Back
[00:18:27] <FAalbers_> Yay ! Cut my first parts out of plexiglass today ! I'm sooooo proud ! :)
[00:35:08] <zeeshan-shop> that was fun earlier today
[00:35:19] <zeeshan-shop> power went off while the machine was machining a part
[00:35:27] <zeeshan-shop> power came back, homed, restarted program
[00:35:30] <zeeshan-shop> part was not scrapped
[00:35:31] <zeeshan-shop> woohoo
[01:52:49] <Erant> FloppyDisk: If you want a halfway decent Minarik controller btw, Halted is selling some 1.5HP (I think) ones for $35.
[01:53:44] <Erant> I may have just picked up a full VFD setup for my lathe for $80.
[02:17:48] <Deejay> moin
[04:49:34] <XXCoder> zeeshan-shop: nice
[04:49:47] <XXCoder> that happens when you have easy to home machine :)
[05:58:27] <Sync> XXCoder: so should everybody, it only costs you a homing switch
[05:58:48] <XXCoder> I have em, just havent installed. lol
[05:58:59] <XXCoder> though I have easily repeatable method
[05:59:07] <mase-tech> Hey ho peps
[05:59:11] <XXCoder> just power off and move machine to maxamiun extents
[05:59:14] <XXCoder> done
[06:23:03] <XXCoder> Sync: I got some plastic foam stuff
[06:23:18] <XXCoder> I wonder how well it gets cut by my machine lol
[06:36:14] <Sync> depends
[06:36:18] <Sync> XPS usually is not too bad
[06:36:42] <XXCoder> its quite rigid barely flexes at max press
[06:36:50] <XXCoder> cool
[06:43:12] <DaViruz> :i've cut a bit of xps, works great
[06:44:48] <XXCoder> interesting
[06:45:13] <XXCoder> this foam parts is left over after cutting foam inserts to hold large parts
[07:56:13] <MrSunshine> https://scontent-arn2-1.xx.fbcdn.net/v/t35.0-12/13262567_10154190255493648_1742900259_o.jpg?oh=6c7e4c93084b91253e3a903658d2754b&oe=573FCCD5 vacuumtable in the making! =)
[08:01:03] <Tecan> that for pick and place or for holding plexi / wood ?
[08:06:45] <gregcnc> google car safety
https://www.yahoo.com/news/run-down-google-car-could-111200418.html
[08:09:48] <archivist> patently stupid
[08:16:39] <archivist> two failure modes I can think of, one sunlight ageing of the glue, two, while the membrane may rupture it is still in between dork in road and glue
[08:19:23] <archivist> and if it did stick and the dork in the road is wearing his/her birthday suit, even more damage, skinned dork
[08:20:50] <enleth> wasn't torso/head colliding with the engine block the biggest source of lethal injuries in direct pedestrian hits? glue or not, the depicted collision would be lethal, or at best would result in a broken spine
[08:22:17] <enleth> the only working remedy I've ever heard of is what Citroen did - they detect pedestrian collision (sensors in the front bumper) and immediately pop the hood open, including lifting it at the hinges, to increase the distance between it and the engine
[08:22:47] <enleth> being cushioned by a piece of sheet steel might not sound pleasant, but it's better than hitting the engine
[08:25:10] <enleth> oh, the article mentions Jaguar doing the same thing, didn't know about that
[08:26:12] <enleth> anyway, that raised hood trick reportedly reduces injuries to broken/mangled legs while limiting head and spine injury to survivable levels
[08:30:22] <Sync> enleth: everybody does it
[08:30:53] <Sync> the small teeth cars now have are also to better pass pedestrian crash tests
[08:31:13] <gregcnc> teeth?
[08:31:15] <Sync> they are designed to fracture your lower leg to keep stress off of the knee iirc
[08:31:39] <Sync> http://buyersguide.caranddriver.com/media/assets/submodel/6989.jpg
[08:32:04] <Sync> http://www.tc-concepts.de/pictures/original/Audi%20RS6%204G_196_05.jpg
[08:32:22] <gregcnc> so it hits you in the shins
[08:32:30] <Sync> the lip extensions are not there for aero reasons
[08:32:31] <Sync> yeah
[08:33:50] <enleth> Sync: well, that's good to know that this became widespread
[08:34:12] <Sync> not really
[08:34:24] <Sync> it means spending 2k everytime they fire
[08:34:59] <enleth> it means you injured someone instead of killing them if it's your fault
[08:35:35] <Sync> that's ok
[08:37:02] <Sync> that's also the reason why the support structure of hoods is shaped the way it is
[08:37:08] <Sync> http://auto-geil.de/wp-content/gallery/2014-bmw-m4-coupe-f82-austin-yellow/2014-bmw-m4-coupe-f82-austin-yellow-portugal-01.jpg
[08:37:27] <Sync> see the huge space between the two parts
[08:37:39] <Sync> that is due to cushion the head hitting there
[08:38:44] <gregcnc> i don't see any space under that hood
[08:38:55] <Sync> look in the middle
[08:39:00] <Sync> and approximate where the sheets go
[08:39:08] <Sync> there is a ~4cm gap between them
[08:39:20] <Sync> and the top sheet is flimsy as hell
[08:39:43] <gregcnc> in the hood I see
[08:47:33] <enleth> this is also why the classic action movie gag, one guy grabbing another and smashing his face into a car, leaving a face-shaped indentation, would actually work
[08:48:28] <gregcnc> https://www.instagram.com/p/BFkmbCYpZmf/ ATC for a sherline lathe maybe? those are 1/4"IC, 80° inserts
[09:21:30] <Polymorphism> https://www.youtube.com/watch?v=SKXfnkYGj-o
[09:34:26] <Sync> gregcnc: yeah why not, it has been done before
[09:34:38] <Sync> if it actually has pins to locate it is going to work fairly well
[09:42:12] <gregcnc> yes it looks good, he mentioned a pawl
[09:44:06] <Polymorphism> https://www.youtube.com/watch?v=Ur6HzV1stFg
[09:44:08] <Polymorphism> http://blog.protoneer.co.nz/arduino-cnc-shield-v3-00-assembly-guide/
[09:56:09] <maxcnc> hi all from a getting nice weekend start here in Germany
[09:57:11] <maxcnc> Polymorphism: or the ndicided arduino is the last choice for you will not work on your needs
[09:57:34] <maxcnc> its good for 3D printer homemade as step space is .254mm
[09:57:57] <maxcnc> i do 254steps in the same time arduino does one
[09:58:20] <maxcnc> same cost HP5720 26Euros
[09:58:40] <maxcnc> bye till later Stay cool dont break to many bits
[11:30:40] <Loetmichel> *sigh*. got an enthusiastic call today from the car workshop "we checked your engine AGAIN, all is well now, the mechanic took it on the highway: 190kmh tops speed!".. Me: "ok then, try again, it was 230kph before you messed with the engine. Also i told you for the umptiest time: check the Automatic transmission, the torque converter slips. A LOT". Back came a subdued "oh [pause] will do."
[11:30:40] <Loetmichel> One could laugh out loud if it werent to sad. This car is in the shop since mid februrary. for a (a bit more than) slight oil loss of all things...
[11:36:03] <SpeedEvil> sigh
[11:50:33] <zeeshan> http://imgur.com/a/2Wrxb
[11:50:36] <zeeshan> so much fixturing :D
[11:50:43] <zeeshan> and parts :D
[11:52:22] <jdh> dueling vises
[11:57:20] <Sync> zeeshan: nice
[12:00:17] <zeeshan> its funny how th e fixture went from 12x15.375
[12:00:24] <zeeshan> to 2"x14.75
[12:00:46] <zeeshan> if you stare at a problem long enough, the solution seems to come
[12:00:47] <Tom_itx> what's the rounds for?
[12:00:57] <zeeshan> battery tube caps
[12:01:27] <zeeshan> your mean the square with the 3x3 rounds?
[12:02:25] <Tom_itx> it's so...... blue..
[12:02:41] <zeeshan> faking el cheap china led light
[12:02:45] <zeeshan> annoys the hell out of me
[12:02:57] <zeeshan> it was advertised as 4300k
[12:02:59] <Tom_itx> the rounds with the slot..
[12:03:02] <Tom_itx> what are those?
[12:03:02] <zeeshan> its not anywhere close
[12:03:08] <zeeshan> oh
[12:03:10] <zeeshan> battery caps
[12:03:25] <Tom_itx> threaded?
[12:03:27] <zeeshan> yea
[12:03:29] <zeeshan> i didnt do the threading
[12:03:34] <zeeshan> i just did the slotting and round slot
[12:03:44] <zeeshan> the holes and threads were already there
[12:04:17] <zeeshan> tom you like my dual vise setup!!?!?
[12:04:20] <zeeshan> i got that vise for $100!!!
[12:04:27] <zeeshan> and it works great after some cleaning
[12:04:41] <Tom_itx> can't see it that well
[12:04:49] <zeeshan> i was thinking of getting orange vises for a long time, but for 3000 bux, its not worth it to me
[12:05:00] <zeeshan> that 3k can go towards a surface grinder or something else
[12:05:04] <Tom_itx> some are quite expensive
[12:05:12] <djdelorie> 3k buys a lot of spray paint
[12:05:21] <djdelorie> any color you want, even orange
[12:05:28] <zeeshan> they're nice vises, not going to put them down
[12:05:40] <zeeshan> but for someone who uses a vise for soft jaw or just clamping
[12:05:42] <zeeshan> it doesnt make sense
[12:05:46] <Tom_itx> who makes em?
[12:05:55] <zeeshan> my vises?
[12:06:01] <Tom_itx> the 3k one
[12:06:10] <zeeshan> http://www.orangevise.com/
[12:06:24] <zeeshan> i have the gerardi vise
[12:07:02] <Tom_itx> my bud is using some quick change fixturing on a surface plate
[12:07:07] <Tom_itx> not sure what brand
[12:07:18] <zeeshan> thats something id like to do eventually
[12:07:51] <zeeshan> put a 3/4" steel/al plate w/ grid pattern on it
[12:07:55] <zeeshan> and special holes to align the vises
[12:08:13] <Tom_itx> his is a sacrificial aluminum plate
[12:08:26] <Tom_itx> probably 1.5" thick or so
[12:08:44] <zeeshan> http://www.orangevise.com/fixturing
[12:08:55] <zeeshan> i want to put those for quick change fixture
[12:09:11] <Tom_itx> his is similar
[12:10:05] <Tom_itx> can put toe clamps cams etc on it
[12:13:11] <zeeshan> one thing that is weird about both my vises is that the movable jaw sinks down 1.5 thou
[12:13:22] <zeeshan> im wondering if they purposely did this to force the work piece down
[12:13:25] <zeeshan> rather than lift it up
[12:13:41] <Tom_itx> sinks when clamped?
[12:13:43] <zeeshan> yes
[12:13:46] <Tom_itx> hmm
[12:13:58] <zeeshan> it tilts towards the work piece
[12:14:14] * djdelorie thought all vices did that
[12:14:24] <zeeshan> djdelorie: nahh
[12:14:26] <zeeshan> most lift up
[12:14:30] <archivist> lots dont do that (all teh crap ones)
[12:14:32] <Tom_itx> it would make sense in a way
[12:14:46] <zeeshan> i thought it was a defect in the vise, till i measured it on the replacement one
[12:14:49] <zeeshan> which is made by another company
[12:14:58] <zeeshan> its a copy made in canada
[12:15:44] <Sync> zeeshan: measure the fixed jaw
[12:15:52] <zeeshan> fixed jaw doesnt move
[12:16:06] <djdelorie> you *think* it doesn't move
[12:16:16] <zeeshan> i know it doesnt move
[12:16:16] <zeeshan> lol
[12:16:20] <zeeshan> i measured it
[12:16:30] <zeeshan> w/ a 5 tenths indicator
[12:16:40] <zeeshan> everything moves, but not enough to make a difference in this case :P
[12:19:09] <zeeshan> http://www.ebay.ca/itm/Spindle-Force-Test-Gauge-Cat40-Bt40-/262438911948?hash=item3d1a93ffcc:g:oAYAAOSwiYFXHT-D
[12:19:10] <zeeshan> hmm
[12:19:15] <zeeshan> i like this spindle force test gauge
[12:19:18] <zeeshan> i wonder how it works
[12:19:25] <zeeshan> its moving a piston of some sort
[12:19:28] <zeeshan> but im not sure how?!
[12:20:31] <zeeshan> is there a massive spring inside it?
[12:22:20] <Sync> probably not
[12:22:41] <djdelorie> maybe a strain gauge
[12:22:42] <Sync> possibly just a reverse acting cylinder
[12:22:42] <zeeshan> that pull stud has to be moving
[12:22:44] <archivist> some belvilles maybe
[12:23:03] <Sync> psi indicates hydraulics
[12:23:19] <zeeshan> ive seen a concept like this work w/ a piston before
[12:23:28] <Loetmichel> A "stacked shims" type spring i would wager
[12:23:29] <zeeshan> but i dont understand the kinematics
[12:23:30] <archivist> still has to move a bit
[12:23:34] <zeeshan> the pull stud has to move..
[12:23:40] <zeeshan> so the piston moves?
[12:23:44] <zeeshan> but what returns the piston?
[12:23:49] <archivist> spring
[12:23:53] <Loetmichel> the part with the ball on it moves
[12:24:01] <zeeshan> what seals the piston then?
[12:24:06] <zeeshan> (on the pull stud side)
[12:24:38] <archivist> O ring
[12:25:32] <ZATK> what is a good cnc to buy
[12:25:47] <djdelorie> ZATK: it depends on what you need it to do
[12:26:04] <ZATK> I'm interested in cutting metals like aluminium and stainless steel
[12:26:07] <djdelorie> and your budget
[12:26:18] <djdelorie> how big? how fast? how precisely?
[12:26:19] <archivist> and sizes
[12:26:51] <ZATK> 150mm 150mm 75mm
[12:26:59] <ZATK> very precisely
[12:27:02] <djdelorie> decide what you need, eliminate all machines that don't do what you need, choose the cheapest of the remainder
[12:27:08] <archivist> there is no one answer either
[12:27:27] <ZATK> I would like to spend less then $1000
[12:27:48] <ZATK> I don't mind it being slow
[12:28:01] <archivist> very precise and less than 1000 is an oxymoron
[12:28:19] <ZATK> what would be very precise
[12:28:27] <djdelorie> you have to decide that yourself
[12:28:35] <ZATK> like 1 micron?
[12:28:46] <archivist> could be
[12:29:18] <archivist> can you even measure to that level
[12:29:46] <ZATK> I would be only needing 100 microns
[12:29:56] <archivist> rattling fit then
[12:30:10] <maxcnc> hi
[12:30:13] <djdelorie> I bet even my machine could to 100 micron
[12:30:24] <djdelorie> but I doubt it could do stainless
[12:30:42] <ZATK> Can it do aluminium
[12:30:50] <djdelorie> probably but I've never tried
[12:30:50] <archivist> I can measure to about 4 microns maybe
[12:30:58] <djdelorie> I've done copper and fr4
[12:32:38] <ZATK> I need to cut aluminium. What price should I be looking at
[12:33:10] <archivist> zeeshan, btw the gauge itself will be a return spring for the fluid
[12:33:18] <enleth> ZATK: for $1000 you can get milling routers that don't really stand a chance against stainless but will mill aluminum, if a bit slowly. You can also get old used mills that will handle stainless just fine if in a good enough condition, but they weigh a ton and more, so you need some ground level space with a floor that can take such a weight.
[12:34:55] <CaptHindsight> and don't ask us 1,000 more times with 5 different nic's over the next few weeks :)
[12:36:05] <Loetmichel> CaptHindsight: hrhr, i see the "not to be named here" left some impact. does it still burn?
[12:36:50] <ZATK> a ton
[12:37:09] <djdelorie> my bridgeport weighs 2000 lbs and that's without the cnc gear
[12:37:39] <CaptHindsight> Loetmichel: that level of stupid takes practice
[12:37:42] <maxcnc> ZATK: where are you in the world USA Europ ASIA
[12:37:54] <maxcnc> its mutch cheeper to make it yourself
[12:38:03] <Loetmichel> CaptHindsight: i think he is not stupid. just clinically undecided
[12:38:04] <archivist> if you are brave, and have access to machine tools(hacker space) build your own cnc
[12:38:05] <maxcnc> there are so amna kits out
[12:38:05] <ZATK> Canada
[12:38:13] <maxcnc> then im off
[12:38:30] <enleth> ZATK: yes, you can buy very nice machines really cheap but they're old school cast iron mills that will literally weigh a 1-3 tons
[12:38:36] <Loetmichel> (which, if possible is even more annoying than plain stupid)
[12:39:21] <CaptHindsight> Loetmichel: only a troll uses multiple nic's and vpn's to ensure they get their negative attention
[12:39:22] <ZATK> how much did you guys spend on your mills
[12:39:22] <Loetmichel> enleth: only if you can place them on your workshop floor without suddenly having a new "staircase" to the cellar ;-)
[12:39:46] <Loetmichel> ZATK: depends on which one
[12:39:48] <enleth> Loetmichel: I warned him about this too
[12:39:49] <archivist> ZATK, like this as a starting point
http://www.ebay.co.uk/itm/111994010415
[12:40:02] <Loetmichel> anywhere from about 300 eur to about 4keur
[12:40:36] <Loetmichel> mine are mostly selfmade tho
[12:40:49] <Loetmichel> the only one i bought "ready to mill" was the CNC 6040
[12:41:28] <archivist> I got one manual mill free, built the other cnc from scraps and bits of machines within your price range
[12:41:58] <gregcnc> zeeshan
https://www.google.ca/patents/US6533507
[12:41:59] <Loetmichel> enleth: a friend of mine made himself a 1.5 cubic meters fish tank in his living room (in a 400 year old wooden beam structure house)...
[12:42:09] <Loetmichel> he filled it, put the fish in, go to bed
[12:42:20] <Loetmichel> about midnight he heard a loud crash
[12:42:21] <Loetmichel> ...
[12:42:31] <zeeshan> gregcnc: hehehe
[12:42:49] <Loetmichel> and found a 1m by 60cm wide hole in the floor of the living room
[12:43:06] <Loetmichel> the face he made was priceless his wife told me ;)
[12:44:03] <Loetmichel> (not to mentoin a broken fish tank, undercarriage for it and dead fish aside 1.5 tons of water in the cellar ;)
[12:44:13] <ZATK> http://www.ebay.ca/itm/CNC-Router-3020-Desktop-Router-Engraver-Engraving-Drilling-Milling-Machine-/311015576295?hash=item4869f912e7:g:z4kAAOSwX6VTyOnh
[12:44:19] <ZATK> that looks interesting
[12:45:19] <zeeshan> gregcnc: if i take that concept
[12:45:22] <CaptHindsight> ZATK: the danger with those is build quality
[12:45:22] <zeeshan> and combine it with this:
[12:45:27] <zeeshan> http://img.directindustry.com/images_di/photo-m/57988-5379151.jpg
[12:45:31] <zeeshan> ring load cell
[12:45:35] <zeeshan> wouldnt it be pretty easy to implement?
[12:45:57] <zeeshan> so you basically need a pull stud, a hollow cat40 holder and a plunger
[12:46:06] <zeeshan> you pretension it to a known amount
[12:46:19] <CaptHindsight> ZATK:
https://imagebin.ca/v/2aq3eWhTxbGY this one had free floating bearings on the leadscrews
[12:46:32] <zeeshan> lemme just draw it :p
[12:46:39] <enleth> ZATK: first thing, get a feel for the difference between a milling router and a cast iron milling machine. A milling router is always going to lack rigidity for heavy cuts and hard materials. A mill is going to be heavy as hell and huge, but much more capable.
[12:47:18] <ZATK> I
[12:47:30] <ZATK> would only want to buy a router
[12:47:54] <ZATK> I'm not planning on using it very often
[12:47:58] <ZATK> or going fast
[12:48:59] <enleth> ZATK: then you have to buy it new, there's not much of a market for used milling routers. $1000 is not going to get you much. You have to come up with a compromise between work area, price and capabilites.
[12:51:13] <ZATK> I need to cut aluminum
[12:51:34] <ZATK> I can't compromise on that
[12:52:37] <ZATK> are there any good sites that have around the $1000 price rand
[12:52:40] <ZATK> *rang
[12:56:59] <zeeshan> https://www.dropbox.com/s/i161g05girz3g9q/Clamping%20Force%20New.PDF?dl=0
[12:57:07] <zeeshan> gregcnc , archivist ^
[12:57:13] <zeeshan> that would work?!
[12:57:24] <archivist> effin dropbox
[12:58:56] <archivist> if the ring work in the plane you expect
[13:00:18] <archivist> zeeshan,
http://www.omega.co.uk/subsection/load-washers-bolt-load-cells.html?gclid=CKTBjPjV5swCFW8o0wodaaYFNA
[13:00:36] <archivist> what force anyway
[13:00:45] <zeeshan> prolly 6000lb max
[13:01:08] <archivist> I have one nooooo load cell
[13:01:43] <zeeshan> the spec sheet says 2700 lb drawbar force
[13:01:48] <zeeshan> for my spindle
[13:02:30] <gregcnc> that's a lot what taper?
[13:02:49] <zeeshan> cat40
[13:03:03] <zeeshan> my friends #40 is taking 3500lb
[13:03:33] <archivist> bah its only 1t
http://www.hbm.com/de/2709/u2a-zuglast-waegezelle-fuer-fuellstandsmessungen/
[13:05:49] <Sync> zeeshan: easiest would probably be a stack of washers and an indicator as archivist said
[13:06:27] <zeeshan> Sync: technically instead of the ring load cell
[13:06:28] <archivist> harder to calibrate maybe
[13:06:32] <zeeshan> there could be washers/springs there
[13:06:33] <zeeshan> :P
[13:06:41] <zeeshan> then you measure the dial indicator movement
[13:07:02] <zeeshan> but everything is sexy digital?!?!
[13:07:12] <archivist> pfft
[13:07:47] <djdelorie> the 8's and 0's have nice curves, but the 1 is too straight
[13:07:55] <zeeshan> :]
[13:08:05] <archivist> onething with drybollik is you know from piston diameter what the calibration should be
[13:09:36] <Sync> zeeshan: then just get a loadcell with a throughhole
[13:11:18] <zeeshan> okay enough tangent from working :P
[13:11:26] <archivist> movement with a load cell is so small it can probably be ignored
[13:12:32] <gregcnc> who needs springs? www.guhring.com/Tech/GM300TechnicalDocuments/Catalogs/4974 clamp force user manual.pdf
[13:12:55] <zeeshan> 404
[13:13:03] <gregcnc> copy all of it
[13:13:13] <zeeshan> http://www.guhring.com/Tech/GM300TechnicalDocuments/Catalogs/4974
[13:13:19] <zeeshan> oh
[13:13:32] <zeeshan> %20 those spaces!
[13:14:30] <maxcnc> Gn8
[13:15:01] <zeeshan> ribbed for pleasure
[13:15:05] <zeeshan> looks complex.
[13:15:18] <gregcnc> math invovled
[13:15:42] <djdelorie> math, but not spelling :-)
[13:15:55] <gregcnc> fcuk spelling
[13:16:08] <gregcnc> tying to keep up with the young kids
[13:16:19] <gregcnc> i just can't type
[13:16:19] <zeeshan> i still dont see how that works
[13:16:27] <gregcnc> oh sorry
[13:16:35] <zeeshan> the fluid volume is getting larger
[13:16:39] <zeeshan> so youre measuring a drop in pressure?
[13:16:46] <gregcnc> which one
[13:16:48] <zeeshan> 2.1
[13:16:53] <zeeshan> design of pullforce gauge for sk
[13:17:13] <gregcnc> LOL it's an indicator
[13:17:47] <Sync> yeah
[13:17:52] <Sync> it is an indicator
[13:18:21] <gregcnc> measures stretch of the shaft
[13:18:22] <zeeshan> oh
[13:18:24] <zeeshan> its merassureing the
[13:18:25] <zeeshan> haha
[13:18:26] <zeeshan> nice
[13:18:42] <zeeshan> its basically a tensile tester
[13:18:44] <zeeshan> =D
[13:19:34] <archivist> better make that toooob strong enough
[13:19:35] * djdelorie said strain gauge an hour ago...
[13:20:02] <archivist> load cell is 4 strain gauges :)
[13:20:16] <zeeshan> pl / ae
[13:21:03] <zeeshan> i guess the trick is to pl/ae it and also make sure sig = f/a doesn't exceed the yield
[13:21:15] <Sync> yes
[13:21:16] <zeeshan> so you dont yield the damn rod
[13:21:21] <Sync> it is just elastic
[13:21:26] <Sync> which is a neat trick
[13:21:33] <Sync> as you instantly see if you fucked it
[13:21:39] <Sync> if it does not return to zero
[13:21:39] <zeeshan> okay i like this design a lot
[13:21:41] <zeeshan> yes
[13:21:46] <CaptHindsight> what are we measuring?
[13:21:46] <zeeshan> simple and effective
[13:21:59] <archivist> pull stud force
[13:22:01] <zeeshan> CaptHindsight: how much money kickstarter scams have raised
[13:22:27] <djdelorie> CaptHindsight: Polymorphism's effect on group tension
[13:22:32] <CaptHindsight> in fiat money or dreams?
[13:22:42] <Sync> buttcoin
[13:22:47] <zeeshan> rofl
[13:23:14] <CaptHindsight> hate to see the algorithm for those
[13:29:30] <gregcnc> so do you have a lathe to make it zeeshan?
[13:29:36] <zeeshan> gregcnc: hush
[13:29:36] <zeeshan> haha
[13:30:37] <archivist> dont sell working gear till the replacement is a runner
[13:56:31] <Hydrar> Ugh, I've made a guide pin fixture for the mill at work for double sided milling, and then after flipping, it's still offset on the other side, anyone seen anything like this, or just Inventor HSM being crap?
[13:57:21] <Hydrar> There's like a .7mm in positioning in X axis and a small about .20mm in Y, I feel so lost, the fixture measures perfectly
[14:02:13] <_methods> drill walked when putting in the guide pin holes on the part?
[14:03:35] <Hydrar> hm, that *could* be possible, it was drilled using a endmill though
[14:03:51] <_methods> you interpolated the holes?
[14:03:56] <Hydrar> Although it walking away in delrin feels like it shouln't happen :x
[14:04:01] <_methods> or plunged the mill?
[14:04:25] <Hydrar> Helical plunge
[14:04:30] <_methods> hmm
[14:05:00] <_methods> and the holes are not egged and the correct dia?
[14:05:43] <Hydrar> hmm, I don't know if I have anything to measure the holes with, but it feels firm :X
[14:06:06] <_methods> well if their not round that can cause a problem
[14:06:33] <_methods> s/their/they're
[14:06:49] <Hydrar> At least iirc they look perfectly round, I'm not at work at the moment
[14:07:24] <Hydrar> And I did deburr the edges after drilling
[14:08:26] <JT-Shop> buy a brand new camera and the firmware is out of date and over 2 years old...
[14:09:07] <Hydrar> Noice
[14:10:21] <archivist> smartphone cameras ate the digital camera market somewhat
[14:13:50] <CaptHindsight> JT-Shop: any way to update it?
[14:20:03] <JT-Shop> yea, just got finished and it works now when java doesn't crash lol
[14:22:10] <CaptHindsight> they always seem to pick the worst software tools for things like that
[14:22:14] <Hydrar> _methods: Plan for now was to cut two slots, one from above and one from below, both for X and Y axis, and offset the bottom setup with that
[14:22:28] <Hydrar> Just to compensate it in software and get usable parts out of it
[14:23:24] <CaptHindsight> I have a GPS that only connects to Winblows and downloads an entire 1GB image vs just the changes/updates
[14:25:25] <JT-Shop> cleaning the window makes a huge difference
[14:25:35] <JT-Shop> on the squirrel cam
[14:26:08] <CaptHindsight> does it watch squirrels or is it attached to them?
[14:27:20] <JT-Shop> watch for them on the bird feeder
[14:31:24] <witnit> you got motion detection goin on it?
[14:33:59] <witnit> JT-Shop: zoneminder is REALLY cool
http://tinyurl.com/gl7geoy if you arent already aware
[14:34:52] <JT-Shop> you can used that with any wifi camera?
[14:34:59] <witnit> afaik
[14:35:51] <witnit> I had mine watching birds and would take pictures when something came into the frame, you can choose the detection zones and their strength and whatnot
[14:36:15] <Hydrar> Some wifi cameras use stupid proprietary stuff though, it works best with anything that can output jpeg or mjpeg
[14:36:34] <Hydrar> If they haven't changed anything that is
[14:37:09] <CaptHindsight> https://www.youtube.com/watch?v=NL7tbPymrc0 bird feeder vs squirrels
[14:37:24] <witnit> im pretty sure if you can get the stream to something like vlc it can pull it from there, or a desktop view etc
[14:40:03] <_methods> i love zoneminder
[14:40:14] <_methods> you can use it with basically any camera
[14:40:22] <Hydrar> Yeah it can, it just takes way more performance to decode and reencode to h264 again
[14:40:27] <Hydrar> *to jpeg
[14:40:28] <SpeedEvil> I use 'motion'
[14:40:45] <SpeedEvil> though I am using it in still-picture mode - taking 3fps from USB cams
[14:41:03] <Hydrar> Also that squirrel annoyance device needs to be modded with a solenoid valve and a airhorn
[14:41:11] <Hydrar> Instead of the motor
[14:42:10] <_methods> hehe watchin my dog right now on zoneminder
[15:00:40] <Hydrar> _methods: I think I have an idea about my offset, the drilling was done on double sided tape as mounting method... that compresses slightly
[15:00:47] <Hydrar> Could've very well skewed the holes
[15:01:22] <JT-Shop> does zoneminder work on linux?
[15:01:40] <JT-Shop> nevermind
[15:02:22] <Hydrar> JT-Shop, Only
[15:02:41] <zeeshan> hail hydra
[15:02:51] <Hydrar> I'm honestly mildly annoyed having to use windows for any CAM I do at work
[15:07:14] <JT-Shop> wired or wifi cams?
[15:19:14] <LeelooMinai> Hmm, any idea if field io can/should be grounded on the negative side to earth/cnc body?
[15:20:55] <CaptHindsight> depends
[15:21:21] <CaptHindsight> do you want/need the two grounds isolated?
[15:21:39] <LeelooMinai> Asking, because I am attaching my "touch probe" to the spindle, and spindle is earthed, as the whole cnc, so if I put a metal dowell in it and clip an aliigator to it, it will be shorted to the minus of the field ioi.
[15:22:02] <LeelooMinai> Right, now field io is floating since it's powered from a wall wart.
[15:22:39] <LeelooMinai> Well, I don't have specific requirements I believe otherwise.
[15:23:43] <LeelooMinai> Just wondering what would be cons/pros for having field io sharing the same ground with the cnc or not.
[15:25:12] <CaptHindsight> https://sourceforge.net/p/emc/mailman/message/35100694/ recent thread on grounds
[15:25:58] <CaptHindsight> but what you really need to understand is the difference between the grounds
[15:26:14] <CaptHindsight> how ground loops are created and their effects
[15:26:26] <CaptHindsight> how and why isolation is used
[15:27:02] <LeelooMinai> Right, I iunderstand those concepts, just not sure how people commonly wire those.
[15:27:32] <CaptHindsight> it's not a popularity contest, unless you're asking idiots
[15:28:04] <LeelooMinai> To be honest, sometimes I am not sure about that:)
[15:30:10] <CaptHindsight> https://en.wikipedia.org/wiki/Ground_%28electricity%29#Electronics
[15:30:47] <LeelooMinai> "I iunderstand those concepts" <- I meant that...
[15:31:48] <CaptHindsight> do you if you're asking or is this a poll?
[15:32:01] <CaptHindsight> https://en.wikipedia.org/wiki/Ground_loop_%28electricity%29
[15:32:57] <CaptHindsight> I'm a terrible mind reader so for me to be of any help I'd need to see an electrical drawing of the setup
[15:32:58] <LeelooMinai> CaptHindsight: Listen, if I wanted to ask what a ground is, I would ask on #eelectronics or similar channel. I asked here on a specific case of field io treatment with CNCs. Is it really that difficult to give some general info on this?
[15:34:05] <_methods> JT-Shop: i have both wired and wifi cams
[15:34:14] <CaptHindsight> http://web.mit.edu/jhawk/tmp/p/EST016_Ground_Loops_handout.pdf
[15:34:26] <_methods> it is a lot of wifi traffic though so i try to hard wire them
[15:34:28] <LeelooMinai> I guess it is...
[15:34:39] <zeeshan> LeelooMinai: i think he answered your question perfectly
[15:34:46] <zeeshan> what youre trying to do is introduce a massive ground loop
[15:34:59] <zeeshan> just because you dont want to run 1 simple wire to your field io
[15:35:45] <LeelooMinai> zeeshan: Where did I say I don't want to "run a wire"?
[15:36:08] <zeeshan> well it makes no sense why youre trying to earth your field io stuff
[15:36:42] <zeeshan> measure the leakage current from your vfd going to that same earth point
[15:36:44] <zeeshan> you'll be suprised.
[15:36:53] <LeelooMinai> I am not trying to earth anything...
[15:37:06] <LeelooMinai> I wrote that my spindle is earthed.
[15:37:09] <zeeshan> 15:52:57] <LeelooMinai> Hmm, any idea if field io can/should be grounded on the negative side to earth/cnc body?
[15:37:44] <LeelooMinai> Right, but that does not mean I want to do it - it means if I attach the touch off clip to my spindle, this will happen.
[15:39:15] <LeelooMinai> There's no easy way for me to "unisolate" spindle of course.
[15:39:27] <LeelooMinai> "unearth"*
[15:40:09] <LeelooMinai> And the touch setup I made is conductive.
[15:40:37] <LeelooMinai> It's not one of those fancy probes that have contacts inside.
[15:41:45] <LeelooMinai> So, instead of linking me papers on ground loops, I don't know - maybe some useful suggestions?
[15:43:00] <zeeshan> LeelooMinai: CaptHindsight loves his ground loop papers
[15:43:02] <zeeshan> :D
[15:43:03] <XXCoder> hey LeelooMinai been a bit
[15:43:49] <LeelooMinai> Well, come on - I am trying to solve a practical problem herre, holding a mumtimeter in one had, and typing, and I get some PDF papers to read:)
[15:44:39] <LeelooMinai> I have 1/8 dowell pin in the spindle... Isolating it from the spindle would be a bit pita.
[15:44:43] <zeeshan> cant you isolate the touch probe from the psiondle?
[15:44:52] <zeeshan> :D
[15:45:03] <LeelooMinai> Hmm, I wonder if I wrapped the dowel with the capton tape
[15:45:06] <zeeshan> like make its holderout of nylon
[15:45:08] <zeeshan> or something like that
[15:45:22] <LeelooMinai> Righ, Maybe it will still be accurate.
[15:45:31] <LeelooMinai> I guess I will try that, thx
[15:46:26] <XXCoder> if ground properies change when touchoff happens, cant you use that fact?
[15:46:46] <XXCoder> if electrically detectable
[15:47:43] <LeelooMinai> Well, since, ironically, I am aware of ground loops etc., I was a bit weary of using that as a "detection" method.
[15:48:38] <LeelooMinai> I will wrap the dowell in one layer of capton tape.
[15:48:57] <zeeshan> use a precision nylon dowel :D
[15:49:23] <LeelooMinai> Right, that will work... or will it? o_O
[15:49:43] <zeeshan> http://www.mcmaster.com/#standard-dowel-pins/=12hdexc
[15:50:02] <XXCoder> LeelooMinai: other way is make touchoff a NO button
[15:50:05] <zeeshan> not the most precise tho :[
[15:50:06] <XXCoder> seperately wired
[15:50:13] <XXCoder> so no ground issues for touchoff
[15:50:27] <XXCoder> no I meant NC
[15:50:29] <LeelooMinai> zeeshan: I would need a hybrid dowell - one half non-conductive and other conductive:)
[15:50:35] <zeeshan> hah
[15:50:41] <zeeshan> a dowel within a dowel
[15:50:43] <zeeshan> can be done!
[15:50:52] <XXCoder> dowels all way in
[15:50:54] <DaViruz> dowelception
[15:51:01] <LeelooMinai> Babushka dowell
[15:51:22] <zeeshan> i actually made a square holder
[15:51:24] <zeeshan> that was ptfe
[15:51:31] <zeeshan> and it had a pressed in bronze insert
[15:51:41] <zeeshan> was interesting
[15:51:41] <LeelooMinai> ptfe = tefflon?
[15:51:44] <zeeshan> ya
[15:52:14] <LeelooMinai> One day maybe I will try to make one of those nice touch off probles, but not now.
[15:52:35] <LeelooMinai> Since non-DYI ones are $$$
[15:52:51] <Sync> I got one of those renishaw om40 things
[15:53:50] <LeelooMinai> It's not One Hung Low, so autiomatically sounds expensive to me
[15:55:21] <LeelooMinai> "optical signal transmission" - I winder what is that for. Do they mean something like SPDIF - cheap fiberoptics?
[15:55:27] <Sync> no
[15:55:31] <Sync> it has no wires
[15:55:46] <LeelooMinai> A, right, so some kind of IR?
[15:57:42] <Sync> yes
[15:57:55] <LeelooMinai> "360 transmission envelope" - so probably, just transmits the signal and there's a receiver. Neat, but that's probably even more $$$:)
[15:58:04] <Sync> you stimulate it with some blinkcode and then it blinks back when you probe
[15:58:32] <LeelooMinai> Well, that's not that difficult to DYI actually, if one knows a bit about electronics.
[15:58:43] <LeelooMinai> You could also do RF.
[15:59:36] <LeelooMinai> More problematic is the touch detector inside.
[16:00:28] <XXCoder> theres interesting designs for that actually
[16:00:38] <XXCoder> someone 3d printed a probe it used magnets
[16:00:53] <Sync> the transmission is pretty unproblematic, yeah
[16:00:55] <LeelooMinai> Maybe hall sensors or something?
[16:01:03] <XXCoder> if probe is touched to certain pressure in any direction it triggers signal
[16:01:26] <Sync> iirc heidenhain uses analog comparators
[16:01:31] <LeelooMinai> I guess there are few methods to detect displacement of some metal needle.
[16:01:43] <Sync> while renishaw just uses the balls breaking contact
[16:02:19] <LeelooMinai> Right, that's mechanical though and for DYI a bad idea probably, unless one can "manufacture" precision parts.
[16:02:44] <Sync> huh
[16:02:46] <XXCoder> somewhat more complex one
https://www.thingiverse.com/thing:721620
[16:02:49] <Sync> it's not really critical
[16:02:57] <LeelooMinai> I would do something maybe that detects changes in magnetic field when the "needle" moves.
[16:03:25] <XXCoder> Sync: yeah as long as its very repeatable
[16:03:34] <XXCoder> meaning it reacts same way to same pressure
[16:03:49] <Sync> it does not react to pressure
[16:03:55] <XXCoder> I know
[16:04:06] <XXCoder> I meant as it presses on part to probe
[16:04:19] <XXCoder> not directly checking pressure
[16:04:47] <Sync> LeelooMinai: you can make the ball part by making a pcb and soldering the balls in place with the star pressing into it
[16:05:31] <LeelooMinai> I have a dev board for an IC somewhere that can detect very tiny changes in magnetic field. I think it's from TI - it's crazy accurate. I think I may try to use it for my solution - could be a fun project.
[16:05:44] <XXCoder> ah no wonder it looked different, its same guy, just his latest interation in design
[16:06:08] <XXCoder> LeelooMinai: nice, bet you can use magnets as "springs" too
[16:06:13] <XXCoder> and detect changes there.
[16:06:25] <LeelooMinai> But, on the other hand, look - a 3D project that is actually usefull? :p
[16:06:42] <pink_vampire> hi
[16:06:42] <LeelooMinai> Not a Yoda head.
[16:07:01] <XXCoder> hey
[16:07:25] <LeelooMinai> I mean 3D printer project*
[16:07:26] <XXCoder> I already have entire yoda statue in lego. I dont need a yoda head lol
[16:07:31] <pink_vampire> hi XXCoder
[16:07:43] <XXCoder> its been standing on my shelves for well over decade
[16:08:31] <XXCoder> anyway LeelooMinai you wanted 1d probe or 3d one? meaning just Z down detect probe or on sides so on?
[16:08:40] <LeelooMinai> Hmm, so looking at that 3D printet probe - I presume that the working of it is not dependent on the preciusion of the plastic part, right?
[16:08:45] <pink_vampire> LeelooMinai: 3d printer give you the ability to make objects that very complicated to machine
[16:09:00] <LeelooMinai> Right, I think for now I just need XY plane probe
[16:09:16] <XXCoder> meaning detect height only?
[16:09:25] <LeelooMinai> No, the "sides" of an object
[16:09:29] <XXCoder> ahh
[16:09:31] <XXCoder> ok
[16:09:55] <LeelooMinai> But, well, I guess with the magnetic field type I would design it for all dimensions
[16:09:58] <Sync> LeelooMinai: it is the same thing I described
[16:09:58] <XXCoder> insides of that plastic probe seem to be milled
[16:10:18] <LeelooMinai> Hmm, I see layers there
[16:10:18] <XXCoder> 3d print to do complex stucture then mill inside for more precision?
[16:10:24] <LeelooMinai> Does not seem milled to me
[16:10:33] <XXCoder> looking closer
[16:10:47] <XXCoder> ah so it is
[16:11:10] <Sync> it only relies on the displacement
[16:11:20] <Sync> as long as all contacts close when resting it will work
[16:11:32] <LeelooMinai> Right, so 3D print is fine I guess
[16:11:36] <XXCoder> would opposite work Sync ?
[16:11:47] <XXCoder> using wired magnets that repel and will contact on touch
[16:11:54] <Sync> why would you use magnets?
[16:11:55] <pink_vampire> about the probe, kinematic probe is fine for few microns of accuracy, and the main issue with it is that face that it's not give you continuous signal is you want to inspect something in continuous motion.
[16:11:58] <Sync> it doesn't need magnets
[16:12:05] <LeelooMinai> I think breaking contact is "self-calibrating" in a sense, so better idea.
[16:12:50] <XXCoder> Sync: though I gonna ask, is that probe "stem" with contacts to screws kept pushed down by spring?
[16:12:50] <zeeshan> magnets are cool
[16:12:54] <LeelooMinai> But there are so many non-contact methods to explore.
[16:13:06] <Sync> yes XXCoder
[16:13:11] <LeelooMinai> Magnetic field, light path even.
[16:13:12] <XXCoder> ok
[16:13:28] <zeeshan> LeelooMinai: those are called proximity switches
[16:13:29] <zeeshan> you know
[16:13:29] <XXCoder> LeelooMinai: big machine at work use lasers to detect tool size
[16:13:29] <zeeshan> :)
[16:13:32] <Sync> to give you some compliance for overtravel
[16:13:33] <pink_vampire> magnetic probe is a a bad idea because the whole machine and even the earth magnetic field and give you false reading.
[16:13:48] <zeeshan> i'd take a proximity switch
[16:13:52] <zeeshan> and measure the output =D
[16:14:10] <XXCoder> pink_vampire: if directly using magnet field as check probably yes. as "springs" nah it wont do anything
[16:14:25] <LeelooMinai> pink_vampire: Not necessarily as 1) you are only detecting changes, 2) magnetic fields change a lot with distance
[16:14:53] <pink_vampire> but the whole machine is cast iron..
[16:14:57] <LeelooMinai> So if your sensor is very close to the needle part, it probably will be fine.
[16:15:01] <zeeshan> http://makerzone.mathworks.com/resources/using-infrared-proximity-sensors-with-simulink-and-arduino-part-1/
[16:15:02] <zeeshan> hmmm
[16:15:04] <zeeshan> thats interesting
[16:15:08] <zeeshan> http://makerzone.mathworks.com/files/2013/10/nonlin_char.png
[16:15:10] <zeeshan> especially this
[16:15:17] <XXCoder> LeelooMinai: probably but does seem needless complex to me
[16:15:20] <zeeshan> resolution is prolly shit tho
[16:15:25] <zeeshan> since they're measuring in cm
[16:15:28] <pink_vampire> it is better to use load cell or optics for that.
[16:16:12] <LeelooMinai> XXCoder: Well, from electronics side - but that's the whole point. Do the electronics right, and the rest becomes trivial. Electronics are cheap nowadays, so as long as you have know-how in that field, that would be a good solution.
[16:16:31] <XXCoder> cool I guess.
[16:16:48] <XXCoder> would be interesting to do a NC probe though lol
[16:16:55] <zeeshan> whats wrong with contact methods :(
[16:17:11] <Sync> contact is fully ok
[16:17:16] <zeeshan> i like contact
[16:17:20] <Sync> all cmms work that way
[16:17:23] <zeeshan> yea
[16:17:25] <malcom2073> Reliability on diy ball-rod is iffy
[16:17:31] <XXCoder> I want to build a probe evenually, for fun. problem is size limitions, it must be less than 2 inches
[16:17:38] <pink_vampire> zeeshan: or with load cell.
[16:17:42] <LeelooMinai> Well, on general contacts are not something desirable - they tend to, I don't know, oxidise for example:)
[16:17:49] <XXCoder> its radius must be less than 50mm
[16:17:55] <malcom2073> LeelooMinai: How do professional ones get around that?
[16:18:01] <LeelooMinai> So you need to make sure they are made from good materials, etc.
[16:18:02] <XXCoder> LeelooMinai: use conductive nonrusting metal
[16:18:04] <malcom2073> Not all of them use mercury heh
[16:18:22] <XXCoder> or instant rust metal, IE: Alum
[16:18:23] <pink_vampire> LeelooMinai: you can use a camera
[16:18:56] <Sync> LeelooMinai: you can tune the tribology so that this is not an issue
[16:19:00] <LeelooMinai> Right, but, ok, I assume they "steal" ball-bearing balls etc., but those are precision components, so that's cheating:)
[16:19:07] <zeeshan> maybe im losing my inventive self but i'll leave the haimer or heidenhain or renishaw :P
[16:19:15] <zeeshan> they seem to like contact methods
[16:20:08] <Sync> how is using off the shelf parts cheating LeelooMinai?
[16:20:17] <LeelooMinai> maybe they perfected the way of doing that and it's also good for them that they are mechanical = can make money out of it...
[16:20:30] <LeelooMinai> Sync: I mean cheating in terms of DYI methods.
[16:20:33] <Sync> wat
[16:20:52] <Sync> so you say, that I have to make my own semiconductors because buying parts is cheating?
[16:21:07] <Sync> or make my own steel, because buying it would be cheating?
[16:21:11] <DaViruz> not only that, you have to mine the silicon!
[16:21:17] <Sync> and then mine my own ore, because that would be cheating!
[16:21:31] <Hydrar> Is there any decent VFD spindles that fit into the common router mount of the cheaper machines without modification?
[16:21:33] <LeelooMinai> No, I mean that your accuracy relays on sourcing some component taken from some other device.
[16:21:34] <Sync> with equipment, I built myself, from steel I refined myself
[16:21:40] <Hydrar> I have seen some china stuff but I'm not sure if it's skookum enough
[16:22:01] <Hydrar> Considering I'm mainly using the "toy mill" to make tiny parts with decent tolerances
[16:22:21] <enleth> using prefab bearing balls certainly isn't cheating here, making one
[16:22:24] <enleth> bleh
[16:22:32] <Sync> well, uh, isn't that what we always try to do?
[16:22:36] <enleth> making one DIY is well beyond the capabilities of most of us
[16:22:51] <Sync> use COTS parts to NOT do precision machining at home?
[16:22:53] <XXCoder> enleth: heard it is long drop with liquid metal and it solidifies as it fall?
[16:23:22] <LeelooMinai> Right, do in in the Space Station too, for best results:)
[16:23:27] <enleth> XXCoder: I think they also grind/shape them somehow
[16:23:29] <pink_vampire> look at her
http://i.imgur.com/h5oX28h.png
[16:23:45] <malcom2073> pink_vampire: nice!
[16:23:51] <XXCoder> enleth: yeah the new KG was ground so smooth
[16:23:58] <enleth> I remeber seeing some kind of machine with a long spiral groove inside that is used for that
[16:23:59] <malcom2073> Your wiring is scary, but still nice layout :)
[16:24:11] <XXCoder> if it was grown to earth size, highest mountain to valley would be centimeters
[16:24:43] <pink_vampire> malcom2073: I just did the top (below the drivers) all the other wiring is for testing
[16:24:50] <DaViruz> but still worse then the gyroscope spheres in gravity probe b!
[16:25:15] <gregcnc> bearing balls are cut and formed from wire
[16:25:17] <XXCoder> DaViruz: ya that was in millimeters (if grown to earth size?)
[16:25:17] <enleth> pink_vampire: the permanent wiring is really nice
[16:25:27] <DaViruz> XXCoder: don't remember exactly
[16:25:41] <pink_vampire> I like the wire markers.
[16:25:49] <DaViruz> but the only object that is known to be a more perfect spheres are neutron stars iirc
[16:25:58] <XXCoder> DaViruz: think its in centmeters too, but then its MUCH smaller sphere and harder to do
[16:26:27] <pink_vampire> but what do you think about the engraved panels and the logo?
[16:26:37] <XXCoder> looks awesome
[16:27:08] <malcom2073> Very clean and professional
[16:27:18] <zeeshan> pink_vampire: nice space ship control panel
[16:27:22] <enleth> pink_vampire: I tend to be irrationally pedantic with electrical cabinet wiring and I really like what you did there
[16:28:03] <XXCoder> soylent drank and need to go work, laters all
[16:28:25] <pink_vampire> thanks a-lot :-)
[16:28:29] <Sync> > soylent
[16:29:34] <gregcnc> how long have you been living on soylent? i was going to give it a try due to lazyiness.....but was to lazy to order
[16:30:41] <enleth> gregcnc: you ended up in a local minimum
[16:30:56] <Magnifikus> anyone playing with omron mx2 and impulse train for rpm setting?
[16:31:18] <gregcnc> so instead Żurek for lunch today
[16:31:50] <Magnifikus> if yes, can i tell it to scale the rpm between 1khz and 32khz cause i have a hard time generating low frequencies with my fpga ^^
[16:32:41] <enleth> gregcnc: aren't you in Germany? I didn't know it's a thing there.
[16:32:50] <gregcnc> chicago
[16:32:59] <enleth> Ah. That's actually a bit more likely.
[16:33:12] <gregcnc> more Poles here than Warsaw
[16:33:26] <enleth> I guess you might have had quite a bit of exposure to Polish food depending on where exactly you live.
[16:34:05] <gregcnc> well my parents came from Poland.....
[16:34:29] <enleth> OK, so that explains it.
[16:35:19] <rue_shop5> anyone feeling friendly enough and knowledgable to help me with grbl for a bit?
[16:36:09] <malcom2073> The former is much easier than the latter when speaking of grbl :-P
[16:36:31] <malcom2073> You can ask, but grbl is more of a #reprap thing than here, wouldn't hurt to ask there too
[16:36:45] <rue_shop5> I have to talk to it manually, just looking for someone to help with refernce commands
[16:36:50] <enleth> gregcnc: if you're ever visiting Poland and end up having some spare time, remember to drop by
[16:37:06] <rue_shop5> poland AND spare time?
[16:37:22] <rue_shop5> if I could just manage spare time I'd be in heaven
[16:37:57] <rue_shop5> ok 1) IS there a 'zero axies' command!!?? I cant find anything
[16:38:03] <gregcnc> of course I'd stop. not sure about going in the near future.
[16:38:53] <malcom2073> rue_shop5: Resetting grbl sets zero tocurrent position
[16:39:17] <rue_shop5> well what are the limit swtiches on the machine good for then!?
[16:39:24] <malcom2073> To set zero
[16:39:29] <malcom2073> When you home
[16:39:41] <malcom2073> if you run a homing command, it should go to the limit switches and set that as zero
[16:39:48] <malcom2073> But beyond that, you can't explicitly set it iirc
[16:39:49] <rue_shop5> yes, whats the homing command!
[16:39:54] <malcom2073> (in machine coordinates, not work)
[16:40:04] <rue_shop5> I see feed rates and liftoffs for it
[16:40:07] <rue_shop5> no command
[16:40:22] <enleth> rue_shop5: what's the problem with Poland and spare time?
[16:40:39] <rue_shop5> a) I dont leave canada b) I never have any spare time
[16:41:05] <malcom2073> You need to enable hard limits and homing cycle
[16:41:06] <malcom2073> https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9
[16:41:10] <malcom2073> look at $21 and $22
[16:41:29] <malcom2073> Read carefully to avoid crashing your machine
[16:41:37] <rue_shop5> thats how you configure it, I want to know how to tell it to home the axies
[16:42:01] <rue_shop5> G?? X Y Z
[16:43:07] <rue_shop5> aha $H
[16:44:26] <rue_shop5> ok! now I just have to build a machine and I'm set!
[16:47:02] <rue_shop5> show of hands to prefrences, optical vs mechanical endstop switches?
[16:47:28] <enleth> hard limits? mechanical, normally-closed
[16:47:40] <enleth> route motor power through them in series
[16:48:07] <rue_shop5> ooo magnetic!
[16:48:18] <enleth> that's good for home switches
[16:48:37] <enleth> get in a habit of having separate limit and home switches
[16:49:32] <enleth> you'll see why the first time you *don't* have to put your machine back together after whatever axis decides to go for a hike around the room
[16:49:47] <rue_shop5> ;)
[16:50:16] <rue_shop5> "almost at the home switch and...... damn, I'll need a new home switch.."
[16:50:33] <enleth> you want repeatability for home switches, so optical or magnetic, and hard stopping power for limit switches, so mechanical NC
[16:50:53] <enleth> and collision resistance too, yes
[16:51:04] <rue_shop5> I have a box of those rectangular door alarm switches
[16:52:18] <enleth> that's probably a reed switch
[16:52:23] <enleth> see if it's repeatable, it might not be
[16:52:26] <jdh> axis should trigger the switch as it goes by, not by running in to it
[16:52:46] <enleth> ideally, yes
[16:53:08] <enleth> still, I'm all for separate home switches
[16:57:45] <Deejay> gn8
[17:07:40] <pink_vampire> I'm looking for small panel saw
[17:08:07] <pink_vampire> for 4X4 feet is fine
[17:46:32] <enleth> pink_vampire: look for a used woodworking tools dealer
[17:46:52] <enleth> they usually let people test the equipment before buying
[17:47:28] <pink_vampire> I want it for acrylic sheets and aluminum sheets.
[17:47:40] <pink_vampire> but it's a good idea
[17:47:44] <enleth> that's going to be interesting
[17:48:04] <enleth> but it might work with a cold cut blade
[17:48:31] <enleth> although the motor might need replacement or some gearing down
[17:48:45] <enleth> how thick is this aluminum going to be?
[17:49:10] <pink_vampire> from 1/16" to 1/2"
[17:52:56] <enleth> pink_vampire: you might actually want to get a handheld cold cut saw with a guide rail
[17:53:23] <pink_vampire> what is that?
[17:53:31] <pink_vampire> "cold cut saw with a guide rail"?
[17:53:49] <enleth> they're already geared down for slow speed and high torque needed for cold cutting and a guide rail will do most of what a panel saw table would
[17:54:26] <enleth> google cold cutting saw or metal cutting circular saw
[17:54:39] <pink_vampire> you mean to a circular saw?
[17:54:50] <enleth> you'll notice they list much lower blade rpms than woodworking circular saws
[17:54:59] <enleth> even though they look similar, it's a completely different tool
[17:55:38] <enleth> and you can get them with guide rails - so the saw can be used freehand like a woodworking circular saw, but the foot can latch onto a rail that you clamp to the sheet being cut
[17:55:52] <pink_vampire> so I need huge table for them?
[17:56:43] <enleth> not necessarily
[17:57:42] <enleth> you can use 2-3 folding sawhorses and some boards
[17:58:11] <enleth> the point of a handheld saw with a rail is that it doesn't take up much space when it's not used
[17:58:26] <pink_vampire> what I like about the panel saw is the small area that it take and the ability to work on very large panels safe.
[17:58:43] <enleth> if you can find a panel saw that will handle aluminum
[17:59:42] <enleth> I've never been looking for one, but my undestanding is that a panel saw is generally used for furniture making, to cut huge MDF sheets and the likes
[18:00:02] <enleth> and I've never seen one geared down for cold cutting metals
[18:00:23] <enleth> although that might just be me not ever trying to find one
[18:00:45] <zeeshan> http://i.imgur.com/qMPgPiC.png
[18:00:46] <pink_vampire> sometimes I get some panels cuts at lowes and home depot but yeah it's just wood.
[18:00:47] <zeeshan> moment of truth time
[18:00:47] <enleth> anyway, a woodworking saw is going to be too fast for this
[18:00:47] <zeeshan> :D
[18:01:06] <enleth> and too likely to stall in a thick sheet even when you install a cold cut blade
[18:01:58] <pink_vampire> what is the best way to cut acrylic?
[18:02:20] <enleth> pink_vampire: if you really want a table-mounted saw for this and it actually turns out that there are no panel saws for metal cutting, you could get a woodworking one and retrofit it with a motor from a handheld cold cutting saw
[18:03:16] <pink_vampire> now I'm using a jigsaw and small hand haled bandsaw
[18:03:28] <toastydeath> carbide blades will absolutely cut aluminum and acrylic, but uh. make sure it has a skiving knife, is all I'm going to say. i would not let a shop apprentice try it.
[18:03:31] <enleth> pink_vampire: there are cold cutting blades for acrylic
[18:03:49] <toastydeath> having a coolant drip on the blade helps
[18:03:54] <toastydeath> makes a mess though
[18:03:56] <enleth> pink_vampire: so they go in the same type of geared down saw you'd ideally use for aluminum
[18:04:02] <enleth> yeah, it's a huge mess
[18:04:08] <zeeshan> is it?!
[18:04:12] <zeeshan> it flies everywhere
[18:04:14] <zeeshan> but static keeps it together
[18:04:15] <enleth> the chips are lightweight and sticky
[18:04:47] <malcom2073> Ugh, we had to cut up some acrylic panels at work the other day
[18:04:56] <malcom2073> I'm still finding pieces of it stuck everywhere, you can't get it all cleaned up
[18:04:58] <pink_vampire> I like to machine acrylic, soo fun
[18:05:00] <zeeshan> i like working with acrylic machines like butter :D
[18:05:03] <enleth> pink_vampire: anyway, don't even think of using woodworking saws on aluminum or acrylic, they will stall on the former and destroy the latter
[18:05:04] <zeeshan> pink_vampire: exactly!!
[18:05:38] <pink_vampire> I'm working on acrylic bender,
[18:05:39] <enleth> zeeshan: but the chips, they are fucking everywhere
[18:05:47] <zeeshan> haha
[18:05:54] <zeeshan> theyre easy to clean tho
[18:06:01] <pink_vampire> I like the sheet metal option in solidworks,
[18:06:26] <enleth> I've been milling some 20mm acrylic a week ago, and there's still loads of that crap stuck everywhere around the mill
[18:06:37] <zeeshan> oh cmon man its not that bad
[18:06:42] <pink_vampire> and it's the same for any bendable material
[18:06:45] <zeeshan> i was working on some 1/4" tubing and 1/2" plate
[18:07:00] <enleth> pink_vampire: actually acrylic bends differently from sheet metal
[18:07:07] <zeeshan> acrylic bends?!
[18:07:15] <zeeshan> i guess if you heat it
[18:07:22] <enleth> zeeshan: sure, if you heat it up with a kanthal wire
[18:07:56] <enleth> an acrylic bending jig is a super easy tool to make
[18:07:59] <pink_vampire> enleth: I mean to the fact that you can make a 3d model and cut it flat.
[18:09:07] <enleth> pink_vampire: yeah, but if you assume a bend radius that would hold for steel or aluminum of the same thickness, you'll be in for a surprise
[18:09:12] <enleth> stuff won't line up
[18:10:00] <enleth> and if you're heating it up on just one side, the bend radius will be completely different when you bend towards the heated side or away from it
[18:10:01] <pink_vampire> I know what you mean.
[18:10:42] <zeeshan> i ended up using polycarbonate
[18:10:44] <zeeshan> didnt want suprises
[18:10:48] <zeeshan> was a 250$ piece
[18:10:57] <enleth> and sometimes, with the thing halfway done, you can only fit the heater from one side, so you have to plan for this
[18:11:02] <zeeshan> (was forming a dome)
[18:11:27] <Valen> a friend has a pncconf question he is using the pport looking mesa card and when its got a few bits hanging off it the pin numbers don't make much sense eg
https://scontent-sjc2-1.xx.fbcdn.net/v/t35.0-12/13271645_10154072511488700_1406808799_o.jpg?oh=823a3ba65975b31a88d4a63bdd4ce563&oe=5740694A
[18:12:07] <Valen> so what exacterly does "num" meen there, because it changes when you have pwm and stepgens configured
[18:12:52] <pink_vampire> I need to make relay board and spacers
[18:13:03] <enleth> zeeshan: bending PC has the same problems, dunno about forming bigger shapes
[18:13:27] <zeeshan> it was a 30" diameter and dome height of like 2"
[18:13:50] <enleth> Valen: I wish I'd knew, I was a bit dumbfounded as well when I saw this a few days ago playing with a 6i25/7i77 combo
[18:13:51] <zeeshan> i ended up making a frame out of steel
[18:13:57] <enleth> not the same numbers, but equally weird
[18:13:58] <zeeshan> threw it all in the oven
[18:13:59] <zeeshan> and it worked
[18:14:17] <Valen> I really need to go and dig into the code for pncconf lol
[18:14:23] <Valen> dammit i need more roundtoits
[18:14:56] <enleth> zeeshan: so it just kind of sagged over the frame?
[18:15:00] <zeeshan> yes
[18:15:30] <zeeshan> from the book i was following
[18:15:36] <zeeshan> they recommended i think 160 or 180c
[18:15:38] <zeeshan> i forget
[18:16:06] <zeeshan> i went for the cooler temp, i was worried that it'd sag in between the frame pieces
[18:17:46] <enleth> if you ever want to make sharp bends in PC or PMMA, just get some heating wire or even just a high pitch electric guitar string well tensioned between two pieces of straight square tubing, hanging 0.2-0.3 below the top surface of the tubing
[18:18:11] <enleth> connect a 12V power supply, let it heat up, place it agains the sheet (or the sheet against it), with the wire over the bend line
[18:18:21] <zeeshan> wont it slice it?
[18:18:23] <enleth> keep it there for 15-60 seconds depending on sheet thickness
[18:18:26] <enleth> and bend
[18:18:33] <enleth> no, that's what the tubing is there for
[18:18:39] <enleth> the wire should not touch the sheet
[18:18:47] <enleth> you want it parallel to the tubing
[18:18:48] <zeeshan> ah
[18:21:21] <enleth> http://www.wa4dsy.com/robot/uploads/images/Plastic-bender/DSCF1238_1.JPG - this guy is just using a U tubing or whatever it's called
[18:22:01] <enleth> but a bigger, handheld one would use two square tubes with the wire between them
[18:22:34] <enleth> a suitable wire can be extracted from a hair dryer
[18:24:22] <enleth> https://www.youtube.com/watch?v=sFXniBbgbw0 - that guy never ceases to amaze
[18:26:04] <LeelooMinai> lol @ the beginning
[18:27:38] <enleth> if you've never seen him before, watch
https://www.youtube.com/watch?v=Cw7Mwd6ey6g
[18:29:37] <enleth> I have a really hard time deciding who's the best at making machining video montages - Tony or Clickspring
[18:29:51] <enleth> I guess both are masters of their own unique styles
[18:34:26] <enleth> pink_vampire:
http://www.csunitec.com/saws/cold-cut-metal-saw.html - this is an example of what I'd recommend
[18:35:55] <enleth> pink_vampire: watch the video below and google for brands/types
[18:36:54] <enleth> pink_vampire: out of curiosity I googled for cold cut panel saws and apparently there's no hobbyist market for those (I'm not surprised), so all you're going to find is probably going to be huge and expensive
[18:37:16] <enleth> like, "tens of thousands" expensive
[18:37:24] <pink_vampire> enleth: I watch it now
[18:38:30] <pink_vampire> looks very impressive cuts.
[18:38:37] <enleth> pink_vampire: so all you need is several sawhorses to support thesheet and wood clamps to clamp the rail to make nice straight cuts
[18:38:46] <Duc> Yep
[18:38:58] <Duc> and thats why I dove onto mine when I found it
[18:39:31] <enleth> pink_vampire: and when you don't need it, it takes less space with the sawhorses than a panel saw would even fully folded up
[18:39:39] <enleth> and you can use it to cut tubing
[18:40:54] <pink_vampire> I saw also something like a knife for acrylic.
[18:41:18] <pink_vampire> so you just make a groove in it and it split on that spot
[18:43:11] <pink_vampire> http://www.ebay.com/itm/TAJIMA-LC-701-Japanese-Plastic-Cutter-Acrylic-Knife-Spare-5-Blades-Box-Set-/161334286614
[18:45:52] <pink_vampire> https://www.youtube.com/watch?v=AsBrJRNvdyA
[18:46:59] <Duc> pink_vampire: did you figure out a wiring for a hole popper
[18:47:33] <pink_vampire> Duc: what do you mean?
[18:47:53] <Duc> thought you were looking into building one
[18:48:44] <pink_vampire> I'm not sure what do you mean.
[18:49:02] <Duc> maybe my memory is bad
[18:49:52] <Valen> so would you count RS-422 as "differential TTL"?
[18:50:12] <pink_vampire> Duc: do you mean to my panel?
http://i.imgur.com/h5oX28h.png
[18:51:37] <malcom2073> Valen: You oculd
[18:51:38] <malcom2073> could*
[18:51:49] <malcom2073> TTL is vauge though, and implies 0-5v which 422 is not
[18:52:06] <malcom2073> Though I think it's below 10
[18:52:13] <LeelooMinai> Hmm, waht feed rate would you use for probing (mm units)?
[18:52:16] <Sync> ttl only implies transistors
[18:52:17] <Sync> :D
[18:52:43] <LeelooMinai> I guess something not too slow, and not too fast - any tip?
[18:53:47] <Duc> pink_vampire: thought you were looking for a machine like this
https://www.youtube.com/watch?v=vnmdrROssZM
[18:56:09] <pink_vampire> Duc: I didn't build it yet, I just got the screws for it before few days.
[18:56:33] <Duc> so you are building a edm hole popper
[18:56:56] <pink_vampire> no, just a small sinker
[18:57:20] <pink_vampire> http://i.imgur.com/fiPPvNr.png
[18:57:24] <pink_vampire> Duc: ^
[18:57:55] <Duc> and the power supply?
[18:59:20] <LeelooMinai> O, hmm, seems the probing works for me.
[19:00:05] <LeelooMinai> Now, I get the same result always, which I assume is good, but not sure if that means anything. That is, in mm mode if I move out and in, it stops always at -1.992 mm
[19:00:23] <LeelooMinai> Is that expected?
[19:00:29] <Tom_itx> backlash
[19:00:56] <LeelooMinai> No, I mean I always see that -1.992, so that's no backslash, right?
[19:01:30] <LeelooMinai> I moved 1cm off on Y axis and back to touch few times.
[19:02:32] <LeelooMinai> I have 123 block on the table. I guess next step would be writing a little g-code to loop few times and probe the side of the block ever few mms, log it to a file, and then maybe plot and see if I get straight line.
[19:02:59] <LeelooMinai> And then maybe extend it to also probe the other side and seee if I get perpendicular lines.
[19:03:17] <LeelooMinai> I also have a small L-shaped machinist square - it's a bit bigger than the block.
[19:03:37] <LeelooMinai> But still rather small - 6 inches by 4 I think.
[19:04:23] <pink_vampire> I have 450V DC power supply
[19:04:23] <LeelooMinai> (my CNC is not squared yet, and those are my first experiments, btw)
[19:06:02] <LeelooMinai> Hmm, looking at g-code docs, I see more "new" commands, at least to me - o-codes that do loops, etc. Weird, as last time I looked at that docs for some old linuxcnc, they were not there...
[19:06:26] <LeelooMinai> Are those extensions for linuxcnc or those are standard?
[19:06:28] <skunkworks> they have been in linuxcnc since atleast emc2
[19:06:34] <skunkworks> mostly linuxcnc
[19:07:38] <LeelooMinai> I see. I was going to use that "gcode compiler" thing, but now not sure...
[19:08:15] <LeelooMinai> I guess those constructs make it a lot nicer to code directly, but on the other hand, it will be still a bit obscure to read.
[19:08:35] <LeelooMinai> Or at least I find it obscure.
[19:10:13] <LeelooMinai> But that's to be expected - I don't think g-code was designed for human-readibility:)
[19:11:42] <Tom_itx> sure it was or it'd all be binary
[19:12:38] <LeelooMinai> Well, I guess there are different levels of this.
[19:12:52] <LeelooMinai> It's more on a level of, I don't know, I guess assembly language.
[19:13:14] <LeelooMinai> But not even that - since assembly at least has mnemonics for commands...
[19:24:07] <somenewguy> #reprap
[19:24:18] <somenewguy> oops
[19:24:41] <CaptHindsight> kewl Google patent would glue pedestrians to self-driving cars
http://money.cnn.com/2016/05/19/technology/google-flypaper-car/
[19:25:18] <LeelooMinai> Seems like a good technology to kidnap someone:p
[19:26:11] <CaptHindsight> almost as good as my hood mounted giant mouse trap
[19:29:34] <LeelooMinai> Anyone here has some camera mounted on the CNC to show the cutter area remotely?
[19:30:05] <malcom2073> Loetmichel does
[19:30:39] <LeelooMinai> I wonder what would work best... I don't think web cameras would show good deatail, at least the cheap ones.
[19:35:25] <zeeshan> lol fucking google
[19:37:20] <enleth> LeelooMinai: a Yi Camera shoud do
[19:37:34] <LeelooMinai> Is it a brand or some type?
[19:37:49] <enleth> it's a surprisingly good chinese GoPro knockoff
[19:38:13] <LeelooMinai> A, those... Aren't those for wide angles, action, etc.? Seems oposite to macro shots...
[19:39:21] <LeelooMinai> I would like to be able to zoom to the tool point and see details since I will be doing a lot of "weird" precision usage of the CNC.
[19:41:10] <LeelooMinai> Unless they have some maco attachment lenses for those or something like this.
[19:55:25] <enleth> LeelooMinai: apparently there are macro lenses for Yi
[19:55:41] <enleth> and the camera itself is pretty hackable
[19:55:45] <LeelooMinai> Have a link? I looked at amazon, but could not find any.
[19:55:58] <enleth> http://www.lightinthebox.com/37mm-macro-lens-for-xiaomi-yi-sports-camera_p4082099.html
[19:57:09] <LeelooMinai> Does this camera follow same mounting standard as those Go cameras?
[19:57:22] <LeelooMinai> I wonder if it's a popular mount, or exotic./
[19:57:53] <LeelooMinai> I see some for go pro:
http://www.amazon.com/PolarPro-Macro-Lens-GoPro-Hero4/dp/B00GV8QO2I
[19:58:09] <LeelooMinai> Look weird though...
[19:58:16] <LeelooMinai> Huge:)
[19:59:32] <enleth> no idea how GoPro mounts, but Yi fits a regular tripod like a full size camera
[19:59:49] <enleth> that's some dumb inch thread all cameras use
[20:00:10] <LeelooMinai> Hmm, can thoses cameras stream video or only record?
[20:00:14] <LeelooMinai> those*
[20:00:20] <LeelooMinai> Damn, I write like Gollumn now
[20:00:27] <enleth> both
[20:00:45] <enleth> there's an SD card slot and a wifi radio
[20:01:03] <LeelooMinai> Right, I guess that's good.
[20:01:12] <enleth> by default it's configured as an AP you connect to with a phone app
[20:01:44] <enleth> but people figured out how to make it connect to an external AP and, for example, upload the video over FTP or whatever
[20:02:10] <enleth> there's embedded linux on it and it's trivial to root
[20:02:34] <enleth> actual live streaming is also possible
[20:02:47] <LeelooMinai> Do you have this camera?
[20:03:03] <zeeshan> LeelooMinai: do you have a rpi2?
[20:03:18] <LeelooMinai> Yes, I have one spare laying somewhere.
[20:03:25] <zeeshan> i hooked it up in the garage recently
[20:03:26] <enleth> LeelooMinai: a friend has one and I'm using it from time to time
[20:03:34] <zeeshan> did you look at the 8mp rpi 2 cam?
[20:03:38] <zeeshan> it was only 30 bux
[20:03:44] <zeeshan> im waiting for it still :)
[20:04:11] <LeelooMinai> In the past, but I think they have higher resolution model now.
[20:04:14] <enleth> LeelooMinai: he set it up to upload everything over wifi in the shop, automatically
[20:05:04] <enleth> so I just grab the tripod, make sure the camera's charged and push a button to record some machining or whatever, then grab a file on the NAS when I'm done
[20:05:35] <LeelooMinai> Right. My usage would be mostly real-time watching what's going on.
[20:06:01] <LeelooMinai> Since my "computer center" is on the other side of the room in respect to the CNC.
[20:06:03] <enleth> AFAIR it's possible to stream it using mplayer or vlc
[20:06:40] <zeeshan> LeelooMinai:
https://youtu.be/ojJhLQBiv0I?t=418
[20:06:47] <zeeshan> im planning to monitor my machines from it
[20:07:14] <LeelooMinai> The left one looks like it has too much green or something - something wrogn with color balance?
[20:07:19] <zeeshan> prolly
[20:07:28] <zeeshan> i cant find the high res video i watched
[20:07:36] <zeeshan> but that video has lost quality cause of youtube
[20:07:51] <enleth> LeelooMinai: if you decide to get a Yi, query inf here on freenode and say that I told you to ask him about it and you're from #linuxcnc, he should be able to help you set it up
[20:09:18] <LeelooMinai> Him who? :)
[20:09:52] <LeelooMinai> O, nick "inf"?
[20:11:53] <enleth> yep
[20:13:47] <zeeshan> http://i.imgur.com/qbJjr5Y.jpg
[20:13:50] <zeeshan> op1 success
[20:14:47] <enleth> what am I even looking at?
[20:15:01] <zeeshan> http://i.imgur.com/bCZAhGO.png
[20:15:05] <zeeshan> the body of the right one
[20:15:27] <enleth> what's that?
[20:15:54] <zeeshan> e-cig/vaporizer
[20:16:07] <enleth> ah, ok
[20:16:13] <enleth> you're making designer e-cigs?
[20:16:19] <zeeshan> ya for a customer
[20:16:49] <zeeshan> its been a long process, finally got to see it come together
[20:16:57] <zeeshan> i spent like a week building/designing the jig for this
[20:18:08] <LeelooMinai> Hmm, linuxcnc cannot load my little g-code file:/ Hangs there stuck:/
[20:18:34] <LeelooMinai> http://i.imgur.com/glT7C2h.png
[20:18:59] <LeelooMinai> I wonder if it cannot accept Windows endlines, but that would be bad.
[20:20:17] <LeelooMinai> Hmm, and it crashed - fail.
[20:22:26] <LeelooMinai> "unable to alloc 2688 bytes"
[20:22:35] <LeelooMinai> Doesn't seem like a lot:)
[20:23:59] <LeelooMinai> Hmm... changed to unix endlines and same thing.
[20:32:57] <Crom> anyone with a K40 laser cutter with RAMPS 1.4 or MKS?
[20:33:38] <malcom2073> There's a whole google group of people dedicated to that thing I think
[20:36:17] <LeelooMinai> A, figured it out - there was no variable increment #1 = [#1+1] in the loop.
[20:36:37] <rue_shop5> how do most mills deal with Z zero, you want to home *up* but then, is that "zero" ? is down a negitive direction?
[20:36:40] <LeelooMinai> I need to get used to that weird notation
[20:37:52] <malcom2073> I use Z zero as part surface, up is postiive
[20:37:59] <malcom2073> workpiece zero
[20:38:03] <malcom2073> machine zero is top of Z travel
[20:38:50] <malcom2073> Makes it easy: Positive Z is safely above the piece for flat stock, negative is cutting
[20:42:28] <rue_shop5> yea, cause when it homes it goes up
[20:42:57] <Tom_itx> i generally use 123 blocks and set Z a safe distance above the work with those
[20:43:26] <rue_shop5> yea but when it homes which way does it go and where does it define that when it gets thre
[20:43:36] <malcom2073> My machine never homes, but in linuxcnc you can tell it to home anywhere afaik
[20:43:39] <Tom_itx> machine home is all the way up
[20:43:52] <Tom_itx> G54 Z is set with the 123 blocks usually for me
[20:44:08] <Tom_itx> with X and Y set to their edge limits
[20:44:13] <Tom_itx> for machine home
[20:44:37] <rue_shop5> yea
[20:44:49] <Tom_itx> with linuxcnc you can tell it to go either way for home
[20:44:52] <rue_shop5> malcom2073, you ahve absolute encoders?
[20:45:01] <malcom2073> rue_shop5: No, but I don't do automatic home
[20:45:14] <malcom2073> I start/stop the machine all the way to one side
[20:46:08] <Tom_itx> rue_shop5, remember all those PATA / SATA adapters we got?
[20:46:17] <Tom_itx> i wish i'd gotten 2 of each now
[20:46:39] <rue_shop5> need more?
[20:46:40] <rue_shop5> or they die?
[20:47:09] <Tom_itx> none died, just could use more
[20:47:18] <Tom_itx> i got it done but it took an extra step
[20:47:32] <rue_shop5> ok this matters too, standing infront of my machine I have the closest, right corner as 0,0
[20:47:57] <rue_shop5> if I dont do this in a conventional way, things are gonna come out mirrored
[20:48:12] <rue_shop5> I think it should be closest left corner?
[20:48:38] <Tom_itx> my table homes with it full left and front for X Y 0
[20:48:46] <Tom_itx> Z all the way up
[20:51:21] <Tom_itx> haha i just cloned my old dos drive to a 2.5" using my new system and it worked great
[20:51:22] <rue_shop5> yea cloest left seems to be the standard (HAAS)
[20:51:42] <Tom_itx> dual boot n all
[20:51:54] <rue_shop5> windwos 10 and dos?
[20:51:58] <Tom_itx> 7
[20:52:06] <Tom_itx> i'll never use 10
[20:52:20] <Tom_itx> dos622 nt dual boot
[20:52:22] <Tom_itx> old system
[20:52:27] <Tom_itx> had a hdd failing in it
[20:52:53] <Tom_itx> i think i'll update nt to 7
[20:54:22] <Tom_itx> may not run on that old old pc
[20:56:51] <rue_shop5> keep a backup while its on your mind
[20:58:27] <Tom_itx> i have the original hdd
[20:58:31] <Tom_itx> using a new one for this
[21:04:46] <Tom_itx> mmm not enough memory for 7
[21:04:58] <Tom_itx> kinda figured that
[21:10:26] <rue_shop5> ok just one more home switch and my machine is almost finished
[21:10:34] <rue_shop5> you know the one I started.... 15 years ago?
[21:10:49] <Tom_itx> yeah
[21:11:01] <Tom_itx> i noticed you'd been working on it
[21:11:03] <rue_shop5> Tom_itx, dont expect the old drive to work even 2 years after putting it on the shelf
[21:11:21] <Tom_itx> it's been in the system all along
[21:11:36] <rue_shop5> I started a new one, but it wasn't comming out well so I did a 382 turnaround and worked on the old machine
[21:12:00] <Tom_itx> i saw you got new drivers working for it
[21:12:30] <Tom_itx> AOMEI backup works better than ghost btw
[21:13:08] <rue_shop5> yea, the SLA7044 drivers I got from the printers work GREAT
[21:13:21] <rue_shop5> 1650 RPM from these steppers
[21:13:29] <rue_shop5> and they still had torque
[21:13:41] <Tom_itx> you gonna run linuxcnc or something else?
[21:13:44] <rue_shop5> the limit was the interrupt rate on the avrs doing the sequencing
[21:13:51] <rue_shop5> right now its grbl
[21:14:11] <rue_shop5> I dont have any of the expensive cards to use linuxcnc
[21:14:40] <rue_shop5> and, in my usual style this machine hasn't really broken the $20 line yet
[21:15:28] <Tom_itx> you can use parport ya know
[21:17:48] <rue_shop5> its even getting hard for ME to find machines with parallel ports
[21:18:06] <rue_shop5> I could use that trick with an IDE port, but even THOSE are getting scarse
[21:19:24] <Arauchfuss> Is there a way to view variables in linuxcnc?
[21:19:53] <Tom_itx> they are stored in a file
[21:20:09] <Tom_itx> which variables?
[21:21:13] <Arauchfuss> Called macro variables on other machines. #1-#30 local
[21:22:07] <Arauchfuss> I tend to use them at work to make my toolpaths a little more flexible.
[21:23:01] <Arauchfuss> The gcode manual refs them, but there is no built in viewer.
[21:23:21] <Arauchfuss> Also i could not find a list of allowed ranges.
[21:23:33] <Tom_itx> look in your setup folder for .var files
[21:23:35] <Duc> One of these days I need to learn to braze cast iron alot better
[21:24:32] <Arauchfuss> Tom_itx: thanks
[21:27:14] <Arauchfuss> Searched the gcode manual for var files and found the parameters section.
[22:48:24] <Encxapsulation> cnc make metal pieces and dust
[22:55:05] <yasnak> and gray hairs
[23:14:28] <somenewguy> aww yis, got a free treadmill out of the trash w/ a "2.5 hp" dc motor and controller still in it!
[23:14:44] <somenewguy> I'll finaly be able to turn my spindle speed down below 1k!
[23:15:05] <somenewguy> Duc, come practice on my bump stop, I think I broke it for the last time...
[23:54:25] <Crom> somenewguy, I've had one for 4 years still haven't hooked mine up
[23:55:03] <Crom> gonna have to though my A/C induction motor the start clutch is giving up the ghost
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
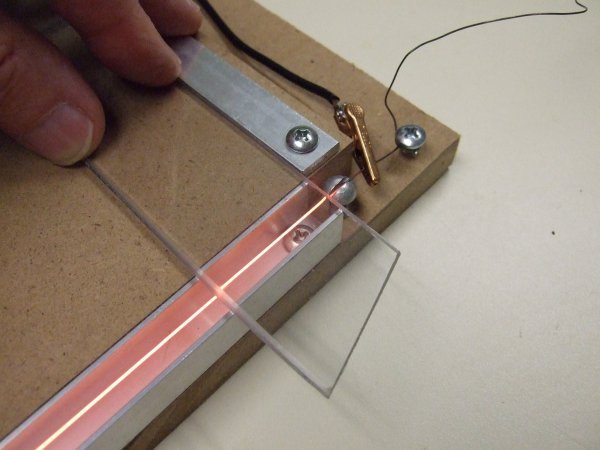{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}