Back
[02:24:26] <Swapper_> anyone know if rigid peck tapping will work in linuxcnc?
[02:25:12] <Swapper_> does not seem to be a gcode for it so i guess i have to repeat the tapping at different depths ?
[02:25:32] <Swapper_> and hope that the threads line up
[02:35:27] <trentster1> anyone used the planet CNC USB controllers - if so opinions?
[02:41:58] <Deejay> moin
[03:09:46] <archivist> Swapper_, as it is tracking and starting from the index pulse that should work, not using a machine tap?
[03:41:02] <mase-tech> Good morning
[05:24:35] <trentster1> anyone here attempted building a machine out of polymer concrete / epoxy granite ?
[05:24:57] <mase-tech> I will do it also
[05:25:11] <mase-tech> but not know
[05:25:14] <mase-tech> now
[05:25:38] <mase-tech> I am trying to build a low cost version of a cnc maschine
[05:25:58] <mase-tech> which should! be capable to machine wood
[05:26:10] <XXCoder> trentster1: I saw few examples online
[05:26:19] <mase-tech> Good morning XXCoder
[05:26:23] <mase-tech> whats up
[05:26:24] <XXCoder> looks VERY rigid.
[05:26:32] <XXCoder> just chilling a little. soon bed
[05:26:49] <mase-tech> 12 o clock here in germany
[05:26:55] <mase-tech> sun is shining :D
[05:27:10] <XXCoder> 3 am here heh
[05:27:22] <mase-tech> you night owl
[05:27:23] <mase-tech> :D
[05:28:13] <XXCoder> lol
[05:31:12] <malcom2073> Someone posted a video a while ago of a guy making a vmc out of concrete
[05:33:42] <malcom2073> Hmm, can't seem to find the video
[05:35:35] <mase-tech> amigos
[05:37:02] <archivist_herron> I like using bits of other machines to make whatever
[07:38:30] <miss0r> you know the feeling when you just want to turn a quick cavity in a flat surface, and you then remember you borrowed your budy your 4-jaw... working around that and making a roundbar fixture to hold the part. then you realize you have no more inserts for your toolholder.. then you have to grind some toolbit steel to make a new cutter... and BAM a 5 minut job took 2 hours
[07:40:27] <archivist> only 2 hours!
[07:41:09] <miss0r> heh... thats alot more than 5 mins, ain't it?!
[07:41:27] <miss0r> well two hours + I have to clean up now
[07:43:22] <_methods> i've gotten to the point where i almost enjoy those little adventures
[07:43:24] <archivist> I usually have to add searching for x^n time to that sort of job
[07:43:34] <_methods> it's either that or curl up on the floor and cry
[07:44:19] <_methods> reminds me of that movie half baked when they're making the bong out of whatever they can find
[07:44:28] <archivist> took me some weeks to find one tool a while ago
[07:44:41] <miss0r> _methods, heh, I forgot all about that movie :)
[07:44:53] <miss0r> archivist, Not good for productivity
[07:45:01] <_methods> no lol
[07:45:29] <miss0r> "lucky" for me, in this case - I don't do this for a living. I wish I did thou
[07:45:59] <_methods> http://www.dailymotion.com/video/x2up8y9
[07:46:04] <miss0r> I am realy hoping this will take speed one day, and I can be selfemployed. I have been handing out cards like a madman
[07:46:09] <_methods> the macgyver smoker lol
[07:46:25] <_methods> https://www.youtube.com/watch?v=QGKuQGclE4A
[07:46:29] <_methods> better youtube linnk lol
[07:46:38] <_methods> hahah in polish
[07:46:40] <_methods> or something
[07:47:09] <miss0r> _methods, I have become seriously addicted to a series called briklebery
[07:47:16] <_methods> oh hahah
[07:47:23] <_methods> that's that tosh.0 guys cartoon
[07:47:26] <_methods> he's crazy
[07:47:34] <miss0r> https://www.youtube.com/watch?v=4wzU8_C4xBw
[07:49:03] <_methods> hahah
[07:49:04] <miss0r> I almost killed myself laughing sometimes
[07:50:23] <miss0r> or something like:
https://www.youtube.com/watch?v=uJl5a7SKrp4&list=PL4rX-5hrA7aXUydeSRHNkctnJmnae18n0&index=11
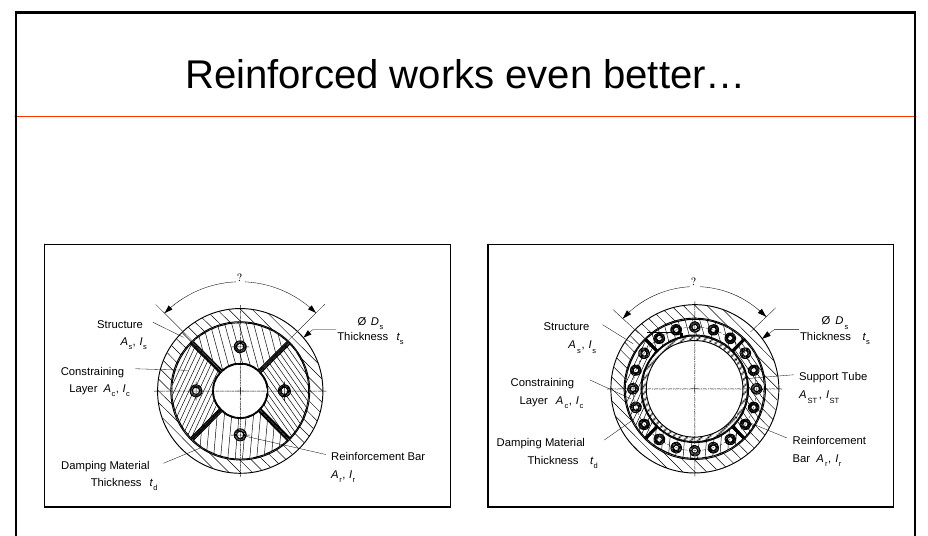
[09:02:46] <CaptHindsight> http://www.mech.utah.edu/~me7960/lectures/Topic14-DesignOfMachineStructures.pdf
[09:03:34] <CaptHindsight> ^^ compares various materials (granite, polymer concrete, iron, etc) and design approaches
[09:11:26] <CaptHindsight> they found that steel tube filled with concrete has better damping than steel tube and epoxy
[09:15:01] <CaptHindsight> https://ibin.co/2eWjnYtOrXq9.jpg
[09:15:38] <CaptHindsight> the tubes are hollow to reduce weight
[09:18:27] <CaptHindsight> the MIT work is newer than this info
http://americanmachinist.com/features/rock-solid-machine-bases
[09:18:55] <CaptHindsight> you can see that Hardinge was already heading this direction
[09:30:38] <MrSunshine> the motors for old southbends etc .. anyone know what rpm they spin at?
[09:36:17] <CaptHindsight> I wish the authors would clearly separate the terms polymer granite from concrete
[09:37:00] <CaptHindsight> there is polymer granite made of resins and granite dust, flake and gravel
[09:37:45] <CaptHindsight> polymer concrete that is plasticized concrete
[09:47:28] <CaptHindsight> https://www.academia.edu/8322378/Influence_of_Resin_Content_and_Cast_Iron_Powder_Addition_on_Vibration_Characteristics_of_Granite_Epoxy_Composites
[09:52:32] <MrSunshine> http://s31.postimg.org/h405wdoqj/13051715_10154123853313648_62307307376505129_n.jpg lathe upgrade =)
[10:01:22] <MrSunshine> i wonder what rpm i dare spin the spindle on the lathe tho ... i need to calculate what size pulley to put on the motor =)
[10:02:53] <MrSunshine> 1400 rpm for the 10" heavy south bend lathe
[10:10:49] <archivist> I have a pulley speed reduction before the spindle from the motor
[10:11:39] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=southbend
[10:12:15] <MrSunshine> archivist: do you know your max spindle rpm ?
[10:12:51] <archivist> once upon a time the southbend lathe site had data like that
[10:13:18] <archivist> it is a plain bearing so not fast only a few hundred rpm
[10:14:05] <MrSunshine> finding both max 800rpm and max 1400rpm ...
[10:14:10] <MrSunshine> and even up to 1800
[10:16:08] <CaptHindsight> https://www.academia.edu/8322378/Influence_of_Resin_Content_and_Cast_Iron_Powder_Addition_on_Vibration_Characteristics_of_Granite_Epoxy_Composites
[10:20:39] <archivist> MrSunshine, the first pulley about 40mm second about 280 diameter
[10:20:56] <MrSunshine> ok =)
[10:21:11] <MrSunshine> but that will depend on the motor speed i guess, i have a 700rpm 1.1kw motor im thinking of using
[10:21:39] <archivist> mine is 1400 ish as was the 3 phase I took off
[10:22:21] <MrSunshine> thats 1:7 atleast on the pulleys
[10:22:31] <MrSunshine> or ..
[10:22:49] <mase-tech> Hi happy CNC people
[10:22:59] <mase-tech> Sun is shining so am I
[10:23:06] <mase-tech> =)
[10:23:08] <MrSunshine> yeah 1:7 .. so that would give 200rpm on the flat belt pulleys
[10:23:57] <MrSunshine> so middle one should be 200 rpm then .. big one .. maybe 400 ?
[10:24:05] <MrSunshine> feels a bit slow ?
[10:25:06] <archivist> mine is a 14 1/2" swing
[10:25:50] <MrSunshine> not sure about the swing on this one, its quite big .. specialy as its a gap bed lathe =)
[10:27:34] <archivist> not been switched on yet this year, I wonder where my rpm thingy is
[10:28:10] <archivist> sometimes it knocks the power out so if the PC reboots :)
[10:29:15] <MrSunshine> haha :P
[10:37:52] <CaptHindsight> http://www.3ders.org/articles/20160421-paypal-blocks-gizmo-3d-printers-indiegogo-funding-delays-production-indefinitely.html
[10:38:37] <CaptHindsight> so CLIP gets funding up the wazooo, Gizmo gets fund blocked for doing it for less?
[10:39:27] <CaptHindsight> I wonder who at CLIP know at Paypal :)
[10:40:17] <archivist> MrSunshine, 160,260,405,650 back gear is 22,40 and up
[10:40:39] <CaptHindsight> http://www.3ders.org/articles/20150820-hot-3d-printing-startup-carbon3d-raises-from-google-ventures-and-yuri-milner.html
[10:40:42] <MrSunshine> ok =) so 650 max there then =)
[10:40:47] <MrSunshine> archivist: thanks =)
[10:40:48] <archivist> yes
[10:41:16] <archivist> flat belt struggles at top speed anyway
[10:42:44] <mase-tech> so belt can be ok with cnc ?
[10:43:29] <CaptHindsight> I have belts on machines that hold down to few microns repeatability
[10:44:10] <archivist> for cnc as long as your encoder is on the spindle belt slip is an almost dont care
[10:44:59] <CaptHindsight> rubber bands just give the PID a run for it's money
[10:45:18] <mase-tech> I thought a tread would always be better
[10:45:33] <mase-tech> So As you maybe know
[10:45:43] <mase-tech> I am constructing one by my own
[10:45:46] <CaptHindsight> mase-tech: a timing belt with teeth?
[10:46:06] <mase-tech> and if I would use a belt I think it would be easier to construct
[10:46:15] <CaptHindsight> http://1.cdn.silkohonda.inspirelightning.com/wp-content/uploads/2013/05/Timing-Belt-300x199.jpg
[10:46:42] <CaptHindsight> http://pimg.tradeindia.com/00841516/b/2/Flat-Belts.jpg
[10:46:46] <mase-tech> CaptHindsight: I even don t know the differences from belts
[10:46:51] <mase-tech> I am a greenhorn :D
[10:46:58] <mase-tech> with skill ! :D
[10:47:00] <CaptHindsight> mase-tech: the difference ^^^
[10:47:48] <CaptHindsight> http://machinedesign.com/archive/belt-and-chain-drives
[10:48:05] <CaptHindsight> http://machinedesign.com/basics-design/flat-belts
[10:48:15] <mase-tech> holy
[10:48:18] <mase-tech> moly
[10:48:22] <mase-tech> this is what I neede
[10:48:25] <CaptHindsight> http://machinedesign.com/basics-design/metal-belts
[10:48:26] <mase-tech> thx !
[10:48:31] <pink_vampire> hi
[10:48:31] <mase-tech> much to read :(
[10:48:52] <CaptHindsight> http://machinedesign.com/mechanical-drives/factoring-belt-loads
[10:49:03] <pink_vampire> someone here know mach3?
[10:49:50] <CaptHindsight> mach3 stolded my lunch money
[10:50:05] <archivist> we know to avoid and laugh at the users
[10:50:09] <pcw_home> just Mach mockers
[10:52:27] <CaptHindsight> Riemenantriebe für Maschinen
[10:52:51] <CaptHindsight> surprised it's not all one word :)
[10:53:42] <mase-tech> HAHA
[10:54:57] <mase-tech> Maschienenriehmenantrieb there you go
[10:55:00] <mase-tech> :D
[10:57:52] <mase-tech> Could a bicycle chain be used for cnc ?
[10:59:32] <robin_sz> yes
[11:00:23] <mase-tech> Wow I cannt imagine
[11:00:33] <robin_sz> in fact, you can actually use string on a CNC
[11:00:50] <mase-tech> string ?
[11:00:58] <robin_sz> string.
[11:01:13] <robin_sz> but it wonttake much load
[11:01:16] <archivist> even knicker elastic
[11:01:21] <robin_sz> exactly
[11:01:42] <robin_sz> archivist, I was up your way again yesterday
[11:01:51] <robin_sz> picked up some argon
[11:02:01] <robin_sz> and some nice military headsets
[11:03:40] <archivist> anchor ?
[11:04:33] <robin_sz> god no
[11:04:52] <robin_sz> that place has gone to the dogs
[11:05:18] <archivist> true
[11:05:39] <archivist> scored some good toys in the past there
[11:05:53] <robin_sz> long long timeago
[11:06:09] <robin_sz> it was mostly junk
[11:06:19] <robin_sz> the good stuff went elsewhere
[11:07:25] <robin_sz> I had some decent Racal stuff off themI guess
[11:07:49] <archivist> the gov changed to a tendering process or something that killed it
[11:08:13] <archivist> before that I used to explain and fix some of the stuff
[11:08:32] <robin_sz> yep, but, it still goes out .. my mate was buing stillages of electronics coming back from Afghanistan
[11:08:48] <robin_sz> some really really nice stuff in there at �50 a stillage
[11:09:26] <archivist> I had a stillage of crap, sold the bulk ad radio rallies :)
[11:23:03] <CaptHindsight> stillage = like a pallet or skid but with a cage or sides or some form of support specifically tailored to the material it is intended to carry
[11:26:06] <jdh> thank you
[11:34:30] <JT-Shop> and we have movement on the 7i92/bob
[11:36:46] <archivist> Bob the builder
[12:36:27] <DaViruz> how critical is it that a tool taper, bt30 for instance, is hardened?
[12:38:52] <archivist> not at all for a simple tool, for tooling under regular use probably needs it to maintain accuracy and keep the wear down
[12:39:17] <DaViruz> i see
[12:39:35] <DaViruz> this machine uses tool holders that are essentiually bt30, but 8mm shorter
[12:40:01] <DaViruz> and the pull studs are intagral to the tool holder
[12:40:40] <DaViruz> not sure if it would be possible to cut down a regular bt30 and have enough pull stud threads left to make it work
[12:40:46] <maxcnc> hi
[12:40:47] <gregcnc> what machine?
[12:40:57] <skunkworks> prince died?
[12:41:28] <gregcnc> i suspect Emco
[12:41:30] <DaViruz> emco vmc-100
[12:41:31] <DaViruz> indeed
[12:41:38] <gregcnc> I'm doing just that
[12:41:53] <DaViruz> they are quite different to the F1-CNC though
[12:42:01] <DaViruz> for which tool holders are fairly available
[12:42:10] <gregcnc> https://www.instagram.com/p/9wlm2svU3l/
[12:42:26] <DaViruz> oh
[12:43:00] <DaViruz> i have studs that seems like they would work
[12:43:17] <gregcnc> I guy just listed some pullstuds on Ebay
[12:43:20] <gregcnc> A
[12:43:33] <gregcnc> I have one coming to see if they will work
[12:43:45] <DaViruz> gregcnc: what tool holder did you base it off?
[12:43:58] <DaViruz> or which tool holder did you modify rather
[12:44:38] <gregcnc> those holders are BT30 cheapo Command or something, much softer than a Parlec endmill holder I also modified
[12:45:26] <DaViruz> but you cut them? no grinding?
[12:46:08] <gregcnc> lathe turn with some junk inserts i knew did oOK with hardened steel
[12:46:40] <gregcnc> I have some CBN inserts for the ER25 holder I got
[12:46:58] <Not-Renny> Hey! Guys. I need your opinion on these.
http://m.ebay.com/itm/10x-1-8-CNC-Carbide-Parallel-Bit-Router-Milling-Cutter-CED-2mm-CEL-8mm-/140537244672?nav=SEARCH
[12:47:44] <DaViruz> gregcnc: thanks, now i feel confident enough to order some cheap bt30 holders to modify :)
[12:47:54] <gregcnc> I made a dummy taper and mounted it in soft jaws
[12:48:13] <gregcnc> trued the taper, and bolted using the M12 to pull it in
[12:48:14] <DaViruz> that's what i'm thinking too
[12:48:17] <gregcnc> through the spindle
[12:49:15] <FloppyDisk> Erant
http://sfbay.craigslist.org/scz/tls/5549167889.html
[12:49:18] <gregcnc> I scout ebay regularly for bt30
[12:49:53] <DaViruz> i scout ebay daily for emco tool holders. have not seen a single one so far
[12:50:15] <DaViruz> i'm actually thinking about listing one of mine just to check the market
[12:50:17] <gregcnc> I was hoping to find a face mill holder , but just made an adapter to mount a 40mm indexable facing head
[12:50:24] <gregcnc> what do you have?
[12:51:19] <DaViruz> one ER16, one 6mm endmill, one 12mm endmill, one 16mm endmill, one floating tap holder
[12:51:23] <DaViruz> and a zero tool
[12:51:45] <DaViruz> actually i only figured out yesterday it's a floating tap holder
[12:53:22] <gregcnc> I've only ever seen two grubby ER16 holder on ebay.de
[12:55:34] <gregcnc> the Emco ER16 have non standard threads for the nut, so if the modified holder work I'll buy some BT30
[12:55:52] <DaViruz> yeah, they call it ERX16 or something like that
[12:56:30] <Loetmichel> hmm. anyone knows an easy to use tool te recode an mp4 vid from a samsung smartphone and add a few texts/photos to it, and then upload it to youtube?
[12:58:33] <DaViruz> gregcnc: do you run the stock controller?
[12:59:16] <gregcnc> yes. I did rewire my machine for single phase
[13:00:18] <maxcnc> Loetmichel: linux
[13:00:19] <gregcnc> i get a turret indexing error occasionally. and just recently having issues with the door switches maybe
[13:00:45] <DaViruz> yeah i've had turret indexing issues. i had to adjust one value in the msd
[13:00:55] <DaViruz> i just tweaked it until the gears engaged perfectly
[13:01:20] <maxcnc> Loetmichel: i use kdelive for this issue or if only text use avidemux
[13:01:43] <DaViruz> but i think i will retrofit it now, the 128kB program space is a problem if you want to do 3d cam
[13:02:02] <Loetmichel> windows7 tools preferred
[13:02:06] <gregcnc> I'm happy with the parts it makes, but having had a servo machine before i'm spoiled. resonance sometimes causes finish issues.
[13:02:20] <maxcnc> Loetmichel: ffmpeg
[13:02:29] <DaViruz> i have a small issue with the Z stepper driver as well
[13:02:50] <DaViruz> it sometimes faults when it stops, maybe one time out of 50
[13:03:14] <witnit> Average cost to rig a 10,000lb lathe < 5 miles, easy pickup and drop off?
[13:03:15] <DaViruz> before replacing some bad components it faulted exactly one stop out of 5
[13:03:16] <maxcnc> DaViruz: failts in what way
[13:03:24] <witnit> anyone got any ideas?
[13:03:28] <DaViruz> over voltage fault
[13:03:45] <gregcnc> PC mill will take 100MB programs as long as you renumber once you reach N9999
[13:03:53] <DaViruz> oh
[13:04:33] <maxcnc> witnit: call the nexz farmer
[13:04:46] <maxcnc> john deer wil do the job
[13:05:17] <gregcnc> people say riggers won't start their trucks for less than 1000$
[13:05:21] <witnit> hahahah
[13:05:41] <witnit> I had two ACME GRIDLEYS moved across state and placed for <$500
[13:05:47] <witnit> so thats not true
[13:05:50] <DaViruz> i moved a 10000lb vmc about 50 miles with a massey ferguson and trailer
[13:06:42] <witnit> I thought about moving it myself, but I still need to lift and drop it so, its just as easy this way it seems
[13:07:01] <gregcnc> I may be shipping a 2000lb machine from CA to IL
[13:07:23] <witnit> though, there was an auction in town, and the guy still has a 10,000lb fork within a mile of the lathe I need moved, so I think i can play the convienance card with him
[13:07:30] <Not-Renny> This sounds expensice, gregcnc.
[13:07:48] <witnit> gregcnc: what machine is worth moving that far?
[13:07:57] <gregcnc> one that fits in my garage
[13:08:08] <witnit> I mean, what is it :P
[13:08:10] <maxcnc> im off Gn8 from germany
[13:08:14] <witnit> cu!
[13:08:30] <gregcnc> small lathe with milling
[13:08:36] <witnit> oooh :)
[13:08:52] <witnit> there is a good market for machines which run off 110 it seems
[13:09:46] <gregcnc> well, single phase anyway
[13:09:51] <witnit> yeah
[13:10:35] <witnit> I saw a mitsubishi vmc go for 500 two days ago
[13:11:01] <witnit> looked like, it could use some tlc and some repaired controls
[13:11:55] <gregcnc> auctions in the midwest bring stupid prices
[13:17:07] <gregcnc> they found Percy!
http://www.bbc.com/news/uk-england-cambridgeshire-36083074
[13:18:21] <DaViruz> wow, bt30 er16 holders can be stupidly cheap on ebay from china
[13:19:20] <gregcnc> i haven't ordered one yet, but probably will if the stud
[13:19:46] <gregcnc> works
[13:20:06] <DaViruz> i think a fairly standard stud will work, but i think the holder will have to be shortened a fair bit
[13:27:14] <gregcnc> yes, most of the BT30 studs are 23mm from seat to end, I'd like to see something closer to 17mm, I should scale the spindle cross section to see if it would matter
[13:27:46] <gregcnc> oops 19mm
[13:27:53] <MrSunshine> hmm would hydraulic oil work as spindle oil ?
[13:28:23] <DaViruz> oh, i thought it would differ more
[13:28:23] <MrSunshine> as i can find a ISO 32 (10W) oil is about what to use for a machine with < like 2000 rpm in the spindle
[13:28:27] <DaViruz> more like 10mm
[13:29:04] <DaViruz> but i gave all my bt30 holders to the guy who bought my vmc, so i haven't been able to compare them
[13:29:37] <DaViruz> which was quite generous, considering the tool holders were worth more than he paid for the vmc with the holders..
[13:31:40] <DaViruz> lathe spindle?
[13:33:57] <gregcnc> You'd have to look closely at the specs for the oil. Sometimes it's just oxidation specs, but EP additives.
[13:35:12] <DaViruz> i'm no hydraulic expert, but i find that a lot of things called oil is not oil at all, and i know some hydraulic fluids are like that
[13:36:09] <gregcnc> Emco is already shorter than BT30, if you used a std stud, you'd probably have to shorten a BT30 by ~14mm.
[13:36:33] <DaViruz> ah.
[13:37:00] <gregcnc> some are threaded deeper than others
[13:37:08] <Erant> FloppyDisk: Yeah, I saw that one...
[13:37:16] <Erant> FloppyDisk: Too bad it's in Santa Cruz.
[13:37:39] <gregcnc> others are threaded through for a backup screw
[13:39:00] <DaViruz> maybe i'll just toss the tool changer and modify the drawbar to take standard bt30
[13:39:42] <mase-tech> hey peps what u think about this bundele
[13:39:51] <mase-tech> http://www.ebay.de/itm/Free-to-DE-3PCS-Nema23-23HS8430-stepper-motor-112mm-4-2A-425oz-driverDM542-board-/172009766207?hash=item280c94bd3f:g:td0AAOSw7FRWVWxa
[13:40:19] <gregcnc> I got it for the tool changer
[13:40:40] <FloppyDisk> Erant - It's a good deal in good shape... Wish I got it...
[13:41:36] <gregcnc> www.ebay.com/itm/301934744701 this looks short hopefully they
[13:41:52] <gregcnc> are close to what i had in mind
[13:42:26] <DaViruz> i have an emco holder in my hand now, and that is very similar
[13:42:37] <DaViruz> oh, it said emco
[13:42:47] <gregcnc> these are for F1
[13:45:36] <DaViruz> maybe iso30 holders are more sutiable to modify? doesn't iso holfers generally have very deep threads
[13:45:42] <DaViruz> hm
[13:45:44] <DaViruz> nt30 even
[13:46:40] <Not-Renny> Merr.
[13:46:46] <Not-Renny> !seen tiwake
[13:46:46] <the_wench> last seen in #freecad 2016-04-17 10:05:31GMT 105:15:24 ago, saying joined chan
[13:46:56] <archivist> I keep this in my bookmarks for tapers
http://www.tools-n-gizmos.com/specs/Tapers.html
[13:47:00] <gregcnc> i don't remember exactly why i chose bt, maybe they were more common, so cheaper. ISO30 often have relieved tapers
[13:48:10] <DaViruz> actually just cutting the threads on the stud shorter might be viable
[13:50:50] <DaViruz> i've never been able to figure out what the difference between bt, cat and iso are
[13:51:01] <gregcnc> the actual taper is the same
[13:51:26] <DaViruz> and the pull stud interface?
[13:51:27] <gregcnc> the drive slots are different, and CAT has 1/2" stud thread
[13:51:31] <DaViruz> oh.
[13:52:02] <archivist> some have grooves for tool changers
[13:52:33] <DaViruz> so it's basically just the flange that's different?
[13:52:36] <gregcnc> someone used to make both M12 and 1/2" studs for F1 so you can use BT or CAT
[13:52:49] <gregcnc> correct
[13:53:53] <gregcnc> and there are other variations, many routers are 30 taper and have V groove, but no drive slots
[13:54:49] <archivist> and a few in between oddballs
[13:54:59] <DaViruz> gregcnc: you don't happen to have any emco holders you want to part with? ;)
[13:55:32] <gregcnc> If this works maybe.
[13:55:52] <gregcnc> I could use a .14" tapper
[13:56:14] <gregcnc> M3
[13:56:44] <gregcnc> now i'm using tapping collet in the ER
[13:57:18] <DaViruz> oh, i didn't know that was a thing
[13:57:37] <mase-tech> Somebody can recommand a cheap cnc electrical circuit for nema 23 ?
[13:58:22] <gregcnc> metric endmill holders are almost useless here
[13:59:17] <DaViruz> that's what i could use the most :)
[13:59:57] <DaViruz> are there imperial size emco holders?
[14:00:19] <DaViruz> haven't seen any in my catalogues, but they are european
[14:00:53] <gregcnc> I didn't think so, but I chatted with someone who had fractional endmill holders with his VMC-100
[14:01:20] <DaViruz> i guess you could modify them
[14:01:29] <DaViruz> the nose on mine seems to be pretty soft
[14:02:09] <gregcnc> My M16 is missing the collar, and I have M10 and 12
[14:02:29] * Loetmichel just made a new kind of Electronics enclosure at the company... looks nicer than the usual enclosures i do, altho with a slight 80ties touch... -> http://www.cyrom.org/palbum/main.php?g2_itemId=16247&g2_imageViewsIndex=1
[14:03:15] <DaViruz> everything you do looks nice :)
[14:07:53] <Swapper_> anyone know if rigid peck tapping will work in linuxcnc? Having some problems with taps snapping at random times when rigid tapping.
[14:08:59] <CaptHindsight> Prince died
[14:09:04] <Swapper_> If i have index on the spindle will the threads line up if i command serveral g33.1
[14:09:31] <cradek> yes
[14:09:59] <cradek> what are you tapping, how big, how deep, with what kind of tap?
[14:10:04] <archivist> Swapper_, are you using machine taps
[14:10:16] <cradek> tapping in linuxcnc absolutely does work
[14:10:30] <Swapper_> yea spiral michine taps that push the chips up
[14:10:43] <_methods> i've never had much luck with peck tapping
[14:10:49] <Swapper_> cheap chinese ones but cant afford snapping brand ones
[14:10:54] <cradek> those can be fragile. are you sure your holes are the right size?
[14:10:57] <_methods> especially if you're using spiral point taps
[14:11:14] <cradek> oh, cheap taps are a mistake
[14:11:18] <_methods> blind or thru holes?
[14:11:36] <Swapper_> last time i taped blind but with room in the hole
[14:12:01] <Swapper_> read online that they often snap when reversing since the chip needs to be broken
[14:12:06] <cradek> are you positive you're specifying the right pitch to match the tap?
[14:12:09] <_methods> yesh
[14:12:19] <_methods> that's why peck tapping usuallyd doesn't work so well
[14:12:21] <cradek> and it's not slipping in the holder?
[14:12:29] <cradek> and your spindle encoder scale is right?
[14:12:31] <Swapper_> cradek: quite shure, and they work most of the time then bam its off
[14:12:45] <archivist> lubrication too
[14:12:47] <_methods> are you using tap collets?
[14:12:53] <Swapper_> cradek: i had one sliping at one time since then i have tighened them real hard
[14:12:59] <cradek> hm, they might just be crappy
[14:13:00] <Swapper_> _methods: no
[14:13:04] <cradek> it's hard to debug from here :-)
[14:13:12] <cradek> what material, diameter, depth?
[14:13:14] <_methods> well i'd use tap collets if at all possible
[14:13:16] <Swapper_> i looked in to form taps, what are your thaughts ?
[14:13:18] <cradek> tap size, hole size?
[14:13:26] <archivist> metal
[14:13:26] <_methods> to eliminate teh tap possible spinning in collet
[14:14:04] <Swapper_> M6 predrill 5mm
[14:14:13] <_methods> form taps are great
[14:14:45] <cradek> M6x1?
[14:14:46] <_methods> unless you're doing food grade or medical grade stuff
[14:14:48] <Swapper_> cradek: i think its hotrolled 8mm deep
[14:15:01] <Swapper_> cradek: yes M6x1
[14:15:30] <cradek> what kind of lube?
[14:15:42] <Swapper_> motor oil :)
[14:15:57] <cradek> do you spot drill and use a short 5mm drill so the hole is in the right place?
[14:16:11] <cradek> or use a good split point
[14:16:12] <Swapper_> i spot it but the drill aint that short
[14:16:30] <Swapper_> i think the drill have a split point
[14:16:32] <cradek> is it a good drill? does it make a nice clean round hole?
[14:16:47] <Swapper_> real cheap drill thoug
[14:17:01] <Swapper_> might change it to some of my Cobolt drills
[14:17:02] <djdelorie> if you don't have a good spot/starting drill, it's a good investment. I use my 140deg one all the time
[14:17:04] <cradek> you might measure the hole
[14:17:15] <_methods> yeah check the hole dia
[14:17:19] <Swapper_> djdelorie: i have a carbide 90degre spot drill
[14:17:41] <cradek> I bet if you would use better tooling and a correct tapping lube your problems would go away
[14:18:35] <Swapper_> would you aggre that "no name" brand form taps would be better than "brand" spiral point taps?
[14:18:51] <Swapper_> with the matching drill
[14:18:53] <cradek> if you're getting an off-center triangular hole any tap will break
[14:19:18] <_methods> i don't recommend ever buying no name taps
[14:19:25] <Swapper_> ok good information that the drill do matter that much
[14:19:27] <cradek> yes, they don't save you money
[14:19:28] <_methods> usually too much work in a part by time you start tapping
[14:19:42] <_methods> to have it all scrapped by cheap taps
[14:19:58] <_methods> one consumable i never skimp on is taps
[14:20:10] <Swapper_> yea but i need to learn all the other mistakes before i start snapping 20dollar tapps :)
[14:20:15] <cradek> I've only form-tapped a few times, #4-40, and I *ream* the hole to get it the right size and round
[14:20:29] <cradek> it works great
[14:20:33] <_methods> form tapping is definitely a plus
[14:20:41] <_methods> taps last way longer
[14:20:46] <evil_ren> cradek: neat how deep?
[14:21:47] <cradek> oh around .3in I bet
[14:22:01] <Swapper_> might get some formtaps and use som cobolt drills the right size,
http://www.guhring.com/documents/tech/charts/formtapdrill.pdf how important are the procentage of thread?
[14:22:33] <archivist> lower percentage for longer tap life
[14:22:37] <cradek> very very
[14:23:03] <cradek> 8mm deep you'll have 8 threads. you should be fine with less engagement.
[14:23:04] <archivist> lower percentage, they strip, a compromise
[14:23:06] <Swapper_> my thinking is that for non structural/important threads i can go with ha light procentage and get it easier to tap ?
[14:23:57] <Swapper_> cradek: yea its only for some simple mini-clamps for a pallet
[14:24:39] <Not-Renny> So guys, I'm the proud owner of a newborn mini CNC mill.
[14:24:46] <Swapper_> but i got so bummed that the tap snapped on me again so thaugt i get some way to get it to work more reliably
[14:25:09] <Swapper_> Not-Renny: Congrats :)
[14:25:35] <Swapper_> Not-Renny: what type mini-mill, X2 size or?
[14:26:03] <Not-Renny> It's a kind of a sketchy one made from laser-cut and 3d printed parts :P
[14:26:38] <Swapper_> ok, to cut wood or ?
[14:26:41] <Not-Renny> I finished putting it together, tested all the electronics, but I realized I don't know how to use a CNC mill. D:
[14:26:59] <Not-Renny> Yeah, wood, PCBs, maybe copper or aluminium if I really slow the feedrste down.
[14:27:10] <Not-Renny> Feedrate*
[14:28:27] <Not-Renny> But I have /one/question.
[14:28:43] <Swapper_> i bet u got more than one :)
[14:29:08] <Not-Renny> http://m.homedepot.com/p/Proxxon-1-mm-Tungsten-Carbide-Milling-Bit-28758/203459726 well, first of all, I need an end mill. Would this work at all?
[14:29:34] <Not-Renny> Also, do you guys have any files that I could use for a dry run?
[14:30:24] <cradek> Not-Renny: just run the AXIS splash screen
[14:31:07] <Swapper_> Not-Renny: 1mm is realy realy fragile, might be worth cheking ebay for a pack of more
[14:31:43] <Not-Renny> Would it be better to get 3mm?
[14:31:58] <Swapper_> yea its way less likly to snap
[14:32:25] <Not-Renny> The whatnow, cradek?
[14:33:26] <Swapper_> Not-Renny: search ebay for "10pcs 3mm carbide endmill" the prices are newbe friendly (you will break endmills)
[14:34:25] <Not-Renny> Swapper_, but I don't want to wait 15 to 30 days for my bits to come D:
[14:35:05] <Swapper_> Not-Renny: ok get hold of a 3mm localy and order some for later, you will break a lot of them
[14:35:12] <enleth> Not-Renny: order them anyway, and buy *anything* now
[14:35:36] <enleth> Not-Renny: get in the habit of buying them in advance from China, they'll arrive right when you need them
[14:36:42] <Not-Renny> enleth, I literally bought this mill 2 days ago on an impulse buy.
[14:38:51] <Swapper_> Not-Renny: check out Fusion 360, its real neat to get some cad going and built in CAM (to generate code for the mill)
[14:38:59] <Swapper_> its free for hobyists
[14:39:13] <Swapper_> lots of guides online
[14:40:36] <Not-Renny> Free for hobbyists???
[14:40:39] <pink_vampire> Not-Renny: hi
[14:41:10] <Not-Renny> Yello there, pink_vampire .
[14:41:29] <Swapper_> Not-Renny: ye
[14:41:48] <pink_vampire> what are you trying to do?
[14:42:11] <Not-Renny> Trying to figure out how to run a CNC lathe I suddenly bought.
[14:42:25] <pink_vampire> what model?
[14:42:39] <Swapper_> Not-Renny: Mill ?
[14:42:46] <Not-Renny> Just a homebrew one :P
[14:43:00] <pink_vampire> pics?
[14:43:03] <Not-Renny> Yes, sorry, mill
[14:43:32] <pink_vampire> homebrew mill...
[14:43:34] * Not-Renny subconsciously will say this, for he wants a 4 axis CNC mill/lathe
[14:44:33] <pink_vampire> do you have any experience in 3 axis?
[14:44:48] <Not-Renny> Check out this awesome Instructable.
[14:44:49] <Not-Renny> http://www.instructables.com/id/3D-printed-CNC-mill this one.
[14:45:03] <Not-Renny> Uh, I'm currently constructing a 3d printer?
[14:45:57] <pink_vampire> mmm yes, it's have 3 motors and some moving parts.
[14:46:42] <Not-Renny> Yep. And it's cool.
[14:47:18] <pink_vampire> mmm cool..
[14:47:29] <Not-Renny> With the mill, I just need to modify the shank mount and I'll have a working mill. Actually, any ideas on how to heatsink motor drivers?
[14:48:03] <pink_vampire> this is cool
http://i.imgur.com/HJTGW2L.png
[14:49:32] <Not-Renny> That is an incredibly long fingernail.
[14:49:43] <pink_vampire> what do you mean by "how to heatsink motor drivers"
[14:49:55] <pink_vampire> yes it is my hand
[14:50:17] <pink_vampire> http://i.imgur.com/EQMm89E.png
[14:50:20] <Not-Renny> I need to direct heat away from the motor controller chips. :P
[14:50:34] <Not-Renny> But what is the tiny cool thing, pink_vampire?
[14:50:42] <pink_vampire> http://i.imgur.com/vgUMiFn.png
[14:51:09] <pink_vampire> it's an experiment
[14:51:19] <Not-Renny> It looks hard to operate CNC equipment with those :o
[14:51:32] <pink_vampire> no!
[14:51:39] <Not-Renny> No?
[14:51:52] <enleth> Not-Renny: get small heatsinks with adhesive
[14:52:09] <pink_vampire> I'm work on the computer,, the cnc make all the hard work.
[14:52:14] <enleth> Not-Renny: or use zipties and some thermal compound to hold a heatsink
[14:52:16] <pink_vampire> jb-weld
[14:52:19] <Not-Renny> True.
[14:52:22] <evil_ren> wtf zip ties
[14:52:29] <Not-Renny> Lol, zipties
[14:52:32] <evil_ren> jb weld is prob a shit thermal conductor
[14:52:45] <Not-Renny> I do have those thermal sticker things.
[14:52:50] <evil_ren> get thermal adhesize if you cant mechanically clamp and use thermal paste
[14:52:50] <enleth> evil_ren: works if you can't get the heatsink to stay any other way
[14:53:06] <evil_ren> until the heat stretches the zip ties out
[14:53:20] <enleth> re-tighten, duh
[14:53:25] <evil_ren> heh
[14:53:52] <pink_vampire> drill a hole through the chip and bolt the heat sink
[14:54:09] <pink_vampire> what kind a drivers are you using??
[14:54:29] <Not-Renny> I'll stick with thermal adhesive....
[14:54:35] <pink_vampire> what kind a drivers are you using??
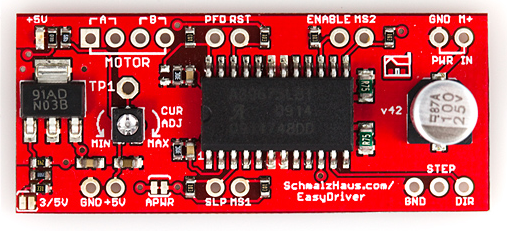
[14:54:40] <Not-Renny> The easydrivers. They're like 20mm long
[14:55:15] <pink_vampire> link?
[14:55:36] <pink_vampire> this is my motor drivers
http://i.imgur.com/XLeLDyd.png
[14:55:46] <pink_vampire> http://i.imgur.com/B4rVvob.png
[14:56:16] <pink_vampire> http://i.imgur.com/LCtJd72.png - heat sink drilling
[14:56:24] <pink_vampire> drilled &**
[14:57:02] <Not-Renny> Well, you're probably putting more than 1A through those :P
[14:57:21] <pink_vampire> just 20A 72V
[14:57:28] <pink_vampire> not a big deal..
[14:57:32] <Not-Renny> :3
[14:57:40] <pink_vampire> http://www.schmalzhaus.com/EasyDriver/EasyDriver_v42/EasyDriverV42_Top.PNG
[14:57:47] <pink_vampire> this is your driver?
[14:57:53] <Not-Renny> Yap.
[14:58:07] <pink_vampire> how the back side look?
[14:58:21] <Not-Renny> It's just electrical contacts.
[14:59:46] <pink_vampire> I don't think that you need a heat sink for them
[15:00:16] <Not-Renny> Well, the drivers get really, really hot when I have the machine on....
[15:00:39] <pink_vampire> get better drivers.
[15:01:06] <Not-Renny> But I am a poor human
[15:02:13] <pink_vampire> tb6560
[15:02:15] <evil_ren> do they past spit test?
[15:02:20] <evil_ren> lick your finger
[15:02:22] <evil_ren> touch the chip
[15:02:23] <pink_vampire> start at 5$\
[15:02:31] <evil_ren> if it sizzles, youre above 100C, you might have problems
[15:02:44] <evil_ren> if it doesnt, youre below 100C, probably fine
[15:03:06] <Not-Renny> Well
[15:03:18] <Not-Renny> I could still touch them, I guess....
[15:03:19] <pink_vampire> http://www.ebay.com/itm/CNC-Single-Axis-TB6600-0-2-5A-Two-Phase-Hybrid-Stepper-Motor-Driver-Controller-/251302803850?hash=item3a82d0798a:g:1QkAAMXQdGJR3io7
[15:03:29] <pink_vampire> I have them they work ok..
[15:03:55] <pink_vampire> but I never really used them on my machine because I'm using servos
[15:04:34] <pink_vampire> what do you want to cut with your machine?
[15:04:57] <Not-Renny> I'm going to cut wood mainly, and do some PCBs.
[15:06:58] <pink_vampire> what is going to be your spindle?
[15:08:01] <Not-Renny> It's got a DC motor in there. It apparently works, but I'd like to upgrade later.
[15:11:21] <Not-Renny> If you look in the link of the instructor I posted earlier, you'll find all the parts currently on my printer.
[15:11:28] <Not-Renny> Instructable*
[15:17:17] <pink_vampire> this is your instructable?
[15:17:55] <Not-Renny> Noop.
[15:18:21] <pink_vampire> ok
[15:18:44] <pink_vampire> get something like the C10
[15:19:09] <pink_vampire> if you want to work with the parallel port
[15:20:28] <Not-Renny> C10?
[15:22:06] <pink_vampire> breakout board
[15:22:12] <Not-Renny> Ah.
[15:22:51] <pink_vampire> I have a lot of them
[15:23:07] <pink_vampire> super easy and fun to work with them
[15:23:52] <Not-Renny> Heh.
[15:26:04] <FloppyDisk> Polymorphism - When is your router arriving? And, which one did you buy?
[15:26:35] <Polymorphism> still finalizing the decision
[15:27:01] <malcom2073> Heh wow
[15:27:49] <pink_vampire> omg!
[15:38:20] <archivist> https://www.youtube.com/watch?v=pACePi441ds
[15:44:36] <gregcnc> pink you servos are always loafing do they even get warm?
[15:44:55] <gregcnc> my 320's barely get warm
[15:45:02] <pink_vampire> 27-39 C
[15:45:20] <gregcnc> with the fans?
[15:45:38] <pink_vampire> the fans not connected yet
[15:46:54] <_methods> archivist: lol
[15:47:44] <gregcnc> my finger nails aren't long enough to pose with parts like that
[15:49:01] <archivist> _methods, it is one of those annoying tunes that sticks in your head, I thought I had managed to forget it....but
[15:51:54] <pink_vampire> gregcnc: grow them :)
[15:52:12] <pink_vampire> it's took me about a year
[15:53:16] * Jymmm grabs the angle grinder and looks at pink_vampire
[15:53:30] <Jymmm> See if you painted them like this, not so bad...
http://www.prettydesigns.com/wp-content/uploads/2014/07/Stylish-Nails3.jpg
[15:53:59] <pink_vampire> Jymmm: NOOOOOOOOOOOOOO
[15:54:06] <Jymmm> Here we go...
http://3.bp.blogspot.com/-zPDE9Yj93oM/U3JOG8bm3zI/AAAAAAAAEHo/n4j4NcY4nek/s1600/PrettyNailsAndTea+%289%29.JPG
[15:54:41] <Jymmm> Yeah baby...
http://dy6g3i6a1660s.cloudfront.net/2NXv4mX1I8mHHBp7-oyMtAH0AfQ/tlw-6b/pretty-nails.jpg
[15:54:49] <pink_vampire> OMG
[15:55:04] <pink_vampire> https://fbcdn-sphotos-a-a.akamaihd.net/hphotos-ak-xtl1/v/t1.0-9/fr/cp0/e15/q65/11219663_10207599197000147_3780461298378028373_n.jpg?efg=eyJpIjoidCJ9&oh=430bfec01a1c8c14a07a00095f097209&oe=57AB6B66&__gda__=1471184509_86cc87e61602f65965e9d81c1fe61b39
[15:55:31] <CaptHindsight> nah, just glue tools tight to them, hex keys, screw drivers etc
[15:55:37] <Jymmm> only if they are functional!
[15:55:44] <gregcnc> my next invention: finger nail printer
[15:55:54] <CaptHindsight> been done
[15:55:59] <gregcnc> crap
[15:56:07] <Jymmm> gregcnc: been done, laser engraved baby!!!
[15:56:37] <Jymmm> pink_vampire: THIS is for you...
http://orig14.deviantart.net/cfad/f/2011/080/c/8/pretty_nails_by_gollemina-d3c5ps2.jpg
[15:56:53] <pink_vampire> OMG wtf
[15:57:03] <CaptHindsight> https://youtu.be/0u4YpPRcFkg?t=9s
[15:57:07] <Jymmm> Hey now, s/he did a fine job!
[15:57:28] <gregcnc> whoever came up with the nail wraps had great money maker
[15:57:58] <Jymmm> hand soem to pink_vampire!
[15:58:02] <CaptHindsight> photos on your nails
[15:58:17] <Jymmm> Mine?
[15:58:28] <CaptHindsight> maybe now animated versions with OLED nail covers!
[15:58:39] <gregcnc> aren't there places you can upload your images
[15:59:01] <pink_vampire> i JUST like my nails NATURAL COLOR
[15:59:19] <pink_vampire> clear coat, or very light color
[15:59:50] <robin__> anyone know how to make windows start in VGA mode?
[15:59:59] <Jymmm> pink_vampire: I just dislike your nail their natural color (nothing personal)
[16:00:02] <CaptHindsight> how about cell phones nails, radar detector nails, drug sniffing nails covers....
[16:00:33] <pink_vampire> cell phones nails,
[16:00:39] <CaptHindsight> RFID nails
[16:00:53] <pink_vampire> RFID nails!!
[16:00:59] <CaptHindsight> VISA on your nails
[16:01:07] <gregcnc> my kids think their major functions include collecting dirt and boogers
[16:02:01] <CaptHindsight> anti-bacterial nail covers
[16:02:12] <pink_vampire> ok..
[16:02:18] <pink_vampire> what about hair
[16:02:36] <gregcnc> i'm trying to convince my wife to go blue
[16:03:03] <CaptHindsight> camera nails, to see where your fingers have been, with an app that streams right to snapchat
[16:03:12] <pink_vampire> http://www.bundlemonster.com/nfc-light-up-flashing-led-nail-polish-art-manicure-sticker-set-12447.html
[16:03:19] <pink_vampire> gregcnc: no no no no no
[16:03:56] <CaptHindsight> energy harnessing hairdos
[16:04:14] <CaptHindsight> solar and wind
[16:04:15] <gregcnc> https://s-media-cache-ak0.pinimg.com/736x/ba/73/d4/ba73d48ba8ec9a552b6fc9e21ab0f800.jpg
[16:04:41] <pink_vampire> ok. I'm going to cut them
[16:05:13] <CaptHindsight> glucose monitoring nails
[16:05:52] <pink_vampire> I'm quit
[16:06:05] <CaptHindsight> hair based weather monitoring station, wind speed, direct pressure, temp etc
[16:07:12] <CaptHindsight> time delay drug dispensing nails
[16:07:22] <pink_vampire> CaptHindsight: are you a master troll?
[16:08:34] <CaptHindsight> hair antennas for bluetooth, wifi, etc
[16:09:32] <gregcnc> https://www.yahoo.com/news/ultrathin-e-skin-turns-hand-electronic-display-112907229.html
[16:10:12] <CaptHindsight> oh, a Nixie clock on your nails
[16:11:15] <gregcnc> or like those rolling led badges
[16:11:38] <CaptHindsight> gregcnc: those could replace tattoos, rent out space for ads on your fleash
[16:11:59] <gregcnc> eh people do it now with real tattoos
[16:12:42] <CaptHindsight> color changing mood hair
[16:13:10] <gregcnc> then end up doing this
https://candyred.eu/blackout-tattoos-latest-trend-singapore/
[16:14:33] <XXCoder> build a tiny battery powered clockwork clock, mount on nail
[16:14:35] <pink_vampire> that gross!
[16:14:37] <gregcnc> wow that olo printer got 2.3$M
[16:15:25] <CaptHindsight> yeah, and it's half assed
[16:15:52] <CaptHindsight> I overestimate people too much
[16:16:35] <gregcnc> 100$ for a kilo of Cu
https://www.kickstarter.com/projects/trancemetals/trance-sphere-oligodynamic-copper?ref=popular
[16:16:54] <CaptHindsight> there are going to be lots of customers complaining about resin getting into their phones
[16:17:29] <XXCoder> wouldnt that copper trarnish?
[16:17:32] <XXCoder> whatever thats spelled
[16:17:49] <CaptHindsight> yes, it likes to oxidize
[16:18:32] <CaptHindsight> any brass balls?
[16:18:45] <XXCoder> nope apparently, just copper balls
[16:19:15] <gregcnc> apparently machining them on a lathe is "a very labor intensive process"
[16:19:30] <XXCoder> 10x for people who needs more balls
[16:19:55] <XXCoder> warning: may present diffulity walking
[16:20:24] <CaptHindsight> https://www.kickstarter.com/projects/mrbeam/mr-beam-ii-the-desktop-laser-cutter-and-engraver?ref=category
[16:20:38] <gregcnc> turning $10 of copper into $100 is a nice trick though
[16:20:57] <XXCoder> yet another laser thingy yay
[16:22:06] <pink_vampire> I need to get thin aluminum sheet
[16:22:29] <pink_vampire> 1.6-1mm will be fine
[16:22:30] <XXCoder> foil? ;)
[16:22:36] <pink_vampire> no
[16:22:52] <pink_vampire> for the name tags
[16:23:05] <XXCoder> cool
[16:23:11] <XXCoder> CaptHindsight: its not too bad actually
[16:23:15] <XXCoder> $511
[16:23:16] <pink_vampire> and I want to finish my large anodize setup
[16:23:45] <gregcnc> the top guy got 100$k
https://www.kickstarter.com/projects/1348567444/spin-the-gyroscopic-spintop?ref=popular
[16:24:19] <XXCoder> oh wait
[16:24:31] <XXCoder> CaptHindsight: that $511 one? thats just air filter. jeeeez
[16:25:09] <XXCoder> laters
[16:25:35] <CaptHindsight> I need something practical like self cleaning underwear
[16:31:02] <Tensaiteki> does anyone have the xilinx ISE installed that would be willing to complile a custon 5i20 firmware?
[16:31:16] <CaptHindsight> https://www.kickstarter.com/projects/644653534/slash-the-next-level-of-affordable-professional-3d?ref=category I wonder if Paypal will block their funds as well?
[16:32:26] <Tensaiteki> i have the pinout (vhd) file made up but I've been trying to download the xilinx ISE for two days but the multi-gig downloads keep corrupting...
[16:36:53] <PCW> Tensaiteki what pinout?
[16:41:14] <Tensaiteki> it's a custom one for a 5i20 that uses a 7i39 for the x and y servos, a 7i33ta for the spindle analog out and encoder and a stepgen on part of an opto22 board
[16:41:28] <Tensaiteki> here's what I have:
http://pastebin.com/sqsJnNg6
[16:45:48] <PCW> is that what you want?
[16:47:24] <Tensaiteki> yeah, that should recreate the (now lost) bitfile that the previous owner made for this machine
[16:49:33] <SpeedEvil> http://www.ebay.co.uk/itm/Metalwork-Lathe-/262399151454?hash=item3d18354d5e:g:2FYAAOSw1DtXGTK6 wierd. Is the big 'way' slotted?
[16:50:21] <Tensaiteki> when the previous owner made his bitfile, he modified the SVTP6_7I39.vhd file but didn't change the name
[16:52:06] <Tensaiteki> so when I saw that SVTP6_7I39.BIT was part of linuxcnc, I didn't copy it along with the other machine config files before wiping ubuntu 10 for the newer debian version
[16:52:43] <PCW> PWMs appear to be numbered wrong
[16:53:41] <Tensaiteki> ah, so they have to be unique _and_ start from 00?
[16:55:54] <Tensaiteki> i think this fixes it:
http://pastebin.com/V0xUhb80
[16:56:50] <PCW> they dont have to start from 0 but if you have PWMGens 2..5 you need to say you have 5 PWMGens
[16:57:26] <PCW> I fixed by starting from 0
[16:58:34] <Tensaiteki> cool, thanks
[17:01:51] <PCW> http://freeby.mesanet.com/5i20_SVSmithy.bit
[17:02:26] <PCW> you can run mesaflash to program/read the pinout to check
[17:06:16] <gregcnc> Does linuxcnc have any capacity to record data I might read with a mesa card?
[17:06:37] <PCW> yes
[17:07:00] <PCW> halsampler component
[17:07:03] <Tensaiteki> thanks, I'll head out ot the shop now to try.
[17:08:51] <gregcnc> I'm not too familiar with the terms, how much can i sample and how fast?
[17:13:17] <Deejay> gn8
[17:16:15] <alex4nder> damn.. I love my mill
[17:16:29] <alex4nder> the 7i76e made life so much better
[17:17:42] <unfy> cheap 4 way joystick came in. should grab another one for the manual Z control too heh
[17:18:00] <unfy> wonder if i have a rocker switch that would work hmm
[17:20:16] <alex4nder> I'm using a PS3 controller
[17:30:32] <unfy> i was wanting something to physically hook into the breakoutboard, but a snes or ps1/2/3 or xbox controller is viable indeed :D
[17:31:06] <Jymmm> DB15 joystick from the 70's FTW!!!
[17:31:21] <PCW> gregcnc: you can sample at whatever thread rate your hardware can handle
[17:31:28] <unfy> grabbed a rocker switch
[17:31:43] <unfy> jymm: i almost bought all of them that i saw at the goodwill the other day :D
[17:32:05] <unfy> Thrustmaster - CNC Version :D
[17:32:39] <gregcnc> PCW, that's interesting thanks
[17:32:50] <Jymmm> unfy: lol... DONT DO IT!!!
[17:37:04] <Polymorphism> still finalizing the decision
[17:37:12] <Polymorphism> \|||||
[17:41:36] <unfy> poly: do it. pull the trigger. start making chips. do it do it do it
[17:47:01] <Tensaiteki> PCW: thankyou thankyou thankyou it worked perfectly!
[18:45:13] <unfy> yay, cheap tap follower arrived today
[18:45:21] <zeeshan> which one
[18:45:27] <unfy> shars, i think
[18:45:34] <zeeshan> why buy sharts
[18:45:40] <zeeshan> when you coulda bought a us one for just as cheap :P
[18:45:55] <unfy> was shipped from US, and it was me testing out a vendor :D
[18:46:43] <andypugh> Talking tools, I used my new thing to make a hex on the end of a ballscrew today (to hold it still while I tighten the nut).
http://www.arceurotrade.co.uk/Catalogue/Collets/ER-Collet-Fixtures/ER32-Collet-Blocks
[18:46:49] <andypugh> Worked a treat
[18:47:09] <zeeshan> nice
[18:47:35] <unfy> and, i think i paid.. $6 ? including shipping ?
[18:47:48] <zeeshan> oh
[18:47:50] <unfy> andy: nice :D
[18:47:50] <zeeshan> cant beat that :P
[19:17:39] <andypugh> Anodise or paint?
https://picasaweb.google.com/108164504656404380542/Holbrook#6276161329666073874
[19:18:17] <andypugh> (the aluminium bit, not the already-painted castings)
[19:18:40] <malcom2073> andypugh: What color anodization are you thinking?
[19:19:01] <andypugh> I was going to ask a girl. I don’t understand colours.
[19:19:29] <malcom2073> pink_vampire would say: pink
[19:19:43] <andypugh> Oh, this was the original control panel for the lathe. It’s 18” long, 3/8” thick. And cast brass!
https://picasaweb.google.com/108164504656404380542/Holbrook#6276161003911980594
[19:19:54] <CaptHindsight> define GIRL
[19:19:54] <malcom2073> Haha brass eh?
[19:20:11] <andypugh> Maybe bronze
[19:20:21] <malcom2073> Still, why?
[19:20:24] <malcom2073> Especially being painted
[19:20:33] <andypugh> I guess it was to get the fine casting detail, but it can’t have been cheap.
[19:20:40] <malcom2073> I'll bet not
[19:22:03] <andypugh> Anodise colours would be either transparent or black, I guess.
[19:23:00] <malcom2073> I'd paint it, unless you're going for making it stand out
[19:23:22] <andypugh> No, I want to make it look like part of the lathe.
[19:26:29] <witnit> andypugh: restore the brass and let it take on its own pretty wear, just engrave and accent the symbols with quality paint
[19:27:13] <andypugh> The brass panel is just wrong for CNC controls.
[19:27:34] <malcom2073> Heh
[19:27:35] <witnit> woodgrain buttons though?
[19:27:39] <andypugh> And I can’t bring myself to hack holes in it for jogwheels and buttons.
[19:30:57] <witnit> how much space is hidden under the panel?
[19:31:07] <witnit> 3" or more deep?
[19:34:06] <witnit> andypugh: Maybe if your controls are small enough and its in a good location you could add hinges the panel and hide the cnc controls underneath, you wont lose the old look and it hides the updated controls when you arent programming. So something that looks like this maybe?
http://st.hzcdn.com/simgs/570150bd0154aa28_4-3083/mediterranean-mailboxes.jpg
[19:35:29] <andypugh> Lots of depth, but this lathe is meant to look like it might have looked if made as CNC. They did make a CNC, but none have ever been seen.
[19:35:50] <witnit> I think I follow hahaha
[19:36:05] <andypugh> I will probably make a new brass panel ;-) But initially it will be aluminium until I am sure about the control layout.
[19:36:21] <witnit> yeah that would be best :)
[19:37:14] <witnit> do you know anything about a unit like this?
http://www.dsl-ltd.co.uk/product/archmi-715p
[19:37:36] <witnit> Im looking into doing a build based around something like it, but not sure where to turn
[19:37:58] <andypugh> Well, actually, my neigbour left some offcuts of black BCP (
http://www.blackburnsmetals.com/products-sign-display-bcp-composite-sheet.html ) lying about, so the firat panel will be made of that. It ought to engrave very nicely.
[19:38:48] <witnit> im very unfamiliar with aluminum
[19:40:05] <andypugh> witnit: It’s a lot like aluminium
[19:40:41] <witnit> yeah, depends where you who you ask i guess
[19:40:47] <andypugh> They don’t say that that panel will run Linux. It is possible that it won’t (UEFI)
[19:41:32] <andypugh> For CNC control the only option would be Ethernet. Which isn’t a terrible option by any means.
[19:41:37] <witnit> I was looking for a possible alternative, but am currently unsure where to turn, I would prefer it be sealed for washdown
[19:41:59] <witnit> I am unhappy with touchscreen though
[19:42:23] <andypugh> Really? The capacitive touchscreen looks like a great feature
[19:42:36] <witnit> I was thinking about buying a slightly larger enclosure, load it myself and add jog controls and keypad of some kind
[19:42:55] <witnit> they don't do well with hands that are unclean it seems
[19:43:08] <witnit> which is a common problem in this particular enviroment
[19:43:21] <andypugh> The Touchy interface works well, it needs a jogwheel and buttons to make any actual movement happen.
[19:43:59] <witnit> I dont mind it for trivial things, but I definately want a hard control system
[19:44:02] <andypugh> The touchscreen is used for MDI and mode changes, but physical buttons are needed to make physical movements.
[19:44:15] <witnit> good, as I wouldhope
[19:44:36] <andypugh> They seem to be demonstrating on that website how tough their screen is
[19:44:57] <witnit> "seem" is a loose term
[19:45:16] <andypugh> witnit: Well, Gmoccapy uses touch for movement. It’s a design choice I disapprove of
[19:45:35] <witnit> agreed
[19:45:43] <andypugh> witnit: I meant this:
https://www.youtube.com/watch?v=Y8fNnJiNZDs
[19:45:58] <witnit> too easy to make mistakes especially for this type of machine
[19:46:31] <witnit> yeah I was looking, I need something from the states but something similar to that
[19:46:43] <unfy> as someone who has worked with touch screens in a professional way for the last 16 years - i disapprove of most touch screen applications.
[19:47:01] <unfy> (casino industry, btw)
[19:47:05] <witnit> I want it to be washdown if possible and only a couple cables to be ran to the unit
[19:47:25] <witnit> in machinery touch just seems so unsafe, I like the feel of controls
[19:48:00] <malcom2073> Hmm, if I drill a hole through 1/4" stock for a 1/8th pipe thread (Which gives me enough engaugement according to the NPT specification), how close to the edge of the stock can I be before the wall betwen the threads and the outside is too thin?
[19:48:23] <malcom2073> stock is aluminum
[19:48:30] <malcom2073> fitting is brass
[19:49:03] <andypugh> depends what you need the thread to do.
[19:49:42] <andypugh> As long as the threads don’t poke through it will seal, I reckon.
[19:49:44] <malcom2073> The thread holds a 1/8th npt brass fitting with a hose attached to the other side. Low stress rubber hose
[19:49:50] <malcom2073> No more than 10psi water pressure
[19:50:42] <andypugh> I reckon as long as the tap doesn’t bulge the material out the edge then you are fine.
[19:50:57] <witnit> it seems such things would depend on the taper of the tap and how far up that taper you tapped
[19:51:24] <witnit> if I am thinking about what you are doing in the right manner
[19:52:13] <malcom2073> witnit: Standard NPT, and the proper distance for NPT to seal in a 1/4 thick surface :-P
[19:52:42] <malcom2073> I need to look that up
[19:53:44] <andypugh> http://www.practicalmachinist.com/vb/general-archive/drilling-tapping-edge-86450/
[19:54:08] <andypugh> Though I disagree with the analysis.
[19:54:33] <andypugh> I would say that the area of the cylindee of metal around the thread should be the same as the area of the thread.
[19:54:47] <witnit> malcom2073: what im saying is that if you run your tap deeper the diameter of the thread gets bigger causing you to get closer to the edge
[19:56:41] <malcom2073> witnit: Right, and I'm looking for that minimum distance between the edge of threads and the edge of the metal. Currently it's set up to leave 2.5mm, I'd like to leave less though
[19:56:59] <malcom2073> Guess I could drill and tap a couple scrap pieces and see what it looks/feels like
[19:57:51] <malcom2073> andypugh: That makes sense
[19:57:55] <malcom2073> And gets me a bit closer
[19:59:50] <andypugh> If I was making something for myself I would be happy to go 0.5mm from the edge. But if I was selling it, I would leave more, to “look” right.
[20:01:01] <malcom2073> 2.5 "looks" really good, the hex head for tightening it doesn't overlap at all heh
[20:02:31] <malcom2073> I guess using 5/8" wide aluminum isn't terrible in comparison to my origonal plan of 1/2"
[20:02:44] <malcom2073> Would let me get another 1/8th of material for heat transfer too
[20:03:01] <andypugh> Anyway, time to sleep.
[20:03:07] <malcom2073> See ya, thanks
[20:05:55] <malcom2073> witnit:
http://i.imgur.com/GBnakBo.png
[20:13:27] <zeeshan> malcom2073: looks good
[20:13:28] <zeeshan> what is it
[20:13:30] <zeeshan> a water cooler?
[20:13:39] <malcom2073> Yeah for some LED grow lamps
[20:13:44] <zeeshan> nice
[20:13:47] <zeeshan> where are all the flitters!
[20:13:49] <zeeshan> fillets
[20:14:08] <malcom2073> I made one with just grooves in it and stuck aluminum tubes in the middle rather than fittings and milled passages
[20:14:24] <malcom2073> Need to run some temperature tests on it, see if the milled out one with fittings is needed
[20:14:56] <malcom2073> https://scontent-iad3-1.xx.fbcdn.net/hphotos-xpf1/t31.0-8/12973234_1262022923812086_1780359055533228212_o.jpg
[20:15:01] <witnit> I think you need this
[20:15:04] <witnit> but for aluminum
http://www.tigerquest.com/Mechanical/Strength%20of%20Materials/gifs/141025003.jpg
[20:15:19] <witnit> aluminum solder
[20:15:35] <witnit> might be a route for you to get minimal walls and good volume
[20:15:45] <malcom2073> hmm
[20:15:58] <zeeshan> you need a tube beader
[20:15:58] <zeeshan> :P
[20:16:09] <zeeshan> looks good
[20:16:10] <malcom2073> zeeshan: I got one, it's shite heh
[20:16:14] <zeeshan> which one
[20:16:20] <malcom2073> an Earls
[20:16:26] <zeeshan> ez-beader?
[20:16:28] <malcom2073> which is a shame, because I've gotten Earls stuff before and had great luck
[20:16:28] <malcom2073> yeah
[20:16:31] <malcom2073> it's total crap though
[20:16:35] <zeeshan> works good for me :P
[20:16:40] <malcom2073> The balls get stuck out
[20:16:42] <malcom2073> so you can't remove the tool
[20:16:49] <zeeshan> you can always use a barb there
[20:16:51] <zeeshan> 1/8 npt
[20:17:00] <malcom2073> That's what my 3d model uses
[20:17:08] <zeeshan> home depot ftw
[20:17:18] <malcom2073> Oddly enough, mcmaster is cheaper
[20:17:28] <malcom2073> cause they have zinc coated steel rather than bronze
[20:17:31] <malcom2073> erm, brass
[20:17:49] <zeeshan> i like brass
[20:18:06] <malcom2073> Me too, but I'm trying to keep the cost of this thing to a minimum
[20:18:09] <zeeshan> http://imgur.com/a/uzIS3
[20:18:16] <zeeshan> im proud of this mount i made for the guy i built the sculpture for
[20:18:21] <zeeshan> french cleat style
[20:18:34] <malcom2073> Nice
[20:18:42] <zeeshan> hope it doesnt break :P
[20:18:52] <zeeshan> malcom2073: you need to make a lot of those?
[20:19:12] <malcom2073> zeeshan: 8 I think
[20:19:19] <zeeshan> 16 fittigns :P
[20:19:25] <zeeshan> they are like 1.80 each?
[20:19:38] <malcom2073> yep
[20:19:46] <malcom2073> 32 fittings
[20:19:50] <malcom2073> two on each side, they go straight through
[20:19:56] <zeeshan> o
[20:20:05] <zeeshan> how hot does it get
[20:20:53] <zeeshan> wow youre right
[20:20:59] <zeeshan> those brass barbed are 10.67 for 10
[20:21:16] <malcom2073> Wait, what?
[20:21:19] <malcom2073> Where?
[20:21:22] <zeeshan> http://www.mcmaster.com/#standard-barbed-hose-fittings/=1232e25
[20:21:26] <malcom2073> Well, without water it got to 50c before I shut it off :-D
[20:21:38] <malcom2073> Oh that price is for 10!
[20:21:41] <malcom2073> I totally thought it was for 1
[20:21:44] <malcom2073> Totally doing brass then
[20:22:10] <malcom2073> 1.23 each for the ones I need
[20:22:18] <malcom2073> 3/8 by 1/4npt
[20:22:58] <malcom2073> I'm hoping it stays fairly cool... we'll see though have to run tests
[20:23:06] <malcom2073> each 15" long bar has three 30w leds
[20:23:42] <FloppyDisk> I want to engrave/cut the name on the following part out of HDPE plastic:
http://imgur.com/gallery/3popn42
[20:23:51] <FloppyDisk> The large R is 3/16" tall and the small letters are about 1/8" tall.
[20:23:51] <FloppyDisk> The widths of the letters are about 0.018" to 0.024" wide.
[20:23:58] <malcom2073> For nipples?
[20:24:04] <FloppyDisk> I was thinking to use this:
http://www.use-enco.com/1/1/22454-37-21-onsrud-1-flute-straight-solid-carbide-engraving-cutters.html
[20:24:12] <FloppyDisk> A 30 degree 0.005" engraving cutter.
[20:24:13] <FloppyDisk> I've never engraved anything before, is this the best way to do this?
[20:25:46] <malcom2073> I've never really engraved anything either
[20:27:09] <malcom2073> zeeshan: I have a second one I need to build, for three 100w LEDs
[20:27:25] <malcom2073> That one may actually *require* the milled fins inside
[20:29:41] <zeeshan> FloppyDisk: dont bother
[20:29:46] <zeeshan> if youre doing doing plastic, just get the chinese ones
[20:30:01] <zeeshan> http://www.ebay.com/itm/10x-Titanium-Coated-Carbide-PCB-Engraving-CNC-Bit-Router-Tool-30-Degree-0-2mm-/131124487494?hash=item1e87a0e546:g:WKEAAOxywh1TCmNB
[20:30:07] <zeeshan> they do aluminum fine
[20:30:28] <zeeshan> malcom2073: id love to see the milled fins
[20:30:29] <FloppyDisk> zeeshan - you're the man, I'll get those, good for plastic, maybe wood if I need it.
[20:30:31] <zeeshan> that stuff looks very cool
[20:30:50] <zeeshan> FloppyDisk: ive personally use them on stainless and aluminum
[20:30:53] <zeeshan> they dont work well on stainless
[20:30:58] <zeeshan> but aluminum they work no problem
[20:31:06] <FloppyDisk> ^^ hahah on the stainless:-)
[20:31:07] <malcom2073> zeeshan: Me too! I'm thinking I may go with thinner fins though
[20:31:10] <FloppyDisk> Perfect, I'll get some.
[20:31:24] <zeeshan> malcom2073: becomes a machining nightmare if you go too thin
[20:31:27] <zeeshan> cause it'll want to break off
[20:31:42] <malcom2073> zeeshan: Yeah
[20:31:44] <zeeshan> id try to keep at least 1/8" if you want no probs
[20:32:09] <malcom2073> zeeshan: Hmm, they're 3mm right now
[20:32:19] <zeeshan> hehe
[20:32:33] <zeeshan> you can go down to 40 thou
[20:32:39] <zeeshan> but gotta slow machining down and that isnt fun!
[20:32:42] <zeeshan> HSM IT!!
[20:32:49] <malcom2073> Hah, I'm stepper limited remember? :P
[20:32:55] <zeeshan> =[
[20:32:56] <malcom2073> Also, gonna be a tiny tool
[20:33:04] <malcom2073> I think it has to be like 3mm or so to fit
[20:33:13] <zeeshan> fun :)
[20:33:24] <zeeshan> suprisngly i havent snapped a 1/8" end mill yet
[20:33:29] <zeeshan> but ive snapped a 1/4"
[20:33:50] <malcom2073> Yep, 380mm long in total
[20:33:52] <malcom2073> not gonna be fast
[20:36:16] <malcom2073> I wonder if I should do like... posts under the open spaces where the LEDs will sit
[20:36:26] <malcom2073> The one has square posts, the other is empty
[22:22:46] <unfy> wonder how hard it is to setup even a manual surface grinder kind of thing
[22:23:14] <unfy> looks to me to just be some rails and bolts...
[23:07:44] <witnit> manual surface grinder?
[23:14:57] <Jymmm> Yeah, 5 speed with overdrive
[23:47:25] <unfy> *overgrind
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}