Back
[00:24:10] <Wolf_Mill> screw the change gears, think it would cost less to cnc the lathe lol
[00:40:35] <zee-Lathe> lol
[00:40:38] <zee-Lathe> it prolly will
[00:53:25] <Wolf_Mill> except that I kinda like manual turning
[01:10:17] <SEL> hi
[01:10:20] <SEL> http://www.open-electronics.org/boars-board-the-ultimate-board/
[01:33:27] <archivist> cpu and memory restricted
[01:38:54] <SEL> where?
[01:41:06] <archivist> that board you just linked
[01:43:07] * Jymmm hands SEL his alzheimer's medication
[01:43:47] <SEL> thanks I forgot it :-)
[01:44:15] <Jymmm> forgot what?
[01:44:49] <SEL> my medication
[01:45:14] <Jymmm> What medication? BTW, who the hell are you?
[01:46:16] <SEL> a linuxcnc user?
[01:46:28] <Jymmm> nm
[01:56:04] <SEL> BTW good morning !
[02:21:38] <Deejay> moin
[03:02:45] <minibnz> got a question.. i have some igrizzly DRO scales. i have made a circuit that will capture the data and present it on to a usb device for reading by my computer. what i need now is a method of getting that data into EMC2 and use it as a feedback loop. can anyone give me a little direction on what i should be looking for in the implementers manual.
[03:06:58] <archivist> usb is useless as a feedback
[03:07:39] <archivist> it has latency issues
[03:09:47] <minibnz> fine i can use rs232 :)
[03:10:13] <minibnz> at least then the latency will the be the same everytime..
[03:10:36] <minibnz> but either method is irrelevant if i cannot work out how to get the data in to EMC2.
[03:11:27] <archivist> it can read the parallel port at a limited rate or via an fpga at full speed
[03:12:19] <archivist> use the encoder comp in hal to read the encoder/scales
[03:15:02] <SolarNRG> I found and I touched a real vacuum pump today
[03:15:09] <SolarNRG> It's on sale for 220 euros
[03:15:26] <SolarNRG> it's a double stage
[03:15:32] <SolarNRG> and it can do 0.5 pascals
[03:15:38] <SolarNRG> ultimate vacuum
[03:15:50] <SolarNRG> u think I can do some magnetically confined plasma with that baby?
[03:16:34] <SolarNRG> oh and it comes with like no oil inside
[03:16:41] <SolarNRG> u have to buy the oil separately
[03:29:53] <minibnz> archivist i have found a section that i think is what i need, can you confirm this is the right section? under halui pin reference i see this pin halui.axis.n.pos-feedback (float, out) - Feedback axis position in machine coordinates
[03:29:53] <minibnz> it looks like its a output not an input. so im a little confused.
[03:31:04] <minibnz> it appears to be outputing the float value. is that the pin i would point to a script or something that will capture my DRO data and take it in to EMC?
[03:50:13] <archivist> minibnz, your scales should have an A and B signals and possibly an index (Z or I) those go to the encoder inputs
[03:51:41] <archivist> so if using the parallel port
http://linuxcnc.org/docs/html/hal/rtcomps.html#sec:Encoder
[03:52:56] <minibnz> ahh there is the problem.. i dont have encoders on the motors. i have standalone scales that i have hooked up to a interface board that converts the scale data into a stream of numbers. not ticks.
[03:53:11] <minibnz> looks like i wont be able to use these as feedback sensors...
[03:53:37] <archivist> are they absolute scales or incremental
[03:53:47] <minibnz> absolute
[03:54:18] <archivist> the fpga method (mesa card) can read those I think
[03:54:40] <zeeshan> minibnz: have you written a custom component to convert your data from your usb thing to hal pins?
[03:55:25] <zeeshan> http://i.imgur.com/9Rg8O0d.jpg
[03:55:30] <zeeshan> im inching closer and closer to finishing this jig
[03:55:30] * archivist slaps zeeshan with usb latency
[03:55:42] <zeeshan> for pete:
http://i.imgur.com/OMIu0Vj.jpg
[03:55:46] <zeeshan> http://i.imgur.com/cCV3wRZ.jpg
[03:55:52] <minibnz> zeeshan not yet thats what i am trying to work out how to do.. so far i have a circuit and firmware that reads the grizzly scales and pumps out three numbers representing the number of ticks from zero. each tick is 1/2560mm
[03:56:00] <zeeshan> ill never learn how to blend my stops :{
[03:56:39] <zeeshan> firmware?
[03:56:45] <zeeshan> you mean adriver
[03:56:50] <archivist> angle grinder blends just fine
[03:56:51] <zeeshan> that is giving linux some data
[03:56:57] <zeeshan> archivist: rofl
[03:57:38] <minibnz> i have a circuit that has a PIC MCU that clocks the data out of the scales and presents it to a pc. i can make it usb or rs232.. ideally i would like to know how to get these numbers from my scales into EMC
[03:57:53] <archivist> a custom comp
[03:58:18] <Wolf_Mill> feed it in to the para breakout type thing right?
[03:58:25] <zeeshan> yes you gotta look up how to write a custom component
[03:58:29] <zeeshan> and make sure you dont use python
[03:58:31] <zeeshan> it wont be realtime
[03:58:33] <zeeshan> you gotta write it in C
[03:58:42] <zeeshan> specifically look up real time component
[03:58:44] <minibnz> so i can change the firmware in the pic to make it present the data in what ever format i want.. (i could possibly convert these scales into encoder outputs but that just dont seem right..)
[03:58:48] <archivist> make it fast if in the loop, therefore very fast rs232 or ethernet or fpga
[04:00:14] <minibnz> really ethernet for a feedback loop? that seems like a worse option than usb..
[04:00:30] <archivist> I believe the fpgas can take a fast serial
[04:00:37] <Wolf_Mill> usb isnt realtime
[04:00:56] <archivist> usb can drop out a couple of seconds or more
[04:02:11] <archivist> machines using ethernet and fpga cards are now being implemented
[04:03:28] <minibnz> i only have to transfer 6 bytes per axis per report.. i really dont think rs232 will be that bad... 18bytes @115200(baud) = 711 samples per second.. is that really going to be too slow?
[04:04:21] <Wolf_Mill> not the data rate, latency is the concern
[04:05:13] <minibnz> how fast does a mill have to move before latency is a issue?
[04:05:15] <archivist> might just get that in rs232, pack the data if you can
[04:05:50] <archivist> think of a loop running at 1ms
[04:06:48] <minibnz> so you are saying that what ever feedback option i use it should really be able to report 1000 times per second?
[04:07:11] <minibnz> i am using linux so i can actaully push my serial port to twice that rate..
[04:08:03] <minibnz> and where exactly is that latency a problem? is it when EMC says take a step, does EMC then wait for the response before it will issue another step?
[04:08:03] <archivist> at a rate you set your loop at
[04:08:41] <archivist> are you intending servo or stepper system
[04:09:28] <minibnz> i have a stepper system already built and it works pretty good but occasionally it misses steps. i want to add these scales to the feedback loop so when it misses steps it will adjust and recover..
[04:12:19] <archivist> http://linuxcnc.org/index.php/english/forum/38-general-linuxcnc-questions/3916-closed-loop-with-steppers
[04:21:23] <minibnz> hmm ok looks like a pointless exercise.. the manual says it wont compensate for missed steps. so there is no point in wasting everyones time... if i want to 'fix' this problem i have to start again from the ground up...
[04:23:28] <minibnz> i wont be able to get the feedback into EMC in a quick enough timeframe unless i go to a lot of new hardware.. i will just cut my losses and live with what i have... its not going to be perfect but it is good enough..
[04:23:42] <minibnz> thanks for the help guys.. you saved me a lot of time..
[04:33:30] <malcom2073> minibnz: You should figure out *why* you're missing steps, and rectify that
[04:35:26] <minibnz> like i said i will have to buy bigger motors and start from the ground up and rebuild what i have.. i know what the problem is and i am trying to work around that without rebuilding the whole damn thing. and buying even more motors (stepper or servo) is expensive.. that and i have these DRO's and would really like a closed loop system...
[04:41:25] <archivist> minibnz, I think closed loop stepper is possible
[04:42:47] <minibnz> it probably is.. i just cant find any documentation on how to set it up..
[04:43:16] <archivist> but losing steps is a basic problem that should be fixed another way, I reduce the top speed and acceleration to be within limits to avoid step loss
[04:44:16] <XXCoder> heys
[04:44:31] <zeeshan> hi
[04:44:34] <zeeshan> minibnz: your scales
[04:44:36] <XXCoder> whats up
[04:44:37] <zeeshan> are they sin / cos?
[04:44:40] <zeeshan> or ttl?
[04:44:41] <zeeshan> or what?
[04:45:03] <zeeshan> about to get some breakfast :P
[04:45:07] <zeeshan> its been a late night :P
[04:45:09] <archivist> absolute
[04:45:38] <zeeshan> i'm not a scales expert
[04:45:39] <ganzuul> Aw right!
[04:45:43] <zeeshan> but when iwas looking around
[04:45:48] <archivist> you use the pid loop with stepgen in velocity mode iirc
[04:45:53] <zeeshan> they can come in different output types evben though they are absolute
[04:45:55] <ganzuul> Next week, interview for another machinist education programme
[04:46:07] <ganzuul> And it's near where I live
[04:46:27] <minibnz> this is the page that told me how to read the scales.
http://www.yuriystoys.com/2012/01/reading-gtizzly-igaging-scales-with.html
[04:46:46] <minibnz> they are cheap chinese scales that have 2560 counts per mm
[04:47:31] <minibnz> they have a TTL output of a 1's complement number.. that number is the number of counts the scales have moved since power up.
[04:47:49] <zeeshan> i wonder if you can use a mesa 7i77
[04:47:53] <zeeshan> or 7i76e
[04:48:01] <minibnz> ie if i move them 1mm to the right i get 2560 as a value..
[04:48:03] <zeeshan> and have a custom firmware for it..
[04:48:13] <zeeshan> will save you a lot of pain :P
[04:48:20] <minibnz> no it wont...
[04:48:25] <archivist> I think direct to fpga too
[04:48:31] <zeeshan> why not?
[04:48:33] <zeeshan> its a fpga system
[04:48:35] <zeeshan> its all done for you
[04:48:36] <archivist> it is the right pain :)
[04:48:45] <zeeshan> you just gotta write your own code to process the data.
[04:49:07] <archivist> not in an arrrrrguino but in a comp
[04:49:08] <minibnz> i will have to go and buy a mesa... then i will have to find a way to fit that into my enclosure (which is as tightly packed as i want it to be)...
[04:49:26] <zeeshan> its a pretty small card
[04:49:26] <zeeshan> :P
[04:49:52] <zeeshan> archivist:
[04:49:56] <zeeshan> i had something interesting happen today
[04:50:03] <zeeshan> so iwas welding near those dowels in the pics..
[04:50:08] <zeeshan> one of them exploded on me
[04:50:19] <zeeshan> :)
[04:50:27] <zeeshan> i guess the loctite expanded
[04:50:34] <Wolf_Mill> well thats diffrent lol
[04:50:36] <zeeshan> or there was built up gas pressure
[04:50:43] <zeeshan> and it just shot out
[04:50:43] <minibnz> i dont have space.. that and i will have to remove the parrallel port card that i have installed.. this has two ports that and i am using both...
[04:50:51] <archivist> I had a capacitor explode sunday , must not connect them backwards
[04:50:56] <zeeshan> lol
[04:51:07] <zeeshan> Wolf_Mill: try it
[04:51:08] <zeeshan> it is fun
[04:51:15] <zeeshan> dowel in a hole with loctite red
[04:51:19] <zeeshan> heat it up
[04:51:21] <zeeshan> see what happens
[04:51:30] <archivist> actually was revesinig a small switcher and forgot to turn it round
[04:51:30] <Wolf_Mill> ya know, not much stuff I weld needs dowels, yet
[04:51:37] <archivist> reversing
[04:51:46] <zeeshan> w
[04:51:51] <zeeshan> Wolf_Mill: you will be when you cnc!
[04:51:52] <zeeshan> :P
[04:51:59] <Wolf_Mill> hehe
[04:52:25] <Wolf_Mill> you should see the cludge I'm workign on to get my Z moving lol
[04:52:34] <archivist> nah just probe and compensate
[04:53:03] <archivist> I am waiting for the post to deliver a real renishaw :)
[04:53:11] <zeeshan> you got one?!
[04:53:14] <Wolf_Mill> wait, why loctite then weld?
[04:53:24] <zeeshan> Wolf_Mill: backwards ass engineering
[04:53:25] <zeeshan> thats why!
[04:53:28] <Wolf_Mill> lol
[04:53:38] <archivist> http://www.ebay.co.uk/itm/221854999870
[04:53:38] <zeeshan> i wanted to make sure the plates were machined right
[04:53:44] <zeeshan> but i dont know why i loctite it
[04:54:09] <zeeshan> archivist:
[04:54:10] <zeeshan> WTF
[04:54:11] <zeeshan> :(
[04:54:12] <Wolf_Mill> yeah, typicaly I think of dowels being press fit
[04:54:22] <zeeshan> youre right
[04:54:28] <archivist> its a lathe one but the price!
[04:54:29] <zeeshan> say its a .25 dowel
[04:54:33] <zeeshan> you can drill the hole to .251
[04:54:36] <zeeshan> and loctite it in
[04:54:44] <archivist> ream
[04:54:46] <zeeshan> so that way you dont need 2 different reamers
[04:54:52] <zeeshan> yes i mean ream
[04:55:08] <zeeshan> cause if you wanted a press fit, youd need to get a .249 reamer
[04:55:09] <XXCoder> few days ago I watched a video on how to make a reamer
[04:55:12] <XXCoder> very interesting
[04:55:51] <zeeshan> if this was a flywheel dowel for locate a clute
[04:55:55] <zeeshan> i wouldnt be using loctite :P
[04:55:59] <zeeshan> clutch
[04:56:01] <zeeshan> wow im tired :P
[04:56:26] <zeeshan> archivist: please find me one :(!
[04:58:11] <XXCoder> zeeshan: how goes your fixture making
[04:58:16] <archivist> you have to search diligently :)
[04:58:22] <zeeshan> XXCoder: i posted some pcis :P
[04:58:23] <zeeshan> http://i.imgur.com/9Rg8O0d.jpg
[04:58:28] <zeeshan> its coming along
[04:58:31] <zeeshan> prolly will be done tommo
[04:58:35] <XXCoder> ok
[04:58:50] <XXCoder> ribbed for pleasure indeed
[04:58:56] <zeeshan> next step is to make the balls!
[04:59:00] <zeeshan> :P
[04:59:07] <zeeshan> and then slit the mandrel
[04:59:16] <XXCoder> you welded it?
[04:59:24] <zeeshan> yes
[04:59:30] <XXCoder> nice
[05:00:10] <zeeshan> its not at 30 degrees anymore
[05:00:11] <zeeshan> at 29
[05:00:16] <zeeshan> i dontt hink he's gonna notice :P
[05:00:54] <zeeshan> hmm i think its pancake time!
[05:01:38] <XXCoder> unlikely if tol of angle was not stated
[05:42:26] <ganzuul> https://www.youtube.com/watch?v=WEtyMRifwes
[05:42:34] <ganzuul> Not dangerous at all
[06:46:51] <XXCoder> ganzuul: scary.
[06:53:39] <ganzuul> I would flee, that's for sure...
[06:53:56] <XXCoder> I would leave as soon as I saw no walls
[06:53:58] <XXCoder> night
[06:54:41] <ganzuul> night
[07:24:20] <Tom_itx> zeeshan, i suggested you bolt it
[08:25:45] <borbon> Hello Everybody, my friend and I we have decide it to transform a robotic arm in a 3D printer for huge printings, our initially idea is to buy a second hand old robot, hopping that the instrumentation works, then buy a Mesa I/O card for interface with the robot Instrumentation and the Motor drivers, we have doubt if exits the invert cinematic modules for the robot. has anyone have done something similar ?
[08:26:58] <archivist> a few have done kinematics for arms
[08:29:35] <borbon> but do you think is feasible ?
[08:29:46] <borbon> I have read that the modules exixt
[08:31:51] <fenn> http://www.hizook.com/blog/2013/11/13/large-scale-rapid-prototyping-robots-industrial-robot-arm-extruders-and-building-sca <- scara arm controlled by linuxcnc 3d-printing stuff
[08:32:07] <fenn> i am surprised that more people don't use linuxcnc to control robot arms
[08:32:38] <fenn> orocos is more oriented toward arms
[08:32:50] <borbon> fenn: yes fen something like that
[08:33:45] <borbon> fenn: I have seen that before, in fact our Idea coming from there
[08:37:18] <fenn> more info about the arm if anyone cares
http://transistor-man.com/3dprintbot.html
[08:40:47] <fenn> "a homebuilt 6-dof puma-typed RRRRRR robot controlled by emc2 (linuxcnc)"
http://youtube.com/watch?v=AoOWi1r6-Eo
[08:41:13] <fenn> i can't find any examples of someone using linuxcnc to run an industrial 6-axis robot arm
[08:42:19] <fenn> well, you only need 5 axis at most for 3d print
[08:42:37] <fenn> there was a puma example config
[08:43:19] <fenn> http://juve.ro/blog/puma
[08:46:51] <fenn> a 3d printed robot
http://www.alvarogil.com/cadcam/robot/index.html but they never finished...
[08:49:27] <Sync_> fenn: we had a robot controlled by linuxcnc but it is super buggy
[08:55:39] <fenn> this looks functional but the kinematics parameters are a bit off:
http://youtu.be/Hnwzv0GNTc8
[09:27:29] <fenn> "as far as I know neither Orocos nor ROS (
http://ros.org) are able
[09:27:30] <fenn> to control a machine at the level of a servo control loop. In a way HAL
[09:27:31] <fenn> is missing"
[09:27:40] <fenn> weird
[09:27:50] <fenn> brain in a vat
[09:56:31] <borbon> fenn: Fen I've checked Orocos
[09:56:47] <borbon> that is a library for solving the invert Kinematic
[09:57:10] <borbon> it is a module that I can use in EMC2
[09:58:21] <ssi> fenn: I've been planning on trying to run an industrial 6 axis arm on linuxcnc
[09:58:27] <ssi> but I haven't gotten the arm yet
[09:58:46] <SpeedEvil> ssi is mostly armless.
[09:58:56] <ssi> mostly
[09:59:02] <_methods> hehe
[09:59:55] <_methods> auction day tryin to score a tesa 400
[10:00:10] <ssi> height gauge?
[10:00:14] <_methods> yeah
[10:00:16] <ssi> nice
[10:00:34] <_methods> yeah it's a weird auction
[10:01:17] <_methods> i'm hopin nobody knows what it is
[10:01:35] <archivist> as do all the others :)
[10:02:10] <_methods> i scored the mobile coolant recycler like that for $300
[10:02:17] <_methods> $20k coolant recycler
[10:02:44] <_methods> that height gauge is only like $3k new
[10:03:00] <archivist> I have a renishaw probe in the post that seems rather cheap for what it is
[10:03:02] <_methods> but if i can get it for $200 = :)
[10:03:36] <_methods> i'll know in a minute some vises are coming up
[10:03:46] <_methods> if they go high then i'm probably screwed
[10:04:56] <archivist> a 0 - 125mm micrometer arrived today for notalot
[10:04:59] <ssi> in person auction? or online
[10:05:07] <_methods> online
[10:05:43] <ssi> I got my iron castings yesterday from Andy Lofquist
[10:05:47] <_methods> nice
[10:05:47] <archivist> ssi someone has sent me images and a scan for my filing machine
[10:05:47] <ssi> they're pretty nice
[10:06:01] <ssi> archivist: plans?
[10:06:19] <archivist> http://www.collection.archivist.info/archive/mirror/new_wonder/
[10:06:45] <archivist> it was a production machine, dunno the maker yet
[10:07:15] <ssi> oh cool
[10:07:41] <archivist> so have you made yours yet?
[10:07:47] <ssi> ha no
[10:07:51] <ssi> I just got the castings last night
[10:08:12] <ssi> I started on the boring head, because it's cheaper to replace if I screw it up
[10:08:24] <ssi> and because he shows a bunch of setups with the boring head in the plans to make the filer haha
[10:08:43] <ssi> http://www.statecollegecentral.com/metallathe/MLA-7.html
[10:08:55] <archivist> I am at the last few parts second coat of paint and starting reassembly
[10:09:03] <ssi> all his stuff is designed for SB 9/10K
[10:09:14] <ssi> so it's set up for a 1 1/2-8 spindle
[10:09:21] <ssi> my SB 10L is 2 1/8-8
[10:09:37] <ssi> it looks like there's enough meat in the castings to turn it for the bigger spindle
[10:10:20] <ssi> but the first thing I had to do was make a plug gauge that matches my spindle so I can check the fit
[10:10:32] <ssi> cause once I start cutting the back of the body I can't break the setup
[10:11:49] <archivist> I know the problem, I need to make a backplate for mine
[10:12:03] <ssi> I spent a couple hours turning up a gauge last night
[10:12:08] <ssi> only to botch it at the last minute :(
[10:12:31] <ssi> I turned it out of 3" round.... took ages
[10:12:38] <ssi> I need a bigger lathe :D
[10:13:03] <ssi> actually I just need to figure out how to grind an HSS tool for optimal feed and speed on that machine
[10:13:14] <ssi> I bet I could move a crapton of metal on that little lathe if I was a little bit better
[10:16:54] <archivist> or use inserts
[10:17:04] <ssi> I'm using inserts now
[10:17:24] <archivist> I find mine a bit light for big cuts
[10:17:52] <archivist> may be a loose/worn spindle bearing
[10:17:56] <ssi> I was roughing at something like 0.025" DOC, 0.008" fpr last night
[10:18:06] <ssi> at the lowest non-backgeared speed
[10:18:09] <ssi> not sure what that is offhand
[10:18:12] <ssi> 300rpm or so I think
[10:23:49] <archivist> I also think the spindle is a bit small for the size of lathe, mine is the 14 1/2" swing
[10:24:48] <archivist> two new pics
http://www.collection.archivist.info/searchv13.php?searchstr=filing+machine
[11:35:04] <Loetmichel> *FINALLY* ... laid down the cat7 from the Fibre modem to the router at company today... now we got 50Mbit/2Mbit fibre instead of 2Mbit/2Mbit SDSL... now its bearble to download a driver or an update... (we are only 8 employees but still 2Mbit for the whole company was a PITA)
[11:37:39] <SpeedEvil> :)
[11:41:42] <ssi> cat7?!
[11:41:47] <ssi> I didn't know that was a thing :P
[11:44:36] <ikcalB> hey @all: my company (TEAM ELECTRONICS) has been developing chair-side mills using linuxcnc for some years, now we are moving to ethercat.
[11:46:10] <ikcalB> QUESTION: though we really appreciate the new TP, the lack of *jerk limit* is a real showstopper. I cannot find any ongoing development in that direction, is that correct?
[11:46:20] <Loetmichel> ssi: that was on the spool that had a 5mm dust cover in the cellar
[11:46:28] <Loetmichel> i didnt bother to buy new cable ;)
[11:46:41] <cradek> correct, nobody is working on that
[11:47:04] <cradek> why is it a showstopper for your application? what problem are you having?
[11:47:26] <zeeshan> whoever added rapid override
[11:47:28] <zeeshan> thank you!
[11:47:37] <ikcalB> P.S.: what goes hand in hand: axis limits really are joint limits - as the physical constraints come from motors / screws / ... I quite found some discussions, is there any progress beeing made?
[11:48:03] <cradek> ikcalB: what kind of machinery is this? I don't know what chair-side means
[11:48:36] <zeeshan> Tom_itx: i know you did :P, but for the tolerances required, this is ok.. i knew it would warp :P
[11:48:40] <ikcalB> cradek: have a look at the predecessor if you like:
https://www.google.com/search?q=ceramill+motion+2&safe=off&source=lnms&tbm=isch&sa=X&ved=0CAcQ_AUoAWoVChMI3IfZ8p_WxwIVZvByCh3imgjf&biw=1920&bih=875
[11:49:27] <zeeshan> hey
[11:49:30] <zeeshan> i've seen your mill before!
[11:49:32] <cradek> aha, 5 axis stuff
[11:49:32] <zeeshan> my dad showed it
[11:49:58] <zeeshan> he saw it was a dental exhibition
[11:50:02] <ikcalB> cradek: the mechanics of the machine (including motors) is very capable, it just is not heavy enough (and not standing on the ground) to tolerate the jerk, resulting from increasing acceleration to the real maxs
[11:50:07] <zeeshan> was = at
[11:50:29] <ikcalB> zeeshan: true. used to mill replacement teeth
[11:50:36] <zeeshan> yes
[11:51:09] <cradek> I see, you must use very high acceleration settings
[11:52:19] <ikcalB> cradek: exactely. idk if it would be acceptable prior 3.0, but moving mechanical constraints from "axis limits" to "joint limits" (what they are) and in turn implementing jerk limitation, would be one of our next goals
[11:52:48] <cradek> that would be wonderful, I am happy you are working on both those things
[11:53:37] <ikcalB> zeeshan: just to be accurate: we've just produced the control system for that mill ;)
[11:53:45] <zeeshan> oh
[11:54:38] <ikcalB> cradek: we are yet investigating the effort, and searching for the right place to start. (atm we're switching over to ethercat, and trying to craft some tools for easing [visual] hal configuration)
[11:54:40] <zeeshan> when you have no jerk limit
[11:54:42] <zeeshan> what happens?
[11:54:46] <ssi> I ran into similar issues with the lack of jerk limit
[11:55:09] <ssi> my laser machine had a fairly flimsy frame, and even with a very light gantry, starts and stops would cause a minute amount of shake that was visible in a fine engraved line
[11:55:15] <ssi> jerk limit would have mitigated that
[11:55:27] <ssi> but it's a pretty minor edge case... it's not an issue on heavy rigid machines
[11:56:08] <ssi> as for the axis vs joints issue, there's a branch that addresses it
[11:56:12] <ikcalB> zeeshan: just to clarify - jerk is change of acceleration. say, you sit still on a chair, and someone pushes you light, but constant, until you reach a certain velocity. let the one achieve the same in 1/10 of the time, and your back will hurt
[11:56:13] <ssi> I dunno if there are any plans to merge that
[11:56:14] <cradek> ikcalB: I assume you have checked out the ja branches: I think cradek/joints_axes7 is the newest
[11:56:23] <zeeshan> i know the definition of jerk :P
[11:56:29] <zeeshan> just don't know it's physical applications
[11:56:32] <zeeshan> like i understand in a car crash
[11:56:35] <zeeshan> it's the jerk that kills you
[11:56:41] <zeeshan> (literally and physically)
[11:56:42] <ssi> I use the ja branch for my gantry machines cause I think it's the sanest way to multi-homed slaved axes
[11:56:42] <zeeshan> :P
[11:56:43] <pcw_home> One of the main advantages of limited jerk is it limits the amout of elastic energy stored in the mechanics
[11:57:02] <ikcalB> zeeshan: well, that's what the machine is happening to do. its wiggling around, making noise, the mechanical wear is increassed, the part finish is worse
[11:57:49] <zeeshan> okay so basically what you're saying is
[11:57:50] <cradek> each additional motion derivative you constrain gives you more smoothness
[11:57:50] <ikcalB> pcw_home: hence, deacreasing mechanical wear, yes
[11:57:52] <zeeshan> instead of a smooth acceleration
[11:57:54] <pcw_home> you can typically use higher acceleration at the same following error limits with limited jerk
[11:57:58] <zeeshan> you get a sudden spike of acceleration
[11:58:01] <zeeshan> cause of no jerk limit
[11:58:03] <ssi> https://pbs.twimg.com/media/Btb4wAaIUAAWZYp.jpg:large
[11:58:10] <ssi> there's an example of the jerk-related error in my laser machine
[11:58:21] <cradek> ssi: wow
[11:58:22] <_methods> sweet got the tesa for $1k
[11:58:32] <ikcalB> ssi: now that's nicely shown
[11:58:52] <pcw_home> you can also look at it as a frequency domain issue
[11:58:52] <zeeshan> why the wiggly lines
[11:58:55] <ssi> _methods: bit higher than you wanted
[11:58:56] <cradek> ssi: so you just turned down the accel?
[11:59:00] <_methods> yeah
[11:59:08] <_methods> still it's brand new
[11:59:11] <ssi> cradek: I needed the accel really
[11:59:13] <ssi> I just lived with it
[11:59:14] <_methods> and they sell for like $3500 new
[11:59:31] <ssi> it was bad for fine engraving work but it wasn't noticeable for high power cutting
[11:59:48] <zeeshan> i guess the cut added dampening
[11:59:50] <zeeshan> mechanical dampening
[11:59:54] <zeeshan> damping
[11:59:54] <ssi> no
[11:59:58] <ssi> why would it? :P
[12:00:00] <zeeshan> then?! :P
[12:00:05] <ikcalB> cradek: i'm afraid. I jsut looked at the tp of the 2.7.0~pre7 branch for now
[12:00:10] <ssi> the cut just has a WAY wider kerf and so that little bit of shake was in the noise
[12:00:12] <ikcalB> s/jsut/just
[12:00:21] <zeeshan> ah
[12:00:23] <zeeshan> (sorry laser)
[12:00:24] <zeeshan> lol
[12:00:31] <zeeshan> i dunno why i was thinking mill engraving
[12:00:31] <ssi> heheh
[12:01:02] <cradek> ssi: you've got one problematic frequency there. wonder if you could mechanically damp just that, somehow (certainly not my area of expertise)
[12:01:18] <ssi> cradek: yeah very possible
[12:01:31] <ssi> it was an issue of a machine with spindly little 20mm tslot extrusion legs
[12:01:37] <pcw_home> micges did some work with limited jerk (expanding then re-doing Arais' work I think) , not sure what the status is
[12:01:37] <ssi> and the whole machine would shake on its legs
[12:01:49] <ssi> it could have easily been solved with some rigidity and damping
[12:01:57] <ssi> but I just set it on fire rather than deal with it :D
[12:02:17] <ikcalB> ssi: ias you are able to reproduce that as clearly, you can easily find the (main) modes, and try to compensate (by adding little weight/stiffen at the right spots)
[12:02:51] <ssi> ikcalB: I don't have the machine anymore :)
[12:03:55] <ssi> all that to say that I'd love to see a fixed jerk TP in linuxcnc
[12:04:05] <ssi> so if you're gonna do that, I support you! :D
[12:04:05] <ikcalB> ssi: bah :'D just about the first time, a real world problem is solveable with my basic control knowledge - now its gone
[12:04:21] <zeeshan> wouldn't you calculate jerk -- and just add some if statements to not exceed it?
[12:04:34] <ssi> zeeshan: the TP is a pretty complex beast
[12:05:15] <ikcalB> zeeshan: you'd have to do that at various places, and sync all other axes to the limiting one
[12:05:15] <zeeshan> ssi explain to me why those wiggly lines happen
[12:05:21] <ssi> zeeshan: because the machine was shaking
[12:05:24] <zeeshan> ah!
[12:05:29] <zeeshan> so your frame is to blame
[12:05:30] <zeeshan> :P
[12:05:30] <cradek> wiggling :-)
[12:05:32] <ssi> yes
[12:06:05] <ssi> if you slam on the brakes in your car, the moment you come to a dead stop you go from -.5G or so to 0G accel in a step function
[12:06:09] <ssi> and the car rocks back and forth
[12:06:16] <zeeshan> your car maybe! :P
[12:06:26] <cradek> to get a feel for this, hang a weight from a string and move it across the room without getting it swinging
[12:06:34] <zeeshan> but i can relate it to a fuel tank
[12:06:37] <zeeshan> and the fuel sloshing
[12:06:39] <ssi> that's because your jerk is high, and the rapid change in accel causes the oscillation
[12:06:53] <ssi> cradek: there was a demo at maker faire last year, one of the guys doing an arduino based motion system
[12:07:03] <ssi> they had a linear joint with a plumb bob hanging on it
[12:07:15] <ssi> and it'd make a move that would swing it up out of a solo cup, and park it in another solo cup at the other end
[12:07:18] <zeeshan> cradek: that is a very good example
[12:07:20] <ssi> without knocking over the cup
[12:07:21] <zeeshan> to help me visualize
[12:07:32] <ssi> and their whole sales pitch was a fixed jerk trajectory planner
[12:07:33] <cradek> it's only kind of hard to do it in a straight line in one direction
[12:07:35] <ssi> I forget the name of it
[12:08:11] <_methods> heh scored a bridgeport for $400
[12:08:15] <ssi> ha nice
[12:08:21] <_methods> yeah
[12:08:28] <_methods> i guess no one was payin attention
[12:08:35] <_methods> they threw it in 1 money with another lot
[12:08:55] <ssi> god all these old pics from the early laser days
[12:08:55] <ssi> https://pbs.twimg.com/media/BtqlhnGIgAER5Dx.jpg:large
[12:09:12] <zeeshan> ssi you need to build another laser
[12:09:13] <zeeshan> !
[12:09:16] <ssi> I'm gonna
[12:09:21] <ssi> https://pbs.twimg.com/media/BvAkHSIIMAE9PxN.jpg:large
[12:09:26] <ssi> https://pbs.twimg.com/media/BvAkPmGIYAAbdEh.jpg:large
[12:09:30] <ssi> laser engraved vernier ftw
[12:09:44] <zeeshan> holy wiggly jerks
[12:09:46] <zeeshan> everywhere!
[12:09:47] <ssi> :)
[12:10:07] <zeeshan> now i know why you wanted to build a rigid frame
[12:10:07] <zeeshan> :P
[12:10:18] <ssi> https://pbs.twimg.com/media/BwplQ4aIYAE0nCc.jpg:large
[12:10:24] <ssi> lol it's like looking at pictures of an ex girlfriend
[12:10:25] <_methods> nice
[12:10:25] <cradek> fenn would tell you to pour concrete on/in it
[12:10:44] <_methods> after she burned your house down cause she caught you with a cnc mill
[12:10:46] <ssi> yea
[12:10:53] <_methods> crazy bitch
[12:10:56] <ikcalB> cradek: fenn isn't that wrong about that (for conventional milling, at leasst ;)
[12:11:04] <ssi> https://pbs.twimg.com/media/BxXKXHtIIAAZJ_n.jpg:large
[12:11:07] <ssi> I still like that design
[12:11:11] <cradek> oh I'm not saying he's wrong :-)
[12:11:19] <zeeshan> that is some thick wood
[12:11:22] <ssi> 1/2"
[12:11:41] <ssi> https://pbs.twimg.com/media/BzeEtgOIIAA1Hiz.jpg:large
[12:11:47] <ikcalB> ssi: what did you use as a catcher?
[12:11:47] <ssi> test cutting an extrusion profile before having it produced
[12:11:58] <ssi> ikcalB: catcher?
[12:12:10] <ssi> there was an exhaust fan in the bottom
[12:12:37] <ikcalB> ssi: sth to absorb the leftover energy of the laser beam, as it travelled through
[12:12:45] <ssi> oh
[12:12:47] <ssi> you don't want to know :)
[12:12:56] <ikcalB> more wood? :D
[12:12:59] <ssi> yup
[12:13:03] <ssi> sorta
[12:13:25] <ssi> there was 1/2" of aluminum honeycomb to support the material
[12:13:25] <ikcalB> ^_^
[12:13:30] <ssi> that sat on a piece of 16ga expanded steel
[12:13:42] <archivist> and then the house
[12:13:46] <ssi> and then about 3/4" below that was a sheet of 1/4" plywood which contained the exhaust fan
[12:13:56] <ikcalB> archivist: better than your feet ;-)
[12:14:01] <ssi> it was fine with 2" lenses, but 4" lenses heated the wood too much
[12:14:04] <archivist> not really
[12:14:24] <ssi> zeeshan:
https://pbs.twimg.com/media/B1T7_KVIgAATjNe.jpg:large
[12:14:35] <ssi> shop-on-a-truck
[12:14:35] <zeeshan> i remembeer that pic
[12:14:36] <ikcalB> archivist: id' rather have my house on fire, than my feet cut in half
[12:14:37] <zeeshan> is your house fixed yet
[12:14:39] <zeeshan> or what
[12:14:41] <ssi> mostly
[12:14:55] <ssi> ikcalB: there's not nearly enough energy at the floor to hurt either your feet or your house
[12:15:06] <ssi> it dissipates quite rapidly after it's focused
[12:15:17] <ssi> focusing it uncollimates it :)
[12:15:29] <ikcalB> ssi: just depending on the laser you're using. i'd not try that, with say, 250W on a 3D head
[12:15:43] <ikcalB> s/3D/3+2D
[12:15:46] <ganzuul> Shouldn't it be possible to make a 100x vernier protractor by making the vernier section 10x wider?
[12:15:59] <ssi> ganzuul: theoretically!
[12:16:02] <ganzuul> or whatever logarithm thereof
[12:16:04] <ssi> that vernier is 1 arcminute
[12:16:11] <ssi> the lines on the main scale are a third degree
[12:16:16] <ssi> and there's 20 lines on the vernier
[12:16:56] <ganzuul> hm hm hmm
[12:17:08] <archivist> use an encoder
[12:18:13] <archivist> or a bit of this cheap junk
http://www.ebay.co.uk/itm/GEMRED-360-DEGREE-DIGITAL-ANGLE-RULE-RULER-FINDER-PROTRACTOR-/181408422405
[12:18:17] <ganzuul> Cheap encoders kinda suck.
[12:18:35] <archivist> .2 degrees is the spec on the one I have
[12:18:54] <ganzuul> archivist: the manual version is more exact
[12:19:02] <archivist> pretty good for £10
[12:19:09] <ganzuul> mmh...
[12:19:18] <ssi> far worse than my 1 arcminute vernier that I made out of door skins :)
[12:19:55] <archivist> I have a Zeiss for best
[12:20:58] <ganzuul> http://www.aliexpress.com/item/360degree-Universal-Bevel-Protractor/369117868.html
[12:21:15] <ganzuul> I believe these things are pretty okay
[12:21:27] <ganzuul> though I don't know what kind of number 5' is.
[12:21:28] <ssi> I need to order some grinding wheels from mcmaster
[12:21:50] <ssi> I think the machine I have is 8" but I'm not sure offhand :(
[12:21:52] <ganzuul> Actually I do. It's not a dumber. Radians are numbers, not degrees.
[12:22:01] <ganzuul> ~ number
[12:22:19] <ssi> 5' is 5 arcminutes
[12:22:30] <ganzuul> :o
[12:23:21] <ganzuul> Another type:
http://www.aliexpress.com/item/320-Degree-Universal-Bevel-Protractor-Angular-Dial-Length-150mm/714161717.html
[12:24:16] <archivist> I have something similar to
http://www.ebay.co.uk/itm/Optical-Bevel-Protractor-0-180-5-accuracy-Precision-Combination-Square-/181833658813
[12:24:19] <ganzuul> Oh and then there's this kind of thing!
http://www.aliexpress.com/item/Microscope-vernier-caliper/1564014860.html
[12:25:02] <ganzuul> wwoah
[12:25:08] <ganzuul> That's pretty archivist
[12:25:22] <ganzuul> But 5' from such a thing. wtf
[12:26:39] <ikcalB> ganzuul: a Mahr vernier for under $100 (even if used) surely needs to be a faik, imho?
[12:28:12] <ikcalB> cradek: had a look @ the ja7 branch. im not clear about the '7' (versioning)? looks like that branch was up to date in january. why did these reasonable changed did not make it into master?
[12:28:13] <ganzuul> ikcalB: I have no idea.
[12:29:28] <ikcalB> ganzuul: that's the retail price of a genuine one (in Europe)
http://de.rs-online.com/web/p/winkelmesser/3159133/
[12:29:31] <ssi> ikcalB: it's a massive set of changes that completely changes everything about how linuxcnc is configured and runs
[12:29:35] <ssi> it's not something that's gonna get merged lightly
[12:29:48] <ssi> if it makes it in, it won't be til 3.0 at the earliest I'm sure
[12:29:53] <ikcalB> ganzuul: used those before, that's why i recognised the image and the brand
[12:29:57] <ssi> it's definitely a major rev sort of change
[12:30:28] <ikcalB> ssi: still the only one that makes sense. because the way everything is set up / configured now, is simply, wrong
[12:30:46] <ssi> I agree, at the theoretical level
[12:30:50] <ikcalB> (admittedly, though it works for serial kinematics)
[12:30:57] <ssi> but for MOST applications the way it works now is adequate
[12:31:08] <ssi> so there's not a huge clamor to get it integrated
[12:31:46] <ikcalB> ssi: not only at a theoretical, but a very practical level. it's not done correctely, that will bite you, as your machines incorporate simple features, like sub-axes
[12:32:20] <ikcalB> ssi: i.e. using X/Y/Z for long but slow and U/V/W for fast but short movements (using a mechanical second set of parallel axes)
[12:32:24] <ssi> most people running cartesian machines don't have issues with it at all
[12:32:33] <ikcalB> ssi: not to speak from non-serial kinematics...
[12:32:51] <ssi> but yes, I get where you're coming from
[12:33:06] <ikcalB> ssi: just because the major use case is the special case where these incorrect assumptions work, does not make it more correct
[12:33:12] <ssi> and I feel like linuxcnc's mission is to be able to support more complex machines, so it ought to have the correct understanding of joints vs axes
[12:33:56] <ikcalB> ssi: exactely. let alone it's just wrong, i'd want it to be fixed. (as things get more and more complex, workarounds tend to get hairy quickly)
[12:34:07] <ssi> it has been fixed
[12:34:10] <zeeshan> from what you guys have described so far
[12:34:10] <ssi> it just hasn't been merged :)
[12:34:19] <zeeshan> sounds like the problem would be fixed with a rigid frame :P
[12:34:20] <ganzuul> ikcalB: Mitutyto makes the same model.
[12:34:28] <ssi> zeeshan: we're talking about something very different now
[12:34:45] <ikcalB> ssi: at least mostly, yes. idk whether they were just ignorant enough, to ignore that :|
[12:35:04] <ssi> ikcalB: the base of linuxcnc is some very very old NIST code
[12:35:28] <ssi> some of those initial assumptions are hard to undo this late in the game, because it upsets the apple cart pretty significantly
[12:36:06] <ikcalB> ganzuul: probably, as this tool is quite standard. idk the quality of the mitutyo replacement, though we also use their measurement equipment
[12:36:46] <ikcalB> ssi: good code doesn't get worse, if it gets older. bad code starts to stink though
[12:36:53] <ikcalB> ssi: just about time for a change
[12:37:49] <ssi> you've made your point, I don't know what you want me to do about it
[12:37:50] <zeeshan> ssi hopefully i have more clue afterr the controls class :)
[12:37:51] <ganzuul> ikcalB: IDK the quality of quality ¯\(º_o)/¯
[12:38:01] <ganzuul> If it's not chseese grade steel it should be ok
[12:38:06] <zeeshan> ssi nothing, it's fun complaining about a free software :P
[12:38:27] <ganzuul> I mean, provided the thing went through a grinder.
[12:38:36] <ssi> zeeshan: not only that, but complaining about the inexistence of changes that already exist
[12:38:42] <zeeshan> lol
[12:38:43] <ssi> I've got JA on two machines
[12:38:46] <ssi> it works fine
[12:38:53] <zeeshan> JA ?
[12:38:56] <ssi> joints_axes
[12:39:00] <zeeshan> ah
[12:41:09] <JT-Shop> damn don't get coolant on your Mitutoyo digimatic calipers!
[12:41:21] <ganzuul> :o
[12:41:25] <ganzuul> Good point...
[12:41:33] <JT-Shop> makes them go bonkers
[12:41:39] <ssi> JT-Shop: I thought they were coolant proof!
[12:41:47] <ssi> aren't they IP67?
[12:42:08] <JT-Shop> not the one I have lol
[12:43:33] <ganzuul> http://www.aliexpress.com/item/Vernier-caliper-0-150mm-0-02-dial-caliper-shock-proof-pie-de-rey-calipers-gauge-micrometer/32269427508.html?spm=2114.01020208.3.21.7U7nio&ws_ab_test=201407_2,201444_6,201409_5
[12:43:37] <ganzuul> These are a thing
[12:43:55] <zeeshan> the old ones trip out
[12:43:57] <zeeshan> with coolant on em
[12:44:49] <ikcalB> cradek: as you implemented the new tp, I'd appreciate your opionion: I'd really like to implement the constraint checking on basis of a finite difference-euqation system
[12:45:03] <JT-Shop> http://www.thespectruminternational.com/wp-content/uploads/2012/01/Digimatic-Mitutoyo-Vernier-Caliper.jpg
[12:45:20] <ikcalB> ssi: I did not ment to complain, and if, only about the ignorance of certain people
[12:45:44] <ganzuul> I tend to pick Chinese stuff based on pretty colors...
[12:46:01] <ssi> JT-Shop: I have one of these:
http://ecatalog.mitutoyo.com/Super-Caliper-Solar-Powered-Series-500-No-battery-or-origin-reset-needed-for-IP67-Digital-Caliper-C1587.aspx
[12:46:07] <ganzuul> http://www.aliexpress.com/item/0-150mm-6-Metal-housing-Dial-Caliper-New-style-highquality/425869365.html?spm=2114.01020208.3.99.RXNfgQ&ws_ab_test=201407_2,201444_6,201409_5
[12:46:14] <ganzuul> This looks rad, except for the black plastic
[12:46:17] <ssi> I really like it a lot, except if I keep it locked up in its case in a toolbox it never stays charged D:
[12:46:24] <ikcalB> zeeshan: assesing your attitude on the basis of your comment, you seem to easily accept the fact that it's done wrong, as long as it works for you ;)
[12:47:05] <zeeshan> ssi those are money
[12:47:06] <zeeshan> :/
[12:47:10] <ssi> yeah they're not cheap
[12:47:15] <zeeshan> 8" is like 250
[12:47:16] <zeeshan> new
[12:47:18] <ssi> yep
[12:47:20] <ssi> I have a 6"
[12:47:31] <zeeshan> ill never buy a used caliper
[12:47:34] <zeeshan> anymore
[12:47:41] <ssi> I will but only if they're very cheap
[12:47:45] <zeeshan> cause all the ones ive bought have been dropped
[12:47:49] <zeeshan> you can tell
[12:47:55] <ssi> like 6 years ago I was at a gun show and a guy there was selling used brand name calipers for $10 each
[12:48:04] <zeeshan> okay that is cheap :P
[12:48:08] <ssi> I bought a mitu .200" caliper and a B&S .100" caliper for $10 each
[12:48:10] <ssi> he had like ten of them
[12:48:13] <ssi> and I should have bought them all
[12:48:16] <ssi> kick myself every day
[12:48:41] <zeeshan> you should kick yourself everyday
[12:48:44] <zeeshan> for not finishing your cnc mill
[12:48:49] <zeeshan> something you can do something about
[12:48:50] <ssi> fu
[12:48:51] <zeeshan> :)
[12:48:53] <ssi> come help
[12:48:57] <zeeshan> no
[12:48:58] <zeeshan> get her done
[12:48:58] <ssi> YES
[12:49:00] <ssi> HURRY
[12:49:01] <zeeshan> its easy pz
[12:49:04] <zeeshan> just needs time
[12:49:14] <ssi> the servo crap is still kicking my ass a little bit :(
[12:49:20] <zeeshan> sell em
[12:49:23] <zeeshan> get normal
[12:49:24] <zeeshan> :P
[12:49:30] <ssi> I don't want to have to dick with the cabling
[12:49:35] <ssi> the cabling is pulled through the machine
[12:49:37] <ssi> it'll be a nightmare to redo
[12:49:42] <zeeshan> i dont understand what's the issue with those servos?
[12:49:48] <ssi> the Y servo is buried in the back under the column
[12:49:50] <zeeshan> its a 3 phase motor basically
[12:49:51] <zeeshan> right?
[12:49:56] <ssi> the issue is they don't have hall sensors
[12:49:59] <zeeshan> you commutate each phase at an appropriate time
[12:50:03] <zeeshan> okay, what do they have?
[12:50:06] <zeeshan> encoders?
[12:50:13] <ssi> encoders with a commutation track
[12:50:17] <ssi> which is proprietary
[12:50:28] <zeeshan> so when you hook up a scope to it
[12:50:32] <ssi> I've explained this to you a dozen times ;)
[12:50:34] <zeeshan> can you see the commutation signal?
[12:50:41] <zeeshan> (yes but i was a bit clueless back then)
[12:50:43] <ssi> if the encoder is powered, yes
[12:50:54] <zeeshan> so that commutation signal goes to the fanuc drive
[12:51:07] <zeeshan> which closes the loop for whatever mode you're controlling the servo's in
[12:51:09] <zeeshan> velocity etc
[12:51:25] <ssi> well no, the commutation signal is used for a rough angle reference for the commutation loop
[12:52:24] <JT-Shop> well there is two versions of the Mitutoyo Absolute caliper, coolant proof and not
[12:52:25] <zeeshan> can't you feed this directly to the be drives?
[12:52:34] <zeeshan> BE
[12:52:39] <ssi> no
[12:52:42] <zeeshan> why
[12:52:51] <ssi> because the BE drives expect hall states
[12:52:59] <zeeshan> can't you convert the signal
[12:53:02] <ssi> yes
[12:53:04] <zeeshan> to give hall states
[12:53:07] <zeeshan> thats the chip you were building
[12:53:09] <ssi> that's the crux of my project
[12:53:09] <ssi> yes
[12:53:22] <zeeshan> why cant you use a fanuc drives
[12:53:28] <ssi> buy me some
[12:53:34] <zeeshan> okay $
[12:53:35] <zeeshan> :P
[12:53:38] <zeeshan> gotcha
[12:53:42] <ssi> the drive that came in the machine required 3ph
[12:53:54] <ssi> the machine had a bigass 3ph transformer and it actually created 185V 3ph to feed the drive
[12:53:57] <ssi> it's goofy
[12:54:01] <zeeshan> nice :P
[12:54:06] <ssi> plus the drive was in the house, and it's smoked up now
[12:54:09] <ssi> god knows if it's any good
[12:54:17] <ssi> although I can't recall if that was the servo drive or the spindle drive
[12:54:24] <ssi> the servo drive is one unit that ran all three servos
[12:54:43] <zeeshan> im suprised the drive needs 3 phase
[12:54:56] <zeeshan> so i guess it has a built in power supply..
[12:55:05] <zeeshan> to power the servos
[12:55:18] <ssi> no it probably just rectifies and filters to a dc bus
[12:55:22] <ssi> which is exactly what the BE drives do
[12:55:38] <ssi> and honestly it probably would work on single phase, but the input caps and diodes might be insufficiently sized
[12:55:39] <zeeshan> thats something im gonna try on the lathe i buy in the future
[12:55:41] <ssi> same as the VFDs
[12:55:56] <ssi> that said, I have no interest in trying to figure out how to feed the fanuc drive
[12:55:56] <zeeshan> find out where it converts into DC
[12:56:07] <zeeshan> and by pass the power supply
[12:56:30] <zeeshan> if it's anything like the be drives
[12:56:34] <zeeshan> it'll be super easy
[12:56:45] <zeeshan> but knowing fanuc..
[12:56:49] <zeeshan> it's probably su per complicated
[12:56:49] <zeeshan> :)
[12:56:53] <ssi> it's not that easy for sure
[12:56:53] <ssi> heh
[12:57:02] <zeeshan> it's prolly some pcb
[12:57:07] <zeeshan> that you cant by pass :P
[12:57:10] <zeeshan> you gotta build a new one
[12:57:32] <ssi> anyway part of the reason I haven't gotten that done is because the electronics stuff is setup in the hangar, and it's been SOOOOO HOT
[12:57:38] <ssi> now that the weather is cooling off I'll try to make some headway
[12:57:44] <zeeshan> shuddap stop making excuses
[12:57:45] <zeeshan> get to work
[12:57:49] <zeeshan> i want to see the mill running
[12:58:04] <zeeshan> i know you
[12:58:06] <zeeshan> once you start
[12:58:08] <zeeshan> you wont stop
[12:58:59] <zeeshan> http://www.kijiji.ca/v-business-industrial/city-of-toronto/standard-modern-baxter-future-builder-cnc-lathe/1099246706?enableSearchNavigationFlag=true
[12:59:03] <zeeshan> i wonder where the ball screw covers are?
[12:59:38] <zeeshan> it';s advertised as 26" between centers..
[12:59:39] <zeeshan> er
[12:59:40] <zeeshan> 25
[12:59:42] <zeeshan> it doesnt look like it
[13:01:14] <ssi> zeeshan: you know a lot about lathe tool geometry?
[13:01:19] <zeeshan> yes
[13:01:26] <ssi> http://web.mit.edu/2.670/www/Tutorials/Machining/lathe/cutterms.gif
[13:01:33] <ssi> see what they have called out there as "side cutting edge angle"?
[13:01:40] <zeeshan> yes
[13:02:24] <ssi> would you call that positive or negative in that case
[13:02:32] <zeeshan> positive
[13:02:37] <Wolf_Mill> just need to mill some parts to get the z working... crap
http://i.imgur.com/zdYHydc.jpg
[13:02:56] <ssi> most of the insert tools I run have negative angle there
[13:03:02] <ssi> so that they can turn to a shoulder or face
[13:03:02] <zeeshan> yea
[13:03:06] <zeeshan> they're meant for heavy duty turning
[13:03:13] <zeeshan> but need more power
[13:03:18] <zeeshan> and more rigid setup
[13:03:27] <zeeshan> http://www.superprecision.com/images/cutting_forces_g2.jpg
[13:03:29] <zeeshan> heres a good one
[13:03:50] <zeeshan> bottom 2 are negative
[13:04:02] <zeeshan> (ignore the angles written)
[13:04:09] <zeeshan> i think they're talking about cutting forces there
[13:04:42] <zeeshan> but that also shows a nice effect of the SECA
[13:04:43] <ssi> oh they're showing the direction of the force for a given angle?
[13:04:47] <zeeshan> yes
[13:04:50] <ssi> SECA?
[13:04:52] <ssi> oh yeah
[13:04:56] <zeeshan> side edge cutting angle
[13:04:58] <ssi> right
[13:05:10] <zeeshan> you can see the top right is kind of cool
[13:05:17] <zeeshan> cause it deflects the work piece the least
[13:05:20] <ssi> yeah
[13:05:37] <zeeshan> from my understanding..
[13:05:40] <ssi> so last night I had to remove a ton of material
[13:05:46] <zeeshan> you always want negative tool seca
[13:05:50] <ssi> turning 3" steel down to 2.25", and boring it to 1.5"
[13:05:52] <zeeshan> because it increases tool life
[13:06:08] <zeeshan> you have a gradual initial contact when making chip
[13:06:23] <zeeshan> and you can machine hard stuff with it
[13:06:30] <ganzuul> http://www.aliexpress.com/item/Free-shipping-4pcs-mitutoyo-digital-caliper-0-150-0-01mm-micrometer0-25-0-01mm-dial-indicator/32218158806.html?spm=2114.01020208.3.39.3zOLof&ws_ab_test=201407_2,201444_6,201409_5
[13:06:34] <ganzuul> hmm
[13:06:36] * ganzuul is suspicious
[13:07:18] <zeeshan> i just pulled out the notes
[13:07:20] <ssi> basically what I want to do is figure out what the optimal geometry for roughing steel is on my relatively light lathe
[13:07:22] <zeeshan> The side cutting edge angle reduces the uncut chip thickness and increases the chip width, which enhances tool life
[13:07:30] <zeeshan> It ensures: (i) gradual engagement & disengagement of the tool with the work, and (ii) the initial contact of the tool with the work to be away from the tool tip
[13:07:46] <ssi> trying to optimize MRR, that is
[13:08:05] <zeeshan> you want a postive rake
[13:08:14] <zeeshan> lemme pop up the diagram again
[13:08:19] <ssi> positive rake but negative SECA?
[13:08:32] <zeeshan> in the image you posted
[13:08:44] <ssi> At the same feed rate, increasing the side cutting edge angle increases the chip contact length and decreases chip thickness. As a result, the cutting force is dispersed on a longer cutting edge and tool life is prolonged.
[13:08:51] <zeeshan> you want a + side rake
[13:08:53] <ssi> that says the opposite of what you said
[13:09:06] <zeeshan> and negative seca
[13:09:35] <zeeshan> ssi that says the exact same thing i posted
[13:09:53] <zeeshan> longer chip contact length means smaller uncut chip thickness
[13:10:06] <ssi> it says positive seca, you said negative seca
[13:10:20] <zeeshan> increasing means
[13:10:22] <zeeshan> making it more negative
[13:10:23] <zeeshan> :P
[13:10:26] <ssi> nope
[13:10:28] <zeeshan> its worded wrong! :P
[13:10:28] <ssi> http://www.mitsubishicarbide.net/contents/mmus/enus/html/product/technical_information/information/t_yokokirehakaku.html
[13:11:30] <zeeshan> they're referring to increasing
[13:11:33] <zeeshan> as making it more negative
[13:11:36] <zeeshan> you can see it inthe diagram
[13:11:48] <zeeshan> at 0 degree you get worse tool life than -15 degree
[13:11:56] <ssi> http://www.superprecision.com/images/cutting_forces_g2.jpg
[13:12:11] <ssi> compare what they call positive in this diagram you posted with what they call positive in the mitsu one I posted
[13:12:13] <ssi> they're consistent
[13:12:38] <zeeshan> i gotta bust out the notes to check
[13:12:50] <ssi> anyway that tells me what I need to know even if you're being misleading :D
[13:13:03] <ssi> for the roughing work I need to shoot for 15 degrees positive lead
[13:13:08] <ssi> and experiment with positive rake
[13:14:05] <zeeshan> okay lemme think about this
[13:14:15] <zeeshan> the negative and positive is relative to the cutting velocity vector
[13:14:32] <zeeshan> so in the images you postive for mitusbishi
[13:14:45] <zeeshan> the cutting velocity vector goes into the page..
[13:19:14] <zeeshan> i think ive got it backwards
[13:19:17] <zeeshan> yea i do
[13:19:22] <zeeshan> =[
[13:19:31] <zeeshan> cause for side rake angle when the tool gets fatter it's negative
[13:19:53] <ssi> negative lead is required to turn into a shoulder or face
[13:20:43] <ssi> I'm looking at some stuff now, talking about how between 0 lead and positive lead, zero lead creates a chip as thick as the feed per rev, but positive lead creates a thinner chup
[13:21:08] <ssi> they remove the same amount of metal but the positive lead has a longer cutting edge so it's a longer thinner chip
[13:21:13] <zeeshan> lead = side cutting edge angle?
[13:21:14] <ssi> sorta
[13:21:26] <zeeshan> you can get the same effect
[13:21:26] <ssi> the SECA is relative to the tool shank, the lead is relative to the cross sectional plane of the work
[13:21:31] <zeeshan> but rotating the tool bit in the holder
[13:21:35] <ssi> so lead is SECA adjusted for tool angle
[13:22:09] <zeeshan> basically if your work piece geometry can hand it
[13:22:20] <zeeshan> you wanna use positive seca
[13:22:28] <ssi> higher lead causes thinner chip, allows for more feed or more speed
[13:22:29] <zeeshan> fatter nose :P
[13:22:33] <zeeshan> yes
[13:22:38] <ssi> but increases force
[13:23:13] <ssi> for the work I was doing yesterday I think that's exactly what I need
[13:23:19] <ssi> I was turning 3" dia, 4" long
[13:23:30] <ssi> it's rigid enough, I just needed to move some metal
[13:23:33] <ssi> I'll play with it more tonight
[13:23:41] <ssi> going by mcmaster on the way home to pick up some better wheels for my grinder
[13:23:56] <ssi> my grinder still has the harbor freight wheels on it, the ones they make by taking an 8" holesaw to the parking lot behind the factory
[13:24:43] <zeeshan> http://i.imgur.com/u8mGzbT.jpg
[13:24:51] <zeeshan> http://i.imgur.com/WoYWaK2.jpg
[13:24:59] <zeeshan> http://i.imgur.com/6Zsrdpo.jpg
[13:25:04] <zeeshan> i used a positve side rake
[13:25:13] <zeeshan> and positive seca
[13:25:25] <ssi> ground HSS?
[13:25:30] <zeeshan> no
[13:25:31] <zeeshan> carbide
[13:25:40] <ssi> got a pic or a link of the tool?
[13:27:21] <zeeshan> http://www.carbidedepot.com/Dynamiclanding.aspx?CategoryID=4272
[13:27:22] <zeeshan> top right
[13:27:24] <zeeshan> SCLCR
[13:27:42] <zeeshan> but i rotated the tool
[13:27:44] <zeeshan> in the tool hoder
[13:27:45] <ssi> ah
[13:27:53] <ssi> that's basically the tool I use for most everytnhin
[13:27:56] <zeeshan> so i had a positive cutting edge angle
[13:28:05] <ssi> except I think mine are CNMG inserts?
[13:28:12] <zeeshan> those are negative rake
[13:28:21] <zeeshan> gonna have a hard time getting a good finish on a smaller lather
[13:28:24] <zeeshan> my 12x36 cant handle them
[13:28:27] <zeeshan> i was bitching about this last night
[13:28:32] <ssi> I don't think they are?
[13:28:35] <zeeshan> i get tearing chips
[13:28:41] <zeeshan> cnmg is negative!
[13:28:43] <zeeshan> ccmt is positive
[13:29:00] <ssi> http://www.iscar.com/eCatalog/Item.aspx?cat=5598518&fnum=60&mapp=IS&GFSTYP=&srch=1
[13:29:06] <ssi> Double-sided 80° rhombic inserts, positive rake angle that varies along the edge to negative in order to prevent chipping
[13:30:23] <zeeshan> yes
[13:30:26] <zeeshan> but the holder those usually go in
[13:30:39] <zeeshan> make it negative side rake
[13:30:41] <ssi> oh tips the insert?
[13:30:45] <ssi> mine are flat
[13:31:11] <zeeshan> ccmt vs cnmg
[13:31:16] <zeeshan> the second c means 7 degree clearance angle
[13:31:18] <zeeshan> and n means 0
[13:31:31] <ssi> yeah but clearance angle isn't rake
[13:31:33] <zeeshan> yes
[13:31:41] <zeeshan> but imagine if you put it at 0 degrees rake
[13:31:43] <zeeshan> you'd get rubbing
[13:31:48] <zeeshan> thats why you gotta tilt it down
[13:31:51] <zeeshan> so you get clearance..
[13:31:52] <ssi> yeah there may be a little bit of rake in my holder
[13:31:57] <ssi> but there's some positive crowning to the insert
[13:32:07] <ssi> I dunno I'll have to measue my holder
[13:32:25] <zeeshan> when i look aty our inserts
[13:32:28] <zeeshan> it might still be positive
[13:32:30] <zeeshan> like youre saying
[13:32:34] <zeeshan> there is this high edge thing
[13:32:39] <zeeshan> built into the insert
[13:32:42] <ssi> yeah
[13:32:45] <ssi> what I was calling crown
[13:32:46] <zeeshan> even thought your tool is pointing it down
[13:33:06] <ssi> I like the N inserts because the bottom edges are usable
[13:33:13] <zeeshan> yes
[13:33:45] <ssi> I use VNMG a lot too
[13:35:05] <zeeshan> dat tip on the vnmg
[13:35:06] <zeeshan> so small
[13:35:08] <zeeshan> so easy to snap off
[13:35:08] <zeeshan> lol
[13:35:19] <ssi> hasn't been much of an issue really
[13:35:28] <zeeshan> not turning hard enough
[13:35:28] <zeeshan> :P
[13:35:35] <ssi> I used to use trigons a lot too
[13:35:42] <ssi> WNMG or whatever
[13:35:43] <zeeshan> my boring bars have trigon
[13:35:44] <zeeshan> oh
[13:35:48] <zeeshan> i was thinking tcmt
[13:36:01] <zeeshan> trigon != triangle
[13:36:02] <zeeshan> :P
[13:36:08] <ssi> yeah
[13:36:39] <ssi> http://www.shars.com/products/indexable-cutting/turning-toolholders/1-2-rh-mcln-tri-lock-tool-holder-1
[13:36:42] <ssi> I think that's the holder i use
[13:37:11] <ssi> says negative rake but doesn't say how much
[13:37:15] <zeeshan> see thats where i get confused
[13:37:20] <zeeshan> your tool holder is negative rake for sure
[13:37:22] <zeeshan> cause its pointing down
[13:37:31] <zeeshan> but your insert might have that crown
[13:37:36] <ssi> right
[13:37:38] <zeeshan> which might counter that..
[13:37:43] <zeeshan> so i dunno :P
[13:37:46] <ssi> so you have to add the holder rake and the insert rake together
[13:37:53] <zeeshan> visually it doesnt make sense to me how you can have a negative tool holder
[13:38:27] <zeeshan> say... -5 , but then have so much positive rake in your tool holder say 7 degrees
[13:38:34] <zeeshan> that you're left with 2 degrees side rake
[13:39:25] <ssi> Whilst FP4flinsters coments are correct on face value there not in practice as the profiles molded into the surface of the "negative" geometry cnmg actualy oftern present a positive rake edge to the work piece, just the pockets at negative rake to provide the insert with clearance
[13:41:17] <zeeshan> okay i can visualize it now
[13:41:22] <zeeshan> its basically 2 angles
[13:41:33] <zeeshan> the tool holder is point the insert down
[13:41:38] <zeeshan> but the crown or ridge
[13:41:42] <zeeshan> is sharpling pointing up
[13:41:48] <zeeshan> *sharply
[13:41:49] <ssi> yes
[13:41:50] <zeeshan> i can see that working out
[13:42:00] <zeeshan> fuck that is a mind twister
[13:42:54] <ssi> lol it's not THAT complicated man!
[13:43:04] <ssi> but I'm missing a couple of key bits of data
[13:43:11] <ssi> what's the positive rake angle cast into the insert
[13:43:18] <ssi> and what's the negative rake angle of the toolholder
[13:43:28] <zeeshan> so basically
[13:43:31] <zeeshan> without thyem telling you
[13:43:35] <zeeshan> what the angles are on each one
[13:43:47] <zeeshan> itd be a pain in the ass to figure out your actual rake
[13:44:11] <ssi> it's the chipbreaker that makes it present a positive rake
[13:44:27] <ssi> and that's the T vs G
[13:44:36] <ssi> CCMT is a T, single sided chipbreaker with hole
[13:44:44] <ssi> because the bottom side isn't usable due to the non-zero clearance angle
[13:44:50] <ssi> CNMG is a G, doublesided chipbreaker with hole
[13:45:16] <zeeshan> basically ccmt is a waste of money
[13:45:20] <zeeshan> if you can get the same thing in cnmg..
[13:45:20] <zeeshan> :P
[13:45:33] <ssi> not a waste of money because you can get FAR more positive rake with a CCMT
[13:45:47] <ssi> so they make better finishing tools and perhaps better aluminum roughers
[13:46:01] <zeeshan> practically ill tell you this
[13:46:04] <ssi> and I can't find any specs on the angle of the chipbreaker
[13:46:07] <zeeshan> i cant run a cnmg insert
[13:46:11] <zeeshan> with a fancy chip breaker on it
[13:46:15] <zeeshan> on anything but aluminum
[13:46:21] <zeeshan> i need to go to a ccmt when doing steel
[13:46:30] <ssi> just for surface finish?
[13:46:32] <ssi> or do you get bad chatter
[13:46:38] <zeeshan> no i wont get chatter
[13:46:41] <zeeshan> ill get surfac efinish
[13:46:50] <zeeshan> its like the tool gets pushed away from the work piece
[13:46:52] <zeeshan> and then into it
[13:46:53] <zeeshan> and then away
[13:46:54] <ssi> well I've never really worked out a good surface finish
[13:46:54] <zeeshan> then into it
[13:47:00] <ssi> so the insert likely has something to do with it
[13:47:09] <zeeshan> it causes chip tearing
[13:47:09] <ssi> that's why I'm trying to internalize the tool geometry
[13:47:16] <ssi> once I understand it I'll be able to select tools more sanely
[13:47:17] <zeeshan> if youre using carbide
[13:47:20] <ssi> gonna grind some hss for now
[13:47:25] <zeeshan> you cant run it at a slow rpm either
[13:47:27] <ssi> yeah
[13:47:40] <zeeshan> depending on the insert
[13:47:50] <zeeshan> you gotta feed at least .002-0.003 in/rev
[13:47:56] <ssi> I want to figure out how to optimize my roughing MRR on my southbend, and then optimize my surface finish
[13:47:56] <zeeshan> if you go slower than .0015
[13:48:00] <zeeshan> you'll see it go to shit also
[13:48:42] <ssi> is there a maximum fpr I should be looking at?
[13:48:49] <ssi> isn't there like an "optimal" chip thickness?
[13:48:52] <ssi> .006 or so?
[13:49:00] <zeeshan> not that i know of
[13:49:03] <zeeshan> there is a minimum
[13:49:04] <zeeshan> though
[13:49:17] <zeeshan> think about it like this... about the minimum
[13:49:21] <archivist> depends on metal
[13:49:40] <archivist> work hardening and skin depth
[13:49:40] <zeeshan> if your cutting edge radius (don't confuse with the nose radius) is say 1 thou
[13:49:45] <ssi> archivist: assume mild steel
[13:49:46] <zeeshan> and you're trying to feed at 1 thou per rev
[13:49:52] <zeeshan> youre just ploughing through the material
[13:49:54] <zeeshan> rather than cutting it
[13:50:03] <zeeshan> so your cutting edge radius really dictates how slow you can feed
[13:50:03] <archivist> ssi free cutting or crap mild :)
[13:50:14] <ssi> archivist: honestly I don't know what the stuff i'm working with is
[13:50:20] <ssi> it might actually be 4130
[13:50:27] <ssi> but it cuts pretty ok
[13:51:05] <archivist> and are you getting built up edge causing crap finish
[13:51:15] <ssi> I don't think so
[13:51:18] <zeeshan> bue is hard to do with steel
[13:51:19] <zeeshan> :P
[13:51:25] <ssi> using carbide insert and I'm not seeing any accumulation
[13:51:36] <ssi> was cutting reasonable small chips, not much stringing
[13:51:41] <ssi> nice shiny chips
[13:53:14] <archivist> but often our older machines just cannot get up to the speeds and feeds inserts are designed for
[13:53:19] <ssi> yeah I know that
[13:53:29] <ssi> that's why I'm gonna try to move to hss for awhile
[13:53:32] <zeeshan> bs
[13:53:37] <zeeshan> i can run carbide on my machine finsh
[13:53:39] <zeeshan> *fine
[13:53:45] <zeeshan> 1800 rpm max
[13:53:54] <ssi> so can I, but I can't hit the SFM range where cabide is really singing
[13:53:55] <zeeshan> i can do 0.010 ipr
[13:53:56] <zeeshan> no prob
[13:53:58] <archivist> we have plain bearings
[13:54:07] <ssi> yeah I think top speed on my machine is 700rpm
[13:54:12] <zeeshan> lol
[13:54:13] <zeeshan> wtf
[13:54:23] <zeeshan> easy
[13:54:27] <zeeshan> jus turn 20" diameter stuff on it
[13:54:27] <zeeshan> :)
[13:54:28] <archivist> real old southbend iron
[13:54:56] <ssi> I can turn the hardinge 3000
[13:55:01] <ssi> but I'm not working on it right now
[14:03:43] <etvsteva> I have a problem with a locking rotary table . lose axis.3.unlock signal before the end motion.
[14:06:46] <ganzuul> Wouldn't this break easily? -
http://www.arceurotrade.co.uk/Catalogue/Cutting-Tools/Milling-Cutters/ARC-Premium-Solid-Carbide-End-Mills#3-Flute-Carbide-End-Mill-Long-Series-TiAlN-Coated
[14:07:02] <ganzuul> Since... long.
[14:07:40] <ssi> that's only 5D, it's not absurdly long
[14:07:49] <ssi> it'd break easier than a 5D HSS endbill
[14:07:57] <ssi> just cause carbide
[14:08:25] <motioncontrol> etvsteva, excuse a question about signal unlock . you use master with new TP ?
[14:08:49] <ganzuul> *nod*
[14:08:55] <ganzuul> I'ma get the HSS one then.
[14:09:10] <ganzuul> And a carbide ball nose.
[14:09:13] <ssi> I have a couple carbide endmills, and they're great when they're running correctly
[14:09:20] <ssi> but if you abuse them you will break teeth off
[14:09:25] <ssi> and that suuuuucks, because they're expensive
[14:09:39] <ssi> for that reason I don't like them on manual mills
[14:10:00] <ganzuul> Says on the tin you can mill 45HRC with them, so I can have at structural steels and whatnot.
[14:10:10] <ganzuul> And hardenable steels.
[14:10:14] <ssi> yeah
[14:10:19] <ssi> you can cut hardenable steels with HSS
[14:10:22] <ssi> assuming it's not already hardened :)
[14:10:50] <ssi> I have a couple straight flute carbide drills, and they're pretty amazing in what they'll drill through
[14:11:07] <ssi> I had to drill a 1/4" hole through a 3/4" diameter hardened spring steel tailspring
[14:11:09] <ganzuul> Like woodworking ones?
[14:11:15] <ssi> and the carbide drill did beautifully
[14:11:17] <ssi> no, not woodworking
[14:11:42] <Wolf_Mill> I have some of them too, straight flute 2mm I use to drill harden drill rod
[14:11:46] <ganzuul> Reminds me I need to try the woodorking ones on steel.
[14:11:48] <ssi> http://www.mcmaster.com/#catalog/121/2434/=yr2uzp
[14:11:49] <ssi> like that
[14:11:58] <ssi> the solid carbide ones at the bottom
[14:12:06] <ssi> http://www.mcmaster.com/#8882a19/=yr2v5f
[14:12:07] <ssi> there we go
[14:12:07] <ssi> heh
[14:12:30] <ganzuul> oic
[14:12:37] <ganzuul> That's kinda like gun drills
[14:12:46] <ssi> much much much shorter
[14:12:49] <ssi> and not coolant-thru :)
[14:13:31] <ganzuul> There's carbide stock comes with holes default. Once could totally make one's own gun drills with it.
[14:13:40] <Wolf_Mill> no wood bits in metal, you must have caught the spade bit conversation
[14:13:44] <ganzuul> The shank is just a hollow tube, folded in on itself.
[14:14:08] <ganzuul> Wood router bits are carbide.
[14:14:21] <ssi> carbide tipped, usually
[14:14:35] <ssi> and they work in aluminum pretty well but I wouldn't trust them in steel
[14:14:38] <ganzuul> Same tech as lathe tool bits
[14:14:50] <ssi> carbide tipped sawblades in a table saw work on aluminum pretty well too
[14:14:52] <ssi> or a miter saw
[14:14:55] <Wolf_Mill> yup
[14:15:03] <Wolf_Mill> teeth gum up fast tho
[14:15:06] <ganzuul> People cut steel with bandsaws.
[14:15:29] <Wolf_Mill> umm, with a blade made for steel in a bandsaw yes
[14:15:52] <ganzuul> hm..
[14:16:04] <ssi> yeah the tooth geometry is radically different
[14:16:12] <ganzuul> ooh
[14:16:23] <Wolf_Mill> cutting alum with a wood bandsaw blade sucks
[14:16:43] <lair82> PCW, what .bit file should I flash this 7i80 with. I have a 7i49, 7i44, 2-7i70's, 1-7i71, and a 7i73 connected to it.
[14:17:23] <PCW> mish-mash.bit?
[14:17:35] <ssi> lol
[14:18:11] <PCW> Pretty sure that's what you had on another 7I80
[14:19:09] <PCW> basically 7i49 plus 7I44 sserial (sserial remote types dont matter)
[14:19:44] <lair82> yep, i have a 7i80hd_16_rmesvss6_6.bit does that sound right?
[14:20:40] <PCW> yes, sounds about right
[14:21:29] <lair82> Ok, just making sure, cool,
[14:22:11] <Wolf_Mill> ganzuul: this is one of the bandsaw blades I use, to give a idea of the diffrence
http://amzn.com/B002KT8YT8
[14:23:12] <ssi> and by comparison
[14:23:16] <ssi> this is the resaw blade I used to use for wood
[14:23:16] <ssi> http://www.popularwoodworking.com/wp-content/uploads/8909_5F00_editorschoice_2D00_11.jpg
[14:23:40] <ganzuul> Oooh, M42.
[14:26:54] <Wolf_Mill> granted, my saw is a horizontal band made for cutting metal
[14:27:26] <ssi> Wolf_Mill: what size saw is that, 7x12?
[14:27:33] <ssi> I can't remember what length the blades on my 7x12 are
[14:27:48] <Wolf_Mill> I dunno, its a big ass wilton
[14:27:52] <ssi> nah mine's 93"
[14:27:59] <ssi> https://www.grizzly.com/products/7-x-12-Metal-Cutting-Bandsaw/G0561
[14:28:01] <ssi> that's my bandsaw
[14:28:03] <ssi> my horizontal
[14:31:39] <ssi> zeeshan:
http://conradhoffman.com/advancedsharp.htm scroll down to the section headed "The Shear Tool"
[14:31:48] <ganzuul> Wolf_Mill: Does the blade get hot when cutting metal?
[14:32:13] <Wolf_Mill> little warm, it has a coolantsystem on it
[14:32:16] <ssi> ganzuul: bigger bandsaws have coolant
[14:32:20] <ganzuul> oic
[14:32:22] <ssi> helps clear chips and keep the blade cool
[14:32:39] <ssi> I run neat oil in mine
[14:33:57] <SpeedEvil> neets foot oil is used for leather
[14:34:02] <zeeshan> i saw mrpete describe it
[14:34:04] <zeeshan> in one of his videos
[14:34:20] <ssi> the shear tool?
[14:34:23] <zeeshan> yes
[14:34:28] <zeeshan> https://www.youtube.com/watch?v=_qZvUD48cZY
[14:34:29] <ssi> might be worth trying
[14:35:31] <ssi> wow nice
[14:36:05] <Wolf_Mill> oh, mine is a 11"x15"
[14:36:14] <Wolf_Mill> looks like
https://www.hgrinc.com/productDetail/Fabrication/USED-WILTON-HORIZONTAL-BANDSAW/04151270019
[14:36:27] <Wolf_Mill> just as dirty too lol
[14:37:23] <ganzuul> Is it cast iron which makes shops dirty?
[14:37:40] <ssi> it's everything... oil and chips and dust and grease
[14:37:43] <ssi> and machinists
[14:38:06] <Wolf_Mill> welding shop = angle grinders
[14:38:11] <Wolf_Mill> = mess
[14:38:33] <ganzuul> oic
[14:40:13] <ganzuul> Small particulates are problematic... AFAIK woodshop people are more concerned about this than metalworking people.
[14:40:35] <ssi> zeeshan: man the copper finish with the shear tool
[14:40:43] <SpeedEvil> Very hard to get inhalable stainless steel
[14:40:43] <ssi> crazy
[14:42:19] <SpeedEvil> welding does a good job for some metals/oxides though
[14:44:52] <ganzuul> ...I have only ever considered not snorting the argon gas.
[14:50:29] <ganzuul> https://en.wikipedia.org/wiki/Metal_fume_fever
[14:50:36] <ganzuul> Oh right, and galvanization.
[14:50:36] <_methods> oooh new google logo
[14:50:46] <SpeedEvil> Snorting argon makes you see whole new worlds.
[14:50:54] <SpeedEvil> (depending on your views on reincarnation)
[14:51:37] <ganzuul> lol
[14:53:45] <ganzuul> Maybe that is what they mean with swarf being contaminated?
[14:54:57] <ganzuul> I mean, if you just remelt it carelessly and someone welds it, they might get badly poisoned.
[14:56:26] <Wolf_Mill> yay metal fume fever, I've had that before
[14:56:37] <SpeedEvil> ganzuul: yeah
[14:56:53] <SpeedEvil> ganzuul: Either volatiles, or contaminents that fuck up the alloy
[14:57:20] <SpeedEvil> ganzuul: don't need much finely divided iron dust in aluminium to fuck it up
[14:58:47] <ganzuul> Heard some scary stories about wleding galvanized steel...
[14:59:00] <Tom_itx> ick
[15:01:01] <Jymmm> as in, dont do it.... EVER ?
[15:01:31] <Jymmm> I've never welded and even I know that one =)
[15:01:47] <PetefromTn_> galvanic poisoning....not too good
[15:02:11] <ganzuul> The guy sanded the galvanized steel and it looked OK, but it wasn't.
[15:02:55] <Jymmm> ganzuul: and???
[15:04:15] <Tom_itx> http://www.sperkoengineering.com/html/articles/WeldingGalvanized.pdf
[15:04:22] <ganzuul> and it could happen to youuuu~ o_O
[15:05:02] <Jymmm> furrywolf: "Tesla Battery"
https://en.wikipedia.org/wiki/Tesla_Powerwall
[15:06:19] <ganzuul> Jymmm: looking for the source... I think it was on Reddit
[15:06:40] <Jymmm> ganzuul: Dont swet it, not that big a deal
[15:06:44] <Jymmm> sweat
[15:10:05] <ganzuul> mmh... Only adorable fluffy animals and engineering stuff in my saves
[15:10:31] <ganzuul> ...wait why have I saved the fluffy animals pics...?
[15:11:36] <ganzuul> Well it's not like I can un-save stuff liek this:
http://i.imgur.com/wCDYfa9.jpg
[15:11:45] <ganzuul> warning, diabetes hazard
[15:11:52] <MrSunshine> http://h24-original.s3.amazonaws.com/27317/814879-sZZQJ.jpg?name=CNC2.jpg anyone know how to generate images like these? =)
[15:15:09] <ganzuul> MrSunshine: In principle... yes
[15:15:53] <ganzuul> MrSunshine:
https://processing.org/
[15:18:08] <ganzuul> Although... There is a Blender rendering engine called Freestyle which would be less mathematical.
[15:18:12] <Sync_> SpeedEvil: the only thing inhaling argon does to you is you being dead
[15:18:23] <SpeedEvil> Yes.
[15:18:27] <SpeedEvil> That was the joke.
[15:18:38] <ganzuul> You'd get the effect projected, instead of artisted.
[15:19:06] <Sync_> I thought you were trying to say that argon does the same as low doses of xenon
[15:19:23] <SpeedEvil> I wish xenon was a bit cheaper.
[15:20:48] <Sync_> 0o the WADA put argon on the doping list
[15:21:15] <Sync_> I wonder what happens if you substitute a bit of the PPO2 with argon
[15:21:16] <MrSunshine> ganzuul: thing ies that the lines has to be different thickness etc to get the 3d feel to it and shadow and stuff ...
[15:22:31] <PetefromTn_> and here I am buying all this argon all the time ;)
[15:23:17] <ganzuul> MrSunshine: That is true... For that, Blender Freestyle might be more appropriate.
[15:29:45] <ganzuul> I bet high jump athletes will start using helium too!
[15:30:41] <XXCoder> ganzuul: but not in football players ball. mythbuster proved that heavy gas is better uf you want to cheat than light gas.
[15:41:05] <ganzuul> Would you need a vertical shear tool with mirrored geometry to face something?
[15:41:43] <SpeedEvil> Sync_: nitrogen is cheper
[15:42:03] <SpeedEvil> Sync_: you could just get an oxygen extractor and use the other end
[15:42:30] <XXCoder> SpeedEvil: if you have air liquidifier and distiller, free.
[15:43:05] <SpeedEvil> XXCoder: I mean a PSA device
[15:43:52] <XXCoder> interesting
[15:43:52] <SpeedEvil> http://www.ebay.co.uk/itm/OXYGEN-CONCENTRATOR-CONCISE-FILM-BUTTON-HARMONIOUS-AIRFLOW-LOW-NOISE-MUTE-MOTOR-/250729246267?hash=item3a60a0ae3b
[15:44:03] <XXCoder> but wouldnt other end also have co2 and other stuff?
[15:44:22] <SpeedEvil> yes
[15:44:32] <SpeedEvil> But it's only removing oxygen
[15:45:22] <SpeedEvil> so you start out with 20% ogygen, .4% CO2, 70% rest - after you end up with 10% oxygen and the rest teh same
[15:45:55] <XXCoder> I suppose it depends on person needs
[15:47:45] <Sync_> the problem with co2 is that you feel like asphxyiating
[15:48:20] <Sync_> which is no issue with non breathing toxic gasses as argon or nitrogen
[15:49:00] <SpeedEvil> Fucking with gas intake is a spectactularly risky thing of course.
[15:49:36] <MrSunshine> ganzuul: cant find anything on freestyle that looks similiar when searching around :/
[15:50:58] <ganzuul> MrSunshine:
https://www.youtube.com/watch?v=2I6xmgLBeA4
[15:52:08] <ganzuul> MrSunshine: There are tons of Blender tuts on youtube.
[15:52:46] <MrSunshine> ganzuul: but a blueprint isnt even close to what was on the image i posted =)
[15:53:06] <ganzuul> I don't have an exact tutorial for you, sorry.
[15:53:42] <MrSunshine> nop i understand that =)
[15:53:48] <MrSunshine> but might be worth looking at so thanks =)
[15:54:02] <MrSunshine> would be neat to know what the technique is called
[15:54:06] <ganzuul> np!
[15:56:25] <MrSunshine> i guess its related to half tones
[15:58:37] <ganzuul> All the lines are parallel-ish
[16:17:39] <Sync_> SpeedEvil: yolo
[16:19:07] <Wolf_Mill> I so love fly cutting >.<
[16:19:40] <MrSunshine> porr flies :/
[16:19:42] <MrSunshine> poor
[16:19:51] <MrSunshine> flyes ?
[16:21:52] <ganzuul> Wolf_Mill: If you do it fast you get a knurling pattern!
[16:22:20] <Wolf_Mill> not on this machine
[16:22:30] <Wolf_Mill> I need to tram it
[16:25:54] * ganzuul learns about tramming
[16:41:08] <zee-Lathe> got a q
[16:41:15] <zee-Lathe> is there anyway to click a point on the screen of axis
[16:41:18] <zee-Lathe> and get the coordinate?
[16:43:04] <Computer_barf> that sounds cool
[16:44:09] <Computer_barf> it would be nice to see a new skin for axis
[16:44:57] <CaptHindsight> what if a guy with a gun forces you to pick the bad skin?
[16:45:31] <Computer_barf> are you calling back to yesterdays conversation?
[16:45:59] <Computer_barf> sounds like either you didn't understand my argument or you are just trolling
[16:46:34] <CaptHindsight> nah,yesterday was something random about apples
[16:46:38] <Computer_barf> I wonder what it might take to modify axis as an interface
[16:47:15] <CaptHindsight> i think someone wrote gmoccapy (sp) as something easier to customize
[16:47:30] <ganzuul> Hmm... GTK.
[16:47:45] <Computer_barf> I just think generally putting some more work into making the interface a bit more attractive could help a good bit
[16:48:14] <CaptHindsight> beauty is in the eye of the beholder
[16:48:31] <ganzuul> There is so much legacy bullcrap in Linux GUI stuff...
[16:49:00] <ganzuul> KDE is based on Qt, which is excellent, but still it's not really... shiny.
[16:49:04] <Computer_barf> well most beholders I think are used to a bit more modern look
[16:49:07] <CaptHindsight> like fields to enter how many slaves are used to turn the wheels legacy or just older code?
[16:49:09] <zee-Lathe> if it cant be done
[16:49:15] <zee-Lathe> i wanna write a code for it gui
[16:49:19] <zee-Lathe> so that you can click and get coordinates
[16:49:21] <zee-Lathe> would be handy
[16:49:33] <Computer_barf> yeah i agree with that
[16:49:57] <zee-Lathe> i wanna contribute to the code!!!
[16:50:04] <Deejay> gn8
[16:50:05] <zee-Lathe> im finding useful things
[16:50:11] <zee-Lathe> to add that can benefit all
[16:50:18] <Computer_barf> the first thing I would do is move the cordinates off the toolpath viewer
[16:50:36] <zee-Lathe> i like those overall limits though
[16:50:39] <zee-Lathe> they are handy
[16:51:20] <Computer_barf> i didn't mean get rid of the, just put them in a diffrent spot rather than right on top of what you are looking at
[16:51:47] <Computer_barf> improve the sliders
[16:52:57] <Wolf_Mill> so weird milling by gamepad :D
[17:05:34] <ganzuul> http://www.aliexpress.com/item/A25-New-Hot-Sales-Joystick-Game-Controller-JoyStick-Breakout-Module-For-Arduino-Free-Shipping/32259762438.html?spm=2114.01020208.3.12.90nVST&ws_ab_test=201407_2,201444_6,201409_5
[17:06:03] <Computer_barf> I wonder if I could just apply the delorean dark theme to the debian system and imrpove the look of linuxcnc like
[17:10:55] <ganzuul> ...I need to make a load cell static joystick.
[17:11:10] <ganzuul> Those things sell for big bucks.
[17:11:29] <ganzuul> But you just need two load cells, metal, and a microcontrolelr.
[17:14:26] <Computer_barf> load cell?
[17:16:36] <Computer_barf> oh looks similar to something aVe had on his youtube channel
[17:16:49] <Computer_barf> but not following how the joystick is involved
[17:18:22] <Computer_barf> it would be interesting to see a mill that senses load on the endmill and adjusts speeds and feeds dynamically
[17:18:33] <Computer_barf> not sure at all if that is where you are going with this
[17:23:40] <ganzuul> http://www.elane.net/loadcell/3_axis_load_cell.php
[17:23:42] <ganzuul> ooh
[17:24:08] <ganzuul> It was in an old mythbusters episode that I saw it
[17:24:20] <ganzuul> The one where they made stuff to help firefighters
[17:24:52] <ganzuul> Computer_barf: Nope but that would be hella-cool
[17:26:04] <ganzuul> no wait... protoype this
[17:26:25] <ganzuul> https://www.youtube.com/watch?v=2g9eFUfWutg
[17:28:33] <ganzuul> Around 21 minutes in
[17:30:34] <ganzuul> huuh... might be entirely custom
[17:35:54] <ganzuul> How would one go about incorporating load sensing in a monolithic, load-bearing structure?
[17:36:18] <ganzuul> ~should
[17:49:21] <Tom_itx> zee-Lathe, the coordinates would be limited to screen pixels
[17:50:36] <Wolf_Mill> 1920x1080, might work for me :)
[17:51:38] <Wolf_Mill> esp w/ a 7.5"x4" mill working area....
[17:53:53] <Tom_itx> http://www.electronicproducts.com/Optoelectronics/Lasers/New_diamond_laser_is_20x_stronger_and_can_cut_through_steel.aspx
[18:04:19] <tiwake> meh, tracing partially grounded issues
[18:05:23] <tiwake> anyone want to trade problems?
[18:08:53] <Wolf_Mill> maybe, what are you working on tiwake?
[18:10:52] <SpeedEvil>
[18:23:26] <tiwake> Wolf_Mill: the screen on my wasino LJ-6 went out... at least I think its the screen. Could be the power supply... or possibly the data cable going into it. The problem is I got a good look at all those electronics and didnt see anything obviously wrong
[18:23:59] <tiwake> no burnt resistors or bulging capacitors
[18:25:41] <renesis> is it backlit?
[18:26:24] <tiwake> its a CRT screen
[18:26:27] <renesis> o
[18:26:27] <tiwake> so... yes?
[18:26:32] <renesis> heh
[18:26:37] <renesis> violently
[18:26:49] <tiwake> heh
[18:27:23] <tiwake> the light comes in from the back, so I guess it can be called back-lit
[18:30:11] <zeeshan-mill> lol this seems abnomal
[18:30:24] <zeeshan-mill> 3.5" slitting saw. .0625 thick 30 teeth
[18:30:40] <zeeshan-mill> at 250 sfm, works out to 300 rpm
[18:30:51] <zeeshan-mill> 9ipm
[18:31:42] <zeeshan-mill> seems fast
[18:43:33] <Tom_itx> 272 rpm
[18:44:01] <zeeshan-mill> it cut fine
[18:44:04] <zeeshan-mill> could go faster
[18:46:55] <Tom_itx> HSS?
[18:56:17] <LatheBuilderShop> PCW, are you around? adding index to the spindle but wondering if it is strictly necessary
[18:56:41] <PCW> for threading and rigid tapping, yes
[18:58:15] <LatheBuilderShop> I have a floating tap holder for the mill. that with pretty stable vfd output makes me think no. With the last control it wasn't necessary but lcnc's tap cycle looks for index pulse before leaving clearance plane
[18:59:26] <LatheBuilderShop> sorting through options. I'm not against adding an index pulse but limited access makes it non trivial.
[19:01:46] <LatheBuilderShop> is there a way to have a virtual index "pulse" button, or setp? I turned on index enable, but was missing where I could link in a digital state change rather than wiring up a switch to the B port of an encoder input.
[19:02:43] <zeeshan-mill> yes hss
[19:02:48] <zeeshan-mill> but im slitting al
[19:02:51] <zeeshan-mill> tom guess what!!!!!!
[19:02:56] <zeeshan-mill> expanding mandrels work!!!!!!!!!!!!!!
[19:02:58] <zeeshan-mill> woohooo
[19:03:11] <zeeshan-mill> theyre gripping hard!
[19:03:17] <zeeshan-mill> almost impossible to pull the wood out
[19:08:50] <Tom_itx> milled any wood yet?
[19:08:52] <PCW> no wonder things were broken here, script-kiddy crashed named
[19:11:12] <LatheBuilderShop> PCW, sorry I should have mentioned the floating tap holder in the opener...misleading question. I am leaning toward making a split collar with a single magnet embedded. Dual channel hall switch >> one leg to A, one leg to B
[19:12:15] <LatheBuilderShop> and set pulses per revolution to 1, and do simple rather than quadrature counting to convert B to index. Seem reasonable?
[19:12:22] <PetefromTn_> https://knoxville.craigslist.org/tls/5201514481.html neato
[19:17:30] <cpresser> LatheBuilderShop: if it worked without index bevore, you can emulate an index pulse with a pwm component. with the base-frequency calculated from the RPMs of the vfd
[19:17:57] <cpresser> but actually i dont really know how floating-tap-holders work.
[19:19:18] <zeeshan-mill> no wood milling yet
[19:19:26] <zeeshan-mill> but i did the 200lb pull test :P
[19:21:44] <LatheBuilderShop> cpresser, thanks! Floating tap holders compensate for inexact feedrates and allow the tap to self feed
[19:23:30] <cpresser> LatheBuilderShop: so basically you could do this with a G1 motion?
[19:24:16] <cpresser> well no, would need more G1 for the tap to slow down...
[19:24:40] <cpresser> but anyway, there is G-Code remapping. basically it allows you to generate a custom cycle. that might also be an option
[19:25:27] <LatheBuilderShop> you could perhaps, but the premade tapping cycle autocalcs feedrate and spindle reversal
[19:30:43] <LatheBuilderShop> (it is a relatively stiff spring, not unlimited travel)
[19:50:19] <Wolf_Mill> latest side track project...
http://i.imgur.com/7t0gQLH.jpg
[19:52:49] <malcom2073> Mmm side projects
[19:59:45] <Wolf_Mill> ikea 12v led light bulb, $6 12v-6A amazon psu, spare chunk o plastic and a flexy magbase that had a maginifing lens on it
[20:06:15] <LatheBuilderShop> Wolf_Mill, nice
[21:52:27] <PetefromTn_> evening folks pretty quiet in here tonight..
[21:56:34] <CaptHindsight> don't encourage em :)
[21:56:49] <PetefromTn_> I hear ya..
[21:58:38] <PetefromTn_> Well I finally finished that test job/machining of the cast iron.... been working on making it precise and repeatable it was kind of a PIA LOL...
[22:01:46] <CaptHindsight> did you get it working well?
[22:02:23] <PetefromTn_> yeah I think so.. the first one went together beautifully. best part is I believe I can repeat it rather readily
[22:03:00] <CaptHindsight> is this the one where you need to make the holes slightly larger and have them all line up?
[22:03:33] <PetefromTn_> yes...and they MUST line up rather well
[22:03:36] <CaptHindsight> what was the best combo? drill + reamer, boring bar? making wand?
[22:03:47] <CaptHindsight> magic wand
[22:03:57] <Jymmm> Hotachi Magic Wand
[22:04:03] <Jymmm> Hitachi*
[22:04:06] <PetefromTn_> Well I wound up ordering a rather pricey solid carbide drill and a carbide tipped quality reamer
[22:05:35] <PetefromTn_> I think the fact that I spent a LOT of time precisely lining up the existing holes helped keep things aligned and the rigid tools did their job
[22:07:39] <LatheBuilderShop> do encoder channels trigger on the rising edge or the falling edge?
[22:08:39] <LatheBuilderShop> sry, thinking out loud here instead of google
[22:10:14] <CaptHindsight> http://www.robotoid.com/appnotes/circuits-quad-encoding.html
[22:10:34] <CaptHindsight> LatheBuilderShop: ^^ might help you visualize it
[22:12:03] <LatheBuilderShop> thanks. the root of the question is I am working up a low speed encoder design using proxes looking at bolt heads in my spindle. pnp vs npn in the circuit. probably have to level shift with an optoisolating switch
[22:15:31] <t12> lathe is cutting a bit wavy
[22:15:41] <t12> something is loose somewhere
[22:18:29] <PetefromTn_> CaptHindsight
http://i.imgur.com/vyoB5OX.jpg Tada!! LOL
[22:19:36] <CaptHindsight> PetefromTn_: are your holes the ones with the studs?
[22:19:57] <CaptHindsight> or did all of them need to be expanded
[22:20:40] <PetefromTn_> no the ones with the studs only
[22:21:30] <PetefromTn_> I had to machine each one in the fixture/setup individually and they all needed to line up. The studs are .497 and the reamed holes are .501.... It is a SNUG fit when you have to go down thru five plates...
[22:22:19] <PetefromTn_> supposedly this is what it takes to make an RX7 two rotor motor stay together when you are pushing around 1000HP LOL... We shall see.
[22:24:26] <CaptHindsight> +- 0.002" , that's enough room to fly a 757 through the slop :)
[22:25:51] <PetefromTn_> LOL you'd think so but when you have to individually machine all five holes in each plate and line everything up with the original dowel pins you can see in the pictures. ANY misalignment quickly escalates things and makes assembling the thing damn near impossible...
[22:27:16] <CaptHindsight> PetefromTn_: how accurate were the original holes?
[22:27:48] <PetefromTn_> in test assembling this thing and this is without most of the internal parts as well as any seals It kinda reminds me of putting sheetmetal covers on a machine and having to leave all the screws loose until you get all of them installed.
[22:28:54] <PetefromTn_> CaptHindsight Honestly the castings seeemed to be quite accurate. Within a couple thousandths honestly. At least my program was zeroed off one of the dowel pin holes and I made sure I zeroed on every one of the pieces
[22:29:20] <PetefromTn_> I never had to move things more than .0025 or less... if that tells you anything.
[22:30:32] <PetefromTn_> the studs go thru the pieces like very smooth and you get that sort of feeling like an air bearing as you slide the individual pieces down atop the studs/dowel pins.
[22:31:14] <PetefromTn_> Honestly when they told me how much money they have in these refurbished and resurfaced pieces I was pretty nervous about the whole project. There was ample opportunity to screw it up LOL
[22:32:08] <PetefromTn_> BB in a bit...
[22:32:15] <CaptHindsight> yeah, parts worth over $10Kea tend to get lots of attention to setup and detail
[22:32:32] <PetefromTn_> exactly...
[22:32:52] <PetefromTn_> I don't think it was 10k but they were...let's say...concerned ;)
[22:33:31] <CaptHindsight> I've had some parts >$10k ea and difficult to replace even if you can afford them
[22:34:22] <PetefromTn_> yeah when I worked in the second job shop locally they routinely worked with pieces that were VERY expensive and often one off parts that would be difficult/impossible to replace... no pressure!!
[22:34:47] <CaptHindsight> yeah, no mach3 please
[22:59:05] <CaptHindsight> https://www.youtube.com/watch?v=sFrVdoOhu1Q&feature=share I need to build one similar
[23:07:05] <PetefromTn_> CaptHindsight yeah man that thing is a beauty...
[23:07:37] <PetefromTn_> I had to setup the machine to make some more Steyr Rails.... She's cutting parts now ;)
[23:46:03] <t12> hum first lathe issue
[23:46:08] <t12> carriage has rock in X
{kind=link}
{kind=link}
{kind=link}
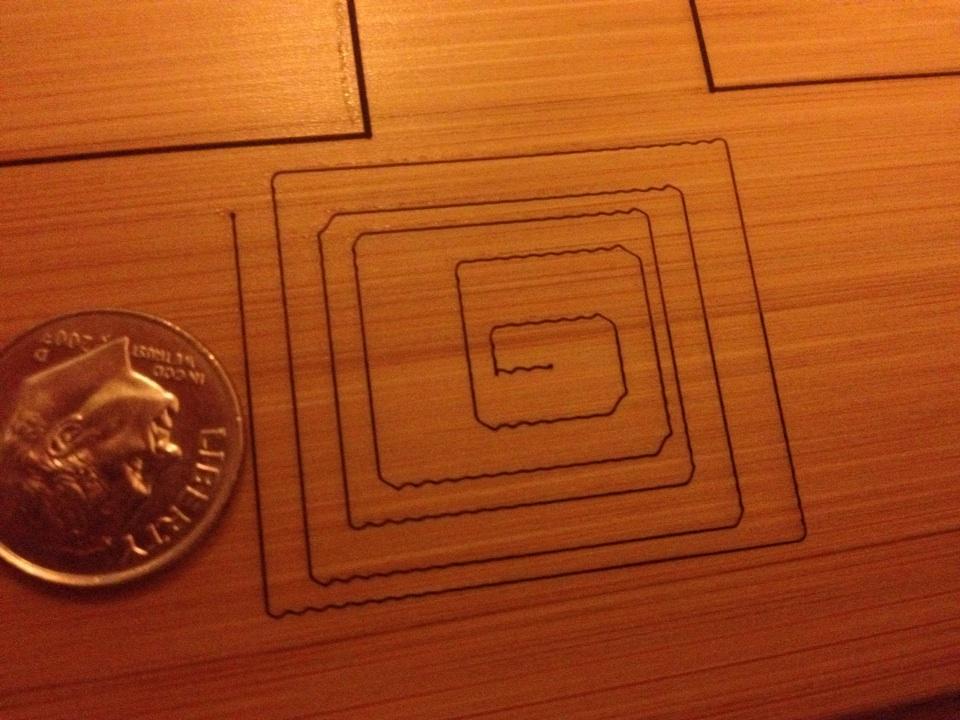{kind=link}
{kind=link}
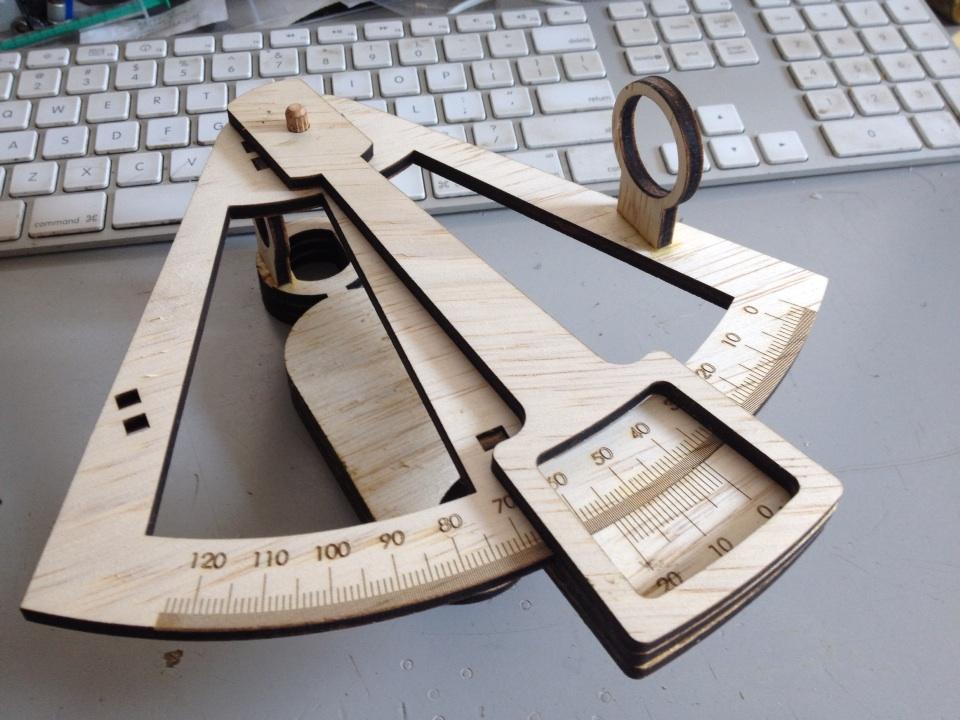{kind=link}
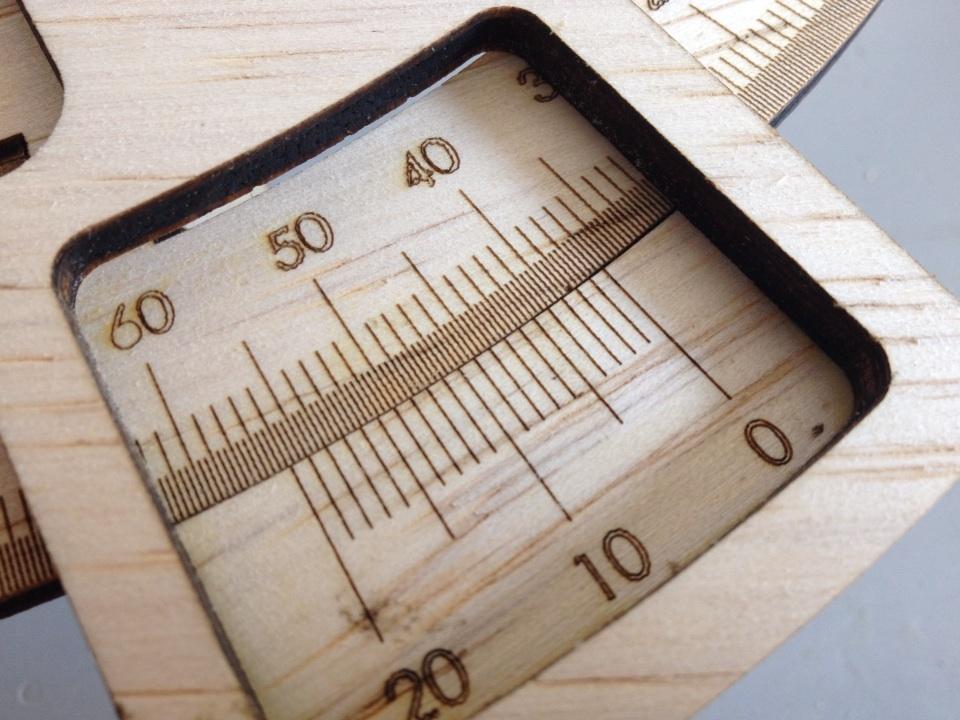{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}