Back
[00:02:33] <FloppyDisk5_25> Look to Leadshine or gecko. Although the parts you asked about are probably leadshine knockoffs.
[00:59:30] <cheetah2> whats the most widely used breakout board?
[01:00:50] <Jymmm> cheetah2: whats the most widely used car?
[01:01:21] <cheetah2> are all breakout boards going to work with linuxcnc or do only some work?
[01:01:35] <archivist> some breakouts are junk
[01:02:04] <cheetah2> im thinking of getting a c10 breakout board. Is it going to give me issues?
[01:02:40] <archivist> that number means nothing to me
[01:03:09] <archivist> I and a few others use
http://www.ebay.co.uk/itm/161941596749 and so far not seen any real problems
[01:04:35] <cheetah2> ok
[01:04:40] <cheetah2> let me look at it
[01:05:25] <cheetah2> do you think it would work with M542T driver?
[01:06:02] <archivist> yes
[01:06:21] <cheetah2> im just trying to avoid issues
[01:08:24] <cheetah2> unfortunately im not in the uk
[01:08:33] <cheetah2> but it looks similar to this
http://www.amazon.com/Gikfun-Breakout-optical-coupler-Stepper/dp/B00RCTWCJE/ref=sr_1_1?ie=UTF8&qid=1454049785&sr=8-1&keywords=cnc+breakout+board
[01:08:36] <cheetah2> do you think its the same?
[01:11:14] <archivist> I have 3 setups using that breakout here are two
http://www.collection.archivist.info/searchv13.php?searchv4page=1&searchstr=breakout
[01:13:03] <archivist> that design is available all over the world from many suppliers
[01:13:16] <archivist> and looks like its copied too
[01:14:20] <cheetah2> im thinking of using it with this
http://www.amazon.com/Stepper-Motor-Driver-Router-Plasma/dp/B011E1ZIV4/ref=sr_1_1?ie=UTF8&qid=1454050126&sr=8-1&keywords=cnc+kit+M542T do you think its a good idea?
[01:16:34] <archivist> most likely ok
[01:17:21] <archivist> one of my drivers is the same type
[01:17:40] <cheetah2> actually that power supply says it gives 11A and each motor says it needs 3.5A so i actually need 14A
[01:18:07] <Jymmm> That's not correct
[01:18:14] <cheetah2> no?
[01:18:38] <Jymmm> There's BEMF to consider as well, and not all motors will be spinning all at the same time.
[01:18:42] <Loetmichel> cheetah2: usual stepper drivers act as SMPS
[01:19:09] <cheetah2> so I dont actually need 14A?
[01:20:01] <Jymmm> cheetah2: I would HIGHLY suggest that you read this in full (a few times as there is a lot of info to absorb)
http://www.geckodrive.com/media/wysiwyg/Step%20Motor%20Basics%20Guide.pdf
[01:20:24] <Loetmichel> so the motors need for example 3.5A at 3V and the PSU puts out 24V then you need actually 3A at 24V for your 4 3.5A motors
[01:20:31] <Loetmichel> (or a bit more for some losses)
[01:21:22] <cheetah2> 3.5 for all of them together? or 3.5 A for each one?
[01:28:04] <archivist> because of the coil inductance in the motors they do use less than the setting, and that 3.5 is a max setting for max torque
[01:28:27] <cheetah2> is this a ohms law thing?
[01:28:39] <archivist> no
[01:28:39] <cheetah2> i just want to see how much power is left for expanding later
[01:28:50] <cheetah2> so is it 3.5 per motor ?
[01:29:02] <cheetah2> or 3.5 for all motors?
[01:29:20] <cheetah2> sorry im not a electrical engineer have read some books but im not an expert
[01:33:57] <archivist> in this image
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_17_Barber_Colman_cnc/IMG_1830.JPG
[01:34:29] <archivist> the driver is set to 4.2A and the psu to 60V
[01:35:08] <archivist> the psu when set to read current reads .23A
[01:37:36] <cheetah2> i cant see the image unfortunately its blocked by the firewall where i live
[01:38:13] <cheetah2> are you saying that the power in that kit is plenty and i could add two more steppers and drivers and they would work fine?
[01:38:29] <cheetah2> since the psu is higher voltage
[02:25:43] <Deejay> moin
[05:42:03] <XXCoder> boo
[05:49:34] <malcom2073> Morning to you too
[05:50:46] <XXCoder> whats up
[05:59:52] <malcom2073> Nada, you?
[06:00:24] <XXCoder> not much got home from work lol
[06:40:51] <Frank__> hi guys, idk if someone's there to answer, but i need help with some 5mm holes i've drilled for the rack of my cnc router, its in a tricky position, and i cant get them perfectly in line, some of them have 5.5mm oversize in the top from the drilling operation, the holes are 12mm deep thou, if i were to tapp all the way through would i have problems of stripping the threads? its m6 bolt
[06:42:16] <Frank__> i would like to think that the bottom threads will hold if the upper do not hold enough because of the oversized drilling
[06:44:31] <XXCoder> hey im here but dont know answer
[06:44:54] <XXCoder> isnt there tap sizes chart?
[06:45:09] <XXCoder> drill sizes for tapping for specific size like m6
[06:45:20] <gregcnc> 5mm is the proper drill size for M6
[06:45:23] <Frank__> haha, yes there are, and its 5mm for 75% thread
[06:45:41] <Frank__> but the way im drilling doesnt make a nice 5mm hole all the way
[06:45:42] <XXCoder> so what % for 5.5mm
[06:45:56] <Frank__> it makes around 5.5mm on the top cuz its flimsy
[06:46:11] <Frank__> so im worring about striping the hole thread
[06:46:28] <XXCoder> isnt there hmm helix something
[06:46:36] <Frank__> but its like 15mm deep the hole,, i guess i should be fine
[06:48:08] <Frank__> the solution to striped hole would be to somehow get my hand inside the 3*6'' steel tube (2.4mts long) and try to get a nut
[06:48:22] <XXCoder> use wire?
[06:48:22] <gregcnc> probably be OK. An M6 nut is 5mm thick.
[06:48:23] <Frank__> but its kind of impossible to get 1.2mts inside
[06:48:50] <SpeedEvil> It's really not
[06:49:06] <Frank__> how would you do that
[06:49:07] <SpeedEvil> For example, pull a thread through the hole with a vacuum cleaner
[06:49:42] <Frank__> but how do i get 1.2mts inside
[06:49:54] <SpeedEvil> Poke it with a stick approximately into location
[06:49:56] <Frank__> the tube
[06:50:44] <Frank__> yeah, well at least i have some sort of solution if i F~#�# up this holes
[06:51:10] <Frank__> and how do i tighten?
[06:52:04] <gregcnc> how big is 3*6"
[06:52:25] <Frank__> its 80*120mm steel tube 6mm wall
[06:57:02] <Frank__> well, i guess ill have to see how this turns up, thanks everyone for the help
[07:00:51] <gregcnc> there are options, but all much less convenient than threading the hole.
[07:23:32] <jthornton> cooked this last night it was real good
http://gnipsel.com/recipes/chicken/chilaquiles.html
[07:50:32] <_methods> i ate chex mix
[07:50:42] <_methods> and watched the insano debate
[07:52:06] <gregcnc> we may not have to wait 500 years
[07:52:25] <_methods> for the end of the world?
[07:53:12] <gregcnc> world will exist for much longer than that
[07:53:50] <SpeedEvil> It is possible to entirely resurface the earth
[07:53:51] <_methods> unless a rogue black hole swings by and inhales our solar system next week
[07:53:59] <SpeedEvil> actually destroying earth is hard
[07:54:08] <_methods> or the sun goes supernova and wipes out the planet
[07:54:22] <SpeedEvil> It is in principle possible to - for example - smack Ceres into earth.
[07:54:23] <_methods> or a massive unspotted planetoid collides with us
[07:54:37] <SpeedEvil> (~10M h-bombs detonated in series above the surface of ceres
[07:54:43] <_methods> or an alien civilisation decides to erase our planet for a galactic freeway
[07:55:03] <XXCoder> its easy to kill a species
[07:55:10] <XXCoder> its very hard to kill life in world
[07:55:33] <malcom2073> Pretty sure "end of the world" doesn't mean the end of the physical planet :P
[07:55:45] <SpeedEvil> XXCoder: yes - resurfacing would do it
[07:56:08] <XXCoder> unless its miles down to lava nope
[07:56:16] <SpeedEvil> (by that, I mean completely distrupting the entire crust
[07:56:26] <XXCoder> that'd probably do it
[07:56:28] <_methods> nobody likes the crust
[07:56:29] <SpeedEvil> For example - literally smashing Ceres into it
[07:56:31] <_methods> i always cut mine off
[07:56:45] <XXCoder> but then there might be form of life that can live at deeper
[07:56:57] <gregcnc> https://www.youtube.com/watch?v=sGUNPMPrxvA
[07:57:06] <SpeedEvil> XXCoder: Below the crust it's ~900C
[07:57:17] <_methods> heheh
[07:57:24] <_methods> brawndo baby
[07:57:37] <_methods> they're replacing all of our water fountains in the state now
[07:57:51] <gregcnc> with unleaded water?
[07:57:56] <_methods> no with brawndo
[07:58:01] <SpeedEvil> Coke fountains.
[07:58:03] <_methods> nobody drinks that stuff they put in toilets
[07:58:07] <gregcnc> or dewshine
[07:58:11] <_methods> hahah
[07:58:17] <_methods> dewshine it up
[07:58:17] <XXCoder> all it takes is one germ. suppose impact blew chunks that wasnt lava, then it falls back
[07:58:27] <XXCoder> _methods: jeez
[07:58:32] <XXCoder> reminds me of idiotacy movie
[07:58:42] <_methods> i wonder why?
[07:58:44] <SpeedEvil> XXCoder: the lava remains lava for centuries
[07:59:21] <XXCoder> well too bad then eh
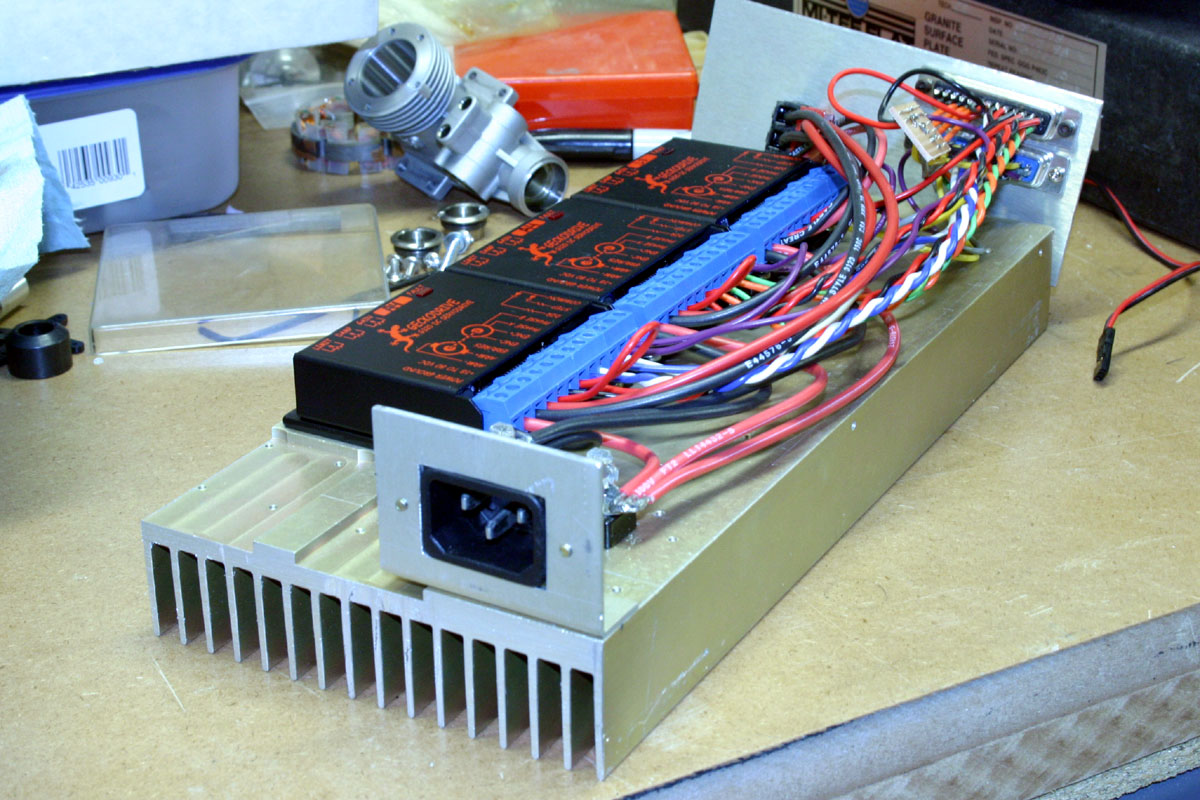
[08:00:18] <gregcnc> today i have to figure out why for the first time in 10 years only one Gecko drive powered up in my frankenmill
[08:00:54] <archivist> wires take a while to fall off :)
[08:01:50] <gregcnc> yes it could be. i took the drive tray out and connected it to another source and it was normal.
[08:02:26] <archivist> fuses are a common old age failure
[08:02:35] <gregcnc> one fuse though
[08:04:07] <gregcnc> Should be an easy fix, but now that i'll have it apart I may finish it the way I should have 10 years ago.
[08:04:24] <_methods> hehe
[08:04:28] <_methods> no time like the present
[08:04:43] <archivist> rats nest wiring rules
[08:05:17] <gregcnc> http://www.dieselrc.com/x/temp/mill5.jpg
[08:06:38] <archivist> far too tidy
[08:07:24] <archivist> I wonder if the stepper current has killed the D connector
[08:08:20] <gregcnc> There's 4th gecko drive just hanging loose in there, these are servo with separate power connectors, can barely see anderson power poles on the face plate.
[08:10:03] <_methods> http://res.cloudinary.com/spartz/image/upload/c_lfill,f_auto,fl_lossy,q_60,w_806/v1/prod/images/a97328211b26816243a021bee4fc9458.jpeg
[08:10:11] <_methods> that's just mean
[08:10:13] <archivist> mine was fugly for many years
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_11_bevel/IMG_1633.JPG
[08:10:55] <archivist> just remade it onto a new panel
[08:12:48] <XXCoder> youre brave
[08:14:10] <gregcnc> I'm going to try to do better with the lathe. The inside of a real machine is nice, but it's loose wires don't need much documentation.
[09:17:12] <archivist> jthornton, parallel port docs, seem lacking in any example of setting a parameter, has the names but not how to use
[09:19:45] <archivist> had to find it on an email!
[10:08:28] <jthornton> I don't think any of the driver pages has examples of how to set parameters
[12:19:19] <Frank__> hellooo not much action going on in here, i was wondering if any of you use spring loaded rack and pinion system?
[12:19:50] <ssi> I do
[12:19:54] <FloppyDisk> I thought my system was broke... No rack and pinion here...
[12:21:18] <Frank__> ssi: how does it behave? stiffness? accuracy? :D im making up my mind if i should do rigid or loaded pinion on rack, thanks for any info
[12:21:50] <lair82> PCW you around?
[12:27:06] <Frank__> come on ssi! dont hang up on me! haha
[12:31:14] <malcom2073> I'd imagine it would be stiff up to the limit of your spring yeah?
[12:32:43] <ssi> haha sorry, lots going on
[12:32:53] <ssi> my machine is a gantry plasma machine, and it has more than enough stiffness for that
[12:33:04] <ssi> if I push on the gantry with the motors locked, I can overcome the spring tension and jump teeth
[12:33:18] <ssi> I dunno how much rigidity it would have for an operation with cutting pressure
[12:43:06] <Frank__> i see, so far works great for plasma then,
[12:43:13] <Frank__> thanks for the input!
[12:43:28] <ssi> no prob :D
[12:47:54] <ReadError> is it normal for preempt-rt kernels to have super crappy jitter?
[12:48:02] <ReadError> I think ive only used rtai
[12:49:01] <FloppyDisk> ReadError: this is from machinekit where they talk about rt-preempt and why:
http://blog.machinekit.io/2015/11/and-winner-is-rt-preempt.html
[12:49:12] <FloppyDisk> I'm no expert here, but I think the answer should be no...
[12:49:44] <CaptHindsight> ReadError: how crappy?
[12:50:47] <ReadError> like 60k/30k
[12:52:01] <CaptHindsight> it varies a bit from kernel to kernel and your hardware/BIOS settings
[12:52:41] <ReadError> these are j1900 and j1800 boards
[12:53:01] <CaptHindsight> ask PCW what settings he's been using
[12:53:03] <ReadError> but my experience is limited to only the rtai kernel
[12:53:14] <ReadError> so wasnt sure what to expect out of preempt
[12:53:27] <CaptHindsight> he's gotten better than you on that hardware
[12:53:42] <CaptHindsight> I haven't touched anything Intel in years
[12:54:20] <ReadError> well im using MESA gear so not sure how much it will matter
[12:54:36] <CaptHindsight> then it won't
[12:55:13] <ReadError> but ethernet, so need to stay with preempt-rt
[12:56:04] <CaptHindsight> when we were doing RTAI development we'd get 5-9uS and 20-50uS with preempt_rt on the same hardware and kernel
[12:56:22] <CaptHindsight> but this was just measuring it with the latency test
[12:57:06] <CaptHindsight> 30-60uS is not a problem when all you need is 1000uS with hm2_eth
[12:57:47] <ReadError> ahh great to hear
[12:58:40] <gregcnc> It seems I have two G320's with dead 5V supplies. How they died on the same day I don't know.
[13:00:36] <FloppyDisk> solar flare...
[13:00:59] <CaptHindsight> where?!
[13:02:02] <CaptHindsight> I'm old school so it's probably gremlins
[13:02:14] <JT-Shop> Tom_itx: you around?
[13:02:41] <gregcnc> They are 10 years old. Good thing I haven't sold the G320X's I didn't use for the lathe.
[13:05:50] <Tom_itx> i am for a min or three
[13:07:16] <Tom_itx> 2
[13:08:30] <Tom_itx> 1
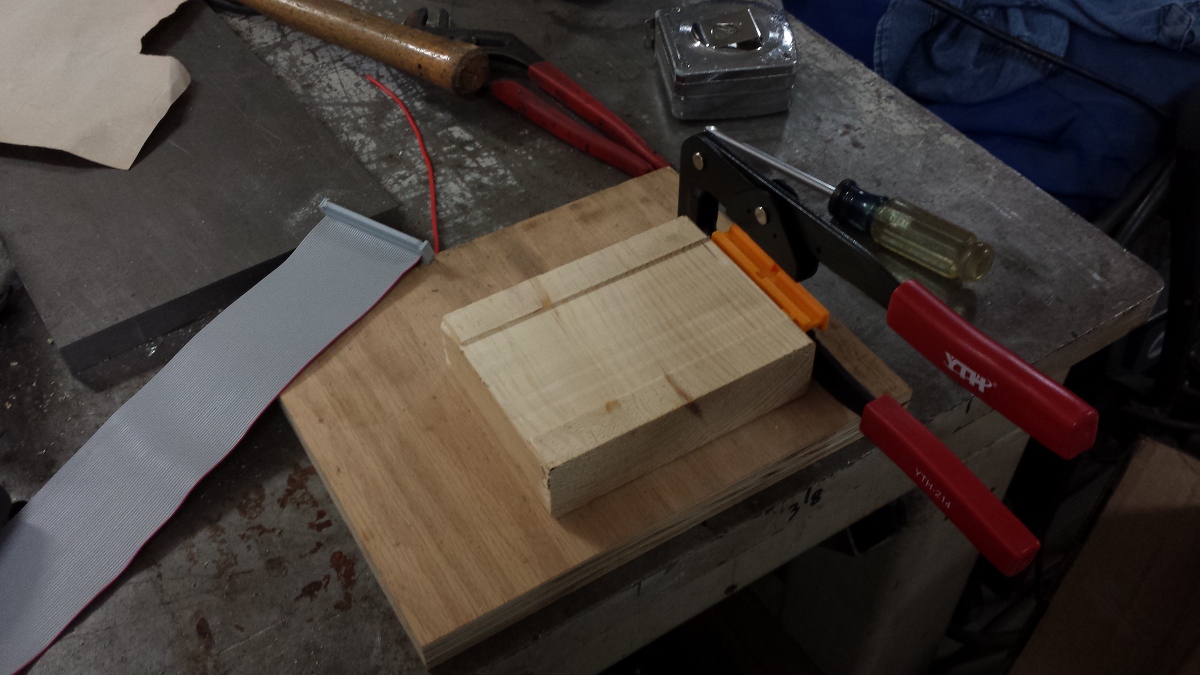
[13:09:27] <JT-Shop> http://gnipsel.com/images/tools/50%20Pin%20Fixture%2001.jpg
[13:09:54] <Tom_itx> that should work
[13:10:28] <Tom_itx> put a red stripe down one side so you know which is pin1
[13:11:51] <JT-Shop> pin 1 is one side for one end and the other side for the other end
[13:12:19] <Tom_itx> so the plug is up on one side and down on the other
[13:12:33] <JT-Shop> no, they are both down
[13:13:00] <Tom_itx> yeah that makes sense
[13:13:09] <JT-Shop> the tabs both face the same way
[13:14:06] <Tom_itx> ok gotta run now
[13:14:10] <CaptHindsight> 80mm cast aluminum spindle holder just came in from China with very few voids in the casting, but ...
[13:14:11] <JT-Shop> k
[13:14:44] <CaptHindsight> do they always skip drilling and tapping the middle hole for the clamp?
[13:20:04] <gregcnc> they know spindle won't work, you won't need to clamp it.
[13:21:39] <gregcnc> I should learn casting. making a spindle mount from a solid 5" cube of 7075 was a lot of work.
[13:21:51] <CaptHindsight> ah, just for show
[13:22:38] <CaptHindsight> or maybe 2 mounting screws are enough to crush the housing on the spindle anyway
[13:23:00] <gregcnc> does the spindle also have counterfeit german high quality bearings?
[13:23:23] <gregcnc> if the fit is close, it doesn't take much to hold it.
[13:23:27] <CaptHindsight> oh I didn't order a spindle
[13:23:33] <jdh> adopt finest german bearing
[13:24:46] <CaptHindsight> I did a few on fleabay with 4 Japanese bearings with pictures of the bearing locations in case you thought they came separate
[13:26:20] <CaptHindsight> http://www.ebay.com/itm/181788182012 "Adopt Germany Imported Bearing"
[13:26:40] <CaptHindsight> not sure what that means
[13:27:28] <_methods> lots of orphaned german bearings out there finding homes in chinese spindles of course
[13:27:29] <CaptHindsight> is it missing a comma like this? Adopt Germany, Imported Bearing
[13:27:46] <PCW> ReadError: 100-200 usec of jitter is normally OK with the Ethernet stuff ( even 500 usec can be OK )
[13:27:46] <_methods> its a german epidemic
[13:28:08] <_methods> orphaned bearings all over the place
[13:28:18] <gregcnc> real spindle bearings cost more than that spindle
[13:28:36] <gregcnc> maybe the orphaned ones cost less.
[13:28:53] <_methods> lol
[13:29:18] <CaptHindsight> or are they pro adoption and pro Germa: Adopt. Germany. Imported Bearing (from China)
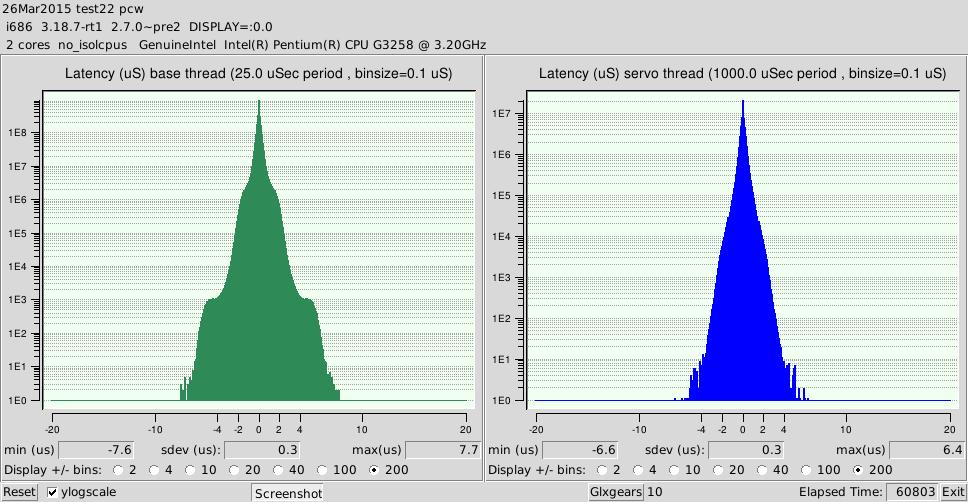
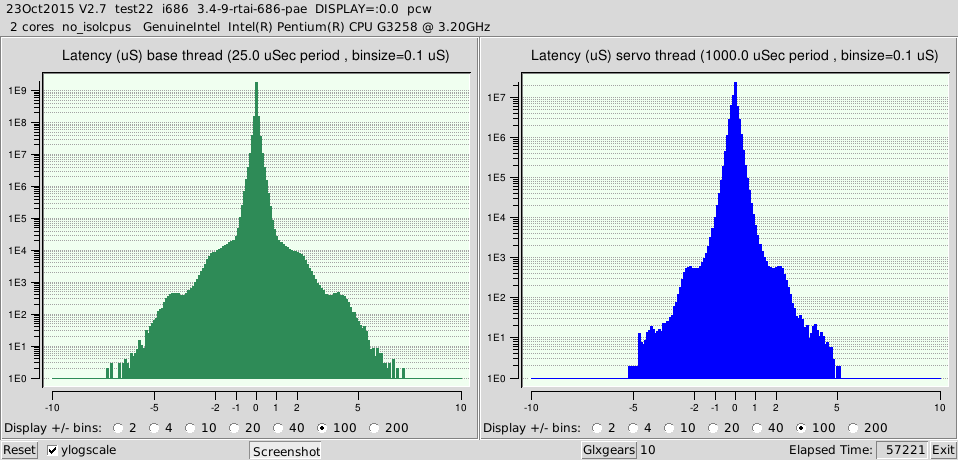
[13:29:48] <PCW> On fast hardware the difference between RTAI and Preempt-RT is negligible:
[13:29:50] <PCW> http://freeby.mesanet.com/h97-g3258-preemt-rt.png
[13:29:51] <PCW> http://freeby.mesanet.com/g3258-rtai.png
[13:31:27] <CaptHindsight> I think that the Marshal Plan banned bearings from being orphaned, but maybe I have my history wrong
[13:31:43] <_methods> hehe
[13:33:05] <CaptHindsight> "Germany Bearings" are many by a company called "Germany" which is IN China. It's a scam.
[13:33:34] <CaptHindsight> http://www.cnczone.com/forums/diy-cnc-router-table-machines/68736-cheap-1500w-chinese-spindle-experiences-102.html
[13:33:40] <ssi> hahaah
[13:34:10] <_methods> never buy a pacemaker at harbor freight
[13:35:19] <CaptHindsight> do you think the $29/95 defibrillators are junk as well?
[13:35:31] <_methods> oh definitely
[13:35:45] <_methods> harbor freight home surgery kit is alright though
[13:35:51] <CaptHindsight> whew
[13:35:59] <_methods> diamond in the rough
[13:37:11] <CaptHindsight> the anesthesia kit is just a wooden mallet
[13:37:18] <ssi> hahaha
[13:38:59] <_methods> hehe
[13:39:05] <_methods> a plastic bag
[13:39:17] <_methods> just place over your head for approximately 5 min
[13:39:27] <_methods> for full dose
[13:39:47] <_methods> drink 1 can dewshine for added anesthesia
[13:39:58] <CaptHindsight> sounds just like the Astronaut Playset
[13:41:36] <Sync> doritos dewshine?
[13:45:24] <gregcnc> TL783 regulator in To-220 in the G320 is not really common anymore
[13:45:31] <_methods> http://www.cnn.com/2016/01/27/health/tennessee-teenagers-die-dewshine/
[13:46:19] <gregcnc> capthindsight is the free side of clamp middle screw tapped, i think they do they to allow you to use that screw to open the clamp
[13:59:24] <CaptHindsight> I'm just going to mount the spindle and drill a hold right through and pin it, I don't want it to move :)
[14:01:42] <CaptHindsight> I'm actually not using it for cutting anything, just spinning things. So the most load is centrifugal and any imbalance from the part being spun
[14:11:03] <CaptHindsight> somebody in China must be making some #18-20ga wire for cheap, it has a rubbery insulation and it's been coming with every device that includes wired connections
[14:12:12] <CaptHindsight> 200C silicone rubber Weiaxuan wire
[14:12:38] <CaptHindsight> Weidaxuan
[14:13:21] <_methods> waxoff
[14:13:24] <gregcnc> is it actually silicone?
[14:13:36] <FloppyDisk5_25> is it total crap, or medium crap?
[14:13:59] <FloppyDisk5_25> I got some ferrules that were not ideal, but great for linuxcnc type projects...
[14:15:05] <CaptHindsight> feels like silicone
[14:16:12] <CaptHindsight> Weidaxoff
[14:16:25] <_methods> weidaxon
[14:16:27] <_methods> weidaxoff
[14:16:29] <CaptHindsight> _methods: partner co ^^
[14:16:36] <_methods> hehe
[14:16:46] <_methods> owned by danielsan
[14:17:09] <CaptHindsight> lets mix cultures :)
[14:17:18] <CaptHindsight> was watching Clue the other day
[14:17:41] <CaptHindsight> forgot how they treated Charlie Chan
[14:17:53] <CaptHindsight> was mostly Japanese jokes
[14:21:51] <Frank__> hii i will ask again, maybe some new people now :D does anyone use spring loaded rack and pinion?� like mechmate or shopbot
[14:23:09] <CaptHindsight> Frank__: spring, dual servos (one for preload) or double helical gears work
[14:24:04] <Frank__> dual servos?? i will do gantry type with two servos sync together
[14:24:09] <Frank__> thats what you mean?
[14:24:35] <Frank__> just plasma or wood routing too :D ?
[14:24:56] <CaptHindsight> Dual-Pinion Electrical Preload
[14:25:10] <CaptHindsight> http://www.atlantadrives.com/systems1.htm
[14:25:56] <CaptHindsight> http://machinedesign.com/motorsdrives/separating-rack-and-pinion-myths-reality
[14:26:38] <Frank__> yeah i've read the last one
[14:26:54] <CaptHindsight> http://machinedesign.com/motorsdrives/roller-pinion-linear-drives
[14:27:13] <CaptHindsight> http://machinedesign.com/news/rack-and-roller-pinion-eliminates-positioning-errors
[14:29:05] <jepler> CaptHindsight: "Germany Bearings" reminds me of the "Ball Bearing"-brand fan I got once. It was a sleeve-bearing type fan which contained no ball bearings.
[14:29:17] <CaptHindsight> heh
[14:29:22] <Frank__> but that option is out of my reach, my main concern is this: i've been drilling the rack holes and they are in a tricky position, i coudlnt really drill them in a perfect straight line, some are 1 or 1.5mm away from spot. idk how to align properly the rack with this tolerance, i was thinking spring loading or making the rack clearance holes way bigger than they should to account for correction, and then use flange bolts...
[14:30:26] <Frank__> im setting a gantry cnc router 2.4mts long,
[14:30:33] <Frank__> thanks for any input!
[14:31:03] <CaptHindsight> Frank__: post pics for us to be clear
[14:31:09] <Frank__> ok!
[14:31:14] <CaptHindsight> a picture is worth a 1000 words
[14:31:25] <CaptHindsight> and things get lost in translation
[14:33:15] <Frank__> what kind of pic ? haha whats the tricky part of my text
[14:34:19] <Frank__> im uploading of the hole cad design
[14:34:48] <Frank__> http://imgur.com/LVry62N
[14:35:04] <CaptHindsight> lots of things, from which side are you bolting? Holes in what? etc etc
[14:37:27] <CaptHindsight> Frank__: so which holes are 1-1.5mm off? and from center line of the rails or from center of each mounting hole in the rails?
[14:40:19] <CaptHindsight> http://abcnews.go.com/blogs/business/2012/03/its-100-percent-beef-company-on-defensive-as-it-closes-plants/
[14:40:48] <Frank__> the ones on the side, that hold the rack, i punched every starting hole in a perfect straight line (which were parallel to the rails) and those holes are the 1-1.5mm we are talking about
[14:42:00] <CaptHindsight> do the racks have threaded holes?
[14:43:23] <Frank__> no, the structure will be tapped
[14:43:37] <Frank__> (where rack sits)
[14:43:46] <Frank__> Aka. holes we are talking about.. hahah
[14:43:59] <CaptHindsight> see that where a pic would help
[14:44:06] <CaptHindsight> rather than 200 questions
[14:45:34] <CaptHindsight> so pics or a detailed description that requires no guesswork or mind reading or I'm out :)
[14:47:33] <Frank__> have you seen the one i uploaded? i guess it doesnt give much info either...
[14:47:37] <Frank__> http://imgur.com/LVry62N
[14:47:52] <Frank__> thanks anyway
[14:47:53] <CaptHindsight> not enough detail
[14:50:19] <CaptHindsight> http://seenthroughhiseyesllc.com/wp-content/uploads/2015/02/Bridgeport-247x300.jpg what size is the bolt in that round thingy in the middle of the thing that spins?
[14:51:22] <t12> you mean the threaded metal thing in the roung part with oil on it?
[14:51:26] <t12> round
[14:52:00] <CaptHindsight> yeah, but more left than up
[14:52:10] <t12> its painted grey in that picture right?
[14:53:02] <CaptHindsight> vs part number 52 in this drawing
http://www.practicalmachinist.com/vb/attachments/f20/16718d1256754650-2j-head-knocks-neutral-clipboard02.jpg
[14:53:30] <t12> drawing exploded diagrams by hand must have been really
[14:53:32] <t12> interesting
[14:53:38] <t12> i guess lots of tracing paper layers of full part drawings
[14:53:47] <CaptHindsight> my dad used to
[14:53:55] <CaptHindsight> he had all sorts of tricks
[14:54:10] <t12> doing them in solidworks is.. fun instead
[14:54:20] <t12> i gotta learn my control theory
[14:54:24] <CaptHindsight> he test was to copy something to scale with just a straight edge and a pencil and paper
[14:54:32] <t12> which means i have ot learn my for real maths
[14:54:49] <CaptHindsight> he'd use his shoelace to draw circles
[14:55:21] <CaptHindsight> all this is getting lost with CAD
[14:55:24] <gregcnc> before they invented the compass?
[14:55:28] <Frank__> haha its ok guys i got it, however i was just asking if the clearance hole for a bolt can be oversized and use a flange bolt to have enought space to accomodate for drilling error
[14:55:44] <t12> i'm at client office
[14:55:54] <t12> someones pug just made a b-line for me and sat next to me on the couch
[14:55:54] <CaptHindsight> then again I use my shoelace with my mouse to feeehand circles :)
[14:56:35] <CaptHindsight> Frank__: not much else you can do unless you weld and redrill
[14:57:34] <_methods> or just skip that bolt if it's only 1
[14:57:36] <Frank__> well i wouldnt even weld, cuz its machined surface, and i dont have a proper way to do the holes..
[14:57:56] <_methods> but if it's off location then the bolt head should hit one side if you drill it oversized
[14:58:25] <Frank__> so its that or spring loading and having some actual error from the rack to the gantry guides
[14:59:46] <Frank__> actually, now that it comes to my mind, i might do some wired drilling on the racks, like a rectangle hole for aligning purposes, i've seen those before.. buy anyway im talking in my head again... ahaha
[14:59:55] <CaptHindsight> _methods: thats what really thick fender washers are for
[15:00:01] <_methods> yeah
[15:01:24] <Frank__> well, your supposed to learn something every day dont you? lol
[15:01:46] <CaptHindsight> now you know what to avoid next time
[15:02:25] <Frank__> whats that?
[15:02:27] <gregcnc> Frank__ what is your drilling process?
[15:02:34] <Frank__> lol ur gonna make fun of me
[15:02:56] <Frank__> i would gladly take a pic for you,, but ur going to laugh
[15:03:05] <gregcnc> we all start somewhere
[15:03:37] <gregcnc> are you center punching?
[15:03:52] <gregcnc> are your drills sharp?
[15:04:03] <_methods> do you even drill bro
[15:04:16] <Frank__> haha, uploading
[15:04:17] <gregcnc> yes that
[15:04:55] <Frank__> im center punching, i guess i could try a new drill :D
[15:05:05] <ssi> what size hole
[15:05:18] <aventtini6> hello gys
[15:05:19] <Frank__> 5mm for m6
[15:05:26] <ssi> centerpunch, spot drill, pilot drill, enlarge in steps
[15:05:32] <Frank__> but i loved the idea of fender washers
[15:05:32] <ssi> it's tedious but it's necessary
[15:05:43] <Frank__> i hope to find some localy, never seen them
[15:05:45] <ssi> ream to final size if you wanna get fancy :D
[15:07:01] <Frank__> i am using a bench drill in a wired way
[15:07:28] <CaptHindsight> https://c1.staticflickr.com/1/87/252284705_f4bd9dd35f.jpg you bits should not look like this
[15:08:31] <Frank__> hahaha
[15:08:41] <t12> lol
[15:08:51] <t12> just sharpen it a bit into a boring bit
[15:09:29] <Sync> too flexible
[15:09:32] <Frank__> cant upload to imgur, any other site that you know of?
[15:09:33] <CaptHindsight> boring bar in a hand drill
[15:09:47] <CaptHindsight> imagebin.ca
[15:12:22] <Frank__> http://imagebin.ca/v/2VAJYcnN1k7y
[15:12:24] <Frank__> heres one,
[15:12:33] <Frank__> forgot to twist
[15:12:38] <Frank__> :D
[15:13:15] <Frank__> bottom line, everythign moves while im trying to drill
[15:13:23] <Frank__> http://imgur.com/iFTCKzn
[15:13:36] <CaptHindsight> well it will be good enough for wood
[15:13:50] <CaptHindsight> use bolts with thick washers
[15:14:19] <Frank__> yeah, besides its the rack only, the linear guides holes are way easyer
[15:15:17] <Frank__> (sorry for the grammar mistakes, obviously not my first language)
[15:19:13] <_methods> nice drill press
[15:20:12] <_methods> looks pretty solid
[15:29:01] <Frank__> well, if you set it up properly it does the job!
[15:39:51] <CaptHindsight> me dont boder with grammor or speeling
[15:46:44] <Deejay> no understand
[15:48:05] <CaptHindsight> it's IRC it's close enough
[16:00:27] <CaptHindsight> http://imagebin.ca/v/2VAXeWUSzoH0 http://imagebin.ca/v/2VAXsZZwbDrT both state 100W LED driver, lets see which one is closest to 100W continuous duty
[16:03:58] <Nick001-shop> Doing a latency on a newer computer- getting 70000/97000 - any good?
[16:04:42] <Deejay> gn8
[16:05:31] <Gaston|Home> Q: could someone please explain the relationship between machinekit and linuxcnc?
[16:06:04] <CaptHindsight> Gaston|Home: machinekit is a fork of Linuxcnc
[16:06:10] <jepler> Gaston|Home: machinekit is a fork of linuxcnc that occurred between our 2.6 and 2.7 releases. Initially their focus was better support for ARM systems like beaglebone.
[16:06:30] <CaptHindsight> Nick001-shop: are you using LPT or a mesa FPGA card?
[16:08:28] <Gaston|Home> jepler and CaptHindsight, so is it a benign (j/k) fork or was there ebil flamewars included in dreating the fork? I don't see the need to fork if you want to support less powerful CPU's ...
[16:10:25] <jepler> Gaston|Home: By and large we were all civil to one another, but core linuxcnc developers (including me) had technical objections to some of the things in their tree unrelated to their primary stated goals. we never got past those objections, and they decided to go their own way under a new name.
[16:11:15] <jepler> since that time, linuxcnc 2.7 builds on ARM systems including realtime support for PREEMPT-RT kernels, but nobody has ever contributed hardware drivers for any of the popular ARM boards.
[16:12:31] <Gaston|Home> i think I have even seen some roadmap to split frontend out of linuxcnc which would be one way of reducing load ?
[16:13:33] <Gaston|Home> I'm just trying to get a feel for the landscape... Thanks for the information
[16:14:07] <CaptHindsight> Linuxcnc builds and runs on the original Cubieboard A10 with preempt_rt, but the hm2_spi and hm2_eth were only compiled and not tested with Mesa hardware
[16:14:32] <jepler> Certainly the performance of the LinuxCNC UIs that have 3d previews is low on the common ARM boards, because they do not accelerate OpenGL (they typically accelerate a related but incompatible API called OpenGL ES)
[16:15:46] <CaptHindsight> it ran the sim's and the graphics were smooth
[16:16:06] <CaptHindsight> Gaston|Home: what hardware are you considering?
[16:16:43] <jepler> CaptHindsight: I'm guessing you didn't load any million-line gcode files like they tend to generate for 3d printing
[16:16:52] <jepler> (that was also an important focus of the machinekit people)
[16:17:37] <CaptHindsight> just a few of the sims
[16:18:24] <CaptHindsight> oh yeah those glue guns
[16:18:37] <jepler> you could make your disdain a little more obvious
[16:19:00] <Gaston|Home> I have one small mill (Emco VMC-100) and one lathe (Emco Compact 6P also called 120P). I have already bought new stepper drivers for the existing 5-phase steppers. I am in the prcoess of picking spindle drivers for both machines.
[16:19:52] <Gaston|Home> I haven't decided if I should stay with DC-drives or switch to AC or something more fancy (servo)
[16:20:02] <CaptHindsight> g-code for DLP/LCD or inkjet 3d printers is never that long
[16:20:10] <gregcnc> DC drives fro the EMco motor are not very common
[16:20:26] <gregcnc> The lathe motor
[16:20:44] <Gaston|Home> it's just a DC-drive 600W for the mill and I think 3kW for the lathe
[16:21:04] <gregcnc> The Lathe motor has a separately excited field
[16:21:16] <Gaston|Home> the lathe requires separate armament and anchor drives (spelling?)
[16:21:36] <jepler> huh, reprap has added checksums to their gcode dialect
[16:21:59] <jepler> that's the *57 in: N3 T0*57 ; This is a comment
[16:23:17] <Gaston|Home> For the control I have two common requirements, fixed tapping tooling. I believe from what I have seen so far linuxcnc is by far the best route to go.
[16:23:17] <CaptHindsight> maybe they are concerned about people sneaking hidden messages in their files
[16:23:29] <Sync> wut jepler
[16:23:42] <CaptHindsight> here's that "Yoda" file you asked for
[16:26:31] <Gaston|Home> gregcnc: Have you upgraded / converted an Emco lathe?
[16:27:04] <gregcnc> I'm working on a Compact 6
[16:27:13] <Nick001-shop> <CpatHindsight> will be using 5125 & 7i77 - right now nothing is installed
[16:28:43] <Gaston|Home> gregcnc: Cool ! Where are you in the upgrade?
[16:28:59] <gregcnc> Have you found a suitable DC drive? in the US they are uncommon and you need 400V to get full power. I have 2.2kW AC motor and VFD.
[16:29:15] <CaptHindsight> Nick001-shop: servo threads are much longer than your latency
[16:30:16] <gregcnc> http://www.dieselrc.com/projects/emcocompact6/ I need to update. I'm testing servos and making installing a new spindle encoder.
[16:30:31] <Gaston|Home> gregcnc: I was actually considering two seperate drives as the excitement field can be run as a slave to the actual RPM
[16:30:33] <CaptHindsight> Nick001-shop:
https://forum.linuxcnc.org/forum/18-computer/21442-is-latency-an-issue-when-using-a-mesa-card
[16:31:39] <Gaston|Home> gregcnc: you only need to weaken the field toward the higher RPMs (afaik)
[16:32:49] <gregcnc> you get 1800Spindle RPM at full field
[16:33:22] <gregcnc> were you the one working on a fusion post for the vmc100?
[16:33:39] <Gaston|Home> yep thats me :)
[16:34:10] <Gaston|Home> it's 99% and won't get much further without feedback :P
[16:39:04] <Nick001-shop> Read the page and still lost a little. My #'s seem a little high but that's why I'm asking
[16:40:05] <CaptHindsight> try all the BIOS settings
[16:40:17] <CaptHindsight> kill all power management
[16:40:38] <CaptHindsight> and virtualization
[16:48:19] <MrSunshine> modern pcs vs older pcs when it comes to speed of realtime, better or worse ?
[16:48:47] <archivist> depends
[16:50:30] <MrSunshine> i guess a mesa card is to be prefered tho =)
[16:51:41] <Gaston|Home> gregcnc: you have a private message. Time fo me to hit the bunk...
[17:07:52] <PCW> modern PCs can be very good
[17:07:54] <PCW> http://freeby.mesanet.com/h97-g3258-preemt-rt.png
[17:10:31] <Nick001-shop> PCW what latency is useable for 5i25 & 7i77?
[17:37:35] <JT-Shop> I'm setting up a Gigabyte J1900N-D3V motherboard, are the disk utilities any use to us with Linux?
[17:40:51] <Sync> o0
[17:57:57] <FloppyDisk5_25> the cpu in PCW's test is this:
http://www.newegg.com/Product/Product.aspx?Item=N82E16819117374
[17:58:53] <FloppyDisk5_25> I don't know enough to compare it to others, but seems 'middle of the road' at best (which is good)
[18:00:06] <FloppyDisk5_25> I have no idea what program he's running to output the distributions? Looks like 10 instances of glxgears is going?
[18:00:18] <FloppyDisk5_25> distributions - ie latency reports.
[18:01:10] <FloppyDisk5_25> JT-shop - I used two d525mw motherboards, one w/ 2.6 (debian wheezy - not your fav!) and one windows 7. And, I never used that disk...
[18:01:54] <FloppyDisk5_25> I didn't have any issues and you want to use the basic video drivers, IIRC.
[18:03:35] <FloppyDisk5_25> http://www.ebay.com/itm/262257079519 Think I could get that in my garage? Would I want to?
[18:03:50] <FloppyDisk5_25> Finally something close by and not too expensive.
[18:17:22] <Jymmm> GOT TACOS??? HAHAHA, AWESOME….
http://mashable.com/2015/12/23/burglars-just-want-tacos/#QsGSea3Bdaq0
[18:28:57] <Sync> why not FloppyDisk5_25
[18:30:32] <JT-Shop> nice a slant bed lathe
[18:38:35] <PCW> Nick001-shop: 50 to 500 usec of jitter should be fine at a 1 KHz thread rate depending on required
[18:38:37] <PCW> accuracy, max acceleration and whether you use the DPLL retiming option
[18:38:39] <PCW> the latency plot is created by "latency-histogram" which is part of LinuxCNC
[18:54:34] <Erant> Any opinions on Unimat lathes?
[18:55:52] <Erant> I'm not getting it, I think it's too small, but I'm curious if they're considered good or bad lathes.
[18:56:23] <Erant> http://sfbay.craigslist.org/eby/tls/5425038397.html
[19:02:41] <Sync> they are not
[19:02:57] <Erant> They are not... good?
[19:03:10] <Erant> I just noticed it doesn't have a compound.
[19:06:53] <Sync> they are not considered bad lathes
[19:06:59] <Sync> but they are watchmaker lathes
[19:10:28] <Erant> It looks nice, but it's too small for my purposes.
[19:10:43] <Erant> Though I don't think it's a bad deal.
[19:14:56] <Erant> PCW: You're in the bay, do you know of any machinist auction places?
[19:15:09] <Erant> Or should I just stick to CL.
[19:16:01] <_methods> auctions are usually best
[19:16:10] <_methods> but it's hit or miss
[19:22:57] <_methods> patience is the key
[19:35:55] <PCW> I stay away from auctions, already have too much stuff
[20:05:42] <_methods> pretty sure my wife wishes i'd do the same lol
[20:06:34] <malcom2073_> My wife encourages me... which thus far I've found is actually terrible. I have no money, and a bunch of half working equipmnt
[20:14:09] <FloppyDisk5_25> Erant: Bay area acution places:
[20:14:29] <FloppyDisk5_25> www.aagauction.com
[20:14:46] <FloppyDisk5_25> http://ashmancompany.com/Auctions/Index/
[20:15:34] <FloppyDisk5_25> I rarely go or bid, but if I do, you have to not bid on the things I want - hehehe...
[20:17:40] <FloppyDisk5_25> ahh, latency histogram:
http://linuxcnc.org/docs/html/install/latency-test.html Easy enough..
[20:18:07] <FloppyDisk5_25> definitely a duh on that one...
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}