Back
[00:19:48] <XXCoder> toastyde1th: any tips for wood?
[00:20:31] <toastyde1th> not enough experience with wood to really help - I've cut it but not professionally, if that makes sense?
[00:20:38] <XXCoder> yeah
[00:20:44] <toastyde1th> the only issue you really have to worry about is burning the stuff from lack of feed rate, in my experience
[00:21:11] <XXCoder> not much I can do about 27000 rpm lol so I guess I would need pretty fast ipm
[00:21:16] <toastyde1th> and for the love of god not using an endmill
[00:21:32] <toastyde1th> yeah, routers move fast, but you do not need a huge chip load
[00:21:46] <toastyde1th> router bits have so much rake they don't care much about a light chip load - they'll shave it off just fine
[00:22:14] <toastyde1th> beyond that... *shrug*
[00:22:24] <toastyde1th> but yeah, 60-150 IPM are common feed rates
[00:22:36] <toastyde1th> single flute cutters are a godsend on that
[00:22:43] <toastyde1th> they'll let you half your feed rate
[00:23:05] <XXCoder> I find it a little odd that machine file is configured using inches per second but maching gcode is inches per minute
[00:23:27] <XXCoder> thats good to know. I think all my initial tools are 2 flute which should be great
[00:23:36] <toastyde1th> no idea, there are many things I've bitched about on how linuxcnc does things
[00:23:43] <toastyde1th> but i'm not in the club, so it doesn't really matter
[00:23:50] <XXCoder> me either
[00:24:03] <XXCoder> bleh looks like I have to return tablet I bought to store
[00:24:09] <toastyde1th> :o
[00:24:10] <toastyde1th> what happened?
[00:24:15] <XXCoder> 1/2 inch on right edge dont respond
[00:24:43] <toastyde1th> ouch
[00:25:04] <XXCoder> yeah
[00:25:11] <XXCoder> jhopefully next will be better
[00:25:21] <XXCoder> its pretty rare tablet that has hdmi out, and gps!
[00:25:26] <XXCoder> and sub-$200
[00:25:41] <XXCoder> (and not no-name even!)
[00:25:46] <toastyde1th> hahahaha
[00:25:48] <toastyde1th> what is it
[00:26:02] <XXCoder> acer iconia 8
[00:26:31] <toastyde1th> strange problem to have from acer
[00:26:50] <XXCoder> yeah
[00:26:56] <XXCoder> I suspect its sport error
[00:27:02] <XXCoder> someone faled to connect properly
[00:28:01] <toastyde1th> i keep wanting to like tablets but i never find a use for them =(
[00:28:25] <XXCoder> I dont really have major use for em but they do come in handy sometimes
[00:28:33] <XXCoder> thats why it must be sub-$200
[00:29:43] <toastyde1th> this is unrelated, but do you do 3d printing
[00:34:35] <XXCoder> I want to.
[00:35:14] <toastyde1th> i am looking around at pre-assembled kits
[00:35:25] <toastyde1th> also unassembled kits but the instructions seem absurd
[00:36:06] <XXCoder> from what I see
[00:36:14] <XXCoder> if you can build machine, its pretty simple
[00:36:30] <XXCoder> height seems to matter the most
[00:36:33] <toastyde1th> I was hoping that's the case, and it's difficult to assess the skill level of some of these reviewers
[00:36:51] <XXCoder> so say 1 footx1 foot x 3 feet high can handle pretty much anything
[00:37:03] <toastyde1th> yeah, that's about the envelope I was looking for
[00:37:15] <toastyde1th> trying to build parts trays and some assorted labratory gear
[00:37:22] <XXCoder> I wonder if I could just add printer head to my cnc router
[00:37:35] <toastyde1th> that's a huge gripe i have with the 3d printer movement
[00:37:40] <toastyde1th> everyone's doing their own goddamn machine control
[00:37:41] <XXCoder> and if need longer just do horzional
[00:38:04] <toastyde1th> there seems to be little to no reason not to use g-code as the data format and compile parts to that
[00:38:08] <toastyde1th> and yet
[00:38:29] <toastyde1th> one of the major advantages I see in doing things like using a cnc control is the ability to print 5 axis parts
[00:38:37] <toastyde1th> i.e. adding material to existing things as well as printing without supports
[00:38:38] <XXCoder> I want to modify gcode standard to one old fadal uses. in least one aspect
[00:38:47] <XXCoder> why? because E1 to E99 is awesome
[00:38:56] <XXCoder> coordities. not g54 to 59
[00:39:05] <toastyde1th> i have stayed far away from fadal, what is e**
[00:39:13] <XXCoder> coordites
[00:39:19] <toastyde1th> just.. work coordinates?
[00:39:30] <XXCoder> yeah, but then its VERY readable
[00:39:43] <XXCoder> okuma is.. just weird. g15h**
[00:39:47] <toastyde1th> most machines use g54.xx
[00:39:54] <toastyde1th> they still support 54 to 59
[00:40:10] <XXCoder> yeah I'd keep that both for backward comitability
[00:41:04] <toastyde1th> fanuc's modern controls are insane
[00:41:11] <toastyde1th> they support almost APT-like commands
[00:41:24] <XXCoder> apt-get install mill?
[00:41:26] <XXCoder> :P
[00:41:28] <toastyde1th> hahaha
[00:41:30] <toastyde1th> poof
[00:41:32] <toastyde1th> cnc mill
[00:41:55] <toastyde1th> you can define polygons and points
[00:42:09] <toastyde1th> and then tell the machine to to face down to it, pocket it, then drill at a list of points
[00:42:14] <XXCoder> nice
[00:42:21] <toastyde1th> so if you have like, heat sink fins, all you need are lines
[00:42:30] <toastyde1th> and the machine can be told to stay away whatever distance from the line
[00:42:59] <toastyde1th> easily the best implementation of hybrid g-code and conversational I've seen
[00:43:20] <XXCoder> interesting
[00:43:27] <toastyde1th> it has a library/code reference right on the screen, and if you pick a command, you can input each parameter and it will tell you what it does
[00:43:44] <toastyde1th> then plop it at your cursor's position
[00:44:20] <toastyde1th> the reverse is also true - you don't know what a line does, and swap into conversational, and it will have the reference and the parameter list
[00:44:35] <toastyde1th> as well as a little plot of what the toolpath is
[00:45:19] <XXCoder> nice indeed
[00:45:33] <XXCoder> I really need cam that is basically free lol
[00:45:40] <XXCoder> freecad has it, but its hard one
[00:45:45] <toastyde1th> that, i think, is the fault of the reprap community
[00:45:49] <toastyde1th> that right there
[00:45:51] <toastyde1th> that there is no good cam
[00:46:01] <toastyde1th> we have freecad and librecad
[00:46:16] <toastyde1th> we have a machine control
[00:46:51] <toastyde1th> and instead of filling that gap with a CAM program with a toolpath for 3d printing and leaving the hooks open for other types of solutions, everyone does their own, insular thing
[00:46:59] <toastyde1th> so even though it's open source... it's all islands
[00:47:19] <toastyde1th> i am not a fan of the maker movement, as you can probably tell
[00:47:31] <XXCoder> its cool in some ways but yeah
[00:47:37] <XXCoder> need more work together
[00:47:46] <XXCoder> not special clubs
[00:48:09] <XXCoder> librecad seems nice
[00:48:12] <XXCoder> 2d cad
[00:48:14] <toastyde1th> yeah
[00:48:25] <toastyde1th> strongly prefer librecad to freecad
[00:48:33] <XXCoder> no 3d though
[00:48:52] <toastyde1th> yeah, but the interface is well done
[00:48:58] <toastyde1th> versus freecad, which is... yeah.
[00:49:18] <XXCoder> freecad sketch I love
[00:49:47] <toastyde1th> i really loved how pro/e used to do things, back when it was pro/e
[00:50:01] <toastyde1th> steep learning curve but holy shit
[00:51:07] <toastyde1th> though i haven't tried freecad recently
[00:51:10] <toastyde1th> so maybe i should look again
[00:52:33] <FAalbers> Yow !
[00:52:40] <XXCoder> get 0.16
[00:52:43] <XXCoder> hella good
[00:53:17] <toastyde1th> i mean i'll definitely be using it one way or the other if i do this 3d thing
[00:53:24] <toastyde1th> which i am still on the fence about :D
[00:54:06] <FAalbers> Did my very firs surface cut :) ...
https://dl.dropboxusercontent.com/u/2338658/CNC_Surfacetest.jpg
[00:54:25] <toastyde1th> congrats!
[00:54:29] <XXCoder> woot!
[00:54:31] <XXCoder> congats!
[00:54:52] <XXCoder> so thats single axle pass?
[00:55:21] <XXCoder> basically do rows across say X
[00:55:39] <FAalbers> Did X and Y
[00:55:50] <FAalbers> Bit first I cout out in rough
[00:55:55] <FAalbers> But
[00:56:28] <FAalbers> x and y final wilth ball bit
[00:57:13] <FAalbers> Actually did X and Y with a endmill , then only x with ball bit
[00:57:23] <FAalbers> 1/8
[00:57:54] <XXCoder> reason i asked is because I see little bit of cross ribs
[00:58:04] <XXCoder> expecially in curvy spots
[00:58:08] <FAalbers> Somehow when I started with the ball bit on y , which was following the grain, it was messing it up a bit , so I stopped it
[00:58:44] <FAalbers> XXCoder, YEah . That's from the x and y pass with endmill
[00:58:54] <XXCoder> cool
[00:59:01] <XXCoder> its very good for first try!
[01:00:56] <FAalbers> Thanks , the wood was way too soft though. It was flurring up, The ball bit nicely cut of all that fluring up
[01:01:04] <FAalbers> BassWood
[01:04:51] <XXCoder> lol
https://www.youtube.com/watch?feature=player_embedded&v=S7znI_Kpzbs
[01:04:56] <XXCoder> dogs wont pass cats
[02:11:53] <CaptHindsight> toastyde1th: hobby 3D printing is a fragmented bunch of near worthless toy machines with very limited materials
[02:12:05] <toastyde1th> CaptHindsight, agreed
[02:12:27] <toastyde1th> but i still have a rack of projects where that sort of thing is exactly what I need
[02:12:34] <XXCoder> yeah there is many many weird machines
[02:12:55] <CaptHindsight> I've been tinkering a bit after 3 years with Marlin and Creation Workshop on a duino for someone...
[02:13:12] <toastyde1th> inexpensive custom clamps, parts trays, holders for experimental equipment
[02:13:25] <toastyde1th> cases for projects
[02:13:26] <CaptHindsight> it a f***ingmess even now
[02:13:41] <XXCoder> got question though
[02:13:49] <XXCoder> how do you design a case for board?
[02:13:52] <toastyde1th> the general idea is to print the basic parts, anneal it, cut the parts of it that are critical, then vapor polish
[02:13:53] <toastyde1th> and paint
[02:14:10] <toastyde1th> XXCoder, what do you mean
[02:14:21] <CaptHindsight> they keep patching their code to add more features that they never imagined they would need
[02:14:22] <XXCoder> I has a tb6560 but no case for it
[02:14:32] <XXCoder> I plan to make one for it
[02:14:36] <toastyde1th> take the dimensions of the board
[02:14:41] <XXCoder> but got no idea how to design one.
[02:15:01] <toastyde1th> a lot of people are just measuring the through holes on boards, and printing bungs for screws
[02:15:43] <toastyde1th> it's plastic so it's also fairly easy to work by hand if you need accurate holes, etc
[02:15:49] <CaptHindsight> XXCoder: you have to work around the mounting holes for the board, the connector locations and combine that with aesthetics...
[02:16:19] <CaptHindsight> you might also have to factor in thermal management
[02:16:27] <toastyde1th> fans!
[02:17:19] <XXCoder> ok
[02:17:27] <CaptHindsight> fans, heat spreaders, vents, etc
[02:17:27] <XXCoder> right now its in cardboard case lol
[02:18:05] <toastyde1th> here is an example of a 3d printed case
[02:18:06] <toastyde1th> http://openqcm.com/design
[02:18:12] <toastyde1th> for an actual bit of equipment
[02:18:32] <toastyde1th> goodnight all!
[02:18:37] <XXCoder> night
[02:19:47] <CaptHindsight> XXCoder: I was going to 3D print (SLA) laptop cases
[02:19:57] <CaptHindsight> http://openlunchbox.com/smf/index.php?topic=35.0
[02:19:58] <XXCoder> laptop case?
[02:20:14] <XXCoder> interesting
[02:20:41] <CaptHindsight> no real point to the project anymore since even AMD closed all their firmware
[02:21:14] <XXCoder> aw
[02:21:26] <XXCoder> you can make one with CHiP or raspberrypi
[02:21:55] <CaptHindsight> was going to use thermally conductive engineering photopolymer
[02:22:14] <CaptHindsight> it's similar to thermally conductive ABS
[02:22:47] <CaptHindsight> https://www.kickstarter.com/projects/pine64/pine-a64-first-15-64-bit-single-board-super-comput?ref=category
[02:23:48] <CaptHindsight> $15 64-Bit Single Board Super Computer.... that actually costs more if you want it to do anything
[02:23:59] <XXCoder> we are getting close to universal computing
[02:25:01] <XXCoder> $19 has lot more stuff
[02:25:03] <XXCoder> including camera
[02:25:16] <CaptHindsight> at extra cost
[02:25:35] <XXCoder> still no screen
[02:26:49] <XXCoder> $19 touchpad apparently is a screen
[02:26:57] <XXCoder> so guess $19 is minium
[02:27:33] <CaptHindsight> hasta banana
[02:28:28] <XXCoder> anyway
[02:28:34] <XXCoder> CHiP is fine for me lol
[02:28:45] <XXCoder> it comes with RGA out so I plan to use it with projector
[02:31:04] <XXCoder> chip fails on google test so suggest just do chip kickstarter to find it
[03:17:42] <XXCoder> just discovered time machine 1978
[03:17:43] <XXCoder> ang
[03:17:45] <XXCoder> dang
[03:17:48] <XXCoder> it sucks so bad
[03:18:49] <XXCoder> time machine 1960 movie visuals is WAY better, if wrong
[05:30:30] <trentster> omg - This i have never seen before, I must have messed up a setting for feed rate in fusion 360, I was pocketing a 90mm x 6mm slot 6mm deep at 0.5 doc. The machien flew into it and did the entire slot in about 20 seconds - I am not kidding I am never seen flying chips with smoke trails before. I was busy dodging them in a panic.
[05:30:57] <XXCoder> fast.
[05:31:05] <trentster> Weird thing was it finished slot was cut pretty cleanly - no heat on part and endmill is still fine
[05:31:07] <XXCoder> did tool break?
[05:31:11] <trentster> I was freaking out tho!
[05:31:15] <XXCoder> wow got lucky
[05:31:25] <trentster> gonna go and see wtf I did wrong
[05:32:03] <trentster> btw this was with a 1/8 carbide endmill
[05:32:05] <XXCoder> 1000 ipm heh
[05:32:11] <trentster> these things normally snap like toothpicks
[05:32:34] <trentster> maybe it was bad interpretation of the gcode
[05:32:37] <trentster> let me paste it
[05:33:59] <XXCoder> ok
[05:34:16] <trentster> https://gist.github.com/trentster/d81fe4dc5ed02e2adc9c
[05:34:32] <XXCoder> what line number is pocket?
[05:34:43] <trentster> the whole thing is a pocket
[05:34:49] <XXCoder> oh ok
[05:34:52] <trentster> I am busy testing some cuts
[05:35:20] <XXCoder> F4210.71
[05:35:27] <XXCoder> 4210 mm a minute?
[05:35:42] <XXCoder> thats 4 meters a minute
[05:35:43] <trentster> it was meant to be 30IPM lol!
[05:35:48] <trentster> I cant believe it worked
[05:36:12] <XXCoder> it repeats a lot.
[05:36:24] <XXCoder> why would it need to repeatly set feed speed?
[05:36:31] <trentster> Thats how Fusion360 spat it out
[05:36:37] <XXCoder> oh yeah g0 then g1 againb
[05:36:46] <XXCoder> g1 would need f again
[05:37:15] <trentster> I was literally dodging these smoking projectiles coming off the cutter.
[05:37:23] <XXCoder> damn
[05:37:32] <XXCoder> calculate chip size?
[05:37:40] <XXCoder> I bet its riciously large
[05:38:06] <trentster> haha so now that I saw that - I guess 30IPM may be too conservative
[05:38:09] <trentster> :P
[05:38:33] <XXCoder> maybe so but suggest closer look at tool
[05:38:50] <trentster> you think it may be damaged,
[05:39:17] <trentster> I broke 3 yesterday playing around - mainly too slow feed rates or too deep doc
[05:39:45] <trentster> these are the cheapie chinese carbides, they have done a ton of cutting for me in the past
[05:39:53] <XXCoder> tool may look fine but chip may be all kind chips on it
[05:40:36] <trentster> I will take the bit out and replace it anyway - will bring it back into the house and look at the cutting edge with a microscope.
[05:40:41] <trentster> would be insteresting
[05:41:02] <XXCoder> you can feel it using fingernail though
[05:41:10] <XXCoder> it should be smooth and "sharp"
[05:42:42] <trentster> interesting - this is what must have happened I think I may have swapped out the tool fgrom imperail to metric and just forgotten to re-check the feeds and speeds
[05:42:44] <trentster> https://monosnap.com/file/3C4sursKfQiCktLFCPxBpfa25LRMMR
[05:42:51] <trentster> This is what it was using hahaha
[05:43:09] <XXCoder> crazy
[05:45:03] <trentster> yup insane
[05:45:14] <trentster> I dont dare cut wood that fast
[05:45:38] <XXCoder> did you calculate chip load?
[05:50:18] <Deejay> moin
[06:13:25] <trentster> XXCoder: no was busy cutting some other tests - why do you want me to calculate chip load, isnt it shown there in the screenshot I pasted anyway?
[06:13:42] <XXCoder> oh! missed it
[06:13:52] <XXCoder> 0.06mm interesting
[06:14:11] <XXCoder> what program is that? mastercam?
[06:14:13] <trentster> btw If I dont have a dedicated chamfer bit - could I use a ball nose endmill slightly offset to debur?
[06:14:33] <XXCoder> if tiny enough cut I suppose?
[06:14:37] <trentster> No thats Autocad Fusion360 its free for non business use
[06:14:43] <XXCoder> ahh cool
[06:14:56] <trentster> It does Cad and Cam its pretty awesome - but a steep learning curve
[06:14:58] <MrSunshine> i think its free for small companies also to evaluate
[06:15:18] <trentster> MrSunshine: yeah its free if you make under X $ a year I think
[06:15:23] <MrSunshine> yeah
[06:15:36] <MrSunshine> its an awesome piece of program tho =)
[06:15:47] <MrSunshine> i use it almost exclusivly now except for artsie work
[06:15:58] <XXCoder> trentster: is it contrants based cad?
[06:15:59] <trentster> Yeah I love it - the training resources are pretty good.
[06:16:10] <MrSunshine> XXCoder: parametric etc
[06:16:16] <trentster> also NYCCNC youtube guy puts out a lot of Fusion training vids now
[06:16:16] <XXCoder> yeah
[06:16:27] <XXCoder> videos tend to be useless to me
[06:16:31] <XXCoder> theyre never captioned
[06:17:00] <trentster> XXCoder: I have never looked but autocad is a huge Co - they may to the accessibility thing properly.
[06:17:05] <trentster> its worth checking out
[06:17:14] <XXCoder> ok
[06:19:40] <trentster> http://fusion360.autodesk.com/learning/
[06:20:47] <trentster> XXCoder: looks like you are covered mate :-)
https://monosnap.com/file/nMsQRTyLRkY7E0C4ovdgLZNm7t6fdR
[06:21:02] <XXCoder> nice
[06:21:23] <trentster> and all their videos are captioned properly - I just checked
[06:21:28] <trentster> :-D
[06:22:03] <XXCoder> man
[06:22:07] <XXCoder> that site has so much info
[06:22:09] <trentster> I just watched a few minutes of a training video while reading the captions - its 100% accurate
[06:22:18] <XXCoder> freecad tutorials are amazing but a mess
[06:22:36] <XXCoder> and few tutorials are broken because of changes
[06:22:45] <trentster> bah freecad!
[06:23:02] <trentster> use Fusion mate - its a better world
[06:23:16] <XXCoder> ok lol has linux edition?
[06:23:53] <trentster> its cloud based - your files get stored in the cloud - so essentially you could use it from any device
[06:24:01] <trentster> it does install a local client tho.
[06:24:08] <XXCoder> oh
[06:24:24] <XXCoder> it does mean they can access designs
[06:24:33] <XXCoder> so no secret designs
[06:25:15] <trentster> I think their strategy is to get folks using it and becoming proficient then when they move into careers in design and manafacture they will continue to use it. A big revenue for them longterm as well is you can buy credits for distributed rendering in the cloud
[06:25:29] <trentster> very important for people doing rapid prototyping etc
[06:25:47] <XXCoder> so cloud is basically free as long as below certain amount of profit
[06:26:05] <trentster> XXCoder: I dunno about that, I have not gone down the privacy rabbit hole yet
[06:27:10] <trentster> https://www.quora.com/Why-are-Autodesk-Fusion-360-and-OnShape-free
[06:29:27] <XXCoder> no linux unfortunatly
[06:31:46] <XXCoder> solvespace is quite crude but pretty amazing
[06:35:02] <XXCoder> HMMMM
http://www.solidface.com/solidface-professional-2d3d/
[06:37:43] <cncbasher> is fusion360 free , or cut down etc
[06:38:50] <MrSunshine> https://youtu.be/znTTiDv02GM?t=579 hmm damn that dude has some awesome stuff it seems =)
[06:39:00] <MrSunshine> magnetic lathe chuck .. never seen that
[06:39:34] <XXCoder> wow
[06:39:36] <MrSunshine> cncbasher: i think the only thing you wont get in free is like 5 axis machining or something .. dont know if they have implemented that yet either
[06:40:01] <XXCoder> I wonder how strong hold us
[06:41:15] <cncbasher> would take me a while to get used to using a mag chuck on a lathe , while wearing a motor cycle helmet
[06:41:40] <MrSunshine> hehe
[06:41:48] <XXCoder> heh yea
[06:43:43] <MrSunshine> its almost like getting used to the vacuumt able on the router
[07:35:27] <trentster> XXCoder: check this out - its right off the machine -
https://monosnap.com/file/Eqrwq958KwG4gPPcoybhKsdSbA5Fm5
[07:35:49] <trentster> That center slot is the one that got cut at 4400mm per minute
[07:37:14] <trentster> The rest was cut at 35 ipm
https://monosnap.com/file/ECRhzRkcWQGOSg1pdN67If9aJoQRMi
[07:37:35] <trentster> The only bad thing that happened from the begenning stuff up is the machine lost steps
[07:49:26] <gregncnc> 4400mm/min with that 2.2kW spindle? tool, doc, and RPM?
[08:18:16] <skunkworks> zlog
[08:43:20] <trentster> gregncnc: it was by accident - toolwas a 1/8 carbide endmill (chinese cheapie) doc .5mm and rpm was about 24K qhich is the max my spindle can handle
[08:44:04] <gregncnc> I saw in the log.
[08:46:48] <SpeedEvil> trentster: fun
[08:47:03] <SpeedEvil> trentster: what's it cutting - aluminium?
[08:47:31] <trentster> SpeedEvil: yeah
[08:47:57] <SpeedEvil> that's what - ~.1mm chips?
[08:48:13] <SpeedEvil> If two flute
[08:49:29] <trentster> Cutting Edge Length (Flute Length) : 12mm
[08:49:29] <trentster> Total Length : 40mm
[08:49:29] <trentster> Number of Flutes : 2
[08:53:05] <trentster> SpeedEvil: yeah just looked at the charts - is .1mm
[08:58:02] <ZATK> how can I tell if I'm buying a good mill or not
[08:58:13] <gregncnc> .1 is a lot for a 1/8 tool, but only 0.5 deep.
[08:58:19] <gonzo_> by it's weight in tons
[08:59:44] <Deejay> hrhr
[08:59:52] <FinboySlick> ZATK: What sort of mill are you looking to buy?
[09:00:11] <gonzo_> unless it is my bridgeport, which was tons of scrap
[09:00:14] <ZATK> Metaal milling
[09:00:47] <gonzo_> industrial size/table top. Steel/ali
[09:00:47] <ZATK> I'm fine with small work area
[09:01:18] <gonzo_> production/hobby/prototype?
[09:01:35] <ZATK> hobby steel
[09:01:44] <ZATK> that possible
[09:03:32] <gonzo_> cnc'ed or retro fit?
[09:04:48] <ZATK> what is the difference
[09:05:04] <gregncnc> turnkey or DIY?
[09:05:23] <gonzo_> do you need one that is built for cnc, or you want a project to do that retro fit?
[09:05:54] <gonzo_> (I'm not the one to advise oin a mill, but I know the questions that need to be asked)
[09:05:57] <ZATK> You talking about having to upgrade it for CNC
[09:06:14] <gonzo_> yep
[09:06:21] <ZATK> I'm fine with tat
[09:06:24] <ZATK> that
[09:07:05] <FinboySlick> ZATK: What's your budget?
[09:07:26] <FinboySlick> There isn't much of a used market for the smaller mills.
[09:07:27] <ZATK> 1k. But I just want to buy the mill now
[09:07:42] <gonzo_> my personal suggestion would be get at bench top manual mill. And do a retro fit. As you can use it manually to make the bits to convert it. And learn to mill at the same time.
[09:07:53] <ZATK> I would like to spend the least possible
[09:07:55] <FinboySlick> 1k is going to be tight.
[09:08:23] <ZATK> I ebay mills and find a lot at 4k and 300
[09:08:46] <ZATK> the price range seems larger
[09:08:53] <ZATK> then I thought
[09:09:16] <gonzo_> in the UK, somethimng like the clarke/axminster/etc hobby mill. OK, leadscrews and ways are sloppy
[09:09:23] <ZATK> I also don't know what I should be looking for to tell if a system is powerful enough
[09:09:33] <gonzo_> but the screws could be replaced as you retro fit it
[09:09:48] <gonzo_> suspect there are better startiong points. But those are available easilly
[09:09:50] <FinboySlick> gonzo_: He'd bust his 1k budget though.
[09:10:09] <gonzo_> used they go for 600-700£
[09:10:39] <FinboySlick> Well, if we're talking 1k£, that's a bit more like 2k in Canadian pesos.
[09:11:26] <ZATK> I want to make 3d printer parts
[09:11:38] <ZATK> anyone do that here
[09:12:05] <gregncnc> parts are parts, the question is how many will you make
[09:13:41] <ZATK> why does that change things. I'm hoping that after I make my parts I still have a mill and not a piece of junk
[09:16:30] <SpeedEvil> If you're wanting to make 1000, workarounds that are fine for one may not be
[09:16:53] <gregncnc> It depends on what you're doing. The more parts you intend to make, it makes sense to invest more initially.
[09:17:30] <SpeedEvil> For one, a good file, and a caliper may be quite adequate.
[09:21:46] <ZATK> I want to start a small business not a empire
[09:22:13] <gregncnc> The more complicated the parts get, with tool changes, tapping, etc, you would like to have these initially to save time.
[09:22:15] <ZATK> So in my mind I can start with small equipment the upgrade when needed
[09:22:20] <gregncnc> Time is your biggest expense
[09:23:00] <SpeedEvil> depending on if it is.
[09:23:27] <SpeedEvil> If you're making one thing a day, then you can in principle do a lot of hand-fiddling.
[09:23:46] <SpeedEvil> Twenty, and even if you can actually physically do it - it's going to get a lot more annoying a lot faster
[09:23:58] <gregncnc> If you can get paid a good shop rate to file that's fine
[09:26:56] <FinboySlick> ZATK: If you can design your part not to require any tool changes, your requirements go down.
[09:27:07] <FinboySlick> ZATK: But you limit yourself on the design.
[09:28:14] <ZATK> Yea something to think about
[09:31:12] <FinboySlick> Not having a reliable tool change mechanism sort of bit me on the one little production run I had to do not too long ago.
[09:32:22] <ZATK> does the price change once I go from aluminium to steel
[09:33:34] <FinboySlick> ZATK: You can do it with the same mill, but your time cost is going to go up significantly if your mill wasn't designed with steel milling in mind.
[09:34:31] <gregncnc> Are you looking at router type machines?
[09:35:35] <FinboySlick> Yeah, steel on a router-type machine is just asking for sorrow.
[09:37:38] <ZATK> I'm doing small amounts of steel and a lot of aluminium
[09:37:48] <ZATK> thinking of doing
[09:38:03] <ZATK> not doing anything now
[09:38:08] <gregncnc> what are the dimensions and features?
[09:38:19] <FinboySlick> ZATK: Aluminium can be tricky to machine.
[09:38:36] <ZATK> 25cm box
[09:39:00] <gregncnc> A 250mm cube of aluminum takes a serious machine
[09:39:18] <ZATK> not cube
[09:39:23] <FinboySlick> ZATK: Like side panels to build a box?
[09:39:26] <gregncnc> sheetmetal
[09:39:41] <ZATK> more like 25cm 25cm 3cm
[09:39:54] <FinboySlick> That's still a hunk of metal.
[09:39:58] <ZATK> aluminium
[09:40:04] <gregncnc> OK 30mm still serious amchine
[09:40:35] <FinboySlick> You just drilling a few holes or are you machining a significant amount of that volume?
[09:40:35] <gonzo_> sounds like you are new to machining. CNC does not take the skill away, it just changed the woy you apply it. So suggest you get a nmanual mill and use that to learn on
[09:41:27] <ZATK> I was thinking of starting will a manual mill
[09:41:38] <gonzo_> then you will get the feel of what sort of machione you are going to need for a small production shop
[09:41:56] <ZATK> I was hoping I could just add steppers to one
[09:42:03] <FinboySlick> ZATK: Can you rent some time on a manual mill?
[09:42:08] <gregncnc> if you want to do that in one setup you need 12+" of y travel
[09:42:35] <ZATK> yea
[09:42:52] <gonzo_> many do just add steppers, possiblly also replacing the lead screws, as the hobbyist mills can have quite cheap ones
[09:43:11] <FinboySlick> ZATK: Then I suggest you buy yourself a block of aluminium and mill your part. You'll get a much better feel for what's involved here.
[09:43:50] <ZATK> how much do I need to spend for a cnc
[09:43:55] <ZATK> mill
[09:43:57] <gregncnc> a fullsize pridgeport is 12"
[09:44:11] <gregncnc> Bridgeport
[09:44:29] <FinboySlick> gregncnc: He'd need a router-type for that kind of size, which sort of puts a big damper on his ability to do steel.
[09:44:37] <ZATK> 12" is good enough for me
[09:45:00] <gonzo_> bridgeports are avail in up to 48" tables
[09:45:05] <ZATK> It sounds like I need two machines
[09:45:23] <gregncnc> At 30mm thick you want a 1/2 endmill, no $1000 router will do that?
[09:45:52] <gonzo_> but a BP is going to be a big and heavy machine, so the space may be an issue
[09:45:55] <ZATK> my steel work is only 7cm in the largest dimension
[09:46:15] <ZATK> not thick
[09:46:47] <FinboySlick> gregncnc: He's going to have to do lots of small passes regardless. He can't get a mill rigid enough to handle those forces on his budget.
[09:47:03] <ZATK> a lot of what I'm doing is flatting/level aluminium plates
[09:47:29] <gregncnc> you also want a face mill then
[09:48:38] <gregncnc> Do you have your own printer design you're trying to produce? have you quoted any parts at shops?
[09:49:23] <ZATK> well how much would it cost for the mills I need
[09:50:06] <FinboySlick> ZATK: How many of the 25x25cm part do you plan to produce in a day?
[09:50:38] <ZATK> 5 min
[09:51:08] <ZATK> I have some other parts That I would want to make on the same day
[09:51:49] <gregncnc> 5 x 6 side per unit?
[09:52:46] <ZATK> I want to make smooth flat aluminium sheets
[09:52:47] <FinboySlick> On your budget, I'd try to retrofit a manual bridgeport-type. Assuming you're only machining two sides, you'd be able to place both setups on the table.
[09:53:14] <ZATK> with some engraving
[09:55:24] <ZATK> well what should I be looking for on ebay or other sites
[09:57:35] <gonzo_> if you are able to go and collect a big mill, ebay may find you a bargain. A commercial dealer will probably be able top arrange delivery, but you pay
[09:58:20] <gonzo_> dont underestimate the effort required to move something that weighs the same as a small car
[09:59:16] <gonzo_> (a BP is about a ton and a bit. So even a big engine hoist is goin g to struggle with it, even stripped down)
[10:05:13] <FinboySlick> ZATK: What are your space constraints? You working out of your kitchen or do you have a shop?
[10:10:31] <archivist> constraints are no fun
[10:32:24] <Erant> What would y'all recommend for a SFM for 6061 with a 3 flute 3/8" roughing cobalt end mill? Melin is recommending 125-250, which seems low...
[11:04:45] <FAalbers> Guud Mownin !
[11:09:16] <Jymmm> http://www.theregister.co.uk/2015/12/11/hundreds_of_thousands_of_engine_immobilers_hackable_over_the_net/
[11:09:34] <pcw_home> JT-Shop: I just realized that you can use a spare encoder input (set to TTL mode) for a 5V Probe input
[11:09:36] <pcw_home> (this is possible because 2.7 adds the capability to directly read the encoder A,B,Z pins )
[11:17:23] <Erant> Are roughing end mills still considered to have one tooth per flute?
[11:29:01] <SpeedEvil> http://imgur.com/gallery/rhAHVhR - genius
[11:33:14] <JT-Shop> pcw_home: thanks
[11:40:47] <Roguish> JT-Shop: you going to be the probe master?
[11:41:19] <Jymmm> SpeedEvil: lol
[11:42:39] <Jymmm> SpeedEvil: Looks more like a marketing person to me though.
[11:44:13] <CaptHindsight> https://www.youtube.com/watch?v=fJIjoE27F-Q Idiocracy IQ Test
[11:47:13] <Loetmichel> *meh* i think my wife overdid it a bit with the holiday decoration... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=16074&g2_imageViewsIndex=1 ... luckily thats all led, so not that much power drawn ;)
[11:47:59] <DaViruz> http://explosm.net/comics/4136/
[11:48:08] <DaViruz> jumped to mind
[11:48:24] <DaViruz> perhaps a bit inapropriate :)
[11:48:34] <CaptHindsight> nah, tis the season, you really can't go to far :)
[11:49:33] <Jymmm> But how long will they last on battery is the bigger question =)
[11:49:50] <Jymmm> Unless they are NATURAL gas powered that is
[11:50:43] <Jymmm> If so...
https://www.youtube.com/watch?v=7_XSjVSjP7M
[11:52:44] <Jymmm> Loetmichel: Nah, that's nothing. Let me know when she puts up more than 10,000 bulbs =)
[12:16:10] <FAalbers> CNC surface carving ...
https://dl.dropboxusercontent.com/u/2338658/CNC_Surfacetest.jpg
[12:16:20] <FAalbers> First time ever ! :)
[12:16:30] <FAalbers> Wood was too soft though , gonna try Oak or Beech next time , and also carve Y additional to only X
[12:16:40] <FAalbers> I used BassWood
[12:17:29] <Tom_itx> self portrait?
[12:17:41] <FAalbers> Yep ! :)
[12:17:47] <Tom_itx> awesome
[12:17:58] <FAalbers> .. when I'm angy
[12:18:19] <Jymmm> YOU LOOK GORGEOUS DARLING!!!
[12:18:30] <FAalbers> Why thank you hun !
[12:18:42] <Jymmm> s/I'm angry/Before morning coffee/
[12:18:53] <Loetmichel> FAalbers: i reccomend two runs with 90° between them
[12:19:01] <Loetmichel> and 45° to x and y axis
[12:19:41] <Jymmm> I recommend two gallons of gasoline and a bag of masrshmellows!
[12:19:51] <Loetmichel> Jymmm: thats how i look before morning coffee too
[12:19:54] <Loetmichel> ;)
[12:20:06] <Jymmm> Loetmichel: =)
[12:20:09] <FAalbers> Loetmichel, I can't turn the spindle
[12:20:35] <Loetmichel> FAalbers: i meant the "scanning" going in an X shape
[12:20:41] <Loetmichel> not in a + shape
[12:20:44] <FAalbers> Loetmichel, Ir am I getting it wrong with those angles
[12:21:38] <FAalbers> Loetmichel, Can you do that in CamBam ? Maybe by turning the surface and crate the toolpaths ?
[12:21:52] <Loetmichel> no idea
[12:21:57] <Loetmichel> never used camban
[12:22:02] <Loetmichel> cambam
[12:22:03] <FAalbers> Then turn the toolpaths and surface back ?
[12:22:07] <Loetmichel> altho i own a copy ;)
[12:22:09] <Tom_itx> if you can't it's hardly worth using at all
[12:22:39] <JT-Shop> Roguish: like most things jack of many trades but master of none
[12:22:50] <FAalbers> I only saw Horizontal and Vertical ... maybe there are other settings
[12:22:57] <Roguish> I hear ya.
[12:23:09] <Loetmichel> JT-Shop: thats a good thing actually
[12:23:20] <FAalbers> Loetmichel, IS that technique to avoid going with the grain ?
[12:24:07] <Loetmichel> FAalbers: yes, and to avoid any "slow steps" when you have nearly horizontal and vertical edges in your relief
[12:24:13] <FAalbers> Loetmichel, I'll try that next time
[12:24:31] <Loetmichel> so that you are crossing any straight line at a steep angle
[12:24:34] <FAalbers> Loetmichel, Right
[12:25:07] <FAalbers> Loetmichel, Thanks , I'll try that next
[12:25:39] <Loetmichel> also: use a ball mill
[12:25:53] <Loetmichel> with the biggest diameter possible to not use detail
[12:26:27] <Loetmichel> and set the finishing runs to less than 1/10 widht of the tool to get a REALLY nice finish
[12:27:35] <Loetmichel> it starts to get coarse at about 1/4 the diameter of the tool when using a ball mill
[12:30:28] <FAalbers> Loetmichel, I think I was using 1/4 width , but I was using a ball 1/8
[12:31:57] <FinboySlick> Loetmichel:
https://media.giphy.com/media/Tyy3npxzOQJa/giphy.gif <-- When you miss the morning coffee threshold?
[12:32:15] <Loetmichel> i just added some commonplaces so you have a baseline in case you didnt get the memo ;)
[12:32:42] <Loetmichel> FinboySlick: actually:
http://www.cyrom.org/palbum/main.php?g2_itemId=7092&g2_imageViewsIndex=1
[12:32:58] <Loetmichel> "dont try to talk to me EVER before i had my first coffee!"
[12:33:09] <maxcnc> ;-)
[12:33:56] <FinboySlick> Loetmichel: Damn, you even *look* german. In a Rutger Hauer kind of way.
[12:35:04] <Loetmichel> atm i look more like catweasle... damn, i NEED a shave ;)
[12:35:52] <FinboySlick> Loetmichel: Well, there's a broad range of Rutgerhauerism. That just means you're closer to the 'Hobo with a shotgun' version.
[12:36:25] <Jymmm> Anyone seen the one on the right in the US for sale by chance?
http://i00.i.aliimg.com/photo/v0/227884984/BBQ_grill_starter_electric_charcoal_starter_for.jpg
[12:36:37] <FAalbers> Rutger Hauer is Dutch FinboySlick ! :)
[12:37:40] <FAalbers> I actually know Rutger Haur's first Director pretty well
[12:40:15] <FinboySlick> FAalbers: My plans to taunt Loetmichel once again foiled by nationality accuracy.
[12:40:28] <Loetmichel> ... and i need some more eyedrops... damn conjunctivitis :-( ->
http://www.cyrom.org/palbum/main.php?g2_itemId=16077&g2_imageViewsIndex=1
[12:40:30] <Loetmichel> :-)
[12:43:05] <FAalbers> Me 3 years ago ...
https://www.dropbox.com/home/Public?preview=Photo+Feb+25%2C+3+27+25+PM.jpg
[12:43:54] <Loetmichel> doesent work
[12:43:58] <Loetmichel> "login"
[12:44:27] <FAalbers> Oops !
[12:44:51] <FAalbers> Me 3 years ago ...
https://dl.dropboxusercontent.com/u/2338658/OscarBrave.jpg
[12:45:02] <Loetmichel> which one?
[12:45:15] <FAalbers> Me now ...
https://dl.dropboxusercontent.com/u/2338658/TrueMan.jpg
[12:45:26] <FAalbers> Loetmichel, On the left
[12:45:26] <Loetmichel> ah, left one ;)
[12:45:42] <Loetmichel> FAalbers: tell me about gray...
[12:45:50] <FAalbers> So yeah , I need coffee now ! :)
[12:46:11] <Loetmichel> me 15 years ago:
http://www.cyrom.org/palbum/main.php?g2_itemId=2812&g2_imageViewsIndex=1
[12:46:57] <FAalbers> Loetmichel, Long !!
[12:47:11] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=2835&g2_imageViewsIndex=1
[12:47:27] <Loetmichel> best time it was touching the tool belt ;)
[12:47:38] <FAalbers> Audio Pro ?
[12:47:52] <Loetmichel> ex stage rental hand ;-)
[12:47:56] <FAalbers> Loetmichel, ^^
[12:48:02] <FAalbers> Ah
[12:48:48] * Loetmichel was in charge of the stage rental companys repair shop back then
[12:49:12] <Loetmichel> meaning i had to do "roadie" jobs now and then on big venues
[12:49:20] <Loetmichel> in case anything goes south
[12:49:26] <FAalbers> After doing CG for 20+ years , it's good to do something tangible again :)
[12:50:12] <Loetmichel> i still dont leave home without the maglite and the leatherman tho ;)
[12:50:37] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13537 <- and itw still the same leatherman as you can see ;)
[12:50:49] <Loetmichel> -w+s
[13:39:05] <maxcnc> Gn8
[15:18:27] <XXCoder> trentster: nice cut
[16:23:17] <Deejay> gn8
[16:34:52] <Contract_Pilot> Hey all
[16:39:52] <duc> Hello
[18:13:20] <robinsz> andypugh, so dude ...
[18:13:35] <robinsz> car related question ...
[18:13:59] <andypugh> Never owned one, know nowt. :-)
[18:14:15] <robinsz> thats what they all say ... only obey orders right?
[18:14:49] <robinsz> you know this latex goop they have with a compressor, instead of carrying a spare?
[18:14:56] <andypugh> Yes
[18:15:20] <robinsz> it should just be "clean it out, bit of warm water and patch as normal" right?
[18:15:20] <andypugh> Not ideal if you have a huge puncture
[18:15:26] <robinsz> it worked fine
[18:15:32] <robinsz> perfect in fact
[18:15:43] <robinsz> the Continental water based latex stuff
[18:15:53] <robinsz> and now ... no one will repair it.
[18:16:07] <andypugh> Yes, though I am not sure what the rules are with tyre repairs at the moment. I know that my bike tyres are not legally repairable. But the shop does it anyway after explainign that.
[18:16:25] <andypugh> It’s the mess. They hate the mess.
[18:16:40] <robinsz> but they are going to have the mess either way
[18:16:41] <andypugh> If you take the tyre off yourself and wash it, then they might.
[18:17:00] <JT-Shop> the very reason I fix my bike tires
[18:17:12] <robinsz> im surprised my ford main dealer said "unrepairable if it has the goop in it" when it is a fore OEM thing
[18:17:35] <robinsz> but anyway
[18:17:37] <JT-Shop> patch may not stick right
[18:18:06] <andypugh> They abrade away the inside surface of the tyre and ream out the hole.
[18:18:08] <JT-Shop> but andypugh you have a near a car
[18:18:22] <robinsz> *technically* it should be just as repairable as normal then
[18:19:41] * JT-Shop calls it a day goodnight guys
[18:19:59] <andypugh> Try somewhere like Universal Tyres.
[18:20:34] <robinsz> tried all the locals and the ford main dealer ... same answer, bastards
[18:20:51] <andypugh> Actually, if you are feeling like a bit of fun, ring Continental and alk them
[18:21:03] <robinsz> I already posted on their FB page
[18:21:06] <robinsz> ;)
[18:21:08] <robinsz> and Ford UK
[18:22:37] <robinsz> so, apart from that ... the CNC shat itself mid sheet
[18:22:48] <robinsz> servo amp died.
[18:23:17] <robinsz> fortunately ... the encoders are powered from the motion card
[18:23:55] <robinsz> I de-powered the drives, got out the spare. fitted it, set it off again, didn;t even need to re-home :)
[18:24:23] <andypugh> Brave…
[18:24:33] <andypugh> Which servo amp?
[18:27:05] <robinsz> The one that failed is a Copley
[18:27:55] <robinsz> kinda like this
[18:27:56] <robinsz> http://mediaserver.voxtechnologies.com/FileCache/4122Z%20-%20-7910997231-wm-2.jpg
[18:33:20] <andypugh> I bought a couple of AMCs on friday, to spin the new servo I hope will beef up my dividing head.
[18:35:05] <robinsz> I've found a couple of much later Copley digital drives, 20A @90 and 180V
[18:35:13] <robinsz> for �50 each :)
[18:35:33] <robinsz> they'll take PWN and direction directly too
[18:35:41] <robinsz> in torque mode
[18:36:45] <andypugh> I was looking for some 240V input ones, but they seem surprisingly rare. I got some 80V ones, I don’t know if they will spin the 300V servo fast enough yet. But £40 for the pair seemed worth a gamble. (25A / 80V)
[18:38:38] <robinsz> ah, yeah, high voltage ones are rare
[18:39:29] <robinsz> it may be worht your while to go brushless ac drives
[18:39:52] <robinsz> the Baldor drives are easy enough to get
[18:45:50] <robinsz> I'm currently being tempted with another doomed project ...
[18:46:12] <robinsz> it could be "interesting" ...
[18:47:10] <robinsz> andypugh,
http://www.zenithair.net/introduction-750-stol/
[18:47:29] <robinsz> they sell the plans, you just need to rout out the bits and rivet it together, right?
[18:47:36] <robinsz> I mean, how hard can THAT be?
[18:48:16] <robinsz> I reckon you would need to set aside at least a whole afternoon for the routing.
[18:48:27] <robinsz> and buy a big box of rivets
[18:48:48] <robinsz> probably not from screwfix .. as they will be cheap shit
[18:49:31] <andypugh> Looks like fun, and no more than a few weeks work :-)
[18:49:53] <andypugh> Did you see my rivet squeezer?
[19:01:47] <irontree9> G code looks uglier than it is right????
[19:04:27] * Jymmm snickers
[19:04:43] <toastyde1th> yeah, generally. depending on who/what wrote it
[19:05:07] <toastyde1th> machine generated gcode can be gnarly as fuck
[19:05:39] <toastyde1th> or if the person who wrote it is a douchenozzle. the professional term.
[19:06:01] <toastyde1th> although several of the tool and die makers in their 70s preferred "fuckwit"
[19:06:11] <toastyde1th> seems to be a generational thing
[19:11:13] <irontree9> Well I was able to get the default "LinuxCNC" cut out and that is just about it. Generated some g-code from a png but can't get the scale and depth right. Just chewing through documentation atm
[19:13:51] <robinsz> andypugh, rivetsqueezer?
[19:14:16] <robinsz> gcode from a PNG? srsly?
[19:14:17] <andypugh> robinsz: Yes, a squeezer. For rivets.
[19:14:32] <robinsz> andypugh, enlighten me
[19:15:45] <robinsz> irontree9, I have not had any luck ever with 3D carving from graphics ... it just doesnt work like that *unless* you can find a 3D object specifically encoded as gray value = Z axis
[19:16:03] <andypugh> Well, firstly, by default LinuxCNC can take bitmap files and convert to a depth map. So if you open a bitmap instead of a G-code file, you get a raster-scan with depth of the image. Works best with monochrome.
[19:16:29] <cradek> engraved from simple black and white artwork:
http://timeguy.com/cradek/01408982148
[19:16:40] <robinsz> yes, but what you dont get is something that resembles the 3D thing you might think it was in the firstplace
[19:16:52] <irontree9> That is basically what it seemed to do, but the resolution was wrong or something.
[19:16:52] <andypugh> And secondly:
http://bodgesoc.blogspot.co.uk/2014/04/hydraulicrivetsqueezer.html
[19:17:35] <robinsz> cradek, nice
[19:17:58] <andypugh> What are the feeds and speed settings for silver?
[19:18:12] <Tom_itx> hmm
[19:18:20] <Tom_itx> i bet it's pretty soft
[19:18:24] <cradek> the spindle was "fast" and the feed rate was "whatever"
[19:18:30] <cradek> I cut it under oil and it never gummed up
[19:19:08] <cradek> the spindle is maybe 15k, the tool was a V pcb trace isolator, so about .008 wide at the tip
[19:19:33] <robinsz> andypugh, nice rivet squeezer
[19:19:46] <robinsz> the plane is all pop rivet
[19:20:19] <robinsz> I have some "interesting" engraving tools for CNC
[19:20:40] <robinsz> its like a ISO40 taper with an air powered spindle mounted in it
[19:20:55] <robinsz> I forget exactly how fast it spins
[19:21:10] <robinsz> 160K comes to mind, it was *stupid* fast
[19:21:43] <robinsz> i beleve its used in the mold/die industry
[19:23:23] <andypugh> Do you have a use for it?
[19:23:42] <andypugh> I know a chap who might want it for his Deckel.
[19:23:50] <robinsz> it sits around on the "that will come in handy one day" pile
[19:24:16] <andypugh> He makes lovely but tiny things:
http://www.f1-2000.co.uk/index.php?f=conrods
[19:24:17] <cradek> wow 160k
[19:24:45] <robinsz> it might have been 90K or 120K .. I cant remember, it is just stupid fast
[19:26:48] <robinsz> ive got some speeder heads as well some place ... 5:1 speedup
[19:27:09] <robinsz> I'll dig them out and photo them, they can be moved on
[19:27:38] <robinsz> i'llprobably keep the nutty air turbine thing
[19:30:58] <andypugh> I would like a BT30 (or any 30 taper) speeder. I keep intending to make one.
[19:35:07] <andypugh> I have a design in mind for a 10:1 one
[19:35:41] <malcom2073> You're certainly well versed in making your own gears
[19:39:18] <andypugh> I want to try a design with no gears, as it happens.
[19:39:26] <malcom2073> Oh yeah?
[19:40:55] <andypugh> Like this supercharger drive:
http://i.imgur.com/pmhTMpn.jpg
[19:41:54] <malcom2073> Ah nice
[19:42:22] <robinsz> andypugh, that guy is a seriously good machinist, and so far I am only on the hardinge conversion page
[19:46:02] <andypugh> He made a super-elaborate DLP printer to print patterns for casting:
https://www.youtube.com/watch?v=FscYq5uCys0
[20:26:02] <Contract_Pilot> Finially wiring up these little machines...
[20:26:36] <Contract_Pilot> Well the controller atleast
[20:33:37] <os1r1s> pcw_home You around?
[21:08:41] <irontree9> truetype tracer rocks :)
[21:21:20] <trentster> howdy - any fusion 360 CAM'ers around at the moment?
[21:49:24] <pcw_home> os1r1s: yeah
[21:50:14] <os1r1s> pcw_home I would like to find a brushed servo driver to drive small < 30v < 3A servos from a mesa 7i77. Do you have something that would work for that?
[21:51:09] <pcw_home> Not from a 7I77 but from a 50 pin FPGA card (7I30 for example)
[21:52:26] <pcw_home> that is we dont make any analog input drives (drives that would match the 7I77)
[21:53:02] <os1r1s> pcw_home Do you know of any reasonably priced ones? :)
[21:53:26] <os1r1s> pcw_home I've seem people point to AMC ones
[22:02:23] <pcw_home> AMC is probably the most common and cheap though I dont know if they go that small
[22:02:40] <pcw_home> 3A cont or peak?
[22:06:10] <os1r1s> peak
[22:06:25] <os1r1s> pcw_home This is a small sherline/taig size machine
[22:07:46] <os1r1s> pcw_home Sorry, that was incorrect. One like this ...
http://www.automationtechnologiesinc.com/products-page/nema23-m-dc-servo-motor/skewed-servo-dual-shaft-3
[22:08:44] <pcw_home> thats 19A peak
[22:09:24] <os1r1s> pcw_home Yes, I read it wrong the first time. Sorry about that
[22:19:16] <pcw_home> something like this with the current limit turned down to 19A
[22:19:17] <pcw_home> http://www.ebay.com/itm/Advanced-Motion-Controls-AMC-30A8I-LS1-Brushless-Servo-Amplifier-/252194424730?hash=item3ab7f5879a:g:rNMAAOSwyQtV0qhI
[22:26:24] <os1r1s> pcw_home Ok. Thanks. I had been looking at the 12A8 by AMC
[22:33:31] <pcw_home> that should work also
[22:41:46] <Erant> toastyde1th: So Melin recommends 125-250SFM in Aluminium Alloys for their roughing end mills, and 0.00225" chip load per tooth for the 3/8" end mill. That sound about right to you?
[22:42:27] <Erant> (Puts me at about 2 - 2.5k RPM at 13-17IPM, which sounds low to me)
[23:17:45] <zeeshan|2> hss?
[23:17:50] <zeeshan|2> that sounds slow as hell
[23:18:43] <Tom_itx> zeeshan|2!
[23:18:48] <zeeshan|2> tom!
[23:18:56] <Tom_itx> what happened to your bud from Tn?
[23:18:59] <zeeshan|2> no idea
[23:19:01] <zeeshan|2> what happened
[23:19:21] <Tom_itx> dunno, haven't heard much from him
[23:19:28] <zeeshan|2> dude im so tired
[23:19:33] <zeeshan|2> i got 2 interviews tomorrow
[23:19:42] <zeeshan|2> one is a proper position -- i hope i get it
[23:19:55] <zeeshan|2> its crazy how much prep interviews take
[23:21:14] <Tom_itx> you don't just tuck your hair under your hat hitch up your britches and walk in?
[23:21:43] <zeeshan|2> no man
[23:21:50] <zeeshan|2> one of the interviews tomorrow is 3 hours long
[23:21:54] <Tom_itx> long hair freaky ppl need not apply....
[23:22:00] <zeeshan|2> its going to be tough
[23:22:03] <zeeshan|2> but i like challanges
[23:22:06] <zeeshan|2> challenges
[23:22:22] <Tom_itx> that's why i'm learning catia
[23:22:26] <Tom_itx> and something to do
[23:24:24] <zeeshan|2> good :)
[23:24:34] <zeeshan|2> you can get a serious job after that :P
[23:24:40] <Tom_itx> meh
[23:24:45] <Tom_itx> i'm not really looking
[23:24:52] <zeeshan|2> are you retired?
[23:24:56] <Tom_itx> no
[23:25:09] <Tom_itx> but i'm not looking
[23:25:11] <zeeshan|2> o :)
[23:25:27] <Tom_itx> if it was too good to turn down i might consider it
[23:25:59] <zeeshan|2> this job is so awesome man
[23:26:03] <zeeshan|2> i already did the phone interview
[23:26:11] <zeeshan|2> they build heavy duty automation equipment
[23:26:38] <zeeshan|2> my job would be to learn their product for the first two months, then design small parts, then big parts, and after 6 mo if they're satisfied
[23:26:43] <zeeshan|2> i become a lead intermediate eng
[23:27:01] <zeeshan|2> would be leading 3 jr eng and 5 drafts people
[23:27:07] <zeeshan|2> pray for me :P
[23:27:11] <zeeshan|2> (if you pray)!
[23:27:32] <zeeshan|2> its cool cause it involves, concept design, practical design, calculations, and manufacturing
[23:27:45] <Tom_itx> i've got no engineering degree though
[23:27:46] <zeeshan|2> its not oriented to one thing like my current job
[23:28:01] <zeeshan|2> if you do catia, you dont need eng degree
[23:28:01] <Tom_itx> sounds fun though
[23:28:19] <zeeshan|2> if you know design in the sense of cad modelling
[23:28:22] <Tom_itx> they offer 6-8 classes iirc
[23:28:28] <Tom_itx> i plan to take as many as i can
[23:28:31] <zeeshan|2> you can get a very good design related job
[23:28:34] <zeeshan|2> might not be doing calcs
[23:28:46] <zeeshan|2> but you'd be modelling and making things
[23:28:52] <Tom_itx> i'm doing it really to encourage my kid who is taking it
[23:29:00] <zeeshan|2> he should be encouraged
[23:29:05] <zeeshan|2> its a lot better than 99% of the jobs out there
[23:29:08] <zeeshan|2> but im biased :)
[23:29:12] <Tom_itx> i'm about halfway thru the class i'll be starting in Jan :D
[23:29:20] <Tom_itx> using his book doing the lessons
[23:29:31] <zeeshan|2> you should really see if you could find a job that utilizes it
[23:29:34] <zeeshan|2> otherwise you'll forget it
[23:29:43] <zeeshan|2> im clicking around in solidworks tonight
[23:29:50] <zeeshan|2> because ive been using inventor so much i forgot some of the shortcuts!
[23:29:57] <Tom_itx> they guarantee an interview after the 2nd semester with a large aircraft plant here
[23:30:05] <Tom_itx> used to be Boeing, now Spirit
[23:30:28] <zeeshan|2> any education can't hurt
[23:30:29] <zeeshan|2> :)
[23:30:35] <Tom_itx> and all his credits transfer to the local uni
[23:30:52] <zeeshan|2> he kind of needs to decide what he wants to do
[23:30:58] <zeeshan|2> if he's more technical, then college might be better
[23:31:03] <Tom_itx> leaning toward engineer
[23:31:06] <zeeshan|2> technical (hands on)
[23:31:09] <zeeshan|2> if he likes math a lot
[23:31:13] <zeeshan|2> then engineering is a good choice
[23:31:16] <Tom_itx> seems to
[23:31:41] <zeeshan|2> its hard to explain to kids the importance of these years
[23:31:44] <Tom_itx> seems like all the big boys use catia now
[23:31:47] <zeeshan|2> i wish my parents pushed me more
[23:32:03] <Tom_itx> same here
[23:32:07] <Tom_itx> that's why i am
[23:32:23] <Tom_itx> i'm self taught on everything i've done
[23:32:37] <zeeshan|2> i don't mean to put your down
[23:32:40] <zeeshan|2> but that was okay back 20 years ago
[23:32:43] <Tom_itx> i know
[23:32:46] <zeeshan|2> and now you have superior experience
[23:32:52] <Tom_itx> now you need paper
[23:32:55] <zeeshan|2> yea
[23:33:00] <zeeshan|2> or you're not even going to get in the door
[23:33:03] <zeeshan|2> no matter how smart you are
[23:33:10] <Tom_itx> i disagree somewhat
[23:33:15] <Tom_itx> but i know what you're saying
[23:33:23] <Tom_itx> it's about who you know
[23:33:30] <zeeshan|2> yes luck has a lot to do with it :P
[23:33:51] <zeeshan|2> Tom_itx: im sensitive about the topic
[23:33:56] <zeeshan|2> because i have a friend who has no education
[23:34:00] <zeeshan|2> works at a logistics place
[23:34:07] <zeeshan|2> same age as me
[23:34:20] <zeeshan|2> he thinks education is stupid (cause hes making 60k with no education)
[23:34:34] <Tom_itx> could be making 150
[23:34:43] <zeeshan|2> he argues with me that things like F=ma are just theories
[23:34:48] <zeeshan|2> until someone proves them wrong
[23:34:50] <zeeshan|2> it drives me insane.
[23:35:10] <t12> maybe he went to the university of YHBT
[23:35:23] <zeeshan|2> haha t12
[23:35:27] <zeeshan|2> no, he really believes it
[23:35:46] <zeeshan|2> i try to explain to him, F=ma is the reason you can predict how quickly a car is going to stop
[23:35:53] <zeeshan|2> he just doesnt get it
[23:36:41] <Tom_itx> i've always 'got it'
[23:36:48] <Tom_itx> just didn't follow up
[23:36:53] <zeeshan|2> you
[23:36:56] <zeeshan|2> you're not ignorant!
[23:39:32] <zeeshan|2> man my ipad isnt cooperating
[23:39:39] <zeeshan|2> im trying to load my protfolio
[23:39:44] <zeeshan|2> and its just absolutely going to shit
[23:39:53] <zeeshan|2> it cant handle the 3d model app
[23:40:14] <Tom_itx> cause it starts with 'i'
[23:40:15] <Tom_itx> :)
[23:40:17] <zeeshan|2> haha
[23:41:06] <t12> i kinda regret not doing higher ed now
[23:41:14] <t12> not that it was really a consious choice
[23:41:15] <Tom_itx> same here
[23:41:18] <zeeshan|2> t12 how old
[23:41:19] <zeeshan|2> are you
[23:41:23] <t12> 35
[23:41:33] <zeeshan|2> im 31
[23:41:34] <zeeshan|2> :P
[23:41:38] <Tom_itx> you got plenty of time
[23:41:39] <zeeshan|2> its never too late!
[23:41:55] <t12> i mean alot of it has rubbed off
[23:42:00] <t12> having spent lots of years as staff at uni
[23:42:13] <t12> lack of math background is mainly what holds me back
[23:42:28] <zeeshan|2> dude i finished 3 years of a technical college diploma
[23:42:30] <t12> but mainly in learning/doing interesting stuff, monetarily i'm fine
[23:42:32] <zeeshan|2> and i didnt learn any of the math
[23:42:38] <zeeshan|2> just basic calculus
[23:42:45] <zeeshan|2> i was so upset i finished a degree
[23:42:49] <zeeshan|2> I LOVE MATH!!!!!!!!
[23:43:00] <zeeshan|2> if you get the right teacher, its a breeze
[23:43:05] <zeeshan|2> if you get the wrong one, its suicide
[23:43:13] <t12> yeah now its just a matter of carving the time/dedication out
[23:43:16] <t12> which consisintly gets harder
[23:43:38] <zeeshan|2> imo, even with time and dedication
[23:43:44] <zeeshan|2> its very hard to learn on your own
[23:43:52] <zeeshan|2> because you don't know exactly the order of things to learn
[23:43:55] <t12> yeah
[23:43:59] <t12> thats part of time/dedication though
[23:44:03] <zeeshan|2> i have tried to learn electronics on my own
[23:44:06] <zeeshan|2> and failed so hard!
[23:44:07] <t12> like actually going to school for it for enough hours
[23:44:12] <zeeshan|2> microelectronics that is
[23:44:21] <Jymmm> zeeshan|2: That's why you need a studette ;)
[23:44:23] <Tom_itx> i still struggle with some electronics
[23:44:27] <zeeshan|2> t12: are you still at univ?
[23:44:32] <t12> i always work there
[23:44:37] <Tom_itx> but i've programmed �C for quite a while
[23:44:38] <zeeshan|2> you should just go sit in the undergrad classes
[23:44:40] <zeeshan|2> no one will know
[23:44:40] <zeeshan|2> haha
[23:44:43] <t12> they have a labor problem, and they're competing with silicon valley
[23:44:49] <t12> aka they'll never win
[23:44:59] <Jymmm> t12: ?
[23:45:01] <t12> i accidently have a bunch of specialist skills they are always in need of
[23:45:15] <Jymmm> t12: competing how?
[23:45:16] <t12> (computer, unix, hpc stuff)
[23:45:20] <t12> in salary
[23:45:28] <Jymmm> lol
[23:45:33] <Jymmm> where is this?
[23:45:36] <t12> UCSF
[23:45:46] <Tom_itx> haha speaking of that, nasa was looking for some ole farts to program their old junk in the sky
[23:45:49] <Jymmm> heh
[23:45:50] <t12> ucsf is also fairly unique in having no undergrad presense
[23:45:57] <Tom_itx> cobol etc
[23:45:57] <zeeshan|2> haha tom
[23:46:00] <Tom_itx> serious
[23:46:03] <t12> lol
[23:46:04] <t12> ADA
[23:46:07] <t12> whats the shuttle language
[23:46:13] <Tom_itx> way older than that
[23:46:19] <t12> HAL/S
[23:46:22] <Jymmm> QBASIC
[23:46:34] <Jymmm> gorilla.bas ftw
[23:46:42] <zeeshan|2> i always thought hal got it's name from hal from space odyssey
[23:46:43] <zeeshan|2> :(
[23:46:45] <Tom_itx> http://www.popularmechanics.com/space/a17991/voyager-1-voyager-2-retiring-engineer/
[23:47:10] <zeeshan|2> fortran is that old?
[23:47:17] <t12> lot of fortran development still happening
[23:47:17] <zeeshan|2> our school uses it for cfd still
[23:47:18] <Jymmm> oh yeah
[23:47:23] <zeeshan|2> i didnt know that
[23:47:27] <t12> old fortran is pretty annoying
[23:47:43] <t12> the labs i worked for had 100k's of lines of code of fortran for simulations
[23:47:52] <Tom_itx> they'll hire from within if they can
[23:48:42] <t12> a competant young programmer can learn fortran fast
[23:48:50] <t12> the hardware target on the other hand...
[23:48:55] <Tom_itx> i doubt you'd learn all the tricks
[23:49:12] <zeeshan|2> Tom_itx: can you p[ost some drawings
[23:49:13] <zeeshan|2> that you were making
[23:49:18] <zeeshan|2> i wanna draw them in solidworks righht now to warm up
[23:49:19] <Tom_itx> of what?
[23:49:24] <zeeshan|2> any crazy models
[23:49:43] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/
[23:49:48] <Tom_itx> all those i did in SW
[23:49:51] <zeeshan|2> thank u
[23:49:52] <Tom_itx> from his book
[23:49:58] <Tom_itx> those are models though
[23:49:59] <zeeshan|2> do u have detail drawings
[23:50:02] <Tom_itx> not drawings
[23:50:02] <t12> zeeshan:
http://chrisbathgate.blogspot.com/
[23:50:04] <Tom_itx> not scanned
[23:50:15] <Tom_itx> i probably could
[23:50:23] <zeeshan|2> t12: cmon man
[23:50:29] <zeeshan|2> im not looking to spend hours haha
[23:50:34] <zeeshan|2> thats too detailed
[23:50:48] <zeeshan|2> its okay
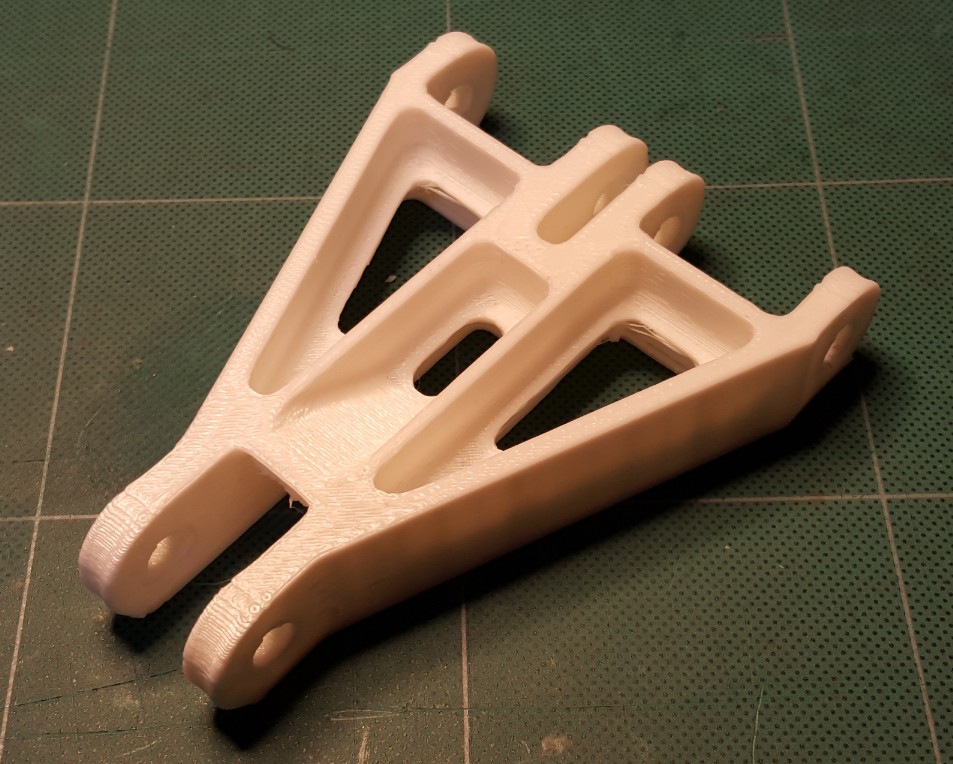
[23:50:49] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem34_1.jpg
[23:50:51] <zeeshan|2> ill just build a scale mode
[23:50:55] <Tom_itx> that was his extra credit one
[23:50:58] <Tom_itx> he printed it
[23:50:59] <zeeshan|2> nice
[23:51:16] <zeeshan|2> did he draw half it
[23:51:17] <zeeshan|2> and mirror it
[23:51:17] <Tom_itx> he did em in catia as i helped him in SW
[23:51:29] <Tom_itx> pretty sure
[23:51:36] <Tom_itx> you can mirror the solid too
[23:51:40] <Tom_itx> it's the same on both sides
[23:51:44] <Tom_itx> except the center
[23:51:59] <Tom_itx> exterior pockets are
[23:52:25] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/problem34.jpg
[23:52:45] <zeeshan|2> ok thats a good one
[23:52:59] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/problem27.jpg
[23:53:26] <Tom_itx> i'm up to ~20 in catia
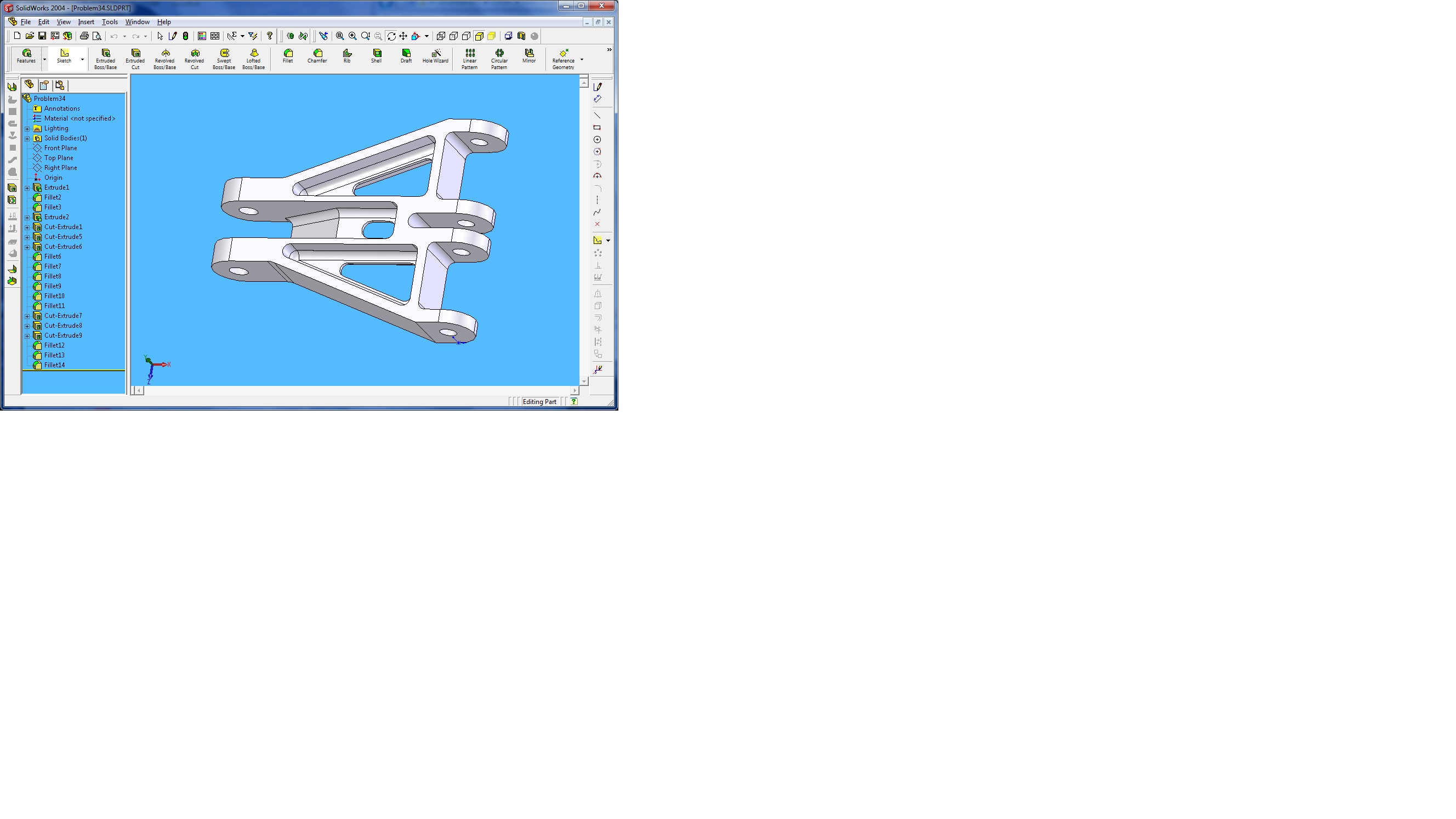
[23:54:07] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/problem32.jpg
[23:54:13] <Tom_itx> that was easy
[23:54:45] <Tom_itx> some are just time consuming
[23:54:55] <Tom_itx> you gotta approach it different in catia over SW
[23:56:03] <Tom_itx> i did that 34 in one evening
[23:56:10] <zeeshan|2> which one to do
[23:56:10] <zeeshan|2> hm
[23:56:24] <Tom_itx> i can post the dwg later
[23:56:30] <Tom_itx> i'll need to scan em
[23:56:35] <t12> http://www.theonion.com/article/us-techno-industrial-base-eroding-due-to-foreign-c-920
[23:56:52] <zeeshan|2> need to do it now
[23:56:55] <zeeshan|2> interview tomorrow morning
[23:57:03] <zeeshan|2> high possiblity they'll make me model something in both inventor and solidworks
[23:57:04] <zeeshan|2> ;P
[23:57:10] <zeeshan|2> so i should be sharp so i can do it quick
[23:58:16] <zeeshan|2> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/problem32.jpg
[23:58:19] <zeeshan|2> gonna do this one
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}