Back
[00:00:05] <Crom> kyle___, heh I lived just above china basin..
[00:00:17] <kyle___> Erant, san mateo
[00:00:17] <Crom> then I moved to Antioch
[00:00:28] <Crom> worked there...
[00:00:46] <kyle___> i'm from missouri so this whole place is a nightmare for me
[00:00:50] <Crom> Presta & Associates appraisals
[00:00:50] <Erant> Ah. I'm in SF proper.
[00:00:51] <Erant> Haha
[00:01:15] <Crom> kyle___, where in MO? I lived in Knob Noster and Pittsburg KS
[00:01:29] <kyle___> blue springs outside of KC!
[00:01:45] <kyle___> i grew up driving past knob noster on the way to my grandparents house by truman lake
[00:01:58] <Crom> been there... south side right? near Dick Gubbers airplane patch?
[00:02:26] <kyle___> of truman lake? they were on the north side on T highway
[00:02:42] <kyle___> now that i've told you T you can probably figure out which house exactly given there are only about 5 choices
[00:02:51] <Crom> Used to go fishing by Tightwad
[00:03:05] <kyle___> man, i miss that whole region
[00:03:13] <Crom> great fishing!
[00:03:22] <kyle___> mid- and southern missouri are beautiful, especially in autumn
[00:03:25] <kyle___> oh yeah for sure
[00:03:30] <kyle___> shame about the dam on truman lake though
[00:03:42] <Crom> what's happening to it?
[00:03:49] <kyle___> well, it never worked
[00:05:42] <kyle___> so when you buy chinese ballscrews... how do you decode their datasheets that are all in chinese?
[00:07:26] <Crom> true.. used to fish windsor crossing by PP road north of tightwad
[00:08:07] <kyle___> i think what i miss most about missouri is the storms in the summer
[00:08:14] <kyle___> bay area doesn't get anything interesting
[00:08:37] <Crom> I miss the winters, not the mud seasons
[00:08:59] <XXCoder> kyle I still miss ARK thunderstorms
[00:09:04] <XXCoder> here its... tame
[00:09:11] <XXCoder> I dont miss their summers though lol
[00:09:36] <Crom> one year in San Diego county.. no rain for 186 days
[00:09:56] <kyle___> yikes
[00:10:03] <XXCoder> I was at south calfornia in late 80s. over year of no rain
[00:10:08] <Crom> I'm just into Riverside county on I15 bout 2 miles
[00:10:10] <kyle___> yeah, i thought it was rainy here when i arrived in february
[00:10:23] <kyle___> coworker told me how wrong i was, wasn't sure whether to believe him
[00:10:29] <kyle___> then it stopped raining and hasn't rained since
[00:10:32] <XXCoder> in fact I never saw rain again once I moved there again, and the LAST 2 days I lived there was heavy rain
[00:10:58] <Crom> trying to remember last rain we had this year...
[00:11:10] <XXCoder> easy for me. 5 days ago
[00:11:14] <Crom> maybe it was in July...
[00:11:22] <Crom> or June
[00:12:22] <Crom> Temecua average rain fall for last 50 years is 11inches a year
[00:12:50] <Crom> sheeshz... I've had that in 1 week in missiouri
[00:13:26] <XXCoder> whoa
[00:13:27] <XXCoder> https://www.thingiverse.com/thing:1635106
[00:13:28] <XXCoder> nice!!
[00:14:22] <Erant> I asked this question yesterday, but maybe there's a different audience now.
[00:14:48] <XXCoder> wrong channel lol
[00:14:57] <Erant> I'm building a 10/22, the receiver will just be 6061 but the bolt needs to be steel
[00:15:24] <Erant> I was looking at 4140, but that's really just a shot in the dark of "Eh, that'll probably work if I just case harden it"
[00:16:59] <Crom> XXCoder, that is nice!
[00:17:08] <XXCoder> yeah very simple
[00:17:19] <Crom> I really miss my 10/22
[00:17:45] <Erant> Crom: It's a design that's been around forever.
[00:17:45] <Crom> wooo there's a project when I get a mill
[00:18:05] <XXCoder> 10/20?
[00:18:32] <Erant> Yeah, making it from billet's a bit tricky, but you can cut a whole bunch of corners if you use some channel for the main body.
[00:18:36] <Erant> It's a rifle.
[00:18:48] <XXCoder> ahh
[00:18:59] <Erant> Ruger 10/22. Shoots .22LR rimfire, tiny little bullets.
[00:19:12] <Crom> 10 shots of 22 LR
[00:19:20] <Erant> It's meant for hunting like... squirrels.
[00:19:25] <Crom> though mine was mostly a 50/22
[00:19:34] <Erant> Hehe, big drum cartridge?
[00:19:36] <Crom> or 25/22
[00:19:51] <Crom> no the teardrop belt
[00:20:08] <Crom> and the banana 25
[00:20:29] <Crom> great little plinker
[00:21:05] <Crom> Erant, it's almost been around forever... It came out the year I was born
[00:22:04] <Crom> but first after this ar15 pistol I'm building it'll be a 1911 for me
[00:22:58] <Erant> Yeah, this'll actually be my first rifle.
[00:23:06] <Crom> seen a neat mod.. he split the 1911 in half and screwed it together
[00:23:07] <Erant> And I want to build as much of it myself as I can.
[00:23:13] <Erant> I've seen that one.
[00:23:40] <Erant> Machining the magwell is a BITCH if you don't.
[00:23:43] <Crom> hmmm it'll be pistol #4 for me and the 1911 will probably be #6
[00:24:14] <Crom> yeah you have to broach or shape the back corners otherwise
[00:24:56] <Crom> like to get a double stack 1911A1, my hands are big enough
[00:25:23] <gregcnc> Erant I can ask someone about material. original is stainless of some kind some aftermarket stuff was 416SS
[00:26:10] <Erant> gregcnc: Stainless huh. I've heard nothing but horror stories about machining stainless
[00:26:35] <Crom> heh technically I can't take my rifle through LA city... 12rd mag... Isapore 2a1 enfield
[00:27:08] <Erant> Crom: Wait, isn't there a 10rd limit in California in general?
[00:27:09] <Crom> Erant, beeswax really helps
[00:27:20] <Crom> bolt action rifle...
[00:27:48] <Crom> 10 round is only for semiauto's except for LA city
[00:28:32] <Erant> Ah
[00:31:17] <Crom> If i get caught... I'll fight them to the supreme court... until I'm 64, I'm still considered 10 U.S.C. 311 and 32 U.S.C. 313 a militia member
[00:33:47] <Crom> I'm the same class as national guard on duty... Cops unless they are under 45years old or former military aren't and california constitution states california shall be a classless society.. so if cops can have 30 round mags so can I
[00:33:50] <Erant> gregcnc: Looks like Ruger makes some of their other rifles' bolts out of 4140.
[00:34:04] <Erant> Which, if I can blue 4140, I guess that's just what I'll do.
[00:35:42] <Crom> original bolts are sintered something.. like the Mark I and Mark II
[00:39:02] <Crom> here's a cool mod
http://www.eabco.net/product.asp?itemid=14179
[00:39:14] <Crom> ar style charing hande
[00:39:24] <Erant> Ah, yes, I saw that.
[00:39:28] <Erant> Different receiver though
[00:39:54] <kyle___> ... are ball screw diameters measured from the outermost portion of the thread?
[00:39:56] <Crom> be fun to make an AR looking 10/22
[00:40:12] <Crom> kyle___, shaft size, yes
[00:40:20] <kyle___> ah
[00:40:29] <kyle___> so 1204 is a 12mm diameter shaft that advances 4mm per rev?
[00:40:40] <Crom> believe so
[00:40:52] <Erant> kyle___: Yes.
[00:41:02] <Erant> Crom: Yeah, I like that stock.
[00:41:07] <kyle___> good enough for me, thanks
[00:41:35] <Erant> I was going to go for the cheapie 'Dragunov' style stock.
[00:53:02] <Crom> OMG AvE Harbor Fright video... he's really funnny on that one
[01:00:38] <pink_vampire> hi
[01:07:59] <XXCoder> hey world pinkest vampire
[01:19:04] <XXCoder> huh
[01:19:08] <XXCoder> whats thingy on leftmost
https://www.youtube.com/watch?v=9bzg5WAwUS8
[01:19:18] <XXCoder> to left of power box and tb6560
[01:21:28] <XXCoder> http://www.ebay.com/itm/3-Axis-CNC-Router-TB6560-Stepper-Driver-Display-Control-Pad-Aluminium-Box-/361715206333?hash=item5437e808bd:g:tKMAAOSwMgdXzYCv
[01:21:29] <XXCoder> nice
[01:21:35] <XXCoder> still tb6560 though
[01:21:50] <XXCoder> so it has 0-10v PWM
[01:22:03] <XXCoder> how powerful a spinidle can it control?
[01:24:18] <Crom> SSR solid state relay toi turn on his router
[01:26:01] <XXCoder> ?
[01:26:14] <XXCoder> oh
[01:26:17] <XXCoder> so its relay
[01:26:30] <Crom> XXCoder, it can control a 2.1 gijawatt spindle... speed controller not on there,, just a 0-10v output for a speed control
[01:26:50] <XXCoder> ahh so it an control a time machine spindle
[01:27:11] <XXCoder> so i can use any pwm supported spindle
[01:27:34] <XXCoder> if I remember correctly pwm controlled spindle drops off in torque at lower rpm speed but not that bad?
[01:28:09] <Crom> or 0-10v voltage controlled speedcontrol... looks like the 2 outside is Mout and Min which is probably switched by that relay
[01:28:45] <Crom> then 3 and 4 is gnd ans Speed1
[01:29:16] <XXCoder> http://www.gbeshop.com/InfoBase/SAVEBASE/PKG/003599/Image/3H_detial_1.jpg
[01:29:29] <XXCoder> hm that has 4 pins for spindle
[01:29:33] <XXCoder> I think mine is just 3
[01:29:38] <XXCoder> lemme look
[01:29:57] <Crom> AC spindle is better.. on my DC at 15%power was slowing down to like 50rpm and up to 300rpm no load
[01:30:59] <XXCoder> hm
[01:31:01] <XXCoder> 3 pins
[01:31:10] <Erant> Brushless spindle, highly recommend.
[01:31:12] <XXCoder> think mines older design, just pure pwm
[01:31:37] <XXCoder> Erant: can get in 52 mm diameter? or maybe it actually exists in 43mm lol
[01:31:48] <Erant> XXCoder: Adding some kind of speed feedback plus a control algorithm would greatly improve your DC spindle.
[01:32:08] <Erant> Oh, euh, mine's just on my mill.
[01:32:22] <XXCoder> mines just grinder
[01:32:37] <XXCoder> 27000 rpm, with pwm it loses torque very fast
[01:32:54] <XXCoder> in least I think its pwm, its box dial change power amount
[01:33:06] <Erant> 27k RPM? Djeez.
[01:33:21] <Cromaglious_> external speed control box?
[01:33:22] <XXCoder> yeah
[01:33:28] <XXCoder> crom yeah thinjk so
[01:33:48] <Erant> I very rarely go up to the 5k RPM limit on my machine.
[01:33:50] <Cromaglious_> probably a universal motor.. using a basically triac light dimmer
[01:34:02] <Cromaglious_> die grinder right?
[01:34:23] <Cromaglious_> dremelish
[01:35:32] <Cromaglious_> I'm looking at spending around $500 for a 3 wire ac spinle and VFD which takes pwm OR 0-10V
[01:36:17] <Cromaglious_> Ive seen DC speed control which take either pwm or 0-10v
[01:36:39] <Cromaglious_> I think mine does either as well
[01:37:09] <XXCoder> Cromaglious_:
http://www.ebay.com/itm/EU-220v-240v-Router-Variable-Speed-Controller-Fan-Wand-Motor-AC-Control-Rheostat-/221523102874?hash=item3393ce4c9a
[01:37:41] <kyle___> anyone have some spindle suggestions for my crappy mill project?
[01:37:52] <XXCoder> Im still not sure for my machine too
[01:38:48] <Cromaglious_> yep basically a light dimmer
[01:38:56] <XXCoder> yeah
[01:39:01] <Cromaglious_> kyle___, what's your budget?
[01:39:07] <XXCoder> so its not pwm basically?
[01:39:13] <kyle___> don't really have one
[01:39:16] <Cromaglious_> nope
[01:39:22] <XXCoder> ah
[01:39:30] <XXCoder> so pwm dont lose so much power?
[01:39:39] <kyle___> and by that i mean, i'll spend what i need to, heh
[01:39:44] <archivist> kyle___, my mill spindle is a headstock off a scrap lathe
[01:39:49] <Cromaglious_> kyle___, I'd start looking at 1.5kw ac vfd
[01:40:13] <kyle___> i'm building it myself so i can spread it out over a few months without having to actually save money and make a single big purchase
[01:40:17] <Cromaglious_> ER16 or ER20 ER20 would be better
[01:40:19] <XXCoder> crom vfd is all too big for my machine
[01:40:32] <XXCoder> thats why im still figuring what to use for my cnc router 3040
[01:40:45] <kyle___> hmm can you find those in 52mm casings?
[01:41:03] <Cromaglious_> kyle___, 65mm is smallest..
[01:41:20] <kyle___> might be a bit too big for me then
[01:41:27] <kyle___> i was looking at some 500W DC ones
[01:41:29] <Cromaglious_> XXCoder, in 52 you're basically limited to 200w-800w DC
[01:41:37] <XXCoder> yeah im fine
[01:41:42] <kyle___> i'm cool with low feedrate on aluminum
[01:41:46] <XXCoder> mostly wood and little alum
[01:41:53] <kyle___> same
[01:42:18] <Cromaglious_> I'm on my 2nd dc spindle... they are brushed... brushless is MUCH better
[01:42:41] <kyle___> i don't doubt that at all, lol
[01:43:02] <XXCoder> do brushless 52mm even exist lol
[01:43:03] <kyle___> i'd much rather have the quietness of a brushless motor too
[01:43:19] <kyle___> probably
[01:43:31] <kyle___> i mean, i don't see why not anyway
[01:43:44] <Cromaglious_> http://www.ebay.com/itm/400W-52mm-Spindle-Motor-DC12-48V-12000rpm-Mount-Bracket-ER16-Nut-8mm-Collet-CNC-/201451752835?hash=item2ee775cd83:g:hPwAAOSwwE5WVuxJ
[01:44:00] <kyle___> https://www.amazon.com/Brushless-Driver-Spindle-Engraving-Machine/dp/B00WN4TCSM
[01:44:01] <kyle___> another
[01:44:01] <XXCoder> only result in amazon
https://www.amazon.com/SUNWIN-Air-cooled-Spindle-Controller-MountBracket/dp/B01EFSTCMO
[01:44:21] <kyle___> only result? :P
[01:44:29] <XXCoder> for "brushless" yes
[01:44:45] <XXCoder> 3k to 12k rpm nice
[01:45:48] <Cromaglious_> http://www.ebay.com/itm/DC-6V-90V-15A-DC-Motor-Speed-Control-PWM-Switch-Controller-1000W-62-59-28-BB-/331915119648?hash=item4d47aecc20:g:lKMAAOSwsTxXkQYK
[01:46:10] <pink_vampire> i hate the keyboard
[01:46:10] <XXCoder> nice
[01:46:42] <kyle___> we all do pink_vampire
[01:47:00] <Cromaglious_> ER16 is good to 3/8"
http://www.ebay.com/itm/ER16-5-PCS-Spring-Collet-Set-1-8-3-8-for-CNC-milling-Lathe-with-3-16-1-4-5-16-/310931708749?hash=item4864f95b4d:g:YBAAAOxye3BRvfRh
[01:47:04] <kyle___> damn that's a cheap pwm controller
[01:47:43] <kyle___> i've been looking at ER11
[01:47:49] <XXCoder> not me
[01:47:58] <XXCoder> i LOVE my apple alumboard keyboard
[01:48:05] <kyle___> i love my das keyboard actually
[01:48:07] <XXCoder> its decade old
[01:48:14] <pink_vampire> i love to just talk
[01:48:16] <XXCoder> well not really. 7 years old?
[01:48:51] <XXCoder> Cromaglious_: so this and some 400w dc spindle
[01:49:12] <XXCoder> not sure how to wire stuff up as theres NO docs
[01:50:46] <Cromaglious_> XXCoder, there is that.... took me a bit to figure mine out
[01:50:58] <kyle___> what are you trying to wire up?
[01:51:10] <XXCoder> PWM for my tb6560
[01:51:19] <XXCoder> mines older design only 3 spindle pins
[01:51:29] <XXCoder> maybe i can just fuk it and buy that $90 one
[01:51:37] <XXCoder> it has UI, interface and case
[01:51:58] <kyle___> http://www.instructables.com/id/ARDUINO-UNO-TB6560-Stepper-motor-driver/
[01:52:00] <kyle___> no luck here?
[01:53:02] <XXCoder> I dont use aurino
[01:53:23] <kyle___> what do you use?
[01:54:12] <XXCoder> tb6560
[01:54:19] <XXCoder> 3 axis, blue board
[01:54:21] <kyle___> well, i mean, what else?
[01:54:28] <kyle___> what microcontroller, if any?
[01:54:32] <XXCoder> umm power box. and computer
[01:54:36] <kyle___> o
[01:54:38] <XXCoder> and machine itself lol
[01:54:41] <kyle___> parallel then?
[01:55:19] <Cromaglious_> linuxcnc using a parallel cable into a BOB or like XXCoder a BOB & driver all in one
[01:55:39] <XXCoder> yeah im still figuring what ti do
[01:55:47] <XXCoder> just go BOB and buy 3 drivers
[01:55:58] <XXCoder> that'd be hella easier to use PWM stuff
[01:56:01] <XXCoder> but cost more
[01:56:16] <kyle___> at least you have a parallel port, lol
[01:56:19] <XXCoder> or just buy that nice tb6560 in case, it has full spindle control
[01:56:44] <Cromaglious_> http://www.picpaste.com/4e7d2da0f9-juWJroZX.jpg http://www.picpaste.com/4e7cf7a2d4__1_-bKUv8OyP.jpg
[01:56:48] <Cromaglious_> that's mine
[01:56:48] <kyle___> do what i'm doing, get a raspberry pi zero and a cnc hat
[01:57:10] <Cromaglious_> polulu drivers?
[01:57:14] <kyle___> is that a usb to parallel, Cromaglious_?
[01:57:22] <Cromaglious_> parallel
[01:57:23] <kyle___> maybe, yeah, haven't decided on anything yet
[01:57:26] <XXCoder> you dont want to use usb for cnc
[01:57:30] <Erant> kyle___: I'm running a 5i25, fwiw.
[01:57:48] <Cromaglious_> 4 TH6600 drivers, speed control and a parallel port Break out board (BOB)
[01:58:00] <kyle___> ah
[01:58:10] <kyle___> XXCoder, i'm using usb to my microcontroller, does that count?
[01:58:14] <XXCoder> is there a nice all in case I can buy?
[01:58:26] <Erant> kyle___: Depends on what you're doing on the uC.
[01:58:32] <XXCoder> dunno? is it running machine itself?
[01:58:32] <kyle___> not sure if a pi actually counts as a microcontroller
[01:58:39] <Erant> SoC
[01:58:44] <kyle___> yep
[01:58:52] <Cromaglious_> pi is a SBC single board computer
[01:59:15] <kyle___> it can kind of do things you might expect a microcontroller to do sometimes
[01:59:16] <Cromaglious_> since it runs an OS
[01:59:20] <Erant> What's the division of labor?
[01:59:39] <kyle___> i don't really know yet
[01:59:50] <kyle___> still in the early stages
[01:59:52] <XXCoder> huh
[01:59:53] <XXCoder> https://www.amazon.com/SainSmart-Stepper-Motion-Programmable-Controller/dp/B011NJA38A
[01:59:55] <XXCoder> one axis
[02:01:10] <Erant> kyle___: Fair enough. USB has latency problems
[02:01:21] <kyle___> for sure
[02:01:23] <Cromaglious_> don't want that.. that basically for a asmbly line automation
[02:01:26] <Erant> So anything timing critical can't go over that link.
[02:01:56] <kyle___> my general idea was that i'd send higher-level stuff like designs to the pi and then do the rest from there
[02:02:38] <Cromaglious_> RPi3 is a good computer to put linuxcnc on you can clock it up to 1.4Ghz with cooling...
[02:02:54] <Erant> Sure. You've got a 4mm-per-rev screw, and I'm assuming stepper motors with maybe some microstepping?
[02:02:58] <Cromaglious_> or my pine64+ is good to 1.6Ghz
[02:03:13] <kyle___> yeah, erant
[02:03:36] <Erant> Then the RPi will probably do fine. You're in the low kHz range, so.
[02:03:45] <kyle___> yeah, should work out
[02:04:48] <kyle___> not sure about current on the pololu drivers though
[02:05:06] <kyle___> oh, that's probably fine actually
[02:05:16] <Cromaglious_> kyle___, you looking at the sain smart uno replicator or the GRBL type board?
[02:05:39] <Cromaglious_> the 8xxx are good to 2amps
[02:05:55] <Cromaglious_> at 24v that's ok...
[02:06:12] <kyle___> hmmmm probabyl going GRBL
[02:06:15] <Cromaglious_> the 4988's are only good for like 1.2amps
[02:06:40] <Erant> I've got very fine pitch screws, plus servos with 2048 line encoders. For 60IPM, I end up with a 163kHz signal.
[02:07:07] <kyle___> i see
[02:07:12] <Erant> Which ain't gonna work with software stepping
[02:07:16] <kyle___> i've much to learn
[02:07:49] <Erant> We all do. :)
[02:07:52] <Cromaglious_> kyle___, join the club.. my 3040 is only good to around 200mmpm
[02:08:10] <XXCoder> Cromaglious_: its good on latency
[02:08:11] <XXCoder> ?
[02:08:14] <XXCoder> rspi
[02:08:30] <Loetmichel> hmmm
[02:08:39] <Cromaglious_> I had it up to 300mm p minute.. but skipping under load
[02:08:53] <Loetmichel> i got my 6040 up to F3600
[02:09:17] <Cromaglious_> run the pi headless over a ssh connection no X and it's real good
[02:09:26] <Loetmichel> anything slower would up my coffee intake to much ;-)
[02:09:45] <kyle___> so if i had one of these:
https://www.pololu.com/product/2133
[02:09:51] <kyle___> what would i need between it and my raspi?
[02:10:15] <Cromaglious_> Loetmichel, what voltage are your steppers at?
[02:10:52] <Loetmichel> 30V
[02:10:52] <kyle___> i was under the impression that i'd just send g-code to my pi and it'd send step and direction to these drivers
[02:11:38] <Cromaglious_> you'd send a file, and linuxcnc would send out the step and dir from the pi
[02:11:46] <kyle___> that's what i thought
[02:11:58] <kyle___> that seems too cheap though, so i must be missing something
[02:12:24] <Cromaglious_> now generating the gcode... that's another story all together
[02:12:31] <kyle___> hah
[02:12:41] <Cromaglious_> I'm having luk with heekscad and heekcnc
[02:12:45] <kyle___> you don't need special hardware for that, though
[02:12:51] <kyle___> just a good old general purpose computer
[02:13:29] <Cromaglious_> kyle___, the 8825 is good for 2.2with heat sink and cooling according to that page
[02:13:38] <kyle___> yeah
[02:13:52] <kyle___> so that's good to go, last thing i need to figure out is how to connect the pi to 3 of these
[02:13:58] <Cromaglious_> kyle___, faster the better! Fusion360 needs a really good computer
[02:14:14] <Cromaglious_> that GRBL hat...
[02:14:19] <kyle___> well, VR is my day-job so i've got a workstation to play with
[02:15:00] <Cromaglious_> https://www.google.com/aclk?sa=L&ai=DChcSEwi7xJDpnYnPAhWMG4EKHUKpAZwYABAB&sig=AOD64_21DOpGpHA6Ma1Dh4CTyXJsOnJ3ig&ctype=5&q=&ved=0ahUKEwjv0IzpnYnPAhWG2D4KHUgBB6gQ9A4Ieg&adurl=
[02:15:17] <kyle___> oh!
[02:15:24] <kyle___> it all clicks now
[02:15:30] <Cromaglious_> http://www.ebay.com/itm/like/271901344091?lpid=82&chn=ps&ul_noapp=true
[02:15:46] <XXCoder> how powerful is raspi and cnc hat anyway
[02:15:53] <Cromaglious_> the hat is a carrier for the 8825's or 4988's
[02:16:07] <kyle___> i2c i'm guessing?
[02:16:40] <Cromaglious_> XXCoder, RPi0 is 1Ghz, the RPi3 is a 1.2Ghz but can be clocked to 1.4Ghz with heat sinks and cooling
[02:17:19] <kyle___> oh, it takes over the pi's gpio entirely
[02:17:27] <kyle___> thus being a hat
[02:19:43] <Cromaglious_> thttp://www.ebay.com/itm/SainSmart-Raspberry-Pi-to-Arduino-shields-connection-bridge-/301349559582?hash=item4629d55d1e:g:dDgAAOSwEppUOOZv
[02:19:57] <Cromaglious_> you could use this a fake a parallel port
[02:20:21] <Cromaglious_> so the pi would be running linuxcnc
[02:20:42] <Cromaglious_> the GRBL hat is using the 328P to control the drivers
[02:21:07] <kyle___> hm, need the arduino either way, right?
[02:21:11] <Cromaglious_> so you'd be talking to the 328p to send it gcode...
[02:21:30] <Cromaglious_> kyle___, no that uno replicator puts it all on the pi
[02:21:35] <kyle___> oic
[02:21:51] <kyle___> oh, i was looking at a different one nvm
[02:21:53] <Cromaglious_> you'd just be using that to get the pi 3.3v converted to 5v
[02:22:20] <Cromaglious_> be fun in HAL to get all the pins squared away though
[02:22:33] <XXCoder> https://www.amazon.com/KOHSTAR-USBCNC-Axis-Kit-Controller/dp/B01FVJH4PS
[02:22:36] <XXCoder> HMMM
[02:22:54] <XXCoder> would it work well? trying to figure what it uses for spindle control
[02:23:01] <kyle___> which option makes for the most soldering on my part? lol
[02:23:31] <Cromaglious_> then you could use XXCoders style of the board with BOB and drivers all in one, or a BOB and seperate drivers like mine
[02:23:48] <XXCoder> Cromaglious_: what ya think
[02:23:49] <kyle___> i mean, i love soldering
[02:24:16] <XXCoder> it says NOTHING about spindle
[02:24:38] <kyle___> you'd need to do the spindle separately, no?
[02:24:41] <Cromaglious_> pretty much none... except for putting a db25 on the wires to the replicator..
[02:24:53] <XXCoder> kyle I wonder
[02:25:00] <Cromaglious_> spindle is speed control and spindle
[02:25:12] <XXCoder> did you read my recent link?
[02:25:36] <kyle___> uhhh
[02:25:41] <Cromaglious_> different PS's as well.. 24v for the steppers and a 48v for the spindle
[02:25:55] <XXCoder> kyle it was to crom
[02:26:13] <Cromaglious_> looking now
[02:26:22] <Cromaglious_> oh.. that's still now spindle speed control
[02:26:31] <Cromaglious_> s/now/no/
[02:26:34] <kyle___> o
[02:26:38] <XXCoder> oh
[02:27:11] <kyle___> btw crom, i was looking at this when i asked if i needed an arduino for either
http://blog.protoneer.co.nz/raspberry-pi-cnc-board-hat/
[02:27:18] <Loetmichel> you are aware taht DB25 pins are only good for 1.2Amps each?
[02:28:21] <Crom> Loetmichel, the DB25 is only to hook the RPi to the BOB
[02:28:38] <kyle___> what's BOB?
[02:28:43] <kyle___> oh nvm i'm dumb
[02:28:46] <Crom> it's signal voltages only.. you basically faking a printer port off the pi
[02:29:56] <Crom> kyle___, the GRBL board has a uno or nano 328p on it
[02:30:27] <Loetmichel> Crom: ah, there. i thought between the Driver board and the printer
[02:30:33] <Crom> but you loose all the accelleration and look ahead that linuxcnc does
[02:30:39] <Crom> GRBL is pretty dumb
[02:30:46] <kyle___> oh
[02:30:57] <kyle___> then i want linuxcnc driving it for sure
[02:31:13] <Crom> Loetmichel, there's a BOB parallel port breakout board
[02:31:21] <Loetmichel> last time i looked a GRBL it didnt do ANY lookahead AND failed ad doing the correct acceleration if you move 3d and not 2.5d
[02:31:50] <Loetmichel> that was a few years ago tho.
[02:32:06] <Crom> Loetmichel, here's mine
http://www.ebay.com/itm/5-Axis-CNC-Breakout-Board-Interface-Adapter-for-Stepper-Motor-Driver-pump-/142038615949?hash=item211229478d:g:0JYAAOSw3YNXcYaJ
[02:32:13] <XXCoder> crom is here any choices besides pwm and PFD?
[02:32:44] <Crom> XXCoder, that BOB I just posted the link too does either PWM or 0-10v
[02:32:55] <XXCoder> hmm ok
[02:33:20] <XXCoder> it has bunch of white connectors
[02:33:25] <XXCoder> I guess it leads to pins
[02:35:53] <Crom> pin 1 for PWM and the 0-10v is the bottom 2 screws on the right side by the relay on the 6 screw header closest to the long row of screw headers
[02:36:40] <Crom> white connectors are XH connectors to go to your drivers.. +5v step- dir- en-
[02:37:58] <Crom> the 2 screws at the top next to the relay are switched by the relay and the middle 2 are power on the board for the cnc side. the usb connector is 5v for the computer side of the board.
[02:38:47] <Crom> I have X Y Z A TB6600's hooked to the white plugs
[02:40:32] <Crom> estop to pin 10 top left, X home to p11, Y home to P12m Z home to P15, limits all to P13, pwm to pin1
[02:42:58] <Crom> Pins 2,3,4,5,6,7,8,9,14,16 are step and dir for x,y,z,a and 14 or 16 is enable p17 is the relay
[02:43:26] <Crom> so I have 1 pin available for something else..
[02:45:04] <Crom> I think it generates the 0-10v from the pwm pin 1 somehow
[02:45:16] <Deejay> moin
[02:45:26] <archivist> 0-10 is just filtered pwm
[02:45:31] <Crom> my pwm ain't working at the mo... dunno why...
[02:45:55] <Crom> oh,.... maybe I do.. I haven't tried it with the USB plugged back in
[02:46:25] <Crom> moin Deejay archivist
[02:46:43] <archivist> often needs a 12v supply
[02:47:12] <Crom> XXCoder, you finally finally figure out why you also need a speed controller as well?
[02:47:27] <XXCoder> not yet
[02:47:29] <Crom> Loetmichel, here's mine
http://www.ebay.com/itm/5-Axis-CNC-Breakout-Board-Interface-Adapter-for-Stepper-Motor-Driver-pump-/142038615949?hash=item211229478d:g:0JYAAOSw3YNXcYaJ
[02:47:41] <XXCoder> I dont quite nderstand how spindle and controller works
[02:47:55] <Crom> archivist, , here's mine
http://www.ebay.com/itm/5-Axis-CNC-Breakout-Board-Interface-Adapter-for-Stepper-Motor-Driver-pump-/142038615949?hash=item211229478d:g:0JYAAOSw3YNXcYaJ
[02:48:05] <XXCoder> I used speed controller to see if can safely slow down. it kind of worked\
[02:48:32] <archivist> Crom, I have 3 of those
[02:49:09] <XXCoder> so this would work if I add something else to control spindle?
[02:49:15] <Crom> you too.. hmm I might have 4 now.. nope 2 working... blew one up
[02:49:16] <archivist> crom
http://www.collection.archivist.info/archive/mirror/cnc/bob/$_58.JPG
[02:49:58] <Crom> XXCoder, yep.. your board gives you the signal to control a spindle, but not the control (speed controller)
[02:50:13] <Crom> and a relay to turn power off and on to it as well
[02:50:55] <kyle___> what should i look for with pillow block bearings for stabilizing my ballscrews?
[02:51:29] <Crom> on mine and archivists BOB's we have to supply the drivers for the steppers as well as the speedcontrol for the spindle. your board has the stepper drivers but no speedcontrol
[02:52:24] <Crom> kyle___, something that fits... ball screws are slow speed, a bushing would work if you really needed to support the other end
[02:52:46] <kyle___> ah
[02:53:07] <archivist> you need endfloat control, simple pillow blocks lack that
[02:53:39] <kyle___> at 600mm?
[02:53:51] <XXCoder> crom so basically if I buy that kit, or maybe just BOB part of it, I will need to buy something to speed control spindle
[02:54:13] <Crom> kyle___, XXCoder both yes
[02:54:16] <XXCoder> (as well as stepper controllers
[02:54:39] <kyle___> oh
[02:54:39] <Crom> that speed control I listed earlier should do it
[02:54:53] <kyle___> i thought you were suggesting pillow blocks were overkill, nvm
[02:55:01] <Crom> kyle___, endfloat == thrust bearing
[02:55:06] <kyle___> ah
[02:55:10] <XXCoder> you linked so many stuff lost link heh mind relink
[02:55:30] <Crom> on a 120mm ballscrew with a thrust bearing at one end you really don't need it
[02:57:04] <Crom> http://www.ebay.com/itm/DC-6V-90V-15A-DC-Motor-Speed-Control-PWM-Switch-Controller-1000W-62-59-28-BB-/331915119648?hash=item4d47aecc20:g:lKMAAOSwsTxXkQYK
[02:57:07] <Crom> that one
[02:57:49] <Crom> kyle___, on 600mm you're getting long enough to worry about whipping
[02:58:18] <kyle___> yeah seems like it
[02:58:31] <kyle___> so how do you deal with whipping?
[02:58:36] <Crom> XXCoder, that'll handle a 200w with over kill and a 800w with a bit of safety
[02:58:52] <Crom> kyle___, bearing at the other end
[02:58:55] <XXCoder> thanks
[03:00:09] <Crom> that one is +5v hooked to pin 1, and gnd to gnd
[03:01:10] <Crom> or a pot (potentiometer) hooked to all three legs
[03:01:13] <XXCoder> so all I need is somehow output data to that
[03:01:28] <Crom> pin 1 from the parallel port
[03:02:15] <XXCoder> ah yes
http://www.hobbycncaustralia.com/images/Instructions/7TB6560toPowerSup/703TB6560tech.jpg
[03:05:10] <kyle___> wait so, just a normal bearing or a thrust bearing?
[03:05:13] <Crom> yeah looks like your board can do either pwm or 0-10v from that one pin.
[03:05:28] <XXCoder> cool
[03:05:48] <XXCoder> to be doubly sure, pwm does preserve SOME torque at lower rpms and such?
[03:06:22] <Crom> for whip radial bearing.. you can also add in thrust to put a bit of tension on it as well, but you really only need that when you getting really long for diameter of ball screw
[03:06:59] <Crom> 1204 over 1m probably
[03:07:56] <kyle___> ohhh
[03:08:00] <kyle___> okay
[03:08:43] <Crom> there are bearings meant to be radial as well as thrust.. I think you look for a axial bearing.. the races are lop sided to handle a bit of thrust so the bearing has to go in a certain way
[03:09:37] <Crom> think a car axle bearing, instead of rollers it using ball bearings
[03:11:09] <Crom> the angles of the inside of the outter and the outside of the inner races
[03:11:45] <Crom> probably cheaper to get a radial bearing and a thrust...
[03:12:42] <Crom> well She who must be obeyed has spoken, so off to bed I go... (Rumpole of the Baily -- best BBC show EVER!)
[03:12:50] <Crom> well She who must be obeyed has spoken, so off to bed I go... (Rumpole of the Bailey -- best BBC show EVER!)
[03:12:58] <Crom> nite all
[03:12:59] <XXCoder> heh later
[03:37:23] <gonzo_> on the subject of bearings, anyone know how effective it is to preload standard radial bearings, in place of angle contact ball bearings?
[03:38:05] <archivist> gonzo_, should be good enough they are rated for some side load
[03:38:06] <gonzo_> I put osme radial ones in my BP, with a bit of preload, just as a temp job, whilst getting it running
[03:38:38] <gonzo_> no ideal of the raing of the ones that went in. they were just avail in my box of bits
[03:39:12] <gonzo_> will prob replace them for real work, but just put them in whilst i rebuild the mc
[03:41:11] <gonzo_> I am assuming that the bearing surface in side load will be far less than proper angle contact ones. So they may not last that long?
[03:42:14] <gonzo_> though even if that is only a few % life of real bearings, that will still be years of hobby workshop life!
[03:43:07] <archivist> thing about shaft end load in a motor, that is designed in to most bearings
[03:43:34] <archivist> so a lot longer than a few %
[04:09:50] <Loetmichel> hihi, just saw a nice insult on a jokes website.. "if i wanted to kill myself i would climb your ego and jump to your IQ". thats nice for those "timed insults" that give to time to get away ;)
[04:23:44] <archivist> gonzo_, btw, those marked as deep groove are better than standard for side load
[04:24:30] <XXCoder> lol
[04:43:19] <kyle___> ugh openbuilds v-slots kinda suck
[04:43:29] <kyle___> at least, their dxf for them
[04:51:42] <XXCoder> hmm
[05:43:09] <jthornton> morning
[05:43:45] <jthornton> I got the solidworks files for openbuilds but have not looked at them
[06:23:08] <Tom_itx> hey
[06:25:59] <jthornton> hey
[06:30:30] <Tom_itx> are their linear rails any good?
[06:31:24] <Tom_itx> seems they target reprap
[06:33:04] <archivist> real linear rails or those silly unsupported bar "rails"
[06:33:49] <Tom_itx> http://www.smw3d.com/linear-rails-and-rods/
[06:33:53] <Tom_itx> was the one i clicked on
[06:35:49] <archivist> but which, that has a real rail and supported rod and unsupported rod
[06:36:02] <SpeedEvil> Nothing wrong with unsupported bar. For very low loads and spans
[06:36:11] <SpeedEvil> Or very thick bar
[06:36:46] <archivist> unsupported rod should not be used on certain work
[06:37:07] <archivist> liable to resonance, and bending
[06:43:59] <archivist> supported rail and bar is approximately as good as the support
[06:45:16] <XXCoder> I'd suggest in least SBR?
[06:45:21] <XXCoder> depends on use?
[06:46:40] <archivist> the fun is where the alloy support is more bent than the rail :)
[06:47:20] <XXCoder> doh
[06:49:45] <archivist> I do wonder how bad some of these alloy routers are, we were told by the rep from an extrusion company that straightness was not totally guaranteed, it slumps a bit coming out the die
[06:50:34] <archivist> how many/what percentage are machined flat
[06:54:12] <SpeedEvil> Maybe they have a guy with a calibrated hammer
[06:54:41] <archivist> I use a calibrated file :)
[06:55:52] <XXCoder> I use "dontcare" tool
[06:55:58] <XXCoder> most easy tool of all
[06:58:56] <archivist> rofl Accuracy / repeatability: +/- 0.005mm over 300mm
http://www.ebay.co.uk/itm/MDL2014-Modular-5-Axis-50x40x30cm-XYZ-CNC-NEMA-34-HIWIN-Ballscrew-2-2kw-Spindle-/221300546907
[06:59:33] <archivist> exceeeeeeedingly likely not possible with that construction
[07:00:57] <archivist> only uses Class 5 screws so a complete lie
[07:04:03] <XXCoder> 22k geez
[07:05:25] <archivist> I should report them to the UK advertising standards authority
[07:24:38] <jthornton> http://openbuildspartstore.com/linear-rail/?sort=bestselling
[07:26:13] <XXCoder> "Build Anything!�"
[07:26:29] <XXCoder> cool lets build a friend :P
[07:26:42] <XXCoder> also build world peace
[07:38:10] <gregcnc> archivist, I don't think I've seen a run of the mill ball bearing that wasn't deep groove?
[07:41:24] <archivist> there are some
[07:41:57] <gregcnc> you'd have to try very hard to find one one, intentionally even
[07:45:14] <XXCoder> is shallow better or worse
[07:50:12] <archivist> gregcnc, an intentional type are the filled bearing(no cage) with an insertion slot
[07:52:10] <gregcnc> these are still typically deep groove
[07:52:33] <archivist> yes but side load is naughty
[07:52:44] <gregcnc> yes, but due to the slot
[08:10:33] <miss0r> I just bought this pretty cheap wood milling thing. I don't know the english name for it, but you just insert a mill bit in it, and drag in on wood or what you want to do :) I bought it because it has a 1200watt 30k rpm spindle. I am going to build a new housing for it, that suits my needs, and I am also going to replace the bearings. But looking at angular contact bearings, I am having a hard time finding any
[08:10:33] <miss0r> that will do over 18000 rpm. and I am going to be running this at full speed most of the time. What bearings would you guys reccomend?
[08:12:41] <archivist> I bet it has normal bearings in it
[08:13:45] <miss0r> I looked up the "main" bearing in it. it is a deep groove 28000rpm ball bearing
[08:14:02] <miss0r> but I feel some play in it. and I want none :)
[08:14:07] <archivist> carry on using that type
[08:15:02] <archivist> does the housing have a spring to remove most play
[08:15:03] <miss0r> So the bearing here is just shitty quality? normally there will be no play in a deep groove ball bearing?
[08:15:08] <miss0r> nope
[08:15:34] <archivist> most bearing have play, needed for the lubrication
[08:15:49] <miss0r> sure, but not so much I can feel it by hand?
[08:16:30] <archivist> I expect to feel some play, some can he removed by a press fit in the housing
[08:17:13] <miss0r> What about upping for a double row deep groove, would that make my life better?
[08:17:20] <archivist> bearing have a different tolerance for press or sliding fits
[08:18:13] <archivist> well its a wood router tool.....there are limits :)
[08:18:48] <miss0r> Theres always limits. Its going on a shitty machine anyway :) but I just don't want the spindle to be the main reason for issues
[08:20:33] <archivist> see if you can add a wavy spring to reduce endfloat
[08:21:15] <archivist> or just a shim, but allow for expansion as it will get hot
[08:21:43] <miss0r> i'm thinking some sort of spring contraption :)
[08:22:22] <miss0r> I am going to be building a new housing for this, as the housing it came in won't fit my needs, not even closely.
[08:22:43] <archivist> https://www.springmasters.com/sp/wave-spring-washers-2.html
[08:23:12] <miss0r> I'm going for these bearings then:
http://www.skf.com/in/products/bearings-units-housings/ball-bearings/deep-groove-ball-bearings/single-row-deep-groove-ball-bearings/single-row/index.html?designation=6003&unit=metricUnit
[08:23:41] <archivist> run out of space during thermal rise and the load on the bearings will cause failure
[08:24:44] <miss0r> indeed. I was thinking of placing two bearings as close to the buisness end as possible, and have them preloaded. Then just have a small ball bearing in the rear, that is 'floating'
[08:25:31] <miss0r> But I don't know about preloading deep groove bearings. I'm not sure that is a very good idea
[08:26:47] <archivist> define preload
[08:27:56] <miss0r> tighten till I can detect no play - preload :)
[08:29:19] <archivist> with a wave spring or not
[08:29:37] <miss0r> not in the buisness end.
[08:29:48] <miss0r> I want all the axial play to be removed there
[08:30:23] <archivist> you have no thermal expansion space, load can be very high
[08:30:29] <miss0r> hoping that, with only 2mm axle in between the bearings, it won't moove too much during thermal expansion
[08:31:12] <miss0r> is that completely crazy?
[08:32:00] <archivist> I wonder if SKF has design info for that situation
[08:32:48] <miss0r> Or I could use a 4-point contact bearing:
http://www.skf.com/in/products/bearings-units-housings/ball-bearings/angular-contact-ball-bearings/four-point-contact-ball-bearings/four-point-contact-ball-bearings/index.html?designation=QJ%20203%20N2MA&unit=metricUnit
[08:36:35] <miss0r> i'll be back later
[08:40:48] <gregcnc> look for 7003 bearings instead
[09:04:42] <gonzo_> I've done that with 6xxx bearings in the BP spindle. Made up a spaser to give a little preload.
[09:05:29] <gonzo_> seems to work, at the mo. Though not used in anger. Only there for testing.
[09:06:14] <gonzo_> the preload test on the bp seems to be, run it at X rpm for x mins and look for a about 10deg temp rise
[09:06:46] <gonzo_> by luck I seem to have got that first time. So assume I don't have thermal expansion problems
[09:28:25] <gregcnc> you put regular deep groove bearings into a milling spindle?
[09:30:16] <JT-Shop> http://gnipsel.com/images/Spyder/nhr-carrier/NHR%20Carrier%20V5%2001.jpg
[09:30:38] <gregcnc> how do the cops see your tag?
[09:32:57] <skunkworks> I put the metric gear in linuxcnc and cut a 42mmX1.5mm thread.
[09:33:24] <skunkworks> I got pulled over this weekend for not having my lights on...
[09:33:38] <gregcnc> at night?
[09:33:59] <skunkworks> got a warning. the police man was cool about it. I know exactly what was wrong when he pulled up behind me.
[09:34:00] <skunkworks> yes
[09:34:23] <skunkworks> It was just light enough when I started driving that I didn't notice.
[09:34:30] <gregcnc> daytime lights?
[09:34:54] <skunkworks> we seem to turn the lights off on this van for some reason - instead of just leaving them on
[09:35:28] <gregcnc> oh yeah automatic but off, got me once or twice
[09:59:54] <Loetmichel> *meh* selfgoal. I constructed a 19" rackmount enclosure... and made it so that i cant get the 80mm PC fan to fit in the back... now it has to be 2 60mm ones... i wanted to keep that networ switch QUIET, damnit :-(
[10:03:26] <SpeedEvil> rotate fan, duct
[10:06:55] <synx508> back should be exhaust
[10:07:23] <MacGalempsy> morning
[10:08:20] <synx508> in places, yes
[10:11:57] <Loetmichel> synx508: it IS exhaust
[10:12:11] <Loetmichel> it pulls the air in on the front half of the side walls
[10:15:49] <synx508> It is possible to get decent small fans that are also quiet, maybe put 4 in and run them all slow
[10:18:41] <Loetmichel> we'll see
[10:19:13] <Loetmichel> will mill the prototype tomorrow, put all the parts in and see how it heats up when i undervolt the two 60mm ones...
[10:27:36] <FloppyDisk525> $4900 for this?
http://www.ebay.com/itm/CNC-Plasma-Router-Kits-Mill-4x4-Ball-Screw-Rails-Carriages-Milling-/131934380657?
[10:27:40] <FloppyDisk525> Cnc router..
[10:27:51] <FloppyDisk525> That would have some serious ball screw whip...
[10:30:02] <gregcnc> not if it's slow enough
[10:31:19] <gregcnc> those look like rederings
[10:35:58] <archivist> wording of the blurb is a bit odd
[10:37:24] <CaptHindsight> renderings are faster than real machines and also have no lash
[10:46:24] <FloppyDisk525> renderings are also square, anti-racking, and super tight tolerances...
[10:47:46] <skunkworks> all my renderings are sloppy
[10:47:53] <skunkworks> holes don
[10:47:59] <skunkworks> holes don't line up at all
[10:48:15] <skunkworks> I have to use the virtual file tool to make things fit
[10:48:24] <gregcnc> capthindsight do you go to imts?
[10:50:02] <cradek> I've gone once
[10:50:12] <CaptHindsight> gregcnc: been to several, busy this week, might not go
[10:50:21] <cradek> it was interesting but I don't need to go again
[10:50:27] <gregcnc> i wanted to go but forgot to register months ago
[10:51:07] <CaptHindsight> $60 at the door?
[10:51:40] <gregcnc> devotion?
https://www.instagram.com/p/BKOro_eBKxw/
[10:51:53] <gregcnc> oh I could have sworn is was something dumb like 400$
[10:52:38] <CaptHindsight> $65
https://www.imts.com/show/reg.html
[10:52:45] <CaptHindsight> keeps out the riff raff
[10:53:59] <gregcnc> was it free in march?
[10:54:00] <archivist> just use a foreign accent International Visitors* Complimentary
[10:54:15] <gregcnc> i've been accused of sounding canadian
[10:54:17] <archivist> Mexican :)
[10:56:47] <CaptHindsight> also Label-Expo in Rosemont
[10:57:03] <CaptHindsight> lots of inkjet
[11:01:04] <CaptHindsight> if you like robots
http://www.rosemont.com/desconvention/events/the-assembly-show/
[12:04:35] <CaptHindsight> anyone ever find out if any of the GPIO can be toggled in the 10"s of KHz range
http://www.intel.com/content/www/us/en/embedded/products/galileo/galileo-overview.html
[12:37:58] <CaptHindsight> https://images.craigslist.org/00K0K_4FJ6Bp0f4Ar_600x450.jpg for forklift battles?
[12:39:38] <archivist> that is a tipping mechanism, see disk inbetween
[12:39:56] <archivist> use them to tip potato boxes
[12:40:53] <CaptHindsight> ah, might be handy for emptying the trash
[12:42:28] <archivist> one of those odd jobs I had, worked doing factory maintenance at a potato packaging place in the 1970's
[12:43:37] <CaptHindsight> http://milwaukee.craigslist.org/hvo/5753852184.html looks like the rotation is hydraulic
[12:44:13] <Tom_itx> A axis
[12:46:11] <archivist> yes were hydraulic
[12:47:17] <CaptHindsight> Tom_itx: good idea, convert to some type of mobile cutting tool
[12:48:05] <CaptHindsight> cut arcs into concrete walls
[12:48:21] <Tom_itx> aka feller buncher
[13:21:50] <Cromaglious_> < is very latex allergic, but worked in a tire shop. Things you do when your young and dumb
[13:27:37] * gregcnc is allergic to brazil nuts (selenium) my now wife once bought me cookies filled with them unknowingly
[13:28:56] <Cromaglious_> fun...
[13:29:32] <Cromaglious_> ok won the bid on a 1/4" er11 collet... $0.99 yea! I saved a dollar!
[13:32:31] <gregcnc> eek. I get excited when I pay less than $10 or even 15 for an name brand er16. now I need some ER20
[13:32:50] <MacGalempsy> :)
[13:33:11] <MacGalempsy> the best deal on ER20 is the 15 metric for $40 from china
[13:33:14] <Crom> yeah latex and all the latex analog foods... bananas, most fruit, chestnuts, all melons so I can eat meat and vegis
[13:33:32] <Crom> I so want a ER20 spindle
[13:34:00] <gregcnc> rego fix, iscar, etm, lyndex, kennametal(which look like rego fix manufacture)
[13:34:55] <gregcnc> build one?
[13:35:17] <Erant> Crom: Why d'you want ER20?
[13:35:42] <Crom> 1/2 shaft fly cutter
[13:35:57] <Erant> I've got a 3/8" shaft fly cutter, fits ER16.
[13:37:06] <Erant> Though to be honest, I wish I had an ER20 right about now. Stupid woodruff cutters and their 1/2" shank.
[13:37:08] <Crom> woooo how big is the head?
[13:37:17] <Crom> that too
[13:37:30] <Erant> Lemme see if I can find where I got it from.
[13:37:39] <gregcnc> how much do you use woodruff?
[13:38:21] <Crom> cutting a 1911 frame you need one
[13:38:51] <Erant> Crom:
https://desktoplathes.com/1224ER
[13:38:54] <Crom> slitting saw would be nice too
[13:39:08] <Erant> Crom: That website also has a slitting saw arbor.
[13:39:30] <Crom> nice, not bad price either
[13:39:34] <Erant> https://desktoplathes.com/1110ER
[13:39:47] <Erant> Though if you have a lathe, making an arbor's a piece of cake.
[13:39:50] <gregcnc> those ar ok for low speed
[13:40:51] <Erant> I mean... I run them at maybe 1k RPM?
[13:41:16] <Erant> 1500 tops
[13:41:19] <gregcnc> right
[13:41:26] <Crom> https://desktoplathes.com/2019CRERspecial2
[13:41:38] <Crom> only $1200ish
[13:41:41] <Erant> Crom: Yeah, you're not going to want to run a flycutter on that router of yours probably.
[13:42:44] <Crom> using the 3040 I want to bootstrap into a larger router table, but I do want a mill and 12x5" travel is usable
[13:43:03] <Erant> Crom: If you're looking at something like that, I can kinda-sorta-maybe recommend getting a Sieg X1 instead and doing the conversion yourself.
[13:43:51] <Erant> Or a Sieg X2 or X3 if you want some more rigidity (highly recommend), but really you want something that didn't come out of China.
[13:43:59] <Crom> thinking X2 or X3 really... though the zx45 from Bolton tools really has my attention
[13:44:01] <gregcnc> i got one of these cheap off ebay.
http://goo.gl/R5WnQ9 inserts aren't cheap though
[13:44:51] <Erant> gregcnc: Huh. cute.
[13:45:06] <Crom> oh cool.. er16 slug for the shaft
[13:46:06] <Crom> yet another reason to CNC my lathe
[13:46:31] <Erant> gregcnc: Basically the bolt on the 10/22 has a slot for the firing pin that's 3/32" wide and up to 7/16" deep. So slotting saw it is for that one, but there's also an undercut near the cocking mechanism. I'm just going to make a tool for that one out of some O1 though.
[13:47:38] <Crom> now I need to find a project for my 0.008" end mill
[13:48:11] <Erant> The slot though, is a bitch. It really calls for a 1 3/8" x 3/32" slitting saw. (Which don't f'ing exist). So I might have to fab something myself there too, but this'll be 4140 instead of the receiver's 6061.
[13:48:46] <Erant> So that tool will probably last, oh, 10 seconds.
[13:51:06] <Erant> Or I could get some 3/32" long endmills and just... pray.
[13:55:39] <Erant> Hah. FSWizard says 5k RPM, 7IPM with a...
[13:55:45] <Erant> wait for it. 0.001" DOC
[13:56:13] <cradek> band saw
[13:57:51] <Erant> Piece is 3.375 long, so 2 passes per minute. I need to go down to 0.4375 which means this'll take... 3 and a half hours.
[13:59:34] <Erant> cradek: Probably going to just use a slitting saw and maybe fine tune with an endmill if really required. I'm actually doubting that a 1/8" change in radius affects this particular feature very much.
[14:00:33] <gregcnc> do you have prints or are you reverse engineering?
[14:00:48] <Crom> Erant, milling out the lower receiver on my AR 80% took 8 hours... and I'm down 1/3 of the way... waiting for 1/4 end mills and collet now
[14:02:35] <Erant> gregcnc: I actually found an IGES file.
[14:02:51] <gregcnc> cool
[14:02:52] <Erant> Part of the reason I'm doing the 10/22. It's reasonably well documented.
[14:03:15] <Erant> I mean... They're probably all slightly off, but we'll see.
[14:05:06] <Erant> Crom: Wow. And that's just the FCG, right?
[14:05:29] <Cromaglious_> Erant, go with a 1/16" end mill and do an nibble cut.. so your not rubbing both sides... nyccnc does that alot on slots... less stress on the tool
[14:05:33] <Cromaglious_> yep
[14:06:05] <Cromaglious_> https://www.youtube.com/watch?v=Y0CDg84zSq4
[14:06:09] <Erant> I can probably do the FCG on an aluminum receiver on my shitty mill in < 30 minutes.
[14:06:51] <Cromaglious_> I'm using a 3040 w 400w spindle 1/8 endmill
[14:07:18] <Erant> That... doesn't sound quite right.
[14:07:49] <Cromaglious_> yep... there I was running 25% power 15% worked better
[14:08:14] <Erant> What are you waiting on the 1/4" for? You'd have to run that even slower.
[14:08:26] <Cromaglious_> cutter would slow down to about 50rpm when it bogged
[14:08:38] <Cromaglious_> depth... I have to down to 1.249"
[14:09:04] <Cromaglious_> s/to down/to go down/
[14:09:09] <Erant> Well, sure, but you have to run the 1/4" slower than the 1/8".
[14:09:46] <gregcnc> what rpm is that roughly?
[14:09:54] <Cromaglious_> thinking .3mm doc and .5mm step over F40
[14:10:13] <Cromaglious_> greg around 1000-1500 I think
[14:10:29] <Erant> You sure?
[14:10:29] <gregcnc> what is full speed?
[14:10:35] <Cromaglious_> 12000
[14:11:01] <Cromaglious_> that was 1mm step over 0.35 doc f100
[14:11:54] <Erant> 100 what
[14:12:14] <gregcnc> mm/min
[14:14:03] <Erant> So like 4IPM. You want to run that tool at max RPM, with a feed of 500mm/min
[14:14:19] <gregcnc> just not enough rigidity there, but tool runout likely adds to the problem
[14:15:21] <Erant> Well, sure, but I don't think that spindle can reliably run that low. At least needs to be at like, half power.
[14:15:45] <gregcnc> DC motor should be no trouble, but also depends on the motor control
[14:16:07] <gregcnc> if it slows to 50 runnign faster would be better
[14:19:21] <FloppyDisk525> Hmmpf, Delrin is more $$ than Alum from Mcmaster, would've never thought.
[14:19:46] <Erant> Cromaglious_: Have you tried something like 2.5mm DOC, 1mm WOC, feeding at maybe 180mm/min or so at 50% power?
[14:20:03] <Crom> not yet
[14:20:05] <Erant> I'd go experiment with some scrap aluminum and a box of endmills.
[14:20:32] <gregcnc> 1.25" deep though
[14:20:46] <Erant> It's what I do when I get a new endmill that I don't know what it can handle.
[14:20:50] <Erant> Oh.
[14:20:55] <Erant> Hmm
[14:21:16] <Erant> That is a pickle indeed.
[14:23:58] <gregcnc> harvey specs .00092"ipt for 10x 1/8" at .1"doc
[14:24:39] <Erant> Yeah, fswizard comes up with 0.00084"
[14:25:17] <gregcnc> he's pretty close
[14:26:08] <Erant> Guess it might just be runout then. Though the DOC is rather shallow.
[14:26:44] <Erant> Meh, maybe not. It's about 0.09"
[14:52:51] <miss0r> gregcnc, you mentioned something about the 7003 bearings earlier in the day... but thoes are super-precision bearings.. masively expensive
[14:55:32] <gregcnc> you don't have to get P2 or p4
[14:55:56] <miss0r> the the speed is limited? or am I crazy here?
[14:57:15] <gregcnc> ah right for angular contact it may be in the regular class
[15:04:41] <gregcnc> miss0r you can find P2 or P4 on ebay very cheap sometimes
[15:05:18] <miss0r> I'm sure. But I was hoping to buy locally to get it this year. This is a project i want done soon ;)
[15:09:20] <kyle____> hello
[15:09:43] <kyle____> is anyone here familiar with openbuilds' ox?
[15:09:46] <kyle____> http://openbuilds.com/builds/openbuilds-ox-cnc-machine.341/
[15:09:55] <Crom_> Fusion 360 on a AMD E1-2500 1.4Ghz 4GB is SOO slow
[15:11:50] <Crom_> no wonder... speed rating is 879 vs a I5-2410 at 3152
[15:12:04] <kyle____> AMD cpus in general are pretty subpar
[15:12:19] <kyle____> cheap though
[15:12:40] <kyle____> something like fusion 360 probably uses a lot of newer x86 extensions too
[15:12:53] <kyle____> so it'd still run like crap on that i5-2410 ;)
[15:16:06] <gregcnc> ebay score arrived, 9 carbide dovetail cutters $30
[15:16:39] <kyle____> nice!
[15:23:37] <gregcnc> miss0r www.ebay.com/itm/272357588758 you have to check. I needed lathe bearings and found them right away for 25% of new.
[15:23:50] <kyle____> good news everyone
[15:24:38] <miss0r> gregcnc That is still pretty pricy, considering I payed 100$ for the machine I am going to take the motor from
[15:24:47] <miss0r> I was hoping for a cheaper build I must admit :)
[15:25:12] <gregcnc> OK. I don't go cheap with bearings no matter what
[15:25:32] <kyle____> i just learned i'm moving from intern to full time employee at my company so now i have more money to throw away on cnc experiments!
[15:26:01] <miss0r> gregcnc I wouldn't either. but this is for a wood router. I'm thinking I can do 'somewhat' cheap here
[15:26:34] <gregcnc> then why bother with any mods? probably cheaper to just buy a better one
[15:28:58] <miss0r> I've been looking around and haven't found anything realy cheap that will fit on here. its a 3-axis cnc wood router. I mounted a metabo straight grinder on it. And it did good with its 25k rpm. but the motor is only ~300 watt. I now have a el-cheapo version here with 35krpm and 1200watt power. I just need to build a new case for it with new bearings, then i'm golden :) plus its a project. i'm just hoping it wont be an expensive p
[15:30:50] <miss0r> bleh. the project will have to wait for another day. I have to run now. see you around
[15:31:16] <kyle____> is it just me or is this openbuilds ox thing kind of crazy?
[15:31:24] <kyle____> it's a cnc router using belts for power transmission
[15:31:44] <kyle____> and aluminum extrusions and wheels for the linear guides
[15:32:30] <XXCoder> congats kyle____
[15:32:43] <kyle____> :D
[15:35:38] <kyle____> but seriously i can't figure out what these guys are hoping to achieve
[15:35:54] <kyle____> just engraving, i guess?
[15:37:28] <XXCoder> wood cutting its fine too
[15:37:57] <kyle____> the demo video of it engraving softwood with a v bit looks a bit wobbly
[15:38:58] <kyle____> that being said, i might just use their aluminum extrusions because they're cheaper than misumi
[15:39:22] <kyle____> http://openbuildspartstore.com/v-slot-linear-rail/
[15:39:49] <kyle____> slightly more cross-section area too, i think
[15:39:56] <kyle____> so better stiffness which is nice
[15:41:55] <CaptHindsight> kyle____: it's like the other open/maker projects, no real experience building machines, full of themselves and full of mistakes
[15:42:28] <kyle____> the utter lack of naysayers in the forums about this is the weirdest part
[15:42:29] <CaptHindsight> oh and openbuilds invented the aluminum extrusion
[15:43:00] <kyle____> lol
[15:43:20] <CaptHindsight> cam skate bearings and aluminum extrusions that haven't been secondary machined
[15:43:21] <kyle____> they sure do love putting (R) on everything
[15:44:40] <CaptHindsight> wobbly routers for thin and soft things
[15:46:17] <Crom_> but you could boot strap a better router off that
[15:46:33] <CaptHindsight> kyle____: nobody complains that uses them since none of them do anything precision or own a micrometer, caliper dial indicator etc etc
[15:47:10] <kyle____> it's tempting to use the ox design but with ball screws
[15:47:17] <kyle____> seems like it should work ok
[15:47:30] <CaptHindsight> it's fine for artwork and where 0.01" is far more precision than they would see
[15:48:28] <kyle____> would 20x80 aluminum rail be anywhere near stiff enough to mill aluminum repeatably though
[15:48:30] <CaptHindsight> kyle____: be careful you might be accused of "overbuilding"
[15:48:33] <kyle____> lol
[15:48:44] <XXCoder> lol
[15:49:02] <kyle____> i mean, i'm not building anything mission critical but i would like my parts to look decent to the naked eye
[15:49:08] <kyle____> hmm...
[15:49:40] <CaptHindsight> the goal is cheap, the words maker or open in the name, and almost does something
[15:49:42] <Frank_1> hi
[15:50:32] <kyle____> hi
[15:52:45] <CaptHindsight> kyle____: they are good lessons for those wanting to get started
[15:53:00] <kyle____> ^
[15:53:22] <kyle____> if it makes at least one guy out of ten wonder why his build still sucks and try to fix it, it's not the worst thing ever
[15:53:36] <CaptHindsight> if they don't listen to those with experience
[15:53:47] <CaptHindsight> learn the hard way
[15:53:58] <kyle____> sometimes you do have to learn the hard way
[15:54:00] <CaptHindsight> exactly
[15:54:15] <kyle____> even the best of us have had to learn something the hard way at some point
[15:54:35] <kyle____> i'm cheaping out on my machine because i want to learn the hard way for less $$$
[15:54:59] <kyle____> a shit machine is always better than no machine
[15:55:11] <Crom_> which is way I'm perfectly have with my POS 3040... it works and is reasonably acurrate good for wood, plastic and AL
[15:55:15] <CaptHindsight> like playing in the street, using your hand under the drill press for support, getting married etc etc
[15:55:44] <kyle____> lol, being out a few hundred dollars isn't too bad compared to those things
[15:55:56] <kyle____> unless you live somewhere with reasonable healthcare i suppose
[15:56:21] <kyle____> kinda hard to hurt yourself with a cnc machine...
[15:57:02] <nubcake> cut it out :o
[15:57:04] <nubcake> kidding..
[15:59:48] <gregcnc> cnc machine will bite you when you least expect it
[16:00:05] <nubcake> yup
[16:00:12] <CaptHindsight> distractions
[16:02:02] <CaptHindsight> with the look of a real positioner
http://openbuildspartstore.com/c-beam-linear-actuator-bundle/
[16:03:33] <CaptHindsight> http://cdn1.bigcommerce.com/server2300/itwgldve/products/226/images/1423/CB_3_explode__86229.1427316824.1280.1280.jpg?c=2 compare this with ....
[16:06:56] <CaptHindsight> http://www.pbclinear.com/Blog/Machined-Precision-at-Extrusion-Prices-%E2%80%93-SIMO-Process-One-Minute-Video
[16:07:29] <CaptHindsight> PBC machines the extrusions to get them straight, square and flat
[16:11:12] <kyle____> nice
[16:12:25] <CaptHindsight> but if you're just cutting artwork from wood and paper openstuff is fine
[16:13:21] <FloppyDisk525> I was 'sold' some pbc linear. Umm, you get what you pay for...
[16:14:35] <CaptHindsight> there is a reason why you find profile bearings rather than just cam bearings on an extrusion
[16:16:56] <FloppyDisk525> Agreed. I just had a bad experience w/ pbc, I think I'll forget that now and move on... Cam bearings have their place, just depends on the application.
[16:17:19] <CaptHindsight> on ground guides
[16:18:06] <Crom_> hmmm I wonder if cast iron drain pipe could be re-purposed into rails for a cnc machine
[16:18:11] <Erant> CaptHindsight: Pfft. Extrusion's perfectly straight. Don't worry about it!
[16:18:13] <CaptHindsight> FloppyDisk525: I got a 8mm leadscrew and supposedly matching brass nut on ebay new for $9
[16:18:27] <Erant> Crom_: Not sure if sarcasm, or...
[16:18:31] <Crom_> CaptHindsight, ACME thread?
[16:18:59] <Crom_> Erant, perfectly serious...
[16:19:09] <CaptHindsight> why certainly, it has >1mm of axial play and .3mm of radial
[16:19:28] <FloppyDisk525> Nice... :-) That's just pre-worn in...
[16:19:50] <CaptHindsight> if fact if you place the nut on the end of the screw it rotates down with gravity alone
[16:20:02] <Erant> Crom_: It's not even close to being straight. Unless you machined it to be flat...
[16:20:05] <SpeedEvil> CaptHindsight: high tech low frition bearing
[16:20:14] <CaptHindsight> since it has a chrome plating
[16:20:49] <CaptHindsight> I keep it on my desk as a toy
[16:20:58] <Crom_> Erant, true.. I'm thinking of quartering it and machining the edges to be like a dove tail
[16:21:59] <Crom_> getting some cast iron window weights and make the matching dovetail piece out of that...
[16:22:31] <Crom_> be fun scrapping it
[16:22:39] <gregcnc> who has the link to the crazy iron pipe machine?
[16:22:40] <MacGalempsy> well, finally the second operation of the day is cutting
[16:23:04] <MacGalempsy> those 1/32" endmills are fragile!
[16:23:17] <Crom_> gregcnc, just thinking of a way to use cast iron in a novel way to get a decent way
[16:23:30] <gregcnc> you have to see the video i can't find it
[16:23:50] <Crom_> MacGalempsy, sure... I have some 0.008" and 0.025" end mills... now there is fragile
[16:24:34] <SpeedEvil> Crom_: melt it down carefully, cool, remove slag, reheat and melt into a machine
[16:26:30] <Crom_> melting cast iron is the easy part... it's the cooling that gets hard to do right
[16:27:34] * SpeedEvil wants a proper kiln.
[16:27:59] <CaptHindsight> backyard pool cooling system
[16:28:48] <CaptHindsight> gregcnc:
https://www.youtube.com/watch?v=8PSG2al1Sus
[16:28:58] <CaptHindsight> Homebuilt DIY pipe Gantry CNC 4 x 8 servo
[16:29:00] <gregcnc> that's it!
[16:29:49] <CaptHindsight> no expense was sparred at Ace Hardware!
[16:33:53] <Deejay> gn8
[16:35:52] <SpeedEvil> I would heavily criticise the above
[16:36:05] <SpeedEvil> But I am looking at some scaffolding poles and skate bearings.
[16:38:31] <SpeedEvil> More seriously - any machine needs properly designed for live and static forces, and warpage controlled to a point that it's OK
[16:38:55] <SpeedEvil> With adequate duty cycle and drive repeatabily and reliability.
[16:39:13] <SpeedEvil> The forces in a 3d printer can be quite small, and sometimes errors can be calibrated out reasonably
[16:43:52] <Crom_> i was thinking more like 4 to 6" cast iron pipe
[16:45:26] <CaptHindsight> has anyone put an extruder on a RC copter yet?
[16:46:07] <CaptHindsight> or a cable system like the TV cameras at pro football stadiums
[16:46:21] <CaptHindsight> go big or go home
[16:46:26] <Crom_> on that pipe thing he made.. I'd rig some lathe tooling to scrape the pipe to get it smoother.. he'd been better off with black pipe
[16:46:54] <SpeedEvil> CaptHindsight: I have seen a flying 3d printer
[16:47:06] <SpeedEvil> CaptHindsight: but it was a 3d printer lifted by a quad
[16:49:20] <CaptHindsight> https://www.youtube.com/watch?v=NMeODpNg_k8 haha
[16:51:35] <kyle____> have you seen the hexapod walking mill?
[16:51:52] <kyle____> https://www.youtube.com/watch?v=quN37YskoaM
[16:52:58] <CaptHindsight> I was going to make an inkjet printer on wheels to make giant prints
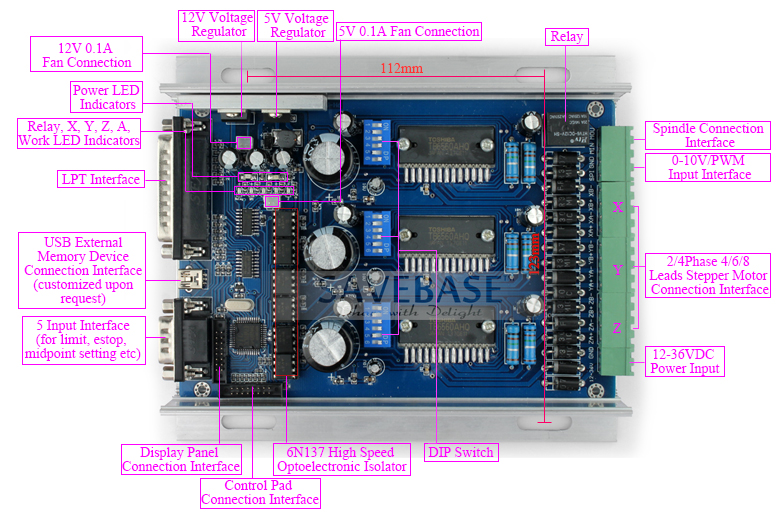
[16:53:17] <nubcake> could someone please help me figure out which connector-names on this image are equivalents of the ones on page 2 in this guide?
http://www.collection.archivist.info/archive/mirror/cnc/bob/BNotes.pdf
[16:53:53] <nubcake> woops, forgot the 1st image link:
https://ibin.co/2urUICpsXBo9.jpg
[16:54:21] <nubcake> e.g. does "FOR" do the same as "FWD" ?
[16:54:51] <nubcake> i'm not used to the english terminology of the inverter connectors yet :(
[16:55:39] <SpeedEvil> CaptHindsight: you've seen the handheld CNC router thing?
[16:55:56] <gregcnc> it's actually selling now $1500 or something?
[16:56:10] <CaptHindsight> nubcake:
https://www.phoenixcontact.com/online/portal/us?1dmy&urile=wcm%3apath%3a/usen/web/main/products/subcategory_pages/PCB_terminal_blocks_P-20-04/662f4561-9547-4cf3-89a0-0044c5a658aa
[16:56:36] <SpeedEvil> gregcnc: yeah
[16:57:13] <Crom_> nubcake, probably for == forward
[16:57:22] <CaptHindsight> http://boingboing.net/2016/08/25/shaper-origin-is-a-handheld-cn.html
[16:57:47] <nubcake> yea, i was guessing the same, but i'm not sure about that, plus the other contact-names are even more different than fwd/for..
[16:57:48] <CaptHindsight> Chinglish labels on the PCB
[16:58:06] <nubcake> lovely.. i know... but my chinese is even more rusty than my english is...
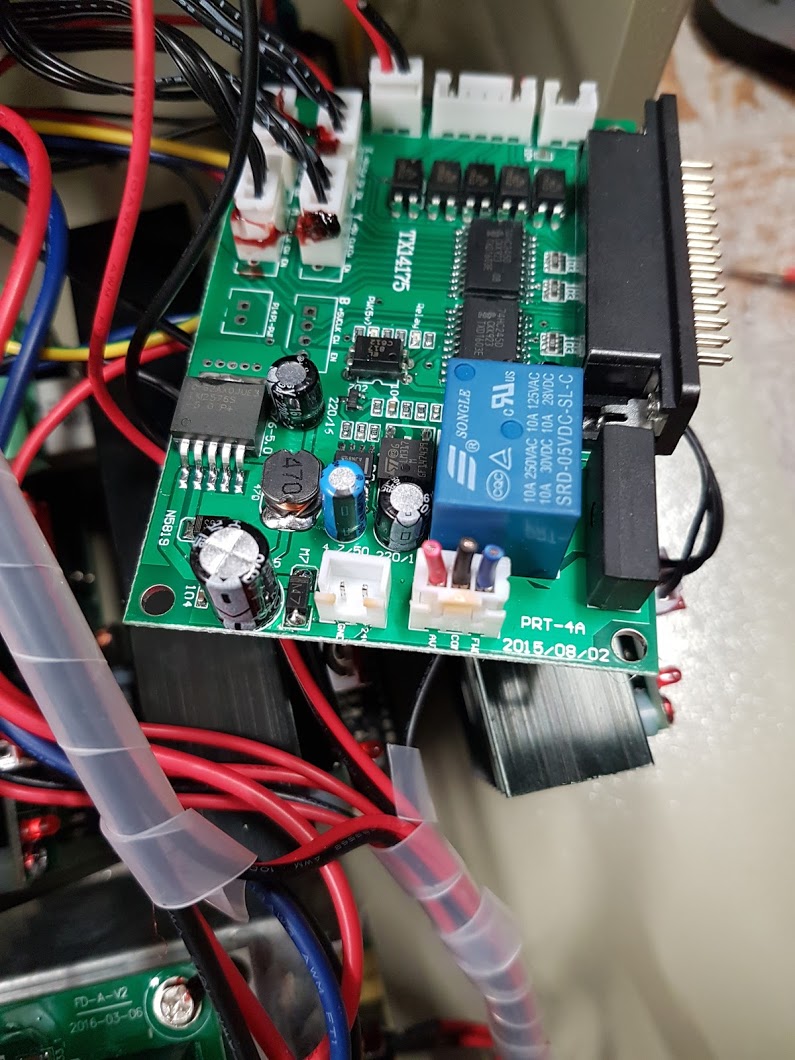
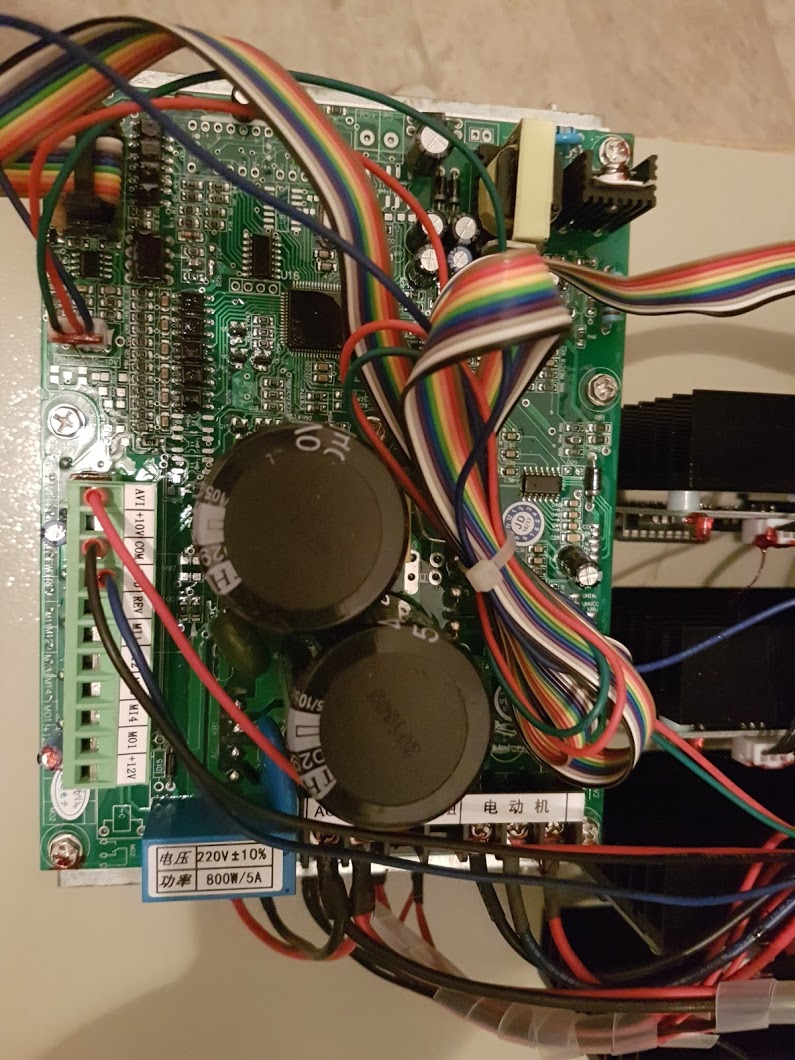
[16:59:53] <Crom_> nubcake, that's just like my BOB
[17:02:54] <Crom_> http://i.ebayimg.com/images/g/hGAAAOSwYmZXFY9k/s-l1600.jpg
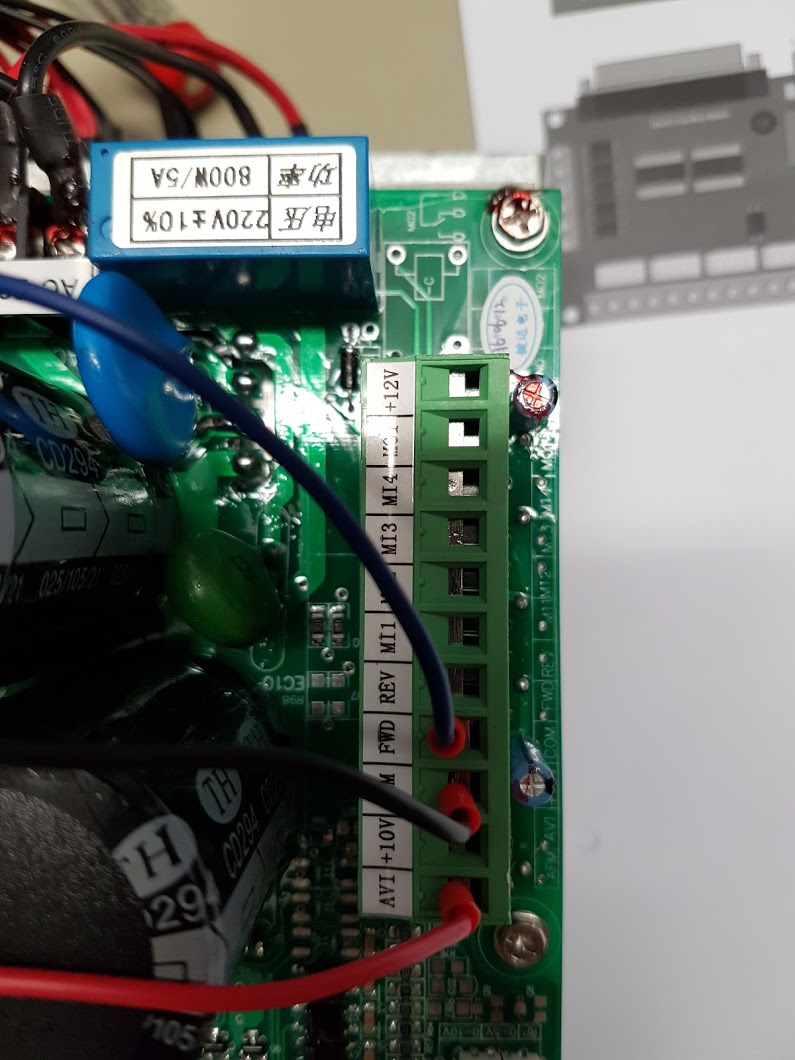
[17:03:02] <nubcake> Crom_; i fail at figuring where to connect the 3 wires from the inverter (AVI, COM and FWD) to the proper contacts on the BOB.. i mean, i do know where to connect COM, but what about AVI, FWD and +24V ? there's not enough connector-sockets for those
[17:03:17] <nubcake> exactly, that's the board i'm using
[17:03:50] <nubcake> http://www.collection.archivist.info/archive/mirror/cnc/bob/BNotes.pdf page 2 here shows the wiring for the inverter
[17:04:11] <nubcake> but the connectors on the inverter are named differently to mine :/
[17:07:04] <Crom_> hmmm I'm wondering what AVI stands for.. available? enable?
[17:07:45] <nubcake> https://goo.gl/photos/65eqRdtnhnqcxGiZ8 this is the old BOB, had the 3 wires connected via plug
[17:07:46] <Crom_> and then there's the +10v pin.. I wonder if that's for 0-10v
[17:08:17] <nubcake> the old BOB is almost the same thing, just missing some connectors for end/limit-switch and such
[17:08:39] <nubcake> does the link work? never tried it before :D
[17:08:48] <Crom_> no it didn't
[17:09:13] <nubcake> oh ok, let me upload it to imagebin really quick
[17:10:10] <CaptHindsight> there is a +12V IN
[17:10:17] <nubcake> https://ibin.co/2urZwpKTwyD8.jpg
[17:10:25] <CaptHindsight> the 0-10V is an output
[17:10:42] <nubcake> on the bottom of the image you can see the cut wires which originally were connected to the inverter on the other image
[17:11:24] <nubcake> CaptHindsight: so the 0-10 is for spindle rpm i guess?
[17:12:51] <Crom_> hmm TX14175 doesn't return anything cnc related
[17:13:20] <nubcake> unfortunately not, that'S what i tried too
[17:15:09] <Crom_> the TX14175 is labeled AVI, CCW, F?? try putting 5v to for and send a pwm into avi
[17:15:42] <Crom_> the GND off the 24v connector is probably your ground
[17:15:51] <nubcake> F = FWD
[17:16:07] <nubcake> barely readable, just figured that ...
[17:16:54] <Crom_> which VFD is it? you have a model number
[17:17:30] <nubcake> unfortunately not :( let me check it again really quick
[17:18:24] <Crom_> I'm watching Space battleship Yamato
https://www.youtube.com/watch?v=rHOOVb6XDkI
[17:18:29] <nubcake> no model number :(
[17:18:38] <CaptHindsight> nubcake: yes
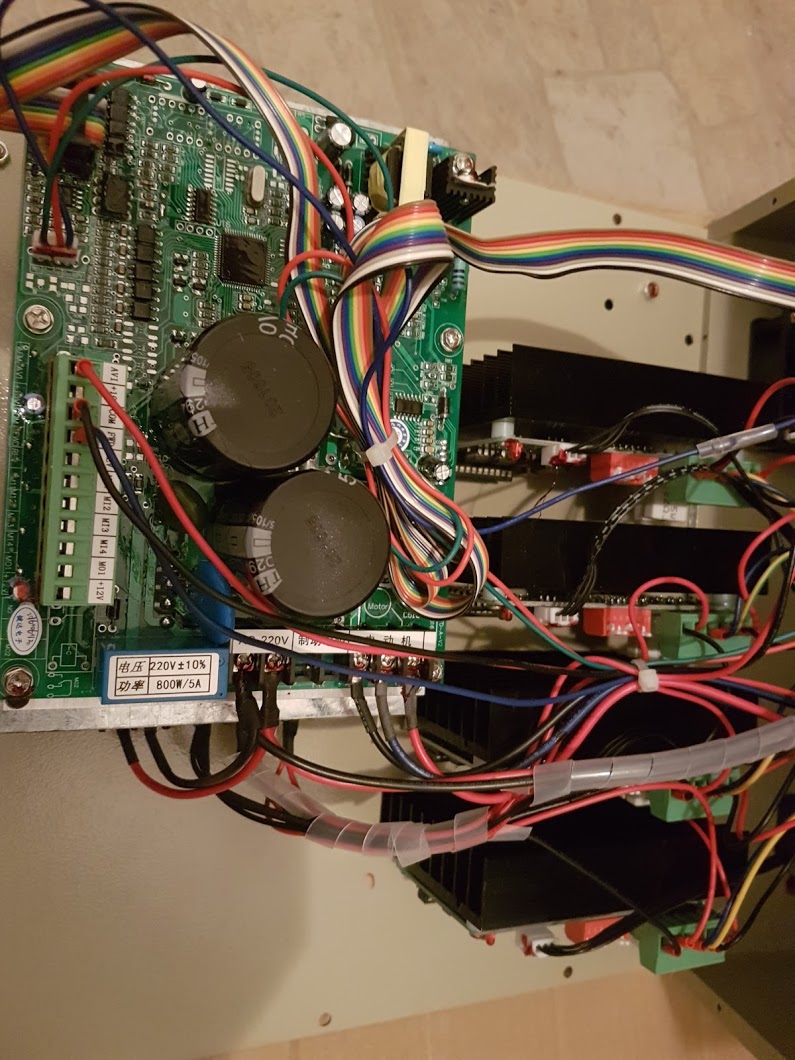
[17:19:18] <Crom_> how about a picture of the entire inverter
[17:19:55] <nubcake> 1 sec. its already uploading
[17:20:34] <nubcake> https://ibin.co/2urd8lzpZWyC.jpg
[17:20:37] <nubcake> this is the whole thing
[17:21:27] <nubcake> https://ibin.co/2urdPdIntPqN.jpg different angle
[17:21:49] <Crom_> what's the number at the edge of the board bottom right side of the picture something -v2
[17:23:41] <nubcake> i have to check that later, i'm not in the garage right now :(
[17:24:38] <nubcake> almost bedtime.. thanks for the help :) i will report back tomorrow after work.
[17:24:48] <Crom_> k
[17:42:54] <Crom_> hmmm not seeing anything like it.. in google images
[17:46:52] <nubcake> its inside a 3040T control-box
[17:47:12] * nubcake wanders off to bed, only 4 hours of sleep left :(
[18:14:11] <Frank_1> sorry to bother but anyone succesfully used am1 athlon 5350 with linuxcnc?
[18:16:50] <skunkworks_> I doubt if anyone has used that specific hardware with linuxcnc
[18:30:15] <Frank_1> :(
[18:30:30] <Frank_1> i couldnt find much on the forums
[18:35:36] <Crom_> i just a athlon die on me... it was going to replace this AMD E1-2500
[18:39:09] <Frank_1> it works on ubuntu 14.04 but idk if it does on the linuxcnc distro
[18:45:07] <JT-Shop> plug in the livecd and test the latency
[18:46:57] <JT-Shop> also you could use LinuxMint 17.3...
[18:49:09] <enleth> Frank_1: just go and check, it's probably not going to refuse to work outright but you'll need to see how it behaves under load
[18:49:10] <Crom_> my linuxcnc machines are debian my cad machines are ubuntu
[18:50:19] <Frank_1> havent bought it yet! im between that and a j1800, but the 5350 is more powerfull for the same price,
[18:51:43] <Crom_> looks like I'm going to be upgrading my ITX board to either an i7 or i5
[19:03:21] <Frank_1> lol
[19:22:03] <kyle____> Crom_, ITX or mini ITX?
[19:22:42] <Crom_> I have several Mini-box.com itx cases so itx
[19:24:00] <kyle____> i didn't know that was a thing :P
[19:24:42] <kyle____> i've only ever heard of mini, nano, pico, mobile
[19:25:55] <kyle____> just curious because my home pc is mini-itx
[19:26:06] <kyle____> with an i5-4440 and an nvidia 970 :P
[20:02:28] <Simondious> Moka Akashiya I think you'll get a kick out of this:
http://imgur.com/gallery/SpD9A
[20:50:42] <Crom> ok new fans for laptop showed up today finally
[20:55:24] <Cromaglious_> oh my goodness... my daughter just told me about a hilter & Jesus fanfiction story...
[20:55:45] <Cromaglious_> that one I'm going to stay so far away from
[20:56:11] <Cromaglious_> Simondious, that insurance one was hilarious!
[21:01:43] <enleth> Cromaglious_: this reminds me of an image someone made in the wake of the current wave of pseudo-Catholic ultranationalism in Poland - a priest holds a crucifix with the arms bent into a swastika and says "go figure, my crucifix got all bent up from hitting those bloody lefties"
[21:02:53] <Cromaglious_> sheeshz... now that's funny
[22:00:27] <Cromaglious_> hmmm brought home a external raid array cabinet with iisues... fun fun fun
[22:05:04] <Tom_itx> my bud tried to give me one a while back
[22:05:31] <Tom_itx> smaller than the average hdd today
[22:06:14] <Tom_itx> he also had a 9track
[22:06:31] <Tom_itx> both boat anchors imo
[22:52:05] <Crom> yhis one has 4 1 tb drives
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}