Back
[00:48:37] <Ralith> enleth: that video would have been a lot more impressive if the audio recording wasn't terrible and if you could see any evidence whatsoever that the lathe was actually the source of the sound
[00:51:58] <enleth> Ralith: I'm aware of that, I just dind't give a damn at 5 in the morning, after severa; hours of getting it to work at all
[00:52:22] <enleth> that was just meant to be a joke video made at the end of the day
[00:52:40] <Ralith> that's yours?
[00:52:41] <enleth> Ralith: besides, the recording is fine
[00:52:51] <enleth> it's the playback quality that absolutely sucks
[00:53:04] <Ralith> the recording is poorly mastered at best
[00:53:04] <enleth> Ralith: yeah
[00:53:10] <Ralith> well, nice job getting it to work
[00:53:20] <Ralith> is the casette specially recorded or does it just happen to work like that?
[00:54:15] <Ralith> if you got a better mic or something you could probably get some views, there's entire youtube channels drawing in ad money based on wacky things playing music
[00:54:21] <Ralith> and heavy machine tools are a new one afaik
[00:54:30] <Ralith> well, light machine tools in this case, but still
[00:54:32] <enleth> I'll probably re-record it in a few days
[00:54:57] <enleth> but it really does play like crap
[00:55:06] <Ralith> sounds better than most hard drive music I've heard!
[00:55:35] <enleth> the casette is just a normal dubmood release, brand new (yeah, some musicians still release casettes!)
[00:55:48] <enleth> but the deck and the speakers massacred it
[00:56:03] <Ralith> oh, wait, the lathe actually has speakers?
[00:56:07] <enleth> yeah
[00:56:09] <Ralith> aw
[00:56:14] <enleth> it's for instruction recordings
[00:56:18] <Ralith> I see
[00:56:18] <enleth> it's a training lathe
[00:56:52] <Ralith> it seems like it would have been much cheaper for whoever it was originally marketed to to just buy a regular lathe and a casette player
[00:57:35] <enleth> basically an Emco Model 8 converted to CNC with a special control designed for operator training
[00:57:49] <Ralith> you should definitely rig up the motor controllers to play dubmood on the steppers next :D
[00:58:15] <enleth> mechanically, the conversion itself is pretty solid
[00:58:43] <enleth> the control is slow, weird and a PITA to use in all aspects
[00:58:58] <enleth> but it should make a very nice linuxcnc retrofit machine
[00:59:46] <enleth> the control does have some nifty features, like graphical program visualization
[01:00:09] <Ralith> this is what I thought you were demoing:
https://www.youtube.com/watch?v=lCh-LC0UCM0
[01:00:44] <enleth> you tell it what the stock diameter and length is, define the tools used, and it graphs the shape that the current program would produce
[01:00:54] <enleth> on a green monochrome CRT, no less
[01:01:05] <Ralith> I think dubmood themselves would've appreciated the gesture of getting an original CNC machine control system to play their tape
[01:01:26] <enleth> yeah, I guess so
[01:02:18] <Ralith> more impressive:
https://www.youtube.com/watch?v=R2UmkfixRH8
[01:02:37] <Ralith> one voice per axis!
[01:03:09] <enleth> anyway, I'm off to sleep, I spent the whole night to get that lathe running and the VFD is still apparently dead
[01:03:44] <Ralith> \o
[02:16:44] <_abc_> archivist: I know you are into watchmaking and stuff, this piece was sold recently at auction for ~UKP60k to the current Moinet factory CEO. 1816, 30Hz (!) escapement, 1st known chronometer in the world.
http://www.masterhorologer.com/2014/04/louis-moinet-compteur-de-tierces-circa.html ;; now, the article mentions "runs on oiled rubies". What oil would they have used on watch rubies in 1816? Whale oil I as
[02:16:50] <_abc_> sume?
[02:18:19] <_abc_> Also that is crazy small for 1816 imho. A 60mm caliber timepiece does not count as very small even in 2016.
[02:20:28] <_abc_> http://www.thehorophile.com/watches/louis-moinet-compteur-de-tierces-worlds-oldest-chronograph/ better pics.
[02:23:59] <archivist> a good non drying oil, also got from cattle etc
[02:24:23] <_abc_> Really? What part of the cattle would yield a good non drying non rancid oil?
[02:24:59] <_abc_> <aside>They found a football sized lump of butter in a bog these days. Apparently still fit for consumption, and like 2000 years old?!
[02:26:06] <archivist> Harrisons H4 sea going watch
[02:26:20] <_abc_> hm?
[02:26:31] <archivist> joints
[02:27:47] <Deejay> moin
[02:32:09] <archivist> _abc_, I have seen the Harrison clocks
https://en.wikipedia.org/wiki/John_Harrison
[02:32:33] <_abc_> Oh you said so once, I remember that.
[02:32:42] <_abc_> Something about guarding them even or such.
[02:33:20] <_abc_> Search for "oiled ruby watch supplies" brings up a few things.
[02:34:00] <archivist> I guarding reproductions of them
[02:35:21] <archivist> the important thing about watch and clock oils is non drying and going gummy
[02:36:19] <_abc_> Okay, do you have a method to locate by sound, some illegal shop which uses a disk or grinder to cut/grind steel 8 hours/day in a residential area? I have the sounds (in my ears, all the time), but I can't see it. It has to be shut off, it is driving people insane. Me for sure.
[02:37:14] <_abc_> Any tricks for this? Like directional microphones and such? I was thinking to simply use the cardboard big ears method, a la WW1 plane tracker, by sound. The sound reflects between some buildings so it is hard to locate easily.
[02:37:15] <archivist> sound telescope
[02:37:45] <archivist> directional mic cheap enough to make
[02:37:51] * _abc_ is going to go on the street with Mickey Mouse style carboard 'ears' made from Pringle cans or such and a headband. Soon.
[02:38:20] <_abc_> This has been going on for weeks or months, there must be a limit to it.
[02:41:07] <archivist> of get one from your local video camera place or bird watchers
[02:42:19] <_abc_> Nah, drone + camera would be good.
[02:42:41] <_abc_> Cost $50 at the supermarket now. Range needed is <200meters, more likely 50-100
[02:45:14] <archivist> just walk around, should be easy to hear where it is coming from
[02:46:32] <_abc_> It's not. This is a back courtyard away from the street, a maze of old one storey buildings and little walkways between them. Most of them are/were some sort of workshops. Also there is no easy access on foot (gates). I'm at the 2nd storey and overviewing and overhearing this.
[02:47:00] <_abc_> So I need to suss out from which alley the sound comes then arrange for a targeted official visit, possibly after sonomerter recordings.
[02:47:41] <archivist> if they were workshops then continued use may be allowed
[02:47:53] <_abc_> To be honest it sounds like someone is cutting tiles or sharpening ploughs.
[02:48:11] <_abc_> I am sure they are illegal now. The area has been residential for at least 25 years.
[02:48:48] <_abc_> Hm, nice, sound went down. If they are reading this channel I'm all set ;)
[02:48:59] <_abc_> Same sound but muffled now. I assume someone closed a door?
[02:49:37] <_abc_> Anyway I'll have to find it and file a letter so they keep the door or whatever mostly closed, Summer is coming.
[02:49:54] <_abc_> Can't have closed doors and windows here in Summer.
[02:50:27] <_abc_> Back to linuxcnc: is there some *tiny* cnc machine kit/ready made which is not too expensive, in the clockmaking etc context? 3 or 4 axis?
[02:50:42] <_abc_> Clockmaking, jewelry, etc. related.
[02:53:49] <archivist> dont think so, I made my own
[02:54:10] <archivist> and does not have to be that small
[02:54:22] <_abc_> What kind of ways did you use? Dowel friction, no balls, or balls, or?
[02:54:41] <_abc_> I'm interested in small, like 10x10x5-10cm
[02:54:45] <_abc_> That's 4in^3
[02:55:55] <archivist> well I work in a small area but the tooling puts you outside that box
[02:56:58] <archivist> I could not get enough height to get tooling in the spindle reach the middle of the rotaries
[02:57:10] <_abc_> Yes that is a consideration, depending on what tooling you use. 3 axes or more?
[02:57:21] <archivist> was 4 now 5
[02:57:24] <_abc_> ok
[02:57:56] <_abc_> I use 3.15mm carbide shafted tools all the time, almost nothing else for small things, sharpen them myself on a universal grinder as needed, funny shapes too.
[02:58:03] <archivist> originally 60 by 90 xy travel with a lot more vertical
[02:58:13] <_abc_> I need 50mm or so clear above the clearance plane to insert the bit into the collet.
[02:59:05] <_abc_> Usually it is tight. Originally on one machine I made vertical travel was ~60mm but the sacrificial plate and other things quickly ate a lot of that.
[02:59:16] <_abc_> And this is 3 axis, no raised rotary axis problem.
[02:59:41] <archivist> I used an old toolmakers microscope for the base and XY dovetails, the vertical is a lather bed with lathe spindle hacked to slide up the bed on rails
[02:59:43] <_abc_> Do you grind your own cutters for teeth? Lateral wheel style?
[03:00:07] <archivist> I do grind cutters
[03:00:29] <_abc_> archivist: wow making a lathe spindle go vertical involves a lot of backlash and weight/preload compensation? No?
[03:00:52] <_abc_> The f* grinder is baack
[03:01:34] <Deejay> grinder and paint, make you the welder you ain't :)
[03:02:12] <archivist> I started with a hobbymat md65 unbolted the head and added rails, moved the leadscrew
[03:02:13] <_abc_> This guy is more into like cutting all the steel & tile for a 3 storey building on site if you ask me. New building sprung up next to where I am.
[03:02:57] <archivist> once built the noise stops
[03:03:31] <_abc_> This is a build-in-small-increments country with a somewhat paralyzed real estate market. They have been building at it for two years.
[03:03:35] <_abc_> And counting.
[03:04:41] <archivist> I make fly cutters for some jobs
[03:05:20] <archivist> here is where I really needed 5 axis
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_07_24_p1010025_cnc_thread_milling_worm_and_wheel/P1010026.JPG
[03:06:11] <archivist> machine in mk1 state
[03:07:41] <archivist> mk2 added 5th axis and jacked the column up 8 inches
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_07_10_cnc_with_LCD_P4/IMG_0268.JPG
[03:08:46] <archivist> now getting friction problems due to weight of the rotary being off to one side
[03:10:46] <archivist> large balance weight
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_11_bevel/IMG_1633.JPG
[03:14:00] <archivist> so bought a pair of rails, turned the XY 90 degrees to give a y of 90mm removed the top 60mm slide, added a plate and rails to give 220 mm travel and can handle the weight
[03:15:53] <archivist> that was two years ago, next job make outer support for lower rotary to reduce vibration
[04:52:21] <Deejay> re
[04:53:06] <XXCoder> heys
[04:58:32] <Deejay> hoi XXCoder
[04:58:37] <XXCoder> whats up
[05:01:20] * Deejay looks to the ceiling
[05:01:26] <Deejay> there is nothing special up there ;)
[05:33:58] <jthornton> morning
[05:34:04] <XXCoder> night
[05:34:06] <XXCoder> whats up
[05:37:51] <jthornton> just waking up
[05:40:59] <jthornton> hmm it's supposed to cool down a bit friday night
[05:41:11] <XXCoder> its somewhat cpld and rainy here
[05:42:07] <jthornton> where is that?
[05:42:14] <XXCoder> north of north pole
[05:45:18] <XXCoder> heh
[05:45:23] <XXCoder> tacoma, wa. you?
[05:47:03] <jthornton> swamp east missouri
[05:47:28] <XXCoder> curious do you use a swamp cooler there?
[05:47:39] <XXCoder> here it is just wrong weather type for that
[05:48:51] <jthornton> not dry enough for a swamp cooler
[05:49:24] <XXCoder> there is other method column one, lemme look up
[05:50:12] <XXCoder> bah
[05:50:23] <XXCoder> its all AC small towers and big nuclear cooling towers
[05:50:53] <XXCoder> jeeeez finally
[05:51:07] <XXCoder> its one of most precise search term i had used for while
[05:51:26] <XXCoder> https://en.wikipedia.org/wiki/Windcatcher
[05:51:42] <XXCoder> there is variant that uses tiny amount of water
[05:51:45] <XXCoder> but cant find it
[05:52:18] <XXCoder> no water variant
https://en.wikipedia.org/wiki/Windcatcher#/media/File:Qanat_wind_tower.svg
[05:53:44] <XXCoder> found it!
[05:53:45] <XXCoder> https://en.wikipedia.org/wiki/Solar_chimney#/media/File:Zion_Visitors_Center_Cool_Tower.PNG
[05:56:08] <jthornton> coo
[05:56:11] <jthornton> l
[05:56:23] <XXCoder> there is 2 tower variant but picture link dont work bag
[05:56:24] <XXCoder> bah
[05:57:54] <XXCoder> dunno if this will work, I hate google links
[05:57:56] <XXCoder> https://www.google.com/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&ved=0ahUKEwiQmNjip6fNAhVB9WMKHf0-CdQQ5TUICQ&url=http%3A%2F%2Faceee.org%2Ffiles%2Fproceedings%2F2012%2Fdata%2Fpapers%2F0193-000405.pdf&psig=AFQjCNHcM1DlkOk0F_KdHtdpEwqYYK4E6w&ust=1465986457015259&cad=rjt
[05:58:05] <XXCoder> its a pdf
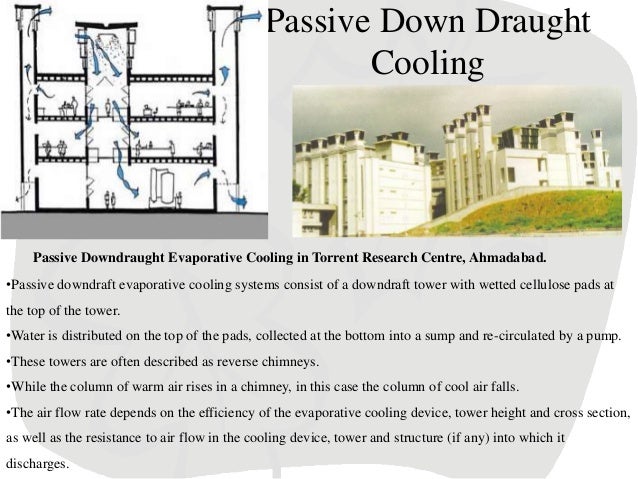
[05:58:58] <XXCoder> found a more friendly one
https://image.slidesharecdn.com/anvita-dissertation-131129125953-phpapp02/95/passive-techniques-12-638.jpg
[06:02:18] <XXCoder> lol
[06:02:19] <XXCoder> https://youtu.be/VQk3jsIkmz0
[06:02:28] <XXCoder> trimmer used as 3d print feed
[06:03:53] <XXCoder> later
https://www.youtube.com/watch?v=KdWu_JwG43Q
[06:07:10] <jthornton> sure does move around a lot
[06:07:16] <XXCoder> yeah
[06:07:38] <XXCoder> I had t pause video and use keyboard to skip times and see whats going on
[06:07:43] <XXCoder> I cant watch such videos,.
[06:08:23] <Sync> o0
[06:11:33] <jthornton> wow it's like two hours ago in tacoma
[06:15:55] <XXCoder> heh
[06:21:32] <jthornton> hmm should I go for a ride this morning or start digging straight away...
[06:26:36] <_methods> heheh
[06:26:39] <_methods> dig or ride
[06:26:43] <_methods> hmmmm
[06:26:57] <XXCoder> get equipment, drive AND dig
[06:32:08] <jthornton> put a bike on the hoe... pedal and dig at the same time
[06:32:38] <_methods> that sounds like a good way to lose some weight lol
[06:33:03] <XXCoder> human powered hoe
[06:33:06] <XXCoder> aka shovel
[06:35:22] <jthornton> I only need to loose 10 pounds to reach my goal of 12 stone
[06:35:34] <_methods> in sight of the finish line eh
[06:35:39] <XXCoder> isnt you already loose? heh
[06:35:48] <jthornton> yea, and it feels good
[06:36:15] <_methods> yeah life is a lot easier without carrying around a small child on your stomach lol
[06:36:17] <jthornton> max I was 240
[06:36:33] <XXCoder> _methods: I bet
[06:36:40] <_methods> yeah i got up to 237
[06:36:45] <_methods> and i was like F this
[06:36:49] <jthornton> 62 pounds ago
[06:36:49] <_methods> this has got to stop
[06:37:09] <_methods> nice
[06:37:42] <_methods> i'm sittin around 200 now
[06:37:59] <XXCoder> I am fattest currently talking at 275
[06:38:11] <_methods> wow
[06:38:17] <jthornton> wow
[06:38:23] <XXCoder> just big belly though
[06:38:26] <jthornton> not bad if your 7' tall
[06:38:36] <_methods> yeah i'm only 5'8"
[06:38:47] <XXCoder> 5'10" or so here
[06:38:48] <_methods> even at 200 i'm built like a bowling ball
[06:39:12] <XXCoder> would be slightly taller if I am able to stand strighter, (minor backbone development issues)
[06:39:18] <_methods> i've always spent a lot of time in the gym though so 200 for me is normal weight
[06:39:43] <XXCoder> artitis of back when i was 27
[06:39:48] <XXCoder> been 13 years now lol
[06:40:55] <jthornton> I'm shrinking I used to be 5'9" now I'm 5' 8 1/4"
[06:41:38] <_methods> yeah i'm probably not 5'8" anymore lol
[06:41:40] <_methods> squats
[06:41:53] <XXCoder> we all un-grow with age lol
[06:42:06] <_methods> jumpin out of airplanes for a living probably didn't help the spinal column much either
[06:42:45] <XXCoder> _methods: you have real reason in least lol
[06:57:41] <jthornton> yep start out in diapers and end up in diapers lol
[06:59:51] <Tom_itx> growing young would be good too
[07:00:42] <Tom_itx> _methods true, i know one that shrank 3" in one jump
[07:00:48] <Tom_itx> survived but still....
[07:14:46] <_methods> yeah not too good for the ole spinal column lol
[07:21:10] <_methods> yeah 3" shrinkage in one jump sounds like an unhappy landing
[07:43:57] <Polymorphism> Need to know 100% if this ballscrew needs to be rebuilt
[07:44:13] <Polymorphism> Went to attempt it last night and realized there is a good chance it will end up with less balls instead of more
[07:44:30] <Polymorphism> 50% of people say yes, 50% say no
[07:45:10] <Tom_itx> i'm of the opinion that it should have the parts it came with when shipped to you. that is what the mfg intended
[07:46:14] <Tom_itx> can i run a car without an alternator? sure i can. but how long?
[07:46:30] <Tom_itx> water pump...
[07:46:35] <Tom_itx> oil pump...
[07:46:44] <Tom_itx> where do we draw the line?
[07:47:15] <Tom_itx> btw ask JT how far you go without an oil pump :)
[07:47:43] <jdh> more will not fit
[07:47:50] <Tom_itx> you're concerned about precision on everything...
[07:48:00] <jdh> less will be crunchy and maybe lash
[07:48:16] <Tom_itx> jdh, it has fewer now than when it was shipped.
[07:48:26] <jdh> get more
[07:48:32] <Tom_itx> he's trying not to have to load the balls back in he left out
[07:48:55] <jdh> then it will be crunchy and have lash
[07:49:06] <_methods> sounds like a cereal
[07:49:09] <Tom_itx> otoh he's worried about the rails being precise
[07:49:09] <_methods> crunchy lash
[07:49:15] <_methods> mmmmmm
[07:49:20] <Polymorphism> I have the bearings still
[07:49:21] <_methods> crunchy lash with raisins
[07:49:24] <Tom_itx> capn crunchy?
[07:49:24] <jdh> and all those years of agonizung decision for nothing
[07:49:30] <_methods> hahahah
[07:49:34] <Polymorphism> you make a good point, I do want max precision here I can get. They need to go back in I guess
[07:49:35] <_methods> capn crunch
[07:49:39] <Polymorphism> the nut sounds different than the other ones
[07:49:42] <Polymorphism> although it feels the same, tight
[07:49:46] <Tom_itx> jdh, now it's agonizing years of build
[07:49:52] <_methods> capn crunchy and lashberries
[07:49:55] <Polymorphism> it's actually just this tom
[07:49:55] <jdh> yep
[07:49:58] <Polymorphism> the reest of the machine is built
[07:50:12] <Polymorphism> except for the rails... I will probably just leave them though
[07:50:14] <jdh> could have been making chips with a 6040
[07:50:16] <Polymorphism> I dont have any way to get them better
[07:50:34] <Polymorphism> I've long since accepted that the money was wasted, now I'm just going to get it built and enjoy it
[07:50:40] <Polymorphism> nothing else I can do
[07:50:43] <Tom_itx> i watched the video. it looks simple to get them back in
[07:51:21] <Polymorphism> I'll try it again tonight
[07:51:25] <jdh> it's not the money, it's the agony
[07:51:28] <archivist> from the wtf is this dept (loft)
http://www.collection.archivist.info/searchv13.php?searchstr=taylor+pd
[07:51:51] <_methods> interesting
[07:52:11] <Tom_itx> load cell?
[07:52:12] <_methods> and definitely in the i have no idea range
[07:52:21] <Tom_itx> strain gage
[07:53:07] <_methods> looks like some sort of alignment jig
[07:53:11] <Tom_itx> a wtf gage
[07:53:20] <archivist> it has a scribed line in the left extension, moved by the rhs micrometer head
[07:53:47] <archivist> and heavy cast so it stays where you put it
[07:54:00] <_methods> wonder what it had bolted in the side
[07:54:32] <Polymorphism> Looks like I can pack all the bearings with grease and put them all into the nut and then just screw it on, sounds like the easiest way
[07:54:47] <Polymorphism> Nothing to lose at this point if it needs those bearings in there
[07:55:22] <archivist> _methods, the holes in its side seem to access to the grub screws for assembly
[07:55:30] <_methods> ah
[07:55:36] <Tom_itx> archivist, for measuring circle diameter?
[07:55:50] <Tom_itx> the underside has a place to put inside a hole it appears
[07:55:58] <Tom_itx> some specialized measuring tool...
[07:56:37] <archivist> taylor hobson made surface measuring tools but this is different
[07:56:56] <Tom_itx> not a clue here
[07:57:42] <_methods> well it sure looks like it was made to be slide around on a surface plate
[07:58:07] <_methods> slid
[07:58:47] <archivist> odd that the measuring line is on a bit of shim which springs down to touch the surface
[08:00:57] <Polymorphism> it's a depth guage
[08:01:26] <archivist> er no
[08:01:56] <Tom_itx> google needs a 'picture me this' app
[08:02:03] <Polymorphism> if you don't know what it is, how can you be sure what it's not =D
[08:02:34] <archivist> because of the lack of reference plane for a depth mic
[08:03:01] <archivist> and it is a horizontal measuring tool
[08:03:20] <Polymorphism> ah
[08:10:41] <Deejay> re
[08:34:22] <Tom_itx> archivist, send a pic to Taylor Hobson and ask em
[08:42:14] <jdh> if it is a normal chinese screw, you have to put them in while the nut is on the screw
[08:44:30] <Tom_itx> can't decide if a 4k monitor is worth it yet or not
[08:45:20] <jdh> buy it
[08:46:42] <Tom_itx> do any have multiple inputs you can switch between?
[08:47:27] <Tom_itx> or maybe that's a common thing now... i dunno
[08:47:38] <jdh> CAD guy uses a 4k 40" visio with multiple inputs
[08:48:14] <Tom_itx> cad would be one use for it
[08:48:39] <Tom_itx> no room for a 40" though
[08:49:14] <_methods> what are 40k monitors costing now anyways?
[08:49:17] <_methods> they getting cheaper?
[08:49:46] <_methods> i probably need to upgrade my monitors in the next couple years
[08:49:52] <Tom_itx> ~300ish range to start
[08:49:55] <_methods> been waiting to see what was up with oled
[08:50:19] <Tom_itx> smallest i see is around 27-28"
[08:50:57] <_methods> one of my monitors crapped out a couple months ago but it was just some bad caps
[08:51:10] <jdh> havent seen any small 4k
[08:51:12] <_methods> replaced them and good to go
[08:51:52] <_methods> something else always seems to go bad though a few months after you fix the bad caps in one
[08:52:34] <Tom_itx> but i dunno a good or bad brand, haven't looked for a long time
[08:52:52] <Tom_itx> probably only a handfull of true mfg's anyway
[08:52:59] <_methods> i don't think it matters too much anymore
[08:53:03] <JT-Shop> nice 15 mile ride
[08:53:09] <_methods> that one i had bad caps in was samsung
[08:53:12] <Tom_itx> next q is if my card will drive a 4k
[08:53:49] <_methods> yeah i think you need some ballz up under the hood
[08:57:14] <Tom_itx> http://www.newegg.com/Product/Product.aspx?Item=N82E16814150565
[08:57:17] <archivist> Tom_itx, they are only 25 miles from me :)
[08:57:24] <Tom_itx> i got that really cheap one just to have dual monitors
[08:57:39] <Tom_itx> you think it will drive a 4k?
[08:58:39] <jdh> JT: what did you ride?
[09:01:27] <Tom_itx> ... no it won't.
[09:02:26] <Polymorphism> zlog
[09:02:51] <Tom_itx> so i guess it's a 1080 or i gotta upgrade the psu, videocard and monitor
[09:05:13] <latheguy> I'm having difficulty in running python scripts with code remaps
[09:05:17] <latheguy> any tips?
[09:07:05] <latheguy> I intend to have a remap of M42 in the .ini file which calls for a python script named "main.py"
[09:07:46] <latheguy> that main.py will do something whatever, then return something HAL signal when done.
[09:08:02] <latheguy> What should I know?
[09:10:58] <_methods> well with the 1080's just being released older model video card prices should be dropping
[09:11:44] <_methods> you could do a sli setup with some older cheaper cards probably
[09:11:44] <Sync> jdh: ew, 40" 4k is pixelblocks again
[09:11:57] <Sync> 960s and such will drive 4k no problem
[09:12:29] <Sync> although currently the 1080 is the best thing to get price/performance wise
[09:44:28] <latheguy> Not to sound a prick, but LinuxCNC's documentation needs a 'lot of work' to say the least
[09:45:19] <archivist> so volunteer to help with it
[09:46:25] <Polymorphism> Running scripts without understanding them can lead to problems as well
[09:57:45] <root-x> NEC serie P professional.
[10:13:59] <JT-Shop> heh
[10:20:03] <maxcnc> pcw are you on ?
[10:20:16] <maxcnc> today misture outside over 90%
[10:20:23] <JT-Shop> well prick didn't stay long lol
[10:20:29] <maxcnc> rain and thunder
[10:21:03] <maxcnc> no mesa 7i67 5i52c is running longer then 5min in this condisions
[10:21:04] <Polymorphism> he needs to learn python
[10:21:06] <Polymorphism> its nbd
[10:21:15] <maxcnc> i get one fault after the other
[10:21:35] <Polymorphism> maxcnc, if you'd followed my advice you would have been cutting 3 months ago!!!!
[10:21:40] <Polymorphism> now look, all errors
[10:22:44] <maxcnc> here is the dmesg out
http://pastebin.com/m1rdx7vB
[10:23:20] <maxcnc> hm2/hm2_5i25.0: Smart Serial Comms Error: There have been more than 1 errors in 10 thread executions at least 200 times. See other error messages for details.
[10:24:33] <maxcnc> the comm errors are since the new charge in 2013 came to europ
[10:24:37] <maxcnc> hm2/hm2_5i25.0: Smart serial card 7i76.0.0 error = (13) Communication error
[10:24:46] <maxcnc> hm2/hm2_5i25.0: Smart serial card 7i76.0.0 error = (4) Extra character
[10:25:04] <maxcnc> hm2/hm2_5i25.0: Smart Serial Error: port 0 channel 0. You may see this error if the FPGA card read thread is not running. This error message will not repeat.
[10:30:27] <maxcnc> Polymorphism: shop is cutting since 2008 on more then 20 mashines im on since 2013
[10:31:01] <FloppyDisk> maxcnc - you have noise or you upgraded from 2.6 to 2.7 w/ a pre-2.7.4 version, something like that...
[10:31:39] <maxcnc> FloppyDisk: is the version pre to 2.7 stable on that
[10:31:45] <maxcnc> im on 2.8
[10:32:42] <maxcnc> so reinstalling back to 2.6 may be a good idee
[10:32:48] <maxcnc> FloppyDisk: ?
[10:33:01] <FloppyDisk> Pre to 2.7 as in 2.6, yes that is stable, or I should say, should be stable. I have a 5i25/7i77 and 'have noise' that gets those errors on 2.7.1 to 2.7.3.
[10:33:33] <FloppyDisk> I don't know about 2.7.4 cuz haven't been able to get it done. I don't know about 2.8. Maybe going back to 2.6 would fix it...
[10:33:57] <maxcnc> what version are you on
[10:34:05] <FloppyDisk> But, I would have thought the 2.7.4 fixes that were put out would be in 2.8, but I don't know enough about it.
[10:34:10] <FloppyDisk> I'm on 2.6.12.
[10:34:21] <maxcnc> and no breakdowns
[10:34:58] <maxcnc> the 5i25 kills the whole shopcircuit if the hypertherm fireers sometimes
[10:34:59] <FloppyDisk> Almost never, however the root cause is grounding or/and filtering or/and wiring. As in once in a blue moon.
[10:35:39] <maxcnc> ok
[10:36:09] <FloppyDisk> The whole noise thing is a chase your tail exercise that might never end... Although, some people seem to get it better than others, better than, that's for sure:-(
[10:36:32] <maxcnc> i hoked up a somple parport control to the 4m plasma table and now doing the work
[10:37:21] <maxcnc> as from tomorrow the shop is moving back to lothars location
[10:37:39] <maxcnc> maybe there the mesa stuff works better
[10:38:18] <maxcnc> as it is in the far outback
[10:38:26] <maxcnc> almost nothing there
[10:38:50] <maxcnc> power via solar and biogas
[10:39:05] <maxcnc> cow shit can run a cnc
[10:39:29] <maxcnc> with a flavor of pic pi..
[10:39:42] <maxcnc> and ofcause lots of corn inside
[10:40:24] <maxcnc> ok im back tomorrow
[10:40:30] <maxcnc> i guess
[10:49:56] <JT-Shop> NW corner done Yea! on to the SW corner
[11:20:03] <FloppyDisk> JT - any 'action' photos...
[11:50:58] <saldot> hi. trying to calibrate my spindle. I've conntected a c41 0-10v board to a huanyang vfd.
[11:51:45] <saldot> Think i might have to tinker with the pwmgen offset value to get it better calibrated but i cant understand the documentation
[11:52:56] <archivist> in what way
[11:55:21] <saldot> archivist: i can't get it to be linear. I can either get it to be somewhat accurate at medium to high speeds (~7200-24000 rpm) or lower speeds (2000-8000 rpm) but not across the whole spectrum
[11:56:31] <saldot> dont know how accurate the c41 is though, so there might not be a way around it...
[11:56:34] <archivist> I would not expect a vfd to be completely linear
[11:56:38] <cradek> yeah if the response is not linear, scale/offset isn't enough
[11:57:21] <cradek> how bad is it? a 24krpm spindle isn't going to give you an accurate/useful 300 rpm no matter what
[11:57:47] <saldot> well, the vfd probably is linear, but the components generating the 0-10v signal probably isnt. I've got a c10 bob connected to a c41
[11:57:53] <archivist> some playing with diodes if you want to bend the curve a bit
[11:58:29] <archivist> no idea what bobs you are talking about url?
[11:58:31] <cradek> if you can measure the response and plot it, and approximate it by a small number of straight lines, you could compensate with the lincurve component
[11:58:45] <saldot> cradek: i can get it to be pretty spot on from 12000-24000 rpm, a few hz off which is ok (400hz = 24k rpm)
[11:59:59] <saldot> lincurve might be useful. I'll look in to it.
[12:00:00] <archivist> are you hitting resolution problems, what percentage error etc
[12:00:19] <cradek> at those cutting speeds it hardly matters exactly what you have
[12:00:44] <cradek> with a tiny tool, 18000 vs 24000 who cares
[12:01:28] <saldot> thing is, i want to be able to run it at really low speeds, 300 rpm to use my edgefinder and still hit the high speeds.. 15k rpm would be good enough i guess (dont really know tbh)
[12:01:30] <cradek> but at big diameters and low speeds, a 25% speed difference is important
[12:02:05] <cradek> yeah that might be hard :-/
[12:02:13] <cradek> at least you don't need torque for an edgefinder
[12:02:35] <saldot> no. but if i spin it to fast the spring inside it breaks
[12:03:00] <saldot> a friend who borrowed mine found out the hard way. :>
[12:03:02] <cradek> yep this is a thing that happens :-)
[12:03:17] <cradek> it also breaks when you jog the wrong direction, heh
[12:03:28] <saldot> unwinding the spring i guess
[12:15:45] <jdh> my worst mistakes have been mdi typos
[12:25:44] <__rob> anyone know of any material I can mill fast, but that is firm for casting from ?
[12:26:02] <cradek> pink insulating sheet foam?
[12:26:04] <__rob> something quite fine with a decent finish.. I guess like polystyrene, but much finer
[12:26:15] <__rob> isn't that full of holes ?
[12:27:43] <archivist> also depends on the foundry method how strong/firm the pattern needs to be
[12:28:29] <Sync> xps will do fine
[12:31:57] <__rob> yea, well it doesn't even have to be cast, if I can find a good enough material that I can cut fast, but is fairly rigid
[12:37:25] <cradek> wood?
[12:37:34] <__rob> was thinking a block of mdf
[12:37:49] <__rob> basically looking for between that and some foam
[12:38:29] <cradek> balsa and similar woods come in big chunks for modeling
[12:38:34] <cradek> depends how big you want
[12:39:17] <archivist> what is the cutting speed about
[12:42:33] <enleth> can any type of wax be milled without uncontrollable melting?
[12:43:25] <enleth> if so, lost wax casting could be an option
[12:44:31] <enleth> or just using the wax model to cast a proper mould first
[12:44:52] <enleth> then use *that* for actual lost wax positives
[12:47:27] <enleth> __rob: ^
[12:47:49] <enleth> or soap, also cheap and comes in blocks of any size if needed
[12:48:52] <enleth> bonus points for re-melting the chips
[12:49:00] <enleth> works for both wax and soap
[12:49:54] <Sync> enleth: hdpe with wax works well
[12:52:50] <enleth> Sync: you mean HDPE molds for wax casting?
[12:57:04] <gregcnc> it's called machineable wax in the US
[12:59:51] <Sync> wax strengthened with hdpe enleth, machinable wax as greg said
[13:02:28] <djdelorie> er, 50% parrafin and 50% milk jugs?
[13:02:51] <gregcnc> you can make it
[13:03:16] <[cube]> plastic grocery bags too
[13:03:32] <[cube]> melt nicely
[13:04:53] <[cube]> trying to find a cheap source for hdpe blocks
[13:04:57] <[cube]> blocks/sheets
[13:05:03] <[cube]> too expensive
[13:05:11] <[cube]> was thinking there might be a hack way to get it
[13:05:19] <[cube]> like buying cutting boards wholesale
[13:05:50] <[cube]> i think sushit chefs use it to cut on
[13:05:57] <[cube]> *sushi
[13:06:28] <[cube]> http://www.webstaurantstore.com/avantco-178cbsm747-46-5-8-x-8-cutting-board/178CBSM747.html
[13:06:40] <_methods> recycled hdpe is fairly cheap
[13:07:35] <[cube]> gonna call this local supplier
[13:07:45] <[cube]> see what they charge for a 2'x4' sheet of 1"
[13:10:04] <[cube]> wow
[13:10:15] <[cube]> $158 for 3/4"
[13:10:25] <[cube]> $212 for 1"
[13:10:28] <[cube]> (CAD)
[13:10:32] <_methods> recycled or virgin?
[13:10:34] <[cube]> virgin
[13:10:37] <[cube]> well
[13:10:39] <[cube]> im assuming
[13:10:41] <[cube]> i didnt specify
[13:10:48] <[cube]> but its a plastics distibutor
[13:10:56] <_methods> yeah probably virgin then
[13:11:07] <_methods> unless you specify recycle
[13:11:12] <_methods> they'll usually quote you virgin
[13:11:30] <[cube]> i recently scored some acrylic pretty cheaply
[13:11:40] <[cube]> from a person trying to get rid of it
[13:11:51] <[cube]> $22 a sheet 2'x4', 1/4"
[13:11:58] <[cube]> bought 10 sheets
[13:12:09] <[cube]> she looked liked she ordred them bulk from china
[13:12:14] <_methods> yeah sign shops have that stuff layin around scrap
[13:12:15] <[cube]> might be the way to go
[13:12:23] <_methods> they're worth trying
[13:12:32] <_methods> and maybe local waterjet shops
[13:12:34] <[cube]> i want to make signs :P
[13:12:44] <_methods> they might let you buy their old drops
[13:12:46] <[cube]> be funny buying from compeition
[13:12:52] <_methods> we have tons of hdpe drops layin around
[13:12:59] <[cube]> nice
[13:13:04] <[cube]> i asked him about that
[13:13:06] <[cube]> offcuts etc
[13:13:09] <_methods> yep
[13:13:16] <[cube]> he said doesnt matter waht it is really, they charge by the sq ft
[13:13:25] <_methods> yeah suppliers won't hook you up
[13:13:33] <_methods> you'd have to try hitting local shops
[13:13:38] <[cube]> yeah
[13:13:38] <_methods> waterjet shops
[13:13:47] <[cube]> buddy of mine is a plastics modler, does prototyping
[13:13:50] <[cube]> always has scraps
[13:13:51] <_methods> they might let you dig thru their scrap bin
[13:13:59] <[cube]> going to make him a sign and see what he gives me :P
[13:14:11] <_methods> http://www.gipo-rpi.com/recycled-hdpe-sheet-manufacturer/#custom-prices
[13:14:17] <_methods> black recycled
[13:14:32] <_methods> $320 for 4x8x1
[13:14:43] <[cube]> yeah better
[13:14:47] <[cube]> still a bit rich
[13:15:04] <[cube]> altho that 4x8 might last a lifetime
[13:15:11] <[cube]> sfor small parts and such
[14:40:59] <CaptHindsight> can someone work for free for me? I just want you to donate your years of experience so that I can make a profit vs you.
[14:48:05] <andypugh> CaptHindsight: Already doing that.
[14:48:37] <andypugh> (I have never made any profit from LinuxCNC)
[14:48:38] <gregcnc> You still haven't found anyone?
[14:55:17] <gregcnc> that little lathe turret I saw, I guess he's building the whole lathe
https://www.instagram.com/hlaps1990/
[14:57:40] <_methods> ah that's cool
[14:59:24] <jdh> anyone know resistance welding? how can I compare/quantify 2 weld schedules (weld cycles & current)
[15:00:03] <_methods> every place i've worked at subbed that out
[15:04:47] <andypugh> gregcnc: Lovely, but I wonder why?
[15:05:45] <_methods> jdh: your local weld suppliers will know who does process verification for resistance welding
[15:05:57] <_methods> unless you guys are dead set on doing it yourself
[15:06:15] <gregcnc> yeah i don't know. seems too small to make much
[15:06:16] <jdh> it is an odd weld
[15:07:04] <_methods> is your customer wanting some verification of the process? or is this just for you
[15:07:13] <jdh> just me
[15:07:37] <_methods> ah well then i guess you could just weld some coupons then saw them in half and check penetration on diff settings
[15:07:53] <jdh> I want to change the weld. ramped current vs. just slamming it.
[15:08:05] <_methods> yeah i'd just cut a bunch of test coupons then
[15:08:15] <_methods> and mark them all at diff settings
[15:08:23] <_methods> then cut them and check
[15:08:28] <jdh> I get full penetration in all ranges I would use
[15:08:47] <_methods> well i guess you would just be measuring weld area then
[15:08:58] <jdh> ultrasonic inspection, no need to cut
[15:09:15] <_methods> well that makes it easier then lol
[15:09:36] <alex4nder> gregcnc: that's cool
[15:09:41] <alex4nder> (the lathe)
[15:09:45] <enleth> I was wondering the other day what is the best way of cutting through welds for inspection. Abrasive wheel? Bandsaw? Cold cut circular saw?
[15:09:54] <_methods> we use our waterjet
[15:10:12] <jdh> we cold saw and polish
[15:10:14] <_methods> a local weld testing company actually sends us samples to cut for them pretty regularly too
[15:10:19] <enleth> I guess abrasive cutting could conceal some small cracks by deforming the material around them
[15:10:45] <_methods> yeah i guess most of the samples we cut are for pull test
[15:11:27] <enleth> once I've seen one guy on YT just milling off half of the piece with a big face mill
[15:11:58] <enleth> but that can't be cost effective for commercial testing
[15:27:36] <Sync> enleth: your angle grinder does a good job at chopping welds
[15:45:11] <Tom_itx> JT-Shop, are you on a mission to flatten the whole of swampeast Mo?
[15:51:31] <XXCoder> enleth: why not just use sawcut
[15:53:22] <enleth> XXCoder: that's why I asked out loud, no experience with it
[15:53:40] <XXCoder> hmm ok
[15:53:42] <enleth> with my welds, I don't have to cut them to see they're shit
[15:53:53] <XXCoder> lol
[15:56:17] <SpeedEvil> Maybe they're only shit on the outside.
[16:21:48] <roycroft> any folks with solidworks experience here?
[16:21:57] <roycroft> i'm trying to create some weldments, which i don't often do
[16:21:59] <roycroft> and it's been a long time
[16:22:02] <roycroft> i did a simple sketch
[16:22:06] <roycroft> dimensioned it
[16:22:19] <roycroft> and could not create structural members after
[16:22:38] <roycroft> once i removed the dimensions i could create the structural members and do all the weldment stuff
[16:22:51] <FloppyDisk> Don't you have to save the sketch as a 'whatever' type of file and then in the weldments folder?
[16:22:52] <roycroft> but then i could not dimension either the sketch or structural members
[16:23:08] <roycroft> i'm not trying to create new weldment objects
[16:23:18] <roycroft> i'm trying to take a sketch and apply existing objects to it
[16:23:22] <roycroft> i.e. i make a rectangle
[16:23:30] <roycroft> and then i add angle iron as a weldment
[16:23:48] <roycroft> i just don't do weldments often enough to know what to do in what order
[16:23:58] <roycroft> this is 2012, btw
[16:24:41] <FloppyDisk> OK.
[16:25:06] <roycroft> i thought i just create a fully defined sketch
[16:25:09] <roycroft> then go to weldments
[16:25:13] <FloppyDisk> in 2015, I selected the line, then weldment and I get the left side dialog boxes (whatever it's called)
[16:25:15] <roycroft> select structural member
[16:25:18] <FloppyDisk> Yes - to your last comment.
[16:25:30] <roycroft> and apply it to sketch items
[16:25:34] <FloppyDisk> Left side allowed me to pick the 'shape.'
[16:25:42] <roycroft> yeah, i can't do that for some reason
[16:25:45] <roycroft> unless i remove the dimensions
[16:25:48] <FloppyDisk> thnking...
[16:26:05] <FloppyDisk> I did use 3d sketch, but not always, now that I think about it...
[16:26:15] <FloppyDisk> The dimiension doesn't make sense to me...
[16:26:22] <FloppyDisk> Give me a moment and let me try.
[16:26:26] <roycroft> yeah, i don't normally do 3d sketches
[16:26:29] <roycroft> i'm going to try that now
[16:26:42] <FloppyDisk> I think I made some 'single' pieces w/ out the 3d sketch.
[16:27:13] <FloppyDisk> So, I don't remember exactly, but for frames, usually did 3d sketch. Which isn't bad once you figure out the tab and orientation, but first few times a little wonky.
[16:28:00] <roycroft> i just did a 3d sketch
[16:28:01] <FloppyDisk> roycroft - make sure you exit the sketch.
[16:28:16] <FloppyDisk> ie, draw your line, dimension it in sketch. Then exit.
[16:28:23] <FloppyDisk> Then, select line and then weldment...
[16:28:33] <roycroft> sketched a simple rectangle
[16:28:36] <roycroft> dimensioned it
[16:28:44] <roycroft> aligned one side with the x axis
[16:28:48] <roycroft> now i can't do the weldment
[16:28:58] <FloppyDisk> Did you exit out of the sketch?
[16:29:09] <roycroft> yes
[16:29:13] <FloppyDisk> hmmm...
[16:29:35] <roycroft> something funky is going on
[16:30:58] <FloppyDisk> agreed - I would say I've had some funky weldment issues at times and there is a bug SW's never fixed w/ lengths or something like that, forget that too...
[16:31:14] <roycroft> weird
[16:31:20] <roycroft> i just did another new sketch and it worked fine
[16:31:26] <FloppyDisk> hahahahah...
[16:31:28] <roycroft> after dimensioning
[16:31:35] <FloppyDisk> (sorrY), that's SW's for you.
[16:31:36] <roycroft> i did the *exact same thing* as before
[16:31:45] <roycroft> except this time i whined before i did it
[16:31:54] <FloppyDisk> Glad you got it working.
[16:33:39] <roycroft> thanks
[16:33:40] <roycroft> me too
[16:34:07] <roycroft> sw doesn't require rocket science to operate
[16:34:19] <roycroft> but it does get weird at times for seemingly no particular reason
[16:34:45] <Deejay> gn8
[18:46:55] <robin_sz> I really must upgrade my sw sometime
[18:47:02] <robin_sz> 2010 is kinda dated
[18:48:26] <Duc> company meeting is going interesting. Co-worker is getting his dicked kick in hard by our CEO
[18:51:08] <Polymorphism> well his failures have been costing the company millions, so no surprise there.
[18:53:40] <robin_sz> lol, lierally or ?
[19:01:48] <Duc> verbally
[19:02:00] <Duc> very ugly
[19:58:21] <zeroocull666> hola
[20:00:12] <CaptHindsight> Duc: sounds like you need a new CEO, unless the co-worker raped his wife or daughter
[20:00:56] <Duc> CaptHindsight: nah people need to be help accountable for dates slipping and just saying they slipped doesnt count
[20:01:27] <CaptHindsight> Duc: so screaming is the solution?
[20:01:58] <CaptHindsight> well I'm not there, so I'm just imagining
[20:02:02] <Duc> CaptHindsight: not screwing but demanding answers. There was no swearing
[20:02:07] <Duc> screaming
[20:03:01] <CaptHindsight> ah, I assumed verbal dick kicking involved harassment
[20:04:12] <Duc> Never good to be lecture by a CEO on how you a failing at your job.
[20:26:43] <cradek> archivist: looks like around .059-67tpi
[20:26:57] <cradek> very hard to measure since there's only 4 threads and they are mostly gone
[22:37:04] <enleth> do you know a good source of multifix-compatible toolholders?
[22:37:21] <enleth> used on ebay? some particular brand/make of new holders?
[22:37:50] <enleth> ("good" being "preferably not Chinese, but not necessarily Swiss")
[22:39:15] <Tom_itx> http://www.createtool.com/article.asp?id=1
[22:39:28] <Tom_itx> not sure what you're after
[22:40:00] <enleth> well, I've got a genuine Swiss-made multifix toolpost on the new lathe
[22:40:15] <Tom_itx> http://www.practicalmachinist.com/vb/general/multifix-toolholder-clone-review-222390/
[22:40:43] <enleth> it came with two holders, one original, one copy
[22:41:03] <enleth> so obviously I need to get more
[22:41:26] <enleth> I think it's A or E size, but I forgot to take a measurement
[22:41:36] <Tom_itx> http://www.createtool.com/list.asp?cid=33
[22:42:00] <enleth> OK, a post by Forrest Addy, that's definitely going to be useful
[22:44:02] <enleth> Tom_itx: thanks, those Create holders look decent and the price is much better than anything I found locally
[22:44:43] <enleth> even with all the taxes, duties and so on
[22:45:26] <Tom_itx> i'm out for tonight
[23:14:19] <irseeyou> Hey. Anyone familiar with mach3 want to help me set up my system or point me in the right direction?
[23:14:34] <irseeyou> I can't figure out how to setup my 6 wire encoder thing
[23:29:52] <chopper79> Hello everybody..... I am having a little trouble getting my 5I25/7I77 setup to control my VFD 0-10v. I can activate my Fwd and Rev selections on the VFD but can not get the spindle to move either direction. what would anybody who wants to give me a helping hand need to help figure this out?
[23:32:34] <chopper79> Just and FYI I have measure the outputs on the 7I77 and there is no voltage out when I adjust speed from axis
[23:34:37] <chopper79> HAL******
[23:34:37] <chopper79> # ---PWM Generator signals/setup---
[23:34:37] <chopper79> setp hm2_5i25.0.7i77.0.1.analogout3-scalemax [SPINDLE_9]OUTPUT_SCALE
[23:34:37] <chopper79> setp hm2_5i25.0.7i77.0.1.analogout3-minlim [SPINDLE_9]OUTPUT_MIN_LIMIT
[23:34:37] <chopper79> setp hm2_5i25.0.7i77.0.1.analogout3-maxlim [SPINDLE_9]OUTPUT_MAX_LIMIT
[23:34:37] <chopper79> net spindle-vel-rpm-abs => hm2_5i25.0.7i77.0.1.analogout3
[23:34:37] <chopper79> net machine-is-enabled => hm2_5i25.0.7i77.0.1.spinena
[23:35:05] <chopper79> that was not suppose to happen.
[23:44:43] <FloppyDisk> irseeyou - what do you have for hardware? Can't point you to wire the encoder if we don't know what that is. Also, the right direction is the user's manual
http://linuxcnc.org/docs/html/
[23:46:26] <FloppyDisk> chopper79 - on my VFD, I had to set the mode for the VFD to accept the 0-10vdc (vs. keypad, pwm, modbus, or something else).
[23:46:48] <FloppyDisk> However, why you don't have an analog out on the 7i77, seems like a HAL connection issue...
[23:47:27] <chopper79> That is set already. I just went back through it a couple minutes ago. I am not getting voltage out if 7I77
[23:47:47] <FloppyDisk> Yeah - I kinda saw that, seems like a hal setup issue.
[23:47:50] <chopper79> That is kinda what I am thinking.
[23:48:24] <chopper79> PnCconfig only produced a basic spindle setup
[23:48:37] <chopper79> Seems to be missing something still and I can not figure out what
[23:48:57] <FloppyDisk> Yeah - that's the way pnncconf works, although it's a nice framework...
[23:49:09] <chopper79> It is very nice.
[23:49:28] <FloppyDisk> I'm looking for an example in the docs, there has to be one somewhere... T
[23:49:42] <chopper79> I had to chase a bug from it earlier tonight. Set my limts to a an axis I did not choose.
[23:50:14] <FloppyDisk> There was a thread on the forum where a guy switched from modbus spindle control to pwm or 0-10vdc, let me see if I can find it, don't promise.
[23:50:30] <chopper79> I looks and found some examples but nothing for the 7i77.
[23:50:55] <chopper79> I also have to admit that my looking skills faded with frustration and multiple attempts to make it wrk
[23:50:57] <chopper79> work
[23:55:00] <FloppyDisk> Yeah - I can understand, I have spent many of hours looking at hal and have a better understanding, although I'm amazed by some who are pro's - I'm not...
[23:55:07] <FloppyDisk> still looking for example.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}