Back
[00:03:39] <zeeshan> ve7it: you have a power supply?
[00:10:07] <Wolf_Mill> zeeshan: there we go, shaft adapter from the other lathe :)
http://i.imgur.com/EdMjrYt.jpg
[00:10:22] <zeeshan> :)
[00:14:18] <Wolf_Mill> so much better when the dial isnt falling out of the holder lol
[00:14:51] <Wolf_Mill> less then 0.005" run out should be close enough right?
[00:16:37] <zeeshan> why not less
[00:17:29] <Wolf_Mill> cheap chuck
[00:19:04] <zeeshan> use 4 j aw
[00:19:33] <Wolf_Mill> screws for the chuck look like they have 10' pitch thread
[00:19:43] <Wolf_Mill> it is a 4 jaw
[00:19:48] <ve7it> zeeshan, probably use line voltage stepped down a bit.... I think I will need about 140vdc bus
[00:20:19] <zeeshan> im a bit confused why your motor has a vac rating
[00:20:24] <zeeshan> when it is a brushless motor
[00:20:49] <fenn> because it's sinusoidal waveform(?)
[00:21:12] <zeeshan> then its an ac induction motor
[00:21:17] <fenn> it's permanent magnet
[00:21:25] <zeeshan> if its truly brushless, its going to use a trapezoidal wave
[00:21:39] <fenn> words
[00:21:48] <zeeshan> and theyre usually rated by dc voltage :P
[00:22:35] <ve7it> it has 200ppr encoer with index as well as the commutation encoder
[00:22:43] <ve7it> 2000ppr
[00:23:02] <Wolf_Mill> oops that was 0.0005in
[00:23:16] <fenn> good enough for nasa
[00:24:11] <ve7it> zeeshan, I know the confusion ... all the drives seem to be rated by dc buss voltage, thus my 100vac *1.41 calculation
[00:24:41] <zeeshan> how much are you looking to spend?
[00:24:46] <zeeshan> is it just 1 motor?
[00:24:50] <zeeshan> or youre trying to power a bunch
[00:26:08] <ve7it> there seem to lots of 80vdc bus drives around (like from AMC) which would probably work up to about 1/2 the rpm rating... got 3 motors... cheap as possible as I already have a 5i20
[00:26:29] <zeeshan> then use their higher model drives :P
[00:26:33] <zeeshan> i think theyre about 200 bux on ebay
[00:27:44] <ve7it> I am keeping an eye on ebay.... would like to spend < 200 for all 3 drives!
[00:27:52] <zeeshan> :P
[00:29:13] <ve7it> the amc BD15A8 drives are neat... pwm/dir inputs instead of _-10v, but they are only 20-80vdc bus
[00:30:19] <ve7it> even if the motors are reduced to 1500rpm, they would still be useful as full torque is still available
[00:30:39] <Wolf_Mill> I wonder, if one is somewhat electronics rework savvy, could you change out the control chip to one with a higher raiting?
[00:30:43] <ve7it> it just limits gearing and max speed options
[00:31:01] <zeeshan> i hope you meran be15a8
[00:31:07] <zeeshan> need the E in there to make it work w/ encoder
[00:31:33] <emcuser> Hello, anyone know if there is another way to reload the Axis preview window when a G10L20P0**** command is issued. I am trying to set up a physical zero button which zeros X and Y coords to the current location. I currently have it working using a M101 file which calls axis-remote -r to reload, but it takes forever to execute and redraw. Hoping there is a better method
[00:31:34] <zeeshan> Wolf_Mill: impossible
[00:31:42] <zeeshan> all my amc drives have the chip's sanded off
[00:31:44] <zeeshan> so you cant tell what they are
[00:31:44] <zeeshan> haha
[00:31:50] <Wolf_Mill> lol
[00:31:52] <zeeshan> chip faces
[00:32:30] <ve7it> be is +-10 drive and has internal velocity loop BD drives need velocity loop done in linuxcnc.... basic dumb torque mode drive
[00:32:48] <zeeshan> ah okay
[00:33:19] <ve7it> which is ok as the encoder needs to get into emc anyway
[00:34:00] <ve7it> and with the bd drives, you dont need extra hardware to generate +-10v drive
[00:37:32] <zeeshan> i use 7i77
[00:37:40] <zeeshan> so +/- works!
[00:37:40] <zeeshan> :P
[00:37:54] <zeeshan> but i can understand if you need pwm and dir
[00:38:00] <zeeshan> bd makes more sense
[00:39:17] <ve7it> just looking at options.... including homemade drives... but time is short :{
[00:40:10] <ve7it> I think the 7i77 takes pwm/dir from the fpga and makes +-10v... correct?
[02:14:08] <Deejay> moin
[02:19:51] <Wolf_> mornin
[03:26:48] <Wolf_Mill> quiet morning in here
[03:28:15] <Deejay> not everywhere is morning at this time ;)
[03:29:21] <Wolf_Mill> I know, its 4am here lol
[03:29:51] <Deejay> 10 am here :)
[03:31:07] <Wolf_Mill> time to finish this lead screw block
[03:33:20] <archivist> I am mostly in the garage getting a motor apart
[03:35:33] <Deejay> pimpin' your ride?
[03:36:29] <Wolf_Mill> hmm getting the hang of this 4 jaw stuff =) less then .0005" run out mounting this block, in less then 10 mins
[03:39:15] <Wolf_Mill> I even attempted to use the handwheel dials... which I'm thinking are mostly useless on this crappy lathe
[03:52:39] <archivist> Deejay, the motor that was in the garden for many years
http://www.collection.archivist.info/searchv13.php?searchstr=filing+machine
[03:53:28] <archivist> Wolf_Mill, be ever so careful with hand wheel graduations :)
[03:53:49] <archivist> get a dti to confirm what they/are not
[03:53:58] <archivist> or vernier
[03:55:28] <Wolf_Mill> somewhat close, wanted 16.25 bore, got 16.12mm
[03:56:40] <Wolf_Mill> not much of this is super critical, just the center bore for the needle bearings
[03:57:37] <Wolf_Mill> http://i.imgur.com/YaiPZ9j.jpg http://i.imgur.com/NdXBYOT.jpg
[03:59:11] <archivist> 4 jaw is indispensable for work like that
[04:00:17] <archivist> got to find an insulation tester before I let any mains on this old motor
[04:00:51] <Wolf_Mill> I forget who in here suggested to add needle bearings to these
[04:04:45] <Wolf_Mill> should be close, just clicked that the cross/compound on this lathe are 1mm pitch screws
[04:05:31] <Wolf_Mill> 0.025mm graduations x40...
[05:12:56] <XXCoder> heys
[05:13:14] <fenn> sup
[05:13:23] <XXCoder> not much just ate dinner lol
[05:14:52] <XXCoder> bit boring but job went well today
[05:15:42] <XXCoder> you, fenn ?
[05:15:44] <Wolf_Mill> :)
[05:16:26] <Wolf_Mill> good sign when you need to double check that your indicator is touching when you are centering something? =)
[05:16:54] <XXCoder> I always do "rough draft centering" first
[05:17:11] <XXCoder> just eyeball and pin indictior see if its close
[05:17:27] <XXCoder> then finally touch it on part and do medium adjustments, then finally fine
[05:18:04] <Wolf_Mill> about to turn the lead screw, checking 2 points 2nd one the needle didnt move
[05:18:44] <fenn> put a feeler gauge under it to verify that it's touching the surface
[05:19:18] <Wolf_Mill> this machine is so light all i need to do i bump something to check that
[05:19:18] <fenn> hard to believe you have a perfectly centered bar though
[05:19:43] <archivist> when you get the hang of it the indicator tells you how much to adjust by (move the dial to centre the range around 0)
[05:20:21] <Wolf_Mill> i'm just doing it by the +/- swing
[05:20:57] <fenn> yeah 4 jaw chucks should have micrometer dials on the jaw screws
[05:21:09] <Wolf_Mill> find the high/low, move to the middle
[05:21:31] <Wolf_Mill> I think this pos jaw has 10mm pitch screws
[05:22:14] <fenn> not sure why chucks have such huge threads on the screws.. aren't fine threads stronger?
[05:22:39] <fenn> only when precisely made though, boo
[05:22:46] <Wolf_Mill> I probably wont be able to get a bar dead nuts centered again if I wanted too
[05:23:02] <archivist> there is a fine line between crushing the work and enough clamping pressure
[05:24:37] <XXCoder> 1 nm/ton should be enough
[05:24:39] <XXCoder> ;)
[05:25:24] <archivist> so many have been over tightened and have damaged chucks/jaws
[05:25:41] <fenn> torque limiter
[05:25:58] <fenn> do i have to solve all of the world's problems at once :P
[05:26:11] <archivist> the three jaw on my Lorch is terrible
[05:26:25] <fenn> three jaws are terrible in general though
[05:27:03] <XXCoder> why do 3 jaw still exist then?
[05:27:14] <archivist> quick and easy to use
[05:27:15] <fenn> they're easy and stupid people can use them
[05:27:39] <Wolf_Mill> http://i.imgur.com/WFAo5Ye.jpg of the 3 machines in the pic, sadly the micro lathe on the saw stand is probably the most acurate I have lol
[05:27:48] <fenn> why do "mill drill" machines still exist i wonder
[05:27:52] <archivist> a well made 3 jaw is ok if not abused
[05:28:24] <fenn> it's probably fine for farm implements or making a chess set
[05:28:39] <XXCoder> 8020 lathe
[05:28:42] <Wolf_Mill> price point...
[05:29:25] <fenn> Wolf_Mill: what is the spindle on the left supposed to do?
[05:30:01] <fenn> it has huge bearings
[05:30:04] <Wolf_Mill> yeah, 8020 with a taig lathe bolted to it, the 2nd "tail stock" (where the spare large bore spindle and live 4 jaw center are stored) slides out to almost 4 feet
[05:30:35] <Wolf_Mill> I was setting it up for working on billiards cues
[05:31:26] <fenn> can you put a billiard cue through the live center so it sticks out the other side?
[05:32:01] <Wolf_Mill> yeah, put the headstock on the slider, put the live 4 jaw on the bed
[05:32:19] <Wolf_Mill> can fit a full length one peice cue in it
[05:32:41] <fenn> but can it stick out the other side, like if you wanted to thread a gun barrel
[05:34:26] <fenn> i am gathering parts to build a lathe and thinking about how i want the headstock to work
[05:34:33] <Wolf_Mill> yeah
http://i.imgur.com/DDBDQg1.jpg
[05:36:02] <fenn> i want a big slow heavy through bore spindle, but i also want a small high speed spindle that takes ER collets, so i'll probably just do both, that's always the answer when you can't decide right?
[05:36:25] <Wolf_Mill> yup ;)
[05:36:54] <fenn> it's weird that i have never seen any lathes with two spindles side by side like that
[05:38:04] <jthornton> fenn, does this page work for you?
http://gnipsel.com/expand.html
[05:38:50] <Wolf_Mill> thats cause I took the headstock plate for a taig mill and added it to the 8020, the 2nd spindle with no chuck is a extra I got with a custom spindle bore
[05:38:54] <fenn> jthornton: yes and it even works in incognito mode after i close and reopen the tab :\
[05:39:20] <jthornton> cool
[05:40:20] <fenn> also no flickering on load
[05:40:51] <fenn> i dont have any html4 javascript enabled browsers to test on tho
[05:43:32] <Wolf_Mill> fenn: I think the way the stuff was sitting on the machine made it confusing
http://i.imgur.com/GwdFRh9.jpg
[05:46:50] <Wolf_Mill> proably used wrong terms too, stead rest made from a 4 jaw scroll chuck in a block
[05:48:44] <fenn> multi-spindle lathe... can't even tell what i'm looking at
http://www.zpsamerica.com/wp-content/gallery/rebuilt/img_5971.jpg
[05:49:26] <Wolf_Mill> wow yeah lol
[05:57:40] <Wolf_Mill> note: never get layout fluid in a spray can
[06:18:14] <Deejay> Wolf_Mill :D
[06:19:51] * Wolf_Mill checks the can
[06:20:01] <Wolf_Mill> might be the fact that its 12yrs old too
[06:25:23] <archivist> fenn, looks like a wickman there is an american version too
[06:29:00] <archivist> fenn,
http://www.wickman-group.com/wickman-multispindle/
[06:29:35] <archivist> very high production rate
[06:30:45] <Topy44> does anyone know what the letters in various linear motion parts mean? like sc8uu (8mm shaft linear motion bearing block)
[06:31:15] <XXCoder> SBR = strong brass rod
[06:31:24] <archivist> those are often maker specific "names"
[06:31:25] <XXCoder> kidding, supported bar rod I think
[06:31:55] <Topy44> archivist: i thought so, but i can't find a catalog listing them and many of them seem to be common across different manufacturers
[06:32:04] <Topy44> (which are mostly random chinese companies)
[06:32:09] <Wolf_Mill> if from china they just copy the letters off what ever sells the best on ebay
[06:32:32] <Topy44> well if i knew an original manufacturer i could check their catalog :) but no idea who came up with the designs...
[06:32:40] <Topy44> they seem to be semi-standardized
[06:32:48] <archivist> someone like misumi would be an original maker
[06:32:52] <Topy44> like the ultra-common lm8uu linear bearings used for just about everything
[06:33:26] <archivist> I have a bit of a hatred of the round bar systems
[06:33:47] <Wolf_Mill> I have thk trucked rails
[06:33:49] <Topy44> yeah i am currently thinking if i should use a round bar system or one of those guideway systems
[06:34:07] <Topy44> hiwin makes some that don't really cost any more than a round bar system
[06:34:31] <archivist> the guide way systems rely on the support they are mounted on
[06:34:59] <Topy44> well they will be mounted on a thick piece of multiplex wood
[06:35:04] <Topy44> so shouldn't be an issue
[06:35:09] <archivist> so make the support good and straight to get a good machine
[06:35:36] <archivist> wood moves with season
[06:36:05] <Wolf_Mill> humidity, lack of, heat, cold, oil...
[06:36:10] <Topy44> btw, just checked: misumi does in fact make the lm8uu bearings - but they call them c-lmu8
[06:36:19] <Topy44> so thats not the origin of the chinese naming scheme
[06:37:07] <Topy44> sure. but this phenolic-pressed multiplex stuff doesn't seem to move much.
[06:37:20] <archivist> the misumi catalogue is about 2" thick
[06:37:30] <Topy44> well i just checked online
[06:39:03] <Topy44> the scXXuu equivelant from misumi is called lhbb-mxXX
[06:39:12] <Topy44> so, again, nothing to be learned here
[06:39:21] <Topy44> i'll check skf
[06:41:37] <Topy44> they call them LUHR-something...
[06:41:43] <Deejay> hi Topy44 :)
[06:41:57] <Topy44> ah yes. small world. once again.
[06:42:03] <Deejay> yip ;)
[06:46:29] <PetefromTn_> mornin'
[06:48:13] <Deejay> hi PetefromTn_!
[06:48:29] <PetefromTn_> hey deejay
[07:19:48] <jthornton> 54F clear and cool... time to go ride 12 miles in the woods
[07:20:11] <Tom_itx> watch for bears
[07:20:38] <Tom_itx> 66�F Scattered Clouds
[07:21:22] <PetefromTn_> hell I don't even like driving 12 miles LOL
[07:21:53] <jthornton> there are some black bears around here but not many
[07:23:10] <Tom_itx> wild boars?
[07:23:49] <jthornton> yea but they hang out by the river in the low areas
[07:25:01] <jthornton> the most danger is from a half crazed squirrel running in between the spokes of your wheel and making you crash
[07:25:13] <jthornton> that guy wears full body armor now lol
[07:27:53] <Tom_itx> same one you've been goin rounds with?
[07:27:58] <Tom_itx> he's out to get ya now
[07:28:27] <SpeedEvil> http://www.ncbi.nlm.nih.gov/pmc/articles/PMC4245615/
[07:28:30] <SpeedEvil> The toxicity evaluation was performed on e-liquids and pad-collected aerosols of e-cigs, pad-collected smoke condensates of tobacco cigarettes and extracts of SLT and NRT products. In all assays, exposures with e-cig liquids and collected aerosols, at the doses tested, showed no significant activity when compared to tobacco burning cigarettes
[07:28:44] <SpeedEvil> (comparison of e-cig vapours and tobacco vapours)
[07:30:58] <Loetmichel> hihi... Problem: how to make a vesa400 mounting plate with a cnc mill that can only move 600*390? solution:
http://www.cyrom.org/palbum/main.php?g2_itemId=15931 http://www.cyrom.org/palbum/main.php?g2_itemId=15934 :-)
[07:42:20] * Wolf_Mill takes a hit of his e-cig :)
[07:42:21] <PetefromTn_> could you not just reposition and do half at a time? That solution works too I suppose.
[07:46:18] <Tom_itx> nice fit though
[07:50:42] <Jymmm> Loetmichel: You coulda just bought one for $5 ;)
[07:52:13] <Jymmm> Tom_itx: More danger from hitting deer then bear/boars/sasquatch
[07:53:10] <Jymmm> oh and attack peacocks... really. They will take on cats, dogs, people, and win too.
[07:55:08] <Loetmichel> Jymmm not today
[07:55:21] <Loetmichel> and not with a wivel mount that can rach otu 600++mm
[07:55:23] <Loetmichel> out
[07:55:29] <Loetmichel> swivel
[07:55:49] <Loetmichel> PetefromTn_: not woith a gantry router
[08:06:22] <Jymmm> Loetmichel: Why, they don't sell them on Wednesday in .de ?
[08:06:54] <Loetmichel> none aviable with these characteristics today
[08:06:59] <Loetmichel> around here
[08:07:01] <Jymmm> ah
[08:07:18] <Loetmichel> aalready made a "install date" for tomorrwow with the customer
[08:07:36] <Loetmichel> modified 50" tft, 30++kg... and the customer wants to mount ot sideways to a wall
[08:07:57] <Loetmichel> because the wall behind the tft is drywall and wouldnt stand it
[08:08:02] <Jymmm> Loetmichel: Well, turn the wall sudeways then
[08:08:10] <Jymmm> sideways*
[08:08:35] <Loetmichel> so it will have to stick out about 600mm (CG of the tft)...
[08:08:44] <Loetmichel> which is quite a load for the mechanics
[08:08:47] <Jymmm> Um, behind the drywall are these things called studs
[08:08:54] <Loetmichel> not there
[08:09:16] <Jymmm> has to be
[08:09:24] <Jymmm> 16" on center typically
[08:09:27] <Loetmichel> the side wall is bricks and 30cm thick tho, so i am confident i get a firm mount there ;)
[08:09:49] <Loetmichel> customer says the back wall cant bear any load
[08:09:59] <Loetmichel> and if he says that i am to oblige ;)
[08:09:59] <Jymmm> ah
[08:10:54] <Loetmichel> problem: my co-worker has woutesd a "custom made side mount, 90° swicvel, 30° nock
[08:10:56] <Loetmichel> nick
[08:11:02] <Loetmichel> swivel
[08:11:08] <Loetmichel> quoted
[08:11:18] <Loetmichel> maaan, my typing skills are down again
[08:11:21] <Jymmm> No, worries, I speak typo
[08:11:35] <Jymmm> Loetmichel: No worries, I speak typo
[08:11:51] <Loetmichel> <- is making the nick mount atm
[08:11:59] <Loetmichel> also out of 4mm sheet aluminium
[08:51:25] <Wolf_Mill> well that was fun, single point threading for the first time on the lathe...
[09:01:28] <skunkworks> manual?
[09:01:45] <Wolf_Mill> yup
[09:02:00] <skunkworks> cool. Always a pita
[09:02:04] * Wolf_Mill knows how to make left hand threads now...
[09:07:36] <Loetmichel> soo, vesa400 mount done.. the nick screw should be shortended a bit tho... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=15937
[09:07:48] <Loetmichel> --- and even without a bending brake ;)
[09:09:28] <Wolf_Mill> fancy
[09:14:38] <alex_80> hi
[09:17:26] <alex_80> i need some help: i ve generated g-code with cambam 0.9 (linuxcnc-post-proc) on emc2 2.6.9 i get an "radius to end of arc differs from radius to start" - error - any suggestions ?
[09:18:43] <Loetmichel> Jymmm: seen the pic?
[09:18:47] <Loetmichel> <- fishing for compliments ;)
[09:26:53] <ssi> morn
[09:27:17] <ssi> Loetmichel: looks good :D
[09:30:30] <archivist> alex_80, either fix the gcode it produces or fix your drawing or moan at cambam see
http://www.linuxcnc.org/index.php/english/forum/20-g-code/29528-radius-arc-differs-from-start-to-finish
[09:32:25] <Wolf_Mill> looks better then my mount Loetmichel, except that I have the one you needed lol
http://i.imgur.com/Eh6BMmG.jpg
[09:45:04] <Wolf_Mill> well, seems dumb ass move of the day goes to me, got my lead screws/blocks all machined up for the steppers, forgot to make the stepper mount plates on the mill...
[09:53:48] <alex_80> @archivist: tnx for your answer, but i have just figured out that i have an error in an remap m6 o-word sub-programm, without remapping the g-code runs. :-/ debugging...
[09:53:55] <alex_80> have a nice day, bye
[10:19:27] <Jymmm> Mornin' furrywolf
[10:30:14] <ganzuul> https://www.youtube.com/watch?v=zZRoSq9aVuc
[10:53:25] <Topy44> anyone around that has a misumi customer account? i need a cad file and they won't let me download it...
[11:03:34] <_methods> the account is free
[11:21:20] <Loetmichel> Wolf_Mill: i tondt think so
[11:21:29] <Loetmichel> thats a 50" TV there
[11:21:49] <Loetmichel> needs a bit beefier mount than a 19" PC tft ;)
[11:22:14] <Wolf_Mill> thats not a 19"
[11:22:28] <archivist> ssi looks like the motor on the filing machine is ok, did an insulation test at 500v
[11:22:57] <Wolf_Mill> ta35 samung, the mount is for a 40-50" you can see the plate sticking out over the top of the monitor
[11:23:13] <Loetmichel> Wolf_Mill: 18"?
[11:23:38] <Loetmichel> :-)
[11:23:42] <Loetmichel> looks smaqll
[11:23:45] <Loetmichel> small
[11:24:14] <Wolf_Mill> 23"
[11:24:14] <Loetmichel> but the point is that this 50" TV there has a 3mm glass pane in front of it with a copper mesh embedded
[11:24:28] <Loetmichel> the glass pane alone weights 28 pounds ;)
[11:25:11] <Loetmichel> and it will me mounted to a side wall, pretty much like the arm is positioned now
[11:25:11] <Wolf_Mill> the mount this one is on weighs more then the monitor
[11:25:59] <Wolf_Mill> same arm side as yours
[11:26:04] <Loetmichel> the arm IS bought btw. but the "mounting plate" that came with it (today) doesent fit the TV, it obscures the Power plug as well as the video plugs
[11:26:16] <Loetmichel> and it dosend "nick".
[11:26:22] <Loetmichel> doesent
[11:27:29] <Wolf_Mill> yeah, nice they standardised all the mount holes, but didnt bother to take cordsin to account lol
[11:27:36] <Loetmichel> so i made my own mount and "nick adjustment plate"... co-workers will install that TV tomorrow in a "bunker" and we already moved that instal date wtwice because there were parts missing... (last thing missing was the mount ;)
[11:47:00] <SpeedEvil> https://en.wikipedia.org/wiki/World%27s_littlest_skyscraper - why actually reading the dimensions is important
[11:50:29] <Wolf_Mill> lol 480
[11:50:38] <Wolf_Mill> inchs
[11:58:42] <ssi> archivist: excellent :D
[11:58:46] <ssi> gonna clean it up and paint the case?
[11:59:12] <archivist> started cleaning and painting
http://www.collection.archivist.info/searchv13.php?searchstr=filing+machine
[11:59:29] <archivist> ordered new bearings for the motor too
[12:00:09] <ssi> my grandfather's career was he owned an electric motor repair shop in new jersey
[12:00:24] <ssi> nowadays it's economically infeasible to have motors repaired
[12:00:26] <ssi> makes me sad :(
[12:00:33] <archivist> I am happy to get inside them :)
[12:00:52] <archivist> big motors still get repaired
[12:00:57] <ssi> yeah
[12:01:27] <Wolf_Mill> about to say, shop where I get my milwaukee tools does motor repair
[12:02:16] <archivist> I shouldnt use the insulation tester as a stand for the painting :)
[12:02:18] <ssi> but if archivist needed to have that motor rewound
[12:02:27] <ssi> he'd be hard pressed to find someone to do it for anything like a reasonable price
[12:02:42] <ssi> it's cheaper to buy a new motor than wind an old one anymore
[12:02:57] <archivist> there is a local motor place, no idea on his charges
[12:05:21] <ssi> I never heard back from the guy with the die filer kit
[12:05:24] <ssi> I ought to call him
[12:05:37] <ssi> I kinda want all his kits
[12:05:37] <ssi> http://www.statecollegecentral.com/metallathe/
[12:05:42] <ssi> they're all useful tools
[12:06:04] <ssi> I wonder if I could fly up there and buy them all and save on shipping hahah
[12:06:24] <ssi> it'd same me like $400 in shipping :P
[12:06:58] <archivist> will the plane lift that much cast :)
[12:07:46] <ssi> I dunno, what do you suppose the sum weight is?
[12:08:14] <ssi> the RV will hold 120lb in the baggage area, and I could put another 200lb in the front right seat if I Can stack it securely without it interfering with controls
[12:08:26] <ssi> cherokee could hold a fair bit more but it's much slower
[12:08:41] <_methods> duct tape man
[12:08:44] <_methods> tape it to the plane
[12:09:38] <_methods> FAA approved duct tape of course
[12:10:15] <Jymmm> $165 per cm
[12:10:34] <_methods> hehe
[12:10:56] <ssi> _methods: too draggy
[12:11:10] <Loetmichel> _methods: you mean "speed tape"?
[12:11:38] <ssi> yea we have plenty of speed tape
[12:11:50] <ssi> but lumps of cast iron all over the outside are going to fuck up my drag profile :D
[12:12:01] <ssi> the RV is very sensitive to it because it's so clean
[12:12:16] <_methods> http://www.geek.com/news/angry-bear-rip-your-plane-apart-duct-tape-can-put-you-back-in-the-air-1583377/
[12:12:25] <_methods> works for angry bear damage lol
[12:12:27] <Loetmichel> ssi: thats whats JATOs are for ;)
[12:12:36] <ssi> Loetmichel: no, jatos are for getting out of short strips :)
[12:12:43] <ssi> they do nothing to reduce drag
[12:12:51] <ssi> the drag problem is speed and fuel burn
[12:12:52] <_methods> heheh
[12:12:57] <ssi> and the whole point of taking the RV is because it's fast and efficient
[12:14:24] <Loetmichel> ssi: jeah, right, they dont burn long enough
[12:14:26] <Loetmichel> ;-)
[12:15:45] <ssi> Loetmichel: seen the videos of jet-assisted landing testing?
[12:15:58] <Loetmichel> yes
[12:16:05] <ssi> didn't go well :P
[12:16:16] <Loetmichel> went great. until he fired them to early
[12:17:13] <ssi> yeah, but if the consequense of a slight timing error is total structural failure, that's a poor system :D
[12:20:22] <Loetmichel> ssi: i once won an hour in an F14 sim on an airshow
[12:20:37] <Loetmichel> the operator put three migs on my 6
[12:21:17] <Loetmichel> so i accelerater to mach1, waited for them to be in range... pulled back the throttle, max flaps, gear out
[12:21:46] <Loetmichel> ... flaps in, gear in, throttle to max, kill the three migs ;)
[12:22:41] <Loetmichel> ... the operator said after that session: "not only that you would have been some red pulp on the canopy, but that jet would just have dismantled itself in the air
[12:22:43] <Loetmichel> ".
[12:23:06] <Loetmichel> so: you dont need retro rockets to have a structual failure in air ;)
[12:24:02] <Loetmichel> or, in other words: combat landings are not for cowards ;)
[12:31:40] <Wolf_Mill> one step closer to machining via gamepad...
[12:33:40] <ssi> yea sims aren't always terribly realistic in every area sadly
[12:34:09] <ssi> it's very expensive to simulate high Gs for instance
[12:34:42] <ssi> about half the people I take out and shake up tend to get sick from >4G more than anything else
[12:35:16] <ssi> they can tolerate loops, rolls, spins pretty well, but a simple 4.5G competition turn has them green and begging to be on the ground :P
[12:35:36] <ssi> negative is even worse but I don't do a lot of negative in this airplane, since it doesn't have inverted systems
[12:49:24] <ssi> anyone in here done any model engine work?
[12:50:42] <Tom_itx> building or using?
[12:50:47] <ssi> building
[12:51:06] <ssi> I have a hankering to do some fine turning
[12:51:17] <ssi> those clockmaker videos have my brain churning
[12:51:21] <Tom_itx> do a ferarri engine
[12:51:28] <ssi> lol I think that's probably a bit too ambitious
[12:51:32] <Tom_itx> that'll keep ya busy for a while
[12:51:33] <_methods> heheh
[12:52:12] <_methods> challenge accepted, now i just need to finish my other 100 or so unfinished projects first
[13:00:25] <renesis> dont do the current ferrari engine
[13:00:32] <renesis> do the 2004 engine
[13:00:42] * renesis misses the v10 era
[13:23:35] <_methods> wow oshkosh won the jltv contract
[13:23:46] <_methods> $6.7 billion small run lol
[13:24:21] <_methods> i bet oshkosh stock just went sky high
[13:25:48] <archivist> ssi, this clockwork is less fine than you imagine, in order to get the friction low, bearings are a rattling fit
[13:26:04] <archivist> finish matters!
[13:26:49] <archivist> a steel journal should be a mirror finish for low friction
[13:28:04] <_methods> http://www.alphagalileo.org/ViewItem.aspx?ItemId=155679&CultureCode=en
[13:28:09] <ssi> yeah
[13:29:03] <archivist> painted two more castings
[13:32:39] <_methods> http://www.ustream.tv/channel/nasa-lrc
[13:32:47] <_methods> nasa is crashing a plane live
[13:32:48] <_methods> hehe
[13:37:18] <_methods> buh bye birdy
[13:39:16] <Topy44> hm.. should a timing belt idler wheel have teeth or not?
[13:39:29] <Topy44> they are available both with teeth and flat
[13:39:34] <ssi> doesn't really matter
[13:39:42] <ssi> if you're going to run the wheel on the tooth side, it should have teeth
[13:39:51] <Topy44> k
[13:39:58] <Topy44> i guess so that the teeth don't get "flattened"?
[13:40:07] <ssi> yea
[13:40:09] <Topy44> k
[13:40:42] <_methods> they need to drop that plane already
[13:40:51] <_methods> the suspense
[13:40:59] <_methods> the suspension lol
[13:41:02] <ganzuul> Can I attach a workpiece to the toolpost and use an edmill in place of a chuck on a lathe, and mill this way?
[13:41:13] <_methods> yep
[13:41:17] <ganzuul> \o/
[13:41:20] <ganzuul> Awesome!
[13:41:35] <Wolf_Mill> I might be doing just that in a bit...
[13:41:38] <_methods> google lathe milling attachment
[13:41:39] <ssi> ganzuul:
http://www.statecollegecentral.com/metallathe/MLA-5.html
[13:41:40] <ganzuul> Then I can use a lathe to make anything!
[13:41:56] <ssi> bam, horizontal mill
[13:41:59] <Wolf_Mill> seeing that I forgot to make my stepper mounting plates and now have a mill with no handwheels
[13:42:01] <cradek> except for no Y
[13:42:22] <cradek> sometimes people have a "milling attachment" which is a teeny tiny Y axis that goes on the tool post
[13:42:32] <cradek> it's ... not ideal
[13:42:40] <_methods> far from ideal
[13:42:45] <ganzuul> ssi: Awesome. :D
[13:42:56] <ssi> far from ideal, but it'll get you by in a pinch
[13:43:00] <Wolf_Mill> or you could mount the compound on a 90deg
[13:46:07] <_methods> weeeeeeeeeeee
[13:46:14] <ganzuul> \o/
[13:46:25] <cradek> boink
[13:46:32] <_methods> the ole nasa harrison ford simulator
[13:46:45] <ssi> lol
[13:48:18] <ganzuul> I
[13:48:29] <ganzuul> 'll probably have to pick up a book about lathe tricks
[13:48:58] <ssi> yeah there's a TON of crap you can do with a lathe that you might never think about on your own
[13:49:08] <ganzuul> Seems like when the only tool you got is a lathe you're actually pretty well off.
[13:49:12] <ssi> I only know a fraction of what's out there and I've been running manual lathes for ten years now
[13:49:20] <ssi> yeah a lathe is the best first tool probably
[13:49:28] <_methods> it should be your first machine
[13:49:36] <ssi> a lathe was my first machine, and I've bought three since then
[13:49:37] <_methods> you can make any other machine if you have a lathe
[13:49:49] <Wolf_Mill> >
http://i.imgur.com/NdXBYOT.jpg lathe work
[13:49:52] <ganzuul> :)
[13:50:16] <archivist> my first machine was a lathe
[13:50:28] <cradek> me too
[13:50:35] <archivist> and manual rules still for one offs
[13:50:46] <cradek> yeah, except if you need threads
[13:50:56] <cradek> cnc still rules for threading :-)
[13:51:09] <ssi> yeah it does, but with a little experience one-off threads aren't that bad on a manual mill
[13:51:10] <Wolf_Mill> I did threads today with mine too
[13:51:28] <cradek> unless they're nonstandard (ahem metric) threads
[13:51:33] <archivist> I did an internal on the southbend some days ago
[13:51:34] <ssi> yeah there is that :D
[13:51:41] <Wolf_Mill> worst part was swapping the gears out on mine
[13:51:49] <cradek> I remember much suffering when I really needed a left-hand metric thread and didn't have cnc
[13:51:50] <ssi> I love my southbend... I'm so glad I got that machine
[13:52:17] <_methods> good lathes
[13:52:21] <Wolf_Mill> ... I did a left hand metric today
[13:52:28] <archivist> I have the version with gearbox and taper turning
[13:52:31] <Wolf_Mill> wasnt thinking clear lol
[13:52:32] <ganzuul> Seem to remember some guy putting a servo on the powerfeed. Could make any thread ever without messing with gears.
[13:52:35] <cradek> hahaha
[13:52:36] <ssi> archivist: me too
[13:52:45] <ssi> early 60's heavy 10 with taper attachment
[13:52:59] <archivist> mine is 1940's
[13:53:23] <ssi> https://pbs.twimg.com/media/B3omW3vIEAA7_6Z.jpg:large
[13:53:37] <archivist> best £120 I ever spent I think
[13:53:38] <_methods> yeah a lot of people do that hybrid leadscrew thing
[13:53:58] <ssi> I paid $1850 for that lathe last year
[13:54:05] <ssi> that's after about an hour with some degreaser and a brush
[13:54:18] <ssi> came with two buck set-tru 6 jaws and a 4 jaw
[13:54:20] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=southbend
[13:54:22] <ssi> two collet closers and a set of collets
[13:54:26] <_methods> yeah that's a nice score
[13:54:37] <ssi> it was worth the money for the chucks alone
[13:54:40] <_methods> it's in good shape
[13:54:45] <ssi> all the internal and external jaws are there for them too
[13:55:02] <_methods> the ways look damn good
[13:55:06] <ssi> yeah they're very clean
[13:55:11] <archivist> mine is well worn
[13:55:23] <ssi> the only problem I've found with it is the pin that engages the bull gear has the head broken
[13:55:26] <ssi> which is pretty common
[13:55:39] <_methods> yeah people like to ssnap those
[13:55:50] <ssi> this is what it looked like when I got it
[13:55:51] <ssi> https://pbs.twimg.com/media/B3oACALIUAEGSWK.jpg:large
[13:55:54] <ssi> and that's about what it looks like now :P
[13:55:59] <ssi> I need to clean'er up again
[13:56:20] <ssi> https://pbs.twimg.com/media/B3tHjsIIIAAAjPl.jpg:large
[13:56:22] <_methods> yeah that's in good shape
[13:56:26] <archivist> I have never managed a complete paint job on mine
[13:57:03] <ganzuul> What does it weight?
[13:57:09] <ssi> about 1000lb I think
[13:57:14] <ganzuul> woah
[13:57:17] <archivist> a lot
[13:57:22] <ssi> this is how I got it home
[13:57:22] <ssi> https://pbs.twimg.com/media/B3j0s6ZIQAA_KpF.jpg:large
[13:57:23] <ssi> haha
[13:57:29] <ssi> it's a small machine
[13:57:49] <_methods> is that one of those folding trailers
[13:57:58] <ganzuul> High-speed lathe...
[13:58:03] <ssi> it doesn't fold... the bed tilts
[13:58:22] <_methods> ahh
[13:58:31] <ssi> loading it was interesting
[13:58:38] <ssi> it was in a rickety utility shed in a guy's backyard
[13:58:42] <ssi> no pavement, just uneven dirt
[13:59:07] <ssi> I had to back the trailer out by the shed, we muscled it out into the open, and then picked it up with an engine hoist which had boards under the wheels to try to somewhat level it and keep it from sinking in the dirt
[13:59:14] <ssi> then I backed the trailer under the machine and we lowered it
[13:59:48] <_methods> https://www.youtube.com/watch?t=223&v=06t_KP7y8Ao
[13:59:51] <ssi> at home I unloaded with my forklift, with a 10klb towstrap under the bed
[14:00:03] <ganzuul> If it tilts though, maybe one could use a winch and rollers, if you don't have a hoist...
[14:00:21] <ssi> yeah on even pavement that'd be a reasonable opton
[14:00:25] <ssi> but not where we were
[14:01:04] <archivist> planks to make a track on uneven ground with packers
[14:06:09] <ganzuul> How do small caliber gun barrels get bored?
[14:06:18] <_methods> gun drills
[14:07:28] <ganzuul> cool... :)
[14:08:37] <ganzuul> Been wanting to make one of these:
https://en.wikipedia.org/wiki/Light-gas_gun
[14:08:38] <Wolf_> making the hole is easy, hard part is getting inside the barrel to machine the rifleing
[14:08:48] <ssi> Wolf_: nah, just needs a special machine
[14:09:01] <ganzuul> A broach, right?
[14:09:01] <Wolf_> :D
[14:09:08] <ssi> no, a button rifling machine
[14:09:17] <ssi> there's other ways to do it
[14:09:30] <ssi> hammer forged around a spiral mandrel
[14:09:30] <Wolf_> works sorta like a broach, but diffrent
[14:09:58] <ssi> they can be single pointed
[14:12:02] <Wolf_> or you can just buy a barrel blank :D
[14:12:09] <ssi> yeah that's the right answer
[14:12:16] <ssi> the equipment to make barrels is way too specialized
[14:12:39] <ganzuul> hmm
[14:12:55] <ssi> I built a rifle on that southbend after I got it, but looks like I neglected to take any pictures of the process
[14:13:06] <ganzuul> didn't happen
[14:13:22] <Wolf_> smaller stuff like .22 rimfire you can get replacement sleeves
[14:14:06] <ssi> I do have some pictures of the first one I did, on my clausing
[14:14:12] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xpf1/v/t1.0-9/303191_725209428042_2131740446_n.jpg?oh=8a88c356594f7c776693bf302ece366a&oe=566E55A5
[14:14:20] <ssi> indicating the receiver in a fixture I built
[14:14:32] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-frc3/v/t1.0-9/382354_723063348802_1152921744_n.jpg?oh=f0979f655221b57ec072dcc0dafa101a&oe=567F575F
[14:14:38] <ssi> shop-made barrel vise and action wrench
[14:15:10] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xfa1/v/t1.0-9/399878_775108450002_1069079313_n.jpg?oh=f23239bcac2308fac76b9e93b5ccdb8f&oe=567428DB
[14:15:20] <ssi> after cutting and threading the tenon
[14:15:36] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xfa1/v/t1.0-9/431028_778516789662_1086450573_n.jpg?oh=74622083b66ea46e684385460e25f18b&oe=566D1261
[14:15:39] <ssi> after chambering
[14:15:42] <ssi> check out the awesome chattery threads!
[14:15:45] <ssi> that clausing was worn out :(
[14:16:03] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xfa1/v/t1.0-9/401219_780178599382_778457399_n.jpg?oh=cb43e244b9e184943da321cfdd6e6a6f&oe=5677CEB0
[14:16:07] <ssi> muzzle threaded and crowned
[14:16:12] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xaf1/v/t1.0-9/404679_780071893222_1375393474_n.jpg?oh=ba4c8e03d920be7535ace841f9f488f5&oe=5682987B
[14:16:15] <ssi> finished barrel
[14:16:42] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xfa1/v/t1.0-9/427402_795224676922_1395450746_n.jpg?oh=d4bf4fc3b33f228814415534652a4829&oe=5683CEC6
[14:16:57] <_methods> you're so dumb making a gun like that, you could have just 3d printed it
[14:16:58] <ssi> shopmade 1/4-28 action screw, cause it's the only thing I was lacking to put the rifle back together and I didn't want to wait
[14:17:01] <ganzuul> I need a terminal which lets me click links... Putty ain't doing it...
[14:17:05] <ssi> complete with horribly cut slot :D
[14:17:16] <_methods> who makes guns out of metal
[14:17:17] <ssi> _methods: I KNOW RIGHT
[14:17:19] <_methods> silly
[14:17:38] <ssi> oh and I made one of these on my g0602 after cnc conversion
[14:17:39] <ssi> https://scontent-atl1-1.xx.fbcdn.net/hphotos-xaf1/v/t1.0-9/417616_799707338632_928588899_n.jpg?oh=5de9e575c868a628d83140dc5594ed54&oe=567395B5
[14:17:42] <ssi> haha
[14:17:51] <ssi> I wonder where that ended up
[14:17:54] <ssi> I think I gave it to my old boss
[14:17:57] <ssi> that was a freakin mistake
[14:18:03] <cradek> heh I've made one of those too, and gave it away too
[14:18:11] <ssi> they're cute toys
[14:18:12] <cradek> mine had a huge beautiful copper hex nut on it
[14:19:03] <cradek> internal threads on copper ... ugh
[14:19:22] <ssi> lol I haven't worked with copper much
[14:19:55] <cradek> lucky you
[14:20:23] <cradek> super glue makes a good cutting lubricant for it
[14:20:28] <ssi> WAT
[14:20:29] <ssi> really?
[14:20:30] <ssi> that's crazy
[14:20:48] <cradek> well I made that up
[14:20:54] <_methods> hahah
[14:20:55] <ssi> oh D:
[14:20:55] <cradek> but I bet super glue wouldn't make it much worse
[14:20:58] <ganzuul> They call it crazy glue for a reason.
[14:21:50] * ganzuul takes a pause to cope with the information overload
[14:21:56] <ssi> ganzuul: which?
[14:26:32] <ganzuul> super glue
[14:26:48] <ganzuul> a brand name iirc
[14:27:08] <ssi> super glue is information overload?
[14:28:24] <ganzuul> no, the previous convo about lathe mods
[14:29:58] <ganzuul> I suppose one could make hydraulic cylinders with those gun drills.
[14:30:24] <ssi> gun drills are for drilling anything over like 6 diameters deep
[14:30:48] <Wolf_> ^
[14:31:04] <Wolf_> faster to make hydraulic cylinder from DOM tube also
[14:31:24] <ssi> yep
[15:22:06] <Wolf_Mill> no handwheel or stepper mount, no problem
http://i.imgur.com/BxgkUJC.jpg
[15:24:02] <SpeedEvil> :)
[15:24:33] <SpeedEvil> 'it's a servo'
[15:25:38] <Wolf_Mill> well, it has a feedback circuit in it probably
[15:27:36] <Connor> I used my drill for a power feed for a while when I was making my stepper mounts..
[15:27:43] <ganzuul> There are these little 3.6V li-ion screwdrivers for 20e that could maybe be used for all sorts of adjustments.
[15:28:31] <SpeedEvil> 'MACHINE HALTED. CHARGE THE X AXIS'
[15:28:39] <ssi> lololol
[15:28:43] <ganzuul> hehe
[15:28:57] <Wolf_Mill> hehe, I have one of them homeowner 3.6 power drivers, I use it with a 1/8
[15:29:13] <Wolf_Mill> 1/8"bit adapter for hobby stuff
[15:29:46] <PetefromTn_> I did that several times on machines for a quick power feed option....
[15:30:02] <Wolf_Mill> I was going to use the M12 brushless drill but its little too much for this I bet lol
[16:26:55] <Deejay> gn8
[16:53:06] <MacGalempsy> hello
[16:55:29] <zeeshan> hi
[16:55:46] <zeeshan> http://i.imgur.com/s0r24T3.jpg
[16:55:55] <zeeshan> that is a damn sexy end mill
[16:56:03] <ssi> lol
[16:56:24] <zeeshan> we made some love
[16:56:29] <ssi> sounds painful
[16:56:38] <zeeshan> can you see the double
[16:56:41] <zeeshan> grind on it
[16:56:44] <zeeshan> its so sexy
[16:56:48] <ssi> yes
[16:57:02] <zeeshan> i hope this rapes the wood
[16:57:04] <zeeshan> like no tomorrow
[16:57:12] <zeeshan> i tried drilling holes in that stablized wood
[16:57:16] <zeeshan> and it's nothing like drilling plywood
[16:57:37] <zeeshan> the chips come out as powder
[16:57:40] <zeeshan> almost
[16:57:45] <zeeshan> like not mdf powder
[16:57:48] <zeeshan> but like cast iron powder
[17:04:47] <tiwake> woo, today I get to break a gun drill
[17:05:11] <zeeshan> lol
[17:05:35] <PetefromTn_> I ALMOST bought a gun drill for this project
[17:05:45] <zeeshan> whatcha building pete!
[17:05:53] <MacGalempsy> hey guys
[17:06:25] <MacGalempsy> got signed up for a CNC class today
[17:06:25] <PetefromTn_> still working on this Cast iron job....it is gonna be a consistent thing so I am TRYING to get it right here hehe
[17:06:31] <PetefromTn_> Hey mac
[17:06:32] <zeeshan> which one??
[17:06:43] <MacGalempsy> it is a 60hr introclass
[17:06:45] <zeeshan> mymemory is crap
[17:07:08] <ganzuul> About those electric screwdriver-powered leadscrews. - You could get a very even feedrate that way.
[17:07:09] <MacGalempsy> it should be pretty cool
[17:07:58] <MacGalempsy> http://www.nwti.edu/cnc-machining.html
[17:08:27] <ssi> ooh watchmaker courses
[17:08:31] <ssi> relatively cheap too
[17:08:45] <MacGalempsy> yeah I thought it is quite inexpensive
[17:08:54] <tiwake> supposedly I'm supposed to run this 0.257" gun drill at 3000 RPM at 1.5IPM
[17:09:02] <MacGalempsy> they have a full 10month course, maybe if things go right that will be next
[17:09:08] <ssi> MacGalempsy: lol no that's not what I was talking about
[17:09:13] <ssi> http://www.timezonewatchschool.com/WatchSchool/Course%20Catalog/course%20catalog.shtml
[17:09:37] <tiwake> but I want to run it at 2000 RPM because of my lathe
[17:09:39] <MacGalempsy> ssi: that looks good too!
[17:09:47] <ssi> $75 per course
[17:09:55] <ssi> $400 gets you a toolkit and a movement to work on
[17:12:03] <PetefromTn_> tiwake that sounds right because doesn't it essentially have just one flute?
[17:12:24] <PetefromTn_> and it's probably carbide too no?
[17:13:48] <PetefromTn_> Well I started my new part time gig today hehe
[17:14:07] <MacGalempsy> nice. how far is the drive?
[17:14:21] <PetefromTn_> its actually pretty close by maybe twelve minutes?
[17:14:34] <MacGalempsy> thats great
[17:14:51] <PetefromTn_> thanks man I am hoping it works out...
[17:15:08] <MacGalempsy> what is the work, if you dont mind me asking
[17:15:27] <PetefromTn_> Tig Welding/Fabrication work
[17:16:29] <PetefromTn_> LOL first order of business....build a bigass welding table!!
[17:16:48] <ssi> ugh good welding tables are expensive
[17:16:57] <PetefromTn_> hell yeah they are..
[17:17:01] <MacGalempsy> craigslist!
[17:17:03] <PetefromTn_> this one will be just okay
[17:17:12] <PetefromTn_> I actually suggested craigslist to them
[17:17:32] <PetefromTn_> but there was not anything too local they liked so they picked up a bunch of steel sheet and tube
[17:17:43] <MacGalempsy> I always see 2 or 3 of them on the one around here
[17:17:49] <MacGalempsy> some nice ones, and some crappy ones
[17:18:40] <PetefromTn_> there is actually a REALLY HEAVY DUTY one local but it is real short so they did not like that...I told them it would be pretty easy to make it taller...
[17:18:53] <PetefromTn_> I think they just like the idea of building their own flavor really
[17:20:14] <PetefromTn_> I would LOVE to build one of the slatted ones from barstock with levelers underneath like the pro tables
[17:20:23] <PetefromTn_> damn things are like $3k
[17:21:01] <ssi> if they're providing the steel then screw it
[17:21:18] <zeeshan> building would be cheaper
[17:21:21] <zeeshan> and you could make it better
[17:21:23] <PetefromTn_> Oh yeah man they bought the steel, the rod, the gas.... etc etc.
[17:21:38] <PetefromTn_> zeeshan I know right....I am talking for me personally tho...
[17:23:14] <zeeshan> man when i was building mine
[17:23:22] <zeeshan> the 5'x3' 1/2' plate cost frigging 400$
[17:23:27] <zeeshan> this iwas 10 years ago
[17:23:34] <zeeshan> i wonder if its that expensive still
[17:23:37] <zeeshan> i think i got ripped
[17:23:50] <ssi> it's still that expensive
[17:23:51] <PetefromTn_> He told me he paid like $400 for everything
[17:24:28] <zeeshan> cheap
[17:24:36] <zeeshan> ii built mine from 2" x 1/4" angle
[17:24:38] <PetefromTn_> but he used 3/8 plate and more reinforcement underneath
[17:24:47] <zeeshan> and bottom shelf is 1/8 plate
[17:24:49] <zeeshan> top is 3/8
[17:24:50] <PetefromTn_> this is all 3x3 tube
[17:24:51] <zeeshan> er
[17:24:52] <zeeshan> 1/2
[17:24:59] <zeeshan> nice
[17:25:05] <zeeshan> i went with angle cause it was cheaper
[17:25:17] <zeeshan> i didnt really see the need for a box for mine
[17:25:28] <zeeshan> i remember i evern did FEA on it
[17:25:29] <zeeshan> ROFL
[17:25:35] <ssi> of course you did
[17:25:39] <PetefromTn_> lol
[17:25:51] <zeeshan> back then i was worried that if i put an engine block on it
[17:25:55] <zeeshan> id make the frame twist :P
[17:26:05] <zeeshan> buckle not twist
[17:26:41] <PetefromTn_> I am sure it is fine...
[17:26:48] <PetefromTn_> they just liked the thick tube is all
[17:27:00] <PetefromTn_> probably not a lot stronger really
[17:27:08] <zeeshan> the one thing i want to do to mine
[17:27:16] <zeeshan> flap disc the mil scale from the surface
[17:27:43] <zeeshan> and have a bunch of 3/8-16 thread holes spaced in a 1x1" grid
[17:27:54] <PetefromTn_> http://www.northerntool.com/images/product/2000x2000/409/4098843_2000x2000.jpg I would like to build a heavier duty version of this
[17:27:58] <zeeshan> but f doing that without a mag drill
[17:28:07] <zeeshan> yes!
[17:28:08] <zeeshan> thats nice
[17:28:23] <zeeshan> i like those accessories
[17:28:26] <PetefromTn_> yeah it is simple and I think really would be not too hard to make
[17:28:36] <zeeshan> yea but pretty much no matter how you do it
[17:28:41] <zeeshan> it'll cost a lot in material
[17:28:44] <zeeshan> just cause of the mass :/
[17:29:12] <zeeshan> (a lot being like 400$+
[17:29:13] <zeeshan> )
[17:29:23] <PetefromTn_> yeah but it is all barstock and it does not really have to be cold rolled I think
[17:29:40] <zeeshan> i wouldnt use cold rolled
[17:29:56] <zeeshan> did i tell you my experience with brass flat bar?
[17:30:03] <zeeshan> when i was doing that throttle body job
[17:30:09] <zeeshan> i learned about residual stresses the hard way
[17:30:12] <PetefromTn_> yeah I think hot rolled barstock is fine
[17:30:23] <PetefromTn_> yup cold rolled can really warp and twist
[17:30:26] <zeeshan> i put this 1/8" plate of brass on parallels and clamped it in the vise
[17:30:37] <zeeshan> i took a 10 thou skim cut
[17:30:41] <zeeshan> i opened the vise jaws
[17:30:45] <zeeshan> it warped by more than 3/8 "
[17:30:55] <zeeshan> it looked like an arc when i pulled it out
[17:31:13] <zeeshan> i think cold roll would do something similar
[17:31:33] <PetefromTn_> yeah it does...maybe not that much but it does
[17:31:41] <PetefromTn_> must have had some serious internal stresses
[17:31:44] <zeeshan> yea!
[17:31:45] <zeeshan> lol
[17:31:51] <zeeshan> imagine youre welding
[17:31:57] <zeeshan> and the table starts warping on you
[17:32:06] <zeeshan> that was my very first table i made , 4ft x 2ft
[17:32:08] <zeeshan> 1/8 plate
[17:32:17] <zeeshan> with 1"x1/8" square tube
[17:32:24] <zeeshan> it warped after the first 5 uses
[17:32:59] <PetefromTn_> I agree but really how often are you welding directly to the table unless you are just making a quick fixture or something
[17:33:02] <zeeshan> (part of the warp was from building it)
[17:33:17] <zeeshan> thats true
[17:33:29] <zeeshan> but inoticed it warped when i had al plate there
[17:33:31] <zeeshan> making manifolds
[17:33:38] <zeeshan> was using the al for heatsink
[17:33:39] <PetefromTn_> the best part of that commercial table is the gaps in between and being able to clamp almost anywhere
[17:34:06] <tiwake> PetefromTn_: yeah, one flute, carbide tipped
[17:34:25] <MacGalempsy> that northerntool table looks awesome
[17:34:29] <PetefromTn_> tiwake yessir
[17:34:40] <PetefromTn_> doesn't it... just damn expensive
[17:34:41] <MacGalempsy> PetefromTn_: are you going to mill the holes in yours like that one?
[17:35:17] <PetefromTn_> I don't know if I will even make one at this point...right now I just need to get theirs built and work on the CNC stuff here in my shop...
[17:35:31] <PetefromTn_> but if I ever did make one that is what I would try to emulate
[17:37:08] <PetefromTn_> for me right now the big project push is to get the cash to build my CNC lathe...
[17:37:24] <PetefromTn_> I still need some more to get the stuff I want for it...
[17:37:42] <zeeshan> i forget
[17:37:44] <zeeshan> did you get servos with it?
[17:37:56] <MacGalempsy> servos!
[17:37:57] <PetefromTn_> I am getting servos
[17:38:00] <zeeshan> which ones?
[17:38:12] <PetefromTn_> honestly I am kinda torn
[17:38:26] <PetefromTn_> I would like to get the TECO like I have on the Cincinatti
[17:38:43] <PetefromTn_> but they are pretty expensive now for some reason...price went up substantially
[17:38:51] <zeeshan> PetefromTn_: you should just put steppers on it
[17:38:54] <PetefromTn_> there are several chinese vendors on ebay selling some
[17:39:02] <PetefromTn_> why?
[17:39:03] <zeeshan> that seems to be what the cool kids do
[17:39:11] <PetefromTn_> Oh hell no
[17:39:13] <zeeshan> hahahah
[17:39:21] <MacGalempsy> :)
[17:39:24] <PetefromTn_> ;)
[17:39:28] <zeeshan> PetefromTn_: theres actually a lot of baldor servos
[17:39:29] <zeeshan> brand new
[17:39:34] <zeeshan> brushless on ebay all over
[17:39:40] <zeeshan> but you'll need to get your own drives for it
[17:39:50] <zeeshan> i was looking at some for my 4th and 5th axis
[17:39:55] <zeeshan> about $180
[17:39:57] <zeeshan> for a 2kW
[17:40:01] <PetefromTn_> yeah but I can buy a chinese motor/driver combo in the size I need for just a little more than a stepper setup....
[17:40:23] <PetefromTn_> I like the idea of a matched driver/motor package
[17:40:33] <PetefromTn_> saves a bunch of screwing around
[17:40:41] <zeeshan> yea it works out of th ebox
[17:40:53] <PetefromTn_> the TECO's I got were already mostly wired and ready to play
[17:41:02] <PetefromTn_> but you pay for that
[17:41:18] <PetefromTn_> the good news is that the CNC lathe only has 2 axes LOL
[17:41:26] <zeeshan> maybe teco is the best option then?
[17:41:32] <PetefromTn_> I dunno
[17:42:20] <PetefromTn_> its also a question of sizing..
[17:42:32] <zeeshan> id try to copy the oem
[17:42:43] <PetefromTn_> the motors that came on my machine originally were like big nema 34/s
[17:43:55] <PetefromTn_> and the TECO's only come in 400watt in that size
[17:44:17] <zeeshan> 7.5 hp spindle motor
[17:44:18] <PetefromTn_> so if I want to run the 1kw even I need to build adapter plates mounts
[17:44:24] <PetefromTn_> yeah
[17:44:25] <zeeshan> im thinking you need like 1.5-2kW
[17:44:30] <zeeshan> for Z
[17:44:42] <Tom_itx> you'd have to pry my 1/2" plate steel table from my cold dead hands
[17:44:44] <zeeshan> and prolly 1kW for X
[17:45:00] <PetefromTn_> I dunno I don't think the original motors were all that big
[17:45:04] <Tom_itx> one of the best things i ever got
[17:45:43] <Tom_itx> zeeshan, where did you get the endmills?
[17:45:49] <zeeshan> top secret
[17:45:59] <Tom_itx> one of the links i posted?
[17:46:01] <zeeshan> no
[17:46:03] <zeeshan> local place
[17:46:07] <PetefromTn_> I think they were 750watt
[17:46:15] <zeeshan> this ball nose is $100 online
[17:46:28] <Tom_itx> what size?
[17:47:20] <zeeshan> 1/2" x-long 3" loc
[17:47:23] <Tom_itx> looks about 3/8 from the pic
[17:47:27] <zeeshan> ball nose, carbide
[17:47:40] <Tom_itx> don't drop it
[17:47:47] <JT-Shop> PetefromTn_, your from eastern Tn?
[17:48:26] <PetefromTn_> yeah why?
[17:48:35] <zeeshan> i was looking for price of it online and look what i found
[17:48:36] <zeeshan> LOL
[17:48:37] <zeeshan> http://www.ebay.ca/itm/OSG-1-1-2-Ball-Nose-Endmill-1-1-4-Shank-/252067401590?hash=item3ab0634f76
[17:48:42] <zeeshan> is this frigigng just_pink
[17:48:46] <tiwake> PetefromTn_: I was told if I double drill a pre-hole for the gun drill, then that would be good
[17:48:59] <JT-Shop> know of any nice places to take my wife for a long weekend on the bike?
[17:49:13] <tiwake> the moon
[17:49:14] <Tom_itx> zeeshan, says been removed
[17:49:22] <JT-Shop> we went to Maggie Valley a couple of years ago and liked it
[17:49:23] <PetefromTn_> yeah man I think there are a lot of nice places here...
[17:49:25] <zeeshan> http://i.ebayimg.com/00/s/MTIwMFgxNjAw/z/77AAAOSw~gRVgeEt/$_57.JPG
[17:49:40] <PetefromTn_> anywhere in the smokies is nice..Gatlinburgh and Pigeon Forge
[17:50:26] <PetefromTn_> I live near Townsend and if you like a quite place to ride with some nice scenery it is great and you can drive to Gatlinburgh or pigeon forge in about 20 minutes
[17:50:53] <PetefromTn_> there are lots of people that ride every weekend along the little river here
[17:50:55] <JT-Shop> drive on 321
[17:51:36] <PetefromTn_> yeah 321 runs up from maryville where I live into Townsend and then ends at the Y they call it in the GSMNP
[17:52:35] <PetefromTn_> at the Y if you go left you can run up into Gatlinburgh or Cherokee North Carolina which is nice too or to the top of Clingmans dome where we went last weekend.
[17:53:31] <PetefromTn_> or you can go right and head up to Cade's Cove which is extraordinarily beautiful huge circle that is bikable with campgrounds and picnic areas.. it has some really old settlers homes and churches in it too..
[17:53:52] <JT-Shop> Cool, thanks for the intel
[17:53:56] <PetefromTn_> sure
[17:54:23] <PetefromTn_> let me know if you decide to come this way I would enjoy having a soda with you and chatting somewhere nearby..
[17:54:35] <JT-Shop> ok will do
[17:55:03] <sector_0> hey guys
[17:55:31] <sector_0> Last night I asked a question about this video
https://www.youtube.com/watch?v=i6POrjVXgsk
[17:55:34] <JT-Shop> cades cove is nice
[17:55:42] <PetefromTn_> it sure is
[17:55:42] <JT-Shop> just what I'm looking for
[17:55:48] <sector_0> and didn't get a response so I'll ask again...
[17:55:55] <PetefromTn_> my wife and have ridden around the ring before
[17:56:10] <sector_0> is the above video a moving platform version of a scara arm?
[17:56:11] <PetefromTn_> it is a bit of a challenge for us...probably not for you LOL
[17:56:49] <PetefromTn_> but it is not unusual at all to see wild black bears and deer and lots of other wild creatures along the pathway...
[17:57:08] <sector_0> it appear that way to me but I'm not sure
[17:57:19] <JT-Shop> lol I'm still working on that but getting better and even more better I have less gravitational attraction
[17:58:31] <PetefromTn_> I rode my home built recumbent short wheelbase under seat steering bike and my wife rode a dual sport type bike I bought for her....
[17:58:42] <PetefromTn_> there are several relatively steep hills along the route
[17:58:51] <JT-Shop> how long is the ride?
[17:58:54] <PetefromTn_> I admit I stopped and walked one or two...
[17:59:24] <PetefromTn_> 11 miles I think...
[17:59:30] <JT-Shop> if I have to be in low low low I will often get off and walk it's faster
[17:59:39] <PetefromTn_> http://www.nps.gov/grsm/planyourvisit/biking.htm
[17:59:57] <tiwake> herm
[18:00:03] <JT-Shop> today I rode a section that has never been ridden so it was low low low
[18:00:03] <PetefromTn_> yeah I was in low low on the hills I managed but got off when it got really ridiculous slow LOL
[18:00:11] <tiwake> yeah, I'm so going to screw something up with this gun drill
[18:00:20] <tiwake> but we'll see
[18:00:31] <tiwake> lol
[18:00:34] <PetefromTn_> are you on an MTB?
[18:00:44] <PetefromTn_> tiwake Good luck man
[18:00:44] <JT-Shop> yea a 29er
[18:00:47] <tiwake> I just finished double drilling for a good start
[18:00:51] <PetefromTn_> hardtail?
[18:01:01] <tiwake> buuuut... donno.. hopefully it will go well
[18:01:17] <tiwake> supposedly it burnishes while drilling
[18:06:38] <JT-Shop> wow the buckberry creek lodge in gatlinburg looks nice
[18:07:23] <PetefromTn_> yeah man there are some lodges up there right along the river that are really cool
[18:08:01] <PetefromTn_> another great suggestion is to rent a cabin up there in the mountains...there are many and the prices are not too bad really
[18:11:56] <PetefromTn_> honestly I lament living in East Tennessee because I want to move back to Florida but the reality is that this place is truly beautiful and that beauty is what drew us here in the first place...
[18:13:36] <JT-Shop> looking for something like a cabin but drawing a blank
[18:13:59] <JT-Shop> would they be near gatlinburg or pigeon forge or?
[18:15:08] <PetefromTn_> there is one called timberwinds my son in law used to work for when we first moved here years ago...they have some nice ones up in the Wears Valley area which is kind of in between Pigeon Forge/Gatlinburgh and Townsend
[18:15:47] <PetefromTn_> wears valley is a neat place kind of off the beaten path but close to all of these areas...
[18:16:56] <JT-Shop> new search shows some cabins in wears valley
[18:18:52] <PetefromTn_> honestly that would put you right in the middle of everything as far as being close to the more touristy areas of Gatlinburg and Pigeon Forge and again right near the Townend area where you can ride your bike along the river etc... Staying in Gatlinburg would be really fun too..
[18:25:27] <ganzuul> http://i.ytimg.com/vi/x7T9CFCjw-w/maxresdefault.jpg
[18:25:34] <ganzuul> This doesn't seem right..
[18:26:37] <cradek> if it worked, it was right
[18:26:57] <cradek> (it does look really floppy though)
[18:27:20] <malcom2073> furrywolf!!
[18:27:27] <malcom2073> I got a hold of some step/direction input elmo servo controllers
[18:27:31] <cradek> might have been better to hold the part by the ends, so it doesn't get loose (and pinch the tool) when you cut through
[18:27:49] <ganzuul> good point!
[18:30:13] <malcom2073> zeeshan ^^
[18:35:25] <tiwake> welp, the hole is drilled, and its not poking out the side of the material
[18:35:26] <cradek> ganzuul: also remember that if your milling capability is iffy, starting with a few seconds at a band saw can save you a lot of time and work
[18:35:59] <cradek> you could probably cut out most of that material and then just square it up in one pass
[18:37:50] <ganzuul> cradek: I'm looking to pay about 1300 euros for a Chinese 7x14 lathe whith a milling attachement, collets, and tool bits. No band saw...
[18:38:19] <ganzuul> cradek: That isn't my work in that pic.
[18:40:51] <cradek> ganzuul: that seems like an awful lot...
[18:42:45] <zeeshan> malcom2073: velocity servo drives?
[18:43:49] <malcom2073> zeeshan: velocity, or position, or current
[18:43:53] <malcom2073> configurable
[18:44:02] <zeeshan> iguess those servos arent coming to me
[18:44:05] <zeeshan> congrads :D
[18:46:56] <zeeshan> man i cant decide wtf to do wit hthis fixture
[18:46:58] <malcom2073> Well, they're not as powerfukl
[18:47:03] <malcom2073> They're only 8amp
[18:47:05] <zeeshan> my intuition and eng exp says to bolt this shit down
[18:47:12] <zeeshan> but my laziness says weld it
[18:47:16] <malcom2073> lol
[18:47:24] <zeeshan> 8amp peak?
[18:48:14] <malcom2073> I believe continous
[18:48:21] <ganzuul> cradek: The weight of the thing is managable... Brushless DC motor, no gearbox, so reasonably. The OEM (Sieg) has a good reputation. I could get one which has a 750 mm long bed for not much more money...
[18:49:01] <ganzuul> This:
http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Lathes/Model-C3-Mini-Lathe/Model-Super-C3-Mini-Lathe
[18:49:11] <malcom2073> yeah 660watt
[18:49:13] <ganzuul> vs this:
http://www.koneita.com/metallisorvit/metallisorvi_nova_623.htm
[18:49:51] <ganzuul> oh wait, and it needs 3 phase...
[18:50:00] <cradek> I think I've seen that first one at harbor freight
[18:50:07] <malcom2073> DC continuous RMS current 8 amps
[18:50:21] <cradek> it seemed like a very poor machine
[18:50:37] <cradek> like castings that you might be able to make a lathe out of if you had a machine shop
[18:50:40] <ganzuul> cradek: the 7x14 one?
[18:50:42] <zeeshan> cradek
[18:50:44] <zeeshan> but you have a real mill
[18:50:47] <zeeshan> you're BIASED
[18:50:59] <cradek> can you see it in person and check it out before you buy it?
[18:51:03] * zeeshan hasn't seen your lathe yet
[18:51:15] <ganzuul> Nope!
[18:51:22] <ganzuul> Not unless I travel to the UK.
[18:51:31] <cradek> I have a real lathe too, but I mostly use my little sherline lathe when I need to lathe
[18:51:42] <zeeshan> that aint a real lathe :P
[18:51:51] <cradek> tell my screws that:
http://timeguy.com/cradek/01432612268
[18:51:59] <zeeshan> how do you have that monster mill
[18:52:03] <zeeshan> and a tiny lathe
[18:52:11] * zeeshan finally can pick on cradek
[18:52:26] <zeeshan> those are tiny screws
[18:52:38] <cradek> I have a converted HNC too, but I only use it for bigger stuff
[18:52:48] <zeeshan> wow 90 tpi
[18:52:56] <cradek> the sherline is in my basement. the HNC is out at the shop, miles away
[18:52:59] <zeeshan> custom ground tool?
[18:53:04] <zeeshan> ah i see
[18:53:14] <cradek> yes I put a 60 degree point on a thin parting tool
[18:53:43] <cradek> the sherline filed the slots too, with a screwhead file mounted to the cross-slide
[18:53:50] <cradek> it was funny
[18:54:57] <zeeshan> i see a lot of serious clock makers
[18:55:01] <zeeshan> own a sherline
[18:55:05] <zeeshan> for both milling and lathe
[18:55:23] <zeeshan> i guess they're really designed for small parts that you'd encounter in clock making
[18:55:25] <PetefromTn_> Woohoo ordered me some Bella Roma Calzones!! Damn I can't wait to eat um'
[18:55:25] <zeeshan> or jewellery
[18:55:30] <ganzuul> Those Harbor Freight lathes are reportedly the same make. People say they have good success making them more accurate.
[18:55:43] <zeeshan> ganzuul: its a fine lathe
[18:55:45] <zeeshan> it works
[18:55:54] <PetefromTn_> I think if I wanted a tiny machine It would have to be a Taig
[18:55:54] <zeeshan> its not even 5% of an industrial lathe
[18:55:58] <zeeshan> okay maybe 10%
[18:56:02] <zeeshan> but it'll get the job done
[18:56:10] <zeeshan> for a hobbiest it's fine
[18:56:27] <zeeshan> youre not going to be taking .5 doc cuts in aluminum
[18:56:32] <zeeshan> more like 5r0
[18:56:33] <zeeshan> 50
[18:56:36] <zeeshan> or 100 at most
[18:57:04] <malcom2073> zeeshan:
http://www.elmomc.com/products/harmonica-main.htm
[18:57:07] <malcom2073> One of those, 8/100
[18:57:07] <cradek> have you priced a sherline?
[18:57:16] <malcom2073> Or rather, three of those
[18:58:06] <zeeshan> malcom2073: you determined your servos were around 600W
[18:58:12] <zeeshan> right?
[18:58:25] <malcom2073> No, they're rated for 1.8hp continuous
[18:58:39] <zeeshan> okay so youre grossly underpowering them :P
[18:58:43] <malcom2073> Yeah heh
[18:59:33] <SpeedEvil> malcom2073: under volting, or currenting?
[18:59:42] <SpeedEvil> cooling goes with current, reemebre
[19:00:12] <malcom2073> SpeedEvil: Under current. I plan on running them at 80VDC, they're rated for 135VDC, and they were previously running at 92VDC
[19:00:18] <SpeedEvil> ah
[19:00:50] <malcom2073> I wonder if these little buggers are powerful enough for me to actually cut anything heh
[19:01:06] <malcom2073> Nice thing, they allow me to proper test the servos without having to purchase a mesa
[19:01:19] <malcom2073> And they were free
[19:05:06] <zeeshan> today i think im gonna snap a tap
[19:06:09] <SpeedEvil> zeeshan: remember - use blue loctite for lube
[19:06:20] <zeeshan> hehe
[19:06:33] <zeeshan> works great for the first 4 holes!
[19:06:43] <SpeedEvil> err - not blue
[19:07:06] <SpeedEvil> red
[19:15:41] <monttyle> Beeh through a few iterations of this...
http://burningsmell.org/images/v-actuator4.jpg I think I'm reaching the limits of plastic.
[19:19:10] <Tom_itx> cradek, your sherline lathe manual still?
[19:21:29] <Jymmm> SpeedEvil: I know blue is "semi", but HOW SEMI compared to red?
[19:21:49] <SpeedEvil> red is almost unremovable unless you heat it to 250C
[19:21:54] <Tom_itx> quite semi
[19:22:04] <Tom_itx> red is forever
[19:22:11] <SpeedEvil> Though that of course depends on teh exact bolt and nut
[19:22:32] <Jymmm> SpeedEvil: Oh, the locking bolt for the rod that holds the axles in
[19:22:42] <Tom_itx> Jymmm, how'd the seal job go?
[19:23:37] <Jymmm> Tom_itx: Red high temp rtv... waited 14+ hours before adding gear oil. drove 25 miles down the hill and back up... no drips =)
[19:24:16] <Jymmm> Tom_itx: for the differencial cover that is.
[19:24:55] <Jymmm> Tom_itx: I took some 600 wet and kinda smoothed out the burrs, added a thin layer of RTV to the seal and popped it in
[19:25:18] <Jymmm> Tom_itx: no leaks that I'm aware of
[19:26:18] <Jymmm> Tom_itx: I still want to hit a DIY carwash and degrease the underside, but more disasters hit and had to postpone that.
[19:30:05] <os1r1s> Tom_itx: Not sure what you are looking for, by my sherline lathe is cnc
[19:35:42] <Tom_itx> just a curiosity
[19:37:30] <monttyle> How strong is a vslot roller arrangement, compared to smooth rods and linear bearings?
[19:38:00] <Tom_itx> how long is a string?
[19:38:45] <monttyle> Exactly one meter.
[19:39:13] <Jymmm> Tom_itx: theoretically very short, but lots of em
[19:40:19] <monttyle> I'm trying to figure out what advantage V rollers have over linear bearings. I thought I'd redo my design in them but am beginning to realize it makes things enormous, expensive, and complicated
[19:52:47] <Rab> monttyle, since the velocity of the outside diameter of the groove is faster than the inside, they're supposed to have a self-cleaning effect...chips naturally wipe to the outside or something.
[19:53:14] <monttyle> That makes sense, I suppose.
[19:53:28] <malcom2073> Sweet! I got the motor controller talking to my PC! now I gotta figure out how the *hell* to hook it up to a motor haha
[19:54:00] <Rab> I don't think there's a real advantage except for crude, dirty applications like plasma cutter which would tear up precision bearings. I really loathe V-bearings, but that might not be rational.
[19:56:18] <Rab> Probably because of all the cheesy overpriced router kickstarters pretending anodized aluminum v-rail is an acceptable bearing surface.
[19:56:49] <Tom_itx> they're better than 'printed' reprap bearings
[19:57:09] <malcom2073> "good enough" is often outside the comfort zone of machinists
[19:57:40] <Rab> Some people have made good projects using v-rail. All other things being equal, I'd rather have linear bearings.
[19:58:19] <malcom2073> zeeshan: You're into servos... I have a servo here, it only has three wires going to the motor, but it's listed as an AC servo
[20:00:04] <monttyle> malcom2073: is it actually a servo? It might be a brushless AC
[20:01:07] <Tom_itx> man, i never knew there were so many different types of motors until i started messin with cnc
[20:01:13] <malcom2073> Hmm, possible, it
[20:01:18] <malcom2073> It's listed as an AC Servo Motor
[20:01:28] <malcom2073> Has an encoder on the back
[20:01:31] <PetefromTn_> maybe it is missing the encoder?
[20:01:36] <PetefromTn_> DOh
[20:01:47] <malcom2073> Ah well, I'll just grab one of my big servos
[20:03:48] <monttyle> So v rail is meant for light applications. Thanks.
[20:09:48] <SpeedEvil> v-rail means you can skip and use only one bearing sometimes and gravity
[20:10:42] <monttyle> That'd be handy for light applications yes, but it doesn't sound like something you'd want to do when controlling a large force
[20:13:28] <SpeedEvil> Nope, unless you know gravity is always >> force
[20:14:50] <archivist> better v rails use opposing rollers either side
[20:15:13] <monttyle> I'm trying to build something VERY solid... I've belatedly realized the obvious problem with my V actuator, that it's a pair of long levers trying to twist my bearings out of place
[20:16:28] <archivist> use a real mill for proper solid
[20:18:57] <monttyle> What do you mean?
[20:19:39] <archivist> what are you making, retrofitting a manual mill is easiest and is solid already
[20:20:23] <SpeedEvil> http://www.aliexpress.com/item/100pcs-lot-V623-open-type-V-groove-ball-bearings-3x10x3-mm-pulley-bearing/1858758965.html
[20:21:11] <monttyle> I am not trying to retrofit a CNC, I'm trying to invent something.
[20:21:26] <archivist> any rail system is only as good as the base it is mounted on
[20:21:54] <monttyle> ok.
[20:22:34] <archivist> same as bar and linear bearings, you need thick bars or supported bars
[20:24:39] <monttyle> Sounds like rail isn't going to be good for much except some simple mounting things. certainly not the arms.
[20:29:54] <malcom2073> zeeshan: There is no documentation for my encoders! :(
[20:30:32] <Tom_itx> you just haven't found it yet
[20:31:12] <malcom2073> Apparently they were custom made for these servomotors by Heidenhain. They're A/B/Z/Sense whatever that means
[20:31:54] <malcom2073> Might that be a sine/cosine encoder?
[20:31:56] <monttyle> malcom2073: Thought they were 3 wire?
[20:31:56] <Tom_itx> ab is quad z is index
[20:32:15] <malcom2073> monttyle: sorry, I've switched servos at this point heh
[20:44:14] <malcom2073> Sounds like I need to hook this up to an oscope, take best guess on power for the encoder, and spin the motor and see what happens
[20:54:08] <PetefromTn_> if you're gonna guess on the encoder power I would suggest you guess LOW LOL
[20:54:30] <monttyle> Put a 10K in the way at least.
[20:59:42] <malcom2073> Lol, I'm gonna pull the PCB and look over the traces before I apply power :P
[21:00:14] <malcom2073> I'd guess 5v,but I'm gonna check the datasheet on the IC's on the board too
[21:01:39] <monttyle> if it's a phototransistor, raw 5V could kill it. If it's something open collector, 5V might do something pretty.
[21:01:56] <malcom2073> It's a fairly complicated circuit board
[21:02:08] <monttyle> I see.
[21:02:20] <malcom2073> With what looks like a photointerrupter and a glass disc, and several (possibly hall effect) sensors on the shaft
[21:03:07] <zeeshan> heidenhain
[21:03:11] <zeeshan> the encoder people
[21:03:21] <malcom2073> yeah
[21:03:36] <zeeshan> got the encoder part #?
[21:04:26] <zeeshan> sorry i was test machining some stablized wood
[21:04:31] <zeeshan> it machines easy with a regular end mill
[21:04:41] <malcom2073> Nope, no part # anywhere that I can see
[21:04:53] <zeeshan> about the 3 wires
[21:04:56] <zeeshan> 2 should bne power
[21:05:00] <malcom2073> That was another servo
[21:05:03] <zeeshan> 1 should be earth ground
[21:05:42] <PetefromTn_> I would think that if it were a commercial servo motor the encoder stuff would be like 24vdc as 5vdc is kinda bad for noise etc...
[21:06:17] <zeeshan> heidenhain uses 5v
[21:06:31] <PetefromTn_> surprising
[21:07:28] <malcom2073> That's good to know, they don't use the normal "red power black gnd" though heh
[21:07:34] <malcom2073> it seems like pink is power, and grey is ground
[21:07:37] <malcom2073> If I'm right
[21:07:47] <malcom2073> They're not just faded either :P
[21:09:31] <zeeshan> there should be a part number
[21:09:37] <zeeshan> heidenhain is a part number whore
[21:09:44] <malcom2073> Maybe it's on the underside
[21:09:47] <malcom2073> I'll pull the board later
[21:10:04] <malcom2073> Oh! It's an ERO120
[21:13:28] <zeeshan> ero 1200 u mean
[21:13:48] <zeeshan> http://www.motionusa.com.s3-website-us-east-1.amazonaws.com/heidenhain/Encoders_for_Servo_Drives.pdf
[21:13:50] <zeeshan> page 72
[21:14:18] <zeeshan> pg 76 for pinout
[21:14:19] <zeeshan> it looks like
[21:14:34] <zeeshan> or 77
[21:14:57] <zeeshan> if its a sin cos
[21:14:59] <zeeshan> youre screwed! :P
[21:15:11] <zeeshan> you need interpolator cards to intrepret em
[21:19:26] <malcom2073> Nah
[21:19:32] <malcom2073> My elmo does sin/cos
[21:19:42] <malcom2073> Sweet, thanks for the pinout
[21:19:47] <malcom2073> It def. says 120
[21:19:48] <malcom2073> not 1200
[21:19:51] <pcw_home> ones that end in 20 are quadrature
[21:20:01] <pcw_home> TTL
[21:20:41] <malcom2073> That looks nothing like what I got
[21:20:44] <zeeshan> awesome i didnt know servo drives could understand sin cos :P
[21:20:52] <malcom2073> Mine has a thick glass disk, not an optical interrupter steel disk
[21:21:14] <malcom2073> zeeshan: This one apparently can understand damn near anything, it's kinda cool
[21:22:03] <zeeshan> but how youare going to do positional feedback
[21:22:14] <zeeshan> linuxcnc needs that signal too
[21:22:14] <PetefromTn_> http://www.auto-met.com/heidenhain/08PDF/Rotary%20Encoders.pdf page 25
[21:22:24] <malcom2073> http://www.bonanza.com/listings/Dr-Johannes-Heidenhain-Ero-120-500-H10-Ero120500-H10-Encoder-Ero120500-Er0120500/135583953
[21:22:26] <malcom2073> That's my motor
[21:22:37] <malcom2073> zeeshan: The servo drive takes step/dir :P
[21:22:42] <zeeshan> pete is right
[21:22:51] <zeeshan> wait so youre not gonna have any positonal feedback?
[21:22:54] <zeeshan> hm
[21:22:58] <zeeshan> open loop servos! nice.
[21:23:23] <malcom2073> Yeah, they have their own internal PID loop
[21:23:48] <zeeshan> what type of pid loop
[21:23:53] <malcom2073> Positional
[21:23:57] <zeeshan> ahh
[21:23:59] <zeeshan> thats sweet! :P
[21:24:20] <malcom2073> PetefromTn_: What am I looking at here?
[21:24:39] <PetefromTn_> ?
[21:25:08] <PetefromTn_> that's your encoder information if I am not mistaken
[21:25:30] <zeeshan> ern or ero
[21:25:39] <malcom2073> PetefromTn_: I don't see my part number in there though
[21:25:47] <malcom2073> zeeshan: Look at the page I linked
[21:25:54] <malcom2073> It's ERO120
[21:26:09] <zeeshan> 500 line encoder looks like
[21:26:32] <malcom2073> 500 line, so likely quadrature?
[21:26:49] <zeeshan> i would be suprised its n ot
[21:26:58] <malcom2073> Maybe A/B/Z is A/B for quad, and Z for index
[21:27:14] <Tom_itx> i suggested that earlier
[21:27:18] <malcom2073> Yeah
[21:27:26] <malcom2073> I was thinking A/B was sin/cos, but them being quad wouldmake more sense
[21:27:46] <zeeshan> its not a maybe
[21:27:58] <zeeshan> it definitely is :P
[21:28:09] <zeeshan> i dunno about sin cos
[21:28:13] <PetefromTn_> sounds like ERO and ERN 120 are the same thing with different clips or something..page 24
[21:28:13] <malcom2073> That makes me happy, much more straightforward to wire into the servo drive than the alternatives heh, they were a bit vauge
[21:28:41] <malcom2073> PetefromTn_: That document, I see "ROC400"
[21:28:44] <malcom2073> nothing about ERO/ERN
[21:28:54] <malcom2073> On page 24
[21:29:07] <zeeshan> physical page 24
[21:29:17] <zeeshan> not pdf 24
[21:29:20] <malcom2073> Erm
[21:29:26] <malcom2073> How the hell do I see that?
[21:29:31] <malcom2073> My PDF viewer always shows as it prints
[21:29:36] <malcom2073> so pdf24 == page 24
[21:29:45] <malcom2073> Oh
[21:29:45] <malcom2073> aha
[21:29:55] <malcom2073> nm
[21:30:05] <PetefromTn_> mine is showing PDF page 20....sorta
[21:30:30] <malcom2073> 20 indeed
[21:30:57] <malcom2073> Doesn't list a 500 count, but the ERN120 is indeed TTL quad
[21:31:34] <malcom2073> This means I don't have to wait for my OScope, I can hook this up to my LA and see if it works
[21:36:11] <zeeshan> PetefromTn_: you there? :p
[21:36:50] <PetefromTn_> sorta
[21:37:06] <zeeshan> i got a noga minicool
[21:37:21] <zeeshan> im trying to copy tom lipton's pressure bottle design
[21:37:28] <zeeshan> i dont like how it's a soda bottle lol
[21:37:36] <zeeshan> i was thinking of using something thats a bit nicer looking
[21:37:39] <zeeshan> have you seen anything?
[21:37:49] <zeeshan> https://youtu.be/G3wUoPdK_ms?t=655
[21:37:50] <zeeshan> can see it here
[21:37:51] <PetefromTn_> I don't mess with misters so no not really
[21:38:10] <PetefromTn_> however having said that
[21:38:30] <PetefromTn_> there have been several occasions where a mister would have come in handy
[21:38:39] <PetefromTn_> such as when I am using an MDF backerboard
[21:38:49] <zeeshan> you dont use vacuum
[21:38:49] <PetefromTn_> to machine screwed down aluminum plate parts
[21:38:51] <zeeshan> when working with wood?
[21:39:03] <PetefromTn_> yeah I do why?
[21:39:12] <zeeshan> why would it come handy then
[21:39:41] <PetefromTn_> because you have to have some sort of chip extraction and some lubrication is nice with thin aluminum plate
[21:39:52] <zeeshan> ah
[21:39:52] <PetefromTn_> but flood will quickly mush up the MDF
[21:39:54] <zeeshan> youre saying not flood
[21:39:59] <zeeshan> ok i follow now
[21:40:18] <PetefromTn_> a light mist with a good air flow would probably make short work of the problem
[21:40:29] <renesis> you use reg MDF as a vacuum spoilboard?
[21:40:31] <PetefromTn_> This is something I do quite a bit
[21:40:40] <PetefromTn_> no
[21:40:55] <renesis> how you mount the Al sheet?
[21:40:56] <PetefromTn_> I often use MDF as a substrate for thin sheet stock to screw it down to
[21:41:01] <renesis> cool
[21:41:22] <PetefromTn_> like I made that plastic LED edge lit sign on an MDF substrate
[21:41:34] <PetefromTn_> that time I actually used double sticky tape
[21:41:50] <PetefromTn_> but I have done much the same thing many times with screwed down parts and a screw gun
[21:41:51] <renesis> double sticky tape is great for Al and acrylic sheet
[21:41:56] <PetefromTn_> yup
[21:42:16] <zeeshan> youre telling that to a person who just said he works on a lot of thin parts :P
[21:42:18] <zeeshan> i think he knows :P
[21:42:26] <PetefromTn_> I like the MDF because I can take a real light skim pass with my facemiller and ensure it is flat to the spindle
[21:42:36] <PetefromTn_> telling what to who?
[21:42:44] <renesis> yeah thats why i liked the spoilboards
[21:42:45] <zeeshan> ren telling you double sticky tape
[21:42:46] <zeeshan> :P
[21:43:03] <PetefromTn_> oh does ren make a lot of thin parts?
[21:43:05] <renesis> zee is using this an an opportunity to talk shit, because zee
[21:43:14] <zeeshan> damn it pete you ruined my dis to ren
[21:43:18] <zeeshan> :)
[21:43:20] <PetefromTn_> heh sorry
[21:43:23] <renesis> i do mostly pcb and aluminum and acrylic sheet stuff
[21:43:24] <malcom2073> heh
[21:43:37] <PetefromTn_> so yeah you probably know more about it than I do
[21:43:44] <PetefromTn_> but this works for me a LOT
[21:43:52] <PetefromTn_> take a small offcut of MDF sheet
[21:44:05] <PetefromTn_> slap it on the vise with the jaws on the outside
[21:44:09] <PetefromTn_> clamp it lightly
[21:44:18] <zeeshan> myproblem with this method is clamping
[21:44:18] <PetefromTn_> then flycut the area where the part will be
[21:44:29] <zeeshan> im scared the part will fly out
[21:44:32] <renesis> i drove a 5x10' router with vacuum tables for a few months, is how i know about finishing spoilboards and mounting to MDF
[21:44:34] <zeeshan> cause i crush the wood
[21:44:37] <zeeshan> it also bends the part
[21:44:42] <PetefromTn_> once it is flat either stick the stock down with Double sticky tape or screw it down with screws
[21:44:54] <zeeshan> ah
[21:45:33] <PetefromTn_> you can't go nutz with feedrates and deep heavy cuts this way but for most parts like this I find that not usually necessary...
[21:46:00] <PetefromTn_> typically I am making an engraving or small thin 1/8 or 3/16 part
[21:46:03] <renesis> i usually had it fuckup on lifting
[21:46:17] <renesis> like cutter caught adhesize and it slightly peeled or who knows
[21:46:32] <renesis> *adhesive
[21:46:50] <PetefromTn_> I have had the biggest problems with cut thru into the substrate and the glue gumming up the cutter sometimes
[21:47:00] <renesis> yeah like that
[21:47:15] <PetefromTn_> most of the time I TRY to just cut leaving a thin web at the bottom of the part
[21:47:38] <PetefromTn_> then I grab my trim router with a small diameter flush cut bit and part the part from the stock after it is finished machining that way
[21:47:46] <PetefromTn_> goes real quick and leaves a decent finish
[21:47:58] <PetefromTn_> which I usually am cleaning up with the scotchbrite wheel anyway
[21:48:09] <renesis> theres a place around the block just has bigass MDF board on a large router, and they screw work down to it
[21:48:32] <renesis> the MDF is all cut into nasty so no way is flat
[21:48:33] <PetefromTn_> I do that a lot
[21:48:43] <PetefromTn_> its quick and easy
[21:48:54] <SpeedEvil> You only need it to be globally, not locally flat
[21:49:00] <PetefromTn_> depends on the overall shape really
[21:49:15] <SpeedEvil> as long as there is enough surface left in patches
[21:49:29] <PetefromTn_> I always surface the MDF substrate before I plop down stock onto it so I know it is pretty damn flat
[21:49:45] <renesis> right and i dont think they have a fly cutter
[21:49:45] <PetefromTn_> only takes a minute or two
[21:49:50] <renesis> so i would have to buy my own tooling
[21:50:03] <PetefromTn_> I made mine ;)
[21:50:04] <renesis> and its like, $130 monthly membership to use the router
[21:50:20] <renesis> im like what, and they want $35/mo if you want to volunteer 4 hours a week
[21:50:44] <PetefromTn_> do they limit the useage?
[21:50:55] <renesis> like, bitches, 4 hours in a row once a week is prob all i got to spend there, not going to pay money to volunteer
[21:51:20] <renesis> naw if you get the good membership you get walk in priv, but im at school full time so i dont have time to make it worth it
[21:51:59] <renesis> like, paying to put 4 hours of volunteer time in is bullshit, because thats the majority of the time i would have available
[21:52:02] <PetefromTn_> I was gonna say you could program and machine some of those cornhole boards and sell em for that much easily LOL
[21:52:05] <renesis> like, negative ROI
[21:52:38] <renesis> yeah if i was making something worth money and knew i would have consistent and deep market penetration, sure
[21:52:53] <renesis> but theres no way i could sustain that and do school full time
[21:53:22] <PetefromTn_> I am sure...besides when you start trying to make money with this stuff it somewhat takes the fun out of it ;)
[21:53:24] <renesis> if anything went fucked and i needed to support customers, i would be fucked
[21:54:06] <PetefromTn_> yup customers suck...but I need their greenbacks!
[21:54:25] <renesis> i guess, i do audio for a living and the business environment is fun but fucked in an investor corporation sort of way, still love audio
[21:54:44] <PetefromTn_> what kind of audio?
[21:54:52] <renesis> right, i dont think i would be able to support customers well if i had enough sales to justify making the money
[21:55:03] <renesis> i would maybe have to cut time at school, which is not an option
[21:55:26] <PetefromTn_> I honestly would LOVE to go back to school
[21:55:28] <renesis> home/pro/studio loudspeakers and electronics, and recently microphones
[21:55:40] <renesis> r&d lab and manufacturing stuff, lots of sustaining work
[21:55:55] <zeeshan> i thought you got fired from there
[21:55:59] <renesis> dude the more money you make the more it sucks and i was making some pretty decent ching
[21:55:59] * zeeshan hides
[21:56:14] <renesis> well, still am but on breaks
[21:56:27] <PetefromTn_> honestly the more money I make the HAPPIER I become LOL
[21:56:29] <renesis> zeeshan: was prompty rehired elsewhere
[21:56:48] <zeeshan> O
[21:56:58] <renesis> without an interview, i was marched into HR and they were told 'hey were hiring this guy do paperwork'
[21:57:07] <malcom2073> Heh nice
[21:57:50] <PetefromTn_> love when that happens
[21:57:57] <renesis> and technically i wasnt fired, also i had convos with coworkers about wanting to leave like 9months prior, staying for the bonus and stock option liquidation worked out great
[21:58:03] <PetefromTn_> it's kinda like this part time thing I just accepted
[21:58:14] <renesis> the severance was cake, its what funded the move for school
[21:58:17] <PetefromTn_> I went over to my customer to talk to them about machining parts
[21:58:41] <PetefromTn_> and they were like...hey man we have an offer for you if you are interested?
[21:58:52] <PetefromTn_> surprised the shit out of me really
[21:59:11] <renesis> thats so cool
[21:59:28] <renesis> WE ALREADY FIGURED IT OUT AND AGREED ARE YOU IN TOO?
[22:00:22] <PetefromTn_> they are even giving me some "Practice time" to get acquainted with the work and the setting there...
[22:00:56] <malcom2073> That's always nice, I got thrown a project and had to sit down and learn how to mill first try heh
[22:01:15] <renesis> thats kind of how it works in an academic setting
[22:01:35] <renesis> youre first time at a lathe or a mill, its not like you really know much about speeds and feeds and materials
[22:02:46] <PetefromTn_> I have a good bit of time Tig welding but the kind of stuff they are doing has got to LOOK really nice and I have not done too much work that REALLY had to look nice...mostly just get it welded decent and make sure it will hold for the best price kinda stuff!!
[22:04:03] <SpeedEvil> PetefromTn_: awesome
[22:04:15] <renesis> thats cool skill to get paid to learn
[22:04:20] <PetefromTn_> yeah man I am kinda excited about it
[22:04:33] <SpeedEvil> Well - shit not falling off is pretty much the basis.
[22:04:39] <SpeedEvil> Then you can work on getting it pretty
[22:04:44] <SpeedEvil> Got half of it
[22:04:50] <PetefromTn_> the real question is can I cut it there.....
[22:04:59] <renesis> well youll find out
[22:05:00] <PetefromTn_> Oh I have been tig welding for several years now
[22:05:15] <PetefromTn_> and done many jobs for customers in my shop
[22:05:43] <PetefromTn_> but like I said this tuner car stuff they like the kind of drool worthy welds you see in pictures and at car shows LOL
[22:05:51] <PetefromTn_> This I have NOT done before...
[22:06:04] <PetefromTn_> and it takes some serious skills to accomplish that
[22:06:05] <renesis> practice!
[22:06:10] <PetefromTn_> yup lots of it
[22:06:23] <PetefromTn_> which is why I feel like this is a great opportunity
[22:06:27] <SpeedEvil> Are there poeple that can do that tehre?
[22:06:32] <SpeedEvil> that you can learn from?
[22:06:42] <PetefromTn_> get paid a good wage while I am getting lots of practice
[22:07:02] <PetefromTn_> no apparently nobody there has anything more than just mig welder experience
[22:07:12] <PetefromTn_> they fired the guy who was doing this for them last week
[22:07:25] <Tom_itx> who'll be next?
[22:07:36] <PetefromTn_> because apparently he was hard to work with and said some stupid stuff with customers present
[22:07:45] <PetefromTn_> Tom_itx That'd be me :0
[22:07:55] <Tom_itx> naw, i got confidence
[22:08:07] <PetefromTn_> whats funny is that guy they fired was actually pretty damn good
[22:08:17] <PetefromTn_> he must have REALLY been hard to work with LOL
[22:08:50] <PetefromTn_> LOL they told me that he kept whining that he could go work in Oak Ridge Welding making $67 an hour....
[22:09:01] <renesis> piss off the wrong manager and first excuse, youre out
[22:09:25] <PetefromTn_> then apparently he yelled across the shop to a customer saying that his car was a 20 year old piece of shit....that kinda killed it for him apparently
[22:09:34] <malcom2073> lol
[22:09:44] <PetefromTn_> Can you imagine?
[22:09:44] <renesis> thats kinda askin for it
[22:10:05] <PetefromTn_> We are not talking about shitcars here... this was a Freakin Supra..
[22:10:42] <PetefromTn_> Tom_itx Thanks for the vote of confidence...I REALLY could use it
[22:12:07] <Tom_itx> i'd love to be able to tig weld but never have
[22:12:23] <Tom_itx> probably wouldn't use it that much now
[22:12:49] <PetefromTn_> honestly I have a little mig here and it literally collects dust...
[22:12:50] <Tom_itx> ends up being one of the nicest looking welds
[22:13:03] <Tom_itx> i had a stick welder and got a mig
[22:13:07] <Tom_itx> it sits alot
[22:13:36] <PetefromTn_> they have a little Lincoln mig over there and I actually tried to use it today on the table we are building
[22:13:44] <PetefromTn_> but it would not work right for some reason
[22:14:03] <Tom_itx> i liked the feed on the miller better than the lincoln
[22:14:04] <PetefromTn_> but it DID make me remember how much I LOVE my Tig welder LOL
[22:14:41] <PetefromTn_> I used to work in the woodshop and we would often build large installations where it was not unusual to have some structural steel supports or ceiling mounts
[22:14:51] <PetefromTn_> and I would always be the one they asked to do the welding
[22:14:57] <PetefromTn_> they bought a NICE Miller mig.
[22:15:03] <PetefromTn_> I don't remember the model
[22:15:09] <PetefromTn_> but it was pretty large
[22:15:14] <PetefromTn_> THAT was a nice machine
[22:15:19] <PetefromTn_> it has some real power
[22:15:27] <PetefromTn_> and nice adjustments
[22:15:47] <PetefromTn_> at one point they bought a HUGE dust collector system for the building
[22:16:02] <PetefromTn_> and the frame had to be modified to fit the buildings size and height
[22:16:13] <PetefromTn_> so I did a buttload of welding on that with that machine
[22:16:27] <Tom_itx> mine's just a 175
[22:16:27] <PetefromTn_> and even on the thicker stuff I got real good penetration and nice welds
[22:16:48] <PetefromTn_> this was a 220v machine on its own wheels with bottle mount
[22:16:57] <Tom_itx> this is 220v
[22:17:25] <PetefromTn_> http://www.gappower.com/store/image?id=WELMIG185 something like that...
[22:18:01] <PetefromTn_> the one they have at the shop is a 120v model. It really was disappointing....
[22:19:31] <PetefromTn_> zeeshan did you get the single nozzle or the dual nozzle one?
[22:19:40] <zeeshan> single
[22:20:03] <PetefromTn_> they look nice
[22:23:02] <PetefromTn_> http://i.imgur.com/mCtqXDR.jpg that one on the right does it look like something that could go on a CNC lathe?
[22:32:57] <tiwake> uh, sure? just set it on top
[22:33:35] <PetefromTn_> on top of what?
[22:33:42] <zeeshan> youre asking if it can be mounted on a lathe
[22:33:43] <zeeshan> ?
[22:33:51] <PetefromTn_> yeah
[22:33:58] <zeeshan> wish i could see the inside of it!
[22:34:12] <PetefromTn_> yeah
[22:35:03] <zeeshan> as it's mounted
[22:35:11] <zeeshan> im thinking of 2 ways
[22:35:20] <zeeshan> mount it to a face plate
[22:35:34] <zeeshan> or just grab it from the outer edge on a 4 jaw
[22:35:43] <zeeshan> and dial in the inside machined surface
[22:36:06] <PetefromTn_> well looking at it I don't think it will fly because the air inlets do not float
[22:36:45] <PetefromTn_> someone is selling the pair for $200 online
[22:36:57] <zeeshan> i guess i saw your q wrong
[22:37:00] <zeeshan> i thought you wanted to machine it :P
[22:37:25] <PetefromTn_> no at first I thought it could be turned into a chuck for the CNC lathe
[23:07:01] <zeeshan> http://i.imgur.com/Z2FVf60.png
[23:07:12] <zeeshan> i think this will work for the coolant reservoir
[23:07:38] <zeeshan> a bit involved but can prolly make it in 2 hours
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
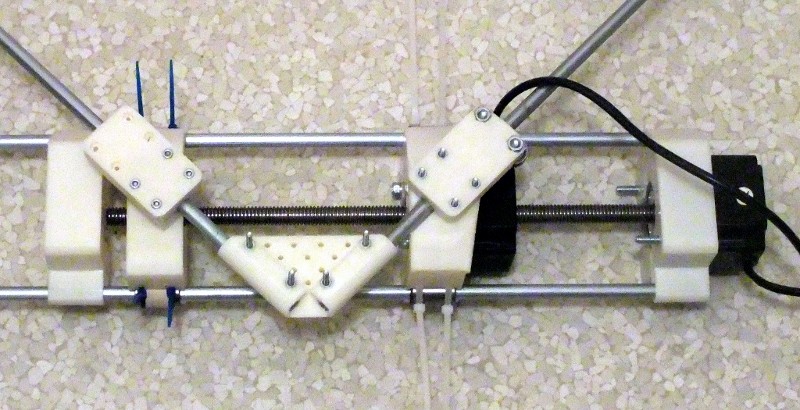{kind=link}
{kind=link}
{kind=link}