Back
[00:01:46] <MattyMatt> I saw a neat one made from a fat RC bldc with hollow shaft and one of those ER16 shanks
[00:02:34] <MattyMatt> no software speed control iirc
[00:03:16] <MattyMatt> but with tools that small, you usually just want the fastest you can get
[00:04:37] <rue_shop3> would anyone say this is a good channel for chatting about M and G codes?
[00:04:58] <XXCoder> heh mines faster at 27k rpm
[00:04:58] <MattyMatt> which ones?
[00:05:51] <MattyMatt> http://linuxcnc.org/docs/html/gcode.html these are the G and M codes used here
[00:05:56] <renesis> rue_shop3: kinda
[00:06:04] <rue_shop3> there isn't a cad to cam program thats free for linux that still works, so I'm gonna write soemthing simmple, right now my machine runs a custom code set, but I'd like to switch it to emc or grbl
[00:06:26] <rue_shop3> so if I wrote soemthing that does basic M and g code output I'd be happy
[00:06:55] <renesis> its on topic but its not really talked about a ton
[00:06:57] <MattyMatt> the blender script works pretty well, except it's old blender
[00:07:01] <renesis> like, specifics
[00:07:20] <rue_shop3> my current machine only has a few commands
[00:07:22] <MattyMatt> old blender = 2.49
[00:07:49] <Sync> oh the blendercam thing
[00:07:51] <Sync> meh
[00:07:59] <yasnak> i know alot of g and m code ;P
[00:08:13] <rue_shop3> motor on, motor off, line to x.y, set x, set y, set z, circle around x,y, arc around x,y thats t degrees
[00:08:21] <rue_shop3> set feed rate
[00:08:24] <yasnak> m3 on
[00:08:28] <yasnak> m4 ccw
[00:08:31] <yasnak> m5 off
[00:08:38] <yasnak> g0 g1 xyz
[00:08:41] <rue_shop3> its only one dir :)
[00:08:49] <rue_shop3> g1 is lines?
[00:08:58] <yasnak> g0 rapid
[00:09:01] <yasnak> g1 feed
[00:09:04] <yasnak> g2 arc
[00:09:07] <yasnak> g3 arc
[00:09:18] <yasnak> g4 dwell
[00:09:20] <rue_shop3> so the cad proram I want to make dosn't need to output lots of different codes
[00:09:37] <rue_shop3> k
[00:09:39] <MattyMatt> I added a load of stuff to the blender script, but I haven't ported to new blender yet. it doesn't help that it's all in Polish
[00:09:59] <rue_shop3> I want 2d -> gcode
[00:10:03] <yasnak> why not just get a machinist calculator? most will output this for you. this is standard gcode
[00:10:09] <rue_shop3> take this circle and make it a pocket, etc
[00:10:32] <rue_shop3> I'm really surprised nobody has make a mastercam knockoff
[00:10:39] <yasnak> it takes more time to do all that, i'd just learn it and be done with it
[00:10:53] <rue_shop3> right now I write it all by hand for my machien
[00:10:54] <yasnak> because these simple things are usually not needed in mastercam...
[00:10:59] <MattyMatt> I wrote gcode subroutines for stuff like that
[00:11:14] <yasnak> and when its on an ACTUAL machine you use the machine's conversational control
[00:11:18] <yasnak> which does exactly this
[00:11:22] <rue_shop3> which means that the machine is almost useless because it takes longer to code a program and wait for it to cut it out than for me to do it by hand
[00:11:34] <yasnak> nope, read above
[00:11:56] <rue_shop3> if I want to do a multipass cut, i have to code it by hand
[00:12:12] <yasnak> you don't have to
[00:12:15] <rue_shop3> I usually write a qbasic program to repeat all the moves at the different levels
[00:12:22] <yasnak> it all depends on what you're doing
[00:12:42] <yasnak> you can't just do that see? how would it know you want passes on the inside and not the outside? if its a pocket or a contour?
[00:12:45] <rue_shop3> usually 2.5D routing
[00:12:47] <MattyMatt> I found it just as quick to write the gcode by hand, and it was better because blender doesn't have arcs so the CAM script never outputs G2/G3, just lots of small G1
[00:13:02] <rue_shop3> easy I write my program simple
[00:13:10] <rue_shop3> only cuts ON the lines you draw, etc
[00:13:47] <yasnak> okay whatever you want to do man, its already out there though. and actual machine controls have this.
[00:14:11] <yasnak> seems more of a learning issue, not a 'software doesn't exist' issue :P
[00:14:20] <rue_shop3> I want to be able to write routes with 18 liens/arcs in them that are stepped .25" down thru 2" of material
[00:14:44] <rue_shop3> I do what your saying now, and I dont use the machien because of it
[00:14:56] <rue_shop3> I WANT to take dxf drawings, convert and cut them
[00:15:11] <rue_shop3> I'm compormizing
[00:15:18] <yasnak> thats what cam software is
[00:15:30] <rue_shop3> and there is no free working cam software for linux
[00:15:34] <yasnak> then you use a postconfig for whatever your machine control is
[00:15:41] <yasnak> use wine in linux
[00:15:53] <yasnak> to run windows programs
[00:15:53] <rue_shop3> rather write my own
[00:15:59] <yasnak> cool, have fun
[00:16:03] <rue_shop3> yea
[00:16:40] <rue_shop3> I'll start writing it, but someone else will finish one before I do
[00:16:58] <rue_shop3> but I been waiting 3 yeras, so this is their motivation
[00:21:03] <XXCoder> freecad has some cam
[00:21:06] <XXCoder> its quite rough
[00:49:18] <rue_shop3> I dont think I'v been able to run freecad, it just crashes
[00:49:36] <rue_shop3> it might have been one of the ones that runs, but crashes if you click on anything
[02:29:52] <Deejay> moin
[02:30:07] <XXCoder> hey
[02:30:12] <Deejay> :)
[02:42:55] <anomynou1> i often do simple holes with cam too. Depends how many tools it takes. The control has nothing conversational, though, and not even copy-paste.
[02:48:44] <anomynou1> also the red button works only sometimes. And feed override doesn't work after tool change. If you use the mode selector switch as the red button, the cutter sometimes dashes a bit to a position ;D
[02:50:15] <anomynou1> once it clamed tool so the keys on the spindle didn't go in to their slots, and it did double-chamfer to the the work piece ;D Good thing it didn't rapid plunge a big u-drill into work piece ;D
[02:50:47] <anomynou1> u-drill = indexable drill...
[02:57:56] <aventtini6> hello
[02:57:58] <aventtini6> :D
[02:58:31] <XXCoder> looks like X.org managed to register x.org
[02:58:37] <XXCoder> they almost lost it
[02:59:16] <anomynou1> almost doesnt count
[02:59:38] <anomynou1> maybe it would just name change and get free advertisement because of the humour value
[03:06:59] <SpeedEvil> I have a four letter .com
[03:07:15] <SpeedEvil> I got it by the simple expedient of setting up snipes on ebay for ages on all of them
[03:08:10] <XXCoder> nice
[03:08:16] <XXCoder> fuck.com eh ;)
[03:09:21] <SpeedEvil> qkwv
[03:09:29] <SpeedEvil> I need to actually get it working
[03:12:33] <anomynou1> ;D
[03:13:24] <XXCoder> SpeedEvil: whats good tld to get domain
[03:13:27] <XXCoder> pretty cheap[
[03:13:50] <SpeedEvil> I have no idea
[03:13:52] <mikeh_> i have myname.co
[03:13:57] <mikeh_> don't get .co
[03:14:04] <XXCoder> why?
[03:14:07] <anomynou1> http://qwer.org/
[03:14:12] <mikeh_> i have to say yeah my email is mike@myname.co. that's co! not com!
[03:14:35] <Valduare> lol
[03:14:40] <XXCoder> heh
[03:14:41] <Valduare> did you mean .com
[03:14:48] <Valduare> >:)
[03:14:54] <mikeh_> i would prefer .io i think
[03:14:58] <mikeh_> .io is kinda pricey
[03:15:04] <SpeedEvil> .aero
[03:15:05] <XXCoder> .me
[03:15:12] <XXCoder> or .xxx heh
[03:15:18] <XXCoder> I bet someone registered xxx.xxx
[03:15:20] <SpeedEvil> I could have almost justified .aero for a project
[03:15:41] <mikeh_> non two letter domains are weird
[03:15:51] <mikeh_> like of all the new ones
[03:15:56] <mikeh_> look so fake :P
[03:16:24] <SpeedEvil> Don't worry. There are always unicode domains.
[03:16:31] <SpeedEvil> That you have no hope of typing or remembering.
[03:18:13] <XXCoder> SpeedEvil: namecheap has weird flaw that would allow me to buy 2 digit domain for $1 year
[03:18:20] <XXCoder> I wont use it but yeah
[03:18:24] <SpeedEvil> fun
[03:18:30] <SpeedEvil> http://imgur.com/gallery/JIMLn - heh
[03:19:07] <XXCoder> lol
[03:19:46] <XXCoder> no.rent $3,250 lol
[03:19:51] <XXCoder> wish I was less ethical
[03:20:00] <XXCoder> or I'd buy $1 a year for 10 years
[03:41:00] <archivist> I just use one domain and add subdomains at will
[03:41:39] <archivist> running your own dns has advantages
[03:42:42] <XXCoder> wont you have email delivery problems?
[03:43:01] <archivist> I use a gmail address
[03:43:27] <XXCoder> hmm ok
[03:44:08] <archivist> I do run email on one domain though
[03:52:15] <XXCoder> easydns sucks
[03:52:24] <XXCoder> I cant compare prices
[03:52:36] <XXCoder> I MUST select TLD
[03:52:41] <XXCoder> so..
[04:27:45] <miss0r> after a very hard transport that took up most of yesterday; i now have a TOS NK 25A standing in my shop. (the machine weighs in at ~4000 pounds). It was free but everything seemed in working order. Right up until i started playing around with it a bit more last night. Then I discovered that the quill is stuck. I disasembled the quill locking mechanism, but that was not the issue. I am fearing
[04:27:45] <miss0r> there might be rust in there somewhere or something in that order. Do any of you guys have experience with this?
[04:27:58] <miss0r> TOS FNK 25
[04:28:00] <miss0r> A
[04:28:37] <XXCoder> quill is stuck how?
[04:29:06] <miss0r> I can't move it up and down :)
[04:29:13] <miss0r> i.e. stuck solid
[04:29:21] <miss0r> not even the slighest movement
[04:29:33] <XXCoder> odd. not a lathe guy though
[04:29:41] <miss0r> its a mill
[04:29:55] <XXCoder> maybe whatever it uses to lock is stuck locked even when you unlock it
[04:30:23] <miss0r> I did think of that, So I completely removed the lock
[04:30:53] <anomynou1> hit it with a hammer
[04:31:02] <XXCoder> dead blow type
[04:31:04] <anomynou1> (just kiddying)
[04:31:09] <anomynou1> no... a sledgehammer
[04:31:17] <miss0r> in that process damaging the bolt holding it in place, because being tired, I didn't start to think it could be a leftie thread
[04:31:47] <XXCoder> but still removed?
[04:31:57] <miss0r> anomynou1: why stop there... explowsives are better
[04:32:01] <miss0r> XXCoder: yes
[04:32:04] <anomynou1> miss0r, =)
[04:32:18] <XXCoder> well
[04:32:32] <XXCoder> grab a deadblow hammer and tap it maybe it's just "metal welded"
[04:32:46] <XXCoder> or maybe loosen rust
[04:33:01] <miss0r> in the z-direction?
[04:33:35] <XXCoder> in severial directions
[04:33:41] <XXCoder> one of em might jar it loose
[04:34:22] <miss0r> indeed. I'll have to remove the belt drive from the top then. the quill in what looks like completely retracted
[04:34:45] <anomynou1> maybe they didnt use the quill
[04:35:20] <miss0r> anomynou1: perhaps. what I do know for a fact is, it has been in storage for the past 7 years. unused
[04:35:41] <miss0r> thats why, I got it for free, if I just removed it for them
[04:35:58] <anomynou1> so you got a free milling machine
[04:36:17] <XXCoder> miss0r: its worth it from scrap alone
[04:36:25] <XXCoder> but if it works its hella of a bonus.
[04:36:26] <miss0r> yes. So listen to me yak about a defective quill
[04:37:04] <anomynou1> its not complaining if you want to fix it :)
[04:37:11] <miss0r> I am telling you. Getting it in my very small shop was a hellova workload
[04:37:39] <anomynou1> coffee
[04:37:42] <anomynou1> needs
[04:37:43] <anomynou1> coffee
[04:37:45] <anomynou1> :U
[04:37:58] <anomynou1> another pro-tip: rusted bolts always open after torching them ;D
[04:38:23] <miss0r> I could only get it through the door if I removed the spindle motor, and then only with a margin of 1/4" in height
[04:39:17] <miss0r> also. I have something like 4 meters of dirt between my shop and the road outside. meh... good that is overwith
[04:39:35] <XXCoder> lol tough I bet
[04:39:46] <anomynou1> are you going to cnc it
[04:41:38] <anomynou1> https://www.youtube.com/watch?v=4ebpSaBkZug makes me so want hydraulic vises with jaws like that ;D
[04:42:09] <miss0r> perhaps at some point. I already have a home
[04:42:28] <miss0r> cnc'ed Arboga U2508 and a RolandDG PNC-3100 in here
[04:42:45] <anomynou1> is this mill bigger?
[04:42:50] <miss0r> so, at the moment it is to be used for large surface
[04:43:07] <miss0r> https://www.youtube.com/watch?v=-9yrxk3CAzs
[04:43:41] <miss0r> it is. a few seconds into the video, you see a guy at the mill
[04:51:03] <XXCoder> tried dead blow hammer?
[04:53:41] <anomynou1> i would use hard hammer and a safe surface. If it is jammed. But not crazy hard ;D
[04:54:01] <miss0r> the problem is. the only place I can hit the quill is in the upwards direction. and It seems it is already in the upmost position
[04:54:17] <XXCoder> cant do down?
[04:54:29] <XXCoder> if I recall from mill design, there should be top bolt
[04:54:34] <miss0r> nowhere to land the blow.
[04:54:40] <XXCoder> one that you loosen to remove taper
[04:54:48] <XXCoder> or collet
[04:54:52] <miss0r> well, indeed. but if I start to hit it there, the force has to traven through the bearings
[04:55:09] <XXCoder> that might ruin em?
[04:55:33] <miss0r> the way i'm seeing it; if there is another way, I don't want to risk it
[04:56:07] <miss0r> they are build to withstand 'some' axial' force - but hitting it with a hammer might be stretching it
[04:56:09] <anomynou1> trololol. You did disengage the quill feed? ;D
[04:56:27] <miss0r> anomynou1: yes. :)
[04:56:38] <miss0r> also took that completely apart just to be sure
[04:56:55] <anomynou1> mm
[04:57:01] <anomynou1> turn it on and use feed? ;D
[04:57:24] <miss0r> did that. but it maxes out in the safety clutch
[04:57:36] <XXCoder> maybe lever to move it down and up isnt connected heh
[04:58:32] <miss0r> it is. and I am expending just enough force on the lever arm not to bend it
[04:59:03] <XXCoder> in IT field its best to check simple and olvious first
[04:59:08] <XXCoder> because its cheap enough
[04:59:52] <anomynou1> can you excert that power to the lever and and semi-gently tap to the quill whree little dents dont matter
[05:05:19] <anomynous> im bored of my nickname
[05:05:26] <anomynous> want a new one
[05:05:31] <XXCoder> Tweem
[05:05:41] <anomynous> what does that mean
[05:05:46] <XXCoder> dunno
[05:06:30] <anomynous> http://www.urbandictionary.com/define.php?term=Tweem
[05:06:33] <anomynous> what is butt check?
[05:07:14] <anomynous> XXCoder,
[05:07:27] <XXCoder> dunno lol I just randomly made up word
[05:07:33] <anomynous> naw
[05:07:35] <anomynous> i dont buy that
[05:07:46] <XXCoder> belive whatever you want
[05:07:52] <anomynous> mm
[05:07:55] <anomynous> make up a new word
[05:08:10] <XXCoder> weeian
[05:08:23] <anomynous> weedian?
[05:08:39] <XXCoder> why not
[05:08:53] <XXCoder> man I love clickspring
[05:09:05] <anomynous> clickspring videos are good
[05:09:45] <XXCoder> nice bonus is that guy is a toolmaker too.
[05:10:34] <anomynous> i maded a jig. does that count?
[05:10:45] <XXCoder> not really
[05:10:49] <anomynous> :(
[05:10:50] <XXCoder> you dont make custom ems and stuff
[05:10:57] <XXCoder> clickspring guy does
[05:11:04] <anomynous> yes i saw
[05:11:31] <XXCoder> he made HUGE umm whats that called inverted V tool
[05:11:40] <XXCoder> he explains it has problems but worked
[05:11:41] <anomynous> v groove em?
[05:12:32] <XXCoder> I forgot what that shape is called, but wider at end than at holder side
[05:13:03] <anomynous> dove tail?
[05:13:13] <XXCoder> maybe?
[05:13:17] <anomynous> at custom angle
[05:13:45] <anomynous> they call those salmon tails in finnish
[05:16:37] <XXCoder> interesting
[05:16:59] <XXCoder> yep dove tail
[05:18:58] <anomynous> http://www.ebay.com/itm/45-55-60-70-75-DEGREE-PREMIUM-HSS-DOVETAIL-CUTTER-MILLING-HIGH-SPEED-STEEL-/141779122947
[05:20:41] <XXCoder> interesting
[05:22:05] <anomynous> it has to be interesting if you are answering.
[05:22:17] <anomynous> thus you cannot be sarcastic. Im so happy.
[05:22:42] <XXCoder> nah it just looks different than ones I saw
[05:23:10] <anomynous> i saw some indexable ones too... but that has biggest angle i saw
[05:23:23] <anomynous> the one clicks made was really big angle and tall
[05:24:56] <anomynous> i wonder if theres annealed hss for sale ;D
[05:35:16] <miss0r> now the quill is so disasembled it should just 'fall' right out of the head... I can't move it with gentle hammer slaps
[05:36:38] <XXCoder> anomynous: you can anneal it yourself
[05:36:41] <miss0r> I am about to reach a point where the quill just gets to sit where it is, and I am going to just lower/raise the table to do milling (afraid I will damage it further if I force it apart
[05:37:30] <anomynous> XXCoder, doesnt it harden in air cooling too?
[05:37:56] <XXCoder> I'm not expert but from videos discruotion, slow cooling means annealed
[05:38:01] <XXCoder> rapid cooling harden
[05:38:09] <XXCoder> not to sure about specifics
[05:38:16] <XXCoder> one guy used ashes to slow down cooling
[05:39:02] <anomynous> i may be wrong, but i think they cool it really slow in owen to allow carbon separate into their chunks ;D
[05:39:18] <XXCoder> like I said
[05:39:25] <XXCoder> I'm not sure about exact details
[05:39:29] <anomynous> ok
[05:39:35] <XXCoder> miss0r: still pullking it apart?
[05:40:41] <enleth> anomynous: you can just dump it in something insulating, even sand will do
[05:41:28] <enleth> anomynous: supposedly rock wool is great for this
[05:41:47] <enleth> anomynous: heat up the part, wrap it in rockwool, wait
[05:45:32] <MrSunshine> so, ive changed the screws on the machine ... now i need to update my config for the new lead length, how do i do that without stepconf ?
[05:45:51] <archivist> an editor
[05:45:51] <XXCoder> edit HAL file
[05:46:00] <archivist> and the ini file
[05:46:26] <MrSunshine> been looking for values, and cant find any ... where to look ? =)
[05:47:08] <archivist> each axis has its own limits
[05:47:16] <archivist> look in the ini file
[05:48:07] <MrSunshine> yeah but the ini i find only accel and max velocity ?
[05:49:23] <archivist> MAX_LIMIT = MIN_LIMIT =
[05:50:22] <MrSunshine> thats axis motion
[05:50:32] <archivist> eg my lathe
http://www.archivist.info/cnc/configs/starturn/starturn.ini
[05:50:38] <MrSunshine> ive updated from a 5mm pitch leadscrew to a 10mm pitch
[05:50:49] <archivist> yes you want to limit how far they go
[05:50:56] <archivist> that is a scale
[05:51:17] <MrSunshine> but velocitys and movement is amplified 2x now ?
[05:51:33] <archivist> adjust scale so it is not
[05:52:36] <MrSunshine> ah so its SCALE i need to change then
[05:58:29] <miss0r> XXCoder: I think I will let it be. And just use the table z-axis movement
[05:58:46] <miss0r> I shall pretend the quill never existed
[05:58:59] <XXCoder> wont it limit Z length?
[05:59:07] <XXCoder> workspace Z
[05:59:15] <miss0r> somewhat.... I need to see. hang on
[06:00:11] <miss0r> doesn't seem so. I can haul the table so far up I can hit the spindle, should I be in that moode
[06:01:06] <XXCoder> thats not too bad then
[06:01:31] <XXCoder> odd thing though, you'd have to rise table to drill
[06:01:40] <XXCoder> rather than pull lever
[06:03:47] <archivist> might just be old oil gone hard sticking it, could use some packing and jack it with the table
[06:05:30] <archivist> miss0r, do you have the manuals so you know what can grip the quill
[06:09:28] <miss0r> archivist: yes. I have studied them frantically last night. There is nothing mechanical left that can grip the quill
[06:09:33] <miss0r> that has all been removed
[06:09:56] <XXCoder> metal welded on I guess
[06:10:37] <miss0r> also, I am most likely never going to be using it for drilling. I have a machine for that. and if need be for precisely placed holes, I will just put it into my CNC
[06:10:47] <XXCoder> indeed
[06:10:52] <archivist> the oils and greases should have protected it from a rust sieze
[06:10:56] <XXCoder> just do table rises
[06:11:12] <miss0r> this mill was aquired mainly for the purpose of surface milling of large objects(preparing it for cnc)
[06:11:48] <XXCoder> http://cheezburger.com/7925579776 holy balls
[06:12:49] <miss0r> archivist: I agree. That is why it is so strange. Looking at how well greased everything else is, it does not make sence to me
[06:13:06] <XXCoder> quill has removable taper part correct?
[06:13:20] <XXCoder> I wonder if at some point it spun and heated so its welded on now
[06:14:37] <miss0r> taper parts?
[06:14:58] * miss0r knows all the terms in danish, so there might be a translation problen on my part from time to time
[06:15:11] <XXCoder> I'm not too sure what your model is
[06:15:23] <miss0r> TOS FNK 255A
[06:15:26] <miss0r> 25A*
[06:15:28] <XXCoder> so I may be referencing tom part your machine dont have
[06:16:05] <XXCoder> https://www.youtube.com/watch?v=STRnxKa3GtE ?
[06:16:38] <miss0r> yes.
[06:17:17] <miss0r> althou, mine has alot more cleaning to do, than the one in the video :)
[06:17:37] <XXCoder> I saw bolt on top, it holds in collet like bridgeport does
[06:17:49] <miss0r> indeed
[06:17:49] <XXCoder> was it already removed along with collet?
[06:18:04] <miss0r> no. I removed the collect.
[06:18:06] <MrSunshine> yeey, im seeing 0 backlash in the X axis and can move the machine a hell of alot faster now =)
[06:18:12] <XXCoder> try pull out bolt
[06:18:20] <XXCoder> might help
[06:18:24] <XXCoder> MrSunshine: way to go!
[06:18:24] <MrSunshine> so i guess its just squaring the thing up left to do then im ready to roll again =)
[06:18:36] <miss0r> XXCoder: I can only pull it ~15cm then it stops
[06:18:39] <archivist> miss0r, I have had grease ho hard when it dries out, it does seize up stuff
[06:19:12] <MrSunshine> and i realy should build some kind of dustguards for the leadscrews .. but i dont know how .. and i think i know where my shatter is comming from ... lack of regidity in the brackets holding the ballnuts
[06:19:15] <XXCoder> hm might be too dumb but... is there positional max/min still locked in place on it?
[06:19:39] <XXCoder> I know I used em when I was still intern, so its easy to limit deptg
[06:19:41] <XXCoder> depth
[06:19:43] <MrSunshine> just by putting my finger on the spindle i can make it flex upwards to 0.05mm with ease on the place that moves the least :P
[06:19:45] <miss0r> archivist: I did tap it gently with a hammer. that didn't seem to do anything
[06:20:09] <miss0r> XXCoder: Not a dumb question. If it has minimum/maximum locking I have not found it yet
[06:20:20] <XXCoder> it tend to be on other side of lever
[06:20:27] <XXCoder> it looks like screw and 2 nuts
[06:20:33] <XXCoder> not exactly nuts
[06:20:56] <XXCoder> it has part where it hits "max" nut or minium so range is limited
[06:21:05] <archivist> miss0r, tons of glue force is nothing to a tiny hammer
[06:21:17] <XXCoder> stop! hammertime :P
[06:22:06] <miss0r> XXCoder: The only thing I have on the other side is the power feed. on the front of the head theres the mecanical stop limit. it can disengage the powerfeed. that is all there is it seems
[06:22:28] <miss0r> archivist: if that be the case, what am I to do?
[06:22:41] <XXCoder> is stop limits not locked down?
[06:22:54] <miss0r> no
[06:22:58] <archivist> miss0r, a press tool or leave it
[06:23:10] <XXCoder> okay video shows it as exactly on front
[06:23:16] <archivist> eg a puller
[06:23:28] <XXCoder> 2 metal "nuts" (round) and something
[06:23:52] <XXCoder> hm I see lever below main lever
[06:24:00] <XXCoder> it might be something to lock position
[06:24:16] <miss0r> XXCoder: indeed. I have plenty of movement from the part locked to the quill to the nuts. also, it all runs smoothly there - nothing locked
[06:24:48] <miss0r> XXCoder: That is the disengager for the powerfeed. the nuts on the front presses it doen to disengage once it has reached its preset
[06:24:49] <XXCoder> you know what that thingy above the lever is for?
[06:25:03] <miss0r> I have no idea :O)
[06:25:21] <XXCoder> look it up, might be something that can lock
[06:26:00] <miss0r> looking it up in the manual. hang on
[06:27:06] <XXCoder> my guess is its either CW/CCW setting or slow/fast
[06:27:21] <miss0r> oh.. that handle. that is the speed
[06:27:23] <XXCoder> there's cover above it no idea what its cover of
[06:28:03] <XXCoder> in video it has handle yours might not have
[06:29:21] <XXCoder> I just realized
[06:29:28] <XXCoder> it has auto - down and up
[06:29:41] <XXCoder> guy in video swicthed something and it automically moved head down
[06:30:15] <XXCoder> wonder if yours is stuck enaged so you cant manually move it much
[06:30:47] <miss0r> I have another black thingie just above the lever. it has a "grease nipple?" two drilled holes whith bolts deep inside of them and an unbrako pinol bolt with a spring behind it
[06:31:26] <XXCoder> maybe grab something try extract some grease see if it is indeed the case, and same time see grease condition
[06:31:51] <miss0r> like it does on this one:
http://amaron-trading.com/admin/fotogalerie/TOS%20FNK%2025%202.JPG
[06:32:54] <XXCoder> interesting. it does not have that covering near spindle motor
[06:33:00] <XXCoder> video one has it
[06:38:38] <miss0r> I can find it in the manuals machine drawings. but I can't find a description or anything mentioning that particular number it is marked with
[06:38:56] <XXCoder> fun
[06:40:40] <miss0r> damn annoying
[06:40:59] <miss0r> I will see if I can catch any grease anywhere around the quill
[06:50:39] <miss0r> bleh. This sounds like a job for... another day. As you can imagine moving 4000punds of heavy machinery into a small shop like mine takes some moving other stuff around. So I think I will spend the remainder of the day trying to get everything back in place, so I can find my all my tools, before I go any further on this machine. Thanks for your help guys
[06:51:27] <XXCoder> no problem, hope you solve it, or in least make it workable.
[06:52:22] <miss0r> I think it is quite workable the way it is now. At some point I might have another look at that quill. but, as I don't see why I would use it, it does not realy weigh out the risk of damaging something along the way trying to fix it
[06:54:27] <XXCoder> yeah better that than broken by fixing
[06:56:20] <miss0r> I also have to mend my floor. I had to drill holes for an anchor plate, that the pulley used for help hauling the machine in was mounted to. hehe
[07:00:01] <miss0r> and I think by now it is statistically proven it is 6-8 times more fun to write about it here than actualy start doing it
[07:01:04] <XXCoder> it's very hard for me to get off butt and work on my machine
[07:01:06] <XXCoder> so hard
[07:01:59] <miss0r> luckily I am off my butt. This machine is just here for controlling my roland PNC-3100 and google searching. So I am actualy standing ;)
[07:02:54] <XXCoder> nice
[07:03:05] <XXCoder> time to get off later
[07:03:22] <AmsterdamJoe> miss0r: treadmill desk?
[07:32:00] <SpeedEvil> If your treadmill desk weighs 4000lb, you may actually be an elephant.
[07:54:06] <miss0r> SpeedEvil: atlast my secret is no more. I am an elephant....
[07:54:42] <miss0r> I managed to get captured in africa, in the hope my cage would have a machine shop with wifi. and here I am. all of my drems come true ;)
[07:54:51] <miss0r> dreams*
[07:57:31] <malcom2073> lol
[08:01:52] <archivist> I want something x-rayed or a manual how to take it to bits
[08:02:34] <archivist> I hate companies that only do service by exchange
[08:04:50] <SpeedEvil> 'we can insure against excessive returns, build 5% extra units, and then simply throw returns away, and fire the repair department'
[08:07:05] <archivist> I have yet to find any probe company state how to clean the contacts
[08:07:52] <archivist> or what the contact resistance should measure approx
[08:08:45] <archivist> yet the resistance is used
http://www.touch-probe.com/kinematic-resistive-probes/electrical-operation/
[08:10:52] <archivist> except for Tormach who do tell users to clean their probe contacts
[08:13:52] <__rob> I have their digitizing probe
[08:13:55] <__rob> yet to try it out
[08:16:52] <SpeedEvil> archivist: Oh - neat.
[08:17:01] <archivist> I have some renishaw probes, one at less than an ohm in contact and one at 100 ohms ish and another at 400-900 ohms
[08:17:02] <SpeedEvil> archivist: I diddn't actually know all balls were touching
[08:17:24] <archivist> SpeedEvil, its the kinematic mount idea
[08:20:50] <Sync> archivist: usually you don't need to clean them
[08:21:07] <Sync> my HH tool length probe has some clever opamp stuff in there
[08:21:24] <archivist> the interface as a comparator
[08:21:27] <archivist> has
[08:22:06] <archivist> the resistance is varying more than I would expect
[08:22:39] <archivist> one probe often remains open, so pretty sure it has some crud in it
[08:44:09] <enleth> archivist: I got my bridgeport with a service manual, it was absolutely invaluable
[08:44:51] <enleth> mind you, it's a field service manual which does sometimes state "if this is damaged, send back to factory"
[08:45:09] <archivist> enleth, hence my nick :) and
http://www.collection.archivist.info/
[08:45:53] <enleth> but I'd say it contains 90% of what you need to rebuild one
[08:46:08] <enleth> or take it apart to bare castings and then back together, which is what I did
[08:46:37] <archivist> some manuals do expect the user to have a brain
[08:46:47] <enleth> that's one of them
[08:47:50] <archivist> like an expectation the repair person has had an apprenticeship of rebuilding machine
[08:48:03] <enleth> although there are a few sections that probably assume some prior training or specialized tooling that is "obviously" going to be used for specific tasks
[08:48:22] <enleth> like, there is one locknut on the Y axis ballscrew that is extremely difficult to take off
[08:48:39] <enleth> becuse there's no obvious way of holding the screw stationary while turning the locknut
[08:48:49] <enleth> the manual just says "now remove the lokcnut"
[08:49:26] <archivist> buggers have a special spanner in the factory
[08:49:48] <enleth> I made a hellish contraption that holds the ballscrew in place using one of the pulleys as an anchor point, but I imagine a Bridgeport serviceman would just pull a purpose-built wrench from his bag at this point
[08:49:59] <enleth> one that meshes with the shaft where the pulley normally is
[08:50:41] <enleth> and they probably had one with them - it's a *field* service manual after all
[08:50:51] <archivist> some pulleys I use a rope and a bar to make a choke a bit like oil filter spanners
[08:51:01] <enleth> heh
[08:51:12] <enleth> archivist:
https://gallery.hackerspace.pl/Bridgeport-locknut
[08:52:15] <enleth> the blue wrench is grabbing the locknut (there was no time to make a hook wrench with funny bends in it to clear the casting)
[08:52:32] <enleth> the crowbar is locked in the casting to provide additional leverage
[08:52:52] <enleth> the toothed belt is tensioned by the chain thingy
[08:54:01] <archivist> toothed belt is similar to my rope choke
[08:54:02] <enleth> smaller pulley that anchors the belt is on a threaded rod from a chinese clamping set, going through a hole in the casting where the cable gland normally is
[08:54:15] <enleth> yeah, the idea is essentially the same I think
[08:54:52] <archivist> I should take pics next time I do it
[08:55:45] <archivist> I used a crowbar too(or whatever was long enough)
[08:55:59] <enleth> luckily I met a guy who designs lasercut steel parts for a living and he can make any kind of hook wrench imaginable
[08:56:30] <enleth> so the next time I need to work on the bport, I'll have all the wrenches I need
[08:57:17] <archivist> it will probably outlive any need to take it to bits again
[08:59:23] <enleth> I wouldn't be so sure
[08:59:59] <enleth> there's no way of getting this machine out of where it is now without either taking it apart or making a couple of new doors
[09:00:17] <enleth> which is actually a fancy way to say "pulling down a few walls"
[09:01:00] <enleth> it's hard to say if it's a door or a lack of wall if it goes all the way to the ceiling
[09:01:58] <enleth> so I do have to be prepared to get it out of there in pieces
[09:02:02] <archivist> I should bring the cmm indoors rather than leave it in the garage
[09:02:21] <archivist> or upgrade the garage to warm and dry
[09:02:51] <enleth> yeah, I guess it's one of those cases where it's easier to make it indoors around the machine than to move it to existing indoors
[09:05:16] <archivist> although today had front door open to warm the house :)
[09:06:54] <maxcnc> hi in the Winter USA
[09:07:19] <maxcnc> Pete is still shuffeling i guess towards or around his shop
[09:13:59] <Lollipopp> Hi everyone! Hope you are all well! Is anybody from Germany / Europe here?
[09:14:28] <Lollipopp> I was wondering if you know EMS Moederl CNC machines
[09:18:15] <MrSunshine> hmm, are acceleratinons with pendant (xhc pendant) higher than what linuxcnc outputs when going around with the keyboard ?
[09:18:23] <MrSunshine> movement is extremly jerky with the pendant
[09:18:42] <MrSunshine> tho im still on 2.6.5 so might be better now ?
[09:20:18] <MrSunshine> xhc-hb04: support lower accels for mpg jogging
[09:20:24] <MrSunshine> 2.7.0-pre6
[09:21:05] <MrSunshine> i guess an update is due then =)
[09:23:54] <__rob> anyone use autodesk inventor for cam ?
[09:24:27] <__rob> its pretty good, but I dont seems to be able to setup non cuboid stock
[09:27:16] <enleth> __rob: try Autodesk Fusion
[09:27:33] <__rob> yea, just another bit of software to buy
[09:27:40] <__rob> I assumed the CAM bit of it was the same
[09:27:53] <enleth> __rob: they are focusing on Fusion development now
[09:28:05] <enleth> besides, it's free for a year for hobbyists/startups
[09:28:20] <enleth> basically, you say you are a startup and you get the license
[09:28:28] <enleth> they don't even check it
[09:29:14] <__rob> ahh, thats nice
[09:29:24] <__rob> be interesting to see how much better the CAM stuff is
[09:29:57] <enleth> it certainly looks nice, and there are no license tiers
[09:30:17] <enleth> it must be irritating to see it so cheap now when one paid for an Inventor Professional license
[09:30:53] <archivist> only until they think they can start gouging you for money
[09:31:46] <__rob> really be interested to know what the difference is
[09:31:48] <archivist> introductory offer, get your data, raid bank later
[09:31:54] <__rob> I hate it when companies have huge overlap in products
[09:32:03] <__rob> you just wonder what the hell the difference is
[09:32:31] <__rob> but I do wonder if the CAM stuff is maybe better
[09:32:51] <__rob> I've not actually generated a toolpath for the tormach from it yet
[09:34:06] <__rob> you would think they are using the same core for all their products
[09:34:20] <__rob> http://www.autodesk.com/products/cam/overview
[09:35:20] <gregcnc> They are essentially the same except for the CAD software they integrate with
[09:37:55] <__rob> so presumably the post processors I use in Inventor are the same across their products
[09:40:13] <gregcnc> Maybe, I don't think they are identical. Have you compared Inventor to Fusion? I'm on SW and thought about Fusion mainly for the CAM, but haven't tried Fusion yet.
[09:40:32] <__rob> not tried yet, downloading the trial now
[09:40:35] <__rob> I have inventor HSM already tho
[09:40:56] <__rob> just a bit vauge as to which post processor to use for Tormach
[09:43:09] <__rob> they do have "AutoDesk Fusion 360 Post Processor for PathPilot "
[09:43:15] <__rob> 07/07/2015
[09:43:18] <gregcnc> have you looked at the support forum? The post isn't that hard to modify. I modified HSMXrpess posts to work with Linuxcnc and Emco Fanuc. i took bits and pieces from several posts. A few guys continually improve posts a couple for tormach.
[09:44:01] <__rob> the main thing I want to work without messing around is things like tool change
[09:44:05] <__rob> with the ATC
[09:48:18] <__rob> well both are .cps files..
[09:55:43] <archivist> "without messing around" might be an unrealistic dream
[09:59:15] <miss0r> I am very new to this BT30-40-50 thing. I have no idea what size I should order for my mill. Where should I measure to tell what size I should use?
[09:59:31] <__rob> what I am confused about I guess is where the disconnect is between machine and cam software. Obviously g-code needs to be output, but why there are so many post processors per machine rather then per software. Like, I can see that each machine may have custom macros for things like ATC, but taking for example a tool change, that should always be a T gcode right ?
[09:59:33] <__rob> in any machine
[09:59:55] <__rob> then implmented by a macro in the software (linux cnc, mach3 etc.. )
[10:00:03] <gregcnc> Each machine speaks it's own language even if the smae contorl is used at times
[10:00:06] <__rob> that actually does the specifics required to achieve that
[10:00:41] <__rob> but isn't it the machining software that speaks the language ?
[10:00:54] <__rob> i mean thats was translates the gcode to motor positions
[10:01:03] <__rob> rather then specifically the machine
[10:01:09] <gregcnc> no
[10:01:31] <gregcnc> The machine needs proper gcode to do what you expect it to do
[10:02:14] <gregcnc> posts convert toolpaths in CAM to gcode
[10:03:13] <__rob> yea, but thats is what confuses me. Say I have a Tormach and some random home made cnc machine. both have the same axis setup, and both are configured for their specific motor pulses per mm
[10:03:18] <gregcnc> __rob, the machine specs should call out exactly which spindle taper the machine has, then you also need the proper pullstud
[10:03:20] <__rob> then the code should be the same
[10:03:25] <__rob> for a move
[10:03:27] <__rob> say
[10:03:45] <gregcnc> machine controls vary
[10:04:19] <archivist> miss0r,
http://www.tools-n-gizmos.com/specs/Tapers.html
[10:04:44] <__rob> right just looking for a simple example of where a difference might lie, with something as simple as a move
[10:05:08] <__rob> as far as I can see move to x,y should be always the same
[10:05:13] <gregcnc> basics linear arc codes are the same, but once you get into canned cycles everything is different
[10:05:17] <archivist> some machines produced curves as many short lines others can do real curves
[10:05:41] <__rob> right, but isn't that linux cnc that does the conversion
[10:05:54] <gregcnc> machines? that interpret G02-03 to short lines?
[10:05:54] <__rob> at some point everything is a straight line if you have a stepper driving it
[10:06:06] <archivist> so loads of cam software went for the lowest common command and do short lines instead of curves
[10:06:12] <miss0r> archivist: it seems I am using nmtb 40
[10:06:35] <archivist> gregcnc, in cam
[10:06:38] <gregcnc> CAM creates the short line moves,
[10:06:53] <archivist> I know some had no g2/3
[10:07:35] <archivist> linuxcnc now joins up the short lines to make curves if it can
[10:07:53] <gregcnc> either the machine has arc interpolation or it doesn't Were there really machines that took G2/3 and made linear moves to approximate an arc?
[10:07:56] <__rob> right, but then linuxcnc is outputting the pulses right ?
[10:08:22] <__rob> if your driving steppers
[10:08:32] <archivist> yes
[10:08:38] <gregcnc> Which control?
[10:09:33] <__rob> yea, so then that is surely linuxcnc dependant, whether the machine can handle arcs or straight lines
[10:09:55] <__rob> as its linux cnc's job to convert that g-code into actually movmenent on the motors...
[10:09:56] <gregcnc> Linux handles arcs no problem
[10:10:01] <gregcnc> linuxcnc
[10:10:11] <gregcnc> linuxcnc is a machine control
[10:10:18] <__rob> which was my originall question. forgetting about custom routine codes for a minute
[10:10:30] <__rob> the post processor is really dependant on the machines software
[10:10:34] <__rob> is that correct ?
[10:10:35] <gregcnc> yes
[10:10:59] <anomynous> does linuxcnc interpolate splines?
[10:11:02] <__rob> ok, so 5 totally different machines running linux cnc (and setup right) should take the same limited subset of gcode and work
[10:11:11] <__rob> if you dont use any custom features
[10:11:17] <gregcnc> yes
[10:11:51] <__rob> ok, in that case I guess this Fusion 360 for path pilot should just work
[10:11:58] <__rob> with inventor
[10:12:08] <__rob> assing the input to it from both is the same
[10:12:16] <__rob> assuming*
[10:12:19] <anomynous> __rob, something like that... but in practice it might matter whether you write M6T1 or T1M6 or whether you have a newline in between
[10:12:27] <archivist> anomynous,
http://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G5-Cubic-Spline
[10:12:41] <anomynous> __rob, cams do have generic post processors.
[10:13:31] <__rob> in inventor the whole lot say "Generic" after them :)
[10:13:39] <gregcnc> should, but autodesk support always asks which platform you're on, there must be some differences
[10:14:10] <__rob> http://i.snag.gy/r9EMm.jpg
[10:14:10] <anomynous> im on concrete floor? Is that wrong answer?
[10:15:48] <gregcnc> because controls have options. Some machines don't have helical interpolation, so you can't use simple g2/3 to create the gcode. the post must output linear segment gcode.
[10:16:48] <archivist> or know how to drive a rotary
[10:17:04] <anomynous> and then they sell you high speed controls to handle large amounts of gcode in short amount of time ;D
[10:17:57] <gregcnc> everyone loves HAAS for that right?
[10:18:02] <__rob> I think my confusion was that when you say Machine, I was assuming just the hardware, rather then machines & control software
[10:18:48] <gregcnc> machine= machine control, the hardware is only limited by what axes are available.
[10:18:48] <archivist> and then there is usually more than one way of doing something
[10:19:14] <__rob> so those control boards like smooth-stepper, they effectively take the g-code straight to their driver, and process themselves either in the driver or on the board itself/
[10:19:15] <__rob> ?
[10:19:56] <__rob> and skip linux cnc dealing with interpolating arcs etc..
[10:19:57] <archivist> I was cutting a helix in linuxcnc before it was implemented, I used a rotary axis
[10:20:00] <gregcnc> machine controls take gcode and turn it into movement. unless you are building machines you don't really care how its done
[10:21:21] <gregcnc> CAM creates tool paths, and post processors turn toolpaths into gcode.
[10:21:41] <__rob> yup, interested in how its implemented
[10:21:49] <archivist> there are four helical form methods with linuxcnc, screw cut on a lathe, helical path on a mill, or helical path mill with rotary, or hob
[10:21:51] <__rob> like canned drill cycles. I wonder what the point is
[10:22:01] <__rob> i mean outputting move up move down move up move down
[10:22:07] <__rob> will give you the same result
[10:22:11] <__rob> as some pre done cycle
[10:22:18] <__rob> and will work on all machines that have up down
[10:22:23] <archivist> simpler to program the cycle
[10:22:35] <archivist> it just works
[10:22:45] <__rob> well once you've written the post processor I would have thought its the same
[10:22:49] <anomynous> rob_h, try change the peck setting on cycle written with g1
[10:22:53] <__rob> guess its smaller more reable code
[10:23:07] <anomynous> or anything really... its just easier to read if it is in canned cycles
[10:23:09] <gregcnc> this all goes back like 50 yers
[10:23:13] <gregcnc> or more
[10:23:25] <__rob> anomynous, I guess I'd go edit in inventor
[10:23:28] <__rob> and post process again
[10:23:42] <anomynous> __rob, you could do that
[10:23:44] <__rob> always been simple parts, so maybe that will kill you if it was a complicated file
[10:23:51] <__rob> just in tersm of processing time
[10:24:01] <archivist> some parts need very expensive cam
[10:24:02] <anomynous> __rob, but if it is just pecking depth, you probably wouldnt want bother to.
[10:24:03] <__rob> hasn't for me yet, so I don't know if thats the reason
[10:24:22] <archivist> there is little for 5 axis machines
[10:24:42] <gregcnc> you learn a lot of this stuff if you program machines by hand and have to make changes on the fly.
[10:25:03] <archivist> hand coding wins out for me too
[10:25:05] <__rob> I suppose if your at the actual machine in a big shop and want to just tweak something
[10:25:24] <__rob> I have inventor right beside me, so
[10:25:34] <gregcnc> some things CAM can't actually help you with, how woul you program out a taper in a turned part due to way wear?
[10:26:27] <archivist> I am not aware of any hobbing cam
[10:26:43] <anomynous> hobbing means lathe work?
[10:26:57] <anomynous> we have lathe cam too
[10:27:02] <anomynous> and mastercam does too
[10:27:06] <archivist> can be dont on a mill with a live 4th axis
[10:27:24] <gregcnc> I think the people who sell hobbing machines offer the CAM
[10:27:50] <__rob> so what sort of things should I test assuming basic movement works with this Fusion 360 PP
[10:27:59] <__rob> and is correct
[10:28:15] <anomynous> __rob, you could drive the program in air
[10:28:17] <anomynous> ;D
[10:28:21] <gregcnc> I would post from your known post and compare the code to what fusion ouputs
[10:28:27] <anomynous> and after you see it works, use it on work piece
[10:28:37] <__rob> well I dont have a known post for Tormach
[10:28:44] <gregcnc> oh
[10:28:47] <__rob> been using Mach3 with a custom machine till now
[10:28:48] <archivist> I cut air, move closer
[10:28:54] <__rob> which worked alright
[10:29:06] <gregcnc> I thought you were using one in Inventor
[10:29:16] <__rob> yea, I have been, but for mach 3
[10:29:27] <__rob> jussst setting up for the Tormach and path pilot now
[10:29:58] <__rob> I could use mach3 with it, but I really don't think its great software
[10:30:44] <__rob> I tried setting it up so I could have a part in not square to the mill and calculate the angle the part was rotated by probing both ends
[10:30:53] <__rob> but mach3 had a fit with all of the arcs
[10:31:32] <__rob> not really sure why, its just a super simple linear transformation
[10:32:30] <__rob> so be interested to see how much better all that is with linux cnc
[10:32:40] <__rob> my guess is it will be solid
[10:36:16] <__rob> http://www.tormach.com/machine_codes_gcodes.html
[10:36:20] <__rob> this is all their custom codes
[10:36:38] <__rob> or rather their refernce on normal codes
[10:36:59] <__rob> so I suppose if I see codes that are not on that list, PP is wrong
[10:39:43] <__rob> jsut gotta try it now - thanks for the info on all that
[10:39:47] <__rob> really massive help
[11:03:27] <zeeshan|2> hi
[11:03:32] <zeeshan|2> does anyone here run a digitizing probe?
[11:03:51] <JT-Shop> I have a probe on the BP
[11:05:43] <Tom_itx> yay
[11:05:53] <archivist> I have a probe on the CMM when its warm outside
[11:05:55] <Tom_itx> i did at one point but not now
[11:06:06] <JT-Shop> and I have a plug too now :) thanks\
[11:10:25] <zeeshan|2> which probe john
[11:10:47] <JT-Shop> wildhorse let me find it
[11:11:15] <zeeshan|2> this is something i keep saying ineed when i go on my machine
[11:11:17] <JT-Shop> no that ain't it
[11:11:19] <zeeshan|2> so i think its time to bite the bullet
[11:12:07] <archivist> I will be making an adapter so I can mount one on the 5 axis sometime
[11:12:41] <archivist> cannot decide which though
[11:13:35] <archivist> the CMM I got, the seller sent me a second probe this week, but it has a rather high contact resistance
[11:13:57] <JT-Shop> zeeshan|2:
http://deepgroove1.com/stainlessprobe/stainlessprobe.htm
[11:14:12] <JT-Shop> made very well
[11:14:41] <zeeshan|2> have y9ou checked its repeatability?
[11:15:40] <JT-Shop> well it's on my BP dunno how repeatable it is lol
[11:15:59] <JT-Shop> I get in the tenths on the BP when probing the same place
[11:16:07] <zeeshan|2> good enough
[11:16:09] <zeeshan|2> :)
[11:16:29] <archivist> try around a ball and see how round it measures
[11:16:36] <zeeshan|2> jt could you do that?
[11:16:44] <zeeshan|2> measure a dowel :D
[11:16:48] <JT-Shop> expand a bit on that
[11:16:48] <zeeshan|2> and post results ?:D:d
[11:17:23] <maxcnc> PetefromTn_: did the shuffle survive the storm
[11:17:39] <archivist> pobes of this type inherently cannot measure truly round
[11:17:56] <JT-Shop> neither can my BP lol
[11:18:14] <archivist> it is in the triangular design of the kinematic mount
[11:18:15] <JT-Shop> I can probe a hole after I get done with these parts
[11:19:54] <JT-Shop> be back in a bit
[11:19:54] <archivist> been unable to afford a datum sphere yet to properly set mine up
[11:20:32] <zeeshan|2> thanks jt
[11:20:33] <zeeshan|2> :)
[11:20:38] <zeeshan|2> looking forward to it
[11:20:55] <zeeshan|2> do you use the probe to setup your work piece origin?
[11:21:29] <archivist> I suppose somewhere on the cmm pc will be a set of results off the calibration
[11:49:18] <archivist> some grotty binary format by the look of it
[12:00:31] <CaptHindsight> http://hothardware.com/news/jaguarboard-intel-atom-powered-single-board-mini-pc-to-take-on-raspberry-pi-at-45
[12:01:27] <CaptHindsight> eh for $65, but x86, small and hm2_eth might work
[12:02:06] <CaptHindsight> unfortunately anything Intel has built in malware/backdoor/phone home
[12:10:51] <maxcnc> i got very good expirence with hm2_eth on the Fujitsu but they dont like the 5i25
[12:11:20] <maxcnc> if they come up they run and run but the start of the PC is not garanteed
[12:11:36] <maxcnc> infect you need to pull the 5i25 trice a day and replug
[12:12:12] <maxcnc> CaptHindsight: why not the J1900
[12:22:06] <CaptHindsight> maxcnc: the board I posted in ~1/5th the size of the J1900
[12:22:09] <CaptHindsight> or smaller
[12:22:33] <maxcnc> agree on size but not on performence
[12:24:47] <CaptHindsight> the credit card sized board fits into a small LCD panel
[12:27:30] <maxcnc> then you may take a tablet and connect it by BT
[12:28:44] <t12> fleamarket was good today
[12:28:55] <t12> i think i got a lifetime supply of lathe tooling
[12:34:30] <maxcnc> im off
[12:38:15] <JT-Shop> zeeshan|2: I use the probe to find the vise jaw to set Y0, I use a dowel to position the material X
[12:38:27] <zeeshan|2> ah
[12:38:56] <JT-Shop> it's faster that way
[12:39:22] <zeeshan|2> the probes ive used
[12:39:28] <zeeshan|2> you give a rough size of the part
[12:39:30] <JT-Shop> and I use the dowel method to set Z
[12:39:37] <zeeshan|2> and it'll probe automatically after that
[12:39:45] <zeeshan|2> this probe cant do z?
[12:39:45] <t12> https://www.dropbox.com/sc/anhc3b4omioplcp/AABNqDmBAITwY7PjvzC3Lzcha
[12:39:59] <zeeshan|2> t12 score? :D
[12:40:03] <zeeshan|2> those hammers look really nice
[12:40:06] <JT-Shop> sure it can but setting the tool Z is faster with a dowel
[12:40:15] <zeeshan|2> jthornton: why
[12:40:21] <zeeshan|2> dont you input rough height first
[12:40:24] <zeeshan|2> so it can rapid ?
[12:41:12] <JT-Shop> when I load a tool I lower it down to a height lower than the dowel which is on top of the material then raise it up till the dowel passes under
[12:41:23] <JT-Shop> that is Z+dowel diameter
[12:41:31] <zeeshan|2> ah
[12:41:38] <JT-Shop> quick easy fast pick all three
[12:41:45] <zeeshan|2> thats how i do it also right now
[12:42:01] <zeeshan|2> i want easy
[12:42:02] <zeeshan|2> not quick :p
[12:42:04] <zeeshan|2> lazy man win
[12:42:35] * JT-Shop goes back to writing a ngcgui sub
[13:25:05] <gregcnc> you just need a tool setting probe?
[13:33:52] <JT-Shop> can't see any use for one on the BP
[13:34:38] <gregcnc> i think i was confused about what Zee wanted to do
[13:36:37] * JT-Shop is always confused by zeeshan|2
[13:37:58] <CaptHindsight> I still have nightmares of two hairy hands coming at me
[13:39:03] <JT-Shop> sweet my circle sub works
[13:40:32] <JT-Shop> almost works lol
[13:52:46] <os1r1s> Who has a g0704 here?
[13:56:14] <Jymmm> How about a g6
https://www.youtube.com/watch?feature=player_detailpage&v=w4s6H4ku6ZY#t=28
[13:57:26] <os1r1s> Jymmm haha
[13:57:37] <Jymmm> =)
[13:57:49] <os1r1s> Jymmm Perhap a milkshake by kelis
[13:57:54] <os1r1s> perhaps
[13:59:15] <Jymmm> os1r1s: Alright, if we are going there...
https://www.youtube.com/watch?feature=player_detailpage&v=kY84MRnxVzo#t=31
[13:59:40] <os1r1s> Jymmm Haha
[14:29:55] <MrSunshine> how i had the machine it seems to be about 1mm off over 1200mm without using any test equipment bogles my mind :P
[14:30:35] <MrSunshine> and i dont know if its off that amount either as it can be the X axis that is bent :P
[15:23:18] <zeeshan|2> CaptHindsight: rofl
[15:23:36] <zeeshan|2> JT-Shop: results??!
[15:24:05] <zeeshan|2> gregcnc: i want a digitizing probe mainly, but i guess a secondary function would be for setting up workpiece offsets
[15:28:57] <Tom_itx> what's up zee
[15:37:03] <Frank__> helloes
[15:40:56] <zeeshan|2> tom workin :)
[15:40:57] <zeeshan|2> how about you
[15:41:14] <Tom_itx> was doin catia a bit
[15:41:31] <zeeshan|2> hows it workin out
[15:41:40] <Tom_itx> good
[15:42:03] <Tom_itx> up to problem 23 for credit already
[15:44:24] <zeeshan|2> nice :)
[16:02:38] <Tom_itx> i did find out a few things about doing them though
[16:07:40] <zeeshan-mill> i need a wider screen
[16:07:48] <zeeshan-mill> linuxcnc features is a fatty
[16:08:41] <Tom_itx> i like the lab pcs
[16:08:45] <Tom_itx> dual wide screens
[16:09:14] <zeeshan-mill> hehe
[16:09:38] <Tom_itx> i was running 2 sessions, listening with one and problems with the other
[16:10:16] <Tom_itx> unfortunately they're running V5R25 and student is V5R24
[16:10:36] <Tom_itx> so when i'm doing problems there i have to revert to V5R24 so i can bring em home and work on em
[16:11:21] <Tom_itx> they've got 4 or 5 ver there including 6 which isn't online yet
[16:12:29] <zeeshan-mill> i missed part of convo ;[
[16:41:42] <TekniQue> when I've touched off, can I somehow save those coordinates?
[16:41:55] <Tom_itx> sure
[16:42:17] <TekniQue> so the next time I machine that part, I don't need to touch off again
[16:42:42] <TekniQue> how do I do that?
[16:42:55] <Tom_itx> are you using G54 offsets?
[16:43:07] <Tom_itx> set up an offset and save it
[16:43:34] <TekniQue> I don't have G54 offsets in my code
[16:43:44] <TekniQue> I'm using Cambam for code generation
[16:45:23] <Tom_itx> i'd add it in and use it
[16:45:48] <TekniQue> ok
[16:47:24] <gregcnc> Adding offsets to a program assumes the fixtures are in the same place every time you run a given program
[16:47:30] <TekniQue> yes
[16:47:39] <TekniQue> that's the case exactly
[16:48:11] <TekniQue> I've got just one vise and I've got some tools made to position the work when I mount it in the vise
[16:48:34] <gregcnc> As long as the vice doesn't move that's fine
[16:49:03] <gregcnc> vise
[16:49:46] <Tom_itx> it does unless you move the vise and update the offsets with it which is pretty common
[16:49:47] <Deejay> gn8
[16:50:05] <zeeshan-mill> TekniQue, i use g10
[16:50:18] <zeeshan-mill> or what was it
[16:50:19] <zeeshan-mill> hm
[16:50:25] <gregcnc> yeah G10
[16:50:27] <zeeshan-mill> it allows you to offset your g54
[16:50:51] <zeeshan-mill> to a known location as long as your machine homes to the exact same place
[16:50:53] <zeeshan-mill> its a good method
[16:51:28] <gregcnc> Tom_itx, how does the program get updated with new offsets?
[16:51:46] <Tom_itx> you set them at the machine
[16:51:53] <Tom_itx> the program could care less
[16:51:58] <gregcnc> then they aren't set in the program
[16:52:12] <Tom_itx> it will run the same pattern no matter where you tell it where x0 y0 z0 is
[16:52:17] <TekniQue> so what do I do then, type in g54 in MDI and then touch off?
[16:52:20] <gregcnc> we are talking about setting ofsets in the program
[16:52:36] <TekniQue> and then add g54/g55/whatever to the top of my program?
[16:52:37] <Tom_itx> probably not such a good idea
[16:52:49] <zeeshan-mill> tom why not
[16:52:50] <gregcnc> it's done all the time with reapatable fixtures
[16:52:50] <zeeshan-mill> i use it!
[16:52:59] <Tom_itx> what if something moves?
[16:53:02] <zeeshan-mill> it wont
[16:53:09] <gregcnc> tha'ts was my point if it doesn't move
[16:53:19] <Tom_itx> then do it
[16:54:15] <zeeshan-mill> lets fight
[16:54:17] <TekniQue> so again, how do I set up the coordinate systems?
[16:54:28] <TekniQue> mdi into the coordinate system and then touch off as usual?
[16:54:29] <zeeshan-mill> TekniQue, which coordinate system goddamn it
[16:54:30] <gregcnc> there's more than one way to do things and if you fixtures move, setting offsets in the program isn't the best way
[16:54:30] * Tom_itx sucker punches zeeshan-mill
[16:54:32] <zeeshan-mill> :[
[16:54:39] <TekniQue> g54/g55/g56 etc
[16:54:52] <zeeshan-mill> select your coordinate system in mdi first
[16:54:54] <zeeshan-mill> type g54
[16:54:59] <Tom_itx> i always use offsets
[16:55:01] <zeeshan-mill> then do touch off as normal
[16:55:13] <Tom_itx> and G54 is default anyway
[16:55:27] <TekniQue> ok
[16:56:10] <gregcnc> Tom_itx, that's the simplest way to do it, things can get much more complicated
[16:56:24] <Tom_itx> i'm aware of that
[16:56:46] <Tom_itx> run parts on a toumbstone and see how it gets complicated
[16:56:58] <Tom_itx> * different
[16:57:09] <gregcnc> you use g54 for a tombstone?
[16:58:35] <zeeshan-mill> i use g54 for your mom
[16:58:38] <zeeshan-mill> sorry
[16:58:44] <zeeshan-mill> im feeling immature today
[16:58:48] <zeeshan-mill> cause everything is running well
[16:59:12] <zeeshan-mill> and my friend got h ismill running
[16:59:17] <zeeshan-mill> which means i can outsource my work
[17:00:13] <zeeshan-mill> running out of offsets is pretty easy
[17:00:18] <zeeshan-mill> thats why i like g10
[17:00:30] <zeeshan-mill> just gotta be careful though if the program stops midway
[17:01:56] <gregcnc> are you using g10 or g92 then?
[17:02:14] <zeeshan-mill> g10
[17:02:25] <zeeshan-mill> its easier to move the entire coordinate system
[17:02:38] <zeeshan-mill> cause you can go back to it easily
[17:06:18] <JT-Shop> ah probe hole finds the center not the diameter
[17:06:24] <JT-Shop> makes more sense
[17:06:51] <zeeshan-mill> need to measure roundness with probe
[17:06:52] <zeeshan-mill> =[
[17:07:23] <JT-Shop> need a different subroutine
[17:08:17] <zeeshan-mill> im so curious
[17:08:22] <zeeshan-mill> is this a reamed hole
[17:08:32] <humble_s3a_bass> exit
[17:08:34] <humble_s3a_bass> exit
[17:08:38] <JT-Shop> a turned hole
[17:08:51] <zeeshan-mill> ah
[17:12:06] <JT-Shop> just looking at probe hole that cradek wrote and it's pretty clever
[17:13:55] <FloppyDisk5_25> those programmers usually are:-)
[17:14:18] <XXCoder> heys
[17:14:54] <XXCoder> zeeshan-mill: funny thing I have seen couple methods to get more than one coordite
[17:15:07] <XXCoder> okuma has G15HXX (xx is number)
[17:15:23] <XXCoder> old fadal has EXX (XX is number)
[17:15:45] <XXCoder> I prefer the latter but yeah. there is also g54.1
[17:15:53] <XXCoder> or is it g54.2?
[17:19:50] * JT-Shop listens to all for the love of sunshine and recalls a tank with a pipe over the barrel
[17:20:11] <JT-Shop> my circle subroutine works neat
[17:23:17] * JT-Shop sees some of cradek probe hole is missing from my sub...
[17:24:21] <JT-Shop> well no it gets pushed off the task bar in touchy
[17:51:01] <Tom_itx> having fun playing with probes today?
[17:52:50] <Sync> zeeshan-mill: get a faro arm
[17:56:56] <Tom_itx> i think those are a bit out of his budget
[17:57:36] <XXCoder> nahhh cheap heh
[17:57:47] <XXCoder> is it below million bucks?
[17:58:29] <Sync> yes
[17:58:45] <XXCoder> above house cost?
[17:58:53] <Sync> depends on your house cost
[17:59:07] <XXCoder> heh I base "generic cost" of 100k
[17:59:59] <Sync> I think the laser tacker one is 60somethingk
[18:00:42] <JT-Shop> Tom_itx: yea just getting my probe subs working for me
[18:00:53] <JT-Shop> the circle sub cuts a circle
[18:00:58] <XXCoder> ~60k eh
[18:01:04] <XXCoder> almost as cheap as car!
[18:01:41] <PetefromTn_> I love the sound of Hot chips flying in the afternoon ;)
[18:01:43] <Sync> they come significantly cheaper used
[18:05:14] <JT-Shop> the sizzling sound of skin turning to cracklins
[18:11:07] <JT-Shop> zeeshan-mill: you around?
[18:14:56] <TekniQue> well that worked a charm, I now have G54, G55 and G56 set up for three different pieces
[18:29:30] <zeeshan-mill> yes
[18:33:27] <unholycrab> hmm... these 0.023" diameter end mills sound great, but the shank is only 0.69" long
[18:33:38] <unholycrab> i need something more like 0.1" at least
[18:34:11] <XXCoder> dont you mean 1" ;)
[18:34:15] <unholycrab> no
[18:34:37] <unholycrab> oh i mean the shanks are 0.069" and i need 0.1"
[18:34:49] <XXCoder> okay makes sense
[18:34:50] <jdh> yep
[18:34:53] <unholycrab> i can get more of these, but they are twice as much
http://www.precisebits.com/products/carbidebits/fret-cutter.asp
[18:35:03] <unholycrab> ive broken 3 of them already
[18:35:16] <jdh> 3 of the real ones, or 3 of the cheap chinese ebay ones?
[18:35:22] <unholycrab> the real ones
[18:35:30] <unholycrab> made specifically for what i am doing
[18:35:50] <jdh> Anticipated Life - 3,000 linear inches
[18:36:02] <unholycrab> i used them for less than an inch each
[18:36:06] <unholycrab> they broke instantly
[18:38:23] <jdh> they have a nice tutorial
[18:39:18] <unholycrab> im reading plunge depth of 1x Diameter, and feed rate of 30"/min at 21k rpm
[18:39:30] <unholycrab> which i can guarantee would break it instantly
[18:39:54] <Tom_itx> how deep are you cutting?
[18:39:57] <unholycrab> i was running 0.5 x diameter plunge depth, and 3"/minute
[18:39:59] <Tom_itx> are they center cutting EM?
[18:40:00] <unholycrab> yesterday
[18:40:31] <unholycrab> Tom_itx: im cutting slots that are 0.08" deep, and 0.023" wide, and 2.3" long
[18:41:02] <Tom_itx> the flute length on those seems a bit long
[18:41:14] <Tom_itx> for one thing
[18:41:24] <unholycrab> yea im not sure what to do about that
[18:41:28] <Tom_itx> are they center cutting EM?
[18:41:35] <unholycrab> i dont know what that means
[18:41:37] <Tom_itx> if not, don't plune with them
[18:41:43] <Tom_itx> they will snap for sure
[18:41:46] <Tom_itx> plunge*
[18:41:59] <Tom_itx> well take a very closeup of the end and post it
[18:42:21] <Tom_itx> the flutes meet at the center on 2 of the flutes
[18:42:34] <unholycrab> hmm
[18:42:42] <unholycrab> they usually break going across though
[18:42:45] <unholycrab> not when plunging
[18:42:57] <Tom_itx> the flutes are too long imo
[18:43:13] <unholycrab> im not sure what to do about that Tom_itx
[18:43:17] <unholycrab> the flutes here
http://www.harveytool.com/prod/Browse-Our-Products/Signature-Series--Miniature-End-Mills-/Square-Miniature-End-Mills_180/Miniature-End-Mills---Square_212.aspx are too short
[18:43:23] <Tom_itx> get shorter ones
[18:43:57] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/etching/mills1.jpg
[18:44:21] <unholycrab> the slot has to be at least 0.08" deep
[18:44:42] <unholycrab> http://www.pmtnow.com/end-mill/TR <-- 0.069" flute length
[18:44:45] <Tom_itx> what about a slitting saw?
[18:44:54] <unholycrab> i have one Tom_itx it sucks really hard
[18:45:08] <unholycrab> and i want to do complex, curved fret shapes
[18:45:21] <unholycrab> so curved slots
[18:45:36] <Tom_itx> you may have too much backlash or spindle wobble
[18:45:42] <Tom_itx> it wouldn't take much
[18:45:51] <unholycrab> thats what im hearing
[18:46:08] <unholycrab> its a hackerspace, shared equipment. it could be dirty/old/abused
[18:46:14] <unholycrab> it looks fine to me, i cant tell with my eyes
[18:46:20] <Tom_itx> measure it
[18:46:25] <Tom_itx> you can't see that
[18:46:33] <unholycrab> by plunging with a mill, and measuring the hole?
[18:47:13] <Tom_itx> with a dial indicator or last word indicator
[18:47:49] <unholycrab> so turning the end mill against a dial indicator?
[18:47:53] <unholycrab> and seeing if it moves
[18:48:04] <Tom_itx> to check the axis backlash
[18:48:17] <Tom_itx> you can run the spindle slow and watch it
[18:48:24] <Tom_itx> with a tool blank in it
[18:48:42] <Tom_itx> maybe the collet isn't concentric
[18:49:02] <unholycrab> i may bring a new collet
[18:49:25] <unholycrab> this is frustrating because the end mills are not cheap
[18:49:35] <unholycrab> every experiment costs an end mill
[18:49:37] <Tom_itx> that's why you need to measure it
[18:49:47] <Tom_itx> find out what's wrong instead of breaking tools
[18:56:41] <CaptHindsight> my best unsolicited guess would be that a force greater than the flexural modulus of the end mill is being applied to it :)
[19:24:37] <__rob> anyone every disassembled a stepper ?
[19:24:46] <__rob> I want to modify the axle
[19:24:54] <__rob> err, shaft
[19:25:09] <__rob> wondering how easy they are to take apart and put packtogether
[19:25:14] <__rob> before breaking one to find out
[19:26:41] <SpeedEvil> It depends on the stepper
[19:26:51] <SpeedEvil> some you can simply press out the shaft and replace
[19:27:14] <__rob> standard nema 11 ebay one
[19:44:07] <gregcnc> unholycrab try these endmills
http://www.ebay.com/itm/151711380634?
[19:46:35] <CaptHindsight> gregcnc: whats the feed and speed for those on SS?
[19:48:21] <gregcnc> 250-300 SFM, .0002-.001" ITP
[19:50:23] * zeeshan-mill is cutting ss304 w/ a 1/8 end mill
[19:50:25] <zeeshan-mill> seems happy
[19:50:48] <XXCoder> I wonder
[19:51:02] <XXCoder> would cardboard box work on containing chips?
[19:51:05] <XXCoder> wood
[19:51:09] <XXCoder> maybe plastics
[19:51:20] <zeeshan-mill> why not
[19:51:21] <gregcnc> Sorry SFM is 50-200, but their site looks much different than the pdf I have
http://www.kyoceramicrotools.com/micro/speeds-feeds/inch-carbide-micro-end-mills.html
[19:51:29] <zeeshan-mill> you saw my "enclosure" right
[19:51:43] <XXCoder> hmm think so. clear plasic sheets?
[19:52:01] <zeeshan-mill> blanket
[19:52:02] <zeeshan-mill> lol
[19:52:13] <XXCoder> oh yeah that might work too.
[19:52:27] <XXCoder> evenually will finally be able to move machine into garage
[19:53:26] <archivist> __rob, the magnets inside will attract chips and jamb up the motor on reassembly, better to adjust the item to be fitted to the shaft
[19:54:06] <jdh> I have read they will lose torque since you never get them back in the same place
[19:55:16] <archivist> actually the torque loss is due to the magnets losing magnetism
[19:55:32] <archivist> magnets need a keeper
[19:56:53] <XXCoder> am I not my magnet's keeper?
[19:57:10] <gregcnc> I keep a few magnets too
[19:58:36] <trentster> gregcnc: what you plan on using those 0.5mm bits for - PCB stuff?
[19:58:54] <zeeshan-mill> 12 more parts to go!
[19:59:08] <gregcnc> I don't get into the 0.5mm but I've used 1mm in steel
[19:59:20] <trentster> for?
[19:59:21] <zeeshan-mill> greg how deep of a cut
[20:02:03] <gregcnc> it's been a while, but maybe 0.5mm deep slotting. they work well, but I've never spent real money on harvey or the like
[20:02:58] <zeeshan-mill> the china engrav bits i was using were crap =/
[20:03:05] <zeeshan-mill> now i use 2linc bits
[20:03:11] <zeeshan-mill> or whatever they are called
[20:03:23] <zeeshan-mill> china bits worked good in al
[20:03:59] <gregcnc> I get these kyocera from that guy on ebay when I need them. The drills are good too if you don't need long drills.
[20:04:33] <zeeshan-mill> link?
[20:04:35] <Erant> Speaking of drills, any tips for where to get a set of gauge-size stubby drill bits?
[20:04:45] <gregcnc> http://www.ebay.com/itm/151711380634?
[20:04:55] <Erant> I have some jobber length, but I don't tend to have enough Z for the vice + chuck + workpiece + drill
[20:05:28] <gregcnc> Erant, circuit board drills
[20:05:44] <gregcnc> unless you need larger
[20:05:46] <archivist> also hold in collets
[20:05:47] <Erant> All the sets I see are expensive-ish, but there's some websites that sell 'm loose and it comes out to be ~$40-50 for a set.
[20:05:58] <Erant> Eh, screw machine length would be nice.
[20:06:16] <Erant> And the problem's really with 1-20 more so than it is 20-60
[20:06:39] <gregcnc> do you use many odd sizes? i seem to only use a few, but it's nice to have a set
[20:06:40] <zeeshan-mill> wow those are tiny
[20:06:43] <zeeshan-mill> i dont have the rpm for em
[20:07:29] <gregcnc> you don't necessarily need the rpm
[20:07:53] <Erant> gregcnc: I don't, I guess. Most of what I use is taps and clearance drills for 1/4", #10, #8 and #6.
[20:08:09] <Erant> So maybe I should get those in high quality and keep the shitty jobber length ones for when I need a weird one.
[20:08:31] <archivist> I do tiny holes in the lathe a lot slower, I watch for the drill bit twisting and pull out to clear
[20:08:31] <Tom_itx> gregcnc, zeeshan-mill needs the rpm cause he's always in a hurry
[20:09:10] <Erant> I actually found today that the #3 drill I have is oversize... I ended up with a hole 0.01" larger than I wanted.
[20:09:17] <Erant> Which, for tapping did not work.
[20:09:20] <gregcnc> it will be hard to compete with with a 20kRPM spindle if you have 4k.
[20:09:20] <archivist> there is a lot less feel when using high rpm
[20:09:51] <Erant> Luckily I can go up to 5/16" and into the letter drills which I have a decent quality set for.
[20:10:30] <archivist> Erant, you can fix the size hole by making sure the lands on the end are ground central
[20:10:51] <archivist> or make them drill large by offsetting
[20:11:15] <zeeshan-mill> lol tom
[20:12:04] <Erant> archivist: Good tip, thanks!
[20:12:23] <Erant> Next time I'll just drill with the next size down and adjust if needed.
[20:12:25] <gregcnc> I got some carbide screw length from htcmfg.com price was good but you have to go through a distributor or try this guy
http://www.ebay.com/usr/metalcuttingtool
[20:13:21] <archivist> Erant, learnt that at the clockmakers, we would adjust the hole to get the rivet to fit tight
[20:13:34] <CaptHindsight> free range magnets
[20:18:11] <Erant> archivist: Yeah, I'm learning certain stuff, but it usually takes ruining a part.
[20:18:28] <Erant> This one's salvageable though.
[20:21:57] <gregcnc> is digikey as good as any other place to buy din rail and terminals?
[20:22:21] <SpeedEvil> gregcnc: It may be moderatel more expensive than some
[20:22:43] <Erant> I got mine at McMaster.
[20:22:57] <Erant> I was already ordering stuff, so.
[20:23:34] <gregcnc> oh i didn't check mcmaster i have other stuff in the cart already, but they are expensive in general
[20:25:39] <unholycrab> nice, gregcnc
[20:25:41] <unholycrab> re: the endmills
[20:25:48] <gregcnc> i wish mcmaster would list mfg of their products in the catalog
[20:27:13] <jdh> I have ordered the same part from them and gotten two different mfg
[20:27:29] <jdh> (SS pipe fitting, same MC part number)
[20:27:35] <gregcnc> right, that's why they don't
[20:28:08] <unholycrab> wow they aren't in china either. cool
[20:29:06] <CaptHindsight> http://www.automationdirect.com/adc/Overview/Catalog/Terminal_Blocks/DINnector_DIN-Rail_Terminal_Blocks
[20:30:21] <gregcnc> the kyocera tools work well for me
[20:32:19] <gregcnc> Capthindsight, i may try wolf locally, once i figure out what I'm looking at. never used din rail to build anything.
[20:33:01] <gregcnc> it was nice to work with when I rewired the Emco.
[20:34:03] <CaptHindsight> I'm going to import manual lathes and mills and call the company RightFu
[20:34:17] <gregcnc> I'll come by and watch
[20:34:59] <CaptHindsight> I still chuckle whenever I see the Rong Fu brand
[20:35:09] <Erant> gregcnc: Yeah, plus I don't like the 'hidding' shipping cost with McMaster
[20:35:09] <gregcnc> that's a good start. You'll do much better
[20:35:47] <gregcnc> it's always cheap here, I once bought a 6foot length of stock and it cost $5-6 for UPS.
[20:36:20] <CaptHindsight> MCMaster is a 1 hr drive from here
[20:37:05] <gregcnc> I let UPS drive
[20:37:18] <Erant> Yeah, I've never been horribly shocked.
[20:37:38] <Erant> But it does make me think twice sometimes about ordering something oversized
[20:38:18] <gregcnc> they must pass their discount along, it has to be less than book rate, but i never checked.
[20:38:52] <gregcnc> i worked for a guy who charged book rate and made like $12k one year on shipping
[20:39:14] <Erant> Going to order a set of micrometers, any tips for ones that won't break the bank, but also won't leave me banging my head in frustration trying to figure out where that 0.001" went?
[20:39:32] <gregcnc> then i got blamed for using priority mail vs first class to keep a customer happy.
[20:39:40] <Erant> Heh
[20:41:11] <gregcnc> good night, movie time, then lathe wiring tomorrow
[20:41:53] <Erant> 'nite1
[20:41:55] <Erant> !
[21:01:12] <XXCoder> dang
[21:01:14] <XXCoder> https://www.youtube.com/watch?feature=player_embedded&v=6evRox3F_XY
[21:01:15] <XXCoder> genius
[21:01:51] <Tom_itx> costly
[21:02:15] <XXCoder> yeah but very long term health savings, expecially when older
[21:04:02] <Tom_itx> that's when you hire it done
[21:04:05] <XXCoder> "cheaper than doctor bills, cheaper than heart attack"
[21:04:20] <Tom_itx> for the few times i get snow it's hardly worth that cost
[21:04:24] <XXCoder> he looks around 50 or older
[21:04:35] <XXCoder> yeah here its not worth it, average is maybe 1 snow, maybe 2
[21:05:17] <XXCoder> though I wonder if it can be reversed in summer for stirling power generation
[21:05:29] <XXCoder> cooler concerete AND more power
[21:05:31] <zeeshan|2> its like 10 bux
[21:05:35] <zeeshan|2> to get your snow shoveled
[21:06:55] <Tom_itx> bud i chat with put it in his shop floor. i can see that
[21:07:10] <XXCoder> wish my garage had that
[21:07:11] <Tom_itx> he's also a canuck
[21:07:19] <XXCoder> floor could keep ice going for 10 years
[21:07:26] <XXCoder> nah kidding but damn cold.
[21:09:23] <zeeshan|2> http://i.imgur.com/hKO1uKJ.jpg
[21:09:24] <zeeshan|2> so many
[21:09:32] <zeeshan|2> http://i.imgur.com/uPp7b7d.jpg
[21:09:34] <zeeshan|2> i like the bronze
[21:09:36] <XXCoder> what is those
[21:09:37] <zeeshan|2> too bad my camera took a crappy pic
[21:09:55] <zeeshan|2> they need some deburring and surface finishing
[21:09:56] <XXCoder> get oiled stone it will make it so shiny
[21:09:57] <zeeshan|2> and theyre good to go
[21:10:07] <Tom_itx> hah! turd covers
[21:10:15] <zeeshan|2> but luckily i dont have to finish
[21:10:23] <zeeshan|2> i always tell ppl, im not a metal finisher :P
[21:10:37] <zeeshan|2> lol tom
[21:11:23] <zeeshan|2> for some reason this ss is okay to machine
[21:11:33] <zeeshan|2> but another batch was a bitch..
[21:11:57] <Tom_itx> those don't look like SS
[21:12:03] <zeeshan|2> 5 are bronze
[21:12:06] <zeeshan|2> the rest are ss 304
[21:12:24] <zeeshan|2> bad lightin
[21:12:35] <Tom_itx> yeah light can play tricks
[21:15:53] <XXCoder> zeeshan|2: still working on theisis?
[21:15:59] <zeeshan|2> yes
[21:16:03] <XXCoder> cool
[21:16:20] <zeeshan|2> wrote a 100 page summary over 2 weeks
[21:16:46] <zeeshan|2> http://niagaracutter.com/solidcarbide/elite/chamfer/index.html
[21:16:49] <zeeshan|2> are these good for engraving
[21:17:10] <XXCoder> for making V engraves maybe?
[21:17:15] <zeeshan|2> yes
[21:17:27] <Tom_itx> i'd use a single flute
[21:17:36] <Tom_itx> or 2 maybe
[21:17:37] <zeeshan|2> why
[21:17:38] <zeeshan|2> its slow
[21:17:38] <XXCoder> hm yeah that'd be smoother
[21:17:49] <zeeshan|2> you know me and speed
[21:17:50] <Tom_itx> won't load up as quick
[21:18:20] <Tom_itx> i suppose you could try one
[21:18:37] <Tom_itx> i'd go with 2 flute though
[21:26:09] <zeeshan|2> http://www.lakeshorecarbide.com/138-6acmecarbidethreadmill.aspx
[21:26:12] <zeeshan|2> interesting looking
[21:26:58] <Erant> Funky
[21:27:04] <Tom_itx> kinda wicked lookin
[21:27:07] * Tom_itx likes :D
[21:42:46] <zeeshan|2> show some catia screenshots
[21:42:46] <zeeshan|2> :D
[21:47:16] <Tom_itx> like what?
[21:48:04] <zeeshan|2> assignmnets?
[21:48:17] <Tom_itx> you've seen em all i think
[21:48:18] <zeeshan|2> i wonder if jt did the hole probe
[21:48:21] <zeeshan|2> for roundness
[21:48:25] <zeeshan|2> ah
[21:48:55] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/
[21:49:05] <Tom_itx> most of those are SW but i'm up to 28 in catia
[21:49:07] <zeeshan|2> oh i remember tnow
[21:49:24] <zeeshan|2> what do you think of catia
[21:49:30] <Tom_itx> i'll post one so you know it's catia :D
[21:50:20] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem28.jpg
[21:50:29] <Tom_itx> just finished that one
[21:50:48] <XXCoder> Tom_itx: your pics has huge whitespace
[21:51:06] <Tom_itx> not here
[21:51:19] <zeeshan|2> looks fine for me to
[21:51:20] <XXCoder> not recent ones
[21:51:27] <XXCoder> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/problem14.jpg
[21:51:29] <Tom_itx> that could be
[21:51:56] <Tom_itx> yeah i didn't trim em all, i guess i should have
[21:52:32] <Tom_itx> my kid did the class last semester and i did them all in SW as he went
[21:52:43] <Tom_itx> got me interested so i signed up
[21:53:21] <Tom_itx> zeeshan|2 on pockets that are round, they don't want you to pocket them. they have a hole tool you use for those
[21:53:30] <Tom_itx> has counterbore, coutersink etc built in
[21:53:38] <Tom_itx> dunno if SW has that or not...
[21:53:39] <zeeshan|2> same as hole wizard?
[21:53:47] <Tom_itx> probably, i never used it
[21:54:02] <Tom_itx> apparently they'll count off if you don't use it
[21:54:22] <Tom_itx> when they go to cam the part, it's messed up if it's round
[21:54:39] <Tom_itx> lotsa little segments i guess
[21:55:09] <Tom_itx> i can see that because i've gotten iges files in that were like that
[21:55:37] <Tom_itx> they are very similar
[22:00:52] <XXCoder> you guys ever watched "too many cooks"?
[22:02:02] <XXCoder> https://www.youtube.com/watch?v=QrGrOK8oZG8 if curious lol
[22:16:11] <XXCoder> heh watxhed it again
[22:21:06] <XXCoder> lol elders react to that video
https://www.youtube.com/watch?v=kB1nnxwvCFs
[22:30:08] <XXCoder> everyone watching? heh
[23:41:37] <Computer_barf> .
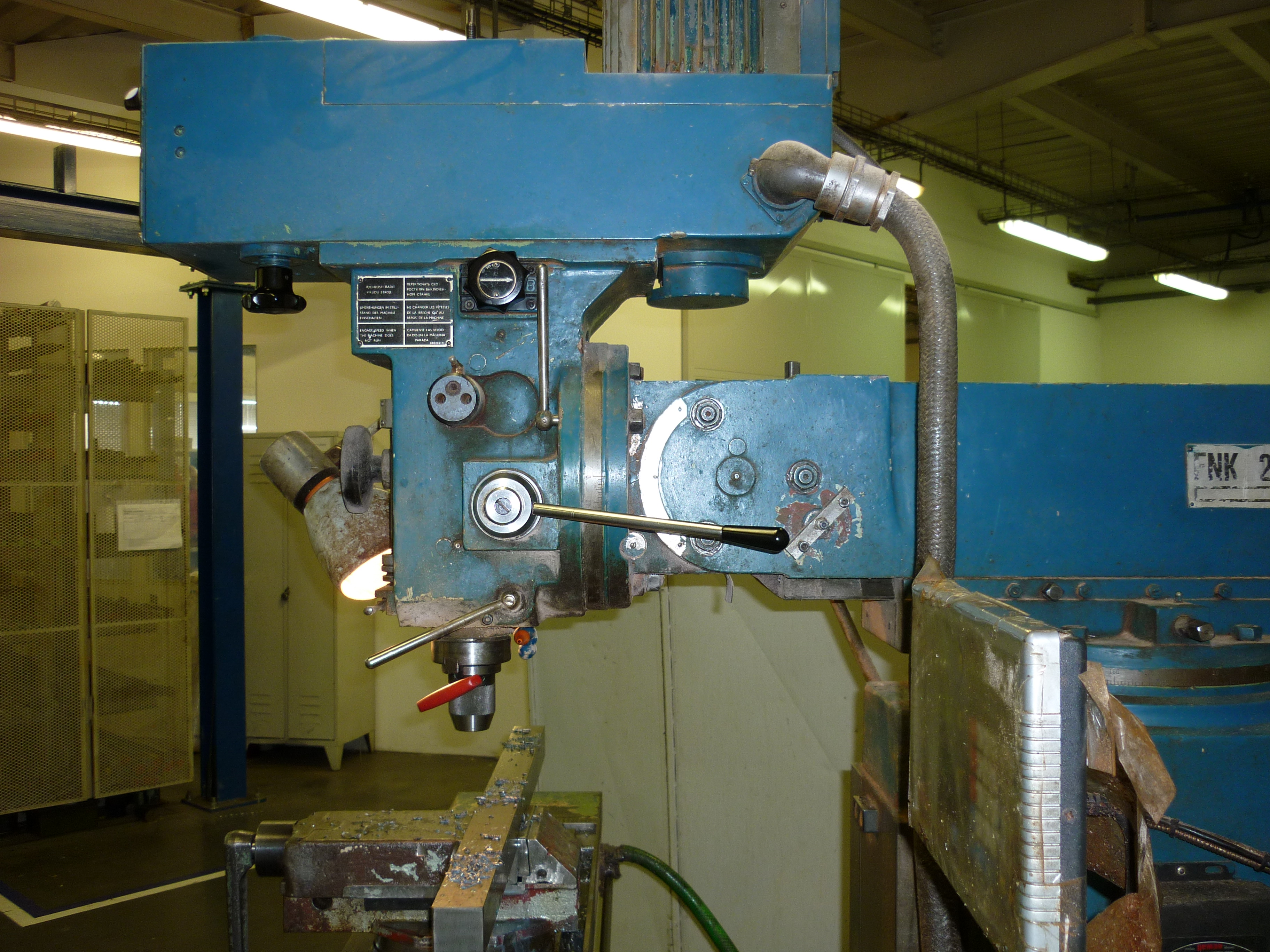{kind=link}
{kind=link}
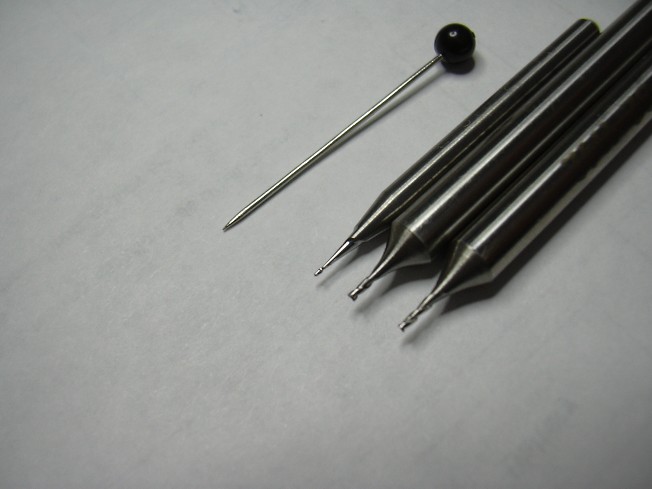{kind=link}
{kind=link}
{kind=link}
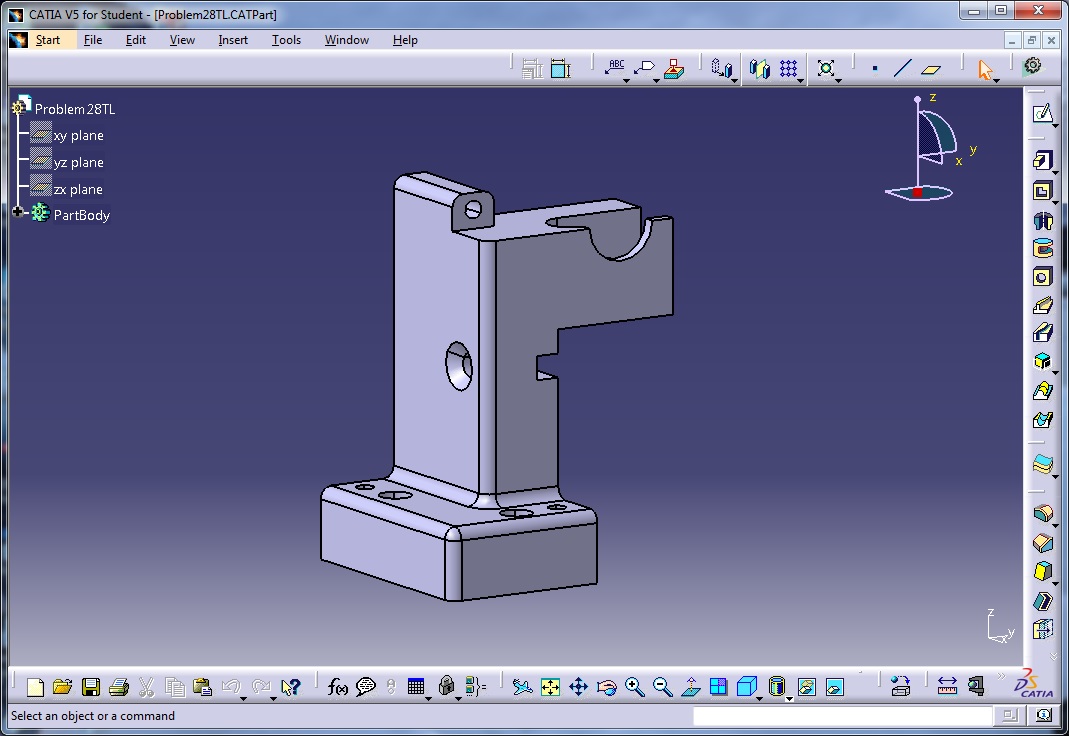{kind=link}
{kind=link}