Back
[14:53:24] <MacGalempsy> so quite today
[14:55:20] <MacGalempsy> was trying to pull apart this large fixture and there are a few bolts that are pretty well seized up
[14:55:30] <MacGalempsy> got some SBR16 out of it
[15:05:03] <DaViruz> i find it troublesome that the local gcode quick reference links to the online full gcode reference
[15:29:00] <witnit> DaViruz: that is horrendous I don't even have my machines attached to the internet. How much good would that be?
[15:49:40] <Mac-Mill> sounds like you need to get that ethernet card
[15:54:50] <miss0r> Finally completed the subwoofer construction. And I must admit being quite pleased with myself :)
[16:01:19] <CaptHindsight> "Milling machines evolved from the practice of rotary filing—that is, running a circular cutter with file-like teeth in the headstock of a lathe"
[16:08:45] <CaptHindsight> https://en.wikipedia.org/wiki/Milling_(machining)#/media/File:Eli_Whitney_milling_machine_1818--001.png
[16:09:09] <andypugh> Somebody just came to look at my Chinse Lathemil
[16:09:27] <andypugh> And offered me £1500 to end the auction early.
[16:09:56] <CaptHindsight> sold to man with too much available cash
[16:09:57] <andypugh> I probably should have agreed to that, but it always seems wrong to start an auction and not see it through.
[16:10:15] <andypugh> Yes, it did seem over-generous.
[16:10:20] <CaptHindsight> was it a take it or leave it?
[16:10:30] <andypugh> No, he will be bidding too.
[16:10:51] <andypugh> I was saying I expected it to go for closer to £1k
[16:11:11] <CaptHindsight> maybe he was just poking around, "oh did I say 1500, I meant 1000"
[16:11:30] <andypugh> (Though it’s at £562 now, and 4 days left to go)
[16:12:21] <andypugh> Seemed like a nice chap, actually. Spending is army pension (got his back broken by a bomb in Afghanistan)
[16:13:05] <CaptHindsight> https://en.wikipedia.org/wiki/Milling_(machining)#/media/File:Nasmyth_milling_machine_1829-1830--001.png
[16:13:05] <FloppyDisk5_25> cough, hack, shill... j/k...
[16:13:35] <FloppyDisk5_25> I would agree, it's hard to take a bid like that early in the auction...
[16:13:56] <andypugh> It wasn’t a bid. He had the cash in his pocket.
[16:15:44] <CaptHindsight> I've done that on a few things I wanted yesterday
[16:16:28] <andypugh> He tried arguing that eBay would take fees if I let the auction end. I think eBay deserve a fee for finding me so many people who are interested and letting them fight each other.
[16:16:59] <CaptHindsight> add a Buy it Now
[16:17:13] <CaptHindsight> but not sure if you can after the first bid is in
[16:19:47] <andypugh> You can’t.
[17:03:49] <Crom> hmmm looking at getting a 0% ar lower...
[17:04:18] <Crom> thinking it could also be a 1911 commander 0%
[17:05:27] <Lowridah> 0% eh
[17:05:39] <Lowridah> i have some hunks of 6061 about that size
[17:05:55] <Lowridah> yours for say, 200 doggies
[17:06:07] <Lowridah> seriously why bother though
[17:06:26] <Crom> 80percentarms.com is selling 0% block for $29
[17:06:44] <Crom> see if I can do it on the 3040
[17:07:02] <Lowridah> it's a chunk of kaiser aluminum dude
[17:07:04] <Lowridah> just go to onlinemetals
[17:07:07] <Lowridah> that's all they're doing
[17:07:14] <Crom> probably...
[17:07:16] <Lowridah> 0% lower is a joke term
[17:07:21] <Lowridah> no, not probably, is.
[17:07:51] <Lowridah> i could literally find the same aluminum on onlinemetals, probably cheaper since they give monthly discounts
[17:07:58] <Lowridah> you could mill it on a 3040 but that's kinda nutty
[17:08:28] <Crom> well it took awhile but I got the 1/4" toolpath reporcessed as a 6mm toolpath.. so now I have a ar6mm.ngc file
[17:08:43] <Lowridah> its probably easier to mill out the pieces of the "bolt" style AR15 lower off the fosscad repo
[17:08:46] <Lowridah> actually, way easier
[17:09:24] <Lowridah> since lowers are so easy to 3d print i don't even bother milling one out
[17:38:02] <Deejay> gn8
[17:39:37] <renesis> if you mean FDM, haha hahahaha
[17:43:38] <Lowridah> well, compared to one cut out of a chunk of kaiser on a 3040
[17:43:45] <Lowridah> either are gonna be a piece of crap
[17:44:05] <Lowridah> especially by someone with so little understanding that a chunk of metal is a '0%'
[17:51:28] <pfred1> LinuxCNC comes with a G Code generator for poctekting doesn't it?
[17:51:35] <pfred1> pocketing even
[18:01:57] <andypugh> pfred1: Maybe
[18:02:24] <pfred1> I want to flaten out like a work pallet on my machine I'm trying to do some isolation routing
[18:02:35] <pfred1> and the table isn't level enough with the gantry
[18:02:40] <pfred1> close but not close enough
[18:02:45] <andypugh> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_LinuxCNC_G-Code_Generators
[18:02:57] <pfred1> yeah I saw flat.py there
[18:03:09] <pfred1> which sounds like it might be what i want
[18:03:40] <pfred1> I have to generate some code with it and cut some air see what it looks like
[18:04:20] <JT-Shop> well the '56 Ferguson was the first to mark the new shop floor...
[18:04:32] <pfred1> I bought a gnarly HDPE cutting board at a yard sale a couple weeks back that looks ideal for this
[18:04:56] <pfred1> what pray tell is a '56 Ferguson?
[18:04:59] <JT-Shop> pfred1: there are several g code generators on the wiki and some I wrote
[18:05:19] <pfred1> JT-Shop I just want something that will make a flat milled surface
[18:05:29] <pfred1> you know the round and rounf pattern?
[18:05:40] <pfred1> or I'll take back and forth I'm nto choosy
[18:06:04] <JT-Shop> https://s3-eu-west-1.amazonaws.com/lot-images.atgmedia.com/IB/264/2889/3235-2012411113140_original.jpg
[18:06:15] <andypugh> pfred1: More than you need right now, but have you seen?
https://www.youtube.com/watch?v=fjyJIOoiLW0
[18:06:23] <JT-Shop> that is a 56 F40 Ferguson
[18:06:31] <pfred1> JT-Shop take that out back and put it out of its misery
[18:06:33] <andypugh> Wrong colour?
[18:06:50] <JT-Shop> it's a bit off but close to the original
[18:07:32] <andypugh> I always think of Fergusons in this colour:
https://s-media-cache-ak0.pinimg.com/originals/78/4e/fd/784efdcb3ee5d396d185c895791339a1.jpg
[18:07:55] <pfred1> you should get one of these
http://www.coys.co.uk/wp-content/uploads/cars/auto-draft/44_255_01.jpg
[18:08:01] <pfred1> it's a Lambo!
[18:08:43] <pfred1> here people are all wild about farmalls
[18:08:45] <JT-Shop> yea that is the older Fergusons like TO-20 modles
[18:08:50] <JT-Shop> models even
[18:09:28] <pfred1> I have an old Volvo so it is enough tractor for me
[18:09:48] <JT-Shop> in '56 Ferguson had merged with Massey-Harris so the Ferguson dealers wanted a tractor to compete with MH-50 so they got the F40
[18:10:11] <JT-Shop> same tractor different sheetmetal and colors
[18:11:08] <andypugh> I like these:
https://en.wikipedia.org/wiki/Field_Marshall#Field-Marshall_tractor 8 litre single cylinder :-)
[18:11:43] <JT-Shop> on those old tractors if you were bush hogging and tried to stop the tractor kept going till the bush hog quit spinning... sent many of old fergy into the fence
[18:13:14] <andypugh> I love this quote from the Marshall page “ Depending on the condition and mood of individual tractors, it is possible to get a thorough workout starting the Marshall.”
[18:16:59] <JT-Shop> that sounds like a McCormick my Grandfather had... hand crank and pretty good sized engine
[18:17:08] <andypugh> Talking about tractors, have you seen:
https://youtu.be/a1ThSi1wbqU?t=40s
[18:17:13] <JT-Shop> I never could start it
[18:18:11] <JT-Shop> never seen that one
[18:18:48] * JT-Shop goes to dig the hood from the comparator out of the scrap pile to make an outside cat house
[18:29:51] <pfred1> spark and fuel
[18:30:16] <pfred1> as long as it is mechanically somewhat sound if you got spark and fuel it'll run
[18:30:44] <pfred1> like no broken pistons or rods etc.
[18:31:03] <enleth> eh, I've been at the Birmingham Hackerspace today and had a chance to use their newly acquired Myford Super 7 lathe - and now I wish we had lathes like that in continental Europe
[18:31:55] <enleth> and they got it for less than 1500gbp, almost mint condition
[18:32:19] <pfred1> if you're in the right place at the right time
[18:33:24] <malcom2073> I love old engines like that
[18:33:41] <malcom2073> Like the big old tractors
[18:33:47] <FloppyDisk5_25> I have put tri-flow lube on my tool holders, jacobs chucks, etc. to keep them oiled and prevent surface rust. Wondering if there's something better.
[18:34:07] <FloppyDisk5_25> What about mobil 1 synthetic motor oil? I think they put in detergents, but dunno.
[18:34:21] <pfred1> I hope they put in detergents
[18:34:37] <andypugh> enleth: What is it that you like about the Myford? I have always thought they seemed a bit over-rated
[18:34:50] <pfred1> that's how you flash off water in engines
[18:35:08] <FloppyDisk5_25> so, not good for a jacobs chuck in a bt holder?
[18:35:13] <pfred1> but detergent motor oil is bad outside of engines
[18:35:24] <FloppyDisk5_25> That was my thinking, why I asked...
[18:35:33] <CaptHindsight> http://chicago.craigslist.org/sox/tls/5803278154.html Hendey lathe
[18:35:43] <pfred1> it is hydroscopic hygroscopic? something liek that means it sucks water otu of the air
[18:36:07] <pfred1> what will happen when it is humid is little droplets of water will form in the oil
[18:36:10] <FloppyDisk5_25> hydroscopic is how I've heard it...
[18:36:27] <pfred1> you'll actually get rust under the oil its nasty
[18:36:43] <FloppyDisk5_25> I like those old lathes like that captain... No room for it, but would probably work just great.
[18:36:55] <FloppyDisk5_25> pfred1 - yuck... I'll stick w/ my triflow...
[18:37:10] <pfred1> yeah don't use detergent motor oil on anything but engines
[18:37:23] <andypugh> enleth:
http://www.lathes.co.uk/andrychowska/
[18:37:49] <JT-Shop> anyone know Sam's forum nick?
[18:37:49] <FloppyDisk5_25> what kind of oil do people use on guns? the tri-flow smells a lot like oiling an old gun when putting it away, but I don't shoot much anymore.
[18:38:00] <enleth> andypugh: it's a well made non-chinese small lathe, something I just can't get locally because the Soviet bloc countries didn't make any small lathes
[18:38:03] <JT-Shop> trying to find the build thread on the latest machine he built
[18:38:18] <pfred1> my go to shop lube right now is chainsaw bar oil
[18:38:24] <pfred1> it sticks like glue!
[18:38:31] <andypugh> enleth: Nonsense :-)
http://www.lathes.co.uk/zdz/
[18:38:40] <andypugh> Too small?
[18:39:41] <pfred1> but for some applications bar lube is a bit thick so then I use air tool oil
[18:39:50] <enleth> andypugh: a liiiittle bit, yeah. And I know the TUE/TUD/T[A-Z]{2} lathes, the smallest ones are still over half a ton
[18:40:27] <enleth> andypugh: nothing in the 150-300kg range
[18:41:28] <andypugh> entheth: I saw one of these local to me and very nearly bought it. Very nice:
https://www.youtube.com/watch?v=1tX88uo6tDA
[18:41:54] <enleth> andypugh: except some very rare TBS series training lathes, but they're extremely hard to get and the accessories are nonexistent
[18:41:58] <FloppyDisk5_25> I saw poulan has some bar oil, looks a lot cheaper than my tri-flow. i think I'll try some... i have air tool oil as well, maybe try that, too...
[18:42:49] <pfred1> bar oil makes great way oil
[18:43:03] <pfred1> gives machines a nice feel
[18:43:17] <pfred1> kind of sticks them together
[18:44:23] <enleth> andypugh: that one is still at least half a ton
[18:44:36] <enleth> andypugh: it's a Russian design
[18:44:50] <andypugh> Yes. But not a lot more floor space than a Myford
[18:45:45] <enleth> I really do need a benchtop lathe no heavier than 300kg
[18:45:57] <pfred1> how come?
[18:46:21] <enleth> so I'm left with imported UK stuff
[18:46:58] <enleth> and maybe some German or Swiss machines but those are rare too
[18:49:54] <pfred1> let's face it machinery is rare
[18:50:04] <pfred1> not everyone has the stuff in their garage
[18:50:09] <andypugh> Less rare than it was before eBay
[18:50:23] <pfred1> well that is just bringing disparate parties together
[18:50:47] <pfred1> but ebay also ups the anty too
[18:50:58] <pfred1> now you're bidding against a wider audience
[18:51:11] <andypugh> As-in, second-hand tools find new owners much moe easily now. When my dad bought his machine tools he paid by the kg, scrap prices, because they could not find buyers
[18:51:49] <pfred1> yeah or take it away we need the floor space
[18:52:06] <FloppyDisk5_25> I think you can find the scrap prices sometimes, but it's got to be a little luck and something other people perceive as junk...
[18:52:12] <andypugh> So, it was £40 for the Kearns S-type:
https://www.youtube.com/watch?v=xlqDzQEn69I
[18:53:09] <pfred1> big machinery can still be a white elephant
[18:53:18] <enleth> andypugh: in the UK, sure. you really have it easy there
[18:53:24] <pfred1> stuff grandpa can't carry down the cellar stairs by himself
[18:54:28] <enleth> andypugh: I'm pretty sure UK made orders of magnitude more small and mid-sized lathes between 1900s and 1980s than any other european country
[18:54:45] <pfred1> i went to an estate sale once the guy's whole basement was filled with tooling
[18:55:01] <andypugh> enleth: Oh, almost certainly
[18:55:06] <pfred1> guy must have dropped dead and his family didn't know what any of it was
[18:55:11] <andypugh> Have you read lathes.co.uk?
[18:55:38] <pfred1> every time I went up to this girl with another handful of tools she'd look at it and say, "Give me $3"
[18:56:14] <pfred1> but i was in the process of movign myself so I couldn't afford to take on much weight at the time
[18:56:35] <enleth> andypugh: sure.
[18:56:39] <pfred1> I bet I could have went back the next day and got the whole lot for a hundred
[18:57:41] <andypugh> I helped clear out a shed like that, but we tried to make an honest offer.
[18:58:02] <enleth> pfred1: that sounds like you migh've had bought a bigger car on the spot and still be ahead as far as value goes
[18:58:16] <pfred1> an honest offer would be more than I am willign to spend
[18:58:38] <andypugh> I think we paid £400 and ended up with (for example) a full set of metric and imperial helicoil sets. 100kg of various metal stock, a shaper,
[18:58:39] <pfred1> enleth i used a number of large cube trucks
[18:59:03] <pfred1> andypugh this basement was floor to celing tooling
[18:59:13] <pfred1> it was quite a collection
[18:59:27] <pfred1> buy must have been a tool and die maker
[18:59:34] <pfred1> guy must have been even
[18:59:47] <andypugh> Shame to see a lifetime’s work unapreciated like that,
[18:59:58] <pfred1> well that's how it goes
[19:00:07] <pfred1> the kids don't know about any of that
[19:00:19] <andypugh> Aye, it will happen to my stuff, no doubt.
[19:00:39] <pfred1> they don't know what grandpa was up to
[19:00:53] <pfred1> other than they're not interested in any of it
[19:01:12] <pfred1> they just want that house empty so they can sell it and cash in
[19:01:58] <Duc_mobile> Anyone have problems installing uspace? a few packages refuse to install on my system while trying to install the uspace package
[19:02:24] <pfred1> Duc_mobile I hate when that happens my Blender upgrade failed here on me
[19:02:42] <enleth> andypugh: anyway I guess I'll just have to buy a lathe in the UK and bring it back home somehow
[19:02:45] <enleth> someday
[19:03:00] <pfred1> enleth where you live?
[19:03:10] <Duc_mobile> I get the following error on the system
[19:03:12] <Duc_mobile> Depends: libc6 (>= 2.15) but 2.13-38+deb7u11 is to be installed
[19:03:12] <Duc_mobile> Depends: libfontconfig1 (>= 2.11) but 2.9.0-7.1+deb7u1 is to be installed
[19:03:12] <Duc_mobile> Depends: libpango-1.0-0 (>= 1.14.0) but it is not installable
[19:03:12] <Duc_mobile> Depends: libpangocairo-1.0-0 (>= 1.14.0) but it is not installable
[19:03:12] <Duc_mobile> Depends: libpangoft2-1.0-0 (>= 1.14.0) but it is not installable
[19:03:13] <Duc_mobile> Depends: libtk8.6 (>= 8.6.0) but it is not installable
[19:03:14] <Duc_mobile> Depends: libudev1 (>= 183) but it is not installable
[19:03:16] <Duc_mobile> Depends: tcl8.6 but it is not installable
[19:03:18] <Duc_mobile> Depends: tk8.6 but it is not installable
[19:03:19] <pfred1> acl use pastebin
[19:03:20] <Duc_mobile> Depends: python:any (>= 2.7.5-5~) but it is not installable
[19:03:37] <Duc_mobile> made a thread at
https://forum.linuxcnc.org/forum/9-installing-linuxcnc/31630-installing-uspace-for-2-7-7
[19:03:37] <pfred1> aptitude install pastebinit
[19:04:04] <enleth> pfred1: Poland
[19:04:18] <pfred1> enleth Poland has a rich machining history
[19:04:29] <pfred1> that's where the Nazis had all of their armor manufactured
[19:04:33] <pfred1> Skoda
[19:05:24] <pfred1> my foreman in the shop i used to work in was a Polish refugee
[19:05:58] <pfred1> Roman knew his stuff
[19:06:06] <andypugh> Skoda is Czech
[19:06:25] <andypugh> But they do make jolly nice lathe centres
[19:06:30] <pfred1> they had plants in Poland back then too
[19:07:13] <andypugh> http://www.ebay.co.uk/itm/Skoda-Revolving-Centre-Long-Nose-3MT-/361723784552
[19:08:29] <pfred1> we used to make live centers
[19:08:34] <andypugh> I don’t think I have ever seen a No6 Morose Tapir
http://www.ebay.co.uk/itm/282170387379
[19:08:39] <pfred1> we made some like 6 feet tall
[19:08:51] <pfred1> for the paper industry
[19:09:01] <pfred1> they put huge spools of paper on them
[19:09:30] <pfred1> I think our big center was rated for 500 tons?
[19:10:02] <pfred1> it was like something out of the big shop comical really
[19:10:43] <pfred1> we didn't get many orders for those
[19:11:13] <andypugh> But when you did, it paid the wages for the week?
[19:11:21] <pfred1> pfft they took a while to make
[19:11:25] <pfred1> more than a week
[19:11:50] <pfred1> izzy fucked one up once too
[19:12:20] <pfred1> Roman had to weld the key way he put in it
[19:12:42] <pfred1> we couldn't afford to throw those out
[19:14:16] <pfred1> this was our bread and butter product
http://www.componentexchangeillinois.com/Auburn/System-components/Old-Style/Motor-Components/Gasoline-Motor-Component/J-s-tool-fluid-motion-grinding-wheel-dresser-rfg-750A-picture.jpg
[19:14:22] <pfred1> I know how to rebuild one of those
[19:14:32] <Duc_mobile> ok just got the package to install but Ill explain once I get back from a run with the wife
[19:15:07] <pfred1> get me a granite surface plate a surface grinder and a rotary table and I cna make one of them like new again
[19:17:04] <andypugh> pfred1: So _that’s_ what my mystery diamond came from!
[19:17:22] <pfred1> yeah selling diamonds was what really kept the company afloat
[19:17:49] <andypugh> I have a diamond in a similarly-shaped curved bar thing
[19:17:51] <pfred1> the shop was just Henry's play room when i worked there
[19:18:07] <pfred1> the diamond is just in a round mount
[19:18:35] <pfred1> it is fascinating how that gadget works
[19:19:07] <pfred1> you flip that handle on the back and depending on how you've set it up you can put an angle or a radius on a grinding wheel
[19:20:01] <pfred1> but what we'd do is we'd replace the diamond with a mounted carbide ball to set it up
[19:20:24] <pfred1> then we'd indicate the ball while we swept the dresser through its range of motion
[19:21:13] <pfred1> thre's a relationship between the tip of the diamond and the back of the upright to the mike pins on the swivel base that has to be right
[19:23:22] <andypugh> One time when working at a University I was doing what I always did when starting work at a new university (looking through every cupboard and store-room to see what they had) and I found, in an unopened case a complete, never used
http://www.ebay.co.uk/itm/DIAFORM-MODEL-BT-WHEEL-FORMING-ATTACHMENT-Price-200-plus-VAT-/291054741736?hash=item43c436e8e8:g:WNsAAOxycmBSz8hm
[19:23:51] <andypugh> They didn’t even know they had it. I found it very useful.
[19:24:31] <pfred1> what's wrong with this picture why can't i zoom in?
[19:24:47] <pfred1> that looks liek an expensive bit of kit
[19:25:15] <pfred1> our wheel dressers weren't cheap
[19:25:24] <andypugh> Yes, a new one was (IIRC) £16000
[19:25:35] <pfred1> a tall one on a mike base like the one i linked to with the base like $5,000 or so
[19:26:01] <andypugh> The Diaform is a Pantograph wheel former
[19:26:14] <pfred1> I can see that with that handle
[19:26:16] <andypugh> 10:1 ratio, I think
[19:26:34] <pfred1> yeah wheel dressing is quite a thing
[19:26:48] <pfred1> most home gamers don't understand it
[19:27:00] <pfred1> which is why stuf they grind comes out liek crap
[19:28:38] <andypugh> I have never figured out grinding myself
[19:28:52] <pfred1> surface grinding is cool
[19:29:14] <pfred1> that's the jewelery of the machining world right there
[19:29:18] <sync> yeah a diaform is cool but eh
[19:29:22] <pfred1> well that and lapping
[19:30:01] <pfred1> I used to be able to put a surface finish on a piece of metal with a surface grinder that looked liek an old metallic recording tape
[19:30:14] <andypugh> pfred1: See what my dad has in the back corner under the sheet?
https://goo.gl/photos/E5JxUYd43fn7VZMo8
[19:30:20] <pfred1> kind of that multicolored look to it you know?
[19:31:07] <pfred1> that isn't liek the grindrs we used
[19:31:17] <pfred1> that one power feed?
[19:31:31] <andypugh> http://www.lathes.co.uk/churchill-universal/ (Ours is the OH model)
[19:31:57] <andypugh> OH Universal, not the semi
[19:32:22] <pfred1> I think this may be more for grinding tools?
[19:32:31] <andypugh> cylindrical, internal, surface
[19:32:35] <pfred1> ah yes
[19:33:11] <andypugh> I am doing something wrong, I can get a better finish with a lathe
[19:33:15] <pfred1> we mainly used the back and forth surface grinders
[19:33:29] <andypugh> I assume we have the wrong wheels
[19:33:35] <pfred1> maybe you're using the wrong kind of wheel?
[19:33:38] <pfred1> yeah
[19:33:44] <pfred1> you want white or pink wheels
[19:34:03] <pfred1> I think the white wheels are the nicest
[19:34:07] <andypugh> That OH does that, you rotate the column, and the table goes back and forth hydraulically between the stops, while feeding
[19:34:32] <pfred1> we had a huge power feed surface grinder
[19:34:44] <pfred1> something like a 4 foot diameter wheel
[19:34:47] <andypugh> The wheel on there is white. But I suspect that there might be more to it than colour. Like grain size and bond.
[19:34:55] <pfred1> oh sure
[19:35:23] <pfred1> you dress the wheel too right?
[19:35:38] <andypugh> Quick quiz… In that photo I posted, how many machine tools do you se?
[19:35:59] <pfred1> 3?
[19:36:11] <andypugh> Try again?
[19:36:18] <pfred1> nah I'm good with 3
[19:36:51] <andypugh> Can’t you see one of these?
http://www.lathes.co.uk/shapers/index.html
[19:37:39] <pfred1> is it under that white blanket?
[19:38:07] <andypugh> No, it is directly behind the boring machine table
[19:38:24] <pfred1> nope can't see it
[19:39:00] <andypugh> You see the transformer on the shelf on the wall? Just under that is the downfeed handle
[19:39:27] <pfred1> yeah it is hard for me to make out what is going on back there
[19:40:19] <andypugh> There is also my big lathe, and a mechanical hakcksaw:
https://photos.google.com/search/_p0xa2e0ca513dfb43a4_Slaithwaite/photo/AF1QipM0tsiFuiUWIBJgt5D9Xo-s45YsyC-KfyQ_R71o
[19:40:40] <andypugh> Sorry, that’s probbaly a bad link:
https://goo.gl/photos/pMoWu8VUGEd7Mk6z8
[19:41:13] <andypugh> That chuck probably is too big for the lathe
[19:41:25] <enleth> pfred1: oh yes we do have a rich machining history - just, like I said, all the lathes made here are in the 600-4000kg range
[19:41:38] <pfred1> if it spins it fits
[19:41:40] <Erant> Hmmm. The little NOGA misters have lower pressure/flow requirements than most other misters. Wonder if a fridge compressor could feed them...
[19:41:43] <enleth> pfred1: no locally made benchtop designs at all
[19:42:28] <andypugh> enleth: DO you want manual or CNC?
[19:44:04] <pfred1> I have an old Bijur mister but the idea of sucking up coolant fumes nevr appealed to me
[19:47:38] <Erant> pfred1: The 'fogbuster' ones should result in little to no fumes.
[19:47:57] <Erant> Plus it's either that, or flood coolant, or manual squirting of coolant.
[19:48:05] <Erant> And with my attention span...
[19:48:20] <pfred1> yeah I use a brush
[19:48:46] <pfred1> I just manually machine stuff that needs any kind of cutting fluid
[19:49:30] <andypugh> I have flood. It works
[19:50:00] <pfred1> my mill table doesn't have a drain
[19:50:12] <andypugh> Not modern high-pressure flood, just point at the tool and let it drain away fllod
[19:50:21] <andypugh> No, drain at all?
[19:50:24] <pfred1> nope
[19:50:48] <andypugh> I laugh at your pitiful toy machine! Mwahahah!
[19:50:52] <pfred1> I could drill one in but i don't do the kind of volume to justify it
[19:51:21] <enleth> andypugh: manual, I already have an ORAC which is actually about the size I need for a manual, slightly smaller actually
[19:51:22] <pfred1> really I hate having to clean up coolant
[19:51:40] <andypugh> (Err, for context, re-reading:
http://www.girlgeniusonline.com/comic.php?date=20021104#.V-xfAjse10c )
[19:51:42] <Erant> andypugh: Yeah, no, no drain on the my-first-mill.
[19:53:18] <pfred1> so I just use a little squirt of Rapid-Tap as cutting fluid now
[19:54:30] <andypugh> On the machine i am selling I just tended to use
https://www.rocol.com/products/rtd-liquid-reaming-tapping-drilling
[19:54:57] <andypugh> That had a splash-tray but I never set-up coolant on it.
[19:55:09] <pfred1> coolant is a mess
[19:55:17] <andypugh> Which reminds me, I am nearly out of said product.
[19:55:19] <pfred1> I eman if you're doing production you got no choice
[19:55:42] <andypugh> If you get the right coolant it is usefullly anticorrosive
[19:56:03] <pfred1> its water
[19:56:20] <andypugh> Water with stuff in it
[19:56:36] <pfred1> yeah but its still water
[19:56:52] <pfred1> you leave it dry and it makes this nasty sticky film
[19:57:42] <andypugh> I had forgotten how spendy RTD is:
http://www.ebay.co.uk/itm/370734712960
[19:57:46] <pfred1> with all metal chips stuck in it like fur
[19:58:12] <andypugh> pfred1: NOne of my coolants have ever done that
[19:58:17] <pfred1> hmmm
[19:58:44] <pfred1> you can make your own oil emulsion solution
[19:59:15] <pfred1> get dishwashing deterngent and mix it in water and pour oil in it
[19:59:37] <pfred1> them you need a defoaming agent
[19:59:47] <pfred1> because when you mis it it'll just turn into froth
[19:59:51] <pfred1> mix it even
[20:00:09] <andypugh> I go through about £20 of concentrate a year. I don’t care :-)
[20:00:16] <pfred1> so you spray it with ahcohol and that will break the bubbles
[20:02:47] <Duc_mobile> ok back. Had both the Jessie and wheezy repositories turn on somehow. Worked good after turning off Jessie
[20:03:15] <pfred1> heh
[20:03:25] <pfred1> you want to use backports
[20:03:29] <pcw_mesa> Yeah looked lie a mis-matched package/OS
[20:03:36] <pcw_mesa> like
[20:04:05] <pfred1> software dependencies are great, until they aren't
[20:04:53] <pfred1> it can take a while to get the hang of practicing safe software installation
[20:04:56] <Duc_mobile> I could have turned it on by accident after having a 2.5 hour conference call last night when I was working on it
[20:05:39] <pfred1> like anything you install out of repo don't put it in /usr
[20:06:02] <pfred1> put stuff you install in /opt or better yet leave it in your home directory
[20:06:43] <pfred1> I put ~/bin on my path for junk I install myself
[20:07:43] <Duc_mobile> if it isnt installing from a package then its probably beyond my linux knowledge. I have a basic understanding on moving around and some setting stuff
[20:07:54] <pfred1> meh
[20:08:01] <pfred1> Linux is pretty logical
[20:08:43] <pfred1> like Dennis used to say, "UNIX is very simple, it just needs a genius to understand its simplicity."
[20:09:56] <Duc_mobile> I need to force myself to learn it better
[20:10:05] <pfred1> no you don't
[20:10:22] <pfred1> it has been around for decades now so what's the rush?
[20:10:33] <pfred1> learn one little new thing a day
[20:10:51] <pfred1> and after 10 years, or so you'll be a guru
[20:11:15] <andypugh> It hasn’t worked for me. Linux still baffles me
[20:11:36] <Duc_mobile> thats why Im learning allen bradley PLCS then on to the next thing
[20:12:04] <pfred1> one problem with learning Linux is it is a moving target
[20:12:12] <andypugh> But perhaps because I expect to understand it. I don’t even expect to understand Windows
[20:12:20] <pfred1> I used ot know how the old firewall stuff worked then they changed it, then changed it again
[20:12:57] <pfred1> now there's systemd
[20:13:17] <pfred1> I barely have the old init system figured out
[20:13:37] <Duc_mobile> wohoo got it to boot but with a realtime delay on task 0
[20:14:07] <pfred1> my controller is still spitting out the occasional realtiem delay errors
[20:14:33] <pfred1> I might have to build a custom stripped down kernel for it?
[20:14:56] <pfred1> I'm running the canned kernel in cradek's version
[20:16:01] <pfred1> configuring a kernel these days is pretty mind boggling
[20:16:02] <Duc_mobile> once I get the system up and running I will be upgrading the laptop to a version PCW uses
[20:16:14] <pfred1> laptops make poor controllers
[20:16:38] <pfred1> they have built in power saving features that chew up time
[20:16:54] <sync> configuring a kernel is pretty much the same it was 10 years ago imho
[20:17:09] <pfred1> sync there's a lot more options to go through
[20:17:35] <Duc_mobile> pfred1: this wont be used for a cnc mill but this device
http://www.pirate4x4.com/forum/outdoor-sports-recreation/2402273-gun-turret.html#post38377778
[20:17:41] <pfred1> I don't even think it is possible to do a straight make config today
[20:18:11] <pfred1> you'd be there for a month
[20:21:57] <pfred1> the last time I configured a custom kernel for LinuxCNC some obscure configuraiton option tripped me up
[20:24:00] <pfred1> # CONFIG_SPARSE_IRQ is not set
[20:24:30] <pfred1> yeah I didn't know it needed to be either
[20:26:21] <pfred1> I think it was Paolo Mantegazza on the RTAI mailing list that helped me out?
[20:33:02] <Duc_mobile> pcw_mesa: have you ever tried to run the 7i92 over wireless?
[20:33:50] <andypugh> Duc_mobile: Never heard of lead ablation machining?
[20:34:02] <CaptHindsight> Samsung's business is Booming! Built to Blast!
http://money.cnn.com/2016/09/28/news/samsung-cpsc-washing-machine-explosion-reports/index.html?sr=twCNN092816samsung-cpsc-washing-machine-explosion-reports0540PMVODtopLink&linkId=29299325
[20:34:38] <Loetmichel> andypugh: using an gau8-avenger as a "milling head"?
[20:35:19] <Duc_mobile> andypugh: nope but seems like a more controlled laser burn then the normal engraving
[20:35:29] <andypugh> CaptHindsight: It din’t explode, it just broke!
[20:37:06] <CaptHindsight> andypugh: happy to be out of Turkey?
[20:37:42] <Duc_mobile> andypugh: somewhat the same as electron drilling for really small holes
[20:38:17] <Duc_mobile> http://www.laser2000.co.uk/pdfs/download/white_papers/ns-ps-fs-Ablation-Study.pdf
[20:38:18] <andypugh> The Class Action Suit will win. It shouldn’t. As Samsung say, there are hundreds of millions of was cycles that work. There is no way that they can test every possible wash load
[20:39:17] <CaptHindsight> Duc_mobile: I'll be working with some e-beam machines. For fun I might get one working with Linuxcnc
[20:39:41] <malcom2073> andypugh: It won't win, it'll probably be settled
[20:39:46] <CaptHindsight> feed rates might be in the nm/minute :)
[20:40:53] <andypugh> CaptHindsight: Glad to be home, certainly. I was actually happier in Turkey than during a similarly protracted stay in the US. That’s nothing about the countries, is about the general situation and the people. The Turkey work went really well. The US work was a huge waste of time.
[20:41:42] <Duc_mobile> CaptHindsight: could be fun
[20:42:10] <CaptHindsight> andypugh: did those flashes you saw in the dark turn out to be gunfire?
[20:42:26] <CaptHindsight> as seen from the hotel window
[20:42:35] <andypugh> No idea.
[20:42:38] <CaptHindsight> it sounded like Chicago
[20:45:02] <CaptHindsight> http://www.jcnabity.com/sysdesc.htm FIB milling
[20:45:09] <andypugh> No suggestion that anyone was hurt. A couple of folk were walking towards the oddly-parked cars (so clearly they were uncincerned), and all the cars drove off together. Bear in mind that when I was in the US I was in Detroit. There it _would_ have been gunfire.
[20:47:06] <pfred1> look if there is any chance a washing machine is going to explode liek a hand grenade then yo ushould not be selling it to the unwashed public
[20:47:32] <pfred1> that way they had the support rods in there was clearly hokey
[20:47:53] <andypugh> Duc_mobile: I find femtosecond laser pulses hard to understand
[20:48:15] <pfred1> I don't care if it saved them 10 seconds on the assembly line
[20:48:27] <andypugh> pfred1: It dint
[20:48:46] <pfred1> I saw it on the news it is a slot
[20:48:57] <pfred1> put it in a hole for cripes sakes
[20:49:15] <andypugh> It did not explode like a hand grenade. It exploded a lot more like a washing machine
[20:49:16] <Duc_mobile> andypugh: must be using a crystal or something to set the timing pulse to get it that low
[20:49:30] <pfred1> andypugh I saw pictures of sharpnel
[20:49:56] <pfred1> though i wonder if some of them rednecks weren't trying to wash dynamite
[20:50:17] <andypugh> Duc_mobile: But it is less than one wavelenght. Not time to build a photon with a defined energy :-)
[20:50:58] <Duc_mobile> andypugh: just saw that. so half cycle of a wavelength of light. Impressive
[20:51:37] <pfred1> wow it is after 9 here it is time to be a vegetable on the couch I think
[20:53:31] <gregcnc> eh my recent maytag will try to smash itself to pieces but seemingly at a much lower spin rpm than that samsung
[20:54:19] <BeachBumPete> we just got some of the new front loaders and I was surprised at how fast the spin cycle is. Kinda nutz really :)
[20:54:55] <Duc_mobile> sounds like a jet engine going off
[20:55:08] <BeachBumPete> yeah LOL it does actually
[20:55:08] <Simonious> okay, so I've got my g53 home and I've got my work home at g54
[20:55:19] <gregcnc> the old maytag front loader simply couldn't figure out what to do with a single piece of laundry (my wife does this)
[20:55:19] <andypugh> Duc_mobile: Furthermore, that is a terrible paper. To paraphrase paragraph 2. “we will now proceed to make very little sense at all, and then finish with an equation where we don’t bother explaining what any of the terms represent”
[20:55:52] <Simonious> and I want to know how deep my cut will be in reference to my g54 position when I'm generating my gcode - I see clearance height, retract height, feed height, top height and bottom height
[20:55:56] <Simonious> help?
[20:56:50] <gregcnc> when cutting a part you should always be in the proper coordinate system, so what is the problem?
[20:56:51] <Duc_mobile> andypugh: only skimmed it for basic info. N
[20:56:51] <BeachBumPete> that depends on your code really
[20:58:08] <Simonious> gregcnc: I don't know.. my expectation is that bottom height is my depth from my g54 point
[20:58:14] <gregcnc> the function of those heights is explained in CAM
[20:58:27] <Simonious> I don't know CAM
[20:58:29] <BeachBumPete> I would think feed height would be your depth
[20:58:30] <andypugh> Duc_mobile: I am fairly confident that my supervisors would not have let me sbmit that paper. And rightly so.
[20:58:52] <gregcnc> you're using hsmxpress or works?
[20:59:05] <Simonious> works to generate the model F360 to generate the CAM
[20:59:06] <Duc_mobile> andypugh: I was a little suprised just how short it was for a paper
[20:59:20] <gregcnc> OK same thing, read the help, it's clear
[20:59:32] <BeachBumPete> bottom height is sometimes used when your zero reference is from the bottom of the part and all your feed heights are positive from there...
[20:59:38] <gregcnc> bottom is generally the bottom of the cut, but it doesn't have to be
[21:00:01] <Simonious> gregcnc: where is this help located?
[21:00:23] <gregcnc> dunno, it's like a blog on their site or somethign ridiculous
[21:00:28] <Simonious> ahh
[21:00:56] <gregcnc> that aspect of fusion is just dumb
[21:00:58] <andypugh> Simonious: The top-height - Feed-Height is the cutting depth
[21:01:05] <Duc_mobile> andypugh: and I thought my writing style was bad
[21:02:19] <andypugh> Simonious: But, as this sounds like Fusion/HSMworks You need to click the 3rd tab along and selct “multiple depths”
[21:02:51] <andypugh> Do you need screen shots, or does that make sense?
[21:02:57] <BeachBumPete> I need to start playing with fusion36o
[21:03:02] <Simonious> I need the shots :P
[21:03:18] <andypugh> OK. booting Fusion
[21:03:25] <gregcnc> feed height in HSM or fusion is the height above the work where plunge or cutting feed rate becomes effective as opposed to rapid
[21:04:04] <BeachBumPete> like safe Z height
[21:04:26] <Duc_mobile> I would recommend youtube. Hsmworks has some quirks when it comes to feature milling
[21:04:40] <gregcnc> i suppose, you can set is per toolpath
[21:05:18] <gregcnc> see if you can turn on tool tips, in SW they cover it all
[21:08:32] <andypugh> Simonious: This will take some time, it wants to install updts
[21:08:45] <SIM_CNC> bummer
[21:09:08] <BeachBumPete> I saw some sort of ad for Fusion360 special price on facebook recently anyone know anything about it?
[21:09:27] <Simonious> BeachBumPete: it's free unless you are making money on it
[21:09:31] <BeachBumPete> said something about deadline today actually the 28th
[21:09:33] <Simonious> and even then it's free up to a point
[21:09:37] <BeachBumPete> I understand that
[21:09:51] <Duc_mobile> ok bedtime 5am comes quick
[21:10:26] <gregcnc> don't the planes representing each height show in the view?
[21:11:05] <andypugh> You can buy a full commercial license today for £87
[21:11:30] <andypugh> If that includes the 5 axis toolpaths, then i would
[21:11:34] <BeachBumPete> aah is that what it was... not bad
[21:11:54] <BeachBumPete> have you been using it andy?
[21:11:56] <Simonious> gregcnc: yes, some of the time, but it's not intuitive for me.
[21:12:20] <Simonious> gregcnc: those heights don't show while I'm actually in the CAM generation tool
[21:12:35] <gregcnc> they do on my fusion?
[21:12:42] <Simonious> cool
[21:13:09] <Simonious> as soon as I enter the wizard to determine my operation details those things all go away
[21:13:38] <Simonious> must be a setting
[21:13:56] <andypugh> BeachBumPete: I have a full Inventor license, so I actually only use Fusion for the small subset of toolpaths that are in Fusion but not InventorHSM Free
[21:14:38] <andypugh> The height planes show up in the “Setup"
[21:14:50] <Simonious> Hmm, okay
[21:15:04] <BeachBumPete> I remember you saying that but I was wondering how much time you have spent with fusion actually
[21:15:39] <Simonious> me? Quite a few hours, but most of them are semi-confused.
[21:15:53] <Simonious> I can actually get the tool paths I want usually
[21:16:02] <BeachBumPete> no I was speaking to andy
[21:16:02] <Simonious> but I'm not confident on how deep I'm telling them to go
[21:16:21] <Simonious> because I don't understand these 5 settings (retract, clearance, feed, top, bottom)
[21:17:07] <gregcnc> default depth is 0 from the selected contour. Changing bottom offset or selecting another face/plane will change the depth
[21:17:26] <gregcnc> that is bottom height
[21:18:09] <Simonious> default too depth = selected contour?
[21:18:29] <Simonious> no, that can't be it
[21:18:45] <Simonious> what do you mean by default depth is 0 from selected contour?
[21:18:58] <BeachBumPete> damn man we got some kinda crazy lightning show over here right now...WOW
[21:19:07] <gregcnc> you should be looking at the heights tab in the operation
[21:19:49] <andypugh> Simonious: If you want to do more than one depth:
https://imagebin.ca/v/2wh4RLE3VC4E
[21:20:47] <andypugh> So, in the 4th tab (whick looks like a galss of water) change the Maximum Roughing Stepdown
[21:21:44] <gregcnc> i'm talking about something else, maybe it's time for bed
[21:21:48] <andypugh> Also in the 5th tab, you probably want max staydown. It knows how to rapid around exising material.
[21:21:50] <Simonious> gregcnc: yup, that's where I'm at. andypugh: I'm not concerned about multiple passes at the moment
[21:22:31] <gregcnc> max staydown can put a big hurt on calculation time occasinoally
[21:22:38] <Simonious> andypugh: Am I that confused? I really think gregcnc was on track with the 3rd tab being where we determine depth of cut
[21:22:55] <andypugh> In that case, it will cut everyting between feed height and bottom height in one pass.
[21:24:02] <gregcnc> you are looking at bottom height. bottom height defaults to the same depth selected contour with 0 offset. You can change the offset of you can select other geometry to change it.
[21:24:04] <Simonious> well fudge, I'm not less confused
[21:24:18] <andypugh> Oh, and you see the model in my screen grab? You want to guess how long that variable radius took!
[21:24:33] <Simonious> andypugh: no scale is given
[21:24:51] <Simonious> andypugh: I can infer it's probably ~20mm across
[21:24:56] <Simonious> but i also don't know what material
[21:25:03] <gregcnc> just try things generate the tool paths and see what happens it costs nothing, save a spare file if needed
[21:25:03] <Simonious> so.. I don't want to guess
[21:25:34] <Simonious> gregcnc: been doing a lot of that and cutting a lot of foam (yes and using the toolpath simulator)
[21:26:28] <gregcnc> OK tool tips show up if I hover over for instance "selected contour" next to bottom height
[21:26:44] <Simonious> yeah, i've got that
[21:27:02] <gregcnc> good luck, keep working at it, i'm out
[21:27:08] <Simonious> thanks, night
[21:27:32] <andypugh> No, rather more. What I am saying is that it took several attempts to make it model that variable edge radius. The part can be seen here in cast-iron form:
https://goo.gl/photos/F4uPUZBd5UYX6DyX9 (Right end of the Z screw)
[21:29:55] <Simonious> yeah, these tips are of some help, but what I really need is to know which one of these values corresponds to my touch of g54 Z height
[21:30:07] <Simonious> once I've got that I can define all of the others in terms of that and I should be gold
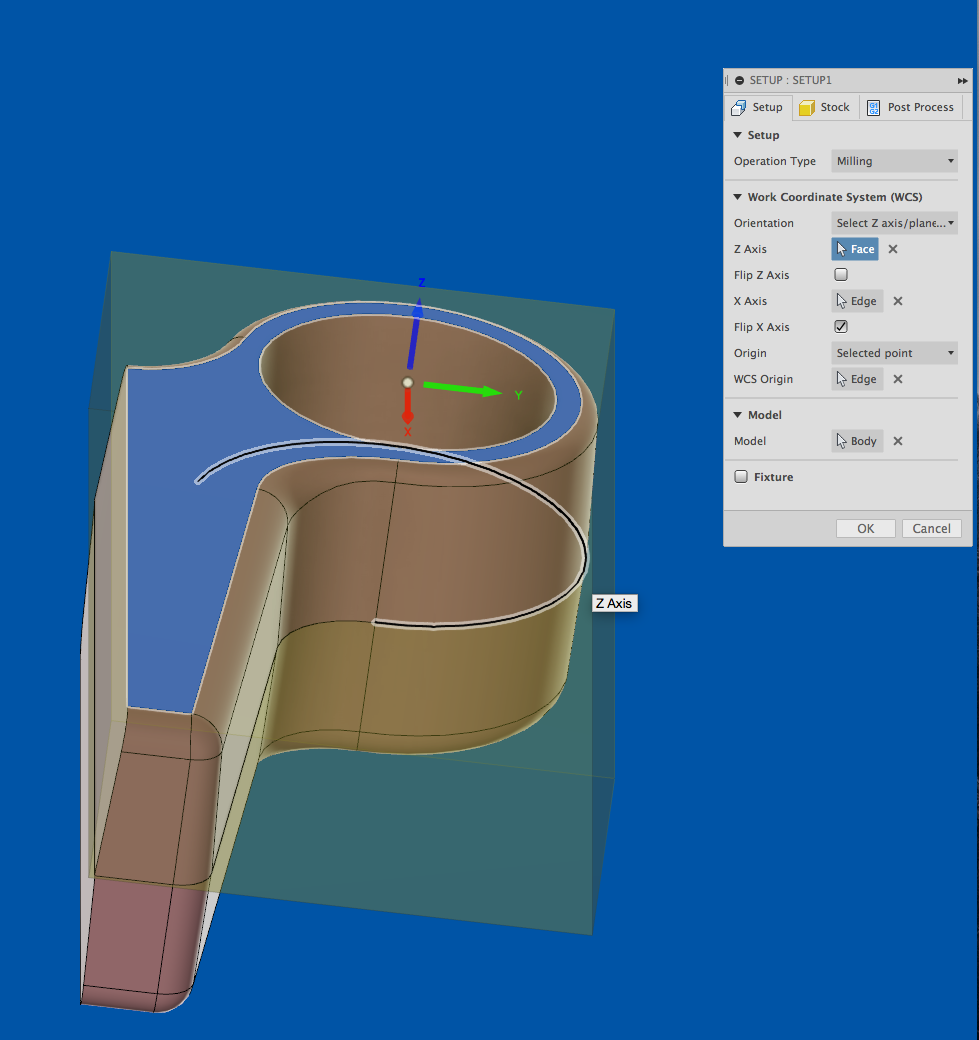
[21:34:57] <andypugh> Simonious: Your touch-off origin is the “Setup” origin
[21:36:24] <Simonious> okay, great and in the individual operations how do I reference this value, is it the 'absolute origin' I would have expected that to be machine home
[21:37:26] <andypugh> https://ibin.co/2wh9wazfqrcM.png
[21:37:57] <andypugh> That XYZ triad is the G-code XYZ origing that
[21:39:33] <andypugh> So if you probed the bore and set the centre to XY zero and the top for Z, then the CAM will use the same origin.
[21:40:24] <Simonious> alright, I think that seems reasonable
[21:41:23] <andypugh> Simonious: You can not be expected to model every part you design such that the orientation and origin match the orientation and origin you will machine it with.
[21:42:12] <andypugh> Especially not when machining the underside of a part, where you want to flip at least one axis and probe a hole or corner.
[21:44:20] <andypugh> So, in the “setup” you say how the part is mounted on the machine, and where your Gcode XYZ origin is. In that case I have set Z as normal to the top face and Z as along an edge, then flipped the edge to suit how the part actually was set up.
[21:44:47] <andypugh> (Sorrry, _X_ along an edge
[22:04:43] <andypugh> When did it get so late? And a work night too! Night all
[22:15:59] <Simonious> woah, things did NOT go well
[22:38:30] <Simonious> oh good I *seem* to have figured it out
[22:46:19] <MacGalempsy> anything exciting going on?
[22:52:33] <Simonious> getting close to getting the CNC to do what I want it to do..
[22:52:35] <Simonious> I guess that's exciting
[22:55:21] <renesis> are you vibrating?
[22:55:30] <Simonious> in several modes
[22:56:53] <renesis> daaym
[22:58:11] <MacGalempsy> what do u want it to do?
[23:00:19] <Simonious> well.. I'm new to most of this, previously I did a LOT of 3D printing, so the modeling part was fine, but the toolchain for gcode generation changed
[23:00:29] <Simonious> so I've done a lot of work calibrating the machine, which is quite nice now
[23:00:41] <Simonious> and I'm using Fusion360 for the CAM, which.. I mostly don't know how to use.
[23:00:53] <renesis> fusion is pretty cool
[23:00:55] <Simonious> so.. I've been getting the correct cuts for a while, but I've been messing up the depths
[23:01:09] <renesis> i like it a lot for CAM compared to mastercam, except for the cloudshit
[23:01:11] <Simonious> I think I'm finally getting the depth figured out.
[23:01:27] <renesis> maybe takes notes
[23:01:34] <renesis> like write it down
[23:01:42] <Simonious> yeah.
[23:03:03] <renesis> like, i have formal education in this shit, and some pro experience and bunch of home cnc experience, the different depth still gets confusing
[23:03:36] <jdh> I keep getting "1 day only special price" offers for fusion.
[23:03:45] <renesis> theyre not totally the same from one CAM app to the next, its like 95% the same so just enough to fool you into making a mistake
[23:04:05] <renesis> WON DAY ERYDAY
[23:04:29] <jdh> if I were going to pay for it, $80 for 2 years seems reasonable.
[23:05:00] <renesis> i get free because student, i dont know if i would pay for it because cloudshit
[23:05:38] <renesis> and its like, not a file tree it some sort of project based cloud manager, its annoying as fuck
[23:09:47] <Simonious> when you say cloudshit, do you mean rain? snow?
[23:09:54] <Simonious> I kid..
[23:15:31] <renesis> rain is so neat!
[23:23:59] <Simonious> yeah, that's a reasonable test cut.
[23:24:32] <Simonious> https://goo.gl/photos/wQYB9kNxcH3E2UxZ7
[23:30:13] <dioz> that game is fun Simonious
[23:31:35] <Simonious> dioz: many variations of play, we don't use cards at my house, but my kids are young, we stick to dice.
[23:32:23] <dioz> we do men vs. women when we have couples nights
[23:32:26] <dioz> it turns mean usually
[23:32:43] <dioz> lots of cursing aaaaand sometimes i have to sleep on the couch after
[23:36:54] * Simonious laughs
#/media/File:Eli_Whitney_milling_machine_1818--001.png){kind=link}
#/media/File:Nasmyth_milling_machine_1829-1830--001.png){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}