Back
[00:00:07] <Duc> I never used any of them
[00:00:14] <Duc> well now I dont
[00:00:15] <pink_vampire> http://i.imgur.com/tBkqyqh.png
[00:00:57] <pink_vampire> each G320X get it's own heatsink and fan
[00:01:03] <CaptHindsight> pink_vampire: no ray tracing or photorealistic rendering?! :p
[00:01:44] <enleth> Duc: oh jeez, the BOSS control
[00:01:45] <Duc> why the distance on the white piece? Heat sinks can be flush with panel
[00:01:54] <enleth> I'm so glad I got the Heidenhain version
[00:02:01] <Duc> yea your lucky
[00:02:15] <Duc> your also got the 2:1 gearing
[00:02:15] <XXCoder> he owns lucky? wow nice
[00:03:17] <Duc> enleth: did you see the picture of the hard stop on the ball screws
[00:03:25] <enleth> Duc: yes
[00:03:41] <enleth> There isn't anything like that on mine
[00:04:05] <Duc> weird. Its on all of mine
[00:04:40] <enleth> Does your machine have limit switches that cut power to the servo drives?
[00:05:24] <Duc> does now after that crash
[00:05:41] <Duc> I was lazy about hooking them back up when I switched from 7i76 to 7i77
[00:06:10] <enleth> Ah, OK
[00:06:23] <enleth> Well that's not a matter of "hooking them up" on mine
[00:06:43] <enleth> They cut *power* to the drives, not the enable/inhibit line
[00:07:16] <Duc> so you put a relay to the incoming power
[00:07:47] <enleth> There's a latching relay supplying power to all the dangerous stuff, e-stop controls that and the limit switches are basically in series with the e-stop buttons
[00:08:01] <enleth> I didn't, it's a factory feature
[00:08:37] <enleth> And I'm keeping that when I retrofit
[00:09:04] <pink_vampire> I got disconncted..
[00:09:23] <Duc> Thats a nice feature. when are you retrofitting
[00:09:59] <enleth> Duc: the only thing that can be powered despite the e-stop/limits being triggered are ballscrew brakes, and that's specifically to be able to crank an axis off a limit switch
[00:10:17] <enleth> they're normally-closed and need power to disengage
[00:10:28] <pink_vampire> I try to download the pics from my phone :)
[00:10:56] <Duc> enleth: you keeping the variable head intact?
[00:11:39] <enleth> Duc: not sure, the varidrive is in a pretty bad shape, but I'd like to overhault it at some point
[00:11:56] <enleth> So I may replace it with a toothed belt drive now, but in a way that is reversible
[00:12:06] <enleth> *overhaul
[00:12:38] <enleth> I don't have the $1500 needed to replace worn components now
[00:12:57] <enleth> But it would be really nice to combine varidrive with a VFD in a controlled manner
[00:13:27] <Duc> I went the single pulley way and regret it. should have kept it with a encoder on the spindle to know whne the speed is correct
[00:13:43] <Duc> Loose the torqe with a single pulley
[00:14:09] <enleth> Well the motor shaft on mine is so worn it's visibly gouged and out of round
[00:14:22] <enleth> And the pulleys run at an angle
[00:14:36] <pink_vampire> http://i.imgur.com/iPnS5Tr.jpg
[00:14:46] <pink_vampire> this is the back of the panel
[00:14:50] <XXCoder> nice
[00:14:59] <Duc> ok that looks good
[00:15:04] <enleth> I had to find a ratio that works best, where there's least vibration, and I'm keeping it there, using the VFD to control speed
[00:15:32] <Duc> enleth: bridgeport motors dont have standard shaft sizes
[00:15:49] <enleth> I mean, the varidrive does work, but most speed ranges produce so much noise and vibration that I don't like to use them
[00:16:11] <enleth> Duc: I'm pretty sure they kina-sorta do
[00:16:22] <pink_vampire> It was very hard to cut it.. I did it with the dremel.
[00:17:20] <enleth> Duc: what I have is a 2HP "CNC" motor and when I talked with John Stevenson, he knew exactly what kind of shaft that has
[00:18:02] <Duc> enleth: difficult to find a metric shaft motor other than a bridgeport replacement
[00:18:09] <enleth> CNC being different in that it mounts at the bottom of the varidrive housing so the shaft is longer and the tension spring is on the bottom
[00:18:22] <enleth> Duc: ah, I see what you meant
[00:18:39] <Duc> enleth: its a standard motor with a unique shaft size for it
[00:18:51] <enleth> Well I don't see a problem with making an adapter sleeve
[00:19:13] <Duc> pink_vampire dremels are evil. So long to cut
[00:19:47] <Duc> enleth just use taper locks or QD mounts to adapter to the pulley.
[00:20:25] <pink_vampire> now I'm wating for the terminals..
[00:20:52] <enleth> Duc: also, I'm pretty sure the nominal shaft OD on my motor is 30mm
[00:21:15] <enleth> Which is weird but several sources seem to confirm that it's a metric diameter for some reason
[00:21:16] <Duc> enleth: yea it is but try to find a motor in the us that is 30mm besides bridgeport
[00:21:34] <enleth> Duc: ah, now I see the problem
[00:21:44] <enleth> I'm in the EU, so that's actually good for me
[00:22:23] <enleth> Although 30mm shafts are common on much bigger motors
[00:22:46] <Duc> ah that helps alot
[00:22:49] <enleth> For that size motor, I'd expect to get 20mm unless it's a custom order
[00:23:08] <enleth> Well no, it doesn't in fact, the rest of the machine is fucking inches all over
[00:23:12] <Duc> in my build thread I showed all the parts in the us to convert it to a single pulley
[00:23:15] <Duc> http://i1221.photobucket.com/albums/dd465/shefron/Machinery/Massiveheatsink_zps8129f237.jpg
[00:23:27] <Duc> https://forum.linuxcnc.org/forum/12-milling/29997-bridgeport-boss5-stepper-to-servo
[00:23:30] <enleth> Ball screws are metric, and that's it
[00:23:49] <Duc> pink_vampire which terminals
[00:24:16] <pink_vampire> all the terminal blocks...
[00:24:42] <enleth> Duc: do you still have the pneumatic motor that powered varidrive speed change?
[00:24:45] <Duc> does your have the QC30 or quickswitch
[00:24:53] <Duc> nope trashed it all
[00:25:01] <pink_vampire> Duc:
http://i.imgur.com/778mAaC.png
[00:25:03] <Duc> should have kept the whole setup
[00:25:14] <enleth> Duc: shit
[00:25:21] <enleth> I'd have paid for that
[00:25:23] <pink_vampire> you see the colorful stuff...
[00:25:35] <enleth> Seriously, why get rid of good components?
[00:26:00] <enleth> Also, if you trashed the varidrive pulleys, you're just stupid
[00:26:09] <Duc> what good is pneumatics if you can tell the speed.
[00:26:10] <enleth> They're worth a fortune if not damaged
[00:26:22] <Duc> yes Im stupid been kicking myself for awhile
[00:27:39] <Duc> but now I dont have to adjust anything to change the speed and it does work fine
[00:28:12] <Duc> pink_vampire which brand
[00:28:18] <pink_vampire> ABB
[00:29:06] <Duc> ebay?
[00:29:54] <pink_vampire> no!
[00:30:10] <enleth> Duc: oh, you've got the same bulgy Y axis belt housings
[00:30:52] <Duc> enleth what do you mean
[00:31:01] <enleth> No, not the same, there's no cutout for motor shaft installation, but the casting is very similar
[00:31:14] <Duc> pink_vampire whats wrong with ebay.
[00:31:17] <enleth> http://i1221.photobucket.com/albums/dd465/shefron/Machinery/Boss5%20servo/20150924_202023_zps3tfdz0ir.jpg - this
[00:31:38] <Duc> how is yours
[00:31:40] <enleth> The castin bulges up and makes it almost impossible to remove the saddle
[00:31:45] <enleth> *casting
[00:31:50] <enleth> Same thing on mine
[00:32:19] <pink_vampire> Duc: nothing wrong. I need alot of them in alot of color and i want the whole system with no games..
[00:32:20] <Duc> ah
[00:32:39] <pink_vampire> colors*
[00:32:43] <enleth> You have to remove the pulley, lock washer, locknut and two bearings from the screw to take that casting off
[00:32:59] <Duc> enleth not sure why I would remove the saddle. my ways look good and the oil system works
[00:33:08] <enleth> Or get 3 friends and do some gymnastics
[00:33:24] <enleth> Duc: I had to, to clean everything
[00:33:46] <Jymmm> enleth: Um... nm
[00:34:00] <enleth> Jymmm: what
[00:34:08] <enleth> Duc: and also to have smaller pieces to haul inside
[00:34:12] <Duc> enleth yea I got lucky on that. Minor cleaning
[00:34:15] <Jymmm> enleth: " 3 friends and do some gymnastics"
[00:34:18] <pink_vampire> Duc: what stuff are you using in your panel?
[00:34:47] <Duc> pink_vampire wago like 20 dollars off ebay for 70+ parts
[00:35:13] <enleth> Jymmm: well, you can unscrew that casting from the knee and pull out out with the screw still attached
[00:35:54] <pink_vampire> I don't like wago.. I want screws.
[00:35:59] <enleth> Jymmm: if you pull it out enough, you can slide off the saddle over the screw, but you need to be extremely careful not to ding the screw with the saddle or the edges of the hole
[00:36:00] <Jymmm> enleth: Fuck your casting! If I have 3 gymnastic friends I can think of FAR better things to be doing ;)
[00:36:30] <XXCoder> bed
[00:36:44] <enleth> Jymmm: if it doesn't involve a 1,5 ton mill, it's no fun
[00:36:52] <Duc> http://www.ebay.com/itm/361271103210?_trksid=p2057872.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[00:37:00] <Duc> Had spring loaded clips
[00:37:08] <Jymmm> enleth: hahaha
[00:37:28] <pink_vampire> Duc: it's used!
[00:37:40] * Jymmm pats enleth on the head and hands him a cookie.
[00:37:55] <Duc> pink_vampire yea married with a budget. She already has idea of the cost of the garage and the gun collection
[00:38:21] <Duc> and I dont make money off my equipment
[00:38:24] <enleth> Duc: for reference:
https://gallery.hackerspace.pl/Bridgeport-locknut - this is what I had to do to take that fucking locknut off without the proper hook wrench
[00:39:06] <enleth> Mind you, in this case a *proper* hook wrench would need to be bent in two spots in a very strange way to clear the housing and grab the locknut properly
[00:39:55] <enleth> Also, a wrench that fits over the keyed part of the shaft would help, I need to lasercut those too
[00:40:03] <pink_vampire> Duc: I want it new, because thios way I know the contondition of tham and I can get replacement stuff very easy..
[00:40:34] <Duc> enleth I would probably just weld a socket up quick. so how is the pulleys arranged on that mill
[00:40:41] <enleth> Before you ask: yes, this pulley/belt/chain fuckery is a self-locking ballscrew stop I made for no better way of keeping it from turning
[00:40:53] <Jymmm> Gawd that looks dangerous; as he's chiseling the slit, if his hand slipped down it's all over
https://www.youtube.com/watch?v=7vJiAePk2yI
[00:40:54] <enleth> it worked
[00:41:26] <pink_vampire> Duc: instead of get another pair of shoes, I get terminal blocks
[00:41:27] <Duc> pink_vampire stuff gets expensive buying each piece new
[00:41:55] <Duc> lol
[00:41:57] <enleth> Duc: Y axis is just like yours, but the screw shaft is extended to accomodate a brake and handwheel
[00:42:26] <enleth> Duc: actually, wait, no
[00:42:33] <enleth> Duc: it's the same length
[00:42:39] <pink_vampire> now I need to work on the fire safty system
[00:42:45] <enleth> The brake/handwheel clutch unit bolts onto the pulley
[00:42:49] <Duc> enleth you have extra boss's in the casting
[00:42:52] <Jymmm> pink_vampire: for?
[00:43:03] <Duc> pink_vampire what kind of mill is this for that stuff
[00:43:12] <enleth> Duc: that's where the stationary part of the brake assembly is anchored
[00:43:12] <pink_vampire> foer the panel...
[00:43:15] <Duc> why
[00:43:21] <pink_vampire> G0704
[00:43:30] <pink_vampire> safty first..
[00:43:55] <enleth> Duc: and the big hole is for a cable gland
[00:44:00] <Jymmm> pink_vampire: I havne't been following your project, what is the fire safety for specifically? heat? flame? explosion? alien weapon?
[00:44:02] <enleth> Duc: brake power and handwheel sensor
[00:44:19] <Duc> enleth isnt your system a 2:1
[00:44:39] <enleth> Duc: ah, just noticed the motor pulley is bigger on your photo
[00:44:52] <Duc> it is?
[00:45:02] <enleth> But you could, in theory, replace the pulley and the belt
[00:45:09] <Duc> pink_vampire you maybe over doing the safety part
[00:45:10] <enleth> Yes, the motor pulley is much smaller on my mill
[00:45:12] <pink_vampire> here in the US the house made from wood.. so I want to add extra layer of safety to the panel..
[00:45:34] <Jymmm> pink_vampire: Yes, I know what fire control is, but from what?
[00:45:40] <Duc> pink_vampire so you using C02 or halon
[00:45:46] <enleth> Duc: same thing on X, small motor pulley, and the ballscrew pulley seems to be the same size as yours
[00:46:13] <Duc> do you have a link to all the pictures on your mill?
[00:46:21] <pink_vampire> just few hundred bucks, and you can get automatic fire extinguisher.
[00:46:23] <Duc> and what is your ballscrew? .2/inch
[00:46:41] <pink_vampire> I think I will go with powder based,
[00:47:07] <pink_vampire> It's good for electric and not toxic like gas.
[00:47:19] <Jymmm> and corrosive
[00:47:28] <Duc> C02 would be cheaper and wouldnt ruin your electronics
[00:47:33] <enleth> Duc: for reference, this is the Heidenhain's idea of a control box:
https://gallery.hackerspace.pl/pictures/Bridgeport/img_6012.jpg
[00:47:45] <Jymmm> CO2 would promote condensation.
[00:47:47] <enleth> Way better than what Bridgeport did themselves for BOSS
[00:48:07] <pink_vampire> but c02 will kill you..
[00:48:18] <Jymmm> pink_vampire: you drink it
[00:48:18] <pink_vampire> co2*
[00:48:29] <Duc> it would take a shit load to fill a room
[00:48:29] <enleth> Duc: the ballscrew is 5mm/turn, definitely metric
[00:48:34] <Jymmm> every time you have a soda
[00:48:43] <enleth> pink_vampire: halon will too
[00:48:47] <Duc> and if your fire system goes off then have it kill power and let it dry out
[00:49:14] <Duc> power goes off and your replacing everything
[00:49:22] <Duc> powder goes off and your replacing everything
[00:49:31] <Jymmm> Halon is internationally banned with rare exeptions and VERY expensive. There is the replacement FMxxx
[00:49:32] <pink_vampire> mmm
[00:49:51] <enleth> Jymmm: I think we all mean that when we say "halon" nowadays
[00:49:59] <pink_vampire> I need to ask some fire specialist
[00:50:07] <Duc> enleth: so ballscrew almost the same.
[00:50:14] <enleth> pink_vampire: have you ever been to a halon-protected data center? You have to carry an oxygen mask with you and the fire alarm means "GET THE FUCK OUT OF HERE", but not because of the fire
[00:50:47] <pink_vampire> I know
[00:50:48] <enleth> pink_vampire: rather, that's because you'll suffocate in a few seconds if you inhale a lot of this stuff
[00:51:08] <pink_vampire> this is why I wont to avoid any type of gas.
[00:51:22] <Duc> CO2 will be fine
[00:51:27] <pink_vampire> want*
[00:51:39] <Duc> how big is your room where the mill is?
[00:52:02] <pink_vampire> 12X20feet~
[00:52:29] <Duc> your will be fine
[00:52:32] <Jymmm> concrete floor?
[00:52:36] <pink_vampire> wood
[00:52:52] <pink_vampire> anything is wood
[00:53:06] <Jymmm> finished or bare walls?
[00:53:13] <enleth> Duc: there's more photos at
https://gallery.hackerspace.pl/Bridgeport https://gallery.hackerspace.pl/Bridgeport%202015-07-29 https://gallery.hackerspace.pl/Bridgeport%202015-08-01 https://gallery.hackerspace.pl/Bridgeport-2015-08-25
[00:53:28] <Duc> you could set off a large fire extenguisher in that room with no trouble for your health
[00:53:37] <pink_vampire> cover with sheetrock
[00:53:48] <Jymmm> pink_vampire: 1" worth?
[00:53:55] <XXCoder> enleth: early BSFH funny articles abuse halon systems a lot.
[00:54:20] <pink_vampire> Jymmm: what do you mean?
[00:54:49] <Jymmm> pink_vampire: fallwall rating of sheetrock is usueally two 1/2" sheets iirc.
[00:54:53] <Jymmm> firewall*
[00:55:18] <pink_vampire> here is regular sheetrock 1/2"
[00:55:26] <Duc> I wish I could find more halon systems for the garage. I loved that shit
[00:55:40] <enleth> XXCoder: I work in big data and network security, I know the real versions of some of those stories
[00:56:00] <enleth> XXCoder: that shit happens from time to time
[00:56:02] <pink_vampire> Duc: halon is toxic!!
[00:56:04] <XXCoder> interesting.
[00:56:27] <enleth> XXCoder: not on purpose but people do dumb things
[00:56:43] <Jymmm> It's not toxic, it just displaces all the oxygen.
[00:57:14] <XXCoder> enleth: yeah everyone does stupid thing sometimes.
[00:57:16] <Duc> yep we used a ton of that stuff on flight simulators
[00:57:20] <enleth> Jymmm: I'm pretty sure it does interfere with oxidation in a more effective way than just displacing oxygen
[00:57:23] <Duc> when it goes off you just leave the room
[00:57:40] <Jymmm> enleth: link?
[00:57:47] <pink_vampire> enleth: I see the pics now. look nice but not a nail friendly task :)
[00:57:58] <enleth> Duc: you'd really have to be British to "just leave the room" when halon goes off
[00:58:29] <Duc> LOL what do you mean
[00:58:41] <enleth> pink_vampire: well no, definitely
[00:58:51] <Jymmm> pink_vampire: I'd cover the floor with some material that is fire/flame proof and can easy clean up any spills.
[00:59:50] <Duc> put a temperature probe inside the panel that kills input power and floods the panel with CO2
[00:59:55] <enleth> Duc: > halon goes off > everyone runs for their life > except the Brits get up calmly, careful to not spill their tea and leave without interrupting their squash conversation
[01:00:40] <Duc> nowhere close to a british person just accident prone
[01:00:41] <pink_vampire> Duc: alrady have about 10 temp sensors,,
[01:00:46] <enleth> pink_vampire: even the nails in the pallet couldn't survive that
[01:01:02] <Duc> yea over kill
[01:01:08] <pink_vampire> no!
[01:01:33] <pink_vampire> each motor driver, each motor, each power supply,
[01:01:51] <Duc> we didnt even have that many on a flight simulator 20 million dollar machine
[01:02:21] <Duc> enleth: do you have the tooth count on your pulleys
[01:02:34] <pink_vampire> and I read each tachometer of the fans.
[01:03:18] <pink_vampire> Duc: poor flight simulator design
[01:03:55] <Duc> a heat and smoke sensor in each cabinet that was tested annually. Smoke sensor are very sensentive
[01:04:19] <pink_vampire> for less than a$1 you can put temp sensor..
[01:04:46] <Duc> but do you have a temp sensor on each wire in the terminal block
[01:05:13] <pink_vampire> no but you scan it with IR camera.
[01:05:16] <Duc> one of those wires could get overheated and start a flame
[01:06:22] <Duc> I would look into a smoke sensor, that will take care of all your worries
[01:06:38] <pink_vampire> Duc: I can't make it too much safe (I still want the datron m10)
[01:07:25] <Duc> we actually have I think 2-3 of those at work
[01:07:33] <enleth> pink_vampire: Duc has a point, most electrical fires start with screw terminals overheating, so a somke sensor makes sense
[01:07:48] <Duc> and you cant scan it 24/7
[01:08:48] <pink_vampire> 3 cameras on the door...
[01:09:37] <Duc> really
[01:09:57] <Duc> ?
[01:10:16] <XXCoder> if ir sensors is like buck each I'd spam it a little.
[01:10:18] <pink_vampire> no! it was a joke.
[01:10:30] <enleth> Duc: I can count the teeth later this week
[01:10:39] <pink_vampire> NASA.. I need a job. so it you interesting. just to let you know that I'm available..
[01:10:48] <pink_vampire> if*
[01:11:16] <Duc> enleth: Thanks
[01:11:19] <XXCoder> nasa job'd be awesome lol
[01:11:50] <Duc> pink_vampire: I would look into a smoke sensor
[01:14:01] <pink_vampire> I have regular one, but I want something that can work even without power.
[01:14:02] <Duc> http://www.amazon.com/Smoke-Sensor-Module-Detector-Output/dp/B008MSQO0W
[01:16:03] <Duc> http://www.hw-group.com/products/sensors/Smoke_detector_en.html
[01:16:08] <Duc> believed we used these ones
[01:16:34] <pink_vampire> http://www.vatroival.com/slike/zastita-od-pozara/inzinjering/rotarex/Rotarex-03.jpg
[01:16:44] <pink_vampire> I want to add something like that.
[01:18:15] <Duc> pricey
[01:18:36] <Duc> you seem over protective about this project
[01:18:43] <Duc> something happen in the past?
[01:20:07] <pink_vampire> I like to do stuff right not cheap
[01:20:20] <pink_vampire> no, but I want to be on the safe side..
[01:21:00] <Jymmm> pour a slab and toss up a shop?
[01:23:03] <pink_vampire> Jymmm:It's in the middle of the house..
[01:23:41] <pink_vampire> I like to me close to the machine.
[01:24:17] <Duc> hmmm
[01:24:24] <Duc> not sure what else to think
[01:24:44] <Duc> well time for bed
[01:25:14] <pink_vampire> 15~temp sensors 2 smoke detectors, 1 automatic fire extinguisher
[01:25:27] <pink_vampire> I think it will be safe..
[01:32:22] <Jymmm> https://www.youtube.com/watch?v=AkbcPhtl9TE
[01:35:19] <pink_vampire> you can prevent it very easy.
[01:36:26] <pink_vampire> avoid deep oil cooking
[01:36:35] <pink_vampire> Jymmm: ^
[01:39:32] <Jymmm> https://www.youtube.com/watch?v=507gj_JWWSs
[01:40:27] <Jymmm> pink_vampire: What do you think the ways and leadscrews have on them?
[01:42:11] <pink_vampire> Jymmm: what do you mean?
[01:45:06] <pink_vampire> Jymmm: what leadscrew?
[01:48:25] <Jymmm> pink_vampire: I would highly suggest that you look into fire PREVENTION
[01:50:31] <pink_vampire> I look at it.. and I think it is very important thing to add to the panel.
[01:50:51] <Jymmm> No, that's not prevention, thats fighting a fire.
[01:51:55] <pink_vampire> I make 3 stages first temp sensors,than smoke detectors, than automatic fire extinguisher
[01:52:38] <pink_vampire> and all the stages can kill the power to the panel..
[01:53:04] <pink_vampire> Jymmm:
[02:01:29] <pink_vampire> https://www.youtube.com/watch?v=ADqDMwQOc2w
[02:01:55] <pink_vampire> I feel than I have the wrong machine :-(
[02:03:49] <pink_vampire> that*
[02:08:44] <XXCoder> pink_vampire: no matter how awesome your machine is, theres always better
[02:08:52] <XXCoder> if your machine can do what you want its great
[02:09:05] <XXCoder> besides that machine is million$ of dollars.
[02:09:17] <XXCoder> out of scope for most companies, let alone home use
[02:09:52] <archivist> 5 axis is with home budgets
[02:09:57] <archivist> within
[02:10:04] <XXCoder> it is
[02:10:08] <XXCoder> but not that machine
[02:10:16] <archivist> the cam is not though
[02:10:18] <XXCoder> unless your last name is gates and first name starts with b
[02:13:11] <archivist> I have to use cheap inside rear of skull cam to program my 5axis
[02:13:54] <witnit> anyone know the cost of the 7i54?
[02:14:46] <Jymmm> CNC porn
https://www.youtube.com/watch?v=A_qHR_H_2cg
[02:15:34] <XXCoder> yeah saw that one
[02:15:38] <XXCoder> fancy indeed
[02:23:08] <Deejay> moin
[02:25:11] <XXCoder> hey
[02:25:36] <Jymmm> Does anyone know why a heat pump works poorly below 40F ?
[02:26:05] <XXCoder> lack of heat to pump? honestly dunno
[02:26:21] <Deejay> hi XXCoder, Jymmm
[02:26:42] <Jymmm> hi Deejay
[02:26:50] <XXCoder> http://www.hometips.com/repair-fix/heat-pump-cold-weather-problems.html?PageSpeed=noscript
[02:27:46] <witnit> mojn!
[02:28:09] <Deejay> moin witnit :)
[02:35:41] <pink_vampire> after test
[02:35:56] <pink_vampire> one fan not working :(
[02:37:43] <Deejay> hi pink_vampire
[02:37:59] <pink_vampire> hi Deejay
[02:38:34] <pink_vampire> XXCoder: I just want to di some stuff with my machine..
[02:38:50] <XXCoder> me too, I really need to work on machine lol
[02:43:15] <pink_vampire> I need cooler master 70mm 7 blades 3pins fan
[03:14:16] <cheetah2> hello what hardware is being used?
[03:14:23] <cheetah2> grblshield?
[03:15:36] <pink_vampire> WORK!!!
[03:15:52] <pink_vampire> I broke it
[03:15:56] <pink_vampire> re solder it
[03:16:13] <pink_vampire> some crazy glue
[03:16:16] <pink_vampire> work!!
[03:18:41] <XXCoder> nice
[03:24:56] <pink_vampire> there is one piece the i can't put back in place
[03:25:04] <pink_vampire> but it's cosmetic..
[03:26:46] <pink_vampire> I'm soo happy!
[03:31:31] <pink_vampire> http://i.imgur.com/ixskiXT.png
[03:32:05] <pink_vampire> XXCoder: ^
[03:32:26] <XXCoder> looking
[03:32:56] <XXCoder> nice. yeah it wont hurt too much, just take cover hole or something
[03:33:44] <pink_vampire> but I was need to re solder the PCB..
[03:38:49] <XXCoder> dont think it will hurt anyway
[03:40:01] <pink_vampire> I'm not sure what do you mean...
[03:40:26] <XXCoder> leaving that hole
[03:42:54] <pink_vampire> yeah there is a black sticker that going to cover it..
[03:44:27] <XXCoder> cool
[03:44:43] <XXCoder> so whats your ultimate goal to make with your machine?
[03:45:42] <pink_vampire> I think 4axis machining + servo spindle job
[03:45:46] <pink_vampire> XXCoder: ^
[03:46:20] <XXCoder> so you plan to use machine to make that 4 axis cnc machine?
[03:46:35] <pink_vampire> I have 5 drivers..
[03:47:06] <pink_vampire> 5 axis machinig is too crazy..
[03:47:26] <XXCoder> yeah looks hard to do
[03:47:34] <XXCoder> machine isnt too bad but programming ouch
[03:47:44] <XXCoder> cam packages way price
[03:47:44] <pink_vampire> so 4 axis + servo spindle, or 3 axis + 3d printer
[03:49:53] <pink_vampire> and also to make the tool path..
[03:53:15] <enleth> pink_vampire: have you tried disassembling this fan the "proper" way, removing the retaining washer from the shaft?
[03:53:34] <pink_vampire> enleth: yes..
[03:54:28] <enleth> ah, so this is the type where it's easier to cut them and glue back together than remove this washer
[03:54:41] <pink_vampire> but you can't reach to the back of the pcb
[03:55:17] <enleth> oh, OK, it comes off in most of them somehow
[03:56:11] <pink_vampire> http://cdn.instructables.com/F8L/0YMD/GFA3YPDU/F8L0YMDGFA3YPDU.LARGE.jpg
[03:56:48] <pink_vampire> you see how the pcb mount?
[03:58:32] <pink_vampire> enleth: ^
[04:01:49] <enleth> sure
[04:02:49] <pink_vampire> enleth: you have better idea how take it apart?
[04:05:26] <enleth> I'd try to bend it upwards with a wedge just enough to access the solder pad
[04:05:52] <enleth> A thin long tip could fit in there
[04:06:41] <pink_vampire> next time..
[04:24:43] <malcom2073> pink_vampire: Wow, that's a big electronics panel
[04:24:56] <malcom2073> My mill has about 1/8th the electronics yours does lol
[04:25:07] <pink_vampire> 4x2x1 feet
[04:25:34] <pink_vampire> malcom2073: ^
[04:25:46] <malcom2073> Course, I've only got 3 axis, and my power supply is integrated with the stepper driver so it's fairly small
[04:25:51] <malcom2073> Does the PC fit in that box too?
[04:25:58] <pink_vampire> no..
[04:26:02] <malcom2073> Wow heh
[04:27:15] <pink_vampire> i can't find nice and strong pc that fit on din rail..
[04:27:29] <malcom2073> Could get a vesa mount pc, and mak an adapter
[04:28:07] <pink_vampire> this is very niec idea!
[04:28:41] <malcom2073> Most vesa mount PC cases are very small profile, and if you use a Mesa ethernet card then you don't even need a large case for the pci/pcie card
[04:29:04] <pink_vampire> you know something with quad core cpu and decent graphic card?
[04:29:27] <pink_vampire> malcom2073: I'm working with the LPT,
[04:29:31] <pink_vampire> and mach3
[04:29:32] <malcom2073> That fits in a vesa case? I do not
[04:29:34] <malcom2073> Even better
[04:29:36] <malcom2073> Ah even worse
[04:29:37] <malcom2073> :P
[04:30:13] <malcom2073> I don't know what kind of boards work well with mach3, but their forums should have suggestions. Find a microatx one that fits in a good case you like
[04:30:21] <pink_vampire> C10
[04:30:23] <malcom2073> graphics card may be difficult though for a low profile case
[04:31:35] <pink_vampire> http://www.fanuc.eu/ru/en/cnc/controls
[04:32:42] <malcom2073> Looks expensive to me :)
[04:32:49] <pink_vampire> we need to make linuxcnc look more like the new fanuc controllers
[04:33:05] <archivist> no we dont
[04:33:45] <malcom2073> lol
[04:34:15] <malcom2073> http://www.fanuc.eu/~/media/corporate/products/cnc/400x400/product/ncguide-screen-impression-banner.jpg
[04:34:18] <malcom2073> Looks very 90's
[04:34:41] <malcom2073> Looks kinda like tkemc
[04:34:50] <archivist> probably is :)
[04:34:54] <enleth> looks fanuc-y
[04:35:31] <enleth> 6R robot pendant GUIs must be made by the same team
[04:35:43] <archivist> anyway I got the worm test implemented and run on linuxcnc
[04:36:25] <pink_vampire> I mean the 3d display..
[04:38:31] <pink_vampire> someone do something with the cnc? or all of us talking?
[04:38:34] <malcom2073> I assume the 3d display is their tool path generation software onboard?
[04:39:46] <archivist> we can see tool paths already, we can visualise the machine as well
[04:41:33] <pink_vampire> who is the developer of linux cnc?
[04:42:01] <malcom2073> There are quite a lot of contributors
[04:43:00] <pink_vampire> https://youtu.be/NAUKPq5QjL0
[04:44:14] <pink_vampire> this hilarious
[04:44:37] <malcom2073> Haha
[04:44:54] <malcom2073> That's awesome
[04:45:16] <malcom2073> The comments, the guy who tries to act smart and think it's real
[04:45:54] <archivist> you can also use vismach in linuxcnc to see your machine in action
[04:46:28] <pink_vampire> I can't stop laughing
[04:50:54] <pink_vampire> hi DaPeace
[07:09:50] <ReadError> hmm so... 7I80DB-25 vs 7I80DB-16
[07:09:56] <ReadError> what the heck is the difference
[07:10:10] <ReadError> i ran a diff on the descriptions, both the same
[07:15:45] * archivist stares at the 16 and 25
[07:16:00] <ReadError> yea, whats that in reference to?
[07:16:07] <ReadError> the pdf manual is the same
[07:16:18] <SpeedEvil> 16A/25A?
[07:16:23] <SpeedEvil> (I have no idea)
[07:16:27] <archivist> speed bits fpga size
[07:16:30] <SpeedEvil> ah
[07:16:59] <archivist> Im guessing too, too lazy to read the site at the moment
[07:17:07] <ReadError> oh, how am I supposed to know that lol
[07:17:20] <ReadError> http://store.mesanet.com/index.php?route=product/product&path=83_85&product_id=60 http://store.mesanet.com/index.php?route=product/product&path=83_85&product_id=59
[07:18:41] <ReadError> Five 64K byte blocks of flash memory space are free when both user and fallback
[07:18:41] <ReadError> configurations are installed on the 7I80DB-25. Seventeen 64K byte blocks are free one the
[07:18:41] <ReadError> 7I80DB-16
[07:19:52] <ReadError> ah so -25 has a fallback eeprom, -16 doesnt
[07:35:02] <lair82> It is something to do with the fpga clock speed, I have a few of the 16's running
[07:35:44] <lair82> And mine has the fallback eeprom on it
[07:37:06] <lair82> I remember pcw telling me that even with all the hardware I have running off of my 7i80, the 16 was still plenty of horsepower for what we are doing.
[07:40:59] <ReadError> hmm 20$ difference
[08:50:43] <pink_vampire> hi
[08:52:19] <pink_vampire> what is the recomended way to do servo spindle?
[08:53:48] <archivist> not usually needed on a normal mill
[08:55:33] <archivist> more often used on lathes that have live tooling that mills the item in the lathe spindle
[09:02:06] <pink_vampire> archivist: what about tapping?
[09:02:38] <JT-Shop> 2 of my spindles are servo driven
[09:02:54] <archivist> not needed there either, just add a spindle encoder and linuxcnc makes the other axes follow
[09:15:02] * JT-Shop has a new lake
[09:15:15] <Duc> lol
[09:37:03] <Duc> anyone looking to purchase massive old stepper motors
[09:39:24] <pink_vampire> I would love to but I'm allergic to stepper motors
[09:39:29] <pink_vampire> Duc: ^
[09:40:11] <Duc> LOL old nema 42 with unique shaft size
[09:40:18] <Duc> its a collectors item
[09:40:45] <pink_vampire> pic
[09:42:26] <pink_vampire> anyone use space mouse?
[09:42:50] <Duc> like this
http://www.ebay.com/itm/Bridgeport-Stepper-Motor-For-Boss-System-Controls-/330641997789?hash=item4cfbcc7fdd:m:mBKF-ySDrPLem5lXEDsy0_Q
[09:42:54] <Loetmichel> pink_vampire: i had one once at the company
[09:43:05] <Duc> 5/8 shaft instead of the normal 1/2
[09:43:07] <Loetmichel> wasnt impressed
[09:44:17] <JT-Shop-> you can give them to me if you pay postage :)
[09:44:18] <pink_vampire> maybe archivist will like it..
[09:44:34] <Loetmichel> Duc: and a massive cooling shroud... what is these steppers rated current?
[09:44:37] <pink_vampire> for me is look like junk.
[09:45:08] <Duc> not really sure what the current rating is. Hard to find honest specs about the motors
[09:45:15] <Duc> they are from 1978
[09:45:35] <Loetmichel> that only means that they are possible not rare earth magnets inside
[09:45:36] <Duc> JT-Shop: might need to be the opposite. you pay postage
[09:45:42] <Duc> yep
[09:45:48] <Loetmichel> meaning they are either hybrid or pretty weak ones
[09:46:01] <Duc> and they dont like to microstep at all
[09:46:51] * Loetmichel once cobbled together a machine with some massive 3kW cont. AC servos and indramat drives..
[09:47:58] <Loetmichel> ... and made the error of commading the motion controller to do a single rotation (steps for 360°) at maximum speed while the servo was sitting on a wooden pallet without any restraints...
[09:47:59] <Duc> Been tempted to find a massive ac servo for the spindle motor
[09:48:16] <Duc> how high did it jump
[09:48:26] <Loetmichel> imagine my horror when 30++kg of aluminium, steel and copper leaped up at me about half a meter ;)
[09:48:27] <archivist> microstepped stepper error plot
http://www.archivist.info/cnc/wormtest/plot_normalised.php
[09:48:56] <os1r1s> ReadError Most like the FPGA size.
[09:48:56] <enleth> Loetmichel: did it perform a controlled landing in the same spot?
[09:49:02] <Loetmichel> more or less
[09:49:16] <Loetmichel> but not before nearly kicking out my teeth
[09:49:31] <Loetmichel> luckily i had my face about 75cm above it ;)
[09:51:02] <Loetmichel> it was like that american professor in that pendulum experiment video... bur a LOT qucker ;)
[09:51:50] <Duc> I need to make up some ebay ads today for the old items off the mill
[09:52:11] <Loetmichel> when finally installed in the brake disc grinder it could move the half a ton rotational table 1 meter back or forth in about a second... ;-)
[09:52:49] <pink_vampire> Duc: why you replace the motor?
[09:52:53] <Loetmichel> never worked with such massive equipment afterwards
[09:53:41] <Duc> pink_vampire: they were old motors that were slow and didnt like to do chip thinning and lost steps
[09:53:59] <Loetmichel> as in 1.5" diameter motor shafts and 80mm thick ballscrews and half a meter diameter diamond grinding wheels mounted on 11kW three phase motors...
[09:55:04] <pink_vampire> Duc: what is going to replace it?
[09:55:33] <enleth> Oh jeez, those BOSS steppers
[09:55:59] <enleth> They look totally like some old Soviet shit
[09:56:20] <Duc> yaskawa SGMJV 750 watt AC servo motors
[09:56:53] <pink_vampire> how much thay cost for motor + driver?
[09:57:29] <Loetmichel> enleth: soviets were paid by the tonnage in machines they put out on the "market"... hence the looks of soviet machinery ;)
[09:57:36] <Duc> before or after the screw up
[09:58:26] <Duc> $150/motor, $180/servopack and another $450 wasted in ordering the wrong servo packs plus another $150 in shit cables from china
[09:59:15] <Duc> only doing 3 axis right now
[10:14:21] <pink_vampire> very cheap!
[10:14:43] <pink_vampire> almost like my DC servos.
[10:15:05] <pink_vampire> it's new?
[10:16:49] <Duc> nah used new these things are pricey
[10:17:38] <Duc> if I was making money on the stuff then it would be different
[10:20:42] <pink_vampire> so this is why it's so cheap...
[10:21:11] <pink_vampire> I want anyting new
[10:21:19] <Duc> lol
[10:21:31] <Duc> what size are your servos
[10:23:47] <pink_vampire> nema34
[10:24:18] <pink_vampire> 1025oz/in
[10:27:18] <pink_vampire> Duc: ^
[10:27:37] <Duc> hmmm time to find a way to rid me of the squealing from the motor
[10:27:52] <Duc> from automation technologies?
[10:30:51] <archivist> get a driver which switches out of audible range
[10:31:43] <Duc> its only the y drive so far. Need to find the tuning parameter to change it
[10:38:08] <archivist> been wanting to scratch this itch for a long time
http://www.archivist.info/cnc/wormtest/
[10:39:18] <_methods> you have worms?
[10:39:23] <archivist> moral of that story, never use random rotary to cut a precision gear
[10:39:49] <Duc> was this just off the shelf rotary with a motor added
[10:40:53] <archivist> no actually it is from an instrument drive with a 4 start worm
[10:41:21] <archivist> but I have seen some terrible rotaries
[10:41:53] <archivist> the only low cost rotary I have seen with an angular spec is Vertex
[10:42:10] <Duc> wonder how good a koma is
[10:42:29] <archivist> next job is to use this test rig on my vertex
[10:44:33] <archivist> Duc, I first learned about testing rotaries when I had some gears rejected
[10:45:23] <Duc> so a shop had a cmm setup to check the gears?
[10:45:55] <archivist> no it was visible, did not need a cmm
[10:46:29] <Duc> dam
[10:46:52] <Duc> are your rotary tables originaly for cnc
[10:48:02] <archivist> you can use a digital vernier to measure division, span n teeth, set to 0 move around note any below 0 re 0 after continue for whole lap after last 0 you will see a peak value
[10:49:26] <archivist> Duc, no, I was at a clockmakers at the time, I measured all we had and could borrow, only one rotary from the 1940s was anything like quality
[10:50:01] <Duc> ah I would be curious how accurate a fadal or haas 4th axis is
[10:50:07] <archivist> Vertex I have seems as good but not fully verified yet
[10:50:50] <archivist> only done the vernier test on a produced gear so far
[10:51:58] <Duc> I forgot I had a vertex rotary table
[10:52:13] <Duc> just took that sucker off the table. Heavy as hell
[10:53:17] <archivist> mine has a ninety to one ratio, the crap stuff has a lot lower ratio
[10:53:56] <Duc> where is the ratio located on the rotary
[10:54:35] <archivist> rarely seen it printed on, usually have to count
[10:56:38] <Duc> 90 handle turns per full rotation?
[10:56:51] <archivist> yes
[10:57:51] <Duc> I think I also have the 90
[10:58:58] <Duc> yep
[10:59:17] <Duc> yea motor squealing is gone after a auto tune
[10:59:17] <archivist> yet something like
http://www.ebay.co.uk/itm/MECATECNICA-DIVIDING-HEAD-ROTARY-TABLE-/381479207322
[10:59:47] <archivist> is probably between 20 and 50 to one
[11:01:16] <Duc> Im not a fan of the mesh adjustment on the vertex wish it would stay set
[11:02:34] <archivist> that large one on ebay is a similar in/out of mesh
[11:03:05] <Duc> a collar by the handle?
[11:03:37] <archivist> it is that slot on one of the images with a lock nut
[11:03:58] <archivist> it rotates the worm out of mesh
[11:04:07] <Duc> let me grab a pic
[11:04:51] <archivist> the vertex rotates the worm as well, just the locking screw is different
[11:05:46] <Duc> it does rotate it out of mesh
[11:06:01] <Duc> http://i1221.photobucket.com/albums/dd465/shefron/Machinery/20151228_104016_zpsd0t1mfds.jpg
[11:08:57] <archivist> I have the little one
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_01_20_cnc/P1200007.JPG
[11:10:00] <Duc> that is tiny
[11:10:24] <archivist> for the small work I do, it can be too large
[11:11:42] <Duc> I wish mine was smaller due to weight
[11:12:58] <archivist> I got this scrap one and it too is a ball breaker
[11:13:40] <archivist> damage was coolant getting in and rusting the worm, has cleaned up a bit
[11:16:29] <Duc> how big is it
[11:17:21] <zeeshan> nice v-block z colume
[11:17:23] <zeeshan> column
[11:18:24] <Duc> so what do you use the column for in your rotary pic
[11:23:13] <archivist> that was waaaaaay back before the cnc got built, was just trying things for size
[11:25:02] <Duc> ah
[11:29:07] <Duc> what do you know about the 7i84 card
[11:29:49] <archivist> nothing
[11:32:26] <Duc> pcw_home: Im still in the process of merging my hal and INI from 7i76 but seem to run into a snag with the 7i84 card. Mode 0 works fine but switching to mode 2 for the MPG i recieve these errors.
http://i1221.photobucket.com/albums/dd465/shefron/Machinery/Boss5%20servo/serial%20error_zpsbcm8arua.png
[11:33:45] <pcw_home> illegal remote mode
[11:34:20] <Duc> shouldnt the sserial_port_0=0200 to set for mode 2
[11:34:47] <Duc> 5i25 ==>> 7i77 then serial to 7i84
[11:36:02] <Duc> referencing the old thread we had at
https://forum.linuxcnc.org/forum/27-driver-boards/27742-7i84-software-mode-3
[11:36:16] <pcw_home> possibly old firmware in 7I84
[11:36:51] <pcw_home> needs V14 firmware for MPG IICRC
[11:37:27] <Duc> odd since I just had it working iwth the 7i76 system
[11:37:43] <pcw_home> wrong channel I think
[11:38:00] <Duc> yea sorry its on channel 2 now for some reason
[11:38:35] <pcw_home> The expansion channel is 2 on the 7I77 (vs 1 on the 7I76)
[11:39:01] <Duc> ok. I guess most poeple dont switch from a 7i76 to 7i77
[11:39:01] <pcw_home> so: sserial_port_0=002000
[11:39:58] <pcw_home> so you were trying to set the analog output part of the 7I77 to mode 2 (but it only supports mode 0)
[11:40:24] <Duc> lol glad I couldnt do damage with that
[11:40:41] <TAPit> Does HOME_IGNORE_LIMITS = YES work? When placed into x.ini into the appropriate axis - does not seem to.
[11:41:33] <Duc> pcw_home: thanks for the help again. the wait for the parts was worth it
[11:47:14] <pcw_home> NP I realize the sserial stuff is pretty obscure (and has way too many error messages after the important one)
[11:50:04] <Duc> its not really talked about much on the forum. now to find why the axis isnt moving with the mpg
[11:55:56] <maxcnc> hi all ;-)
[11:56:43] <Duc> hows it going
[11:57:30] <maxcnc> duc mpg ?
[11:58:24] <maxcnc> TAPit: did you setup your mashine homing no
[11:58:56] <maxcnc> now
[12:00:02] <maxcnc> its lacy here as familie is off to holiday and i do shop cleaning and littel but good orders for special people
[12:06:11] <Duc> maxcnc: Manual pulse generator. jog wheel
[12:08:27] <Duc> got it working forgot I had the encoder line commented out
[12:09:00] <maxcnc> Duc: how do you select the axis for the whees and do you use some different scales
[12:09:08] <TAPit> maxcnc - thanks - HOME_IGNORE_LIMITS does not work but someone has added code so that if on a limit there is a checkbox in the axis gui to disarm it - no one updated the docs though
[12:09:16] <maxcnc> outsch! Duc
[12:10:14] <maxcnc> TAPit: it seams that you got homeoffset and home to zero then it can not work
[12:10:29] <Duc> maxcnc: I have a massive control panel that has a rotary for which axis to select
[12:10:32] <Duc> https://forum.linuxcnc.org/forum/27-driver-boards/27742-7i84-software-mode-3
[12:10:40] <maxcnc> homeoffset zero and home for XY 0.1 Z-0.1
[12:10:42] <Duc> http://i1221.photobucket.com/albums/dd465/shefron/Machinery/20140427_154530_zpsrg0mpczc.jpg
[12:11:26] <TAPit> maxcnc - not sure what you are saying - but was able to make it work using Override Limits checkbox
[12:11:39] <maxcnc> cool duc i got easy and took a hb04
[12:12:29] <maxcnc> TAPit: if your home is zero the same as the switch it is always pressed so why then ignore limits as you sit on it makes no sence
[12:13:13] <maxcnc> HOME_IGNORE_LIMITS workes pretty good if your homing setup is ok
[12:14:54] <Duc> when did those come out?
[12:15:24] <maxcnc> duc context
[12:15:31] <maxcnc> missing
[12:15:41] <TAPit> maxcnc - I have separate home and limit switches - the machine 'rests' when powered down and the z limit switch is active on power up - thereby needing a IGNORE_LIMIT_ON_HOME scenario. Which does not work in what ever version I am using (2.6.4 at least that is the version shown on AXIS gui)
[12:16:36] <Duc> maxcnc: Not sure I had seen those when I built the panel. I know they were out for Mach3 2 years ago
[12:17:04] <maxcnc> tel me the values of HOME and HomeOffset as well as HomeFinalVelo onZ Axis please TAPit
[12:17:39] <maxcnc> Duc: wiki tells its working since 2.4
[12:17:52] <maxcnc> im on 2.5.2
[12:18:18] <Duc> maxcnc: that would have been easier then the panel
[12:18:33] <maxcnc> hacked into the component so the icons now work fine
[12:19:01] <maxcnc> duc i also put up 3 increments for wheel and buttonpress movements
[12:19:38] <maxcnc> so i can choos with one button wheel mpg or highspeed liniar button press movement
[12:19:50] <maxcnc> real cool
[12:19:52] <Duc> I need to find one my is not tying the jog speed for the wheel to what I have sent for machine jog
[12:20:38] <maxcnc> ,ake a muxselector within between
[12:21:27] <maxcnc> i realy like to do hal complicatings
[12:23:16] <Duc> yea I have a fairly large mux tables for the panel
[12:23:46] <maxcnc> is always fun to put them togeter with logics
[12:24:25] <maxcnc> real cool also are this 5USD Xbox conrolers with 12Buttons and analog ...
[12:25:41] <ReadError> hey pcw_home what exactly do I need cable wise to use a daughterboard on the 7i76e, I see it has 2x 26pin connectors
[12:26:19] <ReadError> http://store.mesanet.com/index.php?route=product/product&path=74_80&product_id=285
[12:26:27] <pcw_home> 26 pin header to DB25M (skip pin 26 on DB25)
[12:28:39] <ReadError> hmm do yall sell them?
[12:30:45] <maxcnc> every PC store got them
[12:31:12] <maxcnc> its the HP printer motherbord out
[12:32:29] <maxcnc> SpeedEvil: waterlevels still high
[12:32:44] <SpeedEvil> maxcnc: err?
[12:32:48] * SpeedEvil is not awke
[12:33:19] <maxcnc> kay has been out in the mud the hole day
[12:33:56] <maxcnc> <- watching skynews the hole day to boost his english
[12:35:28] <SpeedEvil> Whole = complete. Hole = where something removed
[12:35:46] <maxcnc> ah learning his lessens
[12:36:19] <SpeedEvil> Congrats.
[12:36:38] <Duc> maxcnc: what is your native lang
[12:36:46] <maxcnc> German
[12:37:07] <Duc> your english is better than mine I think
[12:37:39] <maxcnc> 2years now in as shop overtaken
[12:38:15] <maxcnc> ok school is out not that long ago
[12:39:20] <maxcnc> it is only practise i guess
[12:39:35] <maxcnc> 1 more good point to be here
[12:40:56] <maxcnc> did we lost tapit
[12:41:09] <Duc> it is lunch time in the us
[12:41:26] <maxcnc> what part are you
[12:42:34] <TAPit> maxcnc - thank you but I was able to make it work
[12:43:04] <maxcnc> its ok but i still think there is somthing wrong at your setup
[12:43:30] <maxcnc> can you post your ini
[12:43:50] <maxcnc> paste
[12:47:08] <aventtini6> hy guys
[12:47:15] <maxcnc> ;-)
[12:47:32] <maxcnc> are you the guy that modifes a mh500c
[12:47:48] <aventtini6> yes
[12:47:51] <aventtini6> http://imgur.com/a/DT3LQ
[12:47:53] <maxcnc> cool
[12:47:56] <aventtini6> guys
[12:48:21] <aventtini6> today it was a hell of a day
[12:48:43] <aventtini6> i have tested and tested and the machine is not making a perfect cycle
[12:48:44] <maxcnc> always ut to yourself
[12:48:57] <aventtini6> :)))
[12:49:16] <maxcnc> on the mh500
[12:49:17] <aventtini6> i have made some experiments with the mikron
[12:49:26] <aventtini6> and now i cant get it to work the same
[12:49:28] <aventtini6> :))
[12:49:39] <aventtini6> no maho im waitng for mesa
[12:49:41] <aventtini6> :(((
[12:50:39] <maxcnc> the graphics or the real part
[12:51:34] <aventtini6> i made the right tuning on the servos and 100% that means 1200mm/m
[12:51:47] <aventtini6> its make a shortcut
[12:52:00] <aventtini6> machine has 4000mm/m
[12:52:23] <maxcnc> you dont have G64 in the code or setup
[12:52:38] <aventtini6> its a spiral profile
[12:52:55] <aventtini6> i think maybe CPU is slow ?
[12:54:06] <aventtini6> now max velocity is 50 that means 4000mm/m and acceleration is 30 mm/s
[12:54:18] <maxcnc> makes no sence you woudt get a following error then
[12:54:50] <aventtini6> ferror is 1 and min is 0.4
[12:55:14] <aventtini6> but on the image is mabye 4mm
[12:55:33] <aventtini6> of shortcut but only one direction
[12:55:53] <maxcnc> did you check the backlash
[12:56:23] <aventtini6> yes its 0.02mm
[12:57:46] <aventtini6> im out of ideeas
[12:58:26] <maxcnc> what are this errors in the image
[12:58:30] <aventtini6> but if i go to 50% feed it works ok
[12:59:00] <aventtini6> its not giving any errors
[12:59:19] <aventtini6> there are some test there are no relevant errors
[12:59:58] <aventtini6> question is why is only in one direction
[13:01:01] <aventtini6> 50% is 650mm\mm
[13:02:11] <maxcnc> did yu epeat that 50% move more then once
[13:04:08] <aventtini6> yes and it make a corect cut
[13:04:32] <aventtini6> if it was a backslash it must make same error on a lower feedrate
[13:04:39] <Jymmm> Can it make a square?
[13:05:17] <aventtini6> did not try it
[13:05:56] <Jymmm> two squares; one normal, and another at 45 degree (diamond)
[13:05:57] <aventtini6> i did make some injection molds on this machine and get the best precision
[13:06:42] <aventtini6> if you see the first pic its 150% feed and it dont make a shortcut
[13:06:48] <aventtini6> but on helical
[13:06:52] <aventtini6> it makes
[13:07:53] <aventtini6> if it was a mechanical error it must make a follwing error
[13:11:17] <aventtini6> it can be post procesor problem ?
[13:11:20] <aventtini6> or cpu
[13:14:34] <maxcnc> did you try the one line helix
[13:15:22] <aventtini6> Fabrikat: MIKRON
[13:15:22] <aventtini6> Type: WF 51 C
[13:15:22] <aventtini6> Baujahr: 1986
[13:15:22] <aventtini6> Verfahrweg: x-800 y-500 z-460 mm
[13:15:22] <aventtini6> Drehzahlen: 31,5 – 3150 U/min
[13:15:23] <aventtini6> Pinolenweg: 90 mm
[13:15:23] <aventtini6> Steuerung: TNC 155 Heidenhain
[13:15:24] <aventtini6> 18-Fach-Werkzeugwechsler, ISO 40
[13:15:45] <aventtini6> rapid is 3150 right?
[13:16:08] <aventtini6> now there must be a feed working max
[13:16:11] <aventtini6> right ?
[13:16:52] <aventtini6> if it works on 650mm/m its to low right?
[13:17:44] <maxcnc> die drehzahlen haben nichts mit dem vorschub zu tun
[13:18:23] <maxcnc> g1 x64 y0 F100
[13:18:24] <maxcnc> z1
[13:18:26] <maxcnc> g2 x64 y0 I-11 j0 z-15 p30 f150
[13:18:42] <aventtini6> i cant spk german
[13:18:45] <aventtini6> sorry
[13:19:07] <maxcnc> oh the posts are german ;-)
[13:19:28] <maxcnc> this is the spindel speed not the feedrate 3150
[13:19:46] <aventtini6> this tells me some how my speed is to big
[13:19:53] <aventtini6> spindle is 6000
[13:20:23] <maxcnc> tha data above saying only 3150 max
[13:20:24] <aventtini6> X / Y / Z 800/500/460 mm
[13:20:24] <aventtini6> Control Heidenhain TNC 150
[13:20:24] <aventtini6> Speed 31.5 - 3150 U / min
[13:20:24] <aventtini6> Feed 1 - 3000 mm / min
[13:20:24] <aventtini6> Rapid traverse 6000 mm / min
[13:20:24] <aventtini6> Clamping area 1000 x 500 mm
[13:20:24] <aventtini6> Recording ISO 40
[13:20:25] <aventtini6> Quill stroke 90 mm
[13:20:25] <aventtini6> Drive power 10.5 kW / 50 Hz / 25 A
[13:20:26] <aventtini6> Dimensions 220 x 270 x 235 cm
[13:20:26] <aventtini6> With lots of accessories
[13:20:27] <aventtini6> Operation Hrs. 12.085
[13:21:43] <maxcnc> can you check the g2 x64 y0 I-11 j0 z-15 p30 f150
[13:22:12] <aventtini6> im home
[13:22:14] <aventtini6> :(
[13:24:28] <maxcnc> ok im off News in TV BYE
[13:25:16] <aventtini6> byby
[13:25:17] <aventtini6> :)
[15:30:33] <Jymmm> On the HVAC unit in the back there is a 24" fan. I want to put a "lid" on it so instead of blowing straight up, to blow at a right angle. How high would I have to make the risers so that is does not add any load to the fan?
[15:31:31] <Jymmm> Well, not right angle, but out the sides (all around).
[15:31:55] <Jymmm> lol
[15:32:02] <Jymmm> why neverbuya_subaru?
[15:32:16] <Tom_itx> 200'
[15:32:50] <Tom_itx> zeeshan!!
[15:32:58] <Tom_itx> cause he blew it up
[15:33:11] <Jymmm> Tom_itx: snow covers the fan, then the defrost cycle kicks in, melts then refreezes, lather rinse repeat.
[15:33:31] <Tom_itx> make a cone instead of a flat reflector
[15:33:44] <Jymmm> like a ''V" ?
[15:33:56] <Tom_itx> \/
[15:34:12] <Jymmm> that wont prevent snow from falling on the fan
[15:34:14] <Tom_itx> --
[15:34:17] <Tom_itx> \/
[15:35:07] <Jymmm> The "cover" will be about 36" diameter, I'm thinking 12-18" risers
[15:36:38] <Jymmm> It'll also have the benefit of blowing off water/snow/leaves/pine needles from the top of the HVAC unit.
[15:37:32] <Tom_itx> and directing the hot air back into the inlet
[15:39:06] <Jymmm> Maybe, but the fan hitting refrozen iciciles isn't good either
[15:39:29] <Jymmm> you can see dents in the fan blades
[15:40:07] <malcom2073> So, I spent $300 on a new brake booster, had to be custom ordered. Get it in, and it's broken. That's so nice of them, pre-breaking it for me
[15:40:09] <Jymmm> I can also take it off in the spring for AC usage
[15:40:41] <Jymmm> malcom2073: for?
[15:40:48] <malcom2073> Jymmm: My expedition.
[15:40:55] <Jymmm> malcom2073: what year?
[15:40:56] <malcom2073> They're ordering another one, it should come in tomorrow, but damnit I wanted to be finished today lol
[15:40:58] <malcom2073> Jymmm: 2004
[15:41:07] <malcom2073> Jymmm: Why you googling for it? :P
[15:41:12] <malcom2073> 2004, 5.4, w/ESP
[15:41:14] <Jymmm> malcom2073: why was it special order (I have a 2001) ?
[15:41:25] <malcom2073> Jymmm: Because they didn't stock it, not sure why
[15:41:34] <Jymmm> malcom2073: Who?
[15:41:56] <malcom2073> Autozone, but I heard the same story from advance auto, napa, and a local parts store too
[15:42:00] <malcom2073> autozone was cheapest though
[15:42:15] <malcom2073> 2001 is the previous generation, so likely different
[15:42:32] <malcom2073> Also, if you don't have traction control, it cuts the cost by 70%
[15:43:33] <Jymmm> I dont
[15:43:39] <Jymmm> $114
[15:43:43] <Jymmm> "call store"
[15:43:56] <malcom2073> Heh
[15:44:09] <malcom2073> Mine started hissing not long ago
[15:44:19] <malcom2073> throws a checkengine light due to the vacuume leak
[15:44:21] <Jymmm> I saw a filter
[15:44:33] <Jymmm> on autozone website
[15:44:53] <malcom2073> Jymmm: Re your HVAC: I've seen units with lids about 12" off of them around here
[15:45:00] <malcom2073> Snow lids I mean
[15:45:22] <Jymmm> malcom2073: Ah ok, cool. Makes sense (height = half diameter)
[15:45:38] <Jymmm> malcom2073: what material did they use?
[15:45:41] <malcom2073> Unsure of the logic behind it, just reporting what I've seen :P
[15:45:58] <malcom2073> Haven't looked closely, I'd imagine sheet metal with a reinforcement rib
[15:46:10] <Tom_itx> just get a snow 'saucer' for sledding and when it quits snowing you can multi purpose it
[15:46:35] <Jymmm> Tom_itx: When it's snowing, it be on the HVAC =)
[15:46:50] <Tom_itx> and when it quits you can go play in it
[15:46:56] <Jymmm> Tom_itx: good idea though, I'll have to see how cheap they area
[15:47:04] <Jymmm> are*
[15:47:22] <Jymmm> and who the hell sells them
[15:47:30] <malcom2073> https://i.ytimg.com/vi/KqXDJH6HP6k/maxresdefault.jpg
[15:47:48] <Tom_itx> http://www.homedepot.com/p/ESP-26-in-Snow-Caterpillar-Saucer-2910/203722025
[15:47:51] <Jymmm> malcom2073: oh geeze, that's huge monster!
[15:47:59] <malcom2073> Lol
[15:48:05] <malcom2073> That was found on a google search
[15:48:15] <malcom2073> The covers I've seen have been more like this:
http://static1.squarespace.com/static/54b54003e4b0d13d04005a50/t/54bc1b4ee4b0276f663b133b/1421613911381/Close-cover-up3.png?format=1500w
[15:48:26] <Jymmm> malcom2073: Yeah, and won't last a season before rotting out =)
[15:48:47] <malcom2073> Jymmm: Call your HVAC service guy
[15:48:49] <malcom2073> ask for advice?
[15:49:00] <Jymmm> malcom2073: I AM the hvac service guy =)
[15:49:28] <Tom_itx> get a Chebby Chase 'PRO' version for $45:
http://www.amazon.com/gp/product/B00P8FAXLS/ref=pd_lpo_sbs_dp_ss_3/181-4249182-3973262?pf_rd_m=ATVPDKIKX0DER&pf_rd_s=lpo-top-stripe-1&pf_rd_r=0MS1AKJBE0848TNCA2ZZ&pf_rd_t=201&pf_rd_p=1944687742&pf_rd_i=B001NDIZIM
[15:49:36] <Jymmm> malcom2073: the only thing I dont like about that strapped cover is it adds a bit of a load to the fan
[15:49:50] <malcom2073> It would, I assume you use it as a heat pump in the winter?
[15:50:02] <Jymmm> malcom2073: sadly, yes.
[15:50:06] <malcom2073> That's unfortunate
[15:50:14] <malcom2073> https://s-media-cache-ak0.pinimg.com/236x/c3/df/26/c3df265259dafe4662dcb659d940f5bb.jpg
[15:50:15] <malcom2073> I like that
[15:50:19] <malcom2073> That, + like 10 inches
[15:50:43] <malcom2073> It would load the fan slightly, but I'd be more concerned about the lack of airflow than fan loading
[15:50:57] <Jymmm> malcom2073: The Big Buddy backup heater we got is running right now as supplimental, it DRAMATICALLY reduces the run time and mostly eliminates the defrist cycles.
[15:51:39] <Jymmm> malcom2073: Yeah, that's way too low imo. It be 12" minimum
[15:52:16] <Jymmm> I have a 48" sheet of PVC, just wanted to save that for other uses =)
[15:52:52] <malcom2073> I like the dish sled idea
[15:53:06] <Jymmm> I do too, especially if HDPE
[15:53:15] <Jymmm> but not for $40
[15:53:38] <malcom2073> Well if you're going to be ghetto-cheap about it,
https://i.ytimg.com/vi/KqXDJH6HP6k/maxresdefault.jpg
[15:54:35] <Jymmm> malcom2073: I'm custom making a PVC tubing frame that will attach to the grill screws, then cut this to size
http://www.homedepot.com/p/PLASTEX-1-16-in-x-4-ft-x-8-ft-Plastic-Panel-63003/202090190
[15:54:45] <SpeedEvil> earth tube is a great addition
[15:54:50] <malcom2073> Not a bad idea
[15:54:51] <SpeedEvil> but that needs actual significant work
[15:55:03] <Jymmm> SpeedEvil: wth is an "earth tube" ?
[15:55:17] <SpeedEvil> You run the intake through a large buried pipe
[15:55:23] <Jymmm> ah
[15:55:28] <SpeedEvil> buried a couple of meters down
[15:55:35] <Jymmm> SpeedEvil: At that rated, I'd go for geotherma instead.
[15:55:45] <SpeedEvil> that is geotehrmal
[15:55:51] <Jymmm> heat pumps sucks donkey dicks, period.
[15:56:02] <SpeedEvil> well - it depends on the design
[15:56:11] <XXCoder> Jymmm: curved vent would redirect with less load on fan I'd think
[15:56:12] <Jymmm> Depends on the climate.
[15:56:15] <SpeedEvil> decent ones are specified down to really quite low temps
[15:56:27] <SpeedEvil> and good performance (at mildly reduced output)
[15:56:35] <SpeedEvil> As in 2.5:1@-20C in
[15:56:45] <Jymmm> SpeedEvil: newer ones are yes. but gas fired to suppliment/replace are much better
[15:57:06] <Jymmm> SpeedEvil: -30 actually =)
[15:57:15] <SpeedEvil> Depends on the relative price of gas and electricity
[15:57:26] <SpeedEvil> (gas burners are of course way cheaper to buy)
[15:57:36] <Jymmm> electric is the MOST expensive heat there is
[15:58:00] <SpeedEvil> Electric heatpump is cheaper than gas, for good heatpumps here
[15:58:24] <Jymmm> try to power one off a generator less than 10KW
[15:58:34] <SpeedEvil> sure
[15:58:42] <Jymmm> You cant
[15:59:06] <SpeedEvil> Depends on the size - and inverter heatpumps start slower
[15:59:22] <Jymmm> When it goes into defrost, the electric elements kick in, and 10KW aint enough
[15:59:32] <anomynous> Jymmm, oil?
[15:59:41] <SpeedEvil> Some (mine) defrosts by reverse cycling
[15:59:56] <Jymmm> anomynous: Not an option aroudn these parts.
[16:00:15] <Jymmm> SpeedEvil: They all do, but that makes int the inside codl, so the elements kick in
[16:00:41] <SpeedEvil> no elements
[16:00:56] <Jymmm> SpeedEvil: Are you 100% sure about that?
[16:01:00] <SpeedEvil> yes
[16:01:19] <Jymmm> SpeedEvil: Brand/model #? I'd like to see this.
[16:01:23] <SpeedEvil> I need to get it installed - but I need to get the house fully insulated first, which is taking forever
[16:01:38] <SpeedEvil> It is a small heatpump. Mitsubishi inverter one.
[16:01:46] <SpeedEvil> I forget the model, and I'd have to dig - sorry
[16:02:36] <Jymmm> SpeedEvil: I have TWO breakers for my HVAC... one is for the elements alone at 50A, the other is for the fans, compressor, electronis.
[16:03:42] <Jymmm> SpeedEvil: I think you have a "ductless" unit
[16:03:59] <SpeedEvil> This is a split very small unit.
[16:04:14] <SpeedEvil> ~2.5kW thermal output.
[16:04:17] <Jymmm> yeah, no ducts. just a long box on the inside wall, and a small box outside.
[16:04:28] <Jymmm> SpeedEvil: how many BTU's?
[16:04:34] <SpeedEvil> 2.5-3kW
[16:04:41] <Jymmm> Not KW, BTU
[16:05:02] <SpeedEvil> I have no idea
[16:05:36] <Jymmm> SpeedEvil: I would look it up if I were you. KW have no bearing, but BTU's will give you the real capabilities
[16:05:54] <Jymmm> then you can compare BTU per KW
[16:05:59] <Jymmm> if you ever wanted to
[16:06:47] <Jymmm> Electricity is about 3800BTU per KW
[16:07:02] <SpeedEvil> yes, stuff here is not sold in BTU
[16:07:19] <Jymmm> SpeedEvil: ALL heaters have BTU ratings
[16:07:25] <SpeedEvil> I'm in the UK.
[16:07:36] <Jymmm> Ah, 1KW/hr = 3413 BTU
[16:07:40] <SpeedEvil> BTU is at most very small print
[16:07:47] <Jymmm> SpeedEvil: Um, BTU = BRITISH Thermal Units =)
[16:07:54] <SpeedEvil> yes, and we don't use them
[16:09:04] <Jymmm> http://www.mitsubishicomfort.com/products/single-room/product-listing/wall-mount-deluxe
[16:09:52] <Jymmm> SpeedEvil: I highly doubt that, though it might not be in bold print, it's there.
[16:10:30] <Jymmm> might be SEER
[16:10:58] <Jymmm> 18K BTU ~= 600sq feet
[16:11:09] <SpeedEvil> We also don't use square feet.
[16:11:25] <Jymmm> meters, what ever
[16:11:44] <SpeedEvil> Air conditioning more often quotes BTU, gas boilers/electric heaters never do
[16:12:26] <SpeedEvil> http://www.orionairsales.co.uk/mitsubishi-srk-zmx-wall-air-conditioning-hyper-inverter-13-c.asp
[16:12:46] <SpeedEvil> http://www.orionairsales.co.uk/mitsubishi-heavy-industries-air-conditioning-srk25zmx-s-25-kw--10000-btu-hyper-inverter-heat-pump-240v50hz-18-p.asp - quite small
[16:13:10] <Jymmm> Says right there first thing... 9900 Btu
[16:13:49] <SpeedEvil> Right. BTU is not a commonly used unit for anything other than AC, so most people aren't familar with it - as AC is very rare
[16:14:12] <renesis> you dont live in california
[16:14:18] <SpeedEvil> Quite.
[16:14:42] <Jymmm> or AZ or NV or NM =)
[16:14:52] <SpeedEvil> it's only relatively recently that heat-pumps have gotten good enough to beat gas for heating significantly
[16:15:29] <Jymmm> SpeedEvil: I'm at 3000 ft in the forest, power goes out for days at a time
[16:15:31] <SpeedEvil> For cooling, I think I probably needed it maybe 2 weeks in the last decade, maybe 3
[16:33:33] <Jymmm> malcom2073: FWIW I have the 2001 service manuals
[16:34:09] <Jymmm> malcom2073: Electircal is a dead tree version though.
[16:34:35] <malcom2073> the 2001 is significantly different from the 2004 unfortunatly heh
[16:34:48] <malcom2073> Unlucky for me, the 2004 is a bastard year, 2005 is different too
[16:35:06] <Jymmm> malcom2073: Ah, you have a BT code reader?
[16:35:16] <malcom2073> yeah
[16:35:19] <Jymmm> k
[16:35:35] <Jymmm> malcom2073: android?
[16:36:24] <Jymmm> BTU Content of Common Fuels
http://www.exothink.com/Pages/btu.html
[16:36:37] <Jymmm> I have info on various woods too
[16:38:10] <malcom2073> Jymmm: I have one, but I typically use my tablet with some PC software
[16:38:17] <Jymmm> anomynous: how much is heating oil ?
[16:38:41] <Jymmm> malcom2073: but android based, yes?
[16:38:59] <malcom2073> Jymmm: No, Windows
[16:39:16] <malcom2073> I have an android tablet too, I've used Torque, but I prefer my own software on both that, and my windows tablet heh
[16:39:26] <Jymmm> malcom2073: what SW ?
[16:39:36] <Jymmm> and why (over torque) ?
[16:39:49] <malcom2073> Jymmm: OBDroid on android, and OBDToolBox on the PC
[16:39:59] <Jymmm> Why?
[16:40:04] <malcom2073> A: because I wrote it, and B: because it handles error codes much better, remembering old codes, etc
[16:40:17] <malcom2073> keeping a log of error codes and clears, etc
[16:40:31] <Jymmm> you wrote what?
[16:40:38] <malcom2073> The softwares I use
[16:40:49] <Jymmm> you mentioned two, which did you write?
[16:40:56] <malcom2073> Both
[16:41:21] <Jymmm> dont look windows to me...
http://obdtoolbox.sourceforge.net/images/Screenshot.png
[16:41:39] <malcom2073> Cross platform beotch :P
[16:41:42] <malcom2073> Win/Linux/OSX
[16:41:58] <Jymmm> and you stuck with M$?! What a LUSER!!!
[16:42:22] * Jymmm snickers
[16:42:45] <malcom2073> Heh
[16:42:49] <malcom2073> Right tool, for the right job
[16:42:53] <Jymmm> malcom2073: no ODB one?
[16:42:54] <malcom2073> Being a tool, you should know that ;)
[16:43:00] <malcom2073> Unsure what ODB is?
[16:43:12] <Jymmm> Windows is NEVER the right tool =)
[16:43:24] <malcom2073> Spoken by someone blinded by preconcieved notions
[16:43:30] <Jymmm> just a necessary evil at times, thus VM's were created =)
[16:43:32] <malcom2073> s/by/like
[16:43:44] <Jymmm> malcom2073: Hardly
[16:43:56] <malcom2073> When evil is the right tool, then evil is good
[16:44:03] <Jymmm> malcom2073: I've done M$ since MS-DOS 3.31
[16:46:11] <Tom_itx> 2.0
[16:46:14] <Jymmm> malcom2073: Here, do this
http://www.amazon.com/dp/B013F4VN3A/
[16:46:24] <Jymmm> Tom_itx: But do you still have a workign copy?
[16:46:32] <malcom2073> Jymmm: It's like... tshirt weather
[16:47:03] <Jymmm> malcom2073: Oh yeah, 81F for you
[16:47:10] <Tom_itx> 6.22
[16:47:26] <Tom_itx> i'd have to look and see if i still have 2.0
[16:47:34] <malcom2073> 81F would be no shirt weather :P
[16:47:50] <Jymmm> Tom_itx: Do you know the difference between 6.20, 6.21, and 6.22 ?
[16:48:15] <Tom_itx> 6.22 was the last
[16:48:35] <Jymmm> lol
[16:48:57] <Jymmm> sorts, was only found in W95 at 7.0
[16:49:01] <Jymmm> as*
[16:49:17] <Jymmm> anyhow, I gotta hit the store bbl.
[16:49:25] <Tom_itx> found win 3.1
[16:51:31] <JT-Shop-> I still have 6.22
[16:51:49] <Tom_itx> i still use 6.22
[16:52:05] <Tom_itx> can't find 2.0
[16:52:46] <Tom_itx> not gonna look anymore either
[16:54:26] <Tom_itx> JT-Shop-, finally quit raining?
[16:54:58] <Tom_itx> we got enough ice to keep the body shops in business
[16:55:01] <Tom_itx> that's about it
[17:09:47] <JT-Shop-> yea a couple of hours ago
[17:22:33] <Deejay> gn8
[17:23:39] <CaptHindsight> nice ice and sleet storm we are having here
[17:28:59] <bensbenz> Hi, can anyone possibly help me with my lathe and a step and dir spindle?
[17:30:17] <JT-Shop-> we just ask the question here
[17:31:26] <bensbenz> Ok, I have a C41 board that converts step and dir to pwm for my spindle speed and dir.
[17:31:54] <bensbenz> I got it to go cw and ccw but I cant seem to figure out the speed
[17:32:32] <bensbenz> it will only just barely turn on, cant seem to get it to speed up or slow down
[17:32:57] <JT-Shop-> how did you connect spindle speed to your stepgen?
[17:33:26] <bensbenz> I followed this post:
https://forum.linuxcnc.org/forum/10-advanced-conf
[17:34:07] <JT-Shop-> that is a category link
[17:34:22] <bensbenz> https://forum.linuxcnc.org/forum/10-advanced-configuration/11151-adding-a-c6-speed-control-board?limitstart=0#11151
[17:34:43] <JT-Shop-> lol that is my post
[17:34:50] <bensbenz> haha
[17:34:57] <bensbenz> well then your the man :)
[17:35:16] <JT-Shop-> Jul 2011
[17:35:41] <bensbenz> Yes, not sure if that would still apply to 2.7.3
[17:36:02] <JT-Shop-> it should be the same for 2.7
[17:36:03] <bensbenz> and if I needed to change anything to the ini as well as the hal
[17:36:19] <JT-Shop-> have you used the Show Hal configuration before?
[17:36:45] <bensbenz> I poked around but Im a newb, tired of ruining parts in mach3
[17:37:22] <bensbenz> Not sure if it helps diagnose, but I also get a brief CCW spin when starting up
[17:37:22] <os1r1s> Tom_itx What do you think of the PM-25MV compared to a G0704?
[17:37:55] <JT-Shop-> are you using Axis?
[17:38:45] <bensbenz> yes
[17:39:14] <JT-Shop-> Machine > Show Hal Configuration
[17:39:31] <enleth> Installing a steam game, got a "There was an error loading this EULA" on the license agreement screen. I clicked "I Agree", I couldn't not, there indeed was an error.
[17:39:45] <JT-Shop-> find the pins and click on the watch window and click on the pins to add them, now you can see what they are doing
[17:40:17] <Duc> enleth: I believe you have to scroll down thru the agreeemnet
[17:40:43] <enleth> Duc: the message was one line long, there wasn't anything to scroll, so the button was immediately enabled
[17:40:51] <Duc> lol
[17:41:27] <enleth> I wonder what I agreed to, I guess a good lawyer could actually maintain that I agreed to an error being there and I'm not bound by the EULA
[17:41:29] <bensbenz> Ok should i be watching the pins under parport?
[17:41:50] <bensbenz> I can see it turn on and off
[17:41:57] <bensbenz> for the CW CCW
[17:42:05] <enleth> archivist: regarding your rotary table test: do you think it makes any sense to buy a shit rotary table and make it less shit by replacing the gearing?
[17:42:23] <JT-Shop-> look at your stepgen velocity cmd
[17:44:41] <bensbenz> ok, I can see it going up and down as I click + and - but the motor speed doesnt actually do anything
[17:45:36] <bensbenz> its interesting, I have the step set to pin 16 and i never see that one blink, not sure if that matters
[17:46:15] <JT-Shop-> prob too fast to see
[17:46:52] <bensbenz> ah
[17:47:08] <JT-Shop-> look at the steps and see if they increase in speed as you hit the +
[17:50:13] <bensbenz> ok so stepgen.2.counts increases as the spindle spins, and stepgen.2.velocity-cmd increases and decreases as I press + and -
[17:51:57] <JT-Shop> yes
[17:57:27] <enleth> there goes another crazy idea: use a Kinect looking at the worktable to overlay part and annotation renderings onto actual image of the part being machined
[18:04:25] <toastydeath> enleth, re: gearing, if you're able to remake the gears properly, I don't see why not - but most people can't
[18:06:24] <toastydeath> rotabs are not, in general, a fantastic idea - they're sort of a last resort, so I'd first ask "what's the intended purpose"
[18:08:23] <toastydeath> if you can use a divding head or sine/microsine table it's almost always better
[18:12:20] <toastydeath> as an unrelated side question, has anyone ever used a data/pulse pattern generator
[18:17:39] <enleth> toastydeath: if I understand correrctly, a rotary table can move during milling while a dividing head works with fixed positions (however many), is that a correct premise for further discussion?
[18:17:49] <toastydeath> yup, for sure
[18:19:08] <enleth> and even though a "rotary table" suggests a mounting plate parallel to the worktable and a dividing head - something looking more like a lathe headstock (possibly used with a tailstock), both can in principle be mounted vertically or horizontally, right?
[18:20:14] <toastydeath> yup
[18:21:15] <toastydeath> (but that also applies to the other types of angular thingy - almost all can be mounted vertically and horizontally)
[18:21:51] <enleth> Well, then, I've seen chinese rotary tables and indexing tables/heads that look absolutely identical save for the motor or a mechanical dividing plate being mounted at the side
[18:22:02] <enleth> Should I assume that they're just worst of both world?
[18:22:33] <enleth> I mean, knowing the chinese, the internal worm gearing is probably identical
[18:23:18] <toastydeath> sort of
[18:23:33] <toastydeath> the ratios tend to be wildly different, and the actual type of gear/how it's profiled are different
[18:23:40] <toastydeath> which makes a difference in power under cut vs accuracyt
[18:23:41] <toastydeath> -t
[18:23:49] <enleth> ah, OK
[18:24:03] <toastydeath> the actual casting is similar
[18:24:56] <enleth> that makes sense
[18:25:01] <toastydeath> a good rotary table has a very weird looking worm/wheel pair and is cut to have very very low backlash
[18:25:06] <toastydeath> and is often adjustable
[18:25:26] <enleth> I've never had an opportunity to take apart either of those so I couldn't spot the difference
[18:25:51] <toastydeath> dividing heads usually have very large ratios on the thing, like 40:1
[18:26:06] <toastydeath> whereas rotary tables have substantially smaller ratios, 10:1, 5:1, 4:1
[18:26:29] <toastydeath> i forget the technical name for it, i think it's called a double profile or double relief worm/wheel pair
[18:26:49] <toastydeath> where the profile of the wheel blank is cut into the worm, and the profile of the worm blank is cut into the wheel
[18:27:04] <toastydeath> so you get this kinda parabolic worm, and a circular cutout in the teeth of the wheel
[18:27:20] <toastydeath> and then some mechanism for adjusting backlash
[18:27:46] <toastydeath> less accurate but can hold more force/less wear under load
[18:28:58] <enleth> OK, thanks for the info
[18:56:33] <bensbenz> jt-shop so I did some testing and it looks like something is in fact working. If I measure the voltage from my BOB on the step pin, it does in fact go up and down, but its like .01 V to .110 and then it stops
[18:56:42] <bensbenz> so it must be the scale factor then?
[18:57:27] <bensbenz> should be like 0-5v which the spindle control board would change to 0-10 for the vfd
[19:36:51] <Contract_Pilot> Sup.
[19:39:33] <os1r1s> Contract_Pilot Didn't you say you had a ballscrew conversion kit from "arizonavideo"?
[19:39:50] <Contract_Pilot> Have the mounts
[19:40:31] <os1r1s> Contract_Pilot Happy with the quality?
[19:40:39] <bensbenz> I have it on my g0704
[19:40:43] <bensbenz> its awesome
[19:40:43] <Contract_Pilot> http://www.stevenrhine.com/?p=1181
[19:40:58] <Contract_Pilot> Yea, mounts are good quality...
[19:41:37] <Contract_Pilot> Need to get my lathe up to turn the ball screws i have
[19:42:15] <Contract_Pilot> Lots to do but no time and i thru my back out last week again
[19:42:25] <os1r1s> Cool, Matt from QMT recommended them too
[19:43:32] <os1r1s> Does anyone know how to interface with the new spindle motor on the PM-25MV?
[19:47:24] <Contract_Pilot> Same as the old.
[19:47:53] <os1r1s> Contract_Pilot He said it no longer uses a KBIC
[19:48:12] <Contract_Pilot> Most the controllers are simmilar
[19:48:45] <os1r1s> Contract_Pilot I can't seem to find any specs on it.
[19:48:58] <os1r1s> Contract_Pilot How would you interface with it?
[19:49:04] <Contract_Pilot> Trace the pot FWD and rev wires
[20:00:04] <witnit> the website just says dc brushless
[20:00:42] <witnit> I dont think the machine will be overly complicated :)
[20:07:18] <witnit> anyone know of some good info on amps which use resolver inputs and emulated encoder outputs?
[20:27:26] <archivist> enleth, basically no, probably very difficult to do properly
[20:39:10] <toastydeath> just wired my first real circuits
[20:39:14] <toastydeath> and learned a few important lessons
[20:39:17] <toastydeath> Lesson 1:
[20:39:24] <toastydeath> do not use zerner diodes for a bridge rectifier
[20:39:35] <toastydeath> instead, actually check what diodes you have in your hand
[20:39:59] <witnit> "soldering irons are hot" is a good one
[21:04:42] <bensbenz> anyone know how to connect motion_spindle-speed-out to more than one thing?
[21:05:30] <bensbenz> I am trying to get the RPM's to show but I cant seem to merge the code for that plus the code to run my step and dir spindle.
[21:06:46] <os1r1s> bensbenz Is your G0704 cnced?
[21:12:40] <bensbenz> Yes
[21:14:08] <bensbenz> But I am running a CSMIO controller on it, so I am married to mach3-4
[21:28:39] <os1r1s> bensbenz Thats ok. Up until recently I was running my taig and sherline on mach3 :)
[21:28:46] <os1r1s> bensbenz I hold no ill will :P
[21:29:01] <os1r1s> bensbenz What sort of rapids are you getting?
[21:30:55] <bensbenz> 150 X and Y 110 Z
[21:33:04] <os1r1s> ipm
[21:33:06] <os1r1s> ?
[21:33:12] <bensbenz> yes sorry IPM
[21:35:02] <os1r1s> bensbenz You using steppers?
[21:35:25] <bensbenz> yes, nema 23 on X and Y and nemz 34 on Z
[21:35:29] <Tom_itx> bensbenz, just create a net and connect it to what you want it to go to
[21:35:53] <os1r1s> bensbenz What size 23s are you using?
[21:37:23] <bensbenz> os1rls they are the 570 OZ
[21:38:17] <bensbenz> I have the 900oz/in on Z because I have a c56 frame 1.5 HP AC motor
[21:39:59] <bensbenz> Tom_itx so I have this: net spindle-cmd-rpm <= motion.spindle-speed-out that is created automatically for the spindle display and at the bottom in the code for the spindle control I have: net spindle-cmd motion.spindle-speed-out => scale.0.in
[21:42:52] <bensbenz> Tom_itx that results in an error: Pin 'motion.spindle-speed-out' was already linked to signal 'spindle-cmd-rom'
[21:43:16] <bensbenz> *'spindle-cmd-rpm'
[21:46:20] <Tom_itx> so use that net
[21:46:32] <Tom_itx> and add a signal to it
[21:47:16] <Tom_itx> net spindle-cmd-rom motion_spindle_speed_out => pwm_signal rpm_display
[21:47:58] <Tom_itx> or such
[21:48:11] <PetefromTn_> evenin'
[21:48:24] <Tom_itx> hey pete
[21:48:35] <PetefromTn_> Hey Tom
[21:48:50] <Tom_itx> just headin out here
[21:49:15] <PetefromTn_> cool gn8
[21:49:48] <witnit> https://www.youtube.com/watch?v=p_u3YRZb74w
[21:49:59] <witnit> reminded me of you two
[21:50:18] <PetefromTn_> heh
[21:50:21] <witnit> this community seems to have surged in people
[21:50:24] <bensbenz> tom_itx thanks I will give it a try
[21:52:17] <witnit> anyone got the or thinking of getting 7i54?
[21:54:18] <os1r1s> bensbenz Did you add any auto oiler systems to yours?
[21:55:55] <bensbenz> os1r1s no I added a sign that says "did you oil my ways today?" lol
[21:56:04] <os1r1s> haha
[21:56:21] <os1r1s> bensbenz What do you generally cut with it?
[21:56:30] <bensbenz> I have found that if you use a good way oil you dont need to go through all that hassle
[21:56:49] <bensbenz> most jobs are 6061 T6 or 4140 steel
[21:57:27] <bensbenz> check out:
https://www.instagram.com/bens.benz/
[21:57:32] <bensbenz> you can see it doing its thing
[22:00:16] <pink_vampire> bensbenz: what kind a machine?
[22:00:27] <bensbenz> G0704
[22:01:05] <pink_vampire> I have also G0704
[22:01:39] <bensbenz> nice. I was lucky enough to get mine for free. my neighbor was going to throw it out after he burned up the spindle motor for the 3rd time.
[22:02:08] <pink_vampire> cool!
[22:02:15] <PetefromTn_> what tester is that in those videos?
[22:02:40] <pink_vampire> bensbenz: what spinde do you use now?
[22:02:53] <PetefromTn_> Oh and that American Flag is really cool
[22:03:22] <bensbenz> peteformtn tester? thanks
[22:03:47] <pink_vampire> funny, I have a flag on the wall next to the machine
[22:03:50] <PetefromTn_> yeah tester/indicator
[22:04:36] <bensbenz> pink_vampire I have the a stock spindle but I upgraded the bearings to 14k rated and replaced the quill bearing with a bushing and a smaller 14k rated bearing
[22:05:15] <pink_vampire> very nice,
[22:05:22] <pink_vampire> I'm with the original stuff.
[22:05:44] <pink_vampire> how did you upload stuff to the instegram?
[22:05:49] <witnit> what kinds of motors are you two using?
[22:05:55] <witnit> for x/y
[22:06:15] <bensbenz> petefromtn I dont know which one your are referring to, I have a haimer 3d one, and a tesatast DTI
[22:06:16] <pink_vampire> you have to use the phone, or you can use the computer also?
[22:06:37] <os1r1s> bensbenz Very nice videos
[22:07:00] <bensbenz> pink_vampire its a mix some are directly from the phone, but the more complicated ones are edited and uploaded form my pc
[22:07:18] <PetefromTn_> Oh nevermind I think it is a Haimer
[22:07:33] <pink_vampire> I like this machine
https://www.instagram.com/p/7_q9wbRz0K/
[22:08:02] <pink_vampire> servo based, Image recognition,
[22:08:29] <bensbenz> pink_vampire lol yea thats my boy, hes pretty silly sometimes
[22:08:53] <pink_vampire> he is soo cute.
[22:09:35] <bensbenz> thx
[22:10:04] <pink_vampire> bensbenz: I see that you make the belt drive conversion.
[22:10:41] <bensbenz> pink_vampire yea thats a must in my book, first one was a timing belt, but that was noisy and had a lot of vibration
[22:10:48] <os1r1s> bensbenz Do you have some special enclosure?
[22:11:03] <pink_vampire> you get any benefit from it over the gear?
[22:11:09] <bensbenz> pink_vampire now I have a v belt setup that gives me a max 13k rpm
[22:11:30] <bensbenz> less noise, smoother and much faster
[22:11:39] <pink_vampire> what is the speed of the motor?
[22:12:27] <bensbenz> os1r1s not too special, I just had my brother in law bend up some sheet metal to surround it, I havent made the doors yet
[22:13:28] <bensbenz> pink_vampire is a 1.5 HP AC with a KB genesis VFD and 3450RPM
[22:13:40] <pink_vampire> I didn't get how the belt drive connect to the machine
[22:14:26] <bensbenz> pink_vampire I machined custom pulleys, one fits the spline of the spindle at the top.
[22:14:37] <bensbenz> I removed all the gears inside
[22:16:01] <pink_vampire> you make the pulley on the G0704 or on a lathe?
[22:16:24] <bensbenz> no i have a g0602 lathe that is converted
[22:16:41] <bensbenz> acutally thats what I am trying to get running on linuxcnc now because mach3 turn blows
[22:18:08] <bensbenz> wow crap I got it to all work
[22:18:50] <pink_vampire> bensbenz: I send you a pm
[22:20:36] <bensbenz> Tom_itx I changed the line to: net spindle-cmd-rpm => scale.1.in and changed loadrt scale count=2 instead of count 1 and changed all the scales to the correct ones and it actually works! thx!
[22:42:53] <os1r1s> bensbenz What size endmill were you using to profile mill that alum block?
[22:45:34] <bensbenz> 1/4 high helix 3 flute
[22:46:15] <bensbenz> when I am running on the 10k pulley the max dia I can run is like 5/16
[22:46:24] <os1r1s> bensbenz I've been pushing those with my taig and it struggles. That looks like butter
[22:46:45] <bensbenz> yea its nothing on this mill for 1/4 esp with HSm paths
[22:47:23] <bensbenz> really chip thinning is the savior of the small mill
[22:47:33] <os1r1s> bensbenz Did you have to do a lot of work to clean up your G0704?
[22:47:33] <bensbenz> what cam are you using?
[22:47:47] <os1r1s> bensbenz I've used fusion360 and bobcad.
[22:47:58] <bensbenz> ha good fusion360 is amazing
[22:48:03] <os1r1s> I prefer bobcad when it suits the job
[22:48:31] <bensbenz> it wasnt too bad, a lot of disassembly
[22:48:42] <pink_vampire> bensbenz: how is fusion360 vs hsmworks?
[22:49:03] <pink_vampire> now I'm with hsmexpress.
[22:49:07] <os1r1s> bensbenz Did you have any bad parts, or just ones you needed to lap?
[22:49:17] <os1r1s> pink_vampire HSM express doesn't have the 3d pathing he uses
[22:49:27] <pink_vampire> I know.
[22:49:32] <os1r1s> HSM full is very nice. Both HSM and fusion use the same core
[22:49:51] <pink_vampire> hsmworks is the full version of hsmexpress..
[22:49:56] <os1r1s> fusion360 is a cheap way to get the 3d pathing from HSM full
[22:50:25] <pink_vampire> so it's better to go with hsmworks?
[22:51:18] <bensbenz> pink_vampire I perfer fusion360 even to hsmworks
[22:51:30] <os1r1s> bensbenz How come?
[22:51:33] <bensbenz> I used to use hsmworks, but i like cad in fusion better than SW
[22:52:03] <bensbenz> its just a nicer package imho, and I can model fast in fusion
[22:52:20] <bensbenz> the only negative is that hsmworks gets things sooner that fusion
[22:52:42] <os1r1s> bensbenz I use solidworks, so I like that HSM plugs right into SW
[22:53:03] <bensbenz> yea, its understandable, a lot of people perfer SW
[22:53:05] <os1r1s> It makes it much easier than the import/export fiasco. And I'm not a fan of the autocad based modeling
[22:53:48] <bensbenz> yeah i guess it depends what you do, when i was younger i could not afford things like SW so i used things like google sketchup
[22:54:05] <bensbenz> fusion reminds me a lot of sketchup, it was an easy jump for me
[22:54:20] <pink_vampire> I want to start do 3d machining.
[22:54:40] <pink_vampire> and solisworks is very limited for that.
[22:54:47] <pink_vampire> solid*
[22:54:48] <bensbenz> the 3d paths are really cool, even for things that are 2d
[22:54:53] <os1r1s> pink_vampire Not sure how that is ...
[22:54:59] <os1r1s> pink_vampire Works pretty well for 3d stuff
[22:55:18] <bensbenz> for example 3d adaptive roughing i can usually rough a part with a single op, instead of multiple 2d ops
[22:55:52] <os1r1s> bensbenz I agree. Your videos are almost an advertisemnt for it :P
[22:56:01] <pink_vampire> I want to make text that look like balloon text
[22:56:22] <pink_vampire> http://handmadefont.com/wp-content/uploads/2015/07/HappyBalloon-font-alphabet.png
[22:56:46] <bensbenz> os1r1s yeah they pretty much are, i probably sound like a fan boy, but i really love it.
[22:57:10] <os1r1s> bensbenz Is your lathe the one without the variable speed?
[22:57:35] <bensbenz> no i have it all working now, I have a vfd on it
[22:57:53] <bensbenz> its still a kinda sucky lathe, needs way more power
[22:58:09] <os1r1s> Would the g0752 have been a faster route?
[22:58:16] <bensbenz> i often have to swap the belts even with the vfd when working on parts over 3" dia
[22:58:33] <bensbenz> probably, but i got this lathe for a steal
[22:58:45] <bensbenz> it was already mostly converted minus the VFD
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
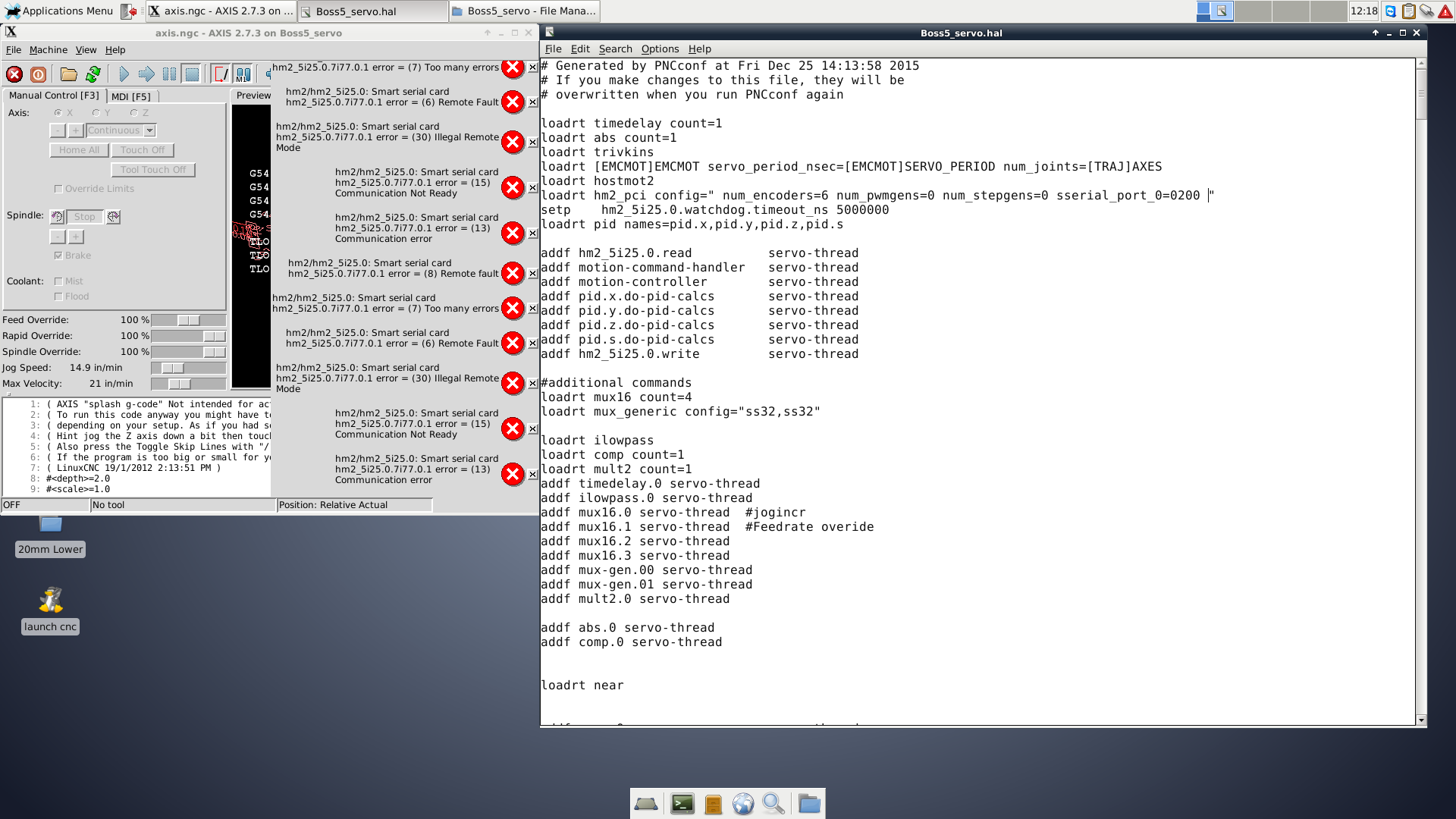{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}