Back
[00:26:48] <pink_vampire> hi
[00:28:07] <pink_vampire> what is better 3 jaw chuck or 4 jaw chuck?
[00:30:21] <Meduza> pink_vampire: depends on who you ask :)
[00:30:42] <pink_vampire> I want to make 4 axis.
[00:32:00] <Meduza> pink_vampire: do you only want to grip cylindrical things?
[00:32:13] <pink_vampire> no
[00:33:01] <Meduza> Then the four jaw chuck is more flexible
[00:33:23] <pink_vampire> but there is also self center 4 jaw chuck..
[00:35:30] <pink_vampire> so.. there is any diffreance between self center 3 or 4 jaw chuck
[00:36:03] <Meduza> pink_vampire: well, you can hold square bar stock in the 4 jaw
[00:36:11] <Meduza> But not hex stock
[00:36:44] <pink_vampire> ok.. I need 12 jaw chuck :)
[00:38:13] <pink_vampire> 6 jaw chuck can hold square ba ?
[00:38:17] <pink_vampire> bar*
[00:38:46] <Meduza> No
[00:38:55] <Meduza> Not if self centering
[00:41:15] <Meduza> In the 3-jaw vs 4-jaw there also is the thing that if you grip round stock you get less force on each jaw
[00:41:50] <Meduza> So less risk of marking
[00:41:55] <Meduza> The surface
[00:41:59] <pink_vampire> so 4 jaw chuck independent, is the best way to go for 4 axis?
[00:42:17] <Meduza> Yes, i would absolutely say so
[00:42:40] <pink_vampire> why no?
[00:42:43] <Meduza> Takes more time to setup, but is a lot more flexible
[00:43:54] <pink_vampire> so maybe double sided 4 axis
[00:45:44] <Meduza> The 4-jaw independent is superior in every way as long as you do not want to machine hex stock, and do not mind the extra setup time
[00:50:06] <Connor> pink_vampire: 4 jaw, not 4 axis. and Frankly, you should both a 3 jaw AND a 4 jaw. Each have their place.
[00:51:15] <Meduza> Connor: pink_vampire is asking about chucks _for_ a 4th axis
[00:51:33] <Connor> Meduza: okay. Missed that part.
[00:51:38] <pink_vampire> Meduza: right :)
[00:51:55] <Connor> But, as I said, probably should have both. Each have their place.
[00:52:31] <Meduza> Yeah, and also a nice collet chuck, nothing wrong with more options ;)
[01:09:57] <archivist> thesaint,
http://www.collection.archivist.info/showresult.php?prog=1&srcprog=searchv13.php&srcdata=title&Type=PD&Accn_no=7421&subject=24208
[01:10:12] <archivist> 120VM
[01:11:34] <archivist> that picture is before it came home
[01:13:04] <archivist> a rotary table with chuck adapter, most have a morse taper for collets
[02:31:18] <Deejay> moin
[04:33:39] <Computer_Barf1> http://lab.whitequark.org/notes/2014-07-06/g38-probing-workpieces-in-linuxcnc/
[04:33:50] <Computer_Barf1> i followed this link's instructions
[04:34:11] <Computer_Barf1> when i run linuxcnc , it shows the custompanel for the probe
[04:34:34] <Computer_Barf1> but if I trigger the probe by hand, the indicator doesn't change.
[04:35:01] <Computer_Barf1> I'm wondering if that's only active when I run probe routines or if it should always change
[06:27:55] <archivist> Computer_Barf1, look directly at the hal pins to sheck
[06:28:49] <Swapper> Anyone know a gcode generator that can cut t5 pulleys with a normal endmill ? i have tried two programs, one of them only spits out mach3 code. The other is asking for "radial distance from pitch diameter to pulley surface" whatever that means.
[06:29:21] <Swapper> it says i can omit the value but the code does not look right in the preview when i do that
[06:30:19] <Swapper> This is all done with a 4th axis
[06:30:32] <archivist> does not make sense to me to attempt that pulley with a normal endmill
[06:30:48] <Swapper> http://www.mycncuk.com/threads/3051-Some-Gcode-generating-programs
[06:30:54] <Swapper> its quite possible
[06:31:17] <archivist> possible to make a kludge yes
[06:31:32] <Swapper> should not be to far off ?
[06:31:48] <Swapper> the alternitives are?
[06:32:03] <Swapper> hob? (expensive), grinding formcutter (to hard)
[06:32:09] <archivist> hobbing or just buy a pulley ready cut
[06:32:42] <Swapper> whats the fun in the hobby then if im gonna buy all parts? :)
[06:32:51] <Swapper> Ok if it where for somting serius
[06:33:23] <archivist> I make form cutters or write the gcode to generate a form
[06:33:49] <Swapper> and CNC grind them ?
[06:34:05] <archivist> nah, dremel and microscope
[06:34:39] <Swapper> sounds like that could induce equal ammount of cludge
[06:34:59] <Swapper> any idea what they mean with "radial distance from pitch diameter to pulley surface"
[06:35:06] <archivist> less kludge as you have the right form
[06:35:09] <Swapper> on a T5 pulley ?
[06:36:12] <archivist> get the PDF from hpc gears
[06:36:29] <archivist> you want the technical section
[06:39:07] <Swapper> that PDF does not say anyting about radial distance ?
[06:44:39] <archivist> its probably od-pcd
[06:46:42] <archivist> there is a curve at the tooth tip and tooth root, how does the program deal with that
[06:47:55] <Swapper> it orients the tooth with the 4th axis far out to the left and right so it can cut it the right angle
[06:48:12] <Swapper> so each tooth will be cut atleast 3 times
[06:48:26] <Swapper> first center rugh, then left land then right land
[06:48:32] <archivist> rather crude then
[06:48:42] <Swapper> rather ingenius i think
[06:48:59] <archivist> supposed to be a curve not a land
[06:50:03] <Swapper> dont know it this program does it but you should be able to cut the land as many times you feel is needed to get the curve
[06:50:43] <archivist> I cut the involute curve in about 10 passes
[06:53:16] <archivist> and ahem....back in 2008
https://www.youtube.com/watch?v=adT8Dr5JZ4c
[06:54:42] <Swapper> nice one :)
[06:55:14] <Swapper> ive seen this one many times when searching for gear cutting and linuxcnc
https://www.youtube.com/watch?v=HAtziCsUj5Q
[06:55:45] <Swapper> Is it possible to cut helical gears with a normal gear cutter?
[06:57:30] <archivist> yes, that was a fly cutter ground to fit a good bit of the old gear
[06:59:31] <Swapper> i guess the hard part is to get the angles right on the 4th ?
[06:59:38] <archivist> 660k views wtf
[07:00:11] <archivist> I now have a 5th axis to make that easier
[07:00:38] <Swapper> yea then all is easier :)
[07:01:45] <archivist> I also now have a hobbing machine for very small gears, and the 5 axis just needs the encoder finishing so that can hob as well
[07:06:20] <witnit> I have a rather confusing issue i need to make sense of. Here is the scenario;
[07:06:37] <archivist> I am confused already
[07:07:03] <witnit> I have a hydraulic cylinder which travels on a plane parallel with my spindle. I have a linear encoder on the cylinder and a rotary encoder on the spindle. I want my spindle to synchronize to the linear encoder of the cylinder so i can rigid tap.
[07:07:48] <archivist> actually its designed the other way round at the moment
[07:07:54] <witnit> exactlyt
[07:08:31] <archivist> but see the hobbing setup and work it out
[07:08:51] <witnit> ahh, will do
[07:09:08] <archivist> there the connections and gearing are outside of the gcode
[07:10:05] <witnit> fine by me
[07:10:42] <witnit> I have no issues with a custom build on this as it is a standalone system and I really dont need gcode
[07:11:04] <archivist> rifling ?
[07:11:12] <witnit> I was just hoping to flop some code and make the ridgid tapping work
[07:11:30] <witnit> nah, tapping with a hydraulic head and servo spindle
[07:12:42] <Tom_itx> seems doable
[07:12:43] <archivist> just feels wrong though
[07:12:53] <witnit> what part is wrong you think?
[07:13:11] <Tom_itx> you've got feedback from both axis
[07:13:18] <archivist> resolution of the linear needs to be high enough
[07:13:19] <Tom_itx> what more do you need?
[07:14:05] <witnit> nothing i dont think, maybe some quick code on getting the rotary axis to only move in a synchronized manner in relation the to linear encoder
[07:14:23] <witnit> to the<> *
[07:14:24] <witnit> :)
[07:14:42] <Tom_itx> you might need/want pid on the cylinder
[07:14:45] <archivist> the hobbing does link them together
[07:15:17] <witnit> but if i had pid on the cylinder then i wouldnt need servo on the spindle
[07:15:40] <archivist> you still need the servo to follow
[07:15:46] <Tom_itx> ^^
[07:16:02] <witnit> i think im confused
[07:16:28] <archivist> what must not happen is the linear to need a speed/acceleration the servo cannot achieve
[07:16:34] <Tom_itx> you want to have fine control of both axis
[07:17:03] <archivist> so you need a rate limit
[07:17:05] <witnit> no, i am just trying to get the single axis system to follow a second encoder at a given rate
[07:17:16] <witnit> i dont want to servo anything on the linear axis
[07:17:42] <witnit> the drive system for the linear axis is a simple hydraulic valve
[07:17:51] <archivist> your linear cannot must not accelerate faster than the rotary servo can keep geared
[07:18:07] <witnit> that would obviously result in a broken tap
[07:18:14] <witnit> that is why this must be synchronized
[07:21:05] <witnit> I really was assuming there was some way to call the linear X and the rotary Y and just tell the Y to stay in sync with whatever X is doing. Is there something simple im missing with gcode which can handle synchronizing two axis?
[07:28:42] <archivist> the gcode methods need a sync coming from the rotary to start the linear
[07:29:10] <witnit> I suppose I could call the linear axis a "jog" encoder and then tweak the ratios as needed?
[07:30:08] <witnit> then any motion on the "jog" encoder would result in a motion on the rotary and in order to change thread I could simple change the scaling, right?
[07:30:11] <archivist> and the gcode method does not have the geared reversal in quite the right form I think
[07:30:59] <archivist> yes for hobbing we jamb in new scaling
[07:31:22] <witnit> the hobbing route seems the best so far
[07:31:40] <witnit> I mean it handles all my variables already i think
[07:32:00] <witnit> but, for no more than what i need, maybe this would be a simple route
[07:32:56] <archivist> if I had a linear encoder I could try it out
[07:33:33] <witnit> I think a roller on a rotary encoder is equivilent :)
[07:33:49] <witnit> just push it like a toy car -D
[07:34:44] <archivist> put a tap in the rotary I have of the bench and see if it goes into a nut on the other axis
[07:36:08] <witnit> yeah :) that is going to be my test scenario, a jacobs chuck on the motor with a few different bolts and nuts to try it on then all i need to do is figure my scaling and I should have it on point
[07:36:17] <archivist> and a button for left hand threads
[07:36:46] <archivist> just reverses the tap direction
[07:37:17] <archivist> I added an xor2 comp to do that last week
[07:38:01] <witnit> well, here is the thing, Im thinking it should have some sort of an input of tap direction depth of tap and then some way to input the tpi
[07:39:32] <witnit> the rapids for in and out could be triggered by a proximity switch which gets moved along the linear axis
[07:39:42] <witnit> manually*
[07:39:50] <archivist> if you look at the wiki there is a box to enter a number in
[07:40:12] <witnit> this would be done from a control panel, no monitor
[07:40:12] <archivist> you need to add/modify for threads
[07:40:59] <archivist> mine is a pyvcp panel in axis
[07:41:58] <witnit> so I was thinking of making a bash just automatically load the proper ngc based on which scaling the person picked, then it would auto restart the program
[07:42:32] <witnit> I wonder what the best way to choose tpi would be without adding an lcd screen
[07:43:04] <witnit> maybe I could just have a button to select a variable and add a numberpad to the enclosure
[07:45:18] <archivist> the other thing feeling very wrong, you have force which you can measure/feel on the hydraulics but what really matters is the tap force
[07:50:49] <witnit> yeah but its ridgid tapping, there is no force other than the rotation
[07:52:34] <witnit> the only force should be the resistance of the metal being formed/cut
[07:54:49] <witnit> so long as my encoders stay in time the only other failure would have to be a mechanical issue, such as backlash or torsion between my tap and encoder
[08:12:19] <zhivko> Hi all!
[08:12:56] <zhivko> Newbie here: Can I ask is it possible to mix stepper and servo motors in same linuxcnc application?
[08:24:58] <archivist> I have vever done that but think yes
[08:25:02] <archivist> never
[08:27:59] <zhivko> So that should not be a problem...
[08:28:35] <zhivko> archivist: for steppers - do you know why this pid hunting happens?
[08:29:02] <zhivko> SO I have situation that motor is at still - but I hear this sound like position huinting
[08:29:06] <zhivko> but for stepper!
[08:29:40] <archivist> you have a whistle from the motor?
[08:30:32] <archivist> you have set a microstep mode and the driver is limiting the current, this is what you hear
[08:33:03] <zhivko> yes but I dont hear this every time
[08:33:13] <zhivko> If i change velocity than i dont hear that
[08:33:14] <ReadError> depends where the rotor is at
[08:33:24] <ReadError> if its holding a position that requires microstep or not
[08:33:25] <archivist> just depends where it is parked at
[08:33:48] <zhivko> iah yes it could be...
[08:34:29] <archivist> I hate microsteps fooling people
[08:37:53] <zhivko> But listen - I am reading here:
[08:37:54] <zhivko> https://groups.google.com/forum/#!topic/machinekit/YXVj7bwh0dk
[08:38:21] <zhivko> so he says: "Someone else had the same problem with some Gecko drives. The
[08:38:21] <zhivko> work-around is to stop using the (very simple) PID loop built into the
[08:38:21] <zhivko> position mode operation of the step/dir generator and use a standard HAL
[08:38:21] <zhivko> PID component (and running the step/dir generator in velocity control
[08:38:21] <zhivko> mode). There are some example configurations available from Mesanet.com
[08:38:21] <zhivko> for their hardware, but I haven't yet modified the example BeagleBone
[08:38:21] <zhivko> configurations to use HAL based PID control. "
[08:38:50] <zhivko> SO this is what boggles me - it looks there is some PID lop for step dir generation inside.
[08:39:08] <zhivko> It is actually code from machinekit - but it was forked from linuxcnc...
[08:39:24] <archivist> do no confuse microsteps and pid loops
[08:39:30] <archivist> do not
[08:39:53] <zhivko> but why steppers need pid - I dont even have encoders
[08:40:06] <zhivko> neither they are connected anywhere.
[08:40:13] <archivist> they still have acceleration curves
[08:40:54] <zhivko> So is this why sometimes this ferror and error happens ?
[08:41:25] <archivist> why not ask the machinekit people if using their version
[08:41:30] <zhivko> so in ini file you have this parameter error and ferror and that I get error joint following error
[08:41:38] <ReadError> why is there a PID for steppers?
[08:41:44] <ReadError> what would be the input?
[08:41:49] <archivist> acceleration
[08:42:50] <zhivko> https://www.google.com/url?q=https%3A%2F%2Fgithub.com%2Fmachinekit%2Fmachinekit%2Fblob%2Fmaster%2Fsrc%2Fhal%2Fdrivers%2Fhal_pru_generic%2Fstepgen.c%23L168-L276&sa=D&sntz=1&usg=AFQjCNEEBcX_H1L4Zc6jqjqU--iDZHVW_A
[08:43:09] <gonzo__> running them in velocity mode?
[08:43:13] <zhivko> archivist: yes I know - but they dont have so much community and they are lacking irc channel...
[08:44:14] <archivist> I cannot know what they have modified
[08:45:49] <zhivko> understand - but take it as refer to linuxcnc...
[08:46:13] <zhivko> understand - but take it as a question that refers to linuxcnc...
[08:49:00] <zhivko> How can I fix this joint following error ?
[08:49:42] <zhivko> what is correct aproach - for now I just raised value x 10 and than I do not get errors anymore...
[08:50:24] <_methods> don't use machinekit?
[09:10:41] <zhivko> ?
[09:10:54] <zhivko> OK i know I shouldnt say that
[09:11:08] <zhivko> So in linuxcnc you dont have joint error message ? :)
[09:11:41] <archivist> yes it does
[09:12:31] <archivist> zhivko, would you go into a rolls royce garage with your ford car problems
[09:16:01] <zhivko> So I guess this error could happen there also - yes ?
[09:16:38] <zhivko> How do you fix it then? Does it mean acceleration is too low to catch velocity profile or what?
[09:16:47] <zhivko> I mean this is not machinekit specific so... ?
[09:17:08] <ReadError> i think FERROR will trigger
[09:17:09] <ReadError> forget
[09:17:33] <zhivko> dont understand.
[09:17:59] <zhivko> so - what is correct approach - to raise acceleration or how ?
[09:18:22] <zhivko> because if I move with lover speed that this error does not happen...
[09:18:31] <zhivko> because if I move with lover speed than this error does not happen...
[09:18:41] <ReadError> it cant run the thread fast enough
[09:18:49] <ReadError> maybe
[09:21:28] <witnit> zhivko: when do you get an error? what causes it?
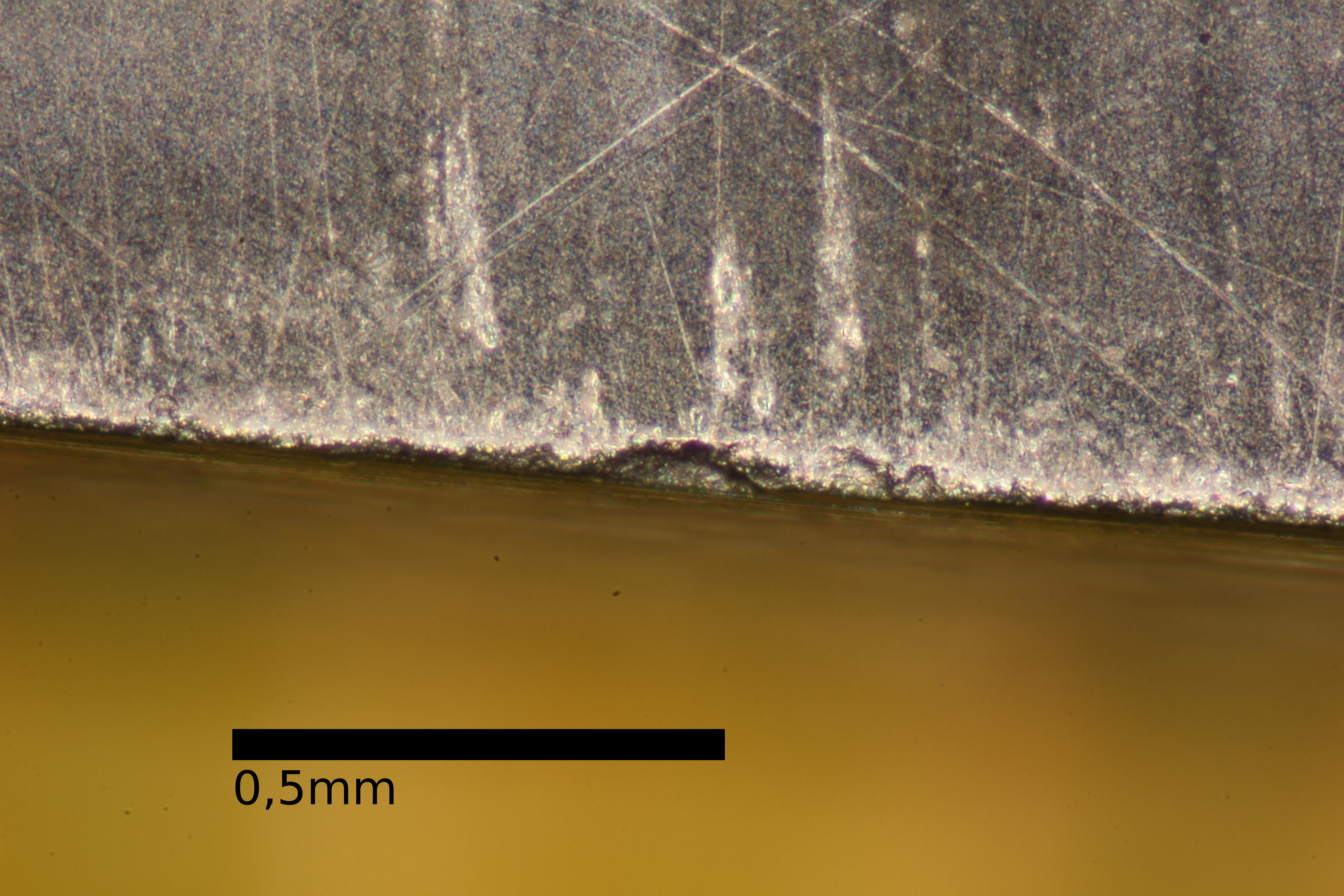
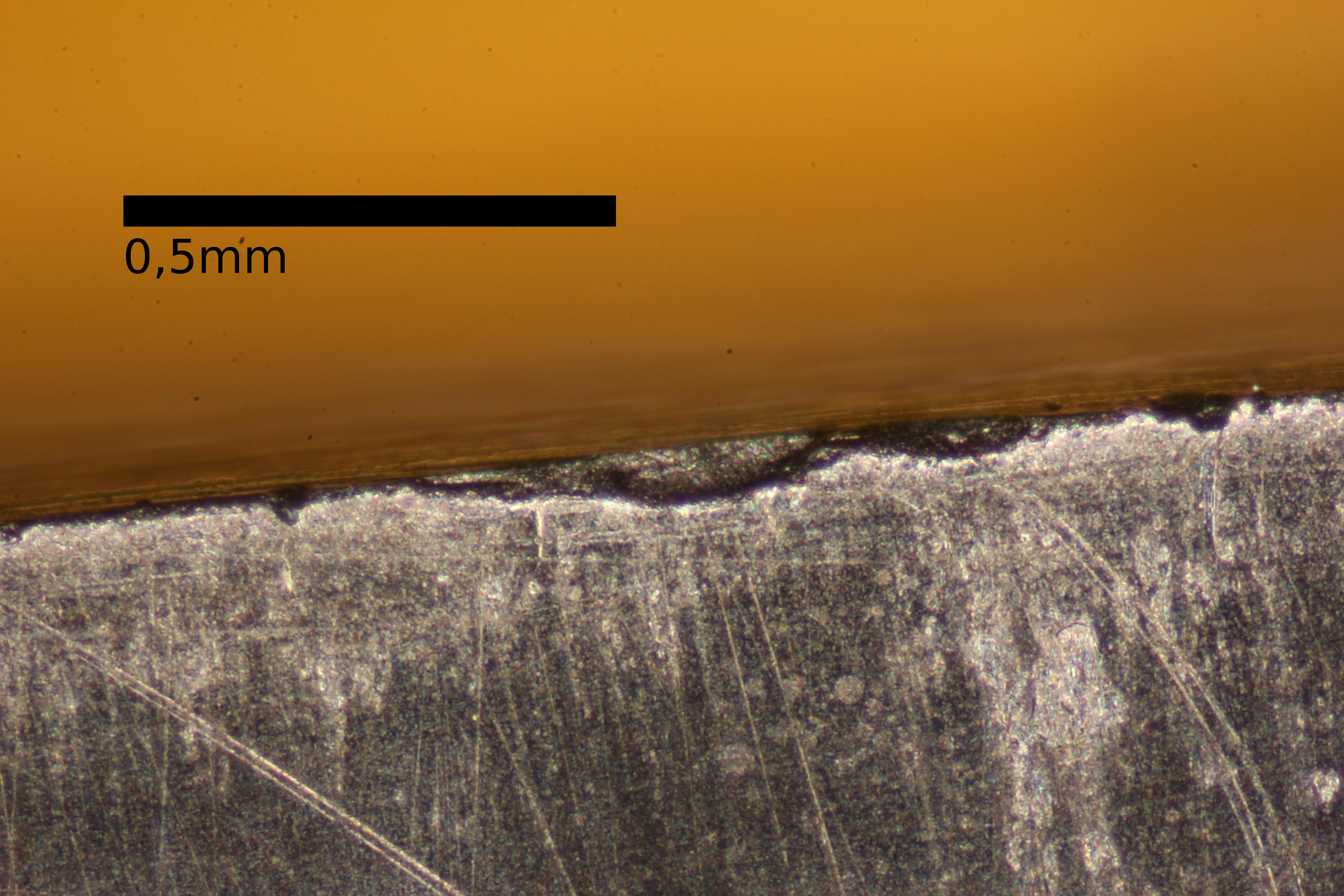
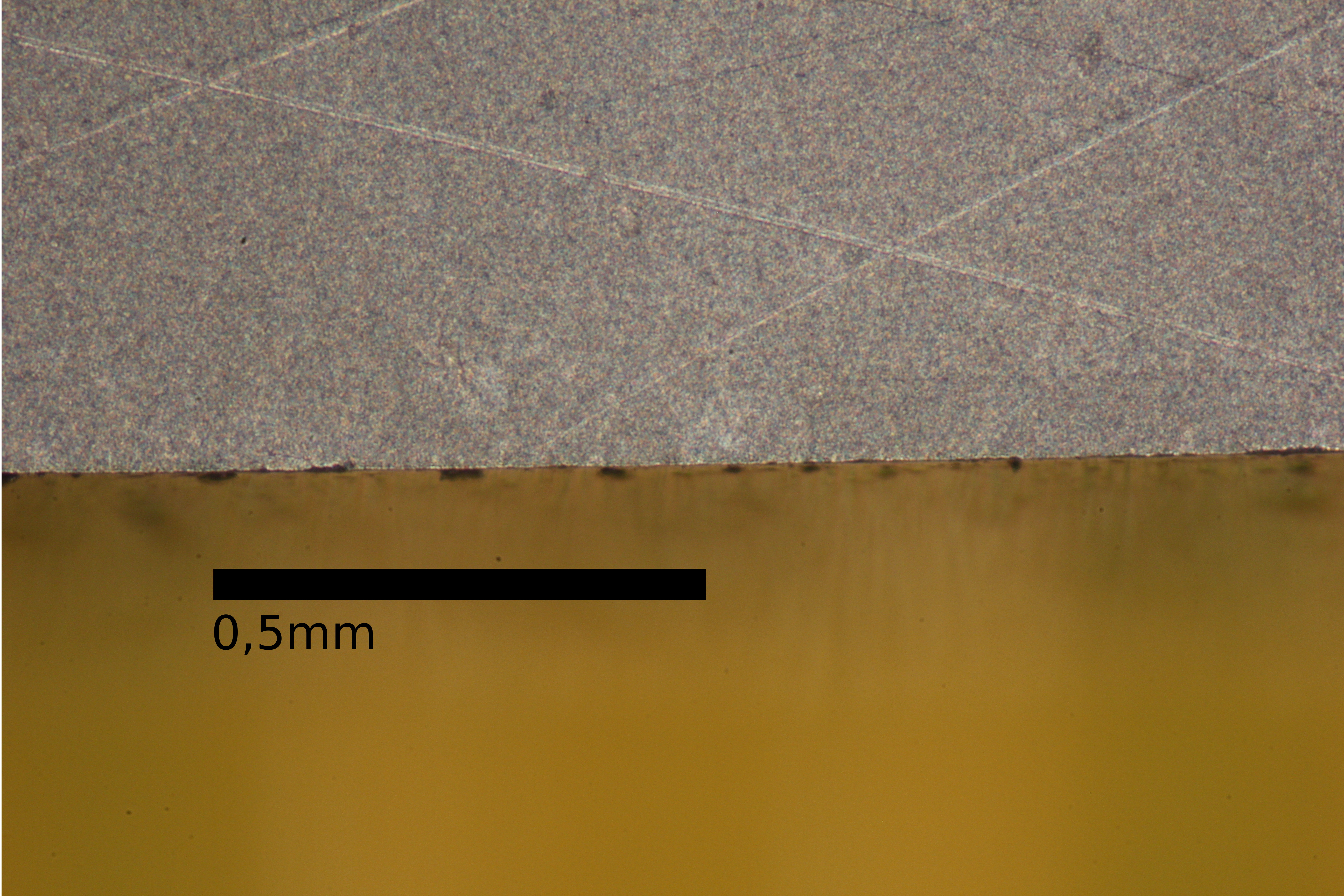
[09:29:42] <Sync> archivist: got my phototube, proper pictures of the scraping blade incoming soon
[09:37:44] <zhivko> witnit : while jogging stepper motor
[09:38:33] <zhivko> I dont really know is this error of velocity or distance.
[10:01:02] <ssi> morn
[10:01:10] <archivist> mourn
[10:01:43] * skunkworks wonders who the 3rd is going to be...
[10:02:10] <skunkworks> Kieth Richards?
[10:02:32] <ssi> he's been dead for decades
[10:02:35] <ssi> just very carefully preserved
[10:02:59] <archivist> well pickled
[10:03:04] <skunkworks> more by accident I think..
[10:04:46] <pcw_home> PID is used optionally for the stepgen as its more tolerant of servo thread jitter than the built in position mode
[10:24:41] <MrSunshine> hmm, just checked the ballscrew on a bench with the end supports.. at the far ends it wobles 0.03mm about, at the middle it wobles 0.25mm, but on the machine it wobled around like several mm ... what could be the cause of that? missalignment of the motors so it pushes the whole assembly to make a curve ?
[10:25:07] <ssi> check the concentricity of the bearing journals relative to the screw
[10:25:14] <Sync> http://sync-hv.de/projects/schaben/dull_bf1.jpg http://sync-hv.de/projects/schaben/dull_bf2.jpg http://sync-hv.de/projects/schaben/new_bf1.jpg
[10:25:37] <ssi> hm if you're checking it in the supports I assume that means in the bearings so never mind :)
[10:25:43] <_methods> how are you holding the ballscrew?
[10:25:56] <MrSunshine> its held with one fixed end and one floating end
[10:26:06] <_methods> in vblocks?
[10:26:10] <MrSunshine> huh ?
[10:26:20] <MrSunshine> ahh when checking it, i use the actual blocks that is on the machine
[10:26:39] <MrSunshine> http://g01.a.alicdn.com/kf/HTB11Td9IXXXXXXYXXXXq6xXFXXXf/BK-BF-12-Ball-Screw-End-Support-Blocks-Set-With-Ball-Bearing-Nut-Floated-Fixed-Side.jpg_640x640.jpg
[10:27:23] <_methods> and where exactly are you taking these measurements?
[10:27:30] <MrSunshine> on the ballnut
[10:27:31] <Sync> make sure that the mounting surface is parallel with the axis of the bearings
[10:27:32] <_methods> on the ends that extend out of the blocks?
[10:27:50] <_methods> yeah i don't think that's an accurate way to measure that
[10:27:51] <archivist> have you removed float from the bearings
[10:28:21] <archivist> eg are they shimmed properly
[10:31:04] <archivist> Sync, it is easier to see the craters
[10:39:00] <Sync> no shit
[10:39:18] <Sync> as it is propery photographed and not with my phone through the eyepiece
[10:47:52] <thesaint> archivist, very nice! I am saving up for something like a 125ccn.
[10:48:17] <thesaint> archivist, your lathe..
[10:49:10] <archivist> thesaint, I mentioned the model number to a Schaublin sales droid, thats a mill ! silly boy
[10:50:17] <archivist> I want a 70 size though for clock work
[10:50:25] <thesaint> archivist, sorry? what is a mill?
[10:50:34] <thesaint> I have a 70...
[10:50:44] * archivist steals it
[10:50:51] <thesaint> its very nice but the accessories are pricey..
[10:51:26] <archivist> I have seen a few but people want a few thousand
[10:51:46] <thesaint> lathe, 125 ccn - old model would be good for retrofit or maybe i save up for something newer...
[10:52:00] <thesaint> yes, not easy to find, expect to pay :-(
[10:52:10] <thesaint> but very capable for small work.
[10:52:18] <archivist> I have a Lorch, not so good
[10:52:52] <thesaint> i started off with a pultra 1770, the schaublin sv70 is a million miles nicer.
[10:53:37] <archivist> changing jobs is so much faster on the schaublin
[10:53:43] <Erant> PoS irssi...
[10:54:59] <CaptHindsight> MrSunshine: are there nuts on the ends of your ballscrews to adjust the preload on the bearings?
[10:58:20] <CaptHindsight> MrSunshine:
http://imagebin.ca/v/2TYpQ9ePPkJR many cheap routers will not have nuts on the ballscrew end opposite the motor and coupling
[11:02:25] <CaptHindsight> I had to shim the ballscrews on the cheap routers from Automation Technologies to remove the 1-2mm lash
[11:05:11] <CaptHindsight> http://www.3ders.org/articles/20160113-hacked-formlabs-3d-printers-repurposed-for-real-laser-version-of-spacewar.html try it with different colored or clear glass, see who can go blind first
[11:05:54] <Erant> CaptHindsight: Weird. They're just directly connected to the coupling?
[11:07:40] <Erant> And then I'm assuming the coupling's a shitty helical one.
[11:07:57] <Erant> I got rid of those on mine, replaced them with oldham couplings. Sooo much better.
[11:08:53] <CaptHindsight> Erant: on the right side of the pic the ballscrew is pressed against the ID of skate bearing and the OD of the bearings sits in a cylindrical block that is screwed to the frame
[11:09:47] <CaptHindsight> inside the cylindrical block the ballscrew end is connected to a helical coupling
[11:10:56] <CaptHindsight> on the left side of the pic the ballscrew end does not have threads or a nut..
[11:11:40] <CaptHindsight> it just floats inside another skate bearing that floats in a pocket
[11:12:37] <CaptHindsight> the ID of the pocket is ~0.001" larger than the OD of the skate bearing
[11:14:01] <CaptHindsight> so depending on the tolerances and who assembled it the screws have up to ~2mm of axial play
[11:14:22] <archivist> rattling fit
[11:15:52] <Erant> That blows.
[11:16:26] <MrSunshine> CaptHindsight: on the fixed side yes .. now that ive shimmed the berings
[11:16:40] <MrSunshine> before they were against eachother and could move 0.2mm back and forth :P
[11:17:38] <CaptHindsight> http://imagebin.ca/v/2TYvESEACWSs I completely rebuilt a few before just deciding to just build everything since they were just made so poorly
[11:17:46] <Erant> I ended up using thrust bearings, roller bearings plus a compressed belleville washer. 0.002" backlash still remaining in the nut, but the bearings don't add anything anymore.
[11:19:54] <CaptHindsight> they would show up in the crate with red oxide coated fasteners and dirt in the bearings
[11:21:07] <CaptHindsight> http://imagebin.ca/v/2TYwXdBMmcqH this one is right out of the crate
[11:21:10] <Erant> How do you even get dirt in the bearings?
[11:21:24] <CaptHindsight> store them on your dirt floor
[11:22:02] <CaptHindsight> where were these assembled? they are covered in grime
[11:22:20] <Erant> I'm glad I didn't end up going with one of these Chinese routers.
[11:24:56] <CaptHindsight> looks like they cnc the parts, then toss them onto the dirt pile
[11:25:28] <gregcnc> common in China
[11:25:31] <MrSunshine> rotating ballnut would be a nice choice for the machine ... maybe next one =)
[11:25:58] <archivist> do they store outside in the smog
[11:27:46] <CaptHindsight> a nation of small businesses run by petty tyrants
[11:30:41] <jdh> I'm pretty happy with my chunese router out of the box
[11:35:52] <FloppyDisk> CaptHindSight - nice shop. The wire covering looks too small as well... But at least the cable holds are screwed down.
[11:35:57] <FloppyDisk> That's a nice touch.
[11:35:59] <thesaint> CaptHindsight, you spent much time in Germany then?
[11:36:28] <CaptHindsight> not lately
[11:36:49] <FloppyDisk> I like the counterbored SHCP that is not below flush:-) I guess that's a different way to do it.
[11:38:28] <CaptHindsight> the rails had crunchy bearings and the skate bearings tend to have detents
[11:39:17] <Jymmm> CaptHindsight: That's to prevent running out in traffic (yellow bumps on sidewalk crossing thingies)
[11:39:21] <CaptHindsight> so you have to repack anything you wish to reuse
[11:39:37] <Erant> Why do you have so many of these? Re-selling?
[11:40:47] <CaptHindsight> was trying to use them for deposition; fluids, pastes, bio stuff
[11:40:52] <CaptHindsight> not as routers
[11:41:49] <Erant> Ah
[11:41:55] <FloppyDisk> CaptHindsight - Love the idea because you can save over building it your self or buying from US sources. Depends on your accuracy
[11:42:00] <FloppyDisk> but I think it's a great way to go.
[11:42:38] <Erant> Yeah. I'm assuming the ballscrews are C7+, but if you're not down to micron accuracy...
[11:53:17] <CaptHindsight> Erant: those are made with much better parts
http://imagebin.ca/v/2TZ69LKPSZ6P
[11:54:22] <FloppyDisk> Whoa - that thing has some real alum on it...
[11:56:10] <_methods> damn grizzly adams died
[11:56:14] <_methods> i guess that's 3
[11:56:35] <CaptHindsight> recently?
[11:56:43] <_methods> today i guess
[11:58:12] <CaptHindsight> Celine Dion's husband as well, does that count as 4?
[11:59:04] <CaptHindsight> all from cancer
[11:59:11] <_methods> man
[11:59:33] <_methods> i don't know if being married to celine dion counts
[11:59:51] <_methods> need to consult the celebrity death manual
[11:59:56] <CaptHindsight> but little interest in curing it since the patents aren't strong enough
[12:02:21] <CaptHindsight> http://www.nature.com/news/cancer-fighting-viruses-win-approval-1.18651
[12:03:30] <_methods> this is how the zombies start
[12:03:41] <CaptHindsight> +ed
[12:03:45] <_methods> hehe
[12:05:39] <CaptHindsight> http://www.3ders.org/articles/20160115-new-edition-of-popular-chinese-pancake-3d-printer-makes-pancakes-in-just-90-seconds.html shit, now I have to spend the afternoon one upping these guys to save face
[12:06:41] <CaptHindsight> waffles, yeah lets seem-em do that in <90 seconds of a face
[12:08:17] <Jymmm> print your OWN face in pancake in 60 seconds or less!!!
[12:09:23] <SpeedEvil> CaptHindsight:
https://www.youtube.com/watch?feature=player_detailpage&v=fKK933KK6Gg#t=102
[12:09:39] <CaptHindsight> might be fastest if the batter could be directly applied to the face, like silly putty and cooked in place
[12:13:07] <Jymmm> CaptHindsight:
http://www.antdress.com/intelligent-and-interesting-3d-image-sculpture-creator-pin-point-impression-toy-p113934.html
[12:18:32] <Tom_itx> tgif
[12:18:49] <Jymmm> Tom_itx: Hate to tell you, but it's Monday.
[12:18:57] <Tom_itx> pfft not where i am
[12:19:21] <Jymmm> Tom_itx: "I reject your reality, and substitute my own!"
[12:19:35] <Tom_itx> finished a boreingass osha class yesterday
[12:20:12] <CaptHindsight> Tom_itx: have an insurance seminar planned for the weekend? :)
[12:20:35] <Tom_itx> oh sure
[12:20:40] <CaptHindsight> Tom_itx: do they cover the obvious?
[12:20:51] <Tom_itx> pretty much
[12:21:05] <Tom_itx> you'd have to be pretty dumb not to pass
[12:21:29] <Tom_itx> and if you were you were probably eligible for the darwin award
[12:22:11] <Tom_itx> it was a requirement for the catia cert i'm looking at
[12:22:40] <CaptHindsight> CAD safety class
[12:22:50] <archivist> rofl
[12:22:58] <CaptHindsight> preventing carpel tunnel
[12:23:14] <Tom_itx> don't lean back in your chair too far while napping
[12:23:15] <CaptHindsight> how to avoid eye strain
[12:23:19] <archivist> and mice biting fingers
[12:23:22] <CaptHindsight> lol
[12:24:27] <Tom_itx> i found out their minimum fine is usually 7k
[12:24:33] <Tom_itx> per incident
[12:24:53] <SpeedEvil> you can avoid the fine if you're killed though.
[12:25:11] <Tom_itx> the employer is fined
[12:31:21] <CaptHindsight> Tom_itx:
http://citifmonline.com/wp-content/uploads/2014/12/sleeping_worker_2_f53910678a485ccd0b3fb814209c2d7a.nbcnews-ux-1440-900-1024x675.jpg
[12:32:51] <Tom_itx> apparently toxic gas was pumped into their air supply
[12:33:35] <maxcnc> hi :-)
[12:34:22] <maxcnc> Pcw online ?
[12:36:45] <pcw_home> might be
[12:37:49] <maxcnc> hi today someone came bye with his pc and a 5i25 inside the pc got the same problem im facing sometimes
[12:38:01] <maxcnc> the 5i52 prevents the pc from starting
[12:38:09] <maxcnc> if i unplag the card
[12:38:33] <maxcnc> and replug it it starts up and runs for the hole day
[12:39:04] <maxcnc> i checkt the fiting of the card without the front plate
[12:39:23] <maxcnc> same problem is there a IRQ problem or pci mrz issue
[12:39:57] <maxcnc> the 5i25 flashes the red led and then the pc makes fancy noises no beep but vent
[12:40:07] <maxcnc> any idee why this is
[12:40:32] <maxcnc> i als checkt with parport card the pci no problem on that
[12:42:44] <maxcnc> Loetmichel2: fFrage wegen anlaufkondensator für 90watt motor
[12:44:32] <pcw_home> Not really sure, Ive seen occasional older MBs that have trouble with the 5I25, but thats usually permanent
[12:44:33] <pcw_home> (simply will never boot with 5I25)
[12:47:09] <maxcnc> i did change his 5i25 to my running motherboard and the same issue 3 Startups with always unplug then it workes
[12:47:30] <maxcnc> not a good work around if you need to open the pc 2times to start it
[12:47:37] <pcw_home> if its not a contact issue (removing and replacing the card fixing the problem suggests that)
[12:47:38] <pcw_home> It may be a BIOS issue
[12:48:03] <pcw_home> (The BIOS records stuff each time it boots)
[12:48:45] <maxcnc> repluging my own casrd did a full boot on it
[12:48:57] <maxcnc> no problem
[12:49:12] <maxcnc> i will check his pc bios if there is a update
[12:51:10] <CaptHindsight> Award, Phoenix, AMI etc BIOS were always broken, how well they worked was up to luck and if windows would boot often enough to pass the test
[12:51:51] <Erant> maxcnc: If you can, check what the POST number is.
[12:52:19] <pcw_home> might try just power cycling to see if its a BIOS bug
[12:52:20] <pcw_home> I use a normal PC for initialization/testing of 5I25s
[12:52:22] <pcw_home> and every 256 power cycles the power button goes nuts
[12:52:23] <pcw_home> and you have to power cycle the mains
[12:52:27] <Erant> maxcnc:
https://en.wikipedia.org/wiki/POST_card
[12:58:12] <maxcnc> thanks i will look out to get one of this
[13:15:41] <maxcnc> im off for today have a nice day wherever you are
[13:20:18] <JT-Shop> my bikewsomewhere package came in I should take a break from splitting firewood and ride the road bike
[13:21:14] <Computer_barf> http://lab.whitequark.org/notes/2014-07-06/g38-probing-workpieces-in-linuxcnc/
[13:21:38] <Computer_barf> im trying to get my probe set up , and I also added the code from this page
[13:21:57] <cncbasher> maxcnc: iv'e had the same probs, most cases iv'e solved by fitting a higher or better rated power supply
[13:22:03] <Computer_barf> when I look at probe-in on hal monitor , it switches when i push on the probe
[13:22:45] <cncbasher> on the ones that didnt work, i changed the pc to one that did , never did find that actual problem
[13:23:00] <Computer_barf> when i check hm2_7i76e.0.7i76.0.0.input-04 , this also switches from true to false when i push on the indicator
[13:23:32] <Computer_barf> the probe green thing shows on the linuxcnc interface, yet when i push on the probe, the indicator on the screen does not change
[13:24:15] <Computer_barf> net probe-in <= hm2_7i76e.0.7i76.0.0.input-04
[13:24:31] <JT-Shop> probably not hooked up in hal
[13:24:40] <JT-Shop> probe-in is just a signal
[13:24:41] <Computer_barf> this is what i put in the .hal to get the signal in
[13:25:00] <JT-Shop> you have more lines with probe-in?
[13:25:15] <Computer_barf> not currently
[13:25:42] <JT-Shop> not going to do anything then
[13:25:59] <JT-Shop> you have not connected input 4 to anything but a signal
[13:26:26] <JT-Shop> you need motion probe in connected to input 4
[13:26:29] <pcw_home> a signal linked to just one pin is like a wire connected at just one end
[13:27:01] <JT-Shop> something like net probe-in motion.probe-in <= hm2....input-04
[13:27:01] <Computer_barf> like this ? net probe-in => motion.probe-input
[13:27:13] <JT-Shop> that works
[13:27:28] <JT-Shop> less confusing to me to do that on one line
[13:27:28] <ssi> pcw_home: every 256 resets? that's hilarious
[13:27:48] * JT-Shop goes back to splitting firewood
[13:28:10] <Computer_barf> I miss splitting firewood
[13:28:24] <Computer_barf> live in miami now, used to live in colorado
[13:28:26] <pcw_home> ssi: yep, it start to turn on by itself after that
[13:28:29] <Computer_barf> moving back in spring
[13:32:12] <aventtini6> hello hello
[13:46:07] <Computer_barf> humm tried a bunch of combinations cant get this bastard working
[13:49:07] <Computer_barf> net probe-in motion.probe-input <= hm2_7i76e.0.7i76.0.0.input-04
[13:49:07] <Computer_barf>
[13:50:32] <Computer_barf> this is what i got in there but the custom panel indicator isn't changing
[13:51:03] <Computer_barf> is there something I have to do to enable pyvcp?
[14:03:48] <JT-Shop> you have to connect the signal to they pyvcp led
[14:04:23] <Computer_barf> http://lab.whitequark.org/notes/2014-07-06/g38-probing-workpieces-in-linuxcnc/
[14:04:38] <Computer_barf> these are the additional codes I added
[14:05:29] <Computer_barf> net probe-in motion.probe-input <= hm2_7i76e.0.7i76.0.0.input-04
[14:05:40] <Computer_barf> that is what I currently have in my .hal for the probe
[14:08:59] <Computer_barf> it shows the "led" in the custom panel , it just doesn't react
[14:09:17] <Computer_barf> although i can see it reacts on probe-in on the hal meter
[14:09:58] <Computer_barf> I emailed the author of that page and he confirmed it should react even when in idle
[14:23:59] <Computer_barf> I think i need to add the postgui.hal to the ini file
[14:25:12] <Computer_barf> or i mean, that perhaps my custom_postgui.hal isn't just loading automatically and i need to do something to get that to happen
[14:27:42] <Roguish> Computer_barf: do you have probe-in linked to the LED in the panel? should be in the html code.
[14:28:04] <Roguish> and in the postgui.hal file (or what ever your file name is)
[14:28:26] <Roguish> all the stars have to align to be right.
[14:30:25] <Computer_barf> net probe-in => pyvcp.probe-in
[14:30:36] <Computer_barf> that is what is in custom_postgui.hal
[14:31:04] <Roguish> ok. what's in the panel file?
[14:31:16] <FloppyDisk> I think you need the hal files listed in the ini file to load them...
[14:31:28] <FloppyDisk> think...
[14:31:41] <Computer_barf> well its a bit longer, but it is as reflected in this page
[14:31:45] <MrSunshine> soo, with careful alignment of the ballscrew to the rails i can now run the machine at 260mm/s reliably but with very low torque or 150mm/s with quite alot of torque =)
[14:32:03] <Computer_barf> http://lab.whitequark.org/notes/2014-07-06/g38-probing-workpieces-in-linuxcnc/
[14:32:49] <MrSunshine> so from, 3600mm/min rapids to 9600mm/min rapids =)
[14:33:06] <MrSunshine> could lower it some more to get a bit more grunt also =)
[14:33:24] <Computer_barf> in the machine .ini I have PYVCP = custompanel.xml in the [DISPLAY] section
[14:33:58] <Computer_barf> FloppyDisk: I think you are right
[14:34:05] <Computer_barf> not sure what code to put to get it to load though
[14:34:25] <Computer_barf> the panel actually shows in linuxcnc, it just doesn't react
[14:34:49] <Computer_barf> even though probe-in on hal meter does react
[14:34:57] <FloppyDisk> Not hard - look for the main hal file 'name' and then add the new one. I've used pnnconf and it does it automagically
[14:35:10] <FloppyDisk> Some of the hal files have nothing in them, so they load 'nothing' :-)
[14:35:14] <FloppyDisk> But, that's okay...
[14:35:22] <FloppyDisk> Let me look it up, one sec.
[14:35:30] <Computer_barf> well I have a mesa card that requires I do things manually
[14:35:49] <Roguish> the 'custom_postgui.hal' file is called in the .ini file
[14:35:51] <Roguish> [DISPLAY]
[14:35:52] <Roguish> PYVCP = custom_postgui.xml
[14:35:54] <Roguish> ..................and...............
[14:35:55] <Roguish> [HAL]
[14:35:57] <Roguish> HALUI = halui
[14:35:58] <Roguish> POSTGUI_HALFILE =custom_postgui.hal
[14:36:04] <Roguish> names must match
[14:36:07] <FloppyDisk> Rogush has it!
[14:36:31] <FloppyDisk> Computer_barf: I have a 5i25/7i77 and don't know what i would have done w/out pncconf.
[14:36:40] <FloppyDisk> I used it as a base and then modified
[14:36:59] <FloppyDisk> It was a little confusing for me at first, but when I saw the files, it fell together after
[14:37:03] <FloppyDisk> not long.
[14:37:08] <Computer_barf> yeah I had to rely on PCW to lead the way with example files , then some debugging
[14:37:48] <FloppyDisk> I thin it's a matter of understanding the 'architechure' or layout, it's not hard, just need to 'get it', which takes a little futzing.
[14:38:32] <FloppyDisk> Oh, then I copied JT's hal files as well:-)
[14:39:56] <FloppyDisk> Anyway good luck. I might add a stepper axis to my mill for a rotary, but that's down the road and no time. Still working on my external encoder which is giving me fits...
[14:40:38] <Computer_barf> yeah I want to change my spindle motor at some point and probably add a quadrature encoder
[14:40:53] <Computer_barf> power tapping would be fun
[14:41:33] <Computer_barf> ok got the edits in place, going to head down to physically in front of the mill rather than vnc
[14:41:58] <anomynous> i tapped about 50 holes today.
[14:44:37] <Computer_barf> what does theh HALUI = halui part do?
[14:44:59] <Computer_barf> YAY
[14:45:03] <Computer_barf> the verdict is in
[14:45:11] <Computer_barf> and we're not guilty!
[14:45:28] <Computer_barf> probe indicator gui led reacts successfully
[14:45:51] <FloppyDisk> HALUI=halui opens a file called halui.hal in the same directory as the ini file.
[14:46:14] <Computer_barf> ahh I presume I just havn't needed to populate anything in that file yet
[14:46:35] <FloppyDisk> maybe not and it's okay to open it w/ nothing in it... Won't hurt anything.
[14:46:49] <Computer_barf> yeah the actual file does not exist in my directory
[14:46:58] <FloppyDisk> I suppose you could remove the line.
[14:47:07] <Computer_barf> im going to see if commenting it out affects anything
[14:48:00] <Computer_barf> The grand prize goes to Rougish and FloppDisk
[14:48:32] <Computer_barf> * sprays champagne all over
[14:50:19] <FloppyDisk> Umm, the HALUI = halui, i might be wrong
[14:50:20] <FloppyDisk> [HAL]
[14:50:20] <FloppyDisk> HALUI = halui
[14:50:20] <FloppyDisk> HALFILE = 7i77v7.hal
[14:50:20] <FloppyDisk> HALFILE = custom.hal
[14:50:20] <FloppyDisk> POSTGUI_HALFILE = postgui_call_list.hal
[14:50:22] <FloppyDisk> SHUTDOWN = shutdown.hal
[14:50:24] <FloppyDisk> #joystick hal file
[14:50:26] <FloppyDisk> HALFILE = joystick.hal
[14:50:57] <FloppyDisk> Hmm, I have it too, but not sure what it does, we need to look up the command in the docs and confirm... Good question (for me at least).
[14:50:59] <Computer_barf> i commented it out to no apparent ill effect
[14:51:17] <FloppyDisk> In mine it looks like it's not assigned to anything, but I'm not sure.
[14:51:36] <FloppyDisk> Which would make it have no ill effec...
[14:51:54] <Computer_barf> so my probe indicator is red by default , when i touch it, it goes green
[14:52:05] <Computer_barf> seems right, not sure if i need to invert it
[14:52:20] <Computer_barf> on the display it says green is open
[14:52:28] <Computer_barf> seems correct
[14:52:54] <Computer_barf> but im terrified enough of immediately breaking the ruby tip or worse on the first use
[14:54:02] <FloppyDisk> Hmmm, looks like you WANT the HALUI = halu. It connects a bunch of used pins for the user interface.
[14:54:02] <FloppyDisk> http://linuxcnc.org/docs/html/gui/halui.html
[14:54:08] <FloppyDisk> best to leave it in 'just in case.'
[14:54:32] <Computer_barf> SOLD uncommenting
[14:54:56] <FloppyDisk> You could go through your *.hal files and see if you use any halui.***.*** pins, then it might not matter...
[14:56:34] <Computer_barf> i commented into the file the link to the reference to remind me to read on it later.
[14:59:43] <Computer_barf> this is interesting:
http://gnipsel.com/linuxcnc/gui/index.html
[15:31:28] <Roguish> bear in mind the .hal files are processed in order in the [HAL] section.
[15:32:30] <JT-Shop> Computer_barf: you like my web site?
[15:32:31] <Roguish> also, be sure to put lines in their proper sections [...]
[15:34:13] <FloppyDisk> JT-shop - I like the website. reminded me of the lcnc docs:-)
[15:34:36] <JT-Shop> they are my favorite docs :)
[15:47:51] <FloppyDisk> I have been threatening to install asciidoc on a Linux system I have not setup yet...
[15:48:05] <FloppyDisk> Grrrr.
[15:49:21] <JT-Shop> FloppyDisk: you want to make html from asciidoc?
[15:50:07] <FloppyDisk> Well, just want to be able to help and edit docs for lcnc. Which you need asciidoc for (I believe).
[15:50:14] <FloppyDisk> And, then to make html would be nice - that's for sure.
[15:50:49] <FloppyDisk> Plus, if I had a dedicated linux system setup, then I could talk Seb's language for git hub and all that...
[15:50:56] <JT-Shop> you don't need asciidoc to edit documents just to publish them
[15:51:06] <FloppyDisk> oh...
[15:51:29] <JT-Shop> I have a make file that generates the html for my tutorial pages if you get asciidoc installed tell me and I'll find it
[15:52:09] <FloppyDisk> I will do that, it will be a bit before I get there - thank you.
[15:53:24] <Jymmm> Hmmm, asciidoc format is pretty... fugly
[15:53:43] <Jymmm> Example:
http://www.methods.co.nz/asciidoc/book.txt
[15:54:53] <FloppyDisk> more fungly that lcnc :-) hahahah....
[15:57:49] <Jymmm> Well, it seems to be primarly based on html formatting when looking at this
http://www.methods.co.nz/asciidoc/newtables.html
[16:03:22] <andypugh> pcw_home: How many foonblats per spud are there normally? :-)
[16:05:04] <PCW> depends on where the spuds are grown
[16:06:19] <Jymmm> PCW: in the trees of course
[16:09:49] <andypugh> Incidentally, congratulations on inventing a word that Google has never seen.
[16:18:28] <anomynous> mm
[16:18:50] <anomynous> didnt google translate translate "russia" as "mordor" lately
[16:19:05] <Sync> yes it did
[16:19:10] <anomynous> MORDORRR
[16:20:25] <anomynous> now everyone is being careful of not being rasist by not comparing russia to mordor
[16:21:10] <Nick001-shop> I'm turning a diameter and I need to take out some taper in 0.700 travel. Is there an easy way to do this with offsets or whatever?
[16:22:12] <andypugh> G1 Z-0.7 X0.01 would do it…
[16:22:35] <andypugh> ie, a slightly diagonal move
[16:23:14] <anomynous> mm.... andypugh assumes incremental coordinates
[16:23:18] <Nick001-shop> that would take the dia to 0.010 in a g95 mode.
[16:23:38] <andypugh> No, wasn’t even thinking properly, I meant (nominal + taper)
[16:24:07] <Nick001-shop> I'm trying to get rid of a 0.0002" taper
[16:24:09] <anomynous> nick why not just adjust the other endpoint of the taper?
[16:24:32] <andypugh> I would be wondering about the source of the taper.
[16:24:52] <andypugh> But modifying the end-point ought to work.
[16:25:01] <Nick001-shop> spring back on a 4mm dia
[16:25:18] <Nick001-shop> 0.157:
[16:25:21] <andypugh> Too small for a centre?
[16:25:45] <Nick001-shop> none on this Hardinge
[16:27:06] <andypugh> If you need to make a long thin think from a short thick thing on a CNC lathe is it sometimes possible to cut a sequend of short diameters. ie, if you cut your 4mm as a series of 4mm-long sections then each individual one is well-supported by the stock.
[16:27:32] <Nick001-shop> would also like to be able to change it as the tool gets dull and it becomes 0.0004
[16:27:34] <andypugh> (thing, sequence)
[16:28:17] <Nick001-shop> I used to be able to do this with 2 offsets till I went to LinuxCNC
[16:31:30] <ssi> sounds like you're trying to skew the coordinate system
[16:31:39] <andypugh> In theory you can rotate the coordinate system, but I don’t think you can rotate it round the Y axis
[16:32:11] <ssi> andy's right though, you can just make your linear moves in Z have a small X component as well
[16:32:14] <ssi> that'll cut diagonally
[16:33:26] <anomynous> mmm.... why not?
[16:33:52] <andypugh> If I had a lot to do I would set up my G-code to read a GladeVCP widget that gave it a taper per unit value, and added that on.
[16:36:21] <Deejay> gn8
[16:39:37] * JT-Shop decides to knock off early and take a break
[16:44:05] <Nick001-shop> I'll try z-0.700 t5 h10 with the same measurements as t5 h5 except change the x by 0.0001 or 2 and see if that works.
[16:45:11] <CaptHindsight> who sells decent bundles of drill bits?
[16:46:29] <JT-Shop> I get mine from MSC
[16:47:19] <CaptHindsight> JT-Shop: how is the mill doing now?
[16:47:50] <JT-Shop> resting comfortably, I've been splitting firewood all day
[16:48:27] <JT-Shop> just going to replace the MPG wire with shielded twisted pair as it has always been a tiny bit flaky
[16:54:45] * JT-Shop rests with a Weihenstephaner Original
[17:01:30] <Tom_itx> CaptHindsight, MSC or Travers
[17:02:32] <JT-Shop> I used to buy from JTS Supply
[17:02:55] <Tom_itx> JT's supply?
[17:03:09] <JT-Shop> not really lol
[17:03:45] <Tom_itx> my bud used to keep drawers full of all the sizes
[17:04:49] <CaptHindsight> seems I only break my last bit in some oddball size on Friday late afternoons
[17:05:32] <JT-Shop> when I was working at the shipyard I needed a very short 1 1/2 bit to drill some holes, the tool crib only had long ones. They would not cut it off but if it broke they would sharpen it... I clamped in a big vise and broke off some and brought it back and they sharpened it
[17:05:45] <CaptHindsight> heh
[17:05:59] <CaptHindsight> SNAFU and FUBAR
[17:07:03] <CaptHindsight> sometimes I pick up sets when they are sale at Home Depot or Menards
[17:08:34] <CaptHindsight> $20 today
https://www.menards.com/main/tools-hardware/power-tools-accessories/power-tool-accessories/drill-bits-sets-accessories/tool-shop-reg-160-piece-titanium-drill-bit-set/p-1444448125712-c-10079.htm?tid=-2200106015226928243
[17:08:39] <Tom_itx> i keep one good set and one semi good set
[17:09:25] <Tom_itx> usually get replacements from the local surplus guy.. he sells new as well
[17:10:17] <CaptHindsight> for some reason I break 1/8" more often than any other size even though it's not most often used
[17:12:16] <CaptHindsight> but only when drilling by hand
[17:13:46] <Tom_itx> long or jobber length?
[17:13:57] <CaptHindsight> jobber
[17:13:57] <Tom_itx> get shorter bits
[17:14:06] <CaptHindsight> yeah
[17:14:24] <CaptHindsight> got 100 short double end
[17:14:41] <Tom_itx> it's rare you're gonna manually use the whole flute length
[17:15:00] <CaptHindsight> plus it's usually in stainless
[17:15:18] <CaptHindsight> yeah, especially on small dia
[17:15:24] <Tom_itx> i wonder if cobalt would work better in ss
[17:15:25] <Tom_itx> i dunno
[17:15:42] <CaptHindsight> yes, cobalt double end short
[17:15:42] <Tom_itx> or some coated bit
[17:16:08] <CaptHindsight> only broke 1 end in 100 holes
[17:16:18] <CaptHindsight> when tired
[17:19:19] <zhivko> Hi archivist
[17:19:42] <JT-Shop> if you have two twisted pair with shield for a MPG would you use one pair for the 5v 0v and the other pair for the A B?
[17:20:04] <Tom_itx> probably
[17:20:13] <Tom_itx> not that it matters much
[17:28:01] <ssi> single ended mpg?
[17:28:07] <ssi> you're not gaining anything by twisting either power or A/B
[17:31:19] <JT-Shop> yea normal MPG
[17:33:01] <PCW> you can use a twisted pair for A,GND and B,5V and get a bit more noise immunity
[17:36:06] <JT-Shop> thanks
[17:37:51] <Nick001-shop> did the clonezilla thing but the ssd won't boot. Put it back as secondary and it will mount and says bootable but no go. Any ideas?
[18:34:07] <CaptHindsight> http://www.ebay.com/itm/Hardinge-DV-59-Lathe/272102013849 $500 or best in Florida
[18:38:55] <CaptHindsight> http://www.ebay.com/itm/MUST-SELL-Mazak-Dyna-Turn-3L-CNC-Lathe-Turning-Center-w-Fanuc-Control/151945729470 $2500
[18:42:02] <SpeedEvil> CaptHindsight: damn you
[18:42:08] * SpeedEvil sighs.
[18:42:43] <CaptHindsight> SpeedEvil: too far to ship?
[18:43:26] <Frank__> :D
[18:44:38] <SpeedEvil> Scotland.
[18:45:50] <CaptHindsight> but you get scotch delivered fresh to your door daily
[18:46:05] <CaptHindsight> I have to drive to get a bottle
[18:46:46] <CaptHindsight> and by the time it gets here it's 12-18 years old :p
[18:49:18] <SpeedEvil> I prefer my scotch >16y - less legal issues.
[18:50:01] <CaptHindsight> hmm weight seems to be 5000 kg or 15200lbs
[18:51:12] <CaptHindsight> maybe with the chip conveyor
[18:53:08] <andypugh> CaptHindsight: The DV59 is a plain-turning lathe. Hard to think of any use for it now.
[18:53:47] <andypugh> No leadscrew, no saddle. Cross-slide and compound only. $300 is too much
[18:53:57] <CaptHindsight> paperweight
[18:54:33] <CaptHindsight> for facing only? odd
[18:54:52] <andypugh> Makes my 1936 Rivett ornament look useful, in fact.
[18:54:55] <JT-Shop> I've unplugged the computer but the green light on the on/off button does not go out...
[18:55:04] <andypugh> JT-Shop: It will
[18:55:19] <andypugh> Capacitors and low current LEDs
[18:55:51] <JT-Shop> if I unplug the touch screen it goes otu
[18:55:53] <JT-Shop> out
[18:56:09] <andypugh> Now that is odd
[18:56:21] <JT-Shop> I wonder if the usb is back powering the pc somehow
[18:56:40] <andypugh> I was wondring the same
[18:56:54] <JT-Shop> not the monitor
[18:58:27] <andypugh> http://www.ebay.com/itm/231748423747 More of the same. Super quality, expensive in the day, but really no use for anything now, especially with that strange peg-taper-nose thing.
[18:59:07] <CaptHindsight> "Top Bidder to pay actual rigging / loading charges of $400."
[18:59:44] <JT-Shop> somehow it is getting power from the 7i77
[18:59:58] <CaptHindsight> seems high if it's already in storage
[19:01:47] <JT-Shop> dang pc won't boot up now
[19:01:50] <CaptHindsight> http://www.ebay.com/itm/Mori-Seiki-cnc-TL5-lathe/272096404864 $2400 and only 7 minutes left
[19:03:33] * JT-Shop quits looking before he buys something
[19:03:57] <andypugh> There is a huge difference in usefulness between a Hardinge plain-turning lathe with their wierd taper nose and one with a leadscrew, power feeds and an A2 spindle nose.
[19:04:18] <XXCoder> holy shit I'm on
[19:04:35] <XXCoder> jeez half of house electrics died yeserdau
[19:05:01] <CaptHindsight> aliens? lightening?
[19:05:06] <XXCoder> unknown.
[19:05:11] <andypugh> Zombies?
[19:05:32] <XXCoder> guy was fixing stairs and used flood light (led version so not all that much power needed)
[19:05:32] <andypugh> localised electron decay?
[19:05:38] <XXCoder> it stopped worling
[19:06:04] * JT-Shop listens to take five
[19:06:42] <JT-Shop> and ponders the pc issue
[19:06:45] <CaptHindsight> http://www.ebay.com/itm/Mazak-SlantTurn-35-ATC-MC-Automatic-Tool-Changer-CNC-Lathe-1988-/321956179029 I like this one more better
[19:07:15] <XXCoder> whats weird is that all rooms either have working lights or working plugs. not both.
[19:07:17] <XXCoder> unfortunately my rooms the light room
[19:07:26] <CaptHindsight> 18-ATC Automatic Tool Changer
[19:07:42] <XXCoder> I suspect one of main branch of power broke
[19:08:16] <CaptHindsight> XXCoder: did they die or did they just lose power?
[19:08:21] <JT-Shop> I had a rat eat through one leg of my power under the pad mounted transformer
[19:08:43] <XXCoder> no idea. all breakers is on
[19:08:46] <JT-Shop> it shorted out and there was bbq rat
[19:09:09] <XXCoder> yummy
[19:09:15] <XXCoder> expensive yummy
[19:09:43] <JT-Shop> no cost to me just call the electric coop
[19:10:16] <XXCoder> house is a renter
[19:10:20] <XXCoder> so they gonna fix it
[19:10:28] <CaptHindsight> http://static01.nyt.com/images/2014/09/16/nyregion/17PARROTS-hp/17PARROTS-hp-videoSixteenByNine1050.jpg
[19:10:43] <CaptHindsight> they occasionally burst into flame as well
[19:10:52] <JT-Shop> XXCoder: could be a loose neutral somewhere
[19:11:00] <XXCoder> possible yeah
[19:11:15] <XXCoder> not my job to fix though. this hjouse has ricious wiring issues.
[19:11:31] <XXCoder> I once replaced light in my room to 3 socket type and what I saw scared me
[19:11:39] * JT-Shop says goodnight Gracie
[19:11:42] <XXCoder> wires taped using brown tape and little scorch
[19:11:58] <XXCoder> its nice and securely wired by me now
[19:14:00] <andypugh> It probably doesn’t rain all that often in parrot-country?
[19:14:48] <andypugh> it seems that dry stick nests are insulative.
[19:15:06] <CaptHindsight> " the machine needs some liners replaced which requires the disassembly of the turret."
[19:15:13] <CaptHindsight> ah no biggie
[19:19:13] <CaptHindsight> http://i.ebayimg.com/images/g/Qj4AAOSwk1JWedHb/s-l500.jpg wonder how much the control is worth used?
[19:20:00] <XXCoder> build your own
[19:20:13] <XXCoder> bet thats cheaper
[19:20:41] <CaptHindsight> XXCoder: I'd be getting rid of it
[19:21:42] <XXCoder> oh youre parting cnc out? in least parts you want to replace and improve?
[19:22:39] <CaptHindsight> sorry, your misunderstanding is to far from my situation
[19:23:24] <XXCoder> so whats youre planning to do
[19:23:44] <CaptHindsight> work a bit more and then sleep, hasta banana
[19:24:06] <XXCoder> lol ok
[19:33:37] <Sync> probably around 500-2k CaptHindsight
[19:33:41] <Sync> if somebody wants it
[19:33:45] <Sync> which is the bigger problem
[19:34:14] <SpeedEvil> If you could fully test it and show it working, before pulling, that would help
[19:34:17] <SpeedEvil> but the above.
[19:34:56] <XXCoder> half price probable higher chance but then dunno what demend is like. start high then lower across time
[20:07:12] <Jymmm> and we have dialtone again!!!
[21:24:57] <pink_vampire> hi
[21:25:14] <pink_vampire> XXCoder: how are you?
[21:27:53] <pink_vampire> DaPeace: hi
[21:31:04] <XXCoder> pink_vampire: so, so
[21:31:10] <XXCoder> half of house power dont work
[21:31:22] <pink_vampire> why?
[21:31:27] <pink_vampire> what happen?
[21:32:00] <XXCoder> not sure yet
[21:32:12] <XXCoder> electrician will come evenually
[21:32:21] <pink_vampire> you have 2 or 3 phase?
[21:33:10] <XXCoder> umm whatever house normal is? lol
[21:33:33] <jesseg> two half phases?
[21:33:54] <XXCoder> I think house is plain one phase
[21:34:09] <XXCoder> anyway
[21:34:10] <pink_vampire> if you have 3 and one drop part of youe house will not work..
[21:34:20] <jesseg> technically, it's two phases but they are 180 out so the kind of might as well be one :P
[21:34:23] <XXCoder> some rooms dont have working plugs, other not working lights
[21:34:50] <XXCoder> my room is working lights. I use plug in washing room to power on my pc
[21:35:18] <XXCoder> hopefully will be fixed before sunday because I MUST have working plug for my alarm clock
[21:35:40] <pink_vampire> go with mulimeter to the electrical panel.. and text the main lines.
[21:36:00] <XXCoder> nah dont own house, cant remove
[21:36:02] <jesseg> text "FIX" to the main lines.
[21:36:08] <XXCoder> lol
[21:36:12] <pink_vampire> test**
[21:36:20] <jesseg> text FIX to the landlord then :D J/K
[21:36:20] <pink_vampire> hehe lol
[21:36:26] <pink_vampire> omg..
[21:36:56] <XXCoder> jesseg: yeah already contacted em
[21:37:03] <XXCoder> theyre sending electrican
[21:37:13] <jesseg> cool
[21:37:21] <XXCoder> I suppose I can use same plug for my alarm clock if it comes down to it
[21:37:34] <jesseg> I suppose you checked the breakers and none of them were blown
[21:37:36] <XXCoder> you hearies is lucky with ability to buy alarm clocks that dont need plug
[21:37:48] <XXCoder> oh no forgot that
[21:37:51] <XXCoder> kidding yeah none
[21:38:17] <jesseg> Sometimes they can go open circuit but not show it, but if you toggle them off/on/off/on a few times they work again.
[21:38:24] <jesseg> Still want the electrician to come out though :D
[21:38:28] <XXCoder> I'll wait till later
[21:40:01] <ssi> it's one phase
[21:40:14] <ssi> three phase is three wires, but one phase is two wires
[21:40:31] <ssi> ABC permutes to AB, AC, BC but AB just permutes to AB :)
[21:41:16] <pink_vampire> my nails so smooth - fresh nail polish :)
[21:41:48] <pink_vampire> shine like glass
[21:41:50] <ssi> fancy
[21:42:14] <ssi> I have fresh... not hunger... as a result of eating pizza that a man brought me in exchange for money
[21:50:20] <XXCoder> went to panda reserant
[21:50:22] <XXCoder> yummy
[21:54:37] <ssi> I'm writing GPS parsing software
[21:54:38] <ssi> hooray.
[21:56:42] <jesseg> ssi, that sounds like fun
[21:57:05] <jdh> like nmea 183 sentences?
[21:57:35] <ssi> yeah
[21:57:38] <ssi> and extensions to it
[21:57:50] <ssi> but I did a bunch of ohter goofy crap, like gps autodetection
[21:58:06] <ssi> it can scan different devices and baud rates until it finds one that's spitting out valid sentences
[21:58:24] <ssi> and I'm trying to come up with a way to poke at the configuration sentences to try to autodetect which chipset it is
[22:00:45] <XXCoder> what would be a good servo kit for mill/lathe combo?
[22:01:13] <XXCoder> or nema 34
[22:01:23] <jesseg> Steppers or DC motors?
[22:02:22] <XXCoder> nema is stepper while servo is basically fancy added dc motors (not really)
[22:03:03] <jesseg> I think you can get DC or even AC servo motors to fit in several common nema motor mounts
[22:03:09] <jesseg> but I could be wrong
[22:03:40] <XXCoder> I'm pretty sure my uncle's machine will need custom attachment points anyway
[22:03:50] <XXCoder> so that end dont really matter
[22:03:56] <jesseg> My order of preference is favorite being closed loop steppers, second favorite servo motors, and then open loop steppers
[22:04:07] <ssi> there are plenty of nema-frame servos
[22:04:22] <ssi> I just haven't had any luck finding and good inexpensive ones that are readily available (ie not one-off on ebay)
[22:04:39] <XXCoder> closed loop I guess allows machine to know its true positon as well as commanded positon?
[22:05:42] <jesseg> Steppers are perfect when they are working perfect, but very bad if they aren't working perfect and they have a tendency to lose steps. Servos are never exactly perfect but they are usable even when they aren't working perfectly. Closed loop steppers work perfectly all the time :D
[22:06:12] <XXCoder> interesting. why?
[22:06:12] <jesseg> No lost steps, no overshoot, perfect exact movements :D
[22:06:15] <ssi> I don't really agree :P
[22:06:23] <jesseg> ssi, which part?
[22:06:27] <ssi> pretty much all of it :)
[22:06:55] <ssi> steppers aren't perfect when they're working perfectly, they have a finite resolution due to cogging
[22:06:56] <jesseg> ssi, well, you have to agree that servoes always have some error and some dynamic undesirable performance at some level, right?
[22:07:03] <ssi> they don't lose steps unless they're pushed beyond their limits
[22:07:26] <ssi> yes, but I think that the error tolerances possible in good servo systems are smaller than those in stepper systems
[22:07:46] <jesseg> oh well everything has a finite resolution. But within the hardware capability, a stepper that's not losing steps has less than a fraction of a step of overshoot or lag at all times with a good driver
[22:07:46] <XXCoder> open loop steppers wont know if something went wrong and its jamming I guess
[22:08:18] <ssi> servos don't have a finite resolution in themselves
[22:08:21] <jesseg> XXCoder, yeah that's why I hate open loop steppers. And if they skip a step or two during acceleration, then there's no way they can catch at high speeds so they skip the whole move
[22:08:28] <ssi> they have a finite resolution related to their feedback mechanism
[22:08:31] <ssi> ie counts of their encoders
[22:08:47] <ssi> but that resolution can be unbelievably small
[22:08:52] <jesseg> ssi, yes but you can't really call it a servo if you remove the feedback :D
[22:09:07] <ssi> not talking about removing the feedback, I'm talking about improving the resolution of the feedback
[22:09:18] <ssi> my hardinge has resolvers that are geared 5:1 to the screws
[22:09:25] <ssi> so each revolution of the resolver is 1/5 of a screw rev
[22:09:33] <ssi> and the resolver has effectively infinite resolution
[22:09:41] <jesseg> that's the thing with closed loop steppers, you can run them 10 times faster because you don't have to worry about losing steps so they gain some of the functionality of a servo
[22:09:41] <ssi> limited only by the sample depth of the ADCs that read them
[22:10:08] <ssi> eh, not really
[22:10:08] <XXCoder> http://www.automationtechnologiesinc.com/products-page/nema34-closed-loop-stepper-motor-system-hybrid-servo-kit/nema34-1128-oz-in-closed-loop-stepper-motors-3-axis-cnc-kit-110vac220vac
[22:10:18] <XXCoder> quite pricy but then quite powerful
[22:10:19] <ssi> lost steps in steppers comes from overaccellerating them, which is a lack of torque
[22:10:21] <jesseg> and the shotgun noise of the sensors :P
[22:10:49] <ssi> closing the loop can give you a fault if you exceed their limits but it's not really going to improve the performance remarkably
[22:11:05] <jdh> and running them faster just makes them more likely to miss
[22:11:09] <ssi> correct
[22:11:19] <jdh> and they don't miss cleanly
[22:11:33] <jesseg> ssi, well maybe I'm using the wrong words.. What I did was wired up a PIC chip to read the encoder and step the motor, actually driving it more like a brushless DC motor I guess. It gives amazing performance.
[22:11:33] <ssi> I don't think there's any such thing as a properly tuned stepper setup that could be run faster just with the addition of feedback and a closed loop drive
[22:11:37] <ssi> especially not 10x faster
[22:11:51] <ssi> jesseg: what you did is make a two phase, 50 pole servo :)
[22:12:03] <jesseg> LOL K
[22:12:22] <ssi> but one with crappy cogging performance heheh
[22:12:49] <jesseg> yeah
[22:13:05] <jesseg> but since you can run the stepper faster, you can gear it lower, and reduce the step size
[22:13:33] <jesseg> and frankly, my steppers are rubber mounted LOL, so yeah I see your point.
[22:13:53] <jdh> does the gearing make up for the reduced available torque from running them fast?
[22:14:17] <jesseg> I do like servo motors best practically speaking, and in fact used a pic chip and wrote a vanila PID implementation in pic assembly with integrator windup prevention
[22:14:49] <jesseg> jdh, the fact that they are running like brushless DC motors is what makes up for the reduced torque of running them fast.
[22:15:05] <jesseg> Also, you can get pretty good torque running them fast if you advance the timing to 180 degrees
[22:15:31] <jesseg> Granted, at 180 degrees, they can run either way (LOL) but that is solved by switching to 90 degrees advance below a certain speed
[22:21:05] <ssi> sounds like a lot of work to reinvent the wheel :)
[22:21:32] <jesseg> Which?
[22:21:45] <jesseg> Running a stepper as a brushless DC servo?
[22:21:50] <ssi> building a servo drive for stepper motors and writing software to optimize the torque
[22:23:22] <jesseg> Well, it's not exactly reinventing a common wheel anyway. If you checked out all the stepper motors in use at this moment, how many do you think are running with an encoder and running as a DC motor? I bet you its under a fraction of a percent.
[22:23:47] <jesseg> And yet in my application, it will hopefully allow me to make use of a very useful machine that was given to me :D
[22:25:29] <jesseg> With this type of stepper, you don't need PID or anything. You essentially just step it like a normal motor, but the PIC chip acts as a middle man, and holds off steps that are sent to the motor until the motor is ready for them, which prevents it from losing a step and really boosts its performance. Otherwise, it's just stepping, no PID to tune, no integrator to wind up, etc.
[22:38:05] <Tom_itx> http://imgur.com/gallery/d869mHl
[22:39:29] <XXCoder> dammit gonna join -pastafari religion then
[22:51:17] <Jymmm> XXCoder: I just made my own instead.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}