Back
[00:17:21] <pink_vampire> hi
[00:18:34] <pink_vampire> I took the Z axis apart right now, and I saw that I have some play on the ball nut,
[00:19:03] <pink_vampire> I'm wandering if there is better ball nut for the ball screw
[00:19:17] <pink_vampire> the screw is 2005
[01:38:15] <witnit> LeelooMinai: Maximum Material Removal (per rev) I guess
[01:38:46] <witnit> Thats confusing
[01:38:56] <witnit> The chart should just say it :P
[02:24:15] <Deejay> moin
[02:24:27] <FloppyDisk> gn8
[04:45:07] <XXCoder> archivist: awesome link
[05:19:25] <XXCoder> "If the tip is a half inch lower than the machine things, that cutter is not going to have a long and happy life."
[05:19:28] <XXCoder> tyeeeep
[05:19:32] <XXCoder> happened to me
[05:19:47] <XXCoder> not my fault though, as someone changed tool configuation and forgot to set it back
[05:42:34] <witnit> yesterday I g55'd when i should have g54'd ;(
[05:42:42] <XXCoder> ow
[05:43:25] <witnit> 9" boring bar goes into part then rapids to x3 ;p;
[05:43:26] <witnit> lol
[05:43:27] <XXCoder> on unrelated news, I just saw proof that deaf people can be stupidly ignorant and intolentant
[05:43:50] <XXCoder> heh should go to cnc fails in youtube
[05:44:16] <witnit> will do!
[05:49:20] <XXCoder> witnit: the one I menioned, the 1/2 ball em dug into part and jaw
[05:49:25] <XXCoder> it got destroyed
[05:49:52] <XXCoder> thankfully jaw, while damaged, was still usable. hole didnt affect its ability to hold on part.
[05:57:16] <witnit> I think adding a camera to the room automatically increases the odds of machine failure
[05:59:11] <XXCoder> lol
[05:59:19] <XXCoder> I bet yeah
[06:02:34] <witnit> most of these seems to be guys just letting the tool rapid back to some very unsafe route
[06:09:48] <witnit> just watching this guy stand in front of this material makes me nervous, this is more suspenseful than our current presidential situation
[06:09:51] <witnit> http://tinyurl.com/lmtztpu
[06:10:43] <XXCoder> yeah they dont do dry run!~
[06:10:46] <XXCoder> wtf
[06:11:14] <XXCoder> and that log one....
[06:11:17] <XXCoder> man
[06:13:03] <XXCoder> his support rail is made from train rail.
[06:13:07] <XXCoder> and not well supported
[06:13:22] <witnit> ok, this is a sweet idea, anyone seen this one before?
https://youtu.be/9qt5ui3P9QA?t=140
[06:15:16] <jthornton> yea a baseball bat making machine is kinda like that
[06:15:57] <XXCoder> it gets nice once he gets rid of imbalances
[06:16:04] <XXCoder> but jeez its dangerous.
[06:21:02] <XXCoder> witnit: yeah saw that one
[06:21:09] <XXCoder> interesying allright
[06:25:27] <witnit> http://pasteboard.co/1d0hNlI5.jpg one of my first parts off that clausing I bought for $200
[06:26:15] <witnit> http://pasteboard.co/1d0ociKk.jpg
[06:30:51] <XXCoder> wow dollar is your first part??
[06:30:52] <XXCoder> dang
[06:31:08] <XXCoder> the dollar is very detailed.
[06:31:28] <XXCoder> brb
[06:56:45] <XXCoder> hmmm
[06:56:55] <XXCoder> witnit: is there site that explains how to adjust mic?
[06:59:41] <archivist> micrometer?
[06:59:46] <XXCoder> yeah
[07:00:15] <archivist> they vary a bit usually it is simple to do
[07:00:32] <archivist> no1 clean anvils
[07:01:07] <archivist> no2 clean anvils and check they are clean
[07:01:28] <XXCoder> I usually use paper for that. use friction till can barely drag paper out
[07:01:36] <XXCoder> when done, sparky clean anvils
[07:02:00] <archivist> I do that but sometimes add some cleaning fluid
[07:02:16] <XXCoder> cool. whats no3?
[07:02:25] <archivist> sometimes paper leaves some dust blow off
[07:02:44] <archivist> 4 close mic
[07:03:37] <archivist> using thimble friction if provided, or until fuditial indicator middle
[07:04:05] <XXCoder> mines starrett 230-f
[07:04:11] <archivist> get C spanner adjust barrel to 0
[07:04:38] <XXCoder> according to one older machinist its likely 60s, might be late 50s. dang pretty old.
[07:05:31] <archivist> the barrel with the line has a hole for the C spanner
[07:05:55] <XXCoder> hmm not too sure
[07:06:23] <XXCoder> I know there is "nut" inside barrel, guess that is for adjusting torsion
[07:06:27] <archivist> if very bad the other end has a spanner to remove the friction device and outer barrel
[07:06:41] <XXCoder> but I dont see any other place to use c spanner?
[07:07:07] <archivist> inner nut can be tightened if loose and too free to spin
[07:08:06] <XXCoder> ok
[07:08:54] <archivist> I have seen a crappy mic where one had to loosen the thimble to rotate the outer barrel to 0
[07:09:04] <XXCoder> can I adjust it at other position besides zero?
[07:09:14] <XXCoder> I think mines slightly off under .1
[07:09:26] <XXCoder> .00015 below .1
[07:09:44] <trentster> Hi all, when I innitially set up homing the machine would hit the home switch back off then moveforward to the switch again very slowly. I must have changed something as now it just homes to switch without the slow back off, Any idea where I fix this behaviour?
[07:10:02] <archivist> XXCoder,
http://www.kanabco.com/vms/measure_mic_basic/measure_mic_basic_06.html
[07:10:15] <XXCoder> nice
[07:10:21] <XXCoder> that mic is similiar with mine
[07:10:28] <XXCoder> just no -f
[07:10:33] <archivist> that shows inner barrel adjustment
[07:10:33] <witnit> trentster: you need to look at your ini file
[07:11:08] <witnit> there is some variables there which control how to set your home search velocity
[07:11:08] <trentster> witnit: yup
[07:11:57] <XXCoder> witnit: think trent wants "double check" back
[07:12:05] <witnit> I highly suggest reading the manual which covers the entire homing section
http://linuxcnc.org/docs/html/config/ini-homing.html
[07:12:27] <trentster> yeah, I messed something up there when I played around with it. I will re-read the docs - thanks
[07:13:23] <XXCoder> archivist: okay making sure
[07:13:51] <XXCoder> the "knob" between mic anvils and barrel is for just locking it in position
[07:14:02] <XXCoder> it dont affect anything else correct?
[07:15:14] <archivist> http://www.kanabco.com/vms/Media/measure_mic_OD_basic/adjust_mic_1.jpg
[07:15:32] <XXCoder> yeah saw it. need to take closer look on mine
[07:16:03] <archivist> often quite stiff to turn
[07:16:10] <XXCoder> so if I want to adjust it so some size above zero (for example I use .1001 gage block)
[07:16:13] <XXCoder> its still same?
[07:16:39] <XXCoder> just adjust to .101 rather than zero
[07:16:47] <witnit> this page provides a 3d step drawing of your micrometer, probably exploded view
http://tinyurl.com/gplz4no
[07:17:02] <archivist> yes, use gauge blocks to check a number of positions
[07:17:33] <XXCoder> its .00015 above proper size on all sizes above .1, and below that, above by .00025
[07:17:43] <XXCoder> (I guess it got worn or sometjhing below .1/
[07:18:04] <archivist> witnit, I would rather you used a direct url, my hard disk fires up with tinyurl raping it
[07:18:24] <witnit> got it! I had no idea, is there any alternatives to tiny?>
[07:18:59] <witnit> http://www.starrett.com/metrology/product-detail/Outside-Micrometers/Micrometers/Precision-Hand-Tools/Precision-Measuring-Tools/230fl#Videos
[07:19:05] <archivist> use the real url of the page
[07:19:19] <witnit> yeah but they are big titles often
[07:19:46] <archivist> here is a special micrometer set of blocks
http://www.collection.archivist.info/archive/DJCPD/PD/2010/2010_04_15_Levels/IMG_0591.JPG
[07:19:48] <witnit> like a ebay generated listing is a paragraph
[07:20:00] <jthornton> what is an Arduino UNO Bootloader on a Atmega328p-pu Chip?
[07:20:05] <XXCoder> plenty of gage blocks at work :)
[07:20:19] <XXCoder> dunno if I will ever need any for home
[07:20:27] <jdh> you will
[07:20:28] <archivist> 1" and mid sizes to make sure the barrel is used at various rotations
[07:20:34] <Tom_itx> jthornton, what do you mean?
[07:20:49] <jthornton> what is a bootloader?
[07:20:59] <Tom_itx> generally their bootloaders allow for uploading via serial etc
[07:21:14] <jdh> it's what makes an avr an arduino
[07:21:22] <Tom_itx> you don't need it if you're gonna upload using a programmer and ISP
[07:21:22] <jthornton> ah so you can use the USB to load a program
[07:21:28] <Tom_itx> yes
[07:21:31] <archivist> it is the lazy way of uploading a file instead of using a proper programmer
[07:21:33] <jthornton> ok thanks
[07:21:48] <Tom_itx> it jumps to a boot section using fuses they set for that
[07:22:21] <XXCoder> https://www.youtube.com/watch?v=8dZaHBeD7Ag nice, if you ignore seizure-causing light flickers sometimes
[07:22:42] <Tom_itx> if you decide not to use it, you need to reset a couple fuses so it looks in the normal location for code
[07:22:58] <Tom_itx> bootrst iirc is one
[07:22:59] <jthornton> zlog
[07:23:02] <Tom_itx> and the boot address
[07:23:10] <Tom_itx> or boot size
[07:23:58] <Tom_itx> some chips come with a bootloader installed from atmel but those are usually the USB chips like atmega32U2 etc
[07:25:19] <Tom_itx> you could read app note 109 iirc dealing with bootloaders
[07:25:22] <Tom_itx> for more info
[07:28:28] <XXCoder> archivist: one thing puzzles me
[07:28:31] <jthornton> ok, I was just wondering what that was
[07:28:56] <XXCoder> if barrel can be rotated to align zero on it to thumble, how is it held on?
[07:29:07] <XXCoder> I'm guessing not by bolt in
[07:29:31] <archivist> the friction device also holds the barrel on
[07:29:34] <Tom_itx> ppl get confused when going from arduino to a regular avr because they gotta reset the bootloader fuses to use it as a normal avr
[07:29:47] <XXCoder> interesting. well 5 am gonna sleep, and thanks guys!
[07:29:57] <witnit> cu coder
[07:31:41] <Tom_itx> jthornton, you can use this site to help figure out fuses if you get to that point:
http://www.engbedded.com/fusecalc/
[07:38:25] <jthornton> got that bookmarked
[07:38:32] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/pdf/atmel/m48A_48PA_88A_88PA_168A_168PA_328_328P_F0812.pdf
[07:38:47] <Tom_itx> there's the chip pdf (24M) if you want it
[07:39:01] <Tom_itx> 23M)
[07:39:31] <jthornton> saving it now
[07:39:36] <Tom_itx> the suffix usually just deals with operatiing voltage or frequency
[07:39:54] <Tom_itx> like P or PA etc
[07:40:54] <Tom_itx> all the registers are listed near the back
[07:41:22] <Tom_itx> time to go..
[08:04:37] <trentster> witnit: see anything here that you think would stop the double latch homing ?
https://gist.github.com/trentster/baf5149ede497e156a0040e4976f8cdb
[08:05:18] <trentster> it seems to match the example in the docs diagram 2 which says it should double latch
[08:05:46] <trentster> unless its to do with the offset?
[08:06:00] <trentster> I have specified a large offset as I want home to be in the middle of the table
[08:10:27] <witnit> trentster: maybe you have a normally open switch and it expects it to be normally closed?
[08:10:47] <gregcnc> trentster I think latch velocity needs to be negative
[08:10:54] <trentster> Yeah my switches are NO switches
[08:11:45] <trentster> gregcnc: why?
[08:11:45] <witnit> if you hold the switch down and home the machine can you trick it to double latch?
[08:11:57] <trentster> its a proximity sensor
[08:12:32] <gregcnc> it will keep going in positive direction to latch but you want to reverse
[08:13:23] <witnit> ^
[08:13:29] <trentster> but if I set latch velocity to negative it will never home it will go the opposite direction and there is no home switch at that end of the machine
[08:14:21] <witnit> put your search vel in negative right? then it goes past and catches it on the way back right?
[08:15:16] <trentster> I am not sure, I cant remember what I changed.
[08:15:32] <witnit> I dont remember anymore, try things and keep your hand over the red button :)
[08:15:34] <trentster> let me try the latch velocity negative change and see if it helps.
[08:15:54] <trentster> brb - out to the garage I go
[08:15:59] <witnit> goodluck!
[08:16:08] <trentster> heh thanks
[08:17:57] <gregcnc> yes both my machines have opposite latching signs
[08:25:21] <witnit> Im quite sure you are correct, iirc mine do as well
[08:28:38] <witnit> Im trying to figure out a way I can engineer a 0 backlash drum cam for linear motion, the best I can come up with is some spring antibacklash, but im sure there are better ways
[08:29:01] <witnit> or "barrel" cam
[08:29:53] <archivist> my sliding head has springs
[08:30:28] <archivist> I want to cnc it one day
[08:30:43] <witnit> I want to be able to feed in reverse though
[08:31:17] <witnit> archivist: you have something like a bechler?
[08:31:17] <skunkworks> you just need a few hundred lbs of preload..
[08:31:34] <skunkworks> or more
[08:31:39] <archivist> skunkworks, they have a lot less than that usually
[08:32:01] <witnit> so,in theory, I could smash to barrel cams together with a spring in between and my linear rack would have two followers?
[08:32:18] <witnit> that was what I had in mind anyhow
[08:32:33] <witnit> two barrel cams together*
[08:35:33] <skunkworks> http://motionindexdrives.com/product/tt/
[08:36:02] <skunkworks> 3rd photo - says it is zxero backlash - with 2 rollers
[08:37:12] <gregcnc> http://patentimages.storage.googleapis.com/pages/US4688902-2.png
[08:42:24] <witnit> well im going from rotary to linear,
[08:42:24] <witnit> [BC]////[BC]--------[reduction gear]-------[MOTOR]
[08:42:24] <witnit> f f
[08:42:24] <witnit> {LINEAR SHAFT}
[08:42:45] <witnit> thats my diagram the f's are the followers or rollers
[08:43:42] <witnit> so barrel cam/spring/barrel cam -> reduction gear > motor
[08:43:54] <gregcnc> sounds good
[08:44:20] <witnit> Its a prototype to replace a current system with 4thou backlash
[08:44:48] <gregcnc> do the rollers wear?
[08:44:52] <witnit> yeah
[08:45:09] <witnit> but its a very cheap replace, not like replacing a ballscrew
[08:45:54] <witnit> cams are cheap with fantastic wear and repeatability
[08:46:32] <gregcnc> probably why modern cnc are build with cams and rollers not ballscrews?
[08:47:08] <gregcnc> ball screw should last a long time though or is it difficult to retrofit?
[08:48:00] <SpeedEvil> you mean to replace?
[08:48:11] <SpeedEvil> Ball screws in some machines can be very hard to replace.
[08:48:22] <gregcnc> specifically for what witnit is doing
[08:48:25] <witnit> alternative to ballscrew for short travel
[08:48:32] <witnit> less than 4"
[08:49:01] <SpeedEvil> ah
[08:49:40] <witnit> ballscrew is also a gearbox
[08:50:04] <SpeedEvil> cam can be too
[08:50:06] <gregcnc> cam isn't?
[08:50:23] <witnit> thats why they are often used on cncs
[08:50:54] <witnit> so mfg dont have to add a gearbox, a cam does the opposite, making more low speed torque problems
[08:52:53] <gregcnc> all depends on what you're trying to achieve
[08:53:33] <gregcnc> if the preload on the cams doesn't wear the rollers too quickly that would be an acceptable solution
[08:54:11] <witnit> cams and rolls can go for millions of cycles without "significant" weatr
[08:55:16] <gregcnc> make sense
[08:55:57] <witnit> think about a semi engine, how many revolutions can those rotary> linear cams can do in the lifespan of those beasts
[08:56:25] <gregcnc> i was thinkgin vs no prelaod as designed
[08:58:42] <witnit> oh, well I suppose im not sure I guess it depends on the width of the roller and cam
[08:59:10] <witnit> vs lbs of spring, far less than the cutting pressures of the feed side of things though
[08:59:53] <witnit> as the tool will mostly be doing a finishing pass in the opposite direction
[09:03:16] <gregcnc> is there no backlash adjustment existing?
[09:03:39] <witnit> no, the previous system was hydraulic
[09:09:59] <_methods> http://imgur.com/gallery/5MIK9
[09:10:01] <_methods> lol
[09:12:10] <archivist> mooore power to his elbow
[09:12:41] <_methods> cleanest psu i've ever seen
[09:12:52] <_methods> that hard drive must have been in a clean area lol
[09:15:17] <gregcnc> http://imgur.com/gallery/VKSLn
[09:15:30] <gregcnc> i hate imgur can't stop
[09:15:51] <_methods> hahah
[09:16:05] <_methods> damn snack time
[09:19:57] <mase-tech> Hi
[09:20:47] <witnit> hallllloo
[09:21:29] <witnit> archivist, is your sliding head machine ready to take orders?
[09:21:56] <archivist> hell no
[09:22:12] <witnit> well, when you get it production ready let me know
[09:22:18] <archivist> I need an injection of cash before I work on it
[09:22:30] <witnit> whats the max diam?
[09:22:38] <archivist> 10mm iirc
[09:22:48] <witnit> sounds about right
[09:23:16] <witnit> I have a few oddball jobs from time to time which are meant for such machines
[09:23:39] <archivist> long slender stuff
[09:23:51] <witnit> yeah, with funny second op work
[09:24:14] <witnit> like a keyway or some weird brass adjuster screw
[09:25:12] <witnit> I think you can do some really nice undercut work which I would have to buy/make a form tool and shave for
[09:25:42] <archivist> rob_h when he is in here has a citizen
[09:25:54] <witnit> thats good to know
[09:26:09] <witnit> we need a website for people in here who have production ready machines looking for work
[09:27:47] <witnit> make us one archivist
[09:30:42] <archivist> with the obligatory give us your email address for follow up spam :)
[09:35:28] <FinboySlick> archivist: What sliding head machine?
[09:36:54] <CaptHindsight> witnit: people in here rarely share links to machine auction deals BEFORE the auctions...
[09:36:56] <archivist> FinboySlick, this is the one I have
http://www.collection.archivist.info/searchv13.php?searchstr=bechler
[09:37:32] <witnit> FinboySlick: nah, for work, not for sale
[09:37:56] <FinboySlick> archivist: They're a bit like 'screw machines'?
[09:38:00] <CaptHindsight> witnit: I think you might be overestimating the degree of selflessness
[09:39:41] <archivist> FinboySlick, I think 'screw machine' also means a 'cam auto'
[09:41:23] <archivist> sliding head is a slightly different animal with some similarities in mine as it is also a cam auto
[09:44:09] <FinboySlick> They're beautiful to watch at work.
[09:53:23] <Polymorphism> I have a paypal invoice.
[09:59:36] <jdh> pay i
[09:59:55] <jdh> it
[10:01:17] <archivist> it is the channel invoice for all the questions
[10:02:46] <CaptHindsight> doesn't cnczone have forum for posting jobs, work needed, etc
[10:04:22] <CaptHindsight> http://www.cnczone.com/forums/rfq-request-for-quote-/
[10:05:32] <CaptHindsight> http://www.cnczone.com/forums/usa-rfq-s/307674-4-small-stepped-aluminum-parts.html
[10:06:54] <CaptHindsight> $2k engineering review, $500 setup time, $100 materials so I'd say $3k min
[10:07:26] <archivist> obviously not in the real world
http://www.cnczone.com/forums/rfq-request-for-quote-/291736-rfq-small-diameter-4340-pcs.html
[10:10:19] <gregcnc> rc crawler axle parts
[10:10:50] <CaptHindsight> https://cncpool.com/
[10:11:34] <CaptHindsight> they take a 10% cut from the job for the service of hosting jobs and bids
[10:13:28] <CaptHindsight> heh, not a single active job
[10:14:14] <archivist> does seem a bit new
[10:15:27] <CaptHindsight> cncpool acts as escrow
[10:15:46] <CaptHindsight> so you have to cover the cost of the materials
[10:16:40] <CaptHindsight> sounds like a nightmare since it's probably full of RFQ's from hobbyists
[10:17:17] <archivist> only see three projects gone through by browsing the freelancers
[10:17:57] <archivist> CaptHindsight, RFQ's from hobbyists is about all I am seeing at the moment
[10:19:34] <CaptHindsight> archivist: wish I could throw you some work
[10:30:52] * SpeedEvil throws archivist a wok.
[10:32:58] <archivist> what am I supposed to do with a rusty wok
[10:33:17] <archivist> found one in the loft this week
[10:33:33] <FinboySlick> Salt and pepper pork chops!
[10:38:15] <SpeedEvil> flap-wheel + oil + heat = non-stick wok
[10:38:32] <SpeedEvil> I recommend a high sulphur cutting oil for seasoning.
[10:43:04] <archivist> I dont do cooking much, not my style
[10:45:06] <CaptHindsight> RFQ: 3 Yoda heads, 1 Green, 1 red, 1 Blue, 4" high
[10:46:17] <CaptHindsight> Tolerance: +/- 0.002" on all dimensions
[10:46:35] <archivist> $eleventybillion moneys
[10:47:07] <FloppyDisk> rusty wok - how about some evaporust, then some H20 to clean, then a little olive oil to protect?
[10:47:29] <archivist> scrap iron in my eyes
[10:47:33] <FinboySlick> Materials 10$, Work 500$, disney lawsuit insurance: 5 000 000$
[10:47:59] <djdelorie> wouldn't want chemicals on food prep stuff; use mineral oil and steel wool - or electrolysis - to remove the rust
[10:48:05] <CaptHindsight> sand blast, hand lap, 6 months backyard seasoning
[10:48:52] <FinboySlick> djdelorie: Mr Pete did a vinegar rust removal test that was surprisingly successful.
[10:49:10] <djdelorie> I use washing soda and a battery charger for my rust needs
[10:49:13] <FinboySlick> Not *our* Pete, mind you.
[10:49:23] <djdelorie> heh, I know of the video you mention :-)
[10:49:30] <FloppyDisk> I don't know what's in evaporust, and I wouldn't want to eat on the metal after, but it's supposed to be fairly safe...
[10:49:39] <djdelorie> http://www.delorie.com/photos/southbend-lathe/img_2542.html
[10:49:55] <djdelorie> http://www.delorie.com/photos/southbend-lathe/img_2544.html
[10:50:33] <CaptHindsight> does it work if the plastic tub is blue?
[10:50:54] <djdelorie> it did, but I hear orange is more efficient
[10:51:01] <pink_vampire> http://i.imgur.com/BVy61Y1.png
[10:51:05] <CaptHindsight> and I see that you are using chemicals!
[10:51:14] <pink_vampire> http://i.imgur.com/DpxLVfd.jpg
[10:51:15] <CaptHindsight> chemicals are dangerous
[10:51:16] <archivist> I tend to wire brush
http://www.collection.archivist.info/searchv13.php?searchstr=new+filing+machine
[10:51:26] <djdelorie> washing soda is just soduim carbonate; it's edible
[10:51:26] <pink_vampire> http://i.imgur.com/ynzCNMe.png
[10:51:41] <djdelorie> and dihydrogen oxide, which as we all know is poisonous
[10:51:41] <CaptHindsight> it's a chemical, same as oxygen
[10:52:09] <FinboySlick> pink_vampire: DIN mounted arduino? What's wrong with you? ;)
[10:52:25] <CaptHindsight> djdelorie: how much do 4" Yoda heads go for on the grey market?
[10:52:33] <djdelorie> I have no idea, I've never printed one
[10:52:42] <pink_vampire> FinboySlick: why there is a problem with that?
[10:53:12] <djdelorie> currently printing another set of gears for
http://www.delorie.com/photos/3d_prints/img_3157.html
[10:53:38] <pink_vampire> what is that??
[10:53:46] <djdelorie> Sega Outrun arcade game
[10:54:14] <CaptHindsight> how many hours to print a gear on a glue gun?
[10:54:20] <archivist> you should have proper brass gears :)
[10:54:37] <djdelorie> the original had nylon. I'm doing the big gear now, about 10 hours
[10:54:54] <pink_vampire> wow
[10:55:12] <djdelorie> but I'm doing the max precision my machine can do, 0.3mm nozzle with 0.15mm layers
[10:55:36] <pink_vampire> cut is from steel. it's not even 1 hour.
[10:55:37] <djdelorie> not as good as a brass one, but I don't yet have gear cutting tools for my machines
[10:55:43] <CaptHindsight> vs machining that gear
[10:55:43] <FinboySlick> CaptHindsight: Speaking of glue gun condescension, you still working on amazing stl stuff?
[10:56:08] <djdelorie> ok, the printer takes 10 hours. *I* take a few seconds to hit "print" then I do other things :-)
[10:56:58] <CaptHindsight> FinboySlick: moving more towards nanofabrication and DNA synthesis
[10:57:15] <pink_vampire> ok, the cnc machining takes less then 1 hour. *I* take a few seconds to hit "start" then I do other things :-)
[10:57:20] <pink_vampire> djdelorie: ^
[10:57:35] <djdelorie> I might have a chance to cnc a new side panel for a daytona pod, though, if he can't repair it
[10:57:44] <CaptHindsight> at home print your own DNA and virus kits
[10:57:50] <djdelorie> pink: I don't have that kind of cnc machine, or even the right tooling to do it manually
[10:58:18] <FinboySlick> Damn, and we thought we were on watchlists before!
[10:58:34] <pink_vampire> what is your feed rate on the printer?
[10:59:04] <FinboySlick> djdelorie: A file, a vise and a sure hand.
[10:59:16] <CaptHindsight> FinboySlick: helpful virus that attacks cancer cells, not smallpox
[10:59:24] <djdelorie> running these slow; 30 mm/sec for infill, 15mm/sec for perimeters
[10:59:39] <pink_vampire> 30*60
[10:59:47] <pink_vampire> 1800
[10:59:58] <pink_vampire> slower then my cnc
[11:00:05] <djdelorie> FinboySlick: I considered hand-grinding a cutter to do it on my lathe, but I'd also need to make an index plate etc
[11:00:17] <djdelorie> yeah, I'm running it slow to get a better profile
[11:00:28] <djdelorie> and PETG through a 0.3mm nozzle is very viscous
[11:00:44] <pink_vampire> PETG?
[11:00:53] <djdelorie> the stuff they make soda bottles out of
[11:00:55] <CaptHindsight> FinboySlick:
http://www.wired.com/2015/10/fda-approves-first-virus-will-kill-cancer-cells/
[11:02:07] <CaptHindsight> djdelorie: fascinating stuff
[11:02:13] <_methods> lol
[11:02:55] <djdelorie> hey, I put up with your big giant machines, you get to put up with my silly little ones ;-)
[11:03:17] <_methods> they have a room for that #repcrap
[11:03:25] <pink_vampire> djdelorie:
http://i.imgur.com/ynzCNMe.png the black pvc on the back was less then 30sec of machining
[11:03:29] <archivist> djdelorie, but your is big!
[11:04:32] <djdelorie> archivist: it's big for a home machine, small for a commercial one.
[11:04:44] <djdelorie> pink: but how long did it take you to machine the green piece? ;-)
[11:05:33] <pink_vampire> got it
[11:05:53] <djdelorie> and my cnc machine cuts at up to 300 in/min (7600mm/min) so I end up spending more time in cad/cam than running the machine
[11:05:57] <pink_vampire> less then 1$
[11:06:15] <pink_vampire> same here
[11:06:29] <djdelorie> a 3D printer could make the green part for less, and you'd have it the same day, but printing the black piece would be stupid
[11:06:46] <djdelorie> it's all about the right tool for the job :-)
[11:07:03] <jdh> pink_vampire: have you made many gears out of steel?
[11:07:24] <pink_vampire> no, just plastic.
[11:07:51] <pink_vampire> and it was very fast.
[11:07:54] <jdh> do you make your own form cutters?
[11:08:06] <djdelorie> ^^^ that's the tricky part of gear cutting. Or the expensive part
[11:08:18] <pink_vampire> no 1/32" cutter
[11:08:43] <archivist> jdh yes I do sometimes
[11:09:15] <CaptHindsight> FinboySlick: we can sequence DNA in less than a day, if you can print a gene or customize a virus in a day that kills cancer....
[11:09:41] <djdelorie> pink: are you profiling the gear, or form-cutting the teeth?
[11:10:00] <pink_vampire> http://i.imgur.com/paEAjWC.png
[11:10:18] <pink_vampire> just trace it
[11:10:25] <CaptHindsight> FinboySlick: lots of common diseases could be cured easily and quickly
[11:10:29] <djdelorie> ah, that wouldn't work for the outrun gears:
http://www.delorie.com/photos/3d_prints/img_3158.html
[11:11:34] <pink_vampire> look very nice
[11:11:35] <archivist> cant endmill good involute teeth
[11:11:57] <FinboySlick> CaptHindsight: I've read about this not too long ago. It's pretty amazing that this tech is already within the 'amateur' realm.
[11:12:06] <pink_vampire> what is the model of the printer?
[11:12:19] <djdelorie> rostock max
[11:12:35] <ktchk> with the heekscnc I can generate profile of gear using model number and teeth counts.
[11:12:39] <CaptHindsight> not really, I kid about the home version, but you can splice genes at home now
[11:12:50] <jdh> djdelorie: any idea on longevity for the gears?
[11:13:02] <pink_vampire> djdelorie: delta?
[11:13:06] <djdelorie> ktchk: openscad has a gear library too, if you're into csg programming :-)
[11:13:24] <djdelorie> jdh: dunno, but the original nylon ones were in crubmly bits at the bottom of the cabinet
[11:13:27] <CaptHindsight> FinboySlick:
http://www.gizmag.com/home-crispr-gene-editing-kit/40362/
[11:13:48] <djdelorie> pink: yes. Deltas are cool, and typically faster, with bigger build areas
[11:13:50] <FinboySlick> CaptHindsight: in 20 years, we'll be like those Prometeus big guys.
[11:14:02] <djdelorie> for the same $$ and effort, that is
[11:14:04] <FinboySlick> Hopefully not as bald though.
[11:14:19] <CaptHindsight> FinboySlick: in a few years you could have a DNA sequencer at home that works like blood glucose meter
[11:15:00] <djdelorie> Capt: the big advance would be a home DNA *changer* kit, although the fear factor is way up there too
[11:15:21] <CaptHindsight> FinboySlick: but it would most likely be at the doctors lab
[11:15:26] <ktchk> opencad is using the same open library as heekcad
[11:15:32] <CaptHindsight> djdelorie: people are too stupid
[11:15:44] <djdelorie> Capt: hence the fear factor :-)
[11:16:01] <CaptHindsight> they can't have a home DNA changer any more than a flying car
[11:17:20] <djdelorie> we don't have flying cars, but we have drones... maybe DNA science will lead to some other home use we can't yet imagine
[11:17:37] <archivist> flying car does exist
[11:17:57] <archivist> 2 or 3 been made
[11:18:07] <djdelorie> vs 2-3 million drones? ;-)
[11:18:25] <archivist> pfft minor difference
[11:18:32] <CaptHindsight> quantity has nothing to do with it
[11:18:34] <djdelorie> by now, more human-scale drones have been built than the original flying cars, I bet
[11:19:06] <archivist> er only one human scale drone I know of
[11:19:09] <CaptHindsight> why is this channel suddenly attracting the spill over from #repcrap?
[11:19:33] <djdelorie> because linuxcnc can drive reprap printers?
[11:20:53] * djdelorie has been around here since 2012 when I started my cnc build...
[11:22:10] <djdelorie> why is this channel suddenly prejudiced against certain types of cnc machines?
[11:22:17] <CaptHindsight> djdelorie: do you notice any difference between the knowledge and experience offered by several in this channel vs just spewing out nonsense about extruding thermoplastics?
[11:23:13] <CaptHindsight> it's more prejudice against ignorance combined with arrogance
[11:23:28] <CaptHindsight> it's not even prejudice
[11:23:31] <djdelorie> You mean like your suggestion I use a 2000 lb extrusion machine instead of a 1 oz extrusion nozzle?
[11:23:46] <CaptHindsight> whoosh
[11:23:47] <djdelorie> "very helpful"
[11:24:08] <djdelorie> not everone is in your field, or has your knowledge, that doesn't mean that everyone besides you is an idiot
[11:24:12] <CaptHindsight> sorry the suggestion went way over your head
[11:24:26] <CaptHindsight> it's about a closed loop extruder vs open
[11:24:26] <djdelorie> No, I got it. You know more than I do, so I should shut up, right?
[11:24:39] <CaptHindsight> not me
[11:24:57] <djdelorie> and my 3D printer isn't a "real" machine so I shouldn't talk about it in a forum with "real" machines?
[11:25:00] <CaptHindsight> have you ever thought of listening and learning?
[11:25:17] <CaptHindsight> asking questions
[11:25:32] <archivist> CaptHindsight, you are biting the wrong person
[11:25:48] <archivist> look in the mirror
[11:27:46] <zeeshan> =]
[11:27:56] <ktchk> gears anyone?
[11:28:07] <CaptHindsight> no biting
[11:29:09] <CaptHindsight> is it a generation that had every poop extruded placed into a glass jar and praised for it's perfection?
[11:29:35] <CaptHindsight> or are we seeing the effects of autism spread?
[11:29:48] <djdelorie> ha! back in my day, we were lucky to have glass jars. And poop.
[11:31:59] <CaptHindsight> one group has a chance to be helped
[11:33:24] <alex4nder> CaptHindsight: it's cool.. all of the CNC gluegun zealots I know have finally seen the light
[11:35:26] <djdelorie> my machine only prints in plastic, not glue...
[11:35:39] <alex4nder> djdelorie: it could be tooth paste,.. it's all the same
[11:36:49] <djdelorie> alex4nder: it's not about that, it's about respecting what other people are doing with what they have
[11:37:34] <alex4nder> djdelorie: that's a complicated perspective. none of the people I know into FDM lack means.
[11:37:35] <djdelorie> it may seem like a toy to you, but it's a cnc machine to me, and it does what I need
[11:37:55] <djdelorie> I don't lack means either, I just have different priorities
[11:38:06] <alex4nder> yah, which is why it's complicated
[11:38:36] <alex4nder> personally, the people I know with FDM machines spend more time on setup, and dealing with busted prints with flimsy materials, than I could stomach
[11:38:49] <djdelorie> sure, it's not in the same category as my southbend or bridgeport, but it's still a tool
[11:39:04] <djdelorie> ha! reminds me of all the time I spent getting the southbend up and running...
[11:39:22] <djdelorie> and I still spend way too much time in cam for the cnc router
[11:39:41] <djdelorie> but the printer? I'm past that, it's gotten to the print-and-forget stage now.
[11:39:52] <cradek> djdelorie: I don't understand why there's all this negativity, and I appreciate how you are handling it
[11:40:20] <djdelorie> we have a saying in our local woodworking guild: "You don't have to be an expert, you just have to know more than your audience."
[11:40:33] <alex4nder> hah
[11:41:01] <djdelorie> cradek: a couple of decades running a mailing list, you grow really thick skin
[11:42:03] <alex4nder> it's better this way.. if it weren't for FDM hate, you'd start getting big/little mill wars
[11:42:22] <djdelorie> haters gotta hate?
[11:42:25] <alex4nder> and then box ways vs. linear bearings fights
[11:42:41] <alex4nder> metric vs. imperial
[11:42:43] <djdelorie> and then buy-vs-wait ? (ok, cheap shot)
[11:42:44] <alex4nder> etc.
[11:43:00] <cradek> we all need hugs
[11:43:02] <alex4nder> yah
[11:43:05] <djdelorie> heh. metric has invaded all my machines
[11:43:24] <djdelorie> the 3d printer is metric by default, so all my cad is in metric, and these gears are all metric
[11:43:37] <djdelorie> and the southbend upgrades were all for doing metric threads
[11:43:49] <djdelorie> yet pcb work is all in milli-inches
[11:45:06] <alex4nder> fusion360 has gotten good at mixed units
[11:45:25] <alex4nder> it's actually pleasant to use
[11:45:38] <djdelorie> metric drill bits are still harder to find than inch, as well as metric involute cutters
[11:45:48] * djdelorie could use a metric tape measure too
[11:46:18] <djdelorie> if only fusion worked on linux....
[11:46:34] <djdelorie> although I did realize I could go from openscad to fusion to linuxcnc :-)
[11:46:54] <alex4nder> it works well on OS X.. I wonder what their porting overhead would look like
[11:47:01] <alex4nder> probably too massive
[11:47:17] <djdelorie> I did give them some feedback asking them to at least support WINE
[11:47:45] <djdelorie> as soon as I find time to upgrade my fedora box I'll see if it runs in a VM
[11:47:58] <djdelorie> meanwhile, I use my laptop
[11:48:28] <djdelorie> wanted to use heekscad but it won't work on my particular fedora version (crashes with my design, don't know why)
[11:48:50] <djdelorie> what would be cool is a parametric cam library for openscad :-)
[11:49:36] <djdelorie> (yes, I know about opencam/camotics, didn't work)
[11:51:30] <frisjean> can we speak french?
[11:51:44] <djdelorie> depends, have you been practicing?
[11:51:48] <djdelorie> ;-)
[11:52:13] <djdelorie> (English is the native language here, don't know how many of us are French speakers)
[11:52:50] <frisjean> it is possible to install linux 2.7 on ubuntu 16.04?
[11:53:40] <ktchk> heekscad debian 8 and comply with google-code
[11:54:08] <frisjean> (linux CNC 2-7-wheezy.iso)
[11:54:29] <ktchk> ubuntu does not have patch RTAI kernel any more Use debian 7
[11:54:43] <pcw_home> thers someone on the forum running Ubuntu 16.04
[11:55:28] <frisjean> ok doesn't
[11:55:30] <djdelorie> ktchk: I work for Red Hat, so I use Fedora despite any additional effort required ;-)
[11:55:41] <enleth> ktchk: it's still *possible* then, you'd just have to build a custom kernel
[11:56:09] <ktchk> patch the kernel with realtime RTAI
[11:56:59] <frisjean> how to patch!
[11:57:15] <enleth> frisjean: generally the answer to "is $SOMETHING possible under $WHATEVER_LINUX" is "yes" most of the time, it's the effort required that changes. A better question to ask would be - is it *easy* to do so?
[11:57:19] <pcw_home> Depending on your hardware, you may be better off with Preempt-RT
[11:57:28] <ktchk> lots of work, why not use debian 7
[11:57:51] <pcw_home> because it wont work with moder hardware
[11:57:57] <pcw_home> modern
[11:58:00] <enleth> frisjean: in which case the answer is: it's only easy if building custom patched kernels is easy for you.
[11:58:26] <ktchk> linuxcnc.org have a ready iso for debian and linuxcnc 2.7
[11:58:34] <CaptHindsight> building RTAI is no simple task
[11:58:46] <pcw_home> RTAI kernels are hard to make. Preempt-RT pretty trivial
[11:59:10] <djdelorie> one reason to dedicate a pc to the machine - you can install whatever "just works" :-)
[11:59:28] <pcw_home> frisjean: what (PC) hardware do you have?
[12:00:31] <frisjean> system 32 on tour acer 6200 2T-16g ram 64 bits
[12:00:48] <ktchk> forget 64bits
[12:00:54] <frisjean> I know
[12:01:09] <CaptHindsight> laptop?
[12:01:10] <pcw_home> If you just want to get LinuxCNC running, use the Wheezy ISO
[12:01:12] <pcw_home> If you must have Ubuntu 16.04, you will need to futz about
[12:02:46] <frisjean> ktchk: I have a hold laptop
[12:02:52] <MrSunshine> http://s33.postimg.org/6mpl0ey3z/13282370_10154208675653648_626426918_o.jpg phew table is finaly in the finaliz,i32ng stages
[12:03:39] <djdelorie> MrSunshine: is that a built-in dust collector?
[12:03:52] <ktchk> most important is the pcmcia parallel port
[12:04:06] <ktchk> you have pcmcia?
[12:04:14] <MrSunshine> djdelorie: vacuum table
[12:04:25] <djdelorie> sweet
[12:04:39] <MrSunshine> had one and it was made from mdf and it changed shape so it started leaking
[12:04:49] <djdelorie> I have a vacuum pump in my shop but haven't adapted it to my cnc yet
[12:04:54] <MrSunshine> so i shuffled a couple of $ into it and got a steel plate and stuff and made it from =)
[12:05:46] <djdelorie> do you find the shop vac produces enough PSI to hold things reliably?
[12:06:09] <MrSunshine> djdelorie: oh yes it does ... but to low flow for the whole table =)
[12:06:16] <MrSunshine> i cant budge that plate if i turn the vacuum on
[12:06:25] <djdelorie> ...and your spindle is between supports instead of cantilevered...
[12:06:40] <MrSunshine> djdelorie: ?
[12:07:06] <djdelorie> it looks like two parallel gantries with the spindle between them
[12:07:18] <djdelorie> instead of the spindle hanging off the side of a single gantry
[12:07:26] <ktchk> not enough air through the shop-vac will kill your motor for long run
[12:07:28] <MrSunshine> djdelorie: yeah .. im fixing to rebuild that ... its quite annoying
[12:07:37] <djdelorie> is it more rigid though?
[12:07:38] <MrSunshine> ktchk: seperate cooling circuit
[12:07:51] <ktchk> shop-vac have it?
[12:07:51] <MrSunshine> djdelorie: dont know ... might be .. its inspired from the mechmate
[12:07:52] <djdelorie> mine is a high cfm venturi system
[12:07:58] <MrSunshine> ktchk: mine has
[12:08:09] <enleth> ktchk: there are shopvacs that can work with no airflow indefinitely
[12:08:19] <archivist> wet/dry vac have separate
[12:08:24] <djdelorie> ktchk: my shopvac has a separate cooler also
[12:09:11] <djdelorie> not as high as a shop vac, of course :-)
[12:13:12] <enleth> ktchk: if you're ever shopping for one, all Festool and Starmix shopvacs will be fine with no airflow, and I think Bosch GAS series also advertised a feature like this
[12:14:03] <cradek> ooh I always wondered about that
[12:14:08] <ktchk> I can shop in china a real vacuum pump. I am in Hong Kong
[12:14:52] <enleth> well if you need a vacuum pump. I hink you can get them anywhere anyway.
[12:15:11] <CaptHindsight> ktchk: the island or kowloon?
[12:15:18] <ktchk> kowloon
[12:15:38] <CaptHindsight> ktchk: can you run to the ladies market for me? :)
[12:15:50] <enleth> but just in case you need a shopvac, get one of the above instead of a glorified trash can hardware stores sell as a shopvac
[12:15:54] <ktchk> what you need?
[12:17:16] <CaptHindsight> ktchk: just kidding but is there a area nearby that sells electronic components? Shen Zhen has the market but I never found one in HK like the cell phone market
[12:18:27] <ktchk> check taobao.com that is what you can get good price, but you have to pay inside china with a chinese bank account
[12:19:41] <ktchk> can get a tb6600 stepper controller only US5 of cause chinese made.
[12:19:49] <CaptHindsight> ktchk: I'm aware same for cecb2b.com and eato.com
[12:20:13] <ktchk> us 5?
[12:23:19] <ktchk> cecb2b.com is for business bulk buying not only one piece.
[12:25:04] <CaptHindsight> yes, I typically need more than 1. But I was looking for an electronics market like
https://www.youtube.com/watch?v=IBMevfUGsHQ on for components in HK
[12:26:27] <ktchk> https://world.tmall.com/item/525560614704.htm?spm=a312a.7700714.0.0.10GhfZ
[12:27:09] <ktchk> you have to pay more because of shipping
[12:30:57] <ktchk> not like that, components is in shen zhen
[12:31:18] <CaptHindsight> probably why I never found one :)
[12:32:26] <CaptHindsight> it's not far by subway
[12:32:50] <CaptHindsight> you just hope the line through customs is short
[12:33:29] <ktchk> along the subway one hour
[12:36:43] <ktchk> look at the 20NM stepper motor I got www.engrave3d.com
[12:59:37] <zeeshan> thjose are monsterous :D
[13:14:20] <djdelorie> ktchk: I'm a firm believer in overkill, but those... wow.
[13:33:28] <FloppyDisk> http://www.engrave3d.com/ I commented on that site.
[13:33:46] <FloppyDisk> Topic of comments was a little bland for my tastes, but to each his own:-)
[13:34:09] <FloppyDisk> ktchk ^
[13:35:09] <FloppyDisk> Still waiting for moderation on that site - hurry up all ready:-)
[13:36:18] <FloppyDisk> Here's my Helping Hand SW's cad model:-)
https://grabcad.com/library/velleman-helping-hands-1
[13:41:22] <gregcnc> Looks good
[14:12:19] <FloppyDisk> helping hand CAD model is for this:
http://imgur.com/gallery/gxOm1XJ/
[14:12:32] <FloppyDisk> thanks gregcnc.
[14:13:01] <FloppyDisk> I need upload the weller soldering station (box, holder thingy, pen/tip).
[14:17:20] <FloppyDisk> http://imgur.com/share/a/5C55U one more pic here in the album...
[14:55:26] <Polymorphism> orly
[14:56:53] <Polymorphism> 678jh-j\
[15:04:39] <Polymorphism> ltaking another look at Xzero machines
[15:04:41] <Polymorphism> more info later
[15:06:30] <Polymorphism> the only results that come up on google now when researching these machines are my own posts and comments and pictures
[15:06:30] <Polymorphism> LOL
[15:06:41] <Polymorphism> not sure if google is tailoring it to me or if I've just done that much research
[15:08:23] <Polymorphism> http://i.imgur.com/zId7SRZ.jpg
[15:08:25] <Polymorphism> mini raptor cuts
[15:08:37] <Polymorphism> https://www.youtube.com/watch?v=E3KcqdbEK90
[15:08:43] <Polymorphism> this guy has lots of videos of the mini raptor cutting aluminum
[15:08:59] <Polymorphism> I still don't quite know enough to judge the quality
[15:09:15] <Polymorphism> it seems to look ok
[15:09:37] <Polymorphism> it does seem to sound a little bit better than the 6040s... maybe?
[15:11:09] <Polymorphism> I read 400 posts today about the omio machine and it got me worried. lots of QC issues
[15:11:13] <Polymorphism> anyway, bbl
[15:11:27] <XXCoder> Pee on it.
[15:11:47] <Polymorphism> what do you think?
[15:11:49] <Polymorphism> of the alum cut
[15:11:52] <Polymorphism> pretty nice?
[15:12:29] <Polymorphism> let me know, I'll see your reply later. afk
[15:16:01] <enleth> Polymorphism: every single machine in your price range is going to have some issues, every single one will make people post angry rants on the internet because something will break for *someone* and every single one of them may crap out on you just because you were unlucky
[15:17:02] <SpeedEvil> that's why machines with actual warranties are three or ten times the price
[15:20:42] <XXCoder> shades od that lathe guy
[15:20:51] <XXCoder> anyone remember that guy? lol
[15:23:03] <enleth> BTW, I had a really weird idea the other day, for a laser plotter capable of working over a very large area while taking a much smaller space when not in use or only cutting small stuff. It would have the Y rails and belt/screw on one side only, with the X axis cantileverd off of it and telescoping
[15:23:14] <enleth> *cantilevered
[15:24:20] <XXCoder> gantry would have to move on its own, no screw
[15:24:30] <XXCoder> probably anyway
[15:25:06] <enleth> that's if you made both axes telescoping, but that would be doubly crazy
[15:25:33] <XXCoder> its possible. do it man
[15:25:35] <XXCoder> heh
[15:25:40] <enleth> I'm not sure if there' any use for a machine like that but I guess it would work
[15:26:05] <XXCoder> would be funny if you figured how
[15:26:24] <XXCoder> "workspace from 1'x1' to 10'x10'!"
[15:26:48] <XXCoder> *requires corner
[15:28:47] <_methods> there are some cantilever plasma tables out there
[15:28:51] <_methods> not very common anymore
[15:29:41] <_methods> http://www.everychina.com/m-plasma-cutter-cantilever
[15:30:07] <enleth> yeah, that's pretty much what I had in mind
[15:30:14] <enleth> guess it wasn't that crazy after all
[15:30:27] <_methods> http://www.esabna.com/us/en/crossbow/
[15:30:32] <enleth> it would work for a laser cutter as well
[15:30:39] <_methods> fiber laser
[15:30:52] <_methods> wouldn't work for a mirror laser too well
[15:30:53] <gregcnc> http://www.openbuilds.com/builds/original-phlatprinter.95/
[15:31:04] <_methods> well a real laser
[15:31:12] <_methods> would probably work just fine for a hobby laser
[15:31:25] <enleth> should be fine under 250W or so
[15:31:31] <_methods> yeah
[15:32:04] <enleth> and that's more than enough for most signane/advertising/publishing work done with lasers, which is what I had in mind
[15:32:08] <_methods> but a fiber laser all day
[15:32:32] <enleth> it's for huge signs and such that you need to cut an oversized sheet from time to time
[15:32:59] <_methods> most waterjets are cantilevered like that
[15:33:00] <enleth> if you need to cut huge things out of thick sheet metal, you're probably just fine with having a huge laser cutter on premises anyway
[15:33:49] <enleth> interesting, I've seen a waterjet firsthand maybe 3 times ever and they were all full gantry
[15:34:00] <_methods> ours is cantilever
[15:34:13] <CaptHindsight> _methods: man they ripped you off :)
[15:34:16] <_methods> haha
[15:34:18] <_methods> indeed
[15:35:07] <enleth> I like the Crossbow design, a nice piece of out-of-the-box thinking
[15:35:15] <_methods> http://www.modernmachinerycompany.com/images/flow/mach2-1.jpg
[15:35:17] <_methods> like that
[15:35:37] <_methods> http://amtechmachine.com/images/flow.JPG
[15:35:41] <gregcnc> easy loading
[15:36:09] <LeelooMinai> Looked smaller on the first picture...
[15:36:21] <CaptHindsight> does it use tap water or only Perrier?
[15:36:22] <_methods> there are still plenty of waterjets that are full gantry
[15:36:38] <_methods> but waterjets are commonly cantilever
[15:37:03] <_methods> perrier all day
[15:37:34] <CaptHindsight> _methods: how thick can the steel be?
[15:37:41] <_methods> 12 inches
[15:37:49] <_methods> well ours is rated to 12 inches
[15:37:53] <_methods> but we've cut 16
[15:38:14] <CaptHindsight> know the ballpark price for it?
[15:38:17] <_methods> you could probably cut up to 24"
[15:38:26] <_methods> i think we paid $175-200k for it
[15:39:07] <enleth> 16 inches steel, just perfect for building tanks
[15:39:35] <_methods> yeah we do a lot of work on MRAPS
[15:39:43] <_methods> cut lots of armor
[15:39:48] <XXCoder> saw machine kind of similiar to that at old place
[15:39:50] <_methods> and bulletproof glass
[15:39:51] <XXCoder> 2 of em
[15:40:00] <_methods> and spall liners
[15:40:10] <XXCoder> smaller of course, surrounded. but inside is same design
[15:43:42] <XXCoder> that machine at engrave3d looks... awkward
[15:44:10] <XXCoder> http://www.engrave3d.com/wp-content/uploads/2016/05/CIMG0527-s-300x225.jpg
[15:45:21] <zeeshan> these custom buttons are starting to be a pain in the ass
[15:45:22] <zeeshan> http://i.imgur.com/cmaDcxv.png
[15:45:31] <zeeshan> since the button isnt round
[15:45:38] <zeeshan> i need to use 3 springs =/
[15:45:47] <enleth> XXCoder: ugh
[15:46:07] <enleth> that's what you get for trying to retrofit a manual bridgeport
[15:46:21] <XXCoder> yeah
[15:46:40] <XXCoder> im sure there is better placements too
[15:46:43] <enleth> I wonder what the twist on the motor mounts is
[15:47:15] <enleth> those rods must be twisting like crazy under load
[15:47:46] <XXCoder> probably why its called ENGRAVE 3d
[15:49:31] <enleth> with prices of actual CNC bridgeports barely higher than manual models it just doesn't make any sense to retrofit a manual
[15:50:17] <_methods> hell i've found cnc versions cheaper than the manuals at most auctions
[15:50:28] <_methods> a lot of people don't want to touch them with older controllers on them
[15:50:55] <mjohnsonsa> hello
[15:51:04] <_methods> alloo
[15:51:05] <enleth> and that's precisely why retrofitters should just buy those
[15:51:09] <mjohnsonsa> I need some help with homing on JA14
[15:51:29] <enleth> they're beefier, already have ballscrews and accomodate motors in the design so they don't stick out in every direction
[15:51:40] <mjohnsonsa> I installed JA14 and now the machine won't home
[15:51:48] <_methods> wtf is ja14
[15:51:51] <mjohnsonsa> I did a fresh config with pncconf
[15:52:15] <mjohnsonsa> Its the Joint Axes build of linuxcnc
[15:52:20] <_methods> oh
[15:52:38] <cradek> I bet pncconf is one of the least updated parts of that branch
[15:52:48] <Cromaglious_> wheeeeee...... just broken a mirror on the laser cutter.. is had a bit of dirt and I cracked it from heat build up...
[15:53:01] <_methods> pop
[15:53:16] <LeelooMinai> "Did you spit on it?"
[15:53:23] <Cromaglious_> new ones on order, delivery Jun 6 to Jun 21st
[15:53:42] <mjohnsonsa> I used pncconf because the configs are different for JA than standard lcnc and I wanted to see what it did
[15:53:54] <mjohnsonsa> its a good starting point to see the syntax
[15:53:56] <enleth> Cromaglious_: now you know - have spares
[15:54:33] <_methods> yeah always good to keep some spare optics on hand
[15:54:35] <_methods> and nozzles
[15:54:47] <_methods> not sure if you can clip nozzles on hobby lasers
[15:54:48] <Cromaglious_> I have a spare machine... I just can't be bothered to fix it today.. Monday I'll do it
[15:55:06] <cradek> mjohnsonsa: the guy primarily working on ja is not here - it might be best to write up what you did, what goes wrong (exactly what errors or wrong behavior do you see) and send that to the devel mailing list
[15:55:21] <Cromaglious_> it's not changing the mirror.... it's the damn 2 hours aiming the blasted thing
[15:55:26] <enleth> _methods: it's a bit of a PITA to replace but you can do that in under 30 minutes or so if you know what you're doing
[15:55:36] <_methods> yeah aligning the laser is always fun
[15:55:38] <cradek> mjohnsonsa: although maybe I should wait until you ask your question before suggesting
[15:55:49] <mjohnsonsa> +cradek: I posted to the forum
[15:56:06] <mjohnsonsa> hopefully they check that as often as the mailing list
[15:56:10] <_methods> heh aligning a real laser can take all day
[15:56:12] <cradek> not sure
[15:56:20] <cradek> I know not everyone does
[15:57:28] <enleth> _methods: at least if you have a real laser, you can afford fancy tooling like those fluorescent target pads that show you where the beam hit
[15:58:09] <enleth> and proper safety goggles to be safe working with all the covers off
[15:59:03] <jdh> goggles are insufficient
[15:59:43] <SpeedEvil> Well - with CO2, it's a totally different hazard
[15:59:49] <SpeedEvil> CO2 has no retinal hazard at all
[15:59:55] <SpeedEvil> only corneal burns
[16:00:16] <SpeedEvil> Well, it technically does have a retinal hazard - but once it's actually burned away the whole eyeball
[16:00:53] <SpeedEvil> near-visible or visible is some orders of magnitude more dangerosu.
[16:06:56] <Deejay> gn8
[16:11:10] <enleth> jdh: when you're aiming, you're using the lowest power setting possible anyway, and that's manageable for good goggles
[16:11:40] <jdh> sure for aiming, not for having all covers off with a 5kw yag
[16:11:50] <enleth> as in, you should be able to see they're being burned/melted away before it gets through, so you can move out of the way or hit the e-stop
[16:12:06] <enleth> jdh: I meant having all the covers off *for* aiming
[16:12:18] <enleth> so you can access all the mirrors and tube mounts
[16:12:33] <jdh> call the vendor, come back when he is done.
[16:12:51] <jdh> or she.
[16:16:30] <enleth> jdh: I don't think we're talking the same price range
[16:24:15] <CaptHindsight> https://youtu.be/gnHMjg3u3mQ?t=1m12s you just have to be clear when the blue circle things light up
[17:42:46] <FloppyDisk> Love that crossbow - what a simple idea... Just need a tank and 5x10-ish platform for materal.
[17:56:27] <LeelooMinai> Is it safe to run an indicator tip over surface plate for measurement?
[17:56:57] <Sync> yes
[17:58:13] <LeelooMinai> A, ok, good - bought a baby surface plate (12x9) for my CNC and thought to use it later to true the z axis.
[18:01:31] <LeelooMinai> O, just had an idea to troll my mom that I orderred a small tombstone for my old dead cat in the backyard...
[18:02:10] <LeelooMinai> She will not believe me and then the postman comes.
[18:06:23] <andypugh> My mum would believe me. But then I have been known to carve tombstones for our pets.
[18:07:05] <Sync> heh
[18:08:44] <LeelooMinai> Eh, couldn't keep my face straight, but initially she believed me - said "No, no, it's illegal to bury pets there"
[18:09:58] <andypugh> Is it illegal to bury pets? We have always buried ours in the garden. And a friend of mine went _this_ overboard:
https://www.facebook.com/photo.php?fbid=10153300562161116&set=pb.705496115.-2207520000.1464302534.&type=3&theater
[18:10:07] <Loetmichel> LeelooMinai: fun fact: in germany it is
[18:10:34] <Loetmichel> you have to bring them to the "tierkörperbeseitigungsanstalt" or to a "pet cementary"
[18:10:36] <andypugh> Is anything actually legal in Germany?
[18:10:44] <Loetmichel> not allowed to put them to rest in the garden
[18:10:49] <LeelooMinai> I am in Canada - I think she could be right, I don't know.
[18:11:28] <LeelooMinai> I wonder how Germen people even txt...
[18:11:35] <Loetmichel> hihi
[18:12:09] <LeelooMinai> Germany - #1 Country With Teenage carpal Tunel Syndrome
[18:22:14] <andypugh> Every signal wired in pink, for maximum confusion :-)
https://picasaweb.google.com/108164504656404380542/Holbrook#6289134118456528994
[18:22:47] <zeeshan> very clean
[18:22:47] <zeeshan> :)
[18:23:04] <zeeshan> where are all the zip tie mounts!
[18:23:58] <BeachBumPete> andypugh Looking good man!
[18:24:05] <andypugh> And the panduit?
[18:24:05] <Sync> ah those cheap encoder wheels
[18:24:29] <andypugh> Sync: Yes
[18:25:07] <Sync> rene-dev has a very seksi one with magnetic detents
[18:25:10] <Sync> feels super nice
[18:25:25] <andypugh> The whole panel is a mock-up to see what works. I am keeping an eye out for better switchgear, though on the mill I have absolutely no complaints about the cheap jogwheel.
[18:26:17] <andypugh> But I probably want to replace the MAME buttons and cheap toggles with Telemecanique or similar.
[18:26:41] <BeachBumPete> that's good to hear... on the Cincinatti I used the factory Cincinatti MPG wheel but on the Standard Modern CNC lathe I will be using most likely a cheapo
[18:26:42] <Sync> yeah they are fine but they feel cheap
[18:26:44] <enleth> andypugh: are the wires actually laced?
[18:27:02] <Sync> I like the moeller hardware andypugh
[18:27:11] <rene-dev> one of these:
http://www.euchner.de/de-de/Produkte/Handbedienger%C3%A4te/Handbedienger%C3%A4t-HBA/HBA-079827
[18:27:19] <andypugh> enleth: Yes, I am a cable-lacing fool :-)
[18:28:02] <enleth> 5 minutes later: you realize you need to swap one of the wires
[18:28:11] <andypugh> Yes. :-)
[18:28:28] <andypugh> enleth:
https://picasaweb.google.com/108164504656404380542/Holbrook#6289136202698936898
[18:28:47] <zeeshan> Sync: we own moeller :D
[18:29:03] <andypugh> Just finished wiring it today, need to lace the left-side of the terminal strip, but the rest is done.
[18:29:42] <zeeshan> andypugh: halp me
[18:29:43] <zeeshan> =/
[18:29:55] <enleth> andypugh: look up cable binding spirals
[18:29:59] <Sync> ye, it is eaton now
[18:30:07] <zeeshan> i feel like im not seeing something when making this button
[18:30:08] <zeeshan> =/
[18:30:09] <zeeshan> http://i.imgur.com/cmaDcxv.png
[18:30:21] <zeeshan> ive considered coil bind and sprint force
[18:30:25] <zeeshan> *spring force
[18:30:25] <andypugh> Interesting comparision, this is what used to be in the control box, I am not sure that the CNC conversion has that many more wires.
https://picasaweb.google.com/108164504656404380542/Holbrook#6184844527045110050
[18:30:29] <zeeshan> what am i not considering?!
[18:30:54] <zeeshan> thats a lot of transformers
[18:31:00] <zeeshan> oh theyre contactors
[18:31:31] <enleth> andypugh: if you size those binding spirals properly for a bundle, it will actually stiffen up and keep the shape you bend it to even when the wires are quite springy without it.
[18:31:35] <andypugh> zeeshan: One trasnformer, a lot of Selenium rectifiers. You can fit a modern PC in the space of one 1968 bridge rectifier.
[18:31:43] <zeeshan> hehe
[18:32:06] <LeelooMinai> I imagine when one shuts those doors with force all the components tun into a pile of rust.
[18:32:19] <Tom_itx> zeeshan why not one large spring around the button?
[18:32:29] <zeeshan> Tom_itx: i cant fit a standard one there
[18:32:39] <zeeshan> and it doesnt stop it from tipping
[18:32:40] <Tom_itx> make a tringular spring
[18:32:44] <zeeshan> no
[18:32:47] <enleth> andypugh: BTW, do you still have the terminal strip from that control box? The one on the right
[18:32:52] <Tom_itx> 3 leaf springs
[18:32:54] <zeeshan> whats wrong with what i have
[18:33:02] <Tom_itx> i just wanna argue with you a bit
[18:33:02] <andypugh> enleth: Yes, why?
[18:33:02] <zeeshan> im trying to use standard parts..
[18:33:05] <zeeshan> lol
[18:33:16] <zeeshan> right now the button works with no spring
[18:33:18] <zeeshan> but its flimsy
[18:33:29] <zeeshan> cause of tolerance required to stop it from not being accidently pressed
[18:33:31] <Tom_itx> is there a lip on the center part to keep it under the outer flange?
[18:33:32] <enleth> andypugh: did you keep it inside or take it out?
[18:33:33] <andypugh> zeeshan: Put a tact-switch at each corner, wired in series?
[18:33:56] <zeeshan> andypugh: no room
[18:34:11] <Sync> there are teenytiny switches
[18:34:18] <andypugh> enleth: I kept the DIN-rail and replaced the 2.5mm terminals with 1.5mm ones.
[18:34:33] <enleth> andypugh: those terminals look exactly like the ones in my Bridgeport. Also assembled in the UK and probably around the same period.
[18:34:53] <enleth> andypugh: was the rail a normal "top hat" style or a G-shape?
[18:35:04] <zeeshan> Tom_itx:
http://i.imgur.com/ICnTEGz.png
[18:35:05] <andypugh> enleth: Almost certainly by the same company, even. SEW ?
[18:35:09] <zeeshan> its like that from the cross section
[18:35:13] <andypugh> enleth: G-shape
[18:35:31] <JT-Shop> Tom_itx: you around?
[18:36:03] <Tom_itx> very round
[18:36:35] <enleth> andypugh: SEW doesn't ring any bells, but the whole electrical part of my mill is UK-made (except for the Heidenhain control and encoders) and assembled by Textron.
[18:36:38] <zeeshan> i told this guy that a big ass triangle is going to tip
[18:36:41] <zeeshan> in the very beginning of this project
[18:36:45] <enleth> andypugh: do you still have those original terminals?
[18:36:47] <zeeshan> i told him either we can shrink the size of it
[18:36:54] <zeeshan> or add some sort of reinforcement
[18:37:04] <zeeshan> ofcourse he didnt want to shrink it.
[18:37:05] <zeeshan> :/
[18:37:37] <andypugh> enleth: I do, though I might want to give them to the guy who has asked me for the transformer to recover his lathe from a small fire!
[18:38:25] <enleth> andypugh: ah, ok. In case you have any left, I might be interested in some, there's still room left on the rail in my mill.
[18:38:26] <Tom_itx> zeeshan, it should be ok
[18:38:32] <Tom_itx> JT-Shop, what's up?
[18:38:35] <zeeshan> can the spring come out?
[18:38:39] <zeeshan> i cant see how it can
[18:38:39] <andypugh> enleth: Modern, standard, terminal blocks fit the G-shaped rail or the top-hat.
[18:39:04] <enleth> andypugh: I'm not replacing them all, and I'd be happy to keep them uniform
[18:39:10] <Tom_itx> zeeshan make the very bottom of the spring hole small so you can twist the spring into it for a snug fit
[18:39:23] <JT-Shop> avr programming, you can do it in C or assembler does arvdude use either?
[18:39:36] <Tom_itx> avrdude doesn't care
[18:39:39] <JT-Shop> just trying to get some general info
[18:39:50] <JT-Shop> ok
[18:40:05] <JT-Shop> do you use the atmel avr studio?
[18:40:16] <zeeshan> thats a 1/16" diameter hole tom :)
[18:40:24] <zeeshan> already a pain in the butt to make
[18:40:41] <Tom_itx> JT-Shop, both
[18:40:52] <Tom_itx> i have a make file you can use if you wanna use gcc
[18:41:21] <JT-Shop> cool
[18:41:25] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/avr/atmega328/INT0/
[18:41:27] <andypugh> zeeshan: This is a 4.5mm x 2mm switch:
http://uk.rs-online.com/web/p/tactile-switches/9174179/
[18:41:31] <Tom_itx> that one should work with minor mods
[18:41:40] <zeeshan> andypugh: tiny
[18:41:41] <Frank_1> wonder what would've been of us if linux wasnt invented...;)
[18:41:47] <zeeshan> this one is 6x6x4.3mm
[18:41:51] <andypugh> zeeshan: Maybe cheaper than springs too.
[18:42:02] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/avr/atmega328/PCINT0/makefile
[18:42:14] <Tom_itx> JT-Shop, compare those two they should be quite similar
[18:42:15] <Frank_1> those are limits?
[18:42:16] <zeeshan> andypugh: i don't worry about cost, i need to worry about easy for me
[18:42:19] <zeeshan> he deals with the cost :P
[18:42:38] <Tom_itx> JT-Shop, or one of the makefiles in my example files on my how-to page
[18:42:50] <JT-Shop> ok
[18:42:57] <Tom_itx> just change them from atmega168 to atmega328
[18:43:11] <andypugh> zeeshan: This one is probably even better, 3 x 3 (ish)
[18:43:13] <andypugh> http://uk.rs-online.com/web/p/tactile-switches/9173829/
[18:43:15] <Tom_itx> and your target file name etc
[18:44:09] <Frank_1> how are your plasmas going tom
[18:44:48] <Tom_itx> i don't have a plasma cutter
[18:45:17] <Frank_1> really? i thought u made plasma cnc's,
[18:45:22] <Frank_1> routers then?
[18:45:41] <Tom_itx> just a small sherline
[18:46:10] <Tom_itx> JT-Shop, are you switching from the arduino environment?
[18:46:21] <Tom_itx> and ditching the bootloader?
[18:47:07] <Frank_1> maybe i confused your nick with someone elses, :)
[18:47:08] <JT-Shop> yes
[18:47:12] <FloppyDisk> Pentagon still uses floppyDisks for Nuclear launches...
http://www.popsci.com/yes-pentagon-still-uses-floppy-disks-for-nuclear-launches
[18:47:19] <Tom_itx> Frank_1 could be
[18:47:39] <Tom_itx> JT-Shop, you must reset the bootrst and bootsize fuses if you do
[18:47:45] <Tom_itx> be careful when you do this
[18:47:53] <Tom_itx> you can easily brick the chip
[18:47:58] <JT-Shop> I have some bare 328's on the way
[18:48:03] <Tom_itx> ok good
[18:48:14] <Tom_itx> they will be set for isp programming
[18:48:17] <JT-Shop> the ardunio is just a get up and going for show and tell
[18:48:24] <Tom_itx> that breadboard will show you how to wire it up
[18:48:45] <Tom_itx> the wires are all signal labelled
[18:48:54] <Tom_itx> for the programmer
[18:49:34] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/how_to/atmega168/breadboard_basic_side.jpg
[18:52:26] <JT-Shop> what does the fuse do?
[18:52:27] <Tom_itx> JT-Shop, i generally used a txt editor to code since i didn't like the studio environment but i would use studio to do the actual programming
[18:52:43] <JT-Shop> ok
[18:53:17] <Tom_itx> bootrst selects the reset vector
[18:53:32] <Tom_itx> bootsz0..1 sets the boot area size
[18:53:49] <Tom_itx> some bootloaders take more flash than others
[18:53:58] <Tom_itx> so if you need more you can allocate it for that
[18:54:29] <Tom_itx> your chip will come default 1Mhz internal oscillator with ckdiv8 set
[18:54:50] <Tom_itx> so you can use it with no crystal if you want
[18:55:08] <Tom_itx> if you want 8Mhz just clear the ckdiv8 fuse
[18:56:18] <Tom_itx> for that LF would be 0xE2 instead of the default 0x62
[18:56:27] <Tom_itx> you wouldn't need to program HF at all for that
[18:56:50] * JT-Shop takes notes
[18:56:52] <Tom_itx> there are low high and extended fuses
[18:57:09] <Tom_itx> you can program them one at a time
[18:57:36] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/how_to/atmega168/using_avrdude_index.php
[18:57:47] <Tom_itx> various avrdude commands to read or set the fuses etc
[18:58:09] <JT-Shop> yea I've been reading those pages
[18:58:11] <Tom_itx> you would sub your programmer for the one listed
[18:58:47] <Tom_itx> i'm a bit rusty on it. haven't done any programming for quite a while now
[18:59:56] <JT-Shop> the basic application is to have inputs BCD to display messages so input 0 displays message 0 and 0 and 1 displays message 2
[19:00:13] <Tom_itx> i recall something to that effect
[19:00:42] <JT-Shop> I have the oled working with the uno with the 328 chip
[19:00:48] <andypugh> Might be simpler just to use the Arduino environment, and Arduinos.
[19:00:49] <JT-Shop> looks good actually
[19:01:08] <zeeshan> might as well use a raspberry pi then andy!
[19:01:09] <zeeshan> :P
[19:01:10] * zeeshan hides
[19:01:39] <JT-Shop> arduino does have the u8glib which is handy but a bit bloated
[19:01:48] <andypugh> zeeshan: If you can get hold of a Pi-Zero, then maybe. Run a headless HAL on it.
[19:02:05] <Tom_itx> everything about arduino is bloated
[19:02:11] <JT-Shop> lol
[19:02:12] <CaptHindsight> what's the price of the latest RPi?
[19:02:18] <zeeshan> 30
[19:02:19] <andypugh> Massively over-powered, but for £5 who cares?
[19:02:40] <CaptHindsight> zeeshan: CAN $ or USD
[19:02:41] <zeeshan> theres something called orange pi out with little to no support
[19:02:44] <zeeshan> made by the chinese
[19:02:48] <zeeshan> it had a quad core processor!
[19:02:52] <zeeshan> *has
[19:02:54] <Tom_itx> JT-Shop, how much space is left after loading their glib?
[19:03:27] <Tom_itx> you only need to interrogate a couple pins and spit out some strings to the display
[19:03:36] <zeeshan> usd
[19:03:57] <andypugh> CaptHindsight: The Pi-Zero (if you can find one) is about £5
[19:04:00] <CaptHindsight> so $30 + $20 of FPGA and you have a ARM powered Linuxcnc system that supports a high res 30+fps GUI
[19:04:31] <CaptHindsight> andypugh: does it have SPI and HDMI?
[19:04:46] <zeeshan> i like the pi
[19:04:51] <zeeshan> but its not definitely a replacement for a real computer
[19:04:56] <Tom_itx> i like pie
[19:05:00] <zeeshan> theres a lot of bullshit to deal wit
[19:05:09] <zeeshan> you'd think you could do real time video streaming
[19:05:12] <zeeshan> think again :P
[19:05:14] <andypugh> CaptHindsight: I think so
[19:05:19] <JT-Shop> Tom_itx: it's so big it won't load on a 168
[19:05:39] <Tom_itx> you should have room for it all on the 328 though
[19:05:42] <CaptHindsight> andypugh: it does
[19:05:52] <JT-Shop> yea the 328 has the room
[19:06:01] <CaptHindsight> do they post kernel source so you can build RT?
[19:06:03] <zeeshan> question for you guys
[19:06:09] <zeeshan> have you guys looked into custom drill cycles
[19:06:18] <Tom_itx> rewriting the glib might be quite a task for you
[19:06:38] <andypugh> CaptHindsight: You could also consider a 7i76 board with a socket to take the Pi Compute module:
https://thepihut.com/products/raspberry-pi-compute-module?variant=13930089028
[19:06:39] <zeeshan> say im drilling a hole in some wood, 3" deep. i want to be aggressive till 2.75"
[19:06:45] <zeeshan> but then change the feed at the last .25
[19:06:53] <JT-Shop> I wonder if there is a C lib for oled's?
[19:06:59] <zeeshan> or another example is i want to chip break for the first 1" and then swap to pecking after
[19:07:06] <zeeshan> whats an easy way to do this? :P
[19:07:06] <andypugh> zeeshan: Do it as two drill canned-cycles?
[19:07:07] <Tom_itx> i dunno, someone may have come up with one by now
[19:07:12] <JT-Shop> g code?
[19:07:35] <zeeshan> andypugh: if i try to do 2 seperate canned cycles, it seems to retract all the way
[19:07:40] <JT-Shop> doing the avr thing is just can I do it lol
[19:07:42] <zeeshan> went it should be swapping
[19:07:44] <Tom_itx> https://www.youtube.com/watch?v=IDhnhCp61Ao
[19:07:49] <zeeshan> then it starts the cycle
[19:07:53] <andypugh> zeeshan: You need to change the retract height
[19:08:02] <JT-Shop> zeeshan: just use straight g cod
[19:08:03] <JT-Shop> e
[19:08:26] <enleth> andypugh: do you happen to know any European equivalents of Evapo-Rust?
[19:08:33] <Tom_itx> https://hallard.me/driving-oled-lcd/
[19:08:34] <enleth> (or anyone else in EU ^)
[19:08:37] <Tom_itx> JT-Shop^^
[19:08:39] <Tom_itx> maybe
[19:08:48] <JT-Shop> cool
[19:09:18] <andypugh> enleth: What does it do?
https://www.youtube.com/watch?v=CLaBFkeHG0A
[19:10:40] <enleth> andypugh: you dunk rusty stuff in it, pull it out the next day and it's shiny and nice almost like new even before rinsing or brushing
[19:11:08] <zeeshan> andypugh: thanks that worked :P
[19:11:11] <enleth> doesn't turn stuff black like most rust "removers" that are acutally harder to remove themselves afterwards than the rust was
[19:11:27] <Tom_itx> http://www.dgkelectronics.com/library-for-controlling-ssd1306-based-oled-displays/
[19:11:30] <Tom_itx> JT-Shop,
[19:11:34] <Tom_itx> maybe another one
[19:11:39] <andypugh> enleth: I use molasses. Though it takes weeks, it’s weeks of no effort.
[19:12:15] <enleth> Molasses. Slow. Heh. Heh. Heh. Who would have guessed?
[19:12:16] <JT-Shop> thanks
[19:12:25] <Tom_itx> https://tinusaur.org/2014/08/29/c-library-for-attiny85-to-work-with-ssd1306-controlled-oled-display/
[19:12:27] <JT-Shop> time to put my chef hat on
[19:12:28] <Tom_itx> yet one more
[19:12:35] <Tom_itx> for the tiny85
[19:12:40] <CaptHindsight> andypugh: as much as I hate broadcon, one could make a daughtercard with fpga for $30 to drive 5-6 axis of steppers
[19:12:42] <Tom_itx> should convert pretty easy
[19:13:16] <andypugh> enleth: Molasses examples half-way down this page:
http://bodgesoc.blogspot.co.uk/2014/04/1921-ner-car.html
[19:13:25] <enleth> andypugh: I'll keep looking then. Abom97 posted a video of this stuff working in SNS 114 and what I saw there beats waiting weeks.
[19:13:32] <JT-Shop> same oled, 4 wire
[19:13:46] <Tom_itx> there you go
[19:14:05] <CaptHindsight> this would be lower cost than any x86 solution
[19:14:05] <zeeshan> enleth: evaporust works really well
[19:14:08] <zeeshan> ive used it too
[19:14:24] <Tom_itx> these damn tire pressure sensors nearly cost more than the tires i had to get
[19:14:28] <zeeshan> ive put some horrendously rusted tools in there
[19:14:29] <JT-Shop> off to the cocina
[19:14:29] <CaptHindsight> and with full speed HD res for the GUI
[19:14:33] <zeeshan> they came out looking pretty damn new
[19:14:43] <Tom_itx> all because their batteries die
[19:14:43] <enleth> zeeshan: yeah, but it's hard to get over here. I found exactly one importer who sells bulk jugs
[19:14:59] <zeeshan> where are you
[19:15:22] <enleth> zeeshan: the price isn't too bad, actually, but I'm curious if there are any EU-made equivalents
[19:15:25] <enleth> zeeshan: Poland
[19:15:29] <andypugh> enleth:
http://jenolite.net
[19:17:10] <enleth> andypugh: huh, it's actually more expensive than ER imported from the US
[19:17:16] <zeeshan> haha
[19:36:42] <Frank_1> guys whats gpio
[19:36:52] <Frank_1> general purpouse i/o?�
[19:36:57] <Frank_1> :D
[19:37:33] <LeelooMinai> Yes, just pins on ic tht can be used to send or receive signals (digital) - depending on how you configure them
[19:38:00] <Frank_1> like limits, e stop, etc..
[19:38:03] <Frank_1> thanks
[19:38:54] <LeelooMinai> Yes, mostly switch-like. If you want something more like continuous values, you would look for "analog inputs/outputs"
[19:39:04] <LeelooMinai> Or ADC/DAC
[19:41:54] <Frank_1> im just searching for a good combo of the 5i25
[19:41:57] <Frank_1> card
[19:42:27] <LeelooMinai> FOr my CNC, steppers, I have 7i76
[19:42:45] <LeelooMinai> I think there's a version for servos too.
[19:42:52] <Frank_1> i was reading that one, looks cool
[19:43:09] <Frank_1> i think the same card can do servos that receive step dir
[19:43:21] <Frank_1> (manual quoting)
[19:43:48] <Frank_1> would the 7i76 be able to hold 4 motors + limits etc,?
[19:44:07] <Frank_1> or you have 2 of the 7i76
[19:44:14] <LeelooMinai> If you get pcw_home here, he builds them - so he will know details.
[19:44:42] <LeelooMinai> Limits - yes, there's tons of ios for that there.
[19:44:48] <LeelooMinai> I have 3 steppers, but let me see.
[19:45:44] <Frank_1> its fine, thanks ! ill keep reading
[19:46:47] <LeelooMinai> Yes, up to 4 steppers
[19:48:58] <LeelooMinai> Hes spindle interface too, but I use modbus to control GS2 VFD
[19:49:51] <LeelooMinai> With cheap Chinese little USB <-> RS485 board
[19:50:53] <Frank_1> why not using the card interface for the spindle?
[19:52:08] <LeelooMinai> I forgot my reasons - proibably Modbus gave me more control.
[19:55:15] <Frank_1> hehe
[20:01:02] <dioz> is direct drive better than belt drive?
[20:02:48] <dioz> how are sheer pins designed and tested?
[20:04:09] <dioz> what do the lines on the top of a bolt mean?
[20:04:19] <dioz> what do the numbers mean on the top of a bolt?
[20:05:32] <Tom_itx> google it
[20:05:36] <Tom_itx> figure it out
[20:08:48] <arauchfuss> Things I going to great today, just recapped a scrapped 22" monitor and put it on a vesa swing arm.
[20:09:32] <arauchfuss> Gave up on getting my tiny elo touchscreen to work for the time being.
[20:10:51] <arauchfuss> figured out the spindle control in my hal file, and wired up the enable the direction relays.
[20:12:00] <arauchfuss> Now I just need to figure out to stop the relays from energizing as soon as the computer turns on and then acting correctly once linuxcnc boots up.
[20:12:09] <dioz> so are speed controls for motors and servos expensive?
[20:12:37] <dioz> do people use windshield wiper motors?
[20:13:42] <andypugh> People do use windshield wiper motors yes, typically for wiping windhields :-)
[20:14:24] <andypugh> Using one to control a robot or machine is difficult as they have no position feedback, typically.
[20:18:08] <andypugh> dioz: Numbers on bolt heads are material yield strength in MPa and a ductility at fracture after the dot. (so 12.9 breaks with at most 90% of the original area)
[20:18:54] <dioz> sn't there two way bolts are rated? sheer strength and tensile strength?
[20:19:20] <dioz> and yanks do the lines on the top of the bolts
[20:19:31] <dioz> other people do numbers
[20:19:52] <dioz> 3 lines or 5 lines or whatever
[20:20:12] <djdelorie> Yanks? What do baseball players have to do with it?
[20:21:19] <dioz> is that a bad term?
[20:21:58] <dioz> united states of americans?
[20:22:13] <dioz> can't really call them "americans" cause america is pretty big
[20:22:20] <andypugh> dioz: Yes, shear strength and tensile strength are typically different numbers.
[20:23:40] <_methods> you red coats are so silly
[20:23:42] <andypugh> Anyway, time to sleep. Night all
[20:24:44] <dioz> i can't see direct drive being very good
[20:24:53] <dioz> i could see a lock of backlash with direct drive
[20:25:05] <dioz> just picturing it in my head
[20:25:13] <dioz> plus fine movement would be twitchy as fuck
[20:25:57] <dioz> i've been looking at peavy marts and pricess autos hydrolic sales
[20:26:17] <dioz> hydrolic seems to be more reasonable
[20:26:52] <dioz> i just wonder how fast the pumps are and how fast the cylinders react
[20:30:38] <dioz> so with stepper motors they have a way to determine how much they're turning
[20:30:43] <dioz> could that not be done with timing?
[20:31:21] <dioz> assuming you know how much the motor will turn in x amount of seconds
[20:31:45] <dioz> *shrug*
[20:32:42] <djdelorie> steppers don't provide any feedback, no. Some folks add encoders to steppers for that purpose.
[20:33:41] <dioz> ah. i didn't mean feedback. i just mean they know how far they're moving based on their controller. it says "okay spin 500 points counterclockwise" and the motor does exactly that
[20:34:00] <dioz> with regards to precision
[20:34:39] <djdelorie> normally, yes. A stepper that gets 500 step cycles should move 500 steps. Otherwise steppers would be useless
[20:35:02] <LeelooMinai> Or called "slipper"
[20:35:06] <enleth> but being a stepper, it might lose a step and then you're hosed
[20:35:11] <djdelorie> if a stepper is asked to do something it physically can't, it might lose steps, and you'd never know
[20:35:38] <dioz> well same with hydrolics. if you blow a hose mid operation your machine probably wouldn't know
[20:35:48] <dioz> it would just keep trying to go
[20:35:58] <zeeshan> dioz: wat
[20:36:06] <dioz> unless you develop some kind of way to watch pressure
[20:36:08] <LeelooMinai> You monitor the pressure hopefully...
[20:36:10] <djdelorie> if your actuator requires an encoder anyway, like with servos, you do have some feedback.
[20:36:13] <zeeshan> there is a pressure sensor on critical hydraulkic
[20:36:18] <dioz> and stop the whole process if pressure is lost
[20:36:33] <zeeshan> thats a pretty standard thing =P
[20:36:49] <dioz> oh yah on commercial rigs i imagine
[20:36:52] * djdelorie assumes *any* kind of motor, other than a stepper, would require an external feedback loop
[20:37:20] <zeeshan> im not sure why people think adding encoders to steppers is usless
[20:37:26] <zeeshan> i'd do it just to monitor ferror
[20:37:34] <dioz> price
[20:37:51] <djdelorie> not useless, just harder to justify. Crank up the amps, rarely lose steps, why spend the money?
[20:38:05] <zeeshan> another thing i always wondered was..
[20:38:23] <zeeshan> when you lose steps, does something unique happen to the current/voltage profile
[20:38:30] <zeeshan> maybe that could be used to detect a step loss?
[20:38:36] <dioz> i'm wondring about size is what i'm wondering baout
[20:38:47] <zeeshan> LeelooMinai: you have a scope
[20:38:49] <zeeshan> check for me? :)
[20:38:52] <enleth> zeeshan: very expensive industrial stepper drives sometimes can do this
[20:38:54] <dioz> it would be nice to setup a plasma cutter and blank out sheet metal
[20:38:59] <LeelooMinai> Chibese to the rescue? :)
http://www.aliexpress.com/item/AB-Two-phase-5-24V-400-Pulses-Incremental-Optical-Rotary-Encoder/32258485761.html
[20:39:20] <djdelorie> I wouldn't expect anything to be easily detectable; you'd have to detect it during that pulse as there's no difference to say you're "off by a step" after the fact
[20:39:36] <enleth> zeeshan: just like some modern servo drives can handle velocity mode without a tacho
[20:39:42] <LeelooMinai> zeeshan: Ok, but you pay for the 500km length probes...
[20:39:48] <djdelorie> also, if you're adding an encoder, I would think adding a DRO style encoder would make more sense - it removes backlash from the equation
[20:39:52] <zeeshan> LeelooMinai: dont you have steppers
[20:39:54] <zeeshan> test :D
[20:40:07] <zeeshan> ps i'm only 50 km from waterloo
[20:40:32] <LeelooMinai> Well, you see, so I was close - only one order of magnitude error.
[20:40:39] <zeeshan> hah
[20:41:22] <LeelooMinai> Hmm, I think instead of spendig money on encoders for steppers I would rather put something on spindle.
[20:41:36] <LeelooMinai> Seems more sensible/important.
[20:41:46] <enleth> zeeshan: but you need a serious DSP and a lot of heavy math to pull this off
[20:41:49] <dioz> spindle?
[20:42:01] <LeelooMinai> dioz: I mean to have real RPM of the spindle.
[20:42:07] <dioz> DSP?
[20:42:18] <LeelooMinai> A man of questions he is:)
[20:42:31] <djdelorie> dsp = dog saliva protector
[20:42:37] <arauchfuss> okay weird my mesa 5i25 has pins 1 and 17 high by default.
[20:42:44] <LeelooMinai> DSP = Do Search Please
[20:43:18] <arauchfuss> do I need to figure out bit files to change their defaults?
[20:46:03] <enleth> arauchfuss: actually all I/O should be idle-high by default
[20:46:18] <LeelooMinai> I wish Mesa included schematics - if not for the whole PCBS, at least for the pins, etc. - showing what pull-ups/downs are used and where, etc.
[20:46:54] <dioz> nice pins
[20:47:36] <enleth> LeelooMinai: it's all there in the manual
[20:47:49] <dioz> i'm hanging 24" high velocity duct 40 feet in the air. can i make a machine to automate that process for me?
[20:47:51] <enleth> LeelooMinai: all I/O is buffered and has 3.3k pullup resistors
[20:47:52] <LeelooMinai> Schematics?
[20:48:09] <enleth> LeelooMinai: what kind of information other than that do you need?
[20:48:33] <enleth> You can look up the part number of the buffer chip if you're very curious
[20:48:44] <LeelooMinai> Right, well, but one has to search through paragrpahs, etc. and not everything always is clear - a simple schematic would clear everything up.
[20:49:11] <enleth> 5i25/6i25 manual is 19 pages long, including the title page and TOC
[20:49:23] <enleth> you can read it word by word in half an hour
[20:49:24] <LeelooMinai> Well, then imagine if EE people did not use schematics, but descriptions...
[20:49:46] <enleth> then you can mark interesting parts out with a highlighting marker
[20:49:56] <arauchfuss> enleth: yep just found the start i/o section.
[20:49:59] <enleth> after the third time you reference them, you just remember them
[20:50:00] <LeelooMinai> Sometimes you want to just have a glance at the schamettic and see everything in context.
[20:50:01] <arauchfuss> must have missed it
[20:50:28] <enleth> LeelooMinai: while I'm all for open hardware, I don't think it's necessary here. The board is actually dead simple.
[20:50:39] <enleth> A schematic for 7i76/7i77 would be more interesting
[20:51:19] <enleth> that's where it's actually important how the I/O works at a low level
[20:51:27] <LeelooMinai> Well, I wrote specifically that it doesn't even need to be complete schematic - just the external parts that user will be interested in could be drawn and the rest could be a block diagram or whatever.
[20:51:48] <dioz> oh yah well my cylinder head she's a 3-1/2 in. Bore x 18 in. stroke
[20:52:04] <enleth> ok, that might make sense for the I/O daughter boards
[20:52:05] <dioz> is that how people talk?
[20:52:08] <arauchfuss> okay, back to the drawing board, as I sure as hell don't want my spindle enable relay to be enabled until linuxcnc is launched
[20:52:35] <enleth> arauchfuss: yeah, there's a note in the manual that whatever you control with mesa, should be active-low
[20:52:52] <enleth> arauchfuss: or just add an inverting buffer inbetween
[20:55:29] <enleth> arauchfuss: *or* get a mesa daughterboard, they use sourcing outputs instead
[20:56:42] <zeeshan> enleth: i was just thinking in the shower lol
[20:56:54] <arauchfuss> I already have an MX4660 that does a pretty good job of breaking out both the ports.
[20:56:54] <zeeshan> when a stepper loses stepps, there is a pretty distinct vibration
[20:57:07] <zeeshan> maybe some sort of peizo transducer can be put on
[20:57:12] <enleth> arauchfuss: well then see if it can invert I/O
[20:57:16] <zeeshan> some math to figure out the frequency of the sound
[20:57:17] <zeeshan> ;p
[20:57:22] <zeeshan> sound/vibration
[20:57:27] <LeelooMinai> THere's also something called back-EMF that can be monitored.
[20:57:34] <zeeshan> LeelooMinai: that too
[20:57:42] <zeeshan> cause you know it's gotta be fairly constant in the forward direction
[20:57:46] <enleth> LeelooMinai: mentioned that before, high-end drives do this
[20:57:51] <zeeshan> so if your ps is 80v, and you get some back emf
[20:57:57] <enleth> But it's a tad expensive and requires DSPs
[20:57:58] <zeeshan> you know itll be < 80v with some tolerance added to it
[20:58:10] <zeeshan> enleth: i dont see why
[20:58:20] <zeeshan> couldnt you just have a threshold for voltage?
[20:58:22] <gregcnc> it's fast
[20:58:29] <LeelooMinai> DSP nowadays is not really that expensive, but sure, extra price.
[20:58:45] <arauchfuss> zeeshan, I actually work with piezo material at work, and was thinking it would be a pretty cool feedback mechanism for cutting.
[20:59:08] <enleth> The measurement input stage, the DSP and all the R&D that goes into the algorithms will be expensive
[20:59:12] <zeeshan> arauchfuss: yes!
[20:59:21] <zeeshan> monitor for chatter and compensate
[20:59:26] <zeeshan> ive seen this on grinding machines
[20:59:33] <zeeshan> chatter/vib monitoring
[21:00:02] <enleth> do they just slightly alter RPMs and feeds until the resonance is gone?
[21:00:03] <arauchfuss> At some point I kinda want to put load cells into the ballscrews for force feedback.
[21:00:26] <dioz> wow
[21:00:29] <zeeshan> enleth: no
[21:00:34] <gregcnc> My Emco mill has steppers. it makes odd noise when stalled. but the axes only stall if something goes horribly wrong.
[21:00:34] <dioz> that all seems so excessive
[21:00:39] <zeeshan> from my understand the response on the linear servos is so good
[21:00:45] <zeeshan> they can compensate by moving the axis
[21:00:49] <zeeshan> *understanding
[21:00:59] <enleth> heh, nice
[21:01:32] <zeeshan> http://www.studer.com/en/products/external-universal/s31.html
[21:01:42] <zeeshan> it was on that machine
[21:01:45] <zeeshan> i think its an addon
[21:02:00] <dioz> can someone tell me how to layout a square 48" x 24" to 24" round duct fixture?
[21:02:03] <zeeshan> i wish i paid attention back then, i didnt care about machining :P
[21:02:15] <dioz> slip and drive. the square to round is on center
[21:02:51] <gregcnc> dioz transition flat pattern
[21:03:02] <dioz> normally i'd need to make a true length triangle and plot lots of point
[21:03:31] <dioz> takes about an hour to make a fitting like that by hand if you have to do all the layout yourself
[21:04:14] <dioz> i'd like to get that down to... 5 minutes?
[21:04:46] <dioz> how about if the round portion is offset two ways
[21:06:34] <gregcnc> I think some of the small industrial emco machines use steppers with encoders. The teach machines just check using an index signal on the screw. So if the index doesn't come after the correct number of steps, it errors
[21:09:24] <enleth> heh, that's actually a very good idea for a low cost error-aware machine
[21:09:43] <enleth> hardly any excuses for not doing this
[21:09:44] <dioz> is it an additional motion?
[21:09:54] <gregcnc> it a just a target on the ballscrew pulley and a prox
[21:11:06] <Polymorphism> zlog
[21:12:50] <dioz> the error systems you guys are talking about are used to verify the process is still going or to verify accuracy of the process?
[21:12:52] <gregcnc> safety paint? www.ebay.com/itm/222122050879
[21:13:07] <gregcnc> 36" bad ways too
[21:17:27] <dioz> the local fab shop takes a week for a fitting pretty much
[21:20:03] <Polymorphism> http://i.imgur.com/zId7SRZ.jpg raptor mini cuts raptor minik cuts
[21:23:06] <dioz> your hands look very soft
[21:28:18] <witnit> it puts the lotion on it's skin
[21:28:35] <FloppyDisk> that lathe is ugly w/ no alibi
[21:30:17] <witnit> this is great if you want your machine to always look filthy OR be blindingly bright
[21:31:39] <witnit> do people ever actually paint their chuck and jaws? :P
[21:35:35] <zeeshan> wtf happened to that lathe
[21:35:52] <arauchfuss> I wonder what mesanet's reason is for having their output default to logic high.
[21:36:10] <zeeshan> arauchfuss: what card
[21:36:40] <arauchfuss> 5i25
[21:36:58] <zeeshan> 7i77 daughter card
[21:37:01] <zeeshan> has sourcing outputs
[21:37:23] <zeeshan> so if you had a solenoid connected to it for example
[21:37:28] <zeeshan> and the power went off, it'd turn off the solenoid
[21:37:31] <zeeshan> which is something youd want
[21:38:07] <dioz> i have painted a drill chuck before. with vertical lines
[21:38:37] <dioz> i've also seen a zip disk explode resulting in shards going into a dudes face in technical school
[21:38:43] <dioz> there was blood all the way down the hall way
[21:39:16] <arauchfuss> Its looking like I will have to basically toss my current driver/breakout.
[21:39:39] <arauchfuss> and move to individual drivers.
[21:45:36] <enleth> You could use a static initialiser to fire off when a Class is loaded, but the problem would be: how do you make this fire off for every class in your jar?
[21:45:39] <enleth> One way would be to make every class extend an abstract base class and put the initialiser in the base class, but that would suck and wouldn't work if you had to extend another class instead.
[21:45:43] <enleth> You could have a hidden variable in each class in your framework that refers to a singleton 'system loader' class. Annoying again since you need to ensure that the code is in every class, but it sould work.
[21:45:47] <enleth> fuuuuck
[21:45:50] <enleth> third time in two days
[21:47:31] <arauchfuss> enleth: I think we need to take away your mouse.
[21:47:35] <enleth> I've got to go back to my usual coffee dosage, lack of it must be giving me twitchy fingers
[21:48:00] <dioz> crack is wack
[21:48:10] <enleth> arauchfuss: the middle button on it is actually damn sensitive, being below the wheel and not the wheel itself
[21:49:37] <enleth> ok, enough is enough
[21:49:42] <enleth> time for /set paste_verify_line_count 1
[21:50:37] <arauchfuss> whee just popped the cover on my existing all in one driver/breakout, at least all of the drivers are separate daughter cards.
[21:51:09] <arauchfuss> So I should be able to avoid re-buying that.
[21:52:12] <enleth> FYI that irssi option does indeed detect pasting of single lines with a linefeed at the end
[21:53:37] <arauchfuss> anyone know what mesanet's current lead time is?
[21:54:01] <arauchfuss> my 5i25 took forever.
[21:54:12] <enleth> depends on the part I think
[21:54:31] <enleth> I only had to wait two weeks in January
[21:56:22] <enleth> I'm actually curious what holds them back so much with the most popular boards - if it's part availability, assembly, or some internal manpower shortages for QA and such
[21:59:23] <arauchfuss> I can't recall anyone ever complaining about their cards, so the QA must be pretty good.
[21:59:28] <enleth> if I had to guess, I'd bet they have the boards assembled by a contractor that couldn't keep up with increasing demand, but don't want to/can't readily switch contractors, which is actually much harder and riskier than it sounds
[22:00:04] <enleth> arauchfuss: that's what I meant - having a limited throughput in QA limits your production if you don't want the quality to slip
[22:01:37] <witnit> jt often has cards on hand and can ship quickly depending on what you need
[22:01:37] <arauchfuss> hell employee changes, cause havoc for QA in a small business
[22:01:43] <witnit> ^
[22:01:49] <witnit> absolutely
[22:01:56] <enleth> but an assembly contractor not keeping up is sort of the usual thing in such situations
[22:02:21] <witnit> these cards have gotten popular quickly :)
[22:02:25] <arauchfuss> I blame tormach.
[22:02:48] <witnit> when I first started, they had many fewer cards and rarely out of stock on any, now its the opposite
[22:02:50] <enleth> moving assembly to a new contractor can take months and first batches might not be up to the requirements
[22:03:32] <enleth> while maintaining two assembly contracts to fill the gap while the new guys figure out the problems might be just too expensive
[22:04:11] <witnit> having just the right people covering all the key things which help the business move along can be so hard to pull off
[22:05:55] <enleth> on a bright side, they're probably not losing too much business over the shortages - it's not line anyone else is selling such boards
[22:06:01] <enleth> *not like
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
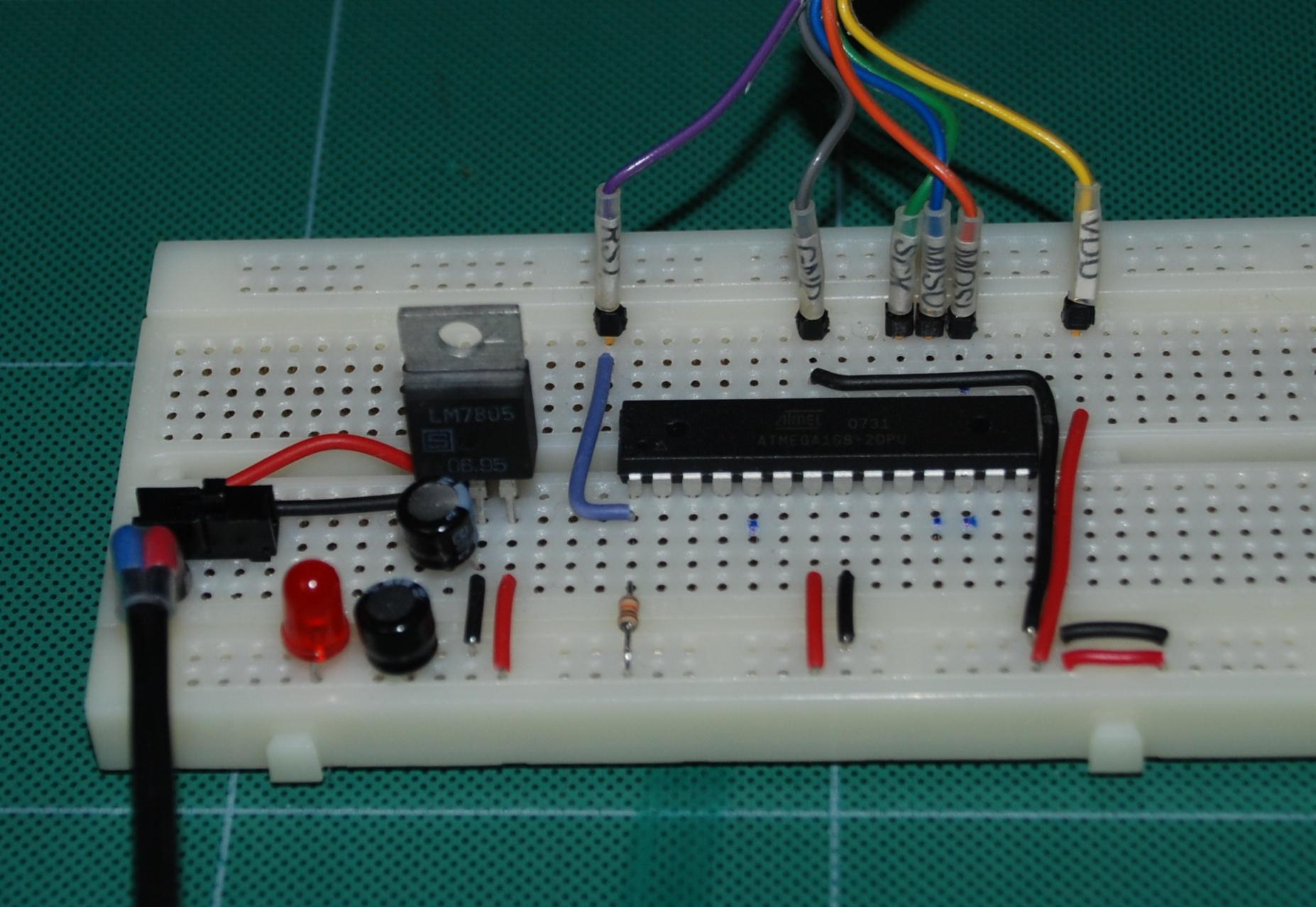{kind=link}