "speed b the BOB" ?
[13:06:39] <IchGucksLive> the spindle speed is easy to control by the LCNC on that board
[13:07:11] <nubcake> but how do i pass that stuff to my vfd ?
[13:08:26] <IchGucksLive> by 0-10V
[13:08:53] <nubcake> that's how it worked before i threw the old bob out
[13:09:21] <nubcake> either potentiometer or pc, 0-10V signal, either i'm missing something or the new bob doesn't have that "feature" anymore ?
[13:11:09] <IchGucksLive> the feature is only the pwm of the pin the externel board does make the trick
[13:11:15] <IchGucksLive> eighter homemade
[13:11:24] <IchGucksLive> or buy at 5USD
[13:11:43] <nubcake> depends if i need to order parts or if i have them at home
[13:12:05] <IchGucksLive> http://www.ebay.com/sch/i.html?_from=R40&_trksid=p2050601.m570.l1313.TR0.TRC0.H0.Xpwm+0-10v.TRS0&_nkw=pwm+0-10v&_sacat=0
[13:12:56] <IchGucksLive> nubcake: i can provide a eagle file
[13:13:04] <CaptHindsight> IchGucksLive: looks like Meanwell doesn't make one
[13:13:06] <nubcake> oh ok, so my vfd has AV1, but the bob does only understand pwm?
[13:13:07] <IchGucksLive> also a NGC
[13:13:25] <IchGucksLive> yes
[13:13:28] <nubcake> wow i'm slow today...
[13:13:34] <nubcake> sorry for all that trouble
[13:13:37] <Jymmm> CaptHindsight: They might have something...
http://www.acopian.com/power-supply-voltages/24-volt-power-supplies.htm?popup=negVoltModal
[13:13:43] <IchGucksLive> just unplug the potie
[13:13:52] <IchGucksLive> and plug the pwmto analog
[13:14:01] <IchGucksLive> and you are on
[13:14:13] <IchGucksLive> i use 10V with a 12V supply
[13:14:22] <andypugh> nubcake: The VFD _does_ understand PWM, that is how it offers a 0-10V output
[13:14:23] <MacGalempsy> anyone here familiar with the CAM aspect of Fusion360?
[13:14:27] <IchGucksLive> and a trimm poty to get the speed write
[13:14:30] <andypugh> MacGalempsy: Yes
[13:14:46] <andypugh> nubcake: I maens BoB, not VFD
[13:14:57] <nubcake> andypugh: ok
[13:15:08] <MacGalempsy> andypugh: I am making a name plate, but cannot get the interior of letters to machine out in simulation
[13:15:28] <MacGalempsy> using a 1/8" endmill and it should fit in the cavity
[13:15:33] <andypugh> But you need the PWM to be on the right pin, and you almost certainly need a 12V supply to the BoB for it to make the 10V from.
[13:16:02] <andypugh> MacGalempsy: Are the letters actually holes in the material ?
[13:16:22] <IchGucksLive> nubcake: and all onboard tghis item
http://www.ebay.de/itm/111925695212
[13:16:24] <MacGalempsy> yes, the are elevated
[13:16:50] <andypugh> Hmm, Fusion is all on the Cloud isn’t it?
[13:16:56] <nubcake> andypugh: the bob already has a 12v psu
[13:17:06] <MacGalempsy> basically its a rectange with a 5mm border and elevated letters
[13:17:09] <nubcake> it is connected to that on the right side-pins
[13:17:13] <IchGucksLive> andypugh: you can work offline
[13:17:16] <nubcake> http://www.collection.archivist.info/archive/mirror/cnc/bob/$_57.JPG
[13:17:18] <andypugh> It should be really easy to pass me the files to fiddle with
[13:17:21] <nubcake> the middle "textbox"
[13:18:06] <andypugh> nubcake: Are you sure your PWM is on the right pin?
[13:18:29] <andypugh> (Also right frequency, and actually being generated)
[13:18:38] <nubcake> judging by the prints on the board it is
[13:19:06] <nubcake> ground on the bottom of the right side connectors, above the pwm
[13:20:06] <andypugh> PWM on Pin 1 ?
[13:20:16] <nubcake> sec.
[13:20:32] <nubcake> http://www.collection.archivist.info/archive/mirror/cnc/bob/$_58.JPG
[13:20:50] <nubcake> on this image it says gnd and +
[13:21:04] <andypugh> No, I was asking. Are you supplying PWM from LinuxCNC to Pin 1
[13:21:14] <nubcake> oh, no
[13:21:22] <andypugh> Then it won’t work, wiil it?
[13:21:24] <nubcake> i did spindle cw on pin 1
[13:21:35] <nubcake> as it was suggested before
[13:21:41] <nubcake> didn't work, correct
[13:22:04] <andypugh> I am only guessing that PWM goes on Pin 1 after squinitng at the pictures
[13:22:20] <nubcake> probably
[13:22:31] <nubcake> but what i'm still not getting is the "display blinking"
[13:23:00] <nubcake> when set to manual speed regulation, display stays on and the led below the green "run" button is on too
[13:23:00] <nubcake> http://picpaste.com/20160929_181030-2y5IH8kn.jpg
[13:23:02] <andypugh> Step bak and work from the LinuxCNC end first.
[13:23:21] <nubcake> when set to pc it doesn't even go to green, display blinks and stays red
[13:23:32] <nubcake> i think i'm missing some pin that has to tell the bob "hey I'm a PC"
[13:23:45] <andypugh> Set up LinuxCNC with PWM on pin 1 and check that you get a variable voltage out of the 0-10V on the BoB
[13:23:47] <nubcake> so the bob/vfd says "nope"
[13:24:51] <andypugh> The BoB is completely dumb. It and the VFD don’t communicate in any way.
[13:25:35] <nubcake> hm.. crap
[13:25:49] <andypugh> Start by making sure that the LinuxCNC config is right
[13:26:10] <andypugh> Then you can make sure that LinuxCNC is sending the right signals to the VFD
[13:26:25] <andypugh> Then worry about why the VFD is not responding to those signals
[13:26:55] <nubcake> i did the linuxcnc config after this:
http://www.collection.archivist.info/archive/mirror/cnc/bob/BNotes.pdf
[13:26:59] <nubcake> all but the pwm
[13:27:21] <andypugh> When it is working all that the VFD needs ot see is a “spindle start” connection and a speed-control voltage
[13:27:24] <IchGucksLive> i woudt first check with a meter the 0-10v
[13:27:54] <nubcake> i will, but for now i'm just friggin tired and demotivated :'D
[13:28:26] <nubcake> work was stress, tried to relax by doing some work in my garage on the 3040T controls and on a smaller one.. got nothing done, frustrated, time for some beer
[13:28:31] <andypugh> nubcake: Is the 12-24V indicator LED lit?
[13:28:46] <nubcake> yes it was, i'm not in the garage anymyore
[13:28:53] <nubcake> the one on the lower right, correct ?
[13:28:58] <andypugh> Lower left
[13:29:01] <nubcake> err yup
[13:29:07] <nubcake> sorry, wrong angle photo :'D
[13:29:34] <nubcake> parallel port facing upwards it's lower left
[13:30:09] <andypugh> MacGalempsy_: Fancy some cloud collaboration?
[13:30:40] <IchGucksLive> andypugh: for my own info can the hyanyang direct use the pwm
[13:31:07] <IchGucksLive> i always use ober a EXternel PWM20-10V
[13:31:26] <IchGucksLive> that workes real fine
[13:31:30] <andypugh> IchGucksLive: I don’t know. I have always used analogue voltage or Modbus
[13:31:39] <IchGucksLive> agree
[13:32:23] <MacGalempsy_> well there goes collaboration
[13:32:29] <MacGalempsy_> ah hes back
[13:32:44] <IchGucksLive> fast beer andypugh
[13:33:16] <MacGalempsy_> i need something to drink but the wifey drank the last beer and the closest drive thru liquour store is 10 miles away
[13:33:46] <IchGucksLive> i greped one BOB from the supply heap
[13:33:55] <nubcake> MacGalempsy_: damn.. could have had some beers, but i guess that's even further awayy...
[13:33:58] <andypugh> Does is absolutely have to be a drive-through?
[13:33:58] <IchGucksLive> not unpacked
[13:34:33] <MacGalempsy_> andypugh: all liquor stores in my state are drivethry
[13:34:34] <MacGalempsy_> thru
[13:34:44] <andypugh> MacGalempsy_: Did you see the private chat?
[13:35:05] <MacGalempsy_> there is some sailor jerry though
[13:35:11] <IchGucksLive> live from the germa beer fest in munich
https://www.muenchen.tv/mediathek/video/wiesn-webcam-im-hofbraeu-festzelt/
[13:35:35] <nubcake> ^^ ich war letzes jahr dort
[13:35:37] <MacGalempsy_> part of the problem is the ramp style, so now just the A needs help
[13:35:50] <IchGucksLive> nubcake: are you in germny
[13:35:56] <nubcake> yup
[13:36:01] <IchGucksLive> ich sitz in zweibrücken
[13:36:11] <nubcake> ich weiß :)
[13:36:12] <andypugh> MacGalempsy_: So, I wnder what we do now?
[13:36:46] <andypugh> Oops. That wasn’t the button
[13:36:47] <IchGucksLive> dann frag icvh mich warumm du nicht in Pforzheim eine deutsche maschine gekauft hast für 430 euro
[13:37:09] <nubcake> die hab ich ehrlich gesagt nicht gesehen/gefunden
[13:37:41] <IchGucksLive> ok nubcake there is a fair in ouir store in Rheinmünster on8-9 oktober
[13:38:25] <IchGucksLive> nubcake:
http://webseite.sorotec.de/wir-stellen-aus/
[13:38:40] <andypugh> MacGalempsy_: If you right-click on your model in the Data sidebar, you can share a public link or start a live review.
[13:38:48] <andypugh> I don’t know what either do :-)
[13:41:33] <MacGalempsy_> this is totally new to me
[13:42:06] <IchGucksLive> im off
[13:52:28] <MacGalempsy> i really need to run a hardline to the new desk location
[13:52:37] <MacGalempsy> timeout central around here
[15:05:43] <Jymmm> CaptHindsight: Does it matter whic is X and which is Y (on the 220 side)?
[15:06:51] <Jymmm> CaptHindsight: If so, how can I tell which buss is which in the service pole?
[15:09:55] <Mac-Mill> andypugh: ok, it is up an cutting the first operation
[15:10:29] <andypugh> What is the expected run-time?
[15:10:42] <Jymmm> Mac-Mill: Have you looked at V-Groove carving?
[15:13:20] <Jymmm> Hmmm, JT aint around on any machine! lol
[15:13:50] <XXCoder> hey guys
[15:14:02] <Mac-Mill> just ran to the mailbox. let me go in the office and look at the run time
[15:14:03] <Mac-Mill> v-groove carving?
[15:14:06] <Jymmm> I wonder if he ran out of bandwidth, it's the EOM and all that =)
[15:15:06] <Jymmm> Mac-Mill:
https://i.ytimg.com/vi/BL83Bj2wRU4/maxresdefault.jpg
[15:15:18] <MacGalempsy> looks like 30 min
[15:15:30] <Jymmm> MacGalempsy:
http://www.delcam.com.tw/artcam/img/insignia/key-features/vbit-carving/vbit-carving-thumb.jpg
[15:15:59] <MacGalempsy> this is kind of like that, but in alum.
[15:16:24] <Jymmm> It works in any material =)
[15:16:59] <MacGalempsy> more so just a practice piece. watched all kinds of videos on making a forge this AM and made the material calculations on a keg casting furnace
[15:17:48] <MacGalempsy> so I can pour copper for EDM electrodes
[15:18:18] <Jymmm> MacGalempsy: This is something I did a ways back, apx 4" square
http://oi39.tinypic.com/iefmgy.jpg
[15:18:51] <MacGalempsy> that looks pretty cool
[15:19:07] <Jymmm> MacGalempsy: This is EXACTLY the same as the previous one, just inverted...
http://oi42.tinypic.com/15hft77.jpg
[15:19:35] <Jymmm> MacGalempsy: This is EXACTLY the same as the previous one, just inverted...
http://oi42.tinypic.com/15hft77.jpg
[15:21:40] <Jymmm> MacGalempsy: added another (simple) v-groove carving (scroll down)
http://imgur.com/a/toFmi
[15:22:39] <Mac-Mill> so it uses a v shaped bit?
[15:23:21] <Jymmm> MacGalempsy: Yes, I used a 90degree bit
http://www.toolstoday.com/c-387-signmaking-lettering-engraving-bits-v-groove-miter-fold-miniature-router-bits.aspx
[15:23:45] <Mac-Mill> very cool
[15:23:58] <Jymmm> Mac-Mill: Like this
http://www.rockler.com/v-groove-router-bits-1-4-inch-shank
[15:24:41] <Jymmm> Mac-Mill: 120 degree allows for shallow cuts/material, 60 degree for deep
[15:24:58] <Mac-Mill> nice. I have a couple of tapered cutters but not sure of the angle
[15:25:30] <Jymmm> Mac-Mill: Well, 90 degree is a right angle ;)
[15:27:28] <Mac-Mill> I have the first of the landcruiser knobs drawn up, but havent decided whether to buy a few pieces of copper, or make a mess with the graphite that I have in stock
[15:29:39] <Mac-Mill> Jymmm: do you sell stuff like that a craft shows?
[15:33:05] <Mac-Mill> andypugh: found a 0.015" bit in the mix of stuff!
[15:33:17] <Mac-Mill> not going to mess with that for a while
[15:34:14] <andypugh> That would be a tedios tool with my 1000rpm spindle
[15:37:04] <Mac-Mill> 0.0001 cuts
[15:38:26] <Mac-Mill> time for rum punch #4
[15:50:16] <nubcake> Mac-Mill: Cheers, beer over here
[16:04:39] <Mac-Mill> ok op 2 underway
[16:05:00] <Mac-Mill> no broken bit and its up and going
[16:10:09] <MacGalempsy> it is amazing how much more production goes on with a bottle in hand
[16:10:10] <andypugh> Did you figure out the crash warnings?
[16:10:29] <MacGalempsy> no, I just zoomed in on it and went movement by movement
[16:10:51] <MacGalempsy> the crashes appearred when the bit plunged into the pocket
[16:11:01] <MacGalempsy> so I ignored and just let it go
[16:28:23] <Nick-Shop> Got a servo with resolver that runs away on power up. What do i reverse ? Using AMD 25A20 driver
[16:30:14] <pcw_mesa> if the resolver reads the correct direction you invert the output polarity (in the hal file)
[16:34:30] <Deejay> gn8
[16:35:07] <cradek> Nick-Shop: also have tachs? it could be a velocity loop OR a position loop runaway
[16:39:06] <Nick-Shop> resolver reads correct dir.
[16:39:07] <Nick-Shop> hal X axis section axis.0.amp-enable-out change to add _not ?
[16:43:32] <pcw_mesa> If this is for a 7I49 analog output it would probably be set with OUTPUT_SCALE in the ini file
[16:44:57] <pcw_mesa> Also for a 7I49 the PWM output-type must be set to 2
[16:45:23] <Nick-Shop> I'll try the ini - you said hal
[16:49:46] <pcw_mesa> you can set it either place but the examples files set it in the ini file
[16:50:36] <XXCoder> yay!
[16:50:44] <XXCoder> 52mm z block fits my machine!
[16:50:58] <XXCoder> I have both 43mm and 52mm versions on my desk now
[16:54:16] <Nick-Shop> Stopped running away - now it just has little drag moving it by hand with power on - wont move with the + button.
[17:01:59] <Crom> running 6mm on the ar15 lower
[17:02:20] <Crom> XXCoder, Nice!
[17:02:36] <andypugh> I am starting to worry that my Cheap Chinese LatheMill might sell for more than I believe it is worth :-/
[17:03:17] <Crom> Mac-Mill, I have some 0.008" end mills... and some 0.025" if you wanna try them
[17:04:38] <Crom> andypugh, you're getting rid of one?
[17:04:52] <Crom> smile, take the money, and put it to good use
[17:05:08] <Nick-Shop> where is pin1 &2 on the 7i49 so I can verify them. ?
[17:05:37] <andypugh> Crom: Yes, I learned a lot from it. Mainly “Don’t buy cheap Chinese tools”
[17:05:53] <nubcake> ok, time to call it a night.. i'm out, cheers
[17:06:00] <Crom> knowing you it's probably better than when you got it
[17:06:01] <andypugh> Crom:
http://www.ebay.co.uk/itm/112147936210
[17:07:04] <Crom> how much did you spend on it? less than 830 pounds?
[17:08:31] <andypugh> More, probably
[17:09:05] <andypugh> The thing is, the auction has 2 days to go. I doubt any experienced bidders have even shown their hands yet
[17:09:32] <Crom> so you might make money on it..
[17:09:42] <Crom> smile, and take the money!
[17:09:46] <andypugh> I just want the space, really
[17:11:33] <andypugh> I think £1k is fair Any more than that I will start feeling awkward, especially if the winning bidder hasn’t come round to at least look at it.
[17:14:35] <MacGalempsy> on the last depth
[17:15:06] <MacGalempsy> Crom: I would probably break those too fast
[17:15:12] <MacGalempsy> would be cheaper to burn a dollar
[17:16:40] <MacGalempsy> andypugh: whats the next mill you have in mind?
[17:17:58] <MacGalempsy> wow, it comes with a playstation controller? cool
[17:18:23] <Kevin`> andypugh: did you tune it all properly? some people might be willing to pay to not have to rebuild the machine as step 0
[17:18:37] * MacGalempsy laughs
[17:21:11] <andypugh> MacGalempsy: I already have the real mill:
https://goo.gl/photos/HVhQqrdYr9SiSL9u8 and a real lathe
https://goo.gl/photos/No2r46o7AdQzFzjQ7
[17:22:42] <andypugh> MacGalempsy: The playstation controller used to work, but an OS update killed the udev.rules and I wasn’t using the Mill part of the machine then.
[17:23:34] <andypugh> The problem is that if the gamepad isn’t installed then the HAL init stage fails.
[17:23:40] <Nick-Shop> <pcw_mesa> Where is this pin1 and pin2 located?
[17:28:03] <andypugh> According to “How It’s Made” the Chevy Camaro engine is made in a “Factory covering 100 sqyare metres!” I rather suspect a faulty conversion from square feet
[17:29:00] <SpeedEvil> 100 square feet! That's impressive.
[17:29:39] <malcom2073> andypugh: I suspect that's not the only thing that show gets wrong :-P
[17:29:45] <malcom2073> But I enjoy that show never the less
[17:32:28] <MacGalempsy> https://www.flickr.com/photos/58181938@N03/29403429834/in/dateposted-public/
[17:32:33] <MacGalempsy> ok it looks good
[17:33:19] <malcom2073> Hey MacGalempsy, that looks good!
[17:33:23] <malcom2073> aluminum?
[17:34:00] <XXCoder> Crom: yeah still figuring how to control spindle though
[17:34:21] <XXCoder> pwm seem to be manual, ie you set speed and adjust if cutting speed is too low
[17:34:27] <XXCoder> I cant hear cutting sounds
[17:35:41] <andypugh> Watching the coolant might help. If you see it aerosoling from the bit, that’s bad
[17:35:48] <Crom> it's a pain to get get pwm working on the YOOCNC stuff
[17:36:15] <XXCoder> andypugh: no coolant on my tiny machoine :D
[17:36:27] <XXCoder> I read about super pid
[17:36:32] <XXCoder> looks awesome but dunno
[17:36:43] <XXCoder> virtually no info besides their own site
[17:36:50] <andypugh> Doesn’t do anything that LinuxCNC can’t do
[17:37:35] <Crom> I'm watching my end mill jump around... DC 400w don't have the best shafts of bearings
[17:37:49] <Crom> dc 400w spindles
[17:38:29] <XXCoder> article about it
http://www.kronosrobotics.com/superpid/
[17:44:36] <Crom> thinking I should have setup this cut to start with an 1/8" and start at 0 and cut to -16.2mm before running the 6mm so the top would have been clearanced
[17:45:36] <Crom> wall has a bit different profile
[17:46:36] <XXCoder> guys if I can have computer control chinese 500w spindle, what controller should I use?
[17:47:48] <andypugh> Modbus is easy
[17:47:54] <XXCoder> modbus?
[17:48:59] <XXCoder> https://en.wikipedia.org/wiki/Modbus ?
[17:51:12] <pfred1> I've heard of the Mod Squad
[17:54:37] <andypugh> XXCoder: Yes, one of thse:
http://www.ebay.co.uk/itm/CH340G-Chip-USB-to-RS485-485-Converter-Adapter-For-Win7-Linux-XP-Vista-top-/141688515398?hash=item20fd4b2b46:g:c7MAAOSwBahVdklC and this
http://linuxcnc.org/docs/2.7/html/man/man1/hy_vfd.1.html (or an alterative) is pretty easy
[17:55:13] <MacGalempsy_> malcom2073: yeah
[17:55:27] <MacGalempsy_> it was a piece of scrap from a bulk deal
[17:55:33] <malcom2073> Nice nameplate
[17:55:44] <MacGalempsy_> thanks.
[17:55:52] <XXCoder> looking
[17:56:02] <andypugh> If the VFD doesn’t have Modbus, then
http://store.mesanet.com/index.php?route=product/product&product_id=205&search=spinx1
[17:56:06] <MacGalempsy_> I need to make a few more and start going to some craft shows to make a buck or two
[17:56:16] <MacGalempsy_> maybe some letter blocks
[17:56:17] <malcom2073> People go nuts for that stuff
[17:56:41] <XXCoder> andypugh: how do spin1x know speed of spindle?
[17:57:01] <andypugh> Why does it need to know?
[17:57:20] <XXCoder> hmm question
[17:57:52] <XXCoder> those chinese spindles is speed settable?
[17:57:52] <pfred1> MacGalempsy_ what's a letter block?
[17:57:52] <MacGalempsy_> pfred1: a simple block with a single letter on it
[17:58:03] <MacGalempsy_> people use them to spell out their last names, or whatever
[17:58:05] <pfred1> oh block
[17:58:17] <pfred1> a block even
[17:58:27] <pfred1> we just call those blocks
[17:58:46] <MacGalempsy_> who are "we"?
[17:58:50] <pfred1> type blocks into google
[17:59:15] <malcom2073> Someone here made welded sheet metal letter blocks
[17:59:15] <malcom2073> I forget who
[17:59:40] <MacGalempsy_> very cool.
[18:00:34] <XXCoder> andypugh: are chinese spindle speed controllable? without feedback loop?
[18:05:55] <pfred1> feedback loop
https://www.youtube.com/watch?feature=player_detailpage&v=53JpbrxM7O0#t=40
[18:06:34] <pcw_mesa> Nick-Shop: pins 1 and 2 of which connector?
[18:09:43] <gregcnc> malcolm2073 I suspect dioz made galvanized steel letter blocks
[18:12:00] <XXCoder> andypugh: mind taking little time to explain how those works
[18:12:23] <MacGalempsy_> just got a bite on the drill press
[18:12:23] <XXCoder> my tb6560 do have pwm enable, 0-10v if I recall right
[18:13:19] <pfred1> tb6560 has a digital enable line but it is just on, or off
[18:13:53] <XXCoder> yeah? im been thinking of controller upgrade too
[18:13:54] <pfred1> it also operates at logic level too
[18:14:00] <XXCoder> just not too sure with what
[18:14:33] <pfred1> I've been hung up trying to route this board I might have to give up on it
[18:14:48] <pfred1> I thought i had it today but my latest test I don't know
[18:15:13] <pfred1> it dtill doesn't look evne to me I don't know why
[18:15:16] <pfred1> evne even
[18:15:20] <pfred1> even!
[18:15:35] <MacGalempsy_> pfred1: nice feedback loop! not very good PID tuning though
[18:15:44] <pfred1> oh it was in tune
[18:16:08] <XXCoder> joking bout that music video?
[18:16:16] <pfred1> in tune with the Universe
[18:17:37] <XXCoder> https://www.aliexpress.com/item/Free-shipping-New-CNC-Single-Axis-TB6600-0-2-5A-Two-Phase-Hybrid-Stepper-Motor-Driver/32243926785.html
[18:17:42] <XXCoder> 3 of those with BOB
[18:17:47] <pfred1> I mounted a block on my machine bed and milled it flat I'm still not getting even engraving
[18:17:55] <XXCoder> and BOB can be configured to use full PWM?
[18:18:13] <XXCoder> im still not sure what PWM can do. set direction, speed?
[18:18:41] <pfred1> drives are PWM
[18:18:49] <pfred1> that is how they control current
[18:19:19] <pfred1> based on a feedback loop even
[18:20:11] <XXCoder> https://www.aliexpress.com/item/Spindle-motor-of-300-w-52-mm-clamp-send-four-screws-power-governor-1-set-13/32341332613.html
[18:20:13] <kyle___> i should disassemble my chinese dremel ripoff and see if i can make a cnc router out of it
[18:20:35] <pfred1> sure why not?
[18:20:45] <kyle___> would be a great time-waster
[18:20:53] <kyle___> i'll laser-cut all the parts ;)
[18:20:56] <XXCoder> pfred1: can that spindle be controlled using pwm?
[18:20:57] <pfred1> absolututely
[18:21:05] <XXCoder> but it does not seem to have feedback
[18:21:08] <pfred1> what spindle?
[18:21:13] <XXCoder> linked above
[18:21:19] <pfred1> I guess any spindle could
[18:21:26] <kyle___> this dremel ripoff has speed control built in, wonder how it works
[18:21:29] <Nick001> <pcw_mesa> there is mention of pin1 and pin2 with pwm enable line - you also mentioned it and i.m still looking for them
[18:21:31] <pfred1> PWM
[18:21:50] <kyle___> put an optical encoder on it
[18:22:14] <pfred1> that should be fun at 30,000 RPM
[18:22:15] <kyle___> yep, now i'm gonna laser cut my own optical encoder
[18:22:43] <kyle___> already have some IR LEDs in the mail, just need a few IR photodiodes
[18:22:48] <kyle___> what could go wrong
[18:23:34] <XXCoder> pfred1: for a small cnc router that I want to have full cnc spindle control, speed and so on
[18:23:37] <XXCoder> whats best way to do it?
[18:23:44] <kyle___> 30,000 RPM with a binary encoder would only be 500Hz
[18:23:45] <pfred1> beats me
[18:24:09] <XXCoder> cant cant figure it too
[18:24:12] <pfred1> kyle___ yeah but yoru disc would still have to spin that fast
[18:24:14] <XXCoder> er I cant...
[18:26:05] <kyle___> eh i'll just enclose it in something so if it explodes i don't die
[18:26:17] <pfred1> run it in a vacuum
[18:26:21] <kyle___> also this marks the second time this week USPS has lost one of my packages...
[18:26:36] <kyle___> wtf.
[18:26:56] <kyle___> rip laser cutter air-assist nozzle and now IR LEDs
[18:27:19] <XXCoder> kyle___: geez
[18:27:25] <kyle___> the worst part is that i JUST complained about the carrier leaving the mailbox bank door wide open
[18:27:26] <XXCoder> they told you they lost it?
[18:27:29] <kyle___> nope.
[18:27:42] <kyle___> the delivery confirmation site says it was delivered yesterday at 10am
[18:27:45] <XXCoder> set webcam and order cheap shit
[18:27:57] <XXCoder> set wireless one inside mailbox too
[18:27:58] <kyle___> someone would probably steal the webcam too
[18:28:05] <pfred1> heh
[18:28:06] <XXCoder> wifi you get pics anyway
[18:28:15] <kyle___> unfortunately the mailbox is out of the range of my wifi
[18:28:19] <pfred1> nothing out here grabbign stuff but buzzards
[18:28:21] <XXCoder> cannenta
[18:28:26] <kyle___> lol
[18:28:38] <andypugh> XXCoder: Back. What was the question?
[18:28:39] <XXCoder> or other name pringo can
[18:28:43] <pfred1> they like what they grab real ripe
[18:28:52] <kyle___> the problem is, my mailbox is locked
[18:29:01] <XXCoder> andypugh: sure, just trying to figure how to setup system where I can control 52mm spindle
[18:29:06] <kyle___> so it's the carrier stealing shit or leaving the door unlocked
[18:29:17] <XXCoder> if not by tb6560 then can buy other controller, but unsure what is best way :(
[18:29:30] <pfred1> kyle___ what do you live in the ghetto, or somethng?
[18:29:45] <andypugh> XXCoder: Typically you just give the VFD an “on” signal and a 0-10V variable speed signal
[18:29:48] <kyle___> well my rent is $2,388/month
[18:29:49] <kyle___> you tell me
[18:29:54] <kyle___> o wait
[18:30:12] <XXCoder> andypugh: oh yeah, i dont think theres such thing as 52mm vdf spindle?
[18:30:36] <andypugh> What sort of motor is it?
[18:30:46] <XXCoder> https://www.aliexpress.com/item/Spindle-motor-of-300-w-52-mm-clamp-send-four-screws-power-governor-1-set-13/32341332613.html
[18:30:47] <XXCoder> maybe
[18:31:03] <pfred1> that's teh clamp around the whole spindle housing
[18:31:08] <andypugh> Ah, 300W DC.
[18:31:22] <XXCoder> dont have to be 300w im considering say 500w
[18:31:43] <pfred1> my router is 600W and it is more powerful than i need it to be
[18:32:06] <andypugh> Well, there _is_ a potentiemter shown. A SpinX1 would just be a complete replacement for tha
[18:32:06] <XXCoder> my only concerns is controllability, ability to cut alum, and must be 52mm (or 43mm but zero chance of that lol)
[18:32:13] <pfred1> though it was bogging down a little today running a haly inch carbide cutter into HDPE
[18:32:21] <pfred1> half inch even
[18:32:44] <pfred1> cutting aluminum?
[18:33:02] <pfred1> what do you want to do a thing lke that for?
[18:33:04] <XXCoder> it will be mostly wood but few alum
[18:33:20] <andypugh> Why such a tiny one?
[18:33:28] <XXCoder> I do want to make some Al artwork
[18:33:32] <XXCoder> andypugh: small machine
[18:33:39] <pfred1> I hate aluminum
[18:33:48] <pfred1> the cheese of metals
[18:33:50] <XXCoder> heh at work I constantly use alum
[18:33:59] <XXCoder> I love cheese too :P
[18:34:05] <andypugh> pfred1: Try machining lead :-)
[18:34:10] <XXCoder> uggh
[18:34:19] <pfred1> yeah I don't liek metal that acts like cheese though
[18:34:19] <XXCoder> glad never machine lead at work
[18:34:32] <pfred1> andypugh I fixed my mill vise with lead
[18:34:41] <pfred1> I bought it used and it was so chewed up
[18:34:50] <andypugh> I once fixed a toilet with cheese
[18:34:53] <pfred1> so I just filled all of the holes in it wiht lead and faced it off
[18:35:12] <XXCoder> that usb thingy + spin1x = basically vdf controlled spindle?
[18:35:26] <pfred1> now if I hit the lead its no problem
[18:35:58] <andypugh> XXCoder: No, the Spin1X controls a VFD
[18:36:29] <XXCoder> ahh
[18:36:40] <andypugh> (Or replaces the potentiometer on your variable speed controller)
[18:36:50] <pfred1> milling aluminum with carbide you can go full blast on it
[18:36:58] <pfred1> you don't need to slow the spindle down
[18:37:05] <XXCoder> the puzzling part is how do it know what speed spindle is is at?
[18:37:08] <XXCoder> what rpm
[18:37:28] <pfred1> though aluminum will weld onto some grades of carbide
[18:37:41] <XXCoder> or "carbide"
[18:38:04] <pfred1> that's the problem people tend to have
[18:38:33] <andypugh> XXCoder:
http://www.ebay.com/itm/0-3KW-300W-Water-Cooled-Spindle-Motor-ER8-1-5KW-VFD-48mm-Clamp-75W-Pump-CNC-Kit-/112140405745?hash=item1a1c16cbf1:g:d10AAOSwV0RXtVQr
[18:38:46] <XXCoder> 48mm??
[18:39:12] <pfred1> $420?
[18:39:20] <XXCoder> yeah quite expensive
[18:39:30] <pfred1> my whole machine cost like $200
[18:39:31] <andypugh> XXCoder: With a DC motor you don’t know. With an AC motor it will be closely related to supply frequency (or obviously stelled)
[18:39:36] <andypugh> (stalled)
[18:40:02] <pfred1> that spindle better get up a half an hour before i do and put on the kettle for that kind of money
[18:40:10] <XXCoder> never heard of 48mm spindles. interesting
[18:40:16] <XXCoder> lol pfred1
[18:40:38] <andypugh> i suspect that is a 24/7 300W rather than the 300W “Music Power” of the DC ones.
[18:41:07] <pfred1> ER8?
[18:41:13] <andypugh> Just noticed that
[18:41:19] <pfred1> ER11 popular
[18:41:28] <XXCoder> http://www.ebay.com/itm/2-2KW-WATER-COOLED-SPINDLE-MOTOR-ER20-VFD-INVERTER-DRIVE-80MM-DIAMETER-CNC-/252029788256
[18:41:41] <XXCoder> too bad its 80mm dia lol
[18:41:52] <andypugh> ER8 only goes to 5mm
[18:42:04] <pfred1> yeah they're like hen's teeth
[18:42:13] <pfred1> oddball item
[18:42:32] <XXCoder> and more expensivel. bit silly.
[18:42:34] <andypugh> XXCoder: If you can squeee in an 80mm then life gets easier
[18:42:53] <pfred1> I wonder how big around my router is?
[18:42:59] <XXCoder> andy nah not possible
[18:43:09] <XXCoder> 52mm, smaller can use sleeve I guess
[18:43:21] <XXCoder> 43mm I have another z block and clamp I can use
[18:43:22] <andypugh> Well, that 48mm one included the full water-cooling kit. So why don’t the _other_ 300W ones bother?
[18:43:45] <pfred1> ~70mm
[18:43:47] <andypugh> (also, that 48mm one had a mounting block)
[18:44:11] <XXCoder> 52mm one is fusion zblock and clamp
[18:44:20] <pfred1> that 80mm thing would probably tip my machine over
[18:44:43] <XXCoder> I find it very strange that theres vfd for 48mm and larger but no 52mm
[18:45:12] <pfred1> what a dumb category other electric motors
[18:45:27] <pfred1> that really narrows it down
[18:46:11] <pfred1> http://www.ebay.com/itm/water-cooling-1500w-110v-er11-cnc-spindle-motor-invertervfd-80mm-bracket-clamp/181500127500?_trksid=p2045573.c100505.m3226&_trkparms=aid%3D555014%26algo%3DPL.DEFAULT%26ao%3D1%26asc%3D38530%26meid%3D7784cab90e274f42a1d79e2f2919f2fd%26pid%3D100505%26rk%3D1%26rkt%3D1%26
[18:46:25] <pfred1> again 80mm
[18:46:28] <XXCoder> just found 100mm lol
[18:46:47] <XXCoder> 80mm seems very common and fairly cheap. great if I ever want big cnc router
[18:47:45] <Duc_main> little sad this is the first time Ive ever written a simple code for my mill versus CAM software
[18:48:30] <XXCoder> http://www.ebay.com/itm/450W-3000-12000rpm-CNC-Spindle-Motor-Kits-PWM-Speed-Controller-Mount-Bracket-/380979982364
[18:48:34] <XXCoder> andypugh: what you think
[18:48:36] <XXCoder> its pwm
[18:48:41] <pfred1> oh 65mm
http://www.ebay.com/itm/CNC-65MM-ER11-1-5KW-WATER-COOLED-MOTOR-SPINDLE-AND-DRIVE-INVERTER-VFD/390374417362?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D38530%26meid%3Df45fc7f1aa25412d987b9b5a59305b2d%26pid%3D100005%26rk%3D1%26rkt%3D6%26sd%3D252004422557
[18:49:02] <XXCoder> yeah saw that, too bad still wont fit my machine lol
[18:49:21] <pfred1> I donno if water cooled gonna get much smaller than that
[18:49:37] <XXCoder> yeah. I dont require water cooled though
[18:49:44] <pfred1> I'd like it
[18:49:48] <XXCoder> http://www.ebay.com/itm/CNC-400W-Brushless-Spindle-Motor-ER11-Mach3-PWM-speed-controller-Mount-PSU/152173872763
[18:49:49] <pcw_mesa> Nick001: pin1 and pin2 are just relative to the pwm gen (so they dont matter)
[18:49:51] <XXCoder> pretty nice?
[18:49:52] <pfred1> my router is so loud
[18:50:01] <andypugh> Somebody made a water-cooled one, and probably not for fun…
[18:50:23] <XXCoder> my most recent link is nicest one so far
[18:51:05] <pfred1> maybe the next machine I build?
[18:51:30] <XXCoder> andypugh: so connect spin1x to where knob is connected in picture, and that usb thingy means can do full control?
[18:51:32] <andypugh> XXCoder: The very first one was contrllable by Spin1X (or, actually, a resistor and capacitor, PW to voltage is very easy to do, it’s just less easy to do perfectly)
[18:52:20] <andypugh> XXCoder: USB Modbus _or_ SPin1X. Not both
[18:52:24] <XXCoder> oh
[18:52:47] <XXCoder> did you see this?
http://www.ebay.com/itm/CNC-400W-Brushless-Spindle-Motor-ER11-Mach3-PWM-speed-controller-Mount-PSU/152173872763
[18:53:11] <andypugh> Yes, looks nicer than most. But still brished
[18:53:17] <pfred1> mach3? my eyes!
[18:53:18] <andypugh> (brushed)
[18:53:32] <XXCoder> pfred1: mach3 = linux cnc controllable usually
[18:53:37] <andypugh> No! I am in error!
[18:53:43] <XXCoder> can replace brushes correct?
[18:53:46] <Tom_itx> says brushless
[18:53:50] <XXCoder> ah
[18:53:54] <andypugh> It does!
[18:54:00] <pfred1> bryshes are noisy
[18:54:17] <andypugh> Definitly go for brushless at 20k RPM
[18:54:32] <XXCoder> I wonder what its lower bound rpm is
[18:54:49] <andypugh> Apart from anything else, you can use the Hall sensors for speed feedback
[18:54:59] <pfred1> maybe it is just this hardboard I'm trying to cut?
[18:55:09] <pfred1> stuff is like cardboard
[18:55:29] <XXCoder> interesting
[18:56:05] <pfred1> thing about speed control is i usually run full blast anyways
[18:56:18] <XXCoder> so the remaining issue is connect spin1x to what, besides pwm stuff
[18:56:30] <pfred1> then speed control is less useful
[18:56:39] <andypugh> XXCoder: That brushless one is PWM input, no need for Spin1X
[18:56:58] <XXCoder> ahh but I have tb6560, not too sure how to connect it to my tb6560
[18:57:06] <pfred1> you don't
[18:57:15] <XXCoder> or maybe I need better controller. tb6600 looks nice, has more stuff AND case
[18:57:16] <pfred1> unless you mean the onboard BOB
[18:57:19] <andypugh> Software PWM on a GPIO
[18:58:04] <XXCoder> gpio
[18:58:05] <XXCoder> ?
[18:58:10] <andypugh> Only needs 1kHz, easy for Software PWM.
[18:58:19] <pfred1> XXCoder I got some TB6600 drivs here they're more powerful than my TB6560s
[18:58:20] <andypugh> General Purpose IO
[18:58:37] <XXCoder> never heard of that
[18:58:58] <XXCoder> pfred1: something like
https://www.aliexpress.com/item/CNC-Single-Axis-TB6600-0-2-5A-Two-Phase-Hybrid-Stepper-Motor-Driver-Controller-Worldwide-Store/32615703844.html
[18:58:58] <andypugh> XXCoder: The pins on your BoB that are _not_ dedicated to steppers.
[18:59:01] <XXCoder> 3x and some BOB
[18:59:13] <XXCoder> ahh. I dont use bob but tb6560
[18:59:37] <andypugh> OK, so any spare pin on the parport then
[18:59:44] <XXCoder> im considering that previous link tb6600s + BOB
[18:59:53] <XXCoder> mostly nicely enclosed
[19:00:29] <pfred1> I got these
https://www.aliexpress.com/item/High-Quality-TB6600-DC12-45V-Two-Phase-Hybrid-Stepper-Motor-Driver-Controller/32608542477.html?spm=2114.30010308.3.67.8tksjy&ws_ab_test=searchweb0_0,searchweb201602_2_10057_10056_10065_10068_10055_10067_10054_10069_10059_10058_418_10073_10017_10070_10060_10061_10052_10062_10053_10050_10051,searchweb201603_4&btsid=dc8ca72e-a644-40e5-b7c5-6abaa00bc25b
[19:00:53] <XXCoder> what BOB do you use?
[19:00:58] <pfred1> one i made
[19:01:01] <XXCoder> ah
[19:01:55] <pfred1> I never even tried the inputs on it ever I kinda cheaped out on that part of the circuit so it might not even work
http://www.instructables.com/id/Parallel-Port-Break-Out-Board-BOB/
[19:01:59] <pfred1> the outputs work great though
[19:02:29] <pfred1> but yo ucan get a buffered BOB today for like $5
[19:02:42] <pfred1> it ain't worth soldering one chip for that
[19:02:53] <XXCoder> really cheap
https://www.aliexpress.com/item/Upgraded-5-Axis-CNC-Interface-Adapter-Breakout-Board-For-Stepper-Motor-Driver-Mach3-USB-Cable-DB25/1000001497211.html
[19:03:35] <pfred1> I've seen them for cheaper
[19:03:41] <pfred1> but without cables
[19:03:53] <XXCoder> is pin connectors above the green connectors different pins?
[19:03:56] <XXCoder> or same?
[19:05:44] <pfred1> one thing i hate about the Chinese stuff is there's no documentation or if there is documentation there might as well not be any it is so worthless
[19:06:09] <pfred1> usually it is wrong
[19:06:21] <XXCoder> if I buy 5 axis breakout, can I use trhe remaining 2 axis connectors for something else?
[19:06:32] <XXCoder> say for pwm control
[19:06:52] <XXCoder> or input from spindle speed sensor of some form
[19:06:52] <pfred1> probably it is all how yo uset LinuxCNC up what wach pin does
[19:07:08] <pfred1> I just went with what popped up
[19:07:28] <pfred1> I think I use the sherline pinout?
[19:07:30] <andypugh> XXCoder: Yes
[19:07:35] <XXCoder> cool
[19:07:51] <XXCoder> so 3 of cheaper spindle controller tb6600 + one of those breakouts
[19:07:56] <XXCoder> under $100
[19:08:03] <pfred1> TB6600 strong
[19:08:07] <XXCoder> plus that very nice spindle stuff $220 approx
[19:08:16] <pfred1> they're quiet too
[19:08:25] <pfred1> they don't whistle like my TB6560s do
[19:08:31] <XXCoder> quietness isnt my major concern but yeah
[19:08:44] <andypugh> But, really, you could just bow to the inevitable. On my lathe build I spent more on Mesa cards than I spent on the iron of the machine I am selling.
[19:09:05] <andypugh> Trying to do it cheap is no fun :-)
[19:09:13] <pfred1> I have fun
[19:09:22] <XXCoder> im limited by spindle size unfortunately
[19:09:39] <XXCoder> I definitely will get better if I ever build big cnc router
[19:09:40] <pfred1> as it is I made my machine too big
[19:09:41] <andypugh> Only because your machine is pitiful and inaeqaute
[19:09:54] <XXCoder> its not for my small art projects
[19:09:55] <pfred1> it suits me
[19:10:08] <XXCoder> https://www.aliexpress.com/item/New-CNC-Single-Axis-TB6600-0-2-5A-Two-Phase-Hybrid-Stepper-Motor-Driver-Controller-manufacturer/32573404674.html
[19:10:15] <XXCoder> would that work fine?
[19:10:17] <pfred1> yeah I just made my machine to engrave on wooden boxes
[19:11:17] <andypugh> I like the individual drivers, but I think I would look for better screen-printing
[19:11:52] <andypugh> And possibly a heat-sink on the bottom
[19:12:25] <pfred1> XXCoder I'll say this buy one and check it out
[19:12:36] <pfred1> because not everything is what they say it is
[19:12:43] <pfred1> I got one "
[19:12:51] <pfred1> I got one "TB6600" and it isn't
[19:13:17] <andypugh> I got A 25A SSR with an 8A chio inside
[19:13:17] <XXCoder> andypugh: yeah dunno too heh not sure on whats best way to setupo controller for my machine
[19:13:21] <XXCoder> tb6560 is ehh
[19:13:52] <pfred1> this thing
https://www.aliexpress.com/item/Upgrade-Plate-4257-TB6600-TB6560-stepper-motor-driver-drives-the-plate-4A-32-segments/32614148725.html?spm=2114.13010608.0.0.xJ6V1r
[19:14:02] <pfred1> it is some SMD part
[19:15:04] <andypugh> XXCoder: Do you have motors already?
[19:15:08] <XXCoder> yeah
[19:16:07] <XXCoder> https://www.aliexpress.com/item/20KHZ-CNC-Single-Axis-TB6600-2-4-Phase-Hybrid-Stepper-Motor-Driver-Controller/32741861038.html
[19:16:09] <pfred1> andypugh yeah the SSRs used to be 50% now they're not even that anymore
[19:16:14] <XXCoder> REALLY cheap lol
[19:16:29] <andypugh> http://www.ebay.com/itm/20KHZ-CNC-Single-Axis-TB6600-2-4-Phase-Hybrid-Stepper-Motor-Driver-Controller-/291685220744?hash=item43e9cb4188:g:QHsAAOSwYIhWjPqY has nicer screen printing, and a heatsink
[19:16:47] <andypugh> Ah, same thing
[19:16:55] <pfred1> XXCoder that has to be a plastic box full of sand
[19:17:09] <XXCoder> 6 bucks seems ehh really cheap lol but not free shipping
[19:17:22] <pfred1> oh OK they get you on the shipping
[19:17:31] <andypugh> This was rather funny:
https://www.youtube.com/watch?v=FXOVO8zWctA
[19:17:34] <XXCoder> its not very expensive
[19:17:47] <XXCoder> one andy linked to is cheaper shipping at $1
[19:18:09] <XXCoder> andypugh: thanks, that one is more likely buy
[19:18:39] <pfred1> bags of sand
[19:19:17] <XXCoder> lol
[19:19:23] <XXCoder> I like aliexpress more
[19:19:44] <XXCoder> they got somewhat better protection against scams
[19:21:31] <XXCoder> andypugh: what ya think
https://www.aliexpress.com/item/20KHZ-CNC-Single-Axis-TB6600-2-4-Phase-Hybrid-Stepper-Motor-Driver-Controller/32741861038.html
[19:21:37] <pfred1> large nuts
[19:22:26] <XXCoder> found one cheaper shipping
[19:22:39] <XXCoder> they ALL say high quality
[19:22:53] <pfred1> well your best bet is buy on and check it out
[19:22:57] <pfred1> buy one even
[19:23:04] <andypugh> Yeah, the guy who came to look at my lathe said that he had sold an iPhone 5 32GB on eBay, and then the buyer (28 days later) had complained that the phone sent was actually an iPhone 4 8GB with a broken screen, and returned exactly that! Not a thing the seller could do about it....
[19:23:07] <pfred1> then if it looks good get the rest you need
[19:23:47] <andypugh> I am trying to think if there is any way for a seller to protect themselves against that scam.
[19:23:49] <pfred1> andypugh ebay sucks now I won't deal with it anymore
[19:24:02] <pfred1> it is more like escam
[19:24:51] <pfred1> get a hard copy picture notarized?
[19:25:00] <pfred1> beats me
[19:25:06] <XXCoder> aliexpress surpsing tend to be pretty good, products is always crappy but they always match my shitty expections
[19:25:12] <XXCoder> while ebay ehh
[19:25:23] <pfred1> yeah I got sick and tired of al lthe ebay games
[19:25:47] <pfred1> I feel sorry for any honest people still on ebay
[19:25:51] <XXCoder> money holding till confirm helps a lot.
[19:26:05] <XXCoder> I registered at ebay at hmm 2002?
[19:26:08] <XXCoder> was pretty good then
[19:26:20] <pfred1> yeah i used ebay long ago
[19:27:34] <XXCoder> well I went for it
[19:27:42] <XXCoder> plan to buy 3, now figuring on BOB
[19:28:12] <XXCoder> https://www.aliexpress.com/item/5-Axis-CNC-Breakout-Board-With-Optical-Coupler-For-Stepper-Motor-Driver-MACH3/32697198955.html
[19:28:13] <XXCoder> ?
[19:28:21] <XXCoder> "optical pickup" cant figure what that is
[19:28:37] <pfred1> the drives should have optocouplers on them
[19:28:44] <XXCoder> huh?
[19:29:04] <pfred1> the drives are optically isolated on the control lines
[19:29:19] <XXCoder> yeah not sure what it means
[19:29:26] <pfred1> so you don't really want optical isolation driving them
[19:29:49] <pfred1> there are chips on the drives on the step and direction inputs that isolate the drives
[19:30:12] <pfred1> called optocouplers
[19:30:33] <XXCoder> im still figuring what it means heh
[19:30:40] <XXCoder> optical is light?
[19:30:45] <pfred1> it keeps noise and spikes from propagating through your electronics
[19:30:46] <XXCoder> thats what is confusing me'
[19:30:49] <XXCoder> ahh
[19:31:14] <pfred1> but driving optos with more optos is not a terribly good idea
[19:31:34] <XXCoder> my steppers seem to be plain type
[19:31:42] <pfred1> because optocouplers are usually kind of laggy
[19:31:45] <XXCoder> 4 wire nema23s
[19:31:57] <pfred1> yeah this is before the motors
[19:32:09] <pfred1> the control signals are isolated
[19:32:13] <XXCoder> ah tb6600 have em or not?
[19:32:17] <pfred1> mine do
[19:32:27] <XXCoder> so whats better breakout board?
[19:32:31] <XXCoder> for tb6600s anyway
[19:32:32] <pfred1> you can tell if there's a 5V input
[19:32:45] <pfred1> that is just to power the optos
[19:33:09] <pfred1> because they're like LEDs inside of chips
[19:33:20] <pfred1> well they are LEDs inside of chips
[19:33:31] <pfred1> so they need voltage to light up
[19:33:38] <XXCoder> so basically acting as diode
[19:33:48] <XXCoder> allow one direction, block other way
[19:33:49] <pfred1> they act like blinky lights
[19:34:10] <pfred1> then those light flashes get picked up by a phototransistor
[19:34:24] <pfred1> and sent to the controls on the drive
[19:34:43] <andypugh> pfred1: Actually, Optos make a lot more sense if you think in terms of current. If you start from the assumption that “ON” is 10mA from + to - it’s far easier to understand.
[19:34:49] <pfred1> but there's no actual physical conductive connection
[19:35:05] <XXCoder> https://www.aliexpress.com/store/product/High-Quality-Upgraded-5-Axis-CNC-Breakout-Board-for-Stepper-Motor-Driver-Mach3-USB-Cable/2345100_32738646022.html
[19:35:10] <XXCoder> what you guys think
[19:35:26] <pfred1> andypugh the ones on my TB6600 boards only draw like 6ma
[19:35:33] <XXCoder> im still puzzled by how it has green connectors and socket connectors above it, is those same pins or?
[19:35:41] <andypugh> Ok, fine. But still, think mA not V
[19:35:42] <pfred1> which surprised me
[19:35:58] <andypugh> XXCoder: Duplicates for convenience
[19:36:09] <XXCoder> ok
[19:36:24] <XXCoder> so what I see, it exposes 3 pins per axis
[19:36:29] <pfred1> that's @5V with no limiting resistor other than wheaver they have built in
[19:36:36] <andypugh> I think those sockets suit Polulu or similar
[19:36:50] <XXCoder> I would use 9, (3 axis) leaving me with 6 pins I can use for other stuff
[19:37:00] <XXCoder> sides I guess is axis limit or whatever
[19:37:06] <andypugh> XXCoder: They are just pins. You can wire any way you like
[19:37:18] <XXCoder> that one also has opticouplers
[19:37:29] <XXCoder> as pf said it seems bad for latency?
[19:37:37] <andypugh> Except that the parport says that some are inputs and some are outputs
[19:37:38] <pfred1> yeah optos are dogs
[19:37:41] <XXCoder> as tb6600 also has it
[19:37:50] <pfred1> compared to gates
[19:38:07] <XXCoder> I dont seem able to find any breakput that dont have it
[19:38:18] <pfred1> you only need one in a signal
[19:38:28] <pfred1> well make sure they are on the outputs
[19:38:33] <pfred1> they may just be on the inputs
[19:38:50] <andypugh> But you couls quite happily put Z step on X step and Y Dir on Z-step and as long as the wires and HAL were right, it would work
[19:38:53] <pfred1> which is OK
[19:39:12] <XXCoder> "All the way through the optocoupler isolated 0-10V analog voltage output can be controlled with the corresponding analog interface converter to control the spindle speed. Output port P1 port. "
[19:39:23] <pfred1> you can have isolated inputs on your BOB
[19:39:35] <andypugh> Or spend $200 now and save time later:
http://store.mesanet.com/index.php?route=product/product&path=83_84&product_id=215
[19:40:11] <pfred1> $200 is a lot for $10 motor drives
[19:40:13] <XXCoder> andypugh: that site is nearly unreadable
[19:40:43] <andypugh> You need the motor drivers too. That’s “just” a BoB
[19:41:03] <XXCoder> yeah
[19:41:09] <XXCoder> im considering 3 tb6600s with it
[19:41:14] <XXCoder> 3 total $23
[19:41:19] <XXCoder> and bob another 5
[19:41:26] <XXCoder> so basically $30
[19:42:07] <pfred1> XXCoder this one looks like it just has isolated inputs
https://www.aliexpress.com/af/cnc-board.html?ltype=wholesale&d=y&origin=n&isViewCP=y&spm=2114.30010308.8.13.HDL6f0&initiative_id=QRW_20160930171328&SearchText=cnc+board&productId=32613450926&blanktest=0
[19:42:19] <andypugh> I bet you the remaining $2 that in 3 years you will be using a 7i76 or similar
[19:43:05] <XXCoder> which one?
[19:43:06] <andypugh> Hmm, Actually. XXCoder What step-rate do you need? have you done that calculation?
[19:43:21] <XXCoder> hmm forgot the setting, been a bit lol
[19:43:33] <XXCoder> got link on how to calculate
[19:43:43] <pfred1> yes "all of the input signal, all the light lotus isolated, which can be accessed emergency stop on the knife, the limit to protect computer security."
[19:44:03] <pfred1> your light lotus needs ot be isolated
[19:44:24] * pfred1 speaks fluent Chinglish
[19:45:17] <pfred1> it is scary when I've been reading a Chinese manual and afte a while it all starts making sense to me
[19:45:44] <XXCoder> lol
[19:45:45] <kyle___> i used to have an MSI computer motherboard that had a limerick in the BIOS
[19:45:49] <kyle___> i wish i could remember what it was
[19:45:58] <kyle___> it was the description for "AMD Cool'n'Quite" though
[19:46:17] <kyle___> it was hilarious
[19:46:34] <pfred1> XXCoder but look at that board of that bob I linked to
[19:46:45] <XXCoder> you ddint directly link to one
[19:46:47] <pfred1> XXCoder see the little 4 legged chips on the left?
[19:47:04] <pfred1> those are PC817 optocouplers
[19:47:26] <XXCoder> yeah?
[19:47:31] <pfred1> there's only enough of them to isolate the inputs
[19:47:44] <pfred1> the outputs just go through those SMD buffer ICs
[19:47:50] <XXCoder> one I linked to seem to be same
[19:47:53] <andypugh> The outputs have buffers too
[19:47:56] <XXCoder> https://www.aliexpress.com/store/product/High-Quality-Upgraded-5-Axis-CNC-Breakout-Board-for-Stepper-Motor-Driver-Mach3-USB-Cable/2345100_32738646022.html
[19:48:08] <pfred1> yeah but they're gate buffers
[19:48:21] <andypugh> (not optos, just protection, but that’s fine)
[19:48:38] <pfred1> they boost current
[19:49:11] <andypugh> Given that all the drives we have seen so far have opto-inputs, you might as well wire direct. I do :-)
[19:49:42] <pfred1> you can if your port can supply the current
[19:49:54] <andypugh> Or just use a ULN2003
[19:50:01] <pfred1> the only way to find that out is to try it and see if it burns out, or not
[19:50:34] <pfred1> some parallel ports are only good for maybe 3ma
[19:51:01] <pfred1> specs on them are impossible to find
[19:51:31] <pfred1> least the integrated ones
[19:51:50] <pfred1> manufacturers haven't much cared about parallel ports in decades now
[19:52:01] <andypugh> https://goo.gl/photos/WbBKob3LrnMv5nz77 is stepper drivers direct to 7i43. There is a ULN2003 as a buffer for some outputs. But most stuff is wired direct. No problems in years.
[19:52:44] <pfred1> these BOBs don't cost much more than a ULN and they save the soldering
[19:53:04] <andypugh> The matrix-board is just a plugboard so I could reconfigure. Waste of time, never wanted to.
[19:53:37] <andypugh> Yeah, at $5 it’s about the wait, not the money
[19:54:04] <pfred1> if you don't have a ULN you'd have to wait for one of those too
[19:54:14] <andypugh> But I have a tube of 50
[19:54:25] <pfred1> I got a bunch in a drawer here myself
[19:54:51] <pfred1> I think it is labeled pin drivers?
[19:56:14] <pfred1> ah darlington arrays
[19:56:38] <pfred1> I went with the more generic name
[19:57:01] <pfred1> but that's what they used ot be used for driving pins on dot matrix printers
[19:57:29] <pfred1> they can put out gobs of current
[19:57:35] <XXCoder> dot matrix printers is hoarded by some depts in goverment
[19:57:45] <XXCoder> only ones that can do multisheet strike though mark
[19:57:47] <pfred1> I think the chip is good for 2 amps?
[19:59:17] <pfred1> I need to hang up this isolation routing over here
[19:59:31] <pfred1> I never did like the idea
[20:00:28] <pfred1> anyone know of any height probe software that works with LinuxCNC?
[20:03:39] <XXCoder> never did that unfortunately
[20:03:42] <XXCoder> https://www.aliexpress.com/store/product/High-Quality-LJ8A3-2-Z-BX-NPN-NO-3-wire-2mm-Inductive-Proximity-Sensor-Switch-DC/2345100_32732773593.html
[20:03:51] <XXCoder> I wonder if can use those as switch limits lol
[20:04:35] <pfred1> I got a bunch of microswitches I never put limit switches on my machine though I don't want to set boundries for it
[20:04:46] <pfred1> free the CNC!
[20:04:56] <witnit> I never needed high accuracy home switches and prox switches were always available so I used those. Should I use something else you think?
[20:05:25] <XXCoder> no idea
[20:05:37] <XXCoder> im STILL figuring how to do limit switches for my machine lol
[20:05:38] <pfred1> yeah i don't have any switches
[20:05:51] <jdh> guard the prox switches
[20:05:54] <XXCoder> right now I just turn steppers off and manully push em to zeros
[20:05:58] <pfred1> i just try not to crash it too much
[20:06:07] <witnit> jdh: to save them from shavings and such?
[20:06:23] <jdh> yep. I have tripped mine with chips
[20:06:44] <andypugh> pfred1: What do you mean by heigh probing software? LinuxCNC does probing
[20:07:06] <pfred1> andypugh it does?
[20:07:20] <andypugh> G38
[20:07:24] <pfred1> I see people making PCBs and they run a probing routine ahead of time
[20:07:49] <pfred1> it adjusts the code to the contour of the work
[20:08:20] <pfred1> in case your board is not perfectly flat, or level
[20:08:43] <andypugh> One option:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?ProbeKins
[20:12:29] <pfred1> andypugh it sounds kind of experimental
[20:12:51] <andypugh> Yeah, the author ran away to make Machinekit
[20:12:59] <pfred1> make what?
[20:13:04] <andypugh> But I think it works
[20:13:16] <pfred1> what is Machinekit?
[20:13:57] <pfred1> I'll give it a try I'll load a nail into my spindle
[20:14:06] <pfred1> what can happen then?
[20:14:30] <andypugh> Use a pencil.
[20:14:47] <pfred1> I don't think a pencil will fit
[20:14:51] <XXCoder> isnt pencil not conductive if thats how its used
[20:14:55] <pfred1> it is only 1/4" collet
[20:15:15] <pfred1> I guess i could carve one down
[20:15:40] <XXCoder> or use pen - refill
[20:15:45] <pfred1> I could put a piece of copper on some foam
[20:15:47] <XXCoder> that should fit
[20:16:11] <pfred1> just keep my finger on the estop
[20:16:31] <pfred1> just to test it out see what happens
[20:16:43] <_methods> https://www.buzzfeed.com/davidmack/i-am-so-sorry
[20:16:50] <_methods> cool halloween masks
[20:17:47] <pfred1> is machinekit another controller?
[20:17:54] <pfred1> http://www.machinekit.io/
[20:17:55] <XXCoder> fork of emc
[20:18:00] <pfred1> oh really?
[20:18:06] <XXCoder> linuxcnc is from emc too
[20:18:15] <XXCoder> though its not a fork
[20:18:18] <XXCoder> just name change
[20:18:25] <pfred1> so it isn't a fork of LinuxCNC?
[20:18:32] <XXCoder> techinically it is.
[20:18:54] <XXCoder> its been long ago enough that apparently code is very different now
[20:18:56] <andypugh> No there are lots of changes to underlying code now
[20:19:19] <FloppyDisk525> machinekit has a nice new shiny website...
[20:19:39] <pfred1> they have axis
[20:19:46] <andypugh> OOh! Does it have actually docs and help?
[20:19:56] <pfred1> http://www.machinekit.io/docs/index-user/
[20:20:08] <pfred1> same front ends asLinuxCNC
[20:20:27] <pfred1> there's even one called tklinuxcnc
[20:20:49] <pfred1> wtf is this?
[20:21:06] <pfred1> someone ran off with Linuxcnc and renamed it?
[20:21:26] <jdh> sounds like it woudl use tk toolkit
[20:21:26] <pfred1> what'd you guys do to piss this person off?
[20:21:47] <XXCoder> group of linuxcnc grouped up and destroyed his house
[20:21:54] <andypugh> It’s a long and slightly painful story
[20:22:01] <pfred1> they kicked his ass in for him huh?
[20:22:05] <XXCoder> what went over top was keying of all his cars
[20:22:48] <pfred1> well let's see what they have to say
http://www.machinekit.io/about/
[20:22:59] <XXCoder> honestly dunno
[20:24:25] <andypugh> Seriously, it’s complicated. In music they would cite “artistic differences” and that’s pretty close to the actual story.
[20:24:41] <pfred1> OK what we their big beef?
[20:24:48] <pfred1> what was even
[20:25:30] <malcom2073> Heh
[20:26:43] <pfred1> I'm a gonna go back in the mailing list and find this
[20:27:07] <andypugh> pfred1: Really? Progess v Reliability
[20:27:18] <pfred1> ah
[20:27:23] <malcom2073> To hear them tell it: Too much legacy code, not enough progress
[20:27:29] <pfred1> things just weren't happening fast enough for them?
[20:28:04] <pfred1> then they turn around and use al lthe same old code
[20:28:10] <malcom2073> Gotta start somewhere
[20:29:07] <pfred1> what's their fork do today that is so spectacular?
[20:29:14] <pfred1> it's been 3 years
[20:29:28] <_methods> it's extremely resistant to documentation
[20:29:31] <malcom2073> Don't know about the backend, but on the frontend a new UI and proper headless control
[20:29:31] <pfred1> I mean what am I missing out on?
[20:29:56] <malcom2073> I used it so I could run on the beaglebone, I mean that's the main benefit
[20:30:05] <pfred1> _methods who reads instructions anyways?
[20:30:07] <malcom2073> I don't know if there is any real benefit otherwise
[20:30:16] <_methods> hehe
[20:30:27] <malcom2073> But the Capt mentioned linuxcnc on a pi with a ethernet mesa... so I may forget machinekit altogether
[20:30:35] <pfred1> doesn't LinuxCNC work on arm?
[20:30:54] <malcom2073> Some arm
[20:31:17] <roycroft> if it were truly extremely resistant to documentation it would be coded in a write-only language like perl
[20:31:22] <malcom2073> Machinekit had ready to go images, so you don't have to spend the prerequisite 4-5 weeks figuring out how to do cross building :)
[20:31:27] <pfred1> well LinuxCNC doesn't run on every intel chip ever made either
[20:32:18] <pfred1> cross compliation ain't that hard
[20:32:43] <malcom2073> Heh. Build yourself a linuxcnc disk image for the BBB and lemme know how that goes for ya :)
[20:32:44] <pfred1> heck you could probably setup a Linux environment on an arm and just build LinuxCNC there
[20:32:54] <malcom2073> You could, takes about 2 months... but you could
[20:32:57] <malcom2073> (to compile)
[20:33:06] <pfred1> I've run LinuxCNC from source before
[20:33:07] <XXCoder> linuxcnc has ready to go images too.
[20:33:21] <pfred1> heck I just about got it to work on gentoo once
[20:33:38] <pfred1> but i missed one stupid little kernel option
[20:33:48] <XXCoder> RT eh
[20:34:08] <andypugh> it’s more complicated still now. LinuxCNC bit the Joints-Axes bullet, and Machinkit hasn’t yet. So neither has all the cool new stuff
[20:34:16] <witnit> im sure there will be major advances in the linux controls community based on progress made from each fork. It's probably best that there are multiple "groups" trying things in different ways. In the long run new software and it's structure will be a combination ofEVERYONES long nights trying to make things work.
[20:34:47] <pfred1> no # CONFIG_SPARSE_IRQ is not set
[20:35:06] <pcw_mesa> Using Preempt-RT make it much easier to build new RT kernels
[20:35:12] <pcw_mesa> makes
[20:35:26] <pfred1> I built an RTAI kernel
[20:35:47] <pfred1> which was easier before I got a dual core
[20:36:24] <malcom2073> I had not seen the joint/axis stuff yet... does that mean you can do uncoordinated motion?
[20:36:54] <pcw_mesa> Yeah RTAI is much fussier (and tougher to get up-to-date kernels for newer hardware)
[20:37:01] <pfred1> malcom2073 after a few good beers absolutely
[20:37:15] <witnit> yes I have heard the Preemt-RT is easier, is there a concrete reason we still usa RTAI?
[20:37:35] <pfred1> preempt isn't as hard?
[20:37:50] <pcw_mesa> RTAI allows faster base threads on some hardware
[20:38:09] <pcw_mesa> preempt-rt is trivial
[20:39:10] <witnit> in time, maybe the hardwares speed will have improved to a rate which we wont need highly specific kernels?
[20:39:15] <pfred1> my controller still has a long delay issue
[20:39:35] <pfred1> witnit in time it gets worse
[20:39:52] <pfred1> they add fancy new features that screw up latency
[20:40:16] <pfred1> like SMI
[20:40:36] <pcw_mesa> on decent hardware preepmt-rt is fine for parallel port systems:
[20:40:37] <pcw_mesa> http://freeby.mesanet.com/h97-g3258-preemt-rt.png
[20:40:39] <witnit> well, it seems like once you cross a threshhold of hardware speed, we should be able to run these softwares with a watch.
[20:42:02] <witnit> there is this silly touchscreen unit I have, it has 4 coms ports, 1 eth, 2 usb, and no parallel.
[20:42:20] <pcw_mesa> speed is not latency (thats why you need a RT kernel)
[20:42:21] <pcw_mesa> a stock Linux kernel will have millisecond latencies on the fastest I7
[20:42:57] <pfred1> because no one can tell
[20:43:33] <pcw_mesa> also because RT kernels are slower
[20:43:33] <pfred1> time could stop for 100ms and from human perspective nothing happened
[20:44:44] <witnit> I wonder if there is a way to build a realtime kernel and run only EMC and virtualbox, then handle all the interfacing etc via virtualbox and standard krnl
[20:45:01] <XXCoder> .
[20:45:08] <witnit> so one could have all the neat new tools but still drive the controller in real time
[20:45:23] <pfred1> there's GRBL
[20:46:07] <witnit> it would be REALLY compatible software wise, but then RTAI just for the specific things. I know nothing about programming, anything im thinking is probably totally impractical
[20:46:23] <malcom2073> Heh grbl
[20:46:38] <pfred1> they hand off the timing to an Arduino
[20:46:49] <malcom2073> Heh timing. They also ignore physics.
[20:46:50] <pfred1> that chip runs at 16MHz
[20:47:08] <malcom2073> Tinyg2 is a better example, as it does proper trapezoidal motion planning
[20:47:18] <malcom2073> grbl literally cuts corners at infinite acceleration
[20:47:18] <pfred1> details
[20:47:31] <malcom2073> But yes, arduino is more than powerful enough, but that's not linuxcnc
[20:47:41] <malcom2073> linuxcnc closes the control loop inside itself
[20:47:44] <XXCoder> I wonder if we could form a company that makes hardware for computer that has very low latency and design linuxnc to run on it
[20:47:58] <XXCoder> because more and more stuff sucks on latency
[20:48:10] <pcw_mesa> Assuming you do high speed things like step generation in hardware
[20:48:11] <pcw_mesa> the real time requirements are relaxed to the point that almost any PC/ARM will work
[20:48:13] <pfred1> Intel stopped making Atoms
[20:48:45] <andypugh> They stopped making 286 too.
[20:49:02] <pfred1> well the 286 was never much good running LinuxCNC
[20:49:33] <pfred1> I might have one kicking around though if you'd like it
[20:50:04] <pfred1> when we demoed a pharmeceutical company we got a cube truck full of them
[20:53:18] <witnit> So, its really not impractical to build an embedded system running rtai-headless and then porting into it with a secondary kernel running interfaces and universally compatible softwares?
[20:54:21] <XXCoder> I wonder iof Nextthing CHIP can run linuxcnc lol
[20:54:24] <malcom2073> I run my machine headless, and then connect over ethernet for the UI stuff
[20:54:26] <BitEvil> XXCoder: r-pi or any other similar device in principle, with one core locked off with isolcpus
[20:56:27] <witnit> malcom2073: I do that but im still just doing a "vnc" to the rtai desktop. I wonder if there is a way to handle EVERYTHING non essential on a regular kernel and install a "client" on it. Or... is that what you mean you are doing?
[20:56:58] <malcom2073> Machinekit doens't use vnc, it actually runs the UI on another PC, and runs no UI on the home machine if you want
[20:57:01] <andypugh> witnit: No, that’s what Machinekit specialise at. it eould be churlish to suggest that that this is because their preferred platform (Beaglebone) can’t really run a UI.
[20:57:06] <malcom2073> pipes it over protocol buffers or whatnot
[21:05:00] <witnit> i guess in a nutshell {mesa controller w/ rtai on board and eth.} then "any" device, laptop-cellphone-tablet with an interface to drive it.
[21:05:44] <andypugh> Not quite, something in the chain needs to be running Linux
[21:06:40] <andypugh> Mesa cards do _not_ run RTAI. They run simple code and get confused after more than 1 mS
[21:06:52] <witnit> right
[21:07:07] <witnit> but if you had an embedded rtai on chip which could be coupled with it
[21:08:12] <witnit> and its only goal was to communicate with the controls and client pc (which holds the interface)
[21:08:35] <andypugh> There are many models
[21:08:52] <andypugh> LinuxCNC represents one model
[21:09:47] <pfred1> I need to divorce the trajectory planner from the UI
[21:09:56] <pfred1> hmmm
[21:10:07] <pfred1> not what I'd intended to say
[21:10:18] <XXCoder> what about kids they have? ;)
[21:10:19] <andypugh> Maybe other models will take over in time. And we won’t care. Because this is not a commercial endeavour. If something better comes along, we will just use that.
[21:10:28] <pfred1> XXCoder they'll adapt
[21:11:09] <malcom2073> witnit: That's what I'd like to see come around.
[21:11:13] <witnit> i keep wanting to do builds that run on something like this.
http://www.beck-ipc.com/en/products/index.asp
[21:11:17] <pfred1> andypugh the pursuit of excellence is an end unto itself
[21:11:25] <malcom2073> But there runs into all sorts of issues in terms of doing fancy things, like tying axis's together, et
[21:11:35] <malcom2073> It gets difficult, but it'd be a cool problem to see solved
[21:13:29] <SpeedEvil> ESP32!
[21:13:35] <SpeedEvil> (sort-of-kidding)
[21:14:14] <SpeedEvil> (dual core fast 32 bit processor, lots of RAM (for a micro), reasonable amount of GPIO
[21:14:42] <andypugh> LinuxCNC needs Linux
[21:14:46] <SpeedEvil> yeah
[21:14:59] <SpeedEvil> that would be quite a different thing
[21:15:14] <andypugh> But it would probably be easy to re-use the HAL modules under a diffeerent system
[21:16:37] <Crom> redid the gcode yes again... doc is now .2mm and stepdown is .5mm feedrate is up to 150mm/m running at ~10% power
[21:18:19] <Crom> 4 flute 6mm end mill
[21:18:25] <Crom> in 6061 AL
[21:19:38] <Crom> free RPM is about 2000 loaded is down to 50RPM or so
[21:20:32] <Crom> lost steps on Y but was able to get it rehomed
[21:27:16] <JT-Mobile> What a long day
[21:33:08] <andypugh> We are just past the point when days and nghts are eqully long. So today was shorter than average.
[21:33:37] <pfred1> it rained like hell here
[21:35:24] <pfred1> I live in the little light colored patch
http://i.imgur.com/iJmSVYc.png
[21:36:30] <andypugh> In this context, light is not the best?
[21:36:39] <pfred1> well we got the most rain
[21:36:50] <pfred1> we're number one!
[21:36:52] <andypugh> 20 inches in one day is a bit special.
[21:37:14] <SpeedEvil> Oh-er.
[21:37:19] <pfred1> yeah I know how the folks felt when God flooded the world
[21:37:59] <andypugh> Most in one minute: 38 mm (1.5 in); Barot, Guadeloupe, 26 November 1970.[157]
[21:38:00] <andypugh> Most in one hour: 305 mm (12.0 in) in 42 minutes. Holt, Missouri, United States, 22 June 1947.[52]
[21:38:01] <andypugh> Most in 12 hours (1/2 day): 1,144 mm (45.0 in); Cilaos, Réunion, 8 January 1966, during tropical cyclone Denise.[52]
[21:38:01] <andypugh> Most in 24 hours (1 day): 1,825 mm (71.9 in); Cilaos, Réunion, 7–8 January 1966, during tropical cyclone Denise.[52]
[21:38:35] <pfred1> yeah its rained harder in places for sure
[21:38:43] <pfred1> but it's never rained harder here
[21:38:55] <andypugh> That one minute record must have been spectacular
[21:39:03] <XXCoder> indeed
[21:39:32] <pfred1> when I lived in Florida it could rain so hard it couldn't flow off the road it'd just stand there
[21:39:50] <pfred1> but it never lasted very long
[21:40:38] <JT-Mobile> It's rained for 6 months at the house lol
[21:42:15] <andypugh> pfred1: When I was in Florida a long time ago it rained at 1pm every day for 20 minutes. Freeway traffic just pulled over to wait. You could not see enough to drive.
[21:42:41] <pfred1> andypugh yeah it rained by me 4 to 4:20 PM like clockwork
[21:42:52] <pfred1> you could set your watch by it
[21:43:16] <pfred1> that's the other weird thing about Florida rain
[21:43:43] <pfred1> they have awesome electrical storms there too
[21:43:54] <andypugh> Florida, home of punctual rain!
[21:44:02] <pfred1> I've seen a bolt of lightning land liek 20 feet away
[21:44:21] <pfred1> I was in a house looking out the window nd it landed right in the front yard
[21:44:44] <pfred1> I saw it put a hole in the ground and kick sand up
[21:45:26] <JT-Mobile> One summer in New Orleans it would rain like hell in town but not on lake poncatrain made some brisk sailing
[21:46:01] <JT-Mobile> That's too close
[21:46:15] <pfred1> that storm was terrifying
[21:48:03] <JT-Mobile> A few years ago a cat 5 tornado passed 900 feet north of my house that was pretty scary
[21:48:19] <pfred1> how wide was it?
[21:48:40] <pfred1> the way they rate tornados is funny
[21:48:42] <JT-Mobile> Watched huge oat trees fall in slow motion
[21:49:05] <pfred1> it doesn't matter how strong the tornado is it matters how much human property it destroys
[21:49:05] <witnit> heres a pic from that cat 5 tornado hes talking about
https://cerebralrunoff.files.wordpress.com/2008/12/news_cable_mess_03_full.png
[21:49:30] <JT-Mobile> I guess about 500 yards wide
[21:49:54] <pfred1> yeah there's been some huge tornados
[21:50:08] <pfred1> ones that went for hundreds of miles
[21:50:18] <pfred1> like a mile and a half wide
[21:51:03] <XXCoder> crazy
[21:51:33] <pfred1> tornados can flatten stuff
[21:51:43] <pfred1> like a bulldozer went over it
[21:52:28] <JT-Mobile> They rip it out of the ground and grind it up
[21:52:43] <pfred1> yeah I've seen some videos
[21:53:13] <pfred1> if i had to live in tornado alley I'd live in a concrete dome
[21:53:28] <pfred1> one well anchored to the ground
[21:53:35] <JT-Mobile> Time to call it a night
[21:53:42] <pfred1> nite
[21:53:50] <XXCoder> there is anti-torodo designs that include offset wood walls
[21:53:53] <JT-Mobile> Chat later
[21:54:00] <XXCoder> close set slats so its very tough
[21:54:05] <pfred1> trailer parks are tornado magnets
[21:55:06] <JT-Mobile> Xxcoder I had some ideas for the hot glue machine while driving today
[21:55:27] <XXCoder> yeah?
[21:56:01] <JT-Mobile> Yea anti vibration feet for one
[21:56:26] <pfred1> I used hot glue to hold a board to my machine today
[21:56:41] <XXCoder> theres ones you can print lol
[21:56:44] <JT-Mobile> 90 degree to a round cup shape
[21:58:23] <JT-Mobile> Been thinking about the limit switch too
[21:58:26] <witnit> I wonder if there is a market for putting a linux cnc system together for racing/rock climbing/ suspensions which adjust for on demand
[21:58:42] <witnit> conditions one demand*
[21:58:56] <witnit> damnit
[21:59:21] <witnit> my keyboarding skills are getting worse the more I do it, not better.
[22:00:34] <XXCoder> jt yeah? what about limit switches? printed onmes?
[22:00:48] <JT-Mobile> Here is a clue it don't get better lol
[22:01:01] <pfred1> ++
[22:01:01] <JT-Mobile> Xxcoder yea
[22:01:13] <XXCoder> I suppose that can be done
[22:01:20] <XXCoder> honestly they are so chea[
[22:02:07] <JT-Mobile> I'll draw it up when I see the machine
[22:02:33] <pfred1> XXCoder who you calling a chav?
[22:02:37] <XXCoder> I also suppose if you wanna kill some more of vitaim count parts you can do that too heh
[22:02:45] <XXCoder> chav?
[22:06:05] <pfred1> https://en.wikipedia.org/wiki/Chav
[22:06:41] <XXCoder> ah ointeresting
[22:08:15] <JT-Mobile> Must be the accent
[22:09:12] <XXCoder> pfred1: not too sure how chav applies to me or any of my comment?
[22:09:32] <JT-Mobile> Way past my bed time
[22:09:40] <JT-Mobile> Say goodnight Gracie
[22:09:41] <pfred1> JT-Mobile nite
[22:45:52] <witnit> is there any documentation or robotics software that will help me better understand trivial kinematics
[22:49:35] <witnit> something like this I guess?
https://www.khanacademy.org/computer-programming/inverse-kinematics-robot-arm/5648684600524800
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
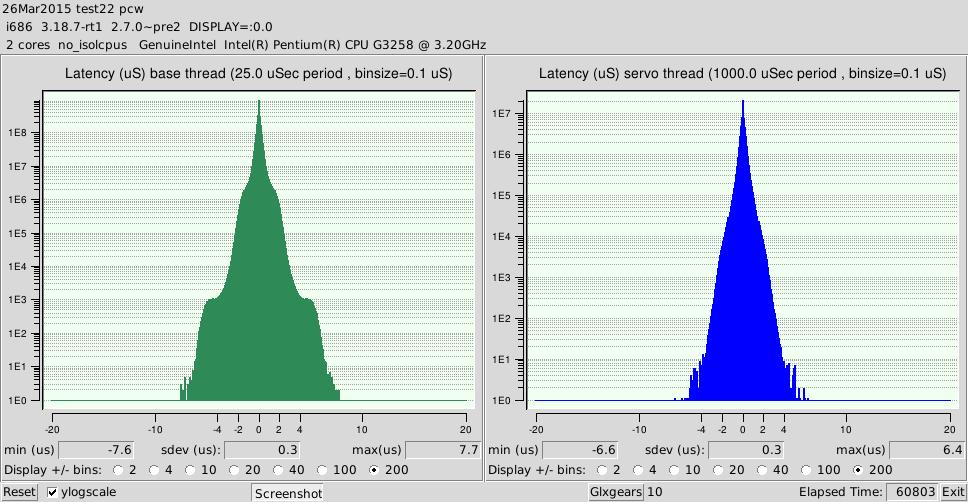{kind=link}
{kind=link}
{kind=link}