Back
[02:41:01] <Deejay> moin
[04:42:47] <latheguy> hey guys!
[04:42:54] <latheguy> troubleshooting time!
[04:43:47] <latheguy> What if I told you that sensors work and even HAL watch says they're working, but still I've got a "joint 2 limit switch error"
[04:45:14] <latheguy> ???
[04:51:16] <XXCoder> hey latheguy
[04:52:31] <latheguy> what?
[04:52:54] <latheguy> got a suggestion to my issue? or you're just being polite? :P
[04:53:15] <archivist> means you probably have it inverted somewhere
[04:53:40] <XXCoder> just saying hi, just got home heh
[04:54:31] <latheguy> sorry if I sounded rude, then
[04:54:38] <XXCoder> np
[04:57:09] <latheguy> Archivist: I'm comparing the current configuration with an old one I got to work before
[05:08:10] <latheguy> It seems that in XZ-axis machine I had set up a Y sensor in Stepconfig
[05:08:54] <latheguy> Yet, after correcting that, the damn thing is still throwing the same error...
[05:09:13] <jthornton-> morning
[05:09:28] <latheguy> Zdrastvutie
[05:09:35] <XXCoder> yo
[05:14:01] <latheguy> Is there any way to check what "Joint 2" is?
[05:15:19] <XXCoder> trying to test it
[05:15:36] <XXCoder> you using config wizard?
[05:15:45] <latheguy> yes
[05:15:55] <XXCoder> there should be test on that axis
[05:16:06] <XXCoder> then see which axis it moves if any
[05:16:29] <latheguy> Yes the Stepper control is alright
[05:16:36] <latheguy> is as expected
[05:16:59] <latheguy> my issue is with it throwing the "Joint 2 error" when attempting F2
[05:17:31] <jthornton-> usually joint 2 is Z
[05:17:48] <latheguy> (by F2, I mean "machine power button" in the AXIS GUI)
[05:18:31] <XXCoder> hmm that axis works in testing?
[05:18:33] <XXCoder> odd
[05:19:26] <latheguy> It moves and it's sensors are ticking like I want them (as seen through both RL multimeter and HAL watch)
[05:22:41] <XXCoder> https://www.youtube.com/watch?v=6Uqfy4n9V00
[05:22:46] <XXCoder> its simpler than I thought
[05:23:47] <malcom2073> Yeah I was totally disappointed in dyson when I saw it actually had blades, they were jsut hidden
[05:23:59] <latheguy> My thoughts too
[05:24:10] <XXCoder> malcom2073: its nice physics but yeah
[05:24:12] <latheguy> I originally thought it used ionic wind or something
[05:24:15] <malcom2073> It is pretty cool
[05:24:42] <latheguy> It'd be cool if it could kill you from Ozone poisining
[05:26:18] <malcom2073> Oh man a buddy of mine does that "ozone air purifying" shit heh
[05:26:37] <XXCoder> that does work if you deionize after for safety
[05:26:45] <latheguy> Doesn't most air-conditioning machines have an ionizer function nowadays?
[05:26:53] <malcom2073> All I know is that I can't breathe in his house heh
[05:27:17] <XXCoder> malcom2073: everyone belives in weird shit
[05:27:27] <malcom2073> Yep, everyone is their own special flavor of strange
[05:27:35] <latheguy> AFAIK they ionize the air as a way to kill germs and repel airborne alergens
[05:27:47] <XXCoder> my grandfather, one of smartest people I knew, drink extra oxgen (trioxy or something) in drinks
[05:28:08] <latheguy> He breathed through his stomach?! amazing!
[05:28:09] <XXCoder> but then he lived for many years with cancer after doctor said he would live for 6 months
[05:28:23] <XXCoder> latheguy: it supposely helps blood have more oxgen
[05:28:26] <XXCoder> whatever. heh
[05:28:58] <latheguy> Did you know South Korean companies have spread the rumor that air blowers consume oxygen?
[05:29:22] <latheguy> that way they can sell them with an added "auto-off" function for extra money
[05:29:23] <XXCoder> not sure if its companies that spread that but it is illegal to have fans without timers there
[05:30:19] <latheguy> indeed, maybe I'm remebering it wrong about the origin of the rumor
[05:30:28] <malcom2073> https://en.wikipedia.org/wiki/Fan_death
[05:30:30] <malcom2073> Fun read
[05:31:01] <XXCoder> "One conspiracy theory is that the South Korean government created or perpetuated the myth as propaganda to curb the energy consumption of South Korean households during the 1970s energy crisis, but Slate reports that the myth is much older than that � dating almost as far back as the introduction of electric fans in Korea, and cites a 1927 article about "Strange Harm from Electric Fans""
[05:31:47] <latheguy> It's like those people who are afraid of aerial powerlines
[05:31:56] <XXCoder> chemtrails!!!
[05:32:01] <latheguy> because of the "radioactivity" the bleed off
[05:32:11] <latheguy> *they
[05:32:18] <malcom2073> Hehe chemtrails
[05:32:36] <XXCoder> latheguy: there are wireless sensivives. I wanna test one by using wireless router under the couch they sit at
[05:32:37] <latheguy> There was this book I'm yet to read, but ought to be fun: Why people believe strange things
[05:32:50] <XXCoder> I show them I unplug the decoy router and...
[05:33:12] <XXCoder> latheguy: yeah lemme find that heh
[05:33:44] <latheguy> I was googleing it and need to make a correction: Why people believe WEIRD things
[05:34:09] <XXCoder> http://www.mohamedrabeea.com/books/book1_10504.pdf dunno if legit or legal
[05:34:51] <latheguy> Do you know that popular "The Art of Electronics" book?
[05:35:05] <XXCoder> no?
[05:35:31] <latheguy> The pirated version I've found, apart from bad picture quality, seems well within legit
[05:35:50] <XXCoder> I do want to read that
[05:36:08] <latheguy> that book's website has listed how to recognize counterfeit versions
[05:36:46] <latheguy> I've never seen any other book author go through such lenghts. Actually, I've never seen a book being so extensively counterfeit!
[05:37:03] <latheguy> It must be good!
[05:37:15] <XXCoder> it must be yes lol
[05:37:29] <XXCoder> I have c programming reference book published in 1980s
[05:37:35] <XXCoder> its THE book for C
[05:38:04] <latheguy> I still prefer the old Forrest Mims's radioshack booklets, but that's just because I'm used to them :P
[05:39:05] <latheguy> In those booklets it was described how to use a regular LED as a photodiode.
[05:39:18] <XXCoder> yeah saw that project. very omteresting
[05:39:35] <latheguy> then it explained how to use it (or was it an LDR?) for analog comunication
[05:39:48] <XXCoder> mad hacker (same guy who invented candyfab) had that project
[05:40:15] <latheguy> We need more people like those :,)
[05:40:53] <XXCoder> http://candyfab.org/
[05:40:56] <Sync> well using a led in reverse is an old hat
[05:41:21] <XXCoder> they havent updated since 2006
[05:41:23] <XXCoder> too bad
[05:43:13] <XXCoder> actually im wrong
[05:43:22] <XXCoder> for some reason they add new news to bottom
[05:46:16] <XXCoder> ahh so it failed. too bad, though theres sugar printing company now
[05:49:39] <latheguy> News guys: I'm not sure what I did, but AXIS now is throwing "joint 0" errors instead of "joint 2"
[05:49:50] <XXCoder> loose wires?
[05:49:54] <latheguy> I'm guessing the trouble is layered
[05:50:01] <XXCoder> or not enough power to feed all motors
[05:50:08] <archivist> nah
[05:50:21] <latheguy> can't be loose wires: I've been only meddling with software
[05:50:32] * archivist whacks XXCoder for wild guesses
[05:50:39] <XXCoder> ow.
[05:50:46] <latheguy> Why do you insist it's a motor problem?!
[05:51:05] <XXCoder> insisting and wild guesses isnt same :)
[05:51:08] <archivist> stepper no feedback, therefore setup wrong somehow
[05:51:27] <latheguy> My steppers don't feedback, they're open loop
[05:51:54] <latheguy> do you remember House MD? Let's do socratic method here.
[05:52:35] <archivist> divide and conquer is the main method of fault finding
[05:52:35] <latheguy> The patient is a lathe with Z and X axis.
[05:53:59] <latheguy> The Z axis has a regular normally-closed switch acting as minimum limit
[05:54:36] <latheguy> It also has an inductive sensor for max limit, which I intend to use for homing to it is PNP style sensor
[05:54:52] <latheguy> X axis only has an inductive max limit sensor.
[05:55:10] <archivist> only supply relevant info :)
[05:55:42] <latheguy> these sensors are fed 12V, then they couple with a photo-couple to interface with 5V into the ParPort
[05:55:48] <jthornton> http://linuxcnc.org/docs/2.7/html/config/stepper-diagnostics.html#_following_error
[05:56:10] <latheguy> Archivist: remember we're aren't looking for horses in this department, but zebras
[05:56:37] <archivist> latheguy, I have been fault finding since.... a while
[05:57:05] <malcom2073> latheguy: You said hal watch shows htey're working, hal scope show noise in them maybe?
[05:57:27] <archivist> the right sense on/off is more important
[05:57:27] <malcom2073> I think archivist has been fault finding longer than I've been alive :-P
[05:57:44] <archivist> mebe
[05:57:53] <XXCoder> I think hes been fault finding since before cnc was invented ;)
[05:57:58] <latheguy> the photo-couple turns these normally-closed signals into normally open, thus they're not reversed
[05:58:26] <archivist> XXCoder, actually not, cnc was quite early
[05:58:37] <latheguy> on the HALwatch, these sensors stay at 0 as expected, thus
[05:58:38] <XXCoder> that was the joke lol
[05:59:04] <malcom2073> halwatchdoesn't update fast enough to show blips or noise I don't think
[05:59:11] <archivist> latheguy, you may have set linuxcnc to look for the inverse /whatever
[05:59:16] <latheguy> they don't jitter and seem quite clean, only turning 1 when I put a piece of metal in them
[05:59:34] <latheguy> malcom: that's an idea
[06:00:05] <latheguy> How do you suggest I test that?
[06:00:12] <latheguy> an oscilloscope?
[06:00:15] <malcom2073> halscope
[06:02:10] <latheguy> FYI: in at the output of the photocouples there are LEDs so to have visual confirmation on the state of the sensors
[06:02:21] <latheguy> Don't know if that could interfere
[06:02:34] <Loetmichel_> *meh* somtimes i want to hurt one of my workers really hard... i ordered him to do 30 USB-Dsub-adapter-cables 1 m... and told him to use one rd/bk pair of the cable for power and gnd and one ws/bk pair for D-D+... result: i am desoldering all 30 and making them new... (he is on holiday today).. He used the black of the ws/bk pair for gnd and the black of the rd/bk pair als D+. ON ALL 30
[06:02:34] <Loetmichel_> cables. and that man is a ham radio aside from being a certified electrical engineer...
[06:04:06] <archivist> XXCoder, my earliest cnc image in a book is from 1960
[06:04:15] <latheguy> Some people just want to watch the world burn
[06:04:53] <XXCoder> archivist: hmm bit older than i thought
[06:05:09] <XXCoder> oldest machine I use at work is fadal 88, made in 1988
[06:10:33] <latheguy> By my oscilloscope, the low level out of the photo couple soars barely beyond 0.1V, but it's otherwise quite clean
[06:13:12] <archivist> but is hal connected to in or in-not
[06:13:24] <malcom2073> Not oscilloscope, halscope.
[06:13:59] <archivist> on the actual net so it will show any inversion
[06:19:09] <latheguy> I did the HALscope and it seems fine.
[06:19:29] <latheguy> there's no inversion at the Stepconf Wizard
[06:19:54] <latheguy> should I check the .ini?
[06:22:04] <latheguy> Here's something you might be wondering about:
http://pastebin.com/FLRDndpW
[06:23:32] <latheguy> and the sequel:
http://pastebin.com/yjGn04jE
[06:23:33] <archivist> heh I have a startturn
[06:23:57] <latheguy> for some reason people call it "saturn" by mistake
[06:24:37] <archivist> anyway the connections are all in the hal file
[06:25:59] <XXCoder> hm
[06:26:18] <XXCoder> your NC limit, I wonder if that one needed inverision
[06:26:38] <XXCoder> but then it does not explain axis follow error switch
[06:26:42] <XXCoder> from 2 to 0
[06:28:00] <archivist> when I see "seems fine" that doesn not show what you think is fine, the error can be staring you in the face
[06:28:17] <latheguy> When the joint error changed, I did change the ParPort config in the Wizard from "Max Z + Home Z" to only "Home Z"
[06:28:34] <latheguy> then I switched it back but the error stayed at "joint 0"
[06:28:47] <XXCoder> try remove both
[06:28:58] <XXCoder> then use MDI command it to move places
[06:29:02] <latheguy> archivist: when I say "seems fine" I mean I'm noob
[06:29:13] <archivist> I know :)
[06:29:18] <latheguy> and probably not sure what I'm doing
[06:29:52] <latheguy> Jeri Elsworth said once that it wouldn't be R&D if we knew what we were doing :P
[06:30:31] <latheguy> I'll try to remove all Z axis inputs, then the X inputs, then both and see what happens
[06:31:11] <archivist> diagnosis is better than random experiments
[06:32:16] <XXCoder> yeah
[06:32:30] <archivist> diagnosis, should a line be active high or low, is it high or low actually, fault found or move to next possible fault
[06:32:33] <XXCoder> but sometimes the only solution is try to simplify and find flaw
[06:34:47] <archivist> in signal flow/block diagram form, is the signal ok no error to the left else to the right
[06:35:47] <latheguy> after removing both Z inputs from the config and running AXIS, it now allows me to press F2 without throwing error, but attempting to move an axis makes it fail and throw the "joint 0" error
[06:36:42] <XXCoder> so any motion causes that
[06:36:56] <latheguy> the motor will twitch and stop
[06:37:26] <XXCoder> archivist: I seem to recall something like this before
[06:37:39] <XXCoder> but I cant recall what issue was
[06:37:52] <latheguy> Now I tried removing X input from config and recover the Z ones
[06:38:18] <latheguy> In AXIS it works alright and won't throw error even when motors move!
[06:38:36] <latheguy> so the problem must be with X sensor or the X motor'
[06:38:37] <latheguy> ?
[06:40:02] <archivist> motor settings, acceleration too fast?
[06:40:27] <XXCoder> it shouldnt happen with open loop
[06:40:30] <latheguy> Actually a tad too slow
[06:40:43] <XXCoder> when my machine is misconfigured it just attemps to run and no following error
[06:40:54] <latheguy> I'm increasing current, hold on: WE NEED MOAR POWA
[06:41:22] <latheguy> Nope
[06:41:25] <XXCoder> does steppers have feedback?
[06:41:26] <latheguy> it didn't work
[06:41:30] <latheguy> no they don't
[06:41:34] <XXCoder> (no encoders but...)
[06:41:41] <XXCoder> yeah thought not
[06:41:56] <archivist> XXCoder, the comp does had some and can fault is set incorrectly
[06:42:01] <latheguy> Could this be from lack of power from the 5V circuit?
[06:42:05] <archivist> no
[06:42:16] <archivist> settings in your configs
[06:42:32] <XXCoder> sorry just dont know enough here heh
[06:43:14] <archivist> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Following_Error
[06:44:03] <archivist> if your ini is wrong the stepper is commanded to do the impossible, the result is a following error
[06:44:20] <XXCoder> few possibilities for troubleshooting at bottom
[06:44:26] <malcom2073> I thought he was having a limit joint error, not a following error?
[06:44:31] <jthornton> http://linuxcnc.org/docs/2.7/html/config/stepper-diagnostics.html#_following_error
[06:44:53] <archivist> I think he is having more than one problem
[06:44:59] <XXCoder> ah if configuration do not allow certain speed, but stepper is configured to that speed, it may cause following error archivist ?
[06:45:05] <archivist> yes
[06:45:11] * jthornton thinks archivist is correct
[06:45:54] <latheguy> reading...
[06:46:09] <XXCoder> archivist: I find it interesting because stepper configuration do not allow me to violate acceration and motion limits
[06:46:21] <XXCoder> maybe latheguy hand edited it past that limits
[06:46:38] <archivist> XXCoder, the config has to be set to not violate
[06:46:39] <latheguy> I've only used the Wizard for this one
[06:47:05] <XXCoder> archivist: ah not on by default? I guess I turned it on at one point of time or other.
[06:47:09] <archivist> wizard is a broken crutch in my opinion
[06:47:33] <XXCoder> it works well enough for me but yeah
[06:47:52] <XXCoder> I need to figure lot of stuff to get my machine working better lol
[06:48:26] <archivist> wizard know little/nothing about real limits of either the mechanics or the software limits of the figures entered
[06:48:53] <latheguy> So, the issue with the "following error" doc is that I'm not getting a Ferror neither "Joint 0 Following error"
[06:49:26] <latheguy> anyway, my machine is using a ball screw, so following error must be tiny
[06:49:43] <malcom2073> You've been saying "joint 0 error", so people assumed you were getting a following error, you only mentioend joint limit error once a while ago
[06:49:47] <archivist> did you look and check that list of settings that can be wrong
[06:49:50] <latheguy> actually, ball screws for every axis
[06:50:18] <latheguy> [10:16] <latheguy> What if I told you that sensors work and even HAL watch says they're working, but still I've got a "joint 2 limit switch error"
[06:50:28] <malcom2073> Right.
[06:50:31] <malcom2073> Hence, what I said.
[06:51:31] <latheguy> no, I specifically mentioned "joint 2 LIMIT SWITCH error"
[06:51:35] <malcom2073> Though I've mentioned this several times in the conversation and been ignored, so meh :)
[06:51:54] <latheguy> No need to read between the lines
[06:52:19] <archivist> last error mention was but attempting to move an axis makes it fail and throw the "joint 0" error
[06:52:51] <archivist> was after you removed switches, you have two problems I think
[06:53:31] <XXCoder> know whats worse than a problem? 2 problems making everything harder to diagnose
[06:55:53] <latheguy> OK, guys thanks for the help. I'll take a break and check hardware from the start later
[06:56:12] <latheguy> I might return here If there's something worth telling.
[06:56:15] <archivist> in other news, a clock that has been in bits since about the year 2000 and the mechanism followed me to work and back, is ticking again
[06:56:53] <XXCoder> archivist: way to go
[06:57:04] <XXCoder> I
[06:57:18] <XXCoder> I'm considering a large wood clock for fun lol there is some plans
[06:57:31] <archivist> was spread about the house, one case part still to find
[06:57:33] <KreAa> Hurray, I got in touch with the seller of the 4'th axis and they will send me the parts to correct the function. Aka make it hollow shaft.
[06:58:57] <Magnifikus> any idea why this script jumps straight to 24k rpm?
https://gist.github.com/magnifikus/6ecca1cac1c55345d7d52246f9f63128
[06:59:42] <XXCoder> Magnifikus: on single step?
[07:00:07] <Magnifikus> i just execute the macro and it goes straight to 24k rpm, maybe cause dwell does not affect spindle, coolant and io
[07:09:13] <XXCoder> maybe add some actual motion
[07:09:18] <XXCoder> 10 inches of 1 ipm
[07:09:33] <XXCoder> er 10 inches travel at 10 ipm that is
[07:15:19] <latheguy> Jeezzus we've got Lockheed Martin behind our backs!
[07:15:58] <XXCoder> ?
[07:17:47] <latheguy> Skunkworks projects, don't you know?!
[07:18:02] <XXCoder> music?
[07:18:09] <skunkworks> Uh..No
[07:18:34] <latheguy> https://en.wikipedia.org/wiki/Skunk_Works
[07:18:37] <malcom2073> lol
[07:18:58] <XXCoder> interesting
[07:19:04] <XXCoder> including blackbird
[07:21:38] <skunkworks> I used to own a dodge stealth twin turbo.. I got the name from all of the mods I did to it. it stuck
[07:23:03] <latheguy> Could it do a barrel roll?
[07:25:02] <archivist> or just crash like a starfighter
[07:26:08] <XXCoder> Hey, Einstein! I'm on your side!
[07:27:55] <XXCoder> of course theres always this famous "Noooooo!"
[07:38:06] <latheguy> I know it's the wrong franchise, but I'd rather have "Snake, Snake? SNAAAAAAAKE!!!"
[07:39:03] <latheguy> My PC plays "It's High Noon..." at 12 O'Clock :P
[07:56:28] <latheguy> OK guys.
[07:56:37] <latheguy> I've sorted this out
[07:57:20] <archivist> and?
[07:57:29] <latheguy> Firstly I guessed the Ground wires might have been too long and so I soldered shortcuts
[07:58:03] <latheguy> Then I soldered a capacitor (50pF) to the ParPort pin for the X axis sensor
[07:58:10] <latheguy> now it seems to work
[07:58:36] <archivist> my old machine
http://www.collection.archivist.info/searchv13.php?searchstr=starturn
[07:58:53] <latheguy> I don't know which of the solutions made a difference, maybe both, make your bets
[07:59:09] <archivist> 50pf seems small
[08:00:39] <latheguy> Is your Starturn modded?
[08:01:24] <archivist> removed the silly cover :)
[08:01:29] <latheguy> Mine is superficially similar, but it lacks the lamp
[08:01:43] <archivist> lamp seems original
[08:01:49] <latheguy> it also has big Spindle encoder by the side of the Spindle
[08:02:13] <latheguy> and a tool-changing caroussel
[08:02:37] <latheguy> and it's half-black :P
[08:02:38] <archivist> I dont have the tool changer, that was an extra
[08:03:27] <latheguy> apparently the former owners of my machine were wealthy
[08:03:43] <archivist> parallel port is fast enough to read that encoder as long as you keep the rpm sensible
[08:04:45] <latheguy> I'm not using the Encoder so soon
[08:05:25] <latheguy> Does your have a pneumatically actuated spindle?
[08:05:58] <archivist> no, fully mandraulic
[08:06:15] <latheguy> "mandraulic" LOL
[08:06:42] <latheguy> I actually like your Spindle encoder better, at least for the looks
[08:07:12] <archivist> as a cnc without tool changer it spends most of its time out of use
[08:07:26] <latheguy> is that kind of encoder reliable?
[08:07:28] <archivist> manual lathe is faster to use
[08:07:37] <archivist> yes
[08:08:21] <latheguy> It'd be cool to build a circuit to control the steppers without a computer. Kinda like manual-ish jogging
[08:08:29] <archivist> look at that nut made on the starturn internal thread to a dead stop
[08:09:05] <latheguy> CNC machines are better fitted for repeated work
[08:09:08] <archivist> can only do that with reliable encoder and control
[08:10:26] <latheguy> It seems that my machine came with controlling hardware, but I don't have it. Probably malfunctioned or something
[08:10:44] <latheguy> That's way I'm retrofitting it with LinuxCNC
[08:10:48] <latheguy> *why
[08:11:24] <archivist> I got the lathe only too
[08:13:32] <archivist> had to go abroad to fetch it (Scotland)
[08:16:21] <latheguy> BTW, when you say 50pF is too small a capacitor, what would you use?
[08:19:33] <archivist> 1n maybe
[08:21:27] <latheguy> Was checking out your archive. It looks pretty cool, but I only see tables of documents how do I access them?
[08:21:52] <archivist> they are real paper, I have to scan them if needed
[08:22:14] <latheguy> oh, so your recording the existence of those papers.
[08:22:30] <archivist> yup
[08:22:41] <latheguy> Have you ever used OCR?
[08:22:52] <archivist> scan on demand save me loads of work
[08:23:10] <archivist> OCR needs a lot of baby sitting
[08:23:57] <latheguy> That's what I thought
[08:23:58] <archivist> OCR that
http://www.collection.archivist.info/diva/systrondonner1626.html#p=127&z=1
[08:24:21] <latheguy> I've seen it well used and badly used. I was guessing it's hard to get right
[08:25:14] <archivist> mandraulic OCR
http://www.archivist.info/cnc/screw_error/Glazebrook.php
[08:26:06] <latheguy> Did you mean Captcha? ;)
[08:27:43] <archivist> I mean a scan on the screen and ME typing
[08:27:53] <latheguy> Got it. ;)
[08:28:33] <latheguy> In the website you say it's an hobby. Do you work as librarian or something related?
[08:28:39] <archivist> mostly people want old service manuals
[08:29:08] <archivist> no never had a real library job
[08:30:02] <archivist> but am a software person so the database and search was not too hard
[08:30:46] <latheguy> There was this one time when I was asked to fix an analog audio mixer. It was big and clumsy. I'd hoped to find some drawings or schematics of it.
[08:31:12] <latheguy> Never found them and I never found what was wrong with it.
[08:33:01] <latheguy> It seems you've also made clockworks bits too.
[08:33:28] <latheguy> I've wanted to do that at some point, but never been able to.
[08:34:25] <latheguy> I've been designing mechanical computers and other gadgetry. I think it's very interesting, but also impractical.
[08:34:26] <archivist> I got a job at a clockmakers
[08:35:19] <archivist> I have a bit of old analogue mechanical computing, has a steel ball in the middle
[08:35:20] <latheguy> I'd be very happy if someday I see a logic gate mechanism designed by me
[08:35:46] <enleth> archivist: fro mmy experience, Adobe Acrobat's ORC is close to being perfect
[08:35:55] <enleth> it's not cheap, though
[08:36:21] <archivist> I am not buying anything when out of a proper job
[08:36:27] <latheguy> My interest started when I read about someone trying to make mechanical logic gates out of Lego
[08:37:29] <latheguy> I didn't like how the other guy was making those gates and so I designed my own.
[08:38:19] <latheguy> https://www.randomwraith.com/logic.html
[08:39:35] <archivist> I suppose Hollerith and Jackard were early examples
[08:40:01] <enleth> archivist: you can check it out on a subscription basis, $25/month for a single month no strings attached, sure beats $500 for a permanent license
[08:40:36] <archivist> I have not earned that much in the last month
[08:40:53] <enleth> ok, I can see your point
[08:41:08] * JT-Shop knows how that feels
[08:41:39] <enleth> still, if your situation changes for the better and you end up needing a good OCR, I can recommend that one
[08:42:10] <enleth> it's a pity there are no open source OCRs of such quality, though
[08:42:22] <archivist> tesseract iirc
[08:42:51] <archivist> they all require nice source images and fonts
[08:44:01] <latheguy> given Tesseract is under Google's wing, I'd bet it's a pretty good one
[08:47:06] <latheguy> I've once mailed a youtuber who makes CAD animations of mechanisms about my Gate designs, but he answered that the subject was too unfamiliar for him. :P
[08:47:14] <archivist> probably what they use for reading scans in PDFs
[08:49:55] <latheguy> I hope someday we can have a digital copy of every book!
[08:50:28] <archivist> archive.org is scanning
[08:50:48] <archivist> their current OCR sucks though
[08:51:28] <latheguy> Better write them to start using Tesseract :P
[08:52:25] <Sync> I had a lot of trouble getting tesseract running reliably
[08:53:10] <latheguy> Computers suck at doing human things like reading...
[08:53:38] <jdh> at most all things
[08:53:40] <malcom2073> They're getting better though. They sucked at listening not long ago
[08:53:42] <latheguy> It's obvious but I had to put it out there
[08:54:00] <latheguy> They still do at anything not english :(
[08:54:30] <Sync> well, not suprising
[08:56:15] <jdh> nor cincerning
[08:57:05] <jdh> I have heard there are places that don't speak english and use that weird measurement system
[08:57:16] <latheguy> Imagine if Babbage had started an Information Age 100 years ago: could artificial intelligence research have started earlier?
[09:00:02] <Polymorphism> still waiting for replacement ballscrew
[09:00:13] <Polymorphism> hadn't heard from george about assembly so emailed again., he will call tonight
[09:00:27] <Polymorphism> I still have hope that I will one day have a CNC machine
[09:02:06] <latheguy> Hey, Poly, do you have an interesting story for choosing your nickname?
[09:02:10] <tiwake> _methods: poke
[09:02:20] <tiwake> _methods: steel question
[09:02:23] <tiwake> if you are awake
[09:02:54] <tiwake> ...a friend is over right now asking about what kind of steel to use but I'm not quite sure
[09:03:12] <archivist> depends what the item will be
[09:03:21] <archivist> what it will be used for
[09:03:26] <latheguy> https://en.wikipedia.org/wiki/CPM_S30V_steel
[09:03:30] <tiwake> heh
[09:03:32] <Polymorphism> latheguy, it's a computer science term, one of the three tenets of object oriented programming
[09:03:44] <latheguy> I know what it is
[09:04:00] * archivist shoves OOP where the sun dont shine
[09:04:07] <latheguy> LOL
[09:04:16] <latheguy> I actually like Python
[09:04:17] <latheguy> :
[09:04:19] <latheguy> :P
[09:05:00] <latheguy> I uses classes for encapsulation, but don't bother with the phylosophical conudrums brought up by full on OOP
[09:05:42] <tiwake> archivist: hey... bucket arm for a farm tractor has an eye-hole completely wobbled out, friend was asking about what kind of steel to make a bushing out of to weld in, without properly fixing the wobbled out part
[09:06:40] <tiwake> pin goes through the two joints on the bucket arm to complete the joint
[09:07:04] <latheguy> I'll go on a quest for tiny drill bits. BRB
[09:07:06] <SpeedEvil> bushing may be a proper and more lasting fix, depending on stuff
[09:07:29] <tiwake> SpeedEvil: right, but the wobbled out part will still have gaps
[09:08:04] <SpeedEvil> Not gaps, lightening holes.
[09:08:34] <archivist> tiwake, best to bore out and fit a bronze bush
[09:09:13] <SpeedEvil> Two sheets of silicone cooking paper clamped to the side, and just pour in babbit till it's full.
[09:09:39] <SpeedEvil> (do not do this)
[09:11:34] <archivist> tiwake, basically it is whatever is machinable for that sort of application (rough treated by the user)
[09:11:42] <tiwake> archivist: oh, more information, evidently the tractor will not last long enough for a proper fix... herm
[09:11:47] <archivist> keep lubricated
[09:11:48] <tiwake> I just told him 4142
[09:12:12] <tiwake> and for a more proper fix, press a bushing inside of that
[09:12:15] <tiwake> but enh
[09:12:39] <SpeedEvil> Grease is going to make it last hellalonger.
[09:15:40] <tiwake> yeah
[09:16:31] <tiwake> I didnt quite get the whole story when he asked me that... meh
[09:21:15] * JT-Shop takes a sauerkraut and chopped carrots break
[09:25:35] <Sync> tiwake: he also should replace the pin
[09:25:46] <Sync> with the proper case hardened stuff
[09:25:54] <Sync> you can actually buy it by the meter
[09:26:48] <enleth> shouldn't that be a steel bushing with a bronze sleeve?
[09:27:41] <tiwake> aluminum bronze would be best
[09:27:51] <tiwake> good stuff
[09:29:32] <Sync> or something like cusn8
[09:29:36] <Sync> or cusn8p
[09:31:06] <SpeedEvil> At some point, half-assing it becomes sane.
[09:31:32] <SpeedEvil> Unless you plan to actually tear down the whole machine and fix every single issue
[09:31:33] <_methods> yeah we've made bushings out of plain carbon steel for people before in that situation
[09:31:59] <Sync> SpeedEvil: not really, preventative maintainance usually would save most tractors
[09:32:06] <SpeedEvil> Sync: Sure.
[09:32:22] <Sync> but it is not sane, as it will cost more than doing it properly for once
[09:32:32] <Sync> not in the short term, but in the long run
[09:32:34] <SpeedEvil> Sync: But once you're in the state that PM isn't going to do anything, and there are ten faults on it, ...
[09:32:35] <_methods> you can do plain carbon to get you by especially if they don't care about the tractor
[09:33:01] <SpeedEvil> Sync: Of course if you own the tool from new, proper maintainance can make stuff last orders of magnitude longer
[09:33:28] <SpeedEvil> Always grease your nipples.
[09:35:20] <Sync> I'd always try to fix the issues properly so I don't have to worry about them anymore
[09:35:58] <Sync> that's what I don't get, I know a few farmers that lost productivity because they refuse to change fluids in their machines
[09:36:17] <Sync> sure it costs money, but a lot less than a new CAT engine if it gets an unplanned inspection hole
[09:36:29] <SpeedEvil> yeah - but if fixing the tool properly would cost more than a replacement one, ...
[09:36:44] <SpeedEvil> And I utterly agree on PM. But it's not always that simple.
[09:37:52] <Sync> well, say if I buy a used tractor that is clapped out for a reasonable price and invest some money, I'm usually still cheaper than buying a new unit
[09:39:47] <SpeedEvil> Sure, if you have the tools, equipment and the tool is going to be used enough to make the fixes pay off.
[09:41:14] <Sync> even calling in a contractor to bore your stuff is relatively cheap
[09:41:28] <Sync> compared to what farm equipment costs new
[09:53:11] <tiwake> _methods: hey
[09:53:27] <tiwake> _methods: moving to texas the first week of Aug.
[09:55:36] <latheguy> I was thinking about 3D printers: consider I'm to buy/make a 3D printer. What can be said of the Delta style ones?
[09:56:53] <tiwake> make one
[09:56:57] <tiwake> you will learn tons
[09:57:22] <archivist> like what not to print in 3d
[09:57:32] <latheguy> LOL
[09:58:05] <latheguy> the question is: regular cartesian VS delta printers.
[09:58:17] <latheguy> Why one and not the other
[09:58:56] <archivist> same as climbing mountains, because its there
[09:59:06] <tiwake> latheguy: what style you thinking? SLS? SLA? extrusion?
[10:00:22] <tiwake> I gotta go, work time
[10:00:36] <latheguy> Bye
[10:01:16] <latheguy> Is it true that delta printers have distortion towards the edges of the object?
[10:01:39] <archivist> might if the maths is off
[10:02:18] <archivist> mechanical errors could well amplify towards limits
[10:02:21] <latheguy> It's just something that should compensated through software, then?
[10:03:03] <malcom2073> They have varying levels of resolution depending on position
[10:03:12] <malcom2073> But that's not something you'd typically notice
[10:04:55] <latheguy> I feel like we're at a stage of 3D printer development similar to when semiauto pistols were first invented: we aren't sure how they are supposed to look like
[10:12:12] <_methods> tiwake: ah cool so you got your job lined up
[10:23:04] <latheguy> I need a bigger capacitor...
[10:25:30] <gregcnc> 1..21 gigawatt flux capacitor
[10:26:04] <latheguy> not so fast! I'm not intending on time travel!
[10:26:39] <latheguy> Now I wonder what size would be a 1.21 GigaFarad cap
[10:28:47] <latheguy> So, what about Tay. Do you remember that bot?
[10:50:13] <gregcnc> anyone use www.fluid-film.com? boeshield seem to work OK
[11:18:20] <Sync> gregcnc: fluidfilm is nice
[11:18:52] <gregcnc> what do you use it on?
[11:20:24] <Sync> my car
[11:23:22] <pcw_home> sheep grease
[11:23:51] <archivist> also used for sealing anodising
[11:25:45] <Magnifikus> hmm any idea? when i stop/abort a programm, the machine keeps the current movement speed for 2 seconds and stops when
[11:25:53] <Magnifikus> pretty shitty
[11:26:26] <archivist> is the PC memory challenged
[11:27:42] <archivist> I assume you mean keyboard abort rather than a external switch
[11:33:05] <malcom2073> Magnifikus: Are you using a beagleboneblack?
[11:46:13] <Magnifikus> nah custom fpga
[11:46:22] <Magnifikus> with pi3 and spi
[11:47:04] <malcom2073> Ah, on the BBB I saw input lag that would do exactly that
[11:47:17] <malcom2073> Narrowed it down to the input interrupts not getting enough cpu time for keyboard hits
[11:47:58] <malcom2073> Or rather, taking up too much time
[11:48:31] <archivist> must not be swapping else work gets queued
[11:49:45] <malcom2073> Unknown, but it didn't happen often enough that I could test much further before I abandoned the BBB for that purpose
[11:50:01] <malcom2073> We back to my 800mhz P1, which worked great heh
[11:50:06] <malcom2073> went*
[12:09:02] <Polymorphism> ban all trucks
[12:29:51] <Cromaglious_> $50 background check on drivers everyday before they can drive thier truck.
[12:30:22] <Cromaglious_> and they need a background check before they can buy deisel
[12:31:35] <Cromaglious_> and they can't have black assualt trucks either.
[12:48:32] <malcom2073> I guess some people just can't wait until after the days of mouring to make jokes.
[12:53:35] <Tom_itx> some turn it into a political rally
[13:34:16] <enleth> malcom2073: jokes are a way of coping with such a reality too
[14:05:16] <Magnifikus> http://pasteboard.co/7mbqbpAH.png my first tower drive for the delta :)
[14:06:41] <FinboySlick> Magnifikus: Nice. What sort of rail/linear bearing are you using?
[14:07:07] <Magnifikus> igus
[14:07:56] <Magnifikus> now im tempted to replace the pullwinded carbon rod arms with steel ^^
[14:08:40] <FinboySlick> Pick/place, printer or will it be milling?
[14:08:46] <Magnifikus> maybe all of that
[14:09:06] <Magnifikus> 3d printer was the beginning, but i think light milling is also okay
[14:09:13] <FinboySlick> Must be pretty hard getting these rigid for their whole range of motion.
[14:09:30] <Magnifikus> the rails?
[14:09:36] <Magnifikus> are mounted on 40x40 profiles
[14:09:40] <FinboySlick> Delta setups in general.
[14:09:55] <Magnifikus> if its not stiff enough i can add more structure to the sides
[14:10:11] <gregcnc> saw this one on yt
https://youtu.be/nebJ59TcYlQ
[14:10:15] <FinboySlick> Top rigidity for your setup would be at the bottom, centered.
[14:10:21] <Magnifikus> but the triangles on top and bottom are 20x40 profiles too
[14:10:40] <Magnifikus> would say top center
[14:10:52] <Magnifikus> dunno
[14:11:09] <Magnifikus> gregcnc, yeah but thats 6 axis not 3 :)
[14:11:40] <Magnifikus> its just my plaything
[14:11:54] <Magnifikus> the question i try to solve with matlab atm is
[14:12:05] <Magnifikus> will be servos with 600 steps/rev fine enough
[14:12:07] <XXCoder> what cam do you use?
[14:12:13] <XXCoder> because thats complex machine'
[14:12:34] <Magnifikus> i dont think greg has that
[14:13:47] <Magnifikus> i guess its xyz ab or so
[14:15:45] <gregcnc> are the spherical joints preloaded or I don't know how you eliminate clearance
[14:16:26] <Magnifikus> thats an open question :)
[14:16:33] <Magnifikus> but they look pretty stiff
[14:17:30] <Magnifikus> an option would be a strong spring parallel to the arms
[14:18:55] <gregcnc> for milling seems like you want it tight
[14:19:20] <Magnifikus> "to be evaluated" :)
[14:20:12] <Magnifikus> best would be some joints with bearings on the long run
[14:20:24] <Magnifikus> and for milling an problem is also the open ballscrews
[14:20:28] <Magnifikus> as they love dirt
[14:21:06] <Magnifikus> engraving 3d printing laser maybe pick and place is the destiny imho
[14:21:51] <Magnifikus> i run our lab cnc today with a 8mm roughening endmill
[14:22:11] <Magnifikus> and im impressed, like when the oil lubricant is smoking on the flying chips :D
[14:22:31] <Magnifikus> and the machine is still silent and smooth
[14:22:46] <Magnifikus> so milling is some kind of "other" business
[14:23:39] <Magnifikus> and the reason for ballscrews is just i dont like 2m long belt drives :D
[14:25:06] <_1SheYode> is there an option to display the tooltable comment when being prompted to change tools? I can't always remember what tool#2 is.
[14:36:53] <Magnifikus> gmoccapy does it
[14:36:56] <Magnifikus> maybe check there
[14:37:30] <XXCoder> Magnifikus: you can always cover ballscrews with linear springs
[14:37:38] <XXCoder> whatever its called. usually used on lathes
[14:38:27] <Magnifikus> yeah when i got funds for that :)
[14:41:29] <Magnifikus> telescopic springs
[14:41:40] <XXCoder> cool
[14:42:18] <Magnifikus> http://www.aliexpress.com/item/30-600-50-conical-spiral-steel-tape-telescopic-spring-shield-covers/32625466795.html?spm=2114.01010208.3.341.DS6Qv0&ws_ab_test=searchweb201556_0,searchweb201602_4_10057_10056_10055_10037_10049_10033_10032_10058_10017_405_404_407_10040,searchweb201603_4&btsid=e12d1ab1-6da9-4c09-85c3-7f51e13e28db
[16:16:10] <JT-Shop> zeeshan: you around?
[16:20:40] <Frank_12> hi guys
[16:39:41] <Deejay> gn8
[17:14:24] <JT-Shop> Frank_12: you find a temporary cable to use?
[17:14:40] <JT-Shop> dang rain to the north and to the south I hope it misses us
[17:15:14] <Frank_12> not yet.. im still building the electric enclosure
[17:15:45] <Frank_12> had some issues wwith caulk rusting the metal, now i have to take all that nasty stuff out
[17:16:07] <JT-Shop> yuck
[17:16:22] <JT-Shop> http://gnipsel.com/images/press-brake/press-brake-01.jpg
[17:16:29] <JT-Shop> my 50 ton press brake
[17:17:38] <Frank_12> sweet old classic steel, cant beat that
[17:18:33] <JT-Shop> I'm going to have to fit a hoist of some sort on the press lol
[17:19:23] <eeriegeek> I didn't know Lenox delivered pizza
[17:19:36] <JT-Shop> yep, cheap too
[17:20:05] <JT-Shop> actually having Papa Murphy pizza tonight
[17:20:19] <JT-Shop> I had to dig out my 3-4 blade to cut the big stuff
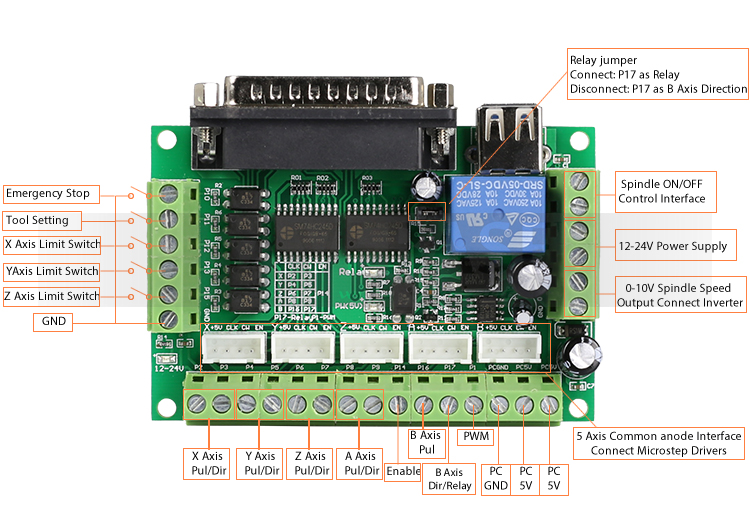
[17:24:47] <ai6ci> Hi got one of these.
http://www.gbeshop.com/InfoBase/SAVEBASE/PKG/004393/Image/New_5axis_breakout_board_interfaces_fw_r2_c1.jpg Now my old usb board had a spindle control wires marked VR=10V, 0-10VOUT GND FWD
[17:25:14] <ai6ci> One is a reference of 100%, one is the output level, gnd is obvious, whats forward
[17:25:46] <ai6ci> and what would I wire to "spindle on/off control interface, thats kinda weird
[17:26:27] <XXCoder> i suppose that turns on or off the spindle, or rather signal spindle controller to do so, but its just a wild guess
[17:26:56] <XXCoder> ai6ci: I guess that board requires stepper drivers?
[17:27:07] <JT-Shop> might be chinlees for spindle enable???
[17:27:13] <ai6ci> yea that board requires the stepper driver boards as well
[17:27:35] <ai6ci> those are all plugged in, just trying to figre out the spindle wiring
[17:28:09] <ai6ci> nowforever VFD
[17:28:19] <ai6ci> was the only thing plugging into my old USB based controller
[17:28:25] <ai6ci> and it was just 4 wires to the board.
[17:30:01] <ai6ci> AIN1, 12V, X1 and COM are what the wires from the old board are running into.
[17:33:05] <ai6ci> So the one marked VR=10V on the old controller is attached to 12V on the VFD, the green wire is on AIN1 which I believe is the 0-10V control, the blue wire on COM/GND and the red wire, on the VFD is marked X1 and on the old controller is FWD
[17:33:40] <ai6ci> I just don't know what X1/FWD correlates to.
[17:34:23] <XXCoder> dunno
[17:37:53] <ai6ci> looks like its tied to that big relay
[17:39:35] <eeriegeek> spindle direction FORWARD/~REVERSE ?
[17:39:56] <ai6ci> Maybe but I'm not seeing a place for that on the board.
[17:40:21] <ai6ci> no spindle direction option afai
[17:47:04] <ai6ci> X1 Terminal Function Setting Range 0-14, factory value:1 which is "Forward run, forward run command input."
[17:56:27] <ai6ci> 12V has 20mA of power on it, maybe I can run the controller card off the VFD power.
[17:58:25] <XXCoder> https://66.media.tumblr.com/c7dd431015026bf4652fb175e5e1fc29/tumblr_oadcsvZnSM1qfqxggo1_500.gif lol
[18:05:05] <ai6ci> TP: Make sure you get a clean sweep.
[18:07:44] <ai6ci> So much better:
https://pbs.twimg.com/media/Cna6AcAWcAAZWet.jpg
[18:21:29] <Loetmichel_> *meh*. and another laptop battery dead... wasnt the brightest idea to have the bathtub laptop plugged in always. 6 monts of continuous charge have killed the battery... oerderd a new one.. i am curious how much quality one can get fpr 12 eur including shipping for a 4400mAh laptop battery... and yes, i am typing this from the tub :-)
[18:22:02] <XXCoder> yeah lathinium ion sucks in that respect
[18:22:14] <XXCoder> Loetmichel_: you can rebuild batteries though, as its always one or 2 cells that die
[18:22:17] <XXCoder> not all
[18:22:29] <Loetmichel_> doesent bother at 12 eur
[18:22:37] <XXCoder> dang
[18:22:49] <XXCoder> my laptop battery cost over 100 bucks lol (50 euro approx?)
[18:22:52] <ai6ci> What battery chemistry is that?
[18:23:07] <XXCoder> its almost always lathinium ion
[18:23:15] <Loetmichel_> liion of course
[18:23:24] <Loetmichel_> its a toshiba sattelite L750
[18:23:49] <Loetmichel_> 100 american dollars would be around 90 eur ii think
[18:24:52] <XXCoder> ah it evened up I see
[18:25:01] <ai6ci> I was like wait what, latinum batteries, lafnium...
[18:26:04] <Loetmichel_> http://www.ebay.de/itm/121232585235 <- i wonder how long that battery will live tho
[18:26:15] <XXCoder> build your own heh
[18:26:17] <Loetmichel_> its DIRT cheap
[18:35:02] <Loetmichel_> oh, afreind toldme the priche got up to 20 eur, mayby that 12 eur was an error... i wonderend why it was so cheap.. :-)
[19:24:14] <KreAture_> hey
[19:24:23] <KreAture_> anyone played with 4'th axis and fusion 360 yet?
[19:24:35] <KreAture_> I see continous forth is not yet here, or atleast i can't find it
[19:25:20] <KreAture_> so, that means I have to fiddle with sequences of operations instead, stepping em in a rotation around the object
[19:25:22] <KreAture_> :(
[19:25:30] <KreAture_> Not the most eff way of emulating a lathe
[19:25:32] <KreAture_> hehe
[19:28:15] <yasnak> program in x and y and use interpolation?
[19:36:47] <KreAture_> My part is like this:
http://kreature.org/projects/3d_printer/rostock_plus/needle_hotend/mightymouse_12.jpg
[19:36:53] <KreAture_> That one is turned
[19:37:06] <KreAture_> I was pondering using my new 4'th axis to machine it
[19:37:12] <KreAture_> however it may not be very usefull
[19:37:18] <KreAture_> very slow I think
[19:37:59] <KreAture_> I need to either cnc my lathe or put a stationary cutter on the head of the cnc and use it as a lathe, if I can...
[19:55:29] <eeriegeek> Progress! Got the primer on:
http://imgur.com/a/Ui8PO
[19:56:16] <KreAture_> hmm
[19:56:21] <KreAture_> steel frame ?
[19:56:35] <eeriegeek> yep
[19:56:44] <KreAture_> somebody has been melting metal
[19:56:46] <KreAture_> :)
[19:56:50] <KreAture_> cnc ?
[19:57:13] <eeriegeek> and grinding a lot since i'm terrible at melting metal
[19:57:23] <eeriegeek> multipurpose
[19:57:46] <KreAture_> http://kreature.org/projects/cnc/a-axis/DSC_1566.JPG
[19:57:49] <KreAture_> http://kreature.org/projects/cnc/a-axis/DSC_1565.JPG
[19:57:51] <KreAture_> :)
[19:57:56] <eeriegeek> very light cnc, since I think my rails wont be too heafty
[19:57:56] <KreAture_> My latest toy is the 4'th axis there
[19:58:31] <eeriegeek> nice
[19:59:31] <KreAture_> It's set up with airjet there and vacuum
[20:00:02] <KreAture_> I also have plans for misting and flood but with a basin like this:
http://kreature.org/projects/cnc/coolant/DSC_1538.JPG
[20:00:42] <KreAture_> Need to adjust my design for skirt/vac again though as the skirt isn't very well suited for the 4'th axis and bath
[20:00:47] <KreAture_> needs to be easily removed I think
[20:01:15] <eeriegeek> maybe just put a curtain around the whole bath?
[20:01:27] <KreAture_> well, the gantry runs into that
[20:01:34] <eeriegeek> hmn
[20:01:43] <Jymmm> hire a midget (neghbor kid)
[20:02:07] <KreAture_> I think what I need is a longer nose on the spindle or atleast pop off solution for the skirt
[20:02:31] <KreAture_> I think magnetic snap on would work
[20:02:39] <KreAture_> Have some really powerfull magnets I can use
[20:02:51] <KreAture_> They have a center hole too for mounting
[20:03:19] <KreAture_> The brackets sticking down to grip the skirt box could easily fit the mags and the skirt would then be easily detatchable
[20:03:22] <KreAture_> could work
[20:42:50] <XXCoder> KreAture_Zzz: nice
[20:58:05] <XXCoder> new clickspring video!
[21:08:16] <djdelorie> TWO new clickspring videos!
[21:08:27] <XXCoder> it usually come in pairs
[21:08:38] <XXCoder> expecially if guy needed new tool of some kind
[21:08:42] * djdelorie is not complaining
[21:08:47] <XXCoder> indeed
[21:08:54] <XXCoder> me either :D
[21:10:23] <XXCoder> I find it interesting that guy tend to not touch final parts
[21:12:10] <XXCoder> I really like that toe clamps
[21:13:27] <gregcnc> I'll be surprised if Fusion ever releases continuous 4th in the free version
[21:14:13] <XXCoder> I love how riciously shiny clickspring parts are.
[21:14:26] <djdelorie> even the tiny screws
[21:14:30] <XXCoder> indeed.
[21:15:09] <XXCoder> but the pendium disk must be shinest of them all
[21:15:23] <XXCoder> guy probably broke some ohysics getting that shine
[21:16:45] <gregcnc> it's process and patience
[21:16:58] <XXCoder> gregcnc: I know lol
[21:17:28] <CaptHindsight> been gone a few days, what did I miss?
[21:17:38] <XXCoder> new clickspring videos
[21:17:45] <gregcnc> I try to make things looks nice, but beyond a good machined finish is unlikely
[21:19:40] <gregcnc> capthindsight not much to miss I think. I was going to ask you where I could buy 10/3 mc in 50ft or by the foot. I ended up with 100' roll
[21:22:24] <XXCoder> french shellec polishing is interesting
[22:41:44] <roycroft> french polishing is a lot of work
[22:41:58] <roycroft> but the results can be quite beautiful
[22:42:34] <roycroft> i rarely do it
[23:40:56] <XXCoder> roycroft: interesting. thanks
[23:43:52] <XXCoder> roycroft: it dont seem to be waterproof unfortunately
[23:44:03] <roycroft> shellac isn't very waterproof
[23:44:10] <roycroft> and it's alcohol soluble
[23:44:18] <roycroft> not a particularly durable finish
[23:44:27] <roycroft> but it has great depth and beauty
[23:44:34] <XXCoder> I wonder if it can be coated with some water soluable coating to protect it
[23:44:41] <roycroft> i like to add a couple coats of was on top of a shellac finish
[23:44:51] <XXCoder> was?
[23:44:53] <roycroft> that helps make it more durable and water resistant
[23:44:57] <roycroft> wax, sorry
[23:45:03] <XXCoder> np lol
[23:46:47] <roycroft> a shellac finish is very easy to repair, though
[23:47:34] <roycroft> just take a pad, dip it in some fresh shellac, and rub the damaged surface
[23:47:51] <roycroft> in a pinch i've even used just alcohol and rubbed very lightly
[23:48:05] <CaptHindsight> it's a water soluble resin
[23:48:12] <roycroft> water and alcohol
[23:48:21] <roycroft> from the lac beetle
[23:48:59] <CaptHindsight> if you want it to be waterproof after drying you can add a non water soluble resin
[23:49:23] <CaptHindsight> if alcohol is the solvent then you have many non-water soluble resins to choose from
[23:49:36] <CaptHindsight> but then why even bother with the shellac?
[23:49:54] <roycroft> a furniture wax high in carnuba will make the surface water resistant
[23:49:57] <roycroft> shellac is very duralbe
[23:50:05] <roycroft> and leaves a beautiful finish
[23:50:17] <CaptHindsight> depends on what your def of durable is
[23:50:20] <roycroft> it really enhances the beauty of the wood
[23:50:59] <roycroft> it's also the most easily repaired finish i've ever used
[23:51:09] <CaptHindsight> there are water soluble before cure urethanes
[23:51:29] <CaptHindsight> after polymerization they are waterproof
[23:51:47] <roycroft> and how easily can they be repaired?
[23:52:24] <CaptHindsight> shellac and wax are easily reduced with solvents after drying
[23:52:40] <CaptHindsight> depends on the repair
[23:53:05] <CaptHindsight> you can sand and recoat with urethane and it will crosslink to the older layer
[23:53:13] <roycroft> that's a lot of work
[23:53:22] <roycroft> with shellac you take a rag dipped in fresh shellac, and rub
[23:53:25] <CaptHindsight> depends on the repair
[23:53:31] <roycroft> that may be its best feature
[23:53:40] <CaptHindsight> center of a tabletop or edge of a chair leg etc
[23:53:41] <roycroft> no sanding or other prep
[23:53:56] <roycroft> and it will be dry in seconds
[23:53:59] <CaptHindsight> it depends on what you want
[23:54:24] <CaptHindsight> XXCoder: mentioned making it water proof
[23:54:33] <CaptHindsight> why I mentioned the urethane
[23:54:52] <roycroft> i would not recommend shellac in a marine application
[23:55:36] <CaptHindsight> anything with iron as well :)
[23:55:50] <CaptHindsight> cellulose coatings are also out
[23:56:24] <XXCoder> epoxy heh only it would wear in UV sunlight
[23:56:42] <CaptHindsight> urethanes for UV
[23:57:00] <CaptHindsight> or polyesters to save some $
[23:57:13] <roycroft> shellac is also a good wood sealer
[23:57:23] <roycroft> apply it before staining/using other finishes
[23:57:39] <CaptHindsight> I'm watching the coup in Turkey
[23:57:48] <roycroft> the mopup, you mean?
[23:57:52] <roycroft> the coup is over
[23:57:56] <roycroft> and has been for some time now
[23:58:00] <CaptHindsight> interesting watching it live stream on Turkish TV
[23:58:37] <roycroft> interesting that the coup attempt was thwarted using social media
[23:58:39] <roycroft> that may be a first
[23:59:21] <XXCoder> interesting
[23:59:32] <XXCoder> so goverment retained control?
[23:59:36] <roycroft> yes
[23:59:56] <XXCoder> dunno if good thing or not.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}