Back
[00:00:04] <furrywolf> I have an '83 gl wagon and an '84 gl wagon. the '83 is now a parts car, since the back end is substantially shorter. not going to take anything off it until the insurance adjuster comes by, though.
[00:00:17] <furrywolf> I got hit so hard it broke the radio out of the dashboard.
[00:00:45] <renesis> was it screwed in?
[00:00:53] <furrywolf> now I'm picking up another '84
[00:01:12] <PetefromTn_> speaking of radios I need to pickup a nice bluetooth nav unit for my new van ;)
[00:01:15] <furrywolf> it was one of the ones where it slides into a shell with latches on the sides. the latches crunched.
[00:01:46] <furrywolf> the new one is a pretty ugly color combination, but it has a reallllly straight body.
[00:01:54] <renesis> yeah thats not so surprising
[00:02:04] <furrywolf> my one that got crunched had an absolutely perfect body. rare, hard to find.
[00:02:10] <renesis> neat @ straight body
[00:02:17] <furrywolf> it's completely entirely dent and rust free except for the 18" deep dent in the back. :P
[00:02:40] <renesis> poor car
[00:03:09] <furrywolf> I put a LOT of work into that car... I bought it from out of state (there's no rust-free subarus here), replaced tons of parts to restore it to like-new...
[00:03:20] <furrywolf> and one inattentive driver later, it's a parts car.
[00:03:42] <furrywolf> the one I'm getting tomorrow is in this state, but not this part of it...
[00:03:46] <furrywolf> closer to the far side of it
[00:03:57] <furrywolf> about five hours each way
[00:03:57] <renesis> where?
[00:04:04] <furrywolf> Chico area
[00:04:08] <renesis> sierras?
[00:04:22] <furrywolf> no, central valley
[00:04:24] <renesis> oh neat say hi to home
[00:04:29] <PetefromTn_> I used to live in Sacto
[00:04:37] <PetefromTn_> been to chico
[00:04:46] <renesis> sac is kind of weird but i like the big park
[00:04:47] <PetefromTn_> been all over that area actually
[00:05:07] <PetefromTn_> my wife's father lives in North Highlands
[00:05:15] <furrywolf> I don't go that far south (sacto) unless I have to.
[00:05:32] <PetefromTn_> my wife's sisters family is in redding
[00:05:45] <PetefromTn_> we visited there a year or two ago for like ten days
[00:05:51] <PetefromTn_> drove up to shasta lake
[00:06:01] <PetefromTn_> down to Frisco
[00:06:05] <renesis> shasta on a clear day is awesome
[00:06:07] <PetefromTn_> and all around Sacto again
[00:06:11] <PetefromTn_> yeah it is
[00:06:12] <furrywolf> that's a long way from tn.
[00:06:19] <PetefromTn_> sure as hell is
[00:06:27] <PetefromTn_> thank god for planes
[00:06:31] <furrywolf> renesis: Shasta right now is a wading pool, from what I've heard.
[00:06:38] <PetefromTn_> and father in law's spare vehicles
[00:06:45] <renesis> i just like the big volcano thing
[00:06:54] <renesis> ive only stopped there to eat
[00:07:12] <PetefromTn_> used to jetski on folsom lake and lake elsinore
[00:08:23] <furrywolf> http://cdn.theatlantic.com/assets/media/img/photo/2014/09/dramatic-photos-of-californias-historic-drought/c01_53834006/main_900.jpg
[00:08:41] <renesis> cachuma is like that
[00:08:49] <renesis> they were like that when i was a kid, too
[00:09:07] <furrywolf> that's not shasta, but shasta is supposedly similar right now
[00:09:25] <renesis> couple el ninos will happen, big earthquake will make people move away, and itll be closer to normal again
[00:10:20] <furrywolf> http://cdn.theatlantic.com/assets/media/img/photo/2014/09/dramatic-photos-of-californias-historic-drought/c19_54430296/main_900.jpg there's one of shasta
[00:10:44] <renesis> looks cool!
[00:11:30] <furrywolf> http://cdn.theatlantic.com/assets/media/img/photo/2014/09/dramatic-photos-of-californias-historic-drought/c22_53834034/main_900.jpg heh! houseboaters having to get cozy with their neighbors, due to their anchorages now being above the water line. :)
[00:11:41] <renesis> anyway, theyve all been at stages of low my whole life
[00:11:52] <furrywolf> a few more feet and they'll really have a problem...
[00:12:49] * furrywolf generally finds people with houseboats to be people with too much money, and thus likes when bad things happen to them
[00:13:03] <renesis> mean
[00:15:05] <furrywolf> bbl, wolfy bedtime
[00:15:18] <PetefromTn_> http://i.imgur.com/50XgocA.jpg
[00:15:28] <PetefromTn_> progress so far on customers parts
[00:15:47] <PetefromTn_> flash picks up dry pockets
[00:16:01] <PetefromTn_> I need to get a spray bottle for my WD40 tomorrow
[00:16:53] <furrywolf> hrmm, you have to oil them to make them shiny? is that normal?
[00:19:45] <PetefromTn_> I dunno but they seem to suck in the wd40 and I have read that in other peoples anodizing pages.
[00:20:17] <PetefromTn_> when they come out of the sealer they are actually quite dry looking and the fluid actually dries on them quickly
[00:20:55] <PetefromTn_> after I wipe them with WD40 they seem to keep the shine even when I wipe them with acetone again
[00:21:01] <PetefromTn_> kinda strange
[00:21:07] <PetefromTn_> I hope that is normal
[00:21:25] <PetefromTn_> the parts sure look and feel like a typical anodized part does
[00:21:51] <PetefromTn_> and I took one to my local customer and he described it as good as some of the fuel rails they buy online
[00:22:16] <furrywolf> that's good.
[00:22:17] <furrywolf> bbl, bedtime
[00:22:53] <PetefromTn_> gn8
[01:29:54] <tiwake> https://www.kickstarter.com/projects/1090944145/pocket-nc-the-first-5-axis-cnc-mill-for-your-deskt
[01:34:07] <tiwake> evidently thats "BeagleBone Black running Machinekit/LinuxCNC"
[01:34:30] <archivist> and comes with a blunt tool!
[01:35:19] <tiwake> looks like you cant get any more
[01:35:28] <tiwake> all the tiers with the mill are gone
[01:35:46] <archivist> I would not be wanting one
[01:35:53] <tiwake> me neither
[01:42:39] <tiwake> the interesting part is I used to live in that town
[01:42:49] <tiwake> there is a slight chance I know those people
[01:42:53] <tiwake> but I'm not seeing a name
[01:43:18] <archivist> iirc the name is/was on the blog fo rit
[01:44:54] <tiwake> was just noticing
[01:45:38] <tiwake> overall part accuracy +-0.005"
[01:45:43] <tiwake> thats kinda horrible
[01:46:11] <archivist> look at how the steppers have to resist cutting force on the rotaries
[01:47:19] <tiwake> thats what you get for a $3,000 machine
[01:47:26] <archivist> some bad design errors but pretty for the domestic maker who does not know the difference between a thou and an inch
[01:47:55] <tiwake> its probably fine for some stuff
[01:48:19] <tiwake> it would probably be nice for doing weird engraving stuff
[01:48:36] <tiwake> ...on a small part
[01:49:28] <archivist> if you want a real giggle see
http://www.ebay.co.uk/itm/310562732677 this has an impossible accuracy claim
[01:50:06] <tiwake> I don't metric
[01:50:13] * tiwake grabs a calculator
[01:50:41] <archivist> now I messaged the seller, they use a C6 ballscrew
[01:50:52] <tiwake> wait what
[01:51:14] <tiwake> a C6 ballscrew has like 0.003" or more of backlash
[01:51:18] <tiwake> or so
[01:51:54] <archivist> yes you heard right :)
[01:52:14] <archivist> fraudulent claims
[01:52:17] <tiwake> and they are claiming 0.0004" of accuracy
[01:53:16] <archivist> probably they can get to 5 thou with care
[01:54:42] <tiwake> yeah, about 10-12x worse accuracy than advertised
[01:54:43] <tiwake> heh
[02:14:34] <Deejay> moin
[03:37:37] <Valen> I think that pocket NC is probably going to be more useful than many of the 3d printers out there
[03:38:01] <Valen> I mean its not a "serious" machine, but you could still do a fair bit of stuff on it from the looks of things
[04:49:03] <XXCoder> NC it seems cool
[04:49:08] <XXCoder> nice for small projects
[07:27:03] <_methods> zlog
[08:22:38] <PetefromTn_> mornin'
[08:24:38] <_methods> hola
[08:24:42] <_methods> got some part pics
[08:24:59] <PetefromTn_> I posted a bunch already heh
[08:25:11] <_methods> ah nice
[08:25:16] <PetefromTn_> they still look like that basically
[08:25:24] <skunkworks> happy?
[08:25:27] <PetefromTn_> so far I am just short of halfway thru
[08:25:41] <_methods> ah you went into full production
[08:25:49] <_methods> how's your power supply holding up
[08:25:54] <PetefromTn_> LOL I guess you could say that
[08:26:01] <PetefromTn_> its okay
[08:26:09] <PetefromTn_> it actually seems to be quite consisten
[08:26:12] <PetefromTn_> t
[08:26:17] <_methods> good
[08:26:46] <PetefromTn_> yeah I am sure a better supply would work better and allow more parts per run
[08:27:07] <_methods> meh looks like yours is going to work
[08:27:10] <PetefromTn_> but so far it is doing what I have asked it to despite not giving me accurate current information
[08:27:34] <_methods> well i bet if you get a multimeter you'll find it's not that far off
[08:27:39] <PetefromTn_> yesterday at the end of a part run I was screwing around with it
[08:28:03] <PetefromTn_> and I cranked it up as far as it would go without switching to CV mode
[08:28:20] <_methods> how far did it get?
[08:28:22] <PetefromTn_> and got 83.3 mv which should be close to 8.3 amps
[08:28:37] <_methods> ah good
[08:28:41] <PetefromTn_> yeah honestly it is not possible that it is not wrong
[08:29:09] <PetefromTn_> if it was only putting out the 1.6 or 1.5 amps it says it is during these runs the parts would not get anodized correctly
[08:29:32] <PetefromTn_> the combined surface area of the two parts is something like .355 sq ft.
[08:29:47] <PetefromTn_> which should take like 4.6 amps
[08:30:06] <SpeedEvil> 4.6 vs 1.6A will not matter, if you adjust teh time properly
[08:30:08] <PetefromTn_> I have been setting it to .41 mv which should be like 4.1 amps
[08:30:28] <SpeedEvil> and also may not matter if you've got a wide range of acceptable thicknesses - and are in the middle of it
[08:30:41] <PetefromTn_> SpeedEvil yeah I understand that but what I am saying is the Current meter on the display is only showing like 1.2-1.5 amps
[08:31:21] <PetefromTn_> so it is probably way off for some reason....or it reads the load differently than I understand it should
[08:32:11] <PetefromTn_> 1.2 amps is not enough to fully anodize these two parts in 2 hours as I understand it but I am total newb jere
[08:32:12] <_methods> proof is in the puddin'
[08:32:19] <_methods> and you got good parts so screw it
[08:32:26] <PetefromTn_> yeah I suppose so
[08:32:37] <PetefromTn_> one question I did have came up last night
[08:32:38] <Tom_itx> if you ever open it, i would look for a cold solder joint somewhere
[08:32:49] <PetefromTn_> was hoping to ask Captainhindsight
[08:33:08] <PetefromTn_> when the parts get out of the dye bath they are nice and black
[08:33:27] <PetefromTn_> and then I put them in the nearly boiling sealer bath with the nickel acetate in it
[08:33:33] <PetefromTn_> for like 15 minutes
[08:33:59] <PetefromTn_> when they come out they are quite matte looking on the surfaces and the water wicks off of them quickly
[08:34:15] <PetefromTn_> then I take them and wipe them down with acetone as I have read you should do
[08:34:22] <_methods> how long are you leaving it in desmut?
[08:34:37] <PetefromTn_> nearly NO dye comes off on the acetone rag
[08:34:52] <PetefromTn_> so I believe I have made a successful anodizing and sealing
[08:35:21] <PetefromTn_> the parts look smooth and even after I wipe them down with the acetone but they are not really shiny and appear dry looking
[08:35:34] <PetefromTn_> then I wipe them down with a rag soaked with wd40
[08:35:46] <PetefromTn_> and they start to look like I would expect them to look
[08:35:53] <_methods> i read that if you leave them in desmut too long it will make them look like that
[08:36:01] <PetefromTn_> even if I wipe them with acetone again
[08:36:03] <_methods> the less time in desmut the shinier they will be
[08:36:10] <PetefromTn_> they still mostly appear shiny
[08:36:27] <PetefromTn_> I am not sure if this is normal or not
[08:36:34] <_methods> http://bryanpryor.com/anodizing.php
[08:36:41] <_methods> the cleaning the parts section
[08:36:46] <_methods> on desmut
[08:36:56] <_methods> he says too long can dull the parts
[08:36:57] <PetefromTn_> I have taken them individually and rubbed the crap out of them with a clean dry rag
[08:37:29] <PetefromTn_> to remove any surface oil from the WD40 and they remain looking like they should
[08:37:34] <PetefromTn_> I read that too
[08:37:44] <PetefromTn_> but I only keep it in there for maybe two minutes or so
[08:37:55] <_methods> maybe try 1 minute?
[08:38:01] <PetefromTn_> I could
[08:38:50] <PetefromTn_> every part I did even before the etch bath setup was here I got the parts out of the sealer and they looked dry like that
[08:39:24] <PetefromTn_> even the parts I did with the solvent dye were like that when they came out of the sealer bath
[08:39:51] <PetefromTn_> so I honestly do not know if that is correct or not
[08:40:14] <FinboySlick> I'm reading this and thinking: Sure is nice that we have the Internet now to figure stuff like that out. Imagine how much worse Pete's struggle would be otherwise.
[08:40:16] <PetefromTn_> but like I said the parts are definitely sealed and anodized because the acetone rag does not remove hardly any dye
[08:40:32] <PetefromTn_> FinboySlick I agree
[08:40:40] <PetefromTn_> this is a very valuable resource
[08:40:46] <Tom_itx> bbs
[08:40:48] <_methods> yeah you used to have to go to a LIBRARY
[08:41:55] <PetefromTn_> I'm telling you tho that the parts look and feel really nice after I wipe them down with the WD40 and even if I really rub on them with a dry clean towel they still retain that nice smooth semi-shiny look
[08:42:02] <PetefromTn_> I hope that is correct
[08:42:16] <Tom_itx> find out before delivery...
[08:42:46] <PetefromTn_> I know that people often RE-anodize parts
[08:43:07] <PetefromTn_> which requires you to put the part in the etch bath until the old layer is removed along with the dyes
[08:43:20] <PetefromTn_> which would require a bit of time soaking in it
[08:43:37] <PetefromTn_> and then they re-anodize
[08:43:50] <PetefromTn_> if it was a big problem that would probably not be possible
[08:50:20] <PetefromTn_> well I am gonna get the stuff going again here
[08:50:51] <Tom_itx> a tool changer would allow you to spend more time with it
[08:51:00] <PetefromTn_> heh no kidding
[08:54:55] <PetefromTn_> BRB
[09:04:43] <PetefromTn_> http://i.imgur.com/MOtEbXd.jpg
[09:04:48] <PetefromTn_> Okay
[09:04:56] <PetefromTn_> was worried about this a bit
[09:05:02] <PetefromTn_> just took one of the parts
[09:05:08] <PetefromTn_> and took it to the kitchen sink
[09:05:23] <PetefromTn_> and cleaned the crap out of it with dawn dishwashing detergent
[09:05:38] <PetefromTn_> which should easily remove any grease or oil
[09:05:47] <PetefromTn_> and dried with a clean towel
[09:05:58] <PetefromTn_> this is the picture of what it looks like after that
[09:06:09] <PetefromTn_> as you can see it is still pretty shiny
[09:06:43] <PetefromTn_> I think that is what a clean dry anodized part should look like no?
[09:07:51] <PetefromTn_> also keep in mind that the part have slight brushed finish before anodizing
[09:07:58] <PetefromTn_> these are NOT full polished parts
[09:08:18] <furrywolf> looks nice to me, but I'm no expert.
[09:08:24] <PetefromTn_> I use the scotch brite wheel on them
[09:08:35] <PetefromTn_> and I use a red pad on the flat surfaces
[09:08:43] <furrywolf> when I was buying fittings for my subaru, I spent extra to get black painted instead of red+blue. :P
[09:08:46] <_methods> so what's wrong with that part?
[09:08:50] <PetefromTn_> furrywolf thanks I was just concerned about this last night
[09:09:05] <PetefromTn_> _methods I am not sure anything is wrong with them
[09:09:28] <PetefromTn_> just that when they come out of the sealer bath they are quite flat/matte looking and water dries on them quickly
[09:09:32] <_methods> i was gonna say looks good to me
[09:09:43] <PetefromTn_> then i take them and wipe them with acetone
[09:09:58] <PetefromTn_> and they get sort of dull looking but almost NO dye comes off on the rag
[09:10:07] <PetefromTn_> so then I wipe them with wd40
[09:10:25] <_methods> only thing i can think is to try a shorter desmut time to experiment with
[09:10:31] <_methods> see if it comes out shinier
[09:10:35] <PetefromTn_> and furry last night made the comment rightfully so asking if they need to be wiped with oil to appear shiny
[09:11:07] <PetefromTn_> I am not sure really what they are supposed to look like immediately when they come out of the sealer bath
[09:11:29] <furrywolf> I'm waiting for a call from the person who'll be helping me drive, then off to pick up a car... yay long drives.
[09:11:38] <_methods> i have no idea, the only anodizer near here closed up shop like 4 years ago
[09:11:39] <PetefromTn_> but this is why I just thoroughly cleaned a part with dawn dishwashing detergent to remove all surface oils
[09:11:52] <_methods> otherwise i'd head over there and ask them lol
[09:12:00] <PetefromTn_> and wiped it with a clean dry rag so I could see what the surface actually looks liek now without oil
[09:12:15] <_methods> nobody wants to have anything to do with finishing/plating anymore
[09:12:26] <PetefromTn_> that last picture is what it looks like
[09:12:46] <PetefromTn_> I tried to turn it to catch the light so you guys can see the surface better
[09:13:10] <PetefromTn_> I have had a lot of anodized parts over the years made by others
[09:13:19] <PetefromTn_> and this sure appears to look like they do
[09:13:39] <PetefromTn_> even completely dry of oil AFTER being at first wiped down with it.
[09:13:42] <_methods> yeah i can't remember the last time i had regular anodized parts done
[09:13:44] <furrywolf> which is a very good sign.
[09:13:48] <_methods> most of what we get is hard coat
[09:14:03] <PetefromTn_> I hate not knowing tho
[09:14:44] <furrywolf> That's called learning. :)
[09:14:50] <PetefromTn_> personally I feel like if I can scrub it by hand with damn and clean it off and it STILL looks pretty good and shiny that is a good sign. It has not lost ANY of the color and the rags are clean
[09:15:20] <PetefromTn_> furrywolf yeah man I agree it IS a learning process
[09:15:56] <_methods> https://metaltronics.wordpress.com/2008/01/18/homemade-anodizing/
[09:16:04] <PetefromTn_> whats funny is every single youtube video I have watched does not actually show someone taking the part out of the sealer bath with any sort of clarity
[09:16:05] <_methods> that guy has some after sealer pics
[09:17:11] <PetefromTn_> interesting
[09:17:32] <PetefromTn_> you can sort of see even on his GOOD parts the matte-ish finish I am talking about
[09:17:45] <PetefromTn_> on the tops of the parts in the background
[09:17:53] <_methods> yeah
[09:18:37] <PetefromTn_> also he shows that some of the parts were 2024 and some were 6061
[09:18:43] <archivist> PetefromTn_, where I worked after sealing there was a hand wipe of lanolin on the stuff, but that was for 20-30 year outdoor protection
[09:19:13] <PetefromTn_> he makes the comments that the 2024 parts had a white smut
[09:19:26] <PetefromTn_> if you look closely at that last photo
[09:19:49] <PetefromTn_> you can see the matte look in the holes of the donut shaped parts
[09:19:56] <PetefromTn_> but the outside is shiny
[09:20:09] <PetefromTn_> which makes me think he had the same thing I am talking about
[09:20:18] <PetefromTn_> archivist thanks for that information
[09:20:58] <PetefromTn_> you can actually blow that last photo up and look closer at it
[09:21:06] <archivist> PetefromTn_, it is from a dark memory from 40 odd years ago
[09:21:13] <PetefromTn_> okay
[09:21:38] <furrywolf> lanolin is nice. I have some lanolin spray I use on my hilift jack and other things that would get rusty if left outside, and it works great.
[09:21:48] <PetefromTn_> honestly now that I cleaned the crap out of one of the parts with dawn essentially removing any oils or greases and the part still looks really good I think I am okay
[09:21:57] <archivist> soaks into the o
[09:22:00] <_methods> are you doing a nickel seal?
[09:22:02] <_methods> or hot di
[09:22:02] <archivist> pores
[09:22:10] <PetefromTn_> nickel acetate sealer
[09:23:07] <PetefromTn_> okay gotta get back to it here. Appreciate all of your ideas and comments guys
[09:23:16] <PetefromTn_> just want to make sure I am doing it right for my customer
[09:23:22] <PetefromTn_> and future customers
[09:26:16] <archivist> memory was right
http://www.nevilles.co.uk/andoising.htm
[09:43:11] <CaptHindsight> gloss is generally done by bright dipping, it's a level 200 or 300 anodizing class
[09:45:38] <_methods> ahhh
[09:45:54] <CaptHindsight> http://www.potashcorp.com/media/bright_dip_manual.pdf
[09:46:39] <CaptHindsight> When aluminum is placed in a hot Bright Dip solution composed of phosphoric and nitric acids, the
[09:46:39] <CaptHindsight> nitric acid reacts with the aluminum to form an aluminum oxide film. This film is immediately dissolved by the phosphoric acid,
[09:47:12] <CaptHindsight> These reactions occur more rapidly at the peaks than in the valleys because the Bright Dip solution is very viscous. There is less agitation in the valleys than at the peaks; therefore, the rate of the reaction
[09:47:12] <CaptHindsight> in the valleys decreases as the solution becomes saturated with aluminum phosphate and the nitric acid is depleted.
[09:47:46] <CaptHindsight> The surface of an aluminum part can be visualized as a series of “peaks and valleys” or high and low
[09:47:46] <CaptHindsight> areas. For the Bright Dip bath to smooth this surface, there must be a faster rate of attack and more metal removed at the “peaks” than in the “valleys.”
[09:48:41] <_methods> i think i'll just send my parts out
[10:00:48] <ssi> morn
[10:17:23] <_Sync_> gah, need to make a special tool to remove the bellows coupling off my rotary table
[10:26:55] <_Sync_> to get enough grip on the shaft I have to make a tool that has a hirth joint
[10:26:56] <_Sync_> offt
[10:26:58] <_Sync_> ~pfft
[10:33:54] <zeeshan> sync making special tools is fun!
[10:34:03] <ssi> sometimes
[10:34:06] <ssi> not when you HAVE TO
[10:37:04] <PetefromTn_> CaptHindsight thanks for this input my friend
[10:38:14] <ssi> https://www.youtube.com/watch?t=17&v=mGOled86Sjo
[10:38:15] <PetefromTn_> so is what you are saying is that the matte look after coming out of the sealer bath is typical then? I don't really know what to think other than the fact that after I clean with acetone and wipe with WD40 I get a nice looking part
[10:39:00] <PetefromTn_> OMG that may be the dumbest looking thing I ever saw....
[10:39:06] <ssi> hahaha
[10:40:39] <PetefromTn_> I mean it is a mechanical marvel....but it's awkward and kinda stupid no? hehehe
[10:40:49] <ssi> naw man it's totally practical
[10:40:50] <_Sync_> ssi: yeah when the other solution is breaking the thing
[10:40:54] <ssi> it's going to revolutionize personal travel
[10:41:00] <ssi> _Sync_: yea :/
[10:41:03] <CaptHindsight> the acetone removes any loose unsealed dye, the WD40 acts as a polish
[10:41:25] <PetefromTn_> CaptHindsight and this is typical process?
[10:42:33] <CaptHindsight> unless they are bright dipped or similar they have a dull finish
[10:42:34] <PetefromTn_> LOL if you watch that video a bit longer (if you can stand it) it looks like the machine is kicking the guy in his ass with every step
[10:43:22] <PetefromTn_> Okay yeah so I am giving these parts a light brushed finish with the 3M scotchbrite wheels and pads so that is definitely not a polished finish look.
[10:43:56] <PetefromTn_> so the finish I am getting right out of the sealer tank is to be expected. Then as I said once I give it a wipe down it looks really nice and smooth/satiny look
[10:44:24] <PetefromTn_> even after I clean it with dawn dishwashing detergent it retains that look almost
[10:44:33] <PetefromTn_> I was just concerned I was doing something wrong here
[10:44:45] <PetefromTn_> I REALLY REALLY appreciate your input Captain.
[10:44:57] <furrywolf> that walking machine, from the ~10 seconds of video that's managed to load, looks surprisingly complicated...
[10:45:10] <ssi> it's not too bad
[10:45:34] <ssi> just a couple five bar linkages driven by a crankshaft
[10:45:38] <furrywolf> in that someone had to work hard to design that linkage
[10:45:38] <PetefromTn_> its just an eccentric mechanism with links
[10:45:50] <ssi> he ripped it off from another guy
[10:46:03] <ssi> https://www.youtube.com/watch?v=azy-c6QXUCw
[10:46:04] <ssi> that one
[10:46:10] <furrywolf> it's not "just". you try designing something to get that functional of a gait. :P
[10:46:23] <PetefromTn_> honestly while it is kinda humorous looking the guy put a LOT of hard work into it
[10:46:26] * furrywolf has worked on walking things before, and it ain't easy
[10:46:31] <ssi> I've done it, and I know :P
[10:46:39] <_methods> strandebeest
[10:46:46] <furrywolf> PetefromTn_: you should build one and annodize it. :P
[10:46:46] <zeeshan> that is a wind walking kinetic sculpture though
[10:46:53] <ssi> yeah
[10:46:55] <zeeshan> not drill powdered!
[10:47:01] <ssi> but the leg linkage is almost the same
[10:47:10] <_methods> that guy has spent his entire life makin them
[10:47:12] <PetefromTn_> damn that one is pretty impressive
[10:47:15] <_methods> the japanese love him
[10:47:16] <ssi> yes it is
[10:47:19] <_Sync_> zeeshan: do you even know hos annoying it is to make a proper hirth?
[10:47:28] <zeeshan> sync less irc
[10:47:30] <zeeshan> more machining
[10:47:36] <zeeshan> :-)
[10:47:37] <ssi> lawl
[10:47:46] <_Sync_> doesn't make it any less annoying
[10:47:55] <PetefromTn_> my next door neighbor across the street just came to visit me
[10:48:07] <zeeshan> _Sync_: everytime i have to make a custom tool, i get annoyed first
[10:48:08] <PetefromTn_> she is a very pretty lady with a young son
[10:48:13] <PetefromTn_> and APPARENTLY
[10:48:22] <zeeshan> but then i realize, holy shit, if i was a cave man, i'd have to make this using rocks
[10:48:24] <PetefromTn_> the guy who owns her house is kicking her out for some reason
[10:48:27] <zeeshan> now i have a milling machine!
[10:48:33] <ssi> PetefromTn_: is she moving in with you? :P
[10:48:38] <_methods> lol
[10:48:38] <zeeshan> (though i still a caveman)
[10:48:40] <PetefromTn_> LOL no
[10:48:42] <_methods> no her son is
[10:48:44] <furrywolf> is it because she's crazy? :P
[10:48:50] <_methods> sucker
[10:48:56] <PetefromTn_> but she IS possibly interested in my house
[10:49:05] <_methods> sweet
[10:49:08] <_methods> florida bound
[10:49:13] <PetefromTn_> she just came over and did a quick walk thru
[10:49:17] <CaptHindsight> FLORIDA here we COME!
[10:49:30] <PetefromTn_> she said she wanted to think about it and have her father come and walk thru it
[10:49:32] <furrywolf> bbl, off to pick up subaru
[10:49:45] <PetefromTn_> Ya never know... It still does need some work inside
[10:50:12] <PetefromTn_> but it did not seem to overly bother her and she kept talking about how much her son would LOVE the pool and garage
[10:50:38] <PetefromTn_> she said she REALLY LOVES this neigborhood and she feels at home here and does not want to leave
[10:50:56] <PetefromTn_> ya never know probably nothing gonna come of it but anything is possible...
[10:52:08] <PetefromTn_> apparently she went away on vacation two weeks ago and accidentally left the side door to the house open and the landlord came to check on the house and got mad about that and some other mild things....who knows.
[10:52:30] <PetefromTn_> She is a very nice lady tho and from what I have seen she takes good care of her house.
[10:52:45] <PetefromTn_> always keeps the lawn mown and the yard clean
[10:53:04] <PetefromTn_> and I have been in her house visiting once or twice and it was always clean inside too so who knows
[10:53:15] <ssi> "visiting"
[10:53:18] <PetefromTn_> maybe he just wants to move a family member in to his rental house or sell it
[10:53:28] <PetefromTn_> ssi ;)
[10:53:57] <PetefromTn_> she is just a friend heh
[10:54:10] <PetefromTn_> besides her son is kind of annoying kid
[10:54:18] <PetefromTn_> :D
[10:54:26] <ssi> lol he just needs a strong male role model ;)
[10:54:35] <PetefromTn_> yup SOMEONE ELSE
[10:54:38] <ssi> heheheh
[10:54:49] <PetefromTn_> he does not have a Dad apparently he died
[10:54:58] <PetefromTn_> when the kid was a baby
[10:55:23] <PetefromTn_> so I think she kinda lets him do whatever just to help him be happy and it sorta makes him a bit obnoxious
[10:55:30] <PetefromTn_> but he is a good kid tho
[10:56:04] <PetefromTn_> I feel bad that they are gonna be houseless here soon
[10:56:37] <PetefromTn_> oh well we'll see what happens probably nothing
[10:56:39] <ssi> yeah that's rough
[10:56:55] <PetefromTn_> I had a landlord do that to me once...it really sucked
[10:57:14] <PetefromTn_> its hard enough to move when you PLAN it
[10:57:29] <PetefromTn_> let alone when your landlord decides to kick you out unexpectedly
[10:57:48] <PetefromTn_> she has a good job apparenlty works for an insurance company as an IT person
[10:58:06] <PetefromTn_> works from home
[11:08:42] <PetefromTn_> ssi are you flying today?
[11:09:23] <ssi> probably
[11:09:28] <ssi> flew yesterday, but shouldn't have
[11:09:35] <ssi> that storm was very inconvenient
[11:09:48] <ssi> tried to go to memphis, got stuck in huntsville
[11:11:22] <PetefromTn_> yeah man it got pretty nasty around here the last day or two
[11:11:32] <PetefromTn_> serious thunder and lightning
[11:11:37] <PetefromTn_> lost power like three times
[11:11:47] <PetefromTn_> which made anodizing interesting
[11:11:49] <ssi> flew through some heavy rain coming home last night
[11:11:56] <ssi> took the paint off my leading edges :/
[11:12:00] <PetefromTn_> can you generally fly above it or no
[11:12:05] <ssi> no
[11:12:09] <ssi> tops of that storm were at 44,000'
[11:12:12] <PetefromTn_> damn
[11:12:15] <PetefromTn_> that bites
[11:12:27] <PetefromTn_> does it get real turbulent in the smaller plane?
[11:12:41] <ssi> it can, yes
[11:12:44] <ssi> but we had smooth air mostly
[11:13:00] <PetefromTn_> I have only flown in a small plane once when I was very young
[11:13:17] <PetefromTn_> went with my grandpa and a friend on a hunting trip in upstate New York
[11:13:27] <Simonious> http://www.intelitek.com/engineering/cnc-machines/benchmill-6000-cnc-machining-center/ <- this a good machine? Can it do steel?
[11:13:31] <PetefromTn_> but it was a nice day and the flight was fun and pleasant as I recall
[11:14:05] <ssi> we had crazy cloud to cloud lightning all around us and directly overhead most of the flight
[11:14:13] <ssi> it was nerve wracking, but pretty awesome looking
[11:14:18] <PetefromTn_> Simonious That looks a lot like another machine I have seen retrofitted
[11:14:32] <Simonious> PetefromTn_: good machine?
[11:14:36] <_methods> they sure don't have many pics of it
[11:14:37] <PetefromTn_> there is a fellow here retrofitting one
[11:14:38] <_methods> hard to tell
[11:14:58] <PetefromTn_> as I understand it they are head and shoulders above any of the cheap chinese machines
[11:15:02] <Simonious> PetefromTn_: why the refit?
[11:15:14] <PetefromTn_> I want to say they are called bench something named?
[11:15:27] <ssi> I imagine if it'll do steel, it'll have to run very very slowly
[11:15:28] <PetefromTn_> apparently he got an older one with a blown control for a low price
[11:15:30] <ssi> doesn't look remarkably rigid
[11:15:35] <ssi> and only 1000W spindle
[11:15:36] <Simonious> ssi: my thoughts too
[11:16:12] <archivist> Simonious, I can imagine a better price/performance elsewhere, they lack images and the right detail
[11:16:19] <Connor> Looks like a X3 to me..
[11:16:35] <Simonious> archivist: me too, but I'm not sure what particular items would be better price/performance!
[11:16:41] <Simonious> archivist: that's why I'm asking :)
[11:16:58] <archivist> any old real industrial machine retrofitted
[11:17:11] <PetefromTn_> I think it is sort of like a terco no?
[11:17:15] <Simonious> archivist: well sure, but for a ready to go...
[11:17:37] <Simonious> that comes later, right now I'm looking at a ready to run unit
[11:17:42] <PetefromTn_> wish I could remember that guys name that has the machine
[11:17:52] <PetefromTn_> he is on the list for linuxCNC
[11:18:06] <PetefromTn_> and when he was working on it he did a video chat with several of us
[11:18:18] <PetefromTn_> hang on
[11:19:18] <PetefromTn_> yeah it was in a google hangout
[11:22:36] <PetefromTn_> damn I can't find his name
[11:22:41] <archivist> Simonious, that sort of thing most of us in here would not consider as it is not linuxcnc friendly
[11:22:55] <Simonious> hence the retrofit?
[11:23:30] <Simonious> archivist: I tend to agree - this is for a fablab starting up in the region and they are asking my opinion on the mill they startup with.. I'm looking for other options for them.
[11:23:49] <PetefromTn_> https://www.youtube.com/watch?v=uq0W0lhWWNo
[11:24:10] <Connor> Simonious: Tormach 770 or 1100??
[11:24:10] <archivist> like a hackspace? then doing their own retrofit is good experience
[11:24:21] <Simonious> archivist: agreed, but they need to be started first..
[11:24:26] <Simonious> Connor: was just looking at the 770
[11:24:35] <Simonious> Connor: might be a good option
[11:24:54] <Connor> They're using PathPilot now.. which is based on linuxcnc. :)
[11:26:05] <PetefromTn_> https://www.youtube.com/watch?v=JreFRedPPns&list=PL-TfMGNdYKa6lQljEMUhefr4sLbQHqsKz
[11:27:08] <PetefromTn_> https://www.youtube.com/watch?v=Apq7OR_5yMw
[11:27:14] <PetefromTn_> cutting metal finally hehe
[11:30:25] <Simonious> so.. is the tormache a better option than the benchmill? that's my thinking at the moment.
[11:30:30] <Simonious> http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=PCNC770_Packages_Ed1
[11:30:38] <ssi> tormach is a pretty solid machine
[11:31:08] <archivist> and some real quality control
[11:31:39] <Simonious> looking to see if it has the 4th axis..
[11:31:50] <PetefromTn_> I would probably personally not get the 770 unless you are making a lot of smaller parts
[11:32:09] <PetefromTn_> it is a smaller machine with higher speed spindle
[11:32:31] <Simonious> PetefromTn_: smaller work area than the benchmill? looking
[11:34:01] <PetefromTn_> if you are considering the Tormach you might also look into the Novakon Torus and the Charter Oak CNC bedmills
[11:34:38] <PetefromTn_> Simonious no I meant that the 770 is smaller than the 1100 from Tormach
[11:34:47] <Simonious> ahh
[11:35:26] <PetefromTn_> All of these are at the top of the chinese bedmill heap really and most have at least decent reputations
[11:36:02] <Simonious> Tormach is a Chinese?
[11:36:03] <PetefromTn_> Tormach has been around awhile and probably has the best reputation and the most available options and tooling but that does not necessarily mean it is the best machine
[11:36:07] <PetefromTn_> yes
[11:36:18] <PetefromTn_> designed and whatnot here and built over there
[11:36:25] <Simonious> oh.. of course
[11:36:48] <ssi> it's a step above chinese mills designed in china and built in china with chinese QC and chinese sellers
[11:37:01] <PetefromTn_> Tormach does seem to employ a large staff and has competent engineers on hand to help with the design and support
[11:37:48] <PetefromTn_> would not be surprised if that INtellitek machine is also made in china but honestly have never seen it before
[11:38:17] <Simonious> probably
[11:38:38] <Simonious> we've got a HAAS in the shop where I work... but I'm not allowed to touch it :P
[11:38:55] <PetefromTn_> I like HAAS machines...have run quite a few now
[11:39:09] <PetefromTn_> they are a great machine for a reasonable price
[11:39:29] <Simonious> My background is 3d printing and router tables.. I'm told I don't have enough machine experience to touch the HAAS yet :P
[11:39:51] <Simonious> (I've designed and built 3d printers though)
[11:40:12] <ssi> 3d printers can't do tens of thousands of dollars to themselves and/or kill employees due to mishandling or misprogramming :)
[11:40:13] <PetefromTn_> well I don't know jack about 3d printing but if you can run a router table programming you can probably run a CNC mill.
[11:40:40] <Simonious> PetefromTn_: I'd need to know something about materials and speeds
[11:40:43] <PetefromTn_> the toolpaths are similar just with different speeds and feeds
[11:40:46] <Simonious> there are certainly a few things I don't know that apply
[11:40:54] <PetefromTn_> sure
[11:41:01] <archivist> sometime on manual machines helps too
[11:41:16] <Simonious> I'm allowed to use the lathe and the bridgeport :)
[11:41:30] <PetefromTn_> and like SSI said accidents on a HAAS machine can be both dangerous and expensive
[11:41:36] * Simonious nods
[11:42:22] <PetefromTn_> I have watched experienced machinists with years of time on VMC's destroy parts and tools and send things flying tho heh
[11:42:51] <Simonious> I've heard stories.. But never seen it.
[11:43:11] <ssi> running a machine in production is usually pretty uneventful
[11:43:18] <PetefromTn_> let's just say that there is a REASON for that big box enclosure around the machine and the bulletproof glass ;)
[11:43:20] <ssi> usually those programs are pretty well tested and run smoothly
[11:43:28] <ssi> but testing and initial programming can be pretty sketchy
[11:43:38] <Simonious> ssi: I work in a prototype shop, most of our stuff is one offs
[11:43:47] <ssi> yeah that's the most dangerous way to run a big cnc mill :)
[11:44:03] <PetefromTn_> I have worked in several job shops so most everything is a onesie twosie
[11:44:05] <ssi> glue your hand to the estop
[11:44:11] <Simonious> yup
[11:44:42] <PetefromTn_> I really like slowing down the feedrates on a first run and honestly linuxCNC's great graphical interface is wonderful
[11:45:00] <PetefromTn_> lets you really see what is happening and more importantly what is GOING to happen next
[11:45:07] <Simonious> that's what we converted the router table to.. I'm a novice with it though
[11:45:12] <archivist> I cut air long before metal
[11:45:19] <Simonious> I do a lot of air cuts
[11:45:32] <PetefromTn_> I used to cut lots of air but now I hardly ever do it.
[11:45:50] <PetefromTn_> not that I am a pro whatsoever
[11:45:52] <archivist> I tend to write the code on the machine
[11:46:11] <Simonious> archivist: hand writing the gcode? we got a guy that likes to do that
[11:46:13] <PetefromTn_> I almost never do that
[11:46:27] <archivist> I always hand write
[11:46:30] <PetefromTn_> 99 percent of everything I make is CAD CAM programmed
[11:46:43] <Simonious> I use inkscape/sketchup/cambam/solid works
[11:46:45] <PetefromTn_> I know a lot of lathe guys do hand coding a lot
[11:46:52] <ssi> yeah that's all I've ever done for lathe
[11:47:19] <PetefromTn_> I will probably still use cam for my lathe once it is up and running but who knows
[11:47:20] <archivist> mdi mode on the lathe often
[11:47:47] <PetefromTn_> I like being able to simulate the entire program and watch it run in cyberspace first before it hits the machine
[11:48:39] <Simonious> linuxcnc can do that now?
[11:49:02] <PetefromTn_> Well I don't use linuxCNC to simulate but you probably could
[11:49:03] <archivist> linuxcnc usually can do whatever you want
[11:49:49] <ssi> I use it to dress me and make my coffee in the mornings
[11:53:59] <PetefromTn_> as I understand it you can setup a linuxCNC simulator in another PC if you want and can run programs to test things but I have never done it...
[11:55:42] <_methods> axis shows your gcode toolpaths?
[12:00:47] <PetefromTn_> https://www.youtube.com/watch?v=982eoStCbm8 you can see it at :17 in this video...not sure how it would work in simulation
[12:18:17] <dirty_d> hmsworks has a really good simulator
[12:23:02] <lair82_> PetefromTn, I have a test pc in my office that I use all the time when we are having problems ( like all this week so far ), and I use it to hack out my machine configs as rough as possible, before standing at the control pendant to finish them.
[12:23:25] <lair82_> Having problems with gcode programs
[12:25:55] <PetefromTn_> lair82_ cool man that sounds like a good idea. I use a G code simulator to test out code before I post it...
[12:26:53] <PetefromTn_> really helps me get code posted to the machine right the first time. I usually only have to change little things like turn on coolant when I forgot or make subtle changes in feedrates or spindle speeds...
[12:33:57] <_methods> most cam programs have simulators
[12:34:22] <_methods> i use cimco edit if i just have some orphaned gcode though
[12:45:01] <_methods> oh yeah i found some free gcode simulator called ncsimulator i think
[12:45:05] <_methods> that seemed to work alright
[12:45:43] <_methods> http://www.cs.technion.ac.il/~gershon/NCSim/
[13:12:54] <dirty_d> most touch off probes just use an alligator clip connected to the spindle, what kind of things can you do to prevent the tool from smashing shit when probing if for whatever reason the connection isnt made?
[13:14:35] <PCW> Probe should be NO, if the wire breaks the probe move will stop
[13:14:50] <PCW> NC I mean
[13:15:50] <dirty_d> what?
[13:16:47] <dirty_d> the probing stops when the tool completes a circuit with the plate
[13:18:15] <PCW> Oh not a real probe
[13:18:57] <dirty_d> yea i mean a crappy one made from a piece of PCB or something
[13:19:17] <dirty_d> im thinking like, oops i forgot to connect the alligator clip
[13:19:43] <dirty_d> i guess you could limit the damage by having it only probe down like 0.01" at a time
[13:20:04] <dirty_d> manually jog down to almost touching then hit the probe button once or twice till it touches
[13:22:25] <dirty_d> G38.2 and G38.4 will signal an error by posting an message on screen if the selected GUI supports that. And by halting program execution.
[13:22:28] <dirty_d> sounds perfect
[13:45:01] <zeeshan-lab> lalala
[13:45:05] <zeeshan-lab> kaboom wentthe film
[13:45:33] <skunkworks> https://www.youtube.com/watch?v=cGr37Dn6YgM
[13:45:48] <ssi> mwat
[13:46:18] <_methods> is that something new for tormach?
[13:46:47] <skunkworks> something someone hacked together with their path pilot software.
[13:47:05] <skunkworks> linuxcnc under the hood
[13:47:07] <_methods> their machines don't tap?
[13:47:16] <cradek> now they do
[13:47:34] <_methods> oh mach3 couldn't do rigid tapping or something?
[13:47:49] <cradek> haha no
[13:47:53] <_methods> lol
[13:47:57] <_methods> wow
[13:48:20] <PetefromTn_> yup no real rigid tapping for tormach until linuxCNC came on board....
[13:48:26] <_methods> how do those machtards even have the nerve to defend that trash
[13:48:28] <ssi> mach can't do a lot of things
[13:48:45] <ssi> no spindle synchronized motion, no closed loop position
[13:49:05] <_methods> that's funny
[13:49:20] <_methods> i always just assumed that it could handle rigid tapping
[13:50:01] <ssi> you know what happens when you assume
[13:50:05] <cradek> hey it's pretty new in linuxcnc too - we've only had it since 2007
[13:50:05] <_methods> yeah lol
[13:50:10] <_methods> you end up with mach4
[13:50:19] <ssi> you reach incorrect conclusions based on incorrect assumptions :)
[13:53:08] <PCW> Pretty sure in mach, synchronized moves beyond simple coordinated axis motion (for Mach with PP) is deferred to the external motion controller
[13:53:44] <_methods> like grbl lol
[13:54:54] <PCW> Well the problem then is you have a nasty environment to write complex real time motion algorithms
[14:00:19] <skunkworks> http://www.cnczone.com/forums/tormach-pathpilot-/276208-tormach-software-forum-posts.html
[14:01:32] <greg___> www.ebay.com/itm/171859696053 Max table load for this machine is 22Lb
[14:01:39] <cradek> looks like their spindle has decent accel
[14:01:41] <cradek> it works great
[14:02:08] <skunkworks> that has to make some drool...
[14:03:11] <skunkworks> the competior uses a servo spindle and some sort of pic processor to switch from free running to A axis for rigid tapping in mach. (and you need to program the motion acordingly)
[14:03:17] <syyl> the kurt vice looks like a great idea on that little emco
[14:04:11] <cradek> skunkworks: gross
[14:04:18] <_methods> i'm pretty sure that vise is 22lbs lol
[14:04:30] <skunkworks> cradek, agreed
[14:06:54] <PetefromTn_> http://i.imgur.com/7TMNNsC.jpg http://i.imgur.com/lK6yD2Q.jpg Latest two completed pairs out of the anodizing tank with the new stainless hardware installed. GETTING THERE!! LOL
[14:07:45] <skunkworks> one of these in the corner of the garage would be cool...
[14:07:46] <skunkworks> http://www.industrialmanuals.com/index.php?main_page=popup_image&pID=3844&products_photos_id=10255
[14:08:02] <greg___> That vise is 34Lb.
[14:08:19] <PetefromTn_> what vise?
[14:08:41] <greg___> pete in the emco listing i posted above
[14:08:59] <PetefromTn_> Skunkie indeed that is a pretty badass machine. Horizontal with toolchanger in a compact package MMMmmmmm MMMmmm
[14:09:59] <PetefromTn_> Oh okay
[14:10:01] <ssi> i like it
[14:10:03] <PetefromTn_> DL430
[14:10:15] <PetefromTn_> neat little double vise
[14:10:22] <ssi> I have a DL430
[14:10:31] <ssi> I got it on ebay for $240 several years ago
[14:10:45] <PetefromTn_> I swear with my Cincinatti Arrow 500 having 20x20 travels I REALLY should have two double vises on that bad boy.
[14:10:50] <greg___> just too heavy for the machine it's in.
[14:10:50] <ssi> yeah
[14:10:54] <ssi> I intend to put my DL430 on the cinci
[14:11:09] <PetefromTn_> I would want a 6" flavor tho
[14:11:14] <ssi> it's kinda small capacity, but for making two parts at a time it'd be awesome
[14:11:25] <PetefromTn_> sure would be
[14:11:30] <ssi> I've put the jaws on the outside and used it for big plate parts though
[14:11:34] <PetefromTn_> second side ops FTW
[14:11:37] <ssi> only get about 1/8" of clampingn but it works well
[14:11:54] <PetefromTn_> thats what sacrificial jaws are for make em as tall as you need
[14:12:01] <ssi> yeah true
[14:12:42] <PetefromTn_> a pair of 6" double vises would be kickass, make large fixture plates and clamp down outside on both vises.
[14:12:56] <PetefromTn_> damn near like a pallet changer
[14:13:15] <ssi> they're not cheap!
[14:13:23] <PetefromTn_> NO THEY ARE NOT!
[14:13:43] <ssi> http://www.travers.com/93108-61-421-243
[14:14:18] <PetefromTn_> you can get em cheaper than that tho
[14:14:29] <PetefromTn_> its a real shame shars double vises are a POS apparently
[14:14:30] <ssi> I know
[14:14:31] <ssi> but still not cheap
[14:14:56] <ssi> I wonder how the glacern double 6" is
[14:14:59] <ssi> although they're still $1000
[14:15:00] <PetefromTn_> http://www.ebay.com/itm/NEW-Glacern-Machine-Tools-GDV-620FE-CNC-Milling-Machine-Double-Vise-DL640-/280985984640?pt=LH_DefaultDomain_0&hash=item416c11de80
[14:15:25] <ssi> lol it's $999 on GMT's site
[14:15:49] <PetefromTn_> shitheads hehe
[14:16:01] <ssi> gotta cover the ebay tax :)
[14:16:30] <PetefromTn_> hey you laugh but they take their chunk believe me
[14:16:51] <ssi> I know!
[14:17:16] <_methods> yeah man i used to get vises from glacern but now they cost as much as kurt
[14:17:52] <PetefromTn_> http://www.ebay.com/itm/3-CHICK-QL4-VISE-/321806848068?pt=LH_DefaultDomain_0&hash=item4aed2ed044
[14:17:59] <_methods> there ya go
[14:18:03] <_methods> those are good vises
[14:18:13] <ssi> dang
[14:18:24] <_methods> the ql4 are nice
[14:18:26] <ssi> too bad shipping is gonna be an asshole
[14:19:22] <PetefromTn_> freight shipping probably not all that bad.
[14:19:42] <ssi> yeah except you have to arrange it
[14:20:21] <PetefromTn_> usually it is the sellers job to arrange but they may not want to deal with it. who knows
[14:21:31] <_methods> i hear people sayin good stuff about those orange vises too
[14:21:35] <_methods> but i've never used them
[14:21:52] <PetefromTn_> do they make dual station vises?
[14:21:59] <_methods> i think so
[14:22:14] <PetefromTn_> Oh hell yeah
[14:22:16] <_methods> i think they make vises just like chick
[14:22:24] <PetefromTn_> http://www.orangevise.com/six_inch_vises
[14:22:46] <_methods> those look like the old ql4's though
[14:22:53] <_methods> that don't have the quick snap vise jaws
[14:23:06] <PetefromTn_> like the quick release dovetail jaws tho
[14:25:03] <_methods> you want the system 5 quick change chick jaws
[14:25:55] <_methods> http://www.chick-workholding.com/4dcgi/WebTemplate?PATH=1000003&&WTMP=4&&PDID=13&&PSIZ=133&&_RND=7680_
[14:26:15] <_methods> heheh $1354.00
[14:29:09] <PetefromTn_> actually that is the 4 inch model hehe
[14:30:55] <_methods> oops 1060
[14:31:02] <_methods> i think that is the 6in
[14:31:40] <_methods> 1540
[14:31:57] <_methods> they are $1762.00 though lol
[14:32:02] <_methods> http://www.chick-workholding.com/4dcgi/WebTemplate?PATH=1000003&&WTMP=4&&PDID=13&&PSIZ=134&&_RND=17747_
[14:32:14] <greg___> Uhoh, I might need these, but I hate butchered stuff.
http://www.ebay.com/itm/171838516236
[14:32:23] <_methods> i'm suprised no one makes knock off chick vises
[14:33:21] <_methods> wow they destoryed those vises lol
[14:33:34] <_methods> guess they had to do some crazy side work lol
[14:34:20] <PetefromTn_> are those chick vises made from aluminum?
[14:34:57] <_methods> yeah
[14:35:17] <_methods> if you're going to be doing hogging i recommend sticking with a kurt
[14:36:22] <_methods> they're production vises
[14:37:14] <_methods> it's hard to beat a d688
[14:37:44] <_methods> but changeover time on those chicks is like 30sec
[14:37:51] <_methods> unscrew 2 screws
[14:37:59] <_methods> pull off center vise
[14:38:08] <_methods> put in new center and put 2 screws in
[14:38:18] <_methods> the movable jaws just snap off
[14:38:45] <PetefromTn_> if I could afford a better vise I would probably look at those orange dual stations and compare them to the Kurt version. Having said that I am pretty pleased with my Kurt D688
[14:43:47] <_methods> well i wouldn't worry about chick vises until i was doin some serious repeat work
[14:44:03] <_methods> you won't see any return until you're doing lots of repeat changeover
[14:44:09] <PetefromTn_> https://www.youtube.com/watch?t=27&v=Nl-Soh4aWik Jeez man this guy messed with the wrong Firefighter LOL
[14:44:22] <_methods> is that the store robbery thing
[14:44:28] <PetefromTn_> _methods yeah and that will probably never happen
[14:44:32] <PetefromTn_> yeah
[14:44:43] <_methods> yeah lol saw that this morning
[14:44:50] <_methods> hilarious
[14:45:13] <PetefromTn_> I love how he bear hugged his ass and then tossed him like a rag doll..
[14:46:00] <greg___> just add jaws? www.ebay.com/itm/121698534740 or i wonder if this is any good www.ebay.com/itm/141711897141
[14:46:07] <PetefromTn_> some of the comments on that video are priceless
[14:46:19] <PetefromTn_> " i love how he looked the dude up and down and went "yeah, im smashin this fool"
[14:48:02] <lair82_> That was bad ass!!
[14:49:16] <_methods> i've never even heard of a BT vise
[14:50:13] <greg___> yeah i don't know
http://btworkholding.com/3WAYSTEEL.HTML
[14:50:21] <PetefromTn_> what was the robber thing LOL
[14:52:13] <greg___> https://www.youtube.com/watch?v=Vwh0lBPHg9o
[14:52:55] <_methods> its canada don't worry
[14:53:15] <_methods> they were just apologizing to each other in a violent looking way
[14:53:33] <PetefromTn_> hehe
[15:13:57] <Simonious> guys got a link for some cheapish Nema23s?
[15:14:43] <CaptHindsight> steppers, servos, adapters, brackets?
[15:15:01] <Tom_itx> http://www.automationtechnologiesinc.com/products-page/nema-23
[15:17:07] <_methods> ebay
[15:20:25] <LeelooMinai> Hmm, I found some little AC welder in my basement. Lincoln electric I believe. 48V 50A or close - is it worth keeping? Not sure if I want to weld anything, but I know that with DC one I could use it to do some interesting things, like de-rust old tools in a bucket, but, well, this one is AC, so... any opinion?
[15:20:41] <XXCoder> _methods: I agree, kurt is nice
[15:27:34] <_methods> only bad thing about kurt is the price tag lol
[15:27:53] <CaptHindsight> and if they land on your foot
[15:28:35] <_methods> yeah
[15:28:39] <_methods> that's not fun
[15:28:48] <_methods> good way to send some little piggies to the market
[15:32:09] <PetefromTn_> OMG if my D688 fell on your foot you would be in some serious pain/trouble
[15:36:04] <_methods> http://i.imgur.com/YwStjQV.jpg
[15:36:57] <PetefromTn_> WOW that does not look like my idea of a good time
[15:38:00] <_methods> nope
[15:38:38] <_methods> i'm rather attached to my body parts
[15:52:31] <Connor> be careful of the steppers on ebay.. be sure to check the inductance, other wise, you'll end up with a stepper that requires a very high voltage to get anywhere close to the torque & speed they report.
[15:53:16] <Connor> the 570 oz/in 5amp 3/8" shaft on automation technologies inc are good.
[16:04:34] <jthornton> automation direct has good steppers
[16:25:27] <zeeshan> where is andypugh
[16:25:28] <zeeshan> ;[
[16:27:08] <_methods> he didnt say anything about good lol
[16:27:27] <_methods> cheapish i think was the reqmnt
[16:41:41] <JT-Shop> he is in Europe
[16:43:33] <Deejay> gn8
[16:43:40] <JT-Shop> one more shipment to package up and I'm calling it a day
[16:43:47] <JT-Shop> good night
[16:43:52] <greg___> So my garage has two outlets. One is GFCI protected and one isn't..... also should an outlet on the ceiling also be GFCI? it isn't
[16:44:27] <JT-Shop> only if your living in a flood zone :)
[16:44:46] <_methods> lol
[16:46:09] <SpeedEvil> Lighting going off due to ground faults can be more dangerous than not
[16:47:29] <greg___> and the outlet that has gfci is for some reason connected to the bathroom GFCI above it, so wasn't crazy the day the compressor turned in the garage while my wife was blow drying her hair the breaker popped
[16:48:29] <greg___> panel says that bathroom is on a different circuit
[16:50:36] <roycroft> a gfci receptacle protects any other receptacles downstream on the same circuit
[16:50:58] <roycroft> so depending on how your wiring is run, all three of your garage outlets may be protected
[16:54:30] <greg___> I checked, circuit tester doesn't trip GFCI in that outlet
[16:57:24] <JT-Shop> the trip button on the outlet?
[16:57:55] <greg___> no circuit tester has button to check ground fault detection
[16:58:54] <greg___> wires run into the garage to the unprotected box, into the ceiling, back down to the protected one, then into an adjacent bathroom. i have no idea where the upstairs bathroom connects, but it's probably in the first bath. upstairs bath has aGFCI probably because it's supposed to be on a different breaker.
[17:01:51] <greg___> So, to get 240 into the garage i'll removel the non GFCI outlet and put in the 240 receptacle. GFCI breaker will feed that.
[17:05:32] * JT-Shop has never seen a 240v gfci breaker
[17:08:36] <roycroft> you push the test button on the gfci receptacle and it kills the power
[17:08:55] <roycroft> any other receptacles that lose power at that point are also protected
[17:09:32] <roycroft> and i have multiple 250vac gfci breakers in my house
[17:09:43] <roycroft> they are not uncommon
[17:09:48] <roycroft> any spa breaker is going to be gfci
[17:10:11] <roycroft> i installed one for my brew system, as it involves high voltage, high current, and lots of wetness
[17:12:47] <JT-Shop> just saying I've never seen one
[17:13:39] <roycroft> if you need one, a spa disconnect is usually less expensive than the breaker alone
[17:14:00] <roycroft> for the last one in installed i bought a spa disconnect and removed the breaker from it
[17:14:08] <roycroft> now i have an extra box to use for something else
[17:14:11] <JT-Shop> I try not to spill precious wort
[17:14:25] <roycroft> i also try not to spill
[17:14:32] <roycroft> but spilling happens
[17:14:43] <roycroft> better to spill a little and live to tell about it than to die
[17:15:28] <andypugh> i would hope that that is generally a false dichotomy
[17:16:15] <zeeshan> andypugh: omg
[17:16:17] <zeeshan> i was looking for you
[17:16:23] <roycroft> brewing is a wet, messy business
[17:16:31] <andypugh> I am working in Granada.
[17:16:38] <zeeshan> granada?
[17:16:42] <SpeedEvil> I only once accidentally brewed.
[17:16:47] <SpeedEvil> I made alcoholic yogurt
[17:16:50] <roycroft> as in spain?
[17:16:52] <andypugh> (Unlike Grenada, you can’t invade Granada)
[17:16:54] <SpeedEvil> It was actually really nice
[17:17:04] <zeeshan> oo its spain
[17:17:08] <zeeshan> what are you doing there
[17:17:12] * roycroft has been to granada
[17:17:14] <andypugh> Working
[17:17:33] <greg___> I was mistaken about the upstairs bath it's separate. I paid 25$ for a seimens 240 GFCI breaker on ebay.
[17:17:41] <andypugh> Granada is hot, and the Sierra Nevada are high, so it’s a good place to test cars
[17:17:45] * roycroft was not working at the time - he was drinking sangr�a and eating tapas
[17:17:52] <zeeshan> ive heard of sierra nevada
[17:18:23] <roycroft> go visit la alhambra if you haven't already
[17:18:27] <andypugh> In fact, at the top of the mountain today, every car was a prototype, as were all the trucks, and the bus.
[17:18:32] <roycroft> it's a pretty amazing place
[17:18:43] <andypugh> I tried to get Alhambra tickets, none available.
[17:18:56] <zeeshan> andypugh: are you testing fords? :D
[17:19:13] <roycroft> when i was there, in the '70s, trucks would back up some of the high mountain roads, because their reverse gear was lower than their first forward gear
[17:19:32] <andypugh> There were Porsches, BMWs, Mercedes, Renault, Mini and lots of Fords. Plus MAN and Mercedes trucks, and a Mercedes bus.
[17:19:44] <roycroft> no seats?
[17:19:51] <roycroft> seat is/was the spanish national car
[17:20:07] <roycroft> and they were all white
[17:20:13] <andypugh> I didn’t see any Seats, but perhaps they sign-off the engines in VW shells?
[17:20:53] <zeeshan> http://i.imgur.com/AqQRuLT.png
[17:20:55] <zeeshan> how to make this
[17:20:58] <zeeshan> the purple thing
[17:21:01] <zeeshan> right most hole is 1/16
[17:21:09] <zeeshan> left most bore is 2.03125
[17:21:23] <zeeshan> brb
[17:21:50] <andypugh> 3-axis wire spark erosion
[17:22:57] <andypugh> A lathe could probably bore it, but you would need quite a special tool. (little, but long)
[17:24:00] <andypugh> I think I would make a longer holder for a P Horn 105 style boring tool, but if you are buying it in, then wire erosion is more straightforward.
[17:25:47] <andypugh> Wire erosion could only make the purple bit though. A lathe + tooling could make the purple and tan as one part
[17:26:36] <andypugh> Or that beige? Taupe? Camel? Does anyone have access to a girl to ask? :-)
[17:26:59] <PetefromTn_> my wife will be home shortly I will ask her for you hehe
[17:27:32] <greg___> If possible move some of the cone to the orifice part so you don't need as much reach?
[17:29:28] <roycroft> the brown, purple, and gold bits are one part, and all that could be turned on a lathe
[17:29:33] <roycroft> the green is obviously a second part
[17:29:41] <roycroft> since it screws to the brown paret
[17:29:42] <roycroft> part
[17:29:54] <roycroft> and the green part can be turned on a lathe easily
[17:30:38] <zeeshan> back
[17:30:53] <zeeshan> i dont have an edm
[17:31:00] <zeeshan> just a lathe and mill
[17:31:38] <roycroft> you can make the whole thing with a lathe, although the bolt circle might be easier with a mill
[17:31:55] <zeeshan> they are multiple parts for a reason :P
[17:32:02] <roycroft> oh
[17:32:10] <zeeshan> i can open up the diffuser
[17:32:13] <roycroft> so use some glue
[17:32:14] <roycroft> :)
[17:32:20] <zeeshan> they will be welded
[17:32:28] <zeeshan> the yellow fitting i already have
[17:32:40] <zeeshan> brown thing and green thing aalready have
[17:32:47] <zeeshan> need to make the purple thing
[17:35:14] <PetefromTn_> I think you can get those in cake decorating kits ;)
[17:35:21] <zeeshan> haha yea!
[17:35:36] <zeeshan> those are plastic though i think
[17:35:48] <PetefromTn_> no they make metal ones!
[17:42:31] <zeeshan> i think im gonna form the cone
[17:42:52] <zeeshan> but taking a piece of 1/8 plate
[17:42:58] <zeeshan> and and bending it into a cone? :D
[17:51:38] <JT-Shop> how big is the cone?\
[17:52:05] <zeeshan> about 2" long
[17:52:12] <zeeshan> 2.03125 at one end
[17:52:15] <zeeshan> and 1/16 on the other
[17:52:22] <zeeshan> but i think im gonna do it a bit differently
[17:52:24] <zeeshan> so i can bore it on the lathe
[17:52:32] <JT-Shop> from 11 gauge? that is pretty thick
[17:52:49] <zeeshan> .125 thick yes
[17:56:30] <andypugh> If you are making it yourself, then you can bore it, but you need a pretty small tool.
[17:56:45] <andypugh> And one with a long reach
[17:57:44] <zeeshan> http://i.imgur.com/jNHx83h.png
[17:57:47] <zeeshan> i changed it up
[17:57:50] <zeeshan> i made the right side .625
[17:57:55] <zeeshan> now i can bore it with a regular boring bar
[17:58:06] <zeeshan> and use a 45 deg chamfer for a custom npt fitting
[18:00:09] <andypugh> I have a bunch of these, and would make an extended holder:
https://picasaweb.google.com/lh/photo/Nsaiddo8vrB0_JZHB2LuGdMTjNZETYmyPJy0liipFm0?feat=directlink
[18:00:47] <andypugh> It’s boringly easy now :-)
[18:00:55] <zeeshan> i have some similar ones
[18:00:57] <zeeshan> more left the bottom left
[18:01:02] <zeeshan> none like the middle and right
[18:01:15] <zeeshan> those ones in the miiddle bottom would be perfect
[18:02:40] <andypugh> Cute aren’t they?
[18:02:46] <zeeshan> yes
[18:02:57] <andypugh> I haven’t dared show them to metal yet
[18:03:05] <zeeshan> plastics?
[18:03:19] <andypugh> Nothing, actually :-)
[18:03:37] <andypugh> Maybe when the Real Lathe replaces the Chinese Junk
[18:03:51] <zeeshan> haha
[18:03:54] <zeeshan> https://youtu.be/CGM42bgrEjE?t=75
[18:03:57] <zeeshan> for you andypugh
[18:06:08] <andypugh> Spots and a webcam as an extensometer?
[18:06:12] <zeeshan> no
[18:06:16] <andypugh> Ought to work
[18:06:16] <zeeshan> just blowing them up to test jig right now
[18:06:27] <zeeshan> for real test i use direct image correlation
[18:06:42] <zeeshan> http://i.imgur.com/49soGfg.jpg
[18:06:47] <zeeshan> http://i.imgur.com/8jrjGrK.jpg
[18:07:30] <andypugh> Have you seen this? Chinese 9x20 lathe tailstock on the bed of the Holbrook 9x20 lathe.
https://picasaweb.google.com/lh/photo/C8QoT1ukSXen-trEZFUs-H69jlxvlrTD6CexboMrrBE?feat=directlink
[18:07:49] <zeeshan> LOL
[18:07:53] <zeeshan> WOW
[18:08:43] <andypugh> I think the Holbrook will be stiffer :-)
[18:08:54] <zeeshan> thats a good way to show how dinky the chinese lathe is
[18:09:09] <zeeshan> andypugh: i was arguing with some phd students today
[18:09:19] <zeeshan> tell me if im wrong or not
[18:09:35] <zeeshan> they were stating that the cross head speed of a tesnile tester can be related to strain rate
[18:09:46] <zeeshan> using the equation "strain rate = cross head speed / gage length"
[18:10:07] <zeeshan> that's only true for a certain region
[18:10:29] <zeeshan> you can clearly see in their strain vs time plot
[18:10:36] <zeeshan> there is a linear section and then it becomes non linear
[18:10:44] <andypugh> Well, first you need to be clear on engineering strain and true strain
[18:11:10] <andypugh> Then decide if you are using original gauge length or current gauge length
[18:11:41] <zeeshan> okay lemme describe the scenario a bit better
[18:11:53] <zeeshan> he wants to carry tests out using the tensile tester at 0.001 1/s
[18:12:11] <andypugh> It gets really important with comression tests
[18:12:30] <_methods> man this amazon prime day sale is pretty lame
[18:12:35] <zeeshan> he sets the cross head speed to 0.001 in/s because strain rate = 0.001/1 (his samples are 1" wide)
[18:12:54] <zeeshan> now we get the results from the optical strain measurement system
[18:12:59] <zeeshan> (log strain)
[18:13:02] <zeeshan> aka true strain
[18:13:57] <andypugh> It’s been a while, but I think that speed / original gauge length is engineering strain, and it gets pretty confusing to use for high strains, and especially in compression.
[18:14:50] <andypugh> Compress a specimen to zero length, is that a strain of 1 or infinity?
[18:14:59] <zeeshan> that is engineering strain youre right
[18:15:19] <zeeshan> wow i cant find a strain vs time data online
[18:15:52] <andypugh> Basically the student isn’t wrong. But you are more right :-)
[18:16:09] <zeeshan> http://what-when-how.com/wp-content/uploads/2011/07/tmp1969_thumb.jpg
[18:16:12] <zeeshan> forget the usec
[18:16:18] <zeeshan> his graph looks like that
[18:16:23] <andypugh> If his strains are significant he will find analysis easier if he uses true strain.
[18:16:26] <zeeshan> but the non linear portion on the right keeps on increasing
[18:16:47] <zeeshan> how can he possibly say that strain rate is 0.001 in/s
[18:16:50] <zeeshan> when you can clearly see on the right
[18:16:52] <zeeshan> it changes.
[18:17:32] <andypugh> Well, yes, a time/strain graph at constant strain has to be a straight line
[18:17:40] <zeeshan> EXACTLY!!1
[18:17:45] <zeeshan> i weas trying to explain
[18:17:47] <andypugh> That’s not even engineering, that’s basic maths
[18:17:49] <zeeshan> you can't EVER get constant strain
[18:17:51] <zeeshan> rate
[18:18:02] <zeeshan> WITHOUT feedback from an extensometer
[18:18:23] <zeeshan> the controller needs to know incremental strain always
[18:18:28] <zeeshan> to be able to control strain rate
[18:18:39] <andypugh> For a known sample length you can do it with a cam. And at 100/second too :-)
[18:18:53] <zeeshan> camera? :D
[18:19:13] <andypugh> Actually, I think I got to 1000/sec before the machine dismantled itself.
[18:19:14] <zeeshan> the zwick optical extensometer works like that
[18:19:25] <zeeshan> it tracks 2 dots or lines on a sample
[18:19:29] <zeeshan> to get incremental strain
[18:19:32] <zeeshan> and also provides feedback
[18:19:37] <andypugh> (0 to 50mph on 5mm)
[18:19:43] <zeeshan> also i was trying to explain to him
[18:19:50] <zeeshan> check this out
[18:20:02] <zeeshan> this one other student i know whos frustrating me because i need uniaxial data for my smp film
[18:20:26] <zeeshan> he did tests, but is using crosshead displacement to figure out strain!!!
[18:20:55] <zeeshan> i dont know if that is accurate at all
[18:21:06] <zeeshan> because conventionally you use an extensometer
[18:21:20] <zeeshan> so you dont have compliance of the machine causing errors in your measurement?
[18:21:52] <andypugh> I have used crosshead a lot.
[18:22:36] <zeeshan> so its okay to use the cross head displacement to get strain?
[18:22:38] <andypugh> You need to be sure it’s a stiff machine, and the gauge length needs to be a lot smaller than the rest of the sample. it’s often good enough for cylindrical test pieces.
[18:23:01] <andypugh> I wouldn’t choose to use it for strip specimens.
[18:23:03] <zeeshan> what do you mean the gauge length needs to be smaller
[18:23:06] <zeeshan> okay
[18:23:09] <zeeshan> he's been using strip speciments
[18:23:12] <zeeshan> not dogbone
[18:23:35] <zeeshan> youre basically saying you need a reduced cross section
[18:23:38] <andypugh> Hmm, I was meaning Dogbone when I said strip.
[18:24:43] <andypugh> With a specimen turned on a lathe the gauge length is at most 50% the CSA of the grip portion, and often a lot less. You can be fairly confident that most of the strain is in the gauge length.
[18:24:49] <zeeshan> we're working with films
[18:24:52] <zeeshan> so the samples are flat
[18:25:24] <andypugh> If the samples are flat and parallel, then actually cross-head is likely to be very close to accurate.
[18:25:50] <andypugh> if they are not parallel (ie, waisted) then you need to look at how much strain is in the grip portions.
[18:26:11] <andypugh> A quick and dirty FEA analysis might be in order.
[18:26:58] <zeeshan> when you can use dic to get true strain
[18:27:03] <zeeshan> you pretty much are measuring the real deal
[18:27:07] <zeeshan> without exterior effects
[18:27:22] <andypugh> The problem with flat/parallel is the extra constaint laterally from the grips. So the strian state near the grips is complex
[18:27:38] <zeeshan> the senior reseach engineer there says there is a singificant difference between measuring using cross head displacement
[18:27:41] <zeeshan> vs dic
[18:28:08] <zeeshan> he says that if cross head displacement is 4mm, the dic reports 2mm
[18:28:15] <zeeshan> i don't know who to trust lol
[18:28:34] <andypugh> Yes, the only reason I didn’t use extensometers was because they were terribly expensive :-)
[18:29:22] <zeeshan> i don't get some people
[18:29:26] <zeeshan> when we have the equipment
[18:29:30] <andypugh> Well, if the extensometer is only measiring half the gauge length of the crosshead, both are true
[18:29:34] <zeeshan> why would you make a choice to use an ancient technology?
[18:29:57] <andypugh> I rise a 1921 motorcycle, I might not be the best one to ask.
[18:30:03] <zeeshan> haha
[18:30:39] <andypugh> Anyway, I do need to sleep. I am on euro-time now
[18:30:44] <zeeshan> gnite!
[19:01:56] <Valen> whats the difference between a drawbar and pull stud?
[19:04:40] <skunkworks> might overlap... But normally a draw bar screws into the tool holder too retain it into the spindle. Pull stud is on the tool holder and is used to pull the tool into the spindle
[19:05:26] <Valen> that's what I figured
[20:36:52] <skunkworks> love seeing old machines come back to life
[20:36:53] <skunkworks> https://www.youtube.com/watch?v=oiSh-i8i7ks
[20:37:52] <Tom_itx> good heavy iron
[20:43:28] <PetefromTn_> Heavy being the operative word here
[20:50:15] <Tom_itx> PetefromTn_, parts coming out pretty uniform now?
[20:50:41] <PetefromTn_> Tom_itx Honestly man I wish I could say yeah but I would be lying...
[20:51:27] <PetefromTn_> Starting to think I bit off more than I could chew here unfortunately.
[20:51:35] <Tom_itx> sheen or color difference?
[20:51:43] <PetefromTn_> neither
[20:52:05] <PetefromTn_> I am getting some wierd spots on the parts randomly
[20:52:16] <PetefromTn_> they are black as the rest of the part
[20:52:38] <Tom_itx> contaminates?
[20:52:38] <PetefromTn_> but they appear like slightly different levels of sheen in areas
[20:52:46] <PetefromTn_> I don't know
[20:53:07] <PetefromTn_> I understand contaminates appear as voids or white specs etc.
[20:53:12] <PetefromTn_> this is none of that
[20:53:19] <Tom_itx> hmm
[20:53:20] <PetefromTn_> the part fully anodizes
[20:53:27] <PetefromTn_> and the whole part takes the black color
[20:53:53] <PetefromTn_> but it has these little spots of areas that look shinier or duller.
[20:54:04] <PetefromTn_> Its beyond me
[20:54:11] <PetefromTn_> all of the baths are brand new
[20:54:21] <PetefromTn_> and I have been pretty careful cleaning between them
[20:54:57] <PetefromTn_> at this point I am kinda trying to decide if I can fix them by stripping and trying again
[20:54:58] <zeeshan> think about it microscopically
[20:55:10] <zeeshan> and think what would cause areas to be shiny vs duller
[20:55:23] <PetefromTn_> but I stripped one and you can clearly see the areas are darker now even in the bare aluminum forum
[20:55:59] <PetefromTn_> I don't know what is causing it because the parts sure don't show it before anodize
[20:56:12] <zeeshan> youve painted furniture before
[20:56:20] <zeeshan> it doesnt take much to change the angle of reflection
[20:56:22] <zeeshan> if the finish isn't smooth
[20:56:35] <zeeshan> like when i was painting my car
[20:56:38] <PetefromTn_> this has nothing to do with the original finish
[20:56:39] <zeeshan> (the first time)
[20:57:11] <zeeshan> i think your finish before is fine
[20:57:19] <zeeshan> im thinking its an uneven growth of the hex pods
[20:57:25] <PetefromTn_> its a completely random phenomena that does not go with any tool cuts directions or even with my brushed finish
[20:57:45] <zeeshan> do you have swirling action going?
[20:57:49] <zeeshan> like bubbling
[20:57:53] <zeeshan> during anodizing
[20:58:27] <PetefromTn_> I would try to post a picture of the problem but honestly right now I am pretty upset about it and just want to try to relax and decide what to do about it.
[20:59:04] <PetefromTn_> no I do not have swirling action going but I have been agitating the parts manually every few minutes
[20:59:32] <zeeshan> could you maybe throw a pvc pipe in there
[20:59:37] <zeeshan> with like 1/8 holes in it
[20:59:45] <zeeshan> and try to bubble it up as your next try?
[20:59:56] <PetefromTn_> not sure there is gonna be a next try
[21:00:03] <zeeshan> dont giv eup
[21:00:05] <zeeshan> youre so close
[21:00:17] <PetefromTn_> honestly man I am out of time
[21:00:37] <PetefromTn_> and I never thought I would only be able to run two parts every two and a half hours.
[21:00:49] <PetefromTn_> that pace is taking WAY too long
[21:01:11] <zeeshan> =\
[21:01:12] <PetefromTn_> so I overestimated my luck and my ability to learn this quickly
[21:01:21] <zeeshan> that just means you need a bigger power supply
[21:01:23] <zeeshan> and you can fix that?
[21:01:46] <PetefromTn_> If I had unlimited funds I could do a lot of things
[21:01:52] <PetefromTn_> but right now I am pretty broke
[21:02:56] <PetefromTn_> my Son just recently joined the Navy and will be graduating from basic soon and I have to scrape up the cash to drive up there and visit him for the ceremony and I can't afford to take any money from that or anything else right now.
[21:03:23] <PetefromTn_> so I am now having to decide what to do here.
[21:03:28] <zeeshan> i didnt know you had a son that old :D
[21:03:33] <PetefromTn_> I can either bumble thru it more
[21:03:48] <PetefromTn_> or cut my losses and try to take them to a pro and see if they can fix them
[21:04:00] <zeeshan> im not sure how it is in Tn
[21:04:15] <zeeshan> but the local companies here charge minimum 75$-100$
[21:04:16] <PetefromTn_> which will probably negate any profit in the parts but will take care of my customer which is more important right now
[21:04:19] <zeeshan> irregardless of # of parts
[21:04:41] <PetefromTn_> honestly if they could fix it for sure I would gladly pay that right now just to take the stress off.
[21:05:01] <Tom_itx> yeah you kinda got yourself behind the 8 ball on this i think
[21:05:01] <PetefromTn_> If I did not have so many parts to do and such a slow process it would not be so bad
[21:05:26] <Tom_itx> maybe should have set the process up and tested before hand
[21:05:27] <PetefromTn_> but as it is I have blown thru the available time.
[21:05:35] <zeeshan> Tom_itx: that doesnt help him now
[21:05:40] <zeeshan> so why bring it up :P
[21:05:43] <PetefromTn_> there is lots of things I SHOULD have done
[21:06:13] <PetefromTn_> and honestly I DID set the process up and test beforehand
[21:06:15] <zeeshan> Tom_itx: you should have not blown your 7i49!!!
[21:06:17] <zeeshan> :D
[21:06:17] <zeeshan> :D
[21:06:26] <PetefromTn_> the initial parts were all test pieces
[21:06:41] <zeeshan> PetefromTn_: do it the hack way
[21:06:42] <PetefromTn_> I have only actually been doing the paying parts for the last two days
[21:06:45] <zeeshan> spray them with clearcoat
[21:06:46] <zeeshan> :D
[21:06:50] <zeeshan> he wont notice!
[21:07:00] <Tom_itx> zeeshan yeah i know
[21:07:13] <PetefromTn_> I am not perfect man
[21:07:26] <Tom_itx> well none of us are
[21:07:26] <PetefromTn_> I just try to do the best I can and learn as quickly as possible
[21:07:27] <zeeshan> PetefromTn_: you've done a lot more than i've done with anodizing
[21:07:30] <zeeshan> im impressed
[21:07:37] <zeeshan> most people talk about it
[21:07:37] <Tom_itx> well so am i really
[21:07:39] <zeeshan> you actually did it
[21:07:42] <PetefromTn_> what really sucks is there are some parts that look awesome
[21:07:58] <Tom_itx> show them to the pro and ask
[21:08:04] <PetefromTn_> and then there are some with this problem
[21:08:08] <zeeshan> i feel like if you show a pro the blotchyness
[21:08:14] <PetefromTn_> my wife noticed it today when i was showing the parts to her
[21:08:14] <zeeshan> it'll go like this"
[21:08:17] <zeeshan> "give me xxxx money"
[21:08:22] <zeeshan> and that xxx money is wayy to much
[21:08:29] <PetefromTn_> I am sure
[21:08:30] <zeeshan> if you give them regular parts to anodize
[21:08:32] <zeeshan> itll be much less
[21:08:41] <PetefromTn_> but I have no choice at this point
[21:08:53] <PetefromTn_> I will try to contact them tomorrow
[21:09:15] <PetefromTn_> only problem is they were kind of hard to deal with the first time which is why I did this myself in the first place
[21:09:28] <zeeshan> i think thats the whole reason i have a mill
[21:09:30] <zeeshan> and lathe and welder
[21:09:37] <zeeshan> =/
[21:09:53] <zeeshan> i want one pipe welding to another
[21:09:55] <PetefromTn_> this process just eats time
[21:09:59] <zeeshan> "minimum charge $100"
[21:10:00] <zeeshan> ..
[21:10:01] <zeeshan> fak off!
[21:10:07] <PetefromTn_> 2.5 hours or so for each pair
[21:10:17] <PetefromTn_> is just way too much time consumed
[21:10:19] <zeeshan> yea but lets say you could do 20 parts at once
[21:10:22] <zeeshan> woul;dnt it be worth it?
[21:10:30] <Tom_itx> sux the pro won't be flexible
[21:10:38] <PetefromTn_> even if I could do four parts at once successfully it would be worth it
[21:10:39] <Tom_itx> the one my bud used around here was great
[21:11:21] <zeeshan> i have this one problem
[21:11:27] <zeeshan> i need to stress relief my exhaust manifolds
[21:11:31] <PetefromTn_> honestly a lot of the parts I make are low numbers and they are usually sold individually
[21:11:33] <spline> zeeshan: found the same locally w/anodizing
[21:11:36] <zeeshan> i can't find a single company that is willing to do it
[21:11:42] <spline> all 3 shops I "found" wanted 150+ minimum
[21:11:46] <zeeshan> yea spline
[21:11:48] <zeeshan> dude i even said
[21:11:48] <PetefromTn_> so if they are not all exactly the same and the same color it is not a big deal
[21:11:51] <zeeshan> "i dont care about color"
[21:11:54] <spline> and one of them, the cheapest
[21:11:57] <zeeshan> "make it whatever you're doing in the batch"
[21:12:01] <spline> (I was interested in anodizing titanium)
[21:12:04] <zeeshan> and it was still minimum charge
[21:12:05] <spline> "You can't anodize titanium"
[21:12:07] <spline> uhh, really?
[21:12:10] <zeeshan> lol
[21:12:17] <spline> sent them a link to dan @ mrtitanium's page, who prob is one of the experts in the field
[21:12:23] <spline> it's nothing new.. no response
[21:12:26] <spline> but just funny like
[21:12:35] <zeeshan> PetefromTn_: i think its worth getting your anodizing setup running well
[21:12:39] <zeeshan> for the long term.
[21:12:46] <spline> ok uhm do you not understand a metal that oxides has the properties to be anodized, and yeah I know the big diff between ai/ti anodizing
[21:12:49] <zeeshan> (since youre saying they're low numbers usually)
[21:12:50] <spline> here
[21:12:59] <PetefromTn_> for the long term and individual or low number parts it certainly is
[21:13:03] <spline> this company dan links to has a really nice anodizer for ti/ai for about $283
[21:13:05] <spline> lemme find it
[21:13:11] <Tom_itx> yeah pete, do what you need to for these but don't give up on the anodizing
[21:13:27] <spline> http://issuu.com/reactivemetalsstudio/docs/rmscatalog6-22-15sml?e=3878733/13720375
[21:13:29] <spline> go tp page 7
[21:13:46] <spline> $275 for their setup (and yeah I know you can build one for much cheaper
[21:13:57] <PetefromTn_> I have too much cash and stuff here to completely give up on it.
[21:14:07] <PetefromTn_> and you guys saw some of the parts look really nice no?
[21:14:17] <zeeshan> yea thats why im saying
[21:14:19] <zeeshan> youre so close!
[21:14:44] <Tom_itx> yeah what i saw looked good
[21:14:52] <PetefromTn_> I can't tell you how disappointing and troubling this is tho...seeing hours of time go by only to find the part is no good.
[21:15:07] <spline> the link to their catalog (they sell a ton of metal prep/jewelry stuff)
http://www.reactivemetals.com/Home.html
[21:15:25] <spline> PetefromTn_: what are you anodizing?
[21:15:26] <PetefromTn_> I just finished a pair of parts and they looked really nice going in. now they will need to be stripped or something and try again somehow.
[21:15:41] <PetefromTn_> aluminum parts I machine and sell on ebay
[21:15:50] <zeeshan> http://www.finishing.com/4800-4999/4884.shtml
[21:16:07] <zeeshan> Caustic Soda, 50% mixture is a common anodizing stripper and etching solution that would not only remove previous anodize, it would etch and clean the surface and the surface would be ready for a new fresh coat of anodize.
[21:16:22] <PetefromTn_> I am using the lye solution
[21:16:26] <PetefromTn_> it removed the anodizing
[21:16:32] <zeeshan> ah
[21:16:43] <PetefromTn_> but the parts with the marks seem to STILL have the marks afterwards
[21:16:51] <PetefromTn_> they get sort of a darker grey
[21:17:04] <PetefromTn_> and the marks are an even darker grey than the rest of the part
[21:17:04] <zeeshan> can you scotch brite it off?
[21:17:13] <PetefromTn_> not sure what the marks are really
[21:17:15] <zeeshan> or too much work
[21:17:16] <PetefromTn_> probably
[21:17:38] <PetefromTn_> but without knowing what the hell is causing it I would be just revisiting the misery most likely
[21:17:55] <zeeshan> i really think its uneven anodizing
[21:18:00] <zeeshan> but im not an expert :(
[21:18:02] <greg___> pete did you read about burning?
[21:18:05] <zeeshan> just trying to use logic from the paper i read
[21:18:31] <PetefromTn_> I have tried to read all I could find about it but honestly there are TONS of papers on this all over the net
[21:18:42] <PetefromTn_> perhaps I am burning them I dunno
[21:18:59] <greg___> yeah i know. are you ramping the current of just full on?
[21:19:02] <PetefromTn_> I sure went thru the steps of figuring the surface area etc.
[21:19:05] <greg___> or
[21:19:42] <PetefromTn_> and I am using a power supply where I am kinda guessing at the current output with the shunt metering but it should be at least close
[21:20:14] <PetefromTn_> I made sure that the parts do not block one another to the cathodes
[21:21:02] <greg___> burning sounds like it comes from putting full current to the bath right away. It seems that for TypeII you should ramp the current in 30 seconds or so.
[21:21:26] <PetefromTn_> I tried ramping the current like you suggested with starting with a lower setting for 20 minutes and then bringing it up after that.
[21:21:28] <Tom_itx> PetefromTn_, i dunno if this will help:
http://www.pfonline.com/zones/browse/troubleshooting-quality-control/23
[21:23:27] <greg___> 20 minutes is too long
[21:23:54] <greg___> but it seems there is no fixed value
http://www.pfonline.com/articles/anodizing-fundamentals
[21:24:56] <greg___> what you're describing sounds like burning to me, but I've never done it.
[21:25:27] <PetefromTn_> http://i.imgur.com/LS24JRD.jpg This is a really washed out picture from the flash but you can see the problem on the left side of the part. It does not appear this bad in reality but you can certainly see it.
[21:26:57] <PetefromTn_> its like there are splotches of shinier areas and the rest is even
[21:30:49] <PetefromTn_> well thanks for the suggestions guys. Gonna hit the sack early gnite
[21:35:09] <os1r1s> Who uses the XHC pendant? Are the sample files in 2.6 newer or is v6 from the website better?
[22:02:08] <sector_0> anyone here ever used epoxy in cnc construction?
[23:29:28] <CaptHindsight> https://en.wikipedia.org/wiki/Anodizing#Anodized_titanium it's an interference process to get colors
[23:51:32] <furrywolf> yeargh. my back hurts way, way, way too much. 12 hours in the car...
[23:51:44] <furrywolf> and the subaru I bought is, despite what she insisted over the phone, a piece of crap.
[23:52:42] <furrywolf> "rust free" means "only holes are on the underside where you can't see them". "runs great" means "overheats in two minutes". "good body" means "someone parked it over a fire and melted the front bumper off and mangled the wiring harness". etc.
[23:52:55] <furrywolf> I decided to get it anyway, but it's not going to be a good daily driver any time soon.
[23:53:38] <furrywolf> alternator promptly pushes the (toasted) battery to 18 volts. probably a short in the wiring harness to it, due to fire meltage.
[23:55:17] <furrywolf> "key needs jiggling in the ignition" actually means "I lost the original key, found some key from something that's not even a subaru, and doesn't work the doors, but if you jiggle it enough in the ignition you can eventually knock the pins into the right spots".
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
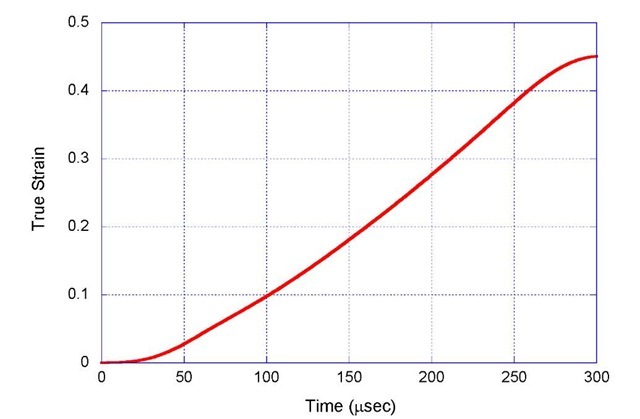{kind=link}
{kind=link}