Back
[00:19:14] <enleth> http://oxtool.blogspot.com/2012/10/bridgeport-spindle-speeder-videos.html - how hard would it be to change the Z software limits on the fly in linuxcnc to safely install something like this on a machine that fully retracts the quill into the head?
[00:29:13] <enleth> "on the fly" meaning with no config editing and software restarts
[00:50:23] <Crom> weee... waiting for a nick to timeout... then ghosting the right nick.. argh#*&^%$#^%$
[00:51:00] <Crom> xchat at both ends of the house..
[01:22:18] <Cromaglious_> wow clearpath servo's from $254
[01:52:39] <Contract_Pilot> 254 where
[02:12:12] <Crom> directly from manufacturer Tex or Tek something
[02:12:24] <Crom> Teknic.com
[02:13:08] <Crom> google clearpath servo teknic 254
[02:15:07] <Crom> doing a bunch of apt-get and my bandwidth is clogged
[02:42:31] <archivist> clearpath seems an expensive for not much gain
[02:49:12] <Deejay> moin
[05:20:42] <jthornton> morning
[05:22:52] <JesusAlos> Morning
[05:22:58] <XXCoder> morning
[05:56:16] <Deejay> lunch time :)
[06:11:47] <MacGalempsy> morning all
[06:14:32] <XXCoder> morning
[06:19:43] <MacGalempsy> hows it going?
[06:21:32] <XXCoder> bored. heh need sleep soon
[06:35:52] <MacGalempsy> sounds good. I had to get up early to drive to a funeral today...
[06:39:32] <jthornton> I hate funerals... never know what to say
[06:40:03] <MacGalempsy> I hate going to them when I never met the person
[06:40:18] <MacGalempsy> its my wifes cousin
[06:40:24] <jthornton> that's even worse
[06:41:18] <MacGalempsy> agreed. so I just go and hang back
[06:41:40] <MacGalempsy> only bad part is having to take the time to drive 3.5 hrs each way
[06:41:45] <XXCoder> bring kindle ebookj
[06:42:33] <MacGalempsy> lol. print version of the linuxcnc manual
[06:42:53] <XXCoder> war and peace book
[06:43:09] <jthornton> work on some Python coding
[06:44:51] <MacGalempsy> well, during the drive time, I might listen to some spanish lessons
[06:45:01] <jthornton> we have to go on a benefit ride sat and today they say 50% chance for rain
[06:45:08] <MacGalempsy> probably wont be a lot of time to read
[06:45:16] <MacGalempsy> yuck.
[06:45:16] <jthornton> not if your driving
[06:45:28] <XXCoder> he owns driving?
[06:46:19] <MacGalempsy> ?
[06:46:37] <jthornton> tab 1 seems right on to getting the bugs out of tab 2
[06:48:57] <MacGalempsy> tabs on what?
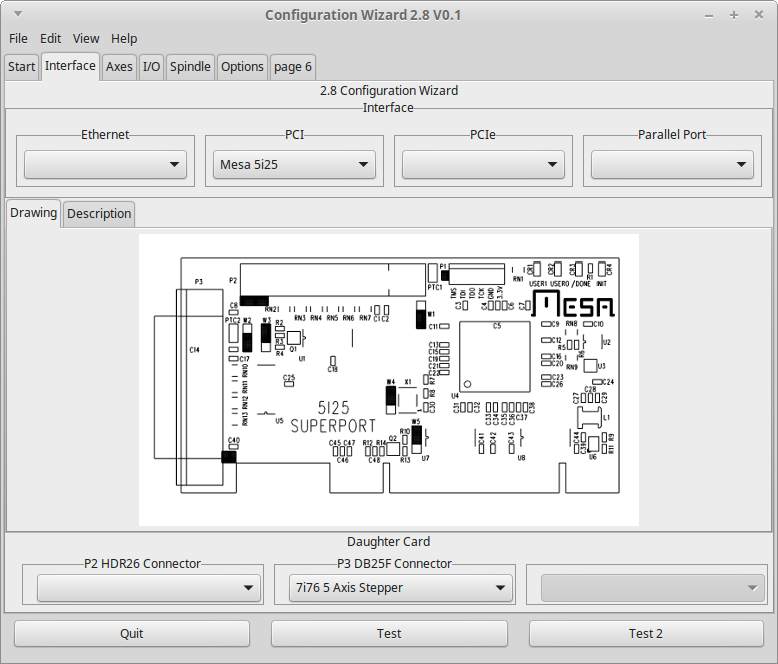
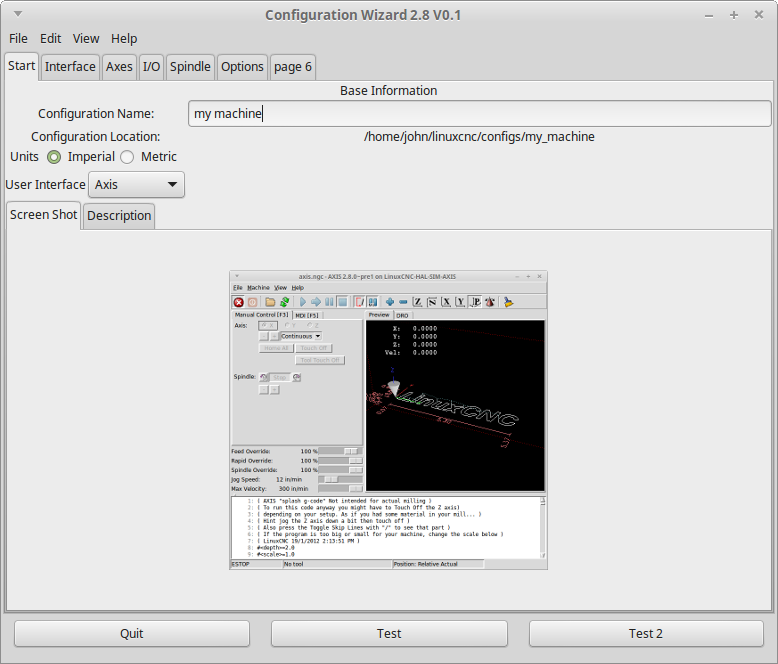
[06:52:04] <jthornton> 2.8 configuration wizard
[06:54:29] <MacGalempsy> any chance tab 2 is automatic ATC setup?
[06:55:51] <jthornton> no, tab 2 is where you pick the interface and daughter card if appropriate
[06:56:41] <jthornton> https://ibin.co/2smH49rIUQTm.png
[06:58:03] <MacGalempsy> that looks pretty slick
[06:58:57] <jthornton> trying to make it easy to understand if possible
[06:59:56] <jthornton> https://ibin.co/2smI3fI229JM.png
[07:03:10] <jthornton> https://ibin.co/2smJ1bvw3sQY.png
[07:03:54] <jthornton> https://ibin.co/2smJFyNZxtlz.png
[07:04:15] <XXCoder> jthornton: whats you working on
[07:04:19] <XXCoder> new GUI or what
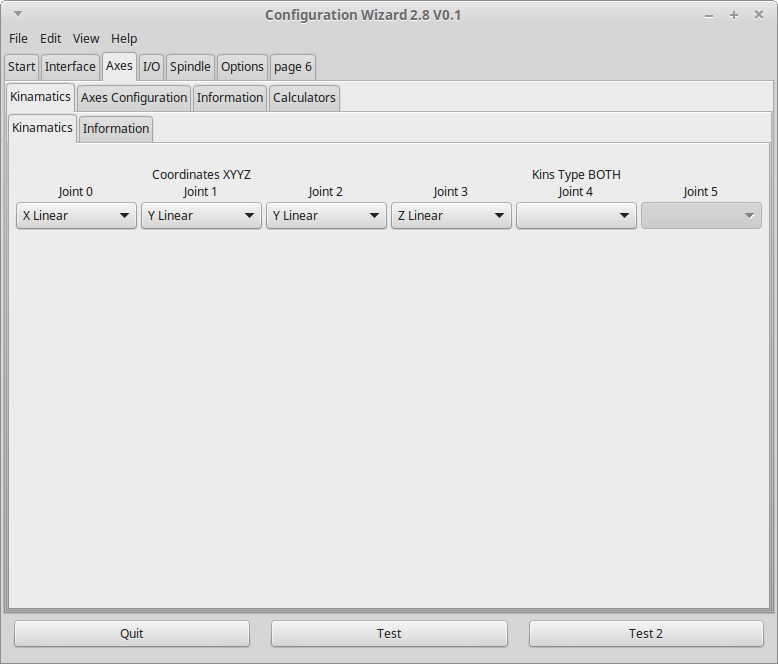
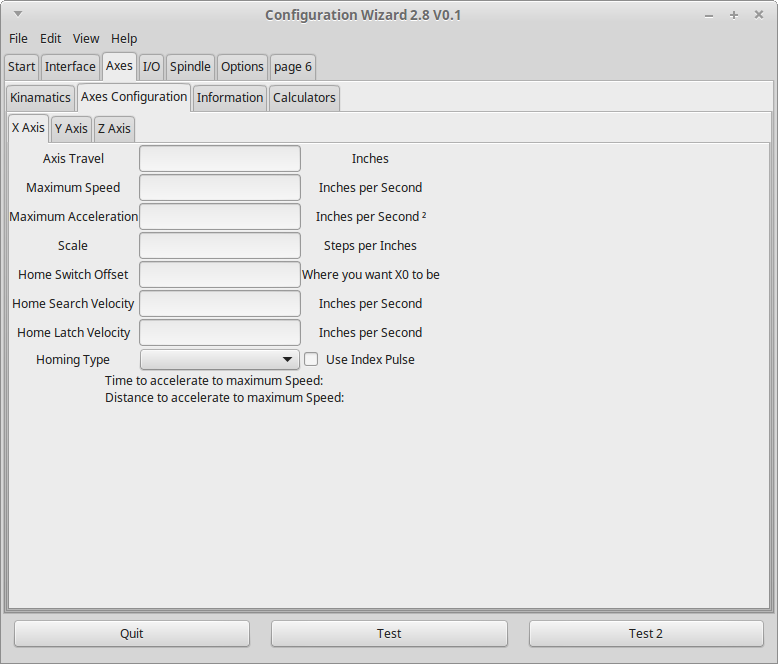
[07:04:38] <jthornton> 2.8 configuration wizard
[07:04:49] <XXCoder> oh cool
[07:05:23] <jthornton> so it handles kins the right way for the joint/axes
[07:10:20] <MacGalempsy> now that you are a retailer, you have a vested intrest in a better config wiz?
[07:10:36] <jthornton> no, I just like to program
[07:10:45] <MacGalempsy> it will be appreciated though
[07:11:10] <MacGalempsy> too bad there isnt a 3d printer component for lcnc, I think it could take off
[07:11:35] <MacGalempsy> something easy to calibrate like ramps :P
[07:11:42] <XXCoder> heh
[07:12:05] <XXCoder> programs for printing really suck I' love linuxcnc for it
[07:12:10] <MacGalempsy> honestly, I dont know which is harder, raising the dead or getting my wife out of bed
[07:13:19] <jthornton> my wife gets up at 4am
[07:16:03] <MacGalempsy> mine got up at like 4 and woke me up
[07:16:12] <MacGalempsy> then she went back to sleep...
[07:18:18] <MacGalempsy> jthornton: im not a programmer, but is there anything I could do to help out with the effort?
[07:21:01] <jthornton> I could use help with testing and making the card files
[07:26:03] <MacGalempsy> ok. I will catch up with you later about that. got to get on the road. have a good day
[07:26:31] <jthornton> yea shower time here and time to start my day
[07:39:29] <pink_vampire> i need power draw bar
[07:57:34] <jdh> I need a new job
[08:00:15] <_methods> hehe
[08:00:37] <_methods> male stripper?
[08:26:39] <jdh> tbat would be bad for all
[08:32:30] <_methods> haha
[08:34:37] <archivist> cnc pole dancers
[08:40:30] <gregcnc> dang
https://gano.name/shawn/CNC/files/41ea53dfedd28fb8d40ff21908b467d5-14.html
[08:41:07] <gregcnc> none of my broken endmills have made it beyond the 12" table
[08:41:45] <archivist> toughened glass can shatter with a small forge if it is hit right
[08:41:52] <archivist> force
[08:42:15] <archivist> a minor scratch is enough for a sheet to explode
[08:45:04] <pink_vampire> how can i calculate the force the screw apply when i close it?
[08:45:14] <gregcnc> i suppose a carbide endmill would have enough sharp corners to do it
[08:45:24] <archivist> yup
[08:46:15] <pink_vampire> the torque meter show 5Nm
[08:47:09] <pink_vampire> the bolt is 7/16-20
[08:47:49] <gregcnc> obviously none, the mix of units implodes the universe
[08:47:49] <archivist> the tpi and number of leads and friction and is it lubricated, see online guesstimate calculators
[08:51:30] <pink_vampire> i know the principle but I'm not sure what is a good keyword to find the formula.
[08:51:52] <gregcnc> oddly if you put your question into google it has answers you need
[08:52:07] <plpower> hi
[08:52:12] <plpower> CaptHindsight: ?
[08:52:55] <plpower> someone online that has capability of converting a 3dsmax file geometry to millabel =
[08:53:07] <archivist> gregcnc, it is fun when a sheet of toughened explodes while you are carrying it :)
[08:54:09] <gregcnc> never heard of that, but we have oven windows, shower doors, and sunroofs exploding regularly here
[08:55:45] <archivist> I have been doing odd days at a window company, any below a certain level have to be toughened
[08:56:09] <gregcnc> defects?
[08:58:04] <archivist> with some sheets with a manufacturing defect can explode at a random time years later
[08:58:45] <gregcnc> yeah that's what they're saying about what I wrote above, but manufacturers are denying warranty claims
[09:04:29] <archivist> well customers also like to push their luck, hard to work out which is right
[09:10:53] <Spida> gregcnc: where is "here"? never heard of that...
[09:11:05] <gregcnc> US
[09:11:41] <gregcnc> https://www.youtube.com/watch?v=IYlQjl4DWX8
[09:12:07] <gregcnc> https://www.youtube.com/watch?v=z-LYsgtkHOY
[09:13:10] <gregcnc> https://www.youtube.com/watch?v=z-LYsgtkHOY
[09:17:12] <Spida> ok
[09:20:56] <pink_vampire> something is weird, the maximum torque that i can apply with my hands is about 5-6Nm, according to the formula P=T/K*D it's give me 200-500Kg of clamping force. change by the value of the friction. so basically in the most positive world I'm getting maybe 500Kg of clamping force. BUT and here the weirdness start. why any power darwbar apply 750Kg and some of them even close to 1.5Ton (1500Kg)
[09:21:42] <pink_vampire> and according to the manual of the G0704 it say "do not over tight the drawbar"
[09:21:46] <pink_vampire> so...
[09:22:54] <pink_vampire> why all the drawbars apply 2-3 times the recommended clamping force???
[09:23:03] <pink_vampire> archivist: ?
[09:23:05] <archivist> I have a force measuring thing, and putting it in a vice is interesting, different vices with varying geometry and friction get wildly different forces
[09:24:13] <archivist> a draw bar often uses a belvile spring stack to get the tonnage
[09:25:14] <pink_vampire> but the normal screw thing go up to a 200Kg to 500kg if you close it with your hand
[09:27:25] <pink_vampire> I'm start to think that the diy drawbars over tight the r8 collet.
[09:27:31] <archivist> use a longer spanner
[09:28:00] <archivist> and R8 does not get the same pull on it as a 40 taper
[09:28:12] <C_P-Away> Morning
[09:28:15] <archivist> compare like with like
[09:28:31] <pink_vampire> I'm talking only about r8
[09:29:14] <C_P-Away> I went with the Balloff BES 516-377 for X axis home / limit sensor i hope 1.5mm Sencing distance is ok
[09:30:04] <C_P-Away> Could not find any any .8 sn in 5mm or 8mm package
[09:30:23] <C_P-Away> Post were PNP NO or NPN
[09:31:48] <pink_vampire> the resolution of magnetic sensor is about 2% of the diameter of it.
[09:33:37] <pink_vampire> ***not the resolution the repeatability
[09:33:58] <C_P-Away> http://www.murri.fi/documents/balluff/bes/BES01LE.pdf
[09:34:24] <pink_vampire> ***and not the diameter the distance
[09:35:32] <pink_vampire> so if you have 1.5mm sensor the table will stop +- 2% of it
[09:35:54] <pink_vampire> about 0.03mm
[09:36:48] <pink_vampire> OMG
[09:37:07] <Contract_Pilot> Ok, pink
[09:37:27] <pink_vampire> the sensor that you like is pure junk
[09:37:36] <Contract_Pilot> Is it.
[09:37:55] <pink_vampire> they say ±10
[09:37:55] <pink_vampire> %±10
[09:37:55] <pink_vampire> %
[09:38:32] <Contract_Pilot> Recomend a good one?
[09:38:44] <pink_vampire> sick is 2%
[09:38:58] <pink_vampire> i'm using optical sensors
[09:39:11] <pink_vampire> about 1$ on eaby
[09:39:36] <pink_vampire> i'm using the small size ones with 0.2mm slit
[09:39:55] <Contract_Pilot> this is for a limit / home switch
[09:40:15] <gregcnc> do you have encoder with index?
[09:40:23] <Contract_Pilot> Yes, 2000PPR
[09:40:48] <pink_vampire> the repitability is less then 0.01mm (backlash in the ballscrew)
[09:41:22] <pink_vampire> i'm using it on the x and y axis for limit and homing
[09:41:42] <gregcnc> if you home with index the limit switch need not be accurate, as long as it's not wider than one turn of your motor
[09:44:10] <Contract_Pilot> Well the spec's looked better then the one from automation direct.
[09:44:15] <Contract_Pilot> AES-CP-1A
[09:45:29] <Contract_Pilot> I was looking at Repeat Accuracy
[09:45:30] <Contract_Pilot> .
[09:45:43] <pink_vampire> that one is the sick 6049725 - IQ05
[09:46:05] <pink_vampire> 0.8mm gap, and 1.5 repitability
[09:46:23] <pink_vampire> 0.012mm
[09:48:38] <pink_vampire> Contract_Pilot:
[09:48:50] <Contract_Pilot> ok
[09:48:59] <Contract_Pilot> i will look in to them
[09:51:15] <Contract_Pilot> But alreay have that one on the way.
[09:51:19] <Contract_Pilot> already
[09:57:47] <Contract_Pilot> Will see when it comes in.
[09:57:57] <Contract_Pilot> Friday or Saturday.
[09:58:18] <Contract_Pilot> Spending to much on this machine...
[09:58:50] <Contract_Pilot> Will have a rather large box of extra parts for future builds
[09:59:12] <Contract_Pilot> I am sure this sensor will be better then the china blocks people are using
[10:17:24] * Sim_12ft_CNC pokes Simonious
[10:21:43] <Sim_12ft_CNC> What is the halui user interface component all about? Do I want this?
[10:21:56] <Sim_12ft_CNC> attepting to do a new setup to get this table configured a bit nicer
[10:40:48] <Sim_12ft_CNC> so.. if no one knows what Halui is, maybe I should ust not check it in the Stepconf wizard?
[10:42:41] <Sim_12ft_CNC> ahh, found it, I think I do want it, to make the pendant work.
[10:54:25] <plpower> hot here need water for plasma meting
[10:54:50] <plpower> today i used 100liters boiled at the tables
[10:55:11] <plpower> near 45deg C in the shop and steam on the sheet
[10:55:55] <plpower> Sim_12ft_CNC: hi halui is your best frend on costem out and input
[10:56:00] <plpower> buttons
[10:56:45] <Sim_12ft_CNC> okay, thanks.. I haven't done a ton with linuxCNC - just this router table and an etch a sketch I put a couple printer motors on way back :D
[11:09:31] <Contract_Pilot> Next goal is getting a seperate home switch for z axis on the lathe so it will home at a reasonable place.
[11:09:47] <Sim_12ft_CNC> YES!
[11:09:53] <Sim_12ft_CNC> I need that too
[11:12:19] <Contract_Pilot> hit the home switch now then the offset - 16"
[11:12:34] <gregcnc> i suppose you have to be on the correct side of the switch to home?
[11:53:14] <pink_vampire> hi
[11:53:32] <pink_vampire> someone here also have the g0704?
[11:55:16] <pink_vampire> I'm trying to figure out the size on the thread on the spindle next to the drawbar
[11:58:22] <archivist> measure thread OD and pitch, find nearest from standard table but if special could be different
[11:59:05] <pink_vampire> as far as i can measure it's look like m20 with 1mm pitch
[11:59:06] <archivist> special threads are a standard pitch with larger OD usually
[11:59:27] <archivist> m20 x 1mm sounds sensible
[11:59:41] <pink_vampire> http://www.ebay.com/itm/1pcs-Metric-Right-Hand-Tap-M20X1-0mm-Taps-Threading-Tools-20mmX1mm-pitch-/321916914185?hash=item4af3be4a09:g:U20AAOSw5VFWQUHq
[12:02:21] <pink_vampire> archivist: i want to add a power drawbar to my machine
[12:03:25] <pink_vampire> do you know about a way to make it electric?
[12:04:59] <SpeedEvil> http://www.hobbyking.com/hobbyking/store/__54888__9235_100KV_Turnigy_Multistar_Brushless_Multi_Rotor_Motor.html
[12:05:05] <SpeedEvil> Toolchanges in 3ms.
[12:08:02] <pink_vampire> SpeedEvil: it's look very cool motor. but how it work with pressing the drawbar?
[12:08:30] <SpeedEvil> Sorry - it was a joke - I happened to have it open
[12:09:34] <pink_vampire> I'm working with the caliper all over the head of the machine
[12:10:20] <pink_vampire> I wish I can do it with probing
[12:41:08] <Contract_Pilot> I have a G0704 still manual
[12:42:16] <pink_vampire> Contract_Pilot: do you want to convert it to cnc?
[12:42:43] <Contract_Pilot> Eventually i have most the brackets
[12:43:24] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/09/Arizona-G0704-CNC-Brackets.jpg
[12:43:38] <Contract_Pilot> 1 Project at a time right now.
[12:43:49] <Contract_Pilot> been working on this lathe for 2 years
[12:44:25] <pink_vampire> i never saw a conversion kit like that
[12:44:44] <Contract_Pilot> Arizona Video Kit.
[12:48:35] <Contract_Pilot> Goal today is to pull the X axis appart drill 7mm hole and tap it 8mm-1.0 for sensor
[12:49:36] <pink_vampire> http://www.automationtechnologiesinc.com/products-page/cnc-router/hy-3040
[12:49:45] <pink_vampire> that looks cute
[12:49:58] <pink_vampire> i never drill holes in my machine
[12:50:16] <gregcnc> duct tape?
[12:50:35] <Contract_Pilot> Just in the motor mount
[12:50:51] <pink_vampire> the only modification I've done was the room for the ball nut
[12:51:33] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/09/Saddle2.jpg
[12:51:36] <pink_vampire> for everything I've use the original holes
[12:52:03] <pink_vampire> yes
[12:52:08] <Contract_Pilot> I just started with a 100% new saddle
[12:52:13] <Contract_Pilot> they cheap enough
[12:52:30] <pink_vampire> i just dremel that part
[12:52:55] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2014/02/Powered-Up.jpg
[12:53:07] <Contract_Pilot> Onlly mod i did was a DRO
[12:53:25] <Contract_Pilot> thats when i first got it.
[12:53:51] <pink_vampire> do you have a-b signals from the dro?
[12:54:20] <Contract_Pilot> Yea, i think so
[12:54:22] <pink_vampire> if you have just feed them in to the servo driver
[12:54:57] <Contract_Pilot> Still have these in the closet
http://www.stevenrhine.com/wp-content/uploads/2015/09/Lightmachines-Lathe-Mill-.jpg
[12:55:26] <pink_vampire> soooooo cuuuuuutee
[12:55:41] <Contract_Pilot> Yea, only paid 100.00 for them.
[12:56:28] <Contract_Pilot> Then sold the factory control box for 125.00 hahaha
[12:56:54] <Contract_Pilot> Somone wanted original steppers well sold them also
[12:57:21] <pink_vampire> i wish i have the lathe
[12:58:32] <Contract_Pilot> I got some SureStep (Automation Direct) steppers for them on the cheap
[12:59:22] <Jymmmm> CaptHindsight: Question... Is it "okey" to run both halfs of 220 (that will split into 110 at each outlet) to each/all outlets? I was thinking of using a 2 gang box and then label each outlet 110A and 110B, in case I need to split the load between the two circuits.
[13:00:21] <Contract_Pilot> Just use a trans former
[13:00:28] <Contract_Pilot> JBK3-63 Transformer comes to mind
[13:00:31] <Jymmmm> CaptHindsight: ... or actually use 220 at that location (with appropriot outlet of course)
[13:01:35] <archivist> Jymmmm, would be not allowed within a certain distance of each other in the uk
[13:01:51] <archivist> see local code/regulations
[13:04:00] <Jymmmm> archivist: Do you guys even use 110v?
[13:07:39] <CaptHindsight> Jymmm: so have a duplex outlet with 3 wires, one 110V leg and neutral to one outlet and the other 110V leg (220 leg to leg) on the other half of the duplex outlet?
[13:07:45] <archivist> yes for portable tools on building sites
[13:08:13] <Jymmm> archivist: ah, ok
[13:08:56] <CaptHindsight> Jymmm: it's fine, just be sure to snip the bond between the hot sides of the duplex outlet
[13:09:45] <CaptHindsight> each side of a duplex outlet may be on a different circuit and be a different pole
[13:10:43] <gregcnc> does that require a two pole breaker?
[13:10:48] <Jymmm> CaptHindsight: I'll be pulling 220@20A to the garage. Then Want to split it out to two 110@20A circuits. I just wanted to make sure that running 220 (essencially) to each gang box would be "okey". So 4 outlets per gang box, one being 110A, and the other being 110B (if that makes sense.
[13:11:19] <CaptHindsight> Jymmm: sure
[13:11:25] <Jymmm> CaptHindsight: cool =)
[13:11:35] <CaptHindsight> each outlet can be on it's own circuit
[13:11:40] <Jymmm> gregcnc: I have a dual pole breaker
[13:12:07] <CaptHindsight> so you could have 4 circuits going to one box with 2 duplex outlets
[13:12:14] <Jymmm> CaptHindsight: I just wasn't sre running 220 to "everything" is a bad idea or not is all.
[13:12:29] <Jymmm> s/are/sure/
[13:13:03] <CaptHindsight> it's common in kitchens
[13:13:17] <CaptHindsight> 2 duplex out lets in one box on 2 different circuits
[13:13:17] <Jymmm> ah, ok
[13:13:31] <pink_vampire> so far..
http://i.imgur.com/hSVKYte.png
[13:13:55] <CaptHindsight> and if they are 208/220V between circuits then you only have the one neutral vs 2 required
[13:14:26] <Jymmm> CaptHindsight: Ah, okey, so like the 110 hood fan/light on the same load as the 220 oven
[13:14:51] <CaptHindsight> 2 circuits with 208/220 with 110 outlets requires only 3 wires
[13:15:03] <CaptHindsight> Jymmm: now that is another story
[13:15:11] <Jymmm> CaptHindsight: the whole phase thing?
[13:15:20] <gregcnc> crazy outlets
[13:15:39] <CaptHindsight> you can't have a 2 pole breaker supply power to a 110V only load/device
[13:15:59] <Jymmm> CaptHindsight: Well, you can... once ;)
[13:16:53] <CaptHindsight> for your 2 duplex outlets it would require 2 separate 110V breakers
[13:17:10] <CaptHindsight> but the breakers may be on different poles
[13:19:00] <Jymmm> CaptHindsight: The poles of my dual breaker is bonded/tied together, should I still use seperate 110 breakers too?
[13:19:31] <Jymmm> dual breaker == 220@20a
[13:20:03] <CaptHindsight> 220V loads have to be on 2 pole breakers with no 110V loads unless the load is a panel/load center with separate breakers for 110V circuits
[13:20:57] <CaptHindsight> Jymmm: that breaker can't supply a 110V only load unless it has its own breaker
[13:21:43] <Jymmm> CaptHindsight: basically, not relying upon the tie bar is what youre saying?
[13:21:44] <CaptHindsight> it's own single pole 110V breaker
[13:21:54] <gregcnc> oh strange I have duplex outlets with one 220 and one 110
[13:22:24] <CaptHindsight> gregcnc: that is fine
[13:22:54] <ctjctj> I have a stepconf file for my CNC. What is the best way to convert the output of stepconf wizard to run as a SIM?
[13:22:57] <CaptHindsight> one duplex outlet should be a 220V style for 15A or 20A and the other half of the duplex is a 110V
[13:23:26] <gregcnc> yes
[13:23:49] <CaptHindsight> gregcnc: if you have 220V across a 110V receptacle then thats a code violation
[13:24:17] <CaptHindsight> since a 110V load may be plugged into 220V
[13:24:23] <Sim_12ft_CNC> is a Z-touch plate pretty easy to setup?
[13:24:33] <Sim_12ft_CNC> that'd be super handy
[13:24:47] <Sim_12ft_CNC> since I don't have a tool changer on this machine
[13:25:10] <CaptHindsight> https://upload.wikimedia.org/wikipedia/commons/thumb/0/0d/NEMA_simplified_pins.svg/350px-NEMA_simplified_pins.svg.png
[13:25:38] <Sim_12ft_CNC> Hmm... or endstops.. (I've got halt-stops, which I guess are endstops, but I can't use those for home)
[13:26:04] <CaptHindsight> http://www.generatorjoe.net/html/web/outlet/nemaspecs.gif
[13:26:05] <Jymmm> NEMA 6-20 are EVIL EVIL EVEIL, as they also have the inverse
[13:26:59] <CaptHindsight> 5-20 and 6-20
[13:29:20] <Jymmm> CaptHindsight: YEAH! That REALLY mucked me up as I wasn't aware of both configs
[13:29:26] <CaptHindsight> Jymmm: so not tapping into a 220V circuit with a pole breaker for 110V unless that load gets its own breaker
[13:29:44] <CaptHindsight> Plug vs Receptacle
[13:30:11] <Jymmm> CaptHindsight: No, both plugs, just oppsoite of each other
[13:30:35] <Jymmm> CaptHindsight: 5-20R adn 6-20R
http://www.generatorjoe.net/html/web/outlet/nemaspecs.gif
[13:30:58] <CaptHindsight> yeah
[13:31:06] <Jymmm> CaptHindsight: I bought 6-20r and didn't know there was a 5-20R
[13:31:11] <CaptHindsight> you have to pay attention to that for this very reason
[13:31:19] <CaptHindsight> yeah, common
[13:31:51] <Jymmm> CaptHindsight: alost as bad as plumbing fittings, but not quite ;)
[13:32:10] <gregcnc> worse they get all mixed up in the bins at the store
[13:32:21] <CaptHindsight> Jymmm: it's even worse when they mix the bins at the supply store
[13:32:22] <Jymmm> gregcnc: that too!
[13:33:39] <CaptHindsight> the 120V 5-20 receptacle has the droopy left eye
[13:34:03] <CaptHindsight> the 220V 6-20 has the droopy right
[13:34:23] <Jymmm> CaptHindsight: Ok, so I need two 110 breakers; does tha mean I can NOT acually have 220 AS WELL at that same location (and switch between the two) ?
[13:34:28] <CaptHindsight> from the viewers perspective
[13:35:06] <CaptHindsight> Jymmm: it has to be permanently wired that way with the proper protection
[13:36:05] <Jymmm> CaptHindsight: I meant an additional gang box for a 220 outlet
[13:36:12] <CaptHindsight> Jymmm: if you want to run a 220V tool on a cord you could rig something to get power from 2 outlets
[13:36:22] <CaptHindsight> temp something
[13:36:34] <CaptHindsight> but not anything permanent
[13:37:21] <CaptHindsight> Jymmm: no mixing and matching :(
[13:37:33] <CaptHindsight> 110V on single pole breakers and 220V on 2 pole breakers
[13:37:40] <Jymmm> So the onyl way I could do this is have a mini breaker box at each "station" so to speak?
[13:37:52] <CaptHindsight> yeah
[13:38:18] <Jymmm> do breaker outlets exist?
[13:38:49] <Jymmm> or gang box breakers?
[13:42:18] <Jymmm> gregcnc: is this what you have?
http://www.halfinchshy.com/2011/01/wiring-sawstop-and-router-wing.html
[13:42:39] <Jymmm> gregcnc:
http://1.bp.blogspot.com/_QsJsqd-ulr8/TSBSSCjO1SI/AAAAAAAAC4w/0u_u3jww2c0/s1600/IMG_1691.JPG
[13:42:45] <gregcnc> leviton 5842
[13:43:13] <Jymmm> oh, interesting
[13:44:02] <ctjctj> Sim_12ft_CNC, there are a number of easy z-touch plates. The easiest is to solder a contact to a piece of PCB. Measure the PCB. Attach the PCB to ground, attach the tool to PROBE_IN. When the tool touches the PCB you have the distance.
[13:44:32] <CaptHindsight> Jymmm: you'd need a 2 breaker load center and then separate boxes for outlets
[13:44:37] <CaptHindsight> have to go, bbl
[13:44:48] <Jymmm> CaptHindsight: thanks and hasta
[13:46:00] <gregcnc> mjobee.com/projects&news/nec%20art%20210.4.pdf
[13:46:44] <ctjctj> Sim_12ft_CNC, I went to my lathe and made something a bit more extreme. I turned a "cup" out of aluminum and faced it to 0.7500. I then drilled and tapped a circle hole in the rim. Made a plug that fit the inside. Made a retaining ring to bolt to the cup. Put a sprint under the plug, put the retaining ring on. Distance from bottom of the cup to the top of the plug: 0.750. A screw on the side goes to ground, aligator clip
[13:46:44] <ctjctj> to probe_in. Do the same thing as the pcb but this has some spring action and is a bit "safer"
[13:47:37] <Simonious> Polymorphism: how is your build going, you get that thing running?
[13:49:34] <ctjctj> Second question, I've got enough cash to pick up an 80MM spindle with VFD OR a probe. Renishank? style. The 80mm spindle would replace a fixed speed router. This is for cutting wood. Which would you (plural) pick?
[13:52:43] <Simonious> ctjctj: *nods* I was thinking something along those lines myself
[13:53:06] <Simonious> ctjctj: I was thinking a square plate pushed up with four springs or somesuch
[13:53:14] <Simonious> in a retaining box
[14:04:55] <ctjctj> Simonious, Sim_12ft_CNC
https://goo.gl/photos/fKY59gbXMHToD9sp9 is my version of this thing
[14:05:18] <ctjctj> Taken with the old camera phone with the cracked protective cover over the camera lense so not so great.
[14:06:47] <Sim_12ft_CNC> so.. not having proper endstops is irritating me. the stops on this machine just estop the machine.. I'm fine with leaving those there, but I'm thinking about adding 3 stops for proper homing and a touchplate - my parallel port is 3.3V, so I've got a buffer on that, that pulls it up to 5V for driving the machine, but for pines 10-15 (the input lines) I don't need that, right? Since those switches will just be pul
[14:07:39] <ctjctj> Sim_12ft_CNC, I need to get some small screws to attach my homing switches to a small plate that I can then attach to the machine.
[14:09:18] <Simonious> I guess that maybe counts as proper endstops.. I just want a proper homing function
[14:10:42] <Simonious> ctjctj: yeah, that looks pretty nice :)
[14:10:55] <ctjctj> Simonious, thank you.
[14:11:51] <Simonious> I need one :P
[14:13:28] <Simonious> http://www.cncrouterparts.com/images/touchplate/AUTOZ2.jpg looks a LOT like this one...
[14:14:35] <pink_vampire> how it work without the kinematic switch??
[14:14:49] <yasnak> http://www.autodesk.com/products/featurecam/free-trial
[14:14:51] <yasnak> ooooh
[14:14:55] <Simonious> hmm? it's just continuity pink_vampire
[14:14:59] <yasnak> time to learn featurecam, yay
[14:15:05] <ctjctj> Simonious, there is a very good reason for that. Only real difference is they used brass for the plug.
[14:15:49] <ctjctj> yasnak, I am using Autodesk HSM and being happily surprised at how well it works.
[14:15:58] <yasnak> yeah?
[14:16:25] <yasnak> they're messing around with our partmaker package, apparently we get featurecam plus the ultimate version comes with another seat of featurecam + partmaker
[14:16:37] <yasnak> I haven't used autodesk HSM yet though
[14:17:30] <ctjctj> yasnak, yes. My issues to date is no tabs for 3D contours and some issues in how to limit the area of 3D adaptive clearing.
[14:17:35] <pink_vampire> i'm also with hsm
[14:17:43] <pink_vampire> works grate
[14:19:46] <Simonious> ctjctj: so if I just isolate the puck and hook that touchplate to a DB25 pin ~12, then whenever the bit touches it, it'll pull to ground and I'll have my zero, right?
[14:20:03] <pink_vampire> i need to stop trying to rotate images on websites with the 3d navigator
[14:20:19] <ctjctj> Simonious, I would not do that. I run it through my driver board. That protects the parallel port.
[14:20:28] <Simonious> pink_vampire: yeah, I'm constantly trying to get other views on images I see online.
[14:20:57] <Simonious> ctjctj: that's fair, I can buffer it, but I'm just planning on pulling that pin to ground.. famous last words?
[14:21:04] <pink_vampire> hehe
[14:21:10] <ctjctj> Not my machine. YMMV
[14:21:18] * Simonious chuckles
[14:22:09] <ctjctj> Simonious, bluntly all a switch does is connect to ground to high (NO) or breaks a connection of ground to high (NC)
[14:22:15] <pink_vampire> I don't want to drill and tap new holes in the machine. but i want power darwbar
[14:22:21] <Simonious> ctjctj: aye
[14:22:53] <Simonious> ctjctj: Hmm, that isn't quite how I was planning to run it.
[14:23:09] <ctjctj> So the fact that your switch is in three pieces. The "puck" the tool/alligator. and the ground line.
[14:23:18] <Simonious> ctjctj: I was planning on isolating the touch plate (NC) and then letting the toolhead make the connection to ground.
[14:23:57] <Simonious> since the toolhead is already at machine ground
[14:24:32] <Simonious> I can always invert that signal if I must.. was hoping to avoid excessive work here. :P
[14:25:07] <gregcnc> I was goofing around with C axis in Fusion 360, but it all depends on if you have a good post file
[14:25:37] <ctjctj> Simonious, that might work. My spindle is on an isolated ground.
[14:26:17] <ctjctj> pink_vampire, I was so thrilled to see that they had a linuxcnc post already written. I was getting ready to write it.
[14:26:54] <pink_vampire> yeah hsm is cute
[14:28:36] <gregcnc> so I ordered some cut to length tubing from MSC. min order is 10 ft. they don't know if I want 10 1ft lengths or 10ft
[14:31:46] <pink_vampire> how do i close the nut??
[14:32:11] <pink_vampire> http://i.imgur.com/DV5AepE.png
[14:32:36] <pink_vampire> any idea?
[14:33:32] <jdh> threaded insert
[14:34:25] <pink_vampire> what do you mean?
[14:34:54] <pink_vampire> is there a shaft in the center
[14:38:15] <gregcnc> no wrench clearance?
[14:42:28] <mutilator> epoxy
[14:43:08] <gregcnc> close the nut needs to be clarified
[14:43:41] <pink_vampire> i'm working on none hex nut
[14:44:36] <pink_vampire> what is stronger 2024-t3 or 6061?
[14:52:38] <JT-Shop> http://www.mcmaster.com/#standard-aluminum-sheets/=13vrhcp
[14:55:22] <yasnak> ctjctj, featurecam literally automatically programs your part
[14:55:26] <yasnak> that is freaking amazing
[14:55:35] <pink_vampire> http://www.mcmaster.com/#standard-aluminum-sheets/=13vrila
[14:55:39] <pink_vampire> sooo cute
[14:55:47] <yasnak> maybe one more year and i can just go home, never to have to program again
[14:57:19] <pink_vampire> the Aluminum Foam look sooo cool
[14:57:32] <pink_vampire> I need to do something with it
[14:58:57] <Simonious> ctjctj: there is an advantage to your way - if there is a wire failure your system will fault right away. With the scheme I described if there is a wire failure I'll get a crash while it is seeking that NC->ground transition
[15:00:44] <Simonious> ctjctj: now I kindof wish that the body of my router was isolated so I could go your route
[15:01:23] <Simonious> Hmm, that wouldn't work either, it still gets ground on it's plug
[15:01:25] * Simonious ponders
[15:02:04] <Simonious> oh.. I know.. I can put 5V on that pin all the time and let the tool pull it down
[15:11:01] <skunkworks> heh
[15:11:02] <skunkworks> https://www.youtube.com/watch?v=yXHipcg-CO4
[15:11:26] <skunkworks> and a follow up
[15:11:27] <skunkworks> https://www.youtube.com/watch?v=LymjO_BSKQM
[15:20:14] <Contract_Pilot> I learned 1 thing building CNC "patiance"
[15:28:18] <ctjctj> Lazy question: how do I convert a file named prienc4.comp to prienc4.so? What is the language? What is the compiler chain?
[15:29:37] <Cromaglious_> those clearpath servos are NICE! only looking at $2200 for every for 5 motors (4 in use)
[15:31:33] <ctjctj> nm
[15:47:12] <CaptHindsight> --->>> . <--- 3D printed embryo
[15:47:22] <CaptHindsight> http://www.3ders.org/articles/20160825-in-utero-3d-is-3d-printing-fetuses-so-blind-moms-can-feel-their-unborn-babies.html
[15:48:51] <SpeedEvil> http://medicalxpress.com/news/2016-08-baby-simulator-teenage-girls-pregnant.html - relevant
[15:51:33] <CaptHindsight> a real simulator would keep you up at night with little sleep for at least 2 years
[15:52:29] <XXCoder> CaptHindsight:
http://theoatmeal.com/pl/minor_differences4/kids
[16:13:44] <Simonious> After a bit more thought I'm planning to use this to buffer my inputs for XYZ endstops, E-STOP and a Z-touch plate
https://drive.google.com/open?id=0B5pEVNsZg3XwQllSY09HWV9jSVE thoughts?
[16:14:09] <Simonious> oops.. ignore the XSTEP RED
[16:21:40] <Tom_itx> why not just wire up a schmitt trigger ic?
[16:22:18] * Simonious shrugs
[16:22:21] <Simonious> Why is that better?
[16:22:32] <Tom_itx> less parts
[16:22:37] <Simonious> for the touch plate at least I don't think I want it debounced.
[16:22:46] <Tom_itx> will trigger at a given level
[16:22:57] <Tom_itx> i bet you do
[16:23:04] * Simonious ponders
[16:23:16] <Simonious> I've got over 200 2222s
[16:23:27] <XXCoder> I dont think it matters, only that it repeats same way each time
[16:23:28] * Simonious chuckles
[16:33:24] <jdh> temp dependent
[16:34:16] <Tom_itx> more moon phase i'd say
[16:38:36] <Deejay> gn8
[16:41:33] <SpeedEvil> https://www.youtube.com/watch?v=df8MnaDCIHo - neat
[16:41:43] <SpeedEvil> centreing microscope
[16:42:11] <SpeedEvil> stick in spindle, observe through right-angle prism to align
[16:42:15] <SpeedEvil> DIY
[17:06:15] <CaptHindsight> "Never use firmware that the devs won't or more likely can't explain how it works"
[17:06:32] <CaptHindsight> and ESL is not an excuse
[17:09:44] <Tom_itx> blackbox... can't tell ya
[17:16:40] <CaptHindsight> "The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)"
[17:17:23] <CaptHindsight> what a helpful comment :)
[17:42:54] <Sim_12ft_CNC> can I set the default linear velocity for a single axis rather than all 3 at once?
[17:59:00] <Sim_12ft_CNC> what is the difference between Default_linear_velocity (under [DISPLAY]) and Default_velocity (under [TRAJ])?
[18:07:16] <CaptHindsight> TRAJ is the setting for the Trajectory Planner
[18:08:05] <CaptHindsight> TRAJ (Trajectory Planner Section)
http://linuxcnc.org/docs/2.6/html/config/ini_config.html#sub:TRAJ-section
[18:08:21] <CaptHindsight> http://linuxcnc.org/docs/2.6/html/config/ini_config.html#sub:DISPLAY-section
[18:08:38] <pfred1> I had some funny trajectory going on today
[18:08:56] <pfred1> some square corners got pretty rounded
[18:09:21] <CaptHindsight> pfred1: latest version of LCNC?
[18:09:28] <pfred1> no
[18:09:44] <CaptHindsight> >2.7?
[18:09:47] <pfred1> I think it is a couple of years old now?
[18:10:20] <CaptHindsight> the new TP plans ahead much further
[18:10:28] <pfred1> I use cradek's debian based version
[18:10:33] <CaptHindsight> not usre what your rounding problem might be
[18:10:57] <CaptHindsight> maybe 1" end mill for 1/8" radius? :)
[18:11:16] <pfred1> it could be anything I only noticed it, I didn't investigate it
[18:11:54] <pfred1> could be the way the g code generator made the code
[18:13:11] <pfred1> I am still fiddling with the settings in that software
[19:04:45] <LeelooMinai> Is there any point of getting some kind of mini face mill/fly cutter for spindle that can take only 1/4 inch shanks? I saw bigger ones in action and they seem to be pretty useful.
[19:05:00] <Tom_itx> no
[19:05:15] <Tom_itx> the shank would flex too much
[19:05:56] <LeelooMinai> Ok, so, what's the alternative way of making big area smooth?
[19:06:07] <LeelooMinai> Just many passes?
[19:06:10] <pfred1> scraping
[19:06:28] <LeelooMinai> I mean with a small CNC, not by hand.
[19:06:37] <Tom_itx> know it's limits
[19:06:48] <Tom_itx> i've got a flycutter for my sherline
[19:07:09] <pfred1> I got a flycutter for my RF-32
[19:07:30] <Tom_itx> http://sherline.com/product/3052-fly-cutter/
[19:07:36] <Tom_itx> but the shank is bigger
[19:07:40] <pfred1> here i am in the process of destroying it
http://i.imgur.com/W9BUl.jpg
[19:07:40] <Tom_itx> and i don't push it hard
[19:07:48] <LeelooMinai> I saw it used on smallish CNC - by the NYC CNC guy - the Tormach thing
[19:08:07] <pfred1> chilled cast iron be mighty hard stuff
[19:08:09] <LeelooMinai> pfred1: lol, you milled an anvil with it?
[19:08:15] <Tom_itx> pfred1 the anvil might win that one
[19:08:20] <pfred1> LeelooMinai yes, yes I did
[19:08:31] <LeelooMinai> Interesting idea...
[19:08:31] <pfred1> you shoudl see the surface of that anvil now though
[19:08:35] <Tom_itx> just the surface?
[19:08:51] <Tom_itx> after years of you beating the crap outta it
[19:09:05] <pfred1> what i lost in carbide inserts I gained in anvil top
[19:09:46] <pfred1> Tom_itx it wasn't me it was beat when I got it
[19:09:53] <pfred1> it is real nice now though
[19:10:06] <pfred1> but i could use some new carbide inserts for my fly cutter
[19:10:23] <pfred1> they only have one good corner left on them
[19:10:34] <LeelooMinai> "How to make a 1 inch widget from an anvil"
[19:11:26] <pfred1> I still need to indicate the table on my CNC machine
[19:11:36] <pfred1> it is on my 2do list
[19:11:56] <pfred1> if it is out of whack I'll just shim up the sacrificial board some
[19:12:04] <LeelooMinai> Appreantly they sell things like that:
http://www.micromark.com/micro-fly-cutter,9738.html
[19:12:55] <LeelooMinai> Maybe it would work on aluminium?
[19:13:04] <pfred1> micro-fly, that's nothing like superfly, now is it?
[19:13:47] <LeelooMinai> Well, I don't know - they show a video when it flattens a surface.
[19:13:53] <LeelooMinai> where*
[19:14:22] <pfred1> the rain in Spain falls mainly on the plane
[19:14:33] <pfred1> plain?
[19:15:00] * pfred1 was thinking about planing
[19:15:21] <pfred1> I did some planing when I made my CNC machine
[19:16:20] <pfred1> LeelooMinai what kind of a machine do you have?
[19:16:33] <LeelooMinai> Baby one I made
[19:16:40] <pfred1> me too!
[19:16:54] <pfred1> you like money?
[19:17:03] <LeelooMinai> More of a "CNC platform" as I call it - but in theory it should handle some aluminium milling
[19:17:18] <pfred1> yeah my machine won't mill aluminum
[19:17:26] <pfred1> not evne in theory
[19:17:36] <LeelooMinai> So, I see a lot of things like that on ebay:
http://www.ebay.com/itm/FLY-CUTTER-SET-OF-3PCS-1-2-SHANK-/231967656633
[19:17:36] <pfred1> my mill will though
[19:17:52] <LeelooMinai> WHy do those have angled slots? Is there supposed to be something inserted in them?
[19:17:53] <pfred1> it eats aluminyum like it is farina
[19:18:29] <pfred1> yeah you put a single pount cutter in there
[19:18:29] <LeelooMinai> I think some kind of carbide inserts?
[19:18:36] <pfred1> HSS usually
[19:18:39] <pfred1> like a lathe tool
[19:18:47] <pfred1> single point even
[19:19:22] <LeelooMinai> Ok, I see - so the angle is to accomodate some standard shape?
[19:19:48] <pfred1> here's one with a bit inserted
http://www.homemadetools.net/uploads/66396/homemade-mini-fly-cutter.jpeg
[19:20:07] <pfred1> the angle is just so the point contacts the work
[19:20:22] <LeelooMinai> Right
[19:20:25] <pfred1> you don't want to drag the whole tool on your work
[19:20:53] <pfred1> then as yo utraverse that single pount takes out a chip
[19:20:58] <pfred1> point
[19:21:06] <pfred1> why can't I type that word?
[19:21:29] <LeelooMinai> because it has three keys in a row and you are not a pianist?
[19:21:37] <pfred1> single point fly cutters are old school but they work
[19:22:10] <pfred1> you still get less cuts per rev with them though
[19:22:22] <pfred1> more teeth more cuts
[19:22:59] <LeelooMinai> Is the multiple cut verion called a face mill or there's more to a face mill?
[19:23:20] <pfred1> well my fly cutter has 4 inserts
[19:23:29] <pfred1> some have lots more
[19:24:17] <pfred1> like check out this bad puppy
http://4.bp.blogspot.com/-9HK55x7rPe0/U8hAsQk-fTI/AAAAAAAAOCk/SZ3hen5gxXE/s400/Face-Milling-Cutters.gif
[19:24:31] <LeelooMinai> Looks expensive
[19:24:35] <pfred1> I bet
[19:24:45] <pfred1> probably a grand, or more
[19:24:55] <jdh> I got a 2.5" one for my G0704 pretty cheap. Only used it for aluminum but it works great
[19:24:57] <pfred1> more than my whole CNC machine cost ot make
[19:25:54] <pfred1> let's face facts tooling can get expensive
[19:27:00] <pfred1> I just started ordering some tooling for my CNC machine last night
[19:27:17] <LeelooMinai> "Now I am bankrupt"
[19:27:41] <pfred1> well I stopped buying 1/4" shank stuff a while ago so I don't have much of it really
[19:28:04] <pfred1> I quickly upgraded ot the 1/2" shank routing experience
[19:28:41] <pfred1> but a 1/2" router on a little homemade CNC mqachine seems a bit excessive to me
[19:29:02] <LeelooMinai> I was thinking about getting 1/2 spindle instead of this ER11 or what it is, but seemed that 1/2 required 2 phase power, and I don't have it in my room, so, I am stuck.
[19:29:04] <pfred1> so I have liek a Bosch Colt for my CNC
[19:29:10] <LeelooMinai> 3 phase*
[19:29:23] <pfred1> you can get phase converters
[19:29:36] <LeelooMinai> Yes, but the mains socket are limited in power
[19:29:54] <pfred1> I have like 50 amp 240 VAC in my shop
[19:30:02] <pfred1> I run a stick welder with it
[19:30:07] <LeelooMinai> Right, that's ok
[19:30:12] <roycroft> i use routers for wood, not metal
[19:30:13] <pfred1> it has a power cord liek a garden hose
[19:30:42] <roycroft> i won't use router bits with a <8mm shank, except for trim bits for plastic laminate
[19:30:43] <LeelooMinai> I saw many people use those colts for mini-cnc contraptions.
[19:30:57] <roycroft> there's just too much vibration to make decent cuts with them
[19:31:03] <pfred1> yeah I got it cheap at a flea market
[19:31:21] <pfred1> roycroft aluminum is not like real metal
[19:31:29] <LeelooMinai> I have "proper" spindle, but still, I think maximum I can put there is like 7mm
[19:31:30] <pfred1> heck I chop up aluminum on my table saw
[19:31:47] <roycroft> yes, i machine aluminium with woodworking tools
[19:31:52] <pfred1> yup works fine
[19:32:02] <pfred1> well the chips are hot but other than that no problems
[19:32:11] <roycroft> it's a lot noisier
[19:32:18] <roycroft> a *lot* noisier
[19:32:22] <pfred1> you never heard my thickness planer
[19:32:31] <pfred1> it's noisy!
[19:32:34] <roycroft> my planer isn't that noisy
[19:32:35] <LeelooMinai> I built my CNC, mostly alu frame, using mitre saw with alu-cutting blade and a drill press pretty much..
[19:32:38] <pfred1> mine is
[19:32:39] <roycroft> but it's a stationary one
[19:32:45] <roycroft> not one of those little induction motor ones
[19:32:46] <pfred1> I definitely wear earplugs whenever i run it
[19:32:58] <pfred1> yeah i have a portable one
[19:33:02] <pfred1> so it rings liek a bell
[19:33:04] <roycroft> i wear ear protection for almost anything
[19:33:18] <pfred1> meh i do and I don't
[19:33:26] <roycroft> i usd to have a portable one
[19:33:30] <roycroft> they can do a decent job
[19:33:35] <roycroft> but stationary planers are nicer
[19:33:38] <pfred1> yeah if the blades are sharp
[19:33:39] <roycroft> http://www.grizzly.com/products/15-Planer-with-Spiral-Cutterhead/G0453ZW
[19:33:44] <roycroft> that's what i have
[19:33:50] <pfred1> I've seen them
[19:33:53] <roycroft> mine has indexable inserts
[19:34:02] <roycroft> no more sharpening planer knives
[19:34:07] <pfred1> yeah it sucks
[19:34:08] <roycroft> i put a spiral cutterhead in my jointer as well
[19:34:43] <pfred1> I put a nice sharp on the planer knives before i built my CNC machine
[19:34:59] <pfred1> becausei used regular construction lumber and just planed it all square
[19:35:11] <roycroft> i just rotate inserts as they get dull :)
[19:35:13] <pfred1> it is crazy what they want for surfaced lumber today
[19:35:32] <roycroft> most of the wood i get is rough
[19:35:36] <pfred1> 1x3s are more expensive than 2x4s
[19:35:47] <roycroft> it's hardwood, for the most part, locally logged and milled
[19:35:54] <pfred1> when i saw that i was like I guess I'm planing some wood
[19:36:07] <pfred1> they log here but I got no idea what htey do with it all
[19:36:27] <pfred1> we got like the best oak on the planet here
[19:36:30] <roycroft> when i had my portable planer i built extension tables for it and that got rid of almost all the snipe
[19:36:43] <pfred1> yeah i have a board I slip in my planer
[19:36:56] <pfred1> with sime sheet metal contact cemented on one side
[19:36:58] <pfred1> some even
[19:37:08] <roycroft> we log a lot of sitka spruce and port orford cedar on the coast, which is all beautiful wood (much of it instrument grade)
[19:37:11] <pfred1> I wouldn't use it without my auxiliary table
[19:37:12] <roycroft> but almost all of it goes to japan
[19:37:30] <roycroft> most of the sitka spruce one can buy around here is from alaska, not the oregon coast!
[19:37:31] <pfred1> the oak here is so hard it is commercially worthless
[19:37:44] <pfred1> pros don't want to deal with it
[19:38:14] <pfred1> I chopped down a tree on my property and when I went to lift up the stump I thought I was weak
[19:38:26] <pfred1> it weighed about as much as a short engine block
[19:38:43] <roycroft> i have some black oak trees in my yard
[19:38:48] <roycroft> that's pretty dense wood
[19:39:05] <pfred1> we got red oak here but something about our climate it grows really hard, and dense
[19:39:26] <pfred1> stuff is like iron
[19:40:27] <pfred1> i made a bench out of part of that tree
[19:41:27] <pfred1> this thing is bomb proof
http://i.imgur.com/QPZtB.jpg
[19:41:44] <pfred1> it is so heavy!
[19:42:03] <pfred1> look how dense the grain is
[19:42:41] <roycroft> that looks nice
[19:42:46] <pfred1> here it is finished
http://i.imgur.com/3tMdb.jpg
[19:42:47] <pfred1> thanks
[19:42:54] <roycroft> but i like working with dense, difficult wood
[19:43:02] <pfred1> you'd like our oak then
[19:43:10] <roycroft> yeah, very nice bench
[19:43:24] <pfred1> I was channeling George nakishima
[19:43:41] <pfred1> because i normally don't make stuff like this
[19:43:55] <pfred1> this is way out of my regular comfort zone
[19:44:23] <MattyMatt> wooden mendel?
[19:44:26] <MattyMatt> :)
[19:44:33] <MattyMatt> mill that oak
[19:46:29] <MattyMatt> wrong channel. no repraps here. pics anyway
http://imgur.com/a/v5Aid
[19:47:15] <pfred1> here's how i rough milled it
http://i.imgur.com/54AwAo9.jpg
[19:47:49] <MattyMatt> I find oak a bit splitty for machine parts, but glue hides most sins
[19:48:02] <pfred1> MattyMatt it can be
[19:48:31] <jdh> draftsights g-code generator will only let you go down to tenths of an inch
[19:48:42] <pfred1> wow this CNC machine looks hokier than mine
[19:49:08] <MattyMatt> yay drawer slides
[19:49:08] <pfred1> I have stepepr motors like that
[19:49:13] <pfred1> that's what i used
[19:49:29] <pfred1> drawer slides not these 60 oz/in sly-syns
[19:49:35] <pfred1> slo-syns even
[19:50:01] <MattyMatt> powered by TB6560 for extra slo
[19:50:10] <pfred1> that's what I got
[19:50:27] <pfred1> the trouble with 6560s is the pulse width they need
[19:50:42] <pfred1> you need +5000ns pulses
[19:50:46] <MattyMatt> I've got some TB6600 ones for upgrade. on paper a much better chip
[19:50:57] <pfred1> yeah i have some on order now
[19:51:00] <MattyMatt> 250khz same as normal
[19:51:17] <pfred1> but my machine still tops out at the fastest I can output step pulses 114 IPM
[19:51:37] <pfred1> I'm using 8th stepping
[19:52:02] <pfred1> really 60 IPM is fast enough on my machine
[19:52:18] <pfred1> the longest axis is only 16 inches
[19:52:29] <MattyMatt> same here
[19:52:34] <MattyMatt> 16x14 approx
[19:52:38] <pfred1> so what do I need 200 IPM for?
[19:52:45] <pfred1> that is exactly what my machine is
[19:52:56] <pfred1> well 14 5/8s by 16 1/4
[19:53:02] <pfred1> but I skip the fractions
[19:53:04] <MattyMatt> my long axis has m8x1.25 still. putting 6mm pitch on that
[19:53:13] <pfred1> I used 10 TPI acme
[19:53:23] <pfred1> skip all thread
[19:53:35] <MattyMatt> my x axis has 10mm pitch ballscrew
[19:53:38] <pfred1> I wrote an article about hwo to make plastic lead nuts too
[19:53:49] <pfred1> well how to make a homemade tap
[19:53:57] <pfred1> but I left out the most important part
[19:54:07] <pfred1> because i didn't figure it out for myself until later
[19:54:16] <pfred1> heh
[19:54:31] <MattyMatt> PCL works too. just squidge it in place
[19:54:39] <pfred1> what's PCL?
[19:55:00] <MattyMatt> polycaprolactone. it's like polythene but melts at 60C
[19:55:15] <pfred1> hmm I use HDPE
[19:55:26] <pfred1> works great
[19:55:32] <MattyMatt> so you can form it by hand before it cools
[19:55:56] <pfred1> I'm Mr. HDPE
[19:56:06] <pfred1> you ever seen my HDPE Z axis?
[19:56:32] <MattyMatt> I used ldpe for my Y axis nut, and delrin for my lathe alsoi M8x1.25 atm
[19:56:37] <pfred1> this is recycled HDPE I melted myself
http://i.imgur.com/lSsNyBG.jpg
[19:56:39] <MattyMatt> not seen
[19:56:48] <LeelooMinai> Hmm, found this:
http://www.aliexpress.com/item/Fly-cutter-A/32514220513.html
[19:56:54] <pfred1> that is plastic jugs
[19:56:58] <MattyMatt> nice dovetails
[19:57:04] <pfred1> thanks i cut them myself
[19:57:29] <LeelooMinai> It almost looks like it could screw on top of the Chinese spindle with ER11, but not sure - they don't give any dimensions...
[19:57:35] <pfred1> I melt blocks of HDPE then machine it on my mill
[19:58:08] <jdh> it looks nothing like a flycutter
[19:58:09] <pfred1> well I should say I cast blocks of HDPE
[19:58:31] <pfred1> you put an insert on it
[19:58:36] <LeelooMinai> jdh: You put 4by4mm insert there apparently
[19:58:47] <jdh> looks lame
[19:58:55] <pfred1> I wouldn't stick my hand in it
[19:58:56] <jdh> and amazingly expensive for ali
[19:59:53] <pfred1> LeelooMinai yeah really not a whole lot of info about it
[19:59:54] <LeelooMinai> Well, it screws on the outside of the spindle end, instead going into the collet, so maybe it's better than 1/4 shank fly cutter
[20:00:16] <pfred1> there are 1/4" flat bottoming bits
[20:00:58] <MattyMatt> looks kinda like the thread on a dremel nose
[20:01:11] <LeelooMinai> It's kind of lame that they don't even specify the thread size there
[20:01:21] <jdh> http://www.micromark.com/micro-fly-cutter,9738.html
[20:01:35] <MattyMatt> or maybe the 3/8-28 on a black&decker
[20:01:44] <LeelooMinai> Right, saw that one
[20:01:46] <pfred1> like this
http://www.aliexpress.com/item/2pcs-6mm-32mm-CNC-carbide-end-mill-tool-3D-woodworking-insert-router-bit-Tungsten-Cleaning-bottom/32361021324.html?spm=2114.01010208.3.50.UpdIHn&ws_ab_test=searchweb201556_0,searchweb201602_2_10057_10056_10065_10037_10055_10054_301_10059_10058_10032_10017_107_10060_10061_10052_414_10062_10053_10050_10051,searchweb201603_4&btsid=8363b303-fcb9-45d0-bb35-4ef27c782187
[20:02:53] <pfred1> twice as good as that insert it has 2 blades :)
[20:03:58] <MattyMatt> 4 times as good, you get 2 for the money
[20:04:07] <pfred1> yes that too and yo uget the carbide
[20:04:32] <LeelooMinai> They have one for $11 too - I think I will just buy it and see if it works
[20:04:52] <MattyMatt> http://www.aliexpress.com/item/15pc-Router-Bit-Set-1-4-6-35mm-Shank-Wood-Carving-Tungsten-Carbide-Tipped-Woodworking-Milling/32469332245.html
[20:04:59] <MattyMatt> fancy set
[20:05:28] <LeelooMinai> Right, I have something like this for my wood router
[20:05:28] <pfred1> with them sets you end up using 1, or 2 bits and the rest just sit there
[20:05:44] <jdh> that micro-mark one is pretty cute. nice video
[20:05:47] <LeelooMinai> Indeed
[20:06:26] <pfred1> I got a 50 piece set for my 1/2" router and I swear I've never used most of them
[20:06:31] <LeelooMinai> Hmm, I wonder what is the difference in practice between that andled one-point fly cutter and the "bottoming" one like that
[20:06:58] <pfred1> well the blttoming bit will take a lot more power to run
[20:07:16] <pfred1> because more blade is in contact with the work
[20:07:20] <MattyMatt> I like myforboy's one. big flat heavy disc
[20:08:15] <pfred1> LeelooMinai what are you trying to cut anyways aluminum?
[20:08:23] <LeelooMinai> Right
[20:08:30] <pfred1> it is messy but run lube
[20:08:31] <MattyMatt> https://www.youtube.com/watch?v=I-iVLgILSFY
[20:08:40] <pfred1> you'll get a lot better finish
[20:08:59] <pfred1> most folks just use WD-40 on aluminum
[20:09:13] <pfred1> it works but there's special aluminum cutting oil too
[20:09:29] <LeelooMinai> I have some - used it for tapping I think
[20:09:31] <pfred1> you can't use regular oil on aluminum it has a bad reaction
[20:09:37] <pfred1> yeah alumatap
[20:09:44] <pfred1> its green
[20:10:25] <MattyMatt> dan gelbart says to use wax when cutting alu with wood tools
[20:10:42] <pfred1> I'd sooner use WD-40
[20:10:46] <MattyMatt> that anchorlube looks kinda waxy, and green
[20:10:48] <pfred1> but i got alumatap
[20:11:23] <pfred1> wax would be better than nothing at all though
[20:11:51] <MattyMatt> presumably on the tool, not smeared all over the work
[20:12:08] <pfred1> people that scroll saw put packing tape on top of their work
[20:12:15] <pfred1> oddly the tape acts like a lube
[20:12:44] <pfred1> who would think that plastic and glue would be a good lube?
[20:13:14] <pfred1> but it works
[20:14:08] <pfred1> MattyMatt i like my lube smeared all over whatever I'm tooling
[20:14:29] * pfred1 likes it sloppy!
[20:18:22] <Cromaglious_> just recieved my MKS Sbase for the laser
[20:18:22] <grummund> hi all o/
[20:19:32] <grummund> anyone here in to pcb milling?
[20:20:07] <pfred1> grummund i plan on giving it a shot someday
[20:20:18] * grummund is a cnc noob
[20:20:22] <pfred1> so far i can't get pcb2gcode to work though
[20:20:34] <grummund> reading up on this and there seems a *lot* to learn
[20:21:57] <pfred1> the best way to make PCBs is the photo resist emthod
[20:22:14] <grummund> well i tried pcb-gcode ulp with eagle and it produced some text files
[20:22:21] <pfred1> but you can isolation route simple boards
[20:22:26] <grummund> but i don't have a mill... yet!
[20:23:02] <pfred1> grummund oh no?
[20:23:44] <LeelooMinai> With cheap pcbs from China/oshpark nowadays it's not really worth to get into milling them imo
[20:23:44] <pfred1> my CNC made this
http://i.imgur.com/YjsaF5g.jpg
[20:23:57] <grummund> yeah... in need of some advice there :)
[20:24:08] <pfred1> it ran over the whole picture 3 times too
[20:24:57] <LeelooMinai> Milled pcb will be pretty lame, when you can cat 10 5 by 5cm for $10 with proper soldermask, silkscreen, etc.
[20:24:58] <pfred1> grummund this is my machine
http://i.imgur.com/t75QZEc.jpg
[20:25:14] <LeelooMinai> cat=buy
[20:25:49] <grummund> pfred1: nice
[20:25:50] <pfred1> LeelooMinai some of us like to DIY
[20:25:56] <pfred1> grummund thanks
[20:26:42] <LeelooMinai> DIY is ok, but sometimes make less sense than in other cases:)
[20:26:42] <grummund> there are diy kits on ebay - www.ebay.co.uk/itm/111891372282
[20:27:20] <pfred1> grummund unsupported round rods can flex
[20:27:23] <grummund> it's only for small pcbs, a few inches square
[20:27:27] <pfred1> more than one might think
[20:28:05] <pfred1> this kit comes with the steppers drives and spindle?
[20:28:37] <pfred1> Motor Driver: A4988 meh
[20:28:56] <grummund> yep according to the description
[20:29:04] <pfred1> I wonder if they ever fixed the percent error with their microstepping?
[20:29:14] <grummund> what do you mean about unsupported round rods?
[20:29:26] <pfred1> I know the 3000 series had 40% difference
[20:29:26] <grummund> in terms a noob can understand
[20:29:41] <pfred1> grummund the linear guides
[20:29:52] <pfred1> they're just round rods hanging there
[20:30:02] <LeelooMinai> grummund: Supported look like this:
http://g02.a.alicdn.com/kf/HTB1edpNIXXXXXbnXFXXq6xXFXXXT/New-SBR16-rail-L580mm-16mm-linear-round-guide-cnc-router-part-linear-rails-for-SBR16UU.jpg
[20:30:23] <pfred1> like here's a supported round rod
http://g02.a.alicdn.com/kf/HTB1edpNIXXXXXbnXFXXq6xXFXXXT/New-SBR16-rail-L580mm-16mm-linear-round-guide-cnc-router-part-linear-rails-for-SBR16UU.jpg
[20:30:26] <LeelooMinai> The round part is screwed to the support from the bottom with few screws
[20:30:39] <grummund> snap!
[20:30:41] <LeelooMinai> lol
[20:30:47] <pfred1> wholly!
[20:30:50] <pfred1> what are the odds?
[20:30:57] <LeelooMinai> Google results
[20:31:03] <pfred1> yeah but I didn'
[20:31:08] <pfred1> yeah but I didn't pick the first one
[20:31:21] <pfred1> just one that looked clear to me
[20:31:36] <LeelooMinai> Same here, so here you go:)
[20:31:38] <pfred1> good picture
[20:32:04] <pfred1> anyhow I've heard of people having bending issues with round rods like you wouldn't believe
[20:32:07] <pfred1> thick rods
[20:32:18] <pfred1> but over longer distances
[20:32:34] <pfred1> which is why they make these supported rods
[20:32:36] <grummund> which of the rods are unsupported? - www.ebay.co.uk/itm/111891372282
[20:33:05] <LeelooMinai> Well, the X axis ones on the top - they just "hang" in the air
[20:33:13] <pfred1> I donno it probably works but those guids look spindly to me
[20:33:15] <grummund> oh wait , i see what you mean
[20:33:44] <pfred1> you'd be surprised what kind of force a stepepr motor can make with a lead screw
[20:33:48] <grummund> rods only supported at each end and not over the full length
[20:33:50] <pfred1> it is basically a car jack
[20:34:20] <pfred1> plus there's no bearing on the motor side
[20:34:26] <pfred1> so it is supported one end
[20:34:31] <pfred1> which kinda sucks
[20:34:38] <pfred1> you're abusing the motor bearings
[20:35:04] <pfred1> details
[20:35:11] <pfred1> built to a cost
[20:35:57] <grummund> is it good value for money?
[20:36:01] <grummund> as a starter kit for a cnc noob?
[20:36:19] <grummund> should i budget for more?
[20:36:27] <jdh> slippery slope
[20:36:29] <pfred1> you could get your feet wet with it
[20:37:11] <pfred1> I don't like how the Z hangs off the Y axis so far
[20:37:30] <MacGalempsy> good evening
[20:37:35] <pfred1> evening
[20:37:50] <pfred1> it just looks like a lot of mechanical disadvantage to me
[20:38:16] <LeelooMinai> It's not for milling for sure:)
[20:38:39] <pfred1> I tried to keep my Z tight to my Y lead
[20:39:17] <grummund> LeelooMinai: what could you do with it then if not milling?
[20:39:19] <pfred1> just because i didn't want that overhang
[20:39:44] <LeelooMinai> grummund: By milling I meant machining something from metal - aluminum at list.
[20:39:50] <LeelooMinai> at least*
[20:39:57] <grummund> ah ok
[20:39:59] <pfred1> grummund well you could use it in a classroom
[20:40:06] <Simonious> alright.. dug into the machine found there are home switches after all, but they just aren't connected - they were connected to a second parallel port. I'm moving them to the first parallel port so I don't need to run 2 on the machine. They had them setup so they wired direct to the parallel port, which seems reasonable considering they are simply an open or closed switch - is there a reason not to do it this way?
[20:40:07] <pfred1> in an academic setting
[20:40:32] <jdh> Simonious: easy to blow up the p-port
[20:40:34] <pfred1> them's that can't teach, and all of that
[20:40:43] <Simonious> jdh: how? it's a switch
[20:40:47] <pfred1> I have a buffer
[20:40:49] <Simonious> jdh: it's open or closed
[20:40:56] <Simonious> I'm not opposed to buffering it, but why?
[20:40:57] <pfred1> current kills electronics
[20:41:06] <Simonious> what current? it's a switch
[20:41:08] <pfred1> milliamps
[20:41:22] * grummund insterest is small pcb making without chemicals
[20:41:27] <pfred1> some p ports are rated at like 3 ma
[20:41:36] * Simonious nods
[20:41:36] <pfred1> which ain't enough to light an LED
[20:41:39] <Simonious> okay that makes sense
[20:41:51] <pfred1> get a buffer
[20:41:56] <pfred1> they'er like $5 now
[20:42:10] <pfred1> the one i made draws microamps
[20:42:22] <MacGalempsy> who cares if it cannot light up an LED? it is only a switch
[20:42:23] * Simonious nods
[20:42:32] <Simonious> MacGalempsy: the wire itself is a load
[20:42:57] <pfred1> protection
[20:43:11] <pfred1> because we all make stupid mistakes
[20:43:19] <MacGalempsy> if you are putting in a new controller card, I would put everything into that (if there is room)
[20:43:57] <pfred1> I made all of my own electronics and I still can make collossal blunders
[20:44:04] <pfred1> it happens
[20:44:57] <pfred1> here's my BOB I made
http://www.instructables.com/id/Parallel-Port-Break-Out-Board-BOB/
[20:45:05] <pfred1> but yo ucan buy stuff like it for peanuts these days
[20:45:40] <pfred1> don't hook stuff directly up to a p port
[20:46:34] <pfred1> its not worth it
[20:47:15] <pfred1> you can't even find what current modern p ports can handle I know this because I've looked
[20:47:41] <pfred1> with my BOB I know I have 25 ma
[20:52:26] <Simonious> I'm planning to do 10, 11, 12 XYZ home. 13 - ESTOP 15-Touch plate seem reasonable?
[20:55:55] <pfred1> I just went with the defaults in linuxcnc's stepconf wizard
[20:56:07] <Simonious> I'm not seeing defaults there
[20:56:08] <pfred1> one pin is much liek the next to me
[20:56:21] <Polymorphism> !zlog
[20:56:26] <pfred1> just whatever it came up with I went with
[20:56:36] <pfred1> it works too
[20:56:40] <Simonious> huh, it isn't volunteering values at all
[20:56:46] <pfred1> hmmm it used to
[20:56:47] <Simonious> those are all unconfigured by default
[20:56:52] * Simonious shrugs
[20:56:53] <pfred1> weird
[20:56:56] <Simonious> maybe I did something out of order
[20:57:00] <pfred1> maybe i used the sherline config?
[20:57:11] <Simonious> ah.. that'd work
[20:57:23] <Simonious> I'm compliant otherwise with the pins I'm using
[20:57:59] <Simonious> is one ground pin as good as the next on the parallel port?! it's got grounds from pin 18 to pin 25..
[20:58:01] <pfred1> in any event that's how i decided which pin would be what
[20:58:11] <pfred1> it depends on yoru cable
[20:58:16] <Simonious> explain
[20:58:19] <pfred1> some cables don't do grounds right
[20:58:23] <Simonious> ahh
[20:58:37] <pfred1> so ring out your cable and make sure all grounds are conencted
[20:58:52] <Simonious> any reason to use more than one ground wire? or a different gorund wire for the stops vs the outputs?
[20:58:56] <pfred1> if yes then one ground is much liek the next
[20:59:10] <pfred1> they're twisted pairs inside the cable I think
[20:59:10] <Simonious> the XYZ outs are using pin 24
[20:59:18] <pfred1> it reduces channel crosstalk
[20:59:19] <Simonious> oh.. sure
[20:59:25] <Simonious> that isn't going to matter here
[20:59:35] <Simonious> it's not like the endstops chatter at a high data rate
[20:59:50] <pfred1> parallel wires induce currents
[21:00:23] <Simonious> are you trying to get me to care about which ground I use? Because you'll succeed if you keep at it.
[21:00:24] <pfred1> noise was a big issue with my system until i got a handle on it
[21:00:40] <pfred1> but that was caused by my stepper drives
[21:01:01] <pfred1> until i optically isolated the control lines nothing worked
[21:01:49] <pfred1> this is a picture of what my step signal looked like
http://i.imgur.com/JVyX6n5.jpg
[21:01:58] <pfred1> you can se the PWM superimposed on it
[21:02:01] <Simonious> super junk
[21:02:17] <pfred1> yeah that didn't work
[21:02:49] <pfred1> once i isolated my step and dir lines everything was OK
[21:03:01] <pfred1> that took me a long time to figure out though
[21:03:44] <Simonious> could it have been a level problem? my parallel port is only ~3V out - I made a buffer box (for the outputs) that uses the USB to pull that level up to 5V
[21:04:02] <pfred1> beats me
[21:04:33] <pfred1> al lI know is i out optocouplers on the step and direction lines and it cleaned right up
[21:04:56] <pfred1> before that the noise was just going down those wires and wreaking havoc on everything
[21:05:47] <pfred1> but it couldn't jump across optocouplers
[21:05:57] <pfred1> that stopped it cold
[21:06:45] <Simonious> well that'd solve the level problem if there was one
[21:07:12] <pfred1> I used TTL buffers in my BOB too
[21:07:51] <Simonious> so.. I'm not opposed to adding buffers to the box I built, but honestly that'd take me hours of soldering. Maybe I'm just slow, got a link to any good buffer boxes you like? I'd like to look around before I commit to building
[21:08:35] <pfred1> here's the circuit I designed it uses a double inversion
http://i.imgur.com/wmbrCVI.png
[21:08:49] <pfred1> because the signal coming out of optocouplers has round shoulders
[21:09:01] <pfred1> so the schmit inverters clean that up
[21:09:05] <pfred1> schmitt even
[21:09:15] <Polymorphism> !zlog
[21:09:27] <Polymorphism> .zlog
[21:09:32] <Simonious> https://drive.google.com/open?id=0B5pEVNsZg3XwQllSY09HWV9jSVE this is what I would build
[21:09:46] <pfred1> Simonious i made my own electronics so I did hours of soldering days really
[21:10:18] <Simonious> :)
[21:10:55] <pfred1> like this is one of the motor drives i made
http://i.imgur.com/tEf7u88.jpg
[21:11:12] <pfred1> though I'm not using that one right now
[21:11:16] <Simonious> got a favorite source of CNC electronics online? if I can buy a box that'll buffer the parallel for me I might spend that time on another project.
[21:11:26] <pfred1> aliexpress?
[21:11:37] <pfred1> I have some drives on order from there now
[21:11:41] * Simonious chuckles
[21:11:45] <Simonious> I'll search around
[21:11:58] <pfred1> TB6600s
[21:12:18] <Simonious> what is that?
[21:12:30] <pfred1> I have like the hottest TB6560AHQ drives going though now
[21:12:37] <pfred1> the drive IC
[21:12:59] <pfred1> the stepper drive IC on the driver board
[21:13:44] <pfred1> I made my drives before the Chinese ones were available
[21:14:17] <pfred1> here's a picture of me breadboarding my drive
http://i.imgur.com/7VY3iOk.jpg
[21:14:30] <pfred1> with my copper scatter plate incase the chip lets go
[21:14:45] <Simonious> :)
[21:15:14] <pfred1> tb6560s have a rep of exploding on folks
[21:16:49] <Simonious> http://www.ebay.com/itm/5-Axis-CNC-Breakout-Board-Interface-Adapter-for-Stepper-Motor-Driver-pump-/142038615949?hash=item211229478d:g:0JYAAOSw3YNXcYaJ looking at this now
[21:17:11] <pfred1> it has chips on it so that's good
[21:17:24] <Simonious> opto isolation too
[21:17:35] <pfred1> yeah for the inputs I imagine
[21:17:47] <Simonious> geez that might work
[21:17:48] <pfred1> that's how I did my BOB
[21:17:55] <Simonious> need to find more documentation on it
[21:18:02] <pfred1> yeah find otu what those chips are
[21:18:07] <pfred1> then get the data sheet for them
[21:18:25] <pfred1> they're probably cecent though
[21:18:29] <pfred1> better than nothing
[21:18:48] <pfred1> yeah hooking directly up to a p port is like playing russian roulette
[21:19:18] <pfred1> better to do that with bullet resistant shield in between
[21:19:58] <pfred1> $5 cheaper than a p port card
[21:20:32] <pfred1> a BOB should naturally be more durable anyways
[21:20:45] <pfred1> it is made to be screwed around with
[21:21:34] <pfred1> ha ha the silkscreen is the sherline config I think
[21:21:41] <pfred1> it looks familiar
[21:33:49] <Simonious> pfred1: would it be a bad policy to just solder all of the ground pins together..?
[21:34:24] <pfred1> I did
[21:34:42] <pfred1> they're soldered at my connector
[21:35:31] <pfred1> for the most part you can tell a good p port cable from a crappy one by girth. Thicker is better :)
[21:40:47] <pfred1> well it is time to see what is not on cable nonight
[21:40:52] <pfred1> tonight even
[21:47:20] <Valduare> hi guys
[21:47:39] <Valduare> what software can i use to control arduino grbl
[21:47:46] <Valduare> like make it draw a star or something
[21:53:12] <eeriegeek> The buffer chips seem to be 74HC245D
[22:01:56] <Valduare> ah grbl-controller works nice
[23:07:43] <Kevin`> Simonious: the mesa cards have the option to use half of the ground pins for power, which would obviously be incompatible with that. if you are using something that's not a printer, I would avoid assumptions about pinout and just preserve straight-through
[23:39:21] <Simonious> well.. I've made a mistake somewhere...
[23:39:23] * Simonious chuckles
[23:40:13] <Simonious> The endstops that are all daisy chained together into one circuit to stop the machine even if the computer crashes (I think) have stopped functioning.
[23:41:05] <Simonious> https://goo.gl/photos/F7q2kxom9sScfLGD9 This is part of the original machine, still use this part. Someone else converted the machine to linuxCNC last year
[23:41:24] <Simonious> but.. while the 'halt' endstops that have now failed worked, they never got the home switches setup/working
[23:42:45] <Simonious> I think I know how to make the home switches work now, just need the parallel port buffer box (
http://www.ebay.com/itm/5-Axis-CNC-Breakout-Board-Interface-Adapter-for-Stepper-Motor-Driver-pump-/142038615949?hash=item211229478d:g:0JYAAOSw3YNXcYaJ or similar)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}