Back
[01:33:15] <TurBoss> morning
[01:33:22] <XXCoder> yo
[01:34:58] <TurBoss> anyone playing with joints?
[01:35:25] <TurBoss> I can't understand what assignates a joint to a axis other than the order...
[01:35:38] <MrSunshine> ough ... i realy got a dirty mind ... :P
[01:35:48] <TurBoss> gentrivkinks from ja branch
[01:39:29] <XXCoder> wht prgram?
[01:46:12] <witnit> XXCoder: doesnt just one of these files designate such things?
[01:46:15] <witnit> https://github.com/araisrobo/linuxcnc/blob/master/src/emc/kinematics/gentrivkins.c
[01:46:53] <XXCoder> oh dunno anout that
[01:47:25] <witnit> yeah me either, maybe someone clever will turn up and help him out :)
[02:15:19] <archivist> TurBoss, to me it is how the axes are joined/stacked together
[02:19:20] <TurBoss> sek brb
[02:22:54] <TurBoss> atm I'm compiling Joints_axes13
[02:25:16] <Deejay> moin
[02:25:41] <MrSunshine> hmm is there any good way to terminate a steel wire rope without looping it at the end? i want something like a small knob or something in the end =)
[02:28:59] <XXCoder> hmm I seem to recall this tool to turn end of wire to expanded so it cant be taken out
[02:29:05] <XXCoder> but my recall is very vague
[02:33:05] <MrSunshine> http://www.steelwirerope.com/GalvanisedFittings/ferrules/round-aluminium-end-stops.html#.VwISlnVS1D8
[02:33:17] <MrSunshine> ah just make some small aluminium beads and crimp them on i guess =)
[02:34:21] <archivist> MrSunshine, push into a ferrule, splay out and fill with solder, or crimp the ferrule on
[02:34:54] <MrSunshine> just ordenary solder ?
[02:36:21] <archivist> depends on strength needed, braze would be stronger but might soften the wire temper
[02:37:27] <MrSunshine> hehe yeah =) well i want it kinda tought so it wont flex so much but want some nice stops at each end =)
[02:59:07] <evil_ren> there a big bolt cutter looking tool to crimp those ferrules
[02:59:24] <evil_ren> thats how a lot of winch hooks are attached, cant suck that bad
[03:58:16] <Loetmichel2> hmm, can anyone gimme a tip which sawblades (127mm pin distance) to buy (in germany) for a scrollsaw with 127mm distance thats used for aluminium sheet metal in 1,5mm and 4mm only? the (wood) ones i have now are worn in no time.
[03:58:49] <Loetmichel2> -"with 127mm distance" ;)
[04:11:29] <SpeedEvil> Are you using cutting fluid?
[04:12:06] <XXCoder> xy
[04:12:15] <Loetmichel2> dry, sometimes using a sprycan of wd40
[04:12:28] <SpeedEvil> WD40 isn't great, but is way better than dry
[04:13:06] <SpeedEvil> you should be using one with 2-3 teeth in the material ideally
[04:16:20] <Loetmichel2> thats a bit impossible with 1,5mm sheet metal
[04:19:16] <maxcnc> Loetmichel2: hornbach has good ones 127mm is standard
[04:19:16] <maxcnc> ;-)
[04:19:37] <maxcnc> have a funny work monday :(
[05:02:59] <pink_vampire|2> morning
[05:06:19] <XXCoder> hey vampire of dawn
[05:06:33] <XXCoder> are you glowing like twlight vamps yet? heh
[06:46:01] <enleth> TIL: Bridgeport T-ram is a thing
[06:48:40] <enleth> some of the T-ram configurations are really weird ass machines
[07:56:39] <elhe1> Hello, I have a very general question for cnc systems. And I cant find it on the internet. How does the CNC controler communicate with the axis
[08:01:32] <enleth> Uh, it doesn't, because there's nothing to *communicate* with in there?
[08:02:00] <enleth> Maybe you'd like to know how does it control the axis movement?
[08:03:11] <elhe1> ok in other words. I generate G code and use an NC interpreter to interpret the gcode to ...? . And then send it to the Axis to control it via ...?
[08:03:56] <Sync> there is no general answer
[08:04:13] <enleth> elhe1: depends on the machine really, many ways to do that
[08:05:54] <enleth> elhe1: but in almost all cases G-code is not translated to any further form, it's just acted upon immediately, and in almost all cases "send" is not the right word for what's happening when the machine controller makes the axis move
[08:07:35] <enleth> elhe1: mind you, there *are* servo/stepper motors with integrated controllers that accept motion commands over RS485, CAN, Modbus or something like that, so in a machine using those you would indeed send commands to the axes using some kind of well-defined protocol over a data bus, but such motors are not common even in big CNC machines
[08:07:57] <enleth> elhe1: thus "almost all cases"
[08:10:42] <enleth> elhe1: what *usually* happens is that the NC interpreter/controller reads the next line of G-code and if the line tells it to move, it will either start generating pulses for stepper motor drivers, in real time, or start adjusting the voltage on analog lines connected to velocity inputs on servo drivers, also in real time
[08:12:02] <archivist_herron> elhe1, with linuxcnc is is after the motion controller, a position is sent to a software comp that controls steppers or servos then after the comp it sends pulses to the drive or a voltage or whatever
[08:12:50] <archivist_herron> even via ethernet to an fpga card which has a stepper/servo in it
[08:13:25] <archivist_herron> many different configurations are possible except usb
[08:14:17] <enleth> archivist_herron: the ethernet configuration is more or less "transparent" to this process though, isn't it?
[08:14:44] <archivist_herron> sort of yes
[08:15:12] <archivist_herron> motion controller remains in the PC
[08:16:04] <enleth> but the last step is still simple pulses or analog signals, and that I think was the question about, mostly, it's not like the axes themselves are being controlled over ethernet
[08:17:44] <Sync> well, that's an option too
[08:17:49] <Sync> ethercat
[08:17:54] <archivist_herron> well depends on definition of last step too
[08:18:43] <enleth> Sync: yeah, mentioned that too
[08:18:49] <archivist_herron> linuxcnc being very configurable compared to other systems
[08:20:05] <enleth> Sync: well, modbus, but close enough, can work over ethernet as well
[08:20:17] <enleth> Haven't seen a CNC machine with such motors though
[08:20:24] <enleth> VMCs maybe?
[08:21:23] <Sync> ethercat?
[08:21:30] <Sync> it is pretty common in industrial machines
[08:21:43] <gregcnc> does it matter unless you want to develop a machine control?
[08:22:16] <enleth> Sync: right up to the motors?
[08:22:32] <enleth> Sync: I mean, in mills/lathes
[08:22:35] <Sync> no, but up to the servodrive
[08:22:38] <Sync> yes
[08:23:07] <enleth> OK, nice to know
[08:23:24] <enleth> Never disassembled a VMC, that's still on a list of things to do sometime
[08:23:43] <Sync> but a lot of them use proprietary stuff
[08:24:03] <enleth> So far I've seen bus-controlled motors on bigger stuff, like whole processing/assembly lines
[08:24:17] <enleth> That makes sense when your "machine" is 100m long
[08:24:39] <enleth> Not really on what you'd call an individual self-contained machine
[08:30:10] <enleth> Just found this:
http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/End-Mill-Re-Sharpening-Module/EMG-12-End-Mill-Re-Sharpening-Module - I'd buy that only for the 50s/60s space age design
[08:30:43] <enleth> Whoever designed this, they deserve an award, even if it's shit for sharpening anything
[08:30:52] <enleth> It probably is
[08:32:26] <enleth> There actually is an ad for this, superimposed on a lunar landscape photo
[08:46:37] <_methods> lol
[08:46:42] <_methods> lunar lander resharpener
[09:11:30] <FinboySlick> I came in a little too late but now I want to see that resharpener.
[09:18:08] <miss0r> Sync, Are you around? I just got a mail from the local Deckel maho dealer, with a description for swapping z and y axis on my particular machine, and it is a strange mixture of english and german. I am having some trouble figuering it out.
[09:21:52] <miss0r> or perhaps anyone else in here a german native, who is willing to do a translation for me ? :) aprox. one page of directions.
[09:23:00] <Sync> sure why not
[09:25:22] <miss0r> Sync,
http://pastebin.com/9rBLZfG4
[09:25:43] <miss0r> The problem is, the english directions are not written by someone good enough for me to understand
[09:26:04] <miss0r> perhaps you can clarify them, by reading through and changing what needs to be changed, to make sense
[09:26:10] <Sync> it is exactly what the german says
[09:26:38] <miss0r> like 'google translale'-exactly or gramatically correct exactly?
[09:27:06] <Sync> kind of both
[09:27:14] <miss0r> ^
[09:27:23] <Sync> but it says what you have to do
[09:27:54] <miss0r> alright. what do they mean in 2.4?
[09:28:13] <miss0r> that I should not change them?
[09:28:58] <Sync> it says that you should swap the "achsenzuordnung" for Y and Z, but not if you have a 432/9 control
[09:29:55] <miss0r> I have no idea if I do have one of thoes. I've been unabled to determin the version of my controller.
[09:30:11] * miss0r is unwilling to take out the e-proms
[09:30:46] <Sync> you only need to remove the cpu card
[09:31:07] <miss0r> that would clear my machine constants...
[09:31:47] <Sync> yup
[09:31:53] <Sync> deal with it™
[09:31:55] <Sync> ;)
[09:32:22] <miss0r> that is what makes me somewhat unwilling :) it might come to that if I manage to fsck up this guide. I will probally have to start over anyway then.
[09:32:33] <miss0r> in that case I will grap the cpu board and have a look-see
[09:32:42] <Sync> well, just write down your current constants and pull it out
[09:33:31] <Sync> #yolo
[09:33:46] <miss0r> heres what I will do. I will try to follow this guide, do as it says, and assume I don't have the -/9 controller, as my constants don't go all the way up to 225. should I then fail, and have to remove the battery, I will also look at the CPU board
[09:34:17] <Sync> yeah I don't think you have a -9 control
[09:36:01] <miss0r> I actualy sent a mail to someone whom perhaps recieved a post processor for a maho 800w with a 532 controller sometime in 2014. hoping he will send me a copy. That post processor should be close enough for me to rewrite it to my purpose
[09:36:44] <miss0r> I must admit I have some shortcommings when it comes to write a post processor.
[09:52:57] <miss0r> Sync, How do you understand the 1.4 in the guide?
[09:55:17] <Sync> yeah good question, there should be a parameter maximum stroke and from that you subtract the ref point offset
[09:56:26] <miss0r> I have two Anfahrgeschwindigkeit Referenzkunkt one with value 20000 and the other 200
[09:57:10] <miss0r> That makes no sense to me.
[09:59:46] <Sync> you don't want to change the approach speed
[10:01:14] <miss0r> ahh. I have one called Referenzpunktverschiebung with 49000 value.
[10:01:38] <miss0r> I can't find anything saying anything about maximul travel
[10:04:05] <miss0r> i do have a softwareendschalter with is software end stop, right ? that has a value of 49300. that makes some sense then
[10:05:18] <enleth> FinboySlick:
http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/End-Mill-Re-Sharpening-Module/EMG-12-End-Mill-Re-Sharpening-Module
[10:06:40] <enleth> FinboySlick:
http://www.model-engineer.co.uk/sites/7/images/member_albums/44290/594851.jpg
[10:07:32] <FinboySlick> Wow.
[10:07:50] <FinboySlick> Glad that I asked.
[10:16:30] <Sync> probably miss0r
[10:16:52] <miss0r> We'll just have to see how it goes.
[10:19:21] <miss0r> This is a number, I believe, as long as you are in the ballpark you'd be alright. it might just limit my movement/make me hit electrical end stops if I should miss it. that can be tweaked afterwards
[10:29:07] <enleth> I think someone here other than me had a rigid ram CNC bridgeport, do you happen to remember who?
[10:30:05] <Sync> miss0r: I think it tells the drive how far the index mark is off the actual physical limit or something
[10:32:11] <enleth> I'm looking for photos of drawbar-equipped CNC head machines, but there's very little online and finding it is hard, as the CNC head does not have a widely used name like M-head or J-head
[10:32:44] <miss0r> Sync, well. it will hit an electrical endstop switch and halt all operations if I fail :) so it can't be all that bad if I do it wrong the first 100 times
[10:36:14] <enleth> miss0r: if it's in any way like the Heidenhain logic and you're not supposed to ever hit the actual limit switches then, yes, it's a software limit relative to the home switch position
[10:37:53] <enleth> that's probably two values as the home switch obviously needs to be somewhere in the middle of the axis travel
[10:50:57] <MrSunshine> https://scontent-ams3-1.xx.fbcdn.net/hphotos-xlf1/v/t34.0-12/12957228_10154078347193648_1811348363_n.jpg?oh=9ff8af8af1ffd8cc714d89995d8ed7fb&oe=5704BBDA finnish in aluminium from my 63mm shell mill (is it called that?) =)
[10:51:23] <zeeshan> looks good
[10:59:45] <zeeshan> pcw you guys need to make some big servo drives
[10:59:48] <zeeshan> :!
[11:00:17] <archivist> more smoke stored in larger drives!
[11:00:21] <zeeshan> lol
[11:00:22] <miss0r> well, that gave sine strange error codes....
[11:00:41] <enleth> MrSunshine: probably as good as a vertical mill can do
[11:02:14] <MrSunshine> enleth: heh =) and its an "sieg X1" ;P
[11:03:57] <enleth> nice, any improvements made to make it more rigid?
[11:04:29] <enleth> or were you lucky to get one that doesn't rattle like a dump truck full of scrap on a bumpy road?
[11:06:02] <MrSunshine> enleth:
https://scontent-ams3-1.xx.fbcdn.net/hphotos-xft1/v/t34.0-12/12910964_10154070272743648_2047368385_n.jpg?oh=d9e57dadb991be97feb7e72dceca653d&oe=5705712C
[11:06:33] <MrSunshine> ive scraped the ways in the table, (not the collumn yet) changed the gibs, put a 40mm cast iron plate under it, built a support collumn that is 150x125mm
[11:06:36] <MrSunshine> :P
[11:06:48] <zeeshan> wow
[11:06:51] <zeeshan> thats a cool machine
[11:06:55] <zeeshan> i like the box column
[11:07:15] <zeeshan> MrSunshine: i really love the hitachi power tools
[11:07:17] <MrSunshine> it became realy usable after that =)
[11:07:22] <zeeshan> :D
[11:07:39] <zeeshan> is it morse taper?
[11:07:42] <zeeshan> for the spindle?
[11:07:44] <MrSunshine> yes, mk2
[11:07:49] <zeeshan> but with a drawbar
[11:07:58] <zeeshan> ive seen this style -- its not very common
[11:07:58] <MrSunshine> yeah
[11:08:24] <zeeshan> i saw it on a maxi-mat lathe-mill combo before
[11:13:32] <archivist> poor thing trying to carry that motor
[11:14:36] <MrSunshine> archivist: haha =)
[11:16:16] <archivist> at least yours is almost central, I admit nothing
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Richards_of_Burton_clockworks/P1010199.JPG
[11:16:24] <gregcnc> Zee did you figure out your shunt?
[11:20:33] <zeeshan> not yet
[11:20:56] <zeeshan> im going to try paralleling two resistors
[11:21:02] <zeeshan> and increasing the fuse size to 6A
[11:21:46] <zeeshan> Bussmann by Eaton MDL-3-R
[11:21:50] <zeeshan> hm i wonder if the lab has this ;p
[11:31:28] <zeeshan> im confused why i was recommendeded to parallel the resistor not put it in series
[11:31:43] <zeeshan> assuming the circuit activates over 200V, and lets say there is a overvolt situation of 100V
[11:31:55] <zeeshan> to drop 100V across a 10 ohm resistor would mean 10A
[11:31:58] <zeeshan> which would burn the fuse
[11:32:07] <archivist> series/parallel is the same for dissipated watts
[11:32:34] <zeeshan> 100V across 20 ohm resistor would mean 5A..
[11:32:46] <archivist> yes, and less braking
[11:33:00] <zeeshan> why
[11:33:03] <zeeshan> P = V^2/R
[11:33:04] <zeeshan> ?
[11:33:14] <archivist> because the current is the braking force
[11:33:49] <archivist> the motor is generating that current
[11:34:06] <zeeshan> so its really not about voltage drop
[11:34:10] <zeeshan> thats just a byproduct :P
[11:34:22] * zeeshan shrugs
[11:34:27] <t12> i think theres an ideal resistance for maximum power transfer?
[11:34:31] <zeeshan> i understand formulas only :P
[11:34:54] <zeeshan> p = v^2 / r shows that to drop 100V over a 10 ohm resistor means 1000W dissipated,
[11:35:01] <zeeshan> while 20 ohm , 500W dissipated
[11:35:05] <zeeshan> so yes that is less braking
[11:35:27] <archivist> imagine the current is the force on the brake pedal
[11:35:34] <zeeshan> so you actually want to increase the current flow in the braking circuit
[11:35:38] <zeeshan> to allow more power to dissipate
[11:35:40] <Sync> yes
[11:35:48] <zeeshan> makes sense now :P
[11:35:57] <zeeshan> okay im ordering a spare drive
[11:36:02] <zeeshan> and adding a resistor to this one
[11:36:04] <zeeshan> lets see what happens
[11:36:05] <archivist> but your fuse wont like that
[11:36:07] <gregcnc> current is torque, more current equals more braking torque
[11:36:10] <zeeshan> shit i need a 6A fuse.
[11:36:41] <jdh> don't you have a lathe?
[11:36:44] <Sync> just put a bit of tinfoil in there
[11:37:32] <archivist> 1/4" potentiometer shaft used to fit 1/4" fuse holders :)
[11:38:22] <CaptHindsight> the FETs for braking will most likely blow before the copper traces
[11:38:47] <CaptHindsight> then again it's AMC, maybe not
[11:39:03] <zeeshan> Sync: calibrated tin foil?
[11:39:04] <zeeshan> :D
[11:39:16] <Sync> yes
[11:39:24] <MrSunshine> hahaha archivist love the location of the VFD there =)
[11:39:34] <MrSunshine> on a bench full of chips and stuff =)
[11:39:46] <Sync> what is your drive voltage?
[11:40:29] <zeeshan> 200
[11:40:38] <Loetmichel2> [18:11] <archivist> 1/4" potentiometer shaft used to fit 1/4" fuse holders :) <- a brass shaft is a what? 800A fuse?
[11:41:00] <jdh> I have 100 6amp fuses out for delivery
[11:42:33] <Sync> hmm we might have something for you then in the next time zeeshan
[11:42:49] <archivist> Loetmichel2, "sufficient"
[11:42:51] <gregcnc> I think it will be fine. I bet the 95W 50V version uses the same board as the 200V version
[11:43:01] <Loetmichel2> archivist: i think so
[11:43:22] <zeeshan> Sync: i really need 2kW drives
[11:43:32] <Loetmichel2> i witnessed a lathe worker that made new main fuses for his 6 meters chuck lathe...
[11:43:40] <Loetmichel2> ... out of stainless
[11:43:52] <Sync> yeah, 2kw is no problem zeeshan
[11:43:53] <Loetmichel2> and these were E33 fuses
[11:44:06] <zeeshan> ideally i need 14A continuous
[11:44:08] <zeeshan> and 50A peak
[11:44:20] <Loetmichel2> ... no wonder i was called when the big motor for the drive bursted into flames ;-)
[11:44:20] <zeeshan> lemme show you motor specs
[11:45:01] <Loetmichel2> i only found a smoldering puffle of aluminium, copper and some steel parts wehere that 60kW 3phase motor was supposed to be ;)
[11:45:07] <Loetmichel2> puddle
[11:45:30] <archivist> MrSunshine, I moved it later when I enlarged my column
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_07_10_cnc_with_LCD_P4/IMG_0268.JPG
[11:46:54] <MrSunshine> i need to make some kind of enclosure for the milling machine tho ... stupid much chips all over the place when facing aluminium =)
[11:47:30] <MrSunshine> archivist: and your belt alignment looks of =)
[11:47:51] <MrSunshine> archivist: wouldnt say thats much better without a shield of some kind over it :P
[11:49:11] <archivist> MrSunshine, a bit!, actually started getting a sealed enclosure ready
[11:49:50] <archivist> from an old telecomms microwave thing
[11:50:05] <MrSunshine> hahaha =)
[11:50:08] <MrSunshine> the frankenmill =)
[11:50:20] <archivist> fugly mill
[11:50:22] <MrSunshine> i bought myself a real electric enclosure for my little vfd =)
[11:50:46] <archivist> but yes it is a bitsa
[11:51:05] <zeeshan> xy motors : 1HU3 070-0AF01 -> 6.4A continuous, 51A peak. 190V
[11:51:50] <zeeshan> z motor = 1HU3 073-0AF01 -> 13.8A continuous 110A peak, 190V
[11:52:15] <zeeshan> the be25a20ac drive can provide close to the correct amount of continuous current
[11:52:20] <zeeshan> but not enough peak current
[11:52:34] <zeeshan> and the peak current is a function of the continuous current, so its another problem.
[11:52:38] <CaptHindsight> it's ok
[11:54:24] <Sync> zeeshan: that should work
[11:57:06] <archivist> except he is wanting the absolute max acceleration and deceleration
[11:57:37] <zeeshan> :-)
[11:58:06] <Sync> well, I'm actually just now working on braking resistor support for my VFD :P
[11:58:09] <pcw_home> yeah using a 20 A drive for a 110A motor is part of the problem
[11:58:24] <zeeshan> pcw_home: the xy are they undersized?
[11:58:25] <Sync> so it all just depends on the resistor he plugs in
[11:58:32] <zeeshan> i meet the continuous current requirement
[11:58:34] <zeeshan> but not the peak current
[11:58:59] <pcw_home> yes ideally you should have 50A drives for X,Y and 110A for Z
[11:59:08] <zeeshan> 50A continuous???
[11:59:20] <pcw_home> 50A Peak
[11:59:55] <gregcnc> if he's not getting follow errors on accel the drives are keeping up, right?
[11:59:56] <zeeshan> correct me if im wrong, but continuous current basically tells you the constant ipm you can travel at
[12:00:07] <zeeshan> but the peak current is what determines accel rate
[12:00:21] <zeeshan> gregcnc: they are only keeping up because my in/s^2 is severely limited
[12:00:24] <archivist> you are forgetting cutting force and friction
[12:00:27] <zeeshan> i had to knock it right down
[12:00:35] <gregcnc> so were you getting follow errors?
[12:00:43] <zeeshan> archivist: im only looking at peak currents of the motor
[12:00:45] <zeeshan> im not sizing a motor
[12:00:48] <pcw_home> no, thats the the continuous stall torque
[12:00:53] <zeeshan> dont need to look at friction/cutting force
[12:01:01] <archivist> you do for reality
[12:01:23] <zeeshan> ive noticed experimentally that my z had to be limited to 150ipm cause i dont have the cont. amp rating for the drive
[12:01:24] <pcw_home> running with no load will have much lower currents than stall torque
[12:01:36] <zeeshan> but x and y are limited to 200ipm cause i do have the correct cont. rating
[12:01:50] <zeeshan> from factory, these machine travelled at 200 ipm on all axis
[12:02:09] <zeeshan> that is how im making my inference :P
[12:02:26] <pcw_home> the continuous t=ratin in the drive and motor is basically a thermal limit
[12:02:34] <pcw_home> rating
[12:02:35] <archivist> did it have bigger drives
[12:02:50] <zeeshan> archivist: it was the bosch tr15 i think
[12:03:02] <zeeshan> i do recall reading they provided 4x the cont current..
[12:03:06] <zeeshan> for peak
[12:03:13] <archivist> bosch number means nothing to me
[12:03:36] <zeeshan> ok ill give you some original specs of them
[12:03:48] <zeeshan> nominal current was 15A , peak current was 50A
[12:03:58] <zeeshan> max dc output voltage was 230V.
[12:03:59] <gregcnc> you can set AMC to give different continuous while providing full peak
[12:04:50] <zeeshan> gregcnc: peak is only 25A
[12:04:52] <zeeshan> too little
[12:05:02] <gregcnc> get a bigger one
[12:05:12] <zeeshan> it definitely wont be an amc
[12:05:14] <zeeshan> when i get a bigger one
[12:05:15] <zeeshan> :)
[12:05:30] <gregcnc> OK
[12:05:32] <pcw_home> the continuous current is only a thermal limit basically meaningless unless you trip the overtemp
[12:05:52] <zeeshan> continuous current of what?
[12:05:54] <zeeshan> the motor or the drive
[12:06:00] <pcw_home> both
[12:06:41] <zeeshan> there is no over temp monitor :P
[12:06:47] <pcw_home> the AMC drives are fine but not the best match to the motors you have
[12:06:48] <zeeshan> unlkess you mean i^2r
[12:07:03] <gregcnc> meaningless assuming you can cool it
[12:07:07] <pcw_home> there is on the drive, and some motors
[12:07:13] <zeeshan> PCW: make a drive that outputs 13A cont and 110A peak
[12:07:13] <zeeshan> :D
[12:07:27] <pcw_home> cont means nothing
[12:07:47] <pcw_home> zero effect on performance (unless you overheat it)
[12:08:43] <skunkworks> http://electronicsam.com/images/KandT/servotag.JPG
[12:08:46] <zeeshan> pcw_home: if the motor rating says 6.4A continuous w/ s3 rating
[12:08:58] <zeeshan> wouldn't you be overheating it if your drive is outputting 13A constantly.
[12:09:02] <zeeshan> ?!
[12:09:10] <pcw_home> no
[12:09:22] <skunkworks> cnc's rarely run 13a cont..
[12:09:23] <ssi> morn
[12:09:24] <pcw_home> the drive only supplies whats needed
[12:09:37] <skunkworks> but could peak often
[12:09:37] <pcw_home> (up to its limits)
[12:10:07] <ssi> zeeshan: man do you STILL not understand electricity? :D
[12:10:20] <zeeshan> so the only way to fry is taking a 1" DOC w/ a 5" face mill
[12:10:32] <zeeshan> before that could happen, the machine would catastrophically self destruct
[12:10:32] <pcw_home> some drives have motor thermal models so can limit current if they think the motor is going to cook
[12:10:46] <Sync> ssi: now that it is not cold anymore start working on the SSerial stuff again! ;)
[12:12:15] <ssi> Sync: I'm on the other side of the country now :'(
[12:13:18] <pcw_home> 110A peak (peak meaning seconds at a time possibly) is not easy (at 250V basically means parallel TO247 MOSFETS and 4 OZ copper and other exotica )
[12:13:44] <zeeshan> well 50A would be good
[12:13:49] <zeeshan> cause thats what factory had :P
[12:13:50] <Sync> that depends on your peak definition
[12:14:00] <ssi> yeah that's like 35 horsepower peak
[12:14:47] <Sync> I'm running 30Arms through to220 fets with 2 layers of 2oz
[12:15:06] <Sync> ssi: that is no excuse
[12:15:33] <ssi> Sync: all my stuff is 2500 miles away!
[12:15:36] <gregcnc> it will never be 35HP on an axis
[12:15:38] <pcw_home> We do to on our 8I20, but 110A is different
[12:16:23] <pcw_home> 110A on Z
[12:16:38] <zeeshan> 30A peak is weak sauce pcw! :{
[12:17:37] <pcw_home> well the 8I20 is 360V nominal so its a bit better
[12:17:53] <zeeshan> fry the insulation at 360V =/
[12:17:59] <Sync> probably not zeeshan
[12:18:08] <zeeshan> ill stick wit hthe name plate rating :P
[12:18:09] <Sync> that would be like less than 2x safety factor
[12:18:20] <pcw_home> but its a 3 phase drive, you want a 200V 110A drive for Z
[12:18:57] <zeeshan> i dont think anyone makes that
[12:19:14] <pcw_home> you must have removed one
[12:19:24] <zeeshan> nope
[12:19:26] <zeeshan> it was 50A peak
[12:19:31] <zeeshan> all 3 axis were the same
[12:19:32] <zeeshan> 50A peak
[12:19:33] <zeeshan> 15A cont
[12:20:05] <gregcnc> Is the z motor larger?
[12:20:20] <ssi> zeeshan: you ought to get 50A peak drives at least then
[12:20:25] <ssi> the be25 is a 25A peak drive
[12:20:25] <zeeshan> gregcnc: yes
[12:20:27] <ssi> 12.5A cont
[12:20:59] <zeeshan> ssi work your magic and find me some :)
[12:21:04] <gregcnc> so the motor was sized to deal with gravity
[12:21:51] <zeeshan> http://www.a-m-c.com/products/analog_brushless.html
[12:21:58] <zeeshan> looks like amc removed a bunch of servo drives?
[12:22:05] <zeeshan> now be25a20ac is their biggest drive?
[12:22:26] <zeeshan> they replaced em w/ "axcent"
[12:22:52] <zeeshan> B100A400AC
[12:22:53] <zeeshan> this is what i need
[12:22:58] <zeeshan> 100A peak
[12:22:59] <zeeshan> 50A cont
[12:23:07] <gregcnc> brushed lists 50A and 60A drive
[12:23:17] <zeeshan> i dont see it?
[12:23:19] <zeeshan> hm
[12:23:40] <ssi> are they brushless?
[12:23:44] <skunkworks> they made a b40a40
[12:23:47] <zeeshan> no ssi
[12:23:47] <ssi> your motors I mean
[12:23:51] <skunkworks> that is what we are using
[12:23:52] <zeeshan> brushedf
[12:23:59] <ssi> then get honkin big brush drives
[12:24:02] <ssi> they exist
[12:24:38] <zeeshan> looks like b40a40ac is the biggest in the 200V series
[12:24:42] <zeeshan> 40A peak
[12:24:46] <ssi> that's a 400v drive
[12:24:49] <ssi> which is fine
[12:24:56] <zeeshan> 60-400V
[12:24:57] <zeeshan> i guess adjustable?
[12:24:58] <gregcnc> look at brushed
[12:25:04] <ssi> no, it just gives you whatever you feed it
[12:25:07] <ssi> 400V max rating
[12:25:22] <zeeshan> b100a400ac says 255-373 ?
[12:25:30] <ssi> that's an AC drive
[12:25:39] <skunkworks> we are running them at about 200.. gives us about 200ipm
[12:25:39] <ssi> it's a 400V rated drive with an integral ac power supply
[12:25:45] <ssi> the voltage you get depends on the AC voltage you feed it
[12:25:58] <zeeshan> that makes sense
[12:25:59] <maxcnc> Hi
[12:26:02] <skunkworks> that is the 'ac' designation
[12:26:08] <ssi> the ones that don't end in AC don't have a power supply
[12:26:11] <ssi> you feed them DC
[12:26:16] <ssi> whatever you want, 60-400V
[12:26:20] <zeeshan> the thing is if you command +10V
[12:26:22] <zeeshan> itll output 400V
[12:26:32] <ssi> not necessarily
[12:26:39] <zeeshan> thats what it does on my current drives
[12:26:41] <ssi> +10V will output +DCBUS
[12:26:41] <zeeshan> itll output peak dc v
[12:26:45] <zeeshan> yes
[12:26:47] <ssi> and that's tunable
[12:26:51] <zeeshan> how
[12:26:56] <zeeshan> without losing resolution
[12:27:04] <ssi> it's analog, there is no resolution :)
[12:27:06] <zeeshan> lol
[12:27:35] <gregcnc> source resolution?
[12:27:37] <zeeshan> jesus that drive B060A400AC
[12:27:40] <zeeshan> is 1600$!!
[12:27:44] <gregcnc> yeah
[12:29:17] <zeeshan> gregcnc: it looks like even for this expensive ass drive
[12:29:37] <gregcnc> looks like what?
[12:29:42] <zeeshan> the peak and cont are a ratio of 50% always
[12:29:49] <zeeshan> so there is a chance of overheating the motor
[12:30:22] <zeeshan> er there is a 25% option
[12:30:28] <zeeshan> so i guess 15A cont
[12:30:37] <ssi> I think you're still misunderstanding how electricity works
[12:30:41] <zeeshan> ??
[12:30:56] <ssi> the current in the motor is a function of the applied voltage and the load
[12:30:57] <zeeshan> im looking at their datasheet
[12:31:01] <zeeshan> i know!
[12:31:02] <ssi> it has nothing to do with the drive's ratings
[12:31:13] <zeeshan> i'm talking about its internal protection circuit
[12:31:15] <ssi> the drives ratings tell you how much current you can allow your motor to pull without burning up the output transistors
[12:31:16] <zeeshan> that'll trigger an overamp.
[12:31:49] <zeeshan> ssi: you're right
[12:32:04] <zeeshan> but from my understanding the amc drives motor protection circuit is based on the drive ratings.
[12:32:17] <zeeshan> you can't just tell it limit my contiuous current output to 3A.
[12:32:20] <zeeshan> or 19A
[12:32:25] <zeeshan> its always a ratio between peak and continuous
[12:32:29] <ssi> actually it has an output current limit pot
[12:32:59] <skunkworks> iirc - peak is 200% of continuous.. (all the time)
[12:33:05] <gregcnc> 100A40 allows you to adjust cont. current
[12:34:10] <zeeshan> ssi: read:
http://i.imgur.com/1lR0jcx.png
[12:34:15] <pcw_home> Peak is important (dont demagnetize you motor or overload the brushes) continuous not really important
[12:34:18] <zeeshan> the fancy pot limit youre talking about
[12:34:30] <zeeshan> does not change the ratio between peak and cont
[12:34:47] <zeeshan> if you try to allow the drive the output the correct peak
[12:35:05] <zeeshan> there is no protection mechanism to stop it from drawing too much current in continuous mode
[12:35:14] <zeeshan> and overheating the motor
[12:35:19] <ssi> peak rating is important so you don't blow up the drive on a big transient
[12:35:37] <zeeshan> yes thats one aspect
[12:35:42] <ssi> the continuous current limit is there so you can keep the motor from eating itself, although the motor should be sized for the task so it's not necessary
[12:35:42] <zeeshan> but the other aspect is frying your motor..
[12:35:46] <ssi> I think you're overthinking this
[12:35:59] <zeeshan> if its not necessary
[12:36:04] <ssi> having a 110A motor means you probably don't have to worry about eating the motor
[12:36:09] <zeeshan> then why do most modern motors ccome with a built in temperature sensor?
[12:36:15] <gregcnc> there are some optoins in the manual
[12:36:20] <zeeshan> so the current limits at the drive become obsolete
[12:36:27] <ssi> um no,
[12:36:29] <zeeshan> and now you have an additional temp monitor circuit for protection ?
[12:36:36] <pcw_home> you are _VERY_ unlikely to be able to overheat your motor
[12:36:36] <ssi> the drives use the temp sensor to limit current or shut down
[12:36:57] <zeeshan> its a safety feature.
[12:37:05] <zeeshan> old motors which dont have the internal built in temp sensor
[12:37:09] <zeeshan> rely on the drive to do the protection
[12:37:17] <ssi> I have zero desire to get into another argument with you about safety factors :)
[12:37:20] <zeeshan> and if you're not setting the correct cont rating at the drive
[12:37:22] <gregcnc> how warm do the motors get now?
[12:37:30] <zeeshan> there is a chance you can overheat them
[12:37:52] <pcw_home> Nope the continuous rating is just the drives thermal capability
[12:37:59] <zeeshan> gregcnc: not warm at all
[12:38:08] <gregcnc> and you're worried about cooking motors why?
[12:38:16] <pcw_home> (unless its one of those fancy motor thermal modeling jobs )
[12:38:38] <zeeshan> gregcnc: i always see the stuff at work
[12:38:42] <zeeshan> and how it's designed
[12:38:50] <zeeshan> safety is paramount
[12:38:55] <gregcnc> servo motors burning up on CNCN amchines?
[12:39:03] <zeeshan> and i'm telling you, even with our vfd drives, we don't just rely on the vfd to limit the torque
[12:39:12] <zeeshan> we have additional temp sensor on the motor
[12:39:20] <ssi> zeeshan: there are plenty of well-designed systems out there that have all of these features
[12:39:26] <ssi> you're more than welcome to go buy one
[12:39:29] <ssi> I just don't think you'll like the price
[12:39:41] <zeeshan> i'm willing to pay a couple grand on a proper drive at this point
[12:39:46] <zeeshan> amc is definitely not proper.
[12:39:46] <ssi> cool
[12:39:54] <ssi> pay a couple grand more for the matched motor
[12:39:57] <gregcnc> what does the AMC lack?
[12:39:58] <ssi> and a few hundred for the cableset
[12:40:00] <ssi> and you're there
[12:40:10] <zeeshan> gregcnc: overtemp detection
[12:40:12] <ssi> that's how pete did his vmc
[12:40:16] <ssi> it's a very easy way to go
[12:40:23] <pcw_home> AMC is fine, you just have drives that are too small
[12:40:27] <gregcnc> overtemp of what?
[12:40:30] <zeeshan> motor
[12:40:39] <zeeshan> it protects the motor using current limiting
[12:40:45] <gregcnc> add temp sensors to LCNC
[12:40:52] <zeeshan> but there is always a constant ratio between peak and cont current
[12:40:54] <pcw_home> if you want motor overtemp you need to sense the armature temp (hard)
[12:40:58] <gregcnc> with gages
[12:41:00] <skunkworks> the temp sensor should kill the servos
[12:41:03] <zeeshan> gregcnc: its not asy to do
[12:41:09] <skunkworks> like the estop loop
[12:41:10] <zeeshan> iut needs to be put in internally
[12:41:11] <zeeshan> not externally
[12:41:15] <Tom_itx> what's for lunchA?
[12:41:35] <gregcnc> so you use external temp and keep it ont he safe side
[12:41:49] <zeeshan> since these are old motors, from factory, drives limited current correctly
[12:41:51] <zeeshan> to protect them
[12:42:08] <ssi> so use the old drives
[12:42:10] <gregcnc> you can TUNE AMC to do the same
[12:42:14] <pcw_home> False
[12:42:27] <pcw_home> not true at all
[12:42:51] <zeeshan> pcw_home:
http://i.imgur.com/EumugQi.png
[12:42:54] <zeeshan> from drive manual
[12:43:07] <zeeshan> the resistors that were on the original drive
[12:43:17] <zeeshan> were tuned for cont. and peak current limiting
[12:43:23] <JT-Shop> now the $64 question reuse the old hydraulic oil or put new in the hoe and it is a $64 question a bucket of oil is $32
[12:43:26] <zeeshan> there was no internal temp sensor
[12:43:28] <zeeshan> @ the motor
[12:43:42] <zeeshan> jt- new!
[12:44:29] <zeeshan> gregcnc: i read thru the be25a20ac and the generic servo manual from amc
[12:44:38] <JT-Shop> that's what I was thinking, I replaced the filter while that was apart
[12:44:40] <pcw_home> OK so the original drives do that I dont think the AMC drives do I^2T
[12:44:40] <zeeshan> you can't tune peak and cont seperately - they are always a ratio
[12:45:05] <gregcnc> not true
[12:47:05] <zeeshan> gregcnc: show me how to do it?
[12:47:23] <zeeshan> http://www.a-m-c.com/download/manual/AMC_AnalogDrives_InstallManual.pdf
[12:47:26] <zeeshan> read section 4.1.6
[12:47:38] <zeeshan> at least on the be25a20ac
[12:47:39] <zeeshan> you cant
[12:48:26] <gregcnc> who cares about that drive you want to replace it
[12:48:39] <zeeshan> i was thinking of replacing it with a larger amc :P
[12:48:48] <zeeshan> cause right now it'd be the easiest to do
[12:48:55] <ssi> listen to what pcw is telling you
[12:49:07] <ssi> you can't "tune" the continuous current rating because it's not a feature
[12:49:21] <gregcnc> yes it is
[12:49:21] <zeeshan> not ratring
[12:49:22] <ssi> it's the amount of current at a particular ambient temperature that raises the junction temps of the output transistors to the maximum temp
[12:49:22] <zeeshan> the limit.
[12:49:48] <ssi> similarly, the peak rating is the max current through the drive before something melts
[12:49:51] <pcw_home> the motor thermal time constant is much longer than the drives, the drive current limit is just for drive protection
[12:49:54] <ssi> (minus an appropriate safety factor)
[12:50:17] <zeeshan> pcw_home: if that is the case
[12:50:18] <zeeshan> then:
[12:50:18] <gregcnc> http://www.a-m-c.com/download/datasheet/100a40.pdf pg 4 Pin 10 in the chart
[12:50:27] <zeeshan> A 30A8 drive is going to be used with an application having a continuous current requirement of 1.5 amps and a continuous current limit of 2.5 amps, and a peak current requirement of 6 amps, and a peak current limit of 10 amps. The 30A8 has a Current Scaling and Current Limit Ratio switch, a Current Limit potentiometer, and the option of using an external resistor to reduce the continuous current
[12:50:31] <zeeshan> why would you want to derate a drive?
[12:50:34] <zeeshan> to protect it?
[12:50:38] <zeeshan> like in that example..
[12:50:53] <gregcnc> so it doesn't cook when the cabinet gets hot
[12:51:10] <zeeshan> greg that's one valid reason
[12:51:16] <gregcnc> one isn't enough?
[12:51:22] <zeeshan> but in this case i really think they're trying to protect the motor
[12:51:53] <gregcnc> doesn't matter
[12:51:56] <zeeshan> gregcnc: NICE
[12:52:00] <gregcnc> the point is you can
[12:52:03] <zeeshan> that option does not exist on the be25a20ac!
[12:52:20] <gregcnc> yes which is why I told you to look at the brush drives earlier
[12:52:35] <ssi> the brushless drives work very differently than the brush drives
[12:52:48] <zeeshan> damn it if i use the brushed drives
[12:52:52] <zeeshan> ill need to get an external supply
[12:53:00] <zeeshan> which means i need to change my enclosure size :()
[12:53:18] <zeeshan> fuk.
[12:53:19] <zeeshan> :)
[12:53:37] <gregcnc> the new axcent has a switch to change teh ratio to 4:1 anyway
[12:54:09] <ssi> you'll almost certainly need an external supply anyway
[12:54:41] <zeeshan> why
[12:54:54] <zeeshan> if i could have used the b060a400ac i wouldnt
[12:55:05] <zeeshan> but that doesnt have that nice option that gregcnc talked about
[12:55:11] <gregcnc> did your power supply die?
[12:55:23] <zeeshan> gregcnc: the power supply is internal for each drive
[12:55:29] <zeeshan> it only fried the braking circuit's fuse
[12:55:53] <gregcnc> Oh didn't see the be25a20AC
[12:56:13] <zeeshan> yes ive been posting AC drives mostly cause they are very convinient to use
[12:56:24] <zeeshan> built in supply is a definite want for me
[12:56:26] <zeeshan> but not an absolute need
[12:56:31] <zeeshan> mainly cause of space constraints
[12:56:48] <pcw_home> Yeah look like their fancier drives do have continuous current limits
[12:57:29] <zeeshan> in reality i dont think you need the limiting
[12:57:36] <zeeshan> cause my worry was that if you'd stall the motors out
[12:57:40] <zeeshan> they could possibly fry
[12:57:47] <zeeshan> but ferror would kick in long before
[12:57:58] <zeeshan> and if i was taking a stupid deep cut for some reason
[12:58:07] <zeeshan> the spindle will stall out, and the drives will ferror out too
[12:58:12] <pcw_home> you usually only use about 10% of what the motors can do
[12:58:21] <zeeshan> but there could be a situation that i dont know :P
[12:58:31] <pcw_home> which is why is really hard to overheat them
[12:58:37] <zeeshan> pcw_home: that makes sense
[12:58:44] <zeeshan> cause the motors are never warm to touch currently
[12:58:48] <pcw_home> s/is/its/
[12:58:52] <zeeshan> after long periods of use
[12:59:07] <zeeshan> but call me an overengineer
[12:59:15] <zeeshan> i just want mindless oversafety :P
[12:59:25] <ssi> you're an overengineer
[12:59:30] <ssi> bordering on non-engineer
[12:59:32] <gregcnc> it looks like b060a400AC has some options for current
[12:59:42] <zeeshan> non-engineer?
[12:59:53] <zeeshan> gregcnc: i only see the 1:4 youre talking about
[12:59:59] <ssi> yeah, you're acting like a fucking housewife, reading specs and getting nervous about things that are meaningless
[12:59:59] <zeeshan> if you ajdust current scaling
[13:00:02] <zeeshan> it'll reduce both peak and cont
[13:00:10] <zeeshan> ssi calm your horses down
[13:00:15] <ssi> no u
[13:00:40] <zeeshan> i design lifting brackets at work
[13:00:45] <ssi> go buy an off the shelf motor/drive set that has some other engineer's safety stamp on it and stop worrying about it
[13:00:51] <zeeshan> it's my job to read specs and get nervous about things that are meaningless
[13:01:04] <zeeshan> because you'd be suprised how often meaningless things become meaningful.
[13:01:23] <zeeshan> ssi: or i can buy a proper drive for the current motor?
[13:01:29] <zeeshan> why you has a problem with that?
[13:01:34] <ssi> I don't have a problem with it
[13:01:34] <gregcnc> current limit pot with 4:1 is close enoguh
[13:01:40] <ssi> find a proper drive and buy it
[13:01:49] <zeeshan> greg hehe
[13:01:56] <zeeshan> 15A should be fine i think
[13:02:03] <pcw_home> or put a thermal switch on the motor
[13:02:22] <zeeshan> i was thinking about the pcw
[13:02:24] <ssi> it's just maddening when you ask people for help, and then when you don't like the answers you get all smug
[13:02:25] <zeeshan> but i took one motor apart
[13:02:36] <zeeshan> it requires extensive modification to be able to sense the armature current
[13:02:40] <ssi> meeting bbl
[13:02:48] <zeeshan> it'd make more sense to just but a motor w/ it built in
[13:03:16] <zeeshan> ssi i don't think i was smug at any point -- i think this conversation was great
[13:03:52] <pcw_home> unfortunately thermal switches work a lot better on brushless motors
[13:04:18] <zeeshan> why
[13:04:36] <gregcnc> the outside of the motor get hot vs the inside
[13:04:51] <zeeshan> looks like b060a400ac means i'll need to limit the analog +/- 10 signal to +/-5v
[13:04:56] <zeeshan> to stop the motor from overspinning
[13:05:07] <zeeshan> oh thats true
[13:05:12] <pcw_home> because the heat generation is from the windings
[13:05:27] <gregcnc> it will not overspeed unless you crank rapids up
[13:05:41] <pcw_home> hard to get a quick armature temperature sense
[13:05:47] <zeeshan> gregcnc: same thing as limiting to +/-5v :)
[13:05:52] <pcw_home> run at 200V
[13:06:09] <zeeshan> pcw_home: i dont think its selectable
[13:06:15] <pcw_home> or find someone elses 50A 200V drive
[13:06:16] <zeeshan> on the be25a20ac +10v outputs +dcbus
[13:06:33] <zeeshan> you think limited to +/- 5v is a bad idea?
[13:06:40] <gregcnc> so use 120V AC?
[13:06:41] <zeeshan> *limiting
[13:06:45] <pcw_home> does it care about the DC bus voltage?
[13:06:57] <zeeshan> pcw_home: yes
[13:07:13] <zeeshan> in the AC model drives the dc bus voltage is set for you
[13:07:13] <pcw_home> if you have 200V motors you shoud use a 200V drive=200V DC bus
[13:07:15] <zeeshan> you cant ajdust it
[13:07:37] <zeeshan> thats the nice thing about be25a20ac -- it uses 110vAC so the dc bus voltage works out to 200VDC after rectification
[13:07:38] <ssi> SMAUG
[13:07:40] <zeeshan> or something like that
[13:07:50] <zeeshan> if you use their non ac drives which means external power supply
[13:07:52] <zeeshan> you can supply whatever
[13:08:01] <zeeshan> and that'll correct to +10V analog signal
[13:08:25] <zeeshan> but if i could use their internal supply ac drives and limit to +5vdc to get the correct bus voltage
[13:08:27] <zeeshan> it'd make me happy :D
[13:08:58] <zeeshan> correct = correlate
[13:09:00] <gregcnc> oh it wont' run on 120
[13:09:14] <zeeshan> yes the big drive needs 200-240vac
[13:09:19] <zeeshan> which is why the dcbus voltage his higher
[13:09:30] <zeeshan> at +10v you'd prolly fry the motor
[13:09:34] <zeeshan> spinning it at double the speed :D
[13:09:42] <ssi> no you can run the 400V ones on 120 if you want
[13:09:52] <ssi> it'll just rectify and filter to 190V, just like in the 200V drive
[13:09:59] <pcw_home> yes but even at 5V you have 360V on the motor so dont do that
[13:10:01] <gregcnc> says 180VAC min
[13:10:12] <zeeshan> pcw_home: you do?
[13:10:23] <ssi> gregcnc: oh that's annoying
[13:10:24] <pcw_home> yep 360V peak
[13:10:35] <zeeshan> ah
[13:10:47] <zeeshan> okay so there we go
[13:10:53] <zeeshan> decision is made, i have to do a shit load of work
[13:10:59] <zeeshan> put an external supply and get the non ac drives
[13:11:01] <zeeshan> =/
[13:11:39] <gregcnc> but are you sure brand XYZ china drive wont' work? for .30CAD less per drive?
[13:11:47] <zeeshan> haha
[13:11:50] <zeeshan> i aint putting that in there :P
[13:12:16] <zeeshan> ill do these upgrades after the lathe is running correct
[13:12:24] <zeeshan> for now ill upgrade the resistor
[13:12:54] <gregcnc> so those AC drives have the barking module built right in?
[13:13:01] <gregcnc> braking
[13:13:08] <zeeshan> yes
[13:13:21] <SpeedEvil> woof
[13:13:26] <zeeshan> http://www.ebay.com/itm/Advanced-Motion-Controls-100A40-Brush-Type-PWM-Servo-Amplifier-/371586767622?hash=item56844c1b06:g:RUgAAOSwx-9WzQ14
[13:13:27] <zeeshan> 2 available :D
[13:13:58] <zeeshan> if i have to do all these upgrade i really want to find another drive manufacturer
[13:14:01] <zeeshan> that makes similar drives
[13:14:09] <zeeshan> i've had a bad experience with amc :/
[13:17:12] <maxcnc> im off Gn8
[13:51:56] <CaptHindsight> http://www.a-m-c.com/download/datasheet/100a40.pdf $500 ea for these?
[13:57:56] <djdelorie> it'll drive a 27 HP motor, so yeah, sounds right
[13:58:26] <CaptHindsight> but but but but it's used
[13:59:16] <djdelorie> what, you think someone scratched a few amps off it or something?
[13:59:30] <gregcnc> they got used up
[13:59:59] <CaptHindsight> amps can't get scratched
[14:00:36] <CaptHindsight> you're thinking of the wood trim
[14:01:03] <djdelorie> my point exactly :-)
[14:01:29] <gregcnc> I hope for that price most of the amps are still in it
[14:01:48] <CaptHindsight> too many holes
[14:02:14] <ssi> you have to store those drives with the MOTOR+ terminal connected to MOTOR-
[14:02:17] <ssi> or else all the amps leak out
[14:02:24] <ssi> most people don't know that
[14:02:29] <CaptHindsight> pointing up
[14:02:50] <ssi> yeah if they're pointing up it's not a big deal so long as they don't splash
[14:02:55] <CaptHindsight> with a current drip loop
[14:03:22] <gregcnc> wait should I also turn the current limit all the way down?
[14:03:32] <ssi> yeah that helps, it's like turning off the faucet
[14:03:40] <CaptHindsight> there are 2 schools of thought on that, maybe 3
[14:03:54] <djdelorie> you meed to turn the limit UP so it limits current loss...
[14:09:03] <CaptHindsight> what holds the resistance in is still a mystery
[14:09:20] <gregcnc> Ohm law
[14:09:41] <gregcnc> it's illegal for it to go anywhere
[14:10:11] <CaptHindsight> when the smoke is released it's either open (max resistance) or a dead short (low resistance)
[14:10:59] <gregcnc> that's what happens when you break the law you either have to run or get shot
[14:11:14] <CaptHindsight> I heard that Trump will repeal Ohms law and build a fence around I, V and R
[14:11:14] <zeeshan> http://i.imgur.com/WU1pyqj.png
[14:11:17] <zeeshan> does this make any sense? :D
[14:12:08] <zeeshan> haha capt
[14:12:11] <ssi> the resistance is held down by The Man
[14:12:17] * JT-Shop takes a break before wrestling the 1/2 ton wheel back on the ole hoe
[14:12:54] <gregcnc> zeeshan wtf is that?
[14:13:03] <zeeshan> im try8ing to drawing the braking circuit
[14:13:08] <zeeshan> or shunt circuit on the board :P
[14:13:12] <djdelorie> zeeshan: there should be a connection to the pos dc bus somewhere too
[14:13:22] <zeeshan> im looking for it, i dont see it
[14:13:25] * zeeshan looks again
[14:13:34] <djdelorie> my guess would be between R1 and C1/C2
[14:13:42] <CaptHindsight> what are the values of C1 and C2?
[14:13:49] <zeeshan> 1uF
[14:13:50] <zeeshan> i think
[14:13:54] <zeeshan> it says IR 1U on them
[14:13:59] <CaptHindsight> in capacitance not emotional
[14:14:36] <zeeshan> hah djdelorie smart man
[14:14:37] <zeeshan> youre were right
[14:14:45] <zeeshan> i missing the transisiton from one side of the board to the other
[14:14:48] <djdelorie> my EE degree finally pays off...
[14:14:59] <zeeshan> :D
[14:15:10] <zeeshan> i can do your ME stuff!
[14:15:14] <zeeshan> you hook me up with EE
[14:16:32] <zeeshan> http://i.imgur.com/exxBorI.png
[14:17:06] <zeeshan> those traces on the Drain side of the mosfets
[14:17:14] <zeeshan> are all big ass pcb traces
[14:17:21] <zeeshan> based on my calc they can handle 12A
[14:18:56] <djdelorie> yeah, that looks/sounds right
[14:19:14] <zeeshan> i hope this works out :P
[14:19:30] <djdelorie> note that a slightly safer option is to fuse each load resistor separately
[14:19:56] <djdelorie> so if one breaks you don't end up with a 6A fuse on just the other resistor
[14:20:50] <zeeshan> hm i gotta see if thatll fit
[14:21:11] <zeeshan> so each branch has its own 3A fuse
[14:21:22] <zeeshan> er
[14:21:22] <zeeshan> 6tA
[14:21:23] <zeeshan> 6A
[14:21:36] <djdelorie> each branch has its own 3A fuse
[14:22:13] <zeeshan> okay that makes sense
[14:22:19] <zeeshan> cause each branch sees 3A
[14:22:24] <zeeshan> but the joining branch sees 6A
[14:22:28] <zeeshan> damn you ohms law.
[14:22:34] <zeeshan> been a while
[14:22:34] <djdelorie> right, current in parallel adds
[14:22:57] <zeeshan> that works out better
[14:23:09] <zeeshan> cause physically it means de soldering one branch aand joinig with the toher
[14:23:12] <zeeshan> itll be easier
[14:24:21] <CaptHindsight> be sure to scratch the value of the fuse off after soldering
[14:24:24] <zeeshan> http://i.imgur.com/15U9bZH.jpg
[14:24:50] <zeeshan> hopefully that makes sense :)
[14:24:52] <zeeshan> hahaha capricorn_1
[14:25:02] <zeeshan> for some reason they didnt scratch off any of the part numbers on the power supply module
[14:25:04] <zeeshan> only on the main board.
[14:25:04] <CaptHindsight> I'd look at the resistor vales closely as they may also have been obfuscated to hide the poor design
[14:25:29] <djdelorie> yeah, something like that in parallel with the existing resistor+fuse
[14:28:24] <zeeshan> thanks for the help
[14:28:34] <zeeshan> i can't believe im working on this stuff on my day off
[14:28:35] <zeeshan> =D
[14:34:45] <Nick001-shop> <PCW> you around?
[14:34:53] <PCW> yeah
[14:35:47] <Nick001-shop> 5i25 - 2 leds flash when starting - then nothings on - is that normal?
[14:35:56] <PCW> yes
[14:36:39] <Nick001-shop> w5- left side before external 5vdc supply?
[14:39:02] <PCW> W5 on what?
[14:39:35] <Nick001-shop> 7i77
[14:42:23] <PCW> W5 to right for external 7I77 power ( supplied to TB1 )
[14:44:49] <PCW> so external 7I77 5V = 7I77 W5 RIGHT, 5I25 W2 DOWN, 7I77 TB1 --> 5V
[14:44:51] <PCW> cable 7I77 5V = 7I77 W5 LEFT, 5I25 W2 UP, 7I77 TB1 --> DONT CONNECT
[14:46:50] <Nick001-shop> should power show up at encoder terminals with W5 at left?defaultt settings?
[14:47:53] <PCW> No way to know, you must have the 7I77s W5 and 5I25s W2 matching
[14:48:31] <PCW> (and 5V to 7I77s TB1 if not from 5I25)
[14:49:17] <Nick001-shop> just pulled 5i25 to check settings
[14:52:06] <PCW> In general its suggested that you use external 5V power to the 7I77 because the
[14:52:09] <PCW> total current draw of the 7I77 with multiple encoders is likely more than the 5I25/cable can supply
[14:52:10] <PCW> but you must always make sure that the 7I77 jumpers and 5I25 jumpers match WRT cable power
[14:52:54] <Nick001-shop> 5i25 W2down - causing prob - will change to your settings ad try it - I'll try internal power for testing. Right now - only 1 encoder.
[14:54:28] <Nick001-shop> when things are set correct - will I see 5vdc at encoder 0 pins 3 & 6?
[14:54:37] <PCW> yes
[14:54:54] <Nick001-shop> OK - be back
[14:55:23] <Nick001-shop> do I have to configure cards?
[14:57:21] <PCW> you may have to flash the 5I25 if it was not ordered as part of a kit with the 7I77
[14:57:39] <CaptHindsight> PCW: are there any more Ethernet based FPGA cards in the works?
[14:58:41] <PCW> yes
[14:59:02] <CaptHindsight> is the 7i92 the latest? I have it with a header and DB25
[15:00:45] <Nick001-shop> <PCW> I have 3 green lights on the 7177 and 5vdc at all 6 encoder plugs
[15:00:55] <PCW> yes 7I92 is latest (there are three variants: 2 header, header+DB25F, header+DB25M)
[15:01:20] <PCW> 7I93 and 7I96 coming soon
[15:01:34] <CaptHindsight> how will they vary?
[15:01:42] <CaptHindsight> from the 7i92
[15:01:59] <PCW> 7I93 is Ethernet 7I43 replacement (2x 50 pin)
[15:02:13] <PCW> same cost as 7I92
[15:02:14] <CaptHindsight> ah cool
[15:02:46] <zeeshan> PCW: have you used the 7i77 in an application where the encoder positions are logged
[15:02:52] <zeeshan> even when the machine is powered down?
[15:02:54] <zeeshan> and comp is off
[15:03:11] <PCW> 7I96 is simple integrated step/dir card (like low cost 7I76E)
[15:04:21] <PCW> zeeshan: no but easier with Ethernet FPGA cards
[15:04:47] <zeeshan> how?
[15:05:10] <CaptHindsight> PCW: I don't think that people are aware of how well the Ethernet FPGA cards work with laptops yet
[15:05:18] <PCW> so only FPGA card/7I77 is powered (and remote Ethernet monitor CPU)
[15:05:18] <CaptHindsight> some laptops
[15:05:19] <zeeshan> ill look into it for lathe swap
[15:06:55] <PCW> if you want counting without the monitor CPU running you would probably need a different encoder counter (32 vs 16 bits)
[15:07:34] <Jymmmm> My dial calipers got ruined. do you guys liek digital cause it's convient? Does the battery last long enough do not have to deal with?
[15:08:22] <cradek> I don't like them, but I've only used cheapies
[15:08:40] <Sync> I have a few mitutoyos and mahrs
[15:08:43] <Sync> they are nice
[15:08:45] <djdelorie> batteries in cheapies will die when idle much faster than batteries in name brand ones
[15:09:36] <cradek> I love love my B&S 6"
http://www.longislandindicator.com/p103.html
[15:10:10] <cradek> operates so smoothly, and matches my gage blocks really well wherever I've tested
[15:11:41] <PCW> zeeshan: if you want absolute encoders, look into used Fanuc aA64s: 64k counts/turn, absolute (battery backed) about $200 often on Ebay
[15:12:25] <Jymmmm> Andy (I think) mentioned liking pocket calipers, not sure if this is what he meant
http://www.amazon.com/75mm-3-Pocket-Digital-Caliper/dp/B00DS9IH14/
[15:12:28] <PCW> or Avago 17 bit absolute (bare, no case)
[15:13:07] <cradek> bet those are half that at harbor freight
[15:13:21] <cradek> they're pretty junky
[15:13:23] * djdelorie wonders if there's a market for a battery-backed interposed encoder thing
[15:13:54] <Sync> well, there already are such things
[15:14:26] <ray13> anyone monitor xtremeIO SNMPtraps events?
[15:14:32] <PCW> The Fanuc one are pretty slick (up to 32M counts/turn and they count with main power off)
[15:14:36] <cradek> ray13: ?
[15:14:52] <ray13> cradek: sorry :)
[15:15:27] <Jymmmm> cradek: Well, not "half"...
http://www.harborfreight.com/4-inch-digital-caliper-47256.html
[15:15:44] <cradek> heh
[15:15:47] <cradek> it was just a guess
[15:17:18] <Jymmmm> it's all good, the reviews don't seem "half bad, and I think I have a 20% off coupon aroudn here somewhere.
[15:17:39] <Sync> Jymmmm: get a mitutoyo
[15:17:52] <Jymmmm> Sync: gimme your wallet =)
[15:18:34] <Sync> they are not really expensive
[15:18:39] <djdelorie> https://www.youtube.com/watch?v=2xs5mODh-P4
[15:18:59] <djdelorie> "Mitutoyo VS Harbor Freight ....The Digital Micrometer show down "
[15:19:58] <_methods> lol
[15:19:59] <Sync> the problem is the battery usage
[15:20:04] <Sync> they all are accurate
[15:20:16] <djdelorie> he tests that :-)
[15:20:31] <djdelorie> at least I think it was his video
[15:34:21] <CaptHindsight> accurate to better than +/-1" and 1cm
[15:37:45] <CaptHindsight> http://www.harborfreight.com/digital-micrometer-68305.html
[15:38:22] <CaptHindsight> Accuracy +/- 0.0001 in. , they wouldn't just make that up
[15:44:42] <XXCoder> CaptHindsight: its a true chinese accuracy yes
[15:46:41] <XXCoder> chinese +- .0001 = +- .001
[15:51:38] <Sync> they acutally are pretty good
[15:52:29] <Nick001-shop> <PCW> 7i77 TB5 pin AOUT0 - what is this one for?
[16:13:32] <Polymorphism> close to my decision now
[16:13:59] <Deejay> gn8
[16:14:07] <Polymorphism> its the x6-2200l 14x21x5.5(5.5" clearance) or the xzero raptor 12x18"x4" (5" clearance)
[16:14:08] <Polymorphism> gn
[16:14:26] <Polymorphism> prices both ~$2500
[16:14:48] <djdelorie> your original budget was $5000, buy both...
[16:17:04] <Polymorphism> its not anymore
[16:17:16] <Polymorphism> I added up vaccum table, tooling, enclosure, dust collector, etc
[16:17:25] <Polymorphism> now my budghet is a solid $2500 give or take 100 or so
[16:22:11] <Nick001-shop> <PCW> - trying to drive an AMC 10A8 servo amp and what do I need to hook up besides ±10v and gnd
[16:22:59] <PCW> Drive enable
[16:24:28] <Nick001-shop> is that AOUT0 ?
[16:26:12] <PCW> no, aout0 is the analog output
[16:26:57] <Nick001-shop> what else would they call enable on the amp?
[16:28:27] <PCW> inhibit
[16:30:32] <Nick001-shop> I'm seeing an inhibit and to leave open to enable drive - so I just need pins 1.2.3 to use the amp?
[16:31:04] <PCW> its a bit awkward sine you need to actively apply power to inhibit the drive so it needs a pulldown on /INHIBIT
[16:32:17] <PCW> or a relay
[16:32:52] <Nick001-shop> what's that in machinist lingo - or a link
[16:33:51] <PCW> you want the drive disabled until linuxcnc is ready to control it
[16:34:59] <Nick001-shop> how do I accomplish this
[16:37:50] <Nick001-shop> I would have to pull to gnd to inhibit the drive - don't know to to do this
[16:38:18] <Nick001-shop> or that's what the data sheet says
[16:40:39] <djdelorie> a high-valued resistor to ground tells the drive "until the PC says otherwise, inhibit."
[16:42:33] <zeeshan> PCW: isn't the 7i77 doing the counting?
[16:43:01] <PCW> no, the 5I25 is
[16:43:05] <zeeshan> ah
[16:43:07] <zeeshan> so the comp has to be on
[16:49:04] <andypugh> The 7i73 mpg counters count at slightly unexpected times :-)
[16:50:10] <djdelorie> idea - I should make an mpg that plugs into the parallel port of my cnc so I don't have to boot the pc just to move the gantry out of the way...
[16:50:33] <djdelorie> or just buy a pc that boots faster, I suppose :-)
[16:54:16] <Nick001-shop> <PCW> Can I use the encoder ground-pin 3- for the cable shied?
[16:54:29] <Nick001-shop> shield
[16:57:49] <PCW> Yes
[16:58:31] <PCW> Good question, should the 7I73 reset its MPG counter on WD timout?
[16:59:09] <Nick001-shop> OK Thanks - I have to work n the inhibit stuff - nothings clear on this
[16:59:43] <Encapsulation> https://www.youtube.com/watch?v=rFH5hredJl0&t=1m55s
[17:03:11] <andypugh> PCW: I am not sure. _something_ occasionally sets my feed-override to 25,000 and it taks me several minutes of MPG twirling to get it back to 100.
[17:04:27] <DaViruz> :D
[17:04:49] <DaViruz> might be bad if it happens during machining
[17:05:29] <PCW> this happens in operation?
[17:06:30] <andypugh> Not yet. It has happened 3 times. Always (so far) at the same time as a reset or something.
[17:07:22] <PCW> I dont think I've seen any 7I73 misbehavior, but I dont think the initial count is guaranteed to be anything
[17:08:57] <PCW> so its all relative to the count when linuxcnc starts sserial
[17:10:47] <andypugh> Yes, it does sound like something like that is happening.
[17:11:21] <andypugh> So far it has only caused tedious twiddling rather than any damage.
[17:13:20] <PCW> I suspect WD timeout does not clear the counter so next time you start (if the 7I73 power has not be cycled) you get a odd startup number
[17:17:43] <andypugh> I might get a chance to check sometime
[17:23:03] <PCW> Might be driver or 7I73 but maybe more likely 7I73/driver behaviour vs linuxcnc startup/shutdown
[17:25:22] <PCW> if you power cycle the 7I73, pretty sure the count will start at 0, if not, it will just be wherever it was
[17:25:59] <andypugh> It hasn’t worried me enough to try to get to the bottom of the problem.
[17:26:37] <andypugh> I wonder if Touchy has a max-override limit? Hitting that would make things a bit less annoying.
[17:28:01] <andypugh> Unrelated idea: I wonder if it would make sense on a lathe to have two MPGs which automatically swicth from X / Z jog in manual mode to spindle / feed over-ride in auto mode?
[17:36:34] <Nick001-shop> how do I get 5i25 loaded into LinuxCNC configs file - there's up to 5i20 in the listings
[17:39:02] <Nick001-shop> I have 2.7.4 in the machine and I updated it about 2 weeks ago
[17:55:25] <skunkworks> andypugh: that would be cool
[17:55:58] <skunkworks> we are planning on having 4 wheels on the matsuura (x,y,z, and overrides)
[17:56:01] <PCW> you can try pncconf to create a hal/ini file
[17:56:03] <PCW> or if you want to use sample. copy the linuxcnc/configs/hm2-servo/5i20.ini file to 5i25.ini and change the card name
[17:56:23] <skunkworks> but something fancy like that would be interesting..
[17:57:04] <skunkworks> have the 3 switch to MV, FO and So
[17:57:08] <skunkworks> in auto
[17:57:13] <skunkworks> Hmmmm
[17:58:24] <andypugh> skunkworks: I was plannng to have 4 mphgs, with X and Z actually on the carriage
[17:59:02] <skunkworks> On a lathe - I think for sure having both x/y jog wheels is a must
[18:01:05] <skunkworks> I think cradek mentioned it would be cool to have a geared mode - where one jog wheel moves both axis - one a ratio of the other.
[18:02:27] <Nick001-shop> <PCW> Tomorrow's project - dinner bell ramg
[18:02:28] <skunkworks> quick champfering..
[18:02:49] <Nick001-shop> ramg
[18:03:24] <Nick001-shop> still didn't get it spelled right - time to go
[18:07:39] <andypugh> I already have quick chamfering, it’s one of my macros.
[18:10:27] <andypugh> I am wiring up my controller at the moment. It’s a pity that the main contactor is 24V and the PC is 12V, it means I have to have a 24V and a 12V supply permanently powered up.
[18:23:32] <pink_vampire> hi
[18:26:00] <enleth> andypugh: get/make a small 24V to 12V buck converter?
[18:27:13] <andypugh> I have several of them, but the 12V needs to run the PC and the monitor, and I doubt that they are up to the job.
[18:28:03] <andypugh> The bit that bothers me is actually the 24V one to close the contactor to power everything else up.
[18:28:48] <enleth> is that the only 24V device in the whole machine?
[18:29:29] <andypugh> No the IO is all 24V, and there are 3 clutches and a brake
[18:30:57] <andypugh> I have thought about making the “start” button bypass the contactor to power up the two PSUs, but I think that scheme ends up with e-stop killing the PC power.
[18:31:34] <enleth> did you actually try powering the contactor with 12V?
[18:32:42] <andypugh> The contactor isn’t here yet.
[18:33:15] <enleth> if it does close, you could use a cleverly placed pair of diodes to actually power it from the always-on 12V supply *or* the 24V supply as soon as it comes on after the intial contact is made
[18:33:30] <andypugh> The 230V one i am using as a placeholder does actually hold in at 24V. So I could test the e-stop sircuit
[18:33:34] <enleth> most 24V contactors I've seen do close on 12V
[18:34:00] <andypugh> Cartainly worth considering.
[18:34:15] <enleth> they may not like *holding* the contacts on 12V alone, but if you switch over to 24V right away, it won't matter
[18:34:54] <andypugh> I have two 24V supplies too. The clutches are ground-return and my IO is 0V return. And those are not inherently the same thing.
[18:35:07] <enleth> obviously
[18:35:36] <enleth> and what's turning the contactor on? just mechanical e-stop or the PC too?
[18:37:52] <andypugh> The PC, but the coil loops through a coupe of E-stops
[18:38:30] <enleth> and the PC is using some kind of low-power relay for this?
[18:38:45] <andypugh> No, I only have one relay.
[18:39:21] <andypugh> Actually, that’s not true
[18:39:33] <enleth> wait, how does PC switch the 24V for the contactor?
[18:39:46] <andypugh> There are 4 solid-state relays, one switches the 24V
[18:40:02] <andypugh> I was confusing myself.
[18:40:31] <andypugh> On my other machine the 7i64 card has plenty of power to control contactors (2A per channel)
[18:41:10] <andypugh> Technically the 7i84 on this machine could probably power the contactor, I think the rating is 300mA.
[18:41:12] <enleth> OK, so if the contactor turns out to close reliably with 12V, just route both 12V and 24V from the contactor-switched supply to the SSR input, with 1N4007 or similar diodes on both
[18:41:57] <enleth> it will naturally switch over to 24V as soon as it goes up
[18:42:56] <andypugh> Might only leed one dide
[18:43:05] <andypugh> (need one diode)
[18:43:32] <andypugh> back-feeding 12v into a 24V output _probably_ isn’t a problem.
[18:44:36] <andypugh> Hopefully the contactor will arrive tomorrow
[18:45:12] <enleth> it is if you want the contactor to actually remove power from the 24V bus
[18:45:28] <enleth> a lot of stuff will run or try to run on that 12V
[18:45:46] <andypugh> Good point
[18:46:07] <enleth> which is, I think, exactly not what you want if you use a contactor to switch this 24V supply off
[18:46:34] <andypugh> I was looking at the wire that only went to one point, and forgetting that the 24V suppply has two sets of output terminals :-)
[18:47:16] <enleth> yeah, it gets me too when reading ladder logic
[18:47:58] <enleth> it's easy to forget that those are still live wires and they don't give a shit about the schematic
[18:50:01] <enleth> zeeshan: for reference, I've got SEM brushed DC motors with built-in overtemperature sensors. They're normally closed and connected in series with the e-stops, limit switches, VFD error output and servo overcurrent sensors
[18:51:20] <pink_vampire|2> hi
[19:02:24] <andypugh> hi pink_vampire. And goodnight. Time to go.
[19:05:32] <enleth> heh, just noticed one thing - all CNC bridgeports I've seen on photos, and mine as well, have this depression/cutout in the table surface on the front left edge of the table, like so:
http://www.surplusrecord.com/listphotos/871304b.jpg
[19:05:37] <enleth> what the hell is that?
[19:06:11] <enleth> more specifically, the "coolant tub"-style table has it
[19:07:13] <enleth> I've been wondering about that for some time but I just saw it on several other models made within more than 20 years
[19:10:20] <zeeshan> enleth lucky man
[19:10:22] <zeeshan> fancy motors :)
[19:10:51] <enleth> zeeshan: yeah, they're 30 years old and SEM apparently still makes them
[19:11:03] <zeeshan> enleth i really like the servo drives that have interface with the temp sensor directly
[19:11:08] <zeeshan> i dunno why
[19:11:11] <zeeshan> i guess cause its a package
[19:11:21] <enleth> they often go on eBay for more than I paid for the whole machine
[19:11:25] <enleth> like, a single motor
[19:11:29] <zeeshan> are theyDC?
[19:11:30] <zeeshan> er
[19:11:31] <zeeshan> dc brush?
[19:11:33] <enleth> yes
[19:11:40] <zeeshan> ever take one apart?
[19:11:47] <zeeshan> and see where they put the temp sensor?
[19:11:53] <enleth> no, and I'm not going to
[19:11:55] <zeeshan> i know its a rtd type sensor
[19:12:00] <zeeshan> just not sure where they point it
[19:12:03] <enleth> not messing with permanent magnet motors
[19:12:07] <zeeshan> hehe
[19:12:35] <zeeshan> djdelorie: alive? :p
[19:12:39] <djdelorie> still
[19:12:43] <enleth> my list of things I'm not taking apart unless I'm about to scrap them anyway is very short, but it does include permanent magnet motors
[19:12:52] <zeeshan> finally modded the drive
[19:12:58] <zeeshan> http://i.imgur.com/mDlNs56.jpg
[19:13:01] <zeeshan> im about to wire it in
[19:13:01] <enleth> and ball screw assemblies
[19:13:04] <zeeshan> lets see what happens
[19:13:14] <djdelorie> I'll stand back...
[19:13:19] <zeeshan> enleth i wouldn't be scared to take one apart
[19:13:30] <zeeshan> but then again i have a couple of spare parts that ive gotten for free
[19:13:42] <zeeshan> they're not as expensive as your motors
[19:13:50] <zeeshan> djdelorie: dual fuses
[19:13:51] <enleth> zeeshan: I've actually had one permanent magnet motor go bad on me due to disassembly
[19:13:55] <zeeshan> double the coolness factor
[19:14:03] <zeeshan> enleth what went wrong?
[19:14:45] <enleth> zeeshan: apparently the field was kept in some intricate balance of forces that got canceled out and collapsed as soon as I pulled the rotor out
[19:15:14] <zeeshan> =/
[19:16:21] <gregcnc> I've hear of that, but never experienced it
[19:16:59] <zeeshan> so you demagnetized the magnets?
[19:17:20] <enleth> I've ever seen a notice in some motor datasheets to not take them apart because this may happen
[19:17:24] <enleth> pretty much, yes
[19:17:25] <zeeshan> i have a weird motor that uses an electromagnet
[19:17:33] <zeeshan> for the field generation
[19:17:35] <zeeshan> its a pmdc motor..
[19:17:39] <enleth> it worked, but was extremely weak afterwards
[19:17:42] <zeeshan> just w/ electromagnet
[19:17:52] <enleth> like, totally useless kind of weak
[19:18:00] <zeeshan> that sucks
[19:18:06] <zeeshan> i wonder how they assemble it..
[19:18:27] <enleth> I'm sure it could be remagnetized at the factory
[19:18:34] <enleth> but it wasn't worth the cost for this one
[19:19:47] <enleth> SEM datasheets note that they can remagnetize stators in case they lose the field
[19:20:56] <enleth> anyway, not pulling that apart
[19:21:33] <zeeshan> how much are sem drives
[19:21:36] <zeeshan> say a 2kW one
[19:21:44] <enleth> motors or drives?
[19:21:56] <zeeshan> motors
[19:22:15] <enleth> 2kW is one heck of a motor
[19:22:27] <enleth> mine are 1300W or something like this and they're seriously huge
[19:22:33] <enleth> for an axis motor, that is
[19:23:21] <zeeshan> my Z is 2kW
[19:23:24] <zeeshan> i think
[19:23:29] <zeeshan> my lathe motors are even bigger
[19:23:40] <enleth> what does it lift?
[19:23:47] <zeeshan> the table
[19:23:54] <zeeshan> and X axis
[19:24:13] <enleth> how much weight?
[19:24:18] <zeeshan> prolly 800lb
[19:24:31] <zeeshan> + 600 lb working load
[19:25:10] <enleth> OK, SEMs similar to mine go for $500-$1500
[19:25:21] <zeeshan> brand new?
[19:25:33] <enleth> you wish
[19:25:35] <zeeshan> the reason im asking is i want to get a feel for prices :P
[19:25:38] <enleth> looking at ebay
[19:25:43] <zeeshan> okay that is similar to the siemens motors
[19:25:46] <zeeshan> that are on my machine
[19:25:50] <enleth> $1500 used with encoder, good condition
[19:26:15] <enleth> $500 with no encoder and a little beat up
[19:26:16] <djdelorie> wait... your Z is on your table? and not your quill? and you're *peck drilling* with it? no wonder you're blowing fuses!
[19:26:44] <zeeshan> djdelorie: lol
[19:26:58] <zeeshan> djdelorie: it worked for a very long time
[19:27:04] <zeeshan> and last couple of days ive blown two fuses =/
[19:27:16] <enleth> there are some units below $500, so it may be possible to get a set of 3 below $1000
[19:27:16] <zeeshan> (long time = 1+ year of running the machine)
[19:27:34] <zeeshan> enleth i think if these motors blow it might be easier to get them rebuilt
[19:27:41] <zeeshan> i got quored 550 to rebuild the Z axis
[19:27:43] <zeeshan> *quoted
[19:27:53] <zeeshan> and they have the siemens test equipment to check its functionality
[19:28:03] <enleth> I just found one slightly bigger than mine for $300
[19:28:15] <enleth> like, slightly longer and more torque
[19:28:17] <enleth> otherwise identical
[19:28:26] <enleth> that's a very nice deal
[19:29:10] <enleth> SEM is still in business so I guess they might be able to rewind their motors as well, but I don't know their repair prices
[19:29:50] <enleth> anyway if you need the machine fixed now you buy a used similar motor off ebay anyway
[19:30:12] <enleth> the old one ends up a spare when it comes back from rewinding
[19:30:12] <zeeshan> yea
[19:30:27] <zeeshan> what happened to your motor?
[19:30:34] <zeeshan> that made you take it apart
[19:31:00] <enleth> the one that died? that was a different one, much smaller
[19:31:06] <enleth> bearing seized up
[19:31:30] <enleth> so I decided to replace it and go figure, the bearing stopped being my biggest concern
[19:32:18] <enleth> next time I need to replace a bearing in a valuable DC motor, I'm only going as far as pulling the end plate off
[19:32:22] <enleth> the rotor stays in
[19:33:31] <zeeshan> hehe
[19:34:20] <enleth> with some paper packed around it so it stays centered
[19:36:14] <Sync> depending on the motor it actually is not too much of an issue
[19:39:30] <enleth> it may not be for most motors I guess
[19:40:58] <enleth> but it's a shitty consolation if you happen to take apart one that does lose the field
[19:41:08] <enleth> better safe than sorry or something
[19:41:24] <zeeshan-mill> =/
[19:41:24] <zeeshan-mill> yay
[19:41:26] <zeeshan-mill> no fire yet on power up
[19:43:53] <Frank__10> hi
[19:44:19] * zeeshan-mill runs g-code that ive nicknamed 'kill-z-drive.ngc'
[19:44:51] <enleth> heh, just found a guy on YT who recently bought a Bridgeport Series 1 R2C3, almost the same thing as mine, but with a funny MPG jogwheel, no mechanical handwheels and a better Heidenhain control, otherwise identical
[19:45:09] <enleth> He replaced VariSpeed with a toothed belt on taperlock pulleys
[19:45:55] <enleth> I have to ask him to share part numbers, he found a pulley and belt combination that fits perfectly with no need for additional tensioning
[19:47:03] <zeeshan-mill> djdelorie and everyone
[19:47:05] <zeeshan-mill> thank you
[19:47:10] <djdelorie> working?
[19:47:11] <zeeshan-mill> kill-z-drive.ngc failed to kill
[19:47:52] <zeeshan-mill> this program peck drills 20 holes
[19:47:56] <zeeshan-mill> 2" deep
[19:48:01] <zeeshan-mill> its what killed it last time
[20:10:49] <zeeshan> http://www.ebay.com/itm/Automation-Direct-GS-2010-BR-ENC-Dynamic-Braking-Resistor-GS3-2010-1000W-20-Ohm-/171881620123?hash=item2804f1629b:g:2dkAAOSwgQ9VwQYA
[20:10:51] <zeeshan> hmm to buy or not
[20:10:52] <zeeshan> :P
[20:12:46] <malcom2073> Holy hell that's an expensive freaking resistor
[20:12:54] <zeeshan> mostly the casing
[20:12:56] <zeeshan> and mounting youre paying for
[20:13:33] <malcom2073> Eh I suppose
[20:13:40] <malcom2073> I'd call that a $20 case
[20:13:55] <malcom2073> Yeah, I guess $100 is about right
[20:14:03] <zeeshan> brand new its 223
[20:14:09] <zeeshan> 100% margin :P
[20:14:48] <zeeshan> ill just wait till one shows up at work is headed for the garbage
[20:15:08] <zeeshan> http://i.ebayimg.com/images/g/BmsAAOSwPc9Wxj5j/s-l1600.jpg
[20:15:14] <zeeshan> i really like how these resistors look :)
[20:15:34] <malcom2073> I like the wire coil ones
[20:16:04] <djdelorie> a 500W "work lamp" is cheaper, and lights up when the Z stops :-)
[20:19:52] <PCW> Just dont use a 120V bulb on 360VDC DAMHIK
[20:21:18] <malcom2073> haha
[21:03:31] <Duc> How does a person add items to the calibration screen that can be adjusted while running LCNC
[21:15:23] <pink_vampire> some of the good guys here?
[21:15:39] <malcom2073> Nah
[21:15:40] <BeachBumPete> I'm not a good guy but I am here
[21:16:10] <pink_vampire> hehe
[21:16:13] <pink_vampire> I did some few anodize parts!
[21:16:24] <pink_vampire> It's work very nice!
[21:16:25] <BeachBumPete> kewl
[21:17:35] <pink_vampire> BeachBumPete: you also do?
[21:17:51] <BeachBumPete> did
[21:18:18] <BeachBumPete> now all my schtuff is stuck in a storage unit along with most of my worldly belongings :D
[21:18:19] <pink_vampire> and why you stopped?
[21:18:32] <pink_vampire> :(
[21:19:24] <pink_vampire> I like the way that the metal feel after the anodize
[21:19:35] <BeachBumPete> still house hunting
[21:20:31] <BeachBumPete> however we did make it to the beach today and bought my kids some new boogie boards ;)
[21:21:19] <pink_vampire> I don't like the combination of sand and water.
[21:21:42] <BeachBumPete> there is no better combination ;)
[21:21:53] <zeeshan> =]
[21:22:10] <zeeshan> duc what do you mean
[21:22:50] <zeeshan> https://www.youtube.com/watch?v=Wh2IUwLudzA&feature=youtu.be
[21:22:53] <zeeshan> aluminum cutting action
[21:23:01] <zeeshan> i wish i had a faster spindle!!!!!
[21:23:02] <Duc> been reading sparky rotary table thread and notice the calibration screen has more info then the standard. Let me link the image
[21:23:35] <zeeshan> https://www.youtube.com/watch?v=oofDFNU7_Ag
[21:23:35] <Duc> https://forum.linuxcnc.org/media/kunena/attachments/21717/Screenshot-03282016-08:03:39PM.png
[21:23:39] <zeeshan> big ass SLOTTING action
[21:23:40] <zeeshan> :D
[21:24:13] <pink_vampire> wowoowww that is a slitting saw!
[21:25:35] <Duc> working on adding the Tsudakoma 201RB rotary table to the mill
[21:25:38] <pink_vampire> zeeshan: is was you that make anodize at home?
[21:25:44] <zeeshan> pink_vampire: no
[21:25:46] <skunkworks> http://electronicsam.com/images/KandT/testing/DSC_1826.JPG
[21:25:55] <skunkworks> smaller
[21:25:56] <zeeshan> skunkworks: cute saw
[21:25:56] <zeeshan> =D
[21:25:58] <zeeshan> hehe
[21:26:13] <zeeshan> man i usually can run the 3" saw at 30 ipm
[21:26:20] <zeeshan> but this big guy keeps spinning in my holder cause no key
[21:26:25] <zeeshan> or itll stall the motor
[21:26:29] <zeeshan> cause the speed is too slow
[21:26:51] <pink_vampire> one of you guys told me that he do it.. so because of him I start to do it also.
[21:26:58] <zeeshan> pink_vampire: pete does it
[21:27:35] <pink_vampire> anyway, I want to thank him!
[21:27:45] <BeachBumPete> does what?
[21:28:00] <BeachBumPete> oh anodize
[21:28:13] <zeeshan> skunkworks: check this out
[21:28:31] <BeachBumPete> yeah I did it for my rails unless I had a lot of parts to do then I took it to the pro shop nearby
[21:28:40] <zeeshan> https://youtu.be/Wh2IUwLudzA?t=275
[21:28:44] <zeeshan> the min radius is so small
[21:28:48] <zeeshan> it goes from 74IPM
[21:28:49] <zeeshan> to 1 IPM
[21:28:50] <zeeshan> lol
[21:28:50] <Duc> zeeshan:
https://forum.linuxcnc.org/media/kunena/attachments/21717/Screenshot-03282016-08:03:39PM.png
[21:28:53] <BeachBumPete> now that I am down in Florida I need to find a local anodizer shop again
[21:29:14] <BeachBumPete> I also need to find a good argon gas supplier and metal supplier and and and and
[21:29:53] <zeeshan> duc that looks like he changed the source code :P
[21:30:00] <skunkworks> looks nice
[21:30:29] <Duc> zeeshan: dam would be nice to change some other stuff on the fly
[21:30:41] <pink_vampire> what is the best way to finish the aluminum before anodize?
[21:31:02] <pink_vampire> sand blast? tumbler?
[21:31:13] <BeachBumPete> I liked the brush finish I was putting on most of them
[21:31:16] <gregcnc> depends on what you want it to look like
[21:31:29] <BeachBumPete> I did a bunch of bead blasted as well
[21:31:54] <Duc> a teflon coating helps turn things blacker or appear more black
[21:31:56] <pink_vampire> BeachBumPete: how do you brush it?
[21:32:08] <zeeshan> duc
[21:32:09] <zeeshan> nm
[21:32:44] <zeeshan> Calibration reads the HAL file and for every 'setp' that uses a variable from the ini file that is in an [AXIS_n] section it creates an entry that can be edited and tested.
[21:32:48] <BeachBumPete> well I usually took some wet or dry sandpaper and moistened it and set it on top of my tablesaw table and run the part back and forth in a straight line over it.
[21:33:23] <Duc> zeeshan: Hmm I might need to look into that some more.
[21:33:44] <pink_vampire> mmmm
[21:33:46] <pink_vampire> ok
[21:34:13] <gregcnc> zeeshan what is WOC on the dynamic clip
[21:34:29] <zeeshan> Matl: 6061-T6 Tool: 3/8" 3FL High Helix Carbide Endmill (IMCO M203) DOC: .35" WOC: 0.0563" Feed Rate: 74IPM (0.0082IPT) Spindle Speed: 3000RPM (281SFM -- max spindle speed limited)
[21:34:30] <zeeshan> :"D
[21:34:55] <zeeshan> gregcnc: i bought a couple more of these 3 fluter end mills
[21:34:57] <Duc> zeeshan: do you have a link where you found the info
[21:35:05] <gregcnc> oops i didn't expand the comments
[21:35:15] <zeeshan> im going to find out if 0.002" deflection is acceptable
[21:35:20] <gregcnc> my parts are usually much smaller so it looks like a tiny cut
[21:35:22] <zeeshan> everywhere i read they say not to exceed 0.001
[21:36:31] <zeeshan> https://github.com/LinuxCNC/linuxcnc/blob/2957cc5ad0a463c39fb35c10a0c14909c09a5fb7/docs/src/gui/axis.txt
[21:37:04] <gregcnc> that ramp on the counterbore needs to start closer to the part
[21:37:33] <zeeshan> yes
[21:37:39] <zeeshan> and the slitting saw needs the tool path optimized
[21:37:42] <zeeshan> its doing a lot of air cutting
[21:38:25] <gregcnc> i couldn't stand watching more than 10 seconds of the saw
[21:38:29] <zeeshan> haha
[21:38:33] <zeeshan> its so slow
[21:38:52] <gregcnc> you'd be brave to run much faster
[21:38:57] <zeeshan> i tried
[21:38:59] <zeeshan> it jams
[21:39:18] <zeeshan> i think if i had a key and i geared the spindle right
[21:39:19] <zeeshan> it could work
[21:39:41] <zeeshan> it should be running at 20 ipm for optimal chip thickness
[21:40:44] <gregcnc> the parts look good
[21:41:03] <zeeshan> thanks man
[21:41:06] <zeeshan> 250 more to go
[21:41:07] <zeeshan> :{
[21:41:32] <gregcnc> I just ran some soft jaws so I can make parts tomorrow.
[21:41:46] <gregcnc> can't complain if you have money in your pocket at the end
[21:41:55] <zeeshan> yes
[21:42:06] <zeeshan> im hiring my friend to run it on the weekends
[21:42:09] <zeeshan> for the next 2 weeks
[21:42:17] <zeeshan> and im going to do 4 hours a night on the weekdays
[21:42:57] <zeeshan> gregcnc: what kind of vise do you have?
[21:42:58] <Duc> Might be time to by a used fanuc robot off ebay to load that sucker
[21:43:01] <gregcnc> shitty
[21:43:05] <zeeshan> my el cheapo vise is no good
[21:43:12] <zeeshan> even though the jaw is fixed
[21:43:28] <zeeshan> for some reason if i remove a part and put it back in, the part center line shifts
[21:43:33] <gregcnc> I have a Kurt PT400 but it doesn't fit my puny emco
[21:43:44] <zeeshan> and i think its because of variable clamping force
[21:43:53] <gregcnc> torque wrench
[21:44:15] <zeeshan> i was thinking about that
[21:44:25] <gregcnc> many people do it and see results
[21:45:01] <zeeshan> gregcnc: apparently good vises like the orange vise don't suffer from this problem
[21:45:05] <Duc> torque wrench will make a difference can you get a kurt or orange vise
[21:45:07] <zeeshan> and i don't really see how they do it
[21:45:24] <gregcnc> does your moving jaw lift?
[21:45:27] <zeeshan> no
[21:45:32] <zeeshan> ive measured it
[21:46:14] <zeeshan> i put an indicator on the moving jaw
[21:46:29] <zeeshan> used the clamped position as reference
[21:46:34] <zeeshan> removed the part and put it back in
[21:46:45] <zeeshan> the jaw moved inward by 0.006"
[21:46:55] <zeeshan> its not a big deal for these parts, but it is annoying
[21:47:01] <zeeshan> ill try the torque wrench method
[21:47:11] <Duc> AL jaws or steel?
[21:47:14] <zeeshan> steel
[21:47:20] <Duc> harden?
[21:47:23] <zeeshan> yes
[21:48:02] <zeeshan> to be honest i really never paid attention to how much torque i was applying
[21:48:07] <Duc> i should test mine
[21:48:33] <gregcnc> so it closes more when you put it back in?
[21:48:56] <zeeshan> yes
[21:49:21] <gregcnc> but why does that matter>
[21:50:14] <zeeshan> cause im using the midle of the part as my origin
[21:50:20] <zeeshan> i think thats a mistake now that you mention it
[21:50:27] <zeeshan> because the middle can move
[21:50:32] <zeeshan> the bottom left corner is constant..
[21:50:34] <gregcnc> reference the fixed jaw
[21:50:37] <zeeshan> fuck
[21:50:48] <zeeshan> <- noob
[21:52:21] <gregcnc> it shouldn't matter for the first op
[21:53:19] <zeeshan> man machining have so many variables.
[21:53:30] <zeeshan> something as simple as having your origin affects so many things
[21:53:30] <zeeshan> =/
[21:54:35] <gregcnc> how's that go? if it was easy the kids would be machinists and we'd be at the beach
[21:55:04] <zeeshan> hehe
[21:58:23] <Encapsulation> indeed xD
[22:00:45] <Nick001> does the vise have a swivel base?
[22:00:51] <zeeshan> no
[22:00:59] <zeeshan> i cant stand those hehe
[22:01:10] <zeeshan> they reduce z height and they always move!
[22:01:49] <Nick001> any dents or nicks on the bottom of the vise.
[22:02:00] <zeeshan> no
[22:02:09] <zeeshan> i stone it every time i use it
[22:02:10] <pink_vampire> someone can help me with the anodize?
[22:02:14] <Encapsulation> sure
[22:02:15] <Encapsulation> what do you need
[22:02:16] <Encapsulation> =D
[22:02:59] <pink_vampire> I'm using 2% caustic soda solution before the anodize.
[22:03:07] <Nick001> still sounds like its flexing under clamping pressure
[22:03:24] <zeeshan> Nick001: indicator on the fixed jaw shows no movement
[22:03:34] <zeeshan> in which direction do you think its flexing?
[22:04:11] <pink_vampire> but it make the part black
[22:04:43] <Nick001> the solid jaw has to be moving if you keep shifting center of part.
[22:04:45] <pink_vampire> now in the anodize solution the black cove come off and float in the acid.
[22:05:01] <zeeshan> hm
[22:05:10] <pink_vampire> any idea how to solve it?
[22:05:51] <Nick001> how tight ar the gibs and is the saddle clamped?
[22:06:25] <zeeshan> there is no saddle
[22:06:27] <zeeshan> its not the machine for sure
[22:06:37] <zeeshan> because if i dont remove the part from the vise and do all the operations
[22:06:37] <Nick001> BTW - what mill are you using?
[22:06:45] <zeeshan> it doesnt have that 0.006" shift
[22:06:54] <zeeshan> mikron wf21c
[22:08:03] <Nick001> got a pic - vertical ram clamped?
[22:08:06] <zeeshan> Nick001: since i measured the moveable jaw moving 0.006 from the original clamped place
[22:08:14] <zeeshan> do you think im actually crushing the part
[22:08:17] <zeeshan> and moving the center line?
[22:08:26] <zeeshan> i mean logically to me that doesnt make sense
[22:08:34] <zeeshan> cause it takes a lot of force to crush a part 0.006!
[22:08:45] <gregcnc> that was on my mind, but esay enough to check
[22:08:56] <Encapsulation> pink_vampire, what al type you using
[22:09:01] <zeeshan> deflection = PL / AE , P = deflection*AE/L
[22:09:05] <Encapsulation> why 2% caustic soda???/
[22:09:08] <Nick001> some pics of the part and machine would help
[22:09:30] <pink_vampire> Encapsulation: 2034-t3
[22:09:53] <Nick001> thin walled alum part would move easy
[22:10:04] <pink_vampire> i'm using it as a degreaser
[22:10:12] <Encapsulation> pink_vampire,
https://gordsgarage.wordpress.com/tag/diy/
[22:10:12] <zeeshan> P = (0.006in)(0.25*2)(10000*10^3)/(0.45)
[22:10:29] <zeeshan> 66,666lb
[22:10:32] <zeeshan> the devil force.
[22:12:36] <Encapsulation> https://gordsgarage.wordpress.com/2011/11/22/the-full-monty-part-2/
[22:12:40] <Encapsulation> pink_vampire, it helps you. yes?
[22:12:56] <zeeshan> Nick001:
http://i.imgur.com/46vO9a9.jpg
[22:13:10] <pink_vampire> I did it several times.
[22:14:38] <zeeshan> looks like my vise can clamp at 12000lb
[22:14:53] <zeeshan> so that 0.006" part crushing theory is out the window :P
[22:15:08] <pink_vampire> Encapsulation: I'm trying to identify what is the black material that form on the aluminum..
[22:15:25] <zeeshan> Nick001: part is the right one:
http://i.imgur.com/aCKopff.jpg
[22:15:41] <zeeshan> i remove it a few times to do all the drilling first
[22:15:52] <zeeshan> then counterbore
[22:15:58] <zeeshan> then slotting
[22:19:51] <Nick001> nice machine. Parts are large enough to not crush or move on their own. I would have an indicator on that overhead ram and other possible loose slide elements.
[22:20:33] <zeeshan> thanks
[22:21:26] <Nick001> What is the vertical movement part of the machine? Slide with the vice or entire head moves?
[22:21:45] <zeeshan> entire head moves in the Y
[22:21:49] <zeeshan> 15.7"
[22:21:57] <zeeshan> i really dont think its a gib issue though
[22:22:10] <zeeshan> cause if i make the part without removing it from the vise, but do tool changes instead
[22:22:14] <zeeshan> it comes out perfect
[22:22:36] <zeeshan> i think i need to remeasure the vise jaws and see whats going on
[22:22:38] <zeeshan> maybe it is lifting
[22:22:55] <zeeshan> might sound weird but maybe its lifting at certain clamping locations
[22:23:22] <Duc> could be worn at those locations
[22:23:31] <zeeshan> yes
[22:24:17] <Duc> which country were you in again?
[22:24:22] <zeeshan> canada
[22:24:31] <Duc> does enco delivery there?
[22:24:33] <Nick001> indicator on the slid part of the bottom opening for the part would show that.
[22:24:50] <Nick001> solid
[22:24:59] <zeeshan> ill try that nick001
[22:25:07] <zeeshan> duc no idea :)
[22:25:30] <Duc> zeeshan: at times they have 25% codes which work on kurt vises
[22:27:59] <Nick001> To check the slides of side movement, you may need a 2' piece of a 2x4 to put a little pressure on it. Those slides look heavy enough to need it.
[22:30:38] <zeeshan> Nick001: thats a good idea
[22:30:44] <zeeshan> when i was inspecting the gibs
[22:30:49] <zeeshan> i should have done that
[22:30:58] <zeeshan> i was using my engine hoist :P
[22:31:19] <zeeshan> the table has a tendency to droop down
[22:31:25] <zeeshan> i was trying to lift at the front
[22:32:55] <Nick001> unusual vice - movable jaw is usually on the screw and solid jaw is where the movable jaw is now. Makes y axis programing easy - everything is in the plus direction.
[22:32:56] <Duc> how are you measuring the part deflecting?
[22:34:03] <zeeshan> Nick001: yea its backwards on this
[22:34:03] <zeeshan> :P
[22:34:21] <zeeshan> Duc: by checking the moveable jaw
[22:34:30] <Nick001> you may have to tighten that gib to reduce the drooping movement
[22:34:54] <zeeshan> i did
[22:35:03] <zeeshan> i got it down to 5 tenths
[22:36:18] <Nick001> That sounds good - wont move much by clamping - how about the upper ram
[22:37:03] <zeeshan> pretty damn straight!
[22:37:13] <zeeshan> i checked it again for droop
[22:37:15] <zeeshan> and side to side
[22:37:24] <Nick001> What is the vertical movement element?
[22:38:13] <zeeshan> you mean is it a ball screW?|
[22:38:34] <Nick001> I assume your using the fixed jaw for locating y axis on the part.
[22:38:45] <zeeshan> no i wasnt
[22:38:48] <zeeshan> thats one of the mistakes im making
[22:39:03] <zeeshan> i correctedf my cam program abit ago to deal with that
[22:39:08] <zeeshan> ill try it out tomorrow
[22:39:24] <Nick001> No - what is actually moving for vertical movement
[22:39:41] <zeeshan> the table
[22:40:15] <zeeshan> https://www.youtube.com/watch?v=Wh2IUwLudzA
[22:41:16] <zeeshan> its bed time :P
[22:41:18] <zeeshan> 11pm!
[22:41:43] <Duc> yea almost there for me Last game of basketball
[22:41:53] <Duc> wish my mill used the table for movement
[22:42:49] <Nick001> extend y axis to where the scraping marks are worn and check for side play and up and down play.
[22:43:01] <pink_vampire> http://www.amazon.com/Hanna-Instruments-Waterproof-Endpoint-Function/dp/B003UNK3JW/ref=sr_1_1?s=industrial&ie=UTF8&qid=1459826208&sr=1-1&refinements=p_n_feature_four_browse-bin%3A11512739011
[22:43:17] <pink_vampire> the ph scale is not 0-14??
[22:43:32] <pink_vampire> what is -4 ph?
[22:43:58] <Nick001> 11pm is when solutions for the days problems get solved.
[22:45:18] <djdelorie> the normal pH scale is 0-14 for HCl and NaOH but pH is a measure of H+ ions which *could* (theoretically) exist in solution outside of the HCl/NaOH ranges
[22:46:22] <djdelorie> (at least, that's my guess)
[22:47:29] <djdelorie> http://pubs.acs.org/doi/pdf/10.1021/ed083p1465
[22:48:30] <pink_vampire> the anodize is very nice thing
[22:48:41] <pink_vampire> but I want to be able to monitor it.
[22:49:09] <pink_vampire> everyone tell you something else.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
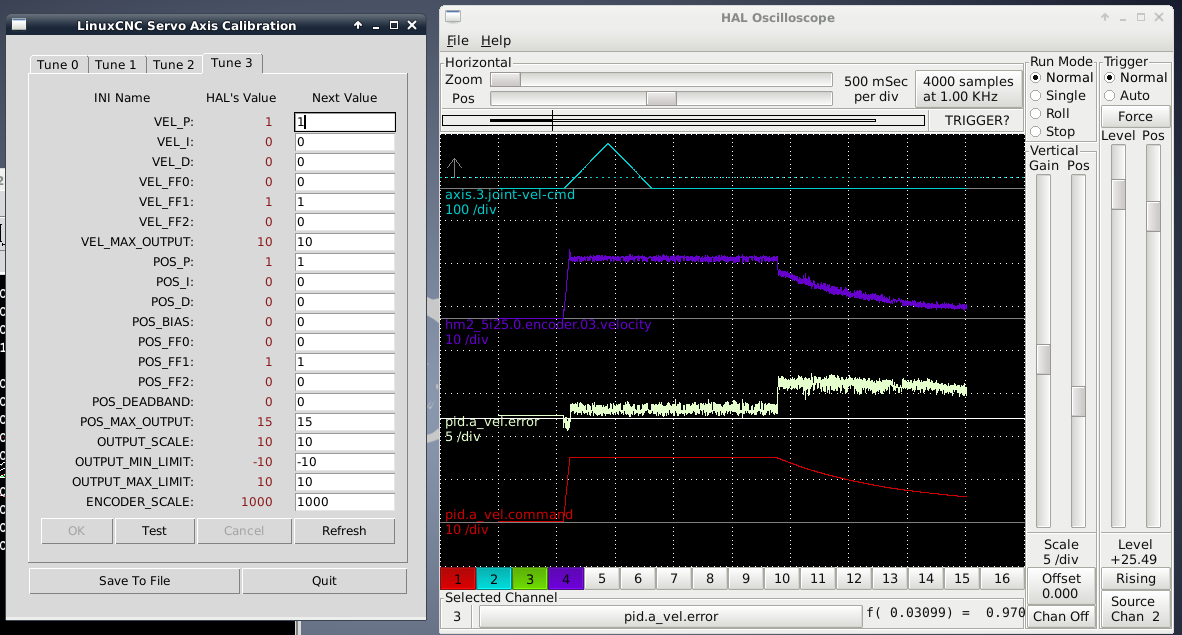{kind=link}
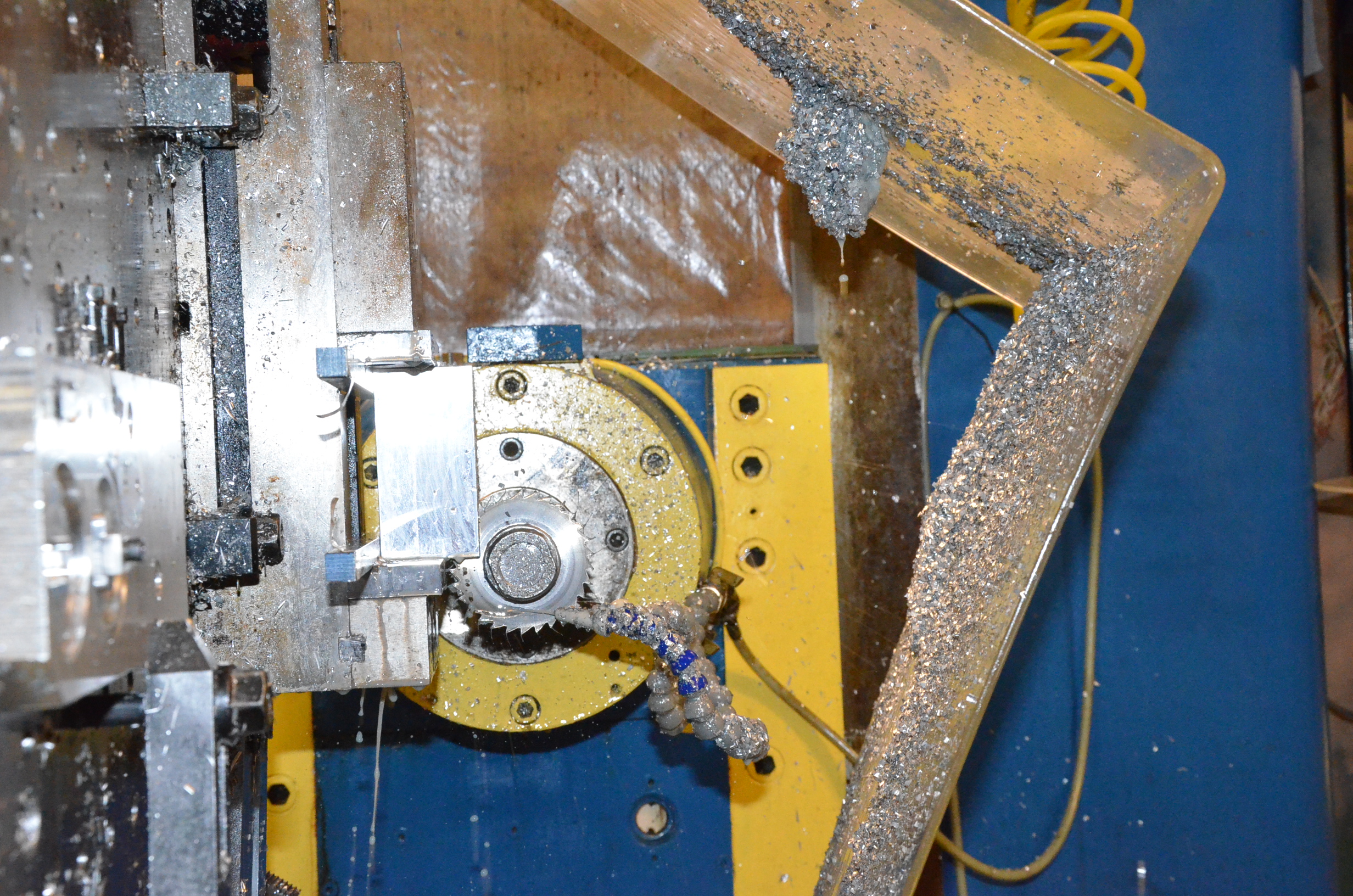{kind=link}
{kind=link}
{kind=link}