Back
[00:16:15] <t12> i have obtained an astrotracker
[00:16:18] <t12> https://www.dropbox.com/sc/r3qjoviimj1anb5/AACpj2k8GFGeiJljYB1JnGSfa
[00:16:20] <t12> time to tear down!
[02:12:40] <Deejay> moin
[02:48:53] <trentster> howdy all
[03:21:04] <trentster> archivist: you around?
[03:21:30] <archivist> over there---------------------------->
[03:22:40] <trentster> hope your doing something fun over there.
[03:22:55] <trentster> About to wire BOB to VFD
[03:23:16] <archivist> nope just waiting for some stuff to wash in the ultrasonic
[03:23:30] <trentster> ultrasonic cleaner?
[03:24:28] <archivist> http://www.ebay.co.uk/itm/Pro-Digital-Ultrasonic-Cleaner-Ultra-Sonic-Timer-Cleaning-Basket-Plastic-Steel-/181490058417
[03:24:57] <archivist> I use a cheap domestic one for watch and clock parts
[03:25:24] <archivist> well anything that fits in the tank
[03:25:26] <trentster> On the BOB board that we use, the 0-10V output which is 2 connectors + and - Do I connect the + to VFD FWD control pin and - the vfd ground?
[03:26:17] <archivist> the vfd has a control 0 use that not the power ground
[03:26:37] <trentster> I was actually thinking about using/making a mini ultrasonic cleaner to see if it would work to clean debris off hard contact lenses - I was worried it may damage them somehow
[03:26:46] <archivist> dunno what it is called on yours
[03:27:59] <archivist> cleaning up an old worm drive to analyse how good/bad it is
[03:30:11] <trentster> archivist: this is what my vfd options look like
https://monosnap.com/file/MqYQ3vrLQjPwcT40DBelnBjLgG0hm9.png
[03:34:23] <trentster> archivist: on that manual page I assume there context of GND (power source GND 0V) is correct right?
[03:35:24] <archivist> badly described
[03:35:40] <archivist> but it is the only one there
[03:38:20] <trentster> yeah - its the only one that makes sense to me - just wanted to make sure you concur - before I make some magic smoke ;-)
[03:48:41] <trentster> archivist: any possibility of getting some guidance on how this should be configured from a LinuxCNC perspective? The VFD does 0-400HZ with a reccomended spindle rpm range of 8-24k - so I should probably limit min speed to around 130Hz
[03:49:40] <trentster> I have previous spindle configured to us pwm, and not sure how to do setup linuxcnc for the 0-10v analog —> vfd control
[03:50:44] <archivist> iic that circuit on the board is pwm to 0-10
[03:50:48] <archivist> iirc
[03:50:59] <trentster> yes thats correct
[03:52:40] <trentster> buw how the heck does it get impulse control from parallel port pins its not an addressable pin number on the BOB
[03:52:50] <trentster> so how does it get tied to LCNC?
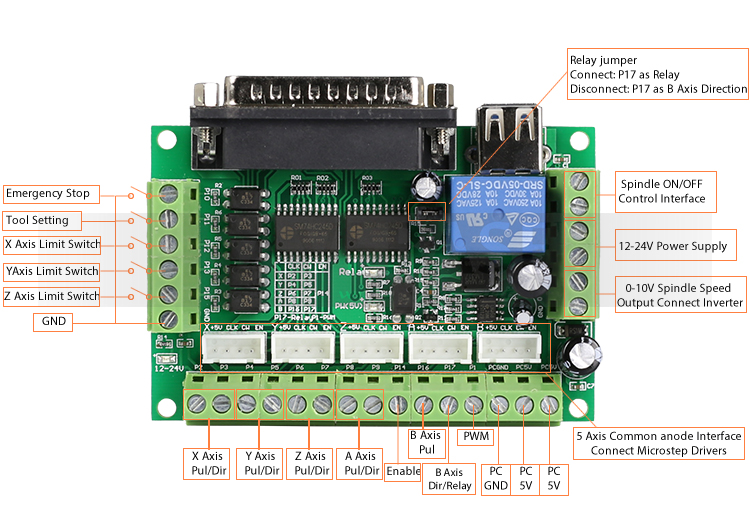
[03:53:18] <trentster> http://www.gbeshop.com/InfoBase/SAVEBASE/PKG/004393/Image/New_5axis_breakout_board_interfaces_fw_r2_c1.jpg
[03:53:48] <archivist> it is on one of the pins of the parallel port
[03:54:26] <trentster> it is?
[03:56:10] <archivist> I would have to go upstairs and fire mine up to find out which pin, some are shared functions
[03:57:27] <trentster> if you get a moment - I would apprciate that - thanks
[04:05:53] <archivist> net spindle.pwm=parport.0.pin-01-out
[04:06:16] <archivist> not fired that up in months :)
[04:06:51] <trentster> heh thanks - where/how did you figure out or see this information?
[04:07:53] <archivist> just followed the tracks on the pcb iirc
[04:08:18] <trentster> so thats pin1 how is that connected to 0-10v is there an internal mapping in the BOB?
[04:08:53] <trentster> so if you tell LCNC to use that pin for pwm it maps / translates the pulses to the 0-10v out connections by default?
[04:09:05] <trentster> or am I not understanding this?
[04:09:33] <archivist> map? it is a wired connection
[04:11:13] <archivist> should be via an opto
[04:11:54] <archivist> which is why you need the external 12v supply
[04:12:29] <archivist> I made sure the 12v supply was isolated
[04:14:41] <trentster> Yeah my 12V is a seperate power supply - but this is what I am asking you
[04:14:42] <trentster> https://monosnap.com/file/3zT4y2QuzGwqKLOMjIAlaqpeu0jQaz.png
[04:15:00] <trentster> in LCNC you tell it to use pin1 for PWM right?
[04:15:40] <trentster> so it is going to send pwm pulses out that pin, the vfd is not connected to that pin its connected to 1-10V connectors only
[04:16:06] <trentster> SO what is the mechanism that gets the pulses from pin 1 out those other ones
[04:16:31] <trentster> are they internally connected (or mapped) on the BOB itself
[04:17:43] <trentster> sorry if these are dumb questions, I am just trying to learn
[04:17:46] <trentster> :-)
[04:18:57] <archivist> that pin drives two functions
[04:19:07] <archivist> only use one
[04:21:23] <trentster> ok - thanks
[05:27:26] <jthornton> morning
[05:28:55] <trentster> Hi all - I am really battling here and would appreciate some help if anyone has the time
[05:29:42] <trentster> I can not get VFD external control working
[05:32:46] <trentster> Here is my current config
[05:32:47] <trentster> https://gist.github.com/trentster/b13b8b017a3fc9ea36a3
[05:33:14] <trentster> I have enabled 0-10V input as well as external control on the vfd
[05:34:47] <malcom2073> setp pwmgen.0.pwm-freq 0.0
[05:34:47] <trentster> I have the 0-10V break out board + going to vfd control port 8 = FWD and 0-10V break out board -(gnd) going to VFD control port 7 marked GND
[05:34:55] <malcom2073> Why is that set to 0?
[05:35:49] <trentster> malcom2073: I have been testing lots of different things to try get it to work, I saw somewhere in stepconf a mention of enter ) to use another mode
[05:36:42] <trentster> I will switch that back to 7812.0 as thats what I had set for previous (non vfd) spindle
[05:37:08] <malcom2073> Alright, you're not setting the pwmgen output to any parallel port output
[05:37:09] <malcom2073> net spindle-pwm => parport.0.pin-01-out
[05:37:13] <trentster> what should that be set to for a 2.2KHz spindle with max 400hz ?
[05:37:46] <malcom2073> Does the spindle rely on pwm or on frequency for control?
[05:38:51] <trentster> malcolm I think it relies on analog voltage range
[05:38:57] <trentster> here is the page from the manual
https://monosnap.com/file/MqYQ3vrLQjPwcT40DBelnBjLgG0hm9
[05:39:43] <malcom2073> That won't work as you're expecting. pwm is out an analog output
[05:40:28] <malcom2073> You need a ressitor and capacitor in there for that
[05:40:42] <trentster> I think archivist said they are linked on the BOB somehow - but to be honest I was not following his logic completely
[05:41:04] <malcom2073> You need a low pass filter
[05:41:10] <trentster> and detail from him was not really actionable
[05:43:23] <trentster> malcom2073: this is how its currently connected
https://monosnap.com/file/iWKvamXpGlkKl3a958J4aSzjbR0ElG
[05:44:06] <trentster> I think archivist said this BOB does both PWM and PWM to analog voltage conversion internally
[05:44:18] <malcom2073> Ah nice, convenient BOB
[05:44:22] <malcom2073> however, you're running that into the FWD input
[05:44:26] <malcom2073> shouldn't you run that into the 10V input?
[05:45:04] <trentster> malcom2073: hmmm good point - I did ask earlier about if FWD was correct?
[05:45:11] <trentster> I will try that now
[05:45:18] <malcom2073> I'd expect FWD and REV to be just on/off inputs
[05:45:20] <malcom2073> could be wrong though
[05:45:20] <trentster> is my config currently incorrect as it stands
[05:46:14] <trentster> gonna run out to the garage now and give it a try
[05:47:01] <trentster> fingers crossed (magic smoke stay away) :P
[06:04:01] <trentster> nope - still nothing
[06:04:04] <trentster> hmmmm
[06:08:39] <jthornton> can you make the vfd run with a battery for analog and a switch for fwd?
[06:10:02] <archivist> use a dvm to check the 0-10 output from the bob works
[06:10:27] <archivist> the fwd pin is a level for direction only
[06:10:56] <archivist> 10v in is your speed control
[06:11:26] <archivist> make sure vfd knows which pin is in use
[06:12:11] <XXCoder> https://45.media.tumblr.com/79f275caf4a1c3452d89b33ddc4ae5b6/tumblr_nz68q5OgNM1qewacoo1_540.gif exposed!
[06:12:32] <XXCoder> pretty good photoshopped gif lol
[06:14:38] <archivist> trentster, remember you have the vfd manual not us
[06:17:57] <trentster> archivist: yes ;-) I just used multimeter on the BOB 0-10v when I was ramping spindle up and down, no voltage there at all
[06:18:13] <trentster> so it must be a config problem somewhere - I dunno
[06:18:53] <XXCoder> wrong pins or something?
[06:19:53] <trentster> well I am testing this on the bob itself
[06:20:21] <trentster> there is obviously something wrong with my config as the voltage on the BOB is not changing
[06:21:51] <trentster> archivist: have you ever succesfully used a vfd via that BOB using 0-10V output?
[06:22:53] <Meduza> hello everyone, anyone know of a parport cape for the BBB that i actually can buy? (thinking of converting a machine of mine from a old pc to the BBB)
[06:23:23] <Meduza> the bbb_parport is out of stock, and Xylotex do not ship to sweden...
[06:23:31] <trentster> Can someone confirm that I should be using "PDM mode" for analog voltage control to VFD - correct?
[06:26:36] <archivist> trentster, yes mine is driving a vfd
[06:27:10] <trentster> can you either paste your config file or possibly give me a hand with mine - pasted above
[06:27:55] <archivist> trentster, I see no 12 v
[06:28:16] <trentster> archivist: I am not with you - where dont you see it?
[06:28:40] <archivist> have you connected 12v to the bob
[06:28:52] <trentster> yes I have
[06:29:10] <archivist> from the vfd?
[06:29:21] <trentster> no from a wall wart
[06:29:42] <archivist> vfd conveniently has a pin
[06:30:35] <trentster> yeah I saw 12V out on the vfd - should I be using that instead of a wall wart? or you just making an observation?
[06:31:35] <archivist> I didnt have that option
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_07_12_cnc_panel_rewire/
[06:31:48] <archivist> pic when testing
[06:32:33] <archivist> rough out of focus
[06:32:54] <trentster> yeah I am looking and trying to decipher it :-)
[06:33:34] <archivist> you can just about see the red black to the right hand side, the brown blue are the output
[06:33:44] <trentster> the yellow wire from your vfd where is it going?
[06:34:13] <archivist> the brown blue is the 0-10v
[06:34:32] <trentster> yeah I understand the brown and blue, mine are conencted the same way
[06:34:38] <archivist> pink yellow go to the relay iirc
[06:34:52] <archivist> to enable it
[06:34:58] <trentster> how are you powering your bob 12v?
[06:35:11] <trentster> the pink and yellow look like its the 12v input wires
[06:35:38] <archivist> directly to the rear of the bob is a small isolated inverter
[06:35:49] <trentster> aah yeah just zoomed in..
[06:36:01] <trentster> so do I need to enable the relay possibly?
[06:36:06] <archivist> red black is 12v
[06:36:17] <trentster> you think maybe thats why I am not getting any voltage out the 0-10v?
[06:36:38] <archivist> no the relay controls the vfd not the 0-10
[06:36:54] <trentster> hmmmm - very odd
[06:37:07] <archivist> the 0-10 is controlled by you connecting hal correctly
[06:38:15] <trentster> archivist it must be soemthing wrong with my HAL config file , as mine setup is identical to yours and I am not getting any voltage on the 0-10v output.
[06:38:39] <trentster> until I can get that to move - its not a vfd issue yet, its a bob or linuxcnc misconfig
[06:38:47] <trentster> Did you take a peek at my config?
[06:38:53] <trentster> anything odd there?
[06:39:01] <archivist> how are you testing it, I just click the spindle start in axis and click the +-
[06:39:10] <trentster> yup exactly
[06:39:34] <trentster> click spindle start and click up - I tested the opposite direction as well to make sure - no dice
[06:39:38] <archivist> I dont have network to that box to easily compare
[06:40:33] <trentster> sure no prob, do you recall if you have pin1 in linuxcnc configured as spindle pwm?
[06:41:44] <archivist> trentster, make sure you not have orphaned nets!
[06:41:56] <trentster> orphaned nets?
[06:42:15] <archivist> spindle-cmd-rpm spindle-pwm
[06:43:10] <archivist> someone else in here did that took him a week or more, someone in here spotted it almost instantly
[06:43:51] <trentster> you are saying it should be spindle-cmd-rpm and not spindle -pwm?
[06:44:14] <archivist> wht do you think
[06:44:33] <trentster> rpm
[06:44:53] <trentster> I don't know - this is the first time I have attempted to setup a vfd
[06:45:15] <trentster> I am confident I could solve the issue tho, if I had a working config file to compare mine to
[06:45:22] <trentster> ;-)
[06:45:26] <archivist> the names of nets can be anything that helps you remember
[06:45:42] <trentster> its stepconf generated
[06:46:21] <trentster> watching youtube vids - there is a guy there with a similar setup - taking notes
[06:46:31] <archivist> and dont take whatever anyone in here says without checking
[06:46:48] <archivist> spindle-pwm is not orphaned
[06:47:00] <trentster> I have manuals open, youtube open irc open - trust me I am trying to solve it :-)
[06:47:10] <trentster> right now you are my best bet as you have same bob
[06:47:17] <trentster> and its working ;-)
[06:49:48] <trentster> or should I say "yours is working"
[06:53:19] <XXCoder> microsoft bob
[07:01:05] <Tom_itx> wow. problems get solved while i sleep. i should post all mine just before sleep time...
[07:01:53] <malcom2073> Heh Bob
[07:08:52] <jthornton> maybe I should go outside and see if anyone painted the shop while I slept...
[07:11:07] <Tom_itx> you got eager beavers there as well as deer?
[07:16:59] <trentster> archivist: ok making some decent progress now.
[07:17:48] <trentster> Something was odd, I am not sure what it was, but when I tested the 12V input on the wallwart to bob I was getting -12V which is very odd.
[07:18:06] <trentster> I switched power off to bob and disconnected usb 5v
[07:18:25] <trentster> power back on and plugged usb back in and voltage was +12V
[07:19:15] <trentster> Now when I increase and decrease spindle the voltage is moving and I can see the frequency chaging up and down on the VFD display, but it changes then the value flashes but spindle does not engage.
[07:19:24] <trentster> So now it must be a setting on the vfd
[07:19:25] <gonzo_> isn't it elves that coem in and do work whilst you are alsleep?
[07:19:36] <trentster> maybe it is waiting for an enable signal or something
[07:19:51] <trentster> gonzo_: its very weird whatever it was
[07:20:06] <trentster> I did not change any wires just was testing around with multimeter
[07:26:01] <thesaint> Does anyone agree making up servo cables is a total ball ache.......
[07:26:14] <archivist> things dont change by themselves, look in the mirror
[07:26:30] <Tom_itx> eewww
[07:27:20] <archivist> making cables is therapeutic
[07:28:03] <thesaint> lol..
[07:28:13] <thesaint> I send you mine...
[07:44:44] <archivist> and the best bit is forgetting to put connector covers, clamps on the cable first
[07:46:26] <DaViruz> i wonder if it's even possible to get to the point where you never forget that
[07:46:52] <malcom2073> DaViruz: I did cables for a living for about 5 years... I honestly don't believe so
[07:47:16] <malcom2073> Even at the end, I would still occasionally forget to put the heatshrink on first, or the connector backshell before pinning, etc
[07:48:27] <XXCoder> archivist: happens to me sometimes
[07:48:45] <XXCoder> luckly most times it was only one end clamped so I could get one in from other end
[07:48:50] <archivist> happens to everyone I think
[07:49:01] <XXCoder> everyone who makes those cables ;)
[07:49:14] <XXCoder> I'd like to see it happen to someone who didn't make one. ;)
[07:49:44] <XXCoder> theorically it could happen
[07:50:07] <XXCoder> guy starts making it, forgot the cover, leaves and never complete that one, and never make any other one lol
[07:50:41] <malcom2073> "Fuck this, I quit" and walks away forever
[07:50:41] <malcom2073> heh
[07:50:48] <XXCoder> yeah
[07:52:35] <XXCoder> my most "fun" one was making 32 foot long cables at once :P
[07:52:41] <XXCoder> rewiring a nonprofit company
[08:20:01] <JT-Shop> foggy this morning
[08:21:24] <trentster> ok guys - semi success
[08:21:51] <trentster> just need to figure out how to get spindle to ramp up and down smoothly its stopping and starting in fits and jerks now
[08:22:22] * JT-Shop knows this ... now to remember
[08:23:01] <trentster> So guys if I am in "PDM" mode shouldent "cycles per revolution" be greyed out in stepconf?
[08:24:47] <JT-Shop> trentster:
http://linuxcnc.org/docs/2.7/html/hal/hal-examples.html#_soft_start
[08:27:43] <trentster> JT-Shop: thanks mate looking and learning
[08:33:53] <JT-Shop> trentster: your VFD should have a ramp setting
[08:36:51] <trentster> its got something called "multi-segment speed 1 frequency"
[08:36:59] <trentster> all the way to 7
[08:37:27] <trentster> its currently set in steps as follows: 10,20,30,40,50,60,70
[08:37:34] <trentster> is that what you are talking about?
[08:38:23] <JT-Shop> I was thinking about accel and decel settings
[08:40:31] <trentster> JT-Shop: yeah its got a ton of acceleration settings
[08:40:46] <trentster> They are on defaults -
[08:40:52] <trentster> grabbing a screenshot for you now
[08:43:34] <trentster> JT-Shop:
https://monosnap.com/file/UybixqMpYNK0Akw4Xr2MP1FEbzptME
[08:45:26] <JT-Shop> pn8 and 9
[08:45:49] <JT-Shop> it should take 10 seconds to accelerate and decelerate
[08:49:53] <trentster> whats is happening at the moment is I click spindle speed up in the UI (+) button, every time i press it the vfd frequency increases and it takes quite a while to push it up. Nothing happens until around the 185Hz value when for an instant the VFD fan goes on, the spindle rotates about 1.5 turns then stop again.
[08:51:31] <trentster> if I put the vfd back into manual control panel mode and set frequency to 185 it works just fine and gets to the speed in a couple of seconds
[08:52:07] <trentster> so it must not like the timing of the pulses or something - scratching my head, this is all new to me :-)
[09:02:23] <zeeshan> is it hooked up in analog mod
[09:02:25] <zeeshan> mode
[09:04:38] <trentster> zeeshan I think so, its conencted to break out board spindle analog control 0-10V
[09:04:59] <archivist> not the wire, the parameter settings
[09:05:35] <archivist> ie does the vfd even look at that pin
[09:05:50] <pcw_home> Also, does the 0 to 10V work? (check with a voltmeter)
[09:06:00] <trentster> yes parameters are set to external 0-10V signal
[09:07:25] <trentster> pcw_home: well it is moving the VFD frequency correctly on the VFD screen when I increase the spindle speed in the linuxcnc gui
[09:07:44] <archivist> have you properly enabled it to run mode (fwd/rev pins)
[09:08:07] <trentster> e.g. IF I type "m3 S12000" vFD value is around the 12 000 mark, not perfect but in th ballpark
[09:08:57] <trentster> yes I have connected fwd and reverse wires and enabled to BOB and configured the pins in linuxcnc
[09:09:38] <trentster> so at the moment I have 4 wires to the vfd, 10V input, GND, FWD, Reverse
[09:09:50] <archivist> use your meter to see what is on those pins
[09:10:13] <zeeshan> PCW!
[09:10:15] <zeeshan> i see you!
[09:10:20] <zeeshan> where are the 7i77s!!!
[09:10:22] <trentster> archivist: you want me to test the voltage on the 0-10V output when I increase the speed?
[09:10:24] <zeeshan> i need to order some!
[09:10:40] <archivist> trentster, no the fwd/rev pins
[09:10:48] <trentster> ok
[09:11:45] <archivist> the manual should state if they are high or low to enable
[09:12:27] <archivist> I imagine the manual has an example circuit
[09:16:17] <trentster> archivist: oh man! this thing is freaking me out!
[09:16:40] <trentster> the voltage on both fwd and reverse is high simultaneously
[09:16:54] <trentster> about 12V and 14.6V
[09:17:28] <trentster> jumps a tiny bit higher when I send a spindle command
[09:22:54] <archivist> what does the FM state those pins should be to run
[09:22:58] <trentster> archivist:
https://monosnap.com/file/cHmkUabY6tpjJEHDkb17FTC009NAKZ.png
[09:23:23] <archivist> you see that grounds a pin
[09:23:57] <trentster> I am not that great at electrical diagrams
[09:24:49] <archivist> so an opto needs to short fwd or rev to gnd
[09:25:56] <trentster> I am out of my depth here - and probably should not be doing this at 2am - just asking for trouble.
[09:26:14] <archivist> so both high means vfd stop
[09:26:31] <trentster> can you explain to me what an "opto needs to short fwd and rev to gnd" mean
[09:26:46] <trentster> can you explain it to me like I am 5 please :P
[09:27:54] <trentster> yeah I understand enough that they should not both be high at the same time, just not sure what I need to buy or do to fix it.
[09:28:37] <archivist> I think I used the relay for that on mine, connect gnd and fwd across the bob contacts
[09:30:10] <archivist> then use your spindle enable to switch the relay (relay is isolated like the optos are)
[09:30:19] <trentster> you want me to take an additional wire and connect (bridge) on the BOB 0-10V Ground to FWD pin I am using
[09:31:08] <archivist> if you did that the motor would always be running so no
[09:31:20] <trentster> can you draw it for me pls?
[09:32:05] <archivist> here is one I drew in air already
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_07_12_cnc_panel_rewire/IMG_1934.JPG
[09:32:16] <archivist> pink and yellow
[09:32:34] <archivist> bob upper right
[09:33:21] <archivist> it connects vfd gnd and fwd
[09:34:24] <archivist> the contacts are isolated so does not matter which is gnd or fwd, just use the normally open pair
[09:35:03] <trentster> ok thanks
[09:35:13] <archivist> not a change over so you cannot get it wrong
[09:35:40] <skunkworks_> Those bobs are pretty nice for the price
[09:36:05] <archivist> I think so too
[09:36:23] <trentster> what about the existing pins I have setup for fwd and reverse them stay right but in addition I connect relay to fwd and reverse so that when fed is enabled reverse getss pulled lo and vica versa
[09:36:28] <trentster> is this correct?
[09:37:05] <archivist> I have no idea how you tried to wire
[09:37:33] <trentster> do you use fwd and reverse?
[09:37:52] <archivist> I only use fwd, I ran out of pins
[09:38:03] <trentster> ok
[09:38:23] <archivist> I have 5 axis so use all the outputs
[09:41:00] <archivist> I do hate the published drawings for the bob though as they dont properly show whether the optos are commoned to 0v or 5v
[09:47:24] <trentster> archivist:
https://monosnap.com/file/DJCq3qrxg1Z4lNeZBjlCoWOdTo8lWk.png
[09:47:36] <trentster> So that is how its currently wired.
[09:48:44] <archivist> trentster, you dont have vfd gnd connected to the opto gnd
[09:49:01] <trentster> in terms of that diagram can you explain to me what I should connect to the spindle ON/OFF relay and if pin 16 and 17 wires need to be altered either where they are connecting to or within LinuxCNC itself?
[09:49:56] <trentster> yes I got vfd gnd connected to 0-10V ground
[09:50:10] <trentster> is that not correct?
[09:50:22] <archivist> you dont have a circuit with your present wiring unless you connect vfd gnd to opto gnd
[09:50:38] <trentster> I await your instructions
[09:50:58] <archivist> 0-10v gnd is isolated from optognd, check with a meter
[09:51:10] <archivist> add a wire
[09:52:24] <trentster> archivist: I have to go out to the garage to do this, where do you want me to connect a wire.
[09:52:30] <trentster> or add a wire?
[09:55:41] <trentster> ADD a wire where?
[09:57:52] <archivist> you cannot use the optos that way because they are 5v common, use the relay as I mentioned
[09:58:40] <trentster> ok archivist - thanks for your help anyway - its 2:34 am
[09:58:41] <archivist> so remove those two wires from your optos to fwd/rev
[09:58:50] <trentster> I will try and battle again tomorrow
[09:59:00] <archivist> I just looked at my board
[09:59:06] <trentster> yeah?
[09:59:14] <trentster> remove the wires from p16 and p17
[09:59:20] <trentster> cool thats easy - yes then?
[09:59:39] <Jymmmm> DONT CUT THE BLUE WIRE!!! lol
[09:59:48] <archivist> fwd to relay vfd gnd to relay
[10:00:06] <trentster> Jymmmm: you are a sadist!!
[10:00:10] <archivist> Jymmmm, there are times to shut up
[10:01:28] <Jymmm> archivist: Nah, trentster has a clue and got the joke =)
[10:02:46] <trentster> Jymmm: I don't have a sense of humour at 2:30am - but I will remember enough to poke you when your are frustrated :P
[10:03:59] <Jymmm> trentster: Usually a lil humor when frustrated breaks up the monotony =)
[10:04:22] <trentster> So does jumping off a tall building!
[10:05:13] <Jymmm> I don't care if you're dead or not, you do and you clean it the mess!
[10:05:23] <Jymmm> up*
[11:49:14] <Loetmichel> meh. note to self: putting the 7" tablet in the backpack, drop the backpack beside the bed, and step on it in the morning: BAD idea...
http://www.cyrom.org/palbum/main.php?g2_itemId=16071&g2_imageViewsIndex=1 ... luckily its outside the display, and no splinters that could catch in a finger...
[11:53:35] <DaViruz> http://www.cyrom.org/palbum/main.php?g2_itemId=7362&g2_imageViewsIndex=1
[11:53:38] <DaViruz> a... flower.. mount?
[11:53:38] <DaViruz> :)
[11:54:19] <Loetmichel> mount for a geared dc motor
[11:54:47] <Loetmichel> so you can rotate the motor every 45°
[11:54:59] <Loetmichel> ahem, 60°
[11:55:14] <DaViruz> oh
[11:56:28] <Loetmichel> and this is the robot chassis its mounted in:
http://www.cyrom.org/palbum/main.php?g2_itemId=7383
[11:57:24] <DaViruz> different lightening scheme on those mounts though!
[11:57:38] <Loetmichel> https://www.pollin.de/shop/dt/MjE1OTg2OTk-/Motoren/DC_Getriebemotoren/DC_Getriebemotor_IGARASHI_2732_0141_2434_16.html <- thats the motor thats meant to fit in there
[11:58:29] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7365 <- better?
[11:58:32] <DaViruz> rotating it basically adjusts ground clearance then?
[11:59:11] <DaViruz> rotating the motor in the mount that is
[11:59:46] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7441&g2_imageViewsIndex=1 <- these are the wheels
[11:59:59] <Loetmichel> yes, clearance, and COG change
[12:02:53] <SpeedEvil> Loetmichel: I have pondered a CF tablet case.
[12:04:31] <Jymmm> Anyone need a 200 ton press brake with cnc control?
[12:05:10] <SpeedEvil> Want, yes.
[12:05:23] <SpeedEvil> need, regrettbaly not
[12:05:31] <Loetmichel> Jymmm: i could use one... but no room OR mode of transport something big like that
[12:06:04] <Jymmm> Loetmichel: It's only 14ft long
[12:06:54] <Loetmichel> SpeedEvil: i just shouldnt have put that backpack on my bedside. I KNOW how "remote controlled" i am in the mornings ;)
[12:07:05] <Jymmm> http://bakersfield.craigslist.org/hvd/5351128854.html
[12:07:36] <SpeedEvil> Loetmichel: btdt.
[12:07:41] <SpeedEvil> Loetmichel: squaretrade++
[12:08:01] <Jymmm> 250 Ton, 2014 model
http://bakersfield.craigslist.org/hvd/5323232305.html
[12:09:18] <Loetmichel> SpeedEvil: THATS me a few minutes after waking up... "dont ask any questions, by god dont try to start a conversation!" ->
http://www.cyrom.org/palbum/main.php?g2_itemId=7092&g2_imageViewsIndex=1
[12:14:23] <Jymmm> Loetmichel: You should have given "the look" to whoever took the pic =)
[12:14:45] <Loetmichel> Jymmm. my wife. with her new camera... so BAD idea ;)
[12:14:56] <Jymmm> lol
[12:15:36] <Jymmm> Loetmichel: "No dear, I haven't seen your camera batteries"
[12:18:56] <Loetmichel> at least she made me the Latte macciato i am drinking there
[12:19:15] <Loetmichel> so i've had cut her some slack ;)
[12:19:38] <Jymmm> Loetmichel: Again... "No dear, I haven't seen your camera batteries"
[12:19:44] <Jymmm> ;)
[12:20:26] <Loetmichel> you mean the "double D cells"?
[12:20:46] <Jymmm> lol
[12:20:51] <Loetmichel> :-)
[12:20:59] <Jymmm> Loetmichel: No, the Triple F's
[12:21:12] <Loetmichel> honestly, i have no idea
[12:21:20] <Loetmichel> i think F would fit ;)
[12:21:25] <Jymmm> lmao
[12:21:36] <maxcnc> Hi
[12:21:50] <Loetmichel> and no, because she bought a DSLR the batteries were included. no way for them to "disappear"
[12:22:11] <maxcnc> Jymmm: i yust finished my APP on BT to arduino via HC-05
[12:22:19] <DaViruz> superglue the lens cover
[12:22:37] <DaViruz> (don't though, superglue vapor really messes up glass)
[12:22:38] <Loetmichel> DaViruz: you are not married, are you?
[12:23:07] <DaViruz> not anymore no
[12:24:24] <Loetmichel> but you were?
[12:24:37] <DaViruz> :)
[12:24:39] <DaViruz> no
[12:24:43] <Loetmichel> and you honestly suggest to tamper with something the wife just bought and is very fond of?
[12:25:15] <Loetmichel> ;-)
[12:25:17] <DaViruz> i was suggesting it being the reason for my fictional divorce
[12:25:34] <Loetmichel> that sounds about right ;)
[12:26:51] <DaViruz> time for some fresh air and an attempt to repair the stupid emco stepper driver
[12:33:33] <maxcnc> make it better
[12:34:01] <maxcnc> Loetmichel: coudt you look at the shop what im asked for
[12:37:56] <icebal_> hi ya
[12:51:59] <maxcnc> ;-)
[12:53:50] <icebal_> is linuxcnc homing tripped by max or min?
[12:53:54] <icebal_> for endstops
[12:54:10] <maxcnc> at your design
[12:54:38] <maxcnc> the home position is not at the homeoffset Switch
[12:54:57] <icebal_> its slightly below the switch right?
[12:55:08] <icebal_> or above?
[12:55:24] <icebal_> depending on where the endstop is
[12:55:30] <maxcnc> you can set what ever value you like at homeswitch trigger and move to whatever pos youu want after homing trigger
[12:56:01] <maxcnc> the switch is just a position on the mashine
[12:56:21] <maxcnc> you can set then the softwarelimits from there
[12:57:17] <maxcnc> icebal_:
http://linuxcnc.org/docs/2.4/html/config_ini_homing.html
[12:57:55] <maxcnc> so many options on that
[12:58:00] <icebal_> so this is for a delta printer. i had homing backwards, so i got the movement corrected, the homing position right and the offset slightly below it, and have it set for max.
[12:58:14] <icebal_> but it tries to drive straight through the endstops.
[12:58:52] <maxcnc> the HOME is where it ends up after the home cycle
[12:59:01] <maxcnc> is this correct
[12:59:28] <icebal_> ahh so i have the offset and home backwards
[12:59:37] <maxcnc> is the search and latch velocity corec
[12:59:52] <icebal_> yep yep
[13:00:08] <icebal_> atleast it was working before correctly, and the movement is correct
[13:00:30] <maxcnc> the ofset is the numbere that sets your homeswitchposition to respect the Mashine cordinates
[13:01:02] <icebal_> gotcha
[13:01:43] <maxcnc> ;-)
[13:02:11] <icebal_> so if i have 1500mm of travel on the z axis for instance. the offset when the switch is hit tell it this is 1500mm, and if home is 1400mm, it then moves down 100mm, correct?
[13:02:27] <icebal_> if it hits the z max endstop
[13:02:47] <maxcnc> normel Z is up on a mashine
[13:03:28] <maxcnc> a mill always homes in positiv direktion that is then the max Z
[13:03:44] <icebal_> what im trying to understand is, is the home value absolute, or relative to home offset
[13:03:57] <maxcnc> absolut
[13:04:08] <icebal_> ok, cool
[13:04:22] <icebal_> having to twist the values to work with a delta printer
[13:04:49] <icebal_> reason 1500mm would be my endstop, absolute max, and home would be 1-2mm lower then that
[13:04:52] <maxcnc> sometimes its tricky on what the tool or the tablel moves in z
[13:05:53] <maxcnc> its Just the G53 corrdinates you always work in G54
[13:06:10] <maxcnc> workpice is different Zero to the maschine limits
[13:07:25] <maxcnc> FIRT ever to inshure is the mashine moves on ISO coordinating system
[13:07:57] <maxcnc> if you press positiv Z the TOOL moves away from the part
[13:08:23] <maxcnc> respect if you move negativ it moves towards the part
[13:17:58] <Loetmichel> maxcnc: i did. the xl braid isnt in stock any more... have to reorder that. if you can dismanlte one of the DB25 plugs tho i can send you some 20mm stuff, that should fit over a bent sideways db25 plug and cable (without the plug cover)
[13:19:30] <maxcnc> they are seald so no thanks for your help
[13:28:25] <maxcnc> Gn8
[13:46:54] <JT-Shop> hmm, I need to measure an inside taper that starts out at 1"
[13:47:44] <gregcnc> angle?
[13:47:46] <rene-dev_> any idea how to put a pyvcp in a axis tab?
[13:48:02] <JT-Shop> the manual explains how to do that
[13:49:05] <rene-dev_> I can only find how to put glade in a tab, or pyvcp at the side
[13:50:12] <gregcnc> round taper or straight?
[13:52:14] <JT-Shop> taper like a morse
[13:54:11] <gregcnc> do you have some bearing balls that would fit in the taper?
[13:54:22] <JT-Shop> I might
[13:54:54] <gregcnc> http://www.itc.gov.hk/enewsletter/131101/img/calibration-of-precision-balls-at-scl-1.jpg
[13:55:30] <JT-Shop> thanks
[13:55:42] <JT-Shop> rene-dev_: I can't find an example of that
[13:56:29] <rene-dev_> neither can I, is that even possible? only option seems to be to rewrite the thing in glade...
[14:03:10] <gregcnc> fig 9.21 shows another option if the balls are too small.
http://what-when-how.com/metrology/to-measure-the-diameter-of-a-large-hole-accurately-metrology/
[14:05:23] <JT-Shop> thanks, I actually need to do the roller thing
[14:06:11] <gregcnc> Be careful of jamming things, especially if the taper is blind.
[14:06:33] <gregcnc> but a roller should be easy enough to pull out
[14:16:03] <JT-Shop> I came out with 9.2865°
[14:22:11] <gregcnc> pretty close to 2" per foot
[14:28:07] <JT-Shop> I think it is metric, the through hole is 25mm
[14:31:16] <gregcnc> what is it?
[14:32:19] <JT-Shop> driver head to pound sign posts into the ground
[14:32:25] <JT-Shop> state job
[14:37:44] <Tom_itx> 3 workers holding shovels up?
[14:38:01] <Tom_itx> 1 supervisor
[14:38:05] <Tom_itx> 1 safety inspector
[14:38:16] <Tom_itx> and one poor soul pounding the post
[14:39:27] <gregcnc> Metric machine tapers like BT, ISO still use the American taper of 3.5/12"
[14:40:29] <JT-Shop> it's a post pounding machine
[14:40:50] <Tom_itx> so 5 unemployed and one machine operator
[14:41:44] <Tom_itx> sry, been dealing with too many ppl today
[14:41:49] <Tom_itx> glad it's friday
[14:41:58] <gregcnc> conicidence?
https://books.google.com/books?id=Y7NKAQAAMAAJ&pg=PA1014&lpg=PA1014#v=onepage&q&f=false 1/12 taper for steam hammers in 1918 lol
[14:42:04] <JT-Shop> me too but too wet to panit
[14:42:54] <JT-Shop> I should get out my large print machinist book
[14:43:24] <Tom_itx> 3 hr hold time on one call..
[14:43:28] <gregcnc> real metric tapers would be a nice round number like ER at 8° or 1/50 like the metric gibs I made a while back.
[14:43:37] <Tom_itx> by the time they answer i'll have forgotten who i called
[14:44:07] <gregcnc> I check my large print version, nothing in there that matched
[15:54:38] <enleth> I was just watching oxtoolco's new videos and it got me thinking - people over in the US often do things like exchanging a box of stuff over mail, taking things they need out of it and putting things they don't need in there before passing the box on to someone else. I've seen that in quite a few internet-based communities. Why don't we do that in the EU?
[15:56:07] <enleth> Tom at Ox Tools gets those boxes with stuff people don't need, makes videos about them and then sends the stuff to people who need it, mostly newbies in the trade.
[15:59:14] <enleth> I'd totally start doing that if I had anything to give away and wasn't in desperate need of *any* tooling whatsoever
[16:00:18] <enleth> I mean, it would be weird to start exchanging things with no things to give
[16:00:41] <andypugh> Is it possible to have too many tools?
[16:01:20] <enleth> andypugh: apparently, someone had too many couterbores and sent some to Tom, so that he would pass them on to someone who doesn't have any
[16:01:37] <andypugh> Actually, I am sure it is. My dad has all my grandfathers tools. One day I will have all his tools. (I estimate he has 4 tons of tools) so that might count as too many.
[16:04:23] <enleth> you know, what I'm looking for right now is someone who inherited a lot of mill tooling and doesn't give a shit about it, that happens from time to time and it's just about the only way you can get a decent set of tooling relatively cheap
[16:04:58] <malcom2073> Most good auctions start off that way
[16:06:52] <enleth> right now I have a decent mill - with one ER16 holder and one drill chuck, both chinese
[16:08:29] <enleth> but there's just no machining community around here like there is in the US, exchanging stuff and meeting just for fun
[16:09:13] <andypugh> enleth: What taper is your mill?
[16:09:51] <enleth> andypugh: Erickson QC30
[16:10:10] <andypugh> QC30 has the funny ears?
[16:10:14] <enleth> which means that most ISO30 tools will fit outright or just need some grinding
[16:10:41] <andypugh> http://www.ebay.co.uk/itm/20-x-bt30-cnc-milling-tool-holders-/321942036389
[16:11:54] <enleth> The flange doesn't look like it
[16:12:12] <andypugh> No, those ar BT30
[16:12:26] <enleth> Definitely incompatible with QC30
[16:13:03] <enleth> The locknut ears need a flat lower surface of the flange
[16:13:09] <malcom2073> Those looks like my ISO30 tools
[16:13:17] <malcom2073> Except mine has a threaded hole, not a pullstuf
[16:13:18] <malcom2073> stud
[16:15:01] <andypugh> malcom2073:
http://www.tools-n-gizmos.com/specs/Tapers.html
[16:15:26] <enleth> http://img03.allegroimg.pl/photos/oryginal/55/30/51/76/5530517675 - this is what I have
[16:15:32] <andypugh> My mill has 30INT but I changed it to use BT30 pullstuds instead of a drawbar
[16:15:39] <malcom2073> Yeah I saw that page
[16:16:09] <enleth> The flange diameter was too big so I had to grind it down (bench grinder, freehand, my lathe is too small to handle that), but other than that it fits just fine
[16:16:25] <andypugh> I am half-tempted by that bucket of holders myself, but I do actually have enough.
[16:16:29] <enleth> and the locknut engages the front/bottom face of the flange
[16:16:59] <enleth> so the holders in the bucket wouldn't fit, the bottom face of the flange seems tapered or something
[16:17:08] <enleth> definitely not made to be pushed against
[16:17:22] <andypugh> No, BT30 is pulled up by the stud
[16:18:13] <enleth> and the holders I bought are normally pulled by the thread with a drawbar, of course
[16:25:49] <FAalbers> Hello , what would be a nice bit set for a router using ER11 collet to cut several types of woods. plastics and maybe aluminum ?
[16:26:11] <FAalbers> 1/8 set ? 1/4 set ?
[16:26:22] <FAalbers> Carbide ?
[16:27:53] <enleth> FAalbers: get some single-flute mills if you want nice cuts in polymers
[16:30:56] <FAalbers> enleth, OK , they do good in wood also ?
[16:31:56] <enleth> never tried, no idea
[16:32:21] <enleth> but they're basically dedicated polymer mills used in PVC window factories etc.
[16:33:07] <enleth> as little contact surface as possible to minimize heating of the material being cut
[16:33:21] <enleth> and one long, sharp cutting edge
[16:34:32] <enleth> as for wood, I'm actually curious whether wood router bits work well in a vertical mill for cutting wood
[16:34:41] <enleth> I might try that over the weekend
[16:34:55] <enleth> they're straight flute cutters
[16:35:14] <andypugh> Most mills are too slow
[16:35:30] <enleth> andypugh: yeah, that may be a problem
[16:35:35] <andypugh> Well, many mills are too slow. I know mine is, though it worked ok.
[16:36:19] <andypugh> A lot of this was done with a massively extended router cutter:
http://bodgesoc.blogspot.co.uk/search/label/Holbrook03%20Pattern%20Making
[16:36:43] <enleth> a typical handheld wood router is, like, 8kRPM and more, right?
[16:36:46] <FAalbers> enleth, My max rpm is 11000 , is that fast enough for single flute ?
[16:37:26] <Deejay> gn8
[16:37:27] <gregcnc> wood just like high surface speeds.
[16:37:31] <enleth> FAalbers: I'm pretty sure it is
[16:38:05] <FAalbers> I have a simple small 20x40 router with 11000 rpm spindle , forgot to mention that
[16:38:37] <gregcnc> 11k will cut wood OK. MDF is less picky, it has no grain,
[16:38:41] <FAalbers> gregcnc, Because it starts slipping and burning fast ?
[16:38:50] <enleth> FAalbers: just look up the highest possible feed rate for those RPMs, the trick to cutting polymers is to rip through them before they have a chance to melt
[16:39:23] <FAalbers> enleth, OK !
[16:39:32] <FAalbers> Thanks for all the info.
[16:40:07] <gregcnc> singlue fltue lets you feed slower than if you had more flutes, but you need the flute space too
[16:40:14] <FAalbers> I'm just gathering as much info as possible before starting anything. I know it'll be a lot of trial and error when I start :)
[16:40:17] <gregcnc> dang single flute
[16:40:56] <FAalbers> gregcnc, What do you mean with 'you need the flute space' ?
[16:42:50] <gregcnc> room for the chips to clear the tool
[16:43:23] <gregcnc> onsrud makes router bits and has recommendations on their site
[16:44:00] <enleth> FAalbers: polymers produce a nice chip easily with a sharp cutter at a proper feed rate, but the chip expands a lot from the heat and recutting is a huge problem, even moreso than with metals
[16:44:24] <enleth> so milling slots in a solid block, where the chips have nowhere to go, is tricky
[16:45:17] <FAalbers> enleth, When you say recutting , you mean using depth layers ?
[16:46:11] <FAalbers> enleth, Ah I see , you need to cut additional space while going down to have the chips release
[16:46:37] <FAalbers> side space , not sure how to call it
[16:46:38] <enleth> FAalbers: no, recutting is what happens when the cutter engages chips as well as new material
[16:46:58] <FAalbers> I see
[16:47:02] <enleth> like, you're cutting a slot in a solid block and the chips stay in the slot
[16:47:13] <FAalbers> so you need proper chip extraction
[16:47:20] <enleth> they're going to want to occupy more volume than solid material but there's just nowhere for them to go
[16:47:46] <enleth> so they push into the cutter as it produces them and tries to compress them in the limited space available
[16:48:09] <FAalbers> enleth, you can make the slot wider so it extracts better no ?
[16:48:35] <FAalbers> enleth, there are settings for that in CamBam
[16:48:46] <enleth> well, you have to start with something, and initially the slot will be just the width of your cutter
[16:48:46] <FAalbers> Forgot the exact naming though
[16:49:34] <enleth> unless you use tricks like trochoidal milling and vacuum the chips out
[16:50:15] <FAalbers> englishman, Yeah, but that's on the first layer. it routes the same layer again with an offset to make the slot wider. Then start on the second layer. Does making extraction of chips easier. But I forgot what the naming was of that functionality in CamBam
[16:50:32] <FAalbers> I mean enleth ! :)
[16:51:02] <enleth> yeah, that would work too if the layer depth is low compared to slot width
[16:51:55] <FAalbers> One other trick you can use is cutting a profile with a width that is larger than your cutter. I use this when I want a deep profile cut and may struggle to clear the chips out. CamBam will process multiple profile cuts in order to accommodate the desired cut width.
[16:52:13] <FAalbers> I just copied the above from someone else explaining it :)
[16:53:00] <FAalbers> But it's good to know all that.
[16:53:30] <enleth> anyway, a single flute cutter will limit recutting because there's relatively little material and a lot of air in the volume enveloping the cutter, giving ample space for chip extraction, but the materials you'd use a single flute cutter with are worse when it comes to recutting, so it all balances out
[16:53:50] <FAalbers> Si , I guess , polymer chips don't slide up well in spiral flutes
[16:54:34] <enleth> on the other hand, they are light, so when they do clear the cutter, they might be flung farther away
[16:55:23] <FAalbers> I'm planning to make a box around my router. It's rather small :)
[16:56:11] <enleth> by the way, I was just looking for local suppliers of wood end mills and found that:
http://www.inwestycje.elblag.pl/uploaded/firm/size-1024x500_frezy_diamentowe_proste_680405894.jpg
[16:56:39] <enleth> my first reaction was "what the fuck happend to that image, why are parts of it displaced horizontally?"
[16:57:33] <enleth> (the thumbnail really looked like it)
[16:58:12] <FAalbers> enleth, Oh , single flute Downcut or Upcut ?
[17:01:12] <enleth> FAalbers: downcut mills push the chip downward, you want that if you mill hollow extruded shapes or sheets that are propped up for milling
[17:01:27] <enleth> FAalbers: chips land on the table and don't get in the way
[17:01:52] <enleth> FAalbers: but milling a slot in a thick slab with a downcut mill is a horribly bad idea
[17:03:57] <MrSunshine_> using downcut with the vacuum table on the router, all chips get thrown back and packed in the grove that was routed
[17:04:05] <MrSunshine_> works but might not be that optimal :P
[17:05:34] <enleth> FAalbers: PVC window factories use downcuts - they mill openings (for locking mechanisms) in the sides of hollow rectangular PVC tubes, so that chips land inside and are removed before welding
[17:06:18] <enleth> (or left inside if the workers don't give a shit about them)
[17:06:29] <FAalbers> heh :)
[17:06:52] <FAalbers> OK , cool intor to Polymers
[17:07:17] <FAalbers> Now wood , I gues a totally different beast , outside of it also beeing soft ?
[17:08:28] <enleth> in my experience, the harder the wood, the better
[17:08:38] <FAalbers> I got a block of Basswood. I want to cut a relief on it , just for testing. Double flutes UpCut I quess
[17:08:42] <enleth> oak or beech mill almost like aluminum
[17:08:53] <enleth> shitty aluminum, but still manageable
[17:09:12] <FAalbers> Basswood is really soft
[17:09:33] <enleth> well that's not good, or maybe I have no idea how to mill softer woods
[17:09:41] <FAalbers> So , what to look at between hard or soft wood ?
[17:10:19] <enleth> by the way, there are very specific meanings of "softwood" and "hardwood" in woodworking
[17:11:44] <enleth> "softwood" being conifer wood, and "hardwood" being leaved tree wood
[17:12:28] <roycroft> except a lot of deciduous wood is softer than a lot of conifer wood :)
[17:12:39] <Tom_itx> andypugh, sounds like you'd better look for a larger place before you gain your inheritance
[17:12:48] <enleth> roycroft: exactly
[17:13:22] <enleth> but there are some pretty significant differences in how the wood fibers are joined together and packed
[17:14:01] <enleth> which *usually* means that softwood fibers are more likely to drag along the cutter's path and rip instead of being cut cleanly
[17:14:32] <enleth> that leaves a "mushy" surface when milling cross grain
[17:14:34] <FAalbers> I wonder if there is a proper site with ChipLoad data per material
[17:14:51] <enleth> looks bad, feels bad, doesn't keep dimensions
[17:15:25] <enleth> oak and beech cut really smooth with a regular 2-flute uncoated HSS mill
[17:15:45] <gregcnc> https://www.onsrud.com/xdoc/FeedSpeeds
[17:15:48] <Tom_itx> http://www.onsrud.com/plusdocs/Doc/index.html?model.code=FeedSpeeds
[17:15:51] <Tom_itx> chipload data
[17:16:05] <Tom_itx> wonder no more
[17:16:13] <enleth> it works so good I keep a stock of beech just to prototype stuff that should be made of aluminum
[17:16:14] <FAalbers> Thanks ! :)
[17:16:51] <enleth> it mills faster and usually works just as well if only to see whether the parts fit
[17:17:46] <enleth> oh, and it smells good when the cutter burns it just a little bit
[17:18:14] <FAalbers> I'm gathering all info on some Evernote pages :)
[17:18:14] <roycroft> a wood that is not ring-porous would be helpful for milling
[17:18:28] <roycroft> ring-porous woods (like oak) tend to have alternating soft and hard layers
[17:18:53] <roycroft> tight grain and even hardness would be preferred
[17:19:26] <roycroft> if you value your tooling do not ever try to mill teak
[17:20:23] <roycroft> european beech, i should think, would be an excellent candidate for milling
[17:20:47] <FAalbers> Thanks a bunch everyone. Need to get back to work now. Can't have boss pay me just for IRC'ing :)
[17:20:58] <enleth> roycroft: it is, that's exacly what I'm using
[17:21:27] <roycroft> if you're in north america birch would be a good wood to use
[17:22:00] <andypugh> Modelboard is great if you can find it in the skip at work :-)
[17:23:21] <enleth> FAalbers: oh, and take a look at woodgears.ca if you work with wood
[17:24:09] <FAalbers> enleth, Nice ! Joints ! :)
[17:25:31] <enleth> that guy's unorthodox approach to woodworking is absolutely phenomenal
[17:57:44] <andypugh> I need a big harmonic drive at significantly less than the foing rate :-)
[18:14:51] <FAalbers> Yeah , the 'foing rate' , very important variable !
[18:14:56] <FAalbers> ;)
[18:15:21] <andypugh> It’s like a going rate, but further to the left
[18:15:42] <FAalbers> ... So much less , it's almost in China
[18:15:50] <FAalbers> left
[18:15:58] <FAalbers> Jeaaz ... I broke it now
[18:16:29] <FAalbers> andypugh, So , you in Germany right ?
[18:16:37] <SpeedEvil> andypugh: the robots at the DARPA challenge used lots.
[18:16:38] <andypugh> No, the UK
[18:16:48] <SpeedEvil> andypugh: hence ~1M/robot
[18:16:49] <FAalbers> .de is Germany no ?
[18:17:12] <FAalbers> Oh ! NEVER MIND !!
[18:17:13] <SpeedEvil> yes.
[18:17:20] <SpeedEvil> Deutchland.
[18:17:30] <SpeedEvil> (Almost certainly spelled incorrectly)
[18:17:33] <FAalbers> Must be the Bourbon I'm sipping
[18:17:54] <FAalbers> I grew up in Antwerp , Belgium
[18:18:00] <Tom_itx> andypugh, what ratio?
[18:18:12] <andypugh> 100:1 would be good
[18:18:23] <Tom_itx> http://www.ebay.com/sch/i.html?_from=R40&_trksid=p2050601.m570.l1313.TR4.TRC2.A0.H0.Xharmonic+drive.TRS0&_nkw=harmonic+drive&_sacat=0
[18:18:28] <Tom_itx> 100:1
[18:18:56] <andypugh> I just got a new servo motor to improve my rotary axis, and now it seems like a good idea to make a genuinely good one
[18:19:42] <Tom_itx> most seem around 500 and up
[18:19:59] <andypugh> The first number after the type code on a harmonic drive is the size. 11, 14 etc are tiny. I want a 50
[18:20:24] <Tom_itx> http://www.ebay.com/itm/CSG-14-80-Type-Ordermade-Used-HARMONIC-DRIVE-SYSTEMS-Reducer-/201472001410?hash=item2ee8aac582:g:RGEAAOSwf-VWUstZ
[18:20:27] <Tom_itx> that one is out then
[18:21:13] <Tom_itx> is that in cm or what?
[18:21:55] <andypugh> This one would work:
http://www.ebay.co.uk/itm/Harmonic-Drive-SHF-50-100-SHF-50-100-2MU-CNC-Rotary-table-Telescope-mount-/321926442071?hash=item4af44fac57:g:n1cAAOSwEetV8yTQ
[18:22:08] <andypugh> That’s something like 325 Nm rating
[18:23:24] <Sync> I suggest getting something like that
http://sync-hv.de/~tmp/lehmann.jpg
[18:24:07] <andypugh> You mean buy an actual rotary axis? Made by someone who knew what they were doing? Are you mad?
[18:25:40] <jthornton> lol
[18:26:11] <Sync> 150 bux, cheaper than rolling my own
[18:26:22] <andypugh> Yes, I would have paid that
[18:27:05] <Tom_itx> where's the 'go to sleep' button in windows? i wanna unplug it...
[18:27:18] <Sync> it does 600Nm at the output
[18:27:19] <jthornton> 1911
[18:27:36] <jthornton> ctr alt delete
[18:27:44] <malcom2073> Tom_itx: There are like 4, go to power options
[18:27:54] <Tom_itx> if i walk away and come back it's sleeping
[18:28:01] <Tom_itx> i forgot where that setting is
[18:28:17] <jthornton> power setting or screen saver
[18:28:27] <malcom2073> Yeah in your power plan options
[18:28:37] <malcom2073> under "Sleep", and change "AFter 30 minutes" to "Never"
[18:28:53] <jthornton> control panel display
[18:28:56] <malcom2073> Assuming you're in X version of windows, where X != Y, where Y == what you're using
[18:29:30] <malcom2073> My dad made a harmonic drive 4th axis, works pretty well
[18:31:34] <jthornton> took my road bike out for a test ride this afternoon
[18:31:45] <jthornton> needs some adjustments on everything lol
[18:31:59] <Tom_itx> found it. thanks
[18:32:09] <andypugh> A motorcycle? In Winter? I thought you were American?
[18:32:26] <jthornton> a bicycle
[18:32:36] <malcom2073> It was like 60 here today
[18:32:44] <Tom_itx> i did a whole teardown when i got mine used
[18:32:44] <jthornton> it's 60° here today
[18:32:57] <jthornton> the guy rode it twice lol
[18:32:57] <andypugh> Rankine?
[18:33:06] <malcom2073> No, Murcan
[18:33:14] <jthornton> chow time
[18:33:20] <malcom2073> 15.5C
[18:34:15] <_methods> supposed to be 80F tomorrow
[18:34:16] <Tom_itx> ice cream time
[18:34:17] <_methods> weeeeeeeeeeeeeeeeeeeeee
[18:34:20] <andypugh> Does anyone in the US use the Rankine scale?
[18:34:28] <_methods> if this is global warming, i think i like it
[18:36:22] <malcom2073> Heh
[18:36:36] <malcom2073> Global warming is for the chinese
[18:36:37] <Tom_itx> hah. i'll have this catia class done before i ever start it
[18:36:50] <Tom_itx> been doing the lessons using my kids book
[18:37:14] <Tom_itx> signed up for the heck of it..
[18:37:31] <Tom_itx> and it motivates him
[18:41:51] <andypugh> I have a 4-pin connector rated 10A on my motor, rated 10A. The max wire size for the connector is 20AWG / 0.5mm2. How does that work then?
[18:42:15] <Tom_itx> same way FET leads works
[18:42:37] <Tom_itx> s/FET/MOSFET
[18:43:05] <andypugh> I think I will be using 1.5mm2 wire and only crimping the cores that fit….
[18:43:34] <Tom_itx> that's where it will get warm then
[18:45:47] <andypugh> It’s for motor power
[18:45:53] <andypugh> to a servo.
[18:46:14] <andypugh> If it’s running 10A for very long then I have the wrong motor
[18:47:15] <andypugh> It’s interesting, I have two very different motors from the same company. A tiny 630W and a huge 1000W.
[18:48:09] <andypugh> (Well, when I say huge, it’s still a 1-hand lift)
[18:52:19] <andypugh> https://picasaweb.google.com/lh/photo/JSYaMjYTNx4jJj6TvWRmrdMTjNZETYmyPJy0liipFm0?feat=directlink
[18:52:37] <andypugh> Little one 630W big one 1000W
[18:53:06] <andypugh> I reckon that most folk with angineering knowledge would assume a bigger ratio
[18:53:38] <Tom_itx> not wanting to load here
[18:54:41] <andypugh> Does it work for anyone else?
[19:01:39] <bobo___> workes here. nicely done andypugh
[19:03:19] <andypugh> The big one is twice as large in all dimensions, so ought to be 2500W really. (Assuming that power density scales with the area available to dump heat, rather than volume)
[19:08:12] <trentster> ok a bit more success
[19:08:43] <trentster> I now have the fwd voltage dropping to zero when forward is not clicked and being pulled up to 12.7V when fwd is enabled
[19:08:43] <trentster> the vfd hz increaes when I increase the spindle rpm, yet still no spindle movement, the only time I get a bit of movement is when I click the stop button in the panel and for a second it fires the spindle up
[19:08:43] <trentster> The only led that is illuminated on the vfd display is "Analog" but "FWD" does not illuminate on the vfd display even when the voltage on fwd pin is pulled high or low.
[19:09:32] <trentster> I am almost there - but man! setting up a VFD for the first time is like 100X harder than getting my 400w spindle working via pwm
[19:09:44] <trentster> Any suggestions for me at this stage?
[19:10:20] <andypugh> It sounds like the “enable” is inverted
[19:11:07] <andypugh> ‘appen as maybe the VFD needs the FWD input connected to GND to start the spindle
[19:11:51] <bobo___> andypugh so what are the Mfg. specifications as to continuous loading of those two servo motors
[19:12:00] <trentster> the control pins on the vfd don't seem to have a dedicated "enable"
[19:12:02] <trentster> https://monosnap.com/file/MqYQ3vrLQjPwcT40DBelnBjLgG0hm9.png
[19:12:42] <andypugh> I was using “enable” generically
[19:13:09] <andypugh> bobo___: I would have to go through the docs.
[19:14:41] <andypugh> It’s not like I chose them on spec, they just came along and look like they will do the job.
[19:20:38] <trentster> andypugh: this is hows its currently connected / configured
https://monosnap.com/file/rDt2X3xxdQkKz1ZTVDja29FiHq7rb7
[19:22:16] <andypugh> Well, the VFD doc on the right clearly indicates that you connect FWD to GND to start the spindle
[19:23:03] <andypugh> Did you use Stepconf?
[19:25:24] <andypugh> The breakout board docs there don’t make it especially clear what the output is, or which terminal is which.
[19:29:36] <trentster> andypugh: yeah I sed stepconf
[19:29:47] <trentster> let me link to my current config
[19:30:01] <andypugh> Try inverting the sense of the FWD pin
[19:30:18] <andypugh> (it’s a tick-box on the parport config tab)
[19:31:36] <trentster> andypugh:
https://gist.github.com/trentster/405939c7221a1ca349ac
[19:31:45] <FAalbers> killer-sim: if you're setting up a new ocean sequence or shot - I strongly recommend using OceanParticulate container v2 - the surge and swell prim is much easier to control
[19:32:09] <FAalbers> Oops ! Ignore that ! Wrong channel !
[19:32:14] <trentster> andypugh: yeah I tried inverting the FWD pin already - me thinks
[19:32:16] <andypugh> Wrong channel? But I am fascinated to know what the right channel was
[19:32:23] <trentster> let me try again just to make 100% sure
[19:33:01] <trentster> I do check with voltmeter that when I click fwd the voltage is pulled up from 0 -> 12V
[19:33:17] <trentster> tested this on the vfd side itself
[19:35:32] <FAalbers> andypugh, It's NDA ! :)
[19:35:53] <andypugh> NDA?
[19:36:06] <FAalbers> Non Disclosure Agreement
[19:36:19] <FAalbers> Can't tell ...
[19:36:20] <roycroft> if he tells you he will have to kill you
[19:36:35] <andypugh> Ah, right
[19:36:47] <FAalbers> Oh what the heck ...
[19:36:52] <andypugh> Is it worth a slught killing?
[19:36:57] <andypugh> (slight)
[19:36:57] <FAalbers> It's for Finding Nemo 2
[19:37:12] <FAalbers> there
[19:37:31] <roycroft> i never knew nemo was lost
[19:37:36] <roycroft> is that part top secret as well?
[19:37:44] <roycroft> and who lost him?
[19:37:52] <_methods> he's been lost for awhile now
[19:38:01] <_methods> he was last seen at a dentist office in australia
[19:38:04] <roycroft> i once was lost
[19:38:07] <roycroft> but now i'm found
[19:38:10] <andypugh> My office mate found a Nemo. He seems surprisingly happy with it.
http://www.citroen.co.uk/new-cars-and-vans/van-range/citroen-nemo
[19:38:36] <roycroft> was dry
[19:38:38] <roycroft> but now i'm sea
[19:42:34] <FAalbers> http://images1.fanpop.com/images/image_uploads/Finding-Nemo-Sushi-finding-nemo-1204194_450_316.jpg
[19:44:21] <duc> Sad that cables now days from Hong Kong can't be trusted to be wired correctly
[19:44:56] <andypugh> Cables that I build myself suffer the same problem ;-)
[19:46:04] <duc> Same for me but my labor is free
[19:46:35] <duc> I wonder what would have happen with a ground a phase wire being crossed on a ac servo motor
[19:48:50] <andypugh> I suspect not a lot
[19:50:05] <duc> Was tempted just adjust wiring at servopack but I would forgetting it years later
[19:50:10] <andypugh> The motor probably wouldn’t work very well
[19:51:29] <duc> Is pcw doing better now?
[20:09:22] <trentster> any other suggestions folks?
[20:10:27] <trentster> Anyone know a person in AU/Melbourne I can pay to come and help me with this - to be quite honest - I am frankly getting to the end of my teather with it!
[20:12:59] <andypugh> Take the wires out of the FWD terminals. Twist them together. What happens then
[20:15:40] <trentster> andypugh: you want me to remove the wires on the vfd side that run from the relay and join them? or you saying vica versa?
[20:16:07] <andypugh> Are they conected to the relay?
[20:16:39] <andypugh> I am speculating from one picture…
[20:16:52] <trentster> yes, andypugh did you see the detailed diagram I linked to you earlier?
[20:17:27] <trentster> this one
https://monosnap.com/file/rDt2X3xxdQkKz1ZTVDja29FiHq7rb7
[20:17:38] <andypugh> Yes, I saw that.
[20:18:08] <andypugh> It isn’t terribly detailed about what the magic pixies in the breakout board are doing
[20:18:58] <andypugh> But taking the spindle on/off wires out of the BoB and physically connecting them is pretty unabiguous
[20:20:09] <andypugh> The relay _looks_ to be connected (optionally) to the B-DIR pin,
[20:20:39] <andypugh> So I have no idea what the spindle on/off putputs do
[20:20:45] <andypugh> (outputs)
[20:21:07] <Jymmm> I liked putputs better
[20:21:20] <trentster> the bob supports pwm to analog 0-10v control.
[20:21:51] <trentster> pin 17 on bob is connected to the relay internally as well. Pin 17 in LCNC is configured for Spindle FWD
[20:22:01] <trentster> not much else to it at the moment than that
[20:22:18] <trentster> from a LCNC side, all appears to be working.
[20:22:21] <andypugh> What makes you think that P17 is connected to spindle on?
[20:22:40] <trentster> If I switch on spindle relay is pulled high and FWD pin of VFD is as well
[20:22:57] <andypugh> Disconnect the wires from spindle-fwd.
[20:23:04] <trentster> if I increase rpm the voltage on 0-10V output increases and so does the frequency displayed on the VFD
[20:23:14] <trentster> except spindle no spin
[20:23:17] <andypugh> Put a multimeter across those terminals. What do you see?
[20:23:35] <trentster> The only time it spins is for 2 second when I click the spindle stop button in LCNC UI
[20:23:55] <andypugh> Do you see a “switch” in resistance mode? Do you see a voltage in voltage mode?
[20:24:30] <trentster> andypugh: I have put a multimeter on the FWD wires it is at 12.7V when pulled high and when spindle is switched off its at 0V
[20:24:46] <andypugh> It seems that the 0-10V speed part is working, but the FWD wiring isn’t
[20:24:59] <trentster> how so?
[20:24:59] <andypugh> Realtive to what?
[20:25:37] <trentster> disclaimer: I have very little experience with electronics and schematics, and this is the first external VFD I have setup.
[20:25:40] <andypugh> Just humour me. Disconnect the wires and connect them to each other.
[20:25:58] <trentster> previous spindle was a 400w and had a vfd that was controlled by digital pwm
[20:26:04] <trentster> that worked without issue
[20:26:20] <trentster> ok hang ten I have to run out to the garage
[20:26:25] <andypugh> So the VFD sees a short circuit from GND to FWS
[20:26:30] <andypugh> FWD
[20:26:37] <trentster> yes it does indeed.
[20:27:19] <trentster> When I click FWD in linuxcnc ui I hear the relay click, and on the multimeter connected to the pin on the VFD I See the voltage change from 0 —> 12.7V
[20:27:51] <andypugh> Which voltage. Measured between which points?
[20:28:34] <trentster> However the only led that is illuminated on the VFD is "analog" the "FWD" led does not illuminate, I am not sure if that is only from manual control via vfd panel or if it should illuminate via external as well
[20:29:39] <andypugh> I have only your picture to go by. But there is no evidence that the relay has anything to do with the Spindle On/Off terminals
[20:30:08] <trentster> andypugh: I put the N (black) probe of the multimeter on the GND terminal of the VFD and the L (Red tip) on the FWD pin of the VFD which is pin 8
[20:30:41] <trentster> archivist: uses the same BOB, and this is how he got his to work, albeit he uses a different VFD
[20:31:12] <trentster> this is how I am seeing the voltage being pulled up when I enable spindle FWD in linuxcnc
[20:31:25] <trentster> is that definitive enough or still unclear?
[20:31:50] <andypugh> You don’t want the voltage to change from 0 to 12,7. You want the opposite
[20:32:21] <andypugh> For Spindle FWD you want terminal 8 brought down to GND
[20:32:53] <trentster> oh really hmmmm
[20:33:00] <andypugh> And, as an experiment, you can do that by shorting two wires together. Did that work yet?
[20:33:15] <trentster> ok let me swap the side of the relay then that will accomplish that
[20:33:30] <trentster> well I have not tried yet - been chatting to you ;-)
[20:33:35] <trentster> Garage is outside.
[20:33:42] <trentster> hang ten :-)
[20:33:50] <andypugh> Get on with it, it’s 2am, I want to sleep!
[20:34:18] <trentster> thanks - I know the feeling & appreciate your help btw
[20:34:20] <trentster> 1 sec
[20:39:06] <roycroft> you greenwegiatempusts are always getting ahead of yourselves
[20:39:24] <roycroft> here on the laid back, mellow west coast of the us we've only gotten around to 6pm
[20:40:14] <andypugh> Interesting map:
http://blog.poormansmath.net/how-much-is-time-wrong-around-the-world/
[20:40:53] <andypugh> So, yes, the West Coast is largely on the right time
[20:41:32] <andypugh> Whereas most of Europe is very wrong.
[20:42:00] <andypugh> CET should start at the eastern border if France
[20:42:24] <roycroft> except for the majority of the year when we're on summer time
[20:42:36] <roycroft> but that's a whole different conversation
[20:42:53] <andypugh> Isn’t than normally exactly half of the year?
[20:43:31] <roycroft> we've stretched it
[20:43:48] <roycroft> iirc it's from the first sunday in march until the first sunday in november now
[20:43:56] <andypugh> I hate the idea of summer time. If you don’t like when the sun rises, do stuff at different time.
[20:44:15] <trentster> andypugh: nope makes no difference if I join the wires
[20:44:24] <andypugh> Oh
[20:44:38] <trentster> the spindle does not turn regardless of weather the voltage on FWD is 0 or if its 12.7V
[20:44:53] <trentster> that was the purpose of the test right?
[20:45:06] <roycroft> yes, that is correct
[20:45:12] <roycroft> we did the stretching a few years back
[20:45:50] <roycroft> it's the second sunday in march and the first sunday in november
[20:45:59] <andypugh> trentster: Is the VFD configured for FWD / REV + Analog control?
[20:46:05] <roycroft> it used to be the first sunday in april and the last sunday in october
[20:46:52] <roycroft> but we were on year-round summer time during the "energy crisis" of the '70s
[20:47:07] <trentster> andypugh: yes its configured for analog control and I have tried with both both FWD/REV enabled and with only FWD enabled. At the moment its only got FWD enabled in the VFD logic
[20:47:27] <roycroft> i'd rather be on summer time year-round than have to change the clocks around twice/year
[20:47:41] <trentster> you want me to repeat the test with both FWD/REV enabled and not just FWD.?
[20:48:16] <andypugh> trentster: I am afraid I have to go, but I would suggest making sure that the VFD works with a potentiometer and switches (maybe twisted-wire switches) first, then move on to getting the BoB to do the magic
[20:48:43] <trentster> could this issue be that it needs a resistor, the diagram there shows something about a resistor and 12V on GND
[20:48:55] <trentster> I am not good at understanding schematics (yet)
[20:49:07] <rharb> aa
[20:49:14] * rharb slaps Topy44 around a bit with a large fishbot
[20:49:25] <andypugh> That’s just showing the generic internal circuit.
[20:49:52] <trentster> hmmm ok andypugh thanks for your help I know its late - I will continue trying
[20:50:07] <andypugh> Goodnight folks
[20:50:48] <trentster> g-nite
[21:56:00] <trentster> Hooray - victory lap time :D
[23:58:55] <bobo__> trentster glad to hear of the victory. so what was the fix ?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}