Back
[00:10:44] <bobo_> cube that is really neat. thanks
[01:19:00] <Crom> I've been following that for almost a year
[01:33:44] <pink_vampire_> hi
[01:34:28] <pink_vampire_> someone here?
[01:37:30] <Simonious> o/
[01:39:13] <pink_vampire_> :)
[01:39:24] <Simonious> CAM is hard :P
[01:39:40] <pink_vampire_> what program?
[01:40:26] <Simonious> then again.. I'm still quite new
[01:40:26] <Simonious> solidworks->fusion360->LinuxCNC (on the big router table)
[01:40:57] <pink_vampire_> are you doing 3d machining?
[01:41:04] <Simonious> actually on, just 2.5D stuff
[01:41:07] <Simonious> *no
[01:41:09] <Simonious> at the moment
[01:41:22] <pink_vampire_> try hsm express
[01:41:27] <pink_vampire_> it's free
[01:41:50] <pink_vampire_> and work inside solidworks.
[01:45:03] <Simonious> hehe.. well.. I do full 3D sometimes.. and hsm can't, while fusion can
[01:45:03] <Simonious> so I wanted to focus my learning on the one more capable package
[01:45:03] <pink_vampire_> but hsm express is very easy.
[01:45:03] <Simonious> besides.. I also generate models with sketchup
[01:45:03] * Simonious shrugs
[01:45:03] <pink_vampire_> sketchup O_o
[01:45:03] <pink_vampire_> why??
[01:45:03] <pink_vampire_> just why sketchup?
[01:45:03] <Simonious> well, it isn't whiny like SolidWorks and for many operations it's faster
[01:45:03] <pink_vampire_> ok...
[01:45:03] <Simonious> in fairness it's free and I have years of experience with it and am quite good, while in solidworks I only have a couple months experience
[01:45:03] <Simonious> Solidworks frustrates me quite a bit
[01:45:03] <Simonious> on the other hand I REALLY like a lot of things in solidworks, it's faster for many _other_ things
[01:45:03] <pink_vampire_> I have years with solidworks..
[01:45:03] <Simonious> :)
[01:45:03] <pink_vampire_> from 2008
[01:45:26] <pink_vampire_> I have the 3d navigator.
[01:46:15] <Simonious> Made this tonight.. and so many things wrong:
https://goo.gl/photos/knrJZe9Bh18883wY8
[01:46:36] <pink_vampire_> it's become very handy if you have complicated assembly
[01:48:11] <Simonious> For starters note that there are 'enter' and 'exit' marks.. I screwed that up
[01:48:31] <pink_vampire_> what is that star?
[01:48:39] <Simonious> it's a game
[01:48:42] <Simonious> aggravation
[01:48:44] <archivist> gear mates are essential for some mechanism design
[01:49:35] <pink_vampire_> what about gear mates?
[01:50:03] <archivist> I used gear mates for clock designing
[01:50:19] <pink_vampire_> gear mates?
[01:50:29] <archivist> in solid works
[01:50:37] <pink_vampire_> ok....
[01:50:55] <pink_vampire_> and I'm thinking about this star shape...
[01:51:05] * Simonious chuckles
[01:51:33] <pink_vampire_> and can't undertand what gear mates are you talking about..
[01:51:38] <pink_vampire_> funny.
[01:51:52] <archivist> you claim to know solidworks!
[01:52:50] <archivist> for mechanisms like
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Webb_clock/p1010007.jpg
[01:53:04] <Simonious> I've got the CSWA, CSDA, CSWSA-FEA guide here.. it's not super inspiring to work through so far.
[01:53:04] <pink_vampire_> I know that you can make a ratio mate in solid works for cam and gears..
[01:53:09] <archivist> you turn one gear and all the rest turn
[01:53:44] <pink_vampire_> but there is also a table with holes that sometime use you fit gears..
[01:54:39] <pink_vampire_> archivist: amazing!
[01:54:58] <Simonious> archivist: very nice :)
[01:55:23] <archivist> the barrel has gears inside so it can be wound while running
[01:55:56] <Jymmm> archivist: Is that the one you ordered from china for $2.99 ?
[01:57:35] <pink_vampire_> Jymmm: pure evil
[01:58:22] <Jymmm> archivist: BTW, if you careful apply a propane or oxy/propane torch (no MAAP gas) to the edges of the acrylic, you can give it a nice polished edge, but try it on a practice piece first, it takes some finese to get used to it.
[01:58:39] <Jymmm> pink_vampire_: Ha, that's just minor stuff.
[01:59:14] <Jymmm> pink_vampire_: PURE evil is reserved for those that truly deserve it.
[01:59:52] <pink_vampire_> archivist: you have to be more organized
[02:00:05] <pink_vampire_> Jymmm: I know. it was a joke..
[02:00:07] <Jymmm> That IS organized
[02:00:24] <Jymmm> It's actually CLEAN
[02:00:38] <archivist> I have barcodes and maps of where things are
[02:01:18] <Jymmm> hahahahaha.... maps =)
[02:01:42] <pink_vampire_> all the drill bits, and the other stuff look like a mess
[02:02:02] <archivist> real map
http://www.collection.archivist.info/shelfview.php?src=artitle&locid=595
[02:02:13] * Jymmm imagines archivist running around with ancient scrolls with a "You Are Here" 'x'" on them looking for the elusive oscilliscope or other T/E =)
[02:03:14] <pink_vampire_> I can't work it there is a mess
[02:04:00] <Jymmm> archivist: It's funny, at one company we had digital blueprints so I thought about mapping our all the cabling, data jacks, etc. I was actually going to webify it and scale it to geocoordinants instead of making up my own location schema =)
[02:04:25] * Jymmm loves maindenhead cordiants
[02:04:34] <Jymmm> coordiants*
[02:06:33] <Jymmm> CM87ST25PL
[02:06:56] <Jymmm> CM87ST25PL instead of Latitude: 37.81441 Longitude: -122.478125
[02:07:13] <pink_vampire_> I'm lost
[02:07:42] <Jymmm> WE're talking geo cooridants and you're lost, that's funny =)
[02:08:19] <Jymmm> pink_vampire_:
http://no.nonsense.ee/qth/map.html?qth=CM87ST25PL&t=s
[02:08:55] <Jymmm> pink_vampire_: lat/lon give a "point", maidenhead give a grid "square"
[02:09:25] <pink_vampire_> I need to make a mecanisem the push a shaft, rotate it 180 deg, and pull it back
[02:09:39] <pink_vampire_> that*
[02:09:47] <Jymmm> sounds like a job for a cam
[02:11:05] <pink_vampire_> what do you mean?
[02:11:19] <pink_vampire_> just one cam?
[02:12:56] <pink_vampire_> the cam can push the shaft.. but after it get pushed it need to rotate half a turn
[02:13:32] <archivist> helix
[02:14:28] <pink_vampire_> how helix?
[02:15:44] <pink_vampire_> I need first to push it, then rotate
[02:16:12] <archivist> a slot on a barrel 108
http://507movements.com/index11.html
[02:16:38] <Jymmm> sorta kinda like this
http://www.camcoindex.com/images/RA-illus.gif
[02:17:25] <archivist> and 167
http://507movements.com/index18.html
[02:18:41] <pink_vampire_> but how I can combine them
[02:20:01] <pink_vampire_> lets say that I have a shaft, and in front of it there is a cam that rotate..
[02:20:48] <pink_vampire_> now if the cam push it.. how it start to rotate?
[02:21:34] <archivist> barrel on shaft, peg on part of stationary mechanism
[02:22:32] <pink_vampire_> what is a peg?
[02:25:10] <MrSunshine_> hmm, heat shrinking metal was quite nice .. but is there a way to expand metal in a similiar way ?
[02:25:29] <MrSunshine_> say i weld a square frame .. then one side ends up to be 0.5mm shorter than the other
[02:25:43] <MrSunshine_> and i need to lenghten one leg to match the other
[02:25:55] <Jymmm> MrSunshine_: LOX + SODIUM will expand any metal
[02:26:22] <MrSunshine_> Jymmm: umm ?
[02:26:27] <Deejay> moin
[02:26:46] <Jymmm> MrSunshine_: You've never used lox to start a bbq before?
[02:26:50] <Jymmm> Deejay: yo
[02:26:57] <MrSunshine_> Jymmm: never heard of it
[02:27:14] <MrSunshine_> i use the burner for my meling furnace to start the bbq =)
[02:27:23] <Jymmm> MrSunshine_:
https://www.youtube.com/watch?v=sab2Ltm1WcM
[02:27:46] <MrSunshine_> haha
[02:27:50] <MrSunshine_> ok that was worse :P
[02:28:58] <Jymmm> MrSunshine_: What do you mean "worse"? how else do you start a bbq in 0.034 nanoseconds?
[02:29:11] <MrSunshine_> Jymmm: than my methode :P
[02:29:18] <MrSunshine_> i thoguht i was being hardcore
[02:29:41] <Jymmm> MrSunshine_: Just leave the BBQ'ing to the professionals, mkay ;)
[02:29:53] <MrSunshine_> anyways, lengthening sheet metal is not a problem as long as you can reach both sides to get a backing on ... but on a welded tube construction you cant do that =)
[02:30:26] <archivist> cut and re weld
[02:30:51] <MrSunshine_> archivist: that sucks =)
[02:31:03] <archivist> it works though
[02:31:08] <MrSunshine_> yeah sure it does =)
[02:31:40] <MrSunshine_> was hoping there was something like heat shrinking that could be done with lengthening =)
[02:31:45] <archivist> but you could jack it apart while hot
[02:31:58] <MrSunshine_> yeah that is true
[02:32:13] <archivist> far too easy to get it wrong though
[02:32:31] <Ralith_> Jymmm: I wonder how the park maintenance people felt about that
[02:32:41] <MrSunshine_> archivist: so is cutting and rewelding
[02:33:06] <MrSunshine_> as the weld will pull on it again and might pull it to far =)
[02:35:05] <archivist> cut, add plates for bolting, shim as needed
[02:35:55] <archivist> are you trying to get more accuracy than needed
[02:36:15] <MrSunshine_> hmm the heat methode might work there without having to jack it to much =) first put in a screw jack until it touches, heat it until it lengthens then screw out the jack by an amount, let cool and let the metal stretch it self .. check it, redo =)
[02:36:21] <MrSunshine_> archivist: hehe =)
[02:36:37] <MrSunshine_> archivist: i just want to get the best work done from the start =)
[02:37:01] <MrSunshine_> and im interested in learning new techniques .. this heat straightening thing was awesome =)
[02:38:12] <archivist> trouble with heat is the contraction on cooling
[02:38:50] <MrSunshine_> yes, hence the screw jack to make it not able to contract far enough and pulling itself longer =)
[04:00:53] <__rob2> ughh, M3 tap in a 15mm hole
[04:01:05] <__rob2> there is no way thats coming out is there
[04:05:33] <archivist> look for a local engeers with an EDM (spark eroder)
[04:06:07] <archivist> takes them about ten minutes to blast it out
[04:07:21] <archivist> or the hard way, make the spark eroder first, other method for larger taps, diamond burr and a dremel
[04:10:38] <enleth> or a very stubby carbide mill, then a locking thread insert to fix the hole
[04:11:21] <archivist> the spark eroder method leaves your thread :)
[04:11:55] <enleth> a very small rotobroach would be nice too - no need to churn through the hardened tap
[04:13:16] <enleth> __rob2: is that in steel or aluminum?
[04:15:12] <enleth> a steel tap in aluminum can be dissolved out of there too
[04:15:44] <enleth> not an incredibly practical method for most workpieces, slow too, but worth knowing anyway
[04:18:26] <archivist> usually costs me about a tenner
[04:19:18] <enleth> you mean EDM?
[04:19:43] <archivist> yes
[04:20:03] <archivist> cheap to save a peace
[04:20:10] <archivist> peice
[04:20:10] <enleth> yeah, that's cheap
[04:20:28] <enleth> don't they scoff on having to set up an odd job like that for peanuts?
[04:20:48] <archivist> dont seem to, seems a regular thing :)
[04:20:59] <__rob2> aluminum
[04:21:13] <enleth> __rob2:
https://www.youtube.com/watch?v=7pN-fnUeA3o
[04:21:29] <enleth> if your piece is small, that might work
[04:22:30] <enleth> he's not having much success at first but then finds out how to do that properly
[04:23:18] <archivist> that kind of acid is not nice near machine tools
[04:23:41] <DRGray> Ok. so I would like to cuts some shapes out of 10mm thick aluminium, what is the best way of for generating the Mcode and any suggestions on the type of end mill I should use?
[04:23:43] <enleth> I guess that's the very point in this case
[04:24:15] <enleth> DRGray: you mean 2D shapes?
[04:24:38] <Jymmm> holy crap batman $100?!
http://www.bb-elec.com/Products/USB-Connectivity/USB-Isolators/USB-Isolators.aspx
[04:24:45] <DRGray> yeah 2d :D
[04:28:11] <enleth> DRGray: I'd say get it laser cut to be honest, but if you insist on milling...
[04:28:43] <DRGray> milling is the way i want to go at the moment
[05:01:04] <MrSunshine_> so i need to add a substantial weight to the bottom of my router, anyone has any good ideas for me? =) i was thinking of constructing a wooden box and filling it with sand =)
[05:01:26] <archivist> dxf2gcode is one way dunno how it deals with thickness of cut or outline
[05:04:03] <enleth> MrSunshine_: shelf filled with HDPE water tanks. easier to keep the heavy stuff in, sand is bad for bearing surfaces and it will try to escape
[05:04:43] <enleth> MrSunshine_:
http://www.tankplastic.com/photo/tankplastic/editor/20130827152813_59976.jpg - like this but flatter
[05:04:44] <MrSunshine_> enleth: yeah but water is about half the weight =)
[05:05:04] <XXCoder> tanks
[05:05:34] <MrSunshine_> and feels like it would start slush around if you get into some rythm =) even if they are full ? =)
[05:05:42] <enleth> MrSunshine_: precast concrete then? you can get those ~30cm square concrete pavement slabs dirt cheap
[05:06:10] <MrSunshine_> enleth: what i was thinking about the sand is that it would eat vibrations also =)
[05:06:14] <enleth> they are small enough to handle
[05:06:36] <enleth> crap
[05:06:44] <MrSunshine_> and not very hard to contain sand .. a box .. some plastic inside ... put the sand in ? =)
[05:06:45] <enleth> to handle alone one by one
[05:07:14] <enleth> MrSunshine_: get some vibration-dampening machine feet for that
[05:08:05] <enleth> I just... don't trust sand around mechanical stuff
[05:08:22] <enleth> the damn thing will escape given any opportunity
[05:08:40] <MrSunshine_> hehe :P
[05:08:52] <MrSunshine_> its at floor level im adding weight but =)
[05:09:02] <MrSunshine_> i might look at precast stuff =)
[05:09:08] <enleth> unless maybe you get those HDPE water tanks and fill them with sand
[05:09:12] <enleth> that should keep it in
[05:09:29] <MrSunshine_> 14kg each .. so a stack of 8 in each corner would add ~400kg to the bottom =)
[05:09:49] <MrSunshine_> but sand is dirt cheap .. tho if i need tanks for it then its not as cheap :P
[05:10:50] <DRGray> ok. so whats the best way to convert a 2d shape to gcode?
[05:14:43] <XXCoder> 2d shape data is in what format?
[05:15:01] <DRGray> well any format i guess
[05:15:11] <DRGray> whats the best to use?
[05:16:15] <XXCoder> I heard of few methods, one of em is dxf to gcode, other is SVG to gcode
[05:16:21] <XXCoder> but I havent tried em yet
[05:18:27] <DRGray> i can do svg and dxf i think
[05:19:08] <XXCoder> cool. yeah can play around and see.
[05:22:15] <DRGray> are there any that most people use though to convert from say svg or dxf to gcode?
[05:22:29] <XXCoder> not sure too
[05:22:57] <XXCoder> its really more important that you find it relively easy to do and confortable to do
[05:23:07] <XXCoder> popular isnt always best
[05:24:09] <MrSunshine_> hmm ... 552sek for concrete plates big size .. 24 pieces .. 512sek for small size .. but requires about 130 pieces to get the weight i want :P
[05:27:37] <DRGray> its a start though
[08:10:44] <gregcnc> When did smithy become tormachs competitor?
[08:12:00] <archivist> where is that stated
[08:12:27] <gregcnc> http://www.smithy.com/talon-BL-1032-bed-mill
[08:15:25] <archivist> smithy has been using emc2 for some time
[08:15:39] <gregcnc> these machines are servos and Siemens
[08:16:59] <archivist> they seem to have moved on and website looks like some kind or rebranding going on as well
[08:57:14] <_methods> wow that smithy actually looks pretty good
[08:59:41] <JT-Shop-> it's pretty sad that you can't print an envelope in linux
[09:02:28] <archivist> define cant,
[09:03:15] <archivist> have just not selected the right printer?
[09:03:19] <JT-Shop> the text prints in the wrong place no matter what you try
[09:03:28] <JT-Shop> I have only one printer
[09:04:32] <JT-Shop> in Libre Office you insert an envelope and tell it the size and it adds a huge header to the envelope that makes it print wrong and you can't delete or change it
[09:05:07] <archivist> fix your template in that version
[09:06:22] <JT-Shop> 44 magnum might fix it
[09:06:49] * JT-Shop has no idea where the template might be and google is no help
[09:09:36] <archivist> https://help.libreoffice.org/Common/Changing_Default_Templates
[09:10:28] <archivist> I imagine you are attempting to print an a4/whatever on an envelope
[09:10:55] <archivist> rather than load the envelope template size you need then printing
[09:10:58] <JT-Shop> #6 3/4, I think metric envelopes print fine
[09:11:09] * JT-Shop bows to the googlemaster
[09:11:27] <skunkworks> https://www.youtube.com/watch?v=IvUU8joBb1Q
[09:25:57] <malcom2073_> skunkworks: Watch his build videos, they're pretty cool
[09:28:45] <SpeedEvil> http://imgur.com/gallery/ZKdHRxZ - on the topic of build videos
[09:30:04] <SpeedEvil> Animation of replication of DNA in action
[09:30:39] <_methods> yeah i jsut saw that a couple minutes ago
[09:30:41] <_methods> pretty cool
[09:30:57] <_methods> cnc-dna lol
[09:31:05] <_methods> the original cnc
[09:35:01] <SpeedEvil> NC
[09:36:13] <gregcnc> There is a guy at model engineering show who's placard reads Made with BNC on this engine.
[09:36:41] <gregcnc> Biological Numeric Control, aka he turns the dials by hand.
[09:50:45] <Simonious> Made this last night - LOTS of problems that I still need to work out:
https://goo.gl/photos/AqU7sG6PJ9wrmApW8
[09:52:41] <cradek> an aggravation board?
[09:53:01] <Simonious> yes
[09:53:25] <cradek> are the marble holes from a center drill?
[09:53:32] <Simonious> My toolchain is solidworks->fusion360->linuxCNC
[09:53:41] <Simonious> uhm.. no, just a regular router bit
[09:53:48] <cradek> aha
[09:53:52] <Simonious> I ALSO drilled them
[09:53:57] <cradek> neato
[09:53:59] <Simonious> with a very small endmill
[09:54:48] <_methods> it's a game called jumping to conclusions
[09:54:50] <_methods> hehe
[09:55:36] <cradek> I remember playing this as a kid. must be an old game, haha
[09:55:57] <_methods> https://encrypted-tbn3.gstatic.com/images?q=tbn:ANd9GcTTiuu3Wewc64A32yl3Z4ZNDqyaRxq3KV5d_hAoGC-rh6E8O2UB
[09:56:00] <_methods> office space
[09:57:19] <Simonious> But for instance.. when I export it from SolidWorks to Fusion360 those lines on the surface don't go... just 3D stuff goes
[09:57:33] <Simonious> so.. my kludge has been to put them at .01 height differences
[09:57:37] <Simonious> or somesuch
[09:57:53] <Simonious> but if you look close you'll see ENTER and EXIT lines all over the place
[09:58:16] <Simonious> Also I've clearly got some confusion about height between runs.. hence the giant random hole in the star near the center
[09:59:30] <_methods> ah if you want to get rid of your leadin/leadouts just set them to 0
[09:59:37] <_methods> then do a ramp in
[09:59:48] <_methods> and do an overcut the length of your ramp
[10:00:57] <Simonious> Am I doing the right thing to get my flat geometry to export for fusion360 from SolidWorks?
[10:01:32] <_methods> sure that would be and easy way to do it
[10:01:54] <_methods> but there are export options in solidworks wthat will let you export sketch geometry if you want
[10:02:06] <Simonious> That would probably be better
[10:02:06] <_methods> depending on what format you're exporting to fusion in
[10:02:25] <Simonious> IGS
[10:02:27] <Simonious> or STL
[10:02:28] <Simonious> so far..
[10:02:33] <Simonious> err and STEP
[10:02:37] <Simonious> are the things I've tried
[10:02:38] <_methods> well .stp has more options usually
[10:02:46] <gregcnc> igs will include sketches
[10:03:08] <_methods> i prefer stp when i export since it keeps some knowledge of solids
[10:03:19] <Simonious> Why is that important?
[10:03:52] <_methods> for me it's important if i need to reimport it to another 3d program or something
[10:03:59] <_methods> where i might need to edit a certain feature
[10:04:11] <_methods> or import can be easier
[10:04:26] <Simonious> do you do a lot of that? moving something from one software to another to continue to edit it?
[10:04:29] <_methods> an igs is just a blob and most programs will have to do extensive feature recognition
[10:04:35] <_methods> yeah i do it all the time
[10:04:49] <_methods> customers may send me catia files or pro/e or whatever
[10:05:02] <_methods> and i have to modify them or move them around to work with them
[10:05:15] <_methods> just depends on what programs i have to use
[10:05:31] * Simonious ponders
[10:05:59] <Simonious> I'm not sure those considerations have any bearing on my process at this time.
[10:06:09] <_methods> probably not
[10:06:11] <Simonious> But being able to export sketch info does
[10:06:41] <Simonious> honestly ONLY exporting the flat would be fine, since this is a 2.5D
[10:07:00] <gregcnc> depends on the geometry too. stl import to fusion seems to suck for countoured surfaces it has a 10,000 triangle limit
[10:07:18] <Simonious> STLs aren't the right answer here
[10:07:22] <Simonious> just something I tried
[10:07:45] <_methods> stl would be my last choice to ever get a file in
[10:07:50] * Simonious agrees
[10:07:57] <_methods> well point cloud is obviously the worst
[10:08:01] <_methods> followed by stl
[10:08:06] <gregcnc> that guy i'm trying to teach is convinced he needs an STL
[10:08:17] <Simonious> I use STLs to import into sketchup and sometimes into SolidWorks, but.. in those cases I often just use it for reference geometry and redraw.
[10:08:18] <gregcnc> for a 3d surface model
[10:08:43] <Simonious> STLs are what is used for 3d printing
[10:08:48] <gregcnc> yes
[10:08:59] <_methods> an stl is basically the equivalent of a dxf in the 3d world
[10:09:09] <_methods> it works anywhere
[10:09:13] <_methods> it just sucks
[10:09:20] <Simonious> I agree
[10:09:38] <Simonious> even in the 3D printing world.. it needs to be extended or kludged for multicolor prints and probably for other things as well.
[10:09:51] <_methods> some customers will send up files in stl because they don't want to give out their ip
[10:10:00] * Simonious chuckles
[10:10:22] <Simonious> yeah.. I've been getting 3D PDFs, mostly from digikey
[10:10:34] <Simonious> which.. I'm able to import through a kludged toolchain that I hate.
[10:10:46] <Simonious> because I don't have illustrator
[10:11:27] <_methods> we'll get igs or stl from people that want to protect their products usually
[10:11:43] <_methods> people that just want to get their stuff made quick will give out the real files
[10:12:37] <_methods> some parts it doesn't matter obviously
[10:12:53] <_methods> if it's a cnc machined part or something igs or stp is just fine
[10:13:17] <_methods> but for sheetmetal parts they basically end up having to be recreated in solidworks to develop flat patterns
[10:15:34] <Simonious> I don't know how to do that.
[10:17:46] <JT-Shop-> nice, somehow I've managed to set the monitor display to 640x800 and can't change it
[10:19:17] * PetefromTn_ ponders how I am going to support his huge ass electronics cabinet while I unbolt it from the machine and attempt to reposition it without destroying stuff HMMmmmm
[10:19:36] <maxcnc> hi all ;-)
[10:20:21] <_methods> anti-grav attachment
[10:20:49] <Simonious> cherry picker?
[10:20:50] <_methods> unattach the box during the ebb of a gravity wave?
[10:21:02] <Simonious> shop crane?
[10:21:03] * PetefromTn_ wonders if his wife could hold it off the floor without hurting herself ;)
[10:21:16] <Simonious> block n tackle?
[10:21:28] <enleth> PetefromTn_: I used an engine crane for this exact purpose
[10:21:35] <Simonious> ^
[10:21:36] <PetefromTn_> cherry picker won't go that high I don't think
[10:21:54] <Simonious> put a pulley on the ceiling
[10:22:32] <_methods> use one of those floor jacks
[10:22:43] <JT-Shop> block it up with cribbing
[10:23:02] * JT-Shop goes to get the install disk
[10:23:53] <enleth> PetefromTn_: weld a boom extension that bends upwards and reaches to the top of the cabinet, that's what I did to mount the head on a 225cm high mill using a 215cm high crane
[10:24:56] <PetefromTn_> hmmmm
[10:25:13] <PetefromTn_> I am working on removing the transformer underneath it right now.
[10:25:23] <PetefromTn_> gotta disconnect the wires going up front
[10:25:45] <PetefromTn_> then I can start unbolting this behemoth from the brackets and start to try to lower it.
[10:26:03] <PetefromTn_> I MAY be able to just use a floor jack underneath it with a board to distribute weight
[10:26:21] <PetefromTn_> and then maintain the location vertically with some straps or something...
[10:27:12] <PetefromTn_> it sure will be nice to be able to put this VMC thru a standard garage door
[10:27:42] <PetefromTn_> I also need to fabricate a bracket to lock the millhead to the table for the long transport
[10:27:52] <Simonious> In SolidWorks if I fully define a sketch and then do a circular pattern I end up with error errors or undefined things and I'm not quite sure what the correct workflow is to do that in a tidy fashion.
[10:27:52] <Jymmm> Got Chopsaw?
[10:28:43] * Simonious wonders what an error errors is...
[10:29:34] <Simonious> I'm talking about the sketch in this object:
https://goo.gl/photos/kKU8XeTdCj7r8SqC6
[10:29:47] <Simonious> getting it fully defined w/o errors is super challenging for me
[10:31:11] <gregcnc> It's just part of learning the process I think. I didn't usually have problems with sketch patterns.
[10:32:03] <JT-Shop> when they shipped my vmc they just got a piece of pipe that fit over the spindle and welded a couple of pieces of angle and bolted that to the table and lowered the Z all the way down
[10:32:42] <Simonious> I would like to figure out a formal learning process too. I'm working through the CSWA guide, but that hasn't seemed like enough, maybe just needs more time.
[10:32:49] * JT-Shop boots from clonezilla to fix this computer
[10:33:09] <_methods> i try to avoid sketchpatterns
[10:33:17] <_methods> i try to stick to feature patterns
[10:33:35] <Simonious> _methods: Hmm.. I really just want to send the lines to fusion360 for CAM
[10:33:37] <gregcnc> yes, feature pattern is easier to deal with
[10:33:50] <Simonious> but my limited experience tends to agree otherwise
[10:34:17] <_methods> i'll use sketch patterns if i have to
[10:34:36] <_methods> but usually i only need to do that if i want to set up a feature pattern that follows a sketch
[10:35:06] <gregcnc> if you use the sketch to create a split line is that usable in your transfer file?
[10:35:23] <maxcnc> 2inch of snow outside the shop
[10:35:33] <maxcnc> no coustomer today at all
[10:35:42] <_methods> he should be able to transfer his sketch with a stp file
[10:35:56] <Simonious> gregcnc: split line? 'centerline'?
[10:36:50] <maxcnc> step is best to convert over freecad
[10:36:57] <_methods> ah iges has the export sketch entities option
[10:37:12] <Simonious> cool
[10:37:34] <maxcnc> sketch is 2D so why using 3D formats
[10:38:01] <maxcnc> just dxf dwg or PDF
[10:38:10] <Simonious> that could work
[10:38:14] <Simonious> and might work better here
[10:38:33] <_methods> i thought step had that option
[10:38:48] <_methods> ah it does too
[10:38:53] <_methods> but you have to export as wireframe
[10:39:05] <_methods> then you can select the sketch entities export also
[10:41:11] <gregcnc> SW2013 has sketches in step, but only in wireframe
[10:41:22] <_methods> yeah that's what i just said
[10:41:43] <gregcnc> so you did
[10:42:03] <_methods> hehe
[10:42:37] <gregcnc> you just have to try things to see what works best, it's just sitting in front of the pc pushing buttons anyway, whether you're googling the best way or actually trying it
[10:42:50] <_methods> ^^
[10:42:58] <_methods> especially with export/import
[10:43:04] <_methods> lot of trial and error
[10:43:18] * Simonious nods
[10:43:38] <Simonious> I'm at that part of the learning curve where time invested is finally started to yield some learning results :P
[10:43:44] <Simonious> *starting
[10:44:01] <_methods> well the solidworks tutorials are really pretty good
[10:44:09] <gregcnc> what happens during the period before that?
[10:44:10] <_methods> unlike most software tutorials
[10:44:37] <maxcnc> Simonious: do you need a drawing of this game
[10:45:02] <Roguish> check Youtube for examples and tutorials for Solidworks, and other programs. pretty amazing what is available.
[10:45:21] <maxcnc> Simonious: for 6 or for 8 gamers
[10:45:48] <maxcnc> Roguish: but on the cost side als
[10:46:02] <Simonious> maxcnc: no sir, I modeled it up and I made the one pictures.. I'm just having learning errors along the way. :)
[10:46:07] <Simonious> *pictured
[10:46:22] <maxcnc> ok
[10:46:36] <Simonious> I'm not opposed to putting the time in to learn what I don't know and I'm actively doing that, just a lot I don't know. :)
[10:47:26] <Roguish> maxcnc. not sure what you mean by 'gamers'. I check out Youtube for videos on high end analysis programs like Ansys and Comsol. and they are excellent.
[10:47:51] <Roguish> as well as Solidworks, Proe (Creo), Mastercam, and more...
[10:48:28] <roycroft> lynda.com has some excellent solidworks videos
[10:48:39] <Simonious> roycroft: I've heard that
[10:48:50] <roycroft> most of the time youtube has really good videos for free, but in the case of solidworks i strongly recommend the lynda.com stuff
[10:48:57] <roycroft> it's worth paying a little money for them
[10:49:29] <gregcnc> i imported an iges with sketches to fusion and there are no sketches?
[10:49:35] <roycroft> i took a couple solidworks courses at a local community college
[10:49:36] <Roguish> I would never recommend it, but there are probably useful things via bittorrent
[10:49:46] <Simonious> Roguish: I'm not a torrent guy
[10:49:52] <roycroft> it's a great software package, but it takes a different way of thinking to get it
[10:49:59] <Simonious> I wonder if the office has a Lynda account
[10:50:08] <roycroft> once you understand the solidworks model it's pretty easy to learn the software
[10:50:35] <roycroft> i'd say it has a steep wall right at the beginning, but once you can get over that wall it's smooth going
[10:50:35] <gregcnc> if it's 2.5D and you have SW why not use HSMXpress?
[10:50:36] <Roguish> and if one is using a software with paid support..... use the heck out of it.
[10:50:39] <Simonious> roycroft: I'm not finding it easy, so I may not be there yet.
[10:50:53] <Simonious> gregcnc: because fusion360 has 3D capability which I sometimes use and I don't want to learn two packages if I don't have to.
[10:51:06] <roycroft> keep at it, simonious
[10:51:15] <roycroft> i found solidworks a lot more difficult at first then autocad was
[10:51:18] <gregcnc> you'll find that the CAM is virtually identical
[10:51:32] <roycroft> but once i got going with it it's really easy to model in it
[10:51:38] <roycroft> way easier than autocad 3d stuff
[10:51:58] <Roguish> check out
https://www.onshape.com/ no CAM yet, but probably in the near future.
[10:52:05] <Simonious> roycroft: I'm proficient in SketchUp, years in there, only a few months in SolidWorks. I really love some things in SolidWorks, and some things I really don't.
[10:52:28] <_methods> ouch "years" of sketchup
[10:52:33] <_methods> you must be a masochist
[10:52:47] <roycroft> it also helps to have a big computer with heaps of ram and a really powerful gpu when running solidworks
[10:53:09] <Simonious> I'm pretty good in sketchup and I have a workflow that keeps me out of trouble, but I am pleased to be moving into SolidWorks land.
[10:53:13] <Roguish> most important is to pick a code and stick with it. not get too distracted by the bleeding edge stuff.
[10:53:37] <Roguish> personally, I still really like Acad.
[10:53:43] <roycroft> when i was an engineering student autocad was what we used
[10:53:47] <Simonious> Roguish: my computer is up to it, though I tend to run a ton of things at once often including VMs
[10:53:55] <roycroft> solidworks was the new bleeding edge stuff just as i was finishing my studies
[10:53:59] <maxcnc> heimwerkermarkt-tretter.de/mensch8.dxf the DXF out of the pic
[10:54:03] <Simonious> roycroft: I don't like autocad.. I can't put my finger on why, it's not a fair judgement.
[10:54:09] <roycroft> but i went back to a cc years later and learned solidworks
[10:54:23] <roycroft> i still use autocad on an almost daily basis for 2d stuff
[10:54:26] <maxcnc> Simonious: fusion360 will change your mind
[10:54:34] <Simonious> maxcnc: into what?
[10:54:41] <Roguish> hey, i use vm's also, usually to check out programs and such. that way I don't junk up my computer. just delete the vm !!
[10:54:45] <gregcnc> split line in SW it might give you a line on a surface when you import to fusion
[10:54:46] <maxcnc> good handling
[10:54:48] <roycroft> i do a lot of civil engineering work
[10:55:16] <gregcnc> insert-->curve-->split line
[10:55:17] <roycroft> i'm in the midst of a fiber optics outside plant build right now
[10:55:22] <Roguish> roycroft. i used to do some bridge work. i'm a mechanical engr.
[10:55:31] <roycroft> conduits under the ground that we pull fiber through
[10:55:42] <Roguish> in FEA, it's all the same. structure is structure.
[10:55:55] <_methods> gregcnc: yeah that might be a good solution for it
[10:55:55] <roycroft> i work with city maps that are derived from county tax plot maps with utilities overlaid
[10:56:06] <roycroft> autocad works great for that
[10:56:08] <_methods> or just do like he's doing and extrude a small feature
[10:56:38] <gregcnc> if you just want to trace a line, split line is probably better
[10:57:02] <roycroft> and in honestly, when i tried out the autocad 3d features it was when they were in their infancy
[10:57:30] <roycroft> i found that investing in solidworks software and training was much better for me at the time than struggling with autocad features that were not yet well-developed
[10:57:38] <roycroft> i'm sure things have changed in the autocad world now
[10:57:46] <gregcnc> I took autocad R12 an R13 was new when I learned SW98
[10:58:01] <gregcnc> maybe R14
[11:00:04] <roycroft> the takeaway is that if you stick with solidworks and get through the initial hurdles it's pretty easy going after that
[11:00:13] <roycroft> my biggest struggle was assemblies
[11:00:20] <roycroft> it took me no time to start making parts
[11:00:35] <roycroft> but getting them oriented correctly to make assemblies took me a long time to sort out
[11:00:54] * Simonious nods
[11:01:05] <roycroft> it seemed my classmates generally had difficulty with that as well
[11:01:06] <Simonious> I haven't been thrilled with the way SolidWorks does assemblies, but I'm able to make it do what I want it to do.
[11:01:22] <Roguish> new Acad is powerful. but it is still primarily a 2D based code. yes it does some simple 3D but that is not its strength. Autodesk has lots of applications. most very good.
[11:01:36] <roycroft> sure - i'm not dissing autodesk
[11:01:50] <roycroft> but i would agree that their strength is in the 2d stuff
[11:01:56] <roycroft> especially vertical applications
[11:01:57] <gregcnc> what about SW assemblies is difficult?
[11:02:06] <maxcnc> heimwerkermarkt-tretter.de/mensch6.dxf and here is the 6gamers playfield i just generated#
[11:02:37] <yasnak> one reason to hate solidworks...their licensing sucks balls
[11:02:38] <roycroft> my difficulty was maninpulating the parts so that i could get them lined up the way i wanted
[11:02:50] <roycroft> i.e. being able to select a hidden face or something similar
[11:02:59] <Simonious> roycroft: that is MUCH easier now
[11:03:07] <Simonious> the first object selected goes to wireframe
[11:03:15] <roycroft> it just took a while to get the hang of it
[11:03:21] <roycroft> it's not inherently difficult
[11:03:23] <Simonious> so you can see hidden faces and 'get' them quickly
[11:03:52] <Simonious> gregcnc: I'm used to Sketchup, where I can just drag and snap assemblies
[11:03:56] <roycroft> it's like any other piece of software - you have to get used to the way it's designed to work
[11:04:06] <maxcnc> so anyone interested in the original game plan then i woudt modyfy my dxf to that one
[11:04:10] <Simonious> gregcnc: it surely doesn't have the power and utility of Solidworks, but it's faster and easier
[11:04:31] <roycroft> i shun all things google
[11:04:37] <roycroft> i've never tried sketchup
[11:04:49] <gregcnc> i tried sketchup once
[11:04:53] <Simonious> well the name gives it away, it has almost zero parametric capability
[11:04:59] <Roguish> roycroft: be carefull, they are listening and watching....
[11:05:11] <roycroft> i know they are, and i don't care
[11:05:14] <_methods> google sold sketchup years ago
[11:05:20] <Roguish> the 'evil empire'
[11:05:26] <gregcnc> they will just send more google ads his way
[11:05:26] <roycroft> although i am more concerned about corporate spying than government spying
[11:05:53] <Simonious> google created sketchup, because it hoped people would model buildings and places for them to add into google earth - when their software to do that automatically went online their interest in sketchup went away.
[11:05:54] <roycroft> but let's not devolve into that conversation right now :)
[11:06:10] <_methods> google did not create sketchup
[11:06:41] <roycroft> i don't know the history, but i would find it easier to believe they borged it than developed it
[11:06:59] <_methods> yeah they bought out the company that created it
[11:07:12] <Simonious> SketchUp was developed by startup company @Last Software of Boulder, Colorado, co-founded in 1999 by Brad Schell and Joe Esch
[11:07:22] <roycroft> nothing wrong with that in my mind, btw
[11:07:47] <Simonious> On June 8, 2005, Google announced Google SketchUp
[11:08:09] <Simonious> Google acquired @Last Software on March 14, 2006 for an undisclosed sum
[11:08:15] <Simonious> seems like the wrong order to do that in..
[11:08:55] <gregcnc> Trimble owns sketchup now?
[11:08:59] <Simonious> yes
[11:09:00] <_methods> yeah
[11:09:04] <roycroft> unless they licensed the software before they acquired it
[11:09:28] <roycroft> which often happens
[11:09:31] <roycroft> they license the product
[11:09:48] <roycroft> then see that the developer is having financial difficulties
[11:10:25] <roycroft> and acquire the company to ensure the software doesn't become orphaned
[11:11:28] <_methods> when sketchup came out it was great
[11:11:31] <maxcnc> http://heimwerkermarkt-tretter.de/mensch4.dxf so now all 3 gamefields to dxf produced in less then 10 minutes
[11:11:32] <_methods> then google bought it
[11:11:37] <SpeedEvil> _methods: ++
[11:11:46] <_methods> lol
[11:12:12] <maxcnc> incscape the hell of a construction tool on good BW pictures
[11:12:29] <maxcnc> 2D 3D using gimp for bumpmaps
[11:13:37] <maxcnc> there are so many good locations for 3D printing parts around the world so no sketchup needed anymore
[11:14:09] <yasnak> k, 1k parts in on the citizen. i think i've got this thing figured out.
https://www.youtube.com/watch?v=TCFakVvwPuY
[11:14:10] <maxcnc> see you folks later going outside for a shuffel round the shop
[11:15:03] <_methods> phone film fail
[11:15:22] <yasnak> meh, can't show much haha
[11:15:43] <_methods> i think i have a video you need to watch
[11:16:12] <_methods> https://www.youtube.com/watch?v=Bt9zSfinwFA
[11:16:48] <_methods> heheh
[11:17:50] <gregcnc> yasnak, those parts are tiny?
[11:20:36] <_methods> don't make george lucas release skinny star wars
[12:35:09] <TAPit> Is there a reason jogging moves 5 inches correctly but G0 X0 Y5 does not move 5 inches.
[12:35:31] <maxcnc> G54 in use ?
[12:35:43] <maxcnc> G0 G54 Y5
[12:36:44] <TAPit> As far as I know G54 is not in use.
[12:37:22] <maxcnc> if you homed correctly Touched off also then you need to go at G54 for correct moves
[12:37:56] <maxcnc> if from whereever you are you wanr to move incremental its G0 G91 Y5
[12:38:14] <maxcnc> after that you need to set G90 bevor the next absolute move
[12:42:33] <_methods> it could be any number of reasons
[12:42:43] <_methods> servo or stepper?
[12:44:47] <archivist> did any program set metric
[12:54:41] <_methods> http://arstechnica.com/information-technology/2016/03/samsungs-monstrous-15tb-ssd-is-now-shipping/
[13:10:35] <PetefromTn_> jee
[13:12:14] <Lowridah> oh don piano
[13:12:59] <Lowridah> makes me little 1.6 and 1.9tb ssds look wee
[13:13:03] <maxcnc> im off for today GN8
[13:13:23] <Lowridah> oh sas only anyways
[13:13:25] <maxcnc> lots of shuffeling today here in germany
[13:13:39] <Lowridah> sas versus pci-e nvme on that drive seems like an odd choice
[13:14:52] <_methods> is pci-e nvme common in a data center?
[13:15:01] <Lowridah> yea
[13:15:03] <Lowridah> very
[13:15:09] <_methods> i thought most stuff was sas
[13:15:22] <Lowridah> not so much afaik
[13:15:38] <Lowridah> i'm a hardware engineer at one of the biggest consumers of server hw, we only use sas for database stuff
[13:15:44] <Lowridah> 15k 2.5" drives
[13:16:02] <Lowridah> anything electronic block storage is going to be nvme nowadays
[13:16:12] <_methods> had no idea
[13:16:17] <_methods> figured it was all sas still
[13:16:24] <_methods> sas/scsi
[13:16:25] <Lowridah> not at least in what i see
[13:16:39] <Lowridah> it may be at other hardware houses that aren't so much about dollars to donuts
[13:17:07] <Lowridah> but it's a pretty minor portion of our fleet of nearly 2 million pieces of metal
[13:18:00] <Lowridah> my experience could totally be clouding what i believe to be true though
[13:25:48] <_methods> hell if i know i don't work in a server farm
[13:28:37] <_methods> i do know i'd love to have that ssd though
[13:28:46] <_methods> too bad i'd have to sell a kidney to get it
[13:32:46] <Deejay> no problem since you have two
[13:33:25] <_methods> hahah
[13:33:36] <_methods> i drink heavily so i need both
[13:33:41] <_methods> i could use an extra liver too
[13:34:00] <Deejay> hehe
[13:34:04] <Deejay> oh, thats bad news then
[13:34:21] <_methods> it's alright my liver is the size of 2 now
[13:34:38] <_methods> hahaha
[13:34:40] <Deejay> lol
[14:22:11] <yasnak> gregcnc, yeah they're pretty freaking small
[14:22:19] <yasnak> we make big and large, medical manufacturing
[14:22:30] <yasnak> *big and small. had a few beers @ lunch ;)
[14:51:59] <malcom2073_> skunkworks:
https://www.facebook.com/KraftyKutsOfficial/videos/10152812514114429/
[14:52:09] <malcom2073_> Wonder if that was the inspiration for his build, that video is pretty old
[14:57:33] <Simonious> did you guys figure out how to get a sketch from solidworks to fusion360? I'm trying it now, but only getting the solid so far
[14:58:08] <gregcnc> did you try split line?
[14:58:29] <Simonious> gregcnc: be more specific..
[14:58:35] <Simonious> probably not.?
[14:59:01] <gregcnc> c
[14:59:01] <gregcnc> insert-->curve-->split line
[14:59:12] <Simonious> which program?
[14:59:19] <gregcnc> sw
[14:59:34] <Simonious> hmm.. how does that work..
[14:59:37] * Simonious pokes it
[15:00:22] <Simonious> do I do that while IN the sketch?
[15:00:41] <gregcnc> in sketch or select it
[15:02:28] <Simonious> Hmm, it only appears to allow the selection of one sketch, do I do it several times for each sketch?
[15:02:38] <Simonious> I should say: Do I do it once for each sketch?
[15:02:44] <gregcnc> if needed
[15:02:54] <Simonious> and what is this doing?
[15:03:08] <gregcnc> the software won't bite try it
[15:03:35] <gregcnc> save an extra copy if you're worried about crashing the file
[15:06:54] <Simonious> okay.. then what? export file as..?
[15:07:08] <gregcnc> just import the SW into Fusion
[15:23:02] <FloppyDisk> can you save just the sketch to a sldprt file and then save as *.dxf? longshot, might work.
[15:23:19] <Simonious> Hmm, maybe
[15:23:20] <FloppyDisk> then, import dxf into fusion.
[15:23:36] <Simonious> but.. what I need is on several sketches, it was cleaner to keep things seperated out
[15:24:11] <_methods> just making small extrusion/cuts like you are doing is probably the easiest way
[15:24:14] <Simonious> http://oi64.tinypic.com/2q9dq44.jpg also.. I don't know how to make it open dxfs or sldprt files
[15:24:17] <FloppyDisk> manipulating at the 'sketch' level has been frustrating and troubling to me at times. Dn't always work how you like.
[15:25:05] <FloppyDisk> Of the common ones, those are 3d files, not 2d.
[15:25:08] <Simonious> Well.. I'll get back to it later on, I imagine you'll see more questions from me then. :P
[15:25:55] <gregcnc> just keep working at it sometimes you find the solution, sometimes the compromise
[15:26:10] * Simonious nods
[15:26:32] <Simonious> I'll get there if I have to draw it in sketchup and generate the cam in cambam.. I just don't want to go that route.
[15:42:53] <enleth> are there VFDs that can apply active braking on power failure, assuming a braking resistor is installed?
[15:49:18] <PCW> probably not for long
[15:52:02] <PCW> well maybe, but its tricky since the controller has keep running (unlike a servo motor controller that just needs to load the bus voltage)
[15:52:04] <gregcnc> The SK Commander line will do it. Most will regen to keep the DC bus up for as long as possible.
[15:55:46] <enleth> even my chinese VFD will stay powered as long as the motor is still rotating if the power is cut during operation - but it does not have the option to dump the power into the braking resistor in such a case
[15:56:25] <enleth> although it does immediately detect that there's no input power anymore
[15:56:35] <enleth> it just stays on to display the error
[15:56:58] <enleth> I'll have to see what it does when explicitly told to clear the error brake after the power is cut
[15:57:03] <enleth> *and brake
[15:58:00] <TAPit> Have you all ever seen a axis move irregularly (read: Stutter) when it is not a realtime issue?
[15:58:26] <enleth> servo?
[15:58:59] <gregcnc> SK commander has the option to brake on mains fail. I think the normal braking setting is used.
[15:59:13] <gregcnc> that is the braking method you set
[15:59:46] <enleth> gregcnc: good to know, thanks
[15:59:58] <enleth> 2kW refurbs are reasonably priced
[16:00:17] <enleth> I'll consider getting one when the time comes to replace the chink
[16:02:39] <enleth> anyway, I'm still unsure about integrating the e-stop with VFD - I can route VFD input power through a contactor to cut it on e-stop, but the spindle will just coast to a stop then
[16:03:59] <JT-Shop> most VFD's don't like the input power switched, use the enable line to stop the spindle
[16:04:11] <Loetmichel> its better to wire the e-stop to a pin on the vfd thats meant for that
[16:04:33] <enleth> I can also wire the VFD power directly to the main fuse and isolator, connect the feed enable signal (which is what's cut by the e-stop switches) to one of the digital inputs, configure to trigger e-stop on low
[16:04:53] <Loetmichel> if you are paranoid you can then use a time delay contactor and switch off the power to the vfd a few seconds later and short the ac motor out
[16:08:18] <enleth> that might be an overkill, but good point nonetheless
[16:08:46] <andypugh> The VFD is likely to have enough stored power to stop the spindle. In an Emergency.
[16:09:27] <andypugh> it is trying to dum energy, not use it, after all.
[16:10:00] <andypugh> I think I need inspiration. How to hold the ball nut on my lathe.
[16:10:01] <andypugh> http://a360.co/24EjlIu
[16:10:27] <andypugh> The outer thing is in two halves, held together with screws.
[16:11:02] <enleth> though I have to trust the VFD to react to e-stop properly as I won't be able to cut the forward/reverse signals with e-stop - it doesn't cut 24V to low-power relays and the VFD inputs won't take 110V used by high-power relays that is cut by e-stop
[16:11:13] <andypugh> The nut is threaded. It would be simple without the ball transfer tube.
[16:11:24] <JT-Shop> heh it crashed firefox lol
[16:11:33] <andypugh> Cool!
[16:13:44] <gregcnc> I have to check settings for the SK to stop faster when enable is removed, otherwise it does stop as expected.
[16:15:08] <JT-Shop> hmm can't view it with linux firefox said it's too old lol
[16:22:07] <andypugh> Same problem as here, but an even tighter slot.
http://www.cnczone.com/forums/vertical-mill-lathe-project-log/109301-cnc-3.html#post1393132
[16:48:23] <Deejay> gn8
[16:54:41] <FloppyDisk> enleth - run one 24v power line through an 'open' output contact of your 110V relays.
[16:55:20] <FloppyDisk> Also, I let my VFD free-wheel to a stop. I did have a DC motor that allowed a braking resistor in it to stop
[16:55:36] <FloppyDisk> the motor quickly, but I have not done that w/ a vfd and don't know if you can.
[16:56:00] <FloppyDisk> There are safety circuits that have timers built in just for your purposes, hit estop, ramp down load, then kill all power.
[16:56:22] <FloppyDisk> STi/omron had some
[16:56:52] <FloppyDisk> Also, as Andy said, probably enough power left in the drive to stop it...
[16:59:49] <gregcnc> sounds like might be worth trying to disconnect AC and disable the drive to see if it brakes to a stop.
[17:03:02] <Erant> My spindle's basically a servo, and it has an input that just short-circuits the drive.
[17:03:27] <Erant> Not sure how good that is on the FETs, but it does it on a fault.
[17:11:44] <gregcnc> Erant did you see that crazy CL listing for the Compact 8 in longbeach?
[17:12:28] <Erant> gregcnc: Actually no. Longbeach is outside of my usual search.
[17:12:41] <Erant> sfbay is where I stick mostly.
[17:12:56] <ssi> Erant: I'll be back out there for a month, starting in two weeks
[17:13:10] <gregcnc> they wanted like $7500, but it was the most accessorized little lathe I've ever seen
[17:13:17] <Erant> Holy sh'
[17:13:32] <roycroft> it's a half day's drive from the bay area to the northern edge of la
[17:13:40] <roycroft> and another half day's drive from the northern edge of la to long beach
[17:13:52] <Erant> Haha. So true.
[17:14:06] <gregcnc> http://www.grifftek.com/craigslist/EMCO_Compact_8/
[17:15:05] <Erant> Oh wow. I started scrolling the pictures expecting it to stop after like 4 pages.
[17:15:09] <enleth> FloppyDisk: trying to figure that out right now. All spindle control was 110V before, so I have to rewire quite a bit of overload/fault protection circuits and "spindle running" interlocks. It's starting to be difficult to figure it out on paper, without an editable schematic.
[17:15:13] <Erant> It's not stopping...
[17:15:21] <ssi> I'll be in LA around the 24th
[17:15:24] <ssi> well, hollywood anyway
[17:15:50] <Erant> gregcnc: Yeah, someone cared. A lot.
[17:17:45] <Erant> I thought about this one for a while:
http://sfbay.craigslist.org/pen/tls/5468119643.html
[17:17:53] <Erant> But it looks like I just don't have the space for it
[17:18:10] <gregcnc> I started with one of those
[17:18:27] <enleth> FloppyDisk: and I don't have any "spare" 24V coil relays to use and I have to be careful changing voltages because the internal wiring is color-coded: red is 110V, blue is 24V. I have to replace wires when I switch circuit to a different voltage source, I'll be heading straight for an epic fuckup if I don't stick to this code
[17:20:56] <enleth> I might actually put the old 110V spindle motor relays back in and use the power contacts just to switch 24V signals for the VFD - to avoid rewiring the whole spindle control section to 24V. Too many red wires to replace with blue ones.
[17:30:00] <FloppyDisk> Erant - I looked at that, too! What un-sold me is the guy wants to keep the chuck.
[17:31:17] <FloppyDisk> I'm leaning towards a grizzly g0602 10x22 and doing a retro on it. I'd leave the acme screws for now. I won't use it that much.
[17:31:35] <FloppyDisk> But, I'd really like to find a good deal and don't have time, so patience.
[17:34:13] <ssi> FloppyDisk: I have a converted g0602 that I'd sell
[17:34:38] <ssi> ballscrews, spindle encoder, vfd and nice leeson 3ph spindle motor
[17:35:02] <ssi> older mesa hardware already wired
[17:35:06] <malcom2073_> Hey ssi, long time no see
[17:35:12] <ssi> hey malcom
[17:37:40] <Crom> I need more space between centers
[17:38:09] <Crom> looking at the G4003
[17:38:31] <Crom> ssi what did you do for the spindle encoder?
[17:39:04] <FloppyDisk> ssi - private chat - however you do that??
[17:39:19] <ssi> Crom: I made a plasma cut 32 tooth wheel with an index slot
[17:39:25] <ssi> and made a mounting plate that holds optical encoders
[17:39:32] <ssi> and built a schmidt trigger conditioning circuit for it :P
[17:39:34] <Crom> A and B?
[17:39:37] <ssi> ABZ
[17:41:33] <Crom> ok looking that up
[17:41:56] <ssi> https://scontent-atl3-1.xx.fbcdn.net/hphotos-xap1/v/t1.0-9/205204_655375525742_5631970_n.jpg?oh=0f1ab048c4181547fa5f51e2a76b2fa5&oe=57580221
[17:42:06] <FloppyDisk> Crom - nice lathe - too big and too much $$ for me at the moment.
[17:43:48] <Crom> yeah its to much $$ for at the moment.. waiting on the VA to get done with my case.
http://www.va.gov/vetapp15/Files6/1554170.txt
[17:44:29] <Crom> s/for at/for me at/
[17:44:34] <FloppyDisk> Good luck w/ that.
[17:44:48] <ssi> FloppyDisk: what part of the world are you in?
[17:44:50] <Crom> should be a fair chunk of change
[17:45:37] <Crom> 40% rating $13k to 100% rating $210K
[17:48:22] <FloppyDisk> test
[17:48:30] <ssi> I'm getting you
[17:48:35] <ssi> are you not getting my responses?
[17:49:05] <JT-Shop> looks like a failure to communicate here
[17:49:07] <FloppyDisk> Sorry - no - I only got one GREEN question that I assume is private??
[17:49:09] <FloppyDisk> :-)
[17:49:20] <ssi> no, the green one isn't private
[17:49:24] <ssi> FloppyDisk: this should be green too, yes?
[17:49:32] <ssi> that's just highlighting because I said your name
[17:49:32] <FloppyDisk> Yes.
[17:49:37] <FloppyDisk> ummm - nice...
[17:49:39] <Erant> Everything is green to me!
[17:49:55] <ssi> when you /msg'd me, it likely opened a window somewhere
[17:50:01] <ssi> depending on what client you're using
[17:50:15] * Erant still rocks irssi
[17:50:21] <FloppyDisk> hexchat - highly recommended from many sources, but operator error.
[17:50:21] <ssi> me too
[17:50:49] <ssi> hm looks like hexchat has a pane on the left side with all your open channels
[17:50:52] <ssi> is there one with my name?
[17:52:21] <FloppyDisk> Sorry linux guys - look on the left - got it now...
[18:01:57] <_methods> irssi FTW
[18:02:05] <_methods> real men use CLI
[18:04:14] <Crom> _methods, true true
[18:04:33] <_methods> hehe
[18:05:59] <FloppyDisk> isn't irssi so last century?
[18:06:24] <_methods> it's the future of irc
[18:06:32] <JT-Shop> andypugh: is the Holbrook the one that is giving you a headache with the X axis?
[18:06:44] <FloppyDisk> j/k no idea, just saw 1999 and thought of prince.
[18:07:12] <andypugh> JT-Shop: Yes
[18:08:07] <JT-Shop> I can see what you mean about a tight fit for the X axis ball screw
[18:08:15] <JT-Shop> just looking at your blog
[18:09:02] <andypugh> I probably need to deepen the slot in the saddle
[18:10:54] <JT-Shop> could you mount the ball nut outside of the ways?
[18:11:44] <JT-Shop> the overhanging part to the rear looks like a good place to mount it
[18:12:27] <JT-Shop> just thinking out loud
[18:14:25] <andypugh> It was a possibilty in the past, but not now. I have a bit of room to deepen the slot before I break through into the V-ways:
http://imagebin.ca/v/2Z1nS2k77ycw
[18:15:09] <andypugh> I intend to cut off the extension at the back that is for the taper-turning attachment to get the machine closer to the wall :-)
[18:17:19] <FloppyDisk> Won't need the taper tool with cnc:-)
[18:27:40] <yasnak> CAV barloader attempt failure #1
[18:29:26] <andypugh> FloppyDisk: Undeed not, but it still seems like a rather irreversible step. Nothing else has been, so far.
[18:36:40] <skunkworks> I think we have used the taper attachment once on the monarch...
[18:36:46] <skunkworks> and that isn't cnc'ed
[18:42:50] <skunkworks> better
http://electronicsam.com/images/matsuura/oscope.jpg
[18:42:57] <skunkworks> I think dad has the index mounted also
[18:43:21] <skunkworks> http://electronicsam.com/images/matsuura/sensors.jpg
[18:54:49] <skunkworks> ^ that was 6krpm
[18:55:15] <skunkworks> it is amazing how nice the signal stays from 0 up to max rpm
[18:55:21] <skunkworks> I think it is magic
[18:57:28] <CaptHindsight> was running Mach earlier today and got a USB device error while running a program when I decided to turn the coolant on...
[18:58:20] <CaptHindsight> mach left the spindle running at top speed and the only way to recover was to reboot windoze
[18:58:25] <CaptHindsight> NICE!
[18:58:51] <os1r1s> CaptHindsight What USB interface?
[18:59:28] <CaptHindsight> os1r1s: Mach uses USB between the PC and motion control board
[18:59:50] <os1r1s> CaptHindsight Right, but which board
[19:00:33] <CaptHindsight> whats the all in one with USB and a bunch of ports? ~4" x 10"?
[19:00:33] <_methods> it's always good to fail to max speed
[19:00:38] <andypugh> Spindle at top speed could be embarassing with a lathe and work on the face-plate…
[19:01:07] <os1r1s> CaptHindsight I have used smoothsteppers in the past
[19:01:12] <andypugh> Talking lathes, this is lovely:
http://www.ebay.co.uk/itm/Holbrook-Model-B-No-8-Toolroom-Lathe-on-Original-Oak-cabinet-/391397108002?&_trksid=p2056016.l4276
[19:03:23] <skunkworks> smoothstepper?
[19:03:49] <skunkworks> no - I don't think smoothstepper is that big
[19:03:59] <os1r1s> skunkworks Its not 4x10
[19:04:15] <os1r1s> You are right
[19:05:30] <CaptHindsight> C32
[19:05:50] <skunkworks> that isn't usb - is it? it is just a breakout board from the printer port?
[19:06:03] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/breakout-boards/dual-port-multifunction-cnc-board-rj45
[19:06:23] <CaptHindsight> it has a USB daughter plugged into it
[19:09:00] <CaptHindsight> the knucklhead that wired the machine also set it up so if the PC crashes, gets turned off etc while the hydraulics are running the spindle starts up
[19:11:33] <CaptHindsight> the Panelview Touchscreen that came with the mill cost more than I paid for the mill
[19:14:15] <CaptHindsight> http://abelectricsupply.com/products/allen-bradley-panelview-plus-1500-2711p-t15c4a2-ser-a-lm-2711p-rp2a-ser-f-dm-2711p-rdt15c-ser-b?utm_medium=cpc&utm_source=googlepla&variant=6670402881
[19:18:50] <CaptHindsight> whats frightening is that it was put together by a supposed automation engineer
[19:19:06] <CaptHindsight> I wonder if his machines have killed anyone yet
[19:21:15] <CaptHindsight> and since the PC was locked up hitting the E-stop on the MPG did nothing
[19:28:10] <CaptHindsight> then again I just tried to find and read the C32 docs ...
[19:28:23] <CaptHindsight> no wonder it's a mess
[19:31:04] * skunkworks hugs linuxcnc
[19:32:42] <_methods> 52 minutes until hair time
[19:33:09] <CaptHindsight> too painful for me to watch
[19:33:34] <_methods> it's too disturbing not to watch
[19:33:42] <_methods> it's like the human centipede of politics
[19:33:57] <CaptHindsight> I wish that some network would just do a MST3000 version
[19:34:00] <_methods> and 'murrica is the centipede
[19:35:00] <CaptHindsight> very very silly party
[19:35:36] <CaptHindsight> http://i.onionstatic.com/avclub/4343/06/16x9/960.jpg
[19:36:57] <CaptHindsight> I watched that sketch again the other day, just brilliant and it's 40+ years old
[19:38:03] <CaptHindsight> Election Night Special
https://www.youtube.com/watch?v=31FFTx6AKmU
[19:40:47] <_methods> trump is like ol' greg's brother
[19:41:40] <CaptHindsight> nobody is talking about the electronic voting machines
[19:42:53] <CaptHindsight> Diebold was shopping around for devs back in 98-99'
[19:44:20] <CaptHindsight> security theater, voting theater, pre-election theater
[19:45:20] <_methods> you won't care about that when we start WINNING
[19:45:50] <_methods> wasn't charlie sheen doing lots of winning not long ago
[19:45:55] <_methods> he did so much winning he got aids
[19:45:57] <CaptHindsight> https://ballotpedia.org/Voting_equipment_by_state
[19:46:56] <CaptHindsight> look at how many without a paper trail
[19:47:39] <CaptHindsight> "DRE systems employ computers that record votes directly into the computer's memory."
[19:48:09] <CaptHindsight> so perfectly secure and accountable :)
[19:49:52] <CaptHindsight> then again counting votes is hard
[19:50:20] <CaptHindsight> you have numbers, (some big) and you have to add them all up
[19:50:42] <os1r1s> Who would advocate flood cooling vs mist cooling for cutting 6061?
[19:51:05] <malcom2073_> wd-40 in a spray can
[19:51:29] <CaptHindsight> flood cooling is messier
[19:51:45] <_methods> flood is always preferable with alum
[19:52:16] <os1r1s> CaptHindsight I use mister right now on my smaller mill
[19:52:28] <CaptHindsight> not fun if the machine is not enclosed
[19:52:31] <os1r1s> But on this PM25-MV I wanted something more robust
[19:52:53] <_methods> 10,000 psi flood
[19:52:59] <_methods> thru spindle
[19:53:06] <os1r1s> A fogbuster ...
[19:53:11] <os1r1s> Is what I use today
[19:53:35] <CaptHindsight> underwater milling
[19:53:37] <os1r1s> _methods So how much of an advantage do you think flood would really provide?
[19:53:45] <_methods> huge with aluminum
[19:53:47] <_methods> it likes to gall
[19:53:57] <_methods> if you're recutting chips you increase chance of galling
[19:54:07] <_methods> your flutes get clogged with recut
[19:54:11] <CaptHindsight> had that issues earlier
[19:54:15] <enleth> "likes", heh
[19:54:25] <CaptHindsight> turned on the flood and the machine locked up :)
[19:54:26] <enleth> understatement of the day
[19:54:40] <_methods> if all you're doing is cutting aluminum get aluminum coolant too
[19:54:54] <_methods> not so effictive if you mix materials in the machien though
[19:55:11] <os1r1s> _methods I'm limited with 2500 RPM, but can run up to a .75" EM. I wonder how aggressive I can cut
[19:55:17] <os1r1s> _methods I do 99$ alum
[19:55:20] <os1r1s> 99%
[19:56:01] <CaptHindsight> I was face milling some 6061 with a 3"
[19:56:23] <CaptHindsight> it could run 3-4x faster with the flood on
[19:56:52] <_methods> yeah if you're doing 99% alum i'd go for a specific alum coolant then
[19:57:06] <_methods> well 2500 is going to limit you in alum too
[19:57:17] <_methods> so you may see little return on a specific coolant
[19:57:28] <_methods> but flood is always beneficial when dealing with alum
[19:57:33] <enleth> CaptHindsight: stories like this is why I spent half a day today rewiring those old relays in the safety circuits
[19:57:36] <_methods> especially slotting ops
[19:57:48] <os1r1s> I'm just curious if I use a .375 EM if I can get deep DOC at perhaps a .125 WOC
[19:58:21] <_methods> well i'd look at the cutting data on the end mill
[19:58:52] <_methods> see what the recommended DOC is and remember you'll be using sub optimal rpm
[19:58:53] <CaptHindsight> I run coolant that has antibacterial qualities
[19:59:22] <CaptHindsight> chlorine and ammonia are tough on cast iron
[19:59:52] <_methods> with a small end mill like .375 you'd normally be over 10k rpm
[20:00:16] <CaptHindsight> _methods: how do you deal with bacteria in your coolant?
[20:00:25] <_methods> we have a coolant recycler
[20:00:33] <_methods> portable coolant recycler
[20:00:36] <os1r1s> _methods Gwizard is suggesting some pretty decent speeds
[20:00:53] <CaptHindsight> _methods: how does it sanitize?
[20:00:55] <_methods> for a 2fl CEM?
[20:01:12] <_methods> it has a 3 stage filter system
[20:01:30] <os1r1s> _methods Yeah
[20:01:31] <_methods> and i think you can add bacteriacide to it too
[20:01:44] <_methods> what speeds and feeds is it suggesting
[20:01:51] <_methods> carbide 2fl?
[20:02:36] <CaptHindsight> _methods: do you have problems with witches, wizards, or hexes placed on your machines?
[20:02:43] <os1r1s> Suggesting anywhere from 8IPM to 11PM with a .5 diameter tool at .5 deep and .125 WOC
[20:03:10] <_methods> wtf that's really slow
[20:03:21] <os1r1s> Even with .375, its suggesting 7-10
[20:03:34] <_methods> for a carbide end mill?
[20:03:38] <os1r1s> _methods haha. That is better than what I'm used to
[20:03:40] <os1r1s> too
[20:03:45] <os1r1s> err, to
[20:04:02] <os1r1s> Right now I take pretty shallow cuts so it takes forever
[20:04:10] <CaptHindsight> well at 2500 rpm
[20:04:16] <_methods> oh so just HSS end mill?
[20:04:17] <os1r1s> I'd much rather a .5" DOC than a .1 DOC
[20:04:41] <os1r1s> Even if its half the speed. I wind up finishing much quicker
[20:04:52] <os1r1s> _methods I used carbide in the calc
[20:04:57] <_methods> hmmm
[20:05:13] <_methods> that seems extremely slow for carbide
[20:05:53] <CaptHindsight> http://zero-divide.net/?page=fswizard
[20:06:19] <_methods> what sfm is it suggesting for you?
[20:06:43] <_methods> for alum 1000sfm and .003/tooth would be a safe bet
[20:07:24] <_methods> for 3/8 CEM
[20:08:08] <os1r1s> Its suggesting the MFG woudl recommend 1200
[20:08:21] <os1r1s> But it actually achieves 221 due to RPM limitations
[20:08:29] <_methods> 1200 sfm
[20:08:31] <_methods> ok
[20:08:39] <_methods> yeah that is your issue then
[20:08:55] <_methods> yeah what you're doing is probably best then
[20:08:58] <_methods> with a high DOC
[20:09:11] <_methods> since you don't have the rpm you need
[20:09:18] <_methods> and probably don't have the feed rate either
[20:09:20] <CaptHindsight> SFM=327, IPT=0.00540, RPM=2500, FEED=27.00
[20:09:30] <os1r1s> _methods Feed rate I should be able to do pretty well
[20:09:56] <os1r1s> Pretty well being relative
[20:10:04] <os1r1s> But without the speed it won't matter
[20:10:11] <CaptHindsight> DOC=0.5, WOC=0.125 = 25% = 60deg
[20:10:12] <_methods> yeah
[20:10:45] <_methods> with that depth of cut though you'd definitely want some flood going
[20:11:00] <_methods> that's a good scenario for some loaded flutes
[20:11:38] <CaptHindsight> inverted mill for easy chip clearing
[20:11:53] <_methods> .125 WOC should keep you safe though i would think
[20:12:29] <os1r1s> Right now on my shertaig I can do 10k rpm, but I'm much more limited on the size end mill. .375 is just about the limit. And I'm limited on HP.
[20:12:53] <os1r1s> So right now making a IM blank takes forever
[20:13:02] <os1r1s> Hoping the new one can move a bit better
[20:13:39] <_methods> yeah alum takes high rpm
[20:13:50] <_methods> you'll need to upgrade that if you want to maximize
[20:14:23] <_methods> i haven't looked into the 0704's for spindle mods
[20:14:45] <_methods> i think i've seen where people attach a secondary spindle to the side of the head for high rpm
[20:15:24] <malcom2073_> I want to do that with mine, clamp it to the quill
[20:15:28] <malcom2073_> So I still get Z control
[20:16:46] <_methods> you could attach one of those chinese spindles with vfd pretty easy i'd think
[20:17:00] <os1r1s> That just sucks though
[20:17:19] <os1r1s> I need to look at the bearings to see if it can do something higher
[20:17:37] <CaptHindsight> or use better bearings
[20:18:23] <CaptHindsight> hopefully they are some standard size and readily available
[20:18:52] <_methods> are you trying to do production runs on that thing?
[20:19:27] <_methods> i mean speed shouldn't be that big of an issue if you're not doing production
[20:19:59] <CaptHindsight> time wasted
[20:20:23] <_methods> you callin irc time wasted?
[20:20:25] <_methods> lol
[20:20:50] <CaptHindsight> heh, depends on who is in the channel
[20:20:57] <_methods> buwhahah
[20:21:39] <CaptHindsight> twitter is not enough for some :)
[20:21:39] <_methods> uh oh 3 minutes to centipede time
[20:21:55] <CaptHindsight> good luck with that
[20:23:03] <CaptHindsight> I can hardly watch the 10 second news clips
[20:23:34] <_methods> hahah
[20:25:08] <_methods> once you start winning it will all be better
[20:29:14] <yasnak> I have an old NSK 40,000rpm spindle laying around...haha
[20:30:21] <os1r1s> _methods Its hobby stuff
[21:03:00] <_methods> yeah i wouldn't sweat it much then
[21:03:14] <_methods> i'd just try to run at speeds that prevented loaded flutes
[21:05:48] <os1r1s> Wouldn't sweat adding flood?
[21:05:56] <os1r1s> Or upgrading the rpm?
[21:07:59] <_methods> rpm
[21:08:07] <_methods> i'd definitely add flood if i could
[21:12:02] <os1r1s> _methods This seems simple and easy ...
http://littlemachineshop.com/products/product_view.php?ProductID=3520&category=-1495788196
[21:12:49] <_methods> ah yeah
[21:13:25] <_methods> http://littlemachineshop.com/products/product_view.php?ProductID=3814&category=
[21:14:16] <os1r1s> _methods Like the second one better?
[21:14:32] <_methods> i don't know doesn't say the flow rate on that one
[21:15:33] <_methods> the one you linked is probably better
[21:15:53] <_methods> i need to make one for my mill and bandsaw
[21:16:02] <os1r1s> I debated on making one
[21:16:09] <os1r1s> But that seems pretty simple and easy
[21:16:42] <_methods> yeah by time you buy the pump and build a tank you'll be at $200 lol
[21:17:03] <_methods> all the hoses and stuff
[21:17:14] <_methods> $200 isn't too bad a price i think for a coolant system
[21:17:26] <os1r1s> I thought it was ok
[21:17:42] <_methods> if you had a pump and motor and tank layin around maybe it would be better to diy
[21:17:44] <os1r1s> I have to build one of Hoss coolant trays
[21:18:00] <_methods> yeah better off saving your time to make the tray
[21:46:14] <witnit> _methods: maybe if it wasnt made 95% of plastic then maybe it would be close to worth half that amount.
[21:49:11] <CaptHindsight> http://www.cabelas.com/product/Cabelas-Easy-Up-Deluxe-Shower-Shelter/1968929.uts?productVariantId=4076535&srccode=cii_17588969&cpncode=39-156336722-2&WT.tsrc=PPC&WT.mc_id=GoogleProductAds&WT.z_mc_id1=04089944&rid=20
[21:49:20] <CaptHindsight> $200
[21:50:25] <CaptHindsight> probably $10 for a wading pool
[21:53:07] <witnit> os1r1s:
http://www.ebay.com/itm/Gusher-Coolant-Pump-Tank-1P3-L-1-10-HP-220-440-V-3450-RPM-Used-Warranty-/201470972640?hash=item2ee89b12e0:g:4w8AAOSwgyxWUH-1
[21:54:43] <witnit> os1r1s: good pump, motor, and a tank you can beat the hell out of when it gets packed full of goop and shavings. ntm the shaving wont destroy the blades on that pump very easily.
[21:56:06] <CaptHindsight> https://www.youtube.com/watch?v=kLQ3Pn2Gg0E bridgeport milling with flood coolant enclosure
[21:56:16] <witnit> os1r1s: actually I should assume you DO NOT have 3 phase
[21:56:23] <witnit> which that is.
[21:56:26] <os1r1s> I do not :)
[21:56:53] <witnit> I often forget how many people are using 110 around here,
[21:57:37] <CaptHindsight> I use 115 and 208
[21:57:43] <witnit> well, tbh os1r1s I never had one of those pumps cause me problems, but definately have had issues with newer small ones
[21:58:28] <witnit> maybe its just the "gusher" brand im fond of not sure
[21:58:52] <zeeshan|2> thats a silly coolant enclosure
[21:59:00] <zeeshan|2> good luck getting the part in and out!
[21:59:01] <zeeshan|2> :P
[21:59:26] <CaptHindsight> http://www.telusplanet.net/public/shackner/R2E3/enclosure%20and%20coolant/IMG_0034.JPG
[21:59:49] <zeeshan|2> better
[21:59:55] <zeeshan|2> i like the ones where all walls are removable
[21:59:56] <CaptHindsight> http://www.jhchoppers.com/photobucket/cnczone/coolant4.jpg
[21:59:58] <zeeshan|2> so you can do long parts
[22:00:07] <zeeshan|2> yes thats perfect
[22:00:11] <CaptHindsight> http://1.bp.blogspot.com/_KoJ8glZdkGk/TR5fUkR2ueI/AAAAAAAAABc/BkYYK9E34Zo/s1600/splash_guard.JPG
[22:00:39] <os1r1s> zeeshan|2 What does the underside of that look like?
[22:00:52] <zeeshan|2> of which one
[22:02:13] <os1r1s> On those bridgeport enclosures
[22:02:22] <os1r1s> How does it isolate the X from the Y?
[22:02:29] <CaptHindsight> http://imagecdn2.panjo.com/images/2f667732-aee9-4252-a003-4ce900db7f31.JPG
[22:02:35] <witnit> everyone of these seem like they could benefit from having hinged walls to you can flip them down quickly for cleanout and part change
[22:03:23] <witnit> nice little work area CaptHindsight
[22:03:27] <zeeshan|2> os1r1s: the enclosuremoves in x and y
[22:03:34] <zeeshan|2> its part of the table
[22:04:46] <CaptHindsight> witnit: random flood coolant images from the net
[22:04:59] <squibs> In AXIS I can see that the part is going to over-run the z-axis but it still allows me to start the program (without a warning) in the past a nice warning came up for this. I've looked through the ini docs but don't see a means to re enable this. Where should I be looking?
[22:05:00] <witnit> CaptHindsight: seems to me it would be worth the efforts to paint the particle oard so it does not swell
[22:05:35] <CaptHindsight> witnit: what if you enjoy the fragrance of wet chipboard?
[22:06:23] <squibs> This is with 2.7
[22:06:31] <witnit> well i keep wet chip board fragments in my locket, sometimes Ill sneak a sniff here and there
[22:07:19] <witnit> squibs maybe you changed your softlimits via yourmachine.ini
[22:07:55] <CaptHindsight> maybe your limits are not what you assume them to be
[22:08:21] <_methods> no limits
[22:09:35] <CaptHindsight> "mill different"
[22:09:45] <squibs> I haven't changed them, but that doesn't mean they weren't wrong to begin with. Let me check
[22:12:24] <squibs> Oh wait
[22:13:55] <squibs> What are the soft limit params? I just have for z, MIN_LIMIT = -8.8, MAX_LIMIT=0.0, MIN_FERROR=-0.01.
[22:15:08] <squibs> I see the red machine boundary box in AXIS and this part is clearly going about 0.58" below the bottom of the red boundary (and indicates this in AXIS too)
[22:20:02] <squibs> I see reference to "soft limits" in the AXIS docs and it makes reference to the .ini file, but I do not see this text in the ini-config.html
[22:20:59] <squibs> Surely they must be set however since I do see the machine limits red boundary box and in the case of the z-axis a red box enclosing the 0.58 val
[22:26:14] <squibs> ok, those were the soft limits
[22:26:23] <squibs> I want to say this is a bug?
[22:46:46] <witnit> jury duty :/ someone get me out of this crap
[22:47:24] <squibs> With extreme prejudice?
[22:49:06] <witnit> I have absolutely no interest in guessing whether a person deserves their life taken from them or not
[22:49:15] <PetefromTn_> Every time I have had jury duty it has never been more than my having to make a phone call to check in to see if they needed me. So far I have yet to even have to attend...
[22:49:38] <squibs> I got stuck in a 3 week case
[22:49:48] <PetefromTn_> ooh that sucks
[22:49:52] <witnit> can't they just hire people that have interest in this?
[22:50:25] <squibs> Be happy that you aren't on a special grand jury trial
[22:50:38] <squibs> Knew someone who had to go every weekend for a year
[22:50:46] <squibs> actually I think it was a friday
[22:50:57] <witnit> how is this even fair for the people who are being judged
[22:51:17] <squibs> It would ruin my career if that happened
[22:54:08] <squibs> hmm, the code I seek is in emc/usr_intf/axis/scripts/axis.py
[22:57:06] <squibs> hmm
[22:57:28] <squibs> So it looks like it indicates the red box because my tool offset puts the tip of the tool at under 0.58"
[22:57:54] <squibs> but this warning is being determined with o.canon.max_extents_notool
[22:58:04] <squibs> I assume that is why I am not receiving the warning
[22:58:20] <squibs> but I'm still getting the red-boxed number that indicates I am going over a boundary
[22:58:30] <squibs> Does that sound like a reasonable diagnosis?
[22:58:40] <squibs> This is in the def run_warn() function
[23:00:44] <squibs> actually no
[23:01:08] <squibs> It almost seems as if the red machine boundary box is up too high compared to reality
[23:01:40] <squibs> the height of the opengl machine boundary red box.. but it does not coincide with reality
[23:03:18] <squibs> no, this does seem to have something to do with tool height
[23:11:43] <squibs> It appears as if the display is not accounting for the tool height
[23:12:15] <squibs> t1 m6; g43 H1
[23:18:20] <squibs> Ok, I can restart linuxcnc
[23:18:25] <squibs> do g49
[23:18:27] <squibs> home the machine
[23:19:01] <squibs> jog the mill all the way to the bottom of z axis (as in linuxcnc will stop for me)
[23:19:08] <squibs> zero there
[23:19:46] <squibs> At that point in time the part is displayed below the machine boundaries (rightfully so)
[23:19:55] <squibs> yet STILL I don't get a warning if I run this
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
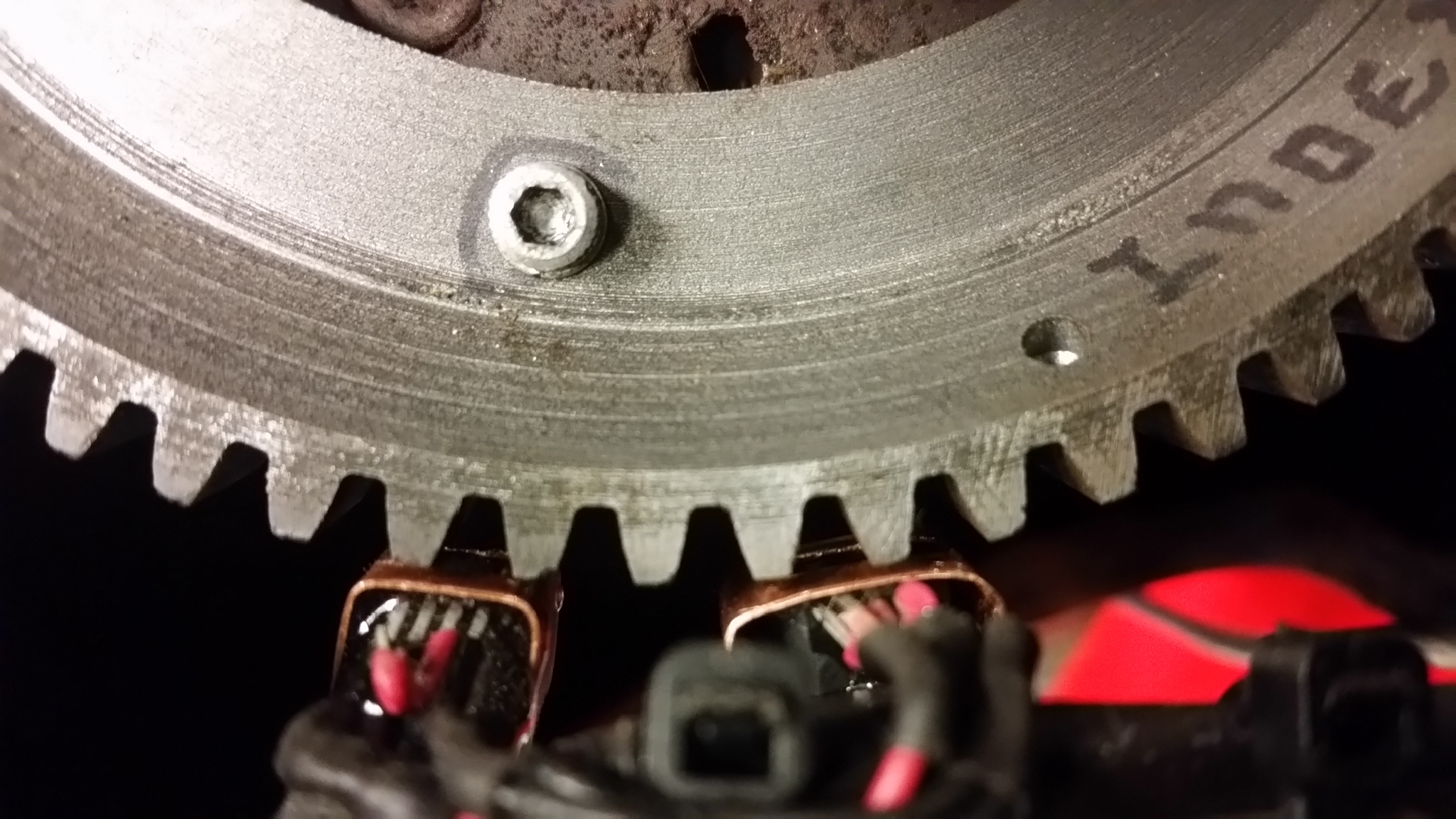{kind=link}
{kind=link}
{kind=link}
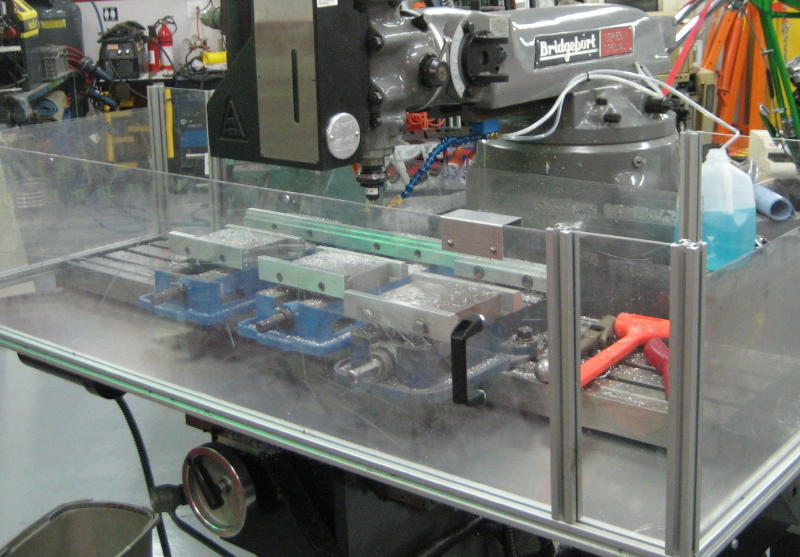{kind=link}
{kind=link}
{kind=link}