Back
[00:02:55] <minibnz> ok after another day of poking around the net i have hit a brick wall.. i MUST upgrade to be able to remap teh M6 command
[00:03:12] <minibnz> remapping is not supported in 2.5 release..
[00:03:23] <minibnz> time to go see if i can find a bigger CF card
[00:04:01] <minibnz> oh ever decreasing circles..
[00:25:27] <minibnz> ok i found an 8gb card in my printer thats not used for anything :) so now.. i gotta find a usb key that will take the linuxcnc live cd image all i found was a 64 and 2
[00:25:27] <minibnz> oh this is going to take some time...
[00:26:50] <minibnz> first have to rip the old image off the 4gb card on to the laptop then i have to drop that on to the 8gb card.. all under usb2.0 then once i have that i can boot off the 8gb card. resize the partition and then attempt to update to the latet version of linuxcnc..
[00:28:19] <minibnz> i guess it could be worse i could be using a spining drive.. that would have failed years ago.. all the vibrations of the mill would have scrapped the platers clean
[00:30:41] <minibnz> just hope i have enough free space to install gparted to make resizing the partition easy.. almost fool proof compared to the cli tools i would have to use..
[01:26:52] <minibnz> oh DD is so slow... 2 hours and its only just half way..
[01:45:31] <Ralith> dd isn't slow, your bus is slow :P
[01:57:24] <minibnz> :)
[02:24:28] <Deejay> moin
[02:34:13] <pink_vampire> hi Deejay
[02:36:45] <pink_vampire> https://www.youtube.com/watch?v=foLsg3g7toU
[04:01:23] <pink_vampire> hi
[04:01:27] <pink_vampire> someone here?
[04:04:41] <kengu> should be
[04:13:27] <pink_vampire> hi
[04:14:00] <pink_vampire> the machine making chips! 1000mm/min in aluminum!
[04:32:43] <MrTrick> how fast in potato?
[04:33:06] * MrTrick prefers climb milled chips - they hold salt better
[05:42:18] <pink_vampire> MrTrick:
http://ustre.am/1qGHt
[05:46:08] <MrTrick> nifty. :-)
[05:49:43] <pink_vampire> you have also something similar, no?
[05:52:49] <pink_vampire> MrTrick: ^
[05:58:33] <MrTrick> no, I have a cheap chinese router.
[06:03:57] <minibnz> it might be cheap but does it work MrTrick?
[06:22:23] <MrTrick> minibnz: it does! Unfortunately it doesn't get much use these days, as I have a hackerspace membership, and access to 3 bigger ones.
[06:32:37] <pink_vampire> http://ustre.am/1qGHt
[06:32:40] <pink_vampire> parting!
[06:33:00] <pink_vampire> clamp with tape!
[06:35:22] <__rob2> right, trying to sort some bits out on my mill, just probed the 4 corners, I probed one, zeroed, then all others are wrt to that, BackLeft/BackRight/FrontRight/FrontLeft 0.000/0.000/-0.008/-0.023
[06:35:23] <__rob2> mm
[06:35:51] <__rob2> what I am trying to sort out is a feelable bump when facing in passes along X direction
[06:37:30] <pink_vampire> __rob2: pics?
[06:38:52] <archivist> between passes, sawtooth form?
[06:39:15] <__rob2> yea
[06:40:20] <archivist> axis of cutter not perpendicular to face exactly
[06:41:57] <__rob2> yea, so I loosened the bolts that hold the mill to the base over hte weekend
[06:42:11] <__rob2> saw some other guy who introduced a ton of twist doing them more then finger tight
[06:42:39] <__rob2> so now just trying to isolate what I can do to get it perpendicular
[06:42:57] <__rob2> its basically the spindle leaning foward or backwards
[06:43:11] <archivist> tramming has a number of aspects, column to base, and axis to column slide, column slide straight over all its travel
[06:43:26] <archivist> play in some axis
[06:44:09] <__rob2> yup, well from the above measurements it seems that the base is drooping at the front
[06:44:23] <archivist> even a loose gib on the Z will allow a lean
[06:44:27] <__rob2> looking at the inspection certificate, but its pretty tricky to see what is what
[06:44:50] <archivist> and is the step measurable
[06:45:09] <__rob2> not on my calipers
[06:45:14] <__rob2> I can feel it though
[06:45:24] <__rob2> and see it in the surface
[06:45:57] <archivist> seeing is natural due to the milled surface
[06:46:19] <__rob2> yea, in the fingers I can feel it though
[06:46:24] <archivist> put a dti on the head traverse the work under
[06:46:39] <pink_vampire> one panel is done
[06:46:40] <__rob2> yea, ok, will do a fresh one and try that
[06:46:47] <__rob2> back in a bit with some measurements!
[06:53:36] <minibnz> __rob2 i used a fly cutter to test my tramming. you gotta do a few passes in each direction on each axis to see what giong on. then i give it a little honning to see what happened
[06:54:09] <__rob2> yet to try the fly cutter
[06:54:16] <minibnz> so two or three passes with moving only X then hone and inspect the repeat that on the Y axis.
[06:54:50] <minibnz> the fly cutter is good because you can open it up and it magnitfies the errors and limits how many passes required to test
[06:55:03] <__rob2> just gonna try this face mill again, then might give the fly cutter a go
[06:55:30] <archivist> wider cut, error more obvious
[06:56:05] <archivist> cheat, cutter covers entire surface in one pass
[06:56:39] <archivist> slight convex/concave if you can see that well
[06:57:46] <minibnz> if i have a test block i set the fly cutter diameter to a bit more than 1/3 the test block width, then do a pass on the edges then the middle and hone then do the middle pass first .then the edges, for both the X and Y axis it lets you see all the combinations of climb milling etc...
[06:58:56] <minibnz> archivist that doesnt test for the problem just hides it :) and if you dont have a mill big enough to do a single pass the what?
[06:59:23] <archivist> I did say cheat
[07:00:06] <archivist> well aware of errors, hence I never face anything on my mill :)
[07:00:12] <minibnz> yes you did.. but he is not using a fly cutter :)
[07:02:20] <Sync> just put a dti in the chuck and measure the tramming
[07:03:47] <minibnz> you also have to do that in reverse too.. with the dial fixed to check the spindle to post to bed tramming too..
[07:03:50] <archivist> that does not measure axis squareness to x/y travel, only top face to Z spindle axis
[07:08:32] <minibnz> finally about 10 hours later i have a 8gb CF card imaged, now to see if it works then i can attempt to resize the partition and upgrade linuxcnc
[07:11:11] <minibnz> well it hasnt failed yet :)
[07:11:29] <minibnz> i have a cursor flashing in the top left corner but thats it..
[07:11:30] <__rob2> https://goo.gl/photos/1R8uuRCNb8zZXfVQ9
[07:11:33] <__rob2> archivist, can you see that ?
[07:11:42] <__rob2> so thats to show the stepover
[07:11:42] <minibnz> oh there we go a ubuntu logo :) yay
[07:12:08] <__rob2> http://i.snag.gy/a6c5n.jpg
[07:12:10] <__rob2> thats the finish
[07:12:15] <archivist> __rob2, can you use a sane picture bin
[07:12:23] <__rob2> its a video
[07:12:26] <__rob2> I can youtube it
[07:12:54] <minibnz> how about a close up with out the coolant gong
[07:12:56] <minibnz> going
[07:13:24] <__rob2> well that was just to show the direction
[07:13:26] <_methods> so you bought a tormach and it's table is that far out
[07:13:41] <__rob2> well
[07:13:57] <_methods> i'd be a bit pissed
[07:13:59] <__rob2> I don't know if my problems are the table
[07:14:04] <Sync> ah well archivist just use an angle and the dti then
[07:14:12] <_methods> you said you measured .023 out
[07:14:17] <_methods> that's f'd up
[07:14:26] <__rob2> yea, mm, but it could be my mounting on the base
[07:14:31] <_methods> ahhhh
[07:14:37] <__rob2> letting it sink
[07:14:41] <_methods> i thought you were measuring imperial
[07:14:47] <_methods> ok so that's not too bad
[07:15:17] <__rob2> https://www.youtube.com/watch?v=cOR8BjLA_9E
[07:16:42] <_methods> that was after you faced it
[07:16:46] <__rob2> yea
[07:17:03] <_methods> that could have been the material movin or the vise moving
[07:17:19] <__rob2> well it happens every time
[07:17:27] <__rob2> the vice is clamped hard
[07:17:29] <archivist> even spring in the column due to a blund cutter
[07:17:32] <_methods> after you face it, it should be flat
[07:17:42] <archivist> blunt
[07:17:47] <__rob2> so that bump is between the 2 passes
[07:17:51] <__rob2> as per the first video
[07:18:41] <__rob2> so does look like the spindle face is not parallel wrt to the table
[07:18:44] <_methods> well your vise looks like it's clamped decent
[07:18:48] <__rob2> like its leaning foward
[07:19:05] <_methods> if you do 3 passes do you have the same issue?
[07:19:18] <__rob2> yea, tried with 1/2 the stepover
[07:19:21] <__rob2> just get 1/2 the error
[07:19:26] <__rob2> bump is still there
[07:19:28] <archivist> do a spring pass to finish up
[07:19:35] <_methods> sounds like some column deflection
[07:19:50] <__rob2> that was 0.5mm facing pass
[07:19:53] <__rob2> I'll run it again
[07:20:10] <_methods> what is the radius on the cutter inserts?
[07:20:14] <archivist> leaning back I expect from blunt cutter, forward is a gib/column error
[07:20:59] <archivist> or axis to column error
[07:21:12] <__rob2> they are new inserts
[07:21:15] <__rob2> 38mm
[07:21:19] <__rob2> diameter
[07:21:29] <_methods> are they button inserts?
[07:21:36] <archivist> need to diagnose which error, and if in the machines spec
[07:22:02] <__rob2> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=31280
[07:22:06] <__rob2> not sure what you call'em
[07:22:18] <_methods> ahh good
[07:22:19] <archivist> I had a cheap machine show the same problem, sold it :)
[07:22:21] <__rob2> they are not all at exactly the same height
[07:22:33] <__rob2> but that shouldn't make a difference as far as I see it
[07:22:36] <_methods> which inserts are you using?
[07:22:40] <__rob2> just 1 of them would cut lower, but lower everywhere
[07:22:42] <_methods> the 31709?
[07:22:54] <_methods> that is aluminum you're cutting right?
[07:23:00] <__rob2> http://www.mitsubishicarbide.net/mmus/enus/rotating_inserts/no_srs/20050811
[07:23:01] <__rob2> these guys
[07:23:02] <__rob2> ytea
[07:23:03] <__rob2> yea
[07:23:06] <__rob2> aluminium
[07:23:32] <_methods> yeah you need to take at least .032" depth of cut
[07:23:56] <_methods> so .5mm won't be fully buryin the cutter radius
[07:24:50] <_methods> i doubt that is the full cause of this issue
[07:26:27] <__rob2> well running across the pass, its higher at the back, then the front
[07:27:04] <__rob2> maybe by 0.0005"
[07:27:18] <__rob2> which suggests the head is leaning foward
[07:27:28] <__rob2> forward*
[07:29:25] <__rob2> I have had 1 crash aswell
[07:29:28] <__rob2> of the face mill, into the vice
[07:29:45] <__rob2> whether that has bent it, but I can't in my head see how that would cause this
[07:29:51] <__rob2> but please correct me if I am wrong
[07:30:31] <__rob2> like if it was bent off axis, I would expect a V groove to be cut
[07:30:38] <_methods> it very well could cause it
[07:30:45] <_methods> you never know what damage a crash can cause
[07:31:04] <Sync> well, you can still see the crosshatch
[07:31:09] <minibnz> man i am hitting roadblocks left right and center... now i need to find a way to resize my boot partition... i cant do it if i boot it from the actual disk so i gotta find a way to resize a etx3 partition on OSX
[07:31:10] <Sync> so the tramming is probably still ok
[07:32:46] <__rob2> right, maybe it is the face mill, I guess the fly cutter is the way to rule that out
[07:36:04] <minibnz> oh i am going to have to take the card and reader to work and do it there its 11pm its bedtime
[07:39:49] <_methods> i used to use these mitsubishi cutters when i needed a good finish in copper/brass/aluminum
[07:39:52] <_methods> https://www.mitsubishicarbide.com/EU/West/product/pdf/b027e.pdf
[07:41:13] <minibnz> ooooohhhh soooo shinny...
[07:41:31] <_methods> yeah they'll leave a mirror finish on brass and copper
[07:41:36] <_methods> mainly what i used them for
[07:41:50] <_methods> but they work great on aluminum too if you need a good finish face milling
[07:41:54] <minibnz> they belong in a trophy cabinet somewhere not next to my mill...
[07:42:57] <_methods> hahah
[07:43:17] <_methods> i sure as hell don't have any sitting in my garage next to my little chinese shit pile
[07:43:52] <minibnz> yeah now thats turd meets polish :)
[07:44:06] <_methods> well for $500
[07:44:15] <_methods> kinda hard to beat for plinkin around at the house
[07:44:40] <_methods> another $300-400 for steppers/drivers/computer
[07:44:43] <minibnz> i am surprised how nice my mill has turned out to be.. it cost me $950au
[07:44:46] <_methods> and good to go
[07:45:19] <_methods> yeah less than $1k and you have a passable cnc that will kinda cut steel lol
[07:45:21] <minibnz> and then spent about another 1500 on upgrades... now its time to buy tooling (ie collet tool holders for the changer)
[07:46:45] <minibnz> upgrades now include a cabinet for coolant and ballscrews and steppers all round and a mesa card i have yet to purchase... next pay.. i hate monthly pay until its payday that is..
[07:47:13] <minibnz> two more weeks :)
[07:47:16] <_methods> hahah
[07:47:21] <_methods> wow you get paid 1x a month?
[07:48:06] <minibnz> yeah electronics industry in australia all do it. i have only had two jobs where they paid me weekly or fortnightly..
[07:48:14] <_methods> wild
[07:48:30] <_methods> woudln't really bother me but i know a lot of people that would kill
[07:48:43] <minibnz> its kinda good as long as you pay all your bills and have them timed monthly too..
[07:48:49] <_methods> yeah
[07:49:10] <minibnz> i have a habit of spending until i have to live like a pauper for the last week
[07:49:16] <_methods> i use my credit card to pay all my bills then pay that off at the end of every month
[07:50:10] <minibnz> that and i just got a new job. and came in late to the pay cycle .. after 8 weeks of drinking between jobs :)
[07:51:08] <minibnz> i am now getting to the point where i can not order shit on ebay and still have walking around money i can spend :P
[07:51:41] <minibnz> but come pay day.. wooot.. drinks will be on me :) this job pays me twice my last job :)
[07:52:15] <minibnz> and i still dont have to take off my clothes to earn that...
[07:54:59] <pink_vampire> hi
[07:55:12] <minibnz> hi
[07:55:15] <jdh> could go for 3x without clothes? or 1/3x maybe
[07:55:33] <minibnz> depends on the co workers :)
[07:55:50] <pink_vampire> 3 panels done
[07:56:06] <minibnz> what are they i was watching the feed befroe
[08:06:30] <pink_vampire> I was the panels
[08:07:29] <pink_vampire> that*
[08:21:28] <jdh> be the panels
[08:23:45] <pink_vampire> jdh: hehe.. with the chips that fly all over.. I'm sure now I have significant amount of aluminum in my body.
[08:24:13] <jdh> never work around the mill in open shoes
[08:28:02] <SpeedEvil> Never solder without underpants.
[08:31:15] <pink_vampire> what about dress?
[08:31:19] <pink_vampire> heels?
[08:31:27] <__rob2> right, so I can measure mabey 0.001-0.002" higher at the front of my table than the back
[08:31:33] <__rob2> which would cause my face mill issue
[08:31:34] <pink_vampire> jdh: ^
[08:32:05] <__rob2> I've tried jacking the front of the mill way up, and the back
[08:32:11] <__rob2> to see if this makes any difference
[08:32:16] <__rob2> which it doesn't
[08:32:41] <__rob2> the base to head seems solid, so it must be in the actual Z axis
[08:32:58] <__rob2> or should i wait, for any bend in the cast iron to settle ?
[08:33:18] <__rob2> I mean, I have no idea if those kind of readings could be caused by warp in the base
[08:33:27] <__rob2> or not
[08:42:29] <MattyMatt_> are the Z gibs tight?
[08:43:44] <MattyMatt_> is the Z under the table or just on the column? it's the one underneath I'm thinking if it's there
[08:44:16] <__rob2> I've not adjusted the gibs
[08:44:20] <__rob2> they are set from tormach
[08:44:28] <__rob2> what do you mean under the table ?
[08:44:33] <MattyMatt_> nm, you said higher at the front. saggy table would be lower
[08:44:39] <__rob2> yea
[08:45:17] <__rob2> higher at front
[08:45:19] <archivist> loose Z gib would let the head sag
[10:13:37] <__rob2> right, gib adjustment seemed to do nothing
[10:14:09] <archivist> do you have a box level?
[10:14:57] <archivist> this sort of thing
http://www.collection.archivist.info/archive/DJCPD/PD/2010/2010_04_15_Levels/IMG_0588.JPG
[10:16:38] <DaViruz> slot processors!
[10:16:42] <DaViruz> almost forgotten about those
[10:33:56] <__rob2> no, got no nice level
[10:39:18] <archivist> useful for checking column to table
[10:40:44] <__rob2> how does that work ?
[10:40:50] <__rob2> run a dial indicator along the top or something ?
[10:42:44] <archivist> they are accurate so place between items to be checked
[10:44:56] <archivist> the bubble on that one is .001" in 10"
[10:45:18] <archivist> somewhat better that the sawtooth you are seeing
[10:45:27] <archivist> that/than
[10:53:12] <archivist> I used a clinometer when I built mine
[12:25:15] <maxcnc> hi all
[12:26:22] <maxcnc> Rain here the whole day
[12:34:15] <FinboySlick> archivist: So that's what you use to make sure those Pentium 2 chips are level.
[12:35:29] <archivist> this for P2
http://www.collection.archivist.info/archive/DJCPD/PD/2010/2010_04_15_Levels/IMG_0596.JPG
[12:36:19] <archivist> never found out what it was designed for
[12:36:57] <FinboySlick> archivist: I started parsing ebay for autocollimators the other day. You know, on the off chance that I ever get to work on making my mill straight and square.
[12:38:19] <FinboySlick> The collimator is just one piece though, then you also need a proper mirror. Those aren't as easy to find.
[12:40:20] <archivist> there were some mirrors the other week but missed out
[12:40:58] <archivist> I did get one part of a laser interferometer setup :)
[12:41:30] <archivist> may take the rest of the century to get the rest of the kit
[12:43:13] <archivist> the part I got is an HP straightness adapter, basically a beam splitter
[12:44:00] <archivist> thinking a laser pointer and a mirror might help
[12:46:24] <archivist> at last information
http://www.iwm.org.uk/collections/item/object/30025312
[12:48:17] <FinboySlick> That's identical to yours.
[12:53:13] <archivist> also found one sold on ebay for £30 ish
[12:55:04] <maxcnc> Polymorphism: order out ?
[13:03:46] <Sync> archivist: the hp interferometers are not terribly expensive used
[13:04:09] <archivist> Sync, if you have a job and a wage
[13:04:30] <maxcnc> im off GN8
[13:07:11] <spuuser1> record lathes?
[13:08:10] <Sync> well, of course archivist
[13:10:29] <spuuser1> what is CNC
[13:10:31] <spuuser1> im noob
[13:11:01] <djdelorie> computer numeric control
[13:11:21] <archivist> http://linuxcnc.org/
[13:21:16] <Tom_itx> how to do a sectional cut for SW for a drawing file
[13:21:27] <Tom_itx> ?
[13:22:28] <FinboySlick> Tom_itx: I think you create a view for that. It'll ask for you to draw a section line in its parent view.
[13:22:50] <Tom_itx> ahh that's right
[13:22:53] <FinboySlick> Tom_itx: It's been quite a while though, sorry I don't have SW handy here to give precise steps.
[13:23:03] <Tom_itx> i don't do it often either
[13:23:11] <Tom_itx> i'll figure it out
[13:24:58] <archivist> there is a [ looking button somewhere
[13:25:25] <Tom_itx> done.
[13:28:58] <Jymmm> Open Bracket --> [ Just above ENTER key
[13:30:56] <scoofy> right next to P
[13:34:07] <Polymorphism> maxcnc, not yet. I think I'm getting raptor.
[13:34:59] <Tom_itx> Polymorphism you should get a delta cnc
[13:35:06] * Polymorphism googles
[13:35:35] <Polymorphism> I saw this style... doesnt seem very common?
[13:35:44] <Tom_itx> https://www.youtube.com/watch?v=5MOSnFSx8JQ
[13:35:45] <djdelorie> hard to keep the precision up
[13:36:02] <Tom_itx> no but it'll give him something else to ponder
[13:36:24] <Polymorphism> just what I need xD
[13:36:25] <Polymorphism> more choices
[13:36:34] <djdelorie> is it now a game to see how long we can keep him from ordering? ;-)
[13:37:02] <Tom_itx> guy at the lab is building a delta printer
[13:37:10] * djdelorie has a delta printer
[13:37:12] <Polymorphism> well on the forums, they said go with the raptor or the x6-2200l
[13:37:12] <scoofy> what is a delta printer?
[13:37:16] <Polymorphism> so thatrs what I'm going to do
[13:37:21] <Polymorphism> scoofy its very cool google it
[13:37:36] <djdelorie> scoofy: see
http://www.seemecnc.com/products/rostock-max-complete-kit for example
[13:37:38] <Polymorphism> https://www.youtube.com/watch?v=5MOSnFSx8JQ
[13:38:05] <Polymorphism> is a 3d printer less expensive to buy than a cnc>
[13:38:06] <Polymorphism> or build
[13:38:18] <Polymorphism> seems like it would be
[13:38:42] <Tom_itx> https://www.youtube.com/watch?v=DJt2tGszp6U
[13:39:06] <Polymorphism> yes
[13:39:10] <Polymorphism> I've seen this a lot for pick and place
[13:39:15] <Polymorphism> it's faster?
[13:39:17] <Polymorphism> is that the advantage
[13:39:20] <Polymorphism> and more z travel
[13:39:37] <Tom_itx> it's just the cool factor
[13:40:30] <djdelorie> yeah, it's kinda mesmerizing to watch mine print...
[13:41:55] <Tom_itx> https://www.youtube.com/watch?v=zSUQvTvmhtk
[13:42:13] <Polymorphism> I need wire EDM
[13:42:17] <Jymmm> djdelorie: I like watching my laser like that. Bit different in that thee is no "mechanical" tool doing the work, and you can't "see" the light (most of the time).
[13:42:58] <scoofy> 'delta' refers to the configuration of three 'arms' hanging from the top?
[13:43:01] <Polymorphism> https://www.youtube.com/watch?v=J4CGqzhOXpA
[13:43:03] <Polymorphism> scoofy, yes
[13:43:15] <Polymorphism> I guess
[13:43:19] <scoofy> looks pretty cool!
[13:43:28] <Polymorphism> I dont think this stryle is as good for my needs, but is nice
[13:43:31] <scoofy> seems it is quite capable
[13:44:12] <Polymorphism> https://www.youtube.com/watch?v=pBueWfzb7P0
[13:44:13] <Polymorphism> soooo good
[13:46:57] <scoofy> hmm
[13:47:02] <scoofy> that's like cutting styrofoam with a hot wire
[13:47:46] <Polymorphism> that first part is crazy
[13:47:48] <Polymorphism> the way it fits together
[13:47:59] <Polymorphism> could use this for cutting gerotor I bet
[14:18:00] <scoofy> looks like awesome precision
[14:19:32] <Polymorphism> http://www.cncguns.com//images/HK416%20lower%20clone%20finished%20by%20HK996-4.jpg
[14:19:40] <Polymorphism> wow
[14:19:49] <Polymorphism> after polishing, ofc xD
[14:20:31] <scoofy> O_o
[14:26:48] <CaptHindsight> _methods: now Patty Duke and Vanity
[14:33:09] <_methods> lol
[15:02:08] <Polymorphism> http://www.tormach.com/product-pcnc-440.html
[15:04:48] <Lowridah> yesterday i spent a number of hours joining parts of the fosscad bolt ar15 lower receiver (it's like, 10 pieces) into two halves but only got half done
[15:05:04] <Lowridah> i kept trying to mill them out of aluminum but i'm having a hell of a time with my z axis skppipng
[15:05:50] <Lowridah> if this wasn't just a hobby i'd want to cash in some stock and just buy a tormach
[15:09:06] <Polymorphism> thats genius...
[15:09:13] <Polymorphism> I was just having that exact thought process
[15:09:33] <Polymorphism> not enough z travel on the average desktop router to cut the buffer tube + tap it
[15:09:35] <Polymorphism> this is the solution?
[15:11:11] <Polymorphism> http://1.bp.blogspot.com/-Sg4LfCI1_ms/T0qdEHeOKXI/AAAAAAAADjQ/YNSqueDSoZs/s1600/IMG_3123-e1329168748378-400x600.jpg
[15:11:20] <Polymorphism> that operation woulkdnt be possible on a lot of desktop routers, need a mill
[15:11:35] <Polymorphism> ~7" z clearance
[15:11:39] <Polymorphism> more really
[15:11:46] <SpeedEvil> Polymorphism: shiny
[15:11:55] <SpeedEvil> (the tormach)
[15:12:05] <Polymorphism> its tempting for sure
[15:12:11] <Polymorphism> preorder though
[15:12:27] <Polymorphism> and obviously way more than I want to spend
[15:13:24] <_methods> i found someone local selling an old south bend 7" shaper
[15:13:31] <_methods> i hope he hasn't sold it yet
[15:13:35] <_methods> $700
[15:13:52] <Polymorphism> not bad at all
[15:14:04] <_methods> looks like it's in good shape too
[15:14:08] <_methods> lol
[15:14:09] <Lowridah> Polymorphism: i'm printing the buffer tube adapter
[15:14:12] <_methods> shapers in good shape
[15:14:15] <_methods> hahah
[15:14:19] <_methods> http://images.craigslist.org/00W0W_3nfRGLFUTZV_600x450.jpg
[15:14:20] <Lowridah> but the bolt STL files has a machinable file
[15:14:42] <FinboySlick> _methods: What a cute little thing.
[15:14:51] <Lowridah> i got the idea from someone that did an ar15 lower in 3 piece in delrin
[15:14:56] <_methods> yeah
[15:15:05] <_methods> i got my fingers crossed
[15:15:11] <Lowridah> i have more than enough delrin, it's just 1.5" thick and i don't want to machine off 3/4 of an inch
[15:15:16] <FinboySlick> _methods: Be sure to stop it before you lean down to look at the face. A punch in the face from one of those is still going to give you a black eye.
[15:15:22] <_methods> hahah
[15:15:22] <Polymorphism> what are you using for a machine Lowridah
[15:15:30] <Lowridah> Polymorphism: shapeoko 3
[15:15:30] <_methods> clapper box to the forehead
[15:15:56] <Polymorphism> Lowridah, how do you like it? I've considered that machine
[15:16:21] <Lowridah> Polymorphism: i'd like it a lot more if the Z axis didn't suck like it does, it's a closed belt instead of a leadscrew
[15:16:27] <_methods> i'll be able to make a good bit of money off that thing just from my shop
[15:16:31] <_methods> doing blind keyways
[15:16:43] <Polymorphism> Lowridah,
[15:16:45] <Lowridah> at least on mine it's too slack, i need to disassemble it today and put a tensioner spring on the belt
[15:16:53] * Polymorphism takes a look
[15:17:12] <Lowridah> but the linear motion is really nice on both the x and y axis, way better than some makerslide or an ox
[15:17:21] <Polymorphism> better than ox you say?
[15:17:31] <Lowridah> as far as linear motion, i think so
[15:17:38] <FinboySlick> _methods: How would you setup a blind keway? Won't your chip all mush up at the bottom corner of the keyway?
[15:17:40] <Lowridah> the extrusions are just immense with no deflection
[15:17:45] <Lowridah> the envelope is just a bit too small
[15:18:02] <_methods> no idea lol
[15:18:11] <_methods> i've never done a blind keyway on one before
[15:18:14] <Polymorphism> Lowridah, would you buy it again if you were shopping today?
[15:18:14] <_methods> but i know you can do it
[15:18:28] <Polymorphism> for routing alu 2-4mm thick, cutting guitar body from hardwood 3d, etc
[15:18:41] <Lowridah> Polymorphism: yea, for the price point i don't think a 6040 would be much better and would require a lot of mods
[15:18:59] <_methods> FinboySlick:
https://www.youtube.com/watch?v=nxQpzSh8DgY
[15:19:06] <Lowridah> my problem is i'm trying to machine kinda thick aluminum
[15:19:15] <Polymorphism> Lowridah, what about the x6 unit?
http://www.omiocnc.com/x6-2200l-3a/ it's $2500 shipped thou so more than shapeooko
[15:19:32] <Polymorphism> those x y rails do look nice on shapeooko 3
[15:19:41] <Lowridah> i kinda wish i had bout one or a harbor freight mill and converted it
[15:19:49] <Polymorphism> an x6?
[15:19:54] <Lowridah> i just didn't really know the process when i purchased, so it was nice just getting a turnkey machine
[15:19:57] <Lowridah> yes
[15:19:58] <Polymorphism> I saw that hf mill
[15:20:03] <Lowridah> https://www.youtube.com/watch?v=3e_a5T_xwPA
[15:20:07] <Lowridah> there's mine
[15:20:10] <Polymorphism> http://www.xzerocnc.com/raptor.htm
[15:20:20] <Polymorphism> the reason I ask, I'm about to buy a machine
[15:20:27] <Polymorphism> for 3k or less, trying to find th ebest deal
[15:20:31] * Polymorphism goes to watch video
[15:20:58] <Lowridah> for $3k you can likely get quite a bit better machine
[15:21:01] <Polymorphism> I'm very close to buying raptor, just worried about small work area. the raptor I can afford is 12.5x30x5.5"
[15:21:08] <Polymorphism> $2500 shipped
[15:21:12] <Polymorphism> not sure if its worth the extra over
[15:21:14] <Polymorphism> shapeoko 3
[15:21:15] <Polymorphism> or x6
[15:21:15] <FinboySlick> _methods: I guess it helps to have the tool pointing upward but I still can't imagine that you don't have stray chips getting all smashed up at the bottom.
[15:21:30] <Polymorphism> I would be trading precision + power for larger work area mayube? o
[15:21:43] <Polymorphism> that looks like it cuts al nicely
[15:21:49] <_methods> FinboySlick: yeah i was thinking that too but hell if i know
[15:22:02] <Lowridah> it does cut al okay, you just need to get the z belt night and taught
[15:22:05] <_methods> i used a shaper one time in college and that was it
[15:22:08] <Lowridah> which i don't have fully dialed in yet
[15:22:19] <Lowridah> i don't think it's got near the precision of an 'acutal' machine though
[15:22:33] <Polymorphism> do you think it could cut a pcb ?
[15:22:35] <FinboySlick> _methods: They're very elegant if a tad slow. Linear lathe.
[15:22:36] <Lowridah> i haven't spent more than 30 hours cutting with it yet so i'm a bad judge
[15:22:37] <_methods> but i've been looking for one of these little shapers for awhile
[15:22:40] <Lowridah> yea it'd cut PCB easily
[15:23:06] <Lowridah> there's a number of projects on the shapeoko forum where people do it
[15:23:08] <Polymorphism> lots to thunk about.. hmm
[15:23:12] <Polymorphism> I'll go check those forums
[15:24:07] <_methods> FinboySlick: i plan on makin some nice dovetail straight edges with it for scraping dovetail ways
[15:24:12] <FinboySlick> _methods: Though proper CNC mills nowadays make them obsolete, I imagine with a beefy enough mill and an indexable spindle, you could 'shape' cutting both ways with an insert tool.
[15:24:43] <_methods> i'll probably mainly use it for cutting keyways though
[15:25:02] <FinboySlick> _methods: They tend to slope a bit on long strokes.
[15:25:35] <FinboySlick> You can get a couple thou z difference from start to end of stroke.
[15:26:10] <_methods> yeah if nothing else their cool looking when they run lol
[15:26:55] <FinboySlick> It'd be entirely pointless, but making a servo-controlled shaper with linear ways would be cool ;)
[15:27:45] <_methods> hehe
[15:28:22] <FinboySlick> Instead of a clapper, you set up a tool that spins 180° and cut both ways.
[15:28:45] <FinboySlick> (for roughing, you finish cutting a single way)
[15:29:28] <_methods> high speed shaper lol
[15:30:18] <FinboySlick> MrPete was talking about them in one of his videos, said the large ones would give you 1lbs chips.
[15:31:03] <FinboySlick> A pound of steel per stroke must be pretty awesome to watch.
[15:31:26] <_methods> my father in law did his apprenticeship with GE in the 40's and all the apprentices got all of the shapers in teh shop in sync one day
[15:31:31] <_methods> they almost collapsed the building
[15:31:48] <_methods> lol
[15:32:20] <FinboySlick> Ah the good old days.
[15:32:38] <_methods> machine shop pranks lol
[15:33:38] <FinboySlick> Just did a google image search for 'large shaper'. It's full of women in underwear :P
[15:33:45] <_methods> hahahah
[15:34:49] <FinboySlick> http://www.practicalmachinist.com/vb/attachments/f19/115910d1409446450-large-cincinnati-shaper-sale-texas-_57.jpg was hidden in the lot though.
[15:35:19] <_methods> yeah i don't have room for that in teh garage
[15:35:20] <_methods> heh
[15:35:20] <FinboySlick> Back when men were men.
[15:38:35] <_methods> yeah i love old iron
[15:39:15] <_methods> kills me going to auctions seeing people buy it up to scrap it
[15:47:13] <Polymorphism> pink_vampire|2, I pm you
[15:49:00] <Polymorphism> _methods,
http://nh.craigslist.org/tls/5452417616.html
[15:49:02] <Polymorphism> what do you think
[15:49:23] <Tom_itx> buy it
[15:49:46] <_methods> better than a 6040 lol
[15:49:50] <Polymorphism> oh crap says control needs repair...
[15:49:53] <Polymorphism> it does look very nice though
[15:49:59] <Tom_itx> so
[15:50:10] <_methods> linuxcnc...........
[15:50:11] <Tom_itx> that's the kind of thing you're looking for instead of some damn toy
[15:50:21] <_methods> throw the control away
[15:50:34] <_methods> anilam trash
[15:52:08] <Polymorphism> hmm
[15:52:12] * Polymorphism goes to research more
[15:52:27] <malcom2073> Polymorphism: How's that gonna fit in your apartment?
[15:52:36] <Polymorphism> it wont, I have a shop as well
[15:52:43] <malcom2073> Ah there ya go
[15:52:51] <Polymorphism> so I'm considering someting larger
[15:53:06] <Polymorphism> more to consider it would seem
[15:53:28] <Polymorphism> the 9" x48"
[15:53:30] <Polymorphism> is that my work area
[15:54:33] <Lowridah> if i had the space and dough i'd have went that route instead
[15:54:34] <Tom_itx> even has glass scales
[15:54:37] <malcom2073> I don't remember how brigeports list their sizes. On my mill at least, "table size" is the physical size of the flat surface, travel being more in the Y and less in the X
[15:54:50] <Lowridah> aluminum makes a massive mess in a living room one way or another
[15:55:02] <Polymorphism> http://www.workshopaddict.com/forum/machining-cnc-manual/5616-30x60-cnc-router-assembly-build.html
[15:55:10] <Polymorphism> I just found this detailed build thread of the xzero cnc as well
[15:55:16] <Tom_itx> Lowridah, just don't machine in your slippers
[15:55:17] <FinboySlick> _methods: I imagine you have no room for this one either...
http://inv.gibbsmachinery.com/q/webinv/003000=p,4634,0G1703,,p,,,20185878,b
[15:55:21] <Polymorphism> maybe it gives someone a better idea of if its worth the cash
[15:55:27] <Polymorphism> for ther smaller desktop route if I go that way
[15:55:34] <_methods> FinboySlick: no
[15:55:35] <_methods> lol
[15:56:00] <_methods> that thing is a beast
[15:56:16] <malcom2073> Holy hell, look at the throw on that, I'll bet it can do some bigass gears
[15:56:19] <Tom_itx> naw, that would fit nicely in a 2nd floor apt
[15:56:23] <malcom2073> 100"
[15:56:32] <Polymorphism> thats insane...w
[15:56:32] <Polymorphism> tf
[15:56:50] <malcom2073> I wondered how they do huge gears
[15:56:53] <Polymorphism> thats legendary
[15:56:56] <Polymorphism> its been running since 1951???
[15:57:17] <malcom2073> Polymorphism: 1951 is fairly new for old iron :P
[15:57:23] <_methods> heh my horizontal is from 1938
[15:57:33] <Tom_itx> nearly as old as you
[15:57:38] <malcom2073> Snap
[15:57:39] <_methods> hahah
[15:57:57] <malcom2073> Where's archivist when you need him, to tell us about his 1800's machines
[15:58:22] <jdh> I'm trying to change the IP of a device from 1993
[15:58:35] <_methods> hahah
[15:58:39] <Polymorphism> I suppose a well made machine maintained properly could last a very long time
[15:58:40] <malcom2073> "What's the MAC address?" "2"
[15:58:40] <Polymorphism> wow
[15:58:58] <_methods> you have to use the punch tape to change the IP
[15:59:50] <jdh> you have to access it by mac
[16:00:09] <jdh> then load via serial
[16:00:49] <jdh> It seems to have bricked itself halfway through the download
[16:01:18] <Polymorphism> https://www.youtube.com/watch?v=KZ-Auy9DjDI
[16:01:20] <Polymorphism> xzero cnc
[16:02:31] <jdh> buy something already
[16:02:37] <_methods> lol
[16:03:08] <malcom2073> Future machine accident victim, caught on tape!
[16:03:16] <malcom2073> If he were to fall off and have the gantry roll over him.... heh
[16:03:48] <Polymorphism> lol
[16:04:01] <FinboySlick> I can't see this being any good for the little bearing balls either.
[16:06:14] <Polymorphism> someone needs to try it with a 6040 xD
[16:06:24] <Lowridah> aren't the bearings 608s or something standard?
[16:06:35] <Lowridah> I mean, you can put a hell of a lot of weight on four 608 bearings
[16:08:25] <Polymorphism> https://www.youtube.com/watch?v=T7V7pruUyfQ&t=1m55s
[16:08:29] <Polymorphism> is that really a "finite" amount?
[16:09:15] <Lowridah> Polymorphism: did you see the linked video
[16:09:16] <Lowridah> https://www.youtube.com/watch?v=iOgS626gK1Y
[16:09:30] <Polymorphism> l;et me take a look
[16:09:37] <Lowridah> the guy tht did that one sells endstop kits, i ended up just printing out approximations
[16:09:49] <Lowridah> it's impressive how well he runs such a cheap little machine
[16:10:39] <Polymorphism> that looks pretty nice....
[16:10:48] <Polymorphism> is that an upgrade?endstop kits?
[16:10:58] <Lowridah> yea they don't come by default
[16:11:05] <malcom2073> Heh that chatter!
[16:11:10] <FinboySlick> Is it just the nature of the beast or could he have trammed this better? Looks like he's leaving grooves at the bottom.
[16:11:15] <Lowridah> everyone sells the kits for $70 or so but it's $5 in switches
[16:11:48] <Polymorphism> people talk about chatter
[16:11:50] <Polymorphism> and yues I hear it..
[16:11:52] <Polymorphism> but does it matter?
[16:11:54] <Polymorphism> what does it mean
[16:11:56] <Polymorphism> other than a bad sound
[16:12:01] <Lowridah> yea it does, its bad on the endmill itself
[16:12:05] <Polymorphism> thats it?
[16:12:05] <Lowridah> not to mention tolerances
[16:12:06] <Polymorphism> thats all?
[16:12:11] <Lowridah> i theenk
[16:12:14] <Polymorphism> endmills dont look that expensive...
[16:12:15] <Lowridah> i'm not an expert
[16:12:16] <FinboySlick> It leaves bad finish.
[16:12:17] <Connor> Also typically means bad finish.
[16:12:20] <Polymorphism> ah
[16:12:25] <malcom2073> Tooling can be your biggest expense heh
[16:12:35] <Polymorphism> for me I hope not
[16:12:38] <Polymorphism> cutting 2-4mm al
[16:12:41] <Polymorphism> + engraving + pcb cut
[16:12:45] <Polymorphism> maybe 3d guitar carve
[16:12:48] <Polymorphism> if I get a larger neough machine
[16:12:48] <malcom2073> PCBs tear apart endmills
[16:12:50] <Polymorphism> I will make a strat
[16:12:57] <malcom2073> fortunatly, you can get them in packs from ebay for fairly cheap
[16:13:03] <Lowridah> i'd still buy a better machine if you can afford it though, the so3 is neat as a desktop cutter but it's pretty limited
[16:13:27] <Lowridah> i don't regret it, i just need to adjust my expectations
[16:13:37] <Polymorphism> http://www.amazon.com/gp/product/B00EQ1WI2C/ref=s9_simh_gw_g469_i5_r?ie=UTF8&fpl=fresh&pf_rd_m=ATVPDKIKX0DER&pf_rd_s=desktop-1&pf_rd_r=1RQRRDBXC7KW92A59KC0&pf_rd_t=36701&pf_rd_p=2437869742&pf_rd_i=desktop
[16:13:38] <Polymorphism> pcb
[16:13:47] <Polymorphism> not a bad price =D
[16:14:02] <Polymorphism> Lowridah, I need to carefully consider what you'ver just said
[16:14:10] <Lowridah> i bought these personally
[16:14:10] <Lowridah> http://www.amazon.com/Autek-Titanium-Carbide-Engraving-J3-3001Tix10/dp/B00HC98K2C?ie=UTF8&psc=1&redirect=true&ref_=oh_aui_detailpage_o01_s00
[16:14:13] <Lowridah> but haven't used them
[16:14:25] <Polymorphism> Lowridah, if you were me would you give up larger work area of the shaepoko for rigidity of the xzero raptor?
[16:14:37] <Polymorphism> and if yuou needed more work area, would you pick x6-2200l over hsapeoko 3 if you had the extra cash
[16:14:38] <Lowridah> i work for amazon so i buy all my tooling there to get the 10% discount heh
[16:14:44] <Polymorphism> nice =D
[16:14:55] <Polymorphism> those you linked look better
[16:15:25] <Polymorphism> because gold
[16:15:39] <Polymorphism> ti coat hmm
[16:16:51] <Polymorphism> Lowridah, those 2 questions are what I'm struggling with
[16:20:01] <Polymorphism> .9950" on his test piece
[16:20:03] <Polymorphism> https://www.youtube.com/watch?v=T7V7pruUyfQ
[16:20:13] <Polymorphism> odd way to fixture it though?
[16:20:20] <Polymorphism> he cant cut it out clean why not glue to spoilboard
[16:20:26] <Polymorphism> or some other way
[16:20:56] <Polymorphism> so shaepoko can cut al accurate to at least .005"
[16:21:00] <Polymorphism> is that right?
[16:25:08] <Deejay> gn8
[16:48:03] <Lowridah> Polymorphism: maybe.... there aren't enough people documenting their success. i haven't mic'd anything i've cut so far
[16:54:33] <CaptHindsight> https://www.isel.com/germany/de_en/flachbetteinheiten.html
[16:55:37] <CaptHindsight> https://www.isel.com/germany/de_en/flatcom-serie-m.html
[16:55:45] <malcom2073> My dad has one of their older davinchi machines... it's pretty damn nice
[16:56:19] <Lowridah> and it still davinches?
[16:56:19] <CaptHindsight> https://www.isel.com/germany/de_en/overhead.html
[16:57:10] <CaptHindsight> http://www.techno-isel.com/tic/Gantries.htm
[16:58:15] <CaptHindsight> https://www.aerotech.com/product-catalog/gantries.aspx
[17:02:23] <sabrex> the shapeoko isn't very rigid. .005 would just be stepper/screw positional accuracy. it doesnt take into account the large amount of flex you'll get when milling aluminum
[17:04:37] <CaptHindsight> http://www.macrondynamics.com/linear-robot/mgs-14h
[17:07:18] <MrSunshine_> https://www.youtube.com/watch?v=C9kfd8d8S48 yey got the "X1" up and running again after the gears got trashed in the original gearbox =) and i know that one insert isnt sitting right :P
[17:08:48] <malcom2073> MrSunshine_: Nice, and yeah I recognize that insert sound :-D
[17:09:11] <MrSunshine_> the little X1 has become quite the beast with my modifications =)
[17:09:19] <malcom2073> Damn that spindle is quiet
[17:09:36] <MrSunshine_> only running at 17hz there
[17:09:55] <malcom2073> I have a varidrive, so I'm constantly amazed how quiet spindles are in comparison heh
[17:11:00] <CaptHindsight> http://www.cncrouterparts.com/benchtop-pro-cnc-machine-kit-p-314.html
[17:11:18] <gregcnc> if you can't beat em join em?
[17:11:50] <CaptHindsight> I'm tired of seeing links to krappy routers
[17:12:16] <CaptHindsight> the same junk
[17:13:22] <CaptHindsight> http://romaxxcncrouters.com/store#!/Romaxx-CNC-Router-Special-Packages/c/2363054/offset=0&sort=normal
[17:13:53] <CaptHindsight> why come they can't take his money?
[17:14:53] <CaptHindsight> http://xyzgantry.com/xyzgantry/xyzgantry.aspx
[17:14:54] <gregcnc> indecision
[17:15:20] <CaptHindsight> he can't afford anything good
[17:15:40] <CaptHindsight> it's just choosing the best of the lesser
[17:16:12] <gregcnc> right
[17:17:03] <CaptHindsight> they are all poorly constructed, it doesn't matter which one, there will be problems with it
[17:17:19] <CaptHindsight> you have to know how to fix it
[17:17:36] <sabrex> the shopbot v bearings are questionable
[17:18:00] <CaptHindsight> it's like discussing how to swim without ever jumping in the water
[17:18:04] <gregcnc> quality, rigidity, accuracy, cost moeny
[17:18:44] <CaptHindsight> and all you have are 2ft deep wading pools to choose from
[17:18:47] <gregcnc> money even. and if he actaully suffers through one of those machines and makes a decent product and figures out how to really machine it will be replaced ASAP.
[17:19:00] <CaptHindsight> exactly
[17:19:14] <sabrex> all spacecraft engineering is done by people who have never gone to space
[17:19:27] <gregcnc> even diehard Tormach guys joke about tormachs after they are succesful and move to even 20 YO robodrills
[17:20:51] <gregcnc> space engineering costs how much and how many iterations and failures?
[17:20:58] <CaptHindsight> is that like executing people without ever killing yourself first?
[17:22:11] <CaptHindsight> oh I know, or how cows never make ice cream
[17:22:14] <gregcnc> I appreciate the idea of what he's doing. i built a crappy mill, based on good slides and a crappy spindle
[17:22:31] <gregcnc> But I wasn't trying to make moeny at the time
[17:23:11] <gregcnc> today, it's obvious that time and money would have been much better spent on a real machine
[17:23:22] <sabrex> good mills are expensive. might as well be talking about spacecraft expensive when looking at a real mill
[17:23:27] <gregcnc> or a jobshop
[17:23:52] <CaptHindsight> where can you find a cheap spacecraft?
[17:24:01] <sabrex> india
[17:24:07] <gregcnc> DIY space craft
[17:24:08] <CaptHindsight> Soviet Surplus Store?
[17:24:25] <gregcnc> just amke sure you get it right the first time
[17:24:26] <CaptHindsight> India makes cheap sandals
[17:24:36] <CaptHindsight> and rugs
[17:24:53] <CaptHindsight> and dysentery
[17:24:54] <sabrex> they also make cheap lunar probes
[17:25:02] <sabrex> 90 million
[17:25:27] <CaptHindsight> they have been making dysentery for much longer, why I trust them
[17:26:01] <sabrex> cuz you cant afford the money to get a real disease
[17:26:20] <CaptHindsight> now If they made cheap cows that made ice cream I'd be impressed
[17:26:54] <gregcnc> there is little demand for cows so i suspect cows are cheap
[17:27:54] <CaptHindsight> most cows are pretty laid back
[17:31:00] <CaptHindsight> http://www.fisnar.com/products/assembly-line-robots/f9000n-series
[17:31:32] <CaptHindsight> these can even solder
http://www.fisnar.com/products/soldering-robotics
[17:33:33] <CaptHindsight> http://machinedesign.com/motion-control/five-heavy-duty-gantry-alternatives
[17:33:38] <sabrex> is it cheaper than a minimum wage worker though?
[17:35:15] <CaptHindsight> cheaper meaning lower cost per unit time or selfish bastard?
[17:36:19] <sabrex> the first one
[17:42:18] <gregcnc> www.ebay.com/itm/111944561354
[17:44:17] <sabrex> wow
[17:44:32] <sabrex> that thing could be in the backgroud of the original star trek
[17:50:41] <CaptHindsight> 1.3 Magnetic Tape Cassette Unit The cassette unit is designed to accept standard Compact Cassettes C60. Use cassettes marked "SM" (for security mechanism), e.g. BASF Ferro Super LH (SM). The
[17:50:41] <CaptHindsight> writing or reading time is approx. 15 sec for 1000 data blocks. Insert cassettes with full spool
[17:50:41] <CaptHindsight> towards the rear of the machine to avoid time consuming rewinding processes.
[17:51:21] <CaptHindsight> i can almost smell the quality from here
[17:51:25] <sabrex> is the casette unit for mp3s?
[17:52:08] <sabrex> where can i buy a usb stick to casette adapter
[17:52:26] <_methods> aliexpress
[17:52:26] <_methods> lol
[18:00:05] <jdh> $2.87 shipped
[18:18:14] <andypugh> If you want a gantry machine, how about this one?
http://www.archivist.info/cnc/Travelling_Gantry_Machine.pdf
[18:20:07] <sabrex> the rails seem thin
[18:20:27] <andypugh> They do. But I am sure that the designer knew what he was doing.
[18:20:40] <andypugh> Maybe they just don’t come any bigger?
[18:22:44] <toastydeath> fuck yeah gantries
[18:23:13] <toastydeath> remember that the rigity of the machine comes from the spacing of the rails, not the size of the rail
[18:23:33] <toastydeath> the rail only has to be big enough to absorb any shock loading and not brinell
[18:26:15] <toastydeath> big machines with big ways tend to be hydrostatic, and they're that large for a bunch of unrelated reasons
[18:28:45] <andypugh> toastydeath: Did you look at the link? That is a big machine.
[18:31:18] <os1r1s> andypugh I need to only watch for a fault signal when the servo's are enabled. Can you think of a good way to do this other than ladder logic?
[18:31:42] <andypugh> Perhaps just use an AND2?
[18:32:04] <os1r1s> andypugh Hmm, I'll have to look that up
[18:32:46] <andypugh> Or,if you want (enable AND X) OR (enable AND Y ) OR (enable AND Z) then I would use the LUT5 component.
[18:33:35] <andypugh> LUT5 lets you define a boolean output for every combination of 5 inputs.
[18:33:59] <toastydeath> andypugh, i did
[18:34:05] <toastydeath> but it does not have hydrostatic ways
[18:34:21] <toastydeath> if they're not hydrostatic, they don't need to be that big from a pure bearing load standpoint
[18:34:22] <os1r1s> andypugh Ok. I'll have to figure that one out. Do you happen to know if there is a good example lying around for and2 or lut5?
[18:34:47] <andypugh> toastydeath Ah, right, I was misundertanding your point then.
[18:36:14] <andypugh> os1r1s: AND2 is pretty basic. LUT5 is somethign that either makes sense immediately or never. Depending on if you “get” binary.
[18:36:47] <os1r1s> andypugh Got it. Thanks for the point in the right direction
[18:37:22] <andypugh> I made a Google spreadsheet to figure out the parameter for LUT5
[18:37:43] <__rob2> http://www.tormach.com/uploads/18/TD10104_PCNC770_CertInspect_0615A-pdf.html
[18:37:48] <__rob2> for G5 on there..
[18:37:55] <andypugh> https://docs.google.com/spreadsheets/d/1_VlL39jUOPpS8Tt9mpRK-eaSTS6C6PHBDoE3JitvLzs/edit#gid=0
[18:38:05] <__rob2> a: 0.035/150
[18:38:13] <__rob2> is that 0.035mm per 150mm
[18:38:44] <andypugh> Yes
[18:39:08] <__rob2> right
[18:39:20] <PCW> os1r1s: motion already has a fault input: axis.N.amp-fault-in
[18:39:28] <__rob2> well bought some 246 blocks now to check all these params
[18:39:47] <os1r1s> PCW The challenge I'm having is that the fault signal blips briefly when enabling the axis
[18:39:59] <os1r1s> So it is very reliable once enabled.
[18:40:09] <os1r1s> But the signal is unreliable when they are not.
[18:40:26] <PCW> ahh maybe it should be debounced
[18:41:36] <os1r1s> PCW Seems wierd to use that for an electrical signal, but I guess it could work
[18:43:15] <PCW> i guess you could mask the fault with a delayed copy of axis.N.amp-enable-out
[18:43:54] <andypugh> os1r1s: What else would you use it for?
[18:44:01] <os1r1s> andypugh Debounce?
[18:44:06] <andypugh> Yes
[18:44:21] <os1r1s> andypugh It makes sense to use it for a noisy mechanical switch
[18:44:32] <PCW> so there would be no delay on fault detection after initial enable delay
[18:45:02] <os1r1s> PCW I have no idea how to do that :)
[18:45:06] <PCW> its called debounce but its a general purpose digital filter
[18:45:38] <andypugh> It is intended for use on any noisy signal. In my day-job we debounce nearly every signal into the module.
[18:46:03] <os1r1s> andypugh Even transistor based signals?
[18:46:59] <andypugh> Yes. Any signal coming in from outside is likely to have some noise content.
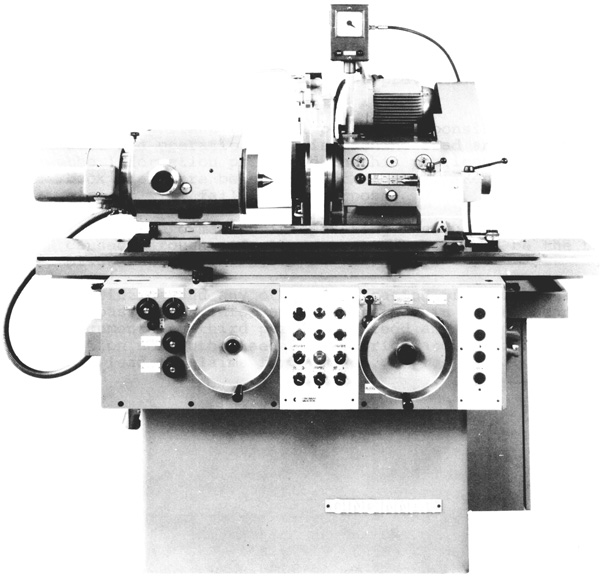
[18:47:11] <gregcnc> what the heck is this?www.ebay.com/itm/291591002912
[18:48:03] <gregcnc> former grinder?
[18:48:51] <andypugh> It looks a bit like a ginder, but I think it was always a lathe.
[18:53:11] <rob_h> id agree with andy looks like it was a cylindrical grinding all the base casting points to it , as all the bed adjuster is there etc
[18:54:03] <andypugh> Interesting that the machine behind has “NASA” on it
[18:54:22] <zeeshan> looks fancy greg
[18:54:32] <rob_h> looks like someone had alot of blue paint to use
[18:55:29] <andypugh> I have changed my mind. It probably was a grinder, the coolant drains shout “grinder”
[18:56:18] <toastydeath> lol that's a cinci OD grinder someone stuck a lathe headstock, turret, and tailstock on
[18:56:43] <toastydeath> neat little grinders, when they're uh. set up as grinders.
[18:57:48] <andypugh> It seems such an odd thing to do that I think there must have been a reason.
[18:58:06] <toastydeath> change of opinion: that's still the OD grinder headstock
[18:58:27] <andypugh> http://www.mcspt.com/shop/media/r.jpg
[18:58:32] <toastydeath> if i had to guess it was probably for purposes of accuracy and surface finish
[18:58:45] <zeeshan> whats going on in the background
[18:59:02] <zeeshan> that mill is massive
[18:59:29] <toastydeath> it's probably a way grinder
[18:59:42] <zeeshan> http://i.imgur.com/X6saDGV.png
[18:59:48] <zeeshan> andypugh: i want to pick your brain
[19:00:02] <zeeshan> why would the material start decreasing strain around 170s
[19:00:09] <zeeshan> when im decreasing pressure at 200s?
[19:00:10] <zeeshan> wtf!
[19:00:52] <Sync> because trolling
[19:00:52] <andypugh> Is it a psychic material?
[19:02:04] <toastydeath> creep?
[19:02:10] <toastydeath> what material is it
[19:02:19] <andypugh> Is it possibly filter delays on the measurments?
[19:02:35] <Sync> or 30s?
[19:02:38] <Sync> ~of
[19:03:06] <andypugh> What do you get if you increase the pressure then hold?
[19:03:38] <zeeshan> i have a result for that
[19:03:38] <zeeshan> sec
[19:03:39] <gregcnc> was this in the background?
http://www.ebay.com/itm/48-GIDDINGS-AND-LEWIS-VERTICAL-LATHE-/291224663420
[19:03:41] <andypugh> (or increase to half the value and release?)
[19:03:52] <toastydeath> gregcnc, yeah, i guess that's it
[19:03:56] <Sync> andypugh: do you know how much water pressure I need to supply into an xrd tube housing?
[19:04:17] <Sync> kinda wondering, as the philips one I have has no orings where the slit is at
[19:05:31] <andypugh> No idea. But I would imagine very little. It needs a flow, not a pressure, I would think?
[19:05:56] <Sync> yeah it looks like the water is just splashing in there
[19:07:55] <zeeshan> andypugh:
http://i.imgur.com/bYwRKqL.png
[19:08:33] <toastydeath> totally creep.
[19:08:37] <zeeshan> they pretty much match here
[19:08:43] <zeeshan> the unload point in pressure and strain
[19:09:02] <toastydeath> is this stainless?
[19:09:04] <zeeshan> toastydeath: the material creeps
[19:09:33] <zeeshan> toastydeath: stainless wouldnt be going back to 0 strain from 0.25 strain
[19:09:34] <zeeshan> :P
[19:09:52] <zeeshan> its a shape memory polymer
[19:09:56] <toastydeath> hahaha, sry, was just looking at the curve and not the numbers
[19:10:17] <zeeshan> trying to figure out how the mateirial knows im about to unload
[19:10:17] <zeeshan> =/
[19:11:08] <toastydeath> #thatswhatshesaid
[19:11:15] <zeeshan> lol
[19:13:10] <andypugh> The ones that run to 12psi seem to show something of an inflection. But I don’t see two traces for exactly the same material doing both types of test
[19:13:53] <zeeshan> traces of what
[19:14:15] <andypugh> (graphs, plots)
[19:14:59] <andypugh> Eek! Inventor home-use license has expired
[19:15:20] <zeeshan> time to bust out the illegal
[19:15:20] <zeeshan> :)
[19:15:48] <zeeshan> http://i.imgur.com/PfNwqPj.png
[19:15:50] <zeeshan> heres some aluminum
[19:15:57] <zeeshan> looks pretty repeatable to me
[19:16:01] <zeeshan> http://i.imgur.com/tGvrpoI.png
[19:16:04] <zeeshan> heres another type of polymer
[19:16:25] <zeeshan> this one shows the same bullshit
[19:16:37] <zeeshan> i unload around 450 s
[19:16:48] <zeeshan> but the cyan curve knows before hand im unloading
[19:16:49] <zeeshan> =/
[19:17:08] <zeeshan> i am using a filter on my pressure stuff
[19:18:52] <zeeshan> andypugh: pressVoltF += (pressVolt-pressVoltF)*gain; //use a low pass filter on pressure voltage press = (12.5*pressVolt)-6.25; //calibrate according to P=12.5V-6.25
[19:19:06] <zeeshan> ^ is there a problem with that?
[19:19:22] <zeeshan> i pretty much copied the debounce component :P
[19:23:52] <andypugh> Seems resonable, but you need to figure out what phase lag it causes. But looking at how sharp the corner is, it can’t be much.
[19:24:32] <zeeshan> the filter causes?
[19:24:52] <zeeshan> this crap has been driving me insane
[19:24:54] <zeeshan> for the last 6 months
[19:24:55] <zeeshan> =/
[19:40:27] <andypugh> A low-pass filter delays the data. But in this case, I don’t think it is by much.
[19:40:28] <zeeshan> https://i.imgur.com/R7sWhEM.gifv
[19:40:48] <zeeshan> ^ my control needs to be like this
[19:43:04] <zeeshan> andypugh: plus you can see some meet the conformance
[19:43:06] <zeeshan> while others dont
[19:43:31] <zeeshan> now im wondering if my strain measurement system has issues
[19:43:35] <Sync> maybe
[19:43:52] <zeeshan> cause its an independent system
[19:44:56] <andypugh> Is the data logged simultaneously on one machine?
[19:45:01] <zeeshan> no
[19:45:23] <andypugh> So, you rely on time-stamps to align the data?
[19:45:27] <zeeshan> i have an electronic trigger from my main datalogger computer
[19:45:34] <zeeshan> which triggers the strain measurement to start
[19:45:35] <zeeshan> yes
[19:45:58] <zeeshan> currTime = DateTime.Now.Subtract(new DateTime(1970,1,1,0,0,0));
[19:46:01] <zeeshan> i am getting time like that
[19:46:11] <zeeshan> retarded c# lang.
[19:46:11] <zeeshan> :p
[19:47:28] <zeeshan> it really looks like an intermittent timing error to me
[19:47:34] <zeeshan> cause everything looks shifted
[19:47:35] <andypugh> I always distrust aligning separate datasets
[19:48:46] <Sync> ^
[19:48:57] <zeeshan> logically that is the only thing that makes sense andy
[19:49:01] <zeeshan> that there is some timing issue
[19:49:24] <zeeshan> which seems to come intermittently
[19:50:19] * zeeshan doesnt know how andy wakes up atill 1:30 am every night and manages to work the next day
[20:00:07] <CaptHindsight> http://www.nbcnews.com/news/us-news/company-invents-gun-folds-look-cellphone-n547221
[20:00:27] <CaptHindsight> and I was working on a cellphone that looks like a gun
[20:02:54] <andypugh> zeeshan: There may be a false assumption there. And I don’t turn up to work until 0930 either.
[20:03:13] <zeeshan> flex time?
[20:03:16] <zeeshan> or just reg work hours
[20:03:17] <andypugh> Aye
[20:03:27] <zeeshan> our flex time is between 6 to 10am
[20:03:34] <andypugh> But, having said that, it is time I logged off.
[20:03:35] <zeeshan> i try to go in for 6:30am so i can beat the traffic
[20:03:40] <zeeshan> cya!
[20:03:50] <andypugh> I like to beat the traffic from the other end.
[21:34:20] <jdh> I like leaving, so I structure getting there so I can leave.
[21:56:41] <BeachBumPete> Evening everyone
[21:57:12] <scoofy> evening
[21:58:39] <BeachBumPete> Man it was a rainy day here today with lots of lightning and thunder. ;)
[22:04:43] <sabrex> where is here?
[22:05:31] <BeachBumPete> South Florida USA
[22:05:44] <sabrex> sounds warm
[22:06:04] <BeachBumPete> Yup it was nice other than the storms.
[22:06:58] <BeachBumPete> I took a cool picture of a cloud yesterday :)
[22:07:16] <sabrex> must be a unique sight
[22:07:57] <BeachBumPete> This one was..
[22:08:16] <BeachBumPete> Uploading to imgur now
[22:10:48] <BeachBumPete> http://m.imgur.com/hFoKqGy
[22:11:03] <sabrex> whoa
[22:11:24] <sabrex> looks like a nuclear mushroom cloud
[22:11:47] <BeachBumPete> I kinda thought more like independence day LOL
[22:12:34] <sabrex> i can see that
[22:27:06] <Tom_itx> https://www.aimforawesome.com/happiness/awesome-experiences/awesome-experience-watching-the-birth-of-a-new-island-in-south-pacific/
[23:00:35] <CaptHindsight> Tom_itx: and China just builds them
http://thediplomat.com/2016/01/china-defends-airstrip-construction-in-the-south-china-sea/
[23:03:04] <CaptHindsight> http://www.nytimes.com/interactive/2015/07/30/world/asia/what-china-has-been-building-in-the-south-china-sea-2016.html?_r=0
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}