Back
[00:33:59] <MacGalempsy> well it looks like the PSU was just too puny. I busted out the big boy and the machine is powering up just fint
[00:34:01] <MacGalempsy> fine
[00:34:53] <zeeshan-shop> :)
[00:35:09] <MacGalempsy> hey zeeshan. how goes it?
[00:36:59] <zeeshan-shop> not bad
[00:37:02] <zeeshan-shop> messing around with the rpi2
[00:37:10] <zeeshan-shop> trying to make it my garage computer, but its pretty clear its a pos
[00:37:12] <zeeshan-shop> and too slow
[00:37:13] <zeeshan-shop> lol
[00:37:20] <zeeshan-shop> ill need to buy a mini desktop i think
[00:38:01] <MacGalempsy> heh. cool. im trying to get my machine back up and running, but the desktop took a crap
[00:38:13] <zeeshan-shop> what happened
[00:40:22] <MacGalempsy> i think the psu went out, but i had another PC that I want to use because the max jitter was pretty low
[01:19:18] <MacGalempsy> it is amazing what a big difference a PSU is
[01:19:35] <MacGalempsy> the 280w and 365w were too weak
[01:19:41] <MacGalempsy> the 1000w did the job. lol
[01:32:49] <zeeshan-shop> thats a lot power
[01:32:52] <zeeshan-shop> finally got the rpi 2 work
[01:32:58] <zeeshan-shop> user error. wasn't using hardware acceleration
[01:33:02] <zeeshan-shop> thing can play 1080p no problem
[02:14:31] <pink_vampire> hi
[02:33:17] <pink_vampire> hi zeeshan-shop
[02:34:32] <zeeshan-shop> hi
[02:34:33] <Deejay> moin
[02:34:40] <zeeshan-shop> its sleep time :P
[02:34:55] <Deejay> its waking up time ;)
[02:34:59] <Deejay> 9 am
[02:40:37] <zeeshan-shop> last reboot of the night :P
[02:44:36] <pink_vampire> here is 3AM
[03:59:01] <mase-tech> morning
[04:47:39] <XXCoder> hey
[05:19:06] <Topy44> helloes
[05:19:13] <XXCoder> whats up
[05:19:22] <Topy44> does anyone happen to know how many balls should be in an SFU1204 ballscrew-nut?
[05:19:42] <Topy44> can't find any kind of technical specs or anything on the net
[05:19:50] <XXCoder> add em till one complains of crowding
[05:19:57] <XXCoder> honestly dunno
[05:20:08] <Topy44> ah well. back to repacking it.
[05:20:12] <Topy44> i counted 49 balls
[05:20:15] <XXCoder> I suspect my machine some of bearings dont have enough balls
[05:20:20] <Topy44> (yes, 49 in a tiny 12mm ballscrew)
[05:20:23] <XXCoder> little bit crunchy bearing
[05:20:28] <XXCoder> fun
[05:20:35] <Topy44> yeah. great fun repacking that.
[05:21:02] <Topy44> unfortunately the seller pre-mounted the nuts on the custom machined screws - the wrong way round
[05:21:14] <Topy44> and one of them lost some balls when trying to reverse it
[05:21:16] <Topy44> so yay.
[05:21:38] <XXCoder> that one has slightly less chance of having children
[05:21:53] <XXCoder> maybe check other bearings and average it out?
[05:22:01] <XXCoder> you will know approx how many needed then
[05:25:36] <XXCoder> bah
[05:26:44] <XXCoder> hate trying to talk with person with different language, which is olviously using goiogle translate or something
[05:27:08] <XXCoder> I want something like that, only for my machine so I know design sizes so on.
http://g01.s.alicdn.com/kf/HTB116.6FVXXXXb_XVXXq6xXFXXX2/119496271/HTB116.6FVXXXXb_XVXXq6xXFXXX2.jpg
[05:31:22] <XXCoder> HMM
http://g02.a.alicdn.com/kf/HTB1v7sYHFXXXXbbXVXXq6xXFXXXX/UK-US-AU-delivery-6040-CNC-router-Frame-milling-machine-mechanical-kit-ball-screw-Aluminum-clamp.jpg
[05:38:40] <XXCoder> hey CaptHindsight was it you who bought chinese cnc routers and rebuilt em?
[05:49:37] <XXCoder> HMM slight good news
[05:49:46] <XXCoder> 63 mm width between holes not 65 as I thought
[05:49:59] <XXCoder> that gives me more room to make adoptor work
[05:53:46] <Topy44> hmpf. can't get it repacked properly. i got all the balls in, but i think a few are not actually on their correct tracks but just running against the wiper.
[05:54:59] <jdh> I think you should have 51 balls
[05:55:23] <Topy44> 17 per track. that makes sense.
[05:55:25] <XXCoder> jdh: do missing balls cause "crunchy sound" as discribed by some in here
[05:56:02] <jdh> could be.
[05:56:28] <jdh> lmb2008 will ship you more balls if you got them from him
[05:58:44] <Topy44> mine came from "Shanghai sfeng international trade co., LTD"
[05:58:47] <Topy44> (aliexpress)
[05:58:49] <XXCoder> http://www.metrication.com/engineering/images/socketscrews.gif
[05:59:11] <XXCoder> so if I get slightly less than 5 mm, it is M5 correct?
[06:00:58] <jdh> last one I checked was 4.78mm
[06:02:03] <XXCoder> 4.95mm here
[06:02:09] <jthornton> Tom_shop: you awake?
[06:13:16] <XXCoder> dammit.
[06:13:21] <XXCoder> design is too close together
[06:21:59] <Topy44> right. 3d printing a tool to help fill the ballscrew.
[06:22:09] <Topy44> this is annoying as hell
[06:22:22] <Topy44> anyway, 2 balls seem to be missing... i wonder if i can get those anywhere locally
[06:22:51] <XXCoder> yep way too small
[06:23:12] <archivist> Topy44, note they may have selected the ball size
[06:23:15] <XXCoder> drilled holes for tap to holes for bolting adoptor in is less thab 1.5 mm distance
[06:23:29] <XXCoder> it would be bigger after tapping and no room for bolt heads
[06:23:47] <Topy44> archivist: what do you mean? you mean selected it for the specific nut?
[06:24:03] <Topy44> btw, does anyone know what the numbers on the plastic return inserts mean?
[06:24:16] <archivist> nut screw combination, yes
[06:24:24] <Topy44> they are labeled with 3, 4 and 4 on one, and 2, 3 and 4 on the other
[06:25:04] <Topy44> hrm.
[06:26:20] <archivist> I would not worry about a bit of a gap
[06:26:59] <XXCoder> dammit
[06:32:29] <XXCoder> what is part that connects to ballscrew nut and holds on to Z clamp called
[06:33:17] <enleth> nut bracket?
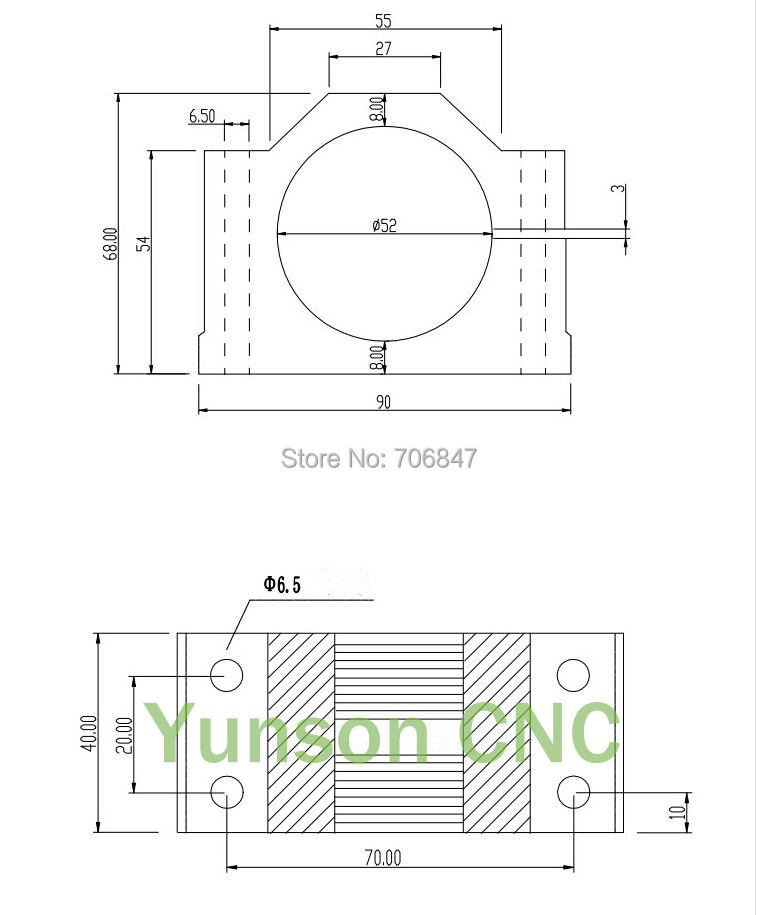
[06:33:26] <XXCoder> http://i01.i.aliimg.com/wsphoto/v0/2039387257/free-shipping-1-pcs-52mm-spindle-holder-cnc-spindle-chuck-for-cnc-3040-t-dj-or.jpg
[06:33:35] <XXCoder> I want to ask if that is compitable with my machine
[06:33:56] <XXCoder> if it is, I can just swap it out
[06:34:06] <XXCoder> adoptor idea is unworkable. :(
[06:35:10] <archivist> adjust dimensions to make adapter workable
[06:35:17] <XXCoder> archivist: cannot be done
[06:35:36] <XXCoder> 63 mm between holes for umm nut bracket? bolts
[06:35:39] <malcom2073> can't == won't
[06:35:44] <archivist> bet it can
[06:36:01] <XXCoder> and 70 mm wide for 52mm spindle clamp mount bolts
[06:36:47] <XXCoder> unless I just bolt 2 bolts for adoptor to nut bracket, leaving it a bit weak, spacing dont work
[06:36:53] <archivist> at least two methods.... move spindle further away, or add an intermediate plate
[06:37:08] <XXCoder> lemme show picture a second
[06:37:31] <skunkworks> for the morning crowd
[06:37:32] <skunkworks> https://www.youtube.com/watch?v=XntXTuXNfvE
[06:38:12] <malcom2073> Someday I'll make myself a toolchanger
[06:38:48] <XXCoder> nice
[06:40:53] <XXCoder> archivist:
http://picpaste.com/pics/Screenshot_2016-05-13_04-13-40-fFyiJS5O.1463138064.png
[06:41:20] <XXCoder> you can see how close holes are
[06:41:46] <malcom2073> XXCoder: Is that mounting holes for the Z bracket and mounting holes for the spindle clamp?
[06:42:02] <XXCoder> the bigger ones is for bolting adopt into Z bracket
[06:42:24] <XXCoder> smaller ones is holes that havent been tapped for 52mm clamp
[06:43:00] <XXCoder> by time its tapped it will be little bit bigger I guess
[06:43:15] <archivist> if that plate is much thicker, even two plates, you can do it
[06:43:21] <XXCoder> how?
[06:43:38] <XXCoder> ah burying bolts
[06:43:56] <XXCoder> first is like that one but 4 bolts closer to center
[06:44:25] <XXCoder> and also 4 bolts for that 52mm clamp
[06:53:20] <XXCoder> archivist: great idea so far
[06:53:25] <XXCoder> 10 mm thick plate
[06:53:35] <XXCoder> all 6 bolted in
[07:03:20] <XXCoder> archivist:
http://picpaste.com/pics/Screenshot_2016-05-13_04-35-another-uKXSIDQU.1463139413.png
[07:03:39] <XXCoder> that is bottom adoptor
[07:03:50] <XXCoder> all 6 bolts is used for great strength
[07:04:00] <XXCoder> and there is 4 holes to be tapped for top adoptor
[07:04:33] <malcom2073> XXCoder: Looks good!
[07:04:59] <XXCoder> malcom2073: yeah its thanks to arch for telling me that it dont have to be single part
[07:08:36] <archivist> or single part add holes in another place in the Z or clamp
[07:08:56] <archivist> always more than one way to skin a cat
[07:09:20] <XXCoder> yeah can always take out Z bracket add holes to it for 52mm clamp
[07:09:37] <XXCoder> spindle will probably be too close to Z suppirts though
[07:17:02] <XXCoder> just made second adoptor layer
[07:17:12] <XXCoder> holes is little bit close to ends
[07:17:20] <XXCoder> but doable
[07:17:45] <XXCoder> 2.88mm
[07:19:55] <XXCoder> archivist:
http://picpaste.com/pics/Screenshot_2016-05-13_04-52-42yeah-ikv871kH.1463140408.png
[07:20:14] <XXCoder> overall total of 20 mm thick
[07:20:32] <archivist> looks reasonable
[07:20:40] <XXCoder> 2 10mm plates
[07:21:42] <XXCoder> probably redesign to have 90 mm width to match clamp itself, maybe not
[07:24:49] <CaptHindsight> XXCoder: had to, they were unusable otherwise
https://imagebin.ca/v/2TYvESEACWSs
[07:25:16] <XXCoder> interestinfg
[07:25:33] <XXCoder> capt I designed the adoptor
[07:25:56] <XXCoder> so I can use 52mm spindles on my cnc router that seem to only accept 43mm clamps
[07:26:03] <XXCoder> see above for pics
[07:26:14] <CaptHindsight> https://imagebin.ca/v/2aq3eWhTxbGY free floating ballscrew ends
[07:27:15] <skunkworks> purist...
[07:27:20] <skunkworks> ;)
[07:27:46] <XXCoder> heh only purist meaning I know of relating to hobby is lego, not altering parts
[07:27:48] <CaptHindsight> 2mm of lash
[07:27:59] <XXCoder> mine has unknown lash lol
[07:28:09] <XXCoder> though tests show it to be pretty decent
[07:28:23] <XXCoder> I used webcam and ruler to see distances traveled so on lol was fun
[07:28:26] <skunkworks> The matsuura seems to have a few thousands of backlash we need to figure out
[07:28:29] <XXCoder> zee was watching it too lol
[07:29:13] <CaptHindsight> skunkworks: which axis?
[07:30:53] <XXCoder> CaptHindsight: zeeshan-shop figured it was very badly tuned and was skipping steps often
[07:31:01] <XXCoder> so after adjustment it improved a lot
[07:31:20] <max12345> hello, where can I find a list of readable gcode formats
[07:31:21] <skunkworks> for sure
[07:32:13] <XXCoder> CaptHindsight:
https://www.youtube.com/watch?v=5LTTuFjYc0I before tuneup with zeeshan, and
https://www.youtube.com/watch?v=GTYpwJTB39A after
[07:32:15] <skunkworks> X for sure
[07:32:28] <skunkworks> .0015 or so
[07:32:46] <skunkworks> could be end bearing supports and such.. Have not looked - whoever worked on it was a hack
[07:33:52] <CaptHindsight> _methods:
http://finance.yahoo.com/news/carl-jr-ceo-predicts-future-203203237.html https://www.youtube.com/watch?v=wW-4LU79qbU
[07:36:09] <XXCoder> so capt what ya think of post-tuneup heh
[07:36:41] <Tom_shop> max12345,
http://www.amazon.com/Programming-Handbook-Third-Peter-Smid/dp/0831133473
[07:38:13] <_methods> WUT where are all the people going to work now
[07:38:19] <max12345> Tom_itx: excuse me, do you mean to tell me that the only place where I can find a list of the file formats linuxCNC can read is a 50$ book?
[07:38:20] <skunkworks> umm - wow
[07:38:21] <skunkworks> https://www.youtube.com/watch?v=G07ck2G7PgE
[07:38:25] <_methods> i was just about to get a $15/hr raise
[07:38:45] <Tom_itx> max12345, that's not what you asked
[07:38:53] <Tom_itx> reread your question
[07:39:07] <XXCoder> _methods: TO $15 a hour, or Increase of $15 per hour?
[07:39:39] <max12345> alright, can you tell me where I can find a list of formats that linux CNC can read?
[07:39:42] <_methods> increase i'm on the food stamps
[07:39:46] <Tom_itx> http://linuxcnc.org/docs/2.7/html/gcode/g-code.html
[07:39:47] <skunkworks> I must be a purist.. but I don't want to use glue to hold my encoders
[07:39:51] <_methods> talkin on my obama phone now
[07:39:55] <Tom_itx> that's what is supported by linuxcnc
[07:40:18] <XXCoder> use knife to push down, pushing on blade edge. genius
[07:40:31] <Tom_itx> skunkworks, use epoxy then. it's a compromise :D
[07:40:36] <jdh> what do you mean by 'format"?
[07:40:43] <Tom_itx> not sure he knows
[07:40:55] <jdh> like ascii, or specific gcodes
[07:41:36] <max12345> like I havea cam program that produces .tap output
[07:41:43] <skunkworks> or file extension...
[07:41:45] <max12345> now I'd like to know what to convert to
[07:41:48] <XXCoder> _methods: not working atm?
[07:41:56] <Tom_itx> just add the file extension to the config file
[07:42:00] <XXCoder> or just not earning enough from work?
[07:42:05] <skunkworks> max12345, you can tell linuxcnc to see the extentions you want.
[07:42:12] <max12345> oh I see
[07:42:17] <Tom_itx> or read the gcode and fix it in the post
[07:42:35] <jdh> assuming the .tap contains valid code
[07:42:54] <archivist> max12345, tap, is that the intemediate code from cam, you need a post processor
[07:43:02] <Tom_itx> http://bobcadsupport.com/helpdesk/index.php?/Knowledgebase/Article/View/13/5/known-g-code-file-extensions
[07:43:05] <skunkworks> http://linuxcnc.org/docs/2.7/html/config/ini-config.html#_filter_section
[07:43:22] <Tom_itx> .tap isn't valid
[07:43:32] <skunkworks> tap is a mach3 file extension
[07:43:35] <Tom_itx> ooo... fadal supports it
[07:43:50] <Tom_itx> mach doesn't count
[07:44:16] <Tom_itx> datron and cincinnati support it also
[07:44:32] <Tom_itx> and a few others
[07:49:13] <_methods> XXCoder: i was joking
[07:49:19] <XXCoder> ah lol ok
[07:49:48] <XXCoder> I was unemployed and more or less unemployable for most of my life
[07:49:54] <XXCoder> fun. heh
[07:50:10] <_methods> must be nice
[07:50:21] <_methods> one day i'll get there
[07:50:22] <XXCoder> trust me it wasnt
[07:50:41] <XXCoder> I finally have permeent full time job for last over year now
[07:55:01] <_methods> i can't wait till i have a full time permanent not job
[07:55:36] <XXCoder> retirement? heh'
[07:55:40] <_methods> i'm gonna buy a dump truck full of coloring books and spend the rest of my life coloring
[07:55:59] <_methods> in the lines, out of the lines, on the table
[07:56:11] <MattyMatt> mm the smell of a burning DeWalt commutator. quality tool fail
[07:56:21] <XXCoder> _methods:
https://s-media-cache-ak0.pinimg.com/736x/34/7c/ac/347cace9ebc98ed367d37695d464b79d.jpg
[07:56:58] <MattyMatt> "new brush spark a bit, probably need bedding in" said ebay
[07:57:25] <archivist> buggered armature
[07:57:28] <MattyMatt> "hot crap, fire" says tool
[07:58:35] <MattyMatt> 2 of the fingers on the commutator are a bit crooked. I'll get the armature out on the lathe , then straighten, emery, epoxy etc
[07:58:54] <XXCoder> laters
[08:00:52] <MattyMatt> menthol smell = glass loaded abs I think. I can fix that with more fire
[08:12:29] <CaptHindsight> https://vimeo.com/164877564 Allforge - World’s First 3D Molding Machine
[08:14:15] <gregcnc> my wife said she walked into a panera around schaumburg that had 10 self serve kiosks
[08:14:49] <CaptHindsight> what they don;t show you is the process to make the dies
[08:15:17] <gregcnc> you just print it on your 3d laser sintering machine right?
[08:17:23] <CaptHindsight> https://www.youtube.com/watch?v=oj8vJMDiWp4
[08:18:04] <CaptHindsight> http://www.3dmold.it/
[08:18:12] <gregcnc> injection molded chocolate?
[08:18:57] <CaptHindsight> http://www.3ders.org/articles/20160513-the-allforge-3d-mold-making-machine-smashes-its-campaign-goal-within-days.html
[08:19:49] <CaptHindsight> well we haven't run out of people willing to spend $ on half assed machines
[08:20:34] <CaptHindsight> $2500-4500 for the early bird deals on the different models
[08:21:53] <gregcnc> worse than china quality without going to china?
[08:22:58] <gregcnc> "But Puzder says that a restaurant that's 100% automated would have one big plus for millennials: no social interaction. "
[08:23:22] <jdh> gregcnc: their phone app works like the kiosk mistly
[08:23:57] <gregcnc> yeah i suppose
[08:24:08] <MattyMatt> social interaction = spitting in your food
[08:24:17] <MattyMatt> so yeah, that's a bonus :)
[08:24:29] <gregcnc> i don't use it. my wife like to make orders far too complicated to she likes it
[08:24:48] <CaptHindsight> replace the CEO's with machines
[08:24:58] <gregcnc> that would be cost effective
[08:25:03] <CaptHindsight> actually the whole board
[08:25:18] <CaptHindsight> write greedyfuck application
[08:25:33] <CaptHindsight> merge with magic 8-ball
[08:25:37] <gregcnc> greedyapp won't help
[08:26:03] <mase-tech> WOW so much bad charma
[08:26:09] <mase-tech> Hi peps
[08:26:52] <CaptHindsight> charma = burned karma
[08:27:48] <CaptHindsight> mase-tech: yeah we tend to stick to science and math vs invisible man in the sky and other invisible magic
[08:29:35] <mase-tech> you mean this machine won t work ?
[08:29:44] <mase-tech> I don t understand
[08:29:49] <CaptHindsight> it's missleading
[08:30:16] <CaptHindsight> it's a few seconds per part + the time it takes to make the molds
[08:30:44] <CaptHindsight> and the quality is going to be crap like most FDM
[08:30:50] <mase-tech> It should be clear that everything take its time
[08:30:51] <gregcnc> return on investment for making substandard product seems doubtful
[08:31:16] <mase-tech> FDM ?
[08:31:28] <CaptHindsight> FDM = cnc glue gun
[08:31:50] <mase-tech> FDM = Fuck Da Machine ?
[08:32:21] <CaptHindsight> fused deposition modeling
[08:32:52] <mase-tech> Ok nvm
[08:33:38] <mase-tech> got to goning on put my pew pew cnc machine together and post results in forum
[08:33:58] <mase-tech> but It is far more work that I expected ...
[08:34:01] <CaptHindsight> you could SLA the molds in as little as 1-2 hours
[08:34:04] <mase-tech> I have to admit
[08:34:34] <CaptHindsight> SLA print sacrificial pattern, then investment cast the molds
[08:37:31] <Frank__18> Hello people from the world
[08:37:45] <mase-tech> Hi from germany
[08:38:04] <Frank__18> cold going away right?
[08:38:26] <skunkworks> Mmmmm just got a cherry MX blue keyboard - wow - I like it. I had been putting up with a old dell wireless for the last 10 years...
[08:38:31] <Frank__18> here, the winter is coming
[08:38:32] <CaptHindsight> for sand cast quality, inkjet the molds, cast and maybe some secondary machining
[08:38:37] <Frank__18> beware
[08:38:38] <skunkworks> clackity clackity
[08:39:07] <mase-tech> We had very nice summer weather but it is changing.
[08:39:12] <Frank__18> wouldnt be cool if u actually worked on skunkwors? please tell me you do
[08:39:34] <mase-tech> It will get 10°C on Monday which is worst daay
[08:42:28] <gregcnc> i hate dealing with sales people. i have to work a deal on a lathe
[08:42:46] <Frank__18> i thought germany had colder temperatures
[08:47:24] <Frank__18> could someone light on me with wisdom? i am not sure if i need a hard stop on a z axis for a cnc router, the plates are steel 12mm, heavy.
[08:47:52] <Frank__18> yeah jsut noticed my english grammar sucks
[09:00:39] <oc2k1> Hi, I'm running a cnc mill with an EMC image. I would like to update it to the git version, everything compiled fine. Do I have to uninstall it before running make install, or is there a better way like generating an debian package?
[09:26:10] <jdh> good question. I do not know.
[09:26:31] <jdh> you can, afaik, run it in place for testing
[09:49:42] <Polymorphism> is there any reason a 1500w spindle can't be 110v? This chinese company is claiming 1500 spindle has to be 220v " We have investigated the maket.there is only 220V spindle.just 220V can reach to the power 1500W.so if you want to use it on 110V, you have to purchase the transformer by yourself." yet omioCNC is selling what they claim to be a 2200w spindle that is 110v... something isnt making sense here
[09:51:02] <SpeedEvil> None
[09:51:46] <SpeedEvil> But 1500w is close to the maximum of a standard us socket
[09:51:52] <SpeedEvil> So. ..
[09:53:10] <Polymorphism> ok
[09:53:41] <FinboySlick> Polymorphism: What tool size and speeds do you expect to run at?
[09:54:38] <FinboySlick> If you're not going to use tools larger than 6mm and you aren't going to ram them in the material at crazy speeds, you probably don't need that much grunt in your spindle.
[09:54:48] <FinboySlick> More-better arguments aside, of course.
[09:54:55] <Polymorphism> FinboySlick, I'm not 100% sure on tool size yet, 1/2" would be the maximum I think, more like 1/8" to 1/4". Speeds varying from whatever is best for 2mm aluminum routing up to higher speeds for PCB milling
[09:55:50] <Polymorphism> FinboySlick, ok, perhaps an 800w spindle will be all I require
[09:56:12] <FinboySlick> It all depends on how fast you can reliably move.
[09:58:23] <Polymorphism> I can take shallow passes, I'm only going to be doing small volume work so cut time isn't a big concern
[10:00:44] <jdh> 1.5kw
[10:01:12] <oc2k1> looks like running inplace is only possible after chmod 4755 to bin/linuxcnc_module_helper
[10:10:11] <mjohnsonsa> Hello
[10:10:30] <Webmanoffesto> I'm having a terribly hard time getting LinuxCNC installed onto a USB Flash Stick. I'm in Ubuntu Gnome. I used DiskImageWriter to write image to USB. 1. the image wouldn't boot. 2. this is the second USB stick which no longer automatically mounts, after writing the image to USB.
[10:12:55] <_methods> why not just use dd
[10:14:07] <_methods> http://linuxcnc.org/docs/html/getting-started/getting-linuxcnc.html
[10:14:12] <cradek> Webmanoffesto: did you read these instructions:
http://www.linuxcnc.org/docs/html/getting-started/getting-linuxcnc.html#_write_the_image_to_a_bootable_device
[10:18:54] <Webmanoffesto> cradek Yes, I used that. The dd if=linuxcnc-2.7-wheezy.iso of=/dev/sde didn't work so I went to DiskImageWriter
[10:19:46] <skunkworks> I have had some usb drives just not work for booting
[10:20:13] <cradek> what happened when it didn't work?
[10:20:35] <skunkworks> just would not boot. (that is as far as I got ;) )
[10:20:45] <cradek> oops I was asking Webmanoffesto that
[10:20:57] <skunkworks> heh - sorry
[10:32:42] <Webmanoffesto> I'll try writing the LinuxCNC image to a DVD today. Maybe that will work better.
[10:40:11] <Webmanoffesto> How do I fix my USB Flash stick? I want it to automount when I stick it in the computer. Is there a "permissions" to change?
[10:51:20] <archivist> Webmanoffesto, can be a bios setting
[10:52:31] <Webmanoffesto> I looked at that. LinuxCNC should mount, but I'm not positive that is okay. I installed Ubuntu Gnome off a USB Stick so that should not be the problem.
[11:26:25] <archivist> mah gauge block is 1/2 a tenth short
http://www.collection.archivist.info/searchv13.php?searchstr=omtimeter
[11:37:42] <MattyMatt> phooey. I got my commutator round and clean, but there's smoke coming up from inside the windings
[11:38:54] <archivist> I did say buggered armature earlier :)
[11:39:31] <MattyMatt> arr
[11:41:34] <MattyMatt> I hoped it was just the commutator burned from worn out brushes.
[11:43:14] <MattyMatt> I let the burned phenolic soak up a load of superglue, then squashed it down as far as I could, then turned it
[11:45:20] <MattyMatt> I guess I could rewind the armature
[11:45:45] <MattyMatt> throw some more money and time into the pit
[11:47:53] <archivist> I often spend time in a white good repair shop, and the noise,smell and sparks....terminal
[11:48:38] <MattyMatt> it kinda smells like menthol and camphor tho, this motor
[11:50:32] <MattyMatt> and I guess motor rewinding is not an obsolete skill
[11:50:33] <archivist> burnt enamel insulation from a shorted turn
[11:50:45] <MattyMatt> yep sounds right
[11:52:33] <archivist> and good luck rewinding one, images of a dynamo armature winding machine
http://www.collection.archivist.info/searchv13.php?searchstr=armature+winding+machine
[11:52:38] <zeeshan-shop> damn it fried my network card on the main computer
[11:52:42] <zeeshan-shop> :-(
[11:53:36] <MattyMatt> this one's like a hoover motor. loads of overlapping coils. if they all have to wound at the same time I'm screwed
[11:54:05] <archivist> that is what that machine does for dynamos
[11:54:56] <MattyMatt> fuck that's £45 down the tubes then
[11:55:48] <archivist> it is a bit naughty selling faulty goods on ebay like that, you can get reimbursed
[11:55:58] <MattyMatt> I'ts a hand planer. I could convert it into a mini jointer with an induction motor maybe
[11:56:26] <archivist> or just buy in the right spare part
[11:56:34] <MattyMatt> the fault was described, just not accurately
[11:56:51] <MattyMatt> meh I bet the spare costs more than I paid
[11:58:05] <MattyMatt> http://www.ebay.co.uk/itm/DEWALT-240V-PLANER-SPARES-OR-REPAIR-/162061873778
[12:04:02] <MattyMatt> £70 for new armature
[12:04:05] <MattyMatt> no thanks
[12:04:22] <MattyMatt> I gambled, I lost. it happens
[12:04:41] <jdh> return it?
[12:05:33] <MattyMatt> that's not how I roll. auctions are caveat emptor in my book
[12:05:51] <malcom2073> Win some and lose some
[12:09:21] <archivist> you can at least give valid feedback
[12:09:43] <MattyMatt> I'll still give 4 stars for item description
[12:10:38] <MattyMatt> it does technically still work, just with free billowing smoke
[12:11:02] <eeriegeek> The clue there was he tried fix it (he wanted to use it) but he's selling it (with a minor defect) hmmm
[12:11:20] <MacGalempsy> hello
[12:11:43] <MattyMatt> commutator was messed up. it was my guess that was the whole problem
[12:11:54] <MattyMatt> if it had been, I'd have got a bargain
[12:12:59] <MattyMatt> because that was 1hr work
[12:13:46] <MattyMatt> +1hr bitching about it on IRC :)
[12:13:53] <mjohnsonsa> I have a question, how do I get the Joint Axes version of LinuxCNC? In the install docs it shows the apt-get for ubuntu as being the same as the standard is this a mistake or am I looking at the wrong thing:
http://www.linuxcnc.org/docs/ja/html/getting-started/getting-linuxcnc.html#_installing_on_ubuntu_precise
[12:14:08] * MattyMatt glad I didn't video it
[12:17:28] <MacGalempsy> the 1hr of work, or +1hr of bitching?
[12:17:47] <MattyMatt> both
[12:18:13] <MattyMatt> +4 hrs editing to make me look like the brave victim
[12:18:21] <MacGalempsy> lol
[12:19:53] <MattyMatt> https://www.partshopdirect.co.uk/dewalt-armature-230v-p578603-00/ so shiny
[12:20:18] <Jymmm> cradek: CaptHindsight wet towel works great for drilling glass... except when you've drill a few holes and your bit now looks like it's been chewed up by a beaver!
[12:20:44] <MattyMatt> according to their pric list. I have about £500 worth of spares. so who's the idiot now, eh? :)
[12:22:00] <maxcnc> hi all from a thundery germany today
[12:24:03] * Jymmm hands maxcnc a shiny metal pole to hold
[12:24:09] <maxcnc> mjohnsonsa: look here
http://buildbot.linuxcnc.org/
[12:24:58] <maxcnc> today someone came in with a cnc control from 1984 "is it posible to FIX this "
[12:25:34] <maxcnc> there are old 1phase stepper real elektronic parts driver in
[12:26:01] <maxcnc> so 2 cards double fr4 size to one stepper
[12:26:01] <mjohnsonsa> maxcnc: I do not see a reference on that page to Joint Axes, is it called something else?
[12:26:01] <Jymmm> maxcnc: you told them yes of course, RIGHT???
[12:26:51] <maxcnc> Jymmm: you got it 500Box and we run full LCNC
[12:27:11] <Jymmm> lol
[12:27:31] <maxcnc> 72V 3x Leadshine
[12:28:11] <maxcnc> buzt itthink on the RF50 size i will go for 270USD complete at 26V and own the rest
[12:29:04] <maxcnc> but i think on the RF50 size i will go for 260USD complete at 36V from wantai shipment within 10days and own the rest
[12:29:28] <Jymmm> coolant love????
http://g01.a.alicdn.com/kf/HTB1XzJxLVXXXXcoXpXXq6xXFXXXP/Free-shipping-for-G3-8-400mm-Round-Head-Cooling-Tube-Water-Cooling-Pipe-Coolant-Oil-Plastic.jpg_640x640.jpg
[12:29:58] <maxcnc> mjohnsonsa: since 2.5 all kinetics are included in the main master or stable
[12:33:03] <mjohnsonsa> maxcnc: okay, then I guess where I am confused is how to utilize the functionality to have two motors on my Y axis so that they square up when homing
[12:33:29] <mjohnsonsa> maxcnc: I thought that was the advantage of using Joint-Axes but I see nothing in the documentation about configuring that slave axis
[12:33:34] <Jymmm> Even I just want flood (no air), this worth it?
http://www.aliexpress.com/item/1PC-Cooling-Sprayer-Mist-Coolant-Lubrication-Spray-System-for-8mm-Air-Pipe-CNC-Lathe-Milling-Drill/32599991463.html
[12:33:36] <maxcnc> there is a new gantry component in 2.7.16
[12:33:45] <maxcnc> mjohnsonsa: use it
[12:33:55] <mjohnsonsa> how?
[12:34:10] <maxcnc> mjohnsonsa: isit a stepepr or servo
[12:34:14] <mjohnsonsa> stepper
[12:35:05] <mjohnsonsa> I have been combing through the documentation all day yesterday and today but it seems to confuse me more than help me. I understand there is a component called Gantry but there is nothing explaining how to implement or configure it
[12:35:23] <maxcnc> mjohnsonsa:
http://linuxcnc.org/docs/html/man/man9/gantry.9.html
[12:36:51] <Jymmm> Wow, lots of cheap Pneumatic stuff at bottom....
http://www.aliexpress.com/item/40CM-Plastic-Flexible-Water-Oil-Coolant-Pipe-Hose-1-4-Thread-Flat-Nozzle-Adjustable-Cool-Tube/32259877657.html
[12:36:55] <mjohnsonsa> maxcnc: yes, I saw that man page but it does not make sense to me. I need an example or tutorial, I am not sure what the values should be
[12:36:58] <maxcnc> mjohnsonsa: what is your expected bent on the 2y stepeprs
[12:37:15] <mjohnsonsa> maxcnc: expected bent?
[12:37:34] <maxcnc> the drift on the mashine moveement
[12:38:09] <maxcnc> you can run your mashine without any gantry setup
[12:38:13] <mjohnsonsa> maxcnc: I do not know what the expected bent or drift is
[12:39:09] <maxcnc> let me upload a example on 2stepeprs x and 2steppers y
[12:39:37] <mjohnsonsa> maxcnc: all I know is I have two motors, and two limit switches for each. In Mach3 during homing each side would run independently until it hit its respective limit switch and now it was squared
[12:40:19] <maxcnc> thats what gantry component does
[12:40:31] <witnit> anyone familiar with porting gremllin_view via, say ssh to another pc/device?
[12:40:35] <mjohnsonsa> ok great
[12:41:08] <Jymmm> witnit: don't feed after midnight
[12:41:15] <mjohnsonsa> maxcnc: I guess the problem is I do not understand the syntax of the gantry command
[12:41:44] <mjohnsonsa> maxcnc: and is the loadrt gantry a command line program that I run at the linux prompt?
[12:41:52] <mjohnsonsa> or is that a line in a file somewhere?
[12:41:55] <Jymmm> witnit: Nada...
https://www.google.com/#q=gremllin_view
[12:42:36] <maxcnc> mjohnsonsa: its in the hal
[12:43:45] <mjohnsonsa> maxcnc: if I give you the pin numbers for the two motors on my Y axis and the two home switches for each will you help me write the line to load the gantry component?
[12:45:08] <witnit> well, currently I have two xservers running and using x11vnc to bring each up on two separate client machines one monitor just for "gremlin_view" (a shitty galaxy note with vnc client) and the other for "touchy/axis" (another linux box)
[12:45:28] <mjohnsonsa> maxcnc: Y1: Step Pin# 4, Dir Pin #5, Home Pin #15 Y2: Step Pin# 2, Dir Pin #3, Home Pin #11
[12:45:48] <witnit> the idea was the run the gremlin_view client side and port the data without using an xserver
[12:46:21] <maxcnc> mjohnsonsa: takes a while
[12:46:27] <witnit> should be less work for the cnc box I suppose
[12:46:42] <FinboySlick> What's the main advantage of dual-motor gantry setups, btw?
[12:46:53] <FinboySlick> Less inertia?
[12:47:12] <witnit> should avoid twisting no?
[12:48:08] <FinboySlick> You mean the transversal shaft twisting?
[12:50:06] <archivist> cheaper gantrys have a single screw nothing to stop twist
[12:51:35] <witnit> I was under the impression dual motor meant you put a motor each side of the x? axis so the gantry moved in a balanced fashion instead of being driven from one side only
[12:52:13] <archivist> some have centre drive
[12:52:16] <djdelorie> on my router, the gantry is driven by one leadscrew centered under the bed
[12:52:17] <mjohnsonsa> maxcnc: also, in my stepconf I defined the Pin outs for both motors as 'Y step' and 'Y Direction' does that need to change if I am using the Gantry component? In Mach, you define one as 'A Step' and 'A Direction' and then slave it, but what I read in the linuxcnc docs it says that a slaved 'Y' is not an 'A' like Mach does it
[12:52:42] <djdelorie> the only thing stopping the gantry from "twisting" (being off-parallel relative to the bed) is the stiffness of the linear bearings
[12:53:09] <archivist> and frame and gantry holding said bearings
[12:53:09] <mjohnsonsa> The two motors on each side of the Gantry is necessary for larger gantrys, I have 4 foot gantry, it could not be driven by one motor
[12:53:28] <mjohnsonsa> or one center screw
[12:53:57] <mjohnsonsa> the gantry is about 100 lbs
[12:54:10] <archivist> some run a single motor to shaft to two screws
[12:54:10] <witnit> the best way to do it would be dual motor, one on each side with their own encoders so they would always be true even during heavy cuts
[12:55:05] <witnit> if you run a single motor, you can still have the whole machine twist when cutting near the rails, if the machine has wear. the leadscrew/ballscrew just becomes a pivot point
[12:56:18] <archivist> you can have twin screw one motor to avoid that twist
[12:57:12] <witnit> yeah but then you have to time it
[12:57:40] <witnit> which I guess isnt bad, but you have a screw which you cant control backlash with
[13:04:56] <maxcnc> mjohnsonsa: testing
[13:15:42] <maxcnc> mjohnsonsa:
http://pastebin.com/qXRsFLPg
[13:15:47] <maxcnc> works
[13:16:05] <maxcnc> asuming the y1 stepper is on stepgen2
[13:17:41] <maxcnc> ok im off Gn8 closing the shop
[15:32:25] <XXCoder> hey all
[15:34:11] <XXCoder> Jymmm: nice. I was wondering about getting one to blow air on tool.
[15:35:26] <XXCoder> just not sure on getting pressured air source lol
[15:36:49] <_methods> you want to blow on Jymmm's tool........
[15:37:15] <XXCoder> yep, and get chips off ;)
[15:37:25] <XXCoder> jymmm is messy
[15:38:26] <_methods> hehe
[15:43:17] <XXCoder> _methods:
http://ageofbacon.com/comics/2013-01-13Scotty.jpg
[16:03:54] * XXCoder facepalms
[16:04:05] <XXCoder> hacker website nulled.io got hacked.
[16:04:27] <XXCoder> hacks is usual, but ya know, its hacker made website
[16:04:34] <XXCoder> kind of duh
[16:04:40] <witnit> inside job
[16:05:18] <XXCoder> nah they used crappy forum software
[16:05:23] <XXCoder> and hacker used that
[16:40:07] <Deejay> gn8
[17:01:56] <Polymorphism> https://www.kickstarter.com/projects/boxzy/boxzy-rapid-change-fablab-mill-laser-engraver-3d-p/description I wonder about something like this
[17:02:30] <djdelorie> You should buy three and let us know how they work
[17:05:03] <Polymorphism> it looks like its a ripoff now
[17:05:05] <XXCoder> yeah get me one so I can review it
[17:05:45] <Polymorphism> it was 2500 in the kickstart but I just checked their page
[17:05:49] <Polymorphism> its 3800 now so nevermind
[17:06:00] <XXCoder> seriously
[17:06:07] <XXCoder> just get a complete chinese cnc router
[17:06:11] <XXCoder> work on it
[17:06:20] <XXCoder> by then you will get idea what you want/need
[17:06:38] <djdelorie> you should be on your second machine by now
[17:07:16] <XXCoder> just DONT buy one with 43mm spindle holder. don't make that mistake
[17:10:18] <Polymorphism> I'll go 80mm if I go that route
[17:22:08] <Polymorphism> http://www.aliexpress.com/item/Free-Shipping-with-free-gift-CNC-Engraving-Machine-3-axis-CNC-6040-Z-S65J-CNC-Router/1690878195.html This is the best deal I can find on a 6040 with the "good" controller $1130.93 shipped. Omio x6-2200l is $1370 more
https://www.omiocnc.com/products/x6-2200l-usb-cnc-desktop-engraver.html
[17:22:25] <Polymorphism> even with the improvements over the aliexpress machine, I don't think its worth more than twice the price.
[17:22:49] <Polymorphism> those are my final selections for cnc
[17:23:24] <Polymorphism> this one even comes with chinese characters on it
[17:24:11] <XXCoder> fee cnc clamp lol
[17:24:24] <Polymorphism> "tool box with tools"
[17:24:25] <Duc> just remember if you buy outside of the US then your gambling with support or if something breaks
[17:24:32] <Duc> shipping to china is freaking expensive
[17:24:37] <XXCoder> that cnc router seems decent enough though
[17:24:44] <Polymorphism> true, I would consider the warranty only good for a replacement part
[17:24:52] <Polymorphism> the plug doesnt look like US... would need to ask them about thaty
[17:24:55] <XXCoder> just forget warranty
[17:25:02] <XXCoder> dont bother with that
[17:25:27] <Duc> sending the part back for the warranty will cost more then just buying a new part
[17:25:31] <XXCoder> unless its seriously wrong then complain to aliexpress and see whats going on
[17:25:37] <XXCoder> some will send you parts
[17:25:53] <Duc> sending 3 small cables back was $60
[17:26:02] <Polymorphism> ok, that wouldnt be worth it
[17:26:11] <Polymorphism> I'll assume I'm on my own if I go this route
[17:26:26] <Duc> yes
[17:26:37] <XXCoder> we really need "chinese special shipping"
[17:26:45] <XXCoder> same way they do it
[17:26:59] <XXCoder> just fill barge and pack em in usa and send em out
[17:27:06] <Duc> no kidding. its cheap shipping thru ebail service
[17:27:31] <XXCoder> Duc: wanna start barge shipping biz?
[17:28:23] <enleth> I've been trying to disassemble the korean rotary table for the past several hours and I've gotten nowhere. There's very few rotary table disassembly videos on the net and I've never done that before. I'm still not even sure if the table or the worm needs to come off first here.
[17:30:02] <XXCoder> damn
[17:30:11] <XXCoder> that machine is pretty nice for chinese Polymorphism
[17:30:34] <Duc> XXcoder: hell no. Cant stand dealing with people in general LOL
[17:30:49] <XXCoder> you just deal with boat
[17:30:59] <XXCoder> I'll... hmm hire someone to do people part. lol
[17:31:06] <Duc> enleth: which chinese rotary
[17:31:34] <Duc> I wonder if you can use ebay shipping even if you dont sell on ebay
[17:32:34] <enleth> Duc:
http://i.imgur.com/DR8WOLq.jpg
[17:32:48] <enleth> Duc: 1974, Korean, not sure if North or South
[17:33:15] <Duc> I would think the worm gear
[17:33:42] <enleth> I managed to pull the dial off and remove the fron thrust bearing
[17:34:01] <enleth> But the worm won't screw out of the thing
[17:34:18] <Duc> is there a back cover you can remove.
[17:34:31] <enleth> like on the underside? no.
[17:34:35] <Duc> lift and tilt up to see the opposite side of the table
[17:35:25] <enleth> the only covers were on the motor coupling gears, nothing useful in there, the worm shaft pulls ouf of it cleanly
[17:35:35] <enleth> generally I can pull the worm out by 40mm or so
[17:35:42] <enleth> then it starts re-engaging the table somehow
[17:35:46] <Duc> is it held down by the clamp on the left side of the picture
[17:36:04] <enleth> you mean the eccentric lever thing?
[17:36:05] <enleth> removed
[17:36:18] <enleth> I'll snap a photo of the current state, brb
[17:36:51] <Polymorphism> XXCoder, would you spend the $2500 vs $1130 to get the omio x6-2200l for the linear rails, larger spindle, limit switches, and handheld controller, dust boot z, 48v steppers? or is it not going to be worth the extra for rigidity I won't need for my thin sheet routing
[17:37:23] <Duc> always buy more than you need. you will find you need it later on
[17:37:24] <XXCoder> that cheap chinese one has plenty of rigidity for that
[17:37:39] <XXCoder> unless youre working on thin sheet of unobtainium
[17:37:50] <Polymorphism> just 1.5-3mm aluminum
[17:37:54] <Polymorphism> thin passes, small volume
[17:38:34] <XXCoder> most machines can do that, I would think
[17:39:04] <Polymorphism> ok
[17:41:06] <Duc> I always buy 2 stages above what I need.
[17:46:55] <enleth> Duc:
http://i.imgur.com/U62iqeM.jpg - underside of the table. I removed 6 screws on the central flange, but neither the flange of the table would budge (other than the usual rotary movement, of course), and there was also this "finger" sitting in a slot, retaining the eccentric sleeve around the worm.
http://i.imgur.com/I2kz659.jpg - handwheel end of the worm, thrust bearing removed, "normal" position.
[17:47:01] <enleth> http://i.imgur.com/XRl7a1k.jpg - worm pulled out as far as it goes
[17:47:27] <enleth> it won't go any further, and turning it makes it tighten after 2 turns or so
[17:47:51] <enleth> eccentric is set to fully disengaged
[17:48:04] <enleth> the eccentric sleeve itself won't come out as well
[17:48:33] <Duc> send it to me and Ill try to get it apart
[17:49:01] <enleth> that would probably cost more than a brand new table of the same size, unfortunately
[17:49:51] <Duc> I wonder if it has to be pressed apart
[17:50:06] <enleth> at this point I think I removed every single accessible screw
[17:50:27] <XXCoder> Polymorphism: that machine you found may well be my next machine lol
[17:52:09] <enleth> is it common for rotary table worms and/or worm gears to be throated?
[17:52:33] <Duc> Not sure. Havent pulled mine apart only have the drawing to my cnc table
[17:53:20] <enleth> the way it feels in different positions and appears to engage the worm gear even when the eccentric is pulled all the way back suggests that the worm is throated
[17:54:28] <enleth> I mean, if it were, it would inded engage the gear with the wider "end" of the throat when pulled out partways
[17:55:12] <Duc> hmmm
[17:55:39] <enleth> but if it is, it would be the table that comes off first to get the gear out of the way
[17:55:54] <Duc> did you get the table for free?
[17:56:05] <enleth> sort of
[17:56:55] <enleth> it's not mine, but the owner just had it in the scrap shed for years, and if I manage to get it back in order, I will be able to buy it back *really* cheap OR get paid for the work if the owner decides they do need it now that it works
[17:57:22] <enleth> it's not rusty and whatever inside surfaces I could see are nice and shiny
[17:57:52] <enleth> the table itself is super smooth when the worm is disengaged, so the main bearing seems to be fine
[17:58:04] <Duc> so why are you taking it apart
[17:58:59] <enleth> but when I engage the worm and try to crank it, it's really hard to turn
[17:59:36] <enleth> I managed to do some machining with it in a pinch, but it was uncomfortable even with a pretty long wrench
[17:59:51] <enleth> (the original handwheel is gone)
[18:00:16] <enleth> so I figured I'd try to clean it up
[18:00:40] <Duc> is there a setscrew or pin holding the gear on the shaft
[18:01:06] <enleth> which gear on which shaft?
[18:01:31] <enleth> worm on worm shaft? if there is, I can't access it
[18:01:35] <Duc> the shaft you turn to rotate the shaft
[18:01:39] <Duc> table I mean
[18:02:26] <enleth> I've seen a teardown vide of a bridgeport rotary, it has those nice access panels for the ends of the worm shaft. there's no such thing here.
[18:02:31] <enleth> *video
[18:02:43] <Duc> hmmm
[18:03:55] <enleth> all I can get to is what you see in the photos - the bottom flange of the table and the front of the worm shaft
[18:04:23] <Duc> https://www.youtube.com/watch?v=7YMVZCe1LHQ
[18:04:24] <enleth> there are also the motor coupling gears at the other end of the shaft but it just pulls right out of them
[18:04:26] <Duc> maybe this one?
[18:06:04] <enleth> the guy just pulled the worm right out
[18:07:49] <Duc> tough to saya
[18:07:58] <Duc> a screw might be painted over
[18:08:22] <enleth> could be, but all those parts do move *somewhat*
[18:08:42] <enleth> they just seize up afterwards
[18:09:04] <andypugh> What are you trying to dismantulate?
[18:09:23] <enleth> andypugh: a medium sized rotary table
[18:09:56] <andypugh> I guessed that might be it.
[18:10:11] <andypugh> Have you tried rotating the table to push the worm out?
[18:10:19] <enleth> I might just borrow an inspection camera and take a peek inside through the motor coupling end
[18:10:23] <Duc> didnt even think of that
[18:10:27] <enleth> andypugh: heh, no. that might actually work
[18:10:37] <enleth> unless the worm is throated
[18:10:45] <enleth> no idea if it is
[18:10:55] <enleth> but feels like it, somewhat, I guess
[18:11:16] <andypugh> It could well be. You might have to pull out the bearings or a collar at each side to disengage it.
[18:11:50] <enleth> the far side is clear of the bearing
[18:11:58] <andypugh> Or possibly just completely loosen the eccentric that does the backlash adjustment.
[18:12:20] <CaptHindsight> andypugh: still in Detroit (area)?
[18:12:24] <enleth> it is as loose as it gets and I even managed to pull it out somewhat
[18:12:29] <Duc> Might be time for a lowes trip to buy stuff for shed
[18:12:33] <enleth> after removing a "set tab" that kept it in place
[18:12:42] <andypugh> Yes, the build is proceeding slowly, so I am here for another week.
[18:12:56] <andypugh> Popped in for a tour of Techshop Detroit today.
[18:13:46] <andypugh> It was only looking round there that I realised how much stuff I own myself. Basically I have everything but the lasers, 3D printer and Ironworker.
[18:14:27] <Duc> yea thats how I feel when I walk into a machine shop
[18:14:27] <andypugh> (THough I have to vist my parents for the serious woodworking equipment)
[18:16:07] <Duc> I have to much shit
[18:22:06] <Tom_itx> andypugh you back home yet?
[18:22:39] <Tom_itx> Detroit didn't devour you did it?
[18:24:20] <Tom_itx> nm, just caught up reading
[18:27:10] <enleth> andypugh: I got it in a state where the table rotates freely, but the worm still seizes up when I try to pull/screw it out
[18:27:47] <enleth> it does pull in and out when it's turned, at some spots
[18:27:50] <andypugh> From which you can conclude that the worm is completely disengaged, at least.
[18:28:24] <andypugh> Or, does the table not rotate freely when the worm is stuck?
[18:28:32] <enleth> it does rotate
[18:29:11] <enleth> in some spots I can feel it bumping against something at a frequency that suggests it's just slightly brushing over the worm
[18:29:33] <andypugh> So, the options are either that it was teleported into pace by aliens, or you are missing something :-)
[18:29:46] <enleth> but when I leave it in a position where it's completely smooth, the worm still locks up
[18:34:20] <enleth> by the way, shouldn't there be *some* axial play in the table itself after I removed the screws in the bottom flange?
[18:34:34] <enleth> especially when the worm is disengaged
[19:31:26] <Duc> I cant decide what to do about a shed for the backyard
[19:33:15] <enleth> what's there to do about it?
[19:34:11] <jdh> 10mx10m
[19:34:22] <witnit> what kind of foundation?
[19:34:32] <witnit> or floor
[19:36:12] <XXCoder> lava floor
[19:37:37] <jdh> yeah
[19:40:13] <Duc> treated lumber floor
[19:40:24] <Duc> was looking at the metal sheds at lowes but they are a joke
[19:40:31] <archivist> this needs photoshopping to Ducs shed
http://www.collection.archivist.info/Dads_Shed.JPG
[19:40:55] <Duc> Right now I rent but plan to buy in a year so I would need to take it with me
[19:41:10] <Duc> Yes thats my shed LOL
[19:44:10] <XXCoder> https://www.youtube.com/watch?v=WOJ5vYu2Eao
[19:45:03] <Duc> BRB windows update is being forced
[19:52:01] <joem_> ok! i think i've got my no-endstop solution for handling tool height offsets using a touch off plate
[19:52:12] <Duc> I hate when windows forces a restart
[19:52:46] <joem_> before starting a job, i jog the z axis to the toolchange position and call this z0 in g53, machien coordinates
[19:53:03] <joem_> that position is just jogged to by eye, no endstop or antyyhing, its near the top of my z travel
[19:53:37] <joem_> then, i insert a tool, and select that tool and apply it's offset in mdi
[19:53:39] <witnit> let me fix that sentence for you, Duc, "I hate windows"
[19:54:00] <XXCoder> joem_: how repeatable is that?
[19:54:14] <joem_> XXCoder, well the only thing i have to make sure i do
[19:54:22] <Duc> witnit: I also do but most programs run in windows. Some days linux is a pain to get to work right
[19:54:23] <XXCoder> mine is very simple. jog to near machine zeros, power off machine, then push it to zeros
[19:54:24] <joem_> is when adding new tools to the tool table, i start off by touching off with a known tool
[19:54:30] <XXCoder> quite repeatable lol
[19:54:51] <joem_> it doesn't actually matter if its at zero or not, since i do a more reliable positioning on the actual workpiece
[19:54:53] <witnit> Duc: I agree, I think I am about to boot up an old copy just to reconfigure these servo amps
[19:55:02] <joem_> i just need a safe place to go for tool changes, is all
[19:55:03] <XXCoder> joem_: indeed
[19:55:16] <joem_> I NEED A SAFE PLACE!
[19:55:20] * joem_ goes to his happy place
[19:55:22] <witnit> just click next until it works
[19:55:44] <Duc> witnit: plus solidworks, excel and word doesnt work in linux
[19:56:01] <Tom_itx> or a multitude of other software
[19:56:02] <witnit> I need to learn solidworks, never even seen it before
[19:56:13] <Tom_itx> witnit pretty cool stuff
[19:56:20] <witnit> I use openoffice in place of office tools
[19:56:27] <Tom_itx> been learning it on my own while taking catia class
[19:56:41] <witnit> the only thing I currently use windows for is quickbooks and a label printer
[19:56:43] <Tom_itx> i use a pencil
[19:57:01] <Tom_itx> never needs rebooting
[19:57:26] <witnit> Well if anyone wants to show send me a "demo" of the software that would be great :P
[19:57:46] <witnit> Tom_itx: I think they call it resharpening
[19:57:49] <Duc> youtube :D
[19:58:36] <Tom_itx> witnit, which software?
[19:58:54] <Tom_itx> there are very good tutorials for it on youtube as suggested
[20:00:10] <Tom_itx> parametric cad
[20:00:14] <witnit> Im not even sure what all you use solidworks for, but it seems like fun
[20:01:27] <Duc> 3d model design, assemblies, Machining, FEA(factor of safety) on parts
[20:02:41] <Duc> calculate flow of fluids thru pars
[20:02:51] <Duc> inspection sheets so many things
[20:05:30] <Tom_itx> not quite as powerful as catia but quite capable
[20:05:51] <Tom_itx> not nearly as costly either
[20:07:13] <Duc> Base license is 4k and I think premium is 15k per seat
[20:07:35] <witnit> sounds good, I'll take 3
[20:07:36] <Tom_itx> catia is 75
[20:07:38] <witnit> =D
[20:08:09] <Duc> ouch
[20:08:21] <Tom_itx> give or take a few
[20:10:27] <Duc> Never played with Catia yet
[20:10:42] <enleth> in a fit of desperation, I lifted the table by the t-slots a centimeter or so over a pallet, for some gravity assisted persuasion with a wooden mallet - it still won't budge. The gap between the table and base widens by 0.4mm when lifted and that's it. the only options seems to be taking a peek inside with a borescope to see what prevents the worm from being pulled out.
[20:10:42] <Tom_itx> mostly used in larger industry
[20:11:40] <Duc> that table is kicking your ass
[20:13:00] <enleth> yes it is
[20:13:10] <Duc> that would drive me nuts
[20:13:37] <enleth> I've taken a whole damn bridgeport apart and no single assembly held me up for so long then
[20:20:44] <Duc> plasma torch
[20:22:19] <archivist> I have seen a bur pushed up by wear make something hard to take apart
[20:30:29] <enleth> archivist: I though about that too
[20:30:39] <enleth> but I won't know without looking inside
[20:31:08] <enleth> ordered a cheap borescope alredy, so I'll try again when it arrives
[20:32:44] <witnit> enleth: the screw that goes east/west?
[20:33:25] <witnit> or the verticle one for the whole table?
[20:36:56] <enleth> witnit: I can't remove either
[20:37:30] <enleth> witnit: I mean, I can't remove either the worm or the whole table/gear assembly
[20:42:22] <skunkworks> https://www.youtube.com/watch?v=kXLF0u-tdT0
[20:43:43] <XXCoder> umm
[20:43:52] <XXCoder> isnt it spinning too fast for proper tap?
[20:44:03] <XXCoder> ahh
[20:44:08] <XXCoder> thought THAT tool was tap
[20:44:18] <witnit> ohhh sexy
[20:44:29] <witnit> enleth: do you have this?
http://www.truetex.com/bridgeport-manual.pdf
[20:44:40] <XXCoder> https://www.youtube.com/watch?v=IJTFnNO2eqs
[20:44:41] <witnit> there is an exploded view in the manual if that helps
[20:48:53] <witnit> enleth, did you remove screws 16,17? they seem important for your situation :P
[20:52:27] <XXCoder> https://www.youtube.com/watch?v=LWzPt-l_8AM interesting!
[20:53:05] <XXCoder> dunno if first tools better than facemill
[20:53:30] <XXCoder> though it can do grooves, fm cant
[20:54:57] <XXCoder> nice blue chips on later one
[20:59:37] <gregcnc> those endmills with like 40 inserts look wild
[21:01:11] <XXCoder> gregcnc: bigger one at work
[21:01:24] <XXCoder> looks like foot long, have probably 10 boxes worth of inserts
[21:01:28] <gregcnc> how big a machine?
[21:01:34] <witnit> skunkworks: how long did it take you to figure out the atc?
[21:01:39] <XXCoder> not expecially so in that case
[21:01:59] <XXCoder> gregcnc: did you see different type of facemill
[21:02:08] <XXCoder> wonder whats difference
[21:02:09] <gregcnc> the slotting one?
[21:02:15] <XXCoder> no later one
[21:02:20] <gregcnc> last one
[21:02:26] <XXCoder> looks like normal facemill but inserts is bolted up not in side
[21:02:37] <XXCoder> around 12:00
[21:03:16] <gregcnc> variation on tangetial
[21:03:22] <XXCoder> 1:44 for closeup
[21:03:26] <XXCoder> er 11:44
[21:03:35] <XXCoder> interesting
[21:04:26] <skunkworks> witnit, about a day
[21:04:40] <skunkworks> once the inputs and outputs were hooked up
[21:04:47] <skunkworks> it isn't perfect yet.
[21:07:49] <witnit> we a website for this room, where all people who are trying to make profit with their machinery can post what type of machinery they have and work they are set up for
[21:08:35] <witnit> for example, if that were your machine you could do backpanes for hoffman enclosures or something
[21:10:50] <gregcnc> xxcoder check this one, it has both
http://www.iscar.com/eCatalog/Family.aspx?fnum=2310&mapp=ML&app=61&GFSTYP=M
[21:10:56] <XXCoder> looking
[21:11:13] <XXCoder> interesting
[21:11:28] <XXCoder> what would be benefits?
[21:11:40] <XXCoder> deeper, both ways down and to side?
[21:11:44] <XXCoder> *cut
[21:12:55] <gregcnc> I'm not sure with that one you get 8 corners per insert, but it would seem like a compromise if doc is more than the lay down insert
[21:13:28] <gregcnc> actually doc is probably limited anyway due to the insert
[21:15:25] <XXCoder> guess so
[21:15:31] <XXCoder> not that my machine will ever need that lol
[21:16:28] <gregcnc> you see a lot of ways to get as many corners as possible in the last few years
[21:17:01] <XXCoder> I figured a possible way to get inside corners without boaching or stuff like that
[21:17:33] <XXCoder> my idea seems to me to be too frigile though so probably not workable
[21:20:12] <Jymmm> XXCoder: Messy is the ONLY way to go. Who ever had fun being neat and tidy?
[21:21:10] <XXCoder> heh
[21:21:31] <Duc> so freaking tempting
[21:21:32] <Duc> http://huntsville.craigslist.org/tls/5584760886.html
[21:22:10] <XXCoder> $100 is probably less than scrap rate
[21:22:24] <Jymmm> Duc: you got a spare 5hp motor laying around?
[21:22:49] <Duc> Nah thats the problem and I already have to many projects
[21:22:58] <Jymmm> hahaha, don't we all
[21:23:13] <XXCoder> yeah thats why I havent bought a 3d printer nor other machines
[21:23:15] <Duc> still need to sell router table or part the sucker out
[21:24:16] <gregcnc> was that a hydromat in the other video?
[21:24:28] <Duc> https://www.southern-tool.com/store/Jet_J-FK350-2K.php
[21:24:31] <witnit> gregcnc: looked like a knockoff
[21:24:38] <Duc> so a 2hp 3phase motor
[21:24:50] <XXCoder> $5000 bucks
[21:24:58] <XXCoder> how expensive is that motor anyway
[21:25:15] <XXCoder> wiring and stuff is basically free
[21:25:43] <Duc> Free for someone with my skill set
[21:25:47] <gregcnc> yeah a We Fun WF-32
[21:27:20] <Duc> blades are 300 dollars for a cold saw
[21:32:03] <Jymmm> Duc: $10 at wally world ;)
[21:32:13] <Jymmm> isle 43
[21:32:34] <Duc> Jymm: LOL not for a proper one. Just bought two for work
[21:33:13] <Jymmm> Duc: proper my ass, your looking to buy a saw that you just need to add toasted mashmellows to.
[21:33:39] <Jymmm> <drops the graham crackers and leaves the stage>
[21:33:48] <Duc> fucking awesome
[21:34:21] <Duc> still no place to put the burned yet till I get to it
[21:36:06] <Duc> must have been a fire on top of the saw since the stand looks in good condition
[21:36:12] <joem_> hmmm
[21:36:16] <joem_> i need some cam advice
[21:36:33] <joem_> cutting out of 3/8" thick plate, this piece, i have some rough stock slightly larger
[21:36:34] <joem_> https://imgur.com/asnlK5a
[21:36:51] <joem_> trying to figure out the best order of operations and way to fixture it
[21:38:40] <joem_> the three holes in the corner are ready for caphead from the other side
[21:39:21] <joem_> i'm thinking, manually square off the stock's 4 sides so that i can hold it in a vise for drilling
[21:39:33] <Duc> drill all the holes then mount to AL stock and mill the sides
[21:39:44] <joem_> of course!!
[21:39:58] <joem_> excellent
[21:40:33] <Duc> then everything will be perfect align if you use shoulder screws
[21:41:51] <XXCoder> if need finish surface, could do that after holes because its sunk bolts. just be very sure it dont cut too deep and hit bolts lol
[21:44:09] <joem_> so i don't have a large enough piece of plate for sacrifice to put below it (noob, hobbyist, i am) but i think i have some ideas
[21:44:40] <XXCoder> any MDF?
[21:45:03] <joem_> i do have some mdf, can i rely on it being flat or do i need to surface it first?
[21:46:47] <Duc> why not bolt it up to a piece that is 3/8 thick with a smaller profile
[21:46:56] <Duc> then its lifted off the table
[21:47:06] <djdelorie> mdf absorbs water like there's no tomorrow. I'd surface it
[21:47:34] <joem_> and fixture the smaller piece to the table with sunk capheads into tnuts
[21:47:46] <joem_> djdelorie, good call
[21:57:24] <enleth> witnit: uh, what? I'm having problems with an old Korean rotary table , not a mill.
[22:05:23] <witnit> oh, you were just comparing it to a bridgeport
[22:23:31] <enleth> yes, and a cnc, not m=a manual
[22:23:33] <witnit> it seems like the flange should come off next, I wonder if it turns independent from the table
[22:23:45] <enleth> *not a
[22:23:57] <enleth> no, it still turns with it
[22:24:56] <enleth> I anchored some screws in the flange, attached a chain and tried to pull it out
[22:25:26] <enleth> first I just lifted the whole thing
[22:25:44] <witnit> what is that hole in the side of Tslot table around the edge?
[22:25:52] <witnit> looks like a dark spot from the picture
[22:26:37] <enleth> then I asked a friend to stand on it - and promptly bent a piece of steel pipe I was using as a handle for the chain
[22:28:14] <enleth> which photo?
[22:28:52] <enleth> that might be what looks like an oiling port
[22:29:15] <enleth> there's a spring loaded steel ball in there
[22:29:37] <enleth> there's a couple more in other places
[22:32:38] <witnit> it really seems like if that flange were to come off first it would reveal more things to unscrew, maybe its turn and lift out sitautation, I just dont see any other ways in
[22:37:20] <XXCoder> vonfigurator is up now lol
http://myelio.me/
[22:37:45] <somenewguy> I still regret not picking up a cheap cold saw 2 years back that I hada chance at
[22:37:52] <XXCoder> nice options, might get 8,334.00 one, $7,934 without chin and rear spoiler
[22:40:54] <XXCoder> why is cold saw named that?
[22:41:53] <somenewguy> cause it cuts steel w/ teeth, instead of an abrasive wheel
[22:41:56] <somenewguy> so it is relativly cool
[22:42:12] <somenewguy> and I think you have to water cool it still, so the cut piece is prolly room temp when ur done
[22:42:16] <somenewguy> never owned one
[22:42:22] <XXCoder> interesting
[22:47:35] <witnit> enleth: maybe you have to remove the setscrew with spring/ball put your allen wrench in the hole and spin the table until it falls into a set screw holding a key into the flange/ central shaft..phew
[22:49:09] <witnit> seems really unlikely to me but, I have seen some very unusual assemblies so why not
[22:54:13] <Duc> somenewguy: Dammit now I may need to go look at it
[22:55:27] <somenewguy> no finishing needed post cut
[22:59:31] <somenewguy> anyone got a favorite quick ref for TIG welding settings and tips?
[22:59:34] <Duc> I use one at work alot. Its awesome tool
[23:00:01] <somenewguy> there are a lot of good detailed sources out there but I am looking for a quick sheet to jog my memory when I'm in the shop. I don't do it enough for it to really stick
[23:00:29] <witnit> you can mount a cold saw above your turret for lathe and make cutting off great
[23:00:39] <witnit> err, chuck*
[23:01:13] <Duc> I might go look at it tomorrow for fun
[23:02:24] <somenewguy> thats what we always say...
[23:06:16] <Duc> wife is gone this weekend and I have 100 dollars cash in the wallet
[23:10:51] <somenewguy> it feels good to be dusting off the welder tho, been way too long
[23:11:00] <somenewguy> sometimes you just gotta get teh tools you 'need' to feel better about things
[23:11:06] <somenewguy> the cold saw is calling to you man
[23:12:35] <Duc> so was the tig welder that Ive use 2 times
[23:12:58] <somenewguy> well thats casue you didn't have a saw to cut up stock for you to work with
[23:13:40] <Duc> I emailed the guy to see if I can see it this weekend
[23:14:13] <somenewguy> there ya go
[23:18:15] <Duc> I wonder how many plastic bushing are in it
[23:21:07] <Duc> thing weighs 750 lbs according to the manual
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}