Back
[00:18:53] <Crom> really annoying... trying to open a IGES in freecad and generate a dxf of a feature in the IGES file... not getting anywhere...
[00:32:18] <Crom> getting blender...
[02:37:11] <Deejay> moin
[05:12:15] <XXCoder> hmm
[05:12:21] <XXCoder> seller finally contacted me
[05:12:25] <XXCoder> https://ae01.alicdn.com/kf/HTB1EJa8NXXXXXXsXVXXq6xXFXXXt.jpg
[05:12:32] <XXCoder> $46 before shipping
[05:57:23] <jthornton> morning
[05:57:29] <XXCoder> hey
[05:57:35] <XXCoder> did you see picture link?
[05:57:57] <jthornton> just looking now
[06:00:16] <jthornton> what is it?
[06:00:26] <XXCoder> its Z block for 52 mm spindle
[06:00:32] <XXCoder> guy says compitable with my machine
[06:00:40] <XXCoder> $46 pre-shipping
[06:01:02] <jthornton> your's is broken?
[06:02:15] <XXCoder> nah mine is 43 mm type
[06:02:26] <XXCoder> this supposely is direct fit for my machine too
[06:02:40] <XXCoder> just remove 43mm version z block and put this in
[06:03:23] <jthornton> ah got a bigger spindle motor?
[06:03:58] <XXCoder> plan to get one yes
[06:04:06] <XXCoder> im just figuring some stuff out though
[06:04:06] <jthornton> cool
[06:04:19] <XXCoder> like how to have nice 52mm spindle thats fully controllable
[06:04:33] <XXCoder> pwm seems best but it loses torque at lower power
[06:04:44] <jthornton> what machine do you have?
[06:04:54] <XXCoder> 3040
[06:09:32] <jthornton> what do you make on it?
[06:09:40] <XXCoder> right now, nothing lol
[06:09:48] <XXCoder> er 3040 cnc router I mean lol
[06:09:51] <XXCoder> sorry not clear
[06:10:10] <jthornton> I figured that out lol
[06:10:44] <jthornton> https://www.youtube.com/watch?v=IbigKjt5kUM
[06:16:10] <jthornton> what is the travels on it?
[06:17:11] <XXCoder> looks like standard rod
[06:17:22] <XXCoder> unlkess you meant screws, lemme get closer look
[06:17:55] <jthornton> can't even type this morning, what are the axis travels?
[06:17:59] <XXCoder> looks like basic screw types
[06:18:08] <XXCoder> definitely not ballscrew
[06:18:14] <XXCoder> probably not ACME
[06:21:18] <jthornton> are you using the mach controller?
[06:23:13] <XXCoder> nah tb6560
[06:23:29] <jthornton> you get yours without a control?
[06:23:32] <XXCoder> considering upgrading if it means I get spindle that retains better torque across speeds
[06:25:45] <archivist> some of these routers are not rigid enough for more low down torque
[06:26:57] <jthornton> http://www.ebay.com/itm/New-CNC-Router-Engraver-Milling-Machine-Engraving-Drilling-4-Axis-3020-Desktop-/221913267214
[06:27:36] <jthornton> I have some linear rails to make a gantry mill but they are too big for something like a 3040
[06:27:37] <XXCoder> heh for some option that is actually cheaper than upgrading my machine
[06:27:43] <XXCoder> thats why im kinda stuck
[06:28:53] <archivist> this one has that adaptor/clamp
https://www.youtube.com/watch?v=jBcp8Mi7xZo
[06:29:18] <XXCoder> arch that IS the pictured z block
[06:29:21] <XXCoder> its one peice.
[06:30:55] <Tom_L> rain.
[06:31:07] <archivist> sunsine :)
[06:31:09] <XXCoder> fire
[06:31:31] <XXCoder> aw element combo broke before it become a combo lol
[06:35:39] <jthornton> 40% chance of rain here and my new grass has not taken root yet
[06:36:25] <XXCoder> been raining once a while now. signs of very late summer weather
[06:36:47] <XXCoder> grass is still brown and dead though. need to mow it because of weeds growing fast due to rain
[06:39:53] <jthornton> I've been watering the new seeds twice a day hoping they take root on the fresh hill side
[06:42:21] <Tom_L> plant some weeds and they will grow with no water
[06:43:54] <XXCoder> weeds will grow with negative water
[06:45:24] <jthornton> yea find some weeds about to go to seed and cut them off and shake over the dirt
[06:57:47] <gonzo_> you can tell it's summer in the UK. The rain is nice and warm.
[06:58:00] <archivist> wot rain
[07:00:48] <archivist> just been outside taking a clock case apart in the sun
[07:01:13] <enleth> gonzo_: can you tell it's night because the rain is darker?
[07:01:50] <XXCoder> just remember if rain is going horzional it might be time to go hide in safe place heh
[07:03:52] <enleth> and if it goes up, orient yourself properly before opening the parachute
[07:04:05] <XXCoder> yup lol
[07:48:04] <R2E4> anyone work on a Mori-Seiki TL-5?
[09:05:12] <MacGalempsy> morning
[09:49:28] <Magnifikus> https://gist.github.com/magnifikus/9f778afa252d518a46a19c134f1199bd << any idea howto time this right?
[09:49:38] <Magnifikus> cause the it does not work :/
[09:50:15] <cradek> what problem are you solving?
[09:50:29] <Magnifikus> warming up the spindle
[09:50:52] <Magnifikus> like 30s on 6k, 30s 12k, 30s 18k, 30s 24k
[09:51:04] <Magnifikus> dwell and s6000 wont work
[09:51:14] <Magnifikus> so i could add slow movements but
[09:51:21] <Magnifikus> i would prefer to not move at all
[09:52:33] <cradek> hmm, the pauses don't work without movement?
[09:53:31] <MacGalempsy> is the spindle ready tied to the movement through axis?
[10:01:13] <Magnifikus> no its just a VFC
[10:01:25] <Magnifikus> and dwell does not work with Sxxx commnds
[10:06:55] <cradek> that is a bug then
[10:08:12] <MacGalempsy> i forget the exacts of dwell, but is there a command in the gcode that you may have omitted? like a p or q?
[10:25:43] <MacGalempsy> Magnifikus: you are trying to use a g81?
[10:38:13] <Magnifikus> no just spindle warmup
[10:38:39] <Magnifikus> https://gist.github.com/magnifikus/9f778afa252d518a46a19c134f1199bd
[10:38:46] <Magnifikus> i added the working one below
[10:38:53] <Magnifikus> just doing small 1mm movement with F2
[10:42:05] <gregcnc> I use Sxxxr M3 then another Sxxxx M3 and it works
[10:42:43] <gregcnc> this is to get a radio control type motor control to run
[10:43:14] ChanServ changed topic of
#linuxcnc to: LinuxCNC is a linux-based open-source CNC control. | Latest releases: 2.7.7 and 2.6.12 |
http://www.linuxcnc.org
[10:46:14] <gregcnc> N35 S1 G4 P2 M3
[10:46:15] <gregcnc> N40 S12000 M3
[10:59:41] <gregcnc> It also works without the extra M3 this is 2.7.0 pre
[12:07:57] <Magnifikus> ty gregcnc works :)
[12:24:42] <gregcnc> magnifikus it shouldn't need additional M3,
[12:27:24] <Tom_L> true but it should come after the "S" word
[12:28:27] <Tom_L> wtf. S1 then S12000? what are you doing?
[12:29:06] <gregcnc> N5 S1 G4 P2 M3
[12:29:07] <gregcnc> N10 S12000 G4 P2
[12:29:09] <gregcnc> N15 S1 G4 P2
[12:29:10] <gregcnc> N20 S12000 G4 P2 also worked as expected. my CAM is set to output M3 with every Sxxx
[12:30:10] <Tom_L> should be modal
[12:30:52] <Tom_L> some cam if shown as "M3" will output every time where <M3> if changed
[12:31:52] <Tom_L> same with G1 2 3 etc
[12:32:22] <gregcnc> I'm still using a hobby controller. It needs to see a valid PWM stop signal before it enables. S0 sends no signal at all, so S1.
[12:32:25] <Tom_L> some controls require the axis specified on every line too
[12:32:28] <Tom_L> pita
[12:33:11] <Tom_L> so instead of G1 x 1
[12:33:11] <Tom_L> 2
[12:33:12] <Tom_L> 3
[12:33:19] <Tom_L> you'd have G1 X1
[12:33:20] <Tom_L> x2
[12:33:22] <Tom_L> x3
[12:33:23] <Tom_L> etc
[12:34:21] <Tom_L> err sry, i meant G1 on every line
[12:34:34] <Tom_L> you do need the axis
[12:35:55] <gregcnc> so Sxxx a G4 work as expected in linuxcnc, i don't see what was wrong with his code for it to fail. but i didn't copy it to my machine
[12:36:53] <Tom_L> G4 is dwell
[12:37:57] <gregcnc> I never could figure out how to start the spindle in the middle of the program in linuxcnc, so maybe why i added M3 with Sxxx in the post
[12:56:23] <MacGalempsy> ok, so I may only have room for one more machine. should I go with the edm or the small manual lathe?
[13:02:42] <skunkworks> yes!
[13:13:14] <plpower> hi
[13:15:14] <plpower> gregcnc: hi the spidle shoudt start up if you start at a seurten place in g-code
[13:15:35] <plpower> But as a advice is to start at the last Z save is always best
[13:21:38] <Magnifikus> im using a vfc with pulse train 1-32khz
[13:21:41] <Magnifikus> works like a charm
[13:22:12] <plpower> what is the difference between vfd and vfc
[13:22:20] <Magnifikus> i mean vfd :P
[13:22:26] <Magnifikus> variable frequency converter? :D
[13:22:41] <Magnifikus> the omron mx2
[13:22:46] <plpower> is this on modbus pulse
[13:24:06] <plpower> Magnifikus: the etercat one
[13:26:19] <plpower> Magnifikus: what is the benefit against the hyanyang for less then a quater of that price at same elecrical values
[13:31:14] <plpower> ok im off
[13:59:09] <R2E4> .
[15:21:27] <MacGalempsy> zzzz
[15:34:08] <JT-Shop> I have some 2 x 2 x 1/8 aluminum angle cut to a bit over 1/2" long and I need some way to face off the cuts on the mill any ideas?
[15:35:06] <Tom_L> block of wood in the vise to hold the angle
[15:35:12] <Tom_L> side cut
[15:35:35] <Tom_L> or if you want, use parallels and do the same with the wood block
[15:35:46] <Tom_L> horizontally instead
[15:35:54] <JT-Shop> it's only 1/2 long
[15:36:09] <Tom_L> so use an aluminum block then
[15:36:14] <gregcnc> I have a thin V block and matching triangle. Got them in a tool box buy. Came in handy for just this.
[15:36:23] <Tom_L> in the step vise
[15:36:49] <Tom_L> just make sure both sides are held with the vise or the end will chatter like crazy
[15:37:03] <JT-Shop> yea, that has me pondering
[15:37:28] <Tom_L> if you mill the al down to fit the inside of the angle extrude that should work ok
[15:37:56] <Tom_L> i'm far enough away it won't hit me
[15:39:48] <CaptHindsight> how faced do you need them?
[15:41:27] <Tom_L> are the ends squared off or radius'd extrude?
[15:41:43] <JT-Shop> squared off
[15:41:45] <Tom_L> some have an inside radius on the L ends
[15:41:50] <JT-Shop> I think I found something to use
[15:41:59] <CaptHindsight> yes, always fun
[15:42:05] <Cromaglious> well on the 3040 I can take a .2mm DOC and a .3 mm radial DOC. doing the original slot is painful.
[15:42:13] <Tom_L> i'd just lay em flat on the parallels and hold em with something between
[15:42:38] <Tom_L> JT-Shop, even if you only hold toward the open end it should be fine
[15:42:40] <JT-Shop> I made this parallel like block with a v cut at 45 and 30 to hold a part at an angle
[15:42:49] <Tom_L> that will allow the L to grip the vise
[15:43:58] <andypugh> Out of context “How faced do you want it” is a very strange sentence. And might involve calling in the A-Team
[15:45:08] <CaptHindsight> I've done it Tom_L's way with the parallels but if you clamp to hard you bend the angle
[15:45:18] <Tom_L> yup
[15:45:32] <CaptHindsight> too loose and it chatters
[15:45:40] <Tom_L> just don't be too agressive with the cuts
[15:45:54] <Tom_L> shouldn't take that long anyway
[15:46:51] <Cromaglious> https://imagebin.ca/v/2uP6lo5Mey0y
[15:47:13] <CaptHindsight> sometimes I just clean them on on the belt sander after using the cold saw
[15:47:59] <Tom_L> imagebin not found
[15:48:59] <XXCoder> not found
[15:51:19] <andypugh> XXCoder: not “bad gateway”?
[15:51:32] <Cromaglious> yep... same problem here...
[15:51:36] <XXCoder> NOW its bad gateway'
[15:51:45] <Cromaglious> https://imagebin.ca/v/2uP6lo5MeyOy
[15:52:02] <Cromaglious> don't know is it's 0 or O at the end
[15:52:13] <Cromaglious> doesn't work either way...
[15:53:31] <Cromaglious> trying another site
[15:55:15] <XXCoder> picpaste or sopmething
[15:57:03] <Cromaglious> kinda hard to paste picture from phone
[15:57:29] <XXCoder> heh its NAME is picpaste but you upload as usua;
[15:57:33] <Cromaglious> bbiab I hear the mail carrier
[15:57:37] <enleth> have you ever seen a cable guide that works well with a horizontally curved track?
[15:59:04] <JT-Shop> http://www.tiikoni.com/tis/view/?id=674babe
[15:59:10] <JT-Shop> Tom_L: ^
[16:03:59] <gregcnc> There you go. I had 1/8 thick AL angle so I stacked several
[16:14:01] <andypugh> enleth: Yes. But I doubt I can find it.
[16:15:30] <andypugh> When I worked for the X-ray microscope company one variant moved the camera on a physucally spherical track, and ine used XYZAB interpolation. At the time I liked the curved-track one. My opinion has altered :-)
[16:15:43] <MacGalempsy> finally milling today
[16:16:23] <Cromaglious> http://www.picpaste.com/20160908_131732.jpg
[16:17:42] <MacGalempsy> milling an ar receiver huh?
[16:18:14] <nikre> why is linuxcnc not a "just enough OS" but offers many other things?
[16:18:23] <Cromaglious> yep
[16:18:33] <Cromaglious> JT-Shop, wooo that's nice!
[16:19:03] <JT-Shop> yea worked like a charm, now it's a multi-tasker
[16:19:08] <Cromaglious> using 3 1-2-3 blocks to hold it..
[16:19:53] <MacGalempsy> one of these days i'd like to try the whole thing on the 4th axis
[16:20:26] <Cromaglious> 0,0,0 is over the back take down pin left side Z zero is 5mm in front of that.. and then made a flat spot at x0y0
[16:20:30] <MacGalempsy> was that an 80% kit, or what ever you want to call it
[16:20:38] <Cromaglious> yep
[16:21:04] <MacGalempsy> looks like quite the task on that 3040
[16:21:58] <Cromaglious> I don't have a long enough bit to get to the 1.400" depth to get out the bottom of the trigger hole or the 1.249" depth for the bottom of the pocket
[16:22:41] <Cromaglious> DOC radial is 0.3mm and z is 0.2mm DOC
[16:22:45] <enleth> andypugh: was it just a regular cable guide turned 90deg axially and supported from underneath, or something more complex?
[16:22:50] <Cromaglious> F40
[16:23:19] <Cromaglious> I can probably up the feed rate as I play with the spindle speed
[16:23:32] <andypugh> nikre: an interesting question, I wish I understood it :-)
[16:23:58] <Cromaglious> looks like I'm going to be hand coding it...
[16:24:05] <Cromaglious> ugh...
[16:25:16] <nikre> andypugh, i am shocked to see there is a browser on what is supposed to be a dedicated cnc tool
[16:26:18] <nikre> why would one not limit what can introduce jitter when it is the main focus?
[16:26:26] <XXCoder> nikre: its useful sometimes
[16:26:30] <XXCoder> looking uo cnc info
[16:26:48] <XXCoder> and if browser causes jitter you didnt configure it correctkly
[16:26:57] <andypugh> nikre: We don’t believe that any user-space apps should be able to introduce jitter.
[16:27:01] <nikre> but the "sometimes" is the main approach here
[16:27:14] <JT-Shop> just remove anything that shocks you
[16:27:15] <XXCoder> if it sometimes happen you need to configure so it never happens
[16:27:17] <andypugh> The brower is useful to view the documentation
[16:27:33] <XXCoder> nikre: I tested jitter under very heavy load
[16:27:39] <nikre> i am fine with removing but why is there not a JEOS
[16:28:02] <nikre> there is openelec for kodi
[16:28:05] <XXCoder> 3 GTXGEARS, movie playing HD video, game screen and moving window around rapidly to force redraws
[16:28:23] <XXCoder> then I set jigger so it cant be touched even with that abuse, and use much less
[16:28:44] <nikre> that is not my point.
[16:28:51] <XXCoder> it is
[16:29:10] <XXCoder> youre saying jigger can happen. im saying it wont happen if you configure it correctly
[16:29:32] <nikre> what should i configure?
[16:29:46] <XXCoder> use latency tests and such
[16:30:00] <XXCoder> unfortunately im out of time, need to go to work. laters
[16:30:26] <nikre> nope there has to be a dedicated OS that is "just enough"
[16:31:25] <JT-Shop> and now you need to motivate someone to write and maintain a real time kernel for os x
[16:31:33] <nikre> os x?
[16:31:48] <JT-Shop> some minimal os
[16:32:02] <nikre> is it minimal really?
[16:32:05] <nikre> openelec is minimal
[16:33:29] <nikre> https://en.wikipedia.org/wiki/Just_enough_operating_system
[16:33:37] <nikre> i didnt make up the term
[16:34:04] <nikre> there is coreos for docker
[16:34:09] <nikre> that is JeOS
[16:34:33] <nikre> linuxcnc developers should consider this some time soon.
[16:35:58] <nikre> there is ubuntu JeOS which would be easy (i guess)
[16:36:18] <nikre> dont know much about compiling with rt component
[16:38:27] <cradek> you are totally free to not run the web browser on your mill, or even uninstall it
[16:40:24] <nikre> yeah you missed my point but i think i cant underline it more
[16:40:39] <cradek> but if you want to work on running linuxcnc on another platform, by all means that's a fine goal
[16:41:00] <cradek> recently someone came by and helped port linuxcnc to freebsd
[16:41:00] <nikre> yeah you missed it
[16:41:07] <cradek> the more portable the code base gets, the better
[16:43:15] <_methods> some people
[16:48:56] <Deejay> gn8
[16:49:02] <andypugh> What did I miss? Battery went flat
[16:50:13] <_methods> just some guy whining about the slack ass linuxcnc devs not making him a browser free distro
[16:50:16] <nikre> you missed "why dont u uninstall browser then?"
[16:50:27] <nikre> :)
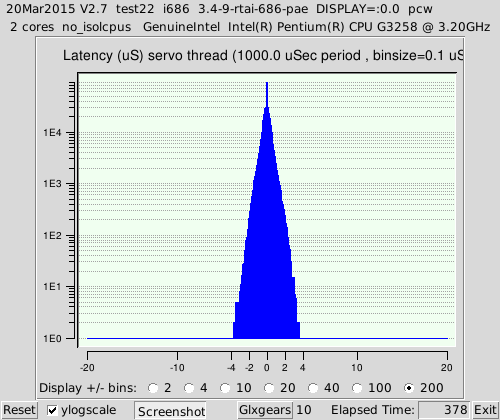
[16:51:12] <pcw_mesa> http://freeby.mesanet.com/h97-g3258.png
[16:51:13] <pcw_mesa> browser running and peppa pig videos...
[16:51:30] <_methods> wait till he figures out libreoffice is on there too
[16:51:40] <andypugh> The browser is useful for reading the docs, but mainly we just take a normal distro and put LinuxCNC on top
[16:51:44] <pcw_mesa> + 10 glxgears
[16:52:33] <andypugh> Linux is actually a dependency mess. I tried uninstalling the Orage Calendar on Debian and the whole desktop/gui went with it, through dependencies
[16:53:22] <andypugh> I can’t imagine much would remain if you took away the HTML viewer. Not that I beleive it _should_ be like that.
[16:53:23] <nikre> that is not linux's problem tho
[16:54:43] <andypugh> What isn’t Linux’s problem?
[16:55:18] <nikre> Linux is actually a dependency mess
[16:55:25] <andypugh> Are we heading towards an argument about what “Linux” is? Because it’s 0027 here and I need to be at work at 0800
[16:55:41] <nikre> you said it now mt
[16:55:44] <nikre> not me
[16:55:45] <nikre> w.e
[16:58:10] <andypugh> The LiveCD is meant to give new users a computer with all the things they might expect, and also with LinuxCNC. If you want a stipped-down machine with only LinuxCNC running on Gentoo then you can have that, We even have a text-mode user-interface. But if you want that you are not a LiveCD customer.
[16:59:08] <nikre> there is ubuntu JeOS that is also a debian variant
[16:59:52] <andypugh> I can sort-of see your point, but you are about the least average user we have ever seen here :-)
[17:00:23] <nikre> man there is openelec for kodi for people listening music and watching movies
[17:00:28] <nikre> you cant get more average than that
[17:00:50] <andypugh> I rather think you can…
[17:00:52] <nikre> i just point something missing
[17:01:43] <Cromaglious> ugh 5x20mm fuses are getting hard to find... hmmm lemme check autozone
[17:03:01] <andypugh> Most experienced users of LinuxCNC have come round to the idea of the PC being just one amongst many cards in the machine, and being a dedicated controller. But most new users expect the controller to be just another “App” on a general purpose computing device.
[17:04:00] <nikre> and my other suggestion is to provide a common stress test procedure.
[17:04:17] <_methods> hmm that would be good
[17:04:32] <nikre> explicitly invoke what is needed to impose the stress
[17:04:52] <_methods> if only there was one of those
[17:04:54] <andypugh> And, actually, I quite often log on to Gmail and check my emails during long jobs on my machines. I am adequately confident that it won’t be a problem.
[17:05:06] <nikre> ok andypugh :)
[17:05:21] <gregcnc> how do you predict what will cause the problem?
[17:05:22] <andypugh> That is the poit of running a real-time patched OS,
[17:05:40] <cradek> sometimes I'm on irc so seb can remind me: measure twice cut once
[17:05:45] <gregcnc> with a random assortment of pc hardware?
[17:06:05] <nikre> gregcnc, you have a feedback as you impose more stress
[17:06:27] <_methods> those clouds of smoke
[17:06:33] <andypugh> As I hinted: Time to sleep
[17:06:37] <MacGalempsy> yike. smoke no good
[17:07:01] <_methods> it's alright as long as you can get the smoke back in what it came out of
[17:07:34] <nikre> so it is not random.
[17:07:56] <gregcnc> somehow i doubt machine builders pick up random old/new computers
[17:08:40] <pcw_mesa> I have run linuxcnc in the background for years on my home desktop, no issues
[17:11:29] <gregcnc> is it possible to detect which hardware/driver/whatever causes a spike in latency?
[17:12:01] <pcw_mesa> Easier with Preempt-RT than RTAI
[17:12:23] <nikre> if you have well-defined stress test procedure.
[17:13:18] <pcw_mesa> cyclic test can trap on latencies beyond a preset threshold and do a backtrace
[17:13:42] <gregcnc> I know on the last box I was messing with if the bios decided the fans needed full speed I got hit with a 500,000 delay nothing can be done because i can't turn off thermal control
[17:14:16] <pcw_mesa> (but this requires a non-standard kernel option to be built in)
[17:15:40] <pcw_mesa> yeah c states and thermal management are problem if they cannot be turned off in the BIOS or disabled by disabling SMI
[17:16:29] <pcw_mesa> guess specific cstates can be disabled by the kernel
[17:18:37] <gregcnc> I tried some of that. it did seem there was some possibility of disabling in the kernel but that's beyond me. i'll run it anyway. a fan would have to die or mice take up residence in the pc to be a problem
[17:57:36] <SpeedEvil> archivist: Are you aware of a nice resource for how to gear? For example, if I want a solution for gearing 2kW@30000RPM to 240RPM cheaplyish.
[17:59:15] <SpeedEvil> archivist: I know plenty of solutions that won't work, but some idea of design guidelines would be handy.
[17:59:49] <Crom> sheeshz.. installing heekscad, heekscnc...
[18:01:10] <enleth> that discussion reminds me that a headless LinuxCNC HOWTO needs to be done
[18:03:22] <zeeshan|2> SpeedEvil: find a cheap speed reducer
[18:03:24] <zeeshan|2> used one
[18:03:31] <zeeshan|2> :P
[18:03:32] <enleth> if nothing else, to point people having concerns like nikre's to
[18:03:53] <enleth> "if you have a problem with that, set up two boxes, here's how"
[18:03:59] <zeeshan|2> a 125:1 speed reducer should be very easy to find
[18:04:04] <zeeshan|2> for under 100 bux used
[18:04:38] <JT-Shop> http://www.tiikoni.com/tis/view/?id=903e1f8
[18:05:03] <zeeshan|2> wassat
[18:05:06] <JT-Shop> I need to figure out how to attach a piece of glass to the angles to protect the camera from hot plastic dripping on it
[18:05:14] <JT-Shop> cognex camera
[18:06:02] <SpeedEvil> zeeshan|2: a 'speed reducer' ?
[18:06:16] <Crom> JT-Shop, silicon glue?
[18:06:24] <zeeshan|2> SpeedEvil: yes
[18:06:26] <Crom> epoxy
[18:06:31] <zeeshan|2> they are usually attached on things called "Gear motors"
[18:06:45] <malcom2073> My dad just got a speed reducer for his mill to go along with his speeder
[18:06:48] <zeeshan|2> http://3.imimg.com/data3/WG/WL/MY-11912229/speed-reducer-250x250.jpg
[18:07:05] <zeeshan|2> http://images.machinedesign.com/images/archive/wormgear0100jpg_00000037035.jpg
[18:07:07] <malcom2073> Get better torque at lower speeds
[18:07:09] <zeeshan|2> cheap ones look like that on the inside
[18:07:14] <malcom2073> better power at lower speeds*
[18:07:15] <zeeshan|2> the only thing is w/ that style
[18:07:18] <zeeshan|2> you cant back drive them
[18:07:20] <zeeshan|2> usuallyh
[18:07:55] <SpeedEvil> zeeshan|2: I was meaning bidirectional
[18:07:59] <Crom> wow meshcam is $500
[18:08:13] <Crom> not going to be getting that anytime soon
[18:08:20] <zeeshan|2> then you'll likely need to go to a pepicyclic gear train speed reducer
[18:08:40] <zeeshan|2> basically what you see in a gear drill
[18:08:54] <zeeshan|2> they are $$
[18:08:57] <SpeedEvil> zeeshan|2: yeah.
[18:09:07] <zeeshan|2> scavenge ebay
[18:09:11] <SpeedEvil> zeeshan|2: also, I want it for $10, and to weigh 43 grams.
[18:09:11] <zeeshan|2> ebay is the wastelands!
[18:09:16] <SpeedEvil> (not quite kidding)
[18:09:16] <zeeshan|2> haha
[18:09:17] <zeeshan|2> :D
[18:09:49] <SpeedEvil> I suspect DIY may be useful. I need to work out how to make power gears, or where to source them cheap.
[18:10:26] <JT-Shop> the glass needs to be replaceable easy
[18:10:30] <SpeedEvil> Also in a related matter - what my next purchase is.
[18:10:41] <SpeedEvil> JT-Shop: microscope slide over camera?
[18:10:47] <SpeedEvil> they come in nice boxes of 100
[18:11:00] <JT-Shop> SpeedEvil: your a genius!
[18:11:19] <JT-Shop> those are prob too small
[18:11:34] <JT-Shop> this is 2" x 3 1/2"
[18:11:40] <SpeedEvil> what diameter is the lens?
[18:12:24] <JT-Shop> I have to protect the lens and the leds around the lens
[18:12:32] <SpeedEvil> ah
[18:12:47] <SpeedEvil> I'd cover the LEDs with silicone
[18:13:05] <SpeedEvil> either some sort of clear silicone baking sheet, or sealant
[18:13:08] <JT-Shop> the leds have lens too to focus the light
[18:13:33] <JT-Shop> can't put anything but clear glass between not touching to 1/4" away
[18:14:28] <JT-Shop> anyway the spring clamps used to hold microscope plates down will work
[18:14:31] <JT-Shop> I think
[18:19:06] <SpeedEvil> The neat solution for boats is probably overkill
[18:19:15] <SpeedEvil> - a rapidly rotating glass disk on the front
[18:19:43] <JT-Shop> hmm welding helmet lens might work
[18:20:04] <JT-Shop> not much room in the weld cavity
[18:23:02] <JT-Shop> the low tech solution is rubber bands lol
[18:28:29] <SpeedEvil> )
[18:36:30] <Tom_L> JT-Shop, you making a dash cam for spyders?
[18:36:58] <JT-Shop> those cheap suckers would never spend that kind of money
[18:37:14] <JT-Shop> gas tank screen staker inspection camera
[18:50:33] <Crom> JT-Shop, you try one of those 7mm inspection cameras? I'm thinking about making collars to go around the wire so I can run string to aim the camera.
[18:51:10] <JT-Shop> this is a Cognex In-Sight camera
[18:51:41] <JT-Shop> aiming can be fun in some locations
[18:52:08] <Crom> a not cheap camera
[18:52:32] <JT-Shop> this one, no it's not cheap
[18:54:20] <Crom> I'll stick with a 7mm camera
[18:54:28] <Crom> <$20
[19:03:40] <gregcnc> 240RPM sounds like an ebike
[19:05:22] <Magnifikus> whoever asked about the pulsetrain / ethercat/modbus stuff
[19:05:28] <Magnifikus> no its a custom fpga
[19:09:08] <SpeedEvil> gregcnc: not quite - various sorts of things.
[19:09:22] <SpeedEvil> http://www.ebay.co.uk/itm/LEFT-RIGHT-WHEEL-TYRE-FOR-Muck-Truck-POWER-BARROWS-MOTORISED-WHEEL-BARROW-x-2-/322219643009?hash=item4b05c99081:g:se0AAOSwIgNXpzxm - for example
[19:10:14] <SpeedEvil> to make a powerbarrow
[19:10:30] <SpeedEvil> Or for limb servos
[19:11:57] <SIM_CNC> I've got endstops, I've got home switches, they work, but when I run gcode it'll happily blow right through them and crash the machine at which point the servos fault, wth is going on?
[19:15:29] <pcw_mesa> are they set as both home and limits?
[19:15:58] <SIM_CNC> no
[19:16:00] <SIM_CNC> seperate switches
[19:16:16] <SIM_CNC> home hits and a fraction later limit hits
[19:18:22] <malcom2073> Is said fraction faster than it is capable of stopping?
[19:18:53] <SIM_CNC> I don't think so and also linuxCNC isn't throwing an endstop hit even though it *IS* hit
[19:19:59] <malcom2073> Check halscope to make sure it's reading right
[19:20:35] <SIM_CNC> may have found the problem
[19:20:53] <SIM_CNC> another Q: if it hits a home switch and NOT an endstop should it kill the run?
[19:21:26] <gregcnc> are you not getting a warning saying move will exceed limits before starting?
[19:21:33] <SIM_CNC> No.
[19:21:40] <SIM_CNC> but..
[19:21:42] <SIM_CNC> it's on the Z axis
[19:21:44] <SIM_CNC> which..
[19:22:06] <SIM_CNC> is homed and probably configued with out of range software ends
[19:22:14] <SIM_CNC> so.. I'm hitting Zhome
[19:22:23] <SIM_CNC> but.. it's crashing before hitting Zendstop
[19:22:24] <gregcnc> configure soft limits
[19:22:31] <SIM_CNC> did for X and Y
[19:22:42] <gregcnc> i don't have limits on an axis and it never crashes
[19:22:47] <SIM_CNC> was reluctant to do it for Z
[19:22:48] <gregcnc> soft limits prevent it
[19:23:56] <gregcnc> unless you really, really need it forget trying to use every last micron of axis travel
[19:26:13] * SIM_CNC nods
[19:26:17] <SIM_CNC> that is part of the problem on this machine
[19:26:39] <SIM_CNC> but.. I just remounted the router UP 2 inches and I've got the range of motion to use it
[19:28:01] <Valen> home can be anywhere, limits are limits
[19:28:29] <Valen> our home "switches" (index marks on linear scales) are in about the middle of all of our travels
[19:29:16] <Valen> it only pays attention to the home switches during a homing sequence
[19:29:26] <SIM_CNC> ahh thanks
[19:29:52] <Sync> you should never hit your limit switches as soft limits should prevent it
[19:30:04] <Sync> sometimes you wire the limit switches into the estop loop
[19:36:34] <SIM_CNC> fixed the soft limit..
[19:36:39] <SIM_CNC> fixed the switch
[19:42:17] <SIM_CNC> and.. broke a limit switch wire
[19:42:32] <SIM_CNC> soldering iron warming up..
[19:44:53] <Crom> building heekscad
[19:45:50] <Crom> I don't like wiring limits into estop... then you end up having to manually move off them
[19:46:30] <Crom> unless you have a push and hold switch to bypass limits until your off the switches..
[19:47:11] <Crom> once you let go of the switch it's unbypassed
[19:49:03] <Sync> well, you'd have to have a an actual estop controller
[19:49:16] <Sync> so that you can have a limp mode
[19:50:59] <Crom> ya... using a BOB with an estop pin... your just as well using another pin for limits
[19:51:19] <SIM_CNC> home is on one pin, limits are on another pin..
[19:51:31] <SIM_CNC> I'm sad to say my estop has no pins..
[19:51:37] <SIM_CNC> so the linuxCNC keeps going when I estop
[19:52:16] <Crom> even a switched wired in as estop is better than nothing
[19:52:24] <Crom> even a switch wired in as estop is better than nothing
[19:52:52] <SIM_CNC> oh it stops the machine fine :)
[19:53:26] <SIM_CNC> I didn't set that up.. it's actually just a nice estop button on an extension cord that powers the supply on the router..
[19:53:34] <SIM_CNC> it's not my favorite, but it works
[19:54:38] <Crom> how many contacts are open on the estop switch.. you might be able to parallel it into the BOB
[19:55:14] <SIM_CNC> I don't know, it certainly could be a double switch
[19:55:24] <SIM_CNC> pole? throw?
[19:56:00] <Crom> some estops have multiple micro switches in them...
[19:58:32] <Crom> http://www.ebay.com/itm/NC-N-C-Emergency-Stop-Switch-Push-Button-Mushroom-Push-Button-4Screw-Terminal-E0-/252359586838?hash=item3ac1cdb416:g:GREAAOSwgn5XFIgY
[19:58:41] <Crom> that one has 2 poles
[19:58:46] <SIM_CNC> when I home the machine I'm getting 'exceeded positive soft limit on joint 2'
[19:58:55] <SIM_CNC> well duh, home isn't even set until I hit home..
[19:59:00] <SIM_CNC> the machine moves when it's off sometimes...
[19:59:57] <Crom> ok other machine booting into virgin Ubuntu 16.04 LTS
[20:01:12] <SIM_CNC> so this exceeding soft limit is odd.. shouldn't the soft limit reference the home position?
[20:01:19] <SIM_CNC> so not be set until I home?
[20:02:19] <SIM_CNC> yeah.. also why aren't XYZ being set to zero when they hit the home switches?
[20:04:57] <Crom> in your configuration you set what the home switch position is and the home position. on my 3040 Z home switch is a 5.0mm home posi is 0, X home is -5mm and home x is 0mm, y has it's home turned off, and home position is 0
[20:06:02] <Crom> x home switch is at -5.00mm
[20:06:39] <Crom> so Z and X will home onto switch, then move off
[20:08:35] <Crom> y switches were giving me to many problems so I disabled them
[20:09:13] <yasnak> anyone know of any more basic tooling crib software? or can suggest me in a route to go?
[20:09:57] <Crom> tooling crib software? Oranizing a tool crib?
[20:10:39] <yasnak> more or less documenting what we have and where it is so that on setup sheets i can but a quick description and its location for the operators
[20:11:05] <LeelooMinai> A spreadsheet?
[20:11:14] <yasnak> i'll start there. but of course i'd love to have a solution that would control all of this and even possibly have checkin/out for operators.
[20:11:24] <Crom> database more likely..
[20:11:28] <yasnak> yeah
[20:11:31] <LeelooMinai> Then some DB front-end
[20:11:35] <yasnak> yeah
[20:12:06] <Crom> hmm you google Shop tool check in out database?
[20:12:06] <yasnak> but all the softwares out there are pathetically priced. i mean i could write my own. only one i see somewhat interesting is HSM Adviser's addon software for tool inventory.
[20:12:49] <yasnak> things that i've seen....wintool
[20:12:51] <Crom> Open Office or Libre Office base.. and start writing your own...
[20:12:52] <yasnak> cimco
[20:12:59] <yasnak> and predator.
[20:13:02] <yasnak> or that haha
[20:13:18] <LeelooMinai> I know Fusion360 has CNC tool "database' thing in the CAM section, but I don't know what functionality it has.
[20:13:30] <Crom> I did it in Dbase2WAY back when... '88 or so.. not fun
[20:13:58] <yasnak> yeah
[20:13:59] <yasnak> i'
[20:14:18] <Crom> checking to see if base has a template
[20:14:46] <yasnak> i'd love if each cam software didn't need leaps and bounds of integration to get them all working together.
[20:15:01] <LeelooMinai> I think Fusion360 has APIs exposed though, so maye something may get at that data externally too
[20:15:42] <LeelooMinai> If not, there are free databases, like SQLExpress and free front-end tools for them I am sure.
[20:16:48] <yasnak> yeah, just wish it wasn't so hard. job boss is such crap software. what a shitty company. literally trying to purchase other modules from them for the past month. nobody seems to know anything besides talking alot whenever i call.
[20:17:28] <Crom> libreOffice Base has a template for assets in business... You have to tweak that to fit a tool crib
[20:17:58] <SIM_CNC> how come touch off XY they zero, when I touch of Z it doesn't zero, why?
[20:18:00] <LeelooMinai> Right, that may be a good plan - to go with LibreOIffice stuff - it's free and there should be a lot of resources to figure it out
[20:18:11] <Crom> is Z homed?
[20:18:15] <SIM_CNC> yes
[20:18:30] <Crom> hmm... mine does...
[20:19:01] <yasnak> thanks guys i'll look into this while the companies that want thousands keep kicking the can down the road ;)
[20:25:52] <Crom> yasnak, toolwatch.com if they want to spend money... on a 'cloud' based solution...
[20:26:07] <yasnak> god my boss hates cloud
[20:26:18] <yasnak> lol
[20:27:02] <Crom> love this.. For less than $5/day/user ...
[20:27:19] <Crom> Automate and streamline your entire warehouse, yard, and field operations Get started for less than $5/user/day*
[20:27:52] <LeelooMinai> Drug dealer strategy
[20:27:56] <Crom> hmm 100 people, 250 days so 4.95 * 100 * 250 == $$$$$
[20:28:31] <Crom> 123750.00
[20:28:44] <Crom> nice chunk of change...
[20:29:05] <Crom> each and every year!
[20:30:01] <LeelooMinai> You could jsut hire a programmer preson full time to take care of it.
[21:03:07] <Tom_L> yasnak i didn't use a tool crib program but i did put a word doc with each setup showing the tooling and setup data
[21:03:36] <Tom_L> got filed with the blueprints
[21:04:15] <Tom_L> my bud used job boss for a while
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}