Back
[00:09:52] <Erant> Any good reason to go for an expensive quick change tool post?
[00:10:21] <Erant> I figure outside of maybe it flexing, the accuracy doesn't come from the post.
[00:41:54] <tiwake> http://www.practicalmachinist.com/vb/general-archive/class-machinist-87725/
[00:42:33] <tiwake> never saw a 'class A machinist' until 5min ago when I came across a craigslist add
[00:42:51] <tiwake> "looking for a class A machinist"
[00:42:54] <tiwake> whatever that means
[00:43:14] <DGMurdockIII> are there any good small underder $500 cnc
[00:50:08] <Erant> nope.
[00:51:38] <Erant> You're going to spend at least $1500 on any small CNC mill, and then it's not even 'good'.
[00:52:39] <Erant> [Source: I spent at least that on mine, and it's not close to where I want it to be.
[00:52:42] <Erant> ]
[00:54:34] <DGMurdockIII> well yeah i now im probly going to spend more than 500 in end
[00:55:40] <DGMurdockIII> after i get router and the bits
[02:00:17] <archivist> DGMurdockIII, only if you build yourself from scratch
[02:34:48] <Deejay> moin
[02:37:28] <FloppyDisk> gn8
[04:51:29] <minibnz> evening all.. hows things? im still waiting on my mesa card to arrive.. it was ordered three weeks ago.. the first time they shipped it, it when to china then back to LA.. now they reshipped it and supposedly they expidited the shipping but its taken 7days to leave the USA... WTF
[05:15:15] <jthornton> where are you from?
[05:27:05] <minibnz> sydney australia.. so when it got to china i thought i was on the long route..
[05:27:59] <jthornton> usps?
[05:28:03] <minibnz> yup
[05:28:41] <jthornton> yea they do sometimes foul up, I had a package from CA that went to florida then back to me in Missouri lol
[05:29:02] <minibnz> i didnt really have much of a choice the website quoted me something like $95au to post a pci card via fedex.. and thats just rude when the card only cost 170
[05:29:30] <jthornton> try mesaus.com
[05:30:22] <minibnz> its already on its way and i only need one :) as long as it gets here.. i ordered thru mesa.net
[05:32:05] <minibnz> if i ever need another one i will try and get it shipped via our company mail. as it is they are shipping 2tb SSD drives back and forth between here and the usa..
[05:33:24] <jthornton> when you need one let me know and I'll take care of you
[05:34:07] <minibnz> we tried out a snowball from amazon.. (its a 80tb hdd array in a courier proof box) we only needed to shift 30tb of data and it took longer to ship than we could have transfered it via the open web..
[05:34:47] <XXCoder> parcel or priority?
[05:34:50] <XXCoder> or express
[05:34:55] <jthornton> whats a snowball?
[05:35:02] <XXCoder> or flying monkeys?
[05:35:11] <jthornton> parcel and priority both arrive at the same time
[05:35:25] <minibnz> priority
[05:35:40] <XXCoder> too bad you didnt pick flying monkeys option lol
[05:35:52] <minibnz> i think the postage was about $45
[05:35:53] <XXCoder> wicked witch gave such good reviews
[05:36:33] <XXCoder> there is fine point between size of data to send and amount of postage time
[05:36:55] <XXCoder> google sent huge anount of data and box arrived first. it was full of tiny 4 gb ssd cards
[05:37:58] <minibnz> thanks jthornton.. will do.. i have a mate that has a large faunc controlled mill.. 2meter long bed.. and if his chinese repairer fails to find him the parts i am going to convert it over to some modern hardware and linuxcnc
[05:38:33] <jthornton> cool, fyi a 1lb package to Au is about $25 from me
[05:38:51] <minibnz> yeah there is a saying, dont underestermate a dude and stationwagon for bandwidth/transfer rate
[05:39:06] <XXCoder> sneakernet usually wins heh
[05:39:08] <minibnz> yeah i thought i was getting the shaft :)
[05:39:18] <XXCoder> though its slowly losing to network lol
[05:39:48] <minibnz> yeah the sneaker net is good esspescially when you already have peoples moving back and forth already..
[05:40:07] <jthornton> I'm a small shop and don't charge for the extra work of international shipping
[05:40:36] <archivist> us the rfc
https://www.ietf.org/rfc/rfc1149.txt
[05:40:40] <archivist> use
[05:40:53] <minibnz> we are just experimenting with how to move all this data about.. so we are willing to try anything once or twice..
[05:47:06] <minibnz> rfc1149 doesnt seem to be very cost efficient..
[05:48:30] <SpeedEvil> I find it amusing that it actually can be.
[05:48:48] <SpeedEvil> A terabyte is quite easy to bird-carry - 16 microSDs
[05:52:53] <minibnz> these ssd's we are using only weigh about 100g.. so maybe not peigeion freindly.. but an owl could work well if you wanted to send it "over night" :P
[05:53:29] <XXCoder> dude
[05:53:31] <XXCoder> its 2016
[05:53:34] <XXCoder> send drones
[05:53:37] <minibnz> samsung just announded a SSD thats 256gb and is the size of a postage stamp..
[06:04:47] <jthornton> dang mail that on a post card
[06:08:58] <XXCoder> jthornton: yeah each stamp has it lol
[06:09:06] <XXCoder> over-postage for even more data
[06:11:27] <jthornton> dang a 0.96" OLED is small when you get it in your hand
[06:11:47] <XXCoder> nearly inch diode?
[06:12:20] <archivist> high density qr code on a postcard
[06:12:47] <XXCoder> LOL
[06:30:21] <pink_vampire> hi
[06:30:50] <SpeedEvil> hi
[06:30:58] <pink_vampire> hi SpeedEvil
[06:32:04] <pink_vampire> so you know how much cutthing off the dovetail form 29" z axis can cost?
[06:33:20] <pink_vampire> i want to mill them out, and then to serface grind the top to make it flat. and drill and tap 20 hols 10 for each side.
[06:33:24] <SpeedEvil> I'll do it for a nice hamburger, I have an angle grinder
[06:34:01] <SpeedEvil> What do you mean by 'flat' ?
[06:34:26] <SpeedEvil> Is it going to be a bearing surface, or do you just want the 20 holes in a roughly flat orientation to clamp something else to
[06:35:03] <pink_vampire> to remove the machining marks and make better support for H rails.
[06:35:13] <pink_vampire> https://www.youtube.com/watch?v=thuROUvb650
[06:35:22] <pink_vampire> this is what I want to do.
[06:35:35] <SpeedEvil> you don't actually need to remove the machining marks
[06:36:14] <SpeedEvil> Have you considered clamping something in place to the dovetail instead?
[06:36:29] <pink_vampire> yes..
[06:36:53] <pink_vampire> but to cut them out will be the best thing to do.
[06:37:25] <SpeedEvil> I don't know the part. However, aren't the dovetails a substantial part of the thickness?
[06:37:45] <SpeedEvil> With only a small part not dovetailed, so that removing them will reduce teh overall thickness
[06:37:56] <SpeedEvil> this will reduce stiffness
[06:38:12] <pink_vampire> I know..
[06:38:26] <SpeedEvil> Or are you going to end up with a machine that has much lower cutting forces than its designed
[06:38:31] <SpeedEvil> intentionally
[06:38:34] <pink_vampire> but the H rails will help..
[06:39:02] <pink_vampire> now I have 0.1-0.2mm of gaps. in the dovetails,
[06:39:04] <SpeedEvil> Have you considered filling in the dovetail?
[06:39:44] <pink_vampire> yes, bet the back part of them is not flat at alll
[06:40:01] <SpeedEvil> you could consider filling them with braze.
[06:40:04] <pink_vampire> this is way I want to machine them off.
[06:41:09] <SpeedEvil> What is the structure - I assume it is not a simple flat 39" long dovetailed bit of steel
[06:42:33] <pink_vampire> the whole column is 29" but the rails is just 25"
[06:43:27] <SpeedEvil> How easy it is to setup would depend on the shape of the metal surrounding the dovetail - and that would also set the cost
[06:44:09] <pink_vampire> the back is "relatively" flat
[06:44:37] <SpeedEvil> I assume you can't just replace it with an appropriate size of stock?
[06:45:23] <pink_vampire> the column is hollow, and with some shims you can clam it to the table very easy.
[06:45:38] <SpeedEvil> ah
[06:46:28] <pink_vampire> if it was shorter I was cutting it on the machine.
[06:46:42] <pink_vampire> new one cost 165$
[06:47:46] <pink_vampire> my X axis max travel is 20"
[06:47:57] <SpeedEvil> How much meat are you needing to cut off? 1/2"*3*29 * 2 or something?
[06:49:21] <pink_vampire> one sec let me mesure it
[06:51:49] <pink_vampire> the block width is 34 mm
[06:53:46] <archivist> use a space rather than machine it, you can get "gauge plate" which is a ground set thickness
[06:53:56] <archivist> spacer
[06:54:18] <pink_vampire> on one side I need to remove 8mm on the side
[06:54:37] <pink_vampire> on the other side I need to remove 19mm from the side.
[06:55:18] <pink_vampire> archivist: I'm not sure what do you mean.
[06:56:00] <pink_vampire> the dept of cut is 16mm
[06:56:08] <archivist> I use gauge plate as an adapter when I did mine to make sure it all remained parallel
[06:56:50] <pink_vampire> but I know the back of it is not flat at alll
[06:57:20] <archivist> http://www.coventry-grinders.co.uk/product-category/gauge-plate/
[06:58:22] <Sync> you are probably better off having a weldment fabbed up pink_vampire
[06:58:29] <archivist> your trouble is getting any company that mills it for you is getting the axes in the correct planes
[06:58:48] <Sync> the original casting isn't really ridid enough
[06:59:10] <pink_vampire> archivist: I know..
[06:59:41] <pink_vampire> and I have no idea what to do.
[06:59:49] <pink_vampire> it's cast iron..
[06:59:52] <archivist> could even make new column and a new spindle housing
[07:00:18] <pink_vampire> all I need is 2 cuts on a mill
[07:02:40] <pink_vampire> archivist: yesterday I took the whole Z axis apart. and I measere the gaps, now the gap is about 0.2mm to 0.1mm
[07:03:27] <pink_vampire> with 0.2 of gaps even cutting plastic is complicated.
[07:04:02] <archivist> hand scrape to fix
[07:06:05] <pink_vampire> I want the ball bearing rails.
[07:07:04] <pink_vampire> off the shelf product with zero maintenance
[07:07:26] <Sync> > zero maintainance
[07:07:28] <Sync> riiight
[07:08:53] <pink_vampire> what do you say that?
[07:09:07] <pink_vampire> Sync: ?
[07:25:48] <ktchk> use epoxy to fill it
[07:28:52] <pink_vampire> what type?
[07:30:46] <pink_vampire> ktchk: ?
[07:32:06] <ktchk> Ciba-Geigy Plastics ARALDlTE ... Epoxy MC (mineral filled)
[07:38:43] <pink_vampire> what is that??
[07:40:24] <pink_vampire> hi Tom_itx
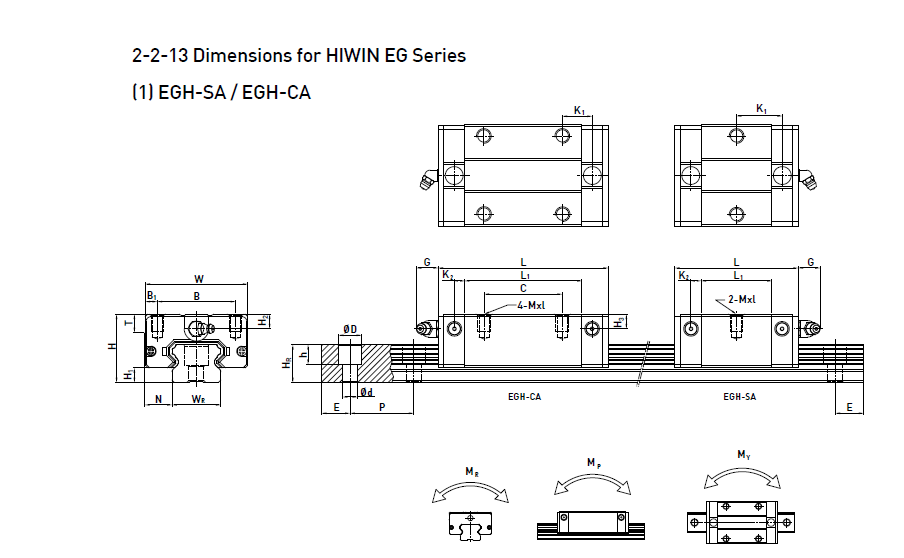
[07:40:44] <jdh> do the linear rails handle side loads well?
[07:40:54] <ktchk> check local hardware store they must have some MC epoxy alike
[07:42:06] <pink_vampire> yes
[07:42:43] <pink_vampire> jdh:
http://s1078.photobucket.com/user/fasttobuy2014/media/carriage%20HIWIN/3_zps88i0s7qt.png.html
[07:42:46] <pink_vampire> line 2
[07:43:05] <pink_vampire> EGH15CA
[07:43:28] <pink_vampire> http://i1078.photobucket.com/albums/w482/fasttobuy2014/carriage%20HIWIN/2_zpspixkuuof.png
[07:43:36] <pink_vampire> this is the dawings
[07:44:50] <pink_vampire> each block can hold 0.13 KN/m
[07:44:56] <pink_vampire> side load
[07:45:52] <pink_vampire> jdh: ^
[07:45:59] <jdh> http://www.kentcnc.com/products/cnc-vertical-machining-center/linear-guide-way-vertical-machining-center/kvr-2418-compact-vertical-machining-center/
[07:46:12] <jdh> buy one if thosr
[07:47:17] <pink_vampire> how much it cost?
[07:49:21] <pink_vampire> MACHINE WEIGHT 8,287 lbs(3,759 kg)
[07:49:24] <pink_vampire> LOL!
[07:49:42] <pink_vampire> on my next house..
[07:51:21] <archivist> my x has 5 carriages per side
[07:53:44] <pink_vampire> but 2 for each side is going to be 4 times the rated load,
[07:54:01] <pink_vampire> about 120Kgf
[07:55:09] <jdh> this is for a grizzly?
[07:55:24] <ktchk> for your price check
[07:55:29] <ktchk> https://world.taobao.com/item/526036044069.htm?spm=a312a.7700714.0.0.tBUmfe#detail
[07:56:07] <Loetmichel> hmm
[07:57:48] <jdh> I'm running scandisk on a 200mb dos 5.0 hard drive :(
[07:57:49] <Loetmichel> how yould you call it in english for chinese manufactirers if wou want ot have some "mini-volcanoes" (indentures) punched into a sheet steel cnlosure prior to assembly, so the threads cut into those indentures would have more thread "turns" in them than te bare sheet metal with a hole?
[07:58:12] <archivist> pink_vampire, your column is just not stiff enough for those forces
[07:59:39] <pink_vampire> archivist: I know, I want to spin small endmill faster to reduce the load on the body of the machine.
[07:59:45] <ktchk> english hiwin
[07:59:50] <ktchk> http://www.hiwin.tw/Products/Products_List.aspx?type=gw
[08:00:59] <pink_vampire> half inch endmill on steel need alot of stiffness on the body, but with 1/8" end mill that spin faster I can cut the same amount of material and use less stiffer body.
[08:01:33] <pink_vampire> how is that thing
http://www.hiwin.tw/Products/Products_gw.aspx?type=gw&subtype=gw_pg
[08:01:49] <jdh> moving fast enough to get chipload would flex endmill
[08:02:28] <archivist> Loetmichel,
http://www.uk.trumpf.com/en/products/machine-tools/services/punching-tools-and-accessories/product-range/forming.html
[08:05:15] <pink_vampire> jdh: I can go very fast 1000/mm min easy. and I can go up to 5000mm/min
[08:07:02] <Loetmichel> archivist: im know who makes them. i dont know how to tell the chinese manucaturers what i want tho ;)
[08:07:54] <archivist> Loetmichel, they have a pdf, I assume the right words are in there
[08:08:20] * Loetmichel just got a prototype OF AN 1mm sheet steel enclosure form said manufacturer
[08:08:35] <Loetmichel> ... the "wrong" list is already a full A4 page ;)
[08:09:41] <archivist> hmm crappy pdf by the look of it
[08:10:46] <gregcnc> Loetmichel this is called an extrusion
[08:12:25] <archivist> send a drawing so they know what you want
[08:12:41] <gregcnc> that's the right way to do it
[08:19:49] <_methods> Loetmichel:
http://www.alibaba.com/product-detail/CNC-turret-punch-tooling-die-Punch_60444338010.html?spm=a2700.7724838.0.0.v706q8
[08:19:52] <_methods> something like that?
[08:21:49] <archivist> he wants a modified countersink
[08:22:28] <gregcnc> https://www.steeldoor.org/T-DOC/Images/250-6-Figure2-3.jpg
[08:22:29] <_methods> that tool is a dome form tool
[08:22:35] <_methods> didn't have the tap that he wants though
[08:22:59] <_methods> but i would just tell them i wanted a tool like that with the required dimensions
[08:36:21] <_methods> http://www.harsle.com/e_productshow/?128-DK7750-electrical-sparkle-wire-cutting-machine-128.html
[08:36:24] <_methods> lol
[08:36:30] <_methods> electrical sparkle cutting machine
[08:37:10] <_methods> http://www.harsle.com/e_productshow/?124-Desktop-computer-controller-124.html
[08:37:12] <_methods> hahahah
[08:37:17] <_methods> Heterosexual taper down processing, dual CPU structure, programming control integration, can be time-programming process.
[08:37:53] <Loetmichel> while an exgtriusion would be perfect i would go wit the "volcano sstyle" for small Metric treads.
[08:38:08] <Loetmichel> extrusion
[08:45:15] <_methods> are you talking about this?
[08:45:17] <_methods> http://www.formdrill-usa.com/
[08:45:23] <_methods> as "volcano" style?
[08:45:57] <gregcnc> as close to volcano as you can get
[08:46:08] <_methods> hehe
[08:52:54] <Polymorphism> zlot
[08:52:55] <Polymorphism> zlog
[08:57:20] <Polymorphism> non-electronic components arrive tomorrow
[08:57:21] <Polymorphism> !
[08:57:26] <Polymorphism> ordering wire today
[08:57:30] <Polymorphism> gotta run, bbl
[08:59:05] <Loetmichel> _methods: yes, but punched instead of flowdrilled
[08:59:24] <_methods> well they make form tools that do that
[08:59:41] <_methods> punch will form the dome and tap at same time
[08:59:52] <Loetmichel> yeah
[09:00:31] <_methods> probably be easier for you to get trumpf to give you a tool with dimensions then farm it out to china
[09:00:40] <_methods> i'm assuming you want to not pay the trumpf price
[09:01:00] <Loetmichel> our neighbor Enclosure factory does it that way with a truimpf machine. but the chinese are cheaper... (and our CFO is chinese and bosses wife, sad as it is)
[09:01:19] <Loetmichel> ... so they want to order in china for price.
[09:02:07] <_methods> yeah
[09:02:32] <Loetmichel> but dont know how to exßplain to the chinese the "Punch process"
[09:02:35] <_methods> well i'd work out the "wording" and dimensions with trumpf then send the drawings to harsle
[09:02:49] <_methods> that harsle company in china seems to know punching
[09:03:14] <_methods> you want that first link i sent you with tap for the center
[09:03:17] <Loetmichel> the company in china alrady made a prototype from our drawings
[09:03:23] <_methods> oh
[09:03:30] <_methods> what'd they get wrong?
[09:03:36] <Loetmichel> everything
[09:03:39] <_methods> hahah
[09:03:48] <_methods> did you try that harsle company?
[09:03:56] <_methods> they seem to specialize in metal forming tools
[09:04:04] <_methods> press brakes, punches, rolls
[09:04:15] <_methods> shears
[09:04:16] <Loetmichel> they used press-in nuts instead of m3 threads in "volcanoes"
[09:04:23] <_methods> lol
[09:04:43] <Loetmichel> they ground the weldings down... wiht something that seems to be 40grit paper...
[09:04:52] <gregcnc> but it will be cheaper.....
[09:05:01] <Loetmichel> and thes didt met the dimensions on the drawing board
[09:05:08] <gregcnc> still cheaper
[09:05:49] <Loetmichel> gregcnc: i dont think that harsle company is cheap eenough for our bosses wife
[09:06:06] <Loetmichel> ... they were quited $26 an enclosuce
[09:06:26] <Loetmichel> if i buy that here in the neighborhodd its about $125...
[09:06:37] <gregcnc> now i understand your working conditions. I'd go work for the comany next door
[09:07:34] <Loetmichel> .. but THAT manufacturer knows what he does. i call there and say "i need another few of the batch from 2 years ago, the one with the three holes on the one side"... and the answer is "lets see iof i still have a few in the cellar, i'll call back in 5 minutes"
[09:08:02] <Loetmichel> gregcnc: sadly its not my call
[09:09:49] <Loetmichel> ah, you mean ME working for the Encklosure factory? no, they have no openings atm
[09:10:51] <SpeedEvil> But you just said they had three holes on one side.
[10:16:03] <_abc_> Hello. I understand that there are no patches yet for 3.9+ kernels for rt. This means that there is no point in looking for rt enabled kernels >= 3.8 ? right/wrong?
[10:35:18] <CaptHindsight> looks like latest is 4.4rt
https://rt.wiki.kernel.org/index.php/Main_Page
[10:40:46] <skunkworks> I am running 4.4.9.. but that is rt_preempt
[10:41:01] <skunkworks> I have not had a random reboot with it yet.
[10:41:27] <skunkworks> vs the 4.4.something that I would come back to the computer over night and it would be re-booted
[10:59:56] <gregcnc> oh if not for comments
https://www.youtube.com/watch?v=sgjfJbCVL4Q
[11:09:15] <jdh> perhaps systemd decided it was time to reboot
[11:15:45] <gregcnc> this guy has a bunch of large planer clips
https://www.instagram.com/p/BGFzAPnEwi9/
[11:16:20] <pcw_home> I'm running Preempt-RT 4.6 on a newer system (not stable on all systems though)
[12:06:20] * Loetmichel just got his Opel Omega back from the mechanic. it now maxes out at 190kmph (230kmph before), takes double the lenght to accelerate from 0-120kph... and uses 11,2liters diesel per 100k instead of 9 before the mechanic. And THATS what they call "Car is repaired, you can come by fetch it!". MAN am i pissed right now ;)
[12:09:29] <maxcnc> hi its a real wet day here in germany
[12:11:13] <SpeedEvil> http://imgur.com/gallery/UqUYw8q - on climbing stairs.
[12:11:27] <SpeedEvil> Resonance + perfect timing.
[12:15:20] <skunkworks> not even peddling...
[12:16:43] <gregcnc> looks like he's pushing off the timbers
[12:17:21] <SpeedEvil> I don't quite think that.
[12:17:35] <SpeedEvil> In principle if you can bounce both wheels, you can do this.
[12:17:52] <gregcnc> yeha but something has to keep you going forward
[12:17:53] <SpeedEvil> you bounce both wheels so on every occasion going up you jump both wheels over both stairs
[12:17:58] <Deejay> re
[12:18:20] <SpeedEvil> There is no reason to slow down, because as far as the tyre is concerned, it's just rolling on the flat
[12:18:25] <Loetmichel> gregcnc: if the steps are slightly inclined "forward" that would be sufficient to propel you forward as you go up
[12:20:09] <gregcnc> https://www.youtube.com/watch?v=o0oGMix5X44 I suppose it just looked like he almost stopped at the bottom
[12:25:18] <maxcnc> Loetmichel: hast du ne sekunde ich bräuchte deine elektrische fachkentnisse
[12:25:34] <Loetmichel> jo
[12:25:35] <maxcnc> http://foengarage.de/motor_el.jpg ist das eine drehzahlregelung
[12:26:28] <maxcnc> dieser inpput rechts F das könnte der potetiometer sein der das regelt ?
[12:26:41] <Loetmichel> das ist eher eine leistungsssteller-endstufe. wenn an (a) bis (f) die PWM-steuerung für den triac ist
[12:27:10] <Loetmichel> nein, das is nur ne endstufe
[12:27:18] <Loetmichel> da fehlt noch der "dimmer" teil
[12:27:41] <maxcnc> ist da mit frequenz 0-10V was zu machen
[12:28:12] <Deejay> frequenz misst man nicht in volt
[12:28:59] <maxcnc> ich wollte mit pwm auf den
https://www.pro-tos.de/shop/Interface/Frequenzumrichter-Steuerung-0---10V.html
[12:29:22] <maxcnc> und dann an die maschie die 1986 das verbaut hat
[12:30:04] <Loetmichel> maxcnc: da brauchste keinen FU
[12:30:25] <Loetmichel> das was an DER schaltung sitzt ist ein gleichstrom/allstrom motor mit bürsten
[12:30:34] <Loetmichel> der braucht PWM, nicht Frequenz
[12:31:09] <Loetmichel> (sorry for german, to translate that and hope that maxcnc still understands it wasnt going to work)
[12:52:30] <Frank_2> guys, im trying to learn electric safety/connections, for a cnc router, what should i follow, nfpa 79 (electrical standard for industrial machinery) or nfpa 70 National electric code? i am not legally bounded to any of those, but which would be better for equipment and personel safety? thanks!
[12:56:39] <_methods> If you follow NFPA79 then you must also follow NFPA70, it is not a case of either or. In regards to industrial machinery as defined in NFPA70, Art 670 says the NEC only covers the supply to the machinery.
[12:57:06] <_methods> From NFPA79 2002
[12:57:09] <_methods> 1.4.1 says the supply conductors to the machine are covered by the NEC. Also wiring between machines is subject to the NEC.
[12:57:11] <_methods> 1.5 says that if it is not covered by NFPA79 then the NEC shall be followed.
[12:57:13] <_methods> Chapter 2 lists documents which shall be considered parts of NFPA79 and 2.2 is NFPA70
[12:58:01] <_methods> that's all quoted
[12:58:05] <_methods> http://forums.mikeholt.com/showthread.php?t=66963
[13:01:03] <Frank_2> thanks methods! reading the nfpa79 2007 rather than 2002 would be the same right? i will be trying to understand both nec and nfpa 79
[13:01:37] <_methods> if it's not attached to the building wiring you're supposed to follow nfpa79 supposedly
[13:02:22] <_methods> but yeah ignore the 2002 that was an older post
[13:03:16] <Frank_2> meaning that i bring special cables for the machine right? (to not be attached to the building)
[13:03:56] <Frank_2> anyway, thanks!
[14:43:21] <_abc_> So linuxcnc + 4.x kernels + systemd all work together?
[14:43:52] <alex4nder> _abc_: I'm using it.
[14:43:55] <alex4nder> working fine so far.
[14:44:11] <_abc_> alex4nder: But this is not a mainstream live disk or install, right?
[14:45:06] <alex4nder> _abc_: no, it's debian testing, with a local build of linuxcnc
[14:45:12] <alex4nder> but it was painless to put together
[14:52:59] <_abc_> Nice to know.
[14:53:18] <_abc_> You had to rebuild the kernel to put in the rt patches yourself or is it already in and just a config option now?
[16:08:24] <arauchfuss> yay, brought home a tach so I can cal my spindle speed.
[16:08:51] <XXCoder> I need one lol
[16:09:14] <XXCoder> I now can adjust speed but cant see speed (lowest must in in very least 10,000 rpm)
[16:10:30] <arauchfuss> I don't understand how people can use spindles with RPMs that high
[16:10:39] <arauchfuss> feed and speed math just does not work
[16:11:08] <arauchfuss> unless you are using them for a dicing saw.
[16:11:11] <XXCoder> not much of a choice till I make adoptors so it can use 52mm spindle
[16:11:25] <XXCoder> and 10,000 is better than 27,000 lol
[16:13:52] <enleth> _methods: are you allowed to use IEC 60309 plugs and sockets in the US?
[16:13:55] <Deejay> gn8
[16:22:32] <Hydrar> arauchfuss: +1 on that, the one I'm using atm at 10k rpm still has issues with melting material to some extent
[16:22:45] <Hydrar> Despite .8mm endmill
[16:28:48] <_methods> enleth: no idea
[16:29:08] <enleth> normally you're using those twist-lock ones, right?
[16:29:19] <_methods> depends on the use
[16:50:24] <Frank_3> enleth: wikipedia says that in the usa its used for the high leg delta wirken of split-phase electric power
[16:50:38] <Frank_3> wiring*
[16:58:51] <enleth> jesus, this is one of the biggest reasons I'm afraid of moving to the US if I ever decide to move somewhere far
[16:59:19] <arauchfuss> cool the spindle has a nice flat slope.
[16:59:23] <enleth> 115V, split-phase systems and other outlandish configurations, weirdo plugs and sockets
[16:59:56] <Hydrar> Where do you guys ideally put the origin/0-point when doing double-sided milling/routing? I have been using same zero point for both sides, just flipped origin to other side on the bottom
[17:00:13] <arauchfuss> yeah, the grid is really old. and legacy stuff from the dawn of electricity still exists
[17:00:30] <gregcnc> enleth we use the same electrons here
[17:00:32] <enleth> I'd have to get my own low voltage substation built to feel comfortable
[17:00:43] <Hydrar> But I keep getting .5 to 1mm of offset between bottom and top, despite the steel pin fixture
[17:01:38] <arauchfuss> Hydrar sounds like a math issue.
[17:01:53] <enleth> here I can go anywhere and expect to find 3x400V TN-S or at most TT for very high power applications, no surprises
[17:01:58] <enleth> split-phase, jeez
[17:02:28] <arauchfuss> enleth be glad you have never been on a ship
[17:02:32] <arauchfuss> split 60
[17:03:16] <Hydrar> arauchfuss: I thought so too, but if Inventor HSM is doing something wrong, someone outta have noticed it by now x.=.X
[17:03:33] <Hydrar> That's why I'm thinking I'm just setting the origins up wrong or some, that or the machine is just blatantly dropping steps 100% reproducably
[17:03:57] <arauchfuss> Hydrar: might have to do with stock removal.
[17:04:23] <arauchfuss> your stock might have a weird origin.
[17:04:41] <arauchfuss> in inventor
[17:04:58] <Hydrar> Sec I'll get my laptop up and check quickly how it's setup
[17:05:56] <arauchfuss> like one side of the stock is flush with the model and the other is oversized.
[17:06:10] <arauchfuss> not sure how to describe it.
[17:06:57] <Hydrar> Stock is 4mm and model is 2.85 thick, I thought that'd at least cancel out depth issues
[17:08:43] <Hydrar> Drilling a hole at X0 Y0, flipping the stock and going to X50 where the hole *should* be did result in the hole not lining up and being .6mm away from center of the endmill
[17:09:00] <Hydrar> Just doing manual gcode even, so I've been suspecting the machine acting up
[17:09:06] <Nick-Shop> <PCW> Should I keep trying to improve this?
http://imgur.com/b65Bwnm
[17:09:41] <arauchfuss> look at the xy excess stock is what I mean, not the height.
[17:09:47] <arauchfuss> I have done that.
[17:10:17] <gregcnc> if you suspect lost steps get out the indicator and check it
[17:11:23] <Hydrar> arauchfuss: The stuff that is sticking out beyond the fixture?
[17:11:36] <PCW> Nick-Shop: depends on if +-200 uinch is OK
[17:12:13] <PCW> also note the tuning should be done on the finals system, not a bare motor
[17:12:23] <Hydrar> arauchfuss: I only modeled the 100x50x4mm surface that covers the fixture working area to the corners, then set 0 at the corner of fixture ontop of the stock
[17:12:54] <arauchfuss> dang it keep hitting the stupid capacitive switch on my monitor as I push it around.
[17:15:36] <arauchfuss> Hydrar: not sure what to tell you without seeing your setup.
[17:16:18] <arauchfuss> yay, now I get to figure out the scale function.
[17:16:51] <Nick-Shop> <PCW> What should I be adjusting to flatten that out?
[17:18:17] <Nick-Shop> Part of this is to learn how to do this without wreakng some equipment.
[17:19:50] <Hydrar> arauchfuss: Oh... hmm, I just noticed something, the error looks very close to the cutter diameter
[17:20:19] <arauchfuss> touching off with the cutter?
[17:22:54] <arauchfuss> great blog post about spindle cal that I am using as an example.
[17:22:56] <arauchfuss> http://cnc-for-model-engineers.blogspot.com/2013/02/kx1-5i25-and-spindle-speeds.html
[17:23:52] <Hydrar> arauchfuss: Yeah, I touch off on top of the material for Z, then move X and Y to be centered over the corner
[17:24:15] <Hydrar> Then reuse that same origin for the other side after flipping, and have two separate setups in the program
[17:29:16] <PCW> Nick-Shop: you can try more P gain if it stays stable
[17:29:57] <PCW> if not, you can increase the servo thread rate and then try more P and more D
[17:32:10] <Polymorphism2> ordering stepper wire, spindle wire today
[17:32:19] <Polymorphism2> I have limit wire I can use I guess, telephone wire
[17:32:33] <Polymorphism2> I also have wire for vfd, psu, etc
[17:32:41] <Polymorphism2> just need estop button, 5 aircraft connectors
[17:32:42] <Polymorphism2> some wood
[17:32:48] <Polymorphism2> am I forgetting anything
[17:32:57] <djdelorie> chocolate
[17:35:16] <neckro23> gumption
[17:36:32] <Hydrar> arauchfuss: Sent you a PM with screenshots, don't feel like linking them publically
[17:36:52] <Hydrar> Some people don't know their IRC programs so just checking... :P
[17:48:58] <Polymorphism2> this 3d printer is pretty unbelievable... I just used caliper cad + slicer and had a new enclosure end plate with all cutouts and holes in less than 30 mins
[17:49:31] <Polymorphism2> hope it doesnt make my cnc obsolete =P that should be better for final parts and pcbs etc
[17:54:31] <Polymorphism2> I must have gotten lucky, I'm printing right out of the box
[17:54:41] <Polymorphism2> oops
[17:54:48] <Polymorphism2> meant to paste this result pic:
http://i.imgur.com/flutuCV.jpg
[17:55:07] <Hydrar> Polymorphism2, Don't worry, you'll find out the limitations soon enough
[17:55:08] <Hydrar> :P
[17:55:17] <Hydrar> (From someone who started in the 3d printer side)
[17:55:39] <Polymorphism2> excellent =D I dont want to regret my cnc before I've even finished buying the spindle etc x
[17:55:40] <Polymorphism2> xD
[17:59:49] <Nick-Shop> <PCW> will try - thanks
[18:02:21] <PCW> The PID max error setting is an attempt to minimize the impact of latency spikes on the high gain loop but the scaling with rotary axis is different than linear
[18:02:23] <PCW> (125 degrees/second is common 125 IPS not so much so 125/.0005 is > than the time base tolerances of the stepgen clock relative to the servo thread)
[18:05:37] <arauchfuss> I am having a surprisingly hard time googling for how to set a max spindle speed in my hal file.
[18:16:03] <Duc> arauchfuss: thought that was set in the INI
[18:17:35] <Duc> arauchfuss: yep mine is set in the INI file but I also use a VFD
[18:25:31] <arauchfuss> what command is the ini line tied to?
[18:25:55] <arauchfuss> parameter rather.
[18:28:38] <andypugh> What is wrong with this picture?
https://picasaweb.google.com/108164504656404380542/Holbrook#6291359194285395330
[18:29:27] <andypugh> (I just reinstalled the very heavy gearbox back in the bottom of the lathe, and the high-speed doesn’t work. If you look carefully at the picture you can see why)
[18:31:28] <zeeshan|2> arauchfuss: what method are you using to control your speed?
[18:31:31] <zeeshan|2> -10 to 10v?
[18:31:40] <Duc> arauchfuss: MAX_OUTPUT = 3600.0
[18:31:40] <Duc> ENCODER_SCALE = 4000.0
[18:31:40] <Duc> OUTPUT_SCALE = 3600.0
[18:31:40] <Duc> OUTPUT_MIN_LIMIT = 0.0
[18:31:40] <Duc> OUTPUT_MAX_LIMIT = 3600.0
[18:31:47] <Duc> from my file
[18:32:15] <zeeshan|2> andypugh: put something in the shifting mechanism backwards? :P
[18:32:32] <andypugh> zeeshan|2: Try again.
[18:33:04] <zeeshan|2> shrug
[18:33:05] <zeeshan|2> :P
[18:33:10] <andypugh> Input is the shaft at the top, output at the bottom.
[18:33:14] <zeeshan|2> ive only worked on car trabnsmissions
[18:33:27] <zeeshan|2> lol
[18:33:30] <zeeshan|2> are the gears coupled
[18:33:33] <zeeshan|2> its hard to tell
[18:33:43] <zeeshan|2> cause the gears can free spin on the shaft too
[18:33:43] <andypugh> The clutches are alectric. Can you see a difference between the brushes?
[18:33:51] <andypugh> (electric)
[18:34:21] <zeeshan|2> its missing a piece?
[18:34:43] <djdelorie> are they supposed to contact the brown ring?
[18:36:31] <andypugh> The left hand one has lost its insulating washer, and is shorted to the case. Presumably it’s at the bottom, in the oil.
[18:38:55] <zeeshan|2> andypugh: how do the electric clutches work?
[18:39:18] <zeeshan|2> ii dont see any brushes :P
[18:45:29] <arauchfuss> duc: thanks
[18:49:27] <Duc> arauchfuss: no problem
[18:59:20] <arauchfuss> zeeshan|2: my problem is that I am using 10v to control a 5v range controller
[18:59:38] <zeeshan|2> just scale accordingly?
[18:59:42] <arauchfuss> I just finished the scale
[19:00:05] <arauchfuss> but I don't want to feed more than 5 to the controller
[19:00:25] <arauchfuss> scale is pretty much perfect now as well as offset
[19:08:02] <andypugh> zeeshan|2: There is one spring-loaded brush per clutch. And they are actual brushes, with metal bristles.
[19:09:13] <andypugh> arauchfuss: You should be able to set the scale to not exceed 5V. Bit if you want to be absolutely sure, use a HAL “limit” component.
[19:11:00] <arauchfuss> andypugh: I will look into the limit component
[19:11:06] <arauchfuss> thanks
[19:41:52] <arauchfuss> arg!
[19:42:07] <arauchfuss> so stupid trying to figure out why the limit did not work.
[19:42:19] <arauchfuss> forgot to add it to the servo-thread
[19:42:23] <arauchfuss> bah!
[19:46:04] <arauchfuss> everything is wonderful!
[19:46:16] <BeachBumPete> Gah its so easy to miss stuff like that isn't it..
[19:49:39] <arauchfuss> things left to do: rebuild electronics with 7i76, make some nice plunger style limit switches, figure out a non terrible way to do flood coolant.
[19:51:45] <arauchfuss> also redo my hal file so it uses the ini file
[19:53:28] <Duc> why not a pump from homedepot
[19:53:35] <Duc> or a pool pump
[19:54:37] <arauchfuss> yeah, the problem is the mill is in my apt office.
[19:54:52] <arauchfuss> need to keep the misting down.
[19:55:21] <arauchfuss> making it completely enclosed will be a bit of a pain.
[19:55:29] <Duc> build a enclosure around it and still do flood
[19:56:52] <Duc> anyone know how to calculate the steps when converting a sinusoidal signals to Quadrature steps
[19:57:10] <Duc> the EXE 602 unit does 5-fold
[20:37:42] <Frank_3> guys do you design electrical cabinets with short circuit and ground fault protection or you just put those one the main board? i understand by nec codes (as far as i've read) that near the motor you need overload and thermal protection, am i right? or should i just add branch circuit protection in the cabinet too ? thanks...
[20:39:24] <CaptHindsight> you protect the conductors on their supply side to the cabinet
[20:39:35] <CaptHindsight> overcurrent protect
[20:40:53] <CaptHindsight> for motors it depends on how its controlled
[20:44:39] <membiblio> Frank_3 - for nec compliance - you are reading about very large hp motors - is that correct?
[20:44:59] <Frank_3> thanks for the input capthindsight, what do you mean by how its controlled? ac servos 220v ac?
[20:45:15] <Frank_3> they are 1.3 hp or 1kw motors x4
[20:45:52] <membiblio> Frank_3 - they are servo's - is THAT correct?
[20:46:17] <Frank_3> i've just searched some well designed linuxcnc cabinet controllers, and they have a huge amount of breakers inside, they are slow time action i gueess then
[20:46:19] <Frank_3> yes servos
[20:47:09] <Frank_3> i wanted to put a transformer too, but they are pricy, i'll add it later down the road
[20:48:06] <membiblio> Frank_3 - I believe you are reading about very large Horse Power motors in the nec type acceptance specifications - such as elevator hoist or people movers - those need both circuit interrupters & thermal interrupters. Servos *should* be small and close to the controller and then, as long as wire to the servo is large enough, the servo package provides fault detection and management.
[20:48:41] <membiblio> Frank_3 - fyi - the failure modes are different and as such the protection is different
[20:49:30] <membiblio> If your spindle motor will need thermal protection and if it is brushed then fault interrupter protection
[20:50:05] <membiblio> Correction - Your spindle motor will need....
[20:50:28] <Frank_3> ok, i understand what you mean, should i just put breakers to each driver connection?
[20:50:34] <Frank_3> legally im not bounded to nec
[20:50:42] <Frank_3> im not bounded to nec legally
[20:50:43] <Frank_3> hehe
[20:52:22] <membiblio> Frank_3 - no you do not need interrupters - but you will need to be sure the servo package/controller has internal fault protection. Such as a servo lead shorted to ground. If you can't guarantee this then a fuse on both leads, slow blow, would be wise but not necessary as the warm glow of the cabinet fire will serve as fault indication.
[20:53:01] <membiblio> What servo packages are you using? Do they have fault indication outputs?
[20:53:18] <Frank_3> yes they do have, but then again, im trying to do my best now to not get em to smell funny ;D
[20:53:31] <Frank_3> they are panasonic
[20:54:02] <membiblio> I use Yaskowa which are similar - just take huge wires to the servo. No problem.
[20:55:11] <Frank_3> i've read in their tech reference that they have protection but, they do not have overload temperature protection, and that it shall be proveided at the final installation upon required by (nec) -quoted-
[20:55:17] <Frank_3> ill give it a read again
[20:55:19] <membiblio> I do mean yuge wires if the run is long. My run is 30 feet so I use VERY large cables but they go direct to servo from servo package output. Servo package has intelligent internal fault detection.
[20:55:48] <Frank_3> they arent the most expensive line of panasonic thou
[20:55:59] <membiblio> Frank_3 - you are not reading nec regarding servo as that does not apply
[20:56:21] <membiblio> Frank_3 nec covers AC and high current dc
[20:57:02] <Frank_3> this ones dont count as ac? they are 220v ac drives
[20:57:25] <membiblio> Frank_3 - yes 220vac GOING IN - not to servo's :)
[20:58:28] <Frank_3> lol, u may be right.. ill keep reading thou.. its just that i dont understand many cabinets with this kind of servo have 2000 breakers
[20:58:32] <Frank_3> if u have a sec ill show u
[20:58:34] <membiblio> Frank_3 - dc goes to servo - but they are 'twiddled' by the controller - one goes to 24v (or so) the other to ground - then they change polarity and each phase is driven in the direction as desired
[20:59:16] <membiblio> No - I understand - look here:
http://embedworx.com/Complex-Electromechanical-Repair.php
[20:59:39] <membiblio> You can see the same tons of breakers and interrupters - all on the ac side.
[21:00:18] <Frank_3> those are big cabinets hehe
[21:00:23] <membiblio> Frank_3 - have you read your servo control manuals?
[21:00:57] <Frank_3> yes, ill re read thou
[21:01:42] <Frank_3> look here, almost in the end
[21:01:43] <Frank_3> http://www.cnczone.com/forums/archive/index.php/t-213078.html
[21:02:00] <Frank_3> in page 2 its all conected
[21:02:21] <Frank_3> and those are delta servos, nice stuff
[21:03:48] <membiblio> Frank_3 - what did you want to look at?
[21:04:45] <Frank_3> all the protective devices, for the drives and vfd, safety relay and lots of breakers
[21:04:52] <membiblio> Frank_3 - Looking at the pictures you showed me - the servo outputs are going through breakers - yes I see that.
[21:05:37] <membiblio> Frank_3 - I'm not saying that man did anything wrong - but those breakers on the output of the servos are NEVER going to blow under any circumstances. So what does that mean to you? :)
[21:06:11] <membiblio> Frank_3 - unless they are 12v 3amp breakers - which is NOT likely because those are AC form factors.
[21:06:39] <Frank_3> you mean its like driver breakers motor? i thought it was breakers contactors driver motro
[21:07:09] <membiblio> Frank_3 - It *might* be more likely that those are 3 phase AC input servo packs and the breakers are on the INPUT side. THAT is likely since we are looking at a pic and not a schematic.
[21:08:23] <membiblio> Frank_3 - for MOST applications you go AC from wall - single or three phase -> breaker -> Servo package -> Servo. That is it. But these are small applications.
[21:08:54] <Frank_3> i see,
[21:09:19] <Frank_3> still a lot to chew for my first build..
[21:09:26] <membiblio> The cabinet you are looking at is small. My cabinet is small (in the photo you looked at on my site).
[21:09:29] <Frank_3> but you explained a lot
[21:09:53] <Frank_3> lol
[21:09:56] <membiblio> Thanks Frank_3 - I just completed my first build and these guys here helped a lot. :)
[21:10:08] <membiblio> Well my first linux cnc build :)
[21:11:29] <Frank_3> hehe, its a really nice community, cant see the time where i can start helping too
[21:12:01] <Frank_3> what was your build
[21:12:37] <membiblio> Frank_3 - the linuxcnc box at
http://embedworx.com/Routech-Repair-Conversion-to-LinuxCNC.php
[21:13:03] <membiblio> Frank_3 which I still need to add a ton more pictures to but I've been busy or here chatting with you :)
[21:13:58] <Frank_3> i look forward to look them! i wont hold you any more hehehe
[21:14:08] <Frank_3> ill go read that panasonic manual
[21:14:19] <membiblio> Frank_3 - it is fine, ask away and someone will answer
[21:14:23] <membiblio> ttyl :)
[21:25:28] <CaptHindsight> Frank_3: the motors you are reading about in the NEC do not apply to the motors (servo, stepper, bldc, hobby) in the machine
[21:26:47] <CaptHindsight> like _methods pointed out earlier, the NEC covers the electrical from the supply side of your control cabinet to the cabinet, not whats inside or after it
[21:28:30] <Frank_3> yes, they told me the same thing, do you happen to know on what should i be based? mostly for drivers protection because i cannot really afford another servopack, and so i prefer doing it right the first time :D
[21:28:33] <Frank_3> or what should i do,
[21:28:49] <Frank_3> im trying to base myself on others "well designed" cabinets
[21:29:06] <Frank_3> im not actually legally bounded to nec here
[21:30:02] <Frank_3> membiblio states that this servopacks, Tend, (not specifically) to have internal protection
[21:36:05] <Frank_3> sorry for bothering all the time, i totally understand hehe; i've found a page of panasonic manuals, (i've read it before but forgot) which specifies the protection i should add to the hole mettalic control box (inside)
[21:39:41] <CaptHindsight> does your servo drive have built in protection?
[21:39:54] <CaptHindsight> that should protect the drive and the motor
[21:40:36] <CaptHindsight> the conductors inside the cabinet need to be protected that run to each servo drive
[21:41:13] <Frank_3> yes, but specifies to use a circuit breaker, surge absorber, and says that motor overtemperature protection is not provided
[21:41:46] <CaptHindsight> yes a breaker would be on the supply side of the servo drive
[21:42:40] <Frank_3> thats the conductors you ment?
[21:42:57] <CaptHindsight> I mentioned several different conductors
[21:43:18] <CaptHindsight> I don't read minds
[21:43:48] <Frank_3> sorry sorry, my english its not perfect
[21:44:10] <CaptHindsight> you have to be specific
[21:44:24] <CaptHindsight> and this is technical
[21:44:27] <Frank_3> i understand thou, ill be doing branch circuit protection, and the conductors inside the cabinet protection
[21:45:24] <Frank_3> thanks for everything :)
[21:46:23] <Frank_3> besides i have my brain making fumes already, i've been reading all day this stuff, i might need a fuse myself
[21:46:26] <Frank_3> hehe
[21:54:14] <Frank_3> good night !
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}