Back
[00:14:40] <CaptHindsight> the laser is so low powered that they get around the issue by just moving the laser faster and out of the print area since it cures the resin so slowly
[00:14:59] <CaptHindsight> what a half assed design
[00:18:08] <XXCoder> lol
[00:18:18] <XXCoder> I saw one where printer used MONTIOR
[00:18:39] <XXCoder> its resolution was quite good though it had to be "dipped" to be covered in resin again
[01:11:04] <Loetmichel> sooo, backup (home)fileserver running. no data loss so far. MAAAN why is it always on sunday nights that i have to go on without sleep for fixing a dead PSU? (not that it hand chirped for weeks now, reason i had a new server handy)... Coworkers will think i have a hangover how i look now when i arrive at the company in 20 minutes. :-(
[01:14:32] <XXCoder> ow
[01:17:36] <Loetmichel> ... and in the process i upgraded it from 1tb storage to 6tb. that ought to be enough for wifes sky recordings ;)
[01:18:00] <XXCoder> should have added a 0 or 2 ;)
[01:55:07] <Valen> data expands to fill capacity
[01:56:41] <XXCoder> good point, add 3 more zeros
[02:16:25] <Deejay> moin
[02:34:04] <Contract_Pilot> Another few hours wasted cannot get path pilot out of estop Tried many diffrent configs
[05:05:51] <Contract_Pilot> Another wasted night!!!
[05:06:13] <Contract_Pilot> I need a plain english of HAL
[05:08:29] <jthornton> morning
[05:09:18] <Contract_Pilot> morning
[05:11:10] <jthornton> plain english of HAL
http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html
[05:13:24] <XXCoder> heys
[05:14:58] <jthornton> yo
[05:16:40] <Contract_Pilot> Still lost
[05:17:00] <jthornton> still raining here
[05:17:55] <archivist> hal is just like wiring signals together
[05:18:20] <Contract_Pilot> I am messing with path pilot
[05:18:28] <jthornton> that's pretty much it in a nut shell
[05:18:36] <Contract_Pilot> Totally stick in estop.
[05:18:38] <jthornton> can't help with PP at all
[05:19:04] <archivist> unsupported copy
[05:19:52] <archivist> should you buy Coke or a supermarket own brand
[05:22:05] <Contract_Pilot> http://paste.ubuntu.com/23057848/
[05:22:54] <Contract_Pilot> had to wait 6 months to make the time to play with this.
[05:24:01] <XXCoder> archivist: I prefer dihyrogen-monoxide brand
[05:24:14] <Contract_Pilot> XX thats just water
[05:24:37] <XXCoder> I also like variant of di-hyrogen-monoxide that has some carbon-dioxide
[05:24:49] <XXCoder> aka bubbly water
[05:25:31] <jthornton> https://forum.linuxcnc.org/forum/47-hal-examples/25861-external-e-stop#78776
[05:25:47] <Valen> you mean carbonic acid?
[05:25:49] <jthornton> read the first post and look at your hal file again
[05:26:02] <jthornton> must be raining again, lost connection
[05:28:49] <Contract_Pilot> Yea, i have tried a few diffrent configs.
[05:28:51] <jthornton> Contract_Pilot: you have multiple problems with your hal file, you are using the estop loopback and trying to use the estop-latch component
[05:29:32] <jthornton> and estop-latch will never work if you don't
http://linuxcnc.org/docs/2.7/html/hal/basic-hal.html#_addf
[05:30:29] <jthornton> you can forever toss different things at hal and they could never work unless you think about each change and understand what the change is doing
[05:32:03] <jthornton> I guess the good thing if you can call weeks of rain good is the temperature is dropping 10F for this round of rains
[05:34:27] <Contract_Pilot> If i see a 5i25/7i76 path pilot config that works i could figure it out.
[05:34:44] <jthornton> and maybe I can get the coffee table refinished this week too
[05:35:45] <jthornton> if you take one bite at a time you could figure it out
[05:38:13] <jthornton> why not restore it back to a typical estop loopback and start over
[05:40:30] <Contract_Pilot> Done that 10 times
[05:40:59] <jthornton> do you know which two lines are the estop loopback
[05:41:17] <Contract_Pilot> Nope
[05:41:18] <jthornton> sounds like your just hacking at it and not really thinking about what your doing
[05:41:25] <jthornton> thought so
[05:41:47] <jthornton> comment out all estop lines except the estop loopback lines
[05:41:54] <jthornton> https://forum.linuxcnc.org/forum/47-hal-examples/25861-external-e-stop#78776
[05:42:15] <jthornton> read that post again to see which lines are the typical estop loopback lines
[05:42:17] <Contract_Pilot> net estop-out <= iocontrol.0.user-enable-out
[05:42:17] <Contract_Pilot> net estop-ext => iocontrol.0.emc-enable-in
[05:42:45] <jthornton> you have a typo
[05:43:46] <jthornton> alex_joni: makes me do this
[05:46:16] <jthornton> your estop loopback will never work with that typo
[05:47:13] * jthornton goes for a cup of coffee
[05:47:50] <Contract_Pilot> Not sure the typo tried it many diffrent ways
[05:48:45] <jthornton> try looking at the post and then looking at your hal lines
[05:49:16] <jthornton> you can blindly try a million things and they can almost never work
[05:49:25] <archivist> and read error messages
[05:50:24] <XXCoder> there is basically infinitely more wrong ways than right ways
[05:51:29] <jthornton> do you have a clue what a signal is in hal?
[05:51:49] <Contract_Pilot> I ahve read so many sites just makes it more confusing
[05:51:50] <jthornton> hal is so simple there are only two things after net
[05:51:55] <archivist> someone does not understand the concept of net, the main property of it having one name
[05:52:15] <jthornton> I give up if you don't read what I link you
[05:52:47] <Contract_Pilot> I read it
[05:52:52] <Contract_Pilot> I tried it
[05:52:56] <Contract_Pilot> # ---estop signals---
[05:52:56] <Contract_Pilot> net estop-out <= iocontrol.0.user-enable-out
[05:52:56] <Contract_Pilot> net estop-out => iocontrol.0.emc-enable-in
[05:53:14] <Contract_Pilot> Still no go...
[05:53:19] <jthornton> that is a correct estop loopback did you comment out all the other estop stuff
[05:53:27] <Contract_Pilot> Yes,
[05:53:46] <Contract_Pilot> I think it has to do with the way PP handels it
[05:53:50] <jthornton> than PP must require some other stuff that I know nothing about
[06:00:07] <jthornton> a post on the forum uses an external pin to toggle iocontrol.0.emc-enable-in
[06:00:18] <jthornton> so PP must require an external estop button
[06:00:42] <jthornton> net estop iocontrol.0.emc-enable-in <= somehardwarepin
[06:01:04] <jthornton> https://forum.linuxcnc.org/media/kunena/attachments/20614/Archive_2015-09-27.zip
[06:01:09] <Contract_Pilot> http://www.pastebin.ca/3692431
[06:03:43] <jthornton> this looks important this isn't useful unless a properly flashed 5i25 is present
[06:04:38] <jthornton> hmm I'd bet that PP doesn't have a show hal configuration
[06:04:44] <Contract_Pilot> I flashed my 5I25
[06:05:25] <Contract_Pilot> 5I25_7i76X2.Bin
[06:06:03] <jthornton> Bin?
[06:06:05] <Contract_Pilot> ahhh bit
[06:06:26] <jthornton> that is a normal bit file for LinuxCNC
[06:06:51] <jthornton> I just looked and didn't any bit files that looked like PP
[06:07:33] <Contract_Pilot> Thats the bit file i need be using from cncbashers instructions
[06:07:39] <jthornton> I'm pretty sure there is no pin called machine-ok-db.in in a normal bit file
[06:07:52] <jthornton> he's the man for PP
[06:08:01] <Contract_Pilot> she
[06:08:21] <jthornton> ah I forgot that is Sarah
[06:08:33] <archivist> same person :)
[06:08:44] <Contract_Pilot> yep
[06:10:16] <jthornton> can you open a terminal on PP
[06:10:46] <Contract_Pilot> I had the instructions how to do it.
[06:11:05] <jthornton> Ctrl+Alt+T on many linux machines
[06:11:39] <Contract_Pilot> Just a sec
[06:12:16] <jthornton> assuming pp is up and running in a terminal if you can open one type in halshow
[06:12:46] <jthornton> lower case T actually
[06:13:24] <jthornton> works too
[06:19:47] <Contract_Pilot> ok will go type halshow
[06:20:18] <Contract_Pilot> in pp it is crtl=alt=X
[06:21:28] <Contract_Pilot> says not found
[06:22:16] <jthornton> is PP running?
[06:22:25] <Contract_Pilot> Yes and a terminal pop up
[06:22:35] <jthornton> I guess they removed it
[06:23:06] <Contract_Pilot> ohh well been at it for hours i am beat
[06:23:38] <_methods> wtf why would they remove halshow
[06:23:41] <Contract_Pilot> I know the 5I25 is flashed right had it running with LCNC
[06:23:43] <_methods> that doesn't make any sense
[06:23:46] * jthornton wonders if PP is worth all the problems
[06:24:00] <XXCoder> whats pp
[06:24:08] <jthornton> path pilot
[06:24:17] <jthornton> tormach
[06:24:58] <XXCoder> part of linuxcnc?
[06:25:15] <Contract_Pilot> PP is lncn with a nice GUI
[06:25:24] <Contract_Pilot> ahhh lcnc
[06:25:26] <jthornton> derived from LinuxCNC
[06:25:42] <Contract_Pilot> Yep
[06:25:54] <XXCoder> ok
[06:31:28] <jthornton> didn't someone post a link to pp?
[06:32:53] <jthornton> ah found it
[06:37:01] * Tom_itx gives jthornton a liferaft
[06:39:24] <jthornton> I need one, you still getting rain?
[06:41:30] <Tom_itx> no, been fair here last couple days
[06:42:20] <Tom_itx> i hear you need more rain though to maintain your 'swamp' status
[06:42:44] <jthornton> lol
[06:42:57] <jthornton> I'd bet the swamp is over flowing
[06:43:12] <jthornton> we actually have a swamp called Mingo
[06:44:59] <Contract_Pilot> cool cncbasher e-maild me back while chatting she is on the other side of the atlantic i guess.
[06:45:15] <jthornton> yea she is in the UK
[06:45:31] <Contract_Pilot> hope i can skype with her
[06:45:50] <jthornton> did she give some insight to the estop?
[06:46:04] <Contract_Pilot> I think i have read so much info i am more than confused.
[06:46:14] <Contract_Pilot> i e-maild the configh files
[06:46:18] <Contract_Pilot> config
[06:46:36] <jthornton> how did you install PP?
[06:47:06] <Contract_Pilot> From the Restore disk
[06:47:27] <jthornton> got a link to it?
[06:48:05] <jthornton> or did you have to purchase it
[06:48:16] <Contract_Pilot> I had to purchace it.
[07:00:36] * jthornton heads to the shower to start the new day
[07:21:55] <JT-Shop> 8 1/4" rain last 24hrs for a total of 16 3/4" rain in the last 48hrs
[07:43:07] <_methods> get out the scuba gear
[07:49:02] <JT-Shop> I'm in better shape than I thought, very little wash out on the back road. Looks like my chat levee worked
[07:50:42] <_methods> that mess hit us about this time last year
[09:05:34] <Contract_Pilot> I have got movement on path pilot whooo hooo.
[09:08:43] <Contract_Pilot> This is how it was done... was a bit of luck.
http://www.pastebin.ca/3692554
[09:10:16] <Contract_Pilot> http://www.pastebin.ca/3692554
[09:10:34] <Contract_Pilot> https://youtu.be/GsQu6qKhbbQ
[09:52:44] <ctjctj> Hello. So I lost the PC that was controlling my CNC machine. The old machine had large jitter values. Large enough that I set jitter to 30,000 in order to have stable operation. The newer machine does very well for a while and then jumps over 23,000. It has on board video. I've got a cheap AGP radion(sp) card on order. I think that APM is turned off. I've read the trouble shooting tips. Why am I seeing such lousy jitter?
[09:54:10] <archivist> sometimes it is a plain dont know, find a better pc and/or video
[09:54:43] <pcw_home> 23000 is not that bad, is it causing a problem?
[09:54:53] <ctjctj> I'm hoping that the new video card helps.
[09:55:18] <ctjctj> pcw_home, that is something I needed to know. I don't know what "good jitter" is. Which I didn't realize till just now.
[09:56:05] <ctjctj> And I think it was archivist that said something like "I don't like the G540". It is much better than the CNC hobby chopper board I made but at a forced 10 microsteps it consumers lots of pulses.
[09:56:12] <Contract_Pilot> My luck sucks this week.... go to get beer dead battery! I have been fighting a intermetiant paracitic drain.
[09:56:19] <pcw_home> it really depends on how fast a pulse rate you need
[09:56:40] <Contract_Pilot> at least i got movement on path pilot!
[09:57:02] <ctjctj> pcw_home, Right now it is 20 rev. per inch. So 40,000 pulses per inch of travel. Which could be a little slow.
[09:57:28] <archivist> yup you need a mesa card to run that at speed
[09:58:28] <ctjctj> I'm looking at upgrading the lead screws from (horrid) 1/4 20 UNC to 1/2 5 ACME threads. But I have to either make or buy the zero backlash nuts.
[09:58:35] <Contract_Pilot> I am amazed at how fast this is compared to mach.
[09:58:36] * ctjctj goes to look into what a Mesa card is.
[09:58:55] <Contract_Pilot> jog is start move and stop now.
[09:59:03] <pcw_home> Yeah with that fine a pitch lead you are not going to move very fast (even with a hardware stepgen since 60 IPM is 1200 RPM)
[10:00:08] <Contract_Pilot> That is the next step for me is setting the axis.
[10:00:54] <ctjctj> archivist, pcw_home thank you both for the guidance. I don't have "the answer" but I know where to go next.
[10:00:58] <cradek> on my little machine with light cutting loads I am super happy with the ones from dumpstercnc:
http://www.dumpstercnc.com/images/1_2-8_2_Start_ACME.jpg
[10:00:59] <Contract_Pilot> I has it in mach to .001 on the Z and .0005 on the X
[10:01:18] <cradek> they've been on there for many years
[10:01:23] <Contract_Pilot> tell it to move .010 and back to 0 bang
[10:02:22] <CaptHindsight> ctjctj: what CPU and chipset is the new PC?
[10:02:33] <ctjctj> pcw_home, The other problem is getting to the places where I need to mount those nuts. I'd have to drill out two bearing mount holes which will require some magic. Hmmm, maybe I can fake it with a right angle guide so I don't have to dismount things and move it to the drill press/milling machine.
[10:02:44] <Contract_Pilot> I will never go LPT or ESS again
[10:02:55] <Contract_Pilot> Mesa all the way!
[10:03:15] <ctjctj> CaptHindsight, AMD 64, single core around 3600. "Newer" machine as in it is much faster/newer than the PoS that I was using.
[10:04:24] <Contract_Pilot> ctjctj just get a mesa and be done.
http://store.mesanet.com/index.php?route=product/product&path=83_84&product_id=215
[10:04:25] <CaptHindsight> ctjctj: what gen AMD? We use AMD APU's all the time with on chip graphics and no problems with latency
[10:05:30] <CaptHindsight> ctjctj: must be much older if it uses AGP
[10:06:06] <ctjctj> CaptHindsight, older. AGP and I think it might have a 16bit pci express but I'm not sure at this instant.
[10:08:31] <CaptHindsight> ctjctj: if the board is that old the AGP video card might help
[10:10:03] <ctjctj> I have a g540 and the linuxcnc wiki suggests the 5125:
http://store.mesanet.com/index.php?route=product/product&path=83_85&product_id=55 Will this work reasonably well? Better than the stupid printer port?
[10:10:27] <cradek> yep
[10:11:57] <ctjctj> It looks like it has a secondary header. Does that just take the extra pin outs to a back panel?
[10:13:49] <ctjctj> NM. Right here in the manual.
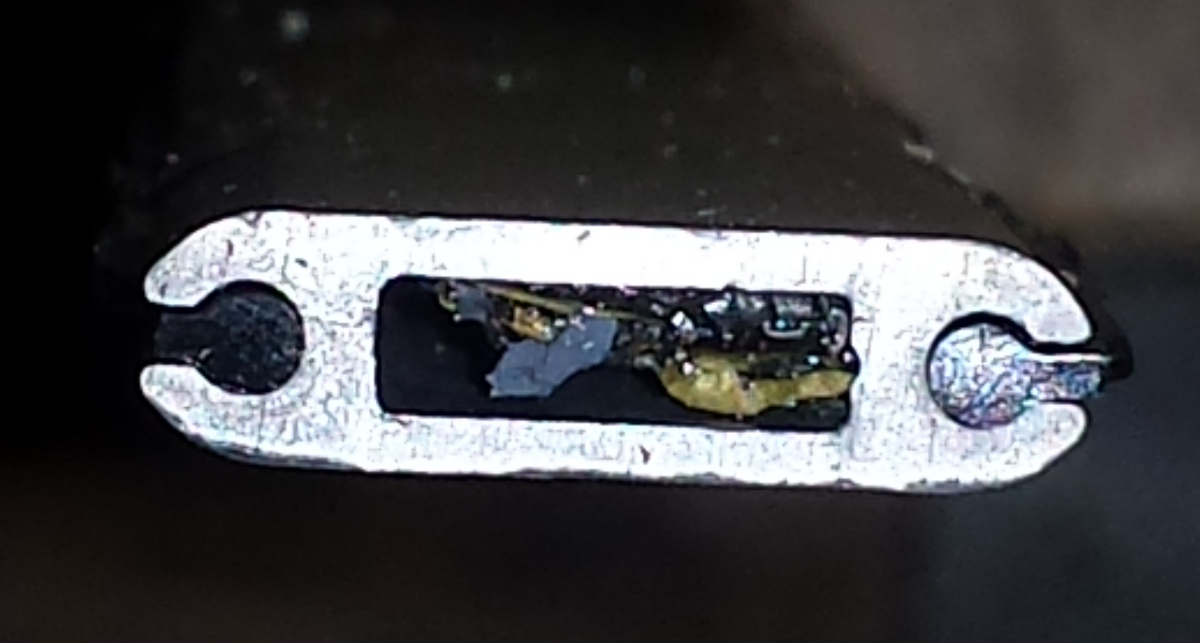
[10:14:20] <CaptHindsight> the laser is so low powered and poorly focused in the Nobel 1.0 that they don't PWM it
https://ibin.co/2rTeUifVo4aE.jpg
[10:15:00] <CaptHindsight> they just steer the beam outside the print area between layers
[10:17:37] <CaptHindsight> it prints about as quickly as FDM
[10:21:07] <nubcake> Hello, i just installed LinuxCNC and tried to configure my 3040T connected through usb->parallel adapter. unfortunately i don't seem to get it working. any help's appreciated (please don't judge my english.. i'm not a native speaker)
[10:21:56] <_methods> what isn't working?
[10:21:59] <_methods> any errors?
[10:22:10] <_methods> what breakout board?
[10:22:42] <nubcake> uhm.. i can't really tell, a huge box with some knobs and stuff on it.. it came with the machine
[10:23:59] <nubcake> i'm stuck at the configuration where it asks what kind of driver to use, since it doesn't tell anything specific in the manual or on the box i'm kind of lost..
[10:24:19] <_methods> parport
[10:24:29] <_methods> oh hold on you said usb?
[10:24:49] <_methods> i have no idea with usb
[10:25:11] <nubcake> well it's just a converter from usb to parport
[10:25:24] <archivist> nubcake, you need a real parallel port not a usb one
[10:25:32] <MacGalempsy> mornin
[10:26:04] <CaptHindsight> nubcake: post a pic of the board if you can, but you need what archivist says ^^^
[10:26:32] <nubcake> archivist: oh crap... thanks for the info, i'll see if it has a socket on the board where i could connect one otherwise i might get a pci card then.. be right back in a minute or two (thanks for the help)
[10:29:03] <CaptHindsight> FYI LPT BOB for $4.19 ships from the US
http://www.valuehobby.com/5-axis-cnc-breakout-board-for-stepper-driver-controller-mach3-for-arduino.html
[10:30:41] <nubcake> CaptHindsight: i'll post a pic once i opened the controllerbox, but i'll go check if i have a spare pci-parport card flyin around somewhere first
[10:33:28] <MrHindsight> how does M68 end up at the correct LPT pin? Custom HAL
http://pastebin.ca/3692654
[10:34:58] <CaptHindsight> nubcake: no big deal, just wondering what it looks like
[10:50:05] <Contract_Pilot> I am happy happy happy.
[10:50:23] <plpower> hi all it is a wonderfull day in germany
[10:50:27] <Contract_Pilot> been up almost 20 hours fell acomplished!
[10:50:52] <plpower> Contract_Pilot: it is so easy estop chain
[10:51:10] <plpower> why in hal use halui
[10:51:23] <plpower> for external or simple cut of a relay chain
[10:51:35] <Contract_Pilot> not if you have never done it and when reading get 10 diffrent answers
[10:51:38] <plpower> stepper power for instance
[10:51:53] <plpower> ok
[10:52:07] <Contract_Pilot> what halui?
[10:55:03] <JT-Shop> MrHindsight: M68 will not function unless the appropriate motion.analog-out-nn pins are connected in your hal file to outputs
[10:55:17] <JT-Shop> http://linuxcnc.org/docs/2.7/html/gcode/m-code.html#mcode:m68
[11:01:07] <CaptHindsight> JT-Shop: M68 E0 Q99 or M68 E0 Q1 produces no output on LPT pin1, what am I missing?
[11:03:32] <JT-Shop> what shows up when you watch the pins in the watch window?
[11:03:36] <CaptHindsight> or M67 E0 Q0.5, in fact what is the proper syntax for the Q in M67? is it 00 - 99 or 0.0 to 1.0 or?
[11:04:49] <JT-Shop> M68 E0 Q79 in my case is for 79 volts
[11:05:09] <JT-Shop> so I assume 79.5 would be for 79.5 volts in my case
[11:06:16] <CaptHindsight> what is range of valid inputs for Q?
[11:06:53] <JT-Shop> depends on the value of num_aio
[11:07:20] <JT-Shop> 0-4 if you didn't add more
[11:07:39] <JT-Shop> opps 0-3
[11:08:01] <CaptHindsight> thanks
[11:08:19] <JT-Shop> open the hal configuration window and look at the motion pins
[11:10:06] <JT-Shop> isn't pin 1 on the parallel port sometimes a troublesome pin
[11:10:51] <plpower> yes it is
[11:11:03] <plpower> pin1 is the first to die in pease
[11:11:29] <plpower> only for switching no pwm or pulse on it
[11:15:28] <CaptHindsight> looks like it works on LPT 02
[11:15:34] <CaptHindsight> pin 02
[11:17:12] <CaptHindsight> plpower: what happens with pin 1 on the LPT?
[11:18:09] <plpower> its in the most mashines a 3state trigger and it burns off at more then 600»microvolts backpull
[11:18:26] <plpower> µV
[11:18:55] <plpower> a htc will pull this as well as a 817
[11:19:09] <plpower> only 2630 are to save inshure
[11:20:05] <plpower> but the hit is a 2630 can not get a koppel relay to work as 10mA is to low to pull the trigger
[11:20:29] <plpower> a 817 optoisolation will pull it at 30mA
[11:21:00] <plpower> i use a simple transistor board beond the 2630
[11:21:19] <plpower> never lost a pin since
[11:21:32] <plpower> even on the most hazard tb6560
[11:23:24] <plpower> the china crap is only configured for bema17 use with the 100pf on the bag at 150pf it is well a good board but reatches top speed at 25ksteps per sekend on parport only thru the 2630
[11:23:50] <plpower> someone here got 3dsmax access
[11:24:04] <plpower> to change a file from max to step
[11:24:54] <CaptHindsight> thanks and sorry but how about NX, Catia, SW or Creo?
[11:25:34] <CaptHindsight> NX might import 3dsmax, let me check
[11:26:16] <plpower> CREO is real cool but i got only WF4
[11:26:52] <plpower> CaptHindsight: here is the file
http://www.cadnav.com/3d-models/model-19129.html
[11:27:54] <plpower> file direct www.cadnav.com/plus/download.php?open=2&id=19129&uhash=ac633b31002464e48103532b
[11:30:06] <plpower> im off till later
[11:33:30] <CaptHindsight> whaddayah know we have 3dsmax2015
[11:47:19] <CaptHindsight> figures it exports an empty IGES, doesn't even offer STEP
[12:13:40] <MacGalempsy> sanity check. if a negative encoder value is necessary, then the A and B channels are reversed. TRUE?
[12:18:27] <pcw_home> You can reverse the count direction either by swapping A and B or changing sign of the encoder scale
[12:25:39] <MacGalempsy> the problems I have is the machine homes on the y-max limit switch. I set y- max to 4.75 y-min = -0.001. but moving the table up creates a negative y-value (encoder = -50000)
[12:26:32] <MacGalempsy> the machine homes but then when I go to move the axis is says machines exceeds neg soft limit AND machine exceeds pos soft limit
[12:26:43] <MacGalempsy> the count and all is good
[12:27:07] <MacGalempsy> if i go and reverse the encoder count, then the machine jumps and a following error occurs
[12:27:52] <MacGalempsy> swap motor leads and reverse encoder?
[12:36:47] <CaptHindsight> home on max Y limit switch would make max Y a 0
[12:45:20] <pcw_home> If you change the sign of both the input scale and output scale you should be up and running
[12:45:21] <pcw_home> if you reverse either by themselves you will get a runaway (and immediate following error)
[12:50:32] <CaptHindsight> I'd like to see how they vary the compression ratio on the fly
http://www.reuters.com/article/us-autos-japan-nissan-engine-idUSKCN10P0IK
[12:51:08] <CaptHindsight> combustion chamber morphing technology
[12:52:49] <CaptHindsight> combustion chamber in an opposing piston to vary the chamber volume?
[12:54:25] <archivist> CaptHindsight, some do it by phase adjusting
[12:55:17] <CaptHindsight> one design moves the crank closer and farther from the head
[12:57:31] <CaptHindsight> Porsche varies the length of the connecting rods
[12:58:51] <archivist> one engine I know had a rotatable port and some extra chamber so it could be multifuel (diesel/petrol/paraffin)
[12:59:13] <archivist> 1920's :)
[13:09:17] <MacGalempsy> pcw_home: input = encoder_scale and output being the output_scale
[13:09:20] <MacGalempsy> ?
[13:10:07] <Guest74085> yes (those ini names can be anything of course)
[13:11:18] <Guest74085> These look to be a decent hm2-eth motion card host computer:
[13:11:19] <Guest74085> http://www.ebay.com/itm/HP-COMPAQ-dc7900-ULTRA-SLIM-DESKTOP-CORE-2-DUO-3-00GHZ-2GB-RAM-USFF-W-ADAPTER-/311669115029?hash=item4890ed4895:g:6mMAAOSwhOdXog7Y
[13:11:21] <Guest74085> (ran for a weekend running videos without incident)
[13:16:39] <plpower> hi from a cool milling day
[13:19:04] <plpower> Guest74085: almost every will run if you dont nedd to many steps per second
[13:19:22] <plpower> CaptHindsight: did you get the file converted
[13:19:34] <plpower> woudt realy help me
[13:19:57] <plpower> even stl will get me futher
[13:20:02] <Guest74085> This is about reliable real time Ethernet performance (not step rate related)
[13:20:39] <plpower> best guess is a j1900
[13:21:16] <plpower> CaptHindsight: still on ?
[13:21:36] <CaptHindsight> plpower: first time I've used 3dmax, it doesn't output STEP and the IGES was an empty file
[13:21:57] <plpower> on the max sample
[13:22:07] <CaptHindsight> yes
[13:22:18] <plpower> is the sample visible on screen
[13:22:46] <CaptHindsight> it opened fine in 3dmax2015 but it said it was from an older version
[13:23:08] <plpower> as expected near 5years old
[13:23:20] <CaptHindsight> didn't want to export to an STL either, even though it's an option
[13:23:22] <plpower> so can you oputput a stl
[13:23:40] <plpower> for engraving strl is ok
[13:23:49] <plpower> stl
[13:24:02] <CaptHindsight> tried but no file was created
[13:24:31] <CaptHindsight> could be user error, only have 10 minutes experience with it
[13:25:06] <CaptHindsight> open file... wait.... export file to IGES... wait... empty IGES file
[13:25:13] <plpower> ok
[13:25:19] <CaptHindsight> no STEP option
[13:25:22] <plpower> stay on its a real cool mill
[13:26:21] <plpower> 3dsMax2015 does not export the STEP format.
[13:26:27] <plpower> sad
[13:27:26] <plpower> you need to select the geometrty first then MAX export
[13:29:25] <plpower> according to autodesk
[13:32:08] <plpower> CaptHindsight: even obj can be handeld by blender and converted if only change to get the geometry
[13:33:15] <plpower> i see fusion360 may also handlöe max i will check
[13:33:33] <CaptHindsight> didn't work
[13:33:40] <CaptHindsight> have to look at it later
[13:34:02] <plpower> will ask tomorrow so thanks for the first help
[13:45:36] <Tom_itx> CaptHindsight is it a 3d file?
[13:54:06] <miss0r> Hello people. I have a question here. When doing round milling operations - circles, be that internal or external. I get some marks where the circle crosses the x/y lines. I have deducted that is is probaly caused by some sort of play somewhere in the mill. it is running an old philips 432 controller, and has a digital positioning system on all axis. How do I go about finding the source of the problem?
[13:55:02] <cpresser> miss0r: take a look at the g-code. is it one complete circle or 4 arcs?
[13:55:21] <miss0r> mostly two arcs
[13:55:30] <cradek> put a dial indicator in the spindle touching the sides of a 123 block clamped on your table, and push the table in all directions. try twisting it too.
[13:57:06] <miss0r> +cradek: that will tell me if theres play in the ballscrew, and the twisting motion will tell me if theres play in the linear ways?
[13:57:51] <cradek> yes more or less -- at least it might tell you what test 2 should be
[13:58:24] <cradek> on the other hand I have no idea what a philips 432 control does. maybe it stops at the quadrant points and starts again, who can say
[13:58:55] <cradek> maybe it has maladjusted or otherwise-ill-advised software backlash compensation
[13:59:12] <cradek> but start with looking for looseness on the machine
[13:59:57] <cradek> or if you need very round holes, like for pressing in bearings, unless your machine is perfect just use a boring head
[14:03:28] <miss0r> indeed. I hardly ever do a bearing fit that isn't on the lathe. But it does not look nice, is all :)
[14:04:11] <miss0r> firing up the mill
[14:05:11] <miss0r> I haven't seen any backlash compensation anywhere in the 'parameter' list, that makes up the configuration of this 1986 mill
[14:06:11] <MacGalempsy> pcw_home: thanks for the help. I finally have it all going the correct way
[14:09:42] <gregcnc> capthindsight the Renault variable compression patent
https://www.google.com/patents/US6505582 similar to honda exlink mechanism but different function
[14:09:55] <gregcnc> not renault, nissan
[14:11:49] <miss0r> +cradek: I can maybe force it(!) to move 0.01mm, by perhaps putting 100 pounds of force on the side. but, movement is movement... Sounds alot like my ballscrews are worn
[14:12:21] <miss0r> +cradek: would you agree with that analisys?
[14:13:03] <cradek> if it only moves .01mm you haven't found the problem yet
[14:15:07] <miss0r> also, I just notised, while trying to force the table in the Y-directioon, forgetting that the ram with the spindle on does that for me, that I can lift and push the table down, creating a somewhat simular error, while measuering on the Y direction
[14:15:18] <miss0r> that sounds to me like play in the linear ways
[14:16:05] <miss0r> the problem with this technique, is the table on its own probally weighs 300 pounds, and is not moved easily :)
[14:16:16] <cradek> does it have dovetail/gibs or linear rails?
[14:16:51] <miss0r> excellent question. Haven't had it taken that far apart yes
[14:18:15] <miss0r> the ram looks like dovetail. and the x-axis is some sort of linear way.
[14:18:38] <cradek> keep an open mind and keep measuring
[14:18:40] <miss0r> as in, a flat surface in the bottom and a "hook" on the top
[14:18:52] <cradek> it could just be something loose - rail mounting, ballscrew end bearing, etc etc
[14:19:22] <cradek> oh sounds like not rails
[14:21:10] <miss0r> indeed. I found something disturbing. While forcing the ram from side to side I get very little play (also 0.01mm) but when I hammer it with my hand, I can make the needle on the dial jump almost 0.08mm it seems
[14:21:47] <cradek> does it stay or bounce back?
[14:21:53] <miss0r> it bounces back
[14:22:11] <cradek> that's normal. all machinery is made of bouncy jello.
[14:22:40] <miss0r> I don't like that a 5500 punds heavy equipment is jello :)
[14:22:40] <Tom_itx> flex
[14:23:12] <Tom_itx> everything has flex and can be measured
[14:23:29] <SpeedEvil> 100lb is quite a large force
[14:23:35] <Tom_itx> deflection
[14:24:06] <miss0r> SpeedEvil: well, if I want to detect play with this heavy equipment I pretty much have to?
[14:24:06] <SpeedEvil> don't assume that your dial is accurately reading jumps
[14:24:21] <miss0r> that is true
[14:24:26] <SpeedEvil> miss0r: sure. The question is not 'can I detect deflection'.
[14:24:44] <SpeedEvil> miss0r: the question is 'Is this amount of deflection acceptable for this machine'.
[14:25:15] <miss0r> I'm having a hard time determining how big the deflection is. I will try to take a picture, and you can help me judge
[14:25:19] <SpeedEvil> Holding under a half of a thou at 100lb is in many cases just fine
[14:27:19] <miss0r> indeed. It could be programming I guess...
[14:27:37] <miss0r> I just want to make damn sure before I start rewriting the post processor again
[14:28:25] <miss0r> https://drive.google.com/open?id=0B51cA8Udo5i7MkhqQm9zanFENVU
[14:28:42] <miss0r> This is a picture of an outside diameter, where theres a "bump"
[14:28:53] <cpresser> miss0r: well, you can test that by writing some gcode manually and see how it works out
[14:29:19] <miss0r> cpresser: thats not a half bad idea
[14:30:20] <miss0r> on the picture - I am having a hard time telling myself, but it feels like the cur is a bit deeper on one side, and that is what makes it look like a bump
[14:32:54] <miss0r> I must admit to having thought that the controller on this mill is the issue. running a circle is just about the most complicated operation it will ever do/was designed to do. perhaps it thinks about it a tad too long - creating a standstill
[14:34:49] <miss0r> just did a simple circle in mastercam - the circles are seperated into two arcs, and all my circles have 4 marks in them. so not 'just' programming then
[14:35:55] <gregcnc> have you checked backlash by approaching from both directions?
[14:36:19] <miss0r> doing that as we speak
[14:36:38] <cradek> if the control is unknown you can't
[14:39:26] <gregcnc> a machine with linear scales shouldn't have much issue with backlash and would probably pass this test
[14:39:46] <miss0r> checking all sides of the 123 block yeilds a result under 0.003mm
[14:40:26] <miss0r> i'm happy with that
[14:40:52] <miss0r> especially knowing my 123 blocks are off by 0.001mm
[14:41:20] <miss0r> +cradek: can't what?
[14:41:39] <cradek> can't test mechanical backlash by using the control in any way
[14:42:27] <miss0r> huhmpf... that makes it hard to do anything realy then :)
[14:43:50] <miss0r> well, using the controller I have determined that the position/reposition is acurate within 0.003mm on the dial. and with the dial I have determined that I can only force 0.01mm play. This all looks good, but the final product does not
[14:44:32] <cradek> maybe the control stops at the quadrants
[14:44:51] <cradek> program some big fast circles and feel the table as it moves
[14:44:54] <miss0r> that translates to a shitty controller :) I will see if anyone online have had that problem
[14:45:43] <cradek> people online are no help! keep collecting your own data. :-)
[14:46:11] <miss0r> writing a program :)
[14:46:26] <gregcnc> did you measure these bumps?
[14:48:03] <miss0r> gregcnc: I did not actualy. I would have to spend alot of time setting it up in the lathe
[14:48:30] <gregcnc> cut circle and indicate it from the milling spindle?
[14:49:24] <miss0r> I guess I could do that
[14:49:32] <cradek> if you cut something soft at low speed/high feed, you can maybe see each flute's cut, and tell with your eyes whether it slows or stops
[14:49:58] <JT-Shop> press brake almost done
http://gnipsel.com/images/press-brake/press-brake-08.jpg
[14:50:24] <cradek> if you have a 4 channel scope you could scope both X and Y tachs and see the actual velocity at the screws
[14:51:14] <cradek> a 2 channel scope could show you both velocity commands (I assume velocity servos)
[14:53:15] <miss0r> I think you are right with the servos :) I have a 4 channel scope. But I haven't touched it in... perhaps 15 years
[14:53:42] <miss0r> I just ran a helical movement at 2000mm/min
[14:54:10] <miss0r> I can feel a small bump when the x axis changes direction - it is not as pronounced with the y axis
[14:54:39] <miss0r> That might be play in the ballscrew, causing it to do a 'hard start'
[14:55:13] <cradek> a loose ball nut can be heard more than felt, because the table gets thrown back and forth across the slop
[14:55:24] <FloppyDisk5_25> that's a lot of c-clamps...
[14:55:57] <cradek> are these analog velocity mode amps?
[14:56:01] <miss0r> +cradek: I guess it makes a sound doing so. but not metalic
[14:56:28] <miss0r> +cradek: I wish I knew what you were asking
[15:00:10] <miss0r> bleh. this troubleshooting will have to conclude another day. The kids just woke up. See you guys, and thanks for the help
[16:27:54] * Jymmmm flashes the channel
[16:33:41] <jymmm> Whats the most "common" user owned gas cylinder, 80CF ?
[16:33:58] <jymmm> nitrogen specifically, but could be argon, helium, etc
[16:37:15] <Frank_15> i should be looking one for my z axis counterweigh
[16:43:15] <Deejay> gn8
[16:45:14] <JT-Shop> anyone know where I can get something like this?
http://gnipsel.com/images/discovery-308/y-guard-01.jpg
[16:45:33] <JT-Shop> it's the Y axis linear rail guard on the 308
http://gnipsel.com/images/discovery-308/y-guard-02.jpg
[16:45:56] <JT-Shop> fixed it but it fell apart again... the rubber connectors are rotten
[16:47:13] <jymmm> whats the backside of the first pic look like?
[16:47:23] <JT-Shop> like the front side
[16:47:44] <jymmm> theyre flat bars?
[16:48:15] <JT-Shop> it's just extruded aluminum strips with a rubber connector crimped in
[16:48:31] <JT-Shop> more or less flat yea
[16:48:58] <jymmm> why rubber?
[16:49:15] <jymmm> as opposed to some plastic/polymer
[16:50:17] <jymmm> You could drill/tap each bar anss use 1" nylon webbing is why I ask
[16:50:23] <jymmm> and*
[16:50:28] <JT-Shop> well I didn't send a sample to get spectrum analyzed so I just a common term to cover all flexible things
[16:50:42] <JT-Shop> I think the design is to keep the water out too
[16:51:12] <jymmm> Well, rubber can be chemical resistant too, where other materials arent
[16:51:48] <jymmm> Is/was the rubber the entire width of the bars?
[16:51:48] <JT-Shop> http://www.hennig-inc.com/products/flexible-apron-covers/aluflex/
[16:51:55] <JT-Shop> that seems to be the part
[16:52:01] <JT-Shop> yea
[16:52:25] <jymmm> PU hinges
[16:52:54] <JT-Shop> PU?
[16:56:44] <MacGalempsy> how about a roll or rubber mat, and use machine screws with a rubber washer?
[16:57:07] <MacGalempsy> that would be both flexible and water proof
[16:57:47] <MacGalempsy> or instead of washer, use like a 1x1/8" aluminum bar to sandwich the rubber mat?
[16:58:48] <JT-Shop> it has to be the same thickness or less so a sheet of CI rubber might work for a while
[17:00:32] <MacGalempsy> machine a flexible tounge and groove on each side, then slide them together
[17:06:43] <jymmm> PU = polyurethane
[17:06:59] <jymmm> PE = polyethelene
[17:07:54] <JT-Shop> ah
[17:07:56] <jymmm> JT-Shop: Can you take a pic of the end view?
[17:08:11] <jymmm> in focus, close up
[17:08:37] <jymmm> of just one of the bar ends
[17:12:27] <Tom_itx> JT-Shop,
http://www.centryco.com/linear-way-covers-2/
[17:13:02] <JT-Shop> no room for a bellow type
[17:13:12] <JT-Shop> must be < 1/4" thick
[17:13:12] <Tom_itx> they have all sorts
[17:13:59] <jymmm> JT-Shop: hows that pic coming along?
[17:14:38] <Tom_itx> http://cnc-specialty-store.com/services-support/waycover-repair-service--cnc-machinery-and-equipment?gclid=COGDgeKyxM4CFQIJaQodwkUPbw
[17:14:48] <Tom_itx> maybe they have the rubber joint
[17:16:28] <Tom_itx> http://www.motorcityrepair.com/way-cover-repair?gclid=CNjqkZOzxM4CFQIJaQodwkUPbw
[17:16:50] <JT-Shop> jymmm:
http://gnipsel.com/images/discovery-308/y-guard-03.jpg
[17:19:12] <Tom_itx> you can't still get those replacement parts?
[17:19:13] <jymmm> JT-Shop: Ok, excellent...
[17:19:39] <JT-Shop> Tom_itx: I really don't know if you can
[17:19:58] <jymmm> JT-Shop: What you can do is get some thin wall PU Tubing, flatten it out so it fits in the grooves, then slide a long wire down the ends to hold it in place
[17:20:22] <jymmm> like a really long cok of sorts
[17:20:38] <jymmm> how wide are thsoe bars?
[17:20:38] <Tom_itx> i doubt you could get the wire fed thru it easily
[17:20:55] <jymmm> SS welding wire would do
[17:21:31] <jymmm> they you can repair aytie you want too
[17:21:45] <JT-Shop> 17" but the rubber part is crimped in 8 places so no getting it out
[17:22:30] <jymmm> dremel out the crimps?
[17:22:52] <jymmm> or just insert the wire on each end?
[17:23:53] <jymmm> thin wall PU tubing
http://www.apextrusion.com/polyurethane-tubing.html
[17:24:18] <jymmm> PU doens't like alcohols
[17:25:19] <jymmm> petrolium, solvents, no problem
[17:27:02] <jymmm> JT-Shop: Worse case, have them send you a few size samples and try it out.
[17:31:40] <Tom_itx> JT-Shop i bet you could press those out
[17:31:59] <Tom_itx> is your press deep enough to add short rods a few at a time?
[17:33:18] <JT-Shop> a 2.25mm rod 17.5" long would be fun to press with lol
[17:33:33] <Tom_itx> that's why i said use short pieces
[17:33:42] <Tom_itx> so they don't buckle
[17:35:26] <Tom_itx> support the sides of the sections with a flat steel bar clamped so they don't bend
[17:36:24] <JT-Shop> I'll get a quote from Hennig first to see what I want to try
[17:36:47] <JT-Shop> the brochure they sent me it looks like an off the shelf item
[17:38:00] <JT-Shop> maybe not as bad as I think and maybe it is lol
[17:38:19] <Tom_itx> if you can get new seals i think you could replace em
[17:41:13] <JT-Shop> I just asked if the polyurethane hinges are a replacement item
[17:46:54] <enleth> so the rackmount 48V/62A power supply I bought for $80 seems to be isolated and capable of series operation, which means I'm good to go with two of these as a temporary servo power supply
[17:47:24] <SpeedEvil> enleth: Do put a large diode across each in case of shorts
[17:50:46] <enleth> to protect the power supply? it doesn't seem to be necessary
[17:51:28] <enleth> the thing is so overengineered it could probably survive as a welder if it weren't for the fact that it shuts off on overload
[17:52:07] <enleth> I didn't take any pictures yet but I'm pretty sure that's the beefiest SMPS I've seen so far, as far as beefines/power ratio goes
[17:53:17] <JT-Shop> Contract_Pilot: I see you made progress on the estop problem way to go
[17:53:35] <enleth> it weighs 30kg with very little dead weight - just some lightweight aluminum frame/panels and two large but slim aluminum heatsinks
[17:53:49] <SpeedEvil> enleth: If it shorts, and one 'wins' - one goes to -48V
[17:54:16] <enleth> I'd say about 27kg of that is the PCBs and components
[17:54:49] <enleth> SpeedEvil: -48V relative to what?
[17:55:04] <malcom2073> enleth: Whatever it is shorted to :-P
[17:55:34] <enleth> I'm pretty sure they're designed for ground-positive operation, too
[17:55:40] <malcom2073> Is the rest of your system?
[17:56:20] <SpeedEvil> enleth: If you have two power supplies in series, and short the outputs
[17:58:06] <SpeedEvil> In practice, the output currents / short circuit limit / output capaictances won't match, and one will be reversed
[17:59:57] <enleth> what's the resulting output voltage of the whole series arrangement in such a case?
[18:00:52] <SpeedEvil> 0
[18:01:00] <SpeedEvil> As it's shorted
[18:01:56] <enleth> OK, so it's just two supplies trying to overpower each other then, and the diode is there to make both trip their overcurrent protection immediately?
[18:02:22] <SpeedEvil> It's two power supplies connected + to - and - to +
[18:02:36] <SpeedEvil> the diodes across each is to make sure that they can't have their polarity reversed
[18:04:04] <enleth> OK, clear now
[18:05:25] <enleth> I wouldn't be surprised if they do have those diodes built-in, though - there was something looking like a hefty diode on the output board, but I didn't have a good viewing angle to identify it
[18:08:20] <SpeedEvil> They probably do.
[18:08:40] <SpeedEvil> It is however a cheap thing to add, and stops the output diode dying if this happens
[18:08:50] <enleth> good point
[18:16:17] <enleth> anyway, I can crank them up to 61V each, which gives me 122VDC at a bit less than 60A for two supplies, or get three and have anywhere from 130 to 180V at mostly full power
[18:17:12] <enleth> which is, current-wise, a lot more than I need, with 3x CC423 (15A continuous, 30A peak), at most 2 of which will ever run full power at the same time, if even that
[18:18:20] <enleth> so it's a question of maximum motor voltage I'm expecting to use, and the back-EMF to be countered for maximum torque I'll be getting during roughing and whatnot
[18:21:13] <enleth> there's no point running a 1980s Bridgeport iron faster than 5000mm/min even for jogs, which with a 5mm pitch screw and 2:1 gearing means 2000rpm is the fastest I'm going to go
[18:22:58] <enleth> that translates to 88V at no load, everything above that voltage is going to be back-EMF compensation
[18:26:30] <enleth> so it's the time to do some math
[20:03:57] <Frank_15> guys, is there a way i can get 5mm aluminum/steel/bronce shims about 3*2 inches? *precision shims*
[20:04:28] <norias> how precise?
[20:05:23] <Frank_15> .004 ?
[20:05:36] <Frank_15> less would be much better..
[20:06:46] <norias> in what dimension?
[20:06:50] <norias> thickness?
[20:06:55] <norias> what shape?
[20:07:01] <norias> basically, yes
[20:07:21] <Frank_15> lol
[20:07:36] <norias> just buy the correct thickness of stock
[20:07:40] <norias> and waterjet
[20:08:02] <norias> what country are you in?
[20:08:55] <Tom_itx> https://www.grainger.com/product/3L521?gclid=CMjHy9zZxM4CFQGSaQodip4O1w&cm_mmc=PPC:GOOGLEPLAA-_-Machining-_-Machining%20Supplies-_-3L521&AL!2966!3!50916767157!!!g!71849891959!&s_kwcid=AL!2966!3!50916767157!!!g!71849891959!&ef_id=V7JhMgAABPfdMCA6:20160816004122:s
[20:09:09] <Tom_itx> 6 x 12
[20:10:18] <Frank_15> tom, thats the idea but in 5mm thick 1 piece.
[20:11:15] <Tom_itx> wouldn't be a shim at that point
[20:27:58] <Frank_15> ground flat steel stock, any good place to pick metric sizes? someone ??
[20:28:24] <Frank_15> on ebay they sell 500mm long, too much, i cant cut it
[20:53:25] <norias> mcmaster?
[20:53:30] <norias> what country are you in?
[21:07:05] <Frank_15> will check that one
[21:12:53] <norias> ?
[21:18:46] <Frank_15> mcmaster, awesome page, thank you. im leaving for today gn8
[21:19:14] * norias shrugs.
[21:23:04] <gennro> Anyone use servos made by Leadshine from China?
[21:23:26] <norias> i'm sure someone does
[21:25:01] <BeachBumPete> I almost bought the faux servos they look kinda impressive but went with a.c. servos instead.
[21:25:30] <gennro> Yeah Leadshine offers both a DC and AC servo
[21:26:34] <BeachBumPete> I bought the DMM servos but lots of people use the leadshine stuff it's decent by most accounts
[21:32:06] <gennro> I probably don't need servos for the size of my machine anyways
[21:38:11] <BeachBumPete> Possibly my machine is a commercial cnc lathe. Smaller machines do fine with steppers
[21:40:24] <gennro> Mines just a small cnc router
[21:41:24] <BeachBumPete> Maybe check out those closed loop steppers for it then nice to have feedback
[21:42:01] <BeachBumPete> Well gotta go to sleep work comes early now ;)
[23:22:38] <Ralith_> gennro: I don't know much, but I'm pretty sure leadshine is well regarded
[23:43:17] <Lowridah> leadshine sounds like what i get when i put brass fitting on my still and don't pickle them before i make white lightning
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}