Back
[02:19:07] <XXCoder> VOTE OR ELSE
https://youtu.be/FjbBSLZlpsQ
[02:19:14] <XXCoder> some not safe for work stuff
[02:25:02] <Deejay> moin
[02:33:08] <XXCoder> hey
[02:33:36] <Deejay> hi XXCoder
[04:26:10] <mase-tech> HI !
[04:26:14] <mase-tech> moin moin
[04:26:58] <mase-tech> Good midday from germany, the weather is shit like every day !
[04:27:32] <mase-tech> I had tomatos plants on balkony -> all dies
[04:28:04] <Deejay> yes, too dry
[04:28:09] <Deejay> need mooaaaar water!
[04:28:13] <mase-tech> cold
[04:28:33] <Deejay> get greenhouse ;)
[04:29:00] <mase-tech> greenhouse on balcony-> good idea :D
[04:29:17] <Deejay> just close the balcony with some transparent foil :)
[04:30:38] <Deejay> potatoes are growing fine
[04:31:14] <Deejay> strawberries are in flowers
[04:31:41] <Deejay> but need rain
[04:31:50] <mase-tech> You have a garden ?
[04:32:01] <Deejay> yep
[04:32:15] <Deejay> bauernhof :)
[04:32:15] <mase-tech> nice I wish I have one
[04:32:19] <Deejay> mit garten
[04:32:54] <mase-tech> Where u live
[04:32:59] <mase-tech> U have pictures
[04:33:06] <Deejay> between münster and dortmund
[04:33:29] <mase-tech> North german
[04:33:42] <Deejay> yep, and you?
[04:34:32] <mase-tech> I live between Darmstadt and Franfurt -> but I was born Neunkrichen Saarland
[04:34:43] <Deejay> ah
[04:35:19] <mase-tech> I had to get out of saarland because I am studing at TU Darmstadt now
[04:35:51] <mase-tech> ETIT ( Elektrotechnik und Informationstechnik )
[04:36:09] <Deejay> nice
[04:38:22] * Deejay studied computer science (informatik mit schwerpunkt embedded systems)
[04:41:06] <mase-tech> Mein Schwerpunkt ist Mikro- und Feinwerktechnik
[04:41:44] <Deejay> ui
[04:42:35] <mase-tech> I am on my way to master thesis
[04:43:14] <mase-tech> but I have to manage a very very hard "KLausur" -> Grundlagen der Elektrodynamic"
[04:44:05] <mase-tech> I feel like passing this test is like earning a nobel price
[04:44:23] <Deejay> hah
[04:44:52] <Sync> das aber simpler krams
[04:45:36] <Deejay> only math? ;)
[04:45:41] <mase-tech> Das ist die klausur! An der TUD
[04:47:01] <Sync> jo, grad mal durchgelesen was es da gibt, das haben wir im 2-3. semester gemacht
[04:47:21] <mase-tech> Ich bin im vorbereitungs studium
[04:47:25] <Sync> is halt nur komische vektormathematik
[04:48:04] <mase-tech> das prüfungsamt hat mir die schwersten klausuren aus dem bachelor studiengang aufgrebrummt
[04:48:24] <mase-tech> ich habe schon einen bachelor
[04:48:42] <mase-tech> Glaub mir
[04:49:23] <mase-tech> Was man doch wärend des studiums lernt ist das die einfachen dinge auch nicht einfach sind
[04:49:29] <mase-tech> nichts ist leicht
[04:49:46] <mase-tech> und an der tud ist der anspruch sehr hoch
[04:49:50] <Sync> naja
[04:49:50] <Sync> geht
[04:49:51] <mase-tech> auf jeden fall für mich
[04:50:20] <Sync> ich habs mir überlegt da zu studieren, aber war mir zu langweilig was die da machen
[04:50:21] <mase-tech> das einfachste war für eine klausur 400 seiten auswenig lernen
[04:50:39] <mase-tech> und das meine ich so
[04:51:30] <Sync> dann machst du was falsch
[04:52:10] <Deejay> wenn mans nicht verstanden hat, lernt mans auswendig. wenn man es verstanden hat, leitet man sich das in der klausur eben selbst her ;-) *duck*
[04:53:43] <mase-tech> zu keiner klausur sind hilfsmittel erlaubt
[04:53:52] <Sync> ja, und?
[04:53:54] <Sync> ist bei mir auch so
[04:53:56] <mase-tech> zeigen das man was kann geht in anderen fächern
[04:54:10] <mase-tech> zb Deterministische Signale und Systeme
[04:54:16] <mase-tech> oder systemdynamik
[04:55:08] <Sync> signale und systeme war lustig
[04:55:08] <mase-tech> aber es blieb nix anderes übrig als die 400 seiten auswenig zu lernne
[04:55:18] <Sync> da hab ich 2 tage für gelernt
[04:55:31] <Sync> war mir zu langweilig
[04:55:47] <mase-tech> Es ist nicht möglich eine klausur hier nach 2 tagen zu bestehen
[04:55:53] <mase-tech> hier muss man was können
[04:56:19] <Sync> es ist nicht möglich für dich da eine klausur nach 2 tagen zu bestehen
[04:56:38] <Sync> ich hab das auch gekonnt, aber es war mir zu langweilig das auswendig zu lernen
[04:59:05] <mase-tech> An einer FH kannst das machen
[04:59:15] <mase-tech> Glaub hier
[04:59:19] <mase-tech> geht das nicht
[04:59:54] <mase-tech> Wo studierst du ?
[05:00:00] <mase-tech> oder schon fertig ?
[05:00:43] <Sync> ich studier in hannover
[05:00:52] <Sync> und nein, nicht an einer fh
[05:01:23] <Deejay> 20. semester hrhr
[05:03:16] <mase-tech> Naja jedem das seine und mir das meiste :D
[05:04:02] <mase-tech> 2 tage lernen für klausur ich lach mich tot
[05:04:06] <mase-tech> :DDDDD
[05:16:03] <mase-tech> look this :D
https://www.youtube.com/watch?v=fqOW84ZTL7k
[05:17:11] <Deejay> cheater ;)
[05:30:21] <Sync> für die 1,0 hab ich 5h gelernt
[05:35:10] <Sync> ich mach mir doch nicht mehr aufwand als ich muss
[06:25:05] <gregcnc> HTxfHKsXMQ/s1600-h/tmp3F37_thumb3.jpg on the right
[06:25:10] <gregcnc> ooop
[10:53:24] <gregcnc> Wot!?
https://www.youtube.com/watch?v=lxx6ymQO83M
[10:59:39] <enleth> seems somewhat legit
[10:59:48] <archivist> I like my torque multiplier
[11:01:27] <enleth> probably slow to use, but if you need to fix your tank under fire and don't have an air wrench handy, I guess it's better than a regular hand wrench
[11:02:11] <pink_vampire> http://metro.co.uk/2016/05/14/man-with-half-a-head-deemed-fit-to-work-5881423/
[11:02:13] <gregcnc> I'd guess the price tag is rather .gov too
[11:02:30] <gregcnc> i'll have to find the patent
[11:19:35] <_methods> oh kickstarter how i love you so
[11:19:37] <_methods> https://www.kickstarter.com/projects/673350631/bike-mine-the-ultimate-alarm-to-protect-your-preci
[11:22:52] <pink_vampire> with all the terror in the world this is very bad idea.
[11:23:52] <_methods> what could possibly go wrong with slapping and IED on your bike chained up in a public location lol
[11:24:02] <_methods> s/and/an
[11:31:49] <archivist> as if a single bang will deter
[11:33:07] <neckro23> it's much more effective to just have a transponder that's targeted by a missile-equipped drone
[11:50:51] <_methods> hahah
[11:51:08] <_methods> tactical nuke theft deterrent system
[11:57:19] <neckro23> nukes? you'll need a deterrent for the deterrent!
[11:57:40] <_methods> hahah
[11:57:59] <_methods> bike theft non proliferation agreements?
[11:58:31] <_methods> kickstart world war 3 with kickstarter!!!
[11:59:01] <CaptHindsight> nah, smart bikes that only work with your fingerprints and blood sample
[11:59:34] <CaptHindsight> IoT tied into the NSA via your smartphone
[12:01:59] <CaptHindsight> that thread on the ML about cash being confiscated by the police makes me wonder when they will just install CC readers so you can just pay the fine on the road and skip court
[12:36:50] <maxcnc> hi
[12:38:06] <maxcnc> oh lots of german talk today
[12:43:50] <FinboySlick> CaptHindsight: Are you referring to asset forfeiture?
[12:44:13] <gregcnc> armed robbery, but legal
[12:49:24] <Tom_itx> no, that's customs
[13:00:12] <maxcnc> Today i harvested the first tomato in the growing house
[13:00:34] <maxcnc> have been imprst as i saw a redy tomto
[13:00:55] <maxcnc> seat out on 25Dez 2015
[13:02:53] <maxcnc> ok good night from germany evening meal is ready pizza
[13:02:57] <R2E4> Is there a way to send a command to move an axis via a webpage?
[13:03:30] <maxcnc> R2E4: Javasxript to Hal
[13:07:15] <cpresser> R2E4: of course there is a way. you could add a simplehttpserver to axis. and build a REST-API around it
[13:24:48] <CaptHindsight> FinboySlick: yes, being held up by the police on the road and taking any cash
[13:25:52] <FinboySlick> CaptHindsight: I hear some states are attempting to get rid of that because of the abuse.
[13:27:35] <CaptHindsight> yeah
[13:28:05] <CaptHindsight> funny how the police of all people would abuse such a thing since they Serve and Protect :)
[13:52:28] <jdh> in god they trust
[13:56:31] <Lowridah> funny how power corrupts
[13:56:51] <Lowridah> and how the police of all people like exercising whatever minor power they have, and attract people with the mentality to do so
[13:57:07] <Lowridah> it's the one protected position in america where you can be denied a job becasue you are too intelligent
[14:00:02] <_methods> I swear to God I'll pistol whip the next guy who says "Shenanigans."
[14:02:24] <cbatwork> Hey, just a quick question for anyone. I'm keen to get into cnc routing with no experience. This was the first irc i've found. Could anyone point me towards a beginner location(be it information, etc) or a beginner irc?
[14:02:25] <_methods> all that police hostility got me thinking about my favorite police documentary super troopers
[14:03:11] <_methods> well freenode is about as beginner irc as you get
[14:03:25] <_methods> so you got that part
[14:04:06] <cbatwork> Sure, I meant more about a channel focused to new people. I don't want to bug anyone with questions
[14:04:13] <jdh> the only person I know that says shenanigans is a cop
[14:04:21] <_methods> you mean FARVA
[14:04:23] <_methods> lol
[14:04:34] <jdh> methods: dis you look at that emco?
[14:04:41] <_methods> na
[14:06:02] <jdh> cbatwork: you could ask polymorpheism about router selection
[14:06:20] <_methods> http://www.cnccookbook.com/CCDIYCNC.htm
[14:06:32] <_methods> i think that page has a bunch of diy stuff
[14:06:41] <gregcnc> what kind of emco?
[14:06:50] <_methods> it was a emco 5 i think?
[14:07:00] <gregcnc> the little one
[14:07:04] <_methods> yeah
[14:07:15] <_methods> i sent him an email
[14:07:18] <_methods> he never replied
[14:07:24] <jdh> yeah. 5pc with no pc
[14:07:25] <_methods> http://charleston.craigslist.org/tls/5552694396.html
[14:07:51] <_methods> i tried to go check it out
[14:08:33] <_methods> probably sell it for parts and make a few bucks
[14:08:58] <gregcnc> can't see if it has the tool changer
[14:09:02] <_methods> yeah
[14:09:14] <_methods> if it had the toolchanger that i could see i would be more aggressive about it
[14:09:27] <_methods> would be worth it then
[14:11:33] <gregcnc> if it was mounted, the motor would be sticking out of the slot in the plastic cover.
[14:12:40] <_methods> ah
[14:12:43] <_methods> so no changer
[14:13:13] <_methods> i was kinda hopin the guy would email back so i could go over to mt pleasant since they have a pf changs over there hahaha
[14:13:53] <jdh> he has a phone number
[14:14:55] <_methods> hah
[14:14:58] <_methods> didn't see that
[14:15:55] <_methods> jdh: do you want it?
[14:16:23] <jdh> not for 600
[14:16:27] <_methods> hahah
[14:16:39] <jdh> 300 would be ok
[14:16:41] <_methods> well i'll give him a call and maybe go check it out this weekend
[14:16:43] <_methods> if he answers
[14:16:57] <jdh> unless it has the turret
[14:17:29] <jdh> I should put my 9x back together as a manual
[14:20:20] <_methods> well just called him and he says it has the turret but i don't think he knows what a turret is
[14:20:28] <_methods> he said it has a thing that holds tools
[14:20:29] <_methods> lol
[14:21:00] <_methods> guess he's up in virginia now and should be back this weekend so i'll go check it out
[14:22:22] <jdh> cool
[14:22:38] <jdh> could be just the toolpost
[14:22:46] <_methods> that's what i'm guessing
[14:22:55] <_methods> he didn't sound like he had a clue
[14:23:17] <jdh> it has like a 2.4" swing?
[14:23:28] <gregcnc> http://www.lathes.co.uk/emco/img77.jpg
[14:23:46] <_methods> no idea but i'll take better pics for you
[14:24:27] <jdh> that one would be cooler
[14:24:59] <_methods> yeah i see what you're sayin about the turret
[14:25:19] <_methods> that 2nd motor isn't on the craigslist one
[14:25:35] <gregcnc> I think it's 5" swing over the bed.
http://www.lathes.co.uk/emco/page10.html
[14:25:37] <_methods> oh well
[14:26:05] <gregcnc> looking at those pictures maybe only the Compact 5 CNC had the turret.
[14:27:22] <CaptHindsight> I call Shennaganaramdanaaroseannadanna
[14:28:21] <gregcnc> I should finish my Compact 6. I put it on hold trying to figure chuck/collet options, but I'll just have to give up and use what I have.
[14:28:25] <CaptHindsight> there was a spot on G4 TV that had a show about "Shenanigans." a few years ago, i think that got the word going again
[14:28:55] <_methods> i think they crowdfunded super troopers 2
[14:30:19] <jdh> 2.4" swing over slide
[14:30:55] <jdh> 3.9 over bed
[14:31:24] <gregcnc> ah OK
[15:05:11] <_methods> what's the difference between rt-preempt and RTAI?
[15:06:43] <FloppyDisk> Different Real Time kernals supported by different groups... Machine kit has a writeup, let me see if I can find it.
[15:06:53] <_methods> i ju8st looked at that i believe
[15:07:02] <_methods> http://blog.machinekit.io/2015/11/and-winner-is-rt-preempt.html
[15:07:11] <FloppyDisk> Yup - that's the one.
[15:08:05] <FloppyDisk> I'm the wrong person for you then, don't know any details other than that...
[15:17:08] <gregcnc> I thought pcw was saying mesa ethernet cards need preempt
[15:17:52] <FloppyDisk> gregcnc - Yes - they need the preempt and run in userspace, if I'm correct...
[15:18:22] <FloppyDisk> I think it's cuz of the udp communication, but dunno much on this one either.
[15:19:13] <FloppyDisk> I read somewhere, that 'a while' back, preempt didn't have good latency times, but I think w/ newer hardware, the preempt is pretty good.
[15:19:45] <Sync> hm
[15:19:58] <_methods> i was just wondering since my computer died running my little pcb mill and was going to do a 64bit install this time
[15:20:03] <PCW> Yes the run in uspace (originally the ran under RTAI/ RTnet but thats way too painful to setup and too picky about NICs)
[15:20:10] <_methods> and it looks like you need to use preempt for 64bit
[15:20:12] <Sync> my indian tool grinder uses two AC bearings in X arrangement with two spacers
[15:20:18] <PCW> s/the/they/
[15:20:42] <Sync> changed the bearings and now the inner spacer is loose :D
[15:20:55] <Sync> I guess I'll get rid of it
[15:21:09] <PCW> RT-Net can do UDP also but its a PITA
[15:21:32] <_methods> so is preempt going to be the way to go in the future?
[15:21:39] <PCW> I think so
[15:21:44] <_methods> kk
[15:22:28] <PCW> RTAI is stlll better for software stepping on slower machines but thats about it
[15:23:18] <_methods> guess i won't need to worry about that on this one
[15:27:59] <gambakufu> preempt is a bit disappointing in my experience. just tried it on a core2duo 2.something ghz, and the 1ms thread had about 86 latency.
[15:28:46] <gambakufu> and that's with regular "stress" using firefox bumped it up to over 120. not sure if that's faulting the pc, the kernel or firefox.
[15:28:54] <gambakufu> I'mma still blame firefox though.
[15:30:40] <neckro23> yeah on my machine RTAI is pretty bulletproof while preempt is all over the place
[15:31:19] <neckro23> like even going to shadertoy.com and loading a bunch of tabs at once didn't affect my latency scores
[15:34:53] <gambakufu> I have a mesa card so hopefully all will be ok withe preempt. the dream of running linuxcnc on a nuc is dead though. at least for the lower cost nuc.
[15:45:20] <_methods> http://www.nytimes.com/2016/05/15/business/dealbook/new-crowdfunding-rules-let-the-small-fry-swim-with-sharks.html?_r=1
[15:46:13] <XXCoder> is default debian image of linuxcnc RTAI?
[15:46:46] <gambakufu> yes
[15:46:52] <gregcnc> _methods image the possibilities kickstarter/indiewhatever is just the beginning
[15:46:55] <gregcnc> imagine
[15:48:31] <_methods> am i just blind or do they not link anywhere in the article to the actual "rules" that have been developed
[15:48:34] <FinboySlick> I devolved into watching idubbztv 'kickstarter crap' this weekend. Funny but also makes you very sad for humanity.
[15:49:29] <_methods> ah there it is
[15:49:36] <_methods> https://www.sec.gov/rules/final/2015/33-9974.pdf?version=meter+at+2&module=meter-Links&pgtype=article&contentId=&mediaId=&referrer=&priority=true&action=click&contentCollection=meter-links-click
[15:53:10] <_methods> hmmm looks like they are limiting amount raised to $1million in 12-month period if you want to remain exempt from securities act
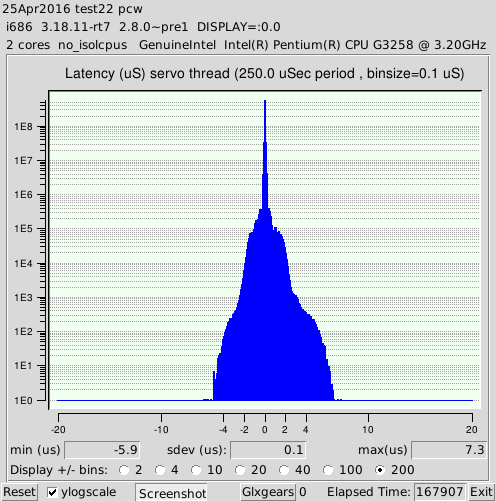
[15:55:25] <PCW> Preempt-RT on a suitable machine:
http://freeby.mesanet.com/3.18.11-rt7.png
[15:57:09] <PCW> for a 1 KHz servo thread (and hardware stepgen/encoder counting) even 200 usec or so of latency is OK
[15:57:38] <gambakufu> good to hear.
[15:59:03] <PCW> that is, unless you are doing software stepping, latency is sort of who cares
[16:00:41] <PCW> I have a Zotax CI323 and it has relatively terrible latency (160 usec if you run videos in the browser) but it runs hm2-eth at 1 KHz fine
[16:00:42] <gambakufu> apart from the fact that less data is passed through, is that due to the buffring on the card?
[16:01:00] <PCW> there is no buffering
[16:03:45] <gambakufu> oh. well, there might be hope for the NUC after all. we'll just have to see when the card gets here.
[16:05:01] <PCW> its just that servo thread jitter is not terribly important to motion and the most significant effects of jitter can be nullified by de-jittering the position sample time
[16:06:21] <gregcnc> what generates that latency plot?
[16:06:47] <PCW> latency-histogram
[16:07:14] <gregcnc> thanks
[16:08:05] <PCW> that particular one is with --nobase --servo 250000
[16:10:03] <Sync> PCW: is there an easy way that I can prod sserial devices to produce stuff on the bus?
[16:11:41] <Sync> or force the sserial baudrate to be lower
[16:15:16] <DaViruz> Sync: i managed to find the ktm connector supplier, they're called "ODU", and it's a completely custom job, though i suspect it may mate up with one of their standard connectors
[16:15:41] <DaViruz> though you need to order huge amounts
[16:15:46] <DaViruz> http://www.odu-uk.co.uk/application-areas/emobility/page/2/type/2.html
[16:15:50] <DaViruz> they even admit to it!
[16:16:05] <Sync> oh yes of course
[16:16:12] <Sync> I have a few of those
[16:16:15] <DaViruz> oh.
[16:16:25] <Sync> (not the ktm one, but medi snaps)
[16:16:34] <PCW> the sserial host will send a cookie request (i think it may retry 20 times) but if it gets no acknowlegement it will give up
[16:16:49] <DaViruz> this one is pretty similar to the mini-snap pc, but without the slide lock
[16:19:30] <PCW> you can set the per channel baud rate before issuing a start command (for example the firmware update stuff all runs at 115200 baud)
[16:19:31] <PCW> The setsserial utility in linuxcnc does this so is at least some example code for setting the sserial baud rate
[16:20:22] <Sync> well, yeah I can set it with sserial_baudrate when loading the hostmot2 driver
[16:20:45] <Sync> it seems to work, but I can't see much traffic on the line
[16:23:03] <Sync> hm, maybe I can somehow show the remote devices?
[16:23:14] <PCW> unless the host responds it will give up pretty quickly
[16:24:26] <PCW> you can pass any lbp command through the interface, you can also read the state to see how far it got
[16:26:19] <PCW> if the remote responds correctly the SSLBP host will continuously blather at it until the first DOIT
[16:26:20] <PCW> (sending all 0 process data as fast as the remote reponds)
[16:27:14] <Sync> well, I'm trying to debug if my own remote works
[16:27:25] <PCW> I have a list of the state codes if you want to know where it hung
[16:27:49] <Sync> and currently I'm loading and unloading hm2_eth
[16:27:54] <Sync> but that seems like an inefficient way
[16:28:33] <PCW> you can test your remote by hand with a terminal program ( that allows hex data entry and sends a line at a time)
[16:29:58] <Sync> k
[16:30:20] <Nick001-shop> Looking for help correcting this servo error
https://www.dropbox.com/s/pgnxv0s74idc2in/Error2.png?dl=0
[16:31:27] <cradek> start of a move?
[16:31:55] <Nick001-shop> 0/250 move total
[16:32:07] <cradek> I don't understand what that means
[16:32:36] <Nick001-shop> error seems to be in the middle of a 1/4" move
[16:33:10] <cradek> that seems unlikely unless you have a mechanical problem
[16:33:49] <cradek> what's channel 3?
[16:36:04] <Nick001-shop> the motor isn't really hooked up to anything. I inputted the pulley ratio for a 5mm ball screw as it would be when I'm done Right now trying to get the servo to tune properly and test the AMC driver. I'm in voltage mode.
[16:36:56] <cradek> you usually can't tune a motor with no mass hooked to it
[16:37:19] <cradek> but if it's going nuts in the middle of a move (when it should be moving steady) maybe you have a commutation feedback problem of some kind
[16:37:56] <enleth> Nick001-shop: just a small hint by the way: use imgur for linking screenshots, it's much leaner and easier on people's computers and connections
[16:38:13] <cradek> brb
[16:38:32] <Nick001-shop> there's an internal capacitor in the drve - brand new servo and encoder
[16:39:40] <Nick001-shop> I wil try imgur - dropbox annys the hell out of me with the constant emails.
[16:39:56] <Nick001-shop> annoys
[16:40:01] <enleth> and everyone else, with login/registration prompts
[16:44:06] <Nick001-shop> Image on igmur
http://imgur.com/Mi3Ny4I
[16:44:41] <enleth> Nick001-shop: are you using the servo's tacho or a drive that doesn't need it?
[16:47:55] <Deejay> gn8
[16:51:18] <Nick001-shop> no tach - in voltage mode with encoder feedback
[16:51:55] <enleth> which AMC is that?
[16:52:58] <enleth> anyway, I can't really help here, no experience with just encoder feedback
[16:54:47] <Nick001-shop> 10A8
[16:55:20] <Nick001-shop> the servo is KL23-130-60 with an add on encoder
[16:55:45] <Nick001-shop> from Automation Technology
[17:03:53] <gregcnc> stepper motor?
[17:04:26] <gregcnc> doh
[17:04:42] <gregcnc> you are tuning torque mode
[17:09:39] <gregcnc> nick001-shop without tach feedback you should be tuning torque mode
[17:09:47] <Nick001-shop> no - servo - I have the drive jumpered for voltage mode
[17:10:02] <gregcnc> ?
[17:10:48] <gregcnc> you won't be able to tune it
[17:11:19] <gregcnc> I'll look at the papers again
[17:11:22] <Nick001-shop> The AMC drive ihas a jumper to put it into voltage mode.
[17:11:43] <Nick001-shop> Page 5 og 7
[17:12:23] <gregcnc> so it has tach input?
[17:13:54] <Nick001-shop> no -encoder, the tach is tach velocity
[17:14:27] <gregcnc> what will you be moving with the servo?
[17:14:59] <Nick001-shop> There are 3 modes - current. voltage, tachometer velocity
[17:15:28] <Nick001-shop> yes- using a servo with encoder bolted to it
[17:16:00] <Nick001-shop> moving a ballscrew on a slide
[17:16:29] <Nick001-shop> with a 1 to 4 pulley ratio
[17:18:31] <alex4nder> re..
[17:23:41] <alex4nder> http://imgur.com/y0wHuuq <- anyone have an opinion how you'd hook up the econo-probe to a mesa 7i76's input?
[17:23:48] <gregcnc> I've not used voltage mode, but I don't know if this will work unless the motor is grossly oversize. I tuned mine in torque mode.
[17:23:56] <alex4nder> I have it working, but I'm curious what you guys would have done
[17:28:15] <Nick001-shop> torque mode meaning tachometer?
[17:28:35] <gregcnc> torque mode = current mode
[17:29:49] <Nick001-shop> do you use a tach or encoder
[17:30:02] <Nick001-shop> for feedback
[17:30:05] <gregcnc> encoder
[17:31:26] <LeelooMinai> Hmm, I updated linuxcnc from Debian updater and somehow I ended up with 2.8.0-pre1... Is that a problem? I was expecting upgrade from 2.6 to 2.7
[17:31:29] <Nick001-shop> I'll have to go back and rejumper it to current mode and see what I get - thanks
[17:33:12] <LeelooMinai> After the upgrade I see this too: Can't find module 'probe_parport' in /usr/realtime-3.4-9-rtai-686-pae/modules/linuxcnc
[17:33:46] <LeelooMinai> I tried commenting/uncommenting the "install parport_pc /bin/true" line in config file, but did not fix it.
[17:34:16] <LeelooMinai> So, I wonder... should I try to downgrade that 2.8.0 to 2.7 or what...
[17:37:26] <LeelooMinai> Hmm, I read something about removing parport module from hal files - will try this too
[17:42:20] <_methods> https://www.kickstarter.com/projects/963861855/keep-track-of-your-gases-with-ch4?ref=nav_search
[17:42:28] <_methods> more kickstarter gold
[17:42:34] <_methods> a fart tracker
[17:48:56] <witnit> LeelooMinai: I just put this in my halfile and restarted, seemed ok, but you may want to see if its okay for your setup
[17:48:56] <witnit> So just hash mark out that line and see what you get.
[17:48:56] <witnit> #probe_parport
[17:49:28] <LeelooMinai> Right, I got it to work. Had to remove some pet_watcher entry for the mesa card too.
[17:49:42] <LeelooMinai> Apparently it's not longer needed or something.
[17:49:49] <witnit> yeah for watchdogs
[17:50:18] <LeelooMinai> I guess I will leave this 2.8.0-pre1 for now - maybe it will not explode...
[17:50:57] <LeelooMinai> btw, any pointer for aligning axis on a CNC first time?
[17:51:08] <witnit> aligning?
[17:51:36] <LeelooMinai> Yes, well, I presume that it's beneficial to, say, have x-axis perpendicular to the others, etc.:)
[17:52:14] <LeelooMinai> Just wondering how should I do that the best way.
[17:52:22] <witnit> you mean physically make sure X moves perpendicular to the y/z
[17:52:47] <LeelooMinai> Yes, I mean tigtening all the screw, etc. for the first time.
[17:52:51] <JT-Shop> is this a gantry?
[17:53:16] <LeelooMinai> Yes, it's moving table setup.
[17:53:46] <LeelooMinai> Maybe I should drill 4 holes in an mdf?
[17:53:48] <JT-Shop> with dual motors on the gantry?
[17:54:09] <LeelooMinai> No, one stepper for each axis
[17:54:29] <witnit> LeelooMinai: do you have indicators?
[17:54:45] <LeelooMinai> Yes, I do - digital and needle one and magnetic holders.
[17:55:01] <LeelooMinai> Also two 123 blocks.
[17:55:13] <LeelooMinai> If they can be used for something - I don't know.
[17:55:16] <witnit> those will get you close if you pay attention to how you use them
[17:55:55] <witnit> also just making a simple square part and measure to see if its square is nice
[17:56:00] <LeelooMinai> My table is not super-flat though, since its top is a bunch of aluminum extrusions...
[17:56:25] <LeelooMinai> Or at least I think it's not - not sure, but probably not perfect.
[17:56:25] <witnit> its not
[17:56:55] <LeelooMinai> Was thinking about putting a small surface plate on it for alignments?
[17:57:08] <LeelooMinai> But I can afford only smallish one - 9 by 12 inches.
[17:57:27] <witnit> machine model?
[17:58:04] <LeelooMinai> Well, it's a CNC I made myself a year ago or so:
https://www.flickr.com/photos/100017731@N03/16691429357
[17:58:18] <LeelooMinai> Had not time to got to it back, just now.
[17:59:08] <witnit> basically if you add any top to it the machine its still only as accurate as the surface you are mounting it to. SO after you add your own metal top, just use the machine to finish the top surface of it, ensuring the top is perectly flat to the axis
[17:59:09] <LeelooMinai> There's an alu plate beneath the extrusions, 1/2 inch I think, but otherwise it was not leveled really.
[17:59:33] <witnit> so, dont worry about buying an accurate plate, just add your own cheap plate and machine it with the gantry you are using
[17:59:53] <witnit> it may take a long time but atleast the plate is true to your machine
[18:00:29] <LeelooMinai> Hmm... but I used extrusions for easy fixing of stuff to it - wouldn't putting another plate on top be kind of weird?
[18:01:19] <witnit> I suppose you could just remachine the extruded aluminum on top
[18:01:42] <witnit> basicly put your indicator in your spindle and check the surface all over
[18:01:43] <LeelooMinai> In any case, I have to make x axis perpendicular to the y one somehow as the first step I think.
[18:02:41] <LeelooMinai> I could draw a square or something, but not sure if that is an accurate way of measuring the perpendicularity.
[18:03:09] <witnit> a straight edge and indicator can do alot
[18:03:43] <LeelooMinai> Hmm, I don't really have a proper straight edge - maybe I should invest into one...
[18:03:44] <JT-JA14> draw two lines perpendicular to each other then measure the perpendicularity
[18:03:53] <witnit> ^
[18:04:44] <LeelooMinai> Right, ok, I guess I should attach some MDF to the top first.
[18:06:16] <LeelooMinai> That strainght edge - what be the usage of it exactly?
[18:07:02] <LeelooMinai> That is, what could I align with it and how?
[18:07:22] <LeelooMinai> I guess right now the only things I know are straight are the rails.
[18:16:11] <RootB> hello LinuxCNC, does any of you have experience with the tinyG controller?
[18:17:10] <JT-JA14> machinekit?
[18:17:28] <malcom2073> RootB: I've used tinyg2
[18:17:35] <malcom2073> Never used tinyg though
[18:20:22] <RootB> malcom2073, I suppose you got experience using the chilipeppr GUI?
[18:20:36] <_methods> tinyg that's that thing i've been searching for my whole life?
[18:20:38] <malcom2073> Nope
[18:20:39] <_methods> one day i'll find it
[18:20:41] <RootB> Well
[18:20:48] <RootB> Im having a problem with the machine I have, it's a shapeoko
[18:21:00] <RootB> Right now I'm trying to run an autoleveling script that chilipeppr provides you with
[18:21:08] <malcom2073> I couldn't stand the whole "cloud cnc" thing heh
[18:21:39] <RootB> IT touches my FR4 board and the relay closes, but the moment the drill lifts
[18:21:47] <malcom2073> I'd say ask on their mailing list or forums?
[18:21:55] <RootB> nobody seems to have that problem
[18:22:24] <malcom2073> They're still the most likely to be able to help you with that piece of... uh... software
[18:22:25] <malcom2073> heh
[18:23:16] <malcom2073> Have you tried using alternative utilities? I thought tinyg had a non-web control application
[18:36:54] <Encxapsulation> zlog
[18:39:24] <LeelooMinai> I found some old Logitech gamepad and I read that maybe it could be used as a jog, but at the top of the page I read "hal_joystick has been depreciated from EMC 2.4"
[18:39:44] <LeelooMinai> So, was it replaced with something else?
[18:40:04] <LeelooMinai> I mean this page:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?HereIsHowToCheck
[18:40:17] <LeelooMinai> Which I reached from here:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_Remote_Pendant
[18:42:13] <JT-JA14> that is still a good one
[18:42:54] <LeelooMinai> I tried it, but hal_joystick was not found - maybe I need to install something?
[18:43:18] <LeelooMinai> http://i.imgur.com/zQfQCiF.png
[18:43:48] <JT-JA14> simple remote pendant doesn't use hal_joystick
[18:44:28] <_methods> looks like you mispelled joystick anyways
[18:44:34] <_methods> joystic in your img
[18:44:37] <LeelooMinai> Well, corrected it
[18:44:46] <LeelooMinai> Next line
[18:45:11] <_methods> ah
[18:46:05] <LeelooMinai> Hmm, maybe I will skip the step 1 then... since my pad is exactly the same.
[18:46:37] <Encxapsulation> is 4th axis ever going to be worth it on these 6040s? Even having it on the control box for a later upgrade? Or do I really not need it.
[18:47:38] <enleth> Encxapsulation: not for any of your use cases
[18:48:26] <malcom2073> Encxapsulation: Give me a few minutes I'll figure out a use case for ya :-P
[18:49:07] <malcom2073> Ah if you ever want to engrave a circular enclosure?
[18:50:44] <Encxapsulation> for making my own control knobs?
[18:50:52] <enleth> cyllindrical rather
[18:51:05] <Encxapsulation> the cheap 6040 4th axis are too weak for that though
[18:51:13] <enleth> for knobs you want a lathe anyway
[18:51:46] <Encxapsulation> I'll skip the 4th axis
[18:52:10] <enleth> using a 4th axis on a milling plotter as a lathe is a very bad idea
[18:52:40] <Encxapsulation> it might be cool to make statues from wood or something
[18:52:50] <Encxapsulation> but not useful for my requirements in that regard
[18:53:07] <Encxapsulation> I could also do a lot of what it can do with two fixturing I would think
[18:53:51] <Encxapsulation> https://www.flickr.com/photos/64283341@N02/sets/72157633486794444/
[18:57:12] <jdh> looks just like mine.
[18:57:18] <jdh> you could have been making chips by now
[18:59:13] <Encxapsulation> chips coming soon
[19:00:55] <jdh> uh huh
[19:02:32] <JT-JA14> I guess I have a bad C1 board, can't wait for my 7i78s to arrive
[19:04:52] <jdh> like a cnc4pc board?
[19:05:16] <JT-JA14> yea, an old one left over from the plasma original build
[19:28:50] <_methods> man i haven't looked at new hard drives in awhile
[19:28:53] <_methods> 5tb drives
[19:28:55] <_methods> man
[19:29:07] <enleth> there are bigger
[19:29:20] <_methods> drives finally got back to normal prices
[19:29:55] <malcom2073> They did, it's kinda nice
[19:30:02] <malcom2073> Took like two years
[19:30:33] <_methods> yeah man time to upgrade the plex server hehe
[19:30:44] <_methods> $200 for 5tb drives man
[19:31:12] <LeelooMinai> What are you going to store on 5TB anyways:)
[19:31:48] <_methods> cat pics
[19:34:55] <LeelooMinai> Hmm, so I am doing this:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_Remote_Pendant
[19:35:20] <LeelooMinai> But get messages like this: custom_postgui.hal:41: Pin 'halui.jog.0.analog' was already linked to signal 'jog-x-analog'
[19:35:38] <LeelooMinai> I guess those signals are already linked to something
[19:35:43] <LeelooMinai> Maybe GUI element?
[19:36:27] <LeelooMinai> I have this in the main file:
http://i.imgur.com/3LyfTGW.png
[19:37:02] <LeelooMinai> So, maybe I could somehow have the jog work in parallel with UI buttons?
[19:37:12] <LeelooMinai> Or is it one or the other only?
[19:42:55] <Encxapsulation> might go with the x6-2200l
[19:42:59] <Encxapsulation> this is my final debate
[19:43:07] <Encxapsulation> in my own mind
[19:46:01] <Encxapsulation> those linear rails, handheld controller, (hate to admit, the usb), limit switches, higher stepper voltage, actual support(who knows how good, but lance from omio has been around for years now. why they changte their names I'm not sure), 2.2kw spindle(not sure how they do this with 110v, it contradicts the other seller.) and most importantly, 90 mm z travel, instead of 65, 140 w/ o dust boot and 140mm z clearance, superi
[19:46:02] <Encxapsulation> or to 6040s 65mm travel and 90mm clearance (for milling hte top of tall enclosures)
[19:46:40] <Encxapsulation> price $2500 vs $1130
[19:46:50] <Encxapsulation> seems like it may be worth it
[19:47:54] <Encxapsulation> option 1:
http://www.aliexpress.com/item/Free-Shipping-with-free-gift-CNC-Engraving-Machine-3-axis-CNC-6040-Z-S65J-CNC-Router/1690878195.html
[19:48:01] <Encxapsulation> option 2:
http://www.omiocnc.com/products/x6-2200l-usb.html
[19:48:05] <malcom2073> I say go with option Q
[19:48:11] <Encxapsulation> raptor is out, too small x and I want turn-key
[19:48:25] <malcom2073> My dad is thinking about getting a raptor
[19:48:34] <malcom2073> And he's a very shrewd mechanical engineer
[19:48:45] <LeelooMinai> I thought they barely fly
[19:49:40] <Encxapsulation> hmm
[19:49:59] <malcom2073> http://www.ebay.com/itm/ERICKSON-50NMTB-QUICK-CHANGE-TOOL-HOLDER-W-WIRE-WHEEL-XLNT-/181606589769?hash=item2a4898a549%3Ag%3AJMUAAOSwuMFUhdBt
[19:49:59] <Encxapsulation> have to shut down laptop I';ll see any replies about 2 machine comparison on my desktop
[19:50:07] <malcom2073> CNC wire brushing?
[19:50:28] <Encxapsulation> why not xD
[20:27:33] <zeeshan> https://www.youtube.com/watch?v=nTyLod4mn-E
[20:27:36] <zeeshan> comments on my video!
[20:27:37] <zeeshan> ?!
[20:30:33] <Polymorphism> really nice video zeeshan
[20:30:48] <zeeshan> =]
[20:30:53] <zeeshan> i hope it helps someone
[20:47:57] <FloppyDisk> zeeshan - helps me - thanks... BTW, I don't usually click the videos from here cuz I assume it's some animal video...
[20:49:03] <gregcnc> zeeshan www.ebay.com/itm/161667526422?
[20:49:27] <enleth> zeeshan: using inches? why?
[20:53:31] <gregcnc> enleth
https://pbs.twimg.com/media/CiKKHyjWwAAK3in.jpg
[20:55:19] <enleth> gregcnc: you know what to say when your american friends insist on measuring stuff in feet?
[20:55:31] <gregcnc> not yet
[20:55:35] <enleth> "I prefer measuring length in 'dicks'. Y'know, same thing for me."
[20:55:42] <gregcnc> nice
[20:57:58] <gregcnc> anyone use a manual surface grinder much?
[20:58:32] <gregcnc> every post I saw was something to the effect of "what a pain in the arms"
[20:59:31] <enleth> as in, one without powerfeeds?
[20:59:43] <gregcnc> correct
[21:00:35] <enleth> no, but the first thing I'd do if I got one would be to attach a piece of 8mm hex stock to the crank hub and chuck a beefy portable drill
[21:01:16] <enleth> then just hold the trigger and flip the reverse switch
[21:03:22] <enleth> which reminds me to look for a bridgeport knee crank adapter for a portable drill
[21:04:25] <gregcnc> I have a chance to get one, but have to figure out how to get it out of a basement.
[21:04:41] <enleth> in pieces, I presume
[21:06:30] <malcom2073> It's on my project list to make myself a knee crank adapter in the next week or so heh
[21:06:48] <malcom2073> then eventually stick a permanent motor on it
[21:07:40] <jdh> your dial indicator is not square
[21:08:15] <FloppyDisk> surface grinder =
[21:08:28] <FloppyDisk> surface grinder =
[21:08:40] <FloppyDisk> Well, I can't type...
[21:08:55] <FloppyDisk> Anyway, surface grinder produces a lot of dust... not good dust...
[21:09:28] <enleth> malcom2073: see if you can manage to stick the motor inside the knee, I think it's doable
[21:09:40] <FloppyDisk> But, don't let me troll, I'd like one, just keep the dust in mind...
[21:09:47] <malcom2073> enleth: I have enough room next to it, I'd rather not have to get up under there :)
[21:10:20] <enleth> malcom2073: but where's the fun in that?
[21:10:25] <malcom2073> heh
[21:10:29] <malcom2073> That knee is heavy :-P
[21:10:33] <malcom2073> i like to stay away from it
[21:10:58] <gregcnc> yeah, I don't have a separate space for it, but it wouldn't see much use. Probably just let it blow dust out on the driveway.
[21:11:14] <enleth> malcom2073: it's actually quite manageable compared to the column
[21:15:48] <gregcnc> capthindsight 3D metal printer
http://wyss.harvard.edu/viewpressrelease/257
[21:16:06] <_methods> oh man you definitely want power feed on a surface grinder
[21:16:17] <_methods> not fun grinding without it
[21:36:54] <tiwake> _methods: hi
[21:48:05] <_methods> tiwake: hey
[22:15:39] <joem_> my first cnc project coming to a close!
[22:15:40] <joem_> if there is want for 10k, 20k rpm, then a spin
[22:15:51] <joem_> er
[22:15:52] <joem_> https://i.imgur.com/Y8udvmf.png
[22:21:46] <somenewguy> some nice big pieces for a first project
[22:35:57] <joem_> hmm need a banana for scale
[22:38:46] <somenewguy> better be NIST traceable
[22:39:54] <joem_> machined banana?
[22:39:56] <joem_> :P
[22:45:44] <CaptHindsight> bananas or plantains?
[23:03:35] <zeeshan-shop> enleth rofl @ measuring in dicks
[23:03:35] <zeeshan-shop> hahaha
[23:04:35] <zeeshan-shop> enleth i do all my engineering calcs in si units and then convert to imperial after
[23:04:55] <zeeshan-shop> i dont have a "feel" for kg, and length measurements
[23:05:06] <zeeshan-shop> i guess because of growing up to hearing the savage units :P
[23:05:35] <Tom_itx> final done
[23:05:39] <zeeshan-shop> howd it go
[23:05:46] <Tom_itx> good
[23:05:49] <zeeshan-shop> good!
[23:06:26] <Tom_itx> trying to maintain the 4.0 ... we'll see
[23:07:37] <Tom_itx> the one guy i was helping last semester i don't think he did so well
[23:28:06] <somenewguy> I'm american and feet I understand, all other units of length are a little confusing
[23:28:35] <somenewguy> kg and lbs I have a feel for, but to this day I have no clue how significant a 20 deg F temp rise is wherase I know exactly the scale of a 20 deg C delta
[23:30:37] <CaptHindsight> a meter is ~ a yard
[23:30:38] <LeelooMinai> C is scaled 5/9, so very roughly you can use 1/2
[23:31:11] <CaptHindsight> same for Km, they are a bit more than 1/2 a mile
[23:31:21] <LeelooMinai> So 20 deg C change roughly 40 deg F change I guess
[23:32:08] <CaptHindsight> a gallon of gas is ~3.75 liters
[23:32:27] <zeeshan-shop> awesome, just blew up a 5/8 drill
[23:33:05] <CaptHindsight> a Kg is just over 2 lbs
[23:33:36] <CaptHindsight> so thee lots of doubling or dividing by 2
[23:33:46] <CaptHindsight> thee/there's
[23:34:12] <LeelooMinai> Roughly only though
[23:34:35] <CaptHindsight> yeah, no need to get anal over milk
[23:35:33] <LeelooMinai> Tell that to someone who sells millions of gallins of milk:p
[23:35:38] <LeelooMinai> gallons*
[23:36:18] <CaptHindsight> it's more important to get the conversion right on your near light speed before jumping into hyperspace
[23:36:57] <zeeshan> converting units is easy
[23:37:13] <zeeshan> having an instant feel for the number is hard
[23:39:08] <CaptHindsight> i use math
[23:39:29] <CaptHindsight> sometimes i use a calculator or the Google
[23:41:19] <CaptHindsight> https://www.google.com/search?q=kg%2Fcm2+to+mpa&ie=utf-8&oe=utf-8
[23:42:06] <CaptHindsight> also handy
http://www.kylesconverter.com/speed-or-velocity/furlongs-per-fortnight
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}