Back
[01:21:16] <archivist> I wonder what kind of robot needs microns
[01:23:07] <XXCoder> everything needs tolences but I dont know about robot heh
[01:24:55] <archivist> going from printed parts to machined is already an order of magnitude better
[01:49:06] <XXCoder> https://www.youtube.com/watch?v=CIRKRzw54Zs
[01:49:09] <XXCoder> pretty amazing
[01:49:14] <XXCoder> consider the junk
[01:59:55] <XXCoder> I like how he uses crap t teach about backlashes and issues
[02:03:47] <MattyMatt> nobody in the comments seem to know about mouse acceleration
[02:04:11] <XXCoder> I always thought that was built in drivers
[02:04:15] <XXCoder> not firmware
[02:04:24] <MattyMatt> usb mice don't use drivers anymore
[02:04:25] <archivist> and plain errors
[02:05:35] <MattyMatt> or rather, they all use the standard one, so accel will have to be inside the mouse firmware
[02:05:37] <enleth> MattyMatt: that's just not true, they do use system-provided USB HID drivers, unless there is a specific driver installed (for some weird gamer mice and such)
[02:05:59] <archivist> I think they are an approximate velocity device, not an accurate distance device
[02:07:33] <enleth> and the same weird gamer mice will often skip any built-in acceleration because it's bad for games, so there are mice that just don't do this
[02:07:55] <enleth> besides, software acceleration is still a thing under Windows and X at least
[02:08:37] <enleth> I don't see how using standard HID drivers implies that acceleration "will have" to be in the firmware
[02:08:40] <archivist> iirc the protocol allows for reduced data at speed
[02:09:30] <MattyMatt> yeah probably now I think about it, but he's likely to be working with the accel data, rather than the raw linear, unless he's taken steps to disable the accel
[02:09:35] <XXCoder> I wonder if mouse is still usable if hack it and get say raw data
[02:09:41] <archivist> remember mice worked well on serial ports back in history
[02:09:56] <XXCoder> archivist: yeah owned few of those
[02:09:58] <MattyMatt> atari st was best. AB
[02:10:01] <XXCoder> ps2 ones too
[02:10:13] <MattyMatt> only 72 dpi tho
[02:10:16] <XXCoder> I basically owned most standard versions of computer mouses
[02:10:43] <MattyMatt> I still use ps2 mice, because KVM
[02:11:04] <XXCoder> though I guess it is easier (and far more accurate!) to homebrew encoder
[02:11:18] <archivist> and a lift to reposition on screen is probably automatic and you wont notice you are doing it
[02:15:32] <enleth> the HID report packet for a standard USB mouse contains, among other things, two signed 8-bit integers that denote position relative to the previous report
[02:15:47] <MattyMatt> I've thought that a webcam and a printed nonregular pattern, and the right software would give a good absolute encoder
[02:15:56] <enleth> so it is perfectly possible for a USB mouse to provide raw movement data with no artificial acceleration superimposed
[02:16:20] <enleth> whether it does that or not could be measured I guess
[02:16:27] <MattyMatt> there were a lot of +64 and +128 etc on his display, which is what made me think of accel
[02:16:54] <archivist> but that relative change is never an exact amount considering the technology, slip etc
[02:19:19] <enleth> archivist: under ideal conditions an optical mouse sensor could be quite precise, it's just a small shitty digital camera that snaps 16x16 or slightly bigger pictures at a high framerate and calculates overlap/movement between each consecutive pair
[02:20:20] <MattyMatt> yeah it probably drops any uncertainty after each pair of frames, so errors will accumulate
[02:21:43] <MattyMatt> my webcam idea wouldn't, as each frame would be absolute, based on the reference image
[02:23:23] <MattyMatt> how much cpu would you need for that kind of image recognition tho? $2 $5?
[02:25:17] <MattyMatt> any more than $5 and you'd probably be better off with a rack & pinion and an omron
[02:26:10] <MattyMatt> make a gear that runs on m3 threaded rod etc
[02:27:53] <MattyMatt> lessee, 10 tooth gear on 0.5mm pitch, 200 ppr = 0.025mm aka 0.001"
[02:27:58] <archivist> enleth, except for the randomness of the paper and the resolution conspire to thwart that dream
[02:28:08] <XXCoder> MattyMatt: or whatever junkyuard has
[02:28:16] <archivist> and reflection of a shiny surface
[02:30:06] <MattyMatt> long travel clocks with digi outputs ftw
[02:30:23] <MattyMatt> there's a 2" on aliexpress for <$20 like that
[02:32:35] <XXCoder> MattyMatt: got link? it seems ungoogleable
[02:35:02] <MattyMatt> maybe I imagined the 2". I can only find 1/2" and 1", but they are cheap and have the dataport
[02:35:55] <XXCoder> linky
[02:37:49] <MattyMatt> http://www.aliexpress.cohttp://www.aliexpress.com/item/Digital-Dial-Indicator-0-12-7mm-0-5-x0-01mm-electronic-dial-gauge/32316378403.html here's the cheapest I can find atmm/item/Digital-Dial-Indicator-0-12-7mm-0-5-x0-01mm-electronic-dial-gauge/32316378403.html
[02:38:14] <MattyMatt> http://www.aliexpress.com/item/Digital-Dial-Indicator-0-12-7mm-0-5-x0-01mm-electronic-dial-gauge/32316378403.html clean link
[02:38:21] <XXCoder> ahh yeah that one
[02:38:34] <XXCoder> pretty cheap to have output.
[02:42:28] <XXCoder> bah encoder nema23s is still quite expensive
[02:42:35] <MattyMatt> here's a thought. when you use a linear encoder in a closed loop, does the servo thrash the backlash constantly?
[02:43:45] <MattyMatt> or is that something you can tune out with the PID?
[02:44:43] <MattyMatt> those fake chinese omrons on ebay look like they'd go on the back of a nema23 quite neatly
[02:45:08] <MattyMatt> yay for dual shaft motors. most of my nema23 have a back shaft
[02:45:40] <XXCoder> mine does not
[02:45:58] <XXCoder> if I upgrade THAT as well as go whole electrics system update
[02:46:03] <MattyMatt> can you see the end of the shaft tho? could you tap it?
[02:46:12] <XXCoder> lemme look
[02:49:32] <MattyMatt> hmm. this £26 android tablet has plenty of cpu and a crappy VGA cam. I should try that encoder idea
[02:50:54] <MattyMatt> using a steel rule as the image strip
[02:50:59] <MattyMatt> just because
[02:51:25] <MattyMatt> I don't have a 1" wide high contrast bayeux tapestry repro
[03:06:56] <Deejay> moin
[03:07:08] <XXCoder> hey
[03:07:33] <XXCoder> MattyMatt: though it'd be nice to use same tech as multimeter as positional sensor
[03:07:36] <XXCoder> far accurate
[03:07:47] <XXCoder> though not too sure about precision
[03:10:14] <archivist> I dont see much relationship between a multimeter and a position sensor
[03:11:47] <XXCoder> I saw linear sensor that looks exactly same as multimeter, only no usual stuff for checking size of stuff
[03:13:43] <XXCoder> like this
https://praezisionsmesstechnik.de/prodimages/mwgpt/Laengenmesser-H112-03_D.jpg
[03:14:19] <XXCoder> http://www.shars.com/Ebay/Pg1/303-9322_IMG.JPG
[03:18:35] <archivist> like a digital vernier not a multimeter!
[03:18:54] <archivist> what are you smoking
[03:19:13] <XXCoder> hm do positional sensor mean something specific?
[03:19:20] <XXCoder> I don't do any drugs.
[03:20:10] <archivist> I have one of that type
[03:20:25] <t12> canbus
[03:20:28] <t12> why are you so wack
[03:21:30] <XXCoder> ah yes somehow I got multimeter in my mind, I meant caliper type lol
[03:30:53] <archivist> they seem oK as regards accuracy but the update rate is terrible, I fitted one to a lathe
[03:36:14] <archivist> a bit earlier
http://www8.hp.com/us/en/hp-information/about-hp/history/hp-timeline/timeline.html
[03:36:49] <XXCoder> heh it could be easily be PH
[03:37:24] <XXCoder> interesting on update rate, I guess that is definitely critical, and limit rapids and maybe even feed rates
[03:52:07] <archivist> I use the one I have on a travelling microscope, saves reading a vernier
[03:53:06] <archivist> hacked on
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_04_19_Citizen/IMG_1879.JPG
[03:54:16] <archivist> contemplating rebuilding that with a camera and steppers
[04:01:26] <XXCoder> oh yeah
[04:01:32] <XXCoder> I recall that
[04:32:29] <XXCoder> pototo salad + srarscha sauce = yummy
[04:39:10] <MattyMatt> archivist, is that wooden handle on your watts block level standard? mine doesn't have one of those
[04:39:59] <MattyMatt> seems like a good idea to keep the fingerprints off the precision surfaces. i.e. all over it
[04:41:56] <archivist> Cooke not watts, they did that on a few
http://www.collection.archivist.info/searchv13.php?searchstr=cooke+level
[04:42:49] <XXCoder> MattyMatt: we constantly clean Surfaces at worl
[04:42:59] <XXCoder> because of all that dust
[04:43:42] <MattyMatt> some tools I just take out, oil and put away. too good for my current workshop
[04:44:17] <MattyMatt> like my watts (£20 at cash convertors, couldn't resist) and gandpop's cylinder square
[04:44:50] <XXCoder> usually basic maintance works fine
[04:44:54] <MattyMatt> no point using a level like that when I'm on a wooden floor
[04:45:02] <archivist> I want a cylindrical square one day
[04:45:17] <XXCoder> clean and oil stuff once a while, if not precision interment. not too sure how to clean THAT.
[04:45:19] <archivist> you can measure the flex of the floor
[04:45:30] <MattyMatt> sure can
[04:45:41] <XXCoder> can always add steel plate under it
[04:45:57] <XXCoder> 1/4 inch with supports that help keep it flat under it
[04:45:59] <MattyMatt> with that level on my machine, you can see where on the floor I'm standing
[04:46:00] <archivist> I have to stand very still while testing
[04:46:04] <XXCoder> you can then adjust for levelness
[04:46:39] <XXCoder> though I guess if floor flexes enough thats still not enough
[04:47:00] <MattyMatt> one day I'll have my own slab of concrete
[04:47:05] <archivist> you adjust the surface plate until the level says it is flat then move a gnats
[04:47:13] <jthornton> morning
[04:47:53] <MattyMatt> mm surface plate
[04:48:19] <MattyMatt> I'm still on a piece of glass, with 1" of mdf underneath
[04:48:44] <XXCoder> whats varance of glass surface?
[04:48:47] <XXCoder> .001"
[04:48:47] <XXCoder> ?
[04:49:09] <MattyMatt> glass is very flat, but even at 6mm thick it flows over the base
[04:49:28] <MattyMatt> when on the convex side of the mdf, it's convex etc
[04:49:55] <XXCoder> if I recall right, Surfaces at work is rated at .00024, lowest even lower at .00012 or so
[04:50:11] <XXCoder> I may have missed a digit (but for sure not too many digits)
[04:51:32] <MattyMatt> I've got over my desire for an iron one to use with magnets, so I'll get me a nice thick granite one when the price is right
[04:52:12] <archivist> float glass is pretty flat, but 6mm is just not thick enough and will bend
[04:52:13] <XXCoder> it'd be nice to have surface you can overlay with iron, but iron slab parallelism must be damn perfect to be effective
[04:52:37] <XXCoder> *damn near
[04:53:42] <MattyMatt> hand scrape both sides
[04:54:32] <MattyMatt> a sheet of clean shim would be enough for magnets to grip
[04:55:03] <MattyMatt> and stp the granite getting chipped
[04:55:23] <XXCoder> that is definitely annoyong
[04:55:47] <XXCoder> even if very careful theres chip or 2 after months
[04:56:03] <XXCoder> they regrind and re-certify after I guess year?
[04:56:50] <MattyMatt> depends. that guy who did tom lipton's said lots of firms have them come out regularly
[04:57:09] <MattyMatt> usually annually, sometimes more
[04:57:56] <MattyMatt> they do stuff like grind to grade A, because they can, then certify to grade B, to save you money
[04:58:53] <MattyMatt> good video that one
[04:59:19] <XXCoder> which video?
[04:59:46] <MattyMatt> https://www.youtube.com/watch?v=EWqThb9Z1jk
[05:00:07] <XXCoder> nice, hopefully captioned or autocaptions that make sense
[05:00:31] <XXCoder> he talks about calfornia a lot?
[05:00:37] <XXCoder> guess thats bad autocaptions
[05:01:30] <XXCoder> "important read the quran repeal leader that"
[05:01:32] <XXCoder> yeeeep lol
[05:02:10] <MattyMatt> haha. I must remember to type in captions if I make vids
[05:02:31] <XXCoder> try speak as clear as possible, that helps a lot, save time, just fix few words
[05:02:33] <MattyMatt> google speech recognition works quite well with my voice
[05:02:50] <XXCoder> I caption my videos too
[05:02:57] <XXCoder> only needed to do it once
[05:03:27] <XXCoder> it was private video of myself ranting about stupid people making video while in cars, endangering themselves and others
[05:03:28] <MattyMatt> after that it trains the autocaption?
[05:03:52] <XXCoder> nah I dont speak using voice at all, captions is for hearing folks like yourself
[05:04:02] <XXCoder> after all, if I ask, I should do same myself
[05:04:41] <Jan-> hihi cnc people
[05:04:58] <XXCoder> wow new subspecies of humanity, cnc people ;)
[05:05:04] <Jan-> yeah
[05:05:08] <Jan-> they make whirring noises
[05:05:09] <Jan-> :D
[05:06:04] <Jan-> so er
[05:06:08] <Jan-> how do the chinese make bearings so cheaply?
[05:06:13] <Jan-> they're like UK£1 for 10
[05:06:18] <XXCoder> cheap quality, cheap labor
[05:06:27] <XXCoder> cheap envormental controls
[05:06:37] <XXCoder> cheap safety equipment
[05:06:41] <Jan-> must admit I have no idea what "608zz" means
[05:06:44] <XXCoder> cheap human lives
[05:06:52] <Jan-> 10 Pcs Carbon Steel 608zz Deep Groove Ball Bearing
[05:07:37] <archivist> 608 is the size
[05:07:43] <Jan-> oh!
[05:07:50] <archivist> zz is dual shield
[05:07:59] <Jan-> (and hey, archivist :)
[05:08:11] <Jan-> hmm, is it legitimate to close a parenthetical with a smiley
[05:08:16] <Jan-> (like this :)
[05:08:21] * archivist steal Jan- 's chocolate
[05:08:30] <Jan-> wait - what?!
[05:08:37] * XXCoder steals Jan-'s happy pills
[05:08:48] <XXCoder> kidding heh
[05:08:57] <Jan-> by the way archivist, phil and I are getting married.
[05:09:05] * Jan- shows left hand *gleam*
[05:09:28] <archivist> ew
[05:10:00] <Jan-> what?
[05:10:14] <archivist> I am staying old fee and single so I dont get nagged
[05:10:18] <Jan-> teehee
[05:10:22] <Jan-> I already nag him.
[05:11:07] <Jan-> aw come on
[05:11:11] <Jan-> we've been together 16 years
[05:11:20] <Jan-> he said it was 15 years too late :)
[05:12:19] <XXCoder> MattyMatt: nice video thanks
[05:13:06] <archivist> I am watching too, might try my angle dekkor on my surface plate
[05:13:06] <Jan-> I have to ask
[05:13:18] <Jan-> what is the difference between a stainless steel bearing that's £1.75 each and a normal one that's £1 for ten.
[05:13:40] <XXCoder> too bad its silent film for me
[05:14:04] <XXCoder> though I am bit puzzled
[05:14:18] <XXCoder> how do they ensure tool itself to be superflat for grinding?
[05:14:37] <XXCoder> they use more fancy tools than ones I saw grinding at work surfaces
[05:14:42] <archivist> Jan-, a cheap bearing is made in far larger quantities
[05:14:54] <XXCoder> they just uses GIANT and uber shiny aluminium slabs
[05:15:05] <Jan-> I guess we don't reallyneed, er, flash ones
[05:15:07] <XXCoder> everything rounded, probably due to constant use
[05:15:08] <archivist> XXCoder, the 3 plate method
[05:15:39] <Jan-> we did have one really cheap component that was too crap to use.
[05:15:49] <XXCoder> will research once done with vide
[05:15:55] <Jan-> it was a bearing mounted in a little casting that you could use to bolt it down flat to a surafce
[05:16:05] <Jan-> but the bearing wasn't aligned with the plate, so anything you made would be on the wonk
[05:24:25] <jthornton> project Binky downloaded and ready for me to view at my leisure
[05:24:56] <XXCoder> archivist: interesting!
http://engineeronadisk.com/V2/book_implementation/engineeronadisk-110.gif
[05:26:06] <XXCoder> so basically have 3 plates, scale a with b, a with c, then b with c
[05:26:33] <XXCoder> I guess A is always known
[05:26:40] <XXCoder> (assuming not first time)
[05:27:43] * Jan- ponders stepper motors
[05:27:47] <Jan-> Bigger is better, right :)
[05:27:54] <XXCoder> well depends
[05:28:07] <XXCoder> you dont need nema51 monsters on tiny machine ;)
[05:28:16] <Jan-> the sane choice seems to be 23 or 36
[05:28:20] <Jan-> 36 is really big
[05:28:23] <Jan-> they're like THIS BIG
[05:28:28] * Jan- holds her hands a few inches apart
[05:28:42] <XXCoder> isnt it 35 not 36?
[05:28:57] <Jan-> 34 maybe.
[05:29:00] <Jan-> anyway, "large"
[05:29:03] <XXCoder> 34 yeah
[05:29:13] <XXCoder> http://motion.schneider-electric.com/products/images/vercompare/mdrives.gif
[05:29:24] <XXCoder> nema51 was just wild guess, doubt it exists
[05:29:44] <Jan-> 57 apparently
[05:29:55] <XXCoder> ok
[05:30:07] <Jan-> size of a small house
[05:30:09] <Jan-> teehee
[05:30:44] <Jan-> my thought was that certain of the axes are likely to take more power than others
[05:31:27] <archivist> they do
[05:31:36] <Jan-> the vertical one has to lift up the whole router
[05:31:39] <jthornton> usually Z takes more power unless balanced some way
[05:31:46] <Jan-> we thought about putting a counterweight on it
[05:31:53] <Jan-> but then the whole Y axis assembly gets nearly twice as heavy
[05:31:55] <XXCoder> my small cnc router its all same motors, its just not heavy enough to matter
[05:32:05] <Jan-> I'm not sure how big "big" is
[05:32:21] <XXCoder> Z have to lift spindle and in some designs that is very heavy
[05:32:32] <XXCoder> Y pushes more but then it dont have to fight gravoty as much
[05:32:33] <Jan-> depends on the tool you mount on it I guess
[05:32:55] <XXCoder> X if its moving gantry
[05:33:15] <Jan-> I assume X is the one that's attached to the workbench
[05:33:23] <Jan-> that's how I've been thinking about it
[05:34:31] <XXCoder> you can define XYZ whatever you want but there is usual standard
[05:34:42] <XXCoder> for example X tend to be axis that moves left to right
[05:34:48] <XXCoder> Y back and forth
[05:34:51] <XXCoder> Z up and down
[05:35:01] <Jan-> depends which way you look at it :)
[05:35:06] <Jan-> hang on
[05:35:14] <Jan-> I'lll get Phil to take a photo of our work in progress
[05:35:18] <Jan-> then you can all laugh :(
[05:35:30] <XXCoder> though I notice longest axis tend to be X, and for cnc router its always the direction whole gantry moves
[05:35:31] <archivist> MY Z needs some force because of the spindle motor weight
[05:37:29] <Jan-> we just watched a youtube video in which a guy said the longer-length nema 23 ones were more than enough
[05:37:32] <Jan-> and his machine is HUGE
[05:37:35] <Jan-> so perhaps they'll be OK for us.
[05:37:54] <XXCoder> yeah mines all tiny ones
[05:38:21] <archivist> all depends on weight, friction and cutting force
[05:38:24] <XXCoder> Jan-: it also depends on whats youre cutting
[05:38:34] <XXCoder> like archivist said cutting force is a factor too
[05:38:59] <XXCoder> cut steel with short nema23 is not likely to happen (though I may be wrong)
[05:39:16] <Jan-> slowly maybe :)
[05:39:57] <Jan-> oh okay this is about a week ago
https://ibin.co/2p2JuHoEL7PF.jpg
[05:40:06] <Jan-> laugh all you like
[05:40:13] <Jan-> that was made from spare parts and some bearings :)
[05:40:52] <XXCoder> heh its [robably more rigid than my machine
[05:41:11] <Jan-> it's heavy
[05:41:30] <Jan-> does yours work OK?
[05:41:56] <XXCoder> well good question, axises seem to work fine but I have yet to make adoptor plates for a nice 52mm spindle
[05:42:05] <XXCoder> no such thing as 43mm spindle
[05:42:07] <Jan-> I see
[05:42:32] <Jan-> nb the linear guides on that are bits of left over curtain rail :)
[05:42:44] * Jan- reduce, reuse, recycle!
[05:44:42] <Jan-> anyway I think that's the Y and Z axes. I think X is the long one. But I could be wrong.
[05:49:26] <XXCoder> it usually is for routers
[05:49:54] <Jan-> we were wondering if it would be possible to make it dual purpose, and add a plastic squeezy thing to make it into a 3D printer!
[05:49:59] <Jan-> but that would be a whole other thing
[05:50:01] <archivist> I reused bits of a lathe and a tool setting machine to make my mill
[05:50:22] <Jan-> yeah well
[05:50:31] <Jan-> we don't have a lathe we want to take apart :)
[05:50:49] <archivist> many are making the head replaceable to mill/print
[05:51:16] <Jan-> it seems reasonable
[05:51:30] <Jan-> anyway plan A is to get it working... you know... just basically working
[05:51:42] <Jan-> right now the axes slide up and down in a reasonably convincing manner but who knows what we'll do about sofwtare.
[05:54:36] <archivist> use linuxcnc!
[05:57:54] <XXCoder> yeah
[05:57:59] <XXCoder> its great
[05:58:12] <XXCoder> as on cad and cam, good luck
[05:58:32] <XXCoder> quite a few good ones made for windows os, damn little for linux os
[05:58:45] <XXCoder> freecad is decent cad package but its cam side sucks
[06:00:40] <archivist> heh dont say that too loud someone lurking in here will kit you
[06:00:44] <archivist> hit
[06:01:15] * XXCoder screams "FreeCAD CAM SUUUUUUUUCKS
[06:04:48] <plpower> hi still thunder around here in southwest germany
[06:05:24] <Deejay> still sunshine here in north-west of germany. some rain would be nice
[06:05:29] <plpower> XXcoder cams around alot
[06:05:38] <plpower> depends on work you do
[06:06:20] <XXCoder> yeah there is so many cams
[06:06:25] <XXCoder> and almost all for windows
[06:06:36] <Deejay> dxf2gcode ftw!
[06:06:39] <plpower> dont agree
[06:07:07] <XXCoder> ?
[06:08:05] <plpower> shop side here producing alot mashines and coustomers are not responding on cam side at all as for different work different cam is used on linux
[06:08:23] <plpower> what are you making
[06:08:35] <plpower> Building
[06:08:36] <XXCoder> artwork mainly
[06:08:44] <plpower> 2/3D
[06:08:52] <XXCoder> though machine isnt running 100% yet so its not quite ready
[06:09:03] <plpower> Wood
[06:09:06] <plpower> Stone
[06:09:11] <XXCoder> thankfully linuxcnc has its own "cam" so its fine
[06:09:34] <plpower> so only engraving
[06:09:47] <plpower> and you are asking about cam
[06:09:52] <plpower> shame on you
[06:10:13] <XXCoder> whatever
[06:10:21] <XXCoder> I never said it was just engraving.,
[06:10:25] <plpower> cam on xyuvB is a real tread
[06:10:55] <plpower> mastercam does produce xyuvA
[06:10:56] <XXCoder> http://www.meaningfor.com/2/what-does-stand-for/xyuvb lol
[06:12:53] <Jan-> I think we're happy to stick with windows
[06:12:58] <Jan-> still, plan A is to get the machine itself working
[06:13:06] <Jan-> that seems like the tough part
[06:13:46] <plpower> no win her for 10years
[06:13:57] <plpower> no failue at all
[06:14:09] <XXCoder> you couldnt get a date for 10 years? :P
[06:14:16] <plpower> only view lost parts on humen errors
[06:14:20] <XXCoder> I don't quite understand what youre saying
[06:14:34] <XXCoder> Jan-: trust me, get linuxcnc to control your machine
[06:14:39] <XXCoder> you can use windows for cams
[06:14:40] <plpower> the oldest cnc here has dapper on it
[06:14:41] <Jan-> first we'd have to get linux
[06:14:47] <Jan-> and linux is scary :/
[06:15:04] <archivist> dont be silly
[06:15:17] <plpower> Jan only for the first time then you might be talking the other direction
[06:15:42] <Jan-> I have been invited out to lunch by my fiance!
[06:15:51] <Jan-> Can we continue this later? :)
[06:16:53] <plpower> clearing up outside maybe sunshine in a view minutes Deejay
[06:17:26] * jthornton turns his attention back to programming while the MyFordBoy videos download
[06:18:08] <plpower> jthornton: there is some missanderstanding in the man on thcud
[06:18:31] * jthornton listens
[06:18:37] <plpower> someomne shoudt overlook this
[06:19:16] <plpower> http://linuxcnc.org/docs/html/man/man9/thcud.9.html
[06:19:37] <plpower> <halpin>"vel-tol"</halpin>
[06:19:46] <plpower> not conected
[06:20:39] <plpower> also its a spelling issue as copied over from thc
[06:20:50] <plpower> net torch-up thc.torch-up <= paraport.0.pin-12-in
[06:20:59] <plpower> thc vs thcud
[06:21:17] <plpower> pin name thcud.torch-up bit in
[06:21:59] <jthornton> float min_velocity = requested_vel -(requested_vel*(velocity_tol*0.01));
[06:22:26] <plpower> so unused at all
[06:22:38] <plpower> net are-ok typo
[06:23:07] <jthornton> fixed the thc thcud typo
[06:25:28] <plpower> if i press reload age ists still n
[06:25:36] <plpower> Page
[06:27:21] <jthornton> ??
[06:27:36] <plpower> lots of people around the world like the man uals on the web
[06:27:44] <plpower> http://linuxcnc.org/docs/html/man/man9/thcud.9.html
[06:28:17] <plpower> nd there all Hal net lines are wrong speeling
[06:28:42] <plpower> asying thc. instad of thcd.
[06:28:54] <plpower> thcud.
[06:29:24] <plpower> HAL Plasma Connections
[06:29:25] <plpower> net torch-up thc.torch-up <= paraport.0.pin-12-in
[06:29:25] <jthornton> yes I just fixed that and it takes a while before the online documents are rebuilt by the buildbot
[06:29:27] <plpower> net torch-down thc.torch-down <= paraport.0.pin-13-in
[06:29:28] <plpower> net are-ok thc.arc-ok <= motion.digital-in-00 <= parport.0.pin-15-in (arc ok signal)
[06:29:36] <plpower> ok
[06:29:39] <plpower> Thanks
[06:30:44] <plpower> i know from tutorials on how to linuxcnc in the maker shop that people dont like LCNc on breaking up the start with errors
[06:30:55] <plpower> its for newbees hard to discovver why
[06:31:28] <plpower> if you are in for a while then its the biggesst ever to go manuell mashine config
[06:31:46] <plpower> THANKS to all how work on this
[06:31:52] <XXCoder> is someone else besides plpower and jthornton talking?
[06:32:03] <jthornton> you are...
[06:32:08] <XXCoder> well and me
[06:32:08] <plpower> im Back to work as thunder disapeard on sunshine
[06:32:57] <XXCoder> odd fellow, if knowledgable
[06:36:44] <jthornton> I'm thinking now that I can reduce the three methods into one...
[06:58:51] <Tom_itx> JT-Shop, how's the slab coming along?
[06:59:34] <jthornton> I think the concrete guys will dig the footer and form it up Tuesday, they dropped off their trailer yesterday
[07:08:26] <MattyMatt> they have to co-ordinate with the local mob. no pour until they need somewhere to hide a deadbeat
[07:12:20] <MattyMatt> company policy, all bills settled before the slab gets too hard >:)
[07:26:14] <jthornton> anyone want to look at the project I'm working on?
http://gnipsel.com/files/emc/2.8-config.zip
[07:35:54] <archivist> error on an old box :) /usr/bin/env: python3: No such file or directory
[07:36:17] <jthornton> sorry it is python 3...
[07:37:10] <jthornton> thanks for looking
[08:01:10] <archivist> jthornton, missed a parallel port config? your images dont have the x mode part in part out
[08:03:17] <jthornton> yup good catch
[08:03:50] <archivist> not running it, just looking at the pics :)
[08:04:16] <jthornton> the first two tabs are what I have so far
[08:04:42] <archivist> can I claim my bug bounty :)
[08:04:54] <malcom2073> A kick in the rear?
[08:04:54] <jthornton> :)
[08:30:19] <jthornton> archivist: what do you think of the photo/descriptions does it help a newbee?
[08:32:29] <archivist> images help, helps even more if signal name magically appear next to pins :)
[08:32:51] <jthornton> which pins?
[08:37:30] <jthornton> for I/O I was planning on creating a page with I/O and the terminal block and pin location for each one like INPUT 00':'TB6:P1',
[08:38:20] <jthornton> then if a function is chosen add it to INPUT 00, TB6:P1, Max Limit X Axis
[08:38:26] <jthornton> or something like that
[08:43:07] <archivist> sumfink similar
[09:01:39] <Jan-> hihi again cnc people
[09:01:44] * Jan- *belch*
[09:01:46] <Jan-> good lunch
[09:01:54] <SpeedEvil> hey
[09:04:06] <Jan-> oh hey speedy
[09:05:46] * Jan- points in direction of private message
[09:08:54] * Jan- waves hand in front of SpeedEvil's face
[09:09:00] * Jan- taps chin thoughtfully
[09:09:24] * Jan- paints SpeedEvil vanta-black and hides him in a coal mine at night
[09:10:30] <Deejay> don't play with the inventory ;)
[09:15:43] <Jan-> yeahbut it's FUNNY
[09:22:24] <Roguish> Hey jthorton: new possible project. need recommendation from the Mesanet rep.
[09:23:13] <Roguish> run a 6 axes sheetmetal brake. 6 axes are totally independent. no coordinated motion at all.
[09:23:54] <Roguish> just 6 motors. maybe tied to dro scales instead of encoders.
[09:24:11] <Roguish> which Mesa board(s)?
[09:24:48] <JT-Shop> stepper or servo?
[09:25:13] <Roguish> unknown at this time. probable some simple brushed dc's
[09:25:20] <Roguish> therefore servo.
[09:25:40] <JT-Shop> thought I had a poison ivy infestation but it looks like hog peanut
[09:25:47] <JT-Shop> 7i77
[09:26:07] <JT-Shop> or 7i77e
[09:26:42] <Roguish> the brake back stops (i think that's what they're called) have in/out, up/down, and side/side motion. 2 stops.. = 6 axes.
[09:27:44] <Jan-> we did think about using normal DC motors, and optical widgets, and a bit of simple microcontroller code to make them behave like steppers
[09:27:49] <Jan-> that didn't seem like a totally ridiculous idea.
[09:27:53] <Roguish> hey i like your website presentation
[09:28:34] <Roguish> showing the different 'solutions' and 'busses' good organization.
[09:31:29] <JT-Shop> thanks
[09:31:54] * JT-Shop digs a little around the edges before it gets too hot
[09:33:37] <archivist> Roguish, wouldnt matter if they were coordinated I bet
[09:34:18] <Jan-> oh hey archivist :)
[09:34:21] * Jan- offers archivist a cupcake
[09:34:36] * archivist knibbles it
[09:35:47] <Jan-> no byting?
[09:36:32] <archivist> 4 bits at a time
[09:39:16] * Jan- researches CNC control software and associated widgetry
[09:39:24] <Jan-> so basically it's linuxcnc or mach3
[09:39:36] <Jan-> mach3 seems to rely on an external widget to do the actual motion controlling, for realtime performance
[09:39:47] <Jan-> whereas linuxcnc tries to make the PC work in realtime and issue stepper commands directly. right?
[09:40:12] <archivist> or servo
[09:40:30] <archivist> that means linuxcnc is more versatile
[09:43:59] <zeeshan> use mach 3
[09:44:08] <zeeshan> !
[09:45:48] * archivist whacks zeeshan
[09:47:05] <archivist> I challenge zeeshan to internally thread or hob or rigid tap on mach3
[09:48:13] <zeeshan> you can do it
[09:48:23] <zeeshan> you can do it ALL!!!
[09:48:30] <zeeshan> learn the software
[09:48:34] <zeeshan> then you realize what you cant do
[09:48:39] <zeeshan> then you slap yourself on the head :D
[09:48:41] <zeeshan> =D
[09:48:52] <zeeshan> the master troll
[09:48:57] <archivist> seen the complaints already
[10:04:41] <Frank_12> what the Hell?????? 20$ for 1 proximity sensor
[10:04:46] <Frank_12> http://www.automation4less.com/store/products.asp?cat=1091
[10:06:21] <gregcnc> you can get china prox for cheap www.ebay.com/itm/271870876467
[10:07:01] <archivist> I bet they are the same thing in reality :)
[10:09:22] <Edoctoor> The item may be a factory second or a new, unused item with defects.
[10:09:42] <Edoctoor> Read the fine print..LOL
[10:10:08] <Frank_12> loll
[10:12:13] <JT-Shop> Roguish: you could make a simple GladeVCP panel to set the back gauge
[10:21:40] <Loetmichel> ahh, better... It seems i have forgotten to install the Intel ICH10 Sata drvers (all the intel chipset drivers) in 2009 when i had set up this box here... No wonder it was so slow. NOW the disk is back to maximum performance... ;-)
[10:22:56] <Frank_12> this prox sensors should only be used for homing rightt? and switches for travel limits?
[10:29:59] <JT-Shop> you can use micro switches for both homing and limit (same switch)
[10:31:22] <Loetmichel> Frank_12: i havnt got the best results with proximity switches for reference switches
[10:31:40] <Loetmichel> they are too sensitive to metal dust in my opinion
[10:31:54] <Frank_12> i see,
[10:32:00] <Loetmichel> i use simple and cheap microswitches on my routers
[10:32:03] <Frank_12> im working with wood thou, on a metal frame cnc
[10:32:25] <Frank_12> ineed something really reliable for limits, as ill be moving 150kg
[10:32:32] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7411
[10:32:33] <Frank_12> of gantry
[10:32:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7414
[10:32:46] <archivist> your switches sense the frame and axes not the wood
[10:33:05] <Loetmichel> these are totally reliable.. better than 3/1000mm repeatability
[10:33:17] <Loetmichel> and cheap as dirt.
[10:33:26] <Frank_12> then why prox sensors even exist? hehehe
[10:33:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=560&g2_imageViewsIndex=1
[10:33:41] <Loetmichel> no idea
[10:34:07] <Loetmichel> maybe because they have other qualities like maintaineance-free and stuff?
[10:34:23] <archivist> prox work in very shitty environments but are less accurate
[10:34:32] <Frank_12> what kind of mainteinance does the micro switches need??
[10:34:38] <archivist> non
[10:34:55] <Loetmichel> replacemane after a few million movements
[10:34:58] <Frank_12> really?� i thought they were more accurate lol
[10:34:59] <Loetmichel> replacement
[10:35:35] <archivist> a reasonable microswitch is accurate to a couple of thou
[10:35:36] <Loetmichel> and an occasional "dust off" so no mix of dust and greas can clog up the plunger
[10:35:39] <Frank_12> looks like micro switches will do the job
[10:36:06] <Loetmichel> the trick is to use them sideways with a ramp
[10:36:11] <Frank_12> im mostly worried about having the gantry falling the frame hehe, not much about the accuracy of the homing
[10:36:14] <Loetmichel> so you can "move over" them
[10:36:25] <Frank_12> and protected from dust etc
[10:36:47] <Frank_12> thanks for the info
[10:36:54] <Loetmichel> because they usually have not enough movement BENHIND the switch point to allow for braking of the moving parts
[10:37:09] <Loetmichel> -N
[10:37:27] <Loetmichel> seen the first two pics?
[10:37:41] <Frank_12> wired they dont have them on automation4less
[10:38:00] <Frank_12> any experience with their ballscrews quality?=
[10:40:21] <Jan-> the reason I ask about mach3 is that it's probably easier to set up.
[10:40:26] <Jan-> just buy it and install it
[10:40:33] <Jan-> whereas linux stuff is obviously a bit of a pain sometimes so we'll see
[10:41:32] <archivist> you download the live cd, it is already installed
[10:42:37] <Frank_12> i havent tryed any of them mach or linuxcnc, but im leaning towards the linux software, as linux OS is much more reliable, i've read about windows doing wired stuff
[10:44:29] <Jan-> I'm not quite sure how you connect the computer to the motor drivers
[10:44:36] <Frank_12> yesterday i had a good and a bad day, i went to receive a piece i sent to be machined flat (surface ground to 50microns) Z axis cnc router) and then on the cad design i forgot that i needed 5mm to get the ballscrew in line with the hiwin guides...... lazy cad work from me..
[10:44:50] <Jan-> presumably you need some GPIO pins for the "step" and "direction" inputs
[10:45:06] <Frank_12> throu mesa cards, in my case
[10:45:25] <Loetmichel> Jan-: usually LPT port or mesa cards
[10:45:44] * Jan- googles mesa card
[10:45:48] <Frank_12> lol
[10:46:09] <Jan-> what?!
[10:46:29] <Frank_12> now i have to send to machine 5mm aluminum shims T_T hopefully it will do the job,
[10:47:05] <archivist> Jan-, cheap PC to stepper driver
http://www.ebay.co.uk/itm/5-Axis-CNC-Breakout-Board-For-Stepper-Driver-Controller-mach3-Durable-EP98-/321905519866
[10:47:22] <Loetmichel> Jan-: some of the mesa card developers are here in the channel
[10:47:43] <Jan-> that doesn't help until I know what a mesa card is :)
[10:47:52] <Frank_12> and they are always here to help/support if any problem
[10:48:01] <Jan-> *always*?
[10:48:02] <Loetmichel> but for starters ( if your machine doesent require more than about 50khz on the Step pins) an LPT port is all you need
[10:48:07] <Frank_12> most of the time ??? yeah
[10:48:24] <zeeshan> see you guys in 10 days, if i don't get eaten by a bear :)
[10:48:25] <Jan-> surely it's basically just a set of GPIO pins one way or the other
[10:48:33] <Frank_12> lol
[10:48:48] <Loetmichel> a mesa card is a Signal processor board with some GPIO and counters and stuff
[10:49:06] <Loetmichel> which has drivers that work with linuxCNC pretty well
[10:49:11] <Jan-> I don't know how fast this one would need to go.
[10:49:25] <Loetmichel> and can offload some of the step generation to the counters on the card and off the CPU
[10:49:28] <Jan-> Using 1.5mm per turn threads to drive it probably means it might need to step quite fast to achieve any sort of speed
[10:50:01] <Jan-> but I don't really know
[10:50:07] <Jan-> I guess we should look for low step count motors?
[10:50:14] <Loetmichel> you are aware that usual stepper motors CANT do more than about 10 rpm at 40V?
[10:50:28] <Loetmichel> (at any reasonable torque that is)
[10:51:03] <Loetmichel> s/10rpm/600RPM
[10:51:07] <Loetmichel> 10 rps ;)
[10:51:12] <Jan-> oh well
[10:51:16] <Jan-> maximum speed 15mm per second?
[10:51:36] <Jan-> I guess we're not going to run out of actuation force!
[10:51:37] <Loetmichel> do you have a way to gear the steppers?
[10:51:50] * Jan- doesn't know if 15mm per second is good or bad
[10:52:03] <Loetmichel> i aim my machines to do about 50mm/s
[10:52:07] <Jan-> ohdear.
[10:52:13] <Loetmichel> but 15 is workable. barely
[10:52:46] <Jan-> the only way to get coarser threads is to go to like M14
[10:52:48] <Loetmichel> do you have a pic of your machine?
[10:52:50] <Loetmichel> cad drawing=
[10:52:58] * Jan- falls about laughing
[10:53:02] <Loetmichel> hrhr
[10:53:04] <Loetmichel> ok
[10:53:05] <Jan-> this thing is being made in the shed
[10:53:09] <Jan-> with hammers
[10:53:11] <Loetmichel> so?
[10:53:28] <Jan-> acually I posted a pick of the Y and Z axes as they stood a few days ago, earlier
[10:53:29] <Duc> what is the difference between the 7i92 and the 7i92M? Just a mistake on the website?
[10:53:30] <Loetmichel> my first machine used M5 stainless threads as leadscrews
[10:53:40] <Loetmichel> ... and doesent looked that well
[10:53:42] <Loetmichel> it worked tho
[10:53:43] <Jan-> hmm I guess stainless is harder.
[10:54:03] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=2859&g2_imageViewsIndex=1
[10:54:19] <Loetmichel> stainless is smoother than zinced
[10:54:25] <Jan-> good thought
[10:54:29] <Loetmichel> the zinced ones eat up the nuts in no time
[10:54:29] <Jan-> I think we also looked at rbass
[10:54:31] <Jan-> er, brass
[10:54:44] <Jan-> work in progress:
https://imagebin.ca/v/2p3r1lyvNFg5
[10:54:52] <Loetmichel> even the stainless ate the nuts in less than 10 hours
[10:55:05] <Jan-> jesus did you lubricate it?!
[10:55:10] <Loetmichel> sure
[10:55:19] * Jan- a bit alarmed by this
[10:55:25] <Jan-> oh well, M10 nuts are cheap
[10:55:31] <Loetmichel> normal 60° thread is not meant to drive
[10:55:36] <Jan-> I guess not
[10:55:37] <Loetmichel> it cuts the thread in the nuts
[10:55:48] <Loetmichel> use acme thread or ballscrews
[10:55:51] <Loetmichel> MUCH better
[10:56:02] <Loetmichel> also less tpi
[10:57:19] <Jan-> well yes.
[10:57:22] <Jan-> also more £££
[10:57:44] <Jan-> d'you like our use of curtain rail? :)
[10:58:23] <archivist> I shall refrain from comment
[10:58:36] <Jan-> :D
[10:58:49] <Jan-> weirdly it works quite well as far as I can tell
[10:58:59] <Jan-> because of all the nuts and threads you can adjust everything 'til it doesn't rattle.
[10:59:07] <Loetmichel> Jan-: try something like this for the stepper mounts: you can then gear the steppers up at least 2:1 ->
http://www.cyrom.org/palbum/main.php?g2_itemId=755&g2_imageViewsIndex=1
[10:59:21] <Jan-> eh sorry I can't see pics
[10:59:32] <Jan-> but I guess it's gearwheels.
[10:59:36] <Jan-> or maybe a chain
[10:59:49] <archivist> timing belt
[10:59:55] <Jan-> oh.
[11:00:15] <Jan-> Well, if we can find pulleys that will go on the end of the motor AND the thread.
[11:00:35] <Jan-> and if we can get some bearing blocks to support the thread. we tried but they were ass.
[11:00:48] * Loetmichel milled the pulleys himself
[11:00:56] <Loetmichel> that of course needs a working CNC
[11:00:57] * Jan- pokes Loetmichel in the eye with a biro
[11:01:02] <Loetmichel> hen/egg ;)
[11:01:14] <Jan-> the plan was just to support the thread on the motor.
[11:01:26] <Loetmichel> bad idea
[11:01:29] <Jan-> also if we gear it up, won't the motor have to produce way more torque?
[11:01:41] <Loetmichel> motors have springs in the bearing blocks
[11:01:51] <archivist> gear down
[11:01:57] <Loetmichel> so the whole rotor can move a few mm backl and forth
[11:02:13] <Jan-> ohdear.
[11:02:25] <Jan-> that's not gonna work well for us.
[11:02:38] <Jan-> *headscratch*
[11:03:03] <Loetmichel> sad that you cant see pics
[11:03:28] <Jan-> such is life
[11:03:45] <Jan-> these timing belt pulleys seem to have 6mm holes, whereas the motors have 6.35mm shafts.
[11:03:51] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=3077&g2_imageViewsIndex=1 <- thats a suggestion how to do it with M8 threaded rods...
[11:04:11] <Jan-> we have M10x1.5
[11:04:15] <Jan-> which is at least a bit coarser
[11:04:21] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=3017&g2_imageViewsIndex=1
[11:05:16] <Jan-> I've fiddled around with what we have now and its seems pretty tough and with not much give. I give it a cautious 7 out of 10 for junk box engineering :)
[11:05:28] <Jan-> Plan B was just use DC motors.
[11:05:39] <Loetmichel> also its recommended to use 2 bearings at the timing belt (drive) end:
http://www.cyrom.org/palbum/main.php?g2_itemId=3494&g2_imageViewsIndex=1
[11:06:02] <Jan-> why is that
[11:06:14] <Loetmichel> so ypu can press them together to get rid of any remaining play in the bearings itself
[11:06:30] <Jan-> oh what with a spacer inbetween?
[11:06:58] <Loetmichel> basically its rod-> nut->bearing->washer->bearing->nut->pulley->nut
[11:07:14] <Jan-> uhhuh
[11:07:23] <Jan-> and the nuts on the rod push the bearing inner races together so there isn't any play?
[11:07:23] <Loetmichel> and the seats for the 2 bearings are such that you can press the outer ring od one of the bearings into the seat
[11:07:34] <gregcnc> bearing preload
[11:07:47] <Jan-> doesn't this do nasty things to the bearings, if you push on them sideways the whole time?
[11:08:06] <Loetmichel> no, the outer races are pressed together. the inner races have a washer in between
[11:08:07] <gregcnc> in a few thouasand hours they will wear
[11:08:57] <Jan-> they're supercheap
[11:09:09] <Jan-> I mean when loet said the nuts would wear out fast, my reaction was... okay!
[11:09:14] <Loetmichel> yeah, thats why it doesen matter if they wear
[11:09:17] <gregcnc> well, super cheap bearings are super cheap
[11:10:08] <Loetmichel> you dont need that much preload
[11:10:27] <Loetmichel> just enough to get rid of the ball races bearings inherent play
[11:10:29] <gregcnc> build cheap spend time replacing parts, build for life and you can' expect thousands of hours of service
[11:10:48] <Jan-> gregcnc: Also thousands of insert-currency-units in parts.
[11:10:57] <Jan-> we're not even sure we can make this thing work
[11:10:59] <Jan-> give us a chance!
[11:11:01] <gregcnc> yes tradeoff of time or money
[11:11:02] <Loetmichel> not neccessarily
[11:11:12] <Loetmichel> you can use brains instead of currency
[11:11:20] <Loetmichel> and other ppl brains
[11:11:44] <gregcnc> buying surplus if you know what to look for can be a tremendous savings
[11:11:58] <Loetmichel> just take their recommendations into consideration. we do them because most of us already made the errors we want you to avoid
[11:12:28] <Loetmichel> i am at the 10th or so iteration of homebuildt CNC routers
[11:12:33] <gregcnc> Jan- what are you building?
[11:12:41] <Loetmichel> by now i made PLENTY of errors myself ;)
[11:12:50] <Jan-> yeah well
[11:12:52] <Jan-> like I said
[11:12:58] <Jan-> we have zero confidence this is ever going to work
[11:13:07] <Loetmichel> why?
[11:13:10] <Jan-> software
[11:13:12] <Loetmichel> it CAN work
[11:13:22] <Jan-> the line right now is that if we try absolutely as hard as we can and end up with something that's barely usable, that's good.
[11:13:44] <Loetmichel> if you have someone with some experience looking over it and kill the most obvoius bugs before they destroy anything ;)
[11:14:09] <Jan-> I think we have a pretty good anti backlash mechanism for the drive nuts.
[11:14:12] <Jan-> it has springs!
[11:14:27] <Loetmichel> Jan-: i made this one at home with pretty much only an angle grinder and a battery drill:
[11:14:32] <gregcnc> depends on the loads
[11:14:38] <Jan-> and adjustable tension, and adjustable alignment!
[11:14:43] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4403&g2_imageViewsIndex=1
[11:14:49] <Loetmichel> ah, no pics. sorry
[11:16:00] <Jan-> it's OK, Phil is here somewhere.
[11:16:47] <Loetmichel> it wasnt THAT expensive either
[11:16:57] <Loetmichel> only about $4k for the parts and the wood
[11:17:12] <Jan-> we've probably spent under 1/100 that amount.
[11:17:23] <Jan-> junk box cnc forever!
[11:17:38] <Loetmichel> considering that were times when you couldnt get any supported rails and cheap chinese ballscrews thats not much for a Router taht can do 1500*1020*160mm travel
[11:17:39] <Jan-> hence our total lack of confidence
[11:17:55] <Jan-> yeah well that's your business presumably
[11:18:00] <Loetmichel> no
[11:18:03] <Jan-> this is just for fun and occasional use
[11:18:07] <Loetmichel> that was made for my ex-boss
[11:18:11] <Loetmichel> at home
[11:18:36] <Loetmichel> at work i use a cheap chinese CNC6040
[11:18:48] <Jan-> we're pretty sure we can get the mechanics to work.
[11:18:57] <Loetmichel> because my new boss was to cheap to pay more than that for milling capability ;)
[11:19:01] <Jan-> the issue is more how to actually get from "hey I drew this in illustrator" to "ooh look cut parts"
[11:19:29] <gregcnc> CAD CAM?
[11:19:40] <Loetmichel> Jan-: i would use the Reprap method: make a bootstrap CNC mill to make the parts you need ;)
[11:20:03] <Loetmichel> s/would/ HAVE used
[11:20:36] <Jan-> I am aware of the tendency for job #1 on cnc machine is: make better cnc machine.
[11:20:40] <Jan-> You seem to be several generations down this path.,
[11:20:49] <Loetmichel> at least 10 generations ;)
[11:21:22] <Jan-> as I say, we'll try to get to the point of having something that works mechanically
[11:21:25] <Jan-> then buy the motors
[11:21:31] <Jan-> then... software and I have no idea what that's all about
[11:21:39] <Loetmichel> software is easy
[11:21:53] <Jan-> everyone says that
[11:22:00] <Jan-> then when it doesn't work they say "ooh, your distro sucks."
[11:22:01] <Loetmichel> get an old PC with p4 3ghz and up that still has an LPT port
[11:22:07] <Loetmichel> and put LinuxCNC on it
[11:22:11] <Loetmichel> its the easiest way
[11:22:16] <Jan-> well first put linux on it
[11:22:18] <Jan-> and make that work
[11:22:39] <Loetmichel> LinuxCNC comes with an liveCD which you can install
[11:22:53] <Loetmichel> dont bother with installing it from the sources
[11:23:01] <Loetmichel> waaaay to much things to consider
[11:23:12] <Loetmichel> like the right realtime kernel and stuff
[11:23:44] <Loetmichel> just ignore the "wrong distribution" guys
[11:23:53] <Loetmichel> it works pretty much OOTB
[11:24:08] <Jan-> I usually do ignore the wrong distribution guys
[11:24:08] <Loetmichel> and the CNC Computer shouldnt be used as a workstation anyway
[11:24:21] <Jan-> because no matter which one you use, there's always those guys
[11:24:53] <Loetmichel> you cant see youtube vids, can yo?
[11:25:23] <Loetmichel> <- even uses his Company CNC remotely... with the stock linuxCNC install...
[11:25:34] <Jan-> yeah, but you're a linux person
[11:25:40] <Loetmichel> no
[11:25:44] <Jan-> you've done the special extension course on being a l33t h4x0r
[11:25:46] <Loetmichel> i am a windows person
[11:25:57] <gregcnc> really, installing linuxcnc was not difficult and i don't know anything about linux any help i needed was found with google or here.
[11:25:57] * Jan- really doesn't like linux
[11:26:02] * Jan- has had way too much trouble with it
[11:26:07] <Loetmichel> https://www.youtube.com/watch?v=AkKHPsJtZlc
[11:26:24] <Loetmichel> https://www.youtube.com/watch?v=9u_ChO1AKYY
[11:26:33] <Loetmichel> as you can see: the office PCs run windows
[11:26:42] <Jan-> well I can't but I get the idea
[11:26:44] <Jan-> VNC I assume
[11:26:47] <Loetmichel> only the CNC PC is on (stock) linux
[11:26:56] <Jan-> yeah they always say that
[11:27:04] <Loetmichel> yes, and Videolan for the webcam ;)
[11:27:07] <Jan-> "oh the USB doesn't work, hmm, recompile your kernel and install omgwtf.ko"
[11:27:20] <Loetmichel> hmm
[11:27:39] <Loetmichel> last time i recompiled a kernel must have been back when suse7.3 came out
[11:27:40] <Loetmichel> ;)
[11:27:58] <Jan-> "edit /etc/wtf/omg/flibbletronic and add FOOBAR_MAGIC_NUMBER = 13.7682 to the third line. Use 13.7683 if your distro was released on a Tuesday or a Bahraini national holida."
[11:28:33] * Jan- does not like linux
[11:28:35] * Jan- scowls
[11:28:51] * Tom_itx likes any OS that gets the job done
[11:29:50] <Jan-> me too.
[11:29:52] <Jan-> hence my concerns.
[11:30:16] <archivist> Jan-, you download the livedc it is all done for you unless you want to do it the hard way
[11:30:25] <Jan-> they always say that :/
[11:30:37] <archivist> it is what I have done
[11:32:03] <archivist> windows is dangerous for machines, a reboot/upgrade while running could be catastrophic
[11:32:05] <Jan-> yeah so we throw this livecd onto some random old box
[11:32:17] <Jan-> and the $DEVICE doesn't work
[11:32:26] <Jan-> nine fruitless days of hacking and patching later...
[11:32:31] <archivist> do a latency test
[11:32:51] <archivist> no patching just use another old machine
[11:32:52] <sel> archivist, we have a cnc driven by a windows pc with a proprietary program, we just keep it offline and all is ok
[11:33:24] <archivist> sel you do realise what channel you are in
[11:33:47] <sel> and, I use linuxcnc too
[11:34:53] <sel> and of course I realize since I have connected here
[11:37:25] <pcw_home> Unless you have really new or odd devices Linux hardware support is quite good now
[11:37:27] <pcw_home> If just running LinuxCNC you should not see any issues
[11:39:06] * Loetmichel uses iundustrial PCs and old Fujitsu boxes and even an old p4 board with no issues at all
[11:39:15] <Loetmichel> just throw the CD/DVD in
[11:39:19] <Loetmichel> boot it up
[11:39:34] <Loetmichel> configure the dimensions and pinout of your CNC machine and get going
[11:39:40] <Loetmichel> even without installing it at all
[11:39:46] <pcw_home> And unlike windows, if you do have a problem you can just move the hard drive to a new system
[11:40:11] <sel> someday I will convert that machine to linuxcnc, but I have to finish building another cnc before
[11:40:29] <Jan-> we have an old computer that uses a tiny mini-itx motherboard.
[11:42:31] <Loetmichel> Jan-: does it have an LPT port?
[11:44:04] <Jan-> errr.
[11:44:10] * Jan- isn't sure
[11:44:22] <Jan-> it has some GPIO pins, it was designed for industrial applications. But I'm not sure we ever got them to do anything.
[11:44:38] <Jan-> I guess a USB parallel port wouldn't be a good fit here, because timing?
[11:44:58] <Loetmichel> if it has an LPT: Just get the linuxCNC live image and put it on an usb flashdrive
[11:45:08] <Loetmichel> plug in, boot up, try it our
[11:45:10] <Loetmichel> out
[11:45:29] <Loetmichel> it usually IS that easy
[11:45:46] <JT-Shop> Loetmichel: do you get 10% of the sales from LinuxCNC? just kidding
[11:45:53] <Loetmichel> if it hasnt any LPT port: try to get some old computer that has
[11:46:11] <Loetmichel> no, just the usual "satisfied customer" ;)
[11:46:21] <Loetmichel> (and discgruntled ex-mach3-user) ;)
[11:46:57] <Jan-> is there no hard realtime option for windows then
[11:47:08] <archivist> no
[11:47:08] <pcw_home> If it doesn't have a LPT port get a $7.00 PCI LPT card
[11:47:08] <Loetmichel> not that i know of
[11:47:25] <Loetmichel> pcw_home: IF that board still has an PCI port ;)
[11:47:33] <pcw_home> there are, most are expensive
[11:47:53] <pcw_home> well then get a $12.00 PCIE LPT card
[11:48:02] <eeriegeek> anybody got a good trick for welding two diff sized rods end to end co-axially, fairly precise with limited fancy equipment?
[11:48:34] <pcw_home> we had a customer using one of the Windows RT extensions ($2000 or so)
[11:48:35] <pcw_home> it was crap
[11:48:58] <archivist> eeriegeek, friction welding? there are probably better ways
[11:49:10] <eeriegeek> no, just stick welding
[11:49:32] <Loetmichel> eeriegeek: i wwould use friction welding in the lathe as well
[11:49:56] <Loetmichel> easy to do if you have a beefy enough lathe
[11:50:23] <archivist> or weld and machine the extra afterwards
[11:50:33] <eeriegeek> no heavy metalworking gear unfortunately
[11:50:50] <archivist> assume welding will not be true until machined
[11:51:44] <eeriegeek> its ok I think if the weld is a little irregular, more important to be centered
[11:52:10] <archivist> the weld will pull to one side
[11:52:41] <archivist> getting the axes inline is the hard bit
[11:53:00] <archivist> anneal and bent after welding
[11:53:05] <archivist> bend
[11:54:28] <Duc> pcw_home: Is there a difference between the 7i92 and 7i92M in the store?
[12:03:25] <pcw_home> only difference between 7I92, 7I92M and 7I92H is connector type
[12:04:00] <pcw_home> (only 7I92H is in stock at Mesa currently)
[12:04:44] <Tom_itx> picture doesn't reflect that
[12:04:57] <Tom_itx> which is which?
[12:05:39] <pcw_home> I think the store picture is fixed
[12:06:05] <Tom_itx> the 7i92 & 7i92M looked the same 3 min ago
[12:06:44] <pcw_home> Yeah those look the same the 7I92H is different
[12:07:05] <Tom_itx> i see that now, wasn't looking at the H :D
[12:07:34] <Tom_itx> is that 25 ribbon to anything IO card header?
[12:07:50] <Tom_itx> (daughter card)
[12:07:55] <pcw_home> 7I92= HDR + DB25F
[12:07:57] <pcw_home> 7I92M = HDR+DB25M
[12:07:58] <pcw_home> 7I92H = HDR+HDR
[12:08:35] <Tom_itx> those take special daughter cards due to fewer pins?
[12:08:59] <pcw_home> they are for the DB25 daughter cards
[12:09:25] <pcw_home> the 7I80HD or 7I93 are for the 50 pin daughter cards
[12:10:46] <Duc> so the card need for a 7i92 to a 7i76 is the 7i92M
[12:11:09] <Tom_itx> or a ribbon to db25 adapter
[12:11:18] <Tom_itx> which i'm sure he has
[12:12:12] <pcw_home> the 7I92M has the advantage that no cable is needed (but we are out right now)
[12:12:14] <pcw_home>
[12:13:11] <Duc> this is for a long term project. something that will be mobile since Ive been impressed with the mesa cards. I could go another route but why switch when it has worked for other projects
[12:15:05] <pcw_home> on the other had if you are using it with a 7I76 you might be better off with a 7I76E
[12:15:18] <Duc> whys that
[12:15:54] <Jan-> So if we wanted a timing belt pulley to drive m10 rod, would we just get one with a 10mm ID and two nuts?
[12:17:20] <Duc> I actually have a 7i76 leftover from when I convert to the 7i77 for servos on the mill
[12:18:25] <Jan-> hrmn, they don't really come in 10mm inside diameter
[12:18:28] <pcw_home> In that case a 7I92 makes more sense (starting from scratch a 7I76E makes more sense)
[12:19:05] <Duc> what sort of lead time is there for the 7i92M?
[12:19:13] <archivist> Jan-, the rod is a gnats undersize so a sloppy fit but might be good enough to experiment with for cheese milling
[12:19:39] <SpeedEvil> Jan-: in principle, yes, the outside diameter of a threaded rod is 10mm nominal, in practice, it's a bit under because of the way the thread is specified
[12:20:00] <SpeedEvil> Jan-: a small shim, and two nuts on either side (possibly two nuts per side to improve clamping) should work
[12:20:30] <Jan-> cheese milling, hehehe
[12:20:45] <Jan-> I guess the best way would be to get one with a smaller hole, and tap it to m10.
[12:20:50] <Jan-> but it would need to be a super straight thread
[12:20:51] <SpeedEvil> 9.7-9.5mm seems to be the nominal
[12:21:50] <pcw_home> Duc: we've got a build going but busy with other things so probably 6-8 weeks
[12:22:43] <Jan-> Or something with an m10 thread on the inside
[12:22:47] <Jan-> but something known on the outside?
[12:23:58] <Duc> pcw_home: is there any plans to produce a 7i77E is it just better to buy a 6i25 instead.
[12:25:21] <pcw_home> Not for a while (but there may be a low end version = 7I97 earlier)
[12:26:40] <Duc> what will the 7i97 be for?
[12:42:12] <pcw_home> The 7I96 and 97 are low end Ethernet versions of the 7I76 and 7I77 (less I/O
[12:56:51] <Duc> which cable would you recommend from the store for a HDR to the 7i76
[12:58:14] <FloppyDisk> ieee-1284...
[12:59:08] <malcom2073> Isn't there an ethernet equivalant of the 5i25, which you can pair with a 7i77?
[12:59:13] <malcom2073> I thought I saw one
[12:59:43] <FloppyDisk> Yes...
[12:59:52] <FloppyDisk> I have one, let me go see what the p/n is...
[13:02:40] <FloppyDisk> Yeah - 7i92...
[13:03:23] <FloppyDisk> But, you can flash it/set it up for 7i77, 7i76. It's an ethernet parallel port depending on you set it up.
[13:03:52] <FloppyDisk> BTW, I couldn't find it, must have put it somewhere safe when cleaning up:-( Had to look up my order for it..
[13:04:23] <Duc> right now the 7i92H is in stock which would take a cable adapter from hdr to db25 but I think I found it. 26 conductor flat cable for 7I43.7I61 female header to DB25M 3 FT.
[13:07:33] <JT-Shop> malcom2073: yes the 7i92, 7i92H and 7i92M
[13:07:44] <malcom2073> Yeah,
[13:07:50] <malcom2073> I couldn't find it in the store heh
[13:08:08] <JT-Shop> http://mesaus.com/index.php?route=product/category&path=66
[13:09:07] <malcom2073> erm, new store?
[13:09:21] <JT-Shop> my store, I'm a dealer
[13:09:28] <malcom2073> Ohh cool
[13:10:13] * Jan- puts a ferret in Loetmichel's trousers
[13:10:35] * Loetmichel gets that ferret out and feeds it Jan-s balls
[13:11:27] <Jan-> You'll be lucky
[13:11:45] <Jan-> anyway, stop telling us inconvenient things like "you need all these extra bearings"
[13:11:48] <Jan-> (actually don't)
[13:12:03] <Loetmichel> do as you whish
[13:12:13] <Loetmichel> but dont come whining if it doesent work
[13:12:15] <Jan-> ha
[13:12:21] <Jan-> do totally keep telling us those things.
[13:12:24] <Jan-> just watch out for ferrets
[13:12:25] <Jan-> :)
[13:12:42] * Loetmichel had some ferrets as pets
[13:12:50] <Loetmichel> i doubt they would do me any harm ,)
[13:12:54] <Jan-> they have big teeth
[13:13:40] <Duc> JT-Shop: which 7i92 do you have in stock
[13:13:50] <Jan-> Phil thinks the right way to go is to try to get pulleys with a smaller inside diameter
[13:13:50] <JT-Shop> 7i92 and 7i92H
[13:13:55] <Jan-> and tap them to suit the shaft.
[13:15:21] <Jan-> that leaves attaching another one (with more teeth) to the motor.
[13:17:05] <CaptHindsight> misread that as ferrites in your pants and was wondering why
[13:18:22] <Jan-> that would be less fun
[13:18:24] <Jan-> but more magnetic!
[13:19:06] <Duc> hmm HDR cable which would be easier to stuff in a control box or db25
[13:23:16] <gregcnc> when installing a quadruplex bearing, does the arrow on the outer races point to spindle side, or irrelevant?
[13:27:58] <Loetmichel> CaptHindsight: considering that i work for a shielding company... thats not so far fetched
[13:28:12] <Loetmichel> i sometimes end up with ferrite dust EVERYWHERE...
[13:28:34] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13525&g2_imageViewsIndex=1 <- as you can see ;)
[13:30:37] <Loetmichel> nasty stuff that...
[13:31:03] <Loetmichel> and black as a [insert racial slur here]
[13:41:53] <archivist> gregcnc, some bearing companies have some good docs to download
[13:44:57] <gregcnc> though not specific, triplex bearing markings indicate this is the case
[13:48:08] <archivist> looking at the odd online doc two one way and two the other
[13:50:15] <archivist> like bottom diag
http://www.gamet-bearings.co.uk/userpages/BallScrewBearingsMore.aspx?PballID=16&BearingsType=BSCQ
[14:22:06] <gregcnc> archivist I found a reference
http://imgur.com/5jJvKin
[14:24:06] <archivist> that is a non symmetrical one, different again
[14:25:16] <archivist> the arrows force one way and which order
[14:46:01] <Loetmichel> Niiiice... not. there's 12 cm of rain above the clogged drain in our backyard... and the puddle still grows... time to get the pump ready inbe4 our neighbor from below coming up screaming "you! call fire department! water coming out of the loo!" like a few weeks ago... The landlady should REALLY get the drain unclogged... ->
https://www.youtube.com/watch?v=sm9e3_O7Qxc
[15:27:20] * JT-Shop is so happy to put the laser transit away!
[15:32:41] <XXCoder> archivist: you got something on face. lol (assuming its you)
[16:24:00] <Frank_12> andy! havent seen you in a while, hope everything is fine
[16:24:42] <XXCoder> hey
[16:35:51] <Deejay> gn8
[16:44:46] <XXCoder> stupid idea of day: grab a 5 axis machine, attach 3d printer attachments
[16:45:00] <XXCoder> so it can print in any direction
[16:46:10] <malcom2073> XXCoder: There was a video somewhere of a 5 axis 3d printer
[16:46:16] <XXCoder> ok looking
[16:46:25] <malcom2073> Some japanese company was doing it, to get around the inherent weakness in the layers
[16:46:53] <malcom2073> https://www.youtube.com/watch?v=L37IhrkVX04
[16:46:54] <malcom2073> XXCoder: ^^
[16:46:54] <XXCoder> https://youtu.be/Ovc9bfeXS1A
[16:47:24] <XXCoder> not 3d printer but interesting anyway
[16:49:04] <XXCoder> I think I seen that video before heh
[16:49:10] <XXCoder> guess I forgot about it
[16:52:07] <Frank_12> there is a *new* or some kind of new 3d printing machine that can print anything
[16:52:32] <Frank_12> https://www.youtube.com/watch?v=O2thSsQrZUM
[16:53:00] <XXCoder> oh thats known
[16:53:28] <XXCoder> that method has issues too
[16:54:11] <XXCoder> limition to fluids that solidify by certain type of light for example
[16:57:45] <XXCoder> lol
https://seattle.craigslist.org/tac/ele/5691989237.html
[16:57:58] <XXCoder> some people do not understand that things devalue as they sit
[17:07:18] <pcw_home> Its a classic
[17:07:50] <XXCoder> flicky and hard to use classic
[17:08:41] <pcw_home> "Own a piece of history"
[17:10:37] * JT-Shop continues his search for a "good" mandoline
[17:16:47] <JT-Shop> the garden kinda worked this year now the wife needs to figure out what to do with all those cucumbers lol
[17:21:59] <Tom_itx> i had one year like that
[17:22:15] <Tom_itx> bumper crop of cucumbers from ~6 mounds
[17:22:35] <Tom_itx> i fence em like tomatoes so they're off the ground
[17:23:44] <JT-Shop> I have landscape fabric down so they are not on the ground
[17:24:16] <JT-Shop> for a 7i76 direction is 2000 and step is 2500?
[17:24:17] <Tom_itx> i had over 200 off those that one year
[17:24:30] <JT-Shop> dang what did you do with them
[17:24:45] <Tom_itx> everybody got free cucumbers for a while :)
[17:24:51] <JT-Shop> lol
[17:25:04] <Tom_itx> tomatoes did good that year too
[17:25:13] <andypugh> JT-Shop: Ah, the type of mandoline that you use for cutting the ends off of your fingers?
[17:25:13] <Tom_itx> had a few over 1lb
[17:25:23] <JT-Shop> we actually have some tomatoes
[17:25:32] <Tom_itx> no garden this year
[17:26:11] <Tom_itx> did horseadish one year
[17:26:19] <Tom_itx> much sweeter than store bought
[17:26:23] <JT-Shop> andypugh: yes and julienne your finger tips
[17:26:41] <XXCoder> nice
[17:26:47] <JT-Shop> first time in a few years we put one out
[17:26:52] <XXCoder> I want rhrbarbs. :(
[17:28:22] <Roguish> i have a couple of 10# zuchinis. turned my back for a week and they grew from about 6" to about 16"..... kinda scary
[17:29:27] <andypugh> My mum has a lovely Rhubarb plant. It’s moved house 3 times.
[17:32:08] <XXCoder> andypugh: how do you take care of it (or your mom)
[17:32:50] <andypugh> Benign neglect.
[17:33:06] <andypugh> I think it just sits in the corner and looks after itself
[17:35:52] <Duc> Rhubarb is really hard to kill
[17:36:42] <XXCoder> indeed
[17:36:58] <XXCoder> reason I asked is because I don't want to acciently poison myseklf or others
[17:38:39] <Duc> during my childhood we made alot of rhubarb pies but I hated that stuff
[17:39:51] <andypugh> Some rhubarb is better than others.
[17:40:06] <XXCoder> Duc: I rather eat it raw
[17:40:14] <andypugh> In the Rhubarb Triangle they grow rhubarb in sheds by candle light.
[17:40:22] <XXCoder> I love the sour taste and I have minor crtius allegy
[17:40:34] <XXCoder> andypugh: huh??
[17:40:42] <Duc> XXcoder: I wanted to run that shit over every weekend I mowed my grandparents lawn
[17:41:12] <andypugh> Which clearly sound preposterous, so:
https://en.wikipedia.org/wiki/Rhubarb_Triangle
[17:41:14] <XXCoder> Duc: lol sorry man
[17:41:54] <Duc> lol
[17:43:52] <XXCoder> andypugh: very interesting
[17:44:01] <XXCoder> 2 years outside then shed
[17:44:24] <andypugh> But, you don’t have to do that. It’s just a way of getting it out of season.
[17:44:29] <XXCoder> andypugh: though it seems to kill root
[17:44:45] <andypugh> My mothers Rhubarb has been outside for 50 years.
[17:45:10] <XXCoder> you guys ever tried kale? its nigh-unkillable but only lasts a yeat
[17:45:11] <andypugh> But it’s a particilarly tasty plant.
[17:45:12] <XXCoder> year
[17:51:54] <Duc> I wish I wasnt in a rented house so I could grow tomatoes
[17:52:18] <Tom_itx> 5 gal buckets
[17:53:32] <andypugh> This seems silly (via a link from the rhubarb). Stilton cheese has Euro PDO status, which means you can’t call it Stilton unless is ti made in the registered area. An area that excludes the town of Stilton….
[17:54:12] <SpeedEvil> I twas not, from memory, produced traditionally in stilton
[17:56:15] <XXCoder> andypugh: weird
[17:56:33] <XXCoder> http://komonews.com/weather/scotts-weather-blog/washington-state-only-refuge-from-national-heat-wave
[17:56:35] <XXCoder> dang!
[17:57:13] <andypugh> XXCoder: I hope those numbers are not Celcius. Or, for that matter, Kelvin or Rankine.
[17:57:15] <XXCoder> I live near enough to seattle to avoid 90f+
[17:58:20] <XXCoder> "Unusual indeed," Collins said. "But maybe less so as the years pass." indeed.
[17:58:48] <Tom_itx> 104� F currently
[17:58:59] <XXCoder> 70 here now
[17:59:07] <XXCoder> it will peak at 81F monday
[17:59:19] <XXCoder> then stay little below 80f
[17:59:52] <XXCoder> I'm not looking forward to humid hell aug
[18:00:02] <andypugh> 82F here now (Southern UK) and that’s too hot for my taste. I spent the day moving all my machine tools around, and the heat cost me a pair of trousers. (sticky skin and in ill-advised bending movement led to trouser failure :-)
[18:00:25] <Tom_itx> heh
[18:03:03] <Roguish> hey, anyone know if Debian will drive dual monitors?
[18:04:51] <andypugh> I don’t know thjat it does. But would be amazed if it didn’t
[18:07:10] <Tom_itx> andypugh, 80 & 80? temp vs humidity
[18:07:27] <andypugh> 82F 60%
[18:07:49] <andypugh> I just don’t like any kind of heat, is all
[18:07:54] <Frank_12> guys is it a bad idea using a small car hub unit, maybe a trailer's hub unit for the belt reduction drive? i want to imitate this :
[18:07:55] <Frank_12> https://www.google.com.ar/search?q=site:www.cnczone.com+belt+reduction+drive&biw=1360&bih=667&espv=2&source=lnms&tbm=isch&sa=X&ved=0ahUKEwj42aPa04rOAhVCHJAKHY0RCHcQ_AUIBigB#imgrc=10fVjXkpQSU7xM%3A
[18:08:04] <Tom_itx> i can tolerate dry heat better than humid heat
[18:08:26] <Tom_itx> o
[18:08:38] <Tom_itx> i'd be happy with 82 today though
[18:09:13] <JT-Shop> heat index 105F at the moment
[18:09:26] <andypugh> Frank_12: It’s a convenient set of bearings, and you won’t wear it out.
[18:10:59] <Frank_12> i dont need to send to machine anything, i was thinking something like this,
http://articulo.mercadolibre.com.ar/MLA-610203081-maza-de-rueda-trasera-nbc-fiat-duna-106-_JM
[18:11:32] <andypugh> Seems expensive
[18:11:37] <XXCoder> jeeez
[18:11:38] <XXCoder> https://youtu.be/pCzfTiIp97Y
[18:11:40] <Frank_12> well yeah, the shaft
[18:11:45] <Frank_12> 24 dollars
[18:12:53] <andypugh> http://simplybearings.co.uk/shop/Housings-&-Inserts-Housings-Pressed-Steel-Housings-Pressed-Steel-Pillow-Blocks/c16_17_4947_4948/p22929/SBPP202-10-Pressed-Steel-Pillow-Block-Housing-with-5/8-inch-Insert/product_info.html
[18:15:26] <Frank_12> that looks good, but i need some flanged ones, ill look if there are in that webpage
[18:15:47] <XXCoder> video was made june 12 or so. I wonder if its worse there now
[18:16:01] <Frank_12> but anyway, at least i know it will work
[18:16:03] <andypugh> Frank_12:
http://simplybearings.co.uk/shop/Products-Housed-Bearings/c4747_4526/index.html
[18:16:05] <Frank_12> ty
[18:16:38] <andypugh> I assume that the same parts exist in .ar
[18:16:52] <Frank_12> i just dont seem to find something like that, that doesnt "self align" around my area
[18:17:06] <Frank_12> thats why i went to look car hub units
[18:17:16] <andypugh> Those self-align too. You ned to use pairs.
[18:18:10] <andypugh> If you actually want flanged and including a shaft then a car hub sounds good.
[18:19:35] <Frank_12> yep, i was thinking of using 2.. but i have to change more things in the design.. i might just do the car thingy, i see most people just using a single plain bearing on sheet metal, it feels so bad heh, maybe im the one wrong
[18:22:54] <Frank_12> its just that the hub units are 30mm ID bearings
[18:26:02] <Frank_12> brb
[18:48:09] <dioz> what size laser do i need to cut... 20 gauge mild steel?
[18:48:37] <XXCoder> death star lasers
[18:48:39] <XXCoder> kidding
[19:00:04] <archivist> XXCoder, not me
[19:00:41] <XXCoder> archivist: remind me what my question was?
[19:01:09] <archivist> <XXCoder> archivist: you got something on face. lol (assuming its you)
[19:10:54] <XXCoder> lol ok
[19:11:27] <Valen> so I may have over done the bolts on my work bench
http://i.imgur.com/WXWWj2H.png
[19:11:47] <XXCoder> nah not yet. I can still see the surface
[19:12:10] <XXCoder> *surfaces around bolts
[19:12:22] <malcom2073> Valen: Plan on sticking a 3000lb mill on it? :)
[19:12:38] <Valen> nah, just me doing stuff lol
[19:12:58] <Valen> 420 of the bastards, I think I might just wind up welding it instead lol
[19:13:02] <Valen> but it looks so pretty
[19:13:09] <XXCoder> fancy
[19:14:21] <Valen> lol ~20kg worth of bolts
[19:14:53] <XXCoder> amazing side effect is its easily knock down and move
[19:14:59] <Valen> How does one go tapping laser cut RHS
[19:15:04] <XXCoder> though that can be done with fewer bolts
[19:15:40] <Valen> I'm making the steel out of 100x50x6mm so I really liked the idea of breaking it down into small pieces
[19:23:45] <archivist> move outer legs inwards, less metal, less deflection seen beam bending formula Beam Overhanging Both Supports – equal Overhangs – Uniformly Distributed Load
[19:23:59] <archivist> seen/see
[19:24:21] <Valen> archivist: less room for my legs to fit though
[19:25:05] <archivist> one generally sits towards the middle
[19:25:23] <Valen> the benchtop is recycled hardwood 2x4's on edge so I figure it should be solid enough, the benchtop will weigh in at around 130kg
[19:26:05] <Valen> distance between the insides on those legs is 1530mm
[19:26:07] <Frank_12> so that cad is like the real plan?
[19:26:13] <Frank_12> thats a lot of bolts lol
[19:26:24] <Valen> 420 bolts, I'm thinking I'll weld it instead lol
[19:26:31] <Valen> just bolt the panells together
[19:26:40] <Frank_12> but ur joining steel or wood
[19:26:42] <archivist> http://www.engineersedge.com/beam_bending/beam_bending5.htm
[19:27:36] <Frank_12> if its wood, i think you are making it less stiff by making so many bolts, besides i really looks a pain in the butt to make that many holes without screwing up
[19:27:46] <archivist> I never did a drawing, the legs on the one I made are wood
[19:27:49] <Valen> the black parts are steel
[19:27:55] <Valen> the wood parts are wood
[19:28:22] <Frank_12> :O
[19:29:17] <Frank_12> you designed it like that because you like the look of bolts?
[19:29:34] <Valen> I think that was a strong influence yes lol
[19:29:41] <Frank_12> hehehe
[19:30:27] <archivist> my version to the right
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_11_23_kitchen_space/IMG_1854.JPG
[19:31:36] <Valen> http://i.imgur.com/ZFcVJn5.png without the gussets and bolts
[19:31:41] <XXCoder> Valen: yours can be knocked down small enough for you to powdercoat every steel parts
[19:31:48] <Frank_12> i want this :
https://www.google.com.ar/search?q=industrial+steel+furniture&rlz=1C1ASUC_enAR629AR629&espv=2&biw=1360&bih=667&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiTqcWy5orOAhVFFJAKHRHoBHMQ_AUIBigB#imgrc=ENdd7ZiP1boBDM%3A
[19:31:49] <XXCoder> it'd be damn near nigh unbreakable.
[19:31:59] <Valen> I was liking that aspect of it a whole bunch too
[19:32:16] <Valen> I'd make it in stainless if the price of the steel wasn't so stupidly insane
[19:32:41] <archivist> valen dont need full X in the ends, I just use a single diagonal
[19:33:17] <Frank_12> i was going to say something similar, but i dont want to comment on taste matters, everyone likes different stuff heh
[19:33:38] <Valen> at least my normal supplier of steel gave me a silly quote, 1M 100x50x6mm mild steel, $46 for 4 or so, in 304, $700
[19:33:43] <XXCoder> full x looks awesome
[19:35:08] <Frank_12> LOL
[19:35:12] <Frank_12> that thick steel ur doing it with?
[19:35:27] <Valen> ....mayby....
[19:35:33] <XXCoder> why not solid extudes lol
[19:35:33] <archivist> fun part for me was building it out in the garden and then bringing it indoors
[19:35:45] <XXCoder> if your house can support such an insanely heavy frame
[19:35:57] <Valen> total weight looks like ~300kg
[19:36:01] <Frank_12> i dont think its that much for that size steel
[19:36:05] <Frank_12> lol
[19:36:17] <Frank_12> thats 80% of my hole cnc router machine
[19:36:21] <Frank_12> on a table
[19:36:29] <Valen> Frank_12: that is the price for just the upright parts of the legs
[19:36:57] <Valen> the regular steel price was pretty good, and I expected like 2-3x that for stainless, not 10x
[19:37:37] <Valen> I am thinking of putting some extra piers under the house though lol
[19:37:57] <Frank_12> yeah, now that i think of it its not that cheap,
[19:38:43] <Valen> the thing that's going to suck is all the cuts to the steel
[19:38:54] <Valen> there's not one even angle in the damn thing
[19:39:16] <Valen> (on the bracing)
[19:39:53] <Valen> really I should just ditch the bracing and use the stupidly oversided RHS as it is to do the job but it doesn't look anywhere near as cool
[19:40:07] <archivist> cutting is a good reason to use wood
[19:40:37] <Valen> I was thinking of putting the braces in the mill and just CNC cutting the ends
[19:42:16] <Valen> if I do that I can thread mill the holes (those bolts are M12 (around half an inch)) and do the bolt setup, but my mill isn't long enough so I'd have to flip each piece 4x which doesn't bode well for accuracy
[19:43:20] <Valen> archivist: I'm putting sorbothane pads on top of the legs and using vibration dampning feet under the base. I want to be able to hammer stuff without it going through the house
[19:43:27] <Valen> silly idea?
[19:43:52] <Valen> (that's the other reason for wanting the base to be physically heavy)
[19:47:48] <archivist> I used to do a lot of hammering in that room and it has a concrete floor
[19:49:48] <archivist> bench acts as a sounding board :), for main grunt I worked over the support on an earlier version also a reason to move the leg in a bit
[19:50:53] <archivist> under the current bench are a couple of long 3x2
[19:52:50] <archivist> and now a drill press is on the rhs weighing it down
[19:54:02] <archivist> so that is part on the leg and rest on the overhang
[20:52:54] <TurBoss> ok has something to do with tx offloading
[20:53:00] <TurBoss> kvm stuff then
[20:59:41] <TurBoss> oops wrong channel
[20:59:43] <Frank_13> lol
[20:59:53] <Frank_13> now i know why i change nicks automatically
[20:59:55] <TurBoss> :)
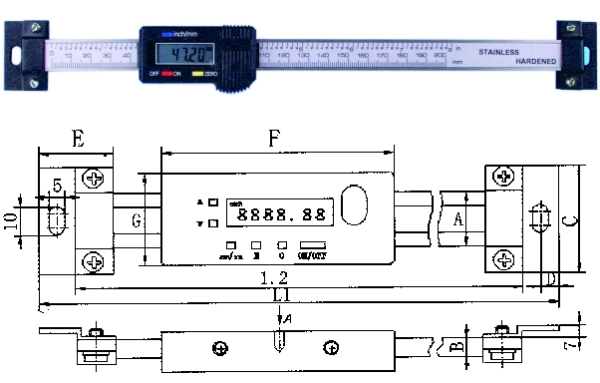{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}