Back
[00:00:31] <tiwake> http://i843.photobucket.com/albums/zz352/loaloauk/Universal%20Singapore/Disney%20and%20more/9131097.jpg
[02:29:46] <Deejay> moin
[05:48:32] <jthornton> morning
[05:49:02] <XXCoder> moaning
[05:50:14] <Jymmm> It's thiryFUCKsixYOU degrees!
[05:50:29] <Jymmm> Darn autocomplete... g'morning
[05:51:01] <XXCoder> you should see doc about that odd cough
[05:51:41] <Jymmm> lol
[05:52:01] <XXCoder> polar votex is coming back. west washington is one of damn few places that is largely unaffected
[05:52:11] <XXCoder> still cold here at 40s
[05:52:12] <XXCoder> f
[05:53:52] <Jymmm> I need to look at a getting a 4x4, chains is gonna be annoying
[05:56:22] <XXCoder> just get russia jet engine road snow blower
[06:10:12] <XXCoder> In case you guys think I'm kidding...
https://i.kinja-img.com/gawker-media/image/upload/s--dD0RpuBf--/182h1ml0eayf3jpg.jpg
[06:10:46] <XXCoder> another model
http://www.flankers-site.co.uk/moscow_2004_files/day03_43.jpg
[06:35:04] <archivist> they look like 1940's RR engine copies
[06:36:51] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=jet+derwent
[06:44:58] <Sync> they are
[06:45:27] <Sync> they had russian spies kitted out with super sticky shoes so they could reverse the alloys they used
[06:58:43] <wicki_> hi *
[07:03:12] <wicki_> I'm searching for a emc-config-example or -howto to control a 3d-extruder (heater/feed) with a parallel-port-connection (x/y/z is working - but how do I tell emc, that is is a printing-head on the a-axis now?) - any hints?
[07:05:05] <Tom_itx> http://www.cnczone.com/forums/linuxcnc-formerly-emc2-/95045-cnc-software.html
[07:13:31] <CaptHindsight> https://41.media.tumblr.com/e3fcadebc6c0e13bddb7984ef0b0eb93/tumblr_nxd14n8mks1s6n9n3o1_400.jpg did they linuxcnc dat shit or wuzit *duino wit douchenozzle?
[07:14:19] <wicki_> Tom: I know this site - but there are no config-examples. is it necessary to tell emc, that there is a printhead instead of a mill?
[07:25:22] <jthornton> it does not care if you have a mill or extruder
[07:29:28] <MattyMatt> it does, you need a preprocessor script to convert E into coordinated axis moves
[07:29:55] <MattyMatt> if you are using gcode from a slicer
[07:31:09] <MattyMatt> http://reprap.org/wiki/Emc2
[07:32:20] <MattyMatt> C25 ER32 200L = 2x price of 150L pita gonna make my spindle stubby
[07:36:00] <wicki_> oki... for a first test, I just need a simple g-code to print a small cube, for example... but how to get it? is "Slic3r" a way to get it?
[07:37:28] <MattyMatt> yep
[07:38:33] <wicki_> oki - thx....
[07:38:58] * wicki_ *frickel*
[07:40:59] <archivist> CaptHindsight, goo gun just got an award (for an old idea)
http://www.bbc.co.uk/news/technology-34765487
[07:42:35] <wicki_> another way ? sfact - toolchain to generate G-Code instructions from 3D models
[07:42:57] <MattyMatt> cura and simplify3d are the trendy new ones
[07:43:22] <MattyMatt> simplify3d is not open, but nice allegedly
[07:43:41] <ssi> for zeeshan and pete
[07:43:42] <ssi> https://scontent-atl3-1.xx.fbcdn.net/hphotos-xpa1/v/t1.0-9/10151363_10153774208112112_3984979583347835442_n.jpg?oh=9541db2cd74c030e439f851fa7670202&oe=56BAE43C
[07:44:51] <ssi> at least he got it chipped
[07:46:21] <CaptHindsight> archivist: looks like the designs are by engineering students and the judges are high school students
[07:46:27] <archivist> dorritos++
[07:47:06] <MattyMatt> wicki_ without special hardware, you end up needing an arduino attached just to read temperatures anyway, which is when you might as well attach the steppers to that
[07:47:16] <ssi> archivist: it'd be faster if he used spicy nacho
[07:47:20] <MattyMatt> and run reprap firmware
[07:48:03] <MattyMatt> mesa a/d maybe overkill
[07:49:10] <ssi> reprap with servos! :D
[07:49:35] <wicki_> Matty: for the first test, I will control the temperature by hand ;-) - next step ist a little PIC-controller for this job
[07:50:19] <CaptHindsight> I heard that someone reprap related discovered closed loop in the past year or so
[07:50:31] <ssi> CaptHindsight: invented you mean
[07:50:40] <MattyMatt> closed loop has been done many times
[07:50:43] <archivist> patented!
[07:50:51] <CaptHindsight> I think that they added encoders to their steppers
[07:50:56] <CaptHindsight> it made headlines
[07:51:00] <ssi> naturally
[07:51:16] <MattyMatt> there's no firmware that'll run on an arduino with a mix of servo and stepper axis tho
[07:51:29] <ssi> ok time to go take a test
[07:51:31] <ssi> bbiab!
[07:51:39] <CaptHindsight> http://www.3ders.org/articles/20150122-add-a-closed-loop-control-to-your-3d-printer-and-never-worry-about-missed-steps-again.html
[07:51:47] <ssi> lololololol
[07:51:49] <ssi> that's funny right there
[07:51:57] <CaptHindsight> what will these guys invent next?
[07:52:13] <MattyMatt> inkjets went to servos years ago
[07:52:29] <MattyMatt> because it's cheaper and lighter
[07:52:55] <ssi> hm china needs to start cranking out some little nema17 servos with encoders attached
[07:53:05] <CaptHindsight> servo motors with encoder strips?!
[07:53:24] <MattyMatt> opto wheel in the gear train does the job
[07:53:27] <CaptHindsight> whodah thunkit?
[07:54:06] <CaptHindsight> what are the encoder strips for in an inkjet? Diversion from reverse engineering?
[07:55:08] <MattyMatt> so you can have a DC motor on X axis, with all the pixels evenly spaced
[07:56:23] <archivist> ya know we had servos in the 1980s on printers
[07:56:47] <MattyMatt> with closed loop, you can run steppers faster with confidence too
[07:57:06] <CaptHindsight> I hope that they can eventually find a water based ink formula that costs less than $3K/L
[07:57:15] <archivist> MattyMatt, you got two printer oldtimers in here :)
[07:58:16] <archivist> ours had the loop on a 6809
[08:00:33] <CaptHindsight> ssi: good luck on the test, in case you get stuck blame it on the #3 pencil
[08:01:22] <MattyMatt> I came in at the start of the micro era. they all used big steppers around then
[08:01:38] <MattyMatt> my 4th axis motor and belt are from a microline 92 :)
[08:02:02] <MattyMatt> I'd have kept that as a working one if it was epson compatible
[08:08:00] <MattyMatt> ER32UM the UM is the style of nut?
[08:43:25] <JT-Shop> I ran crontab -e and entered 10 8 * * * test.sh but it did not run and when I run crontab -e again it is a blank
[08:43:35] <JT-Shop> any clues how to set up a cron job?
[08:46:17] <bz> JT-Shop: make sure that the executable bit is set
[08:46:54] <JT-Shop> I think I see the error, I need to use /home/john/test.sh
[08:47:14] <JT-Shop> find out in 2 minutes lol
[08:47:55] <Simonious> where do the cool kids pick up used CNC equipment?
[08:48:25] <archivist> all over the place, fleabay
[08:49:26] <Simonious> http://fleabay.net/?s=cnc&sa=search&scat=0 ;)
[08:50:50] <cradek> Simonious: HGR in Cleveland is a good spot
[08:51:13] <Jymmm> man cron ?
[08:52:39] <_methods> auctions
[08:53:40] <archivist> craigslist, word of mouth
[08:54:16] <Jymmm> archivist: Is craigslist popular in your neck of the woods?
[08:54:23] <archivist> no
[08:54:25] <Jymmm> k
[08:55:31] <archivist> I think ebay has most of the market else apex for costly cnc
[08:57:16] <R2E4> Mornin all
[09:03:09] <_methods> i see some crazy deals at auction regularly
[09:03:22] <_methods> last week some guy got a fadal 4020 for $3500
[09:03:37] <_methods> and the paint was barely taken off the back wall
[09:03:52] <_methods> the tool changer umbrella still had all the paint on it
[09:04:31] <Simonious> wow
[09:04:49] <_methods> heh the hardinge hlv-h manual lathe went for $16,000
[09:04:55] <_methods> yeah
[09:06:03] <_methods> i was at an auction a couple years ago and i saw an ikegai lathe go for $800
[09:06:14] <_methods> i kicked myself pretty hard for not grabbin that
[09:06:16] <_methods> it was gang tooling but still
[09:06:20] <_methods> $800 cnc lathe
[09:06:30] <_methods> and it was under power and working
[09:07:04] <Red70sShow> _methods <--- DUMBASS
[09:07:29] <_methods> yeah
[09:07:45] <Jymmm> _methods: Ok, WHY didn't you bid?
[09:07:51] <_methods> i didn't have room though and honestly i didn't think it would go that low
[09:07:54] <archivist> garage space
[09:08:43] <Jymmm> archivist: Hey, there's always bedroom, he can sleep on the floor or in a hammock
[09:08:51] <archivist> I missed a couple of wickman autos that were making parts overnight before the auction
[09:09:47] <Jymmm> I kinda find it strange that there are all these machines WORKING hour before auction.
[09:09:55] <anomynous> _methods, ;D
[09:10:56] <Jymmm> If it's making parts, are they going out of business? Got a new machine pending?
[09:11:20] <_methods> but for $800 i would have rented a space
[09:11:20] <_methods> it was a nice little lathe
[09:11:22] <_methods> but whatever i see crazy stuff like that at most auctions
[09:11:23] <_methods> like that fadal going for $3500 kinda caught me by suprise
[09:11:35] <archivist> they were bankrupt iirc and was finishing an order off
[09:11:37] <_methods> auction going down now in louisville
[09:11:40] <_methods> kentucky
[09:11:44] <_methods> wow nice big poreba lathe
[09:11:44] <_methods> 33'
[09:11:44] <Jymmm> archivist: Ah, ok.
[09:11:51] <_methods> 63" swing
[09:12:21] <anomynous> how much does inventor cost
[09:12:26] <R2E4> I have ac servos with the encoders going into the drives. THen out of the drives into a 7i77. That is working encoders working and jogging. I am trying to tune in linuxcnc but I thnk the drives are also positioning the motors on FB. How do we get around this?
[09:12:53] <Jymmm> archivist: That really sucks; poor bastards.
[09:13:14] <R2E4> inventor you can get free for 3 years as a student
[09:13:26] <anomynous> im not a student
[09:13:38] <Jymmm> anomynous: student of life
[09:13:55] <R2E4> You dont need to be. Just say you are.
[09:14:02] <anomynous> i just want a hobby cad ;D Id like sw but 4k is too much. way too much. Inventor is too much also, but i have to ask ;)
[09:14:20] <anomynous> Jymmm, ;)
[09:15:05] <R2E4> I spoke with the invertor guys at the manufacturing show, and they want to give it away for three years. He is the one that told me how to get it for free.
[09:15:38] <R2E4> He said for hobby guys, they dont care, they want the commercial accounts
[09:15:51] <anomynous> then i should email and ask
[09:16:14] <anomynous> maybe i could get solidworks like that ;D I can use it, so it would be easy
[09:17:09] <R2E4> Inventor is very much like solidworks. SOlidworks is expensive!!!!
[09:17:22] <anomynous> how much is inventor then
[09:17:35] <R2E4> The CAM part of inventor is amazing.
[09:17:54] <R2E4> HSMworks
[09:18:09] <R2E4> Too expensive if you buy it.
[09:18:46] <anomynous> https://www.youtube.com/watch?v=Ki6NBKMYmkc more feed! I can hear it chattering. More feed always cures chatter :)
[09:19:00] <anomynous> oh its not chatter. ;D Its chips going off
[09:19:45] <anomynous> does hsmworks come with inventor?
[09:19:54] <anomynous> or you have to buy it separate? I guess latter
[09:22:19] <R2E4> hsmworks is for the autodesk cam for solidworks, HSM is for inventor and you can get that free or if you choose, you can purchase it.
[09:22:34] <R2E4> inventor is 385/month or outright at 7,295
[09:22:58] <anomynous> thats twice the price of solidworks
[09:24:07] <R2E4> oh yeah?
[09:24:15] <anomynous> i think?
[09:24:19] <anomynous> ;D
[09:24:45] <anomynous> fusion360 has finite element analysis now
[09:24:56] <anomynous> i guess.
[09:24:58] <anomynous> kinda.
[09:24:59] <anomynous> ;D
[09:25:03] <anomynous> dunno how it is
[09:25:15] <anomynous> now would i know how to use it
[09:25:23] <anomynous> i know it looks nice whne stuff bends and all
[09:25:23] <anomynous> ;D
[09:25:38] <R2E4> fusion is not parametric modeling
[09:25:44] <anomynous> it kind of is
[09:25:58] <anomynous> you can model either parametric or not
[09:26:03] <anomynous> but it doesnt have a tree
[09:26:06] <anomynous> it has change history
[09:26:13] <anomynous> and when you change a feature, it changes model
[09:27:28] <Jymmm> Heh...
http://oldfieldslogstore.co.uk/wp-content/uploads/alastairheseltine_Large.jpg
[09:27:41] <anomynous> awesome
[09:29:00] <MattyMatt> heatmaps would be good in FEA too
[09:29:10] <Jymmm> Damn...
http://www.co.price.wi.us/ImageRepository/Document?documentID=164
[09:29:36] <MattyMatt> that's a lot of 3d printers
[09:29:57] <Jymmm> ?
[09:30:07] <MattyMatt> http://imgur.com/a/v5Aid#16
[09:32:01] <Jymmm> MattyMatt: Those your pics / your project?
[09:32:07] <MattyMatt> arr
[09:33:08] <MattyMatt> I'm trying to stop using wood tho
[09:33:58] <Jymmm> Heh, that's pretty good...
http://brimfieldshed.com/products/woodracks/2CordCozy_Evergreen.jpg
[09:34:00] <MattyMatt> I can go no further in wood precision without a jointer plane, and that's too much investment
[09:36:09] <MattyMatt> unless I want to mill everything flat with a dremel
[09:36:56] <anomynous> use your cnc and a flycutter at insane speed ;D
[09:37:15] <MattyMatt> forstner bit is a woodwork shell mill
[09:37:50] <anomynous> naw
[09:37:55] <anomynous> carbide and lots of speed ;D
[09:38:30] <MattyMatt> flycutter on an 1/8" shank no thanks, but I've got a new router spindle with 1/4"
[09:38:46] <anomynous> why not? Just use a vest
[09:40:02] <MattyMatt> I do have a leather apron and a grinding shield. that should be enough against anything a dremel can throw
[09:40:20] <anomynous> :(
[09:40:45] <MattyMatt> but it takes forever. that's how I did that wooden mendel, 3mm 4 flute carbide
[09:41:56] <MattyMatt> I tried one of those nasty Silverline HSS 8mm dremel tool, but it was hopeless
[09:43:31] <anomynous> why dont you do a diy-planer?
[09:43:48] <MattyMatt> no cast iron for the bed
[09:44:05] <MattyMatt> nothing else will do, if it's gonna be worth the effort, IMO
[09:44:24] <anomynous> why does it need to be cast iron?
[09:45:26] <anomynous> weld up something together and take it to a local shop and say: machine this for me, plz.
[09:46:21] <MattyMatt> if I had that much steel, I wouldn't need to do so much woodwork :)
[09:46:34] <anomynous> wood is a warm material
[09:48:45] <MattyMatt> there's a cheap planer/jointer in Screwfix here atm, that gets good reviews. I've got to weigh up the cost against buying planed wood and against finishing my metal mill
[09:48:55] <MattyMatt> in metal
[09:49:20] <MattyMatt> plywood mill was supposed to work metal, for self upgrade. that never really happened
[09:49:28] <MattyMatt> I've tried adding more wood
[09:49:35] <MattyMatt> and bits of metal
[09:53:00] <anomynous> milling metal can be surprisingly slow even with a rigid machine
[09:53:25] <MattyMatt> I haven't added any concrete yet. that can wait until I have a ground floor workshop
[09:54:05] <SpeedEvil> Milling concrete is hard.
[09:54:08] <MattyMatt> it was chatter that ripped a tooth of my nice carbide, that lasted forever doing wood
[09:54:42] <anomynous> milling solid stone is harder
[09:54:47] <Jymmm> SpeedEvil: Go mill some jello
[09:54:49] <MattyMatt> filling a hollow section wooden machine with concrete is easy :)
[09:55:13] <SpeedEvil> Jymmm: now I want jello.
[09:55:33] <Jymmm> SpeedEvil: mill some! and then youll have some
[09:56:13] <SpeedEvil> Or I can use the tesco app to have a man bring me some.
[09:56:31] <MattyMatt> I got a part set of starrett bimetal holesaws in a junk lot. I guess these aren't for concrete
[09:56:47] <anomynous> 3d milling jelly artwork, and then caramellizing with a torch?
[09:57:01] <SpeedEvil> Bimetal saw are for cutting lgbt.
[09:57:27] <Jymmm> anomynous: Not jelly, jello =)
[09:57:41] <MattyMatt> I use the dremel pusher for cutting circles
[09:58:12] <MattyMatt> in wood and plastic :p
[09:59:09] <Jymmm> MattyMatt: and in jello?
[09:59:50] <MattyMatt> nope, because that'd need air coolant and I run out of breath. I have the same problem with acrylic and acetal
[10:00:19] <MattyMatt> there are these things called electric fans I've heard of
[10:00:41] <MattyMatt> I should attach one of them to my blow hose
[10:01:23] <MattyMatt> air is the only coolant allowed on a plywood machine :p
[10:01:49] <archivist> flame is better on plywood
[10:02:10] <MattyMatt> it'll be cooler in here with the roof gone, for sure
[10:09:31] <anomynous> https://www.google.fi/search?q=hapankorppu&rlz=1C1BLWA_enFI593FI593&espv=2&biw=1280&bih=631&source=lnms&tbm=isch&sa=X&ved=0CAYQ_AUoAWoVChMIzcPkipmGyQIVxxYsCh0omwic#tbm=isch&q=varrasleip%C3%A4
[10:09:49] <anomynous> varrasleipää with sour gabbage and cheese
[10:09:51] <anomynous> and butter
[10:09:53] <anomynous> ;D
[10:09:58] <anomynous> i bet you wanted to know
[10:12:30] <MattyMatt> reindeer toe cheese?
[10:12:53] <anomynous> no. have you eaten reindeer?
[10:13:15] <MattyMatt> not knowingly, but I don't pay premium prices for sausages
[10:13:25] <anomynous> ;d
[10:13:33] <anomynous> they grow them up north
[10:14:46] <tiwake> PetefromTn_: oh BTW got myself some sodium hydroxide, its amazing for taking anodizing off
[10:15:13] <anomynous> why do you want to deanodize?
[10:15:34] <tiwake> a customer wants to change from black to blue... heh
[10:15:40] <MattyMatt> it's good for cleaning ovens and 2 stroke exhausts too
[10:15:54] <Jymmm> and making prezels
[10:16:04] <tiwake> and cleaning drains
[10:16:15] <MattyMatt> that'd be bicarbonate for pretzels
[10:16:18] <Jymmm> eh, not really
[10:16:50] <tiwake> Jymmm: I bought it as a solid sold as "drain unclogger"
[10:17:02] <MattyMatt> don't use caustic on the same day you use Draino hydrofluric
[10:17:09] <Jymmm> Yeah, but it only sorta works for that =)
[10:17:15] <anomynous> why not heat 2 stroke pipe hot and blow oxygen in from the other end. Smoke signals for naighbours.
[10:17:38] <tiwake> "100% household lye", in small print "contains sodium hydroxide"
[10:18:53] <MattyMatt> the lye does shift the fatbergs in drains. saponification
[10:29:17] <Tom_itx> http://www.pbclinear.com/Videos/All/Aluminum-Extrusion-Process?utm_source=PBC&utm_medium=Newsletter&utm_campaign=Early-11-2015-PBC-News-Eblast-Image1
[10:34:59] <MattyMatt> misumi still offer ground finish as an option
[10:35:27] <MattyMatt> if you reanodise a ground surface, how much flatness do you lose?
[10:37:54] <MattyMatt> I like the steel running surface inserts on theirs. I had a similar idea with wood and steel lined V grooves
[10:38:16] <MattyMatt> ghetto V slot
[10:39:01] <MattyMatt> if you live in the kind of ghetto where they don't burn wooden machines
[10:42:59] <PetefromTn_> tiwake sorry man I had a phone call. Yeah the lye solution stuff really strips anodizing quick but as I said it is TOO strong. When I tried to strip my rails when I had a blemish in the finish it stripped out the threads enough that the screw felt quite loose in the threaded holes
[10:43:06] <PetefromTn_> really sucks
[10:43:32] <PetefromTn_> I suppose you could try a lesser solution that would take longer to strip might help
[10:44:07] <archivist> when you re anodise the thickness goes back up some
[10:44:10] <PetefromTn_> but when I stripped it getting the anodizing to let go took a little while and I removed it as soon as it appeared to be coming off
[10:44:29] <PetefromTn_> that might be true I am sure
[10:44:42] <PetefromTn_> I had to retap the holes larger on that one
[10:45:00] <Tom_itx> morning pirate pete!
[10:45:03] <PetefromTn_> it was a surprising amount of slop in the holes tho
[10:45:10] <PetefromTn_> Tom_itx Morning man
[10:45:15] <JT-Shop> were the holes anodized?
[10:45:17] <Tom_itx> feelin better?
[10:45:27] <PetefromTn_> naah I called in to work today
[10:45:43] <PetefromTn_> JT-Shop yeah I anodized the entire part
[10:46:01] <JT-Shop> well there goes that theory lol
[10:46:10] <PetefromTn_> I was kind of up all night with discomfort from the eye so I did not sleep very good
[10:46:35] <PetefromTn_> probably should have just plugged the holes in the first place
[10:46:47] <Tom_itx> yeah generally that's what is done
[10:46:55] <tiwake> PetefromTn_: I got some "drain unclogger" says its sodium hydroxide, but might contain other things... its like a white salt. added some of that to the water, not a very strong solution, or as strong as it could be I suppose
[10:46:56] <PetefromTn_> on anodizing?
[10:47:02] <Tom_itx> yes
[10:47:13] <PetefromTn_> hm
[10:47:16] <Tom_itx> masked or filled with something
[10:47:26] <PetefromTn_> I know on powdercoating they plug holes
[10:47:31] <PetefromTn_> because of the build up
[10:47:39] <Tom_itx> same idea
[10:47:44] <PetefromTn_> but most anodized parts I have done we just did it all
[10:48:00] <PetefromTn_> tiwake that is pretty much what I use....came in a black bottle white granules
[10:48:02] <Tom_itx> some do, most aircraft parts i've seen were masked
[10:48:07] <PetefromTn_> powerful schtuff
[10:48:10] <tiwake> yeah
[10:48:14] <Tom_itx> but you don't find alot of anodizing there either
[10:48:32] <tiwake> takes a little while to get through the anodizing, once it gets to the aluminum it really lets you know there is a reaction going on
[10:48:33] <anomynous> isnt the buildup in microns for anodizing
[10:48:39] <PetefromTn_> most of the riflescope rings and rails I have seen were all anodized
[10:48:54] <PetefromTn_> yeah it fuzzes up quick
[10:49:07] <tiwake> thats when I took it out
[10:49:09] <JT-Shop> Ron says to mix 16oz of lye with 5 gallons of water
[10:49:12] <PetefromTn_> yeah me too
[10:49:20] <JT-Shop> and 5-30 minutes
[10:49:24] <archivist> anomynous, yes number of microns defines lifetime of coating
[10:49:29] <PetefromTn_> that is pretty much what I did
[10:49:42] <Tom_itx> JT-Shop, siding done?
[10:49:43] <PetefromTn_> I filled up the cooler about halfway with DI water
[10:49:58] <PetefromTn_> and put probably a pepsi can full in there of the granules
[10:49:58] <JT-Shop> Tom_itx, getting closer
[10:50:06] <Tom_itx> so is winter
[10:50:11] <PetefromTn_> at first they hardened up on me
[10:50:14] <JT-Shop> lol yea
[10:50:33] <PetefromTn_> and were like rock salt in the bottom of the cooler
[10:50:46] <PetefromTn_> then I broke them up a bit and they disentigrated
[10:51:10] <PetefromTn_> I probably only left that part in the mixture for two minutes or so
[10:51:22] <JT-Shop> he mentioned that you add the crystals slowly as you stir so they dissolve instead of falling to the bottom
[10:51:22] <PetefromTn_> no more than five I am sure
[10:51:31] <tiwake> PetefromTn_: donno, it seemed my threads were alright... did a couple parts. The threads in mine are pretty tight to begin with though, and there is still visibly anodizing inside of it (blind hole threads). I think I might use the stuff for cleaning, as it gets rid of the aluminum oxide too
[10:51:34] <PetefromTn_> aah that makes sense
[10:51:45] <anomynous> archivist, does thickness affect colour? ;D
[10:51:51] * JT-Shop goes back to construction work
[10:51:55] <anomynous> and what does sealing do
[10:51:59] <anomynous> when to seal or not
[10:52:08] <PetefromTn_> tiwake sounds like your mixture is thinner than mine
[10:52:13] <PetefromTn_> gotta seal
[10:52:18] <archivist> anomynous, you put the colour into the pores and then seal
[10:52:21] <PetefromTn_> or the color will come out
[10:52:59] <tiwake> anomynous: you don't have to seal if you don't dye it... most "hard anodizing" does not include color, and not sealed
[10:53:39] <anomynous> hard anodizing produces thicker oxide, right? So colour would not be good. Why is it thicker?
[10:53:50] <archivist> lasts longer
[10:54:02] <tiwake> a thicker harder outside surface
[10:54:02] <anomynous> yeah, but why is it... denser?
[10:54:09] <anomynous> its denser, right?
[10:54:15] <archivist> eg aluminium window frames need to last 30 years ish
[10:54:18] <tiwake> voltage/current determines the hole size
[10:54:40] <anomynous> lots of voltage and current mean instant anodization ;D
[10:54:48] <tiwake> higher current makes smaller holes and can be built up thicker
[10:55:17] <anomynous> ok
[10:55:37] <anomynous> why do alloyed alumiums not colour well?
[10:55:38] <tiwake> the smaller holes makes it so dye does not fit in as well, I guess thats why its typically not dyed?
[10:58:53] <PetefromTn_> sold a bunch of rails this week ;D
[10:58:59] <tiwake> woo
[10:59:02] <PetefromTn_> got a lot of machining to do now
[10:59:15] <PetefromTn_> would be nice if I had TWO eyes for that
[11:17:35] <CaptHindsight> PetefromTn_: at least you can walk to the machines you insensitive clod :)
[11:18:18] <PetefromTn_> http://www.amazon.com/Dorian-Tool-V35tc-INSS-Toolpost-Toolholders/dp/B006ZOXHKA WOAH
[11:18:32] <PetefromTn_> CaptHindsight Oh was I being insensitive?
[11:18:36] <PetefromTn_> SO SORRY
[11:18:39] <PetefromTn_> ;D
[11:18:47] <CaptHindsight> hehe
[11:19:09] <PetefromTn_> honestly I LOVE that my VMC is like ten steps from my couch ;)
[11:19:12] <Tom_itx> PetefromTn_, watched street outlaws last night featuring foreign cars up against us muscle
[11:19:19] <PetefromTn_> and my new CNC lathe will be maybe fifteen
[11:19:29] <Tom_itx> it's a wonder those wankles don't blow their guts out
[11:19:35] <R2E4> I have calculation of 3175 for encoder servo encoder scale. That seems low to me
[11:19:38] <PetefromTn_> Tom_itx Its funny you mention that
[11:19:48] <PetefromTn_> there are a lot of people annoyed by that show
[11:19:54] <Tom_itx> why?
[11:20:03] <PetefromTn_> but yeah a wankel can really run hard when built right
[11:20:12] <Tom_itx> i know they brag alot but it gets ppl out of the woodwork
[11:20:24] <PetefromTn_> well there has always been a sort of rivalry between foreign stuff and american musclecars
[11:20:28] <Tom_itx> seems to loose power at the end though
[11:20:51] <PetefromTn_> most of those v8's are HUGE BIG BLOCKS LOL
[11:21:03] <Tom_itx> and heavier cars too
[11:21:07] <PetefromTn_> running against a 1.3 liter
[11:21:18] <Tom_itx> in a pop can
[11:21:24] <PetefromTn_> but in the end the fastest drag cars have always been v8's
[11:21:37] <PetefromTn_> and probably always will be for the forseeable future
[11:21:39] <Tom_itx> it was interesting to watch though
[11:21:50] <Tom_itx> i wish that one guy hadn't broke
[11:22:07] <Tom_itx> he bet 5k and didn't move off the line
[11:22:23] <PetefromTn_> there are some stupid fast inline six supras and nismos in addition to some 3 rotor beasts out there
[11:22:42] <PetefromTn_> I did not watch the show
[11:22:48] <PetefromTn_> I don't pay for cable ;)
[11:22:54] <PetefromTn_> I'm a cheapass
[11:23:40] <anomynous> i dont have a tv
[11:23:52] <PetefromTn_> that dorian coolant thru is kickass but damn is it expensive
[11:24:18] <Tom_itx> PetefromTn_ i bet you can find it streaming now
[11:24:26] <PetefromTn_> I wonder how hard it would be to plumb for nozzles
[11:24:44] <PetefromTn_> I don't have any coolant thru tooling anyway for the lathe
[11:25:27] <PetefromTn_> I am sure it is streaming now
[11:25:38] <PetefromTn_> I watched a couple quick vids on it on facebook already this morning
[11:25:47] <PetefromTn_> that mazda was hauling ass against that black nova
[11:26:19] <Tom_itx> yeah they were quite competetive
[11:29:13] <CaptHindsight> they just need different transmissions for those 1.3L super cars, something that keeps them reving at 7-10K rpm from 0-200mph
[11:30:04] <Tom_itx> yeah
[11:30:32] <CaptHindsight> they will figure that out someday
[11:30:34] <PetefromTn_> they are putting the viper trannies in some as well as tremec swaps but the stock tranny is pretty stout. those full drag cars are a different story tho I think,
[11:30:54] <Tom_itx> http://www.foxnews.com/entertainment/2015/08/03/street-outlaws-star-daddy-dave-injured-in-serious-crash/
[11:30:59] <Tom_itx> wonder if that was his new car
[11:31:47] <CaptHindsight> most car tech is monkey see monkey do, they just keep bolting on stuff with whats available vs design what they actually need
[11:32:02] <PetefromTn_> damn that was a bad wreck
[11:32:18] <JT-Shop> I haven't done an offset in EMT in so long I had to look it up
[11:32:24] <Tom_itx> heh
[11:36:57] * Jymmm smacks Tom_itx with a clue-by-four for watching Fox News!
[11:38:20] <anomynous> Tom_itx, design your own car?
[11:39:01] <anomynous> thats like saying that people should 3d print at homes and design their stuff
[11:39:02] <anomynous> ;D
[11:39:15] <anomynous> "just draw it with 3d cad"
[11:39:52] <Jymmm> Hmmm... a 3D (concrete) printed home
[11:40:15] <anomynous> isnt it like printing if you think of a concrete mixing car with movable nozzle
[11:40:42] <Jymmm> I was thinking one of those 40ft crane concrete pumpers
[11:40:49] <anomynous> yes yes
[11:41:08] <Jymmm> But how do you float the concrete?
[11:41:13] <anomynous> cnc that. and use some not-yet designed concrete that hardens with UV light like dentist's tooth fixes
[11:42:26] <PetefromTn_> Jymmm what should he watch then?
[11:42:42] <Jymmm> PetefromTn_: the window
[11:42:49] <PetefromTn_> ah
[12:10:53] <CaptHindsight> anomynous: how much photoconcrete do yah want?
[12:14:05] <Jymmm> Tom_itx: Here ya go...
http://www.tractorsupply.com/tsc/product/united-states-stove-barrel-stove-kit?cm_vc=IOPDP1
[12:14:40] <CaptHindsight> anomynous: I recall these being printed and assembled in a few days
http://3dprint.com/38144/3d-printed-apartment-building/
[12:15:35] <CaptHindsight> Barrel not included :(
[12:17:11] <Jymmm> https://www.youtube.com/watch?v=UkQSaM43nNw
[12:17:38] <Jymmm> 3D Printed Concrete Castle
https://www.youtube.com/watch?v=DQ5Elbvvr1M
[12:19:32] <Jymmm> 10 Houses Printed in 24 Hours - 3D Printed Concrete Homes
https://www.youtube.com/watch?v=WzmCnzA7hnE
[12:21:23] <CaptHindsight> Jymmm: but can you print them on your living room table with a toddler? Can they be recycled and are they non-toxic? Do they require ventilation? Can you make them with linseed and soy oil only?
[12:22:27] <PetefromTn_> http://i.imgur.com/sgxVSwu.jpg :D
[12:23:26] <Jymmm> Yes, but only if it's an outdoor lovingroom, the toddler has a major genetic defect, can be reused, 100% non-toxic if you don't breath for more than 25 hours a day, no ventilation if underwater, linseed,soy,corn, and used hair remover wax too.
[12:23:29] <CaptHindsight> I'm concerned since I'm allergic to everything including radio signals.
[12:24:16] <Jymmm> PetefromTn_: you got the wrong ram
[12:25:02] <PetefromTn_> how so
[12:25:43] <Jymmm> CaptHindsight: If they could incorporate steel (rebar?) for sesmic, it be a hot I'd think.
[12:25:53] <Jymmm> PetefromTn_: You got 1600
[12:25:58] <Jymmm> hit*
[12:27:51] <CaptHindsight> Jymmm: like have some sort of robotic arm that inserts rebar into the concrete as it gets printed, or...
[12:28:35] <CaptHindsight> have preassembled rebar sections that the extruder can infuse concrete into
[12:28:41] <Jymmm> CaptHindsight: Yeah, but I think the "rebar" would need to be on a roll so it could be fed/cut as needed
[12:29:29] <CaptHindsight> take a look at how prestressed concrete is made
[12:29:43] <PetefromTn_> damn I thought I got the right ones
[12:30:00] <CaptHindsight> when assembled on site you usually just drop rebar into the joints and fill with concrete
[12:30:02] <PetefromTn_> I thought it said 1333 1600
[12:30:13] <PetefromTn_> but its actually 1066
[12:30:14] <Jymmm> PetefromTn_: You did, I'm just fucking with you since you gave us all a hard time when you were making your shopping cart =)
[12:30:32] <PetefromTn_> but its not right
[12:30:40] <PetefromTn_> its 1600
[12:30:46] <Jymmm> It IS right... you can go faster, just not slower =)
[12:30:48] <PetefromTn_> board
[12:30:52] <CaptHindsight> DDR3-1600
[12:30:55] <PetefromTn_> oh you asshole
[12:31:13] <Jymmm> PetefromTn_: Packback is a baitch aint it =)
[12:31:17] <PetefromTn_> I thought I was out 50 bucks
[12:31:29] <PetefromTn_> what did you get payback for?
[12:31:48] <Jymmm> PetefromTn_: 2015-11-10.10:06:07 Jymmm: PetefromTn_: You did, I'm just fucking with you since you gave us all a hard time when you were making your shopping cart =)
[12:31:49] <PetefromTn_> I have always been nice as pie to you
[12:32:07] <Jymmm> Oh, not just me, but ALL of us that day =)
[12:32:13] <PetefromTn_> I was just trying to make sure I didn't order the wrong shite
[12:32:14] <Jymmm> You werew stressing out big time =)
[12:32:17] <CaptHindsight> Jymmm is an equal opportunity heckler
[12:32:39] <PetefromTn_> LOL
[12:32:43] <Jymmm> Oh I know, you were, thats why I didn't give you shit then, but now is another stoary =)
[12:33:00] <PetefromTn_> I don't have what you would call DISPOSABLE income ;)
[12:33:21] <Jymmm> I know that one
[12:33:36] <Jymmm> but I'm still gonna fuck with ya =)
[12:33:38] <PetefromTn_> so that ram should make it run good then?
[12:33:47] <PetefromTn_> it sure looks cool
[12:33:53] <PetefromTn_> all red and swoopy :D
[12:33:57] <Jymmm> I'm an equal opportunity offender... I dont care who you are, I'll offend you =)
[12:34:39] <PetefromTn_> Rick Lair just posted his VMC with toolchanger working...looks great with Andy's new macros
[12:34:58] <PetefromTn_> https://www.youtube.com/watch?v=HwXmZDTMeCA
[12:35:22] <PetefromTn_> that swingarm tho
[12:36:48] <_methods> tool change, ok i'm going to lunch
[12:37:11] <PetefromTn_> I know right
[12:37:16] <_methods> then a quick nap lol
[12:37:21] <PetefromTn_> I really need to get mine working
[12:37:32] <PetefromTn_> but it will probably wait until the CNC lathe is operational
[12:37:34] <_methods> yeah it kinda makes it easier to machine stuff lol
[12:37:42] <PetefromTn_> Oh hell yeah
[12:37:58] <PetefromTn_> I am kinda terrified of trying to make mine work ;)
[12:38:45] <_methods> worth the trouble
[12:40:19] <CaptHindsight> that 1984 Cincinnati Milacron looks a lot like a similar year Matsuura
[12:40:39] <CaptHindsight> tool changer is similar as well
[12:41:03] <PetefromTn_> Woah I did not even realize it was a Cincinatti I THOUGHT it was a Matsuura LOL
[12:41:16] <CaptHindsight> see
[12:41:38] <PetefromTn_> sure looks like a heavy SOB tho
[12:42:31] <CaptHindsight> I'm adding a 4th and 5th plus upping the spindle to 10K rpm
[12:45:23] <CaptHindsight> PetefromTn_: look at how similar they are
http://www.bidadoo.com/auction/photogallery.aspx?id=2519160&imagecount=21&image=1
[12:45:45] <PetefromTn_> https://www.youtube.com/watch?v=HO945tdvrzQ !!
[12:46:16] <Jymmm> CaptHindsight: Heh, I have cloudfront blocked =)
[12:46:58] <PetefromTn_> beast machine
[12:48:22] <CaptHindsight> actual machining of above
https://www.youtube.com/watch?v=Bz1JZBmBDnA
[12:49:55] <CaptHindsight> PetefromTn_: are you hooked on mill turning now? :)
[12:53:34] <PetefromTn_> well O was just intrigued it was on pathpilot
[13:02:39] <PetefromTn_> gotta admit that unit looks very well done. Have been watching the progress on that for awhile now
[13:02:59] <PetefromTn_> if I had not found the CNC lathe I would have probably looked to build something like that
[13:16:56] <PetefromTn_> just received my 24v 240watt power supply from Automation direct. Looks very nice
[13:20:29] <PetefromTn_> http://i.imgur.com/H6zMHaL.jpg http://i.imgur.com/phMD0uY.jpg
[13:21:35] <_methods> try not to get those stuck in your eye lol
[13:21:54] <PetefromTn_> hehe
[13:22:23] <_methods> they set up for din rail mount?
[13:23:15] <PetefromTn_> yup DIN
[13:25:05] <_methods> ah nice
[13:45:24] * wicki_ *grmbl*
[13:45:32] <CaptHindsight> I'm going to start mounting live tooling on everything now
[13:45:51] <wicki_> slic3r does not compile with gui: If you also want to use the GUI you can now run `perl Build.PL --gui` to install the required modules.
[13:46:49] <wicki_> even after 1/2h "perl Build.PL --gui" :-(
[13:47:25] <wicki_> any hints ?
[13:48:18] <CaptHindsight> wicki_: isn't there a slic3r channel or forum?
[13:49:28] <CaptHindsight> #slic3r
[13:51:18] <wicki_> thx...
[14:13:34] <R2E4> When calculating scale for the encoders in servo system using 7i77, because it is quadtrature, would I multiply the ppr X 4?
[14:14:45] <R2E4> I guess a better question is the 7i77 counting the leading and trailing edges of the pules in both channels?
[14:16:36] <cradek> yes
[14:22:27] <CaptHindsight> R2E4:
http://www.anaheimautomation.com/manuals/forms/images/Two%20square%20waves%20in%20quadrature.png
[14:23:16] <CaptHindsight> http://www.dynapar.com/uploadedImages/_Site_Root/Technology/Encoder_Basics/quadrature%20encoder%20image%202.jpg
[14:24:41] <R2E4> Yes I but does the 7i77 count the leading and trailing edges of both the channels.
[14:25:36] <R2E4> thanks cradek
[14:30:34] <CaptHindsight> http://linuxcnc.org/new/ very nice!
[14:32:59] <PetefromTn_> Cool my order for those little DC-DC buck boards with LED readouts arrived. Much smaller than I thought they would be but look very cool. Thanks for the suggestion andypugh
[14:35:39] <SpeedEvil> Output decoupling is on some marginal - check
[14:49:41] <XXCoder> heys
[14:55:43] <SpeedEvil> hey
[15:04:25] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/cnc-gear-box/5-to-1-planetary-gearbox-for-automation-systems $170
[15:04:43] <PetefromTn_> Woohoo just rigid tapped six 3/8-16 holes thru half inch steel plate WIN!!
[15:04:48] <CaptHindsight> 10 arc minutes of lash max
[15:05:16] <PetefromTn_> not up to your standards huh Cappy?
[15:05:54] <CaptHindsight> with a 5mm lead screw thats only ~2.5um of lash
[15:06:16] <PetefromTn_> might be good for an indexer drive then?
[15:09:04] <PetefromTn_> I could not figure out a way to program the tap cycle on multiple holes tho had to paste the code over and over to get it to work otherwise I got a MISSING K work error
[15:10:21] <_methods> paste your code up
[15:10:31] <_methods> for what was giving you the error
[15:10:52] <XXCoder> 5:1
[15:11:05] <XXCoder> wouldnt it make it insanely accurate?
[15:11:05] <PetefromTn_> it was just when I put the code only on the first like as if it was modal and had just locations for the following holes
[15:11:17] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/cnc-parts/z-axis-slider-2 LOL that's what I call precision "OVERALL LENGH IS +/-13.5"(without motor)"
[15:11:48] <XXCoder> *precise
[15:11:58] <CaptHindsight> "how high will the new mill be sir?"
[15:12:09] <XXCoder> jeez
[15:12:10] <CaptHindsight> "3ft give or take a foot"
[15:12:15] <XXCoder> wrong way of stating it
[15:12:41] <XXCoder> "whats length sir?" "take or give 13.5" "
[15:12:52] <PetefromTn_> _methods It was just for a fixture tapping so I was hand coding it at the machine. Already loaded my part code so it is lost now or I would post it
[15:13:14] <XXCoder> "oh so it could be -13.5" to 13.5" ?"
[15:14:16] <_methods> ah are there no canned cycles for tapping?
[15:14:19] <CaptHindsight> the +/- is probably a typo
[15:14:33] <_methods> ah nm g84
[15:14:44] <_methods> i was looking at a thread talking about g33.1
[15:14:56] <Jymmm> I need to break 36 1" long aluminum welds on an inside corner, any suggestions??? I have a 4" angle grinder and cutoff wheels, but it be difficult to get flush
[15:14:57] <XXCoder> CaptHindsight: yeah or just wrong usage, maybe it should 13.5" -+ (something tol)
[15:15:18] <XXCoder> Jymmm: round file?
[15:15:29] <_methods> cut off wheel
[15:15:40] <Jymmm> XXCoder: too tight to get in there, only have 6" of height
[15:15:40] <_methods> bout the only way i know of to deal with that
[15:15:59] <CaptHindsight> XXCoder: the guy has a PhD in mechanical engineering, he's just busy
[15:16:08] <XXCoder> likely
[15:16:26] <XXCoder> Jymmm: thats not much
[15:16:46] <Jymmm> _methods: Yeah, I was just hoping there was another way, as then I have to cut thru the material as well as the welds.
[15:17:10] <_methods> what other tools do you have you can use?
[15:17:12] <XXCoder> make custom short round file
[15:17:23] <XXCoder> get old one or new one, cut it off
[15:17:39] <XXCoder> not exactly best solution
[15:17:52] <Jymmm> _methods: table saw and carbined tipped blade =)
[15:18:09] <_methods> on an inside corner?
[15:18:17] <PetefromTn_> can you get a carbide burr in there? perhaps on a die grinder with a little fixture
[15:18:23] <_methods> you'd need a big ass blade lol
[15:18:37] <Jymmm> yep
[15:18:37] <XXCoder> possbly sandpaper tube
[15:18:43] <XXCoder> or grinder rod
[15:18:53] <_methods> do you have a mill?
[15:18:55] <PetefromTn_> _methods I was using G33.1
[15:18:58] <Jymmm> PetefromTn_: If I had a compressor, and die grinder =)
[15:19:02] <_methods> ah well that's your problem
[15:19:07] <_methods> g33.1 isn't a canned cycle
[15:19:24] <PetefromTn_> nope apparenlty not ;)
[15:19:28] <Jymmm> Ok, cutoff wheel it is then =)
[15:19:37] <PetefromTn_> and we don't use G84 yet
[15:19:40] <_methods> jigsaw
[15:22:40] <Jymmm> _methods: with a 45 degree angled blade =)
[15:23:35] <_methods> hehe
[15:23:44] <_methods> jigsaw base rotates
[15:24:10] <_methods> i guess i'd need to see a pic of this weld you're trying to get rid of
[15:24:24] <Jymmm> [_]
[15:24:28] <Jymmm> end view
[15:24:56] <PetefromTn_> do the sides overlap the bottom or the bottom overlap the sides?
[15:25:10] <Jymmm> It's two 6"x2" C channels with 1" bars welded between then very much like the runds of a ladder
[15:25:28] <Jymmm> rungs*
[15:25:30] <_methods> oh jesus
[15:25:32] <PetefromTn_> do you need to maintain the length of the rungs?
[15:25:34] <_methods> yeah good luck with that
[15:25:40] <_methods> angle grinder
[15:26:13] <Jymmm> I want to reuse the C-channels for ramps. If I can preserve as much of the cross pieces as I could, that would be great
[15:26:19] <PetefromTn_> if you can loose the length of the rungs I would run it across a tablesaw carefully
[15:27:38] <Jymmm> PetefromTn_: Yeah, I might have to cutoff the rungs from the c channels, then once free, flip the c channel 90 degree and run across the table saw for a second pass
[15:27:58] <XXCoder> 5:1 gearbox would mean router would move 1/5 as far with full rotation correct?
[15:28:00] <PetefromTn_> sounds reasonable not having seen the parts
[15:28:01] <SpeedEvil> hacksaw would have less kerf
[15:28:18] <Jymmm> the welds of course are on the inside of the 2" edge
[15:28:34] <Jymmm> SpeedEvil: Got an electric hack saw? =)
[15:28:48] <PetefromTn_> cut clean against the top of the C channel edge
[15:28:50] <Jymmm> Hmmm, wait a sec...
[15:28:53] <PetefromTn_> flip on face
[15:28:53] <RootB> morning linuxcnc
[15:28:55] <SpeedEvil> Jymmm: It's good exercise
[15:29:03] <SpeedEvil> Al is nice and easy to cut
[15:29:04] <PetefromTn_> run against fence removing the lugs inside
[15:29:05] <_methods> sawzall
[15:29:36] <Jymmm> If I get an abrasive jigsaw blade, I might be able to get into the welds at a 45 perpendicular to at least break them free
[15:30:04] <PetefromTn_> I hate doing that on a tablesaw but it works if you go slow and maybe spray some WD40 on it as you go
[15:30:34] <Jymmm> PetefromTn_: I only hate the swarm flying at you and in your hair, pockets, etc
[15:30:42] <Jymmm> swarf*
[15:30:51] <PetefromTn_> yeah that too is especially fun
[15:31:13] <Jymmm> it works damn good and with a beautiful finish too
[15:32:04] <PetefromTn_> I never got a beautiful finish but it sure works in a pinch to knock down large parts into manageable pieces
[15:32:20] <SpeedEvil> Or bandsaw
[15:32:21] <PetefromTn_> I have cut a lot of aluminum sheet this way to get it to size
[15:32:27] <SpeedEvil> but I suppose you don't own a bandsaw
[15:33:12] <Jymmm> I lil one, but it got messed up during the move and needs to be worked on.
[15:36:07] <XXCoder> https://www.youtube.com/watch?v=QUf_-ZdR4wQ
[15:38:47] <Jymmm> an electric japanese saw =)
[15:59:22] <JT-Shop> chipping F26 off of concrete was just about as much fun as I expected
[16:06:40] <McBride36> anyone have a lathe with power feed in here?
[16:11:49] <malcom2073> Yep
[16:11:53] <malcom2073> my 12x36 has one
[16:11:59] <McBride36> great
[16:12:14] <McBride36> mind if i pm you? got some questions
[16:12:35] <malcom2073> Why not ask here, the answers may benefit others, and others can chime in, as I don't have much experience :)
[16:12:55] <McBride36> lol well, the leadscrew for my power feed doesn't turn, ground up the keyhole on the gear
[16:13:04] <McBride36> i believe it should freely turn but idk
[16:13:40] <McBride36> i'd like to get this figured out before i potentially destroy another gear
[16:13:59] <malcom2073> Leadscrew and power feed are two different things
[16:14:19] <malcom2073> If you've got your power feed engauged, and lock your half nut on the lead screw, you can shear a key pretty easy though
[16:14:34] <McBride36> well i probably did that
[16:15:07] <malcom2073> With the lathe off, does the carriage move freely when the handle is turned?
[16:15:25] <McBride36> i can adjust the carriage myself
[16:15:37] <McBride36> but which handle are you talking about?
[16:15:44] <malcom2073> The carriage handwheel
[16:15:56] <McBride36> yeah i can turn the carriage handwheel and move the carriage
[16:17:39] <malcom2073> If the power feed and leadscrew are engauged, when you turn the spindle by hand, they should both rotate slowly
[16:18:00] <McBride36> ok i will go test that
[16:18:06] <McBride36> be back soon
[16:19:20] <malcom2073> What kind of lathe do you have? You should have a lever to start/stop the powerfeed and leadscrew together
[16:22:05] <Deejay> gn8
[16:25:41] <McBride36> malcom2073,
http://www.mini-lathe.com/Mini_lathe/versions/Versions_other_7x.htm#cummins712
[16:25:58] <justanotherusr> at some point while discussing hobbing solutions, archivist told me that there are linuxcnc compatible milling + hobbing machines that aren't absurdly expensive. I guess I never got around to asking him to recommend one, and the one he linked me he built from a bunch of spare parts and I don't have those skills. Care to recommend one?
[16:26:14] <McBride36> and if i turn the spindle by hand, the gears rotate, but the powerfeed threading does not move nor doesthe carriage move
[16:26:33] <malcom2073> Ah, that does not have power feed, it only has a leadscrew
[16:26:50] <McBride36> it does have power feed
[16:27:03] <malcom2073> Power feed is a second bar below the threaded bar
[16:27:14] <malcom2073> You're thinking power feed as in "makes it move"
[16:27:23] <McBride36> well
[16:27:27] <McBride36> i never claimed i was smart
[16:27:45] <McBride36> thanks for clearing that up though lol
[16:27:45] <malcom2073> I could be entirely wrong as well, I'm going by what I've been told :)
[16:27:59] <McBride36> but that thread underneath that is supposed to make the carriage move, doesn't
[16:28:04] <malcom2073> So the leadscrew isn't turning
[16:28:08] <McBride36> correct
[16:28:17] <McBride36> all the gears turn, spindle turns
[16:28:23] <McBride36> leadscrew does not
[16:28:43] <malcom2073> The lever to start/stop the leadscrew turning is set to enabled?
[16:28:59] <malcom2073> Their website is gone, so Ican't look too close
[16:29:28] <malcom2073> But yeah, if the gear behind the thread is turning but the thread not, that's a stripped key, have you crashed it?
[16:29:33] <malcom2073> As in, run it against a hard stop?
[16:29:47] <McBride36> afaik, no
[16:29:57] <McBride36> was always careful to not hit anything with it
[16:30:02] <McBride36> was working yesterday, now it isn't lol
[16:31:16] <_methods> so you said earlier you broke the key?
[16:32:00] <McBride36> the gear was stripped
[16:32:03] <McBride36> i thought it was that
[16:32:10] <McBride36> now it's clearly something else
[16:32:12] <McBride36> i can take pictures?
[16:32:13] <_methods> so how did you strip the gear?
[16:32:16] <_methods> yeah pics help
[16:32:20] <McBride36> couldn't tell ya
[16:32:25] <McBride36> bought this thing...two days ago
[16:32:30] <_methods> ahhh
[16:32:34] <_methods> ok you got it used
[16:32:38] <McBride36> yeah
[16:32:49] <_methods> ah yeah those gears die frequently
[16:32:56] <McBride36> i can confirm it was in very good condition, any problems r my fault
[16:32:59] <McBride36> lemme go take picks
[16:33:02] <McBride36> pics*
[16:33:14] <_methods> little machine shop sells replacement metal gears i believe
[16:34:21] <PetefromTn_> I think they have a plastic drive gear that shears teeth apparenlty
[16:34:44] <_methods> yeah
[16:35:03] <_methods> my x2 mill had a bunch of plastic gears i blew up most riki tik
[16:35:23] <_methods> i belt drive modded that monkey after that
[16:35:35] <_methods> i think most people belt drive mod the lathe too
[16:35:58] <PetefromTn_> I think the lathe IS belt drive but the feed is geared off of it but I honestly have never owned one
[16:36:51] <CaptHindsight> justanotherusr: ask archivist again in 10-12 hours from now
[16:36:57] <McBride36> PetefromTn_ is correct
[16:37:20] <_methods> ahh it is
[16:37:24] <justanotherusr> okay
[16:37:48] <CaptHindsight> justanotherusr: what types of gears and teeth?
[16:37:58] <McBride36> PICTURES
http://imgur.com/a/8KqYc
[16:38:03] <PetefromTn_> milling these 3 rotor flanges right now and the first completed one is ALMOST done...
[16:38:07] <CaptHindsight> justanotherusr: they are generally very rigid machines
[16:38:16] <_methods> bad linkie
[16:39:09] <CaptHindsight> no, I think he wanted us to see animal portraits :)
[16:39:16] <justanotherusr> CaptHindsight: I'd like to make gears that are between watch size and 2 inches diameter
[16:39:20] <PetefromTn_> they sure are cute ;)
[16:39:21] <McBride36> ...did i link my zoo album
[16:39:36] <_methods> cats
[16:39:40] <_methods> cat armor
[16:39:52] <_methods> heh their eyes follow mouse
[16:40:05] * JT-Shop puts tap collets in the holders :)
[16:40:14] <_methods> hey you got some tap collets
[16:40:20] <JT-Shop> suncoast had them for $35
[16:40:24] <_methods> you already finished that job though didn't you?
[16:40:32] <JT-Shop> yea, I should have got a 1/2 too
[16:40:40] <JT-Shop> got them for next job
[16:40:48] <_methods> yeah they're handy
[16:40:59] <_methods> like i said though you don't HAVE to use them
[16:40:59] <McBride36> ok _methods and malcom2073
http://imgur.com/gallery/8KqYc/new
[16:41:00] <McBride36> try that
[16:41:27] <JT-Shop> I keep a 1/4-20, 5/16-18, and 3/8-16 in holder with drills all the time
[16:41:41] <_methods> gears look alright to me
[16:41:46] <_methods> but kinda hard to tell from that pic
[16:41:49] <McBride36> those are new gears
[16:41:52] <_methods> you use a camera from 1880
[16:41:53] <_methods> lol
[16:42:12] <McBride36> the broken one is on my desk, gonna try to model/print it
[16:42:58] <McBride36> i put new gears on to have the feed engaged while trying to turn it by hand
[16:43:11] <McBride36> and the gears turn, but the leadscrew does not
[16:43:20] <_methods> hmm
[16:43:32] <McBride36> in the third picture, is there a bearing there?
[16:43:48] <_methods> well the leadscrew a bushing it looks like
[16:43:54] <_methods> oops
[16:43:58] <_methods> a bushing
[16:44:22] <McBride36> bushing appears to be in good condition
[16:44:22] <_methods> i think that is a spacer so you can change gears to adjust your lead
[16:44:45] <McBride36> most likely
[16:45:56] <_methods> yeah if you put a smaller gear there and leave out the bushing you can drive against the larger gear next to that smaller one
[16:46:31] <McBride36> i have an adjuster for the gear spacing
[16:46:40] <_methods> ok so when you turn the spindle all the gears are moving but the lead screw is not
[16:46:41] <McBride36> you can see it in the second pic
[16:46:44] <McBride36> yes
[16:46:54] <McBride36> and i think if i kept turning the spindle, i'd strip another gear
[16:47:37] <_methods> why is something binding the gears?
[16:47:56] <McBride36> the leadscrew doesn't turn
[16:48:13] <McBride36> not even a hint of movement so if i force it, it'd just snap the plastic
[16:48:43] <_methods> hmmm you don't have the carriage locked do you?
[16:49:09] <_methods> meh nm you already said the carriage moves freely
[16:49:12] <_methods> correct?
[16:49:27] <McBride36> correct, if i have the power feed lever in the upright position
[16:49:51] <McBride36> if i move the lever to lock onto the leadscrew, the carriage doesn't move, which i think is by design lol
[16:50:43] <_methods> yes
[16:51:15] <_methods> with the gears off the lead screw can you turn the leadscrew by hand?
[16:51:37] <McBride36> no, but i'll go double check right now
[16:52:10] <McBride36> nope
[16:52:51] <_methods> is there a power feed lever on the back side of the headstock?
[16:53:09] <McBride36> yes, that determines the forward/stop/reverse direction of the leadscrew
[16:53:21] <McBride36> you can see it in the first picture
[16:53:33] <McBride36> just moves the nylon gears to contact the spindle gear
[16:53:50] <_methods> ahhh
[16:54:06] <_methods> hmm
[16:54:25] <McBride36> i think my next step would be to just remove the leadscrew entirely
[16:54:28] <_methods> is it in neutral now?
[16:54:40] <McBride36> in hte picture, it is not
[16:57:07] <_methods> i don't know kinda hard to trouble shoot this since i don't have one but it looks like you have all the gears in there right
[16:57:25] <_methods> did the lead screw spin by hand?
[16:57:41] <_methods> ahh nm you said nope
[16:57:54] <_methods> so if you put it in neutral will it spin by hand
[16:58:04] <_methods> just checkin to see if something is binding the lead screw
[16:58:27] <_methods> neutral disengages the gears from the leadscrew correct?
[16:58:53] <McBride36> disengages the gears from the spindle
[16:59:28] <McBride36> nothing is attached to the leadscrew right now and it still won't turn
[16:59:42] <_methods> ahh well thats not a good thing
[16:59:53] <_methods> it should turn with nothing attached to it
[16:59:56] <McBride36> lol boy you're tellin' me
[17:04:58] <McBride36> update, _methods you still have the pictures up?
[17:05:19] <_methods> yeah
[17:05:34] <McBride36> third picture, the blue mount the spacer is sitting on
[17:05:40] <_methods> yep
[17:05:43] <McBride36> i removed the screws from that and the other end
[17:05:50] <McBride36> that mount will spin freely
[17:05:54] <McBride36> the mount on the other end does not
[17:05:59] <McBride36> i think that might be my issue?
[17:06:04] <_methods> that is possible
[17:06:17] <_methods> the leadscrew should be just floating at the other end though
[17:06:30] <McBride36> it isn't, seems to be securely on the mount
[17:06:33] <McBride36> i'll go take a pic
[17:06:42] <_methods> so what is spinning freely? on the bearing side by headstock?
[17:08:15] <McBride36> yes
[17:08:32] <McBride36> also a pic wouldn't help, but if i move the mount near the tailstock
[17:08:41] <McBride36> it moves the entire leadscrew instead of just the mount
[17:09:10] <_methods> ok so the leadscrew is turning freely
[17:09:21] <McBride36> no
[17:09:33] <McBride36> the tailstock mount + leadscrew will move
[17:10:32] <_methods> well the leadscrew tailstock side mount is basically there just to support the leadscrew
[17:17:06] <McBride36> yeah, and there should be a bearing in there i think
[17:17:18] <_methods> yes in both of those bearing blocks
[17:17:24] <_methods> at headstock and tailstock
[17:17:48] <McBride36> tailstock mount spins with the leadscrew, i can't even remove the mount
[17:20:10] <McBride36> yup, fairly convinced the tailstock mount is the issue
[17:20:31] <McBride36> it's completely locked up the leadscrew
[17:20:55] <_methods> i thought you just said it was spinning?
[17:21:07] <McBride36> if i spin the mount
[17:21:10] <McBride36> the leadscrew spins
[17:21:14] <_methods> ahhhh you unbolted it
[17:21:18] <McBride36> yessir
[17:21:20] <_methods> it won't spin on the leadscrew
[17:21:57] <McBride36> well then i'm back at square one
[17:22:05] <_methods> ?
[17:22:10] <_methods> that was a question
[17:22:12] <McBride36> oh
[17:22:21] <McBride36> no, the mount doesn't spin on the leadscrew
[17:22:24] <_methods> the leadscrew should rotate freely in there
[17:22:28] <McBride36> it does not
[17:22:33] <_methods> yeah that's not good
[17:22:40] <_methods> can you see the bearing?
[17:22:55] <McBride36> i'll go move the lathe to ge ta better view
[17:23:51] <_methods> is that bearing block open through the center where the bearing is?
[17:24:36] <_methods> i can't tell from the schematics
[17:25:34] <_methods> ah yeah it looks like it has a thru hole
[17:25:51] <McBride36> http://i.imgur.com/BMNuRHo.jpg
[17:26:00] <McBride36> http://i.imgur.com/SOJuyID.jpg
[17:26:06] <McBride36> both sides of the tailstock mount
[17:26:44] <_methods> hmm i don't see a bearing in there
[17:27:34] <_methods> well i'd try to just break that free and get it to spin on there
[17:27:51] <_methods> i wonder if you jammed the leadscrew into that "bearing" block
[17:28:34] <_methods> looks like it's threaded itself into the block
[17:28:49] <McBride36> that's what i'm thinking
[17:28:58] <McBride36> looking at schematic now to see if there's a bearing
[17:29:30] <_methods> well whatever the case that needs to spin freely
[17:30:18] <_methods> you may be able to spin it off if it's threaded itself in
[17:30:36] <_methods> just be careful not to hurt the threads on your leadscrew when you're doing that
[17:30:55] <McBride36> well, it won't budge if i try to move it by hand
[17:32:08] <_methods> yeah you're probably going to want to try and achieve some sort of mechanical advantage in a situation of this nature
[17:32:09] <Jymmm> whats the other end of the leadscrew look like?
[17:32:11] <_methods> lol
[17:32:31] <_methods> i like to use sledge hammers and cutting torches
[17:32:35] <_methods> but pick your poison lol
[17:33:28] <McBride36> Jymmm,
http://imgur.com/a/8KqYc
[17:33:34] <McBride36> third pic
[17:33:57] <Jymmm> Is that some kind of glue/locktight?
http://i.imgur.com/SOJuyID.jpg
[17:34:09] <_methods> gear spooge
[17:34:09] <McBride36> old grease
[17:34:23] <Jymmm> on the blue
[17:34:26] <Jymmm> ?
[17:34:42] <Jymmm> looks like dried contaact cement
[17:34:51] <McBride36> is possible
[17:34:55] <Jymmm> lol
[17:35:06] <McBride36> there's an outline of the mount on the body of the lathe
[17:35:37] <Jymmm> Well if you can prevent the leadscrrew from turning, I suggest grabbing a pipe wrench and 4ft pipe to turn the blue thing
[17:35:56] <McBride36> preventing the leadscrew from turning is my next problem to solve
[17:35:57] <_methods> well from the schematic i'm guessing the screw in the end of the drive gear got loose and the leadscrew started to drift down into the tailstock mount and threaded itself into the mount
[17:35:58] <PetefromTn_> I think your best bet is just to rip all of that off there, slap a couple ballscrews on it and bolt on some servos ;)
[17:36:01] <_methods> then your gears blew up
[17:36:49] <Jymmm> McBride36: is that a key I see on the other enda of the leadscrew?
[17:36:55] <McBride36> yes sir
[17:36:59] <Jymmm> or set screw?
[17:37:04] <McBride36> key
[17:37:18] <_methods> the screw goes into the end of the leadscrew
[17:37:24] <Jymmm> spanner wrench?
[17:37:37] <_methods> and compresses the gear and spacer against the shoulder of the leadscrew at headstock end
[17:38:04] <McBride36> there is a screw that goes in the end on the headstock side
[17:38:28] <_methods> i'd grab a couple pieces of aluminum and put the leadscrew in the vise between 2 chunks of alum then crank on the bearing block
[17:38:40] <Jymmm> I'd take advantage of that key to "freeze" the leadscrew somehow
[17:39:02] <McBride36> that could work, dunno if i'd get enough leverage to unthread the block
[17:39:26] <Jymmm> leverage? Whatcha think the 4ft pipe is for?
[17:40:05] <Jymmm> "grip" the blue block with the pipe wrench, toss pipe on end of pipewrench handle, pull pipe =)
[17:41:07] <Jymmm> I'd support the leadscrew when doing this, unless you like pretzels
[17:41:46] <Jymmm> and if it's siezed... heat with torch to and let 2nd law of physics take effect =)
[17:42:02] <Jymmm> or is that the 3rd law of thermodynamics?
[17:42:04] <_methods> well i know for sure when i got that leadscrew out i'd turn some of those threads off the end of that leadscrew to prevent that from happening again
[17:42:14] <McBride36> i'd like to remove the key and just take out the leadscrew completely
[17:42:20] <McBride36> would solve a lot of problems
[17:42:37] <Jymmm> McBride36: IF you have a way to prevent it from turning once out
[17:42:42] <_methods> you don't have it out of the lathe?
[17:42:45] <McBride36> no
[17:42:46] <McBride36> lol
[17:42:51] <McBride36> the mounts are preventing that
[17:43:11] <McBride36> third pic in the album, the key prevents the mount from being removed
[17:43:11] <_methods> you should be able to pull that leadscrew straight out towards tailstock
[17:43:21] <_methods> just pop the key out
[17:43:22] <Jymmm> _methods:
http://www.harborfreight.com/power-tools/oscillating-tools/variable-speed-multifunction-power-tool-67537.html
[17:44:35] <_methods> Jymmm: you gonna use that?
[17:44:38] <_methods> for your welds
[17:48:18] <_methods> McBride36: if you have an arbor press you can just press that out also
[17:48:47] <_methods> you could set it on top of vise or something to support the bearing block and hammer the leadscrew out of it also
[17:49:04] <McBride36> i have access to a hydraulic arbor press
[17:49:14] <_methods> that would work
[17:49:24] <McBride36> not tonight but eventual access
[17:49:30] <McBride36> i just gotta get the leadscrew out then
[17:49:41] <McBride36> damn key
[17:49:58] <_methods> yeah if you take a screwdriver and hammer and hit the key from the end lightly it should pop up
[17:50:07] <_methods> hammer and punch would be better
[17:51:30] <Tom_itx> use a brass hammer or you could mushroom the end
[17:51:47] <_methods> it should pull straight out once you get the key out
[17:51:48] <Tom_itx> or deadblow
[17:51:56] <McBride36> it's out!
[17:52:13] <McBride36> just used a hard rubber mallet and tapped the headstock end
[17:52:13] <_methods> good deal
[17:52:26] <McBride36> well that's progress enough for one day
[17:52:34] <McBride36> thanks for your help everyone
[17:52:40] <_methods> np
[17:53:36] <_methods> good luck with the rest of it
[17:54:43] <_methods> and i'd add a lockwasher to the washer stack on the headstock end
[17:54:56] <_methods> that will help keep that from happening again
[17:55:54] <_methods> and turn a couple inches of threads off the end
[17:56:02] <_methods> the carriage can't even get down there anyways
[17:56:18] <_methods> or the locknut
[17:56:26] <_methods> sorry halfnut
[17:58:18] <andypugh> PCW: If the auxlliary 5V connectors on the cards were vertical the cards would take up a fair bit less space.
[17:58:34] <andypugh> I think mine are about to become vertical.
[17:59:49] <andypugh> Though perhaps moving the VFD out of the computer box is a better way to make more space. Actually, no “perhaps” about it.
[18:02:56] <McBride36> woot
[18:03:02] <McBride36> amazing what problems hammers can solve
[18:03:13] <Tom_itx> or create
[18:03:19] <andypugh> I should probably put the VFD near the motor, and make a separate box for the high-voltage DC supply and 8i20s to both live in.
[18:03:20] <McBride36> _methods, couldn't get tailstock mount off, but it freely rotates now
[18:03:22] <_methods> like i said earlier, sledge and smoke wrench
[18:03:22] <_methods> lol
[18:03:51] <_methods> well that's a plus you could probably put it back together and get it working
[18:03:54] <McBride36> mhm
[18:03:57] <_methods> but you could be right back in the same boat
[18:04:08] <McBride36> do you think it was the screw on the headstock end that was loose?
[18:04:22] <_methods> yeah i would guess that was the cause
[18:04:28] <_methods> just lookin at the schematic
[18:04:34] <_methods> that's an immediate concern i would have
[18:05:12] <McBride36> well, i could at least turn some of the threads off
[18:05:23] <McBride36> wait
[18:05:24] <_methods> as a permanent fix i'd add a lockwasher to the headstock side washer stack and remove some threads or cbore the tailstock mount
[18:05:36] <McBride36> well, i can't remove the leadscrew from the tailstock
[18:05:38] <McBride36> dunno why
[18:05:43] <McBride36> tailstock mount*
[18:06:05] <_methods> we'll it looks like the may have peened the end
[18:06:25] <_methods> meh nm
[18:06:33] <_methods> you just need to apply some pressure
[18:06:46] <_methods> that arbor press will make quick work of it
[18:06:46] <McBride36> i used a nailset and a hammer lol
[18:06:53] <Tom_itx> get a bigger hammer
[18:06:55] <McBride36> i won't have access to the press for another week
[18:07:34] <_methods> well secure the bearing block somehow like clamp it to a heavy table or something and let the leadscrew hang free
[18:07:46] <_methods> then punch it out
[18:08:27] <McBride36> yolo
[18:08:30] <_methods> hehe
[18:08:33] <_methods> victory?
[18:08:46] <Tom_itx> i hate when you visit a MS site and they switch your search engine to bing
[18:08:51] <_methods> ugh
[18:08:54] <_methods> they can do that?
[18:09:09] <_methods> it changed your browser search engine?
[18:10:37] <_methods> McBride36: when you reattach the leadscrew you want to leave the tailstock mount slightly loose
[18:11:11] <_methods> once its all back together move the carriage as far towards the tailstock as you can and engage the halfnut and then snug up the tailstock mount
[18:11:35] <_methods> before you fully lock it down make sure the carriage moves freely from one end to the other
[18:21:00] <McBride36> i've got the mount off
[18:21:08] <McBride36> i'll attempt to turn some threads off
[18:21:26] <McBride36> i have like 2 hours of turning experience though lol
[18:24:08] <_methods> do you have a mille?
[18:24:10] <_methods> mill?
[18:24:20] <McBride36> not for a week lol
[18:24:24] <_methods> ahh ok
[18:24:27] <McBride36> same guy who has the arbor press has the mill
[18:24:37] <McBride36> been learning on his stuff and i bought the lathe for myself
[18:25:35] <_methods> i don't know how well that lathe will react with all that leadscrew in the chuck
[18:26:15] <_methods> if the lathe is having issues turning steel you can just use a file
[18:26:21] <_methods> just make sure you have a handle on your file
[18:26:31] <McBride36> should be able to turn steel
[18:26:52] <Tom_itx> if i drew a SW in metric will the dims switch if i switch the units to inch?
[18:26:59] <_methods> yes
[18:27:09] <_methods> well they'll just become inch
[18:27:11] <Tom_itx> good. i didn't wanna redraw it :D
[18:27:13] <_methods> if that's what you mean
[18:27:17] <Tom_itx> xactly
[18:27:35] <_methods> hold on did you put inch numbers into a metric drawing?
[18:27:42] <Tom_itx> will associated files switch as well or do i need to do them each?
[18:27:45] <Tom_itx> no
[18:27:54] <Tom_itx> i started units as metric
[18:27:59] <_methods> ah cool
[18:28:03] <_methods> yeah then you're good to go
[18:28:04] <Tom_itx> wanna switch to inch
[18:28:08] <_methods> you can just switch to inch
[18:28:12] <Tom_itx> great
[18:28:33] <_methods> document properties>units>ips
[18:28:43] <_methods> i believe
[18:29:05] <Tom_itx> maybe on newer vers :)
[18:29:15] <Tom_itx> this thing is an antique
[18:29:25] <_methods> oh yeah you're using sw2004?
[18:29:29] <Tom_itx> yeah
[18:29:41] <_methods> i can't remember where units are in that lol
[18:29:43] <Tom_itx> most everything is there
[18:29:48] <Tom_itx> i can find em
[18:30:23] <Tom_itx> tools->options->document properties
[18:30:29] <_methods> ahh
[18:33:33] <R2E4> I have servo drives with feedback and output going to LinuxCNC. I know I asked this before but, How would I deal with the drives trying to control the motors and linuxCNC also?
[18:39:15] <jthornton> the drives output g code?
[18:39:17] <PetefromTn_> Cool I just got some iscar lathe holders with inserts for a good price on Facebook
[18:39:26] <jthornton> nice
[18:39:35] <PetefromTn_> I also got a grooving profiling tool with inserts too
[18:41:26] <jthornton> I finished changing all the rotten OSB on the garage so ready to put siding up there but rain tomorrow
[18:41:34] <jthornton> so I'll work on the inside part
[18:46:59] <R2E4> no, the drives have encoder output and that goes into 7i77 encoder input
[18:51:47] <tjb1> jthornton, how goes things?
[18:53:23] <PetefromTn_> R2E4 I am not understanding your question that is how most 7i77 servo setups work to my understanding
[19:03:15] <jthornton> tjb1, trying to get the siding up on the garage/shop finally
[19:03:26] <jthornton> getting close to finishing
[19:04:00] <KimK_laptop> R2E4: If your drive puts out a simulated encoder signal, then use that. The drive/motor pair may use resolvers or encoders internally, don't worry about it.
[19:04:03] <tjb1> still involved with printers?
[19:04:40] <jthornton> on the back burner atm
[19:04:55] <tjb1> I threw mine off the stove lol
[19:05:23] <MattyMatt> mine becomes a stove, with a match
[19:06:35] <MattyMatt> if you make a DLS head, does that count as reprap or cnc?
[19:06:47] * jthornton goes back to the orange wings
[19:06:53] <tjb1> What's DLS?
[19:06:59] <tjb1> something laser sintering?
[19:07:15] <MattyMatt> direct laser sintering. blowing metal powder into the melt pool
[19:08:04] <MattyMatt> or delrin powder, is the first test I'd do with a 2W laser etc
[19:08:39] <malcom2073> MattyMatt: That depends: If it annoys the CNC guys, it counts as reprap :P
[19:09:46] <MattyMatt> with care, it should annoy both :) eventually they'll need to share their gcode interpreter
[19:10:27] <MattyMatt> this is why I still want to make a linuxcnc printer work, even tho smoothie is more immediate benefit
[19:11:00] <malcom2073> MattyMatt: I have a linuxcnc printer working
[19:11:07] <malcom2073> Well... it's machine kit now, but it used to be linuxcnc :P
[19:11:17] <MattyMatt> neato
[19:11:24] <Crom> I'm actually thinking bout setting up a MKS board to run the 3040 at the space
[19:11:41] <Crom> get somemore 6600 driver boards
[19:12:14] <malcom2073> Smoothie doesn't do high speed high mass movement well, so I had to go linuxcnc heh
[19:13:17] <MattyMatt> I put a parport on a mega, so I could use the same 4 axis 6560, but on sprinter :)
[19:13:41] <malcom2073> Nice heh
[19:14:02] <MattyMatt> Crom, how are the 6600? I've got a bunch of them but haven't upgraded yet
[19:14:29] <malcom2073> I have a set of 6600's, they're not bad, zero mid range resonance canceling... but otherwise fine :-D
[19:18:16] <MattyMatt> belt should help on that, but worth bearing in mind
[19:19:39] <R2E4> ok thanks. KimK
[19:20:13] <R2E4> Pete, the servo encoders go into the drive, then simulated or whatever out of the drive I wired into LinuxCNC.
[19:20:43] <R2E4> The drive is doing FB correction also, so I was wondering if I would see any aspects of that when tuning for LinuxCNC.
[19:21:14] <R2E4> PetefromTn: My VM40 VMC My encoders go directly to LinuxCNC not to the drives.
[19:24:53] <PetefromTn_> thats interesting. On my CIncinatti the drives accept the encoders lines from the motors and output the power to drive the motors and the drives encoder outputs go back to the 7i77 the new DMM servos and drives I have here work the same way that I am aware of
[19:35:47] <Crom> I haven't really got to use them yet, however, I just like them lots better than the 6560
[19:37:21] <Crom> I'm thinking of making a mini board to plug into a a4988 port and port the signals out to a 6600/6560 board
[19:39:30] <_methods> they got mr burns to be a moderator for the rep debates lol
[19:41:23] <SpeedEvil> Excellent
[19:44:22] <Crom> YEA!!!! Ikea had some E17 intermediate base 400 lumen LED spots PAR-20's for $8, so I can relamp my Par-20's with decent LED's
[19:47:44] <R2E4> My drives are huge Sanyo-Denki...... and theirs no encoder input.
[19:48:24] <R2E4> That router I am doing have the drives like yours, the encoders go into the drives and they output to LinuxCNC
[19:49:48] <R2E4> The problem I was having for two days got regulated when I found an analog output wire not connected on one side.
[19:50:09] <R2E4> I'm sure a seasoned veteran would have found that in blink..... Took me two days....lol
[19:55:21] <PetefromTn_> man I need to find me a cheap surface grinder
[20:01:43] <Crom> how tight does it have to be?
[20:02:36] <PetefromTn_> SUPA tight
[20:03:52] <Crom> inland empire craigslist had one for not that much, kinda rusty though been sitting outside
[20:04:14] <PetefromTn_> yeah thats a bit of a drive from tennessee ;)
[20:04:29] <mozmck> I have one that needs spindle bearings.
[20:04:38] <PetefromTn_> there are a few on local craigslist but most are looking pretty shabby and they want a fortune for em.
[20:05:14] <Crom> a bit
[20:05:15] <mozmck> K.O. lee, and has a DRO with it.
[20:05:50] <Crom> abom79 just got one..
[20:05:51] <PetefromTn_> huh never seen a DRO on a surface grinder
[20:06:05] <Crom> he's closer... Pensecolo, FL
[20:06:16] <PetefromTn_> aah
[20:06:30] <PetefromTn_> I am sure I will find one locally at some point
[20:06:44] <PetefromTn_> right now I need to buy that damn VFD for my CNC lathe
[20:07:01] <PetefromTn_> wish they were not so expensvie
[20:07:04] <PetefromTn_> sive
[20:07:05] <mozmck> PetefromTn_: I'm near Dallas, and I'd sell it pretty cheap if you're interested.
[20:08:14] <PetefromTn_> well I might be for the right price but that is very far away again and shipping it here is gonna cost some cash. what size is it?
[20:08:38] <PetefromTn_> have you checked on pricing for replacement bearings?
[20:10:19] <mozmck> No, I haven't checked - I should probably do that.
[20:10:38] <mozmck> The guy I got it from said he had bought new bearings but could not find them.
[20:12:19] <R2E4> Theres one here a surface grinder. Extrusion saw and a huge DO-ALL bandsaw, the guy wants 1500 for it.
[20:12:22] <R2E4> 1000
[20:15:40] <Jymmm> _methods: I used an angle grinder, cutoff blade, sawzall, and grinding wheel =)
[20:17:58] <duc> Petefromtn_. Where in tn are you
[20:19:52] <PetefromTn_> East Tennessee why?
[20:21:37] <duc> Just curious. Nothing in nashville?
[20:24:05] <PetefromTn_> Like I said I am sure I will find one locally. there are several around here for sale currently tough part is finding one that is not worn out for a reasonable price
[20:26:07] <duc> Have you seen this one
[20:26:10] <duc> http://huntsville.craigslist.org/tls/5287046644.html
[20:26:47] <PetefromTn_> hey that is a nice one and already single phase
[20:28:24] <duc> And wheels down low. Similar to what I have
[20:33:52] <PetefromTn_> wheels down low makes it more comfortable to use huh
[20:35:38] <duc> Hell yes. Few at work have the z wheel about shoulder height. That sucks
[20:36:47] <PetefromTn_> I don't have much experience with surface grinders but I have run then on occasion at work. Sure come in handy sometimes especially if you have rotary fixtures etc.
[20:38:24] <Tom_itx> _methods
[20:40:17] <duc> I'm the same. Know enough to be dangerous
[20:41:11] <PetefromTn_> if all goes well I should be able to buy the Z axis drive for my CNC lathe build in a week or two here and at that point I will have basically everything needed to complete the machine.
[20:41:31] <PetefromTn_> just bought a bunch of tool holders and a bunch of the electronics parts and PC parts are already here
[20:43:39] <PetefromTn_> once its operational I will probably be spending some cash for other items for it but hopefully work done on it will help pay for that stuff.
[20:45:15] <duc> So why don't you have a rpc for the lathe that can run a surface grinder
[20:45:48] <PetefromTn_> I had a big RPC but I sold it....now everything in my shop will be run on single phase input
[20:46:18] <malcom2073> My dad has a surface grinder that I swear is identical to that Acra one
[20:46:31] <malcom2073> He's been talking about putting steppers on it for power feeds
[20:47:08] <duc> Hmm that would be a fun project
[20:47:44] <PetefromTn_> I would think that would be pretty easy
[20:47:46] <malcom2073> yeah
[20:48:16] <PetefromTn_> you mostly just run it back and forth about a turn or so in the X and then increment the Z each time
[20:48:36] <malcom2073> Exactly
[20:48:54] <malcom2073> He's stalled though, for lack of a real reason to do so heh
[20:52:18] <duc> Had a hydraulic driven one at work that was nice to set and leave
[21:11:51] <PetefromTn_> Gn8 folks
[21:12:27] <malcom2073> Night
[22:02:38] <Tom_itx> http://linuxcnc.org/
[22:02:40] <Tom_itx> facelift
[22:13:23] <MattyMatt> needs more video >:)
[22:13:57] <MattyMatt> or else kickstarter pages look more exciting
[22:14:33] <MattyMatt> reading is so 19CE
[22:19:01] <MattyMatt> good typography drags it kicking and screaming into the 1930s :) it's a move in the right direction
[22:24:59] <Crom> finished our biannual Ikea trip today, Bought yet another LED flex neck desk lamps AKA a Doubleboost lamp in bright Copper finish. 10 more hangers I have to laser engrave, Yule DInner, and a Par-20 LED intermediate E17 base bulb for a stage light I have.
[22:25:39] <Crom> and I have 4 intermediate to Canlabra adapters coming as well
[22:25:50] <Crom> candleabra
[22:56:26] <R2E4> Is 2.7.2 in the master?
[23:11:04] <CaptHindsight> R2E4:
http://www.linuxcnc.org/linuxcnc-2.7-wheezy.iso is the latest iso
[23:12:19] <CaptHindsight> LinuxCNC 2.7.2 is the latest version of Linuxcnc
[23:14:43] <CaptHindsight> R2E4: source is found on this mirror
https://github.com/jepler/linuxcnc-mirror
[23:19:56] <R2E4> I successfully compiled 2.6.4, via git clone
[23:20:11] <R2E4> I got master, is it in the branch of master?
[23:20:33] <mozmck> It's in the 2.7 branch
[23:21:36] <mozmck> if you have a git clone already, you can do: git checkout -t origin/2.7
[23:22:37] <mozmck> that should make a local 2.7 branch that tracks the remote 2.7 branch and check it out. Then git pull to make sure it's up to date before compiling.
[23:27:38] <R2E4> ok thanks
[23:41:44] <R2E4> hmmm.... says already up to date
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
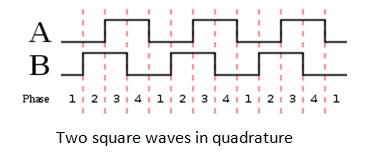{kind=link}
{kind=link}
{kind=link}
{kind=link}