Back
[00:16:20] <MacGalempsy> night everyone
[00:26:48] <Jymmm> Tom_itx: One kinda "gotcha" I've been coming across is having enough air gaps when I put in a new log.
[00:43:41] <Jymmm> QUICK!!! Name that thing...
http://i.ebayimg.com/images/g/w~sAAOSwMmBVzgzs/s-l1600.jpg
[00:44:16] <ssi> some kind of chain tool?
[00:45:25] <Jymmm> http://www.ebay.com/itm/2pcs-Hidden-Stainless-Steel-Invisible-Concealed-Cross-Hinge-for-Wooden-Door-5-/151759064137
[00:46:09] <Jymmm> th fucking hinges they have these days... eeeesh
[01:04:49] <Wolf_> how about crazy priced hinges
http://www.ikea.com/us/en/catalog/products/40279477/
[01:06:06] <renesis> those look cool
[01:06:44] <Wolf_> they are, just installed a pair in a upward opening over the fridge cabinet
[01:07:07] <renesis> fuck i wonder how muc shelves are for the ikea closet pantry thing my apartment came with
[01:08:09] <Wolf_> shelves and cabinets are pretty cheap, drawer systems and hinges aren’t because they are mostly made by Blum
[01:09:43] <renesis> thats not bad, $35 for a pair of shelves and the little hanging nubs
[01:10:53] <Wolf_> https://www.dropbox.com/s/9csfpzqdilchbom/Photo%20Nov%2001%2C%204%2009%2000%20PM.jpg?dl=0 this was stupid expensive
[02:20:24] <Deejay> moin
[05:57:48] <jthornton> morning
[05:57:55] <XXCoder> hey
[06:13:01] <zeeshan> zzzzzzzzzzz
[06:13:04] <zeeshan> work time
[06:13:22] <XXCoder> hey zeeshan
[06:13:28] <XXCoder> new jobs eh
[06:13:28] <zeeshan> hi XXCoder
[06:13:30] <zeeshan> bye XXCoder
[06:13:31] <zeeshan> no
[06:13:32] <zeeshan> samer one
[06:13:37] <XXCoder> lol ok later
[06:16:03] <XXCoder> lol
https://i.imgur.com/bGqUxUj.gif
[06:34:01] <Tom_itx> morning
[06:34:31] <XXCoder> hey
[06:35:34] <archivist_herron> as the greenwich meridian is not far from me I see it is afternoon!
[06:36:27] <Tom_itx> does that mean i get more weekend than you?
[06:37:25] <Tom_itx> 43�F
[06:37:47] <Jymmmm> 38F
[06:37:54] <Tom_itx> was 65�F ~same time yesterday
[06:38:15] <Jymmmm> was 35F same time yesterday =)
[06:38:16] <Tom_itx> better shove another log in the stove Jymmmm
[06:38:29] <Jymmmm> I just did 5m ago
[06:39:31] <Jymmmm> Well, a bio-brick that is =)
[06:39:57] <XXCoder> avg 50s F here lately
[06:40:49] <Jymmmm> It's suppose to have a HIGH of 50 / 46 come Sun / Mon
[06:41:35] <Jymmmm> Monday 46 for the high, 36 for the low (which really means 32)
[06:43:47] <Jymmm> Tom_itx: But I suspect many easy coasters here are going to have it much colder come later this month
[06:44:35] <XXCoder> polar votex is coming back
[06:44:39] <XXCoder> north pole is too warm
[06:45:48] <Jymmm> What, Santa hasn't outsourced mass production to China yet?
[06:46:16] <XXCoder> Santa isn't American coprp
[06:46:22] <XXCoder> and Santa has cheap labor
[06:46:31] <Jymmm> Elf's are cheaper than than china child labor?
[06:46:33] <XXCoder> so he wont outsource to china anytime soon
[06:46:56] <XXCoder> probably. lol
[06:47:15] <Jymmm> ah
[06:47:39] <XXCoder> http://smbc-comics.com/index.php?db=comics&id=842#comic
[06:47:46] <XXCoder> good old smbc
[07:10:36] <Wolf_Mill> yay... cold weather, I need to get a pallet of pellets
[07:11:21] * jthornton needs to fire up the green hornet
[07:12:34] <gonzo_> for my woodburner in the workshop, I just got a pallet of pallets
[07:12:45] <jthornton> http://gnipsel.com/images/splitter/splitter-28.jpg
[07:13:12] <jthornton> http://gnipsel.com/images/splitter/splitter-27.jpg
[07:13:32] <Wolf_Mill> too much lifting...
[07:13:55] <gonzo_> nice toy
[07:14:00] <jthornton> it has a power lift now
[07:14:12] <Wolf_Mill> some day I'll bother to make a inverted splitter to attach to the bobcat
[07:14:14] <gonzo_> nice place to live
[07:14:16] <jthornton> or I use the deere bucket
[07:14:30] <jthornton> that's my neighbors house
[07:15:25] <_methods> oh man i would have killed to have a log splitter when i was a kid
[07:15:41] <_methods> i was the log splitter lol
[07:15:42] <Wolf_Mill> for a while we were using the excavator w/ hydraulic thumb to "split" wood :D
[07:16:25] <jthornton> I split with a double blade axe until I built the green hornet
[07:16:48] <_methods> is that aftermarket wood staging area i see on the back
[07:16:59] <_methods> hehe
[07:17:36] <_methods> oh i didn't see the 2nd pic
[07:17:51] <_methods> that's one spiffy splitter
[07:18:47] <Wolf_Mill> damn, dont have the pic of us cutting firewood in the house last winter
[07:18:49] <jthornton> I'd been wanting to build one for years and finally got enough junk to put one together
[07:19:21] <_methods> well all that "junk" made a damn nice splitter
[07:19:28] <_methods> did you draw it all up?
[07:20:38] <jthornton> yea in SW
[07:20:50] <_methods> you post up the files?
[07:21:03] <jthornton> the top of the beam was from a 12 tall beam that I cut down and added back the curve part
[07:21:28] <Wolf_Mill> http://i.imgur.com/VNIP9mV.jpg no spitting needed...
[07:22:14] <_methods> jesus what is that the torture chamber addition
[07:22:40] <Wolf_Mill> thats the old floor joists in the front half of my house...
[07:23:21] <_methods> hahah thank god
[07:23:30] <_methods> thought you were showin us your serial killer room
[07:23:38] <Wolf_Mill> almost 200 yrs old
[07:24:05] <_methods> you able to reclaim any of the joists?
[07:24:10] <_methods> or were they all shot?
[07:24:49] <Wolf_Mill> most of the ends are termited, middle were eatin out as well
[07:24:59] <_methods> that sucks
[07:25:09] <Wolf_Mill> saving some of the good wall studs tho
[07:26:25] <_methods> that looks like quite an undertaking
[07:26:57] <Wolf_Mill> yeah, I had a feeling the house needed some work when I bought it, but not this much lol
[07:28:37] <_methods> old lath walls?
[07:28:47] <Wolf_Mill> yup
[07:28:49] <_methods> ugh
[07:29:00] <Wolf_Mill> took all that crap out in the first 2 months
[07:29:48] <Wolf_Mill> seems no one wanted to touch that stuff, electrical and plumbing inthe house was a mess due to it
[07:29:55] <_methods> you have to rewire everything?
[07:30:11] <Wolf_Mill> yup, was only 5 outlets in the whole house
[07:30:18] <_methods> heh
[07:30:21] <_methods> ouch
[07:31:12] <Wolf_Mill> even better the back half of the house didnt have a foundation under it
[07:31:39] <_methods> man
[07:31:53] <MrSunshine> heh clean ballscrew == new machine =)
[07:32:00] <MrSunshine> it goes a heck of alot smoother in Y axis =)
[07:32:03] <_methods> lol
[07:32:16] <MrSunshine> the gunk i cleaned out of that nut was enough to fill two of them i think :P
[07:32:16] <Wolf_Mill> hah that usually helps
[07:33:04] <Wolf_Mill> I put my X2 build on hold till I get the 2nd floor upstairs done
[07:33:39] <Wolf_Mill> need to move the mini-mill/lathe bench out of the kitchen lol
[07:33:49] <MrSunshine> meh!
[07:33:56] <MrSunshine> what man does not have a lathe and mill in the kitchen?!
[07:34:12] <_methods> one who has them in the garage?
[07:34:27] <jthornton> _methods, if I can figure out how to schedule a ftp upload at night
[07:34:36] <MrSunshine> then you have to run out there when you feel the groove comming on while making food
[07:34:40] <Wolf_Mill> thats not the problem, I need it out so I can pour the gipcrete floor in the kitchen
[07:34:58] <_methods> ahh yeah sorry forgot you have limited bandwidth
[07:35:06] <MrSunshine> Wolf_Mill: ah
[07:35:22] <Wolf_Mill> heat would be nice in here this winter lol
[07:36:10] <jthornton> guess it is time to learn cron lol
[07:36:25] <Wolf_Mill> plus more room upstairs, converting the front upstairs part of the house in to 15x25' lab/office space
[07:36:52] <_methods> yeah use cron and rsync
[07:39:37] <archivist_herron> I dont have a mill in the kitchen!
[07:39:54] <archivist_herron> 3 lathes yes :)
[07:43:12] <jthornton> I think this will work
http://www.cyberciti.biz/faq/linux-unix-autologin-cron-ftp-script/
[07:46:08] <Wolf_Mill> hmm, maybe I dont like this new laser level, now I know somehow I fucked up and one wall is 1/2" higher in the kitchen lol
[07:51:23] <Wolf_Mill> or not.. totally diffrent problem >.<
[07:51:36] <Sync> :D
[07:52:36] <Wolf_Mill> I did the framing wrong on one of the doors, and its bowing down 1/2" lol
[07:53:42] <Sync> lul
[07:55:42] <Wolf_Mill> oops :D
[07:57:31] <Sync> it happens™
[07:57:57] <Wolf_Mill> yup, not too hard to fix
[08:09:56] <jthornton> I get an error with my upload script that I can't understand what I did wrong
http://pastebin.com/iu6yyKKS
[08:19:06] <_methods> it might be the user cron runs as
[08:19:33] <_methods> oh nm cron is not running that?
[08:22:28] <archivist_herron> Wolf_Mill, I was helping fit a door on a leaning house last Wednesday, 6mm gap at to of door, 40mm at the bottom ish, half the house is built on coal and no foundations
[08:25:51] <Wolf_> nice
[08:26:40] <JT-Shop> I was just running from a terminal to test it out
[08:33:18] <_methods> i don't think that "you" are the user when you run a script
[08:33:26] <_methods> so it may not have access to that dir
[08:35:29] <JT-Shop> oh, make it shared?
[08:35:41] <JT-Shop> let me go try that
[08:35:41] <_methods> i could be wrong and probably am
[08:35:53] <_methods> but that would be the first thing i check
[08:36:01] <JT-Shop> makes sense
[08:40:29] <jthornton> nope, same error :(
[08:40:33] <_methods> hmm
[08:40:37] * jthornton goes back to the shop
[10:49:52] <archivist> R2E4_ needs a real wire connection
[10:52:38] <JT-Shop> I'm running 12:1 on my coolant, does the form tap work with normal coolant?
[10:57:42] <archivist> I imagine a reduction it tape life depending on material
[10:57:53] <archivist> in tap
[10:59:13] <JT-Shop> it's aluminum 7075
[11:11:32] <MacGalempsy> morning all
[11:15:41] <DaPeace> hey guys, short question. i have one hardwarebutton and i want to switch between manual and automatic-mode in gmoccapy.. there is no "state-pin" for checking if gmoccapy is on manual or automatic-mode.. i simply need to trigger button 3 or button 5.. any hints how to do thaT?
[11:17:25] * JT-Shop knows nothing about gmoccapy
[11:17:53] <DaPeace> but maybe a little about hal-programming?
[11:18:18] <micges> DaPeace: halui have pins showing current mode
[11:18:18] <_methods> yeah the tap will work fine with coolant
[11:18:19] <cradek> halui can switch modes. you should hook your buttons to that.
[11:18:49] <DaPeace> hmm.. ive tried that.. but it is not switching mode in the gui of gmoccapy
[11:19:50] <DaPeace> gmoccapy has button-pin gmoccapy.v-button-3 and v-button-5 that i need to toggle between and i cant really figure out how that would work the easiest way.. only find examples that need a status-pin..
[11:21:30] <JT-Shop> are the buttons connected in hal now?
[11:21:51] <DaPeace> nope.
[11:22:42] <DaPeace> but i think i see how to do that.. maybe i try to do it same way like pause/resume.. that could work..
[11:25:07] <JT-Shop> you need toggle2nist for that
[11:26:57] <DaPeace> awesome.. got it.. sometimes "doing" is better than "search the easiest way to get it working"..
[11:28:01] <anomynous_> whats the best short caliper one can find?
[11:28:19] <DaPeace> another question.. is it possible to use the pause/resume-button as cycle-start-button too?
[11:28:50] <JT-Shop> start/stop?
[11:28:57] <JT-Shop> I would assume so
[11:29:04] <DaPeace> more something like start/pause/resume
[11:30:08] <JT-Shop> I assume you could check for stopped, running and paused
[11:32:36] <DaPeace> i think this kind of triple-check of signals is too much for me.. i know that it shouldnt be a real problem but i think i need toggle, toggle2nist and2 or2 and all that stuff for that..
[11:33:31] <JT-Shop> there is an example on the forum
[11:34:13] <DaPeace> could you give me the link?
[11:34:58] <JT-Shop> pause resume site:linuxcnc.org
[11:36:55] <DaPeace> hmm thanks.
[11:37:38] <DaPeace> but i dont find anything about three signals.. only pause/resume.. no start/pause/resume
[11:37:53] <JT-Shop> yea I've only seen 2
[11:38:35] <DaPeace> maybe i ask at the forum.
[11:39:00] <JT-Shop> yea folks have more time to think and answer on the forum
[11:39:49] <DaPeace> thank you anyway
[11:40:31] <JT-Shop> np, I just didn't have time to give long answers right now
[11:41:36] <DaPeace> normaly i dont bother people with questions that could easily be answered by google.. but linuxcnc is a little tricky and not so well documented.
[11:42:16] * JT-Shop cries
[11:45:15] <cradek> my experience is that people who say that haven't looked at the actual docs in much depth. if you just start with google it would be easy to miss the good actual docs.
[11:45:39] <cradek> a web forum is not documentation
[11:45:51] <DaPeace> main problem is that for a noob like me, the documentation is some kind of rocketscience..
[11:48:21] * JT-Shop goes to lunch real sad
[11:48:50] <pcw_home> :-(
[11:52:57] <maxcnc> DaPeace: its learning by doing and it is quit easy forwarding
[11:54:06] <DaPeace> yeah i know. after building the machine for the last year im now on my way to discover the hal-stuff..
[11:54:26] <maxcnc> what mashine is it
[11:54:28] <ssi> there's a learning curve, but once you get there you'll be able to do all kinds of stuff :)
[11:54:38] <DaPeace> its a gantry-mill
[11:54:50] <maxcnc> gantry on xy or only x
[11:54:58] <DaPeace> xy
[11:55:22] <maxcnc> so 5 Engines on xyz
[11:55:58] <DaPeace> no. i have 4. two for x, 1 for z and y
[11:56:20] <DaPeace> and one for a too
[11:56:21] <maxcnc> is it a stepper system
[11:56:35] <DaPeace> yes. ive shopped around in china a bit ;-)
[11:56:49] <maxcnc> ah Leadshine 542 ?
[11:57:01] <DaPeace> no. i use the tb6600-stepperdriver
[11:57:09] <DaPeace> without encoder-feedback..
[11:57:10] <maxcnc> not bad at all
[11:57:36] <DaPeace> no. and i must say, the tb6600 arnt that bad..
[11:57:41] <maxcnc> SO why do you use gantryskins its more easy to only set the commands out to the pins
[11:58:43] <DaPeace> i dont really understand what you mean.. not a native speaker.. gantryskins?!?
[11:59:47] <maxcnc> the hal is basicly loading a net with a event and forwarding it to a pinoutput or a event in the gui
[12:00:09] <DaPeace> yea. i know
[12:00:28] <maxcnc> so your problem is where in halui connecting buttons
[12:00:48] <DaPeace> more or less.. yes..
[12:00:49] <maxcnc> the logs say somthing like Pause/resume
[12:01:05] <maxcnc> you can do logics with and or
[12:01:10] <DaPeace> yep. pause-resume is working.. but want to add cycle-start to the same button..
[12:01:35] <maxcnc> then its best to use Multiclick
[12:01:51] <maxcnc> there you got 7options on one button
[12:01:55] <DaPeace> ive opened a thread in forum for that too.. did not find any example how to add 3 different states to one button
[12:02:18] <DaPeace> multiclick? how das that work? any example or something to read for me?
[12:02:19] <_methods> one button to rule them all
[12:02:22] <maxcnc> i do that al the time on my HB04
[12:03:20] <maxcnc> i got 8 functions one the STEP button to set the speed and direct via MPG ore Jogbuttons
[12:03:57] <maxcnc> DaPeace:
http://linuxcnc.org/docs/html/man/man9/
[12:04:05] <maxcnc> here are more comen infos
[12:04:07] <DaPeace> yeah. im really sure with the given methods its not impossible to do that.. but im about to discover how that would work.. *g*
[12:04:20] <maxcnc> add that side to your Faf list
[12:04:43] <maxcnc> look at multiclick
[12:04:44] <DaPeace> ahh.. multiclick.. ok. thats something we have at our machines at work too..
[12:05:47] <DaPeace> thanks for the tip.. thats not really what i was searching for but might be usefull for some other stuff at the machine..
[12:05:49] <maxcnc> is for safty reasens
[12:05:59] <maxcnc> only start the mashine on 2clicks
[12:06:08] <maxcnc> but one one click Estop ;-)
[12:06:24] <maxcnc> look also at updown
[12:06:29] <DaPeace> problem is that i need something like "if machine is idle -> start it, if machine is started -> pause it, if machine is paused -> resume it" and the missing part for me is the first..
[12:06:39] <maxcnc> your button triggers a updown Var
[12:07:44] <maxcnc> DaPeace: somthing like that net button-start-pause xhc-hb04.button-start-pause => flipflop_pause.clk flipflop_resume.clk flipflop_run.clk
[12:08:45] <DaPeace> yes
[12:09:38] <Erant> I'm setting up a 5i25 with a 7i78, but it looks like the firmware doesn't come with LinuxCNC?
[12:10:14] <pcw_home> the firmware is in the 5I25 card
[12:10:44] <maxcnc> DaPeace:
http://pastebin.com/84QZhyHn
[12:10:45] <pcw_home> (and if you need to change it you use the mesaflash utility)
[12:11:25] <Erant> What's the default?
[12:11:29] <_methods> i guess that explains why it doesnt come with linuxcnc lol
[12:11:31] <maxcnc> Erant: what Linuxcnc versin are you on
[12:11:37] <Erant> Latest release
[12:11:39] <Erant> 2.7?
[12:11:56] <maxcnc> that shoudt work out of the box
[12:12:00] <Erant> There's a little dropdown list in the pncconf that says "Firmware"
[12:12:18] <Erant> And it lists about 5 combos of 7i76 and other boards.
[12:13:40] <DaPeace> maxcnc: do i need to load that flipflop-components?
[12:13:48] <maxcnc> yes
[12:13:57] <maxcnc> and dont forget the servotreads
[12:14:08] <pcw_home> I doubt there is 7I78 support on pncconf
[12:14:33] <maxcnc> loadrt flipflop names=flipflop_resume,flipflop_pause,flipflop_run,flipflop_icon
[12:14:35] <maxcnc> addf flipflop_resume servo-thread
[12:14:36] <maxcnc> addf flipflop_pause servo-thread
[12:14:37] <pcw_home> you are going to have to suart with an example hal file and edit to suit
[12:14:38] <maxcnc> addf flipflop_run servo-thread
[12:14:43] <DaPeace> ok.. i will copy that.. i have powered off the machine already. i will try tomorrow.
[12:15:20] <maxcnc> DaPeace: did you get the last 3 lines from me
[12:15:23] <DaPeace> yes
[12:15:43] <DaPeace> thank you very much. will try that out. didnt know that flipflop-component
[12:15:46] <JT-Shop> _methods, need to chamfer the hole or it leaves a lip but taps nice
[12:16:09] <_methods> yeah taps'll do that
[12:16:17] <maxcnc> DaPeace: go throu the man9 pages
[12:16:34] <_methods> i always chamfer them to help tap on entry anyways
[12:16:41] <DaPeace> maxcnc: xhc-hb04 is your button-pin right?
[12:16:49] <maxcnc> yes
[12:17:09] <DaPeace> ok. thank you will try that out.
[12:17:26] <maxcnc> NP
[12:17:32] <JT-Shop> I tapped air for a few times till I was happy it wouldn't over shoot
[12:17:45] <_methods> yeah good idea
[12:18:20] <maxcnc> DaPeace: my user hal without postgui now has pased the line 200 mark
[12:18:41] <DaPeace> ok.. thats a little little more than mine :-D
[12:18:57] <maxcnc> and i oly got 18buttons in real
[12:19:43] <DaPeace> 18 is a lot. i only got 9 + potis for feed
[12:20:15] <maxcnc> did you look at the XHC hb04 control ist worth the money
[12:22:00] <DaPeace> i think i will stay with my 9 buttons. i think about getting a small touchscreen
[12:22:13] <DaPeace> gmoccapy is really nice for using it by touchscreen
[12:22:36] <maxcnc> i now even dont need to load the NC code at the PC its all on the pendand from cad2camtomashine all one nc file
[12:26:40] <DaPeace> maxcnc:
http://www.bilder-upload.eu/show.php?file=3058ed-1446833941.jpg
[12:27:27] <DaPeace> my "masterpiece" :-D
[12:28:21] <cradek> yikes is that an unprotected ballscrew?
[12:28:55] <cradek> balls don't appreciate rolling over schmutz
[12:30:24] <maxcnc> some like it the hard way
[12:30:25] <CaptHindsight> cradek: have you bee taken over by an older Jewish grandfather? :)
[12:30:36] <cradek> those big buttons look useful
[12:30:51] <maxcnc> you simply cand mis them
[12:32:34] <CaptHindsight> maxcnc: what kind of spindle is that?
[12:33:19] <DaPeace> cradek: yeah. unprotected at the moment. i think about how to cover them..
[12:33:40] <CaptHindsight> DaPeace: what kind of spindle is that?
[12:33:51] <DaPeace> 1.5kw air cooled chinese one
[12:34:36] <DaPeace> ive upgraded it some weeks ago and i must say it kicks asses compared to the 400w-spindle before
[12:35:22] <maxcnc> seams as a OEM huanyu
[12:40:56] <DaPeace> yes. possible. has no numberplate on it. the inverter was huanyang. it was defect so i bought one from sourcetronic
[12:42:07] <DaPeace> next step is to modify the z-axis to ballscrew and the a-axis to work and thats it..
[12:45:28] <duc> For a servo drives with absolute encoders and drives that output a quad single, does it matter what the absolute encoders say if system can be homed out at startup
[12:49:13] <Erant> k, seems to all work.
[12:49:24] <Erant> 'cept for the directional control on my Y axis. Probably just a poor solder joint
[12:50:26] <Erant> pcw_home: I used pncconf and just did the single 7i76 and changed the number of stepgens to 4.
[12:50:43] <Erant> I'll modify the hal file to match.
[12:52:11] <Erant> Ah, yep. Cold solder joint.
[12:55:27] <maxcnc> duc:
https://groups.google.com/forum/#!topic/machinekit/GT6P-rw64AM
[13:00:07] <duc> Interesting read. The yaskawa drives do not output the absolute position back to linuxcnc but outputs incremental code it seems
[13:01:40] <maxcnc> the extra drives or somthing else
[13:02:45] <maxcnc> i use them in Camera systems for longtime works on there own as they can be preprogrammed in the drives to behave on 6month time
[13:03:22] <duc> 6 month time?
[13:03:52] <maxcnc> yes example on brige building the development of the pushing
[13:08:41] <maxcnc> im off BYE
[13:19:23] <ReadError> isnt maxcnc that guy that like, moved to the woods for a while
[13:23:03] <JT-Shop> just got finished form tapping all the holes and the special drill bit shows up lol
[13:25:52] <ssi> lol naturally
[13:34:48] * JT-Shop likes form tapping as much as go
[13:58:48] <ssi> JT-Shop: :D
[13:58:57] <ssi> I want to try form tapping
[13:59:56] <_methods> you get way better tap life that's for sure
[14:00:59] <_methods> i don't think you're supposed to use them for aerospace stuff either
[14:01:12] <_methods> i was just reading that the other day
[14:01:19] <_methods> not sure why on that though
[14:01:35] <_methods> medical and food grade i can understand but aerospace i have no idea
[14:13:23] <Erant> It jogs, it cuts. Ship it.
[14:13:53] <Erant> Little bit more backlash in the system than I'd like, but I haven't done any tuning yet (0.003" on one, 0.006" on the other axis)
[14:14:45] <CaptHindsight> _methods: it might not be expensive enough for aerospace :)
[14:16:14] <mozmck> yeah, have to keep the price up to keep the riff-raff out.
[14:16:51] <CaptHindsight> "all tooling used for aerospace applications must be purchased at movie theater concession stand pricing"
[14:17:32] <SpeedEvil> :)
[14:17:48] <SpeedEvil> To be fair, butter is a decent tap lube.
[14:18:12] <_methods> heheh
[14:19:46] <Tom_itx> _methods, maybe their tests show they don't hold as well as tapped holes
[14:20:13] <Tom_itx> SpeedEvil butter has many uses :)
[14:22:56] <_methods> ah i guess the threads fail in aluminum before cut threads do
[14:23:13] <_methods> http://www.practicalmachinist.com/vb/cnc-machining/form-tapping-no-no-aerospace-206937/index2.html
[14:23:23] <_methods> no idea how much of the info is legit
[14:25:45] <_methods> hahahahhahah
[14:25:54] <_methods> "I think any design that fails on it being a cut vs form thread, is cutting it pretty f-king close and I wouldn't wanna be anywhere near it either way... "
[14:27:41] <_methods> guess the moral of the story is follow the print specs for the part
[15:14:32] <andypugh> Can anyone think of a cunning way to tell approximately (to within 1mm) where you are on a leadscrew. The motor resolver can get the rest of the accuracy.
[15:15:06] <andypugh> It needs to be available from power-up.
[15:15:47] <andypugh> Well, it doesn’t need to do anything, it’s just a “would be nice” as you can’t always run a lathe all the way to home, if there is a big workpiece mounted, for example.
[15:18:10] <cradek> I've got a string potentiometer/encoder (?) in a junk box
[15:18:31] <cradek> it has an auto-retracting piece of wire with a loop on the end
[15:18:39] <cradek> maybe pulls out a foot
[15:19:25] <cradek> approximately like these,
http://www.firstmarkcontrols.com/
[15:19:53] <cradek> seems a LOT easier to mount than any kind of linear scale
[15:20:13] <andypugh> I have thought of those, and I have a feeling that you could probably sneak the string inside the ball-screw telescoping spring
[15:20:36] <FinboySlick> andypugh: That story of mel thing you linked me a few days ago actually sounds like it would be the inspiration for TIS-100.
[15:20:39] <cradek> on the other hand, my lathe homes outward and I don't think I've ever found myself stuck
[15:20:50] <cradek> yes that would be a very nice place to put it
[15:21:09] <cradek> oh if it had a tailstock that sure wouldn't work
[15:21:39] <andypugh> My current one sometimes homes into the jaws of rhe 4-jaw, but it’s NEMA 23, so nothing bad happens. The Holbrook is going to have a 1kW servo.
[15:22:09] <andypugh> Yeah, I tend to always have a tailstock
[15:22:24] <cradek> how much travel is it?
[15:22:38] <andypugh> 500mm
[15:22:46] <FinboySlick> andypugh: If you want to go fancy/complicated, you could grab a cheap webcam and a strip of random noise. OpenCV would be able to tell you which part is in front of the camera.
[15:22:53] <cradek> darn, pretty sure that's more than the one I have
[15:23:34] <andypugh> I have thought of a barcode. Something like Renishaw Reolute
[15:23:37] <cradek> but it's just a clockspring and a pulley and that flexy braided steel cable. you could just make one.
[15:24:08] <cradek> heck put a resolver on it, and gear it so you get one turn (or whatever) for full travel
[15:24:13] <andypugh> stainless steel fishing line
[15:24:21] <cradek> yeah
[15:24:28] <andypugh> I do have spare resolvers. Hmmm
[15:24:43] <andypugh> It would need gearing of some sort
[15:24:45] <cradek> and a spare channel to read one?
[15:24:59] <andypugh> Yes, I have 6 channels on the 7i49 and only two axes
[15:25:00] <cradek> yeah certainly needs gearing
[15:25:06] <FinboySlick> andypugh: Does your lathe have a rack?
[15:25:07] <WZL> you want something ready made or a hack?
[15:25:25] <andypugh> Either. An interesting hack would be interesting.
[15:25:38] <cradek> sonar!
[15:25:42] <FinboySlick> Interesting hack is interesting.
[15:25:44] <bz> newb machining question incoming: do onion tables allow my cnc mill to make perfectly round parts and do dead-center things?
[15:26:14] <cradek> I don't know what an onion table is
[15:26:18] <andypugh> BRB
[15:26:22] <FinboySlick> Trunion table?
[15:26:24] <WZL> I made racing simulators. we use a string , a drum , and a magnetic encoder ic from ams, but the resolution is about 10 bits
[15:26:45] <bz> trunnion* table, sorry
[15:27:32] <cradek> bz: ok I know what that is, but I have no answer for your question
[15:27:50] <cradek> it seems like you have a much more detailed question in mind but haven't asked it yet :-)
[15:28:29] <bz> not really
[15:28:44] <cradek> what shapes are you trying to cut?
[15:28:58] <bz> i'd like to mill a moineau rotor, but i don't think my un-cnc lathe has the juice
[15:29:04] <_methods> ob-la-di ob-la-da
[15:29:27] <bz> the red part of
http://www2.mat.dtu.dk/people/J.Gravesen/MoineauPump/hypoepi4_3-animate3.gif
[15:29:31] <bz> cradek: ^
[15:29:39] <_methods> had to look that one up
[15:29:52] <bz> yeah, it's as exotic as it's cool
[15:29:53] <_methods> poop pump
[15:30:13] <cradek> that looks tricky
[15:30:21] <_methods> tricky indeed
[15:30:25] <CaptHindsight> http://www.migatron.com/high-accuracy-sensor/ ±0.002″ or 0.05% of range to 16"
[15:30:30] <bz> it's basically a three-thread cylinder
[15:30:45] <cradek> a custom form tool could do it with a simple rotary table
[15:31:00] <cradek> so could a ball end mill, with more complex gcode
[15:31:04] <bz> yes
[15:31:10] <cradek> seems like you could cut it on a lathe too
[15:31:20] <_methods> live tooling lathe
[15:31:21] <cradek> are you sure it's not a lathe part?
[15:31:37] <cradek> grind yourself some HSS and go to it
[15:31:45] <WZL> andypugh: a lidar?
https://www.sparkfun.com/products/13680
[15:31:46] <bz> cradek: what's hss?
[15:31:49] <_methods> should be able to do it with a 4th axis and a ball mill
[15:32:32] <FinboySlick> bz: High Speed Steel.
[15:32:32] <cradek> yeah there are all sorts of ways to do this, and I don't see how a trunnion table could help with any of them
[15:33:42] <_methods> making the chamber for it would be a whole other animal though
[15:33:54] <cradek> no kidding
[15:34:40] <_methods> i guess it would probably be cast normally or something
[15:35:00] <FinboySlick> _methods: sinker edm with rotating head :)
[15:35:05] <_methods> yeah
[15:35:09] <_methods> big sinker lol
[15:35:20] <anomynous> bz, they sell hss bars from which you can grind your own tools for lathe.... or mill, too.
[15:37:38] <anomynous> why is high speed steel so high speed. It's slooooow. Carbide is faster.
[15:39:09] <bz> hm
[15:39:21] <bz> i just realized that making the stator's gonna be essentially impossible
[15:39:38] <_methods> will be very difficult
[15:40:09] <_methods> you could make it in 2 halves
[15:40:29] <_methods> but i'm guessing over time that seam would probably be a source of issue
[15:40:46] <_methods> depending on the fluid/solid being pumped
[15:40:48] <bz> the stator is made of rubber
[15:41:04] <bz> so it'd be cast, so as long as the inner piece of the cast is unseamed, we're fine
[15:41:51] <bz> (if that made sense)
[15:42:05] <_methods> you would have to cast it for sure
[15:43:07] <bz> okay but back to my original question: are trunnions a viable way to make dead-center holes?
[15:43:28] <_methods> a trunion table is just a trunion table
[15:43:40] <_methods> has nothing to do with making "dead-center" holes
[15:43:52] <XXCoder> I saw video on lapping
[15:43:57] <XXCoder> it made REAL smooth hole
[15:44:12] <XXCoder> dunno about centering on that too
[15:44:13] <cradek> bz: can you ask your question in a different way? it doesn't make it clear what you are asking.
[15:46:39] <bz> cradek: i'd like to make a motor shaft adapter
[15:47:23] <anomynous> really cocentric center hole is made by machining it during the same clamp in lathe jaws as outside diameter was done, if thats what youre asking. Using a dial gets you close also.
[15:47:25] <bz> cradek: however, the smaller of the lathes has suffered some damage and as a result some centering issues
[15:47:38] <bz> cradek: the smaller of the two lathes we have, that is
[15:47:47] <cradek> what kind of motor shaft adapter?
[15:47:54] <bz> shaft to square drive
[15:48:02] <bz> those square drives are such a pita, seriously
[15:51:10] <anomynous> or... indicate in four jaw chuck. Or, make hole first, clamp from center and mill outside to square by using a rotary table and moving y or x axis only? ;D
[15:57:43] <andypugh> A rotary axis will make the parts just as concentrically as you set them up.
[15:58:43] <bz> andypugh: are you referring to how rigidly the axis is secured to the table?
[15:59:04] <andypugh> I think I could, in principle, make the stator on my lathe:
https://www.youtube.com/watch?v=T4q8gCpeY1A
[15:59:18] <andypugh> Just need to add a phase-shift as the Z feeds
[16:00:43] <andypugh> If you are looking for an excuse to buy a rotary table, then of course you need one.
[16:00:58] <anomynous> andypugh,
https://www.youtube.com/watch?v=pH3jWBnBmZo
[16:01:01] <MacGalempsy> well, I got 3dacademy.us lol
[16:01:22] <MacGalempsy> flyer is about ready, just need to order up the parts for the first build
[16:03:42] <andypugh> anomynous: Well, yes, but CNC means you can make any size of hex, or do a pentagon.
[16:04:19] <XXCoder> 120 sides
[16:04:23] <anomynous> andypugh, im not getting you. By cutting 1 m/min?
[16:05:49] <andypugh> I have actually used it: Hexagonal hole in the worm, hexagonal collar on the motor shaft, to make things as short as possible:
https://picasaweb.google.com/lh/photo/4rkeONHiwTsx23-66qVmjdMTjNZETYmyPJy0liipFm0?feat=directlink
[16:07:20] <andypugh> anomynous: Well, yes, the relatively slow stepper on the X axis combined with the direct-drive headstock does mean that it’s a bit slow.
[16:07:58] <anomynous> if it works and does what you want
[16:08:01] <anomynous> :D
[16:13:10] <anomynous> i cant find a video. It had a lathe "turret" rotating in synch with the spindle, turning polygons
[16:13:11] <anomynous> ;D
[16:13:52] <andypugh> I know the one
[16:15:18] <andypugh> https://www.youtube.com/watch?v=KMdBIBzGtKI
[16:22:18] <andypugh> I like this.
https://www.kickstarter.com/projects/1411369083/beeline-smart-navigation-for-bicycles-made-simple
[16:22:37] <andypugh> It matches the way I already use a GPS on the bikes (push and motor)
[16:25:10] <SpeedEvil> https://xkcd.com/407/
[16:25:43] <andypugh> They should offer that as an option.
[16:26:51] <anomynous> SpeedEvil, ;D
[17:08:13] <Deejay> gn8
[17:40:45] <JT-Shop> gotta love this error message from ftp Invalid command: try being more creative
[17:43:09] <XXCoder> it means server needs bribe to work
[17:43:11] <XXCoder> heh
[17:52:55] <SpeedEvil> http://imgur.com/gallery/wKwByWe - sort-of-related
[17:56:02] <XXCoder> SpeedEvil: nice
[17:56:22] <XXCoder> guy who made loop is pretty gppd too
[17:57:03] <SpeedEvil> Adding a controlled slope could kill the rope.
[18:05:48] <Erant> andypugh: I just have speakers in my helmet and use the voice commands.
[18:05:55] <Erant> But yeah, I could see that being useful.
[18:07:09] <andypugh> I like to choose roads on the basis of “I wonder what’s down there” so normally run north-up on the GPS so I can tell which direction to go, not what route.
[18:07:56] <andypugh> So, it’s 23:43, do I start the second 2.5 hour toolpath?
[18:08:43] <andypugh> I am going to say “No” I think.
[18:08:44] <cradek> on a friday? perhaps
[18:09:35] <andypugh> I can’t hear it, so I doubt anyone else can. All I will hear will be the neigbouts upstairs TV, likely until 4am.
[18:09:49] <andypugh> So, yeah, serve them right :-)
[18:10:33] <Erant> What do you guys use for simple gcode generation?
[18:10:42] <Erant> The "I need to make a pocket" variety.
[18:11:57] <Erant> I'm using the direct gcode input thingy right now, but it's slow, and the CAM output for the model I'm making is hard to modify (I have no working Z-Axis yet, so I have to do that manually)
[18:15:44] <andypugh> Take a look at “Features”
[18:16:04] <Erant> In AXIS?
[18:16:15] <Erant> Oh
[18:16:17] <Erant> Found it
[18:19:29] <andypugh> sorry, setting up a run. can talk when it is started
[18:23:35] <Erant> Looks pretty straight forward.
[18:38:54] <andypugh> It is available as a demo branch of LinuxCNC
[18:39:13] <andypugh> As in, you can download a version of LinuxCNC with is all there
[18:41:22] <malcom2073> Oh nice, I've been using the python scripts on the wiki
[18:41:30] <andypugh> Set up Synaptic to look for the “scratch” builds at the bottom here, then you can choose the features-preview branch from the package mananger.
[18:41:32] <andypugh> http://buildbot.linuxcnc.org
[18:41:35] <malcom2073> Be nice to have it integrated
[19:03:54] <Erant> andypugh: I can just check it out from git too, right?
[19:04:04] <andypugh> Yes, of course.
[19:04:06] <Tom_itx> andypugh milling more molds?
[19:04:10] <andypugh> Yes.
[19:04:16] <andypugh> Bored now!
[19:04:19] <Tom_itx> heh
[19:04:23] <Erant> What molds are you milling?
[19:04:27] <Erant> The MDF ones?
[19:04:30] <Tom_itx> that means it's going smooth
[19:06:44] <andypugh> The one I am doing now is in Ebaboard. I got bored of MDF, it’s cheap but painful.
[19:08:52] <andypugh> We have a rapid production lab at work, they use a lot of PU and Epoxy modelboard / toolong board, so I keep an eye on their skip and pull out the big bits.
[19:13:05] <Tom_itx> i suppose alot of what they do is under wraps too
[19:15:00] <andypugh> Not to me, I am allowed to know, just not allowed to say.
[19:15:27] <Tom_itx> well that figures
[19:16:32] <Tom_itx> well don't you test what they come up with anyway?
[19:30:38] <Erant> andypugh: What's the mold for?
[19:34:59] <_methods> cheese
[19:35:53] <Tecan> drones
[19:51:36] <_methods> man hougen makes a QUALITY mag drill
[19:51:48] <_methods> picked up an older 10914 at an auction
[19:51:57] <_methods> blows away the milwaukees
[19:54:55] <andypugh> Erant: Converting a lathe to CNC
[20:01:10] <andypugh> These are the ones painted and brought in to the house to harden the paint off:
https://picasaweb.google.com/lh/photo/XCU4hIqd-Nb_1pLUPetBktMTjNZETYmyPJy0liipFm0?feat=directlink
[20:02:11] <FinboySlick> Missed a bit of the conversation there. Is this for sandcasting?
[20:02:36] <brandon_> hello, does anyone know if linuxcnc can be installed/ran on the latest Mint 17.2 cinnamon?
[20:02:38] <andypugh> 4 more core-boxes and one simple mould to go. One core-box (the biggest one) is done but needs the core-print depth adjusting. I currently working on the bigger of the two core-boxes for the pattern on the right
[20:02:49] <andypugh> FinboySlick: Yes.
[20:03:21] <FinboySlick> andypugh: Wow. Aluminium I assume?
[20:03:43] <andypugh> brandon_: Probably. You need an RTAI or RT-PREEMPT kernel
[20:03:59] <andypugh> FinboySlick: No, cast iron, but I am not doing the casting.
[20:04:37] <FinboySlick> andypugh: OK. I was thinking that the larger ones would take something a bit beyond your typical home-made foundry.
[20:04:45] <andypugh> Yes, just a bit.
[20:04:48] <brandon_> how do i go about installing? i came across an iso of ubuntu 10.04 with linuxcnc preinstalled, but would really like to just run it off of my mint. tried using unetbootin with the hybrid iso, but it wouldnt fully boot
[20:04:59] <andypugh> The giy quoted £80 for the big o ne.
[20:05:05] <andypugh> (guy, one)
[20:05:18] <Erant> That's not that bad...
[20:05:27] <Erant> Considering the work involved.
[20:05:30] <FinboySlick> andypugh: Not that you're a typical home-made tinkerer.
[20:05:42] <andypugh> brandon_: On a stock installation the kernel is the hard part
[20:05:45] <XXCoder> brandon_: I just download iso of latest linuxcnc distro (1.7 if I recall) then setup a flash drive then install it on pc
[20:06:03] <brandon_> sorry, but im new to working with adding kernels. would you be willing to give me a little walk through?
[20:06:04] <Erant> He wants to install it on his existing distro
[20:06:26] <XXCoder> yeah I suggest just install whole distro as downloaded not modify existing distro
[20:06:36] <Erant> Eh. Use your favorite package manager to check whether there's one as a package first
[20:06:53] <XXCoder> it must be a distro that supports rts
[20:06:56] <brandon_> my mint distro is rather fresh, so i wouldnt be opposed to starting over at this point, but i just dont want to run cnc 2.5 off of ubuntu 10.04 being both older versions
[20:06:57] <Erant> If not, figure out where Mint puts its kernels
[20:07:08] <XXCoder> if not well its not happening
[20:07:22] <andypugh> brandon_: Do you intend to control a machine with the proposed installation, or just have a play around?
[20:07:26] <XXCoder> brandon_: latest just uses stright debian
[20:07:29] <XXCoder> with xfce
[20:07:33] <FinboySlick> brandon_: Though you don't *have* to, it's usually better to think of your linuxCNC installation as dedicated to the mill and not an every-day use PC.
[20:08:13] <Erant> Mine certainly is... It being in the shop 'n all.
[20:08:38] <XXCoder> I converted my old pc for mill use
[20:08:44] <XXCoder> bought a 16 gb ssd
[20:09:10] <brandon_> at this point, i would be playing and learning what its all about, then eventually would like to see if i can integrate it for a buddy's home shop. so, really, either way, if i can make it dedicated with the most recent versions of distro/linuxcnc, that would be ideal i suppose.
[20:09:19] <PCW> I run linuxcnc tests on my normal desktop (Ubuntu14.04) angd have run it on Mint also
[20:09:25] <brandon_> i can throw it on a computer i dont use as much and let it be dedicated
[20:09:39] <andypugh> That’s going to be easier.
[20:10:08] <andypugh> I am sure that you can run LinuxCNC on Mint, but it would be a different project to the one I suspect you want.
[20:10:09] <XXCoder> my mistake
[20:10:11] <brandon_> anyone have a link to a distro with newest version built in?
[20:10:18] <XXCoder> latest is 2.7.2 or thereabouts
[20:10:26] <XXCoder> brandon_: still looking
[20:10:31] <brandon_> thank you all
[20:10:39] <PCW> on Debian Wheezy
[20:10:52] <PCW> works on Jessie also
[20:10:56] <andypugh> We _want_ LinuxCNC to be just another application, but it needs a realtime-patched kernel and those just aren’t quite mainstream yet.
[20:11:17] <XXCoder> yeah rts makes it hard
[20:11:46] <PCW> I think Debian has a fairly recent Preempt-RT kernel available in backports
[20:11:48] <andypugh> brandon_:
http://www.linuxcnc.org/index.php/english/download
[20:12:01] <brandon_> ill check it out, thank you
[20:12:04] <XXCoder> andypugh: that dont have 2.7
[20:12:13] <XXCoder> I know I downloaded it somewhere but cant find it
[20:12:33] <andypugh> Hmm, That’s odd, it should have.
[20:12:49] <brandon_> ya, i tried that one with the hybrid iso, didnt work for me
[20:13:00] <brandon_> v2.6 it was
[20:13:15] <XXCoder> found it
[20:13:16] <XXCoder> http://linuxcnc.org/docs/devel/html/getting-started/index.html#_download_the_image
[20:13:34] <XXCoder> 3.1.1 section has link
[20:14:26] <brandon_> awesome, thank you. i will fire that up and play away. thanks for the help everyone
[20:16:24] <andypugh> brandon_: You _could_ try setting up LinuxCNC as a third-party software repository and see what the Mint package manager does. It’s not a lot of effort and worst-case won’t work. buildbot.linuxcnc.org. If you pick “sim” or “uspace” then I think it will work (on Debian, not sure about Mint) but won’t drive steppers very fast.
[20:17:06] <andypugh> hmm, link didn’t linkify itself.
http://buildbot.linuxcnc.org
[20:19:12] <XXCoder> brandon_: no problem
[20:23:21] <brandon_> i will check out the debian built in first. but if i decide later to setup the repo, i will need a little guidance and i will be back with questions.
[20:23:32] <XXCoder> cool
[20:23:42] <XXCoder> dont forget to do latency test
[20:23:51] <XXCoder> my laptop failed it so hard lol
[20:23:54] <XXCoder> over 90k
[20:26:41] <brandon_> another quick Q, anyone have any open source CAM software thats worth checking out?
[20:26:57] <XXCoder> theres a few but im still looking too
[20:27:16] <XXCoder> been using freecad to learn modeling, and its awesome (0.16 is, in least. 0.14 sucks)
[20:28:02] <brandon_> i was going to try that out, just havent gotten to it yet. i assume its available as a linux install?
[20:28:18] <XXCoder> yeah most distros has 0.14 or 0.15 though
[20:28:31] <XXCoder> so just add repo to get more current version
[20:29:03] <brandon_> cool. ive been back and forth on linux for a few years now, and every time i come back, i learn more and like it more.
[20:29:24] <brandon_> just not up to par on adding repos yet. is it just a matter of commands in terminal?
[20:29:50] <brandon_> and do you find repos just by digging through the net?
[20:32:33] <XXCoder> yeah for freecad a sec'
[20:33:17] <brandon_> i learned to run a manual boring bar machining in a job shop for about a year and a half with no knowledge, and moved to a 3-axis Doosan with a fanuc control. we run solidworks on the engineering end, and mastercam on the machining end. i've learned a lot in a rather small amount of time, but now im just more curious about how the software and hardware communicate and how i can manipulate them with free/open source options to p
[20:33:17] <brandon_> ossibly work my way in to my own business eventually. whats your background?
[20:33:35] <XXCoder> funny thing
[20:33:43] <XXCoder> I has degrees on IT and CS
[20:33:45] <XXCoder> couldnt find any job
[20:33:53] <Erant> If you like programming, or have a background in it, FreeCAD + CADQuery is pretty nice.
[20:34:06] <XXCoder> so i went to work for job train place, got milling internship for a while
[20:34:20] <XXCoder> then got full time cnc machinist
[20:34:52] <PCW> XXCoder : 90K is ok if you have hardware :-)
[20:34:53] <brandon_> i have almost no knowledge with G-code, but could probably get a grasp if i took the time to learn it. i know minimal amount of m-code. but we do program all of our own parts in mastercam with a parasolid model from solidworks.
[20:35:38] <XXCoder> PCW: isnt 90k way too bad latency to properly control cnc machine?
[20:36:00] <PCW> nope
[20:36:30] <brandon_> is there a latency test somewhere built in to linuxcnc or is it an independent thing?
[20:36:37] <PCW> only if you are using the software stepgen
[20:36:48] <XXCoder> I do unfortunately
[20:36:56] <XXCoder> I do want tpo upgrade evenually
[20:37:08] <PCW> There's a latency test and a latency histogram
[20:37:20] <PCW> (that are part of linuxcnc)
[20:37:39] <brandon_> ok thanks
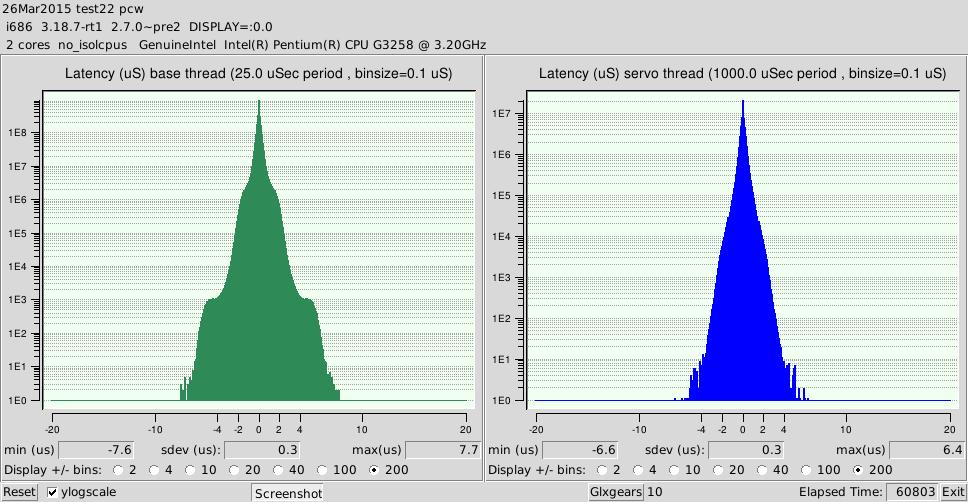
[20:38:41] <PCW> Decent Preempt-RT machine:
[20:38:42] <PCW> http://freeby.mesanet.com/h97-g3258-preemt-rt.png
[20:39:07] <XXCoder> didnt know histogram existed
[20:39:27] <XXCoder> http://www.freecadweb.org/wiki/?title=Download#Development_Versions
[20:40:06] <PCW> Thank D. Garret for the Histogram
[20:42:40] <brandon_> XXCoder: thanks
[20:42:53] <XXCoder> np
[20:46:13] <brandon_> alright, going to boot debian on the other computer. might be back, might not til later. thanks again
[20:49:13] <XXCoder> np :) have fun
[20:51:24] <brandon_> that iso is doing the same thing as the hybrid iso...
[20:51:49] <brandon_> it loads majority of it of the livecd, then starts to bootloop
[20:52:05] <XXCoder> odd
[20:52:15] <brandon_> the last line i can see says: "server terminated with error (1). Closing log file.
[20:52:19] <XXCoder> try safe mode if it has it
[20:52:38] <brandon_> ... ill be back
[21:03:18] <cnc> a debian question: it seems like my asrock D1800B-ITX mother are using the vesa driver, there is a accelerated driver available?
[21:07:16] <zeeshan-lab> vesa ftw
[21:09:41] <zeeshan-lab> what freq does the 7i77 sample the encoder counts at
[21:11:15] <brandon_> uh...still no digs
[21:11:35] <andypugh> cnc: It might be simpler not to bother with accelerated graphics on a CNC controller.
[21:11:52] <brandon_> i did get the ubuntu 10.04 to boot tho. if i run that, will linuxcnc have updates available you think?
[21:13:01] <zeeshan-lab> hi andypugh
[21:13:02] <zeeshan-lab> :D
[21:13:05] <cnc> ok then
[21:13:15] <andypugh> Yes, you can go to the latests (2.7) version of LinuxCNC on 10.04
[21:14:22] <XXCoder> I wonder why youre gettung such trouble installing linuxcnc built distros.
[21:14:35] <andypugh> cnc: Graphics drivers are not my speciality, but they seen to be a common cause of latency glitches. Nothing in LinuxCNC is graphics-intensive.
[21:14:45] <zeeshan-lab> when i was using the noveau driver
[21:14:49] <zeeshan-lab> i had massive issues with latency
[21:14:51] <zeeshan-lab> had to go to vesa
[21:15:02] <andypugh> Of course, if the same machine is also you CAD machine, then the balance of potential benefits is different
[21:15:17] <zeeshan-lab> its 2015
[21:15:21] <zeeshan-lab> computers cost $140 to build
[21:15:21] <zeeshan-lab> :D
[21:15:31] <zeeshan-lab> have a dedicated cad machine!!!
[21:15:44] <cnc> it's a pico fpga machine, so onley servo thread
[21:15:44] <zeeshan-lab> and dedicated cnc controller!
[21:15:51] <XXCoder> zeeshan-lab: or just use existing pc
[21:16:19] <XXCoder> zeeshan-lab: any good linux cam solutions?
[21:16:26] <XXCoder> because I cant find anything good
[21:16:31] <zeeshan-lab> nx
[21:16:31] <zeeshan-lab> :D
[21:17:12] <zeeshan-lab> zeeshan@zeeshan-daq:~/apparatus$ uptime 21:52:57 up 129 days, 7:12, 3 users, load average: 0.24, 0.22, 0.22
[21:17:19] <zeeshan-lab> im impressed w/ my lab comp
[21:17:45] <XXCoder> 15 days here
[21:17:58] <zeeshan-lab> i want to hit a year with this thing
[21:19:10] <XXCoder> zeeshan-lab: I once read about this unix server
[21:19:12] <andypugh> Have you seen the Graphics card that Autodesk recommend?
http://www.scan.co.uk/products/6gb-nvidia-quadro-6000-pci-e-20-(x16)-384-bit-gddr5-sli-2x-dp-dl-dvi-i-3d-stereo-sdi-retail?utm_source=google+shopping&utm_medium=cpc&gclid=CO-zx-Gn_cgCFRSeGwodCVAIHA
[21:19:20] <zeeshan-lab> yes
[21:19:20] <XXCoder> it had minor use but important
[21:19:23] <zeeshan-lab> its onloy 4000$
[21:19:34] <XXCoder> its been running so long that nobody knew where it is
[21:19:37] <zeeshan-lab> the trick is to use a geforce card
[21:19:44] <zeeshan-lab> and hack it to think its a quadro
[21:19:48] <zeeshan-lab> ive had success w/ that
[21:19:49] <XXCoder> it finally had something wrong after over 10 years uptime
[21:19:55] <zeeshan-lab> LOL XXCoder
[21:19:59] <zeeshan-lab> poor comp
[21:20:15] <XXCoder> as it turns out, its been standing so long someone walled it in when server room was updated
[21:20:23] <zeeshan-lab> haha
[21:20:25] <zeeshan-lab> that cant be true!
[21:20:26] <XXCoder> so they traced wire to wall and found it lol
[21:20:29] <zeeshan-lab> haha
[21:20:46] <XXCoder> problem was that it heated up inside wall so it had heat problems
[21:20:48] <brandon_> ok, so im just taking a shot in the dark here, but i've been trying to write the iso to usb with unetbootin. everything im reading is saying to use the dd command in terminal. would that be the significant difference?
[21:21:04] <XXCoder> probably not but dd is simple
[21:21:05] <andypugh> Yes
[21:21:33] <andypugh> brandon_: For some reason unetbootin doesn’t work with the hybrid ISO
[21:22:01] <brandon_> what distro is the hybrid using?
[21:22:06] <andypugh> Use dd, but be aware that it gives no feedback that it is working, and can take a long time. Like 30 minutes.
[21:22:21] <XXCoder> and be very sure on which drive youre writing to.
[21:22:23] <andypugh> The ISO is Debian Wheezy
[21:22:56] <brandon_> same as v2.7.1 i see. ok, well, dd is new to me so ill see if i can make that work
[21:23:25] <andypugh> Just make super-sure that you copy to the USB stick, not your boot drive.
[21:24:19] <XXCoder> yeah be very very sure
[21:25:31] <andypugh> Anyway, 3am and a long way to drive tomorow. Logging-off time.
[21:26:18] <XXCoder> dd is one of more riciously powerful tool
[21:27:38] <zeeshan-lab> zzzzzzzzzzzzzzzzzzzz
[21:27:44] <zeeshan-lab> damn this experiment is processing
[21:27:48] <zeeshan-lab> cant wait, last one of rthe day
[21:27:48] <zeeshan-lab> for
[21:27:51] <zeeshan-lab> so tired!!!
[21:27:55] <zeeshan-lab> been up since 5am
[21:28:00] <zeeshan-lab> tgif
[21:28:55] <XXCoder> tgith for me lol
[21:29:02] <zeeshan-lab> ?!!
[21:29:04] <XXCoder> well was, yeserday heh
[21:29:23] <zeeshan-lab> do you work night shifts
[21:29:31] <XXCoder> 2nd shift
[21:29:34] <zeeshan-lab> ah
[21:29:38] <zeeshan-lab> no wonder youre always up late
[21:29:38] <zeeshan-lab> :P
[21:29:39] <XXCoder> 10 hours 4 days
[21:29:47] <brandon_> when i run dmesg, would my removalbe usb most likey be one of the last displayed items shown? im showing sdb i believe. possibly sdb1, but sdb is the root directory of the usb, am i correct? and sdb1 is a sub directory?
[21:30:19] <XXCoder> sdb1 is first partition in that disk, dunno if its usb
[21:30:29] <XXCoder> theres something about mounts command that lists
[21:31:02] <XXCoder> do this
[21:31:12] <XXCoder> open terminal and type "mount" without quotes
[21:31:16] <XXCoder> it will list drives
[21:31:53] <brandon_> /dev/sda6 on / type ext4 (rw,errors=remount-ro)
[21:31:53] <brandon_> proc on /proc type proc (rw,noexec,nosuid,nodev)
[21:31:53] <brandon_> sysfs on /sys type sysfs (rw,noexec,nosuid,nodev)
[21:31:53] <brandon_> none on /sys/fs/cgroup type tmpfs (rw)
[21:31:53] <brandon_> none on /sys/fs/fuse/connections type fusectl (rw)
[21:31:54] <brandon_> none on /sys/kernel/debug type debugfs (rw)
[21:31:56] <brandon_> none on /sys/kernel/security type securityfs (rw)
[21:32:00] <brandon_> udev on /dev type devtmpfs (rw,mode=0755)
[21:32:02] <brandon_> devpts on /dev/pts type devpts (rw,noexec,nosuid,gid=5,mode=0620)
[21:32:04] <brandon_> tmpfs on /run type tmpfs (rw,noexec,nosuid,size=10%,mode=0755)
[21:32:06] <brandon_> none on /run/lock type tmpfs (rw,noexec,nosuid,nodev,size=5242880)
[21:32:08] <brandon_> none on /run/shm type tmpfs (rw,nosuid,nodev)
[21:32:10] <brandon_> none on /run/user type tmpfs (rw,noexec,nosuid,nodev,size=104857600,mode=0755)
[21:32:12] <brandon_> none on /sys/fs/pstore type pstore (rw)
[21:32:14] <brandon_> binfmt_misc on /proc/sys/fs/binfmt_misc type binfmt_misc (rw,noexec,nosuid,nodev)
[21:32:14] <XXCoder> my suggestion, use pastebin if more than 2 or 3 lines
[21:32:16] <brandon_> systemd on /sys/fs/cgroup/systemd type cgroup (rw,noexec,nosuid,nodev,none,name=systemd)
[21:32:18] <brandon_> gvfsd-fuse on /run/user/1000/gvfs type fuse.gvfsd-fuse (rw,nosuid,nodev,user=brandon)
[21:32:20] <brandon_> thats what i get with "mount"
[21:32:26] <brandon_> sorry
[21:32:29] <XXCoder> np
[21:32:55] <XXCoder> hmm not sure
[21:32:59] <XXCoder> mines but more clear
[21:33:16] <XXCoder> /dev/sdc1 on /media/rolf/My Book type fuseblk (rw,nosuid,nodev,allow_other,default_permissions,blksize=4096)
[21:33:18] <XXCoder> example
[21:33:34] <XXCoder> its mounted on /media/ which is usual for usb stuff
[21:33:56] <brandon_> when i use dmesg, i get this toward the end. the only thing i have with that small capacity, is a removable usb:
[21:33:58] <brandon_> [ 5488.767461] sd 5:0:0:0: [sdb] 3862528 512-byte logical blocks: (1.97 GB/1.84 GiB)
[21:34:15] <XXCoder> /dev/sdd1 on /media/rolf/Debian wheezy 20141215-20:59 type vfat (rw,nosuid,nodev,uid=1000,gid=1000,shortname=mixed,dmask=0077,utf8=1,showexec,flush,uhelper=udisks2)
[21:34:20] <XXCoder> hmm
[21:34:36] <XXCoder> that does seem correct (your flash drive is 2 gbtype?
[21:34:40] <brandon_> ya
[21:35:35] <XXCoder> https://superuser.com/questions/361885/how-do-i-figure-out-which-dev-is-a-usb-flash-drive
[21:36:34] <XXCoder> "Try the command udevinfo -q all -n /dev/sda, where /dev/sda is the path to your disk. This gives you a boatload of info about the disk you're looking at - there's an entry that tells you about the bus it's connected to."
[21:36:47] <brandon_> its gotta be....right? :)
[21:37:00] <XXCoder> confirm using that command
[21:37:17] <XXCoder> modify it to sdb
[21:37:29] <XXCoder> and see if it is indeed usb 2 gb drive
[21:40:42] <brandon_> brandon@brandon-X551CAP ~ $ sudo blkid -c /dev/null
[21:40:42] <brandon_> [sudo] password for brandon:
[21:40:42] <brandon_> /dev/sda1: LABEL="test" UUID="20EAD355EAD325B6" TYPE="ntfs"
[21:40:42] <brandon_> /dev/sda5: UUID="497569e9-e7b7-4c96-80ce-0c870cb20bfc" TYPE="swap"
[21:40:42] <brandon_> /dev/sda6: UUID="54aa1010-028c-4ad3-9164-f6aecccf2605" TYPE="ext4"
[21:40:43] <brandon_> /dev/sdb1: LABEL="LinuxCNC" UUID="9055-60CA" TYPE="vfat
[21:40:54] <brandon_> sorry, but i think this shows it as sdb1
[21:41:08] <brandon_> i've labeled it "linuxcnc" when i formatted it
[21:41:20] <XXCoder> it does seem to be sdb
[21:41:38] <brandon_> so, when i dd, does it need the sdb1, or just plain sdb?
[21:41:45] <XXCoder> interesting, that command didnt work
[21:41:48] <XXCoder> so I tried this
[21:41:50] <XXCoder> udevs info -q all -n /dev/sdd
[21:41:52] <XXCoder> it worked
[21:42:05] <XXCoder> try that, but change sdd to sdb
[21:45:42] <brandon_> your command says "no such command"
[21:45:50] <XXCoder> different distro I guess
[21:45:54] <brandon_> im almost certain it is sdb
[21:46:01] <XXCoder> yeah it seems to be the case
[21:46:10] <brandon_> but, when i use the dd command, i get this: brandon@brandon-X551CAP ~ $ dd if=linuxcnc-2.7-wheezy.iso of=/dev/sde
[21:46:10] <brandon_> dd: failed to open �linuxcnc-2.7-wheezy.iso�: No such file or directory
[21:46:55] <XXCoder> are you in same directory as the iso file?
[21:47:00] <brandon_> ahh, nope
[21:49:14] <XXCoder> it'll be silent but dont close terminal till prompt returns.
[21:49:22] <XXCoder> and dont remove usb drive for few minutes
[21:49:46] <XXCoder> make sure to properly dismount
[21:49:54] <XXCoder> it wil tell you when it is still writing
[21:49:56] <brandon_> ok, i typed "sudo dd if=linuxcnc-2.7-wheezy.iso of=/dev/sdb" and its chillin' at the flashy underscore. :)
[21:50:02] <XXCoder> cool
[21:50:47] <XXCoder> can you tell I made quite many mistakes with dd? (besides writing to wrong drive lol)
[21:50:59] <brandon_> sorry for being such a greeny. thanks for your patience
[21:51:06] <brandon_> lol
[21:51:07] <XXCoder> hey i went there too :D
[21:52:21] <brandon_> i just really havent had to navigate much in terminal to different locations and never understood how to execute commands based on specific locations. but now i do. :)
[21:52:49] <XXCoder> heh I still remember old dos days
[21:54:59] <brandon_> so, just to be clear, right now, i have nothing returned yet, which means it should be writing the iso to the usb drive? (my usb drive doesnt have a light to indicate writing to/from it...)
[21:55:13] <XXCoder> yeah
[21:55:20] <XXCoder> it will be a while.
[21:55:43] <brandon_> comparatively to the length of time that unebootin might take?
[21:55:59] <XXCoder> depends on stuff and usb but can take 30 minutes
[21:56:17] <brandon_> ok, i will go find another glass of wine :)
[21:57:17] <brandon_> well, its done already
[21:57:36] <brandon_> brandon@brandon-X551CAP ~/Downloads $ sudo dd if=linuxcnc-2.7-wheezy.iso of=/dev/sdb
[21:57:36] <XXCoder> cool
[21:57:36] <brandon_> 2336256+0 records in
[21:57:36] <brandon_> 2336256+0 records out
[21:57:36] <brandon_> 1196163072 bytes (1.2 GB) copied, 467.067 s, 2.6 MB/s
[21:57:46] <XXCoder> leave for a min
[21:57:53] <brandon_> so, right click drive, and unmount after a few mins?
[21:57:55] <XXCoder> then dismount
[21:57:57] <XXCoder> yeah
[21:58:12] <brandon_> alright, ill give it a few, then ill let you know what i get. thanks
[21:58:19] <XXCoder> np
[21:58:51] <zeeshan-lab> man
[21:58:58] <zeeshan-lab> i got 6 text files on another comp w/ no internet
[21:59:03] <zeeshan-lab> how to transfer over!!
[21:59:11] <zeeshan-lab> forgot my usb at home
[21:59:19] <zeeshan-lab> btrb
[21:59:21] <brandon_> cd drive?
[21:59:33] <XXCoder> you has a phone?
[21:59:38] <XXCoder> it can act as usb drive
[21:59:40] <brandon_> smart phone with tethering for internet?
[21:59:51] <brandon_> or ditto xxcoder
[22:00:50] <brandon_> cat5 cable direct? or does that not work?
[22:01:38] <XXCoder> yeah linux you can just connect and share files that way
[22:01:56] <XXCoder> in fact, my vp is connected to my pc network port, and shares internet that way
[22:02:05] <XXCoder> far simplier than windows.
[22:03:43] <brandon_> so far, splash screen/grub menu was debain embroidered...
[22:03:47] <brandon_> looks promising
[22:04:32] <XXCoder> only issue I had is gibberish background for login. I need to look into setting wallpaper for login lol
[22:04:38] <XXCoder> other than that it was fine
[22:04:52] <zeeshan-lab> its a stupid iphone
[22:04:55] <zeeshan-lab> wont get detected there
[22:05:01] <zeeshan-lab> and i dont have the cable for it :P
[22:05:10] <brandon_> and we're in. you're good at this. lol
[22:05:14] <brandon_> thanks
[22:05:30] <XXCoder> np
[22:05:48] <XXCoder> I almost got tech support job but pay offer sucked and it wasnt even full time
[22:05:55] <brandon_> only thing i dont see is a gui install, do i have to do it from boot menu?
[22:05:58] <XXCoder> and I would have to drive way too many miles to get there.
[22:06:12] <brandon_> lol, well i appreciate the open source tech support
[22:06:14] <XXCoder> there should be install stuff
[22:08:10] <zeeshan-lab> blah im gonna go to a grocery store
[22:08:12] <zeeshan-lab> and buy a usb
[22:08:12] <zeeshan-lab> brb :P
[22:08:20] <XXCoder> heh
[22:08:30] <XXCoder> you can borrow my 16 mb usb dribe
[22:08:33] <XXCoder> its collectable
[22:08:39] <XXCoder> jk on collectable part
[22:08:51] <brandon_> weird, i dont see anything offering to install. ill try the reboot and do it from the menu
[22:09:00] <XXCoder> yeah
[22:23:58] <XXCoder> how goes the install
[22:24:27] <brandon_> almost 75%
[22:27:11] <XXCoder> ok
[22:28:43] <brandon_> once this all goes well, i have the task of learning the software end of the cnc part...how long will you be on? lol i will probably be calling it a night soon. hardest part done, next hard part is buckling down on learning how it works.
[22:29:02] <XXCoder> I usually sleep at 4 am
[22:29:05] <XXCoder> its now 8 pm
[22:29:13] <brandon_> its 10pm here
[22:32:12] <zeeshan-lab> finally a USB!!!!!!!!1
[22:32:29] <XXCoder> $50 1 gb one? ;)
[22:32:36] <zeeshan-lab> no 8gb
[22:32:38] <zeeshan-lab> 12 bux
[22:32:44] <zeeshan-lab> at the conv store
[22:32:53] <zeeshan-lab> had to go to 3 different ones to get it
[22:32:59] <XXCoder> not too bad
[22:33:35] <zeeshan-lab> ok its home time!!!
[22:34:04] <brandon_> success. thank you again for walking me through all of this
[22:34:15] <XXCoder> np
[22:34:19] <XXCoder> check out latency
[22:37:06] <brandon_> doing that now
[22:38:05] <brandon_> opening a bunch of windows, surfing web loading images, scribbling in gimp...
[22:38:18] <XXCoder> I usually use glxgears 3 of that
[22:38:27] <XXCoder> and youtube playing HD nature video demo
[22:38:34] <XXCoder> and few other stuff
[22:39:31] <brandon_> what is the significance of these numbers? am i looking for the max jitter?
[22:39:50] <XXCoder> the lower the better
[22:40:13] <XXCoder> it matters less if you has stuff that generates signals
[22:40:21] <XXCoder> motor drivers
[22:41:03] <brandon_> right, but there is different categories. max interval, max jitter, and last interval
[22:41:48] <brandon_> whats the most important one?
[22:42:09] <XXCoder> not too sure
[22:42:27] <XXCoder> but bottom one should be below 25k for best possible
[22:42:43] <XXCoder> but really if my 9 year old pc can do 9k im sure yours will be fine lol
[22:43:25] <brandon_> wellllllllllllllllllllllllllllllll, i failed to mention that the first one im trying it on, is a 7 year old netbook... :(
[22:43:49] <brandon_> but, i have other options, i just wanted to get my feet wet here and get a feel for it all
[22:43:56] <XXCoder> yeah it should be fine
[22:44:02] <XXCoder> whats number at now?
[22:44:32] <brandon_> under servo thread or the base thread? base thread is the bottom one
[22:44:47] <XXCoder> base
[22:45:51] <brandon_> base thread shows- max interval 59158, max jitter 34326, last interval still moving around but right aroud 24000-25000. yours was 90k? lol
[22:46:04] <XXCoder> my old laptop yeah
[22:46:11] <XXCoder> not surpising as it is 13 years old
[22:46:23] <XXCoder> my old pc was at 9k. it was very high end for its era
[22:46:23] <brandon_> so, yours is kicking mines behind
[22:46:33] <XXCoder> no, 90k is very bad
[22:46:48] <brandon_> ohhhhh, i thought we were looking for a high number, oops
[22:46:50] <XXCoder> 9k is awesome. 35k is within range so its fine
[22:47:16] <brandon_> ran the samsung 4k nature demo video on youtube as well
[22:47:27] <XXCoder> yeah I always use that
[22:47:40] <brandon_> dunno if it plays a part, but this netbook i believe has an ssd
[22:47:43] <XXCoder> as large window as I can without maximized
[22:49:00] <XXCoder> http://linuxcnc.org/docs/html/install/Latency_Test.html
[22:49:38] <XXCoder> "If the max latency is more like 30-50 microseconds, you can still get good results, but your maximum step rate might be a little disappointing, especially if you use microstepping or have very fine pitch leadscrews"
[22:50:09] <XXCoder> besides
[22:50:13] <XXCoder> its for testing
[22:50:42] <XXCoder> you can build better one later.
[22:51:55] <ssi> zeeshan: home yet?!
[22:53:39] <brandon_> cool, well hey, again, cant say it enough, thanks for not being one of those guys that hates people breaking into their world. means a lot to me being someone that is willing and wants to learn more. im gonna get out and let all this soak in for now. have a good night
[22:53:57] <XXCoder> good night
[23:01:02] <zeeshan> XXCoder: yup
[23:01:05] <zeeshan> er ssi yup
[23:01:23] <XXCoder> yay youre really sending me $10k check??
[23:01:25] <XXCoder> oh aww
[23:01:34] <zeeshan> :)
[23:04:13] <zeeshan> ANALysis time
[23:04:24] <XXCoder> are you trying to say something?
[23:05:22] <XXCoder> and its better kept private between you and your girlfriend or wife lol
[23:05:36] <zeeshan> no im doin wrk
[23:05:50] <zeeshan> get mind of guttter!
[23:05:51] <zeeshan> :]
[23:06:00] <XXCoder> I know, I was teasing you on your weird capitalizion
[23:06:02] <zeeshan> =]]
[23:06:32] <zeeshan> analysis meanms you gotta be anal with the data
[23:06:32] <zeeshan> :D
[23:06:37] <zeeshan> thats what i was implying!
[23:06:45] <XXCoder> yep lol
[23:11:01] <zeeshan> you need to sleeeeeeep!
[23:11:14] <XXCoder> at 9 pm?
[23:11:17] <zeeshan> yes
[23:11:37] <zeeshan> man i feel so dumb
[23:11:56] <zeeshan> i forgot what that transmission gear set was called
[23:11:58] <zeeshan> when its backlash free
[23:12:07] <zeeshan> it's completely out of my memory.
[23:13:04] <zeeshan> omh
[23:13:07] <zeeshan> it came to me!
[23:13:08] <zeeshan> harmonic drive
[23:13:11] <zeeshan> memory is getting slower
[23:16:41] <XXCoder> we all get cnearer to death every second lol
[23:16:52] <zeeshan> yep =/
[23:53:03] <ssi> zeeshan:
https://www.youtube.com/watch?v=B6vr1x6KDaY
[23:53:20] <XXCoder> oh yeah
[23:53:25] <XXCoder> been a bit since I last saw it
[23:53:32] <XXCoder> amazing eh
[23:55:48] <zeeshan> =]
[23:56:33] <XXCoder> double pendulum is proven to be chaotic. amazing that someone found a solution
[23:56:49] <XXCoder> triple
https://www.youtube.com/watch?v=Ep2lNMic_fk
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}