Back
[02:16:58] <trentster> howdy all
[02:20:30] <pink_vampire> my CNC is running again!
[02:20:32] <pink_vampire> sweet!
[02:21:21] <Jymmm> pink_vampire: Beat it with a sledge hammer to make it stop! That'll teach it to run like that!
[02:21:37] <pink_vampire> but I have very dangerous issue with mach3
[02:22:22] <Jymmm> Can't be any more dangerous that try to wipe your butt with those nails of yours ;)
[02:24:01] <pink_vampire> sometimes when I'm joq the machine, even if remove the fingers from the keyboard the axis keep move until I click the E-stop.
[02:24:26] <Jymmm> mach or lcnc?
[02:24:38] <pink_vampire> mach3
[02:24:58] <Jymmm> Ah, I've seen like that in certian conditions in lcnc too.
[02:25:48] <pink_vampire> I don't know what to do..
[02:26:18] <Jymmm> Even my laser does that - It MUST complete the path it is currently on before it will pause/stop.
[02:26:45] <pink_vampire> Jymmm: I mean just with the arrows on the keyboard.
[02:27:29] <Jymmm> I dont recall ever having that issue when using TurboCNC though.
[02:27:45] <pink_vampire> i press the left key and the machine sometimes keep going.
[02:28:17] <Jymmm> sounds like it's a delayed kybd buffer related.
[02:29:16] <pink_vampire> i mean I press it for 1 sec.. so the machine need to go about 2-3 milimiters, but the table start to move without stop
[02:29:23] <pink_vampire> can pass 400 mm
[02:29:31] <Jymmm> dont use mach?
[02:29:38] <pink_vampire> until I press the E-stop
[02:29:57] <pink_vampire> but I can't use the probe in linux cnc
[02:30:22] <pink_vampire> Jymmm: ^
[02:31:01] <Jymmm> keep a finger on the estop at all times then?
[02:33:01] <archivist> yes you can use probes in linuxcnc
[02:33:42] <pink_vampire> how?
[02:36:01] <archivist> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Touch_Probe
[02:36:20] <pink_vampire> if I'm clamping a square stock in the vice, is there a way yo probe it from 5 direction (X + X - Y+ Y- Z-) and find the center and the height of it?
[02:37:19] <archivist> https://www.youtube.com/watch?v=RZGP7zNWq-I
[02:38:30] <pink_vampire> archivist: the video show digitizing with the probe.
[02:39:00] <pink_vampire> what I mean is to use the probe before the machining.
[02:39:21] <archivist> http://www.timeguy.com/cradek/01262579508
[02:41:35] <trentster> A friend is getting an intermittent stall on one of his drivers - goes into fault state. Would I be correct in saying one should wire the fault ping on each driver in series to a fault pin on the controller to trigger machien to stop if a driver fault occurs?
[02:43:10] <pink_vampire> archivist: here is an example that show probing the surface in few spots for leveling the code.
[02:43:11] <pink_vampire> https://www.youtube.com/watch?v=TCYEC8L8x3o
[02:43:33] <pink_vampire> can I use linux cnc to do something like that??
[02:44:07] <pink_vampire> archivist: ^^
[02:46:21] <Jymmm> pink_vampire:
https://forum.linuxcnc.org/forum/21-axis/17133-auto-z-axis-touch-off
[02:48:27] <pink_vampire> Jymmm: I don't think that this is what I show.
[02:52:43] <pink_vampire> https://www.youtube.com/watch?v=9xtjFbOkH0w
[02:52:50] <pink_vampire> this is what I mean ^^
[02:53:05] <pink_vampire> I want to be able to do the same
[02:53:15] <pink_vampire> can I do it with linux cnc??
[02:54:37] <pink_vampire> archivist: Jymmm: look at the video it show exactly what I mean
[02:57:19] <pink_vampire> someone??
[02:57:59] <pink_vampire> archivist: ?
[03:15:11] <Deejay> moin
[03:26:23] <seltecc> hi, does linuxcnc also run on other ubuntu versions than 10.04?
[03:31:17] <seltecc> it is difficult to install linuxcnc 2.7 on version 10.04 can anyone help or know how to do it?
[04:49:49] <XXCoder> boo
[05:49:33] <minibnz> evening all..
[05:49:43] <XXCoder> hey
[05:51:03] <minibnz> after a 10hour machining marathon last weekend i almost have ballscrews installed on my seig x2 mill. yay...
[05:51:45] <minibnz> i need to take more off the X nut to make it fit under the carriage..
[05:53:51] <minibnz> we lopped one of the flanges off and took a bit off the sides but it wasnt enough, going to fix that tomorrow only a little more to come off so its ok.. the Y screw is good i am going to put a thinner bulley on that so i can get a nut on to the handle, small maths error there..
[05:54:00] <XXCoder> fun
[05:54:21] <minibnz> and need to fix the same math error on the X screw so the nut will go on the handle..
[05:55:03] <minibnz> yeah i didnt realise two things.. hardened steel is a bitch to machine and my mate is too much of a perfectionist :)
[05:55:41] <minibnz> but, shit i owe him a dozzen bottles of wine.. at least..
[05:56:54] <XXCoder> in least its not inocel
[05:57:07] <minibnz> true..
[05:57:12] <XXCoder> stainless steel isnt fun
[05:57:29] <minibnz> we snapped and dulled 4 carbide cutters..
[05:57:58] <minibnz> they were not new and he was happy to loose them cuz they are also on my shopping list.
[06:00:57] <minibnz> getting the ball nuts on and off was fun. i didnt realise how many balls there are in there. i thought there was 3 6 or maybe 9 but these have three rings of balls and a lot o grease.. i managed to pop a few out and back in but its not my favourite party trick
[06:02:07] <minibnz> the nylon mandrel works well but a offcut of screw is not better as i thought it might as you need to twist it and all sorts of jiggling to get it to work..
[06:02:33] <_methods> minibnz: i used a grinder and cutoff wheel on my ballnuts after i machined 1 set
[06:03:44] <minibnz> the grinder is my next stop is just a little off the corners.. i have it all taped up so the gritty bits cant get into it ready to when i get to my mates place.
[06:05:30] <__rob2> got a long edition 5mm 2 flute, to get to a pocket I cant get to any other way
[06:05:38] <_methods> yeah i need to replace all my cheap chinese ballscrews with real ballscrews
[06:05:39] <__rob2> it does cut, but I can hear it scream a bit
[06:05:43] <minibnz> i had contemplated cutting off the edges with the mill and a small diamond wheel but my sanity wouild not survive that. prob 1hour compared to 5mins on the wheel
[06:05:57] <_methods> my x axis blew the balls out of the ballnut when a chip got in there
[06:05:58] <__rob2> how are you meant ot use these long end mills
[06:06:03] <__rob2> its basically just chatter
[06:06:08] <__rob2> but I dont see any other way to setupo
[06:06:21] <_methods> light cuts
[06:06:47] <minibnz> lube it up?
[06:08:01] <XXCoder> __rob2: spring cut
[06:08:03] <_methods> i'm just going to replace with good roton ballscrews with metal bearing races
[06:08:32] <_methods> that plastic return cap is horrible in those chinese ballscrews
[06:08:59] <Jymmm> _methods: 3d print one!!!
[06:09:03] <_methods> hahah
[06:09:03] * Jymmm ducks
[06:09:08] <minibnz> i my Y ball nut keeps dropping the seal if i run that all the way to the end of the axis i think there is a sharp edge on there but its a bitch to get off so i will put a stop on the axis to stop me going that far
[06:09:25] <_methods> yeah the seal caps are terrible
[06:09:28] <XXCoder> Jymmm: I did read about guy using milk carton plastic to print, plastic was nice for some uses
[06:10:12] <minibnz> i saw that too xxcoder had some drill and augar type extruder prototype
[06:10:28] <Jymmm> XXCoder: musta been stinky with all that dried milk burning =)
[06:10:38] <minibnz> eeewww
[06:11:01] <XXCoder> Jymmm: lol
[06:12:07] <minibnz> i think i should have used smaller ballscrews.. i have used 16mm probably should have used 10mm or somthing as it is i have had to do naughty things to fit them
[06:12:28] <_methods> i used 16mm also
[06:12:41] <_methods> i just had to cut out some space in the x axis pocket
[06:12:52] <_methods> and trim off the edges of the ballnut
[06:13:54] <minibnz> i just cut/milled the wall to the existing pocket, off but have had to take a 1.5mm pass off the under side of the bed to fit the nuts just
[06:14:33] <_methods> that's what i did too
[06:14:36] <minibnz> yes i thinnned my X bed down a little in the middle.. very not nice..
[06:14:55] <_methods> oh you took a full length cut of the bed?
[06:15:00] <_methods> i didn't do that
[06:15:02] <minibnz> yup
[06:15:31] <_methods> i cut some out of the y axis saddle
[06:15:36] <_methods> to let it sit lower
[06:15:40] <minibnz> we could have stopped at each end but wern't exactly sure when we did that.
[06:17:16] <minibnz> the Y axis needed no mods after one flange was cut off, i have a bit of 6mm aluminium plate in there to take up the flange to hole gap and the bolt that clamps does very little
[06:17:38] <minibnz> getting the X axis together is going to be fun..
[06:18:02] <minibnz> place this there , thread that here and see what else needs to be ground off.
[06:19:26] <_methods> https://www.dropbox.com/s/puxnfbkh5tj7936/2015-02-15%2018.23.12.jpg?dl=0
[06:19:32] <_methods> that's how i did my y axis
[06:19:42] <minibnz> once i am done i have then pick out the hotglue from all the holes..
[06:20:46] <_methods> and y axis saddle on
[06:20:47] <_methods> https://www.dropbox.com/s/un0su0m2rmlm1xx/2015-02-22%2017.28.23.jpg?dl=0
[06:21:39] <minibnz> i see the pocket on the y axis i simply knocked the wall off flush with the big face mill
[06:22:31] <minibnz> cast iron is also horrible to machine the shavings are so danm sharp and they get in everywhere.. i threw a pair of socks out cuz of that shiz..
[06:23:04] <_methods> hahah
[06:23:06] <_methods> dust
[06:23:19] <_methods> i should have taken more pics lol
[06:23:31] <_methods> when i take it all apart to replace the ballscrews i'll get better pics
[06:23:46] <minibnz> my motor hangs off the left side with a belt
[06:23:50] <_methods> i need to add oiler and stuff too
[06:24:03] <Jymmm> If your socks were so stank that they stood up by themselves well enough to be milled like cast iron, I can see why you threw them out.
[06:24:07] <_methods> so i'll probably do a light scrape on it and add oil channels
[06:24:32] <minibnz> http://3.bp.blogspot.com/-ASfT7W7ipxI/T4-DPC2sx8I/AAAAAAAAASc/Qy7sLs6J-NI/s1600/Yaxis_Motor.jpg
[06:25:15] <_methods> oh you used the existing lead screws?
[06:25:34] <minibnz> ages ago my mate bored out the foot to take the bearings.. and now i am installing the ballscrews.
[06:25:40] <_methods> ah
[06:25:52] <_methods> those leadscrews were terrible
[06:26:14] <_methods> i used it long enough to make my conversion though lol
[06:26:23] <_methods> i bought the upgrade bed from little machine shop
[06:26:32] <_methods> then used the stock x2 to make all the parts
[06:26:36] <_methods> that was painful
[06:26:53] <minibnz> the leadscrews were ok but 0.85mm backlash made things bad. then i sorta failed when i split the nuts, it droped the backlash to 0.22mm but now i has replaced that with the ballscrews.
[06:27:17] <_methods> yeah mine will hold .001" pretty good
[06:27:36] <minibnz> sweet i hope my mill will too.
[06:27:38] <_methods> i was surprised i was able to get it that repeatable
[06:27:54] <_methods> i figured i'd be lucky to keep it under .01"
[06:27:58] <minibnz> not too sure what i am going to do about z axis..
[06:28:09] <_methods> i'll show you how i did mine
[06:28:35] <minibnz> i want to keep the rack so i can hand crank it like a drill still..
[06:28:54] <_methods> https://www.dropbox.com/s/qdg23aezovpqmkg/2015-04-20%2020.09.43.jpg?dl=0
[06:28:59] <_methods> i got rid of the rack
[06:30:11] <_methods> https://www.dropbox.com/s/qdg23aezovpqmkg/2015-04-20%2020.09.43.jpg?dl=0
[06:30:17] <_methods> oops
[06:30:18] <_methods> https://www.dropbox.com/s/hr2v19btxyzpfkr/2015-04-24%2019.48.21.jpg?dl=0
[06:31:01] <_methods> https://www.dropbox.com/s/v34uvf2q518pik4/2015-04-24%2019.51.13.jpg?dl=0
[06:32:27] <minibnz> so the head 'hangs' off the end of the ballscrew with bearings? for a simple description?
[06:32:35] <_methods> and after belt mod
[06:32:38] <_methods> https://www.dropbox.com/s/ajt6chrhsdvdfd4/2015-05-08%2012.09.11.jpg?dl=0
[06:32:44] <MrSunshine> hmm if making my own engraving bit using hss round stock, do i cut it down to exactly half the diameter or do i have to go past the half ?
[06:34:04] <_methods> yes head hangs off the ballscrew
[06:34:27] <MrSunshine> https://www.youtube.com/watch?v=jlNxvnOxMCE
[06:34:29] <MrSunshine> yey =)
[06:34:31] <_methods> i've seen some where people attach it to the side of the head but most of them complain about the head binding
[06:34:31] <minibnz> exactly half i would have thought.... MrSunshine
[06:39:28] <MrSunshine> minibnz: yeah seems like it =)
[06:41:00] <minibnz> if you go past it will rub and make heat or take big bites or something, i have played around making cutters so far they have done the jobs required
[06:43:02] <minibnz> im not exacly sure of all the rules but a mate said dont go past half way and i should be ok. and add back relief i have a diamond cutter wheel that i use to cut mine with wiating on a arbor to hold the grinding wheel to do bulk shaping
[06:43:31] <minibnz> its probably not the best way to do it but i have fun trying anything..
[06:44:39] <minibnz> i might add a higher speed motor just for grinding i suppose i could also use it to surface grind things if its a bit sturdier
[06:44:50] <pink_vampire> cute
[06:45:34] <pink_vampire> the machine take 13.3mm depth in aluminum 7/16" endmill
[06:45:54] <minibnz> i needed to make a cutter to cut teeth on the drive bolt for my printer. couldn't buy what i needed so i got the mill and made it..
[06:46:51] <pink_vampire> minibnz: slitting saw?
[06:47:56] <minibnz> i made a tiny slitting saw of sorts. it was 5mm round 0.5mm wide
[06:48:35] <XXCoder> hm made myself wonder. is tooks made by milling or?
[06:48:53] <pink_vampire> why?
[06:49:12] <minibnz> http://minibnzreprap.blogspot.com.au/2013/01/victory-is-near-so-near-i-can-taste.html
[06:49:56] <pink_vampire> ok.... for the filament?
[06:50:07] <minibnz> there is a video of it doing its thing on that page.. i needed three drive points to drive three plastic filaments,
[06:50:41] <minibnz> there its one stepper to drive that brass rod and anothter thaat turns a camshaft that pushes filament against that brass rod
[06:51:45] <minibnz> this was a long time ago i still havent gotten all the bugs out of the extruder or the printer.. got distracted with the mill and other stuff and bit of real life as well...
[06:52:04] <pink_vampire> do you want to drive 3 filaments the same time?
[06:52:42] <minibnz> no, one at a time. but not have to use/control three stepper motors.
[06:54:17] <minibnz> i am going to convert it to a bowden style where it feeds the plastic down a tube to the print head rather than have this collosal lump on the print carriage
[06:55:16] <minibnz> ideally i would like to end up being able to print three materials, two colors and PVA would be sweet..
[06:56:21] <minibnz> i have a heat creep issue with the three heaters all up close together.. so making a bowden out of it will be the answer once i get around to it..
[06:57:01] <minibnz> they do say people that buy a 3d printer really want a cnc mill but get sucked in to the hype :)
[06:57:26] <XXCoder> it was other way for nme
[06:57:27] <minibnz> i like the 3d printer cuz you can make unmachinable parts
[06:57:43] <XXCoder> still not nonecluid parts though ;)
[06:57:58] <pink_vampire> but if you have 3 filaments in the extruder HOW you are going to prevent it from push all of them?
[06:58:19] <pink_vampire> all of them on the same shaft,,
[06:58:21] <XXCoder> pink_vampire: 3 extuder
[06:58:33] <pink_vampire> http://minibnzreprap.blogspot.com.au/2013/01/victory-is-near-so-near-i-can-taste.html
[06:58:35] <pink_vampire> XXCoder:
[06:58:37] <XXCoder> close to each other. which means it also overlaps on heat
[06:58:40] <pink_vampire> just how?
[06:58:50] <pink_vampire> one shaft, 3 filamets.
[06:59:09] <XXCoder> ah that. dunno
[06:59:31] <pink_vampire> thank you :)
[06:59:39] <minibnz> pink_vampire there is a second stepper motor that turns a camshaft, this camshaft releases one spring loaded arm and wheel that pushes the plastic against the drive bolt, this then goes in to one of 3 heaters and nozzles that are 10mm apart in a row below this dirve bolt
[06:59:55] <minibnz> let me find the link..
[07:01:23] <pink_vampire> so you make all that just to save 20$ stepper motor
[07:01:50] <pink_vampire> and loss the ability to mix colors and materials.
[07:02:50] <minibnz> http://minibnzreprap.blogspot.com.au/2011/10/triple-extruder-cold-end-prototype.html
[07:04:12] <pink_vampire> <pink_vampire> and loss the ability to mix colors and materials.
[07:04:22] <minibnz> yeah but mixing is overated.. you waste so much plastic its wasteful and a lot of people wont like the cost
[07:05:01] <minibnz> that and the standard RAMPS and other printer driver baords only have provision for 5 stepper drivers so adding a 6th means more hardware
[07:05:29] <pink_vampire> ok..
[07:07:11] <minibnz> now in theory if i make the camshaft better and all the tolerances better this can scale up to more nozzles with out using more motors. so if you want 6 colors the print head is 60mm wide not a bad loss rate of print area..
[07:07:54] <minibnz> do that with the current method of parralleling up whole extruders you would need a 500mm of travel to get 200mm of print area
[07:08:54] <minibnz> but all of that is a moot point with a bowden tube setup.. the motors can be farther apart then its all in how close you can get you nozzles and keeep them working
[07:09:40] <malcom2073> minibnz: Nice, I'd seen a couple designs like that using one motor per idler, but the cam idea is slick to reduce the motor count
[07:09:40] <minibnz> and also not dribbling all over the place. my design also has provision for valvles on the unused nozzles again with no motors or solenoids
[07:11:34] <minibnz> http://minibnzreprap.blogspot.com.au/2012/05/video-of-vavle-nozzle-bench-test.html
[07:12:55] <malcom2073> Nice, fairly repeatable Z height on the nozzles?
[07:14:06] <minibnz> yeah as long as the dont leak at the top, the nozzles have a step that hits on the heater block top so it pretty good, and is very forgivable if you crash the nozzle 0.5mm
[07:15:24] <minibnz> the priblem i have is that it blocks up above the meltzone above the heaters inside my big chunk of PEEK that holds the heaters. i need to change that to a aluminum block/heatsink
[07:16:00] <minibnz> i was trying to keep it simple so it could be copied easily but that is slowing going farther away
[07:16:02] <malcom2073> Why not use triple jheads in there? They'd probably work pretty good with that design
[07:16:42] <minibnz> this was before all the 'all metal' extruders were in use/mainstream
[07:17:13] <minibnz> started 5 years ago by the look of the blog maybe 4
[07:18:21] <minibnz> now a all metal extruder is accepted.. before everone was like no it takes special machining to make.. or that it needed a fan and stupid stuff like that.
[07:19:07] <minibnz> i have to admit its damn heavy but that just because everything was over engineered cuz i wasnt sure how strong it needed to be..
[07:20:08] <malcom2073> Extruder != hotend
[07:20:18] <minibnz> might have to get me a nice slitting saw and abor and make a triple-j head
[07:20:40] <malcom2073> If I were you, I'd buy them. hotends are not easy to make correctly
[07:20:49] <minibnz> i know
[07:21:04] <malcom2073> I design and make al ot of my own stuff, but hotends I gave up on heh
[07:21:11] <minibnz> i originally started when winding wire was the done thing..
[07:22:12] <minibnz> and toasting resistors was crazy talk..
[07:22:34] <malcom2073> Heh, thankfully them days are long over
[07:22:40] <minibnz> hell i had/have a makerbot mk3 electronics set :)
[07:22:51] <minibnz> hell yeah
[07:23:38] <minibnz> there is now at least a bit of sense floating around.. its not as bad as it used to be.. all purist and must be simple to build in moms basment
[07:24:56] <malcom2073> Hah, depends where you look. There's a lot of fools still doing things the old hard way :)
[07:25:00] <minibnz> now i has me balls screws almost in, i might be able to get back to making parts for my printer.
[07:27:05] <minibnz> oh i did it all the hard way.. i made my own breakout pcb stepper pcb's the lot... soon gave in and realised i am too lazy to support that and the RAMPS and newer boards are too simple and easy to use and they work well
[07:29:37] <minibnz> right now this extruder sits under the desk. i have one that i ended up buying off ebay.. a printed one at that..
[07:31:11] <minibnz> its rather sad.. i will get back into it soon.. after i finish off the mill its almost at the point where i will be able to 'just use it' to finish off some of the other things i have started
[07:59:37] <pink_vampire> someone can help me to read my dial?
[08:01:11] <pink_vampire> you know what
[08:01:21] <pink_vampire> let me take a pic of the dial.
[08:05:49] <pink_vampire> http://i.imgur.com/i9DMsOp.png
[08:06:06] <pink_vampire> what is 1? one the dial?
[08:06:14] <_methods> .0005
[08:06:39] <_methods> it's written right on the face of the dial
[08:07:07] <_methods> so 2 lines of graduation adds up to....... .001
[08:07:59] <pink_vampire> so from 0 to 15 is 0.0005 * 15?
[08:08:17] <pink_vampire> or 0.0005 * 30??
[08:09:15] <pink_vampire> _methods: ?
[08:09:40] <_methods> no 15 is 15
[08:09:54] <gregcnc> it's much simpler, .0005" defines resolution. each division is .0005" that is all
[08:10:17] <_methods> 5 is 5
[08:10:19] <_methods> 10 is 10
[08:10:27] <gregcnc> didn't it come with a manual?
[08:10:32] <_methods> lol
[08:10:43] <_methods> do they come with manuals?
[08:10:50] <archivist_herron> no
[08:10:53] <_methods> they usually just come with QC sheets
[08:11:15] <archivist_herron> you need a degree instead
[08:11:27] <pink_vampire> if I'm count the small lines I get 30 lines.
[08:11:50] <archivist_herron> 15 thou
[08:12:11] <_methods> each line is 5 tenths
[08:12:31] <archivist_herron> 30*.0005= guess what
[08:12:38] <_methods> maths
[08:12:54] <witnit> pink_vampire: your indicator in your vise on mill move the table to the spindle and watch the indicator and your DRO at the same time
[08:13:10] <witnit> put^
[08:13:28] <pink_vampire> nice I idea!
[08:14:47] <OdinYggd> Checking for backlash or scaling issues?
[08:16:43] <pink_vampire> I have about 1.5 small lines of backlash :(
[08:16:44] <gregcnc> I guess the manuals don't talk about the scales anyhow
[08:17:03] <gregcnc> less than .001" isn't bad
[08:17:22] <pink_vampire> I can live with that?
[08:17:37] <gregcnc> people live with much worse in a production environment daily
[08:17:43] <gregcnc> it sucks but they do
[08:18:10] <OdinYggd> One of the machines in my care has 0.105" backlash on the screws
[08:18:23] <OdinYggd> Mind you its 50 years old, and much of that time had less than ideal maintenance
[08:18:23] <pink_vampire> WOW
[08:18:43] <OdinYggd> since it uses linear glass scales for its encoders, the digits are spot-on and the mechanical backlash doesn't actually matter for the work it does
[08:18:56] <gregcnc> cnc?
[08:19:03] <OdinYggd> Horizontal boring mill
[08:19:12] <OdinYggd> 72" travel on all 3 axis
[08:19:18] <OdinYggd> manual control too
[08:19:34] <OdinYggd> only has one motor in it
[08:19:35] <archivist_herron> unidirectional gcode and backlash can be almost ignored
[08:19:51] <OdinYggd> all of the power feeds and rapids on it are done by gearbox and clutch arrangements
[08:20:13] <OdinYggd> The controller on it is a wall of relays to implement the shifting sequences
[08:20:30] <OdinYggd> Today I can do everything but the main forward/reverse relay in a bread loaf sized PLC easily
[08:20:51] <OdinYggd> Meanwhile, there's selenium rectifiers and a vacuum tube power supply in this thing that are still working
[08:21:46] <archivist_herron> rotton cabbage smell when seleniums die
[08:21:57] <OdinYggd> These have scorchmarks on them from near misses
[08:22:01] <OdinYggd> but I checked and they are still working
[08:22:03] <pink_vampire> I can use linear encoders, but I'm very happy with my setup.
[08:22:32] <pink_vampire> I'm the only one here that cut the tea bags and pour them in to the glass to get better taste?
[08:22:48] <OdinYggd> When using digits at least, backlash only really matters with rotary encoders. And the CNCs I service with them usually have a factory specified backlash of 0.0002"
[08:23:10] <OdinYggd> But those are running ball screws, they'll hold that accuracy for 10 years or more
[08:23:36] <pink_vampire> I'm also use ball screws
[08:23:38] <OdinYggd> Ideally a ball screw won't have any backlash, but in practice your motor coupling stretches slightly
[08:24:02] <pink_vampire> but the chinese ones not very good.
[08:24:04] <malcom2073> Only if they're anti-backlash ballscrews
[08:24:18] <gregcnc> you can't complain if you bought C7 screws
[08:24:19] <OdinYggd> Which a mass produced CNC would have
[08:24:20] <witnit> pink_vampire: in some cases depending on where your backlash is what direction you make your passes in g-code you can use counterweights or springs to compensate
[08:25:50] <pink_vampire> I never going to have any issue with 0.001" backlesh.
[08:26:15] <witnit> it could be significantly more when under pressure
[08:26:49] <witnit> put your indicator to your spindle and push/pull on the table and see how much you get
[08:27:05] <pink_vampire> one sec.
[08:27:38] <pink_vampire> hardly move
[08:27:41] <witnit> good
[08:27:51] <gregcnc> I'll bet the Z and spindle move more with force
[08:28:04] <pink_vampire> I'm sure..
[08:28:08] <OdinYggd> Running a ball screw with a rotary encoder its pretty simple to check. Set everything up and zero indicator and digits. Move the screw 0.1 in one direction- do not back up ever, but make sure they move in lockstep
[08:28:20] <OdinYggd> Then back it up to 0 on the digits, and see if the indicator matches
[08:28:24] <OdinYggd> pretty basic check
[08:28:36] <pink_vampire> I know
[08:28:58] <OdinYggd> Should be less than 0.001 on a ball screw machine that has everything tight
[08:29:07] <OdinYggd> The 0.105 backlash machine I have is a leadscrew machine
[08:29:22] <OdinYggd> Needs new screws and nut cartridges, but being 50 years old and so huge they're about $3000 each
[08:29:40] <witnit> what machine?
[08:29:51] <OdinYggd> Lucas 441B-72 horizontal boring mill
[08:30:07] <OdinYggd> It actually did get a new screw and nut on the head of it, cause it crashed hard enough to strip the nut
[08:30:13] <pink_vampire> I can try to ger over size balls and replace them
[08:30:22] <OdinYggd> but the saddle and table are still loose
[08:30:30] <pink_vampire> but I want to move on!
[08:31:16] <pink_vampire> I need to calibrate the homing switch.
[08:31:28] <pink_vampire> I have 0.1mm tolerance.
[08:31:34] <pink_vampire> cute :)
[08:32:30] <witnit> nice machine OdinYggd
[08:33:41] <pink_vampire> 6 wires :(
[08:33:57] <witnit> 6 wire home switch?
[08:34:04] <pink_vampire> yes
[08:34:20] <OdinYggd> double throw?
[08:34:26] <gregcnc> witnit get yourself one of these
http://www.schaublinmachines.co.uk/cnc-lathes/102%20TM%20CNC.html
[08:34:30] <OdinYggd> Or is it a 2-stage switch
[08:34:37] <pink_vampire> yes
[08:34:44] <pink_vampire> it a 2 stage.
[08:34:47] <OdinYggd> Initially it closes one contact for slowdown, then closes the other for zero
[08:34:51] <OdinYggd> Those are fun
[08:34:57] <pink_vampire> optical an mechanical
[08:35:00] <OdinYggd> I've wired one backwards before, it was hilariously awful
[08:35:20] <OdinYggd> the machine was off as much as 0.020 when homing
[08:35:28] <pink_vampire> the mecanical is *ok* ~
[08:35:39] <OdinYggd> Had the two actuators switched
[08:35:41] <witnit> gregcnc: nice little machine
[08:36:02] <witnit> one of the higher quality small ones it seems
[08:36:25] <pink_vampire> but the optical is super accurate, I get the the needle on the dial on the SAME spot all the time!
[08:37:07] <OdinYggd> :)
[08:37:16] <OdinYggd> Usually on the ones I've worked with both stages are mechanical
[08:37:44] <OdinYggd> stage 1 slows the machine from rapid to home seeking feedrate, then stage 2 closes and the zero is set when the encoder index is reached
[08:37:48] <pink_vampire> the mechanical go to the E stop loop
[08:37:50] <gregcnc> There isn't much to compare to Schaublin, but I don't really know what's out htere in that range
[08:37:58] <witnit> https://youtu.be/vS2Tm4U3RJQ?t=143
[08:37:59] <pink_vampire> but the optical go to the controller.
[08:38:03] <OdinYggd> It will always be less than 0.0001" that way
[08:38:09] <witnit> I been thinking about building something similar to one of these
[08:38:26] <pink_vampire> my love datron
[08:38:43] <pink_vampire> witnit: WHY?
[08:38:45] <gregcnc> the smallest Datron is like 50-60kUS
[08:38:46] <witnit> EMC has multiple preprogrammed homing sequences to choose from
[08:38:57] <gregcnc> 3axis
[08:39:08] <pink_vampire> gregcnc: ok.
[08:39:52] <pink_vampire> I'm going to say goodbye..
[08:39:53] <witnit> because I want to be able to do some 3"x3" with 110v and it be extra small
[08:40:15] <pink_vampire> have to get 50-60K
[08:40:50] <gregcnc> pocketnc isn't good enough?
[08:40:56] <pink_vampire> it's just 10 times more than my machine.
[08:42:11] <witnit> lel nah gregcnc not diggin it
[08:42:21] <pink_vampire> http://www.pocketnc.com/products/
[08:42:28] <pink_vampire> mmm ..
[08:42:57] <gregcnc> find a few of these
http://www.ebay.com/itm/182050587967?
[08:44:32] <pink_vampire> https://www.youtube.com/watch?feature=player_embedded&v=RyQPpHsvvUU
[08:44:35] <pink_vampire> nice.
[08:45:25] <gregcnc> my frankenmill is built with these www.ebay.com/itm/152018033449?
[08:45:39] <malcom2073> I love ebay linear actuators
[08:46:05] <witnit> yeah, but they always got those ugly sounding steppers hooked to them:P
[08:46:06] <pink_vampire> BRB..
[08:46:11] <pink_vampire> 6 wires..
[08:46:14] <malcom2073> Nope, I've gotten a couple servo ones
[08:46:17] <witnit> nice
[08:46:18] <malcom2073> stripped the servos out and stuck steppers on them heh
[08:46:23] <witnit> O.o
[08:46:28] <gregcnc> not always
[08:46:34] <witnit> mail me servos
[08:46:36] <witnit> :P
[08:46:37] <pink_vampire> and looooong calibration
[08:46:45] <malcom2073> Lol, most of them are integrated into the housing, so it destroys them to remove them
[08:46:50] <gregcnc> mine had nice servos, been frankenmilling for 10 years
[08:47:05] <witnit> nice
[08:47:08] <pink_vampire> if it come with servo, JUST USE IT!!
[08:47:14] <witnit> ^
[08:47:37] <malcom2073> pink_vampire: Doesn't make economical sense to spend $600 on a servo system when I could spend $100 on a stepper system, for a $1000 machine
[08:47:47] <witnit> 600?
[08:47:52] <malcom2073> witnit: Mesa setup + drivers
[08:49:41] <gregcnc> www.ebay.com/itm/291644149481?
[08:49:44] <witnit> well, to be fair, servo amp for small motor is cheap and the 7i90HD+7i33 is < $200, however encoders dont always come with the motor
[08:50:15] <gregcnc> www.ebay.com/itm/131682758840?
[08:51:45] <witnit> nice one greg, that would definately be a nice structure to build off
[08:52:25] <gregcnc> that was what I wanted to do with mine, but it didn't fit a 18x24 surface plate and I cast the column in concrete
[08:53:01] <witnit> if you needed to do some nice little gauging or grinding machine that would probably work exceptionally well
[08:53:34] <gregcnc> http://www.dieselrc.com/x/temp/mill2.jpg
[08:53:51] <malcom2073> heh
[08:53:57] <gregcnc> http://www.dieselrc.com/x/temp/mill060312.jpg
[08:54:07] <malcom2073> Nice
[08:54:07] <witnit> malcom2073: have you seen this?
http://www.mesanet.com/pdf/motion/7i54man.pdf
[08:54:47] <witnit> I been wanting to try one out and havent gotten around to collecting the rest of the things I need for it.
[08:54:55] <malcom2073> witnit: nice, how much do they cost?
[08:56:37] <malcom2073> Is that for brushless motors?
[08:57:32] <malcom2073> Looks like brushed
[08:58:17] <malcom2073> Only brushed servos I have are the 20 year old ones that came on my big mill origonally, and they're signfiicantly too large for that controller heh
[08:58:34] <gregcnc> www.ebay.com/itm/331739165262
[09:01:04] <gregcnc> i've never seen curved rails like that
[09:01:39] <malcom2073> I've only seen them in THK's datasheets, but never actually on a machine heh
[09:02:49] <malcom2073> whew 100lbs
[09:03:42] <gregcnc> shipping that stuff is usually the problem. i got lucky and found my XY stage locally
[09:04:40] <enleth> I think I need to ask what may be an elementary question about servo drives, but not having much experience with them I'm just not sure: suppose I have a servo drive that accepts 24-180VDC (Copley 423) and a motor with maximum terminal voltage of 140V (SEM MT30H4-44). The drive has settings for current limiting, but nothing obvious for output voltage limiting. Do I just need to provide the drive with no m
[09:04:46] <enleth> ore than 140VDC input voltage?
[09:05:11] <gregcnc> you may need a shunt to dump braking energy
[09:06:41] <gregcnc> http://www.a-m-c.com/products/shunt-regulators.html
[09:06:43] <enleth> I guess braking is a whole another can of fun here, but first I'd like to understand how to limit the motor voltage when it's accelerating
[09:07:06] <witnit> malcom2073: im guessing its around $150 I forget though
[09:07:10] <gregcnc> you don't have to limit ovoltage
[09:07:23] <gregcnc> the current limit will take care of that
[09:07:58] <witnit> gregcnc: you sure?
[09:07:58] <gregcnc> and you rapid speed setting
[09:08:06] <enleth> OK, that does make sense
[09:08:51] <witnit> I mean his motor can only handle 140v if he doesnt limit the voltage it would output beyond 140v
[09:09:00] <enleth> and the shunt really is there to prevent the motor from *generating* a voltage higher than it can withstand itself, right?
[09:09:01] <gregcnc> raising voltage would increase RPM
[09:09:19] <enleth> as much as it is to protect the drive
[09:09:20] <witnit> basically dont let your scale go beyond an output voltage of X
[09:09:33] <enleth> witnit: well that was what I was thinking as well
[09:09:40] <gregcnc> only case is no load speed, ie rapids
[09:09:45] <witnit> right so if he goes over 140v hes that motor will be screaming
[09:10:25] <enleth> gregcnc: this is a pretty important case I think
[09:10:26] <gregcnc> with velocity mode that's should limit voltage
[09:10:27] <witnit> if you know your potential output voltage you should be able to scale your signal to a % of it
[09:10:51] <gregcnc> in torque mode no such luck
[09:11:15] <witnit> so instead of + or - 10v you just do something like + or - 8.5v
[09:11:42] <enleth> I have no idea what converter topology is used in those drives, or indeed if it's a DC-DC converter at all, so I don't know if the output voltage is strictly limited by the input voltage - I'd assume as much though
[09:11:59] <enleth> witnit: isn't that a waste of dynamic range?
[09:12:29] <witnit> well if you reach lets say 9v output and you are outputting 165v that is bad
[09:12:37] <enleth> indeed
[09:12:53] <witnit> but your dynamic range would be like 1.2, 1.3, 1.4
[09:12:58] <gregcnc> the shut is there because when stopping an axis it will regen and voltage will rise.
[09:13:23] <gregcnc> but motor voltage will still only get as high as rapids allow
[09:14:02] <enleth> what does that actually *mean*?
[09:14:34] <witnit> well maybe im not thinking about it correctly but I always assumed +/- 10v inout signal to copley card = +/- 180v output voltage from card
[09:14:37] <gregcnc> motor voltage = BEMF
[09:15:05] <enleth> gregcnc: I'm asking about "voltage will still only get as high as rapids allow"
[09:15:13] <witnit> yeah gregcnc is talking about when the motor has inertia and needs to slow down it actually becomes a dc generator at some point causing higher load
[09:15:19] <witnit> right?
[09:15:20] <skunkworks> depends on how the drive is setup.. Current, voltage, velocity
[09:15:23] <gregcnc> say you motor are 180V/1000RPM. if rapids allow only 500RPM BEMF will only ever reach 90V
[09:16:41] <gregcnc> generated voltage has to be absorbed somewhere, either the other axes or the shunt reg
[09:16:49] <enleth> specs say they're 3100RPM max, which would translate to a 7750mm/min feed rate under ideal conditions
[09:17:06] <gregcnc> what is Ke?
[09:18:58] <witnit> well, whatever you do enleth dont let your controller servo amp dump too many volts into the motor it will go much faster than it is supposed to
[09:19:05] <enleth> 0.43Vs/rad
[09:20:19] <enleth> witnit: I figured that much, now trying to get the details - I know the teory and understand the physics behind it all, but I've never applied this knowledge in that particular area, so I'm still a little lost
[09:20:25] <enleth> *theory
[09:22:21] <gregcnc> OK so you motors are 140V at 3100RPM. if rapids are limited to the 7750mm/min motor voltage will never be exceeded.
[09:22:34] <gregcnc> minus a few details.
[09:22:39] <enleth> most importantly - I think I fully understand the need for shunting and how BEMF acts when the whole assembly is *stopping*, my question is purely about limiting the voltage when it's *starting*, at which point the drive is the only energy source as the motor hasn't yet stored any
[09:22:54] <gregcnc> the real limit is mechanical 3100RPM limit
[09:23:36] <gregcnc> current limit will take care of voltage at speed lower than 3100 RPM. I x R
[09:24:08] <witnit> but why does current limit change voltage limit?
[09:24:14] <SpeedEvil> Energy stored in a motors kinetic energy does not act like energy stored in an inductor if that's what you're thinking
[09:24:28] <gregcnc> voltage x resistance = voltage
[09:24:50] <witnit> but his amp doesnt know the difference
[09:24:55] <gregcnc> the motor does
[09:24:56] <enleth> suppose the armature is fully stationary, +10V is applied to the ref input of the drive, no encoder pulses have been generated yet so the control has no idea what's the starting speed of the whole setup just yet - what's the voltage the drive initially tries to apply to the motor?
[09:25:16] <gregcnc> what is motor resistance
[09:25:31] <witnit> 100% of the servo amps capacity AFAIK
[09:25:40] <gregcnc> pfff current x x resistance = voltage
[09:25:52] <enleth> 2Ohms less brushes
[09:25:59] <enleth> 2.0 Ohms
[09:26:04] <gregcnc> curretn limit?
[09:26:32] <witnit> yeah, but if you put a small motor on a big amp with high output voltage the motor will just scream and smoke
[09:27:01] <Sync_> OdinYggd: a lot of machines I have seen do the homing through the indexmark on the glass scale
[09:27:03] <enleth> there's no clear current limit in the spec, but I've got
[09:27:04] <gregcnc> NO
[09:27:06] <enleth> blah
[09:27:28] <enleth> "current at peak torque at 25 deg C", 26A
[09:27:36] <OdinYggd> Only if they have a glass scale at all Sync_
[09:27:39] <gregcnc> lets say it's ten amps 10A x 2 ohm = 20V
[09:29:19] <gregcnc> at 26A you will have ~54V sent to the motor if stalled
[09:29:35] <Sync_> which are almost all that don't have absolute encoders OdinYggd
[09:29:45] <gregcnc> at full accel it will be 54V + BEMF as RPM increases
[09:29:46] <OdinYggd> The opposite in my experience
[09:29:53] <OdinYggd> None of the machines I work with have absolute encoders
[09:30:16] <OdinYggd> they all use quadrature output rotary incremental, other than the DRO-only machines which use glass scale or spherosyn soutions
[09:30:29] <enleth> gregcnc: OK, so the drive will attempt to increase the voltage to counter BEMF
[09:30:50] <gregcnc> it has no choice until it runs out of voltage
[09:31:13] <enleth> what prevents it from going over 140V?
[09:31:15] <Sync_> idk, a lot of machines I have seen use glass scales for position correction and an encoder on the nut
[09:31:18] <Sync_> nothing enleth
[09:31:22] <gregcnc> nothing
[09:31:23] <Sync_> but it doesn't have to
[09:31:29] <Sync_> as the motor is not going to burn up
[09:31:34] <gregcnc> right
[09:31:36] <Sync_> it jus will burn if you overspeed it
[09:31:51] <gregcnc> and rapids limit how fast it can spin
[09:32:38] <Sync_> I run a lot of 12V servos at 24V
[09:32:41] <enleth> thing is, can I safely assume the breakdown voltages anywhere in the motor are well in excess of the voltages the drive is capable of?
[09:32:46] <Sync_> to get higher torque dynamic
[09:32:48] <Sync_> yes enleth
[09:33:01] <gregcnc> you want some headroom in you voltage. If you had a 55V , you could only get 1V of BEMF bfore full torque is not available
[09:33:01] <Sync_> otherwise they would explode all the time
[09:33:13] <OdinYggd> Usually yes. Inverter-duty motors and servos often have large safety factors to deal with inductive effects of their drives
[09:33:17] <Sync_> the breakdown voltage will be in the 600V range or more
[09:33:22] <Sync_> as you get inductive spikes
[09:33:25] <Sync_> when the drive switches
[09:33:36] <OdinYggd> That's the diffrence between a standard motor and an inverter-duty motor, the inverter duty has heavier insulation to deal with the coils kicking from the PWM
[09:34:08] <OdinYggd> Of course I've got standard motors run from VFDs anyway that are surviving, just mind your heat and pay close attention to the sound it makes
[09:34:17] <OdinYggd> while I've cooked a few inverter duty motors running them straight off the line
[09:34:23] <OdinYggd> Application is everything
[09:34:49] <enleth> OK, it's all starting to fit together
[09:36:23] <enleth> So I guess I should size the DC power source for the drives to provide a tad under 180VDC and just make sure the current limit is set properly
[09:36:35] <enleth> on the drives, that is
[09:36:54] <Sync_> yup
[09:37:11] <gregcnc> basically, unless you don't intend to run 7750 rapids, the voltage could be lower
[09:37:28] <OdinYggd> usually rapid is limited by the rigidness of the motion and the type of screw.
[09:37:41] <enleth> well it's 5000 now and any higher just makes the motors lag behind and the control errors out
[09:37:58] <OdinYggd> On the mass produced CNCs using ball screws with linear motion cartridge movements, 1000 ipm rapid is typical max
[09:37:58] <gregcnc> what is voltage now?
[09:38:18] <enleth> but it will be interesting to see if newer, more powerful drives get it to run faster within tolerance
[09:38:22] <OdinYggd> meanwhile my old cast iron dovetails rarely exceed 75 inches a minute
[09:38:46] <OdinYggd> ball screw or not, that type of ways just doesn't support high speeds
[09:39:18] <gregcnc> enleth, they are lagging because there isn't enough voltage
[09:39:21] <enleth> gregcnc: no idea, I'd have to measure, the drive accepts +/-150V*AC* from a center tapped autotransformer, drives one side of the motor winding and the other side is directly connected to the center tap
[09:39:33] <enleth> it's a weird setup
[09:39:45] <enleth> 1970s Bosch Z15-1A
[09:43:05] <gregcnc> 150VAC will be recitified to ~210VDC right so there might not be any gain at all. depends on how much voltage is really available.
[09:47:58] <enleth> might be less, that autotransformer is weird as fuck and it may actually provide less than 150VAC on the side windings
[09:49:04] <OdinYggd> Sensitive to load too if it has a poor coupling factor
[09:49:20] <gregcnc> 5000mm/min = 90V BEMF plus some for torque and additional losses.
[09:53:02] <enleth> in fact I'm almost sure it gives a bit less because 400VAC phase-to-phase input is connected at primary winding terminals labeled for 420V, so it's 10% less or so
[09:54:34] <gregcnc> with 180V it should be no problem. You could measure motor voltage at rapid if you're really curious.
[09:55:09] <enleth> anyway I'll probably dump that transformer, there's no way it will provide anything convertible to 180VDC *and* it's a damn autotransformer, no galvanic isolation
[09:55:37] <enleth> and it's only sized for a single drive
[09:55:52] <gregcnc> lathe I'm working on needs 44.6V for rapids not accounting for resistance and losses and is achieving it at 48V.
[09:56:12] <enleth> I mean, it's huge, but most of that bulk are multi-voltage primaries
[09:58:38] <enleth> now sizing of the next transformer will be interesting
[09:59:20] <enleth> I can assume that X and Y might need to run at full power simultaneously, but Z not so much
[09:59:46] <enleth> in fact the quill feed is probably hugely overpowered in this machine
[09:59:50] <Sync_> that depends if you plan on doing a lot of 3d contouring
[09:59:54] <lair82> Morning Guys, I finished up a new SSD yesterday with fresh install of Linuxcnc Wheezy, running 2.7.4, got all my config stuff transferred over to it, setup all the other bs I had to do, and just went out and swapped out the drives, and as soon as I try to start Linuxcnc up, it takes 10-15 seconds before the gui opens fully, and immediatly I get a RT delay fault, here are some screenshots,
https://app.box.com/s/ltq4wqv4n0hc8m2fnk
[09:59:54] <lair82> r7hsndg3wtmx67
https://app.box.com/s/4lteuv65kgrskc8wqzotpmjenf73ohks
[09:59:55] <enleth> it's the same SEM motor as X and Y
[10:00:14] <enleth> and the ball screw encases the whole quill, so it's got an enormous contact area
[10:00:25] <lair82> https://app.box.com/s/ltq4wqv4n0hc8m2fnkr7hsndg3wtmx67
[10:01:26] <enleth> (the ball nut is pressed into a belt pulley and rotates driving the screw-quill assembly)
[10:25:14] <pink_vampire> do you want to see a picture of happiness?
[10:25:54] <pink_vampire> http://i.imgur.com/tMoIGz4.png
[10:26:46] <lair82> Chips are always good
[10:27:03] <gregcnc> chips are better deep fried
[10:27:17] <lair82> As long as they aren't the machine destroying itself
[10:27:26] <lair82> That's true as well
[10:28:14] <pink_vampire> I'm soo happy with that!
[10:30:38] <lair82> I'm happy it's friday
[10:31:00] <lair82> Get the hell out of here for a few days
[10:31:50] <pink_vampire> coool!!
[10:32:18] <pink_vampire> friday mean more sock material!
[10:32:31] <lair82> Yep, very true
[10:33:02] <lair82> but i'd rather spend it on the wife and kids
[10:33:40] <lair82> pcw_home, you around?
[10:34:05] <Sync_> > wife and kids
[10:34:20] <lair82> ??
[10:34:26] <pink_vampire> I'm the wife! the wife want steel!
[10:35:26] <pink_vampire> Honey do you want to go shopping with me...
[10:35:40] <lair82> Mine likes those sparkly clear things, you wear around your finger, your neck, on your ears
[10:36:19] <pink_vampire> I like diamonds
[10:37:08] <lair82> I'd rather go for the steel, hell of a lot cheaper
[10:37:20] <pink_vampire> diamond cutters of course..
[10:37:29] <pink_vampire> and also ruby
[10:37:31] <pink_vampire> tips
[10:37:34] <lair82> Aaaahhh
[10:38:41] <pink_vampire> on jewelries like silver
[10:39:00] <Sync_> lair82: I meant, that would imply that one has such time suckers
[10:39:01] <pink_vampire> also antiseptic
[10:39:54] <lair82> Yep, wife and 2 kids, 3 month old, and a 2 1/2 year old
[10:40:15] <lair82> Sync_ I take it your single
[10:40:27] <pink_vampire> I don't have kids (yet)
[10:41:03] <_methods> ouch 3 month old
[10:41:08] <lair82> I believe I am done with kids, unless she gets her way for 1 more
[10:41:28] <_methods> mine is in college now thank god
[10:41:35] <lair82> Aah, it's not that bad, she sleeps 8-10 hrs a night already
[10:41:36] <_methods> we're so close to being free
[10:41:37] <_methods> hahah
[10:41:50] <Sync_> yes lair82, no need to have more time sucked away from my projects
[10:42:20] <lair82> I remember those days, not in the too distant past,
[10:42:43] <_methods> haha well those days are gone for awhile
[10:42:53] <_methods> it doesn't get bad till the teenage years
[10:43:15] <lair82> My projects were, work 10-12hrs a day 6 days, then party like a rockstar the rest of the time
[10:43:35] <_methods> 1 day a week lol
[10:43:59] <lair82> Oh, i'm sure, especially if my daughter has the same taste as mommy
[10:44:52] <lair82> nope, work till 5-530 every night, then go close the bar down at 1-2 o'clock in the morning, go home sleep 3-4 hrs, start all over again
[10:45:13] <lair82> that routine for about 6 years
[10:45:26] <yasnak> *coughs* who would ever live a lifestyle like that?
[10:45:32] <yasnak> :P
[10:45:55] <_methods> hahah
[10:45:59] <yasnak> 27, I keep a few lady friends at arms length. Nobody got time for that
[10:46:04] <_methods> standing in front of the machine swaying
[10:46:15] <lair82> Thats what you do when your 21, making fat cash as maintenance manager of a large company, and SINGLE
[10:46:25] <archivist_herron> the old free and single club
[10:46:48] <yasnak> I remember running the milling cell just feeling like death. Then 11AM comes and the hangover starts. So yeah, you we're feeling fine because you were still drunk! ;)
[10:46:53] <_methods> the wife already has dibs on the room when we're unburdened
[10:47:19] <FloppyDisk> grub rescue - gahhhhh.... I cannot work these things.
[10:48:07] <yasnak> Had an tardy record of 64% of days. Not just 15mins late. Like an hour or so...my boss didn't cut me. Amazing, because now I am the boss on the floor and it seems like hes burning my ass out as punishment for all that wasted time haha
[10:48:55] <Sync_> heh
[10:51:46] <enleth> gregcnc: wondering about the input current capabilities required for those drives - at 2ohm armature resistance and 52V to get to the 26A max current, the drive will push about 1350VA. Now, the 90V or so BEMF being compensated by the drive does need the input voltage to be at least 142V (90V+52V) plus any internal voltage drop, let's say 150V, but the apparent power being supplied would still be those 135
[10:51:52] <enleth> 0VA, right?
[10:53:32] <enleth> meaning the 90V will cancel out BEMF and only 52V will contribute to current flow, if that way of phrasing it makes any sense
[10:54:46] <SpeedEvil> enleth: no
[10:55:01] <pcw_home> 1350W at peak stall torque at 0 RPM
[10:55:05] <SpeedEvil> enleth: the power dissipated in the windings of the motor will remain at (about) 1350W
[10:55:24] <SpeedEvil> enleth: The power output of the drive will be about 90*26A
[10:55:35] <SpeedEvil> The power input is the sum
[10:55:44] <SpeedEvil> power output of the motor
[10:56:11] <FloppyDisk> Anyone have good ideas on how to get around a fresh xubuntu 14.04 install and always getting grub_rescue.
[10:56:43] <FloppyDisk> I try re-formatting from the install disk all the partitions and giving the grub bios partition 'more room', like 3MB
[10:56:51] <lair82> pcw_home, I switched a good working config that was on ubuntu 10.04 over to wheezy today, on the same machine, that wasn't having any RT issues, and now it is giving my RT delay faults, and the latency test on a 1ms thread is saying around 86000
[10:57:02] <FloppyDisk> But, I'm doing something wrong as I keep getting grub rescue...
[10:57:36] <FloppyDisk> lair82 - do you ever have grub issues on boot?
[10:57:43] <lair82> Is there anything special that needs to be done to flip over to wheezy?
[10:57:54] <lair82> No, nothing that I have seen
[10:58:15] <FloppyDisk> woe is me...
[10:58:16] <enleth> SpeedEvil: is there any point in trying to calculate the *impedance* of the motor to understand what's happening here?
[10:59:08] <SpeedEvil> enleth: not really
[10:59:19] <SpeedEvil> enleth: it's a resistor in series with an ideal motor.
[10:59:27] <SpeedEvil> enleth: (to one approximation anyway)
[10:59:37] <SpeedEvil> voltage is only set by RPM. Current= torque
[10:59:50] <SpeedEvil> (of the motor)
[11:00:04] <SpeedEvil> (the ideal part)
[11:01:55] <pink_vampire> I'm looking for 72VDC 20A contactor
[11:02:13] <enleth> OK, where's the 90*26A power output coming from?
[11:02:19] <enleth> I mean, why it's that
[11:02:25] <pcw_home> lair82: dont know, is it possible there were some kernel options that got lost when you upgraded to wheezy?
[11:02:27] <pcw_home> (idle=poll, isolcpus etc)
[11:02:32] <enleth> 90V of BEMF, sure
[11:02:50] <pcw_home> thats the actual mechanical work being done
[11:03:30] <SpeedEvil> enleth: Back EMF is voltage the motor generates purely by spinning. Consider it as 'gearing' between voltage and RPM.
[11:03:51] <SpeedEvil> Torque * RPM = power (in funny units)
[11:04:03] <SpeedEvil> hence Volts * torque = power.
[11:04:22] <SpeedEvil> Torque is just amps in funny units
[11:04:48] <lair82> pcw_home, I grabbed a new blank SSD, and loaded and programmed in my office, copied my configs onto it, and that is were it stands,
[11:05:28] <enleth> oooookay, taking that at face value now, I'll have to follow the math step by step later
[11:05:32] <pcw_home> New CPU?
[11:05:49] <gregcnc> pink_vampire www.ebay.com/itm/272078467772
[11:06:01] <enleth> so 90V at 26A gives me 2340VA or so
[11:06:10] <lair82> Nope, it is all the original hardware that running fine with ubuntu,
[11:06:43] <lair82> This is one that gmoccapy was tapping out the cpu after a couple days and freezing up the control.
[11:06:48] <pcw_home> but you will have lost any grub kernel commsnd line options when you installed
[11:06:56] <gregcnc> Ke = Kt , Kt x A = Nm in SI anyway
[11:07:27] <enleth> for 3 drives to be able to safely push full power, even with no safety margin, I'd be looking at a 7kW+ power supply
[11:07:45] <enleth> well that's going to be one huge ass transformer there.
[11:07:49] <Sync_> only if all 3 drives are stalled
[11:07:51] <gregcnc> that assumes full torque at full speed
[11:07:52] <pink_vampire> gregcnc: the contactror that you linked is AC - you can't use it for DC!
[11:07:59] <Sync_> or rather at full load
[11:08:27] <lair82> I thought I would not need to worry about the "Isolcpus" command, after the conversation we had the other day
[11:08:36] <pink_vampire> gregcnc: Rated Operational Current DC-13 (Ie): (110 V) 0.7 A (220 / 240 V) 0.4 A (24 V) 2.5 A
[11:08:37] <enleth> so I should probably take a look at what utilization factors are being assumed by people more exprienced than me when they design their machines
[11:08:43] <pcw_home> for RTAI it may make sense
[11:09:32] <pcw_home> why are you switching DC? Its usually something better avoided
[11:09:41] <lair82> Ok, I will go give that a try. I left the original SSD intact in the machine, just in case of issues,
[11:09:51] <malcom2073> http://shop.evilmadscientist.com/productsmenu/846
[11:09:56] <malcom2073> that's an interesting take on a pen plotter
[11:10:36] <pink_vampire> shit
[11:10:54] <pcw_home> enleth servo power supplies are often about only 20/30% of all axis worst case totals
[11:10:59] <pink_vampire> ql-700
[11:11:13] <pink_vampire> love it ^
[11:14:11] <gregcnc> What are you switching
[11:15:05] <pink_vampire> gregcnc: I want to make a brake system
[11:15:38] <gregcnc> by shorting the motor?
[11:15:51] <pink_vampire> yes.
[11:16:03] <pink_vampire> and also disconnect it.
[11:16:36] <pcw_home> servo power supplied are smaller than expected because:
[11:16:38] <pcw_home> full speeds are usually only used for rapids so only inertial/friction loads
[11:16:39] <pcw_home> motor peak current is never reached in a real system (you would be running open loop at that point)
[11:16:41] <pcw_home> simple transformer/rectifier power supplies can supply 2/3X continuous rating for about as long at the motors can
[11:16:53] <pink_vampire> I need 3 poles contactor for that DC
[11:17:14] <pink_vampire> one of the poles need to be N.C
[11:19:10] <gregcnc> source current will be much smaller than motor current most of the time
[11:19:40] <zeeshan> most of the controllers ive ripped apart
[11:19:44] <zeeshan> just have a transformer and rectifier
[11:19:52] <zeeshan> i dont even see caps..
[11:20:02] <zeeshan> thats what is fed into the drive
[11:20:17] <pcw_home> 3 phase doesnt need big caps
[11:20:29] <zeeshan> ah
[11:20:32] <pcw_home> (single phase does)
[11:20:34] <zeeshan> but the ripple is more w/ signal phase
[11:20:34] <zeeshan> makes sense
[11:20:48] <pcw_home> with 3 phase you always have power
[11:21:13] <pink_vampire> but anyway I can't find ANY DC contactors.
[11:21:16] <pink_vampire> nothing!
[11:21:28] <zeeshan> pink
[11:21:34] <zeeshan> most ac contactors can be used for dc
[11:21:38] <zeeshan> but massively derated
[11:21:44] <pink_vampire> zeeshan: NO!
[11:21:44] <zeeshan> we make some
[11:21:49] <pink_vampire> NEVER EVER!
[11:21:54] <pcw_home> They exist but you really really dont want to go there
[11:22:00] <pink_vampire> this is huge mistake!
[11:22:08] <pink_vampire> read the specs.
[11:22:14] <zeeshan> youre prolly confusing the coil
[11:22:15] <OdinYggd> If it isn't rated for DC, don't do it.
[11:22:29] <pink_vampire> 20A 690V AC is about 0.5A 24V
[11:22:34] <Tom_itx> whassup on this cold rainy friday?
[11:22:35] <zeeshan> exactly
[11:22:37] <OdinYggd> DC has differnet arc quenching characteristics, and a lot of AC coils have really low DC resistances because they rely on impedance for current limiting
[11:22:38] <zeeshan> its massively derated :P
[11:23:08] <pcw_home> if it doesnt break current, its OK
[11:23:24] <OdinYggd> Depends on which part you're looking at- the contactor or the coil
[11:23:33] <pink_vampire> it's much more hard to break DC arc
[11:23:39] <zeeshan> coils can be swapped
[11:23:41] <zeeshan> for ac or dc
[11:23:45] <zeeshan> its always an option
[11:23:53] <OdinYggd> The contactor needs different arc quenching capabilities for DC because the zero crossing of AC tends to extinguish the arc
[11:24:04] <pcw_home> not only is it hard, it will damage electronics
[11:24:12] <OdinYggd> on the other hand, a coil meant for AC will take way too much current and kill itself on DC. They often rely on impedance to current limit, not just resistance
[11:24:34] <pink_vampire> I'm using the digital coil.
[11:24:41] <pink_vampire> and the coil is DC.
[11:25:05] <zeeshan> good contactors will have a mov inline w/ the contactor
[11:25:09] <zeeshan> to absorb the energy
[11:25:19] <pink_vampire> but I'm talking about the contacts that will destroy from the DC arcing
[11:25:44] <enleth> pcw_home: so a power supply capable of 50% or so of full theoretical power of all 3 drives will probably give me all I'd ever need, and 3-3.5kW is pretty much doable
[11:25:45] <archivist_herron> pink_vampire, read your drive manual for how to add a brake
[11:25:52] <Sync_> pink_vampire: be aware that motors only generate a torque when spinning
[11:26:02] <enleth> I mean, a 3kW transformer is not going to be the size of a barn
[11:26:17] <pink_vampire> but if the driver can push 20A
[11:26:26] <pcw_home> enleth: yes and thats probably still overkiill
[11:26:44] <pink_vampire> and I have 2 power lines that go from the driver to the contactor, thento the motor,
[11:26:59] <pink_vampire> I need them to hold 20A DC 72V
[11:27:13] <DaViruz> semiconductors might be a better option for breaking DC
[11:27:18] <enleth> pcw_home: acknowledged. will look for something between 2 and 3kW then
[11:27:44] <pcw_home> you are pretty likely to destroy your motor driver doing this
[11:27:54] <gregcnc> shouldn't the drive disable?
[11:28:17] <zeeshan> http://new.abb.com/low-voltage/products/motor-protection/contactors-for-dc-switching
[11:28:21] <zeeshan> one example :P
[11:28:39] <pink_vampire> Up to 2000 A, 1000 V DC CUTE
[11:28:42] <zeeshan> i know ive seen eaton make a similar type used in our solar products
[11:28:54] <zeeshan> i think the dc bus voltage there is 400
[11:28:55] <zeeshan> i forget
[11:28:56] <gregcnc> this is a failsafe to stop a drive failure?
[11:29:03] <enleth> pink_vampire: uh, doesn't the drive manual tell you to *not* switch the output unless it's a critical emergency?
[11:29:23] <zeeshan> you can switch the output
[11:29:29] <zeeshan> as long as you also kill the input
[11:29:30] <zeeshan> :P
[11:29:53] <Sync_> well, most people just use a drive with safe torque off
[11:30:06] <pink_vampire> I'm using the G320X
[11:30:09] <gregcnc> this si for a DC servo
[11:30:17] <pcw_home> or kill the input power
[11:30:17] <enleth> pink_vampire: in which case contact damage is probably the least of your problems because you will have blown the drive anyway?
[11:30:44] <Sync_> well, killing the input is the safest way to do it
[11:30:45] <pink_vampire> one sec. let me show you the circuit.
[11:32:06] <enleth> wouldn't it actually more make sense to *short* the motor (and the drive output as a result) with a high power resistor and let the drive throw a fault?
[11:32:13] <enleth> I mean, for an emergency stop
[11:33:12] <djdelorie> if it's truly an emergency, explosive bolts through the drive shaft should do it...
[11:33:37] <djdelorie> you could market it as "CNCStop" :-)
[11:33:49] <Sync_> the best way is a mechanical brake and disconnection of the power to the drive
[11:33:54] <pcw_home> if you short the DC bus supply (with a shut resistor) you will brake all motors
[11:34:03] <Sync_> but most people now use safety certified drives
[11:34:05] <pcw_home> shunt
[11:34:15] <Sync_> which can produce interesting effects
[11:34:51] <pink_vampire> http://i.imgur.com/WzUAhfl.png
[11:34:57] <djdelorie> on my machine, I designed the power supply to be able to absorb the energy from the motors, so I can electrically force them to stop
[11:35:06] <djdelorie> sort of regenerative braking
[11:36:13] <pcw_home> pink_vampire: that will destroy both your drives and eventually your motors
[11:36:21] <zeeshan> lol
[11:36:26] <zeeshan> do it!!!!!!1
[11:36:28] <pink_vampire> why? how?
[11:36:43] <zeeshan> output transistors will fry
[11:36:53] <pink_vampire> how
[11:36:57] <djdelorie> and if the switch doesn't switch right, back-emf will fry the motor insulation
[11:37:12] <zeeshan> pink_vampire: the energy has to dissapate somewhere
[11:37:22] <pcw_home> motor will get demagnetized if spinning fast when stopped
[11:38:01] <pink_vampire> what do you mean demagnetize?
[11:38:22] <pcw_home> you will exceed the peak motor current
[11:39:36] <pcw_home> and your field magnets will weaken
[11:39:56] <pink_vampire> first all the 3 contacts work from the same contactor. so. if the 2 contact that go to the motor get close the one that short the motor get open the same time
[11:40:50] <Sync_> yes but think about what happens when the motor spins fast in a rapid and your contactor falls off
[11:41:15] <Sync_> the inductive kick will fry the drive and the motor will be shorted, and then exceed the peak current
[11:41:57] <pink_vampire> the peak current is 40A
[11:42:55] <pcw_home> the peak current is R-MOTOR/Vmotor when you short it out, this may be 100A or more
[11:42:57] <Sync_> calculate the stored energy when your stage moves
[11:43:28] <Sync_> and yeah, the peak current will be very high
[11:44:12] <pink_vampire> it can turn about 5 revolutions.
[11:44:31] <pink_vampire> and the table is about 100lbs
[11:46:17] <pcw_home> basically just dont do it if you value you motors/drives/mechanics
[11:46:20] <pink_vampire> 51.84 Joules
[11:47:08] <pcw_home> if you want a simple brake, put a shunt load on the DC bus when you want to brake (and disconnect the AC primary)
[11:47:50] <pink_vampire> about 17.28W per sec if it's take about 3 sec (now) to brake
[11:47:55] <pcw_home> This load shoul not exceed one drives maximum current
[11:48:15] <pink_vampire> and 518.4W if it done in 0.1 sec.
[11:48:31] <Sync_> what is your motors resistance?
[11:48:42] <pink_vampire> very low
[11:48:55] <Sync_> ...
[11:49:00] <pink_vampire> one sec, datasheet
[11:49:12] <gregcnc> very low to me is .003 Ohm....
[11:49:51] <pcw_home> also read your drive specs, pretty sure they will specifically forbid switching the output leads
[11:49:52] <pink_vampire> http://www.automationtechnologiesinc.com/products-page/nema-34-dc-servo-motor/4-axis-nema34
[11:50:39] <pink_vampire> http://www.automationtechnologiesinc.com/products-page/nema-34-dc-servo-motor/nema34-1125ozin-dual-shaft-servo-motor
[11:50:43] <pink_vampire> this is the motor
[11:50:54] <pink_vampire> http://www.automationtechnologiesinc.com/wp-content/plugins/download-monitor/download.php?id=124
[11:51:00] <pink_vampire> manual!
[11:51:28] <pink_vampire> 0.925 ohm.
[11:52:09] <pink_vampire> Sync_: ^
[11:52:51] <pink_vampire> gregcnc: PCW^
[11:52:55] <gregcnc> rapid rpm?
[11:53:10] <pink_vampire> 3200 rpm max.
[11:53:17] <gregcnc> in your machine
[11:53:30] <pink_vampire> no!!
[11:53:41] <pink_vampire> 600mm/min max..
[11:53:47] <pink_vampire> let me calculate.
[11:53:52] <pink_vampire> 5mm pitch
[11:54:15] <CaptHindsight> where does the magnetism go when magnets lose it?
[11:54:33] <Sync_> to china
[11:54:34] <gregcnc> hmmmm
[11:54:37] <pcw_home> Gauss heaven
[11:54:53] <pink_vampire> 120 RPM?!
[11:54:53] <Tom_itx> center of the earth where all mysteries go
[11:55:37] <CaptHindsight> is China full of Gauss?
[11:55:41] <pcw_home> wow you are only using 5% or so of that those motors can do
[11:55:59] <gregcnc> is that kit recommneded for the 0704?
[11:56:04] <pink_vampire> NO!
[11:56:12] <pink_vampire> this is want I want
[11:56:26] <pink_vampire> the benefit is SUPER quite machine.
[11:56:32] <CaptHindsight> speaking of the center of the earth, magnetic center or geographical center?
[11:56:35] <gregcnc> super expensive
[11:56:42] <pink_vampire> no..
[11:57:06] <pcw_home> Good news! at that speed theres no danger of demagnetization (just destroying the motor insulation or the drives)
[11:57:48] <pink_vampire> what do you mean by "just destroying the motor insulation or the drives"?????
[11:57:56] <pink_vampire> pcw_home: ^T^
[11:58:10] <pink_vampire> !?!
[11:58:53] <CaptHindsight> you're still going to have noise while cutting
[11:59:07] <pink_vampire> yes.. I know..
[11:59:21] <pink_vampire> but not when it probing,
[11:59:25] <CaptHindsight> unless you use a laser
[11:59:29] <pink_vampire> or make tea
[11:59:35] <jdh> make a belt drive
[11:59:47] <pink_vampire> NO!
[11:59:58] <jdh> and new bearings
[12:00:01] <pink_vampire> I have 3 axis..
[12:00:02] <CaptHindsight> belt drive with motors located outside?
[12:00:05] <pink_vampire> but 4 motors..
[12:00:12] <pcw_home> when you break the motor connection when current is flowing you can get 1000s of V spikes from the inductive kickback
[12:00:19] <pink_vampire> so maybe servo spindle.
[12:00:37] <pcw_home> these spikes can destroy the drive and the motor
[12:01:25] <pink_vampire> but if it get disconnected from the driver.
[12:02:12] <jdh> I mesnt spindle belt for noise
[12:02:20] <pink_vampire> jdh: I don't like the belt drive conversion in the G0704 - I like the quill
[12:02:31] <CaptHindsight> and cut quieter materials
[12:02:43] <pink_vampire> like wax!
[12:02:48] <pink_vampire> graphite!
[12:03:20] <CaptHindsight> have you considered the odors involved?
[12:03:38] <jdh> still crappy 704 gears
[12:04:22] <pink_vampire> I never switch from high to low.
[12:04:30] <CaptHindsight> sound, weight, odor, color, shape and overall aesthetics
[12:04:36] <pink_vampire> I'm always on high
[12:05:55] <jdh> obvs
[12:06:38] <CaptHindsight> http://www.frontgate.com/boswell-swivel-bar-and-counter-stools/459370?SourceCode=ZZ51120&cm_mmc=Comparison%20Shopping-_-Google%20Product%20Listings-_-NA-_-NA&intlShippingCtx=US|USD&mr:trackingCode=8333024E-80F3-E111-96D6-BC305BEDEAD8&mr:referralID=NA&mr:device=c&mr:adType=plaonline&mr:ad=55927942769&mr:keyword=&mr:match=&mr:tid=pla-122718604889&mr:ploc=1016972&mr:iloc=9021434&mr:store=&mr:filter=122718604889&gclid=CNXq8LbWyssCFUQ9gQodBMo
[12:06:38] <CaptHindsight> G7A shop floor seating, why not be comfortable?
[12:06:46] <pcw_home> the problem with the contactor is its not disconnected, you get a arc which generates
[12:06:47] <pcw_home> HF HV spikes which will destroy your drive, and possible motor
[12:07:16] <MrSunshine> hmm what are those mechanisms called to reduce size ? say i have a template that is 10 times bigger than what i want in the other end
[12:07:41] <CaptHindsight> a shrinker?
[12:07:49] <pink_vampire> sound - quite enough, weight - not enough, odor - fine, color - too green should be pink, shape and overall aesthetics - I'm happy.
[12:08:25] <pcw_home> now if you can guarantee that you short out the motor first, you can avoid the arc, but the dead short will probably kill your drive
[12:08:26] <pink_vampire> PCW: what about to make a delay before the short.
[12:08:29] <gregcnc> pantograph
[12:09:21] <pink_vampire> or to to use power resistor before the drive.
[12:09:27] <pink_vampire> after**
[12:09:38] <pink_vampire> CaptHindsight: ^
[12:09:57] <CaptHindsight> https://en.wikipedia.org/wiki/Pantograph_%28transport%29
[12:10:56] <pink_vampire> pcw_home: ^^
[12:10:58] <CaptHindsight> is that why those things on electric trains look like these?
https://en.wikipedia.org/wiki/Pantograph
[12:11:04] <gregcnc> I'd say just just let the endstops stop it but those motors will explode that machine or switch to steppers
[12:12:50] <pink_vampire> on full power the table jump in 0.5 sec from side to side and it's feel like an earthquake
[12:13:09] <pink_vampire> I did it only one time!
[12:13:34] <pink_vampire> sooo scary!
[12:13:57] <gregcnc> ask the downs stairs neighbor if you can bolt it thru their ceiling
[12:14:09] <pink_vampire> it's bolted!
[12:14:49] <pink_vampire> and there is 3" of solid wood under.
[12:15:24] <lair82> I want to add "radeon.modeset=0" to grub, I rebooted the machine, pressed "e" when the grub screen came up, and now I can't remember which line to put that at the end of "linux /boot/... or initrd /boot/..."? and then just hit F10??
[12:15:44] <pink_vampire> #linux
[12:15:44] <Loetmichel> re at home... i really need to fix the webcam on the mill.. Broke 8 2mm Tungsten carbide mill bits today... because of chatter and loosened workpieces on the vaccum table. i tend to work the CNC remote so i didnt see it in time to react without the webcam ;-(
[12:16:50] <lair82> thank you pink_vampire
[12:16:55] <Loetmichel> # of mill bits still in stock: 0 ;) (already ordered another 20 pack tho)
[12:17:07] <pink_vampire> I need to crimp more wire ferrules
[12:17:41] <pink_vampire> hundreds of them
[12:18:16] <pcw_home> If you dont want to risk you drives or motors, brake by a shunt load on the DC power supply
[12:19:03] <pink_vampire> what is a shunt load?
[12:19:04] <CaptHindsight> gauss capacitor
[12:19:08] <gregcnc> are there devices for that?
[12:19:48] <CaptHindsight> maybe a giant 3 henry coil
[12:20:43] <pink_vampire> BRB
[12:21:23] <CaptHindsight> if you have a long enough coil couldn't you just store the power there?
[12:23:41] <CaptHindsight> motor -- > relay --->000000000Buzilliontimes0000---> relay
[12:24:01] <CaptHindsight> assuming the wire has no resistance
[12:24:09] <pcw_home> a good shunt load would be say a 10 ohm resistor
[12:24:30] <djdelorie> or a light bulb
[12:25:33] <gregcnc> OK very simple
[12:25:49] <enleth> BTW,
https://hackerspace.pl/~enleth/schematic-marked.pdf - any ideas on the exact purpose of the L1 inductor at the power input of the servo drive? (exactly in the middle of the schematic)
[12:26:50] <gregcnc> would it be a bad idea to only use a contactor on the PS input and the E stop shunt?
[12:27:03] <Loetmichel> i used 500W, 1000W and 2000W halogen quarz "bulbs" from these construction floddlights as shunt resistors for VFDs ;)
[12:27:11] <Loetmichel> works like a charm
[12:27:20] <djdelorie> looks like a common mode choke, used to keep noise from escaping out the power feed
[12:27:24] <Loetmichel> including the floodlight itsellf
[12:27:27] <enleth> Loetmichel: the tubular ones?
[12:27:31] <Loetmichel> yes
[12:27:37] <enleth> heh, nice idea
[12:28:02] <CaptHindsight> and you can also see when the motor is slowing down
[12:28:19] <Loetmichel> every time you hear the vfds "braking" you see the whole eletronics enclosure light up ;)
[12:28:35] <enleth> now surround them with colored glass
[12:28:37] <Tom_itx> might make you think it's on fire
[12:29:26] <Loetmichel> considering htat such a 500W floddlight cost less than 10 eur over here its the cheapest way to get the ballast resistors for the VFDs
[12:29:40] <Loetmichel> and the 2000W kind is less than 25 eur
[12:29:49] <CaptHindsight> if you used a DC to frequency converter could use a large loudspeaker as a shunt? then you could hear it as well (assuming you use an audible frequency)
[12:29:51] <Loetmichel> INCLUDING the lamp itself
[12:29:59] <Tom_itx> would a 500w led replacement bulb work :D
[12:30:14] <Loetmichel> Tom_itx: not really ;)
[12:30:50] <enleth> Tom_itx: if you used a led bank that actually sinks 500W, the whole neighborhood would know when your VFD is braking
[12:30:55] <gregcnc> if you get a big enoguh VFD you can feed it right back to the grid
[12:31:25] <enleth> gregcnc: but those capable of feeding excess energy back are rather expensive
[12:31:29] <gregcnc> yes
[12:32:19] <enleth> that does make a lot of financial sense if you run a factory where various motors are alternating between running and braking out of sync with each other
[12:32:30] <CaptHindsight> why not just store it in a super capacitor?
[12:32:56] <CaptHindsight> why convert it to light and heat?
[12:33:03] <gregcnc> put the braking resistor in your water heater
[12:33:34] <gregcnc> I liked the electric kettel idea
[12:33:44] <Loetmichel> gregcnc: you could use the water heater AS the braking resistor
[12:33:54] <Loetmichel> they usually have arount 1800W here
[12:33:55] <djdelorie> CaptHindsight: that's what I do, store it in capacitors and reuse it
[12:33:56] <enleth> well, last time I was looking for a braking resistor for my spindle VFD, I realized that a 600W 230V electric kettle is an ideal brake for my setup
[12:33:58] <Loetmichel> the kettles
[12:34:16] <gregcnc> Enleth then you can have herbata at break
[12:34:29] <enleth> the resistance matches manufacturer's recommendations,
[12:34:35] <CaptHindsight> nah you're supposed to buy the official load resistor for the VFD vendor
[12:34:43] <Loetmichel> *pressing the emergency stop*
[12:34:48] <CaptHindsight> are you some kind of commie?
[12:34:54] <Loetmichel> *tiooouuuuuuuubrrrrrrrrrzzz*
[12:35:04] <Loetmichel> "ah, fine, TEATIME!"
[12:35:10] <enleth> a 1800W kettle unfortunately has a lower resistance than recommended
[12:35:36] <CaptHindsight> how about 2 kettels in series?
[12:35:46] <Tom_itx> stove elements
[12:35:51] <gregcnc> or a 900W kettle?
[12:36:05] <enleth> 900W was just a tad outside of the VFD specs
[12:36:16] <gregcnc> ask china to make what you need
[12:37:24] <enleth> the VFD is already chinese
[12:37:29] <CaptHindsight> so motor --> VFD -- shunt resistor --> peltier --> battery
[12:37:38] <enleth> anyway, they list the minimum brake resistance as 54ohms
[12:38:12] <gregcnc> is there not all kinds of stuff on Ebay?
[12:38:20] <CaptHindsight> or another motor as the shunt
[12:38:26] <CaptHindsight> with a flywheel
[12:38:38] <gregcnc> VFD --> 390V battery
[12:38:43] <enleth> yeah, I found a 4kW and 9kW Siemens VFD braking resistors on local auction sites
[12:38:52] <enleth> cheap enough that I'll probably buy one of them
[12:39:17] <gregcnc> what machine is this?
[12:39:28] <gregcnc> still the bridgeport?
[12:39:29] <CaptHindsight> thats only 260 1.5V batteries in series
[12:39:30] <enleth> but that'll have to wait, power supply for the new servo drives is more important and cash is limited
[12:40:10] <enleth> gregcnc: yeah. I just couldn't find a smaller one, but as long as the resistance matches the VFD, maximum power dissipation can be bigger than needed
[12:40:33] <gregcnc> right
[12:41:14] <enleth> the motor is 1.5kW, so I guess a 1kW resistor would be OK for 50% braking already
[12:41:43] <CaptHindsight> only if the motor has a full load
[12:41:54] <enleth> but if a bigger one is available cheap, I could set the VFD to 80% and have the spindle stop really fast
[12:42:05] <zeeshan> enleth i always wondered about that
[12:42:10] <zeeshan> the thing is, its a very intermittent stop
[12:42:30] <zeeshan> i dont think the wattage of the resistor needs to match the motor max capacity
[12:42:56] <pcw_home> gregcnc: you have to be careful that you disconnect the shunt before you apply primary power
[12:43:14] <enleth> a shitty chinese one could burn out at internal connections I guess?
[12:43:55] <enleth> a Siemens resistor, even an old, used unit, probably could handle 2x the rated wattage and still be fine, if a little hot
[12:44:43] <CaptHindsight> if you have a 1KW motor driving the shaft of another 1KW motor how do you spec the shunt resistor for the second motor? does the motor rating matter?
[12:45:05] <gregcnc> braking resistor is sized for energy to be dissipated.
[12:45:18] <enleth> CaptHindsight: are you going to make motors play tug-of-war?
[12:45:30] <gregcnc> yes common way to test motors
[12:49:16] <pcw_home> even when rigid tapping I doubt that braking is more than 20% duty cycle
[12:50:28] <enleth> and now for something completely different: does anyone here have a Bridgeport with an intact, not too heavily worn VariSpeed assembly?
[12:51:00] * Loetmichel had 4 4 ohms 2kw ceramic core wire resistors under his desk at the wall in his old job...
[12:51:18] <Loetmichel> we managed to get all 4 to red hot with some Audio amplifier testing ;)
[12:53:02] <gregcnc> motors specifically rated for braking loads are rated differently
[13:07:02] <zeeshan> http://i.imgur.com/MAcbaxT.jpg
[13:07:02] <zeeshan> :D
[13:08:12] <CaptHindsight> cats make for very poor shunt resistors
[13:08:31] <zeeshan> :D
[13:08:38] <zeeshan> the middle cat isnt mine
[13:08:39] <zeeshan> my dad's
[13:08:43] <zeeshan> hes temporarily staying here
[13:08:51] <zeeshan> im suprised my cats are cool with him
[13:09:05] <CaptHindsight> short warm up period?
[13:09:16] <zeeshan> haha
[13:09:26] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/temp/misc/puppy2.jpg
[13:09:32] <CaptHindsight> few sniffs and pals
[13:09:45] <zeeshan> nice tom! :D
[13:09:53] <zeeshan> animals are best
[13:09:57] <zeeshan> except chickens
[13:10:53] <Tom_itx> just picked up a ssd for cad
[13:11:02] <zeeshan> why
[13:11:11] <Tom_itx> why not?
[13:11:16] <zeeshan> why
[13:11:24] <Tom_itx> i wanted one
[13:11:28] <zeeshan> why
[13:11:32] <Sync_> because
[13:11:39] <zeeshan> its cad
[13:11:43] <zeeshan> it needs 239032180920318238 terabytes
[13:12:13] <CaptHindsight> without the libraries
[13:13:25] <Sync_> I mean, 1T ssds are cheap now
[13:13:53] <zeeshan> youre cheap!
[13:14:02] <CaptHindsight> I thought everyone was moving to Cloud based CAD
[13:14:05] <witnit> and easy?
[13:14:24] <CaptHindsight> that way when you don't pay up all your work is gone
[13:15:21] <zeeshan> sync
[13:15:25] <zeeshan> you mount gauges before?
[13:15:25] <zeeshan> :D
[13:15:27] <OdinYggd> No, they aren't. Yet at least.
[13:15:31] * OdinYggd has a vendetta against the cloud
[13:15:51] <OdinYggd> But it is true that fusion360 is cloud based and catching on fast with the hobbyist because it is cheap (read free with strings)
[13:16:31] <OdinYggd> Now with that said I actually spent a little time reading the fine print on fusion360, and I have to say I am quite impressed with how they handled privacy and data confidentiality
[13:16:54] <Sync_> zeeshan: what kind of gauges?
[13:16:57] <OdinYggd> It still has a very glaring restriction in that anything subject to US Export controls cannot be processed by fusion360, as they sometimes use the data internally for training
[13:17:43] <Sync_> I always just installed a digital dash
[13:17:53] <CaptHindsight> someone said it's not a good idea to use it for bomb designs
[13:17:57] <zeeshan> http://i.imgur.com/q5dlI7B.png
[13:18:04] <zeeshan> im kinda old school
[13:18:07] <zeeshan> i like my analog gauges
[13:18:20] <zeeshan> im trying to figure out how to make a single solid billet al piece
[13:18:23] <zeeshan> that mounts
[13:18:24] <zeeshan> grounds
[13:18:33] <zeeshan> and maybe has traces for signal and power
[13:18:37] <zeeshan> want to make it modular
[13:18:37] <OdinYggd> Going for the classic look?
[13:18:52] <OdinYggd> I prefer the panel of analog gauges too, but when I need to monitor something accurately digital is where its at
[13:18:53] <zeeshan> nah
[13:19:04] <zeeshan> easier to read analog gauges at 180mph
[13:19:39] <enleth> analog gauge with a digital display in the middle, above the needle pivot?
[13:19:58] <zeeshan> the gauge that needs to be precise is the wideband
[13:19:59] <OdinYggd> heh.
[13:20:04] <zeeshan> it has a fancy led analog mimic
[13:20:05] <OdinYggd> for me its cause I've been around steam engines too much
[13:20:15] <CaptHindsight> if the gauges are in the car it's much easier, then the gauges are going the same speed as you
[13:20:21] <OdinYggd> and a gauge plate of stainless or aluminum fitted with brass-trimmed gauges and polished copper sensing tubes
[13:20:35] <OdinYggd> My steampunk isn't just for show, it actually works
[13:20:37] <Sync_> no need to read gauges at 180 zeeshan
[13:20:41] <zeeshan> lol
[13:20:50] <Sync_> if the dash flashes angry red at you, something is fucked
[13:21:03] <zeeshan> oil temp and coolant temp
[13:21:08] <zeeshan> and boost are really the main things im lookin at
[13:21:14] <zeeshan> at a glance
[13:21:17] <OdinYggd> Kind of important when pushing the limits
[13:21:18] <zeeshan> the widebands are in my face
[13:21:31] <OdinYggd> speed, tach, coolant temp, oil temp
[13:21:39] <OdinYggd> Oil pressure and transmission temperature get idiot lights
[13:21:54] <OdinYggd> EGT might need a gauge too if your engine is sensitive to that
[13:21:55] <zeeshan> i dont really look at oil pressure
[13:21:58] <zeeshan> its too late if its 0
[13:22:06] <OdinYggd> That's why it only needs an idiot light
[13:22:15] <enleth> at 180mph, if you're still touching the ground, you're either doing fine and you're in a car, or you're doing something wrong and you're in an airplane
[13:22:26] <OdinYggd> conventional engines will last a good 10-15 minutes without oil pressure
[13:22:27] <enleth> that's the most important thing to know
[13:22:33] <OdinYggd> but it shortens their service life pretty rapidly doing that
[13:22:58] <OdinYggd> When that light turns red you've got a minute or two for getting situated before you should kill the engine to save it
[13:23:24] <CaptHindsight> OdinYggd: not according to those TV commercials for super slicky oil additives
[13:23:40] <OdinYggd> Biased studies for marketting purposes.
[13:23:48] <OdinYggd> I've got an engine that's pushing 90 years old
[13:23:52] <OdinYggd> and runs with no oil pressure
[13:24:07] <OdinYggd> Just 4 drops a minute of SAE30 onto the piston skirt
[13:24:09] <Sync_> zeeshan: I have found it better to lower the drivers workload by just giving him water temp rpm and shiftlights
[13:24:14] <OdinYggd> Been that way for 90 years and that's all it ever needs
[13:24:51] <OdinYggd> Blows beautiful blue smoke rings too if I turn the oil up to 6 drops a minute
[13:25:16] <CaptHindsight> how old is something that has never lived?
[13:26:03] <OdinYggd> lol
[13:34:57] <maxcnc> hi all
[13:37:51] <archivist> OdinYggd, what make of engine?
[13:38:42] <archivist> someone just sent me some pics of a guinard steam pump
[13:39:12] <DaViruz> OdinYggd: with hydrodynamic bearings?
[13:39:36] <DaViruz> there are plenty of engines that run without oil pressure, but i've never seen one with hydrodynamic bearings
[13:40:06] <DaViruz> in fact, the name of those bearings imply oil pressure, else they would be hydrostatic
[13:40:07] <OdinYggd> The one I have is a Nelson Brothers, from 1926
[13:40:14] <OdinYggd> It uses babbit sleeve bearings
[13:40:22] <OdinYggd> (they're running grease, not oil)
[13:40:41] <OdinYggd> no oil pressure, just an oil drip onto the piston skirt with a notch for the wrist pin to get some
[13:40:46] <OdinYggd> bottom end is all grease cup
[13:40:53] <DaViruz> that says exactly nothing about how well a modern engine runs without oil pressure
[13:41:12] <OdinYggd> Just shows that it is possible to construct one without needing oil pressure and have it last a long time
[13:41:22] <DaViruz> sure
[13:41:26] <OdinYggd> But the performance of such an engine is nothing compared to the engines actually in use
[13:41:39] <OdinYggd> 1 3/4 horsepoewr. Weighs around 300lb
[13:42:18] <DaViruz> there are plenty of modern engines that run without oil pressure, mostly twostrokes. they rarely last 90 years though..
[13:42:35] <OdinYggd> This is a four stroke, and turns 90 this year
[13:43:51] <archivist> looks like wife is clearing effects, guinard steam pump in Den Haag
http://www.collection.archivist.info/archive/mirror/Guinard/
[13:44:08] <OdinYggd> https://www.youtube.com/watch?v=JjQGSZBQnqA
[13:44:09] <gregcnc> https://www.facebook.com/MechanicMeme2014/videos/959782657436124/?permPage=1
[13:44:20] <OdinYggd> Pretty sure it wasn't running quite right in this video
[13:44:29] <OdinYggd> I can't hear the sound right now, and the video is a slideshow
[13:44:45] <OdinYggd> Would have to check which one I linked when I get home. I've put a few videos of it up
[13:44:52] <DaViruz> the oldest engine i have played with is either an albin O-11 or a wickström, both boat engines, and both four stroke with oil pressure
[13:45:21] <DaViruz> can't seem to remember the age though, probably a little less then 90 years now
[14:04:33] <archivist> I drive an 1849 engine :)
[14:10:15] <maxcnc> oh this will take peanat oil
[14:10:29] <maxcnc> mutch cheeper then fuel in the us
[14:17:57] <jdh> peanut oil is cheap?
[14:25:03] <gregcnc> http://9gag.com/gag/aYeM9L0?sc=gif
[14:25:25] <_methods> lol
[14:25:30] <_methods> 3d printing is win
[14:26:03] <djdelorie> you wouldn't think so after babysitting a 9-hour print because the previous six failed
[14:27:01] <gregcnc> maybe 3D printing is more like this
http://9gag.com/gag/axjOq6D?sc=gif
[14:27:27] <_methods> hehe
[14:30:20] <Tom_itx> hah that was rather easy
[14:31:47] <gregcnc> https://youtu.be/PJiRijiLwbQ
[14:32:03] <Tom_itx> mirrored a 500gb ssd and so far everything works
[14:32:43] <_methods> you better savor that victory
[14:32:49] <_methods> that hardly ever happens
[14:33:02] <Tom_itx> i had ghost but it was too old to use on this
[14:34:17] <Crom> sheeshz 4GB image of wifi via nfs... this is gonna take awhile
[14:34:23] <Crom> s/of/over/
[14:39:52] <Tom_itx> so i found another one that worked great
[14:40:21] <Tom_itx> surprisingly the catia license still worked
[14:43:48] <CaptHindsight> #7 reprap hijacked the term 3D printing when it's a very small subset of 3D printing
[15:00:06] <_methods> it's only fair they invented it
[15:00:36] <XXCoder> rerap invented it?
[15:00:42] <XXCoder> or was it term that they invented?
[15:00:51] <atom1> neither
[15:01:13] <atom1> just like ardweenie invented avr
[15:01:22] <_methods> yes
[15:01:36] <XXCoder> to both?
[15:02:00] <_methods> paper or plastic
[15:02:09] <XXCoder> 3d printing
[15:02:21] <XXCoder> which includes paper yes lol (3d paper printer do exist.)
[15:03:01] <Tom_itx> micges, try sending that to this nick
[15:03:43] <XXCoder> gregcnc: mime or video typoe not supported
[15:04:19] <_methods> nobody likes mimes
[15:07:07] <gregcnc> I worked at a place that had 3d paper prints made in 1998.
[15:07:10] <CaptHindsight> √NachoBellgrandeMountainDewMUtillatorπ6-fingaxis
[15:08:19] <XXCoder> gregcnc: ;like this one?
https://www.youtube.com/watch?v=2DRJ2oUK4-E
[15:09:06] <XXCoder> I notice it has cylon style light though. HMMMM
[15:09:18] <gregcnc> back then, they lasered the paper and glued the layers
[15:09:20] <CaptHindsight> adds credibility
[15:09:39] <XXCoder> and 20% less rage against humanity than previous version!
[15:10:17] <XXCoder> objects wow
[15:10:23] <CaptHindsight> tastes great
[15:10:29] <XXCoder> though all see, tp be bit matte and dull
[15:10:30] <SpeedEvil> ^a machine that could do proper cardboard - that is - corrugated interlayers would be cool
[15:10:47] <XXCoder> SpeedEvil: indeed. since i can get lots scrap
[15:10:59] <XXCoder> *seem to
[15:11:09] <CaptHindsight> or waffle batter
[15:11:25] <XXCoder> CaptHindsight: theres 3d pancake printer
[15:11:37] <CaptHindsight> it's a scam
[15:11:45] <CaptHindsight> all the pancakes it prints are flat
[15:11:47] <CaptHindsight> !!
[15:11:57] <XXCoder> heh I got an idea
[15:12:05] <gregcnc> oh just 2D pancakes
[15:12:07] <XXCoder> do it in layers like that paper one
[15:12:10] <_methods> look out
[15:12:25] <XXCoder> it lays out a layer, cooks it, then cuts and places em
[15:12:30] <CaptHindsight> I want to eat a Eiffel Tower pancake
[15:12:40] <CaptHindsight> or Yoda Head
[15:12:55] <gregcnc> laser sintered waffle batter
[15:12:57] <XXCoder> then as final pass it warms final pancake stucture, then sprays syrip or butter whatever you like
[15:13:11] <CaptHindsight> hah, that's insane
[15:13:21] <CaptHindsight> man will never be able to do that
[15:13:28] <djdelorie> heated extruder, cook the batter on the way out...
[15:13:38] <XXCoder> I doubt you can have self supporting pancake. meaning layer above it must be completely supported by layer below
[15:13:50] <CaptHindsight> youtube or it didn't/can't happen
[15:13:58] <SpeedEvil> XXCoder: use sugar as a support medium
[15:14:07] <XXCoder> CaptHindsight: though there will be huge waste pancakes.
[15:14:40] <XXCoder> maybe it outputs those on side so people waitinf for final structure can eat em
[15:14:42] <CaptHindsight> intellectual wimps they are, wimps.... 2d pancakes hah!
[15:14:59] <XXCoder> great for parties maybe lol
[15:16:18] <CaptHindsight> sugar can't be used as a support, otherwise they would make skyscrapers, bridges and Taco Bells from sugar
[15:16:32] <gregcnc> one batter extrude head and one microwave cooking head
[15:16:45] <SpeedEvil> CaptHindsight: haven't you ever heard of gingerbread houses?
[15:16:54] <SpeedEvil> They use candycane rebar
[15:17:01] <XXCoder> CaptHindsight: it can be used as structural stiffener
[15:17:08] <CaptHindsight> but only gingerbread people can live in them, you can't fool me
[15:17:18] <XXCoder> might allow pancakes to "grow" slowly
[15:17:56] <CaptHindsight> well maybe they could grow bigger pancakes
[15:18:00] <_methods> ah slow growing pancake technology
[15:18:11] <gregcnc> mcor arke resolution 0.1mm with 4800x240DPI printing?
[15:18:37] <CaptHindsight> maybe a pancake watermellon hybrid that grows on trees
[15:19:19] <XXCoder> _methods: concept I was thinking is it bakes a sheet of pancakes, cuts it like that paper printer
[15:19:23] <XXCoder> then repeat
[15:19:31] <_methods> you were thinking about this?
[15:19:55] <XXCoder> nah
[15:19:59] <gregcnc> if kickastarter is any indication of what people will buy before it exists, why not
[15:20:07] <XXCoder> capt talked about waffles and I had this idea lol
[15:20:21] <XXCoder> gregcnc: sure but lots problems too lol
[15:20:41] <XXCoder> it have to keep it food-safe while printing
[15:21:00] <XXCoder> lots pancake waste unless theres a way to cook various sizes without overcooking
[15:21:15] <CaptHindsight> maybe not, some things we eat come from under the ground were bugs and germs live
[15:21:24] <CaptHindsight> were/where
[15:21:44] <SpeedEvil> http://lifehacker.com/make-a-giant-pancake-in-your-rice-cooker-1592047844
[15:22:04] <_methods> sweet jesus
[15:22:24] <SpeedEvil> just freeze then conventionally mill with bacon grease as coolant
[15:22:38] <_methods> bandsaw
[15:22:42] <CaptHindsight> why do restaurants have to keep their kitchens clean if some foods they serve come from the ground or from inside animals?
[15:22:48] <gregcnc> i wish I had a rice cooker
[15:23:04] <XXCoder> big pancake = donut
[15:23:12] <XXCoder> or rather cake
[15:23:37] <CaptHindsight> I thought that doughnuts are fried
[15:23:50] <XXCoder> yeah hence my correction
[15:24:04] <gregcnc> though kroppsua is a regular here
[15:24:04] <CaptHindsight> maybe more bagel
[15:24:22] <_methods> more cowbell
[15:25:10] <SpeedEvil> grease the cowbell first or the pancake won't come off
[15:25:30] <CaptHindsight> well if you dunk the whole cow
[15:25:37] <CaptHindsight> but who does that anymore?
[15:27:06] <Jymmm> http://CowDunking.com/
[15:27:15] <_methods> leave it to Jymmm
[15:27:22] <CaptHindsight> are there any foods produced by 3D printing or just shaped by it?
[15:27:32] <Jymmm> _methods: WTH you talking about... it's YOUR domain!
[15:27:44] <_methods> hahah
[15:28:17] <CaptHindsight> hmm, all I see is a white cow eating marshmallows in a snow storm
[15:28:43] <Tom_itx> speaking of... it snowed here today
[15:29:02] <Tom_itx> but it's gonna be 80F next week
[15:29:10] <Jymmm> Tom_itx: Where is this?
[15:29:14] <CaptHindsight> odd weather lately
[15:29:14] <Tom_itx> ks
[15:29:19] <Jymmm> Tom_itx: ah
[15:29:21] <CaptHindsight> cold, hot, cold
[15:29:46] <CaptHindsight> we only had tornado's
[15:30:28] <Jymmm> CaptHindsight: The funny thing is that I've noticed the drama temp changes for 20+ years.... shorts in the morning, parkas in the evening.
[15:30:33] <_methods> that's weird normally the weather doesn't change
[15:31:00] <XXCoder> more and more rain here across years
[15:31:04] <CaptHindsight> we have new weather people
[15:31:09] <XXCoder> and less and less clouds in summer
[15:31:12] <CaptHindsight> they keep changing the forecasts
[15:31:22] <XXCoder> it used to be cloudy 50% of time now. now its around 10%
[15:31:43] <XXCoder> even had one recent summer thats very close to 100% sunny
[15:31:47] <Jymmm> _methods: Well, it's been getting more and more dynamic each year that I've noticed. And I said this 10+ years ago
[15:32:14] <XXCoder> Jymmm: we havent had non-record breaking world heat this year nor last
[15:32:42] <CaptHindsight> you sound like a bunch of cooks :)
[15:32:50] <XXCoder> scientists recently confirmed we are in new epoch, one manmade
[15:32:52] <gregcnc> i guess it called laminated object manufacturing
[15:33:01] <XXCoder> gregcnc: interesting
[15:33:21] <yasnak> xxcoder: but but...the bible!
[15:33:22] <CaptHindsight> nah, it's all a liberal scheme to increase your taxes
[15:33:43] <XXCoder> hardly. I want more solar panels, wind power
[15:33:43] <Jymmm> It's becoming very desert like... extreme het/cold from day to night.
[15:33:46] <Jymmm> heat*
[15:33:48] <yasnak> trump 2016!!!11one
[15:34:04] <XXCoder> way less coal, way less oil
[15:34:09] <gregcnc> http://raprotec.de/lomtechnik.htm helisys had the patent in 1998, but their site has one 1998 photo.
[15:34:17] <XXCoder> I can't wait to get my way more effecient elio
[15:34:19] <Jymmm> Go MicroNuclear!
[15:34:40] <XXCoder> Jymmm: I'm not rabidly against nuclear
[15:34:56] <XXCoder> though its quite hard to manage and keep waste to safe levels and secure
[15:35:33] <yasnak> xxcoder, so if scientists who say dna links a person to murder is enough to murder that person ok. but if they say it is without a doubt climate change caused by humans its an obvious liberal power-move and is completely bs.
[15:35:52] <XXCoder> yasnak: world is finite
[15:35:56] <XXCoder> meaning we can change it
[15:35:58] <XXCoder> and has.
[15:36:08] <Jymmm> XXCoder: *SAFE* reactor...
https://www.youtube.com/watch?v=uK367T7h6ZY
[15:36:09] <CaptHindsight> yasnak: you got it
[15:36:19] <yasnak> xxcoder, but god is the only one that can change it right?
[15:36:21] <XXCoder> truth has liberal bias.
[15:36:54] <yasnak> xxcoder, should i make a picture of earth asking for 1000 likes and god will save it for facebook?
[15:36:57] <yasnak> lol
[15:37:08] <XXCoder> God exists on fb, and I like His posts
[15:37:12] <XXCoder> whats wrong with it?
[15:37:45] <CaptHindsight> no no no yah got it all wrong.....
[15:38:09] <CaptHindsight> see if God didn't like what they were doing then they would have all the money and power
[15:38:13] <XXCoder> Jymmm: not captioned but I did hear of it. not too sure if its real or not though. plenty of energy scams.
[15:38:19] <CaptHindsight> would/would not
[15:38:27] <yasnak> haha capt exactly!
[15:38:57] <Jymmm> XXCoder: Sorry, here's the captioned LONG version...
https://www.youtube.com/watch?v=bbyr7jZOllI
[15:39:09] <XXCoder> thanks watching
[15:39:45] <CaptHindsight> _methods: ^^
[15:40:00] <_methods> i'm scared
[15:40:16] <CaptHindsight> it's nearly the perfect storm
[15:40:42] <CaptHindsight> please god no fur
[15:41:11] <XXCoder> fur? as in furrywolf?
[15:41:38] <CaptHindsight> hey whatever happened to him?
[15:41:56] <XXCoder> left permently after lee insulted her
[15:42:01] <yasnak> https://youtu.be/EHiUSeTHSrM?t=162
[15:42:04] <yasnak> lol
[15:42:13] <CaptHindsight> car accident and then gone
[15:42:40] <_methods> "accident"
[15:43:13] <CaptHindsight> the lord works in mysterious ways
[15:43:25] <CaptHindsight> who are we to question his ways?
[15:43:44] <XXCoder> guys still in freenode server
[15:43:49] <CaptHindsight> now go make me a daiquiri
[15:43:49] <XXCoder> just not this channel
[15:44:08] <_methods> thank god for small things
[15:45:10] <CaptHindsight> whatever happened to the old gods? Like from the Akkadian Empire?
[15:45:27] <XXCoder> other gods ate em
[15:45:48] <_methods> like pancakes
[15:45:54] <XXCoder> theyre big on cannalism I'm afraid.
[15:45:57] <robin_sz> so pncconf ...
[15:46:05] <robin_sz> where are the limits/defaults set?
[15:46:12] <XXCoder> heh bet robin_sz is confused as hell
[15:46:24] * robin_sz stares at yet another dead spindle
[15:46:30] <CaptHindsight> robin_sz: software or limit switches?
[15:46:49] <robin_sz> minimum maximum values for certain things, like spindle RPM
[15:47:08] <robin_sz> someone thinks 10,000 is all anyone will ever need ...
[15:48:06] <robin_sz> I have to manually go in and edit it to 24000 every time I run pncconf
[15:48:35] <robin_sz> which given I am messing around with the inputs and options etc, its a bit if a pain
[15:48:36] <gregcnc> how often are you running PNCconf?
[15:48:45] <CaptHindsight> robin_sz: well pncconf is just for simple setups
[15:49:02] <robin_sz> yes, but, it is useful for not having to learn all the hall stuff
[15:49:07] <robin_sz> *hal
[15:49:15] <CaptHindsight> you need to learn how to edit your configs manually
[15:49:29] <robin_sz> I can assign inputs and stuff much more easily that way
[15:49:40] <CaptHindsight> do you need to change the HAL stuff often?
[15:49:52] <robin_sz> ideally never
[15:50:01] <robin_sz> but I am still fiddling at this stage
[15:50:37] <CaptHindsight> think of pncconf as a tool to generate a working example
[15:50:41] <CaptHindsight> nothing more
[15:50:44] <robin_sz> I do.
[15:51:11] <robin_sz> and when I have got it as close as I can with that tool
[15:51:21] <robin_sz> then I will never run it again and tweak by hand
[15:51:25] <robin_sz> but I didnt get there yet
[15:52:15] <robin_sz> unforunately ... I forgot to edit the spindle setting today
[15:52:17] <robin_sz> sigh
[15:52:21] <CaptHindsight> https://upload.wikimedia.org/wikipedia/commons/2/26/Genealogy_of_Sumero-Akkadian_Gods.jpg
[15:52:29] <gregcnc> but it's easy to change the limits etc in the ini
[15:52:45] <robin_sz> gregcnc, yes, yes it is.
[15:53:37] <robin_sz> but its not so easy to hook up various functions to the 7i77 inputs and outputs, its easier to use PNCCONF to get all that together initially
[15:54:28] <robin_sz> unforunately, today I ran pnconf and forgot to re-edit the spindle config afterwards by hand :(
[15:54:48] <robin_sz> and the grease in my bearings is only rated to 18K
[15:54:54] <gregcnc> say you want to add a input or whatever, just make a copy of your config and run pncconf on that and copy the new stuff if you don't want to completely overwrite
[15:55:07] <robin_sz> and when I called up 18k it ran at 24k and I didnt notice
[15:55:27] <robin_sz> well, I did *eventually* notice when it seized
[15:55:35] <XXCoder> ouch
[15:55:36] <gregcnc> really?
[15:55:39] <XXCoder> rebuildable?
[15:55:39] <robin_sz> yes.
[15:55:49] <CaptHindsight> http://theplate.nationalgeographic.com/2014/05/21/hot-off-the-griddle-heres-the-history-of-pancakes/
[15:56:03] <robin_sz> yes, rebuildable, but it generally costs about $600 a time to do it
[15:56:51] <XXCoder> ouch.
[15:57:18] <robin_sz> but trust me, thats WAY cheaper than the rebuild guys quoted lol
[15:57:23] <robin_sz> �1800 ...
[15:57:39] <robin_sz> whats that, $2800?
[15:57:42] <XXCoder> heh my "spindle" is $25
[15:57:58] <XXCoder> I usually just double it, close enough in most cases
[15:58:10] <robin_sz> 7hp, auto tool change, 24k rpm, HSD
[15:58:30] <gregcnc> columbo or something?
[15:58:34] <robin_sz> HSD
[15:58:49] <robin_sz> im going to fit a spinle nose temp sensor this time, lol
[15:59:03] <XXCoder> robin_sz: and rpm display of some sort
[15:59:12] <XXCoder> realtime, and from sensor not "commanded"
[15:59:16] <robin_sz> well, that will come from emc
[15:59:33] <robin_sz> the spindle drive has a display ...
[15:59:37] <robin_sz> but ... guess what?
[15:59:57] <robin_sz> some IDIOT decided to actually finish this install and put the covers back on the machine for a change
[16:00:09] <CaptHindsight> robin_sz: when it seized, how did it behave? Sudden lock or gradual increase in noise and then slowing?
[16:00:59] <robin_sz> 3 seconds of rising noise before VFD tripped on overcurrent and shut the thing down, it was almost solid and too hot to touch
[16:01:14] <XXCoder> Jymmm: interesting read
[16:01:40] <XXCoder> maybe add temp cutoff sensor
[16:01:40] <robin_sz> id used cheap ass bearings last time, with a polyamide cage ... it melted
[16:01:58] <robin_sz> ordered fibre cage this time
[16:02:26] <robin_sz> 7007 CE / P4ADGA
[16:02:28] <gregcnc> oh
[16:04:12] <gregcnc> www.ebay.com/itm/182036563425 you'd have to check the contact angle
[16:05:24] <Simonious> so.. I've got some .44" dia circles drawn in my DXF and I've got my .75" 45deg v-cutter defined in fusion 360.. I expected I'd be able to use the 2D engrave to have fusion360 determine how far to push the v-cutter to get the circle of the proper diameter, but.. it doesn't generat any toolpaths at all, so clearly I'm way off here..
[16:06:13] <CaptHindsight> a bearing bargain
[16:07:13] <robin_sz> have to check if it hits the 24k grease running speed or not
[16:08:22] <pink_vampire> robin_sz: you also have the G0704?
[16:08:37] <robin_sz> the what?
[16:08:49] <gregcnc> those are polyimide cage
[16:09:22] <pink_vampire> why do you need the bearings?
[16:09:55] <pink_vampire> they look similar to the G0704 bearings
[16:10:34] <CaptHindsight> holy crap!
http://www.ebay.com/itm/Matsuura-760-V-2-cnc-mill-plus-free-cnc-knee-mill-Great-Deal-/262330315038?hash=item3d141af11e:g:~0AAAOSwyjBW4tZw $4k or best
[16:10:55] <gregcnc> did they drop the price on that one?
[16:11:07] <CaptHindsight> I thought it was gone
[16:11:11] <CaptHindsight> they were gone
[16:12:13] <sleepybishop> hello *, is there any documentation or getting started guide for configuring linuxcnc for 3d printing, i have a 3 axis mill right now that i use for routing and light laser work, just bought a e3d extruder and looking for resources into how to integrate it.
[16:12:47] <CaptHindsight> sleepybishop: yes
[16:13:52] <CaptHindsight> gadzookertons!
http://www.ebay.com/itm/Matsuura-MC-1500V-DC-Twin-Spindle-CNC-VMC-Fanuc-11m-Controls-/252238076080?hash=item3aba8f98b0:g:~iAAAOSwJkJWiuJg $4900 or best
[16:15:02] <CaptHindsight> sleepybishop: it's mostly forum posts
[16:15:38] <XXCoder> penis.
https://s-media-cache-ak0.pinimg.com/736x/b2/49/fe/b249fe6e55ff513335b2c8ceab97a39c.jpg
[16:15:57] <XXCoder> when designing ANYTHING, first consider if it looks like penis.
[16:16:34] <sleepybishop> capthindsight: thanks, would you be able to point me to relevant thread?
[16:17:32] <gregcnc> robin_sz
http://www.ebay.com/itm/331531491978
[16:20:21] <robin_sz> yep, thats the cheaper CD variant, I forget why I didnt use those last time
[16:20:28] <robin_sz> the CE is better in some way
[16:20:35] <robin_sz> anyway already ordered lol
[16:20:52] <robin_sz> and some proper Kluber spindle grease this time
[16:20:56] <CaptHindsight> robin_sz: how long does it take you to swap them?
[16:21:09] <gregcnc> CE has more but smaller balls
[16:21:32] <robin_sz> CaptHindsight, about 2 hours, so no big deal
[16:21:35] <gregcnc> lower load rating
[16:21:39] <gregcnc> higher speed
[16:21:47] <gregcnc> but that one is rated 24k grease
[16:22:17] <robin_sz> true
[16:22:29] <robin_sz> I'll note that for next time
[16:22:34] <robin_sz> if there is a next time
[16:22:37] <robin_sz> poxy thing
[16:22:43] <gregcnc> hopefully not
[16:22:47] <robin_sz> off home now ... back later
[16:23:48] <CaptHindsight> http://www.ebay.com/itm/MATSUURA-14C-760V-Tsudakoma-12-1-2-Hor-Vert-Rotary-Table-RNCV-300R-/301798798319 $2500
[16:24:29] <CaptHindsight> with Florida tan
[16:31:54] <XXCoder> I hate it when website uses nonstandard dropboxes. I cant type to save time
[16:43:32] <CaptHindsight> http://www.ebay.com/itm/Sharnoa-SDC30-CNC-VMC-Tiger-4-Control-New-1988/152003709780 $4,200.00 or best
[16:43:53] <CaptHindsight> My Sharona?
[16:44:08] <CaptHindsight> ah Sharnoa
[16:44:14] <XXCoder> " I no of is a contactor is bad"
[16:44:17] <XXCoder> very clear,
[16:44:32] <XXCoder> I guess guy missed few words
[16:44:58] <CaptHindsight> no/know
[16:45:10] <XXCoder> hm first thing I'd do is replace that GIANT controller
[16:45:32] <XXCoder> otherwise not too bad deal maybe heh
[16:45:56] <CaptHindsight> http://www.ebay.com/itm/CNC-VMC-DAHLIH-MCV-40-FANUC-6M-MODEL-DL-MCV40-1983-SN400034/252297006968b $3k or best
[16:46:21] <XXCoder> item removed
[16:46:54] <CaptHindsight> http://www.ebay.com/itm/CNC-VMC-DAHLIH-MCV-40-FANUC-6M-MODEL-DL-MCV40-1983-SN400034/252297006968
[16:47:33] <XXCoder> if it says "may" I assume "yep totally has em"
[17:36:13] <Deejay> gn8
[17:44:57] <Jymmm> XXCoder: Yeah, I thought so too. No reaction, no heat, it just shuts down, just that simple.
[17:45:41] <XXCoder> Russia pebble reactor seem to be similiar
[17:46:01] <Jymmm> XXCoder: the issue with it now is simply politics / Big Corporation
[17:46:05] <XXCoder> it needs zero maintance for decade or more then its to be swapped whole (no maintance allowed outside factory)
[17:46:25] <zeeshan> sync you there
[17:46:49] <Jymmm> XXCoder: Why not? DIY backyard reactors, kickstart ? lol
[17:47:17] <XXCoder> heh
[17:47:42] <XXCoder> though I hope someone invents more effectient way than "reactor heat something we extract heat to power"
[17:48:25] <Jymmm> XXCoder: I mean it could wipe out all the power companies, petrolium production, have one on every (electric) car, no batteries needed, ever.
[17:49:01] <XXCoder> batteries will always be needed, but yeah not at "large" scale like car batteries anymore
[17:49:06] <Jymmm> XXCoder: no power transmission lines to run/maintain, no tankers/trucks deliverygas/diesel
[17:49:37] <Jymmm> XXCoder: not for electric cars, could just go supercaps at that rate, oh hell even hand crack startup =)
[17:49:56] <gregcnc> delivery train and truck crashes spill micro nuclear reactors allover the place.....
[17:50:13] <XXCoder> it'd be good idea to have some buffer in case reactor shuts down
[17:50:15] <Jymmm> gregcnc: They just go pick up up,
[17:50:19] <Jymmm> em*
[17:50:26] <Jymmm> gregcnc: no hazmat at all
[17:50:28] <XXCoder> gregcnc: its designed to stay contained up to huge impacts
[17:50:43] <Jymmm> no heat, no reaction.
[17:50:47] <XXCoder> it would shut down but still contained when plane crashes into your puny nuclear car
[17:51:00] <gregcnc> is this still the thorium thing
[17:51:05] <Jymmm> yeah
[17:51:17] <XXCoder> gregcnc: yes and no. theres also russia pebble reactor
[17:51:29] <XXCoder> that one cannot overheat and meltdown
[17:52:16] <Jymmm> gregcnc: But I'm thinking MIB aka Austronaut Farmer style =)
[17:52:55] <XXCoder> Jymmm: there could be hyrids if nuclear reactor could recharge batteries but do not supply enough power to constantly run'
[17:53:02] <gregcnc> you just exhacnge them like propane tanks?
[17:53:05] <Sync> yes zeeshan
[17:53:39] <XXCoder> gregcnc: yeah it'd have to be. I dont want anyone trying to fix nuclear reactor at home
[17:53:57] <gregcnc> but all those crazy diy guys
[17:54:01] <Jymmm> If an individual could generate their own energy (for let's say 5 years) without any outside influence, it would totally wipe out the economy as we know it.
[17:54:26] <XXCoder> Jymmm: we waste 40% of power moving it somewhere
[17:54:41] <Jymmm> XXCoder: That too
[17:54:55] <Jymmm> XXCoder: I did mention tranmission lines above btw =)
[17:55:10] <XXCoder> yeah
[17:55:34] <XXCoder> I'm wrong, 6%
[17:55:48] <XXCoder> which still translates to pretty large waste though
[17:55:51] <Jymmm> I think it's higher than 6%, maybe 20%
[17:56:03] <XXCoder> world bank stats say 6%, other site 5%
[17:56:07] <Jymmm> ah
[17:56:27] <zeeshan> sync i finally finished the overly crazy gauge pod
[17:56:27] <zeeshan> lol
[17:56:30] <Jymmm> Nuc planes, now theres a scarry thought
[17:56:32] <XXCoder> insideenergy site: 65% loss
[17:57:27] <XXCoder> oh I misread
[17:57:34] <XXCoder> tranmission loss is 6%
[17:58:11] <Jymmm> dont really matter, would put the elec co out of business
[17:58:32] <XXCoder> indeed
[17:58:43] <XXCoder> booming reactor refresh and building business though
[17:59:06] <Jymmm> Hell a couple of fmailies could go in on one even
[17:59:43] <Sync> zeeshan: noice
[18:00:09] <XXCoder> Jymmm: suvivior zealots would love it though
[18:00:16] <XXCoder> portable power anywhere
[18:00:37] <XXCoder> hell, RVs might become perment homes as it can self power for long time. lol
[18:01:08] <gregcnc> what's payoff on those honda MCHP?
[18:13:15] <XXCoder> last chance
https://www.kickstarter.com/projects/1993414184/the-hydra-light-pl-500-salt-water-energycell-lante/description
[18:13:20] <XXCoder> only 40 min left or so
[18:13:29] <XXCoder> oops! 12 min heh
[18:14:04] <zeeshan> http://i.imgur.com/ruUzLIx.png
[18:14:06] <zeeshan> sync ^
[18:14:07] <zeeshan> lol
[18:14:11] <zeeshan> it looks silly
[18:14:18] <zeeshan> but itll get the job done
[18:14:26] <XXCoder> making parts eh
[18:14:31] <zeeshan> for myself yes
[18:14:35] <XXCoder> not fancy wood I guess lol
[18:14:36] <zeeshan> my buddy is going to 3d print it for me
[18:16:18] <CaptHindsight> oh great now the oceans will lose their salt after everybody charges everything
[18:16:37] <XXCoder> nah end result is salt water
[18:16:47] <XXCoder> it needs salt water and fresh water
[18:17:02] <XXCoder> after it completes reaction its all salt water
[18:17:13] <XXCoder> with some zinc
[18:17:46] <XXCoder> 7 min
[18:18:36] <CaptHindsight> whew, only 453 backers not 453 million
[18:18:40] <CaptHindsight> nevermind
[18:19:19] <XXCoder> heh well hope it succeeds
[18:19:33] <zeeshan> i just bought one of those
[18:19:34] <zeeshan> lol
[18:19:37] <XXCoder> I want it as source for backup way to power my phone
[18:19:38] <zeeshan> they are pretty nice
[18:19:43] <zeeshan> if it works!
[18:19:45] <CaptHindsight> why not a solar or wind powered charger?
[18:19:51] <XXCoder> I also has solar one
[18:19:58] <XXCoder> it works if buit slowly
[18:20:06] <zeeshan> XXCoder: think its a scam?
[18:20:16] <CaptHindsight> have you tried it closer to the sun?
[18:20:26] <CaptHindsight> or a larger one?
[18:20:41] <XXCoder> zeeshan: nah just not 100% truthful. "powerods" is very likely just zinc acting as calyist
[18:20:48] <zeeshan> so
[18:20:52] <zeeshan> itll eventually wear out
[18:20:59] <XXCoder> easy to replace
[18:21:21] <XXCoder> in fact I got one that comes with 2 extra ones, and light because why not.
[18:21:35] <CaptHindsight> so it takes the electricity from the salt water and puts it into the USB port?
[18:21:46] <XXCoder> and battery in it. yeah
[18:21:57] <zeeshan> when do we get it
[18:22:03] <XXCoder> fresh water/ brine reaction is pretty well known
[18:22:07] <zeeshan> july 2016 when !!
[18:22:16] <CaptHindsight> works on pickles
[18:22:30] <zeeshan> problem is
[18:22:31] <zeeshan> wher ei live
[18:22:33] <zeeshan> its all fresh water
[18:22:34] <zeeshan> hahaha
[18:22:35] <XXCoder> zeeshan: around that, likely later heh
[18:22:37] <zeeshan> =[
[18:22:44] <XXCoder> 2 min left lol
[18:23:03] <CaptHindsight> gerkin battery
[18:23:04] <XXCoder> too late to make an account if dont have one
[18:24:58] <malcom2073> That is pretty impressive
[18:25:02] <malcom2073> that saltwater battery thing
[18:25:28] <XXCoder> aaaand it is done
[18:25:48] <XXCoder> I guess people would have to wait till rewards is sent and public store is opened now lol
[18:25:50] <malcom2073> I'll buy it from the made-for-tv store in a couple years heh
[18:26:14] <XXCoder> malcom2073: wonder if someday will be "made in kickstarter" sections will happen
[18:26:16] <CaptHindsight> it also works with lemons
[18:26:21] <malcom2073> XXCoder: Perhaps
[18:26:36] <XXCoder> heh been kickstarting bunch of stuff
[18:26:47] <malcom2073> So how does that work, a reaction between the salt and fresh water with the zinc rod between them?
[18:26:50] <XXCoder> many has been worth it, but not always. the button audio jack thingy sucks
[18:27:31] <XXCoder> malcom2073: the interface between those 2 liquids is covered with umm material (cant spell that word) and that grabs power as reaction happens
[18:27:50] <XXCoder> zinc makes it more powerful but it also gets eaten slowly
[18:28:16] <malcom2073> The carbon based membrane?
[18:29:12] <XXCoder> https://ksr-ugc.imgix.net/assets/005/458/592/0d429bd91c2271ebed7945e28458f502_original.jpg
[18:29:20] <XXCoder> bah fine full url
https://ksr-ugc.imgix.net/assets/005/458/592/0d429bd91c2271ebed7945e28458f502_original.jpg?v=1456891649&w=680&fit=max&auto=format&q=92&s=aec584c7525331f8be781d58381996cb
[18:29:40] <malcom2073> Well yeah I saw that, that does nothing for me :P
[18:29:43] <CaptHindsight> so it's got electrolytes
[18:29:52] <XXCoder> just what plants want
[18:29:54] <_methods> thurst mutilatoer
[18:30:15] <XXCoder> toilet water
[18:30:36] <CaptHindsight> so toilet water can charge your cellphone?
[18:31:03] <XXCoder> nah was just referring to that movie heh
[18:31:33] <CaptHindsight> toilet water + salt water = less salty salt water or saltier toilet water
[18:33:15] <CaptHindsight> I want a stirling engine and generator that burns feces and turns it into electricity
[18:33:39] <XXCoder> if you have stirling you can use any suffecent heat source
[18:33:53] <XXCoder> it dpont really matter if you want shit burnt or not heh
[18:34:29] <CaptHindsight> in theory could you use the ocean and giant power rod to power north america?
[18:35:10] <XXCoder> good question
[18:35:16] <XXCoder> on to lab!!
[18:36:35] <CaptHindsight> http://www.aquionenergy.com/energy-storage-technology
[18:37:06] <CaptHindsight> http://www.cnbc.com/2015/09/15/low-cost-saltwater-battery-wins-500000-award.html
[18:38:04] <XXCoder> thats a battery but nice indeed
[18:38:13] <t12> whee
[18:38:16] <t12> goin to china
[18:38:22] <t12> make some devices
[18:38:25] <andypugh> CaptHindsight: Yes, you could use a giant zinc rod, but the power generated would not _quite_ run you giant zinc rod production plant.
[18:39:01] <OdinYggd> Eh, I would think that it would fall far short
[18:39:01] <XXCoder> andypugh: so it would be slightly negative power generation
[18:39:05] <CaptHindsight> t12: where in China?
[18:39:11] <t12> well find out
[18:39:13] <XXCoder> t12: what ya making
[18:39:15] <XXCoder> phones?
[18:39:17] <t12> gotta go set up packout housr
[18:39:20] <t12> house
[18:39:26] <XXCoder> or become an "intern"
[18:40:23] <CaptHindsight> http://www.usnews.com/science/articles/2009/11/24/worlds-salt-power-generator-unveiled-in-norway
[18:40:24] <XXCoder> packout house?
[18:40:34] <CaptHindsight> looks like it can only power Norway
[18:41:43] <XXCoder> ahh Brackish water is mixture of salt water and water. wouldnt that be salt water anyway? :P
[18:41:51] <zeeshan> its incredible
[18:41:54] <zeeshan> how awesome norway is
[18:41:54] <OdinYggd> Talking about that saltwater battery?
[18:41:57] <OdinYggd> Its not seawater
[18:41:59] <XXCoder> matter of percentages I guess
[18:42:01] <OdinYggd> totally different kind of salt.
[18:42:03] <OdinYggd> Much harder to get.
[18:42:06] <OdinYggd> Very expensive.
[18:42:07] <zeeshan> theyre like soooooo far ahead for altenative energy technology
[18:42:14] <zeeshan> makes usa look like a joke
[18:42:15] <zeeshan> :P
[18:42:17] <andypugh> More detail, less fluff:
https://en.wikipedia.org/wiki/Osmotic_power
[18:42:31] <XXCoder> zeeshan: usa is a joke thanks to education supression and tech supression
[18:42:42] <CaptHindsight> http://arstechnica.com/science/2014/04/flowing-salt-water-over-graphene-generates-electricity/
[18:43:04] <djdelorie> less detail, more fluff:
http://www.marshmallowfluff.com/
[18:43:52] <XXCoder> graphete and graphite seem to mroe more and more maricle material
[18:44:03] <CaptHindsight> fjord power
[18:44:24] <OdinYggd> So now we make a roofing material that when it rains it generates electricity
[18:44:24] <XXCoder> 200% of research seem to be on it. (I know, just exaggerating...)
[18:44:41] <OdinYggd> But to make droplets move, you still need an input of some source- probably falling water
[18:45:08] <CaptHindsight> if Norwegia wants us to call them fyords why do they spell it fjords?
[18:45:15] <XXCoder> OdinYggd: it needs to be salt water. we dont get salt water rains
[18:48:52] <OdinYggd> you do downwind of a coal burning power plant.
[18:49:01] <OdinYggd> flyash has some salts in it
[18:49:05] <CaptHindsight> easy, you put salt in the roofing material
[18:49:06] <OdinYggd> also acid
[18:49:14] <OdinYggd> that would work too, periodically salt your roof
[18:49:31] <OdinYggd> Mount the collector in the downspout and put some salt lumps just above it in the pipe
[18:49:49] <CaptHindsight> move all urinals to the roofs, let evaporation help
[18:49:52] <XXCoder> that could work i suppose. you would get brickish water on yard thought
[18:49:54] <XXCoder> though
[18:50:01] <XXCoder> salting yard is not what you want.
[18:51:22] <CaptHindsight> it will never works since urinating on rooftops has become stigmatized
[18:52:07] <XXCoder> why as there is already methods to directly make power using pee
[18:52:38] <XXCoder> I'm surpised its not everywhere in large buildings yet as it can supply good percent of power, and people always need to pee.
[18:53:12] <CaptHindsight> probably the plumbers union
[18:53:19] <CaptHindsight> less work
[18:53:35] <XXCoder> well crap need to be moved still
[18:53:41] <XXCoder> their jobs is always secure
[18:53:54] <CaptHindsight> thats only 1/2
[18:54:07] <XXCoder> nah still need pipes to move pee
[18:54:21] <XXCoder> and moving end result out too
[18:54:58] <CaptHindsight> so why hasn't this become the norm?
[18:55:37] <CaptHindsight> coal lobby? Koch Bros?
[18:55:59] <XXCoder> nah just failure to market
[18:56:04] <XXCoder> so many fail due to that.
[18:56:20] <XXCoder> I dont hold the "big X" bullshit in most cases.
[18:56:35] <XXCoder> yes, "big oil" exists but it dont block everything
[18:56:51] <CaptHindsight> p^2 power
[18:57:34] <OdinYggd> Not so much the plumber's union
[18:57:36] <OdinYggd> but the maid service.
[18:57:42] <OdinYggd> Their cleaning chemicals would contaminate the array
[18:57:53] <OdinYggd> Also, urine reacts badly to any metallic materials
[18:57:58] <OdinYggd> Causes it to crystalize and block the pipes
[18:58:29] <CaptHindsight> my system is pipe free
[18:58:54] <CaptHindsight> pee is used right at the surface
[18:58:59] <XXCoder> capt dont have natural pipe for his pee too ;)
[18:59:31] <CaptHindsight> pee and pvc don't has that problem
[18:59:44] <_methods> peevc
[19:00:00] <OdinYggd> It does when you work in a metals shop and your clothes are covered in grinder dust
[19:00:12] <OdinYggd> Unzipping to do your thing knocks iron powder into the toilet, where it reacts and clogs the pipes
[19:00:59] <CaptHindsight> you could have some sort of guard zone, no urinals within 10 ft of a grinder
[19:01:39] <XXCoder> or chemical clean each X (say month or week or whatever needed)
[19:02:21] <OdinYggd> Or whenever they block unscrew the trap, toss it in the trash, and put another one on
[19:02:32] <OdinYggd> Since the iron powder collects in the trap, all the crystals form there
[19:03:35] <CaptHindsight> solar + peevc on the rooftop would also be self cleaning
[19:03:38] <OdinYggd> Guard zone doesn't work
[19:03:52] <OdinYggd> Id have to implement a decontamination room where high power fans blow the dirt off people coming in
[19:04:13] <OdinYggd> It sticks well enough that they already walked from one end of the shop to the other and still have enough on them to cause problems
[19:04:30] <XXCoder> peeing suit heh
[19:04:39] <XXCoder> put on, pee take off
[19:04:48] <XXCoder> opening in front of course
[19:04:59] <CaptHindsight> I have a toilet made from iron and I've never seen any crystal buildup
[19:05:00] <_methods> moadib
[19:05:25] <OdinYggd> Only obvious in low flow situations
[19:05:31] <OdinYggd> I usually find them in the traps under a urinal
[19:05:38] <OdinYggd> Normal toilets move enough water volume to keep it from happening
[19:06:42] <CaptHindsight> sounds sketchy
[19:07:40] <XXCoder> OdinYggd: find and buy a 1970s toilet
[19:08:01] <CaptHindsight> do they bake urinal cakes?
[19:10:21] <evil_ren> omg badcake
[19:10:58] <XXCoder> heh I remember one interview video for news where other guy took urinal cake from pee basin and washed hands with it
[19:11:09] <XXCoder> ew. heh
[19:11:29] <XXCoder> https://www.youtube.com/watch?v=0-OYM7AhW7Q
[19:14:37] <yasnak> anyone have experience with sonicwalls?
[19:19:19] <OdinYggd> The firewall solution? Or an actual soundproofing wall
[19:19:22] <CaptHindsight> Dell?
[19:19:31] <yasnak> Yeah
[19:19:43] <OdinYggd> They're garbage for IT people who don't know how to iptables
[19:19:48] <yasnak> Off subject I know, just figured someone had to have used one before haha
[19:19:48] <OdinYggd> Or aren't allowed to because corporate policies
[19:20:33] <yasnak> Eh, much more then that actually. We use it for all the client LAN DPI. Tired of people downloading random shit
[19:20:46] <yasnak> But it seems to be crappy yes, highly underpowered
[19:21:07] <yasnak> And it seems to drop emails with no delivery report when using RBL
[19:21:20] <yasnak> Trying to figure out why
[19:22:00] <OdinYggd> greylisting? spam filtering?
[19:23:00] <OdinYggd> As for people downloading stuff, I usually deal with that using a combo of DNS poisoning and a transparent squid with blacklists set
[19:23:02] <yasnak> Yeah. Pretty much just drops the email vs rejects it. The user gets no response so it must have went through. Inside we get nothing so we know nothing. I don't like that
[19:23:17] <OdinYggd> If it isn't work related at all it gets dns poisoned so I never see it again
[19:23:32] <OdinYggd> If there is work related stuff but a lot that isn't, I'll find a regexp for squid to block the parts that aren't productive
[19:23:40] <yasnak> Yeah I hear you on the IT side. I would do it that way if I had time but point/click for most tasks is very time saving.
[19:24:09] <OdinYggd> I find myself using that capability more and more to sabotage windows update though
[19:24:19] <OdinYggd> the whole GWX virus for Windows 7/8 to try and force the windows 10 upgrade
[19:24:27] <yasnak> Oh dude, it took me a year to figure out the vista scaling issue
[19:24:39] <OdinYggd> Most of my windows 7 machines now have their updates disabled in services, and I've been working on intercepting updates and telemetry
[19:24:51] <OdinYggd> updates for 8 and 10 get cached, 7 get blocked, and telemetry is blocked
[19:24:57] <yasnak> GPU removes all 10 telemetry
[19:25:08] <yasnak> Haven't pushed 10 yet tho
[19:25:21] <OdinYggd> Its really not a bad OS. Everything 8 should have been.
[19:25:26] <yasnak> I run it myself
[19:25:29] <OdinYggd> But it has the usual compatibility problems all new versions do
[19:25:35] <OdinYggd> And that telemetry crap is a no-sale for me
[19:25:53] <yasnak> Just haven't pushed to other users. They lack the skills to figure shit out on their own. So I'll end up getting beat down with issues that aren't issues.
[19:25:57] <OdinYggd> The few 10 installs I've allowed have the telemetry functions gutted where possible, null routed where possible, and nulled again at the firewall
[19:26:01] <CaptHindsight> why don't people turn the tables on M$? redirect the 10 updates back to M$
[19:26:10] <OdinYggd> Cause its a pull network
[19:26:14] <OdinYggd> You could probably getflood ddos it
[19:26:21] <OdinYggd> but microsoft certainly has mitigating gear and won't give a damn
[19:26:22] <yasnak> You'd need alot of BW
[19:26:32] <yasnak> And yeah its pull
[19:26:37] <OdinYggd> also windows 10 tries to implement some peer to peer updates
[19:26:47] <OdinYggd> you can't ddos that at all because you would have to knock out every node at once
[19:26:47] <yasnak> You'd be taking down not microsoft but Akamai
[19:26:57] <OdinYggd> good riddance.
[19:27:02] <OdinYggd> Why is it all the people i don't like use akami
[19:27:07] <yasnak> Haha
[19:27:28] <yasnak> Everytime I see Akamai I worry
[19:27:43] <yasnak> Thx adobe for your daily 0days and week later patches ;/
[19:28:17] <OdinYggd> and that's why emails get opened on a Linux box instead of windows
[19:28:19] <yasnak> Love how the government actually makes us run/keep totally insecure versions of java for their 510k submissions
[19:28:21] <OdinYggd> Most of the malware in them won't work
[19:28:51] <yasnak> Eh, I personally just sandbox it. If this computer gets nuked then whatever. The machines are air-gapped
[19:29:03] <OdinYggd> Mine aren't.
[19:29:37] <OdinYggd> But usually anything shady looking either doesn't get opened at all, or gets opened in a command line linux client
[19:29:46] <OdinYggd> those are so old and rarely seen that its not worth making malware to exploit them
[19:30:20] <yasnak> The thing that sucks is that Microsoft has a stranglehold on educational programs
[19:31:06] <OdinYggd> Works to our advantage though
[19:31:09] <yasnak> So people learn M$ crap from day one. We all know that people can't learn things fast, so that tends to be what you need to have. :/ I sorely wish we had a basic centos server vs the cluster of broken crap after each update that is M$ :P
[19:31:19] <OdinYggd> Keeps all of the idiots using microsoft, so all of the malware is coded for microsoft too with few exceptions
[19:31:36] <OdinYggd> Meanwhile our nix stuff stays clean and top performing, cause the people using it usually know what they are doing and cheap tricks won't work
[19:31:45] <yasnak> Lets be for real tho, malware is coded for Trump supporters and the idiots who share random religious crap on FB.
[19:32:12] <OdinYggd> I wasn't going to bring politics into it
[19:32:15] <yasnak> Its been a long time since I've used anything more then windows defender on my laptop :P
[19:32:44] <yasnak> Okay, malware is coded for walmart people
[19:33:34] <malcom2073> Just say what you mean, it's not gonna make you look like any less of a dick than beating around the bush
[19:33:40] <malcom2073> and more*
[19:33:50] <malcom2073> any more* gah
[19:34:23] <yasnak> you get what I mean :)
[19:34:46] <OdinYggd> still a bad example.
[19:35:51] <yasnak> Eh it works for me. You've got people and then you've got idiots. It was an opinion and if someone is offended I'm very sorry ;)
[19:36:04] <malcom2073> Little insight for you: Your example makes me think you're in the same category
[19:36:10] <malcom2073> :)
[19:36:31] <Tom_itx> what's a good current MB to get for general use?
[19:36:31] <OdinYggd> I shop at walmart, and I supported trump initially for his busines experience- though his actions in the past couple months have changed my mind on him
[19:36:42] <OdinYggd> So neither example is really that good
[19:37:10] <OdinYggd> I think what you mean is the kind of person who treats a computer as a magical box that does things and has little to no understanding of what goes on inside it
[19:37:14] <OdinYggd> Or why it does what it is capable of
[19:37:21] <yasnak> sigh, you guys must be fun at parties
[19:37:36] <OdinYggd> Professional nerd. Does this party involve mages fighting dragons?
[19:37:42] <malcom2073> Well we go to parties with walmart people, so we're tons of fun :)
[19:37:44] <yasnak> It could ;)
[19:37:46] <OdinYggd> cause that's my kind of party
[19:37:52] <OdinYggd> I usually hang back on a tanky healer and support
[19:37:55] <OdinYggd> Let someone else go die
[19:38:08] <OdinYggd> Oh and you do not argue with the support. I have the power to decide if you die or not, so be nice.
[19:38:08] <malcom2073> lightining bolt lightining bolt?
[19:38:18] <yasnak> So is D&D some universal game of nerds that I never learned?
[19:38:38] <malcom2073> Nope, it's agame that some people play
[19:38:41] <yasnak> Its odd, I've never even had the chance to see a game be played
[19:38:50] <evil_ren> you have to be social to play it
[19:38:57] <malcom2073> You sure do stereotype a lot though
[19:38:59] <evil_ren> so if you played d&d you were at best low level nerd
[19:39:14] <Tom_itx> how many cores are CPU up to now days? 8 or more?
[19:39:16] <yasnak> yeah, i figured being social lost your nerd cred?
[19:39:21] <OdinYggd> I've never actually played D&D
[19:39:26] <OdinYggd> I do play MMOs though
[19:39:27] <OdinYggd> and some mobas
[19:39:31] <OdinYggd> Once and a while, obscure JRPGs
[19:39:33] <evil_ren> i like the books but never played with people
[19:39:43] <yasnak> e7 is 18 ht cores
[19:39:44] <evil_ren> i liked shadowrun and robotech role playing books, too
[19:40:19] <yasnak> counter-strike...I played counter-strike
[19:40:23] <OdinYggd> http://i.imgur.com/95aoLxe.jpg
[19:40:55] <yasnak> still run a bunch of servers to this day of 1.6 and source.
[20:09:45] <trentster> A friend is getting an intermittent stall on one of his drivers - goes into fault state. Would I be correct in saying one should wire the fault ping on each driver in series to a fault pin on the controller to trigger machine to stop if a driver fault occurs?
[20:17:22] <OdinYggd> usually a stall fault triggers an estop and a corresponding alarm on the control computer
[20:17:29] <OdinYggd> not sure if linuxcnc does similar
[20:29:41] <XXCoder> probably can be set
[20:53:04] <zeeshan> whats that website where you can locate a local 3d printer?
[20:53:50] <malcom2073> I remember one for shopbot, there's a 3d printing one too?
[20:54:34] <zeeshan> yes
[20:54:37] <zeeshan> i forgot the damn address
[20:54:53] <zeeshan> found it
[20:54:54] <zeeshan> 3d hubs
[20:56:38] <CaptHindsight> what kind of 3D printer?
[20:57:25] <CaptHindsight> do they break it down by tech?
[20:57:42] <malcom2073> They certainly tell you what *kind*, unknown if you can search by that
[20:57:51] <malcom2073> But I don't believe any of them are the $10k+ kind
[20:58:07] <CaptHindsight> FDM, SLA, inkjet, SLS??
[20:58:27] <malcom2073> I do recall 3dhubs now, iirc they're mainly repraps and makerbots
[20:58:44] <malcom2073> Hmm they've gotten bigger
[20:58:52] <CaptHindsight> or <$500, $501-$1299, $5 glue gun and steady hand
[20:59:16] <CaptHindsight> so all FDM as far you know
[21:00:00] <CaptHindsight> that like searching for a tool store and finding out that they only sell hammers
[21:00:42] <zeeshan> you can choose material
[21:00:51] <zeeshan> which really determines the process
[21:01:19] <zeeshan> they even have printed metals
[21:01:30] <zeeshan> costs a lot though :)
[21:01:35] <CaptHindsight> oh so it's more than just FDM
[21:01:53] <malcom2073> More like searching a yard sale
[21:02:06] <zeeshan> it sucks my buddy couldnt print this
[21:02:07] <malcom2073> Which now may actually have decent tools
[21:02:11] <zeeshan> he can only print a 8" circle
[21:02:25] <zeeshan> my thing is 7.5"x4.75"
[21:02:27] <zeeshan> :P
[21:02:33] <malcom2073> I'm designing my next printer, gonna be a cubic foot
[21:02:35] <zeeshan> i wish i had a billet stock of aluminum
[21:02:42] <zeeshan> so i could just machine this
[21:03:02] <malcom2073> zeeshan: pics of model?
[21:04:30] <zeeshan> http://i.imgur.com/ruUzLIx.png
[21:12:03] <zeeshan> malcom2073: are you building your own printer?
[21:12:15] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/5.jpg
[21:12:22] <zeeshan> hush tom
[21:12:22] * Tom_itx sends zeeshan some al
[21:12:22] <zeeshan> :P
[21:12:50] <Tom_itx> playing with SW during the break
[21:12:54] <zeeshan> nice
[21:13:01] <Tom_itx> kinda fun comparing it to catia
[21:14:31] <malcom2073> zeeshan: Yeah, I've built two so far. One from a kit, and one custom from some linear actuators. This one is gonna use unsupported rods and extruded aluminum
[21:14:44] <zeeshan> i really want one
[21:14:48] <zeeshan> that has an environmental chamber
[21:14:51] <malcom2073> What is that a gauge cluster for?
[21:14:52] <zeeshan> keeps the print at 90C or so
[21:14:55] <zeeshan> for my rx7
[21:15:14] <Tom_itx> zeeshan what are those?
[21:15:19] <malcom2073> Nice
[21:15:29] <malcom2073> My second one is fully enclosed in a heated chamber
[21:15:37] <zeeshan> gimme your design
[21:15:40] <zeeshan> i copy
[21:15:41] <zeeshan> and paste
[21:15:54] <zeeshan> tom gauge pod
[21:15:58] <Tom_itx> dude at the lab is building a delta printer
[21:16:10] <malcom2073> https://scontent-lga3-1.xx.fbcdn.net/hphotos-xap1/v/t1.0-9/10453332_892119567469092_3066870051940688719_n.jpg?oh=edf343495602534cc0d688a79d771a97&oe=5794F4EF
[21:16:12] <Tom_itx> ahh
[21:16:14] <Tom_itx> for work?
[21:16:20] <zeeshan> no
[21:16:20] <malcom2073> It's shitty though
[21:16:20] <zeeshan> for me!
[21:16:29] <zeeshan> dude
[21:16:29] <Tom_itx> for the subaru???
[21:16:29] <zeeshan> thats tiny
[21:16:30] <zeeshan> wtf
[21:16:32] <zeeshan> :P
[21:16:34] <malcom2073> it makes perfect quality prints, no layer variations or anything... but it's slow
[21:16:40] <malcom2073> zeeshan: 10" cube
[21:16:43] <zeeshan> Tom_itx: no for the rx7
[21:17:02] <zeeshan> i want a 24"!
[21:17:02] <malcom2073> zeeshan: My next one will be about the same size, but 12" cube, and much much much faster
[21:17:08] <XXCoder> nice
[21:17:17] <malcom2073> That's not practical to do unless you use a huge nozzle and just *eat* plastic
[21:17:24] <XXCoder> I do want to build one but meh
[21:17:40] <malcom2073> Meh, just wait, they're getting cheaper and cheaper heh
[21:17:52] <XXCoder> and shittier and shittier
[21:18:01] <malcom2073> Nah
[21:18:13] <malcom2073> Not if you know what to look for and how to use them
[21:21:56] <XXCoder> hmm cool
[21:22:06] <zeeshan> like
[21:22:09] <zeeshan> seriously why dont i have a 3d printer?
[21:22:13] <XXCoder> though I will wait till I have been running cnc router for while
[21:22:15] <zeeshan> i have almost every machine possible
[21:22:18] <zeeshan> but not a stupid 3d printer
[21:22:19] <zeeshan> !
[21:22:25] <malcom2073> zeeshan: Do it!
[21:22:38] <malcom2073> They're a good tool to have
[21:22:40] <XXCoder> plastic dilios is calling to you heh
[21:22:41] <zeeshan> for sure
[21:23:16] <zeeshan> i think i wanna build one
[21:23:18] <zeeshan> i want it to be massive
[21:23:29] <malcom2073> A couple people have made massive deltas
[21:23:36] <zeeshan> i know for me
[21:23:39] <zeeshan> it has to be minimum 24x24x24
[21:23:39] <malcom2073> you get a huge nozzle that'll go through a $40 roll of filament in less than an hour :)
[21:23:43] <zeeshan> for it to be useful for the stuff i do
[21:23:54] <malcom2073> 3d printing things that large is doing it wrong though
[21:23:56] <zeeshan> what does size have to do with filament
[21:24:03] <malcom2073> Bigger the nozzle, faster the filament flows out
[21:24:04] <zeeshan> if you're printing something big you'll use more
[21:24:10] <zeeshan> if youre printing something small you'll use less
[21:24:22] <zeeshan> im no expert
[21:24:26] <zeeshan> but im sure you can change the nozzle size
[21:24:32] <zeeshan> it would make sense to have that static
[21:24:41] <malcom2073> You can switch hotends out entirely yes
[21:24:42] <zeeshan> *wouldnt
[21:25:09] <malcom2073> But again, if you're printing something that is 24x24x24, you're doing something wrong
[21:25:20] <zeeshan> nope
[21:25:22] <zeeshan> you're jus tlazy
[21:25:23] <malcom2073> Or at least, something very very specific
[21:25:26] <zeeshan> and dont want to glue shit together
[21:25:36] <zeeshan> you just print it in one go and walk away
[21:25:42] <zeeshan> more capacity is always good to have
[21:25:48] <malcom2073> Except a week into the print, it fails on ya :P
[21:25:48] <Tom_itx> get 1/8" filament for your printer on a spool that would fit in a pickup
[21:25:53] <zeeshan> my mill having 15.7"x15.7"x15.7 really annos me
[21:26:00] <zeeshan> annoys
[21:26:22] <malcom2073> So you let it run for 5 days, with 1 day left, it clogs, or something else funky happens :P
[21:26:34] <XXCoder> build a HUGE yoda
[21:27:46] <malcom2073> Using the rounded end of a ball peen hammer to drive in nails works... sure.... but it's still the wrong tool for the job.
[21:27:53] <malcom2073> What are you doing that you need the huge area?
[21:28:43] <zeeshan> manifolds , mock up molds
[21:28:49] <zeeshan> would really help alot
[21:28:54] <malcom2073> Hmmm
[21:28:56] <malcom2073> see? speciality :P
[21:29:00] <zeeshan> thats not specialty
[21:29:03] <zeeshan> thats common stuff :P
[21:29:08] <malcom2073> No it isn't
[21:29:12] <zeeshan> in my world it is :P
[21:29:21] <zeeshan> more capacity is always good
[21:29:23] <zeeshan> you cant argue it
[21:29:30] <zeeshan> you could print 20 qty of a small part
[21:29:35] <zeeshan> without having to wait.
[21:29:44] <zeeshan> you set it up once and leave
[21:29:44] <malcom2073> With $20k printers, I agree
[21:29:53] <malcom2073> But unless you pay 20k for a printer, you have to accept that you *will* have failed prints
[21:29:58] <malcom2073> Thus, you minimize cycle time
[21:30:30] <Tom_itx> actually i was moderately impressed with the printers at the lab
[21:30:41] <zeeshan> malcom2073: i dunno what youre talking about
[21:30:49] <Tom_itx> they were running most of the time during class and i never saw one fail
[21:30:50] <zeeshan> my friends delta hasnt failed part yet!
[21:30:53] <malcom2073> zeeshan: I know you don't, you haven't been playing with printers for 4 years :P
[21:30:57] <Tom_itx> he did have one part lift
[21:31:02] <zeeshan> malcom2073: i also dont put steppers on a mill
[21:31:06] <malcom2073> Your anecdote is noted, and recognized as an anecdote
[21:31:07] <zeeshan> :)
[21:31:24] <malcom2073> Then I look forward to your deisgn and build
[21:31:26] <malcom2073> it should be halarious :)
[21:31:34] <zeeshan> K mr bridgeport w/ steppers
[21:32:04] <malcom2073> Once again, you use the right tool for the right job. May not be the *best* tool, but it's the right one.
[21:32:12] <malcom2073> Not everyone is rich yanno :P
[21:32:25] <zeeshan> rich has nothing to do with it
[21:32:25] <malcom2073> Hell, why DON'T you buy a $10k printer?
[21:32:33] <zeeshan> rich means you can do stuff faster
[21:32:33] <malcom2073> They make them with pretty decent build areas
[21:32:44] <zeeshan> avg earnings means you just need to save up
[21:32:59] <malcom2073> That works until you get an order of magnitude out
[21:33:29] <zeeshan> then i wouldnt be attempting to do it
[21:33:40] <malcom2073> I wouldn't get anything done with that sort of attitude though
[21:33:45] <zeeshan> its like w/ my earnings, am i ready to save up for 20 years and get a laferrari?
[21:33:46] <zeeshan> :P
[21:33:54] <zeeshan> i dont even bother :P
[21:34:08] <zeeshan> but i will save up for a year to buy a cnc lathe.
[21:34:14] <zeeshan> over a pos tormach
[21:34:20] <zeeshan> and spend another year fixing it
[21:34:28] <malcom2073> As it is, I've managed to get easily over $100k worth of machine capability, for pocket change
[21:34:30] <zeeshan> and be happy for the remaining bit of my life :P
[21:34:50] <zeeshan> are you talking about 3d printing?
[21:34:56] <malcom2073> No
[21:35:21] <malcom2073> I'm talking overall machining. my mill, lathes, vinyl cutters, etc
[21:36:03] <malcom2073> My point is: Right tool for the right job, and that takes into account budget too
[21:36:21] <zeeshan> bigger capacity never hurts
[21:36:22] <malcom2073> So you can bash me for steppers all you want, if I wanted to run servos, I'd still be saving up, with an inperable machine in the garage :P
[21:36:24] <zeeshan> period
[21:36:43] <zeeshan> $ goes up
[21:36:52] <zeeshan> thats prolly the only bad thing? :P
[21:37:05] <malcom2073> Eh, bigger capacity brings some interesting logistic problems with printers
[21:37:09] <malcom2073> but you'll figure all that out fairly easily
[21:37:54] <malcom2073> I wonder if a DLP printer would do better for what you want
[21:38:04] <zeeshan> http://www.3ders.org/images2014/3dpunlimited-large-3d-printed-2.jpg
[21:38:09] <zeeshan> doesnt take much of a google search
[21:38:22] <malcom2073> I didn't say it's impossible, far from it
[21:38:23] <zeeshan> to show its ok to have a big printer
[21:38:26] <malcom2073> Hell, some guy did a 10ft tall printer
[21:38:38] <malcom2073> To show it's *possible* to have a big printer :)
[21:38:56] <zeeshan> http://www.designboom.com/wp-content/uploads/2015/09/wasp-project-big-delta-large-scale-3D-printer-designboom-05-818x546.jpg
[21:38:56] <zeeshan> rofl
[21:39:02] <malcom2073> Heh
[21:40:27] <XXCoder> crazy
[21:41:03] <XXCoder> largest I saw (not directly) was house printer
[21:41:17] <malcom2073> Oh yeah the concrete one?
[21:41:18] <XXCoder> its large enough to print a house (pretty much a duh)
[21:41:20] <malcom2073> That was pretty cool
[21:41:20] <XXCoder> yeah
[21:45:38] <Frank__9> hi everyone
[21:45:44] <XXCoder> yo
[21:45:50] <Frank__9> long time
[21:46:37] <Frank__9> since my last connection, lots of work, how are u coder?
[21:46:59] <XXCoder> doing ok. kinda bored heh
[22:14:49] <Frank__9> guys are the spring anti backslash sockets(?) necessary in a z axis ballscrew set up? 6 inch of travel
[22:15:41] <malcom2073> sockets? The nuts?
[22:15:55] <malcom2073> That depends on if backlash in the Z axis is acceptable to you
[22:16:39] <Frank__9> the thing between the motor and the ballscrew, that i believe acts like a spring
[22:17:04] <malcom2073> Oh the coupler, you need a coupler of some sort (Can't support a shaft on three bearings)
[22:17:19] <Frank__9> ithis
[22:17:25] <Tom_itx> zeeshan still around?
[22:17:29] <Frank__9> sry for my lack of vocabulary
[22:17:29] <Frank__9> https://www.google.com.ar/search?q=site:www.cnczone.com+z+axis+design&biw=1360&bih=667&espv=2&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiZotb23MvLAhWFxpAKHUT3AC8Q_AUIBigB#tbm=isch&q=site:www.cnczone.com+spring+anti+backslash+ballscrew&imgrc=IXfC-rLvio7a7M%3A
[22:17:40] <Tom_itx> how can i reorder steps in a SW model?
[22:17:48] <malcom2073> Yep, they're couplers, you need a coupler of some kind
[22:18:44] <Frank__9> ok ill find what are they for heh
[22:19:00] <malcom2073> They prevent binding
[22:19:16] <malcom2073> From slight misalignment of the ballscrew and the motor shaft
[22:19:23] <malcom2073> You want good quality couplers to prevent backlash
[22:20:14] <zeeshan> move it
[22:20:24] <zeeshan> if it doesnt let you it means you cant
[22:20:27] <malcom2073> Tom_itx: iirc you can click and drag
[22:20:30] <zeeshan> cause it has dependencies
[22:21:14] <Frank__9> oh, i see. thanks! another one, i understand that to secure the ballscrew from its end, its ok (for wood) to use a set of angular contact bearings, attached with a nut, but how do u secure in place the drive end of the ballscrew? i mean after the coupler,
[22:21:23] <Tom_itx> turns out i didn't need to anyway
[22:21:40] <zeeshan> man using solidworks after inventor
[22:21:46] <zeeshan> is like im going back into 1990
[22:21:59] <zeeshan> mainly because ive written so much code for inventor
[22:22:04] <zeeshan> to do a lot of things for me
[22:22:06] <zeeshan> =/
[22:22:20] <malcom2073> Frank__9: I don't believe you need angular contact on the drive end, just a regular bearing then coupled to the motor
[22:22:28] <malcom2073> Ah sorry, I'm wrong
[22:22:38] <malcom2073> You should have an angular bearing on both ends, to prevent undue strain on the motor
[22:23:59] <Frank__9> but what about the "termal expansion"?
[22:24:26] <malcom2073> Oh your frame is wood
[22:24:34] <zeeshan> tom have you use smart mates
[22:24:37] <malcom2073> That, I don't know :)
[22:24:42] <Frank__9> i've read some forums, but i dont think its going to be a problem with a 500mm ballscrew
[22:24:53] <Tom_itx> zeeshan not that i recall
[22:24:59] <Frank__9> no, they talk about the termal expansion of the ballscrew,
[22:25:03] <Frank__9> its steel the frame
[22:25:15] <Frank__9> i guess i should keep reding
[22:25:24] <Frank__9> thanks
[22:35:43] <zeeshan> tom itx
[22:35:49] <zeeshan> you should see some advanced techniques
[22:35:54] <zeeshan> that are super time savers
[22:36:06] <zeeshan> you'll be like O_O
[22:37:27] <Tom_itx> is that for defining constraints?
[22:37:30] <Tom_itx> i may have used that
[22:38:10] <Tom_itx> sometimes that auto constraint thing gets a little crazy in catia
[22:38:25] <Tom_itx> it tries to match up with just about anything on the sketch
[22:42:33] <zeeshan> mostly assembly
[22:42:47] <Tom_itx> i'm taking assembly this semester
[23:19:46] <enleth> Dumb question time - how exactly do they make the through hole in a hollow spindle that is more than half a meter long? Just a ridiculously long drill? Could be hard to prevent it from wandering at an angle.
[23:20:10] <OdinYggd> Not as much as you think
[23:20:43] <OdinYggd> Deep hole cycle is started with a normal stub drill and pilot, drilling it as far as practical using regular bits
[23:20:57] <OdinYggd> When it gets as far along as those can go, you switch to a special deep hole bit which is long enough to complete the job
[23:21:23] <OdinYggd> This bit will tend to follow the path given it by the starting drills, which if everything was perfect from the start will be on center.
[23:21:31] <OdinYggd> If not, partway through the job the deep hole bit will snap- ruining the part
[23:21:56] <OdinYggd> Now usually once you get the bore opened up far enough, you can put a boring bar through to true it up to an exact size, and some spindles are ground ID
[23:22:37] <OdinYggd> Of course for larger spindles its much cheaper to start with seamless tubing in the proper alloy, trueing it up with a boring bar before ID grinding
[23:22:56] <enleth> a 660mm through hole 20mm in diameter sounds even harder to bore than to drill
[23:23:21] <OdinYggd> not when you can support the boring bar at both ends
[23:23:32] <OdinYggd> Tooling capable of that exists
[23:25:03] <enleth> Heh, this is actually obvious in a way, but being used to the old school manual lathes, I never really thought of that possibility.
[23:25:21] <OdinYggd> But I can tell you that on just a common manual lathe I was able to make an accurate 50.8mm bore a full 30" deep
[23:26:02] <OdinYggd> I used a deep hole bit to open up the bar stock all the way through, bored one side to size, then flipped it over and used a 4 jaw chuck to get it on center again so I could bore the other side
[23:26:21] <OdinYggd> And it was all done on an old school manual lathe- a tube big enough to have been the spindle tube of a lathe
[23:26:49] <enleth> How is the spindle end of the boring bar supported? Something sticking all the way out through the spindle, or maybe a bearing inserted into the spindle's through hole?
[23:26:58] <OdinYggd> Ever wondered how rifles are made?
[23:27:33] <enleth> Never gave it that much thought, but had it on the list of things to check sometime.
[23:27:55] <enleth> The list is rather long, though.
[23:28:15] <yasnak> gundrill
[23:29:13] <enleth> Ah, seems to be the same thing I got when I searched for deep hole drill bit
[23:29:23] <yasnak> fun stuff
[23:29:24] <OdinYggd> Not quite the same
[23:29:31] <OdinYggd> Deep hole bits are just really long normal drillbits
[23:29:47] <OdinYggd> gundrills have a different tip on them that allows them to stay on center even better than deep hole types
[23:30:13] <enleth> OK, so they must get mixed up sometimes in writing, as search results for deep hole bits do contain some gundrills
[23:30:20] <OdinYggd> Also many gundrills are hollow to support through-tool coolant, which is necessary to flush out chips and prevent them from sticking
[23:30:26] <yasnak> larger gundrills like barrel sized wouldn't be all that hard
[23:30:31] <OdinYggd> https://en.wikipedia.org/wiki/Gun_drill
[23:30:46] <yasnak> i gundrill some 304 with .110 gundrill
[23:30:51] <yasnak> 2000 psi coolant
[23:31:20] <enleth> It does bear some resemblance to single flute endmills, if ony superficial.
[23:31:39] <yasnak> 10 inches deep, the od the of the part is 0.1875. it isn't fun
[23:31:58] <OdinYggd> With those dimensions if you're wrong, at all, that bit is coming out the side of the part in pieces.
[23:32:03] <yasnak> *the OD for most of the part, otherwise we'd use cannulated stock
[23:32:11] <yasnak> yup
[23:32:19] <OdinYggd> You can't get seamless tubing with the necessary dimensions?
[23:32:34] <yasnak> worst part is that my machine operators cannot seem to understand that the actual turning process is the most critical
[23:32:56] <yasnak> using shit inserts? puts heat into the part = $$$ in broken bits and bits coming out of the side of the shaft
[23:33:14] <yasnak> nah, its turned from 0.75 stock. it has other features as well
[23:33:18] <OdinYggd> Ah
[23:33:40] <yasnak> I want a CNC laser welder for my christmas this year and I'd have a solution to this all ;)
[23:34:20] <enleth> Wonder how many shops are outfitted with such tooling, especially in parts of the world where guns aren't popular and widely produced.
[23:34:30] <OdinYggd> Guns aren't the only thing to use gundrills
[23:34:43] <OdinYggd> The tube I mentioned earlier with the 50.8mm ID was borderline needing one
[23:34:44] <yasnak> worst part is my boss not understanding metal. when you remove that metal in a turning op it relieves stress. the parts literally come out bent...
[23:34:57] <OdinYggd> lol. you need annealed stock or it springs
[23:35:03] <OdinYggd> And even then stainless loves to spring about just because
[23:35:03] <enleth> Sure, but if you have gunsmiths around, it's probably a surefire (doh!) way to find someone equipped with gundrills.
[23:35:11] <OdinYggd> We keep crashing our waterjet to that
[23:35:12] <yasnak> man that was fun listening to him on not relieving the stock after.
[23:35:17] <OdinYggd> inch thick stainless steel plate right?
[23:35:23] <yasnak> yeah
[23:35:24] <OdinYggd> Looks solid, you ain't moving it without a forklift
[23:35:28] <OdinYggd> Slice it with the waterjet
[23:35:29] <yasnak> yep
[23:35:31] <OdinYggd> It warps 1/4" per foot
[23:35:34] <OdinYggd> smack right into the cutting head
[23:35:35] <yasnak> bingo
[23:35:48] <OdinYggd> Its brilliant
[23:35:49] <SpeedEvil> yasnak: 'but that stock is expensive, get the cheaper one, you're just gold-plating'
[23:35:57] <yasnak> speed
[23:36:01] <OdinYggd> and always on a gasket surface where the warping makes the part out of tolerance too
[23:36:13] <OdinYggd> My fab guys only sometimes get lucky pressing one back into flatness
[23:36:35] <yasnak> you have no idea. the cost difference between 304 and 303 is what? pennies? maybe ten cents? but no, he gets me the shit alro 304 from godknowswhere china with hard spots galore.
[23:36:37] <OdinYggd> Usually when that happens not only does it makes a gritty wet mess of the waterjet, but a few hours of cutting time have to be thrown away cause the part is too bowed to be used
[23:36:47] <yasnak> and all the bar ends are bent to shit because the forklift drivers drive over them
[23:36:53] <yasnak> sigh
[23:37:02] <OdinYggd> you understand what I'm talking about.
[23:37:08] <yasnak> yeah, i use plate too
[23:37:09] <OdinYggd> A lot of people literally don't get it
[23:37:22] <yasnak> I have to go chop it up first, got bitched at hard about it
[23:37:23] <OdinYggd> They don't realize that the plate has locked in strain from the mill that warps the living daylight out of it when cut
[23:37:31] <OdinYggd> Even on a cold process like waterjetting
[23:37:42] <OdinYggd> There's no heat in the material with that- the entire process takes place at just off room temperature
[23:37:46] <yasnak> boss bought some expensive 12"x12" pallet changer system with a full stock of 12"x12"x0.5" plate
[23:38:06] <yasnak> our parts have MAX tolerances of maybe 0.005"? most tolerances are +/- 0.001 or 0.002
[23:38:40] <OdinYggd> Scary.
[23:38:54] <OdinYggd> Most of what I deal with is 0.010" to 0.005" tolerance
[23:38:55] <yasnak> I saw it was bending and I'd never be able to hold shit, so I cut it all up. he flipped, made me cut a bunch up all at once. aka take all of one side off then flip to finish
[23:39:07] <OdinYggd> Anything tighter than that goes to the old men of the machine shop, who know how to hold 0.0002" reliably
[23:39:09] <yasnak> I'm running a part on swiss that is +/- 0.0003
[23:39:34] <yasnak> have to turn ac down so it stops kicking on/off. i have a really nice video cmm so it makes it a little easier
[23:39:50] <OdinYggd> Yeah
[23:40:05] <OdinYggd> It helps to have tooling that is accurate enough and in good condition
[23:40:07] <yasnak> just warm machine up for about 45 mins, then let it rip for a bit. then after an hour it slowly settles in. you just need to make sure it keeps going haha
[23:40:22] <OdinYggd> That always screwed me up on the CNC lathe.
[23:40:33] <OdinYggd> I'd start my shift and get it dialed in on the first 2 parts.
[23:40:39] <OdinYggd> But 8 parts in I was out of tolerance again
[23:40:45] <yasnak> lol
[23:40:49] <OdinYggd> Cause the machine had gotten so hot from the heavy roughing cuts that it had grown on me
[23:40:56] <yasnak> yup
[23:40:59] <yasnak> tho thermal comp?
[23:41:27] <OdinYggd> None of them where I work have that
[23:41:33] <OdinYggd> The CMM does, but the mills and lathes don't
[23:41:38] <yasnak> yea
[23:41:40] <OdinYggd> Doesn't help that it was cast steel
[23:41:48] <enleth> BTW, the reason I was asking is I'm wondering if it makes sense to have someone drill a through hole in a spindle that came out of the factory solid - getting a hollow spindle for a CNC Bridgeport in Europe means paying through the nose to import it from the US, and getting all tooling compatible with QC30, as cool as it is, isn't cheap either.
[23:41:48] <yasnak> you just gotta run the machine and you can get a feel
[23:41:49] <OdinYggd> and we were constantly spinning fire with carbides hogging it out
[23:42:11] <OdinYggd> I got taken off that job after I accidentally loaded a part upside down and the machine crashed- slamming the boring bar into the bottom of it at full rapid
[23:42:27] <minibnz> just measured my Y axis for backlash, with the ballscrew installed something is still not right. im starting to question my measuring method and tools. or it might be me being too picky.. backlash is down to 0.02mm but as i move along the readings on the dial are not consistient..
[23:42:28] <minibnz> so i tell it to move 0.1mm steps and the first one is spot 0.1mm but as i go thru a whole mm some of the steps in the middle are off by 0.05mm but then by the end of the mm the error is zero again so 1mm =1mm but sometimes 0.1mm != 0.1mm these moves are slow so i doubt i am missing steps..
[23:42:35] <yasnak> enleth, would the hole be through the drawbar or what?
[23:42:50] <enleth> yasnak: yeah, to hold regular ISO30/NMTB tooling
[23:43:08] <OdinYggd> How is the screw mounted
[23:43:15] <yasnak> isn't the drawbar case hardened?
[23:43:17] <OdinYggd> Does it have a small amount of tension between the bearings
[23:43:20] <yasnak> i think they make those already tho
[23:43:36] <enleth> yasnak: I can get the drawbar pretty cheap, that's not a problem
[23:43:56] <enleth> The hollow spindle is a problem
[23:43:58] <yasnak> what size hole you thinking?
[23:44:06] <yasnak> oh
[23:44:17] <yasnak> i'd have to see the spindle lol
[23:44:35] <enleth> I mean, it's solid now, its not being hollow is the problem to be exact.
[23:44:44] <OdinYggd> What thread do your tools use
[23:45:03] <OdinYggd> The spindle drawbars for the bridgeports I work with are all 7/16"-20, and work with R8 collets
[23:45:07] <enleth> Hole size just needs to be whatever they made it for original Bridgeport hollow spindles
[23:45:10] <yasnak> probably one of those old r8's or whatever
[23:45:22] <enleth> Those spindles are really *identical* save for the through hole
[23:45:32] <OdinYggd> It would be a piece of cake to buy some seamless tube, thread the end, and put some hex bar on top to make it unscrew properly
[23:45:45] <OdinYggd> or whatever machining needed to get a coolant spinner to attach
[23:45:49] <enleth> As in, there are CNC version hollow spindles.
[23:45:53] <yasnak> yeah, i mean the drawbar on yours comes out the top right?
[23:46:04] <yasnak> and then it connects to the collet in the spindle right?
[23:46:22] <enleth> yasnak: asking me?
[23:46:34] <yasnak> take that, gundrill it. its not going to be cheap. otherwise i'd look at what yggd is saying for sure.
[23:46:39] <yasnak> i am.
[23:46:49] <OdinYggd> Pull the bar up, measure the OD and break out the thread gauge
[23:46:56] <OdinYggd> I would not expect a non-standard thread there
[23:47:14] <yasnak> otherwise send pictures cuz i'm confused on this. either we're over simplifying it or not understanding :P
[23:47:17] <OdinYggd> In the US at least with R8 collets its 7/16-20, my guys have mangled the ends a few times.
[23:47:38] <enleth> Well, to reiterate: I've got an Erickson QC30 spindle, that's the NMTB30 taper, that is solid all the way through, no place for drawbar.
[23:47:45] <OdinYggd> Ah
[23:47:46] <yasnak> heh, i usually have to fix the threads on the drawbars every year. one guy managed to break the keyway off.
[23:47:52] <enleth> Stuff is held in by the QC30 locknut.
[23:47:54] <OdinYggd> The spindle itself needs to be bored through
[23:47:58] <OdinYggd> Your spindle doesn't have a through hole
[23:47:59] <enleth> Yeah.
[23:48:12] <enleth> QC30 is really cool, convenient and all.
[23:48:21] <enleth> But it's damn hard to buy interesting tooling
[23:48:26] <OdinYggd> What kind of tool clamp
[23:48:30] <OdinYggd> Does it use pullstuds?
[23:48:37] <yasnak> looks like pullstuds?
[23:48:45] <yasnak> get a thru-coolant pullstud for starts
[23:49:09] <enleth> OdinYggd: it clamps onto the bottom face of the toolholder's flange
[23:49:09] <OdinYggd> No, you need to get the blueprint for that spindle and check before doing anything that you can safely drill through and not hit anything
[23:49:17] <OdinYggd> Okay, so there isn't a knob on top of the toolholder
[23:49:29] <enleth> There's literally *nothing* inside the spindle other than solid steel
[23:49:30] <OdinYggd> A lot of the CNCs and even some manuals have a screw in knob on top that it needs to hang on with
[23:49:40] <enleth> Nah, none here.
[23:49:43] <yasnak> enleth
[23:49:48] <OdinYggd> Machines using the type have a clamping cylinder inside, which would have been destroyed by drilling through
[23:49:59] <OdinYggd> yours doesn't though, so that's not an issue
[23:50:00] <yasnak> i'd be more worried about how you will keep the coolant out of the internals, so yeah. blueprint time
[23:50:06] <enleth> No, if I had that, it would be BT30 tooling as far as I know
[23:50:16] <yasnak> and you'd need a tight fit up against the backside of the toolholder to keep shit out of the taper
[23:50:19] <enleth> That's, surprisingly, easier to buy than QC30
[23:50:49] <enleth> Right now I'm buying chinese toolholders with a flat flange and grinding it down to size
[23:50:53] <minibnz> im looking at buying the tormach tooling set.. its looking real interesting.
[23:51:16] <OdinYggd> minibnz, how is the screw mounted? Long unsupported span? Slight amount of tension between the bearings to keep it pulled tight?
[23:51:28] <yasnak> https://www.bigkaiser.com/ is what i use on my bt30s
[23:51:47] <OdinYggd> Backlash should be tiny on a ballscrew, check carefully that the nut cartridge is secured in the carriage
[23:51:48] <minibnz> OdinYggd yeah only supported at one end by the bearings
[23:51:53] <OdinYggd> Ah.
[23:51:56] <enleth> As for blueprints - I am sure that this spindle was produced solid and hollow, per customer's order for the machine, and the *only* difference between them is the through hole being bored/drilled or not.
[23:51:57] <OdinYggd> Bridgeport Y axis?
[23:52:05] <minibnz> nut and carraige are tight
[23:52:18] <minibnz> Seig X2 minimill
[23:52:25] <OdinYggd> Ah.
[23:52:32] <minibnz> its a baby..
[23:52:37] <OdinYggd> If it was a bridgeport there's a casting that hangs from the bottom of the table to accept the X and Y nuts
[23:52:49] <minibnz> so i might be expecting too much from it but its nice to have goals
[23:52:51] <OdinYggd> I've had the four bolts holding that casting get loose, introducing a large amount of backlash into both axis
[23:53:04] <OdinYggd> Was quite the teardown only to find that was the problem
[23:53:50] <minibnz> hmm maybe under load the bearings i have are slipping on the shaft. it wasnt a press fit and they its not a thrust bearing. so it might have some slop there
[23:53:59] <OdinYggd> that would do it
[23:54:08] <OdinYggd> ball screws experience thrust as they move the carriage
[23:54:32] <OdinYggd> they need to be able to tolerate that thrust- sometimes requiring tapered roller bearings to handle it
[23:54:34] <minibnz> might get the can of retaining compund at the ready
[23:54:47] <OdinYggd> Put the dial on the end of the screw and try moving it through the worst area of backlash
[23:54:49] <enleth> OdinYggd: fun fact: they redesigned it completely in the CNC saddle, the Y nut screws to the bottom of the saddle and you have to hold it there through the side door in the knee, one of the most difficult things I had to do when I reassembled the mill
[23:54:57] <OdinYggd> If it is the screw being pushed out of the journals, you'll see it
[23:55:18] <minibnz> that might also be an option gp to proper tapered roller thrust bearings
[23:55:24] <enleth> It screws from the top, but there are only screw holes visible through the saddle, and it's doweled as well
[23:55:26] <OdinYggd> I would recommend remounting it using either tapered roller or ball bearings that can tolerate thrust loads, because when machining there will be thrust loading from the tool
[23:55:35] <OdinYggd> good to know enleth
[23:55:52] <enleth> and two of those screws are completely blocked by the X ball screw
[23:56:12] <enleth> you have to remove the whole X drivetrain, motor assembly and all
[23:56:31] <enleth> unless you want to rotate the screw completely out of the ball nut
[23:56:36] <enleth> of course you don't
[23:57:00] <enleth> the assembly is doweled to the saddle, no less
[23:57:00] <minibnz> the bearing is a capable of side load, i have been using the same model on the original leadscrews but the fit was tighter.
[23:57:32] <enleth> putting all that back together took me so long I could do that in my sleep now
[23:58:21] <minibnz> to get my Y leadscrew in i have to take the ball nut off and on almost in situ. i get a bit of movement but its a pain. i dropped a ball and had lots of fun getting it back in to its home
[23:58:49] <OdinYggd> wait, you took the nut off the ball screw?
[23:58:52] <OdinYggd> uh oh.
[23:58:57] <enleth> oh crap.
[23:59:01] <OdinYggd> never ever.
[23:59:04] <OdinYggd> that ball screw is ruined
[23:59:15] <minibnz> i was using a offcut of ballscrew to hold the nut while i machined the bearing shoulders.
[23:59:43] <OdinYggd> Ball screws have their nut cartridges fitted at the factory with a very specific preload in them
[23:59:56] <OdinYggd> If you remove the nut for any reason, that preload is lost- and the accuracy of the screw is destroyed
[23:59:59] <yasnak> lol
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
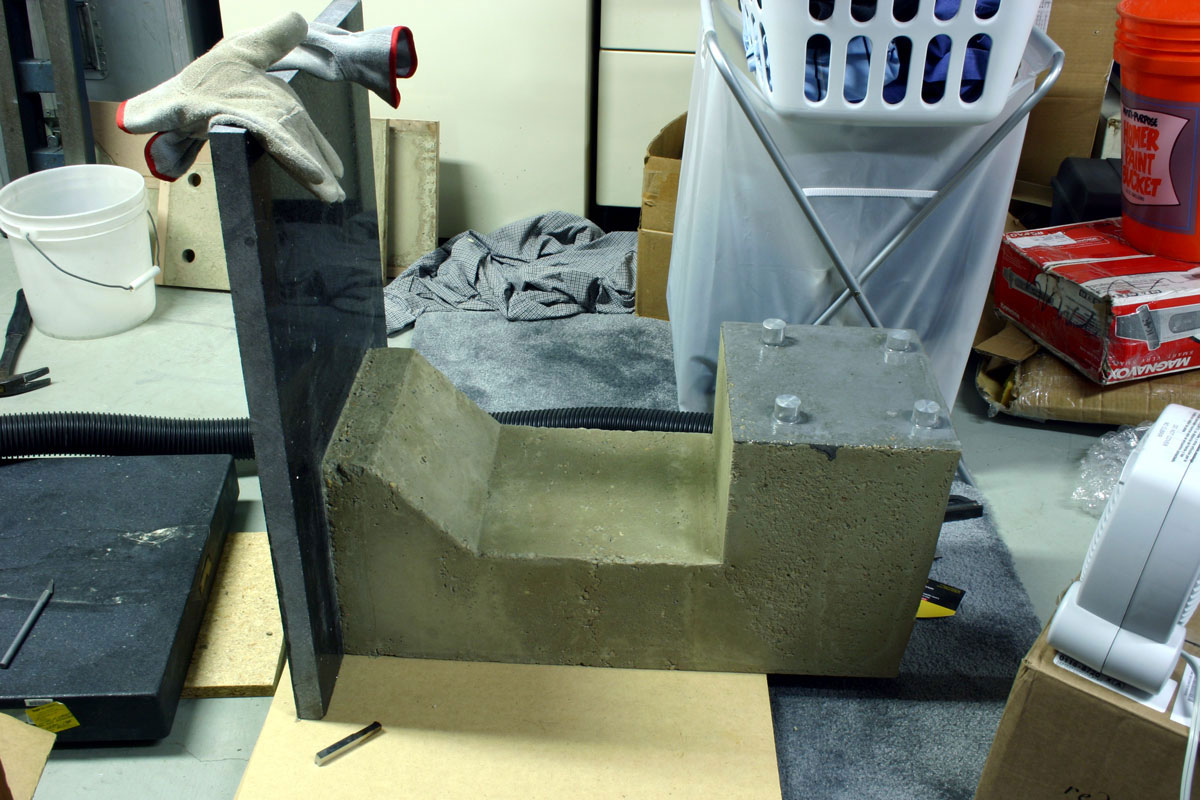{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}