Back
[02:32:41] <Deejay> moin
[02:40:13] <alex4nder> hey
[03:52:37] <enleth> I just watched a video by NYC CNC with a Tormach PCNC 1100 and it sounded like it's using steppers
[03:52:53] <enleth> Is it just me, or is that mill a tad big for steppers?
[04:03:50] <root-x> if have the correct gearbox or reductions, can do. Slowly but this machine configuration not is rapid. video not needed, in the technical specifications appear their use steppers.
[04:06:36] <pink_vampire> hi
[04:53:30] <root-x> _667-
[04:56:14] <pink_vampire> ??
[05:22:30] <root-x> test purposes
[05:27:23] <enleth> the money is finally there, looking for a lathe to buy
[05:28:13] <enleth> my biggest and, at this point, probably only significant dillema is a separate power feed rod as opposed to only having a leadscrew that does both threading and power feeds
[05:28:55] <enleth> on a 300x750 to 350x900mm (12x30 to 14x35in) lathe
[05:31:25] <enleth> mostly intended for aluminum, brass and some stainless steel, probably not much mild steel
[05:34:54] <XXCoder> I'm not here at all.
[05:35:28] <jdh> are you there?
[05:35:41] <XXCoder> I don't think so, but then I'm not sure.
[05:35:45] <archivist> no over there -------->
[05:37:09] <XXCoder> probably
[05:37:14] <XXCoder> whats up all
[06:37:37] <jthornton> trying to get i2c working on a nano
[06:43:11] <XXCoder> apparently I need to drill 4.2mm diameter for tapping for m5 bolt
[06:45:05] <jthornton> what pitch m5
[06:45:10] <XXCoder> 0.8
[06:45:36] <jthornton> 5-0.8= drill size so yea 4.2
[06:45:55] <XXCoder> cool
[06:46:12] <XXCoder> would 6 mm be ok as hole (not tapped) for m5?
[06:46:37] <Sync> if you want a floppy hole
[06:46:37] <jthornton> for a clearance hole?
[06:47:00] <Sync> 5.3 or 5.5 is what you want
[06:47:06] <XXCoder> not too sure what "clearance" hole is
[06:47:36] <jthornton> the hole for the bolt to pass through
[06:47:40] <XXCoder> #8 too small, dont see drill size in around 5.3 to 5.5 size
[06:47:48] <XXCoder> okay new word, thanks :)(
[06:47:50] <XXCoder> :)
[06:51:33] <XXCoder> Sync: would this work? 5.3086mm .209" # 4
[06:52:22] <Tom_itx> jthornton, master?
[06:53:04] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/avr/Dallas%20RTC%20Code/
[06:53:06] <Tom_itx> twi.c
[06:53:39] <Sync> sure XXCoder
[06:57:13] <XXCoder> ok
[06:57:15] <jthornton> Tom_itx: I think it is an issue with the nano as the same code works on the uno
[06:57:27] <jthornton> twi.c is for the 328 chip?
[06:57:55] <XXCoder> ugh so tired of being dizzy'
[07:01:57] <Tom_itx> umm
[07:02:00] <Tom_itx> i dunno
[07:02:17] <Tom_itx> shouldn't matter much if it has i2c on it
[07:02:33] <Tom_itx> (twi)
[07:02:40] <jthornton> ok
[07:02:45] <Tom_itx> i2c is TM
[07:03:26] <Tom_itx> they should have a twi lib for it
[07:03:33] <Tom_itx> ardweenie
[07:04:19] <jthornton> yea, u8glib works fine on the uno
[07:04:23] <Tom_itx> https://www.arduino.cc/en/Reference/Wire
[07:04:32] <jthornton> I think the nano has an issue with the twi
[07:04:54] <Tom_itx> Board I2C / TWI pins
[07:04:54] <Tom_itx> Uno, Ethernet A4 (SDA), A5 (SCL)
[07:04:54] <Tom_itx> Mega2560 20 (SDA), 21 (SCL)
[07:04:54] <Tom_itx> Leonardo 2 (SDA), 3 (SCL)
[07:05:10] <_methods> did you test the pins to make sure they are working correctly?
[07:05:22] <_methods> if it's one of those chinese clones........
[07:05:42] <XXCoder> HMM #19 or #18
[07:05:43] <_methods> i've had boards with pins that were shorted and other weirdness
[07:05:45] <Tom_itx> yeah you only get half the pins on them
[07:05:46] <jthornton> not sure how to test the pins, I have two different nanos
[07:05:50] <XXCoder> http://bobmay.astronomy.net/misc/drillchart.htm
[07:06:01] <Tom_itx> jthornton, just a blink test on each pin
[07:06:06] <_methods> did you try blinking an led with them
[07:06:17] <Tom_itx> PORTX ^0xFF
[07:06:18] <jthornton> no
[07:06:20] <Tom_itx> in a loop
[07:06:36] <_methods> i mean that's hardly a definitive test
[07:06:49] <_methods> but at least it would basically tell you if something really silly was going on
[07:07:06] <jthornton> been reading something about the nano needing pullups on a4 and a5
[07:07:18] <Tom_itx> they all need pullups :D
[07:09:14] <jthornton> http://dsscircuits.com/articles/effects-of-varying-i2c-pull-up-resistors
[07:10:51] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/logger/Datalogger32_mmc_sch.png
[07:10:58] <Tom_itx> i put a 1k on SDA there
[07:11:32] <Tom_itx> (right of the big chip)
[07:38:37] * jthornton stops wasting time on the nanos and plugs in a 328 chip to the bread board
[07:40:02] <Tom_itx> horray!!!
[07:40:43] <_methods> hahah
[07:43:55] <jthornton> I have a 9vdc power supply, how do I tell if it is regulated or not?
[07:44:17] <Jymmm> lol, i2c on a nano works for me using an oled even =)
[07:45:07] <Jymmm> PEBMAC !!!
[07:45:45] <Jymmm> load ut up and see if it varies
[07:46:24] <Jymmm> put a load on it and see if the voltage changes
[07:46:55] <Jymmm> like 4 white led's in series
[07:47:13] <Jymmm> err try 3 white led's
[07:47:45] <jthornton> what is "it"
[07:48:04] <Jymmm> "it" = power supply in question
[07:48:08] <jthornton> and the oled works fine on the uno so there is some difference
[07:48:18] <jthornton> ah ok
[07:51:44] <mase-tech> Hey peps
[07:51:48] <mase-tech> whats up
[07:51:57] <Loetmichel> jthornton: load it to half or more of rated capacity and measure the voltage. if it sags: not regulated.
[07:52:47] <jthornton> output is 9vdc 400ma
[08:04:40] <mase-tech> I want to restore a old vice, anybody can suggest paint or the way to perfectly do it ?
[08:07:06] <archivist> wire brush (in a bench grinder or drill), scraper (flat surfaces) wet and dry,
http://www.collection.archivist.info/searchv13.php?searchstr=filing+machine+new
[08:07:30] <archivist> II used lidl grey metal paint on that machine
[08:08:23] <mase-tech> You did and scraping
[08:08:24] <mase-tech> ?
[08:08:25] <mase-tech> wow
[08:08:28] <mase-tech> respect
[08:08:36] <archivist> for very rough jobs, twisted knot wire brush on an angle grinder
[08:09:01] <mase-tech> I got the vice from my grandpa
[08:09:11] <mase-tech> I want to restore it like new
[08:09:15] <mase-tech> It is very rusty
[08:09:22] <archivist> I only use a scraper to remove rust on flat surfaces, less damage and faster
[08:09:27] <mase-tech> so I will angel grind it first
[08:10:07] <mase-tech> I cannot do hand scraping, because I have not a perfect flat surface for reference
[08:10:34] <mase-tech> the step I take rust remove and than paint
[08:10:35] <archivist> same technique
http://www.collection.archivist.info/searchv13.php?searchstr=harrison+bench
[08:10:44] <mase-tech> and then gresing and oiling
[08:11:19] <mase-tech> can u say which parts must be greased and which parts must be oiled
[08:11:44] <mase-tech> did u tempered the paint ?
[08:12:07] <archivist> tempered?
[08:12:23] <mase-tech> make the paint harder in a oven ?
[08:12:26] <archivist> no
[08:12:54] <archivist> same again with
http://www.collection.archivist.info/searchv13.php?searchstr=barber+colman
[08:13:48] <mase-tech> wau wau wau
[08:14:12] <mase-tech> can u link primer and paint ?
[08:14:26] <mase-tech> I don t know the proper brands
[08:14:40] <archivist> there is no primer, I used lidl metal paint
[08:14:45] <mase-tech> and I want to use the paint also later when I restore old machines
[08:15:10] <mase-tech> lidl ? the dicounter ?
[08:15:15] <archivist> yes
[08:15:20] <mase-tech> HOLY
[08:15:31] <mase-tech> thanks so much
[08:15:52] <mase-tech> And can u tell me when restore
[08:16:03] <mase-tech> when I need to grease and when to oil ?
[08:16:07] <Jymmm> see rust? restore!
[08:16:17] <archivist> depends on machine and where
[08:16:25] <mase-tech> yes
[08:16:32] <mase-tech> tell me when
[08:16:37] <mase-tech> generally
[08:17:16] <archivist> I dont think there is a "generally"
[08:18:45] <mase-tech> the thread need grease ?
[08:18:49] <mase-tech> of the vide ?
[08:18:54] <mase-tech> vice ?
[08:19:29] <mase-tech> and the moving touching points need oil ?
[08:20:31] <archivist> grease would be ok on both
[08:20:56] <archivist> oil would be ok too
[08:21:27] <mase-tech> :D
[08:27:55] <JT-Shop> Jymmm: I have 2 different nanos, 2 different oleds and one uno. everything works on the uno nothing works on the nano. it is NOT PEBKC! I've tried 10 different nano i2c tutorials and read 1000's of threads where people can't get i2c to work on a nano and the replies carry a common thought that the poster is an idiot and can't plug in 4 wires into a breadboard...
[08:28:29] <JT-Shop> If I unplug the oled from the nano the script executes, when plugged in the script does not execute
[08:37:53] <SpeedEvil> Neglecting much of what you've wrote.
[08:37:59] <SpeedEvil> I would wonder about timing.
[08:38:07] <SpeedEvil> 'two different OLEDs'
[08:38:16] <SpeedEvil> they likely have precisrly the same chip
[08:39:05] <SpeedEvil> decupling?
[08:40:25] <JT-Shop> yea, one is 1.3" and one is 0.96"
[08:40:32] <JT-Shop> same driver IIRC
[08:42:46] <JT-Shop> no, the little one is SSD1306 and the big one is SSD1106
[08:45:49] <SpeedEvil> Are the IO voltages of both the same?
[08:50:41] <enleth> almost certainly not
[08:51:49] <enleth> wait, they are
[08:52:15] <enleth> I'm actually suprised that nano uses 5V too
[08:52:59] <JT-Shop> the 0.96" VCC 3.0-7V
[08:54:26] <JT-Shop> I'm trying to use this to scan for the address from the nano
http://playground.arduino.cc/Main/I2cScanner
[09:31:02] <Jymmm> JT-Shop: Are you using the adafrit library? If so, did you make the change in the .h file?
[09:31:54] <JT-Shop> I'm using this
http://playground.arduino.cc/Main/I2cScanner
[09:32:19] <JT-Shop> what is "the change"?
[09:33:21] <Jymmm> Are you using the adafruit library?
[09:34:22] <JT-Shop> which library is the adafruit?
[09:34:50] <Jymmm> The one that says adafruit at the top?
[09:35:09] <JT-Shop> I guess not, got a link to it?
[09:37:41] <Jymmm> Within Arduino IDE, goto manage libraries, adafruit ssd1306 v1.1.0 is what I used.
[09:39:00] <Jymmm> I gave you likes to all this a ways back...
https://learn.adafruit.com/monochrome-oled-breakouts
[09:39:04] <Jymmm> links*
[09:40:21] <Jymmm> OLED = 3.3v
https://learn.adafruit.com/monochrome-oled-breakouts/power-requirements
[09:40:37] <Jymmm> which I used the 3.3v line from the nano
[09:44:41] <JT-Shop> that is an 8 pin oled, mine are 4 pin
[09:47:11] <JT-Shop> bbl
[10:15:57] <Jymmm> #chemistry
[10:36:51] <terrym> Hi everyone
[10:37:35] <terrym> How to NOT have the rotary table move during a tool change and a vertical mill?
[10:38:28] <cradek> are you using TOOL_CHANGE_POSITION in the ini?
[10:38:45] <terrym> Yes, three numbers.
[10:40:10] <cradek> and just Tx M6 causes A axis to move?
[10:40:19] <terrym> Yes
[10:40:26] <cradek> what linuxcnc version?
[10:40:57] <terrym> 2.5.4
[10:41:09] <skunkworks_> Ah ha!
[10:41:17] <Frank_3> hehe
[10:42:39] <cradek> you'll have to update to 2.6 or 2.7 to get that feature
[10:42:41] <skunkworks_> maybe. I thought not too long ago it was setup so that if you only have 3 axis in tool change position - it would only move the 3 axis (3,6,9 groups) Am I remembering that right - it is probably in 2.7
[10:42:55] <skunkworks_> or 2.6 ;)
[10:43:17] <terrym> OK, thanks.
[10:46:01] <cradek> http://paste.ubuntu.com/16949004/
[10:46:19] <cradek> oh he left
[10:50:08] <latheguy> Hi
[10:50:41] <latheguy> I've noticed how little LinuxCNC seems to b e used by RepRap builders.
[10:50:50] <latheguy> Is there a good reason for this?
[10:50:58] <_methods> it's too complicated for their simple minds
[10:51:34] <Polymorphism> lol
[10:51:49] <latheguy> I've been learning LinuxCNC by myself the last two weeks and it doesn't really seem that complicated or even unfeasible
[10:51:56] <Polymorphism> latheguy, -parallel port is the reason
[10:52:04] <Polymorphism> thats my guess
[10:52:26] <latheguy> You mean they prefer just using USB and Arduinos?
[10:52:29] <Polymorphism> yes
[10:52:39] <Polymorphism> they dont want to be tied to older machines or machines with parallel cards
[10:52:53] <Polymorphism> neither do I =P
[10:53:01] <Polymorphism> but I'll be using linuxCNC for my cnc, at least at first
[10:53:14] <Polymorphism> on my new 3d printer though Ive got to say, justy load it on an sd or print right from USB is nice
[10:53:20] <Polymorphism> so I understand the appeal
[10:53:20] <latheguy> Funny, because I've attempted to remap a code to talk to a Python script which in turn talks to an Arduino via USB serial
[10:54:12] <latheguy> I imagine that doing this for all motions would cause a lot of lag :P
[10:54:19] <Polymorphism> I think thats the issue
[10:54:23] <Polymorphism> you need more hardware
[10:54:24] <Polymorphism> in between
[10:54:29] <Polymorphism> to use USB
[10:54:30] <Polymorphism> I guess
[10:54:40] <Polymorphism> and it only works for mach3 from what I've been reading
[10:54:46] <latheguy> USB isn't really for fast communication.
[10:54:48] <Polymorphism> so it can be done which makes me wonder why linuxcnc hasnt
[10:55:04] <archivist> latheguy, latency, so dont do it
[10:55:10] <Polymorphism> you stream from USB into a buffer I would assume
[10:55:11] <latheguy> gotcha
[10:55:14] <Polymorphism> then latency is a non-issue
[10:55:19] <latheguy> yes it's buffered
[10:55:35] <latheguy> needs at least 2 serial2parallel converters
[10:55:44] <archivist> buffered means no proper feedback=broken
[10:55:55] <Polymorphism> feedback from what?
[10:56:00] <Polymorphism> I'm using steppers
[10:56:25] <Polymorphism> so unless I'm mistaken I have no position confirmation or feedback anyway
[10:56:26] <archivist> you want the data to be synchronised between axes
[10:56:52] <Polymorphism> seems like the proper piece of hardware could handle all of that
[10:56:58] <Polymorphism> and just take a stream from linuxcnc into a buffer
[10:57:00] <Polymorphism> via usb
[10:57:05] <Polymorphism> then it sends it out to the drivers
[10:57:18] <archivist> you want to read the error maaaaaach users get when the buffer underflows when the machine is expecting more data
[10:57:21] <Polymorphism> knowing it works in mach3 makes it harder for me to believe it can't be done
[10:57:40] <archivist> loads of maaaach users get errors
[10:57:46] <Polymorphism> out of all of the research I did when selecting my cnc one thing I didn't find was anyone having proibl;ems with USB + mach3
[10:58:00] <Polymorphism> I'm sure its possible
[10:58:05] <archivist> you were not looking hard enough
[10:58:16] <Polymorphism> if it's that hard to find it's not a problem
[10:58:25] <Polymorphism> granted, my sample size is only about 20 people
[10:58:34] <Polymorphism> but none of them reported problems with the usb connection via mach3
[10:58:47] <Polymorphism> the sad reality is, I'll probably have to do it myself
[10:58:53] <Polymorphism> the hardware and the modification to linuxcnc
[10:58:59] <latheguy> Whatever. Going a bit back in the conversation and forgetting about USB, consider the Delta configuration 3D printers.
[10:58:59] <Polymorphism> I'll open source it all, of course.
[10:59:18] <Polymorphism> I bought a monoprice makerselect v2, its a wanhao i3 clone
[10:59:21] <Polymorphism> it does everything I need
[10:59:25] <Polymorphism> but I dont use my 3d printer like most
[10:59:37] <Polymorphism> I'm making end plates for enclosures, so lots of basically 2d work
[10:59:43] <Polymorphism> don't need anything reallyt fancy
[10:59:57] <Polymorphism> although last night I converted a pewee from total annihilation
[11:00:04] <Polymorphism> modified it for 3d printing, added posable arms etc
[11:00:12] <Polymorphism> it came out quite nice, all I hasd to do was level the bed
[11:00:17] <latheguy> what kind of witchcraft would be required to make them work (via parport) with linuxcnc?
[11:00:19] <Polymorphism> I highly recommend it for a first printer
[11:00:25] <Polymorphism> a 3d printer?
[11:00:31] <Polymorphism> probably none
[11:00:34] <archivist> Polymorphism, you are flooding the channel again and latheguy wanted to ask a question
[11:00:44] <Polymorphism> just use the same type of controllers people are using now for their machines
[11:00:57] <latheguy> This is why I hate OOP
[11:01:06] <latheguy> damn polymorphic structures
[11:01:24] <latheguy> a guys asks for a banana he gets the whole jungle!
[11:01:30] <Polymorphism> archivist, I'll never change
[11:01:33] <Polymorphism> I'll just say it now
[11:01:41] <Polymorphism> so you don't waste any more time trying to make me
[11:02:01] <archivist> and do not use return as punctuation
[11:02:03] <Polymorphism> I am who I am, if you can't accept it just add me to ignore like the others
[11:02:07] <SpeedEvil> At some point, being annoying can lead to a ban.
[11:02:18] <archivist> all of the nicks
[11:02:27] <Polymorphism> SpeedEvil, not a problem
[11:03:07] <archivist> latheguy, whole jungle sure slows stuff down :)
[11:03:49] <latheguy> But seriously, what coordinate system does the Delta printers use?
[11:03:53] <Polymorphism> google
[11:04:22] <malcom2073> latheguy: cartesian
[11:04:25] <cradek> I am sure they are programmed in cartesian coordinates just like a machine with a different shape
[11:05:30] <latheguy> superficially, it seems to require tough trignometry to convert cartesian to whatever piramid topology that is
[11:05:35] <archivist> latheguy, kinematics sorts it all out for you
[11:05:59] <malcom2073> Yeah, the underlying kinematics handle that. You feed it XYZ, it translates it into whatever the actuators need to get it there
[11:06:45] <latheguy> LinuxCNC would still represent the Cartesian grid properly as if it was a mill, right?
[11:06:47] <enleth> damn, just found a Denford ORAC CNC lathe on a local auction
[11:07:14] <malcom2073> By represent, you mean in axis? Or in the gcode?
[11:07:16] <cradek> latheguy: yes, linuxcnc has support for kinematics
[11:07:19] <enleth> mint condition, looks great, price is good, but I wanted something a tad bigger. tough call.
[11:07:33] <archivist> enleth, get it anyway :)
[11:07:42] <latheguy> Enleth: we always want something a tad bigger
[11:07:44] <malcom2073> enleth: My dad did a linuxcnc retrofit in one of them, they're not bad machines
[11:07:58] <malcom2073> And tabletop, so they sell like hotcakes if you ever wanna g et rid of it
[11:08:08] <archivist> I have the baby version, denford starturn
[11:08:23] <latheguy> funny, that's my lathe too
[11:08:30] <enleth> malcom2073: what about rigidity?
[11:08:51] <latheguy> thanks for the answers guys, but I need to leave now. Bye!
[11:08:58] <malcom2073> enleth: It's a small tabletop lathe, so... it does about as well as you would expect from such a device heh
[11:09:28] <enleth> malcom2073: compared to a new chinese lathe of a comparable size?
[11:09:47] <malcom2073> Don't know, don't have any experience with chinese lathes
[11:10:18] <enleth> besides, I wanted a manual lathe to use it as a training machine, I have this feeling that a pure CNC machine is not going to be any good for newbies
[11:10:34] <malcom2073> but that's easily narrowed down into either a workmanship issue, or a design issue. The former you gotta expect from china, the latter is visually identifiable.
[11:10:35] <enleth> no vibration and torque feedback
[11:11:06] <Polymorphism> harbor freight lathe ftw
[11:11:31] <enleth> unless I could perform a travesty of this Denford and attach handwheels and axis brakes to it
[11:11:45] <enleth> might not be an entirely bad idea after all
[11:12:07] <malcom2073> Be a bit of a waste, it has ballscrews and all. Better to keep it CNC
[11:12:22] <enleth> who said I wouldn't?
[11:12:49] <gregcnc> CNC machine cut metal without torque or vibration feedback
[11:13:20] <gregcnc> it's all relative anyway the larger the machine or the smaller the work you get less feedback
[11:13:26] <enleth> I already have a combo CNC/manual mill with ballscrews, axis brakes and disengageable (is this a word?) handwheels, it's really a pleasure to use
[11:13:35] <enleth> gregcnc: well that's my point exactly
[11:13:52] <gregcnc> either you know the cut you're making works manual or CNC or you don't and somethign goes wrong
[11:14:29] <archivist> I must admit I use manual lathes more often than cnc
[11:14:36] <enleth> gregcnc: but you need to learn before you know, and a part of the learning process is trying to cut manually at different DOC and feeds?
[11:14:49] <malcom2073> Or read a machinist handbook :-P
[11:14:53] <enleth> *s/feeds?/feeds, right?/
[11:15:00] <gregcnc> you look up doc feed in books and calcaualte cutting power
[11:15:05] <enleth> malcom2073: that's the other part
[11:15:16] <gregcnc> works for both manual and cnc
[11:16:06] <enleth> gregcnc: call me old fashioned but I'd still prefer to get a feel for it if I were learning, even though I can use the book
[11:16:12] <gregcnc> chatter happens regardless
[11:16:21] <archivist> it is easier to adjust mid cut with manual
[11:16:52] <Polymorphism> can I pick up my CNC machine once its constructed? with someones help. I dont mean physically, I mean is it safe? Or will apply improper forces on the machine and potentially damage it. Trying to determine if I can assemble it and take measurements in here, or if it needs to be assembled in its final location
[11:16:56] <Polymorphism> its small enough I have this option
[11:17:00] <Polymorphism> weight-wise
[11:17:12] <gregcnc> I haven't even run a cnc lathe yet, but I just don't get what there is to feel and have made plenty of lathe parts
[11:17:18] <enleth> gregcnc: and I think it might just be easier for some (many?) people to internalize what the book said by feeling it firsthand on a manual machine
[11:17:31] <gregcnc> either the machine/tool are capable or they are not
[11:17:53] <enleth> gregcnc: jesus. but you have to learn *what* they're capable of and how to tell this.
[11:18:24] <gregcnc> people learn to CNC without ever touching a manual, my old man programed and ran CNC for 20+ years and doesn't trust himself to make anything manually
[11:18:27] <enleth> gregcnc: and not everyone can immediately map what the tables and charts in the book say to a physical device they're operating
[11:19:26] <Polymorphism> gotta run, I'll check the log
[11:19:29] <enleth> Polymorphism: you can move it all you want, just get a machinist's square and use it to check for right angles after moving, then level accordingly
[11:19:41] <Polymorphism> ah
[11:19:43] <Polymorphism> ok
[11:19:57] <Polymorphism> he says everything is "pocketed + machined" and "no need to square the machine"
[11:19:59] <archivist> I would say a manual user will know a machine better than button jockey
[11:20:03] <Polymorphism> would that imply its even less of an issue to move?
[11:20:09] <gregcnc> I doubt it
[11:20:22] <Polymorphism> "NO need to square machine. Every part is pocketed , pined or has ledge to sit on leaving machine square without need of any gauges"
[11:20:26] <Polymorphism> is this possible?
[11:21:00] <Polymorphism> "Every mating surface is machined completely flat "
[11:21:11] <malcom2073> no such thing as completely flat
[11:21:29] <malcom2073> Marketing speak for "The machine is inaccurate enough that any misalignment won't matter"
[11:21:35] <CaptHindsight> Manuel lathe
[11:21:38] <Polymorphism> I don't think its inaccurate
[11:21:42] <Polymorphism> cue-makers favor it
[11:21:47] <enleth> eh, I'm probably going to check out this Denford
[11:21:56] <Polymorphism> we will find out soon though
[11:21:59] <gregcnc> does it have the turret?
[11:22:01] <Polymorphism> goijng to assemble the frame now, bbl
[11:22:08] <malcom2073> heh, cue-makers are a bunch of supersticious luddites
[11:22:53] <Polymorphism> well the inlay work I've seen it do makes me think it will be precise enough for my needs, probably much more so than I need. These 3d printed control panels are enough honestly...
[11:23:23] <malcom2073> Yep, eyeball accuracy is probably more than enough for ya
[11:23:26] <Polymorphism> https://www.youtube.com/watch?v=ctGWgUekxWA
[11:23:27] <malcom2073> ;)
[11:23:31] <Polymorphism> some 4th axis work on the xzero machine
[11:23:37] <malcom2073> In all seriousness though: I'm sure it's fine
[11:23:44] <Polymorphism> malcom2073, I hope so
[11:25:15] <Polymorphism> I think my spindle will be the weakest link
[11:25:18] <Polymorphism> hes running a teknomotor spindle
[11:25:22] <Polymorphism> it could be $1000
[11:25:28] <Polymorphism> I'm going with a chinese cheapo
[11:25:52] <Polymorphism> spindle runout will be the limiting factor
[11:26:00] <CaptHindsight> http://3dprintingindustry.com/news/modular-3d-printing-platform-challenge-81288/
[11:26:05] <Sync> you can always regrind the taper
[11:26:11] <malcom2073> For panel cutouts you'll be fine
[11:26:22] <Polymorphism> george told me he heard of two chinese spindles "out by 4 thou just int he collet"
[11:26:39] <Polymorphism> I'm going to check the runout
[11:26:42] <Polymorphism> and return it if its crap
[11:26:49] <Polymorphism> because I do want to do SMD pcbs in the futrure
[11:27:16] <Polymorphism> LQFP specifically in .4mm pitch
[11:28:11] <Polymorphism> this chinese spindle: Accuracy: 0.003--0.005
[11:28:11] <Polymorphism>
[11:28:11] <Polymorphism> Runout off: Less than 0.02mm
[11:28:20] <Polymorphism> not sure what "accuracy" is
[11:28:27] <Polymorphism> the runout is nice, unless its total BS
[11:28:41] <Polymorphism> less than .0008?
[11:28:51] <Polymorphism> wait
[11:28:53] <Polymorphism> shit math, 1 sec
[11:29:08] <Polymorphism> nvm
[11:29:10] <Polymorphism> it was correct
[11:29:41] <Polymorphism> if the runout is less than .0008 I'm happy, george said he saw .004 and .003 on two spindles
[11:29:48] <CaptHindsight> I guess you promote a "challenge" when you don't want to pay someone that knows how do do it to design and build it for you
[11:30:25] <Polymorphism> its an interesting idea
[11:30:53] <Polymorphism> I'll just use paypal on the spindle and if its not as advertised I'll take a video and get refunded
[11:31:00] <Polymorphism> and they wont want it back in china so it will likely end up free
[11:31:05] <Polymorphism> so if they lie about the runout it will be their loss
[11:31:23] <malcom2073> most likely they'll tell you to return it, at your own shipping cost
[11:31:32] <Polymorphism> thats what george saids
[11:31:38] <Polymorphism> thats why I would try to use paypal protection
[11:31:42] <Polymorphism> with video proof
[11:31:42] <malcom2073> Which isn't nearly as cheap as it is for them to send here heh
[11:31:52] <Polymorphism> yeah its almost the cost of the item, potentially
[11:31:57] <malcom2073> Make sure their policy doens't *say* that you have to pay return shipping
[11:32:02] <Polymorphism> good point
[11:32:14] <Polymorphism> "US stock"
[11:32:20] <Polymorphism> doesnt mean us return either, I'd wager.
[11:32:26] <malcom2073> Probably
[11:32:41] * Polymorphism afk frame assembly
[11:47:45] <gregcnc> capthindsight Sensei Lathe
[11:49:15] <gregcnc> enleth
https://www.instagram.com/p/BGMOiNNmc4L/
[12:00:20] <JT-Shop> https://learn.adafruit.com/monochrome-oled-breakouts/wiring-128x32-i2c-display my oled's don't have a reset pin
[12:01:45] <enleth> gregcnc: heh
[12:02:36] <enleth> Waiting for more photos of the machine, might end up buying it. It's not *much* smaller than some chinese lathes I've been considering, so it might just do.
[12:03:35] <enleth> And I'm pretty sure I will try to add handwheels, it will work if done properly
[12:11:52] <archivist> enleth, was contemplating the other day, mount the handwheel on a servo motor and use the part of the feedback/error signal to add feel to the handle, needs some fiddling in hal to avoid back driving though
[12:13:07] <enleth> archivist: that's one way of doing it, but I like how Bridgeport did it on my mill, so I'd probably try replicating that
[12:18:47] <maxcnc> hi all from a real wet germany
[12:19:01] <maxcnc> constant rain since hours
[12:19:18] <maxcnc> but lucky no heavy dounforce
[12:19:26] <CaptHindsight> spring showers bring lots of flowers
[12:26:35] <jdh> and massive flooding to parts of eu
[12:27:09] <enleth> archivist: the only problem would be finding solenoid-operated brakes this small
[12:27:18] <enleth> or making them
[12:27:30] <maxcnc> jdh: river outside has rissen but not dramatic
[12:27:51] <jdh> seine is supposed to be way up
[12:29:35] <enleth> jdh: dammit, every time I see the name of the Seine river, I'm reminded of this:
http://mediakingi.fi/king-include/uploads/11040182_10153285578686492_4470577903155043523_n-7006111182.jpg
[12:29:41] <gregcnc> enleth
http://ogura-clutch.com/products.php?category=2&product=31
[12:30:26] <enleth> gregcnc: nice, thanks
[12:31:05] <enleth> that and a small switch by each handwheel should be plenty enough to operate a ballscrew based machine by hand
[12:34:31] <Sync> enleth: if you use our servodrive you can easily do that
[12:34:43] <Sync> we made some basically friction free adjusters for fun
[12:36:04] <enleth> Sync: adjusters?
[12:36:08] <CaptHindsight> gregcnc: hos much for dah clutch?
[12:36:15] <CaptHindsight> hos/how
[12:36:44] <gregcnc> I don't know. I needed to find some, but haven't built anything yet.
[12:36:48] <Sync> well basically a knob enleth
[12:36:54] <Sync> but with artificial inertia
[12:37:03] <Sync> so they feel super seksi when turning them
[12:37:15] <CaptHindsight> gregcnc: they were hard to find for under $200 even in those small sizes
[12:37:28] <gregcnc> in this case that's plenty cheap
[12:38:10] <maxcnc> hi mastech how is it to the north of germany still wet
[12:38:41] <CaptHindsight> was going to retrofit some automotive disk brakes for low cost solutions
[12:38:53] <CaptHindsight> disc even
[12:39:09] <maxcnc> retrofit is a real pain
[12:39:18] <maxcnc> shousent start here with that
[12:39:20] <CaptHindsight> no it's not
[12:39:40] <maxcnc> depends on how i think
[12:39:48] <maxcnc> orwhat
[12:39:56] <enleth> Sync: so they actually mirror the motor torque?
[12:40:02] <Sync> yes
[12:40:03] <CaptHindsight> is, isn't, is , isn't, is isn't, is, is, isn't hah!
[12:41:49] <maxcnc> Polymorphism: did the mashine build up
[12:49:31] <maxcnc> im off ithas been a hartbeat day here no many sleep last night
[12:57:05] <JT-Shop> my X axis started moving 1/2 the commanded distance... how did I do that?
[12:57:28] <gregcnc> lathe diameter mode?
[12:57:45] <JT-Shop> on a mill?
[12:57:54] <JT-Shop> quite possible so
[12:59:17] <JT-Shop> bingo!
[13:01:14] <enleth> looks like your mill is having an identity crisis
[13:03:48] <JT-Shop> I copied a ngcgui subroutine from my lathe and changed almost everything I needed to for the mill lol
[13:04:10] <gregcnc> ah I was wondering how that gets changed by mistake
[13:05:26] <gregcnc> Happy Donut Day!
[13:10:53] <[cube]> upcut or downcut bit for cutting through transparent 1/4" acrylic?
[13:12:11] <[cube]> (cnc)
[13:12:20] <enleth> [cube]: cutting all the way through?
[13:12:27] <[cube]> yeah, in a few passes
[13:12:32] <[cube]> just got my router running
[13:12:44] <JT-Shop> onsrud
[13:12:44] <[cube]> going to try and cut sime shapes for a dust shroud
[13:12:46] <enleth> up I guess?
[13:13:03] <[cube]> some quick reading suggests upcut burrs up more
[13:13:11] <[cube]> down provides cleaner edge
[13:13:18] <JT-Shop> onsrud.com
[13:13:22] <[cube]> i dont think it matters because i'll be sanding after anyway
[13:13:33] <enleth> up should give you less clogging though
[13:13:40] <[cube]> yeah
[13:14:28] <enleth> but no idea really, my acrylic experience is limited to taking 10mm deep cuts in a 20mm slab on a mill
[13:14:42] <enleth> no idea how thin sheets behave
[13:14:57] <[cube]> ah
[13:15:06] <[cube]> yeah i might use 1/2 inch for the actual shroud
[13:15:18] <[cube]> if i can find a scarp piece somewhere
[13:15:22] <[cube]> *scrap
[13:15:30] <[cube]> i want the whole shroud transparent
[13:15:42] <[cube]> i had a hard time sourcing transparent vinyl for the 'flaps'
[13:15:56] <[cube]> ending up finding a pet door flap that should do the trick
[13:16:08] <enleth> that stuff is surprisingly hard to get
[13:16:21] <[cube]> http://www.amazon.com/Ware-Manufacturing-Vinyl-Premium--Frame/dp/B000HGB8I0/ref=sr_1_16?ie=UTF8&qid=1464976178&sr=8-16&keywords=dog+door+flap
[13:16:30] <[cube]> got one of those, its nice and thick
[13:16:37] <[cube]> strips already cut to length
[13:16:41] <[cube]> should be perfect
[13:16:54] <[cube]> just need to notch it
[13:17:06] <enleth> but try looking in food processing supplies, they use strips of transparent vinyl as door curtains
[13:17:22] <[cube]> yeah
[13:17:26] <[cube]> thatstuff is $$$!
[13:17:36] <[cube]> it come sin roll si think
[13:17:45] <[cube]> and a roll starts at liek $100
[13:17:54] <enleth> not that bad
[13:18:09] <[cube]> if you see any better source lemme know
[13:18:30] <[cube]> dog door flap should work
[13:18:41] <[cube]> my plan b was to find a semi-transparent floor mat
[13:19:10] <[cube]> http://cdnimg.webstaurantstore.com/images/products/medium/13809/572459.jpg
[13:19:30] <[cube]> the dollar store had some bathtub anti-slip mats that might have worked
[13:19:40] <[cube]> happy with the pet flap tho for now
[13:21:06] <Polymorphic-LT> looking good so far
[13:21:13] <Polymorphic-LT> very pleased
[13:28:54] <malcom2073> Pics!
[13:32:24] <enleth> just stumbled upon serveral articles describing CO2 laser mirrors cut out of HDD platters as working and viable
[13:32:43] <enleth> this does make some sense
[13:33:00] <enleth> anyone here tried it?
[13:41:15] <SpeedEvil> enleth: Even copper mirrors can work
[13:43:56] <enleth> yeah, I know of people who replaced their cracked mirrors with a piece of well polished PCB to get a job done before the new mirror ships
[13:44:20] <enleth> but the HDD platters actually appear to be a nice, durable long term solution for a low-power laser
[13:44:57] <enleth> people report using them for many months with no problems and no discernible difference from "proper" laser mirrors
[13:47:48] <Sync> enleth: they are highly inefficient
[13:49:02] <enleth> Sync: as in, they absorb more energy than a proper mirror?
[13:49:08] <Sync> yes
[13:50:09] <Sync> and real mirrors are dirt cheap
[13:50:29] <Loetmichel> enleth: considering how FLAT hdd platters are thats entirely viable i would think
[13:50:49] <Loetmichel> polish off the magnetic coating-> voila
[13:51:01] <Loetmichel> if they are still aluminium
[13:51:06] <Loetmichel> more and more they are glass
[13:51:38] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=613&g2_imageViewsIndex=1 <- glass platters (ibm deathstar)
[13:51:51] <Sync> if you polish off the magnetic coating you now have a wavy piece of alu
[13:51:57] <Sync> even if you don't, it is not optical grade
[13:52:07] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=616&g2_imageViewsIndex=1 <- aluminium platters (no idea what that was)
[13:52:28] <Loetmichel> Sync: depends on how you polish
[13:52:35] <Loetmichel> you can do it chemically
[13:53:23] <Roguish> enleth. it's not just how flat is 'may seem', it is also the microscopic surface finish. the roughness versus the wavelength of light.
[13:54:11] <Roguish> i've dealt with X-ray mirrors that take over a year to polish.....
[13:54:23] <enleth> I think the point is, that HDD platters actually are finished to a pretty similar accuracy as actual laser mirrors
[13:54:39] <Sync> they are not
[13:54:44] <SpeedEvil> Finishing some metal to similar accuracy is not hard.
[13:55:24] <SpeedEvil> It's 10um wavelength, finishing this to ~1um is much easier than optical mirrors.
[13:55:32] <Sync> yup
[13:55:43] <Roguish> Loetmichel is correct. optical grade is a whole different world.
[13:56:30] <Loetmichel> you mean "incorrect"?
[13:57:04] <Magnifikus> anyone ever tried to build servo motors diy? :)
[13:57:16] <Loetmichel> btw: for CO2 mirrors there is no "xray grade" neccessary.
[13:57:27] <enleth> quick googling suggests that HDD platters are finished to 250nm or so
[13:57:43] <Loetmichel> just a pretty flat surface that has a greater than 99% reflection in the IR band
[13:57:46] <enleth> that sound just about sufficient for 10µm light
[13:57:49] <Loetmichel> so the mirror doesent heat up
[13:58:23] <Loetmichel> the few (m)W that are not reflected the main way dont have any impact for a lasercutter
[13:58:57] <enleth> so the finish might be comparable, and the problem would be mostly with coating that just wasn't engineered for such a use case and works by accident
[13:59:18] <Loetmichel> Magnifikus: basically its just a DC or AC motor with an encoder and feedback to the driver
[13:59:29] <Loetmichel> you can use virtually any motor for that
[14:00:21] <Magnifikus> yeah i know thats why i dont want to pay 400 bucks for one :)
[14:00:34] <gregcnc> plenty of used servo motors on ebay
[14:00:40] <Loetmichel> enleth: i would go for chemically stripping the platter from the magnet coating, add some copper chemically and then electropolish said copper
[14:00:42] <Magnifikus> cause i start to hate steppers :)
[14:01:10] <djdelorie> Magnifikus: welcome to the club :-)
[14:01:12] <Hydrar> Just curious though, does the HAL part in linuxcnc let me do things like easily control fans based on spindle on status, as well as more complex stuff like delayed shutoff after stopping for example?
[14:01:25] <cradek> yes
[14:01:26] <skunkworks_> yes
[14:01:29] <PCW> yes
[14:01:29] <Hydrar> If I understood it correctly, classicladder does this
[14:01:31] <Loetmichel> Magnifikus: i used selfmade encoders and some normal Mabuchi 550 marine motors to some success
[14:01:31] <gregcnc> yes
[14:01:41] <Magnifikus> maybe its a bit overpowered for a delta 3d printer but
[14:01:43] <Hydrar> ah, nice
[14:01:48] <skunkworks_> classicladder could too...
[14:01:51] <skunkworks_> or both
[14:02:12] <Hydrar> Just figured I could lower the sound footprint of a future build by just being a bit smart with the watercooling
[14:02:29] <Hydrar> Isel has some nice spindles that are air cooled though, but water seems like it'd give way longer lifetime
[14:02:31] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=702
[14:02:40] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=705
[14:02:41] <Sync> Magnifikus: servos are cheap in the aftermarket
[14:02:44] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=708
[14:02:49] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=711
[14:03:04] <root-x> but controllers...
[14:03:04] <Loetmichel> ... or simply use REALLY cheap ones out of old laser printers:
[14:03:22] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13519
[14:03:39] <Magnifikus> root-x, im tempted to build my own :)
[14:03:41] <Hydrar> I understood it that servos was a bit more of a pain to set up though
[14:03:44] <Sync> nobody needs controllers root-x
[14:03:54] <Hydrar> Since you need to calibrate the control loop
[14:03:54] <Sync> we made our own universal one
[14:04:09] <Loetmichel> and for controllers for DC servos look up "uhu servo" or similar ;)
[14:04:34] <djdelorie> root-x: and if you're desparate:
http://www.delorie.com/electronics/bldc/
[14:04:44] <djdelorie> feel free to hack that to your needs :-)
[14:05:41] <Magnifikus> hehe
[14:05:43] <Magnifikus> ty
[14:05:50] <Sync> or use ours:
https://github.com/rene-dev/stmbl
[14:05:54] <Hydrar> Isn't step/dir servo controllers a bit sub-optimal with linuxcnc though?
[14:06:10] <djdelorie> Hydrar: perhaps, but wicked easy to set up and configure
[14:06:11] <Magnifikus> so basicly a mabuchi + some belt for ratio sounds reasonable
[14:06:14] <Sync> Hydrar: that is why we made our controller as a SSerial slave
[14:06:27] <Magnifikus> cause i need to drive a 16mm ballscrew
[14:06:40] <Sync> djdelorie: it is iffy because you have to derive speed again from your input
[14:07:07] <Hydrar> Sync: Ah, so hal talks directly to the controller instead of step/dir?
[14:07:21] <Sync> yes
[14:07:27] <Hydrar> (I'm a bit new to the whole linuxcnc stack, only through 25% or so of the documentation)
[14:07:28] <djdelorie> so? My controller does all that in hardware, letting hal be as dumb as with a stepper
[14:07:28] <Magnifikus> sync the aftermarket is cheap yeah, but i want a slightly smaller servo to replace nema23/2A motors
[14:07:44] <Sync> there are very small servos in the aftermarket
[14:08:17] <Magnifikus> than i fail cause i only find the beefy ones
[14:08:35] <Sync> so how do you deal with your quantized speed resolution at low speeds djdelorie
[14:09:23] <djdelorie> You mean, how do I track one encoder step when they shaft isn't really moving?
[14:10:27] <Sync> no, if your input step frequency is low, you get a quantized velocity setpoint
[14:10:50] <Sync> so you move in steps instead of having a constant speed
[14:11:08] <Sync> the quantization of your feedback signal is another proplem
[14:11:13] <djdelorie> Right, I move in steps instead of constant speed
[14:11:18] <Sync> but that is easily solved by using an observer
[14:11:25] <djdelorie> we're back to "dumb but easy to set up" ;-)
[14:11:38] <Loetmichel> Magnifikus: yes
[14:11:47] <Loetmichel> mabuchi + beklt is ok
[14:12:18] <djdelorie> but I can track every edge (4000/rot) which gives me a way-over-precise feedback relative to bed position
[14:12:23] <djdelorie> so steps is OK
[14:12:26] <Loetmichel> 60W should be ok for any "normal size" nema23 stepper replacement in terms of torque and rpm
[14:12:31] <Magnifikus> my delta mill will never finish
[14:12:37] <Magnifikus> eh printer :)
[14:13:44] <Loetmichel> Magnifikus: you dont want TO high a resolution tho if you use linuxCNC with step/dir via parallel port
[14:13:53] <Loetmichel> because of the frewuency limitation
[14:14:03] <Sync> http://sync-hv.de/projects/3phase_troller/frrrrp.mp4 Magnifikus teeny tiny servo
[14:14:25] <Sync> djdelorie: well for 4000 steps that might actually be ok
[14:14:42] <Sync> but you can easily use quadrature which instantly give you 4 times the bandwidth
[14:14:52] <Magnifikus> for our isel i use an fpga + tmc5130 drivers at 256µsteps
[14:14:55] <djdelorie> I do; it's 1000 pulses/rot
[14:15:04] <Magnifikus> dont want to miss the smothness :)
[14:15:34] <Sync> no on the command
[14:15:37] <Magnifikus> sync that is sexy
[14:15:44] <djdelorie> it turns out to be *too* precise for my PC; I have to "microstep" it up to 10 or so encoder steps per HAL step just so that my parallel port can keep up
[14:16:09] <djdelorie> so HAL thinks it's 400 pulses/rot or 800/rot depending on axis
[14:16:22] <Sync> try using quadrature then
[14:16:22] <Magnifikus> and my max step frequency is like 1mhz Loetmichel
[14:16:38] <djdelorie> Sync: I don't understand. The encoders *are* quadrature
[14:16:40] <Sync> no
[14:16:45] <djdelorie> or do you mean hal steps?
[14:16:45] <Sync> your command signal can be quadrature too
[14:16:53] <Loetmichel> Magnifikus: then you can use much higher resolution
[14:16:59] <djdelorie> ah, I don't have enough parallel ports pins for that. The controller supports it.
[14:17:02] <Loetmichel> <- still works with PP
[14:17:04] <Sync> you only need 2
[14:17:08] <Loetmichel> 50khz is end of it
[14:17:11] <Sync> same as step/dir
[14:17:12] <djdelorie> oh, right, duh.
[14:17:15] <Magnifikus> atm i just send a speed to the fpga and get a step count back
[14:17:20] <Magnifikus> at 1khz update rate
[14:17:21] <djdelorie> was that an option in linuxcnc 2.4?
[14:17:31] <Sync> no idea, but I think so
[14:17:46] <djdelorie> sigh, more fun things to play with instead of doing real work ;-)
[14:17:53] <Magnifikus> even implemented pulsetrain for our new vfd now :)
[14:18:11] <Magnifikus> btw i solved my kress with a mechatron hfs now :D
[14:18:19] <Magnifikus> we got some "funds" ^^
[14:18:47] <djdelorie> Magnifikus: did you bring enough to share with everyone? ;-)
[14:19:04] <Magnifikus> nah just rest funds from a research project
[14:19:40] <Magnifikus> bad thing with the mechatron spindle now is, i have to support z if the machine is off :/
[14:20:11] <Magnifikus> plus is more force z down
[14:20:55] <Magnifikus> sync i want this servo :D
[14:23:48] <Sync> buy one
[14:23:51] <Sync> it is a yaskawa 50W one
[14:24:27] <Magnifikus> ty
[14:27:11] <Sync> djdelorie: just watched the video, your tuning is off if the piece of brass vibrates that way
[14:27:24] <djdelorie> they're all old videos
[14:27:44] <djdelorie> but my tuning is probably off still
[14:35:16] <djdelorie> I think that particular video was even before I rewrote the main control loop to use clark/park and pid, too...
[14:35:28] <Magnifikus> wonder if you can just abuse the brushless rc car motors :D
[14:37:56] <XXCoder> Magnifikus: im suyre you can use ANY brushless motors
[14:38:20] <XXCoder> challenge for you cnc makers, make cnc out of phone vibration motors. include encoders,.
[14:38:30] <djdelorie> well... aside from the physics problem of running a bridgeport on a cd-rom motor :-)
[14:38:45] <XXCoder> dj indeed lol
[14:38:59] <XXCoder> with good gearing maybe can run, but very slow. :P
[14:38:59] <djdelorie> "please wait"
[14:39:20] <Magnifikus> djdelorie, question is how much time until you die
[14:39:30] <Magnifikus> and will you jog one axis to the end
[14:40:05] <djdelorie> takes ten minutes to undo backlash...
[14:41:18] <Magnifikus> and suddenly
[14:41:20] <Magnifikus> it stops
[14:42:42] <Magnifikus> this rc world is strange, 2.6 KW motors
[14:43:29] <djdelorie> air cooled, though
[14:45:00] <enleth> Magnifikus: yeah, they're quite scary
[14:45:18] <Magnifikus> djdelorie, not cooled :D
[14:45:31] <Magnifikus> so i guess they deliver that for half a second
[14:45:39] <djdelorie> I mean, you can't get full power out of them without a huge airstream keeping them cool
[14:45:53] <Magnifikus> lets say 98% efficiency, thats 52watts to dissapate
[14:46:02] <Magnifikus> okay reality is 75%? :)
[14:46:10] <enleth> Magnifikus: in their intended application they're cooled by the very stream of air they push through with the propeller
[14:46:29] <Magnifikus> thats sold as car motor
[14:46:47] <enleth> ah, ok, no experience with those
[14:47:09] <Magnifikus> me neither i quite that scene when brush motors died
[14:47:26] <Magnifikus> the ones you have to replace the brushes after 10 minutes operation...
[14:47:42] <enleth> but quadcopter/plane motors reach those power levels and they can maintain full power for extended periods
[14:47:45] <djdelorie> my quad has four 140W motors, that's 3/4 HP - it's more than my CNC machine servos combined :-P
[14:48:13] <Magnifikus> wow i found a 5KW motor for rc trucks lol
[14:48:34] <enleth> that's more than some old small cars can do
[14:49:45] <Magnifikus> 20 of them and you can use them in your normal car :)
[14:50:01] <enleth> BTW, someone should make a quadcopter with those motors Furze used for his hoverbike
[14:50:32] <Magnifikus> i think the agility dies with the batteries
[14:51:08] <enleth> the ones I'm talking about are gasoline powered
[14:51:59] <Magnifikus> so agility down the drain²
[14:53:32] <enleth> but power to weight shoots through the roof
[14:53:51] <Magnifikus> like the quadcopter
[14:54:06] <Magnifikus> or the wall
[14:54:52] <enleth> yeah, precise control of four propellers is going to be difficult with piston engines
[14:55:23] <enleth> unless you use an engine-generator set and electric motors
[14:56:22] <djdelorie> I've seen that :)
[14:56:24] <malcom2073> Why not have adjustable pitch rotors?
[14:56:59] <djdelorie> that only works if it causes torque difference between rotor pairs, which is how you turn a quad
[14:57:10] <djdelorie> but I think I've seen that too :-)
[14:59:13] <djdelorie> another option is to have articulating rotors, so you can direct the airflow
[14:59:35] * djdelorie imagines a GPS/baro feedback loop to linuxcnc to control one of these...
[15:00:03] <djdelorie> then add a can of spray paint to make a CNC graffiti machine...
[15:00:06] <Polymorphic-LT> malcom2073,
http://imgur.com/a/sz7yZ
[15:00:18] <Polymorphic-LT> let me know if you see any problems, any comments, etc
[15:00:19] <Polymorphic-LT> =D
[15:00:34] <djdelorie> I see one problem - you haven't built it yet :-)
[15:00:45] <Polymorphic-LT> no ballscrews or rails yet =(
[15:00:47] <Polymorphic-LT> in the mail
[15:01:35] <malcom2073> Looks good, now start building! :-D
[15:02:46] <Polymorphic-LT> need the rails and screws first
[15:07:20] <Polymorphic-LT> seems as though the prox switchs already com with plenty of cabl
[15:07:27] <Polymorphic-LT> I'll only need cable from them to the control box
[15:14:48] <Magnifikus> not sure if you go with 4 piston motors, controllable pitch etc that you are allowed to air that quadcopter in any country of the world :)
[15:15:07] <djdelorie> as long as it's under 50 lbs...
[15:17:36] <Sync> Magnifikus: you can, but you will get a lot of torque ripple
[15:17:52] <Polymorphic-LT> anyone here running a chinese 80mm spindl
[15:18:01] <Polymorphic-LT> need to know the hose diameter and type to order
[15:18:11] <Polymorphic-LT> for coolant
[15:18:38] <djdelorie> why are you asking us, instead of the spindle manufacturer?
[15:19:00] <Polymorphic-LT> because china
[15:19:15] <Polymorphic-LT> and that could take days to get an answer, if they even exist
[15:19:18] <Polymorphic-LT> vs seconds, if someone here has one
[15:19:22] <djdelorie> we are not omniscient, we can't know what a random "chinese spindle"'s specs are
[15:19:38] <Polymorphic-LT> Loetmichel, may know
[15:19:50] <Polymorphic-LT> perhaps FloppyDisk
[15:20:09] <Polymorphic-LT> mayb XXCoder or enleth
[15:21:14] <enleth> I'd bet without looking that some 7mm thick wall sillicone hose will fit
[15:21:52] <djdelorie> and if not, he's got a 3D printer to make an adapter :-)
[15:22:09] <enleth> besides, the hose connections should be removable with a 1/4" or 3/8" thread
[15:22:10] <Polymorphic-LT> I don't know if it works that way
[15:22:18] <Polymorphic-LT> I dont understand it, it looks lik hte hose goes through a hole
[15:22:26] <enleth> photos?
[15:22:51] <jdh> mine has weird fittings
[15:22:55] <Polymorphic-LT> http://g03.a.alicdn.com/kf/HTB1YvpmLXXXXXXFXVXXq6xXFXXXE/800W-font-b-water-b-font-font-b-cooled-b-font-font-b-spindle-b-font.jpg
[15:23:05] <Polymorphic-LT> jdh, is your spindle 80mm?
[15:23:11] <Polymorphic-LT> whta hose are you using
[15:23:17] <enleth> ah, so
[15:23:35] <enleth> I can't recall the name of those connections right now
[15:23:40] <jdh> whatever came with it
[15:23:49] <djdelorie> "john guest" connectors?
[15:23:54] <enleth> but they're basically the same type some kitchen faucets use
[15:24:00] <djdelorie> no... no lip...
[15:24:05] <djdelorie> compression fittings?
[15:24:25] <Sync> swap the fittings for push in fittings
[15:24:33] <jdh> they are funky compression fittings sort of
[15:24:41] <enleth> Polymorphic-LT: you should be able to find a matching hose in a hardware store, at the plumbing aisle
[15:24:44] <djdelorie> if they are, you need copper ferrules for poly tube
[15:25:05] <jdh> no ferrules
[15:25:30] <djdelorie> ferrules might be built-in
[15:25:39] <enleth> Polymorphic-LT: but you should be able to screw those connectors out of the motor body and replace them with whatever anyway
[15:25:45] <jdh> nope
[15:26:02] <Polymorphic-LT> =\
[15:26:29] <Magnifikus> that uhu servo is quite impressive
[15:26:31] <enleth> jdh: you've seen those and tried that?
[15:26:53] <Sync> Magnifikus: it is old tech
[15:27:17] <jdh> they work fine
[15:27:44] <Sync> sure, but the max feedback frequency is pretty limiting
[15:28:22] <Magnifikus> any new tech os ones in the wild?
[15:29:07] <Sync> sure, you can use our controller as well
[15:33:31] <Magnifikus> "our"? :)
[15:36:47] <Polymorphic-LT> I was about to check out on ebay
[15:36:54] <Polymorphic-LT> checked again, I can get sa 2.2kw spindle for less than the 1.5kw
[15:37:25] <FloppyDisk> I don't have a chinese spindle or access to one. maybe.. if you can find the chinese supplier, they'll have it on their website, there's got to be a handful of manufacturers that make them. or maybe some suppliers.
[15:40:09] <Crom> I so have to get a laser cutter / cnc router table going... this cutting patterns by hand sucks
[15:40:14] <Crom> and fabric
[15:41:46] <Magnifikus> Sync, i guess this is more state of the art?
https://github.com/rene-dev/stmbl
[15:41:57] <Sync> yes
[15:43:30] <Magnifikus> maybe he has some pcbs left, cant etch that in university
[15:43:41] <Magnifikus> otherwise china is 10€ for 10 of the pcbs
[15:45:16] <Polymorphic-LT> will this work? 3000w 110v to 220v step up transformer to 220v vfd driving 2.2kw spindle
[15:45:20] <Polymorphic-LT> 15 amp home circuit
[15:45:35] <Polymorphic-LT> or do I need to downsize to the 1.5kw spinlde, and trade er20 for er16
[15:46:35] <djdelorie> 3000 watts out of 110V is 27+ amps, do you have a 30 amp circuit?
[15:47:03] <FloppyDisk> Aren't those chinese spindles AC induction motors and run off VFD's?
[15:47:25] <FloppyDisk> Get a 2 hp or 3 hp chinese VFD for about $100 to $150 and be done w/ it...
[15:48:01] <Polymorphic-LT> 2200w spindle
[15:48:04] <FloppyDisk> You can send the VFD one of the following depending on capabilities: pwm signal, modbus, +-10Vdc signal (depends for this one).
[15:48:06] <Polymorphic-LT> 220v
[15:48:14] <Polymorphic-LT> but running from a step up transformer
[15:48:20] <Polymorphic-LT> which is rated at 3000w
[15:48:24] * Polymorphic-LT confused
[15:48:30] <malcom2073> Polymorphic-LT: 220v three phase input?
[15:48:32] <malcom2073> If so, you need a VFD
[15:48:38] <malcom2073> Not a step-up transformer
[15:48:43] <Polymorphic-LT> getting both
[15:48:47] <malcom2073> You don't need both
[15:48:51] <djdelorie> 2200 watts / 120 v is still 18.3 amps, given conversion losses, you still need more than a 20 amp circuit
[15:48:51] <FloppyDisk> Yeah - that's where the VFD is perfect, take a step up 2 phase transformer at 3kw and run it to a VFD single phase. Tehn the VFD outputs 3 phase to the motor.
[15:48:54] <Polymorphic-LT> but I only have 110v
[15:48:55] <malcom2073> Get a 110 input VFD
[15:49:22] <FloppyDisk> While that's "max", you probably won't draw that much current...
[15:49:29] <Sync> Magnifikus: the hardware is currently changing
[15:49:35] <FloppyDisk> Inrush maybe, but I sorta ignore that cuz I don't know any better.
[15:49:36] <djdelorie> you can probably set a vfd to limit power, too
[15:49:38] <Sync> but I think rene has bare pcbs left
[15:49:55] <FloppyDisk> YES - you can limit VFD's (depending on the model).
[15:50:05] <Polymorphic-LT> found some info
[15:50:06] <Polymorphic-LT> "I have used a 2000VA step-up transformer for several years first with a lathe (on a 2kW Schneider VFD) and later with the CNC. No problem.
[15:50:07] <Polymorphic-LT> On the CNC I have a Chinese 2.2kW spindle on a Hitachi VFD at 240V and a Keling 72V/20 amp analog supply with 4 NEMA34 steppers on the same circuit but running on 120V.
[15:50:07] <Polymorphic-LT> The reason that this worked on a 25 amp mains circuit is that there is only a short power-on rush-in current to charge the caps of the VFD and the Power supply. When running, I measured the normal operating power for most jobs well under 1000 watts for the whole machine. Even cutting with a big bit as deep and fast as the spindle can do I never blew the breaker. You will rarely use the 24,000 rpm and at more common
[15:50:09] <Polymorphic-LT> speeds of 12k to 15k rpm the spindle takes up way less power than the maximum 2.2kW."
[15:50:54] <Polymorphic-LT> is he using a stepup transformer?
[15:50:57] <malcom2073> If you get the right VFD, you don't need a step-up, that's just more power loss, so less max power to the spindle.
[15:50:58] <Polymorphic-LT> or does the vfd do that for me
[15:51:01] <FloppyDisk> EXACTLY - at operation you're not drawing much unless you're running ALL motors intosomething (xyz, spindle). Which you wouldn't be.
[15:51:07] <FloppyDisk> much - that much.
[15:51:22] <FloppyDisk> Malcom is right as well...
[15:51:35] <FloppyDisk> But, I will say that most VFD's run on 220Vac single (or 3 phase) input.
[15:51:56] <djdelorie> my mill uses a 120v-in to 240v-out VFD
[15:51:59] <FloppyDisk> But, there are 110V ones, smaller... For the very reason you guys mention the current issue (ie lots of amps at lower voltage).
[15:52:07] <Polymorphic-LT> http://www.cnczone.com/forums/diy-cnc-router-table-machines/212116-110volt-220volt-transformer-2-2kw-spindle-vfd.html#post1725698
[15:52:11] <Polymorphic-LT> this post makes me think I should try it
[15:52:30] <FloppyDisk> If you have a stove or dryer hookup in your house, that's 220v single phase (in the usa at least), you can maybe find a way to use that??
[15:52:43] <Magnifikus> ah i see your fingers are in that project sync :)
[15:53:04] <Hydrar> As long as you get a decent VFD it should be painless to make the VFD keep max current under your breaker
[15:53:17] <Polymorphic-LT> ok
[15:53:23] <Polymorphic-LT> so I'll go with the 2.2kw spindle//vfd
[15:53:24] <Hydrar> You can even read out from the VFD how far from the maximum consumption you are
[15:53:34] <Polymorphic-LT> then I can use big mills for facing
[15:53:39] <Polymorphic-LT> or whatever I may do
[15:53:46] <Hydrar> Depends on DOC and WOC obviously
[15:54:14] <Hydrar> If you do something like run a 10cm face mill on it it'll pull 3kW followed by overcurrent shutdown and/or stall .P
[15:54:25] <FloppyDisk> Make sure your 2.2kw vfd can input 110vac. Many of the VFD's have undervoltage protectioni and shut off, or at least warn you.
[15:55:03] <Hydrar> Yeah I've seen VFDs for the US market that steps up to "almost" 220v internally, a recurring topic here
[15:55:16] <Hydrar> Never had the problem since most places here have 400v 3-phase
[15:55:33] <Hydrar> Or at a minimum, 16a 230v
[15:55:56] <Polymorphic-LT> http://www.ebay.com/itm/3000-Watt-Voltage-Transformer-3000-Watt-Step-Up-and-Down-converter-Heavy-Duty-/252044359467?hash=item3aaf03b72b:g:rB8AAOSwiylXAugA
[15:55:59] <Polymorphic-LT> I was going to use this
[15:56:18] <Polymorphic-LT> and I was going to put a plug on the vfd
[15:56:20] <Polymorphic-LT> and plug it into that
[15:56:25] <gregcnc> Magnifikus some RC motors do make 90+% efficiency
[15:56:29] <Polymorphic-LT> will this work?
[15:56:45] <Magnifikus> thats still 500w heat if you take that 5kw motor :)
[15:58:20] * miss0r is very happy about a very "non related to this channel"- purchase
[15:58:56] <miss0r> I just felt like sharing it with you: I bought a mosquito magnet brand trapping device :) and it is crazy how many it has already removed from my garden
[15:58:58] <gregcnc> yeah, most application don't use full power for a long time. I used an RC motor for a milling spindle and still added water cooling
[16:00:36] <FloppyDisk> poly - that step up should work.
[16:01:01] <FloppyDisk> You definitley want to oversize it, as much as I say you won't use the rated amount, something like that you want over head.
[16:01:04] <Polymorphic-LT> http://www.ebay.com/itm/SEVENSTAR-TC-3000-110-220V-AC-3000-Watt-Transformer-Free-Shipping-New-/252364298155?hash=item3ac21597ab:g:J-UAAOSwYudXGhMU
[16:01:16] <Polymorphic-LT> this on cokms with the adapter for my plug
[16:01:25] <Polymorphic-LT> on the 220v output onj the front
[16:01:31] <Polymorphic-LT> what kind of plug goes into there
[16:01:39] <Polymorphic-LT> a normal one?
[16:01:42] <Polymorphic-LT> I'm sourcing a bare wire cord
[16:01:51] <FloppyDisk> BTW, if you're 'near' your electrical box for your house (may not be possible), it's not hard to buy a 220vac circuit breaker and install that... Many garages or basements have them and if it's local, do that....
[16:02:40] <FloppyDisk> You'd need to do a little research on that so you don't hurt yourself, but would be better. I had to wire in a remote box to the garage cuz it's in an odd spot - ie back of the house on an alleyway w/ minimal power.
[16:02:52] <FloppyDisk> Now - I gots more...
[16:03:02] <Polymorphic-LT> ok
[16:03:08] <Polymorphic-LT> sounds lik I should go with the 2.2kw spndle either way
[16:03:12] <Polymorphic-LT> so I always have more options
[16:03:16] <FloppyDisk> I think so...
[16:03:17] <Polymorphic-LT> and er20 collet
[16:03:18] <Polymorphic-LT> ok
[16:03:20] <Polymorphic-LT> hre goes
[16:03:24] <FloppyDisk> where you buying it from?
[16:03:39] <djdelorie> you can always run a 2.2k spindle at 1.5k, but you can't run a 1.5k spindle at 2.2k...
[16:04:22] <FloppyDisk> He'll be fine... Not like he's maxing it out full power 24/7...
[16:04:32] <Polymorphic-LT> http://www.ebay.com/itm/2-2KW-WATER-COOLED-SPINDLE-MOTOR-2-2KW-VFD-DRIVE-DE-BEARING-HIGH-SPEED-GREAT-/111967907292?hash=item1a11ceaddc:g:WU0AAOSw~oFXDbUm
[16:04:38] <Polymorphic-LT> this is the spindle I'm going to buy
[16:04:53] <Polymorphic-LT> I was about to spend 275 on a 1500w spindle last night
[16:04:54] <Polymorphic-LT> hah
[16:05:02] <Polymorphic-LT> $20 less and 2.2kw
[16:05:10] <Polymorphic-LT> http://www.ebay.com/itm/Super-Precision-12-PCS-1-8-1-2-ER20-ER-20-Collets-Set-With-3-16-1-4-3-8-/231826289998?hash=item35f9ec754e:g:KYkAAOSwqrtWpwqG
[16:05:12] <Polymorphic-LT> this collet set
[16:05:15] <Polymorphic-LT> http://www.ebay.com/itm/SEVENSTAR-TC-3000-110-220V-AC-3000-Watt-Transformer-Free-Shipping-New-/252364298155?hash=item3ac21597ab:g:J-UAAOSwYudXGhMU
[16:05:17] <Polymorphic-LT> this xformer
[16:05:18] <Polymorphic-LT> look ok?
[16:05:28] <Polymorphic-LT> then its just tube and wire and tools!!!!!
[16:05:52] <Magnifikus> 20$ for a collet set?
[16:05:59] <Polymorphic-LT> too much?
[16:06:03] <Polymorphic-LT> I don't want to overpay
[16:06:05] <Magnifikus> not sure if that explodes over 5k rpm
[16:06:13] <Polymorphic-LT> its supr precision
[16:06:14] <Deejay> gn8
[16:06:16] <Polymorphic-LT> gn
[16:06:40] <FloppyDisk> Seems like it'll work...
[16:06:53] <Polymorphic-LT> I have some telephone wire
[16:07:00] <Polymorphic-LT> I think I can use that for the run from machin to controller
[16:07:01] <Polymorphic-LT> for the limits
[16:07:05] <Polymorphic-LT> they are inductive 3 wire...
[16:07:09] <Polymorphic-LT> I thought they would have been 2 wire
[16:07:33] <Polymorphic-LT> then I'll get igus chainflex for the spindle and steppers
[16:07:39] <Polymorphic-LT> need to call them right now actually for advice
[16:08:35] <jdh> mine was cutting within a few hours of delivery
[16:09:11] * djdelorie suggested DIY two months ago...
[16:09:46] <gregcnc> DIY would have been group build the way thigns are going
[16:10:04] <djdelorie> yeah, but it would have been two months ago...
[16:10:25] <jdh> we could start a pool.
[16:10:34] <jdh> I pick November 14th
[16:10:59] <Hydrar> On topic of RC motors, how much modification is needed to run a pulley and belt on them? I noticed some of the ones hobbyking sells actually has a small fan builtin as well
[16:11:14] <jdh> do they have torque at low rpm?
[16:11:19] <gregcnc> most shafts and so bearings are pretty small
[16:11:39] <gregcnc> what do you want to do with it?
[16:11:43] <Hydrar> hm, that was what I was suspecting
[16:12:02] <djdelorie> depends on the motor. Mine have a 3mm shaft, some have a frontplate you can bolt things on to
[16:12:05] <Hydrar> Was considering using it for a non-spindle purpose, powering my chain mower, was just a crazy idea that I kinda think will fry the motor
[16:12:38] <gregcnc> for continuous use you have to derate a lot
[16:12:52] <Hydrar> With a 3:1 reduction it would "work" but probably burn up pretty quick if I know hobbyking
[16:13:23] <gregcnc> HK motors you derate fror hobby use
[16:13:33] <Hydrar> Yeah that's what I understood as well
[16:13:44] <Hydrar> They're cheating *A LOT* with their ratings too
[16:13:45] <gregcnc> I don't think they actually test them
[16:14:08] <Hydrar> They do, the numbers look plausible but their idea of continious use is 5 minutes
[16:14:09] <gregcnc> I rated motors for RC at one time
[16:14:21] <gregcnc> yeha one battery packs worth
[16:14:49] <gregcnc> but their efficiency is low so they have a hard time doing even that
[16:15:00] <Hydrar> Thinking one might be able to improve their cooling by milling fan blades on the pulley, but the more I think of it the more I think the motor will just explode... :P
[16:15:04] <Hydrar> After sucking in some grass
[16:15:34] <gregcnc> use a real motor
[16:16:00] <miss0r> gregcnc: should you ever need something that realy works catching mosquitoes, I have the solution :)
https://drive.google.com/open?id=0B51cA8Udo5i7T3ZfeG95YWx1akk <- that is the catch after 3 hours
[16:16:03] <Hydrar> Probably better off buying a used briggs and fit a 1.5:1 reduction belt drive instead
[16:16:21] <Hydrar> Um, not reduction, increase ratio rather
[16:16:38] <Hydrar> Chain needs to rotate ~3700rpm, briggs motors likes 2700rpm as optimal torque
[16:18:01] <andypugh> Anyone got a Hardninge CHNC? There’s a spare headstock on eBay
[16:18:32] <Hydrar> But yeah, I'm kinda offtopic, I'll shut up for now :P
[16:18:59] <gregcnc> miss0r never heard of mosquito magnet before, but the pics online looks like efficient mosquito murder machine How is the Maho or Mirkon?
[16:20:49] <miss0r> gregcnc: the maho broke a hydraulic valve - which I replaced, then the pressure regulater broke, so I replaced that. Last thing I did was starting to clean it out. I have a bit of backlash in the machine. the kind that leaves little witheness marks on the outside perimiter of a round shape. so, perhaps I have a lubrication issue I need to address :) but other than that it works fine ;)
[16:22:46] <Hydrar> miss0r: What's the hydraulics used for in a CNC? I haven't really seen any bigger machines up close
[16:23:14] <gregcnc> That's good to hear. Hopefully it's making some money.
[16:23:35] <miss0r> Hydrar: in my case its for releasing the tool
[16:23:57] <Hydrar> miss0r: Ah, that has been compressed air driven on most of the ones I've seen
[16:24:00] <renesis> sometimes they will use compressed air for that, too
[16:24:02] <miss0r> gregcnc: It would if I had any clients. at the moment nothing is realy happending. good thing I got it for a steal
[16:24:24] <miss0r> Hydrar: it's not like its a 'huge' machine: 'Maho 500C'
[16:25:45] <miss0r> I must admit, carrying this canister of mosquitos into my show for filming made my all itchy :) I can hardly imagine the horrible scenario where I drop it on the floor and they all get out :D
[16:26:01] <Polymorphic-LT> igus is a very cool company
[16:26:32] <Polymorphic-LT> very unique
[16:26:51] <Polymorphic-LT> cant order till monday
[16:27:21] <Magnifikus> its 23pm in germany
[16:27:45] <miss0r> same goes for denmark - i.e. I'm going to bed. have a good one!
[16:28:11] <Magnifikus> 0/
[16:36:34] <Polymorphic-LT> do I only need 2 conductor wire
[16:36:37] <Polymorphic-LT> for these limit switches
[16:36:44] <Polymorphic-LT> they are COM NO NC
[16:36:48] <Polymorphic-LT> I think
[16:37:03] <Polymorphic-LT> so I wouldnt even need 4 conductor? but I could use it anyway if I already had it?
[16:37:31] <Polymorphic-LT> and why do I hjabve 4 limit switches
[16:38:31] <Sync> because your machine can crash at 6 ends?
[16:38:48] <djdelorie> Right, that's why you have six limit switches
[16:39:22] <Polymorphic-LT> it came with 4
[16:39:32] <Polymorphic-LT> but if they need 2 pins eafch and I may want 6
[16:39:39] <Polymorphic-LT> thats a 12 pin aviation plug?
[16:39:47] <Polymorphic-LT> at the end of all the limit cables
[16:39:56] <Sync> you can put them all in series
[16:40:07] <Sync> you need manual intervention anyways if an axis hits the limit
[16:40:18] <Polymorphic-LT> what plug do I need?
[16:40:22] <Polymorphic-LT> I got 4 piun for the 3 axis
[16:42:06] <Sync> any plug works
[16:42:23] <Polymorphic-LT> ok so my plan is
[16:42:31] <Polymorphic-LT> at the end of all the limit wires they have attached
[16:42:45] <Polymorphic-LT> solder them all to the end of this igus 26awg 12 conductor cable
[16:42:57] <Polymorphic-LT> and then run that 4 feet to the control box and it connects to the box via 12 pin aviation connector
[16:42:59] <Polymorphic-LT> is this reasonable?
[16:43:19] <Polymorphic-LT> heat shrink the connection where the limit cables meet the igus
[16:43:20] <Polymorphic-LT> machine side
[16:43:42] <Polymorphic-LT> then igus 18awg 4 conductor for all stepper wiring, igus 14awg for the spindle
[16:43:44] <Polymorphic-LT> all shielded
[16:44:10] <Sync> yeah, why not
[16:45:03] <Polymorphic-LT> its a little extra soldering but I want the machine removable from the controller
[16:45:07] <Polymorphic-LT> unlik this 3d printer I just got
[16:45:14] <Polymorphic-LT> where they run every single wire into one cutout
[16:45:18] <Polymorphic-LT> with wire wrap
[16:47:01] <Polymorphic-LT> am I missing naything
[16:47:05] <Polymorphic-LT> 4 axis connectors
[16:47:07] <Polymorphic-LT> spindle
[16:47:11] <Polymorphic-LT> one connector for lal limits
[16:50:08] <Polymorphic-LT> http://www.ebay.com/itm/uxcell-Unshielded-Type-12-Pins-Aviation-Circular-Connector-Plug-P32K3Q-NEW-/331870620154?hash=item4d4507c9fa:g:gxoAAOSwepJXTzBg
[16:50:11] <Polymorphic-LT> is this both halves
[16:59:31] <arauchfuss> So I unplugged and replugged in my 5i25 and now I am getting a hal_input permission error.
[16:59:50] <arauchfuss> any clue why that would start happening
[17:01:18] <arauchfuss> okay figured it out
[17:01:23] <arauchfuss> false correlation
[17:01:40] <arauchfuss> had the joypad unplugged
[17:02:13] <arauchfuss> wonder if I can make that conditional somehow.
[17:02:27] <arauchfuss> not always going to have it plugged in.
[17:10:12] <Magnifikus> http://www.ebay.de/itm/3X-DC-Motor-24-Volt-Servomotor-Groschopp-Edelstahl-Motor-Gleichstrommotor-50W-/291775802615?hash=item43ef316cf7:g:ltQAAOSwoudW9~dF anyone knows this servos?
[17:10:25] <Magnifikus> wonder what kind of firmware/encoders are inside
[17:11:36] <Polymorphic-LT> there goes another 4 bills
[17:20:04] <Magnifikus> i say that thing has an integrated controller oO
[17:32:18] <Sync> Magnifikus: those are bldc servos, probably using resolvers
[17:32:41] <Magnifikus> if found the dataasheet
http://www.groschopp.de/fileadmin/user_upload/Produktinformationen/Datenblaetter/Antriebsregler/DIS24-8%20_D.pdf
[17:32:45] <Magnifikus> the controller is integrated
[17:33:51] <andypugh> arauchfuss: Interesting question. I have been annoyed by unplugged Joypad in the past.
[17:33:54] <Sync> ah yeah that one has an integrated one
[17:34:01] <Magnifikus> 3 for 100
[17:37:47] <Sync> if you want to deal with the interface
[17:39:43] <Magnifikus> thats a mission now, got an fpga on standby for that
[17:40:15] <arauchfuss> andypugh: BTW thanks for your advice about the limit1 component the other day.
[17:40:34] <arauchfuss> you went to sleep before I could thank you.
[17:40:45] <arauchfuss> worked perfectly
[17:40:48] <andypugh> yeah, I do that. it’s the time zone.
[17:41:03] <arauchfuss> europe?
[17:41:10] <andypugh> arauchfuss: Aye, UK.
[17:42:48] <andypugh> You might find it worthwhile having a quick scan throigh all the HAL components, some have uses not evident from their names, you need to look at what they do to the inputs and outputs: Scroll down here:
http://linuxcnc.org/docs/2.7/html/ to “Realtime components and kernel modules” and just skim through them all.
[17:43:26] <arauchfuss> yeah, I did that yesterday
[17:44:17] <andypugh> HAL is actualy the bit of LinuxCNC that makes it special, in my opinion.
[17:44:27] <arauchfuss> I had actually done it before, but that was before I had gotten more familiar with signal wiring and whatnot
[17:44:54] <arauchfuss> yeah, I was kinda thinking about doing some light labview type stuff with it.
[17:45:09] <arauchfuss> I hope that machinekit has luck extracting it.
[17:46:28] <arauchfuss> halui seems to be almost exclusively for cnc, are there any other more generic interfaces?
[17:49:27] <Duc> PCW: would it be fine to drive a Heidenhain EXE box off the encoder terminals with a external power supply. Box takes 90 mA for power?
[17:49:39] <Duc> PCW: on a 7i77 card
[17:50:32] <PCW> Sure that's in the expected range for encoders
[17:52:41] <Duc> ok. Also would you know if Ua0 is same as QA0 for a Heidenhain box
[17:57:49] <andypugh> arauchfuss: halui is a user-space component that exists in HAL. Are you sure that is what you meant?
[17:58:42] <andypugh> (halui is also a valid “GUI” for LinuxCNC, though one with no display. It isn’t the most conveneint of UIs, but it is usable)
[18:00:57] <andypugh> I seem to have spent nearly the whole evening trying to find a combination of timing-belt size, style and pitch that can give me pulleys with at least a 50mm internal bore and available belt lengths to give me a 101.6 centre distance.
[18:01:29] <andypugh> ie, finding the belts and the pulleys from the same series from the same shop.
[18:02:44] <andypugh> I can actually make T5 pulleys as I have the hob, but couldn’t fnd the right belt.
[18:03:28] <malcom2073> I went through a nightmare trying to figure out how to make a decent pulley for a belt you can actually get, with near no backlash
[18:04:03] <malcom2073> Gave up and modified my current pulleys to work, would be nice to figure that out someday
[18:04:30] <andypugh> malcom2073: I have a T5 hob:
https://www.youtube.com/watch?v=ltmZrDrt6pQ
[18:05:01] <malcom2073> yeah I'm hoping to do it without a hob heh
[18:05:08] <malcom2073> They're significantly more expensive
[18:05:50] <andypugh> I paid £50 for the hob. Paid for itself already, I think.
[18:06:10] <malcom2073> Good find
[18:10:48] <dioz> i want a laser to cut sheet metal i ant the bed to be 10x10 foot
[18:10:54] <arauchfuss> andypugh: ah, I thought it was a way of wiring hal to a gui.
[18:10:54] <Sync> Magnifikus: I'd rather use something that will require less work
[18:10:58] <malcom2073> I'm working on a 5x10 heh
[18:11:02] <dioz> :s/ant/want
[18:11:06] <Sync> especially as I don't think they are made for sync motion
[18:11:09] <Lowridah> who doens't want a laser to cut sheetmetal
[18:11:12] <Lowridah> i want two
[18:11:18] <Lowridah> especially if you have one, i want two
[18:11:24] <Lowridah> anything you have, i want two of.
[18:11:25] <andypugh> arauchfuss: It can be that, but there are eaier ways
[18:11:27] <SpeedEvil> andypugh: I suppose there is a reason why idlers to cheat on belt lengths is a bad idea?
[18:11:40] <Magnifikus> than i can rip the electronics out and got a 3phase servo with 1000step encoder
[18:11:42] <Magnifikus> resolver
[18:12:04] <dioz> :s/want/need/ overnight delivery
[18:12:28] <andypugh> SpeedEvil: I wanted to be within eccentric-mount range of correct
[18:12:47] <Sync> yeah, but a 1000 step encoder sucks
[18:12:49] <SpeedEvil> ah
[18:12:57] <Magnifikus> for my needs its okay
[18:13:02] <andypugh> Magnifikus: It is actually a Resolver I am trying to drive, for my spindle position feedback
[18:13:27] <Magnifikus> and they are a bitch?
[18:14:04] <Sync> not really, if you want smooth motion Magnifikus
[18:14:29] <Magnifikus> wait the resolvers are analogue, so the 1k steps is the firmware
[18:14:36] <Magnifikus> haha
[18:15:16] <andypugh> One of these bargain devices (lovely, list price rather high)
http://www.ebay.com/itm/MUIRHEAD-AEROSPACE-VACTRIC-RESOLVER-15M6C1-/201569201459?nma=true&si=Fs99ZkUhbpJ2dEh6c6YSD8tuMfU%253D&orig_cvip=true&rt=nc&_trksid=p2047675.l2557
[18:15:57] <andypugh> The Mesa 7i49 converts resolver position to 24-bit digital.
[18:16:08] <andypugh> That’s smoother than most encoders
[18:16:31] <Sync> getting that high resolution out of a resolver is difficult
[18:16:36] <Sync> as they are noisy
[18:16:56] <andypugh> They are noisy, but over time the noise averages
[18:17:18] <Magnifikus> im reconstructing radar echos out of noise during the day so
[18:17:27] <Sync> that does not help your controller
[18:17:50] <Magnifikus> i need something to play with :)
[18:17:55] <andypugh> In practical terms my lathe dithers in the 0.00Xmm range. That’s fine for my work.
[18:18:09] <Sync> it's not so much the error it causes
[18:18:24] <Sync> as you still get reasonable 12-15bit from them
[18:18:37] <Sync> as the noise the motors make or the noise you feel on the shaft
[18:19:28] <andypugh> There is no noise on my mill. There is some on the lathe, but that’t not dialled-in yet.
[18:20:06] <andypugh> But I confess to being an irrational resolver enthusiast.
[18:20:19] <Magnifikus> if its shit i use my nema23's with 256µsteps again
[18:20:35] <SpeedEvil> Irrational resolvers are hard to configure, I prefer an integer number of positions per rev.
[18:21:04] <Magnifikus> wouldnt be a steady low rpm and sampling give a good correction coefficient?
[18:21:20] <Magnifikus> with a large mass on the shaft to correct motor "stuff"
[18:22:25] <andypugh> Tomorrow I will try to figure out how to use that Muirhead resolver. It has 7 terminals. That’s wierd for a resolver. More wierdly its 4 primary terminals and 3 secondary…
[18:23:41] <Sync> the problem is mostly the gaussian noise from the stimulus
[18:23:45] <Sync> you can lowpass it
[18:23:49] <Sync> but that gives you phase lag
[18:24:04] <andypugh> It’s nice though, for £20. Includes high-spec crimp terminals, mounting screws and even the shaft nut and locking tab-washer.
[18:25:12] <Magnifikus> Sync yeah thats true but you could interpolate the phase into the future
[18:25:44] <andypugh> Encoders tend to dither by one count too.
[18:26:22] <andypugh> What I like about resolvers is that there is no danger of accumulating a position error, as they are absolute.
[18:26:59] <Magnifikus> i had a bug in my fpga firmware that if the machine stopped because of following error in beginning
[18:27:08] <Magnifikus> the drivers didnt shut down properly
[18:27:19] <Magnifikus> and you could nicely see the z axis go down in linuxcnc
[18:27:54] <Magnifikus> after that i implemented 4 new safety features :)
[18:28:32] <Sync> Magnifikus: not really, as I need my feedback to be in phase with the rotor
[18:28:44] <Sync> otherwise the complete control is broken
[18:28:53] <Sync> andypugh: only bad ones
[18:29:41] <Sync> the 21bit yaskawa ones are noise free, even in the lsb
[18:30:21] <PCW> One of the main reasons resolvers are still used is that they are much more rugged than encoders
[18:30:44] <Sync> they are also relatively insensitive to mounting errors
[18:30:55] <Magnifikus> for my needs its cool :)
[18:31:19] <PCW> yes encoders get fussier and fussier as the resolution goes up
[18:31:20] <Magnifikus> i think arm lengths for my delta will be bigger issues
[18:32:22] <Sync> andypugh: we've been thinking about using one of those rls magnetic encoders for the spindle
[18:32:33] <Sync> they are relatively cheap
[18:32:50] <PCW> high res encoders tend to have microphonics
[18:35:08] <andypugh> For a spindle encoder it ought to be possible to use an eccentric cam on the spindle and a pair of analogue prox sensors of some sort at 90 degrees
[18:36:35] <Polymorphic-LT> only wire + tube remains!!!
[18:36:37] <Polymorphic-LT> bbl
[18:36:55] <Sync> even a single prox would be fine
[18:37:04] <Sync> if you only need speed
[18:37:08] <Magnifikus> if your spindle runs in the wrong direction you got a problem
[18:38:56] <Sync> sure, but that should not happen
[18:39:43] <andypugh> I am suggesting a way to determine spindle angle to adequate precision.
[18:41:57] <Sync> my current plan is to design a disc and use two light barriers
[18:43:14] <andypugh> I have an absolute-encoder obsession.
[18:43:40] <Sync> I could just order a rls ring and get 21 bits of abs data, but eh
[18:46:36] <PCW> why mess with that, get Resolute encoder and 32 bit resolution
[18:47:03] <Sync> I got one
[18:47:09] <Sync> but it won't fit in there
[18:47:46] <andypugh> I am really annoyed that Renishaw sent me a Resolute sample, and it got lost in the post.
[18:49:01] <Sync> aw
[18:49:09] <Sync> that sucks
[18:49:30] <andypugh> Yeah, I wanted to test it with the Mesa SSI driver
[18:50:05] <PCW> they go down to 52 MM
[18:50:49] <PCW> 52mm is good to 36000 RPM!
[18:51:00] <Magnifikus> if you use 32bit encoders, are you temperature controling your drive shafts etc?
[18:51:51] <Sync> I need to code our ssi driver at some point
[18:52:48] <PCW> The resolute encoders are BISS (and Fanuc etc) not SSI
[18:53:15] <PCW> Hmm they have 36 bit linear encoders
[18:53:31] <andypugh> it was a while ago, I am vague on the details :-)
[18:53:37] <PCW> 1 nm resolution
[18:54:17] <Magnifikus> thats something for andypugh's atom level manipulation
[18:55:04] <andypugh> I have actually machined parts to 10nm resolution using ion-beam milling.
[18:57:43] <Sync> yeah fib is neat
[19:35:05] <malcom2073> Hey zeeshan|2, for purposes of flexing, what size of aluminum tube would be roughly equivalant to 8020 3x3 aluminum extrusion?
[19:35:32] <XXCoder> just 10! dia tube
[19:35:35] <XXCoder> kidding
[19:36:14] <malcom2073> heh
[19:36:21] <malcom2073> 10! picometers?
[19:40:10] <XXCoder> lol
[19:40:32] <XXCoder> one time I was kidding about er1000! collet
[19:40:47] <XXCoder> then I figured it would be so big that universe would not be even visiable by it.
[19:41:36] <andypugh> 1000 factorial? Aye, that’s a big collet
[19:42:32] <andypugh> malcom2073: You need the 3rd moment of the 8020, and then look at the (realtively simple) equation for a tube.
[19:42:38] <XXCoder> yeah universe would not be even a speck of dust by it
[19:43:11] <andypugh> I mean second, sorry
[19:44:29] <andypugh> Tube is pi/2(R^4-r^4)
[19:44:42] <andypugh> (where R is OD and r is ID)
[19:46:55] <BeachBumPete> TGIF
[19:48:24] <andypugh> For 80x20 you need to consider the load direction, whereas you don’t with a tube. But look for a number quoted in in^4, cm^4 or mm^4 and that’s your comparator.
[19:48:57] <malcom2073> 3.4133 In.^4 is the moment for 3030
[19:49:12] <andypugh> And this is why things get stronger very quickly with size, you don’t often seee 4th powers
[19:49:15] <malcom2073> So I can figure out the equivalant tube radius to equal that
[19:50:02] <andypugh> Start with a solid bar, then put a thin skin on it. You will be surprised how close they are.
[19:50:23] <malcom2073> Yeah I remember that part
[19:51:55] <andypugh> So, 30x30 is equivalent to a 2.17” solid bar (I think)
[19:52:35] <andypugh> But it’s late, and I may not be thinking clearly.
[19:53:10] <andypugh> In fact I am fairly sure that I missed out several stages in the calculation.
[19:53:36] <malcom2073> I've written this down, I'll run the math when I myself am not tired heh
[19:55:07] <andypugh> R^4 = 2.17 / R = 1.21 / D = 2.42. I was close, but only because the numbers were small, in inches.
[19:55:31] <malcom2073> Nice, thanks for running that.
[19:56:03] <malcom2073> Trying to see what the minimum frame I can get away with and keep the flex down for this big router
[19:56:04] <malcom2073> keep it cheap
[19:56:33] <andypugh> Now, if we take a 2.5” ID tube with a 2.6” OD we get…. 10.4…
[19:57:02] <malcom2073> yeah, the skin matters more than the core
[19:57:41] <andypugh> Even more so in torsion.
[20:18:31] <zeeshan|2> andypugh: i am dissapointed in your typo of calling 2nd moment of inertia a third
[20:18:33] <zeeshan|2> !!!!!!!!!!!
[20:18:44] <malcom2073> lol
[20:18:53] <zeeshan|2> malcom2073: you has cad?
[20:18:59] <zeeshan|2> el solidworks?
[20:19:04] <malcom2073> zeeshan|2: Yeah we had a guy leave so I got my seat of solidworks back :-D
[20:19:06] <zeeshan|2> or inventor or something sane
[20:19:14] <andypugh> It wasn’t even a typo, it was an actual mistake :-(
[20:19:23] <zeeshan|2> grab a 8020 cross section
[20:19:31] <zeeshan|2> use cad to give you the moment of inertia about the centroid
[20:19:34] <zeeshan|2> plug in andy's formula
[20:19:52] <zeeshan|2> oh you posted it for a tube
[20:20:20] <malcom2073> SW can't handle 8020 with it's simulation module, so I figured simplifying may be the best bet
[20:20:27] <zeeshan|2> no no
[20:20:30] <zeeshan|2> you dont need simulation
[20:20:34] <zeeshan|2> you use math for this
[20:20:38] <zeeshan|2> youre using cad to give you the I
[20:20:58] <malcom2073> Simulation is nice because I can test 3-4 levels of connection at once, which is well beyond my math capabillities
[20:20:59] <zeeshan|2> https://www.google.ca/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0ahUKEwiP59K-lI3NAhUH5IMKHdlQD6AQjRwIBw&url=https%3A%2F%2Fwww.linkedin.com%2Fpulse%2Farea-moment-inertia-solidworks-thomas-lakas&psig=AFQjCNGYQkXq0dpJLBQHWxNxfwuanUjLXw&ust=1465088059094592
[20:21:00] <zeeshan|2> like that
[20:21:03] <zeeshan|2> sorry for massive link
[20:21:36] <zeeshan|2> solidworks simulation is overkill for this tho
[20:21:38] <zeeshan|2> use mdsolids
[20:21:46] <malcom2073> 8020's website tells me exactly how much deflection I get
[20:21:52] <zeeshan|2> O
[20:21:58] <malcom2073> but I want to know how much deflection I get in the box frame when the gantry has force on it
[20:22:27] <zeeshan|2> if im imagining this right
[20:22:36] <zeeshan|2> you'll have 2 boxes where the rails are
[20:22:42] <zeeshan|2> you only need to analyze one
[20:22:59] <zeeshan|2> because you can assume the force is dvided over the two (hopefully you made is symmetry)
[20:23:03] <zeeshan|2> i love SYMMETRRY
[20:23:46] <malcom2073> zeeshan|2:
http://i.imgur.com/LAXDh6k.png
[20:24:26] <malcom2073> Assuming a 50lb load in the middle of the gantry extrusion, I know how much the gantry piece will flex, but how much will the underlying frame flex?
[20:24:56] <malcom2073> And this gets more complicated once I start adding reinforcement plates to the frame heh
[20:25:01] <malcom2073> but I'm starting simple
[20:25:42] <andypugh> First question to ask, how much deflection do you want? And what are your loads?
[20:27:09] <malcom2073> 50lb max load on the gantry, and I'd like less than 1/10th thou deflection at the end of the tool holder... but I'm not to that point yet, I need to get the base process working before I get that far
[20:27:53] <malcom2073> I'd really like to see where the weak points are under different loading positions, so I can see if I should change the frame design
[20:28:13] <malcom2073> I did this with steel tube in my last design and it worked really well for making the lightest frame possible
[20:28:32] <malcom2073> but that was a year ago, and steel tube is much simpler it seems for SW to handle heh
[20:33:01] <zeeshan|2> wehich frame
[20:33:08] <zeeshan|2> the vertical square extrusion?
[20:33:11] <zeeshan|2> oh
[20:33:14] <zeeshan|2> sorry i got confused :P
[20:33:26] <zeeshan|2> malcom2073: simplify the problem
[20:33:31] <zeeshan|2> take one of those frame members
[20:33:39] <zeeshan|2> and just apply a distributed load where the gantry is
[20:33:48] <zeeshan|2> worse case scenario is right at the middle
[20:34:09] <zeeshan|2> i can tell you this much by just looking at your damn assembly
[20:34:11] <zeeshan|2> that shit isnt flexing
[20:34:13] <zeeshan|2> :)
[20:34:19] <zeeshan|2> at 50lb
[20:34:21] <malcom2073> Heh
[20:34:26] <zeeshan|2> your deflection is prolly 0.0001
[20:34:30] <zeeshan|2> "
[20:34:50] <malcom2073> That's what my dad said, he said I'll see worse flexing from someone leaning on it than anything the cutter will do
[20:34:56] <zeeshan|2> haha
[20:34:56] <malcom2073> worse being relative
[20:34:59] <zeeshan|2> i agree
[20:35:10] <zeeshan|2> but remember that force is not directly proportional to deflection
[20:35:18] <malcom2073> Right
[20:35:19] <zeeshan|2> so doubling force doesnt double deflection
[20:35:21] <zeeshan|2> its like 4th power
[20:35:23] <zeeshan|2> or some shit
[20:35:24] <zeeshan|2> for a tube
[20:35:25] <zeeshan|2> i forget
[20:35:43] <malcom2073> zeeshan|2:
https://scontent-iad3-1.xx.fbcdn.net/t31.0-8/13340270_1290477290966649_7774996593924764252_o.jpg
[20:35:46] <malcom2073> That's what is driving this build
[20:35:55] <zeeshan|2> can i has
[20:36:00] <malcom2073> Auction find
[20:36:03] <zeeshan|2> very nice
[20:36:06] <zeeshan|2> how much was that all?
[20:36:11] <malcom2073> $1200
[20:36:15] <zeeshan|2> score
[20:36:30] <malcom2073> yeah def. it's being split between me and my dad, he said whatever I don't use for the router he'll buy at price
[20:36:42] <zeeshan|2> better deal
[20:36:43] <malcom2073> Looks like I'm gonna use about half of it
[20:36:47] <zeeshan|2> build the router and let him use it free for charge
[20:36:47] <zeeshan|2> :-)
[20:36:52] <malcom2073> I am haha
[20:36:56] <malcom2073> that's why he's taking the rest of it
[20:37:08] <malcom2073> he's building his own speciality router
[20:37:14] <malcom2073> Then I can use his, and he can use mine
[20:37:18] <zeeshan|2> i like your design so far
[20:37:21] <zeeshan|2> but can i give suggestion
[20:37:25] <zeeshan|2> either way youre gonna get it
[20:37:32] <malcom2073> I'm gonna use aluminum plate for the sides to hold everything together
[20:37:41] <malcom2073> Should make it solid as hell
[20:37:42] <zeeshan|2> right now youve got those columns right under the two long spans
[20:37:55] <zeeshan|2> i think you should put them on the inside
[20:38:00] <zeeshan|2> and use them to support your table
[20:38:08] <zeeshan|2> and at the some time you dont have to machine them precisely
[20:38:12] <malcom2073> Being under the two long spans, allows me to use plate aluminum on the side to bolt to them
[20:38:36] <zeeshan|2> okay you got a mill
[20:38:41] <zeeshan|2> you can prolly zip thru them all in one go
[20:38:44] <zeeshan|2> so theyre all the same height
[20:38:46] <malcom2073> I'm going to do cross pieces of 1.5x3 flat for holding the table
[20:38:48] <malcom2073> Yeah that was my plan
[20:38:53] <malcom2073> they're short enough I can stand them upright to face off
[20:38:59] <andypugh> zeeshan|2: Hooke’s Law. Deflection _is_ proportional to force.
[20:39:15] <zeeshan|2> andypugh: dont troll me
[20:39:42] <andypugh> Well, until the load path/geometry changes significantly
[20:40:05] <zeeshan|2> deflection = pl/ae yea?
[20:40:07] <zeeshan|2> for a column
[20:40:19] <zeeshan|2> p = deflection * ae / l
[20:40:25] <zeeshan|2> thus not proprtional
[20:40:51] <andypugh> a, E and i are constants for the same structure
[20:41:15] <zeeshan|2> good point
[20:41:27] <zeeshan|2> bad example by me
[20:42:29] <zeeshan|2> andypugh: i f'ed up
[20:42:30] <zeeshan|2> :{
[20:42:36] <zeeshan|2> 1 zee 1 andy
[20:42:53] <zeeshan|2> its not proportional to geometry
[20:42:55] <zeeshan|2> i confused
[20:43:39] * zeeshan|2 can be a jerk and say depending on the loading situation and geometry, stress aint proportional to strain!
[20:44:00] <zeeshan|2> cause of plastic set
[20:44:08] * zeeshan|2 puts tail between legs and walks away
[20:44:10] <malcom2073> zeeshan|2: Underneath like this:
http://i.imgur.com/eU4IvJW.png
[20:44:24] <andypugh> Yeah, the actual geometry can change with significant deflection.
[20:44:30] <malcom2073> Probably reinforced along the bottom with 45 degree things going to the legs
[20:44:42] <zeeshan|2> thats why they keep instilling the fact
[20:44:47] <zeeshan|2> that this only works for small deflections
[20:45:13] <zeeshan|2> andypugh: do you remember doing all that advanced continuum mechanics stuff
[20:45:27] <zeeshan|2> where the higher derivative terms come into play
[20:45:33] <zeeshan|2> i kind of remember it, but dont remember the exact terms
[20:45:36] <andypugh> Not really, I might not have ever done it, I was a physicist
[20:45:38] <zeeshan|2> i remember it had something to do with rotiation
[20:49:52] <zeeshan|2> http://upload.wikimedia.org/wikipedia/en/math/a/9/b/a9bef33f65804141cd764b705d66a7e3.png
[20:49:56] <zeeshan|2> this isnt the general equation
[20:50:00] <zeeshan|2> but e11
[20:50:01] <zeeshan|2> that crap
[20:50:09] <zeeshan|2> all the terms after du0/dx1
[20:50:26] <zeeshan|2> i remember it was something similar to that.
[20:50:35] <zeeshan|2> i was mind blown when i first learned about it
[20:50:50] <zeeshan|2> it happens for steel and aluminum the difference is like like 1-3%
[20:51:06] <zeeshan|2> but for hyper elastic materials, youre not even close :D
[20:52:02] <XXCoder> weird
[20:52:08] <zeeshan|2> andypugh: i wish people would stop lieing on their resumes
[20:52:18] <zeeshan|2> i made a test for an "intermediate inventor" user
[20:52:19] <XXCoder> zeeshan|2: is that differinal equations?
[20:52:43] <zeeshan|2> modeling, detailing that model, then assembling that model in a premade structure
[20:52:56] <zeeshan|2> and then make an interface component between the modeled component and the premade structure
[20:53:01] <zeeshan|2> it took me about an hour to make it
[20:53:05] <andypugh> Maybe he meant “indeterminate” ?
[20:53:09] <zeeshan|2> my coworker finished it in 26min
[20:53:16] <zeeshan|2> these guys didnt even finish after 1h 30 min
[20:53:34] <zeeshan|2> it upsets me a lot...
[20:53:43] <zeeshan|2> XXCoder: yea it is, a pretty big one
[20:54:01] <XXCoder> nice. I went as far as calcus III but noit differnal calculus
[20:54:02] <zeeshan|2> https://zoomapps.files.wordpress.com/2015/04/differential-equation-for-damped-oscillations.png
[20:54:05] <zeeshan|2> heres a simple one
[20:54:12] <zeeshan|2> thats very useful
[20:56:08] <zeeshan|2> XXCoder:
https://www.youtube.com/watch?v=CKxjikVs_4Q
[20:56:22] <zeeshan|2> i fell deeply in love with math after this animation
[20:56:40] <zeeshan|2> u(x,t)=0.5*e^(-(-x-c*t)^2) + 0.5*e^(-(-x+c*t)^2)
[20:56:45] <XXCoder> I love math too but forgot most of it :(
[20:56:55] <zeeshan|2> if you iterate this equation w/ time and plot it
[20:56:58] <zeeshan|2> you get a moving wave!
[20:57:10] <zeeshan|2> (that splits)
[21:05:30] <XXCoder> yeah
[21:06:12] <XXCoder> so basically range [0,100] or whatever number on x, with t increasing each plot
[21:06:20] <zeeshan|2> ya
[21:13:27] <malcom2073> zeeshan|2:
http://i.imgur.com/Srx4KCr.png
[21:14:18] <XXCoder> malcom2073: thanks for designing and builing for me
[21:15:49] <zeeshan|2> malcom2073: looking good
[21:15:51] <zeeshan|2> are you using weldments?
[21:16:01] <malcom2073> zeeshan|2: Nah, haven't learned them yet
[21:16:05] <zeeshan|2> why
[21:16:13] <zeeshan|2> takes 5 min
[21:16:19] <malcom2073> Cause I've not
[21:16:21] <zeeshan|2> you will love life
[21:16:23] <zeeshan|2> do it!
[21:17:30] <malcom2073> The real kicker: I have the material, I have the rails, I have the servomotors, I don't have the space. My barn needs a concrete floor before this gets built
[21:18:19] <XXCoder> just do it
[21:18:31] <zeeshan|2> just put adjustable feet
[21:18:31] <zeeshan|2> :P
[21:18:56] <malcom2073> Hehe
[21:19:08] <malcom2073> Or instead of legs, hang it from the ceiling
[21:19:22] <XXCoder> heh yep
[21:20:47] <BeachBumPete> what is the overall size?
[21:21:06] <XXCoder> 10!x10!x1
[21:21:23] <malcom2073> Hehe
[21:21:24] <malcom2073> 5x10
[21:21:30] <BeachBumPete> noice
[21:21:32] <malcom2073> Well, the frame is 5x12
[21:21:37] <malcom2073> Motion is 4x10 or so
[21:21:45] <XXCoder> yeah workspace would have plenty room for full sheet.
[21:21:53] <malcom2073> That's the idea, fit 5x10 sheets on it
[21:22:10] <BeachBumPete> If I was ever to build a router it would absolutely have to be that big
[21:22:26] <XXCoder> 5'x10' sheets exist?
[21:22:32] <XXCoder> I only know of 4'x8'
[21:22:34] <BeachBumPete> sure
[21:22:36] <malcom2073> XXCoder: The expensive stuff comes in 5x10
[21:22:42] <XXCoder> interesting
[21:22:42] <zeeshan|2> YA
[21:22:46] <malcom2073> Cheap building materials come in 4x8
[21:22:49] <malcom2073> I dunno why
[21:23:09] <malcom2073> BeachBumPete: My two big things I wanna do: Custom front door, and custom cabinets
[21:23:10] <BeachBumPete> we used a lot of 5x10 stuff in the cabinet shops
[21:23:56] <malcom2073> My dad is helping so he can make wood bucks for car guys to reproduce shells from 3d scans of custom cars
[21:24:19] <XXCoder> too bad he dont get paid with real bucks? just wood reproductions of it? heh
[21:24:43] <malcom2073> XXCoder:
http://carzz.co/other-makes-bugatti-t-64-wood-buck_2399405.jpg
[21:24:51] <BeachBumPete> I have always thought the mechmate design is a good one and relatively easy to build in the large scale
[21:24:58] <XXCoder> oh that. lol
[21:25:09] <malcom2073> I was looking at mechmate, but we happened into this 8020 so... heh
[21:25:19] <XXCoder> to make a mold for fiberglass stuff for kits?
[21:25:30] <malcom2073> XXCoder: fiberglass, or for a pattern to shape steel
[21:25:36] <malcom2073> usually for a steel pattern
[21:25:40] <XXCoder> cool
[21:27:59] <BeachBumPete> Hopefully I will be getting my CNC lathe build going back again here in a few weeks..
[21:28:29] <XXCoder> dilios need to be made yeah
[21:28:35] <XXCoder> kidding heh
[21:28:48] <BeachBumPete> dilios?
[21:29:00] <XXCoder> cant spell it, pleasure for woman :P
[21:30:00] <BeachBumPete> I am looking forward to being able to use some of the Lathe tooling I had ordered weeks ago before we sold the house
[21:30:18] <XXCoder> shiopping to new place or?
[21:31:07] <BeachBumPete> huh?
[21:31:45] <gregcnc> do you have a new shop going together?
[21:31:54] <XXCoder> BeachBumPete: was order before your move?
[21:32:06] <BeachBumPete> yeah I got most of it before we sold the old house
[21:32:46] <BeachBumPete> finally got the financing done on the new house as of today hopefully will be moving in very soon.
[21:33:37] <XXCoder> cool
[21:34:12] <BeachBumPete> We think so....this will be the first house I ever owned that DIDN'T need a lot of fixing up work ;)
[21:34:34] <BeachBumPete> I won't know what to do with myself LOL
[21:34:58] <zeeshan|2> XXCoder: run my machine
[21:35:00] <BeachBumPete> hopefully that will translate into a lot more time working on my CNC's and getting work going
[21:35:00] * zeeshan|2 is tired
[21:35:10] <zeeshan|2> $$$$
[21:35:21] <XXCoder> zeeshan|2: sure, pay for airplane ticket and misse work days lol
[21:35:22] <gregcnc> isn't it 7pm over there Z?
[21:35:31] <zeeshan|2> hehe
[21:35:35] <zeeshan|2> no its 10pm
[21:35:39] <zeeshan|2> been a long day at work
[21:35:42] <zeeshan|2> and now this
[21:35:54] <BeachBumPete> huh you are in the same time zone as us apparently
[21:35:58] <gregcnc> OH i thought you were in WA
[21:36:02] <zeeshan|2> canada
[21:36:15] <gregcnc> yeah wa canada, i'm tired too i guess
[21:36:24] <zeeshan|2> my friend was supposed to come run it tonight
[21:36:26] <zeeshan|2> but bailed out
[21:36:58] <gregcnc> son woke up with a bloody nose this 5 AM
[21:37:02] <zeeshan|2> ow
[21:37:16] <BeachBumPete> dry atmosphere..
[21:37:23] <zeeshan|2> humidfy that house!
[21:37:31] <XXCoder> 7 pm here
[21:37:51] <gregcnc> probably, but windows were open
[21:40:22] <BeachBumPete> our house in tennessee would get kinda dry during the winter with the heater running all the time we had to run a humidifier sometimes..........
[21:43:55] <zeeshan|2> http://i.imgur.com/PYs3kOD.jpg
[21:43:58] <zeeshan|2> is this pro wiring or what!!!!!!
[21:44:04] <zeeshan|2> http://i.imgur.com/0FoWTcC.jpg
[21:44:52] <XXCoder> nicely done
[21:44:57] <zeeshan|2> i didnt do it :P
[21:45:04] <XXCoder> then its crappy
[21:45:06] <zeeshan|2> the wiremen at eaton are pretty awesome
[21:45:07] <XXCoder> kidding lol
[21:45:11] <zeeshan|2> i designed it
[21:45:22] <BeachBumPete> looks very good
[21:45:25] <XXCoder> yeah
[21:45:32] <zeeshan|2> they do a stout job
[21:45:36] <zeeshan|2> some of the bigger stuff is very impressive
[21:45:47] <zeeshan|2> you almost think sometimes they have ocd
[21:46:04] <XXCoder> oct in proper application can be good.
[21:46:21] <XXCoder> and its cdo, ocd but in right order! ;)
[21:46:22] <BeachBumPete> I need some of that tidiness in my CNC lathe control panel
[21:46:22] <zeeshan|2> http://i.imgur.com/khbWAim.jpg
[21:46:28] <zeeshan|2> my work isnt as good
[21:46:28] <zeeshan|2> :P
[21:46:42] <XXCoder> mines uglier
[22:39:37] <XXCoder> HMMMM
[22:39:39] <XXCoder> zeeshan|2:
https://www.kickstarter.com/projects/101hero/101hero-the-world-first-us49-3d-printer?ref=category
[22:44:14] <XXCoder> its cheap enough for impluse buy lol
[22:44:20] <XXCoder> it dont say what plastic it is though
[22:44:55] <XXCoder> ahh PLA, HIPS or ABS
[22:51:19] <Duc> I dont see it even delivering with that price
[22:54:34] <Duc> the plastic alone would cost that for the prints, shipping and the extra fiber
[22:55:39] <XXCoder> it can be that cheap, for example if it use 28YBJ-48 steppers
[22:55:44] <XXCoder> thats just a buck
[22:56:02] <Duc> and the print heads
[22:56:35] <XXCoder> 25 bucks for 20 of those plus driver boards.
http://www.aliexpress.com/item/20pcs-Lot-5V-4-Phase-28YBJ-48-DC-Gear-Stepper-Step-Motor-with-ULN2003-Driver-Board/670394506.html
[22:57:00] <XXCoder> make 20 axis cnc ;)
[22:57:14] <Duc> thought lnc could only handle 9 axis
[22:57:22] <XXCoder> yeah its probably very crappy 3d printer though
[22:57:44] <XXCoder> hmm 12 I thought but really not much of point past 5.
[22:58:42] <Duc> depends we have 11 axis lathes at work
[22:58:52] <Duc> the second spindle can do a offset move
[23:04:48] <Duc> Im just hoping the linear encoder works on my bridgeport knee tomorrow
[23:05:47] <XXCoder> cool
[23:06:09] <XXCoder> I suppose most of 11 axes deal with tooling.
[23:27:10] <Duc> LOL what make of printer?
[23:27:28] <XXCoder> no, it was for cnc router
[23:27:34] <XXCoder> but I ended up just buying kti
[23:27:36] <XXCoder> kit
[23:29:42] <Duc> I still need to get rid of the cnc router I have
[23:29:51] <XXCoder> send it to me lol
[23:29:54] <XXCoder> kidding
[23:29:58] <XXCoder> whats it anyway
[23:30:07] <XXCoder> large one or?
[23:30:37] <Duc> 30x24
[23:30:42] <Duc> its a techno cnc
[23:30:46] <XXCoder> inch or cm?
[23:31:44] <Duc> https://forum.linuxcnc.org/forum/54-user-exchange/30909-techno-cnc-router-table
[23:32:32] <XXCoder> pretty decent thouygh rpm range is high
[23:32:36] <XXCoder> engraving I guess
[23:32:51] <Duc> or wood bits
[23:33:57] <Duc> not sure but it needs a new IO card or to be converted to mesa
[23:50:02] <[cube]> cutting plexiglass is awful
[23:53:25] <XXCoder> http://picpaste.com/pics/floppy-drive-KIWpUQCt.1465014303.png
[23:53:26] <XXCoder> awesome
[23:53:46] <[cube]> neat
[23:53:47] <XXCoder> someone posted a xray of floppy drive, I made it into kindle pw2 screensaver picture
[23:54:00] <[cube]> ha cool
[23:54:14] <XXCoder> orginial
https://electronicmercenary.files.wordpress.com/2016/06/floppy-drive.jpg
[23:54:30] <[cube]> nice
[23:54:45] <XXCoder> eink needed more contrast lol
[23:54:58] <[cube]> ya thats perfect for eink
[23:55:23] <[cube]> ever play with vectric aspire?
[23:55:28] <XXCoder> nope
[23:55:36] <[cube]> its pretty neat
[23:55:39] <[cube]> first itme using it tonight
[23:55:52] <[cube]> most painless software i've used
[23:56:02] <[cube]> trying to build a dust shroud for router
[23:56:44] <XXCoder> looking at price
[23:57:04] <XXCoder> $1,995
[23:57:19] <[cube]> first program i've used where i had 0 mistakes as a complete n00b
[23:57:34] <[cube]> yeah, I'm using a friend's license
[23:58:04] <[cube]> i had this old piece of plexiglass
[23:58:10] <[cube]> found next to a dumspter
[23:58:13] <XXCoder> I'm trying more expensive one. less than legit but for learning not for business use or any profit
[23:58:14] <[cube]> *dupmster
[23:58:23] <[cube]> ehh *dumpster
[23:58:28] <[cube]> had no idea what it was tbh
[23:58:33] <[cube]> thought it might be acrylic
[23:58:37] <XXCoder> your spelling need to be dumped ;) kidding
[23:58:37] <[cube]> smelled awful while cutting
[23:58:41] <[cube]> :P
[23:58:43] <[cube]> im tired
[23:58:49] <[cube]> http://i.imgur.com/6Cgx63A.jpg
[23:58:54] <XXCoder> careful, it may contain corline if its same plastic as pipes
[23:59:04] <XXCoder> cant spell that word. noxious and dangerous gas
[23:59:10] <[cube]> i had a dust mask on but stll
[23:59:13] <[cube]> it was bad
[23:59:19] <[cube]> luckily this was outside in she, doors open
[23:59:23] <[cube]> *shed
[23:59:26] <XXCoder> yeah gas it will go though just like air ;)
[23:59:36] <djdelorie> chlorine?
[23:59:41] <XXCoder> djdelorie: yeah thanks
{kind=link}
{kind=link}
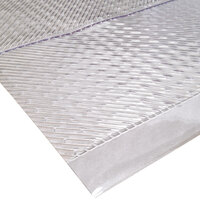{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}