Back
[00:01:06] <norias> next year, i'm making fireworks
[00:01:11] <norias> in the spirit of the revolution
[00:01:15] <norias> i.e. fuck the govt.
[00:01:22] <furrywolf> set them off somewhere where normal people don't have to listen to them!
[00:01:32] <furrywolf> you know, people who have jobs, and get up in the morning.
[00:01:35] <XXCoder> lol
[00:01:44] <XXCoder> glad I dont gonna work till tues
[00:02:16] <norias> sunday morning?
[00:02:36] <norias> what godless communist makes you work on sunday morning?
[00:03:08] <furrywolf> I don't have to work until monday morning, but that doesn't mean I suddenly get up at a different time.
[00:03:35] <norias> yeah
[00:03:42] <norias> sucks that you have to live through
[00:03:52] <norias> the celebration of the revolution
[00:03:57] <norias> that founded a free nation
[00:04:01] <norias> how terrible for you
[00:04:42] <furrywolf> celebrations are supposed to make you happy, not ruin a day of your life.
[00:05:03] <norias> i know
[00:05:08] <norias> just move somewhere else
[00:05:17] <norias> problem solved
[00:05:25] <XXCoder> lol that is NEVER a solution
[00:05:54] <norias> i mean, honestly
[00:06:01] <norias> the fireworks kinda fuck me up
[00:06:07] <norias> you'd think a decade later
[00:06:15] <norias> it wouldn't affect me like that
[00:06:17] <norias> but it does
[00:06:32] <norias> a sufficiently loud bang
[00:06:45] <norias> instantly puts me into fight or flight
[00:06:59] <norias> but that's the point
[00:07:13] <norias> there was a war. sleep shitty for one night
[00:07:23] <norias> because wars are why you can sleep well all the others
[00:07:40] <furrywolf> Not getting a proper night's sleep makes me useless... so I lose every july 5th and january 1st every year...
[00:09:16] <roycroft> my only problem is that i have to stand by with a hose every year because my neighbors shoot illegal fireworks towards my yard
[00:09:39] <roycroft> because of the draught half the city is under a fireworks ban this year
[00:09:55] <XXCoder> I usually buy small fireworks but not this year. its VERY dry here
[00:10:01] <XXCoder> hot too
[00:10:03] <roycroft> and the cops said that means that they're going to be hanging out in that half of the city instead of trying to cover the whole city
[00:10:08] <roycroft> so i have no police protection
[00:10:39] <furrywolf> it's not too bad here. we got about 80% normal rainfall.
[00:10:39] <furrywolf> and it sprinkled a few days ago
[00:10:52] <roycroft> we had our hottest, driest june ever
[00:11:00] <roycroft> we've set record high temperatures three days so far this month
[00:11:03] <furrywolf> and it's currently a solid fog bank, which happens every single july 4th it seems, ruining all the city fireworks displays. :P
[00:11:48] <XXCoder> here its been hottest jan feb.. july with no break
[00:11:58] <roycroft> we also started the day with an earthquake
[00:12:13] <roycroft> not a bad one - 4.3
[00:12:22] <roycroft> but still enough to shake things up a bit
[00:12:28] <furrywolf> the fireworks tend to die down around 11pm... the people running clips through their AKs and making pipe-bomb shaped craters seem to stay up much later.
[00:12:48] <roycroft> the neighbors around here keep going 'til about 12:30
[00:13:35] <XXCoder> thankfully no AKs and pipe bombs here
[00:13:44] <norias> hmm, we're the opposite re: rain
[00:13:48] <furrywolf> XXCoder: or... you just can't hear them. :P
[00:13:54] <XXCoder> very dry and clear here
[00:13:54] <norias> it's been like the monsoon season here
[00:14:00] <XXCoder> furrywolf: BIG city
[00:15:02] <furrywolf> heh. in the country here... guns and big booms are standard.
[00:16:16] <furrywolf> city people are weird.
[00:16:43] <norias> true
[00:16:52] <norias> but, you're weird... so...
[00:17:02] <XXCoder> who ISNT weird?
[00:17:24] <norias> quite true
[00:17:36] <roycroft> people are weird, when you're a weirdo
[00:18:45] <XXCoder> cnc hack
https://www.youtube.com/watch?feature=player_embedded&v=YLRxrawWX1A
[00:19:44] <XXCoder> ugggh
[00:19:54] <XXCoder> guy used gloves and chaged part without stopping tool
[00:24:12] <furrywolf> at least he's using thin gloves that will just tear.
[00:25:19] <XXCoder> indeed
[00:25:33] <XXCoder> I just wont get my hands near running tool period
[00:25:47] <XXCoder> my hands has more uses than any of yours, I use it to talk too!
[00:26:18] * furrywolf won't make obvious jokes
[00:26:27] <XXCoder> I always use eye protection too, since its also my ears basically
[00:26:44] <XXCoder> during work anyway
[00:27:31] <norias> 10 years in machine shops
[00:27:38] <norias> still have all my fingers
[00:27:47] <XXCoder> youre careful enough
[00:27:55] <norias> it amazes me that this isn't universaly true
[00:28:57] <furrywolf> lol
[00:29:08] <XXCoder> so far all people I met thats machinist has all fingers
[00:29:18] <XXCoder> my uncle is retiring soon and hes been machinist for long time
[00:29:20] <norias> i've actually met folks that don't
[00:29:25] <XXCoder> 25 years? 30?
[00:30:22] <furrywolf> a few years ago, a little girl blew her fingers off with illegal fireworks... that a policeman relative gave her, after confiscating them from their original owners.
[00:30:39] <XXCoder> crazy
[00:31:59] <furrywolf> relevant to both the topic of missing fingers AND the loud noises outside. heh.
[00:32:11] <XXCoder> yep
[00:32:29] <XXCoder> and to this channel overall topic
[00:32:41] <XXCoder> heh kidding
[00:32:42] <furrywolf> lol
[00:33:52] <furrywolf> I got invited to a bbq/party tonight... but I don't like parties, I like going to bed early, and I really, really fucking hate drunk people.
[00:41:05] <XXCoder> I cant stand achcol
[00:41:19] <XXCoder> social is fine I just dont drink any
[00:41:27] <XXCoder> party type drunkness I just leave
[00:41:35] <furrywolf> same here
[00:43:15] <furrywolf> I should resurect my firework canon one of these days... I built an air gun with a copper pipe barrel for making safe-and-sane fireworks less so.
[00:43:38] <furrywolf> flying ground bloom flowers are pretty. :)
[00:59:53] <furrywolf> bbl, the firework people are starting to pack up, leaving just the gun and ied people... going to try getting some sleep.
[01:00:40] <XXCoder> night
[01:10:22] <toastydeath> someone asked the other night why kurt vises are so good/expensive
[01:10:26] <toastydeath> and i forgot who it was
[01:10:27] <toastydeath> oh well
[01:13:28] <XXCoder> I wasnt ask but now I do lol
[01:13:30] <XXCoder> why?
[01:13:56] <XXCoder> *I wasnt one who asked
[01:14:56] <toastydeath> normal vises have what's called jaw kick - the screw and the center of pressure on the jaws are not in line, so the jaws tend to kick the part upwards
[01:15:11] <toastydeath> and you wind up with a taper in your part from front to back
[01:15:47] <toastydeath> the nut that contacts the movable jaw in a kurt/similar vise has a whole bunch of parts to it, and the net effect is that closing a kurt vise jaw forces the jaw downwards, into the vise
[01:15:51] <toastydeath> no part kick
[01:16:12] <XXCoder> interesting. thats why I see kurt everywhere so far.
[01:16:16] <toastydeath> that's why those little 3" wide machinist vises have the 45 degree downward angle for the screw
[01:16:29] <toastydeath> that's done to minimize the lift
[01:17:59] <XXCoder> cool
[01:18:02] <toastydeath> kind of a dumb idea in the end, because while it sort of works, it doesn't work well enough for very sensitive setups
[01:18:07] <XXCoder> doubt I would ever need kurt that big
[01:18:07] <toastydeath> but it's something to be aware of
[01:18:17] <XXCoder> *or any vice
[01:18:44] <toastydeath> well, actually, you want the biggest vise your machine can handle. I've thought for a long time that a 6" wide stubby vise would be great for the home machinists
[01:18:59] <toastydeath> rather than having the 12" of jaw opening a normal kurt does, give it like 4-5" of jaw opening
[01:19:18] <XXCoder> which is basically zero, my router table clearance is too small for most vices im aware of
[01:19:24] <toastydeath> ah
[01:19:33] <toastydeath> what's your clearance height
[01:19:39] <toastydeath> from spindle to deck
[01:19:45] <XXCoder> umm 5 inches I think
[01:19:56] <XXCoder> thats from bottom to surface
[01:19:56] <norias> i like vices with the solid jaw toward the operator
[01:20:21] <toastydeath> there's a type of vise called a modular vise; you might want to look into making a modular vise. it's basically a low profile rail you bolt to the table, and the top of it is serrated
[01:20:21] <XXCoder> with router inserted I guess it will lose half inch to inch due to chuck
[01:20:40] <toastydeath> maybe 1" tall and 2.5" wide, with serrations going all the way down it
[01:20:43] <toastydeath> T slot in the center
[01:20:58] <XXCoder> table is tslots
[01:21:05] <XXCoder> so it can hold pretty effectively
[01:21:07] <toastydeath> nah, they're going in the wrong direction
[01:21:19] <XXCoder> ?
[01:21:25] <toastydeath> the t-slots are fairly accurate and specific to the vise itself
[01:21:45] <toastydeath> you
[01:22:00] <toastydeath> *can* make a vise that's modular enough so that the parts basically bolt to the table
[01:22:07] <toastydeath> but in my experience those are way too much of a pain in the ass
[01:22:14] <XXCoder> interesting
[01:22:30] <XXCoder> I might go cheat like my old place of work does
[01:22:38] <toastydeath> i'm trying to find a picture
[01:22:39] <norias> if you ain't cheatin
[01:22:40] <XXCoder> make a slab that holds parts with easy clamps
[01:22:44] <norias> you ain't trying
[01:22:56] <XXCoder> fixed size or few sizes
[01:22:57] <norias> sounds like you need some mitee bites
[01:22:59] <norias> etc
[01:23:06] <toastydeath> http://www.gerardiusa.com/media/img/precision-modular-vises/xl.png
[01:23:20] <toastydeath> this one just uses very accurately ground t slots to position the vice jaws rather than serrations
[01:23:33] <toastydeath> and that's MAYBE 2" tall
[01:23:39] <toastydeath> you can get them very low profile, or make them low pro
[01:23:41] <XXCoder> very slim
[01:23:52] <toastydeath> super nice to use
[01:23:53] <XXCoder> that would be perfect for mill jobs if I do em
[01:24:06] <XXCoder> I'm planning mainly 2d jobs and artworks
[01:24:23] <norias> http://www.miteebite.com/
[01:24:24] <toastydeath> b/c i sort of like the two different lock mechanisms - on a kurt, there's a ton of screwing
[01:24:33] * XXCoder wonders if theres small desktop lathe cnc
[01:24:36] <toastydeath> on the modular vises, there's one screw to move the jaw into rough position
[01:24:41] <norias> check out the t-slot kits
[01:24:42] <toastydeath> abd then one to lock it
[01:25:17] <toastydeath> tbh i've never liked toe clamps/mitee bites
[01:25:28] <toastydeath> they're good/great/excellent for fixturing
[01:25:33] <toastydeath> (depending on the part)
[01:25:45] <toastydeath> but for freestyle part clamping they leave a lot to be desired
[01:26:10] <XXCoder> my mpost likely use would just bolt down
[01:26:15] <XXCoder> dunno
[01:26:37] <XXCoder> gonna learn what works best when my machines working, and since major issue is solved im making nice progress
[01:26:53] <toastydeath> hot
[01:27:03] <XXCoder> current step im stuck on is router that dont fit clamp for it
[01:27:08] <toastydeath> adjustable vacuum chucks :D
[01:27:12] <XXCoder> shaft is correct size
[01:27:28] <toastydeath> snap, that sucks
[01:27:32] <XXCoder> but well router has this side for attachments that block it from sitting flat in clampo
[01:27:49] <XXCoder> planning another router maybe but this time I bring clamp see what fits
[01:27:59] <XXCoder> someone suggested kross
[01:28:05] <toastydeath> kross?
[01:28:17] <toastydeath> never heard the name before sry
[01:28:29] <XXCoder> mispelled trying to find correct name
[01:29:39] <XXCoder> ah kress
[01:29:43] <XXCoder> lucky still in my scrollback
[01:30:03] <XXCoder> http://www.cnc-step.com/englisch/assets/images/Kress_Frasmotor_Frasspindel_900_Watt_CNC_Frasmaschine.jpg
[01:30:22] <XXCoder> its popular for cnc because long life and nice shaft 43mm that fits mine.
[01:30:43] <XXCoder> http://forums.azbilliards.com/attachment.php?attachmentid=74819&stc=1&d=1218978563 mount
[01:32:46] <toastydeath> oh, cool
[01:35:49] <XXCoder> theres one neg
[01:35:52] <XXCoder> money
[01:36:15] <XXCoder> it cant be bought inj usa from what I see and in other counties its 150 eu before shipping
[01:36:32] <toastydeath> what
[01:36:43] <toastydeath> for the bracket? or for the router?
[01:37:02] <XXCoder> router
[01:37:07] <toastydeath> oh. whew
[01:37:14] <XXCoder> bracket come with my router lol
[01:37:29] <XXCoder> *cnc router
[01:37:41] <XXCoder> (cnc router router easy to get confused :P )
[01:40:52] <XXCoder> toasty one nice kress feature is apparently low runout
[01:40:56] <XXCoder> .01 mm
[01:41:07] <toastydeath> are you doing itty bitty stuff?
[01:41:27] <XXCoder> not really but nice resolution
[01:41:37] <toastydeath> normally I'd tell someone not to worry too much about spindle runout, but i know a lot of people here do circuit etching and shit
[01:41:53] <XXCoder> I dont think I will
[01:42:03] <XXCoder> but stuff I wanna try is high resolution glass etching
[01:42:23] <toastydeath> the issue is that you can't measure the acutal spindle's accuracy using runout, it's basically only a measurement of how concentric the collets will be compared to the true center of rotation
[01:42:50] <XXCoder> cemertic etching too
[01:42:59] <XXCoder> deaf artwork for some of em
[01:43:00] <XXCoder> other fun stuff
[01:44:09] <toastydeath> not sure what the spindle reqs are for either of those
[01:44:24] <XXCoder> yeah I'm just hoping for 0.001
[01:44:27] <XXCoder> "
[01:46:00] <toastydeath> at that point almost every spindle will nail it
[01:46:05] <toastydeath> and it's the collet that will kick you in the nuts
[01:46:18] <toastydeath> it's very easy to make a spindle that runs sub-tenths runout
[01:46:29] <toastydeath> no idea what the actual accuracy is, but whenever you measure runout it will be low
[01:46:43] <XXCoder> im planning on using customer router
[01:46:55] <toastydeath> a lot of places will manufacture the spindle taper itself on the machine it's going on
[01:47:01] <XXCoder> probably not best but good for starting. the glass etching will be done later
[01:47:29] <toastydeath> they put a grinding stone/motor on the table, turn the spindle on, and grind the taper right then and there
[01:47:36] <toastydeath> boom, taper is dead nuts to the axis of rotation
[01:47:49] <XXCoder> nice
[01:49:17] <toastydeath> you can do the same thing with a collet if you mod it to take chucking pins
[01:49:31] <toastydeath> imo if i was going to be doing any etching/engraving that's how i'd set my machine up
[01:49:47] <trentster1> howdy all - ok after some tinkering, I have gotten this HP 7800 Jitter down to semi acceptable values Max Jitter=6519 after running for 15 hours :-)
[01:51:46] <trentster1> now its time to convert over from grbl to linuxcnc
[01:51:55] <trentster1> Any veteran tips?
[01:54:07] <toastydeath> none from me, sorry - never set it up
[01:56:03] <archivist> just do it
[01:56:54] <archivist> have 3 machines on linuxcnc and set up a linuxcnc box for someone else
[01:57:42] <XXCoder> gonna finish mine heh
[01:57:43] <trentster1> howdy archivist - yeah I plan to just do it, its the get it right by learning from others who know there shit part I am interested in ;-)
[01:57:57] <XXCoder> oh yeah gonna order a hard drive, smallest I can find for real cheap
[01:58:01] <XXCoder> linuxcnc dont need 1 tb
[01:58:24] <archivist> you only learn by doing :)
[01:58:33] <trentster1> XXCoder: I just put in a spare Intel SSD 60GB in - a tiny SSD should suffice nicely
[01:58:55] <XXCoder> how much was it
[01:59:50] <trentster1> XXCoder: I have a ton of them lying around, they should be super cheap, look on amazon or newegg for 60GB Intel 330
[02:00:15] <XXCoder> heh wish I had stuff suitable for cnc just laying around :)
[02:00:55] <XXCoder> 250 gb regular hard drive 32 bucks
[02:01:04] <trentster1> I realized today - I am going to have to get my current DIY machine to rebuild itself - first up will need to route some new gantry plates
[02:01:30] <XXCoder> whats wrong with orginials
[02:02:30] <trentster1> XXCoder: manually measuring and drilling holes without a cnc is hard, some holes are slightly out - which is a no-no for precision machines of this type.
[02:03:00] <XXCoder> ahh making final cnc machine with draft hand built cnc
[02:03:05] <trentster1> I learn the hard way rule no1 - you really need a decent cnc machine to build a CNC machine
[02:03:06] <XXCoder> that was my orginial plan lol
[02:03:48] <trentster1> Rule no 2 : unless you are really passionate about building your own machine and dont have tons of time to waste - probably better option to buy something decent
[02:04:47] <XXCoder> wonder if theres such thing as sdcard to ssd adoptor lol
[02:04:48] <trentster1> that being said you will learn a ton by building your own, but will probably waste a lot of time and money in the process ;-)
[02:04:57] <archivist> home brew is good, you get very good experience about machine design, strengths, flexibility
[02:05:07] <XXCoder> already wasted some money, I has SBR rail system I probably wont use.
[02:05:16] <trentster1> archivist home brew as in DIY build?
[02:05:19] <XXCoder> but same time with cnc router I can build another one using that rail system
[02:05:32] <archivist> buying new often gets new crap
[02:06:02] <archivist> trentster, yes, my 5 axis is a bitsa
[02:06:16] <trentster1> archivist yeah I agree but there is new and there is new from china with crap rails and electronics.
[02:06:36] <XXCoder> http://www.amazon.com/Fujitsu-MHW2060AT-60GB-4200RPM-Drive/dp/B001DZBM
[02:06:40] <trentster1> I am talking about a DIY vs e.g. a Shopbot desktop for a starter.
[02:06:51] <trentster1> Altho you pay a premium for that
[02:06:52] <archivist> a lot of the new (where you are) is imported from china
[02:07:17] <XXCoder> duhh 2.5" hd
[02:07:54] <trentster1> yeah - I plan on rebuilding my current machine - bit by bit - now that I have learnt the fundamentals on this build.
[02:08:13] <XXCoder> trent making business machine or just hobby?
[02:08:21] <trentster1> Will keep an eye out for deals on Hiwin rails etc.
[02:08:29] <archivist> I have reworked mine a number of times since the original build
[02:08:52] <trentster1> archivist - show us some pics - there is nothing like cnc porn to get me excited :P
[02:10:05] <archivist> I produced this page to document the build, needs the recent rails addition adding
http://www.archivist.info/cnc/
[02:10:38] <trentster1> XXCoder: Hobby - but I probably started from a place way worse than where you are. I had never built anything before and had no shop equipment. e.g. my first purchases were a magnetic drill press an engineers square edge a center punch and some mitotoyo calipers
[02:10:55] <XXCoder> LOL
[02:10:58] <XXCoder> trent im there now
[02:11:29] <XXCoder> I started with nothing, I started buying hardware slowly then I got job so I just skipped and bought cnc router frame
[02:12:01] <trentster1> XXCoder: hehe its gonna be a bumpy ride mate! - hold on tight. Hope you have some $$ in that wallet of yours!
[02:12:07] <XXCoder> yea
[02:12:17] <XXCoder> aliexpress helps a bit but yeah
[02:12:32] <trentster1> what drivers did you go with Gecko or leadshines?
[02:12:55] <XXCoder> http://www.ebay.com/itm/3Axis-Nema23-Stepping-Motor-110N-cm-3-0A-4wire-board-TB6560-Power-for-CMC-mill-/281188392513?pt=LH_DefaultDomain_0&hash=item4178225e41
[02:12:59] <archivist> leadshine (or a copy)
[02:13:22] <XXCoder> tb6560
[02:13:25] <trentster1> archivist your site needs some design love - it looks like something circa web 1992 not sure what to click on :P
[02:13:39] <XXCoder> engineers not web monkey
[02:13:48] <XXCoder> or in least machinist lol
[02:13:55] <archivist> I dont to fluffy web3 shite
[02:14:04] <archivist> to/do
[02:14:24] <trentster1> archivist hehe cool
[02:14:42] <trentster1> XXCoder: I went with dedicated drivers for each stepper
[02:14:52] <XXCoder> yea I planned to evenually upgrading
[02:15:41] <trentster1> archivist your wiring is excellent - puts mine to shame
[02:15:57] <archivist> trentster, perhaps the search on
http://www.collection.archivist.info/searchv13.php?searchstr=cnc will excite you more
[02:17:37] <archivist> I have just rewired the control again, retired the homebrew break out board
[02:18:02] <XXCoder> wow
http://www.cnccookbook.com/CCCNCMillFeedsSpeedsBasics2.htm
[02:18:05] <XXCoder> nice info
[02:18:58] <archivist> you can see was still open with a ratsnest recently
http://www.collection.archivist.info/showresult.php?prog=1&srcprog=searchv13.php&srcdata=title&Type=PD&Accn_no=9251&subject=26585
[02:19:01] <trentster1> archivist you dont use poroidal stuff?
[02:19:06] <trentster1> *toroidal
[02:21:43] <archivist> no, a switchmode supply is good enough
[02:22:06] <trentster1> and your stuff is mills and lathes no routers?
[02:22:38] <archivist> mill lathe, and hobbing machine
[02:23:00] <XXCoder> trent whats you use for cam and modeling?
[02:23:14] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=barber
[02:23:16] <trentster1> I found a ton of acrylic sheet on the side of the road the other day- yesterday I finished building a cyclonic dust seperator - man! what an amazing device.
[02:23:38] <trentster1> Today I build a vacuum hood for the cnc spindle
[02:25:11] <trentster1> archivist I like the metal slit wire seperators you use for the electronics - not sure what they are officuially called but they really make it neat and tidy
[02:27:32] <archivist> those are plastic
[02:27:59] <XXCoder> trentster1: dang
[02:28:08] <XXCoder> sheets just laying
[02:30:03] <trentster1> what are they called?
[02:30:26] <trentster1> sigh - why is it always such a pain to get java running
[02:31:52] <Deejay> moin
[02:32:27] <XXCoder> hey
[02:32:54] <archivist> trentster, look for cabinet cable management
[02:35:30] <archivist> eg
http://rack.com.sg/index.php?main_page=product_info&products_id=910
[02:35:57] <XXCoder> trentster1: whats you use for cam?
[02:36:10] <XXCoder> been figuring what to use for cam and modeling
[02:36:26] <archivist> "cable tidy slotted" also finds them
[02:37:05] <archivist> as does "slotted trunking"
[02:39:34] <archivist> and that last term gets the best price
http://www.cmsplc.com/enclosures/cable-tidy-bars/slotted-trunking.html
[02:42:17] <trentster1> archivist thanks mate
[02:43:26] <archivist> I reused some I got from scrapping a video recorder
[02:43:36] <trentster1> XXCoder: been tinkering - but most of the stuff i have cut i have used cambam
[02:43:44] <XXCoder> interesting
[02:43:57] <trentster1> for wood stuff vectric vcarve is great
[02:44:19] <trentster1> if you want all in one you should look at fusion 360 its free
[02:44:27] <archivist> for gears I recommend inside rear of skull
[02:44:49] <trentster1> autodesk fusion 360 - i plan to spend some time learning it as well
[02:45:45] <XXCoder> how hard is it
[02:45:46] <archivist> most the the cam crutches cannot do certain stuff unless you pay 10s of thousands on the cam
[02:46:14] <XXCoder> fusion dont support linux
[02:46:45] <trentster1> XXCoder: once your machine is up - 99.9% of the work is done in CAD/CAM its got a huge learning curve but once you get it you can make whatever
[02:46:59] <XXCoder> cool
[02:47:15] <XXCoder> solvespace is cool
[02:47:21] <XXCoder> but problem is its very early alpha
[02:47:24] <trentster1> well - I dont know what OS you run, I use Macs for my day to day work.
[02:47:28] <XXCoder> and very slow dveelopment
[02:47:30] <archivist> try gears then weep :)
[02:47:39] <trentster1> I use SmartOS / Solaris for all my server stuff.
[02:47:59] <trentster1> I run cambam in a VM to play with stuff tho - it works fine.
[02:48:18] <trentster1> Linuxcnc is gonna control the cnc machine period its gonna be dedicated
[02:49:06] <trentster1> If I had the budget I would probably used solidworks etc
[02:49:21] <trentster1> archivist - whats your cad/cam workflow?
[02:49:28] <XXCoder> from what I see solidworks is nice
[02:49:49] <XXCoder> too bad so expensive
[02:50:09] <archivist> I used solidworks, I use no cam at all except inside rear of skull cam
[02:50:14] <trentster1> XXCoder: what kind of machien you building and what do you want to use it for?
[02:50:21] <XXCoder> cnc router
[02:50:26] <XXCoder> artwork mostly
[02:50:38] <XXCoder> linuxcnc do have bitmap depth map I could use but dunno]
[02:51:02] <trentster1> artwork can be machining plywood to cutting titanium plate :P can you be more specific?
[02:51:12] <XXCoder> nearly all wood
[02:51:25] <XXCoder> http://linuxcnc.org/docs/html/gui/image-to-gcode.html
[02:51:30] <XXCoder> what im talking about
[02:51:59] <archivist> trentster,
http://gears.archivist.info/gears/IMG_1214_hires.JPG here you see the shapes I cut
[02:52:41] <trentster1> XXCoder: have a look at vectric aspire it does awesome image to gcode stuff - but its windows.
[02:52:42] <archivist> end mills not usable for that sort of work and therefore cam
[02:52:59] <trentster1> you not gonna have much luck with linux for this specialized programs imho
[02:53:53] <archivist> there is more on linux than you realise
[02:54:32] <trentster1> archivist - care to elaborate?
[02:55:21] <trentster1> archivist nice - what the micro gears for? watches?
[02:55:26] <archivist> sheetcam has a linux port
[02:56:04] <archivist> ttt comes with linuxcnc there are many things to play with
[02:56:58] <XXCoder> https://www.youtube.com/watch?v=66eY5HR2zkU
[03:01:50] <trentster1> XXCoder: this is done with pure images converted into vectors then drawn on a cnc router with a pen:
http://mlyon.com/2014/estelle-and-morton-52-x-74-5-inches-drawing-in-5-ink-colors-on-panel/
[03:02:24] <trentster1> http://mlyon.com/
[03:02:50] <XXCoder> wow
[03:04:49] <XXCoder> that you?
[03:04:54] <XXCoder> rtist
[03:04:57] <XXCoder> *artist
[03:05:15] <trentster1> XXCoder: nope I wish - he is a famous artist who uses cnc machines for all his art - pretty awesome isnt it!
[03:05:21] <XXCoder> yep
[03:07:13] <XXCoder> supposing one inch depth 256 levels of depth is around .003"
[03:07:33] <XXCoder> but if 2 inch its .006 which isnt too bad but definitely will jhave visiable stripes
[03:07:45] <XXCoder> if do both vertical and horzional probably better
[03:11:01] <XXCoder> heh site says synergy is affordable but dont list price anywhere
[03:11:06] <XXCoder> no price = I cant afford it
[03:11:42] <trentster1> he he - what kind of budget do you have in mind?
[03:11:52] <XXCoder> free
[03:12:45] <XXCoder> I just hope solvespace becomes successful
[03:12:50] <XXCoder> its pretty amazing
[03:14:18] <archivist> freecad is just adding some cam by the look of it
[03:17:01] <XXCoder> interesting
[03:17:36] <archivist> https://github.com/yorikvanhavre/FreeCAD/wiki/Path-module
[03:20:08] <XXCoder> is there programs that go other way
[03:20:18] <XXCoder> program in gcode and it displays result
[03:22:42] <archivist> yes there are some visualisers, openscam is one, axis shows the path anyway
[03:22:58] <XXCoder> I got interesting idea
[03:23:13] <XXCoder> almost like visualiser like openscam (open scam heh)
[03:23:19] <XXCoder> but like macro stuff
[03:23:24] <XXCoder> add circle, depth x
[03:23:28] <XXCoder> so on
[03:23:33] <XXCoder> or drill at x,y
[03:23:39] <archivist> there was also a prototype in linuxcnc so show the cut
[03:23:46] <XXCoder> it dynically changes with setting changes
[03:23:55] <XXCoder> that would make simple designs VERY fast
[03:25:13] <trentster1> archivist what you think of this?
http://makezine.com/2015/06/23/5-axis-cnc-less-thank-5k/
[03:26:02] <archivist> I have been watching that thing for years slowly being designed
[03:26:38] <XXCoder> that mill is amazing but tiny
[03:26:45] <XXCoder> great for small projects I guess
[03:27:01] <XXCoder> micro motor DANG
[03:27:06] <archivist> and has a few design cockups
[03:29:26] <XXCoder> Resolution: 0.000125in
[03:29:35] <archivist> stiffness, and ability of the steppers to resist cutting forces
[03:29:42] <XXCoder> thats at bottom of what my mm can check
[03:29:51] <trentster1> archivist do you know of any decent side gantry plate designs - I want to buy some 160mm x 12mm plate tomorrow and cut some new gantrys
[03:30:05] <archivist> resolution has little relation to accuracy
[03:30:28] <XXCoder> trentster1: from what I read there is this design that offsets spidle back so more of table are usable
[03:30:37] <XXCoder> archivist: I know
[03:30:41] <trentster1> XXCoder: url?
[03:30:46] <XXCoder> repeatability is more important
[03:31:16] <XXCoder> http://www.cnczone.com/forums/jgro-router-table-design/102337-cad.html
[03:31:19] <XXCoder> example
[03:33:54] <archivist> people usually forget a force direction on most of the gantry routers
[03:34:23] <archivist> resulting in chatter from machine bending
[03:34:37] <XXCoder> would need reforcement I guess
[03:35:39] <archivist> add shear members to reduce bending
[03:36:29] <XXCoder> is that like fins on sides?
[03:37:11] <archivist> webs
[03:37:18] <XXCoder> hmm ok
[03:37:20] <XXCoder> got example?
[03:37:48] <archivist> not found any nice pictures
[03:38:03] <XXCoder> ok
[03:39:27] <archivist> a better design has box section rather than sheet for machine members
[03:39:47] <XXCoder> yea my orginial cnc router design had boxes
[03:39:50] <XXCoder> very strong
[03:47:33] <trentster1> archivist what do you mean by box design/sections?
[03:47:38] <XXCoder> https://dl.dropboxusercontent.com/u/53432577/cncidea4.png
[03:48:24] <XXCoder> doubled sides for strength but guess ots all moot now
[03:49:40] <trentster1> yeah that looks very strong
[03:50:08] <XXCoder> few design flaws but yeah
[03:51:19] <trentster1> XXCoder: my machine is almost identical to this
http://www.instructables.com/id/Building-a-CNC-router/
[03:51:37] <XXCoder> not bad
[03:51:58] <XXCoder> the reason I made mine so strong because it would be made from wood and mill aluminium for parts for it
[03:52:03] <archivist> XXCoder, look at Loetmichel2 for a better gantry that gets a more rigid box under the gantry
[03:52:19] <trentster1> except I used way too thin aluminium, I managed to pick some up cheap on ebay and convinced myself it would be fine - it was not, I used 100mm by 10mm flat bar
[03:52:33] <trentster1> which severely crippled my machine :P
[03:52:44] <XXCoder> aw
[03:52:46] <XXCoder> add folds?
[03:52:53] <trentster1> mental note : don't take shortcuts :-)
[03:52:56] <XXCoder> basically fins to make it more rigid
[03:53:07] <XXCoder> could be good short term fix
[03:53:11] <archivist> add an angle to the two sides for shear
[03:53:29] <XXCoder> found loet videos
[03:53:50] <XXCoder> oyh yes I remember that design
[03:53:51] <trentster1> its not just the rigidity its also the width - 100mm is way too close for the linear sliders
[03:53:57] <XXCoder> its crazy strong
[03:54:02] <XXCoder> https://www.youtube.com/watch?v=KgOD4uny5wg
[03:54:08] <archivist> and a plate at right angles along the gantry to stop bending of the sheet
[03:54:49] <XXCoder> arch that machine is what I based some of my designs on.
[03:55:03] <XXCoder> since it would be made from crappy wood
[03:55:34] <archivist> you added the right angle stiffening :)
[03:55:55] <archivist> still required on ally machines too
[03:56:01] <XXCoder> back board connecting it all would be super expensive 2 inch mdf
[03:56:05] <XXCoder> I found it for free
[03:56:29] <XXCoder> so it would be INCICABLY stiff at that area
[03:56:44] <XXCoder> I also planned to add metal angles for bottom since it has only one board
[03:57:28] <trentster1> archivist I did add a plate already at right angles - the plate is 8mm aluminium - its a bit of a hack but helps a lot.
[04:00:22] <trentster1> the other issue is the holes on the gantry for the 3 extrusion beams are not 100% identical which results in making the gantry slighly of level
[04:00:41] <trentster1> a new gantry plate will resolve all of that especially if cnc cut and I know its perfect
[04:02:06] <archivist> file and measure till correct
[04:02:23] <trentster1> file the holes?
[04:02:43] <XXCoder> depends on how far off
[04:02:44] <archivist> yes
[04:03:07] <XXCoder> arch if hes making new gantry as well as upgrade it with little bit of back offset
[04:03:13] <XXCoder> more usable workspace
[04:03:38] <archivist> some adjustment required :)
[04:04:20] <XXCoder> indeed
[04:04:23] <archivist> there is quite a lot one can do with hand tools
[04:04:51] <trentster1> XXCoder: yeah I was thinking of using back offset and possibly a new design where extrusion overlaps the side of the table which will allow full movement of the X axis
[04:05:34] <archivist> if I want to adjust an area I also use a flat and a sheet of wet and dry
[04:05:56] <Deejay> re
[04:06:12] <XXCoder> hey
[04:06:24] <XXCoder> trent yea makes sense to upgrade at same time
[04:06:30] <XXCoder> why make only to remake
[04:07:20] <trentster> XXCoder: yeah - only problem with change of design is you can inadvertantly introduce a new problem
[04:07:27] <XXCoder> indeed
[04:07:35] <XXCoder> cad model it?
[04:08:19] <archivist> time I rebuilt the vertical column on my mill
[04:08:32] <XXCoder> whats wrong with it
[04:08:52] <archivist> currently aluminium and built up
[04:09:00] <trentster> its hard to simulate the forces and chater in a cad model
[04:09:49] <XXCoder> ahh both
[04:10:14] <archivist> and I have the column off one of these
http://www.collection.archivist.info/pollard.jpg which is a box design in cast iron
[04:10:39] <XXCoder> tower of gears lol
[04:11:05] <archivist> I dont think I will ever restore the complete drill
[04:11:30] <trentster> XXCoder: archivist thought this type of design makes more sense - for the gantry
http://oneoceankayaks.com/madvac/cnc_images/wholemachine1lg.jpg
[04:11:38] <trentster> Do you agree
[04:11:58] <XXCoder> for larger ones yea I think so but not enough direct experence
[04:12:20] <XXCoder> low clearance means its best for sheets really
[04:13:36] <archivist> he has used box members
[04:13:58] <XXCoder> yeah, very rigid indeed
[04:14:06] <archivist> but there is something I cannot see :)
[04:14:49] <syyl> he looks proud on his machine :)
[04:14:52] <archivist> may have a vertical error mid sheet due to lack of support
[04:15:19] <XXCoder> just noticed
[04:15:28] <XXCoder> that spidle holder is huge
[04:16:06] <XXCoder> oddly only left side is used
[04:16:19] <XXCoder> I dont see anything using other side rail
[04:16:43] <trentster> archivist: if you were building an entry level (as in on a budget) cnc router capable of handling up to aluminium, what design would you go with?
[04:18:02] <trentster> The Grunblau design is rather nice as well - that dude is talented
http://www.grunblau.com/PlatformCNC.htm
[04:20:54] <XXCoder> wow nice
[04:21:02] <XXCoder> it needs large machine and bender though
[04:21:11] <XXCoder> out of reach for most hobbist
[04:22:18] <archivist> you see there the table has obvious depth for stiffness
[04:22:40] <XXCoder> I wonder if its possible to build very big cnc table with small parts
[04:22:45] <XXCoder> making many boxed design
[04:22:48] <archivist> sheet and angle to make cheaper
[04:22:54] <XXCoder> with long sides of course
[04:25:24] <archivist> I cant show you a nice design because the user has let his web site disappear
[04:25:51] <XXCoder> arcive.org?
[04:26:00] <archivist> all from sheet but ends up very stiff with ribbing
[04:27:18] <XXCoder> nice
[04:27:56] <trentster> archivist: whats the url - maybe we can find it in google cache archive ?
[04:28:16] <XXCoder> yeah
[04:32:09] <archivist> his name is john kasunich and it was shown at one of the fests many years ago
[04:32:58] <trentster> archivist: is that what you mean by adding spines / ribs to make it stiffer
http://www.neo7cnc.com/images/large/large020.jpg
[04:33:02] <trentster> something like that?
[04:33:19] <XXCoder> fins
[04:33:31] <XXCoder> thats what I call em anyway dunno what its really called
[04:34:14] <archivist> web is a more common word methinks
[04:34:22] <trentster> XXCoder: heh - most of my terminology is wrong
[04:34:26] <archivist> fins are for cooling :)
[04:34:51] <XXCoder> he also developed 5 axis simulation apparently
[04:34:55] <XXCoder> found a videp
[04:35:01] <XXCoder> https://www.youtube.com/watch?v=_tA-W7nTNSc
[04:35:09] <archivist> yes was very active
[04:35:30] <XXCoder> what happened>?
[04:37:19] <XXCoder> https://i4.ytimg.com/vi/NT-D_Ab7SKc/hqdefault.jpg
[04:37:25] <XXCoder> interesting design
[04:37:40] <archivist> got some dogs went walkies mainly
[04:37:43] <XXCoder> it has nice postive of not having bottom plate that can warp like mine
[04:38:11] <XXCoder> Dunno how it works on motion
[04:39:02] <trentster> I am sure you guys have seen this - its pretty cool tho if you havent
https://www.youtube.com/watch?v=O3XyDLbaUmU
[04:41:14] <XXCoder> that is cool
[04:43:39] <XXCoder> ever seen 5 axis motorcycle one?
[04:43:58] <trentster> nope
[04:44:09] <XXCoder> a sec
[04:44:33] <XXCoder> https://www.youtube.com/watch?v=RnIvhlKT7SY
[04:46:30] <XXCoder> I bet ya that thing took a week
[04:48:32] <trentster> XXCoder: wow! thats amazing!
[04:48:45] <XXCoder> look for crown by same guy
[04:48:53] <XXCoder> that ones even more insane, and harder metal!
[04:50:54] <XXCoder> https://www.youtube.com/watch?v=6f4kdjIl46k the car section shows guy standing inside machine and its very big lol
[04:52:35] <trentster> I bet they not using linuxcnc for this :P
[04:52:45] <XXCoder> oh dunno. of course not. lol
[04:52:46] <trentster> would be impressive if they were
[04:52:57] <XXCoder> did you find crown one? lol
[04:53:29] <trentster> watching it now
[04:54:40] <archivist> linuxcnc can do that, the cam on that vid is hypermill, costs nearly as much as the mill
[04:55:05] <XXCoder> really?
[04:55:49] <XXCoder> anyway that crowns riciously complex
[04:56:18] <XXCoder> and so dang expensive. I'd done a cast to make it little bit cheaper (if can be sure part completely is contained inside cast)
[04:58:04] <archivist> asked the price at a show for hypermill, I seem to remember 60k pounds
[04:58:43] <XXCoder> wonder what machine costs
[04:58:50] <XXCoder> hypermill is cheap compared to machine
[04:58:59] <XXCoder> must be millions bucks
[04:59:45] <XXCoder> archivist: I found activity by john kasunich
[04:59:47] <XXCoder> jan 2015
[04:59:59] <XXCoder> http://hackaday.com/2015/01/03/peculiar-radial-mill-from-car-parts/
[05:01:42] <XXCoder> interesting. test for 5 axis
https://www.youtube.com/watch?v=Nn1bJ3YAQdI
[05:03:13] <archivist> stuarts machine
[05:03:15] <trentster> that machine does not sound happy
[05:03:29] <archivist> that is huge
[05:03:29] <trentster> a grinding clunking noise
[05:03:32] <XXCoder> it shows machine at 4:40 or so
[05:03:55] <archivist> he makes aerospace parts
[05:03:56] <XXCoder> riciously large
[05:03:58] <XXCoder> but old
[05:04:40] <archivist> he fixes the machine errors in software on that machine
[05:04:56] <XXCoder> interesting
[05:05:48] <XXCoder> interesting way to do one axis, it has "pie" shaped hmm whats it called
[05:08:11] <XXCoder> just glad GLaDOS didnt have that machine lol
[05:12:05] <archivist> the ability to write kinematics for any machine makes linuxcnc do just about anything :)
[05:13:18] <XXCoder> nice
[05:24:49] <trentster> archivist what do you use for cad/cam on linux?
[05:25:26] <archivist> nothing at the moment, I hand code the gcode
[05:25:27] <trentster> wow I did not know you could do this with linuxcnc - really cool
https://www.youtube.com/watch?v=giJUiZVTXas
[05:26:08] <XXCoder> wow that guys using OLD ubuntu
[05:26:13] <XXCoder> how I know? brown
[05:26:30] <archivist> nothing wrong with old!
[05:26:41] <XXCoder> yup I like old ubuntu
[05:28:34] <XXCoder> wow so linuxcnc by itself can design some parts
[05:29:08] <archivist> that is some add in to axis
[05:35:04] <archivist> trentster, so one ends up with small easy to change code like
http://www.archivist.info/cnc/standard_clock_n_teeth.ngc
[05:36:27] <XXCoder> wow
[05:36:30] <XXCoder> parameters!
[05:36:44] <trentster1> *thats really useful
[05:36:56] <archivist> cam then becomes the slow way of working :)
[05:37:03] <trentster1> like variables
[05:38:00] <archivist> for regular shapes hand coding can beat cam
[05:38:09] <trentster1> darn! I thought I had this bloody latency stuff sorted - I somehow got 35ms again while opening browser windows and youtube videos etc.
[05:38:16] <XXCoder> heh yea variable
[05:38:30] <trentster1> previously it was 6000 for 15 hours
[05:38:40] <archivist> edit constants reload done
[05:38:42] <XXCoder> maybe download completed
[05:39:05] <trentster1> I will still try use this machine and see how it goes - after all I am not going to be doing anything while machining especially not watching youtube vids :P
[05:41:05] <archivist> and this for a helical gear
http://www.archivist.info/cnc/standard_helical_n_teeth.ngc
[05:42:19] <archivist> that was written before I had a b axis so the A is mechanically tilted
[05:42:32] <trentster1> archivist you are a pro!
[05:42:59] <XXCoder> strange gcode. linuxcnc only macros stuff?
[05:43:06] <archivist> nah still catching up
[05:43:27] <archivist> gcode is strange
[05:43:38] <XXCoder> with who? if it was a race I wouldnt be able to see your car lol
[05:43:41] <archivist> not macros, they are subroutines
[05:44:06] <XXCoder> ahh
[05:44:47] <archivist> the syntax is just plain awful but you get used to it....slowly
[05:45:40] <trentster1> guys - afdter doing an update shoul linuxcnc be at version 2.6.8?
[05:46:25] <archivist> if you pointed your your updater properly yes I think
[05:46:34] <archivist> what are you on?
[05:46:58] <trentster1> why are these kept back e.g. The following packages have been kept back:
[05:46:58] <trentster1> linuxcnc linuxcnc-dev
[05:48:12] <archivist> I cant see your screen and cannot guess what you are on and did
[05:48:37] <trentster1> downloaded latest debian iso from site - installed it
[05:48:43] <trentster1> did apt-get update
[05:48:49] <trentster1> then apt-get upgrade
[05:48:53] <trentster1> thats it thus far
[05:49:24] <trentster1> axis version shows 2.6.4
[05:49:48] <trentster1> as in -->help --> about AXIS
[05:50:27] <archivist> sometimes one has to update the repository url to get a later version
[05:51:09] <archivist> that is usually for major changes though
[05:51:15] <trentster1> archivist ok gonna read the docs now - I assumed latest iso pointed to correct repo by default
[05:51:42] <trentster1> still does not explain why apt says linuxcnc updates are held back
[05:51:43] <archivist> isos are often behind
[05:52:10] <archivist> dunno not moved to debian yet
[05:52:13] <XXCoder> they get behind the millisecond its made
[05:55:02] <archivist> there is some care to make sure updates dont kill machine settings, hence the need to update the repo url
[05:55:36] <XXCoder> how do I backup machine setting anyway
[05:55:46] <XXCoder> since I has settings on laptop and evenually need to move em to pc
[05:56:07] <archivist> just copy your directory that has the settings in
[05:56:28] <XXCoder> ok thanks
[05:56:42] <XXCoder> evenually I want to buy wireless umm rotatory thing
[05:56:46] <XXCoder> controls machine
[06:00:03] <trentster1> archivist whats the cam design plugin called that the dude in the video was using?
[06:00:22] <XXCoder> oh that wasnt built in?
[06:00:26] <archivist> no
[06:02:11] <XXCoder> pretty damn cool though
[06:02:31] <archivist> google finds me
http://sourceforge.net/p/emc/mailman/message/33467278/
[06:02:32] <Deejay> re
[06:03:17] <archivist> it would seem to be this
https://github.com/cnc-club/linuxcnc-features
[06:04:09] <trentster1> thanks
[06:09:00] <trentster1> archivist you mentioned yesterday you use the same breakout baord that I have -correct?
[06:10:11] <trentster1> If possible could I have a screenshot of the pin mapping you are using in stepconf?
[06:10:15] <archivist> one of these
http://www.ebay.co.uk/itm/5-Axis-CNC-Breakout-Interface-Board-For-Stepper-Driver-Mach3-With-USB-Cable/171835994689
[06:10:58] <archivist> just used something sensible for nice wiring
[06:11:40] <trentster1> no - perhaps you were the one who mentioned they made a classic mistake on the breakout - perhaps was someone else who had the same breakout board
[06:11:54] <archivist> hand edited the hal file to update from the old wiring, stepconf is a pain if changing an old system
[06:12:54] <archivist> the designers on the breakouts make mistakes, like optos driving optos
[06:13:26] <archivist> leadshines etc have them built in
[06:14:36] <trentster1> thats the breakout board I have on that page
[06:14:42] <trentster1> http://www.aliexpress.com/item/3-PCS-Leadshine-AM882-Stepper-Motor-Driver-with-Sensorless-Detection-Up-to-80VDC-8-2A-512/2046501243.html
[06:14:53] <trentster1> came with the leadshines
[06:15:49] <archivist> I can see optos on the breakout
[06:16:14] <trentster1> yup its got optos
[06:16:35] <trentster1> you saying its redundant as the eladshine has them built in?
[06:16:38] <archivist> and I bet if you look up the drivers they have optos too
[06:17:03] <trentster1> so is double optos an issue?
[06:17:21] <archivist> it was when I did
http://www.collection.archivist.info/archive/mirror/JS/IMG_1731.JPG
[06:17:36] <archivist> it can be
[06:18:21] <archivist> I could scope it and diagnose the problem, not everyone can
[06:19:10] <trentster1> yeah I dont have a scope unfortunately - fluke meter is the fanciest bit of diagnostic kit I have :P
[06:19:30] <archivist> you can short out the series resistor fitted on the driver board to get around it as there is a series resistor in the driver too
[06:20:35] <archivist> the error is lack of turn on current due to both sides having opto and series resistor, only need one resistor
[06:21:28] <trentster1> ok - thanks I will test and see if I have the same issue
[06:25:56] <trentster1> what does "FG" mean on a breakout board?
[06:26:32] <XXCoder> fail grade
[06:26:35] <XXCoder> joking
[06:26:41] <trentster1> hehe
[06:26:54] <archivist> anything from frame ground to random characters dreamed up by a chinaman
[06:27:16] <trentster1> so its a like going to vegas
[06:29:29] <trentster1> darn! they have 2 connectors on that board marked "FG" - you would think they would explain it a bit better ;-)
[06:29:59] <XXCoder> fail grade
[06:30:15] <XXCoder> other one is fanatsic grade
[06:30:41] <archivist> often they show parallel port pin numbers
[06:30:54] <archivist> on the pins that matter
[06:31:19] <trentster1> archivist its in the linkI pasted above all the others show pins only those 2 show "FG" with no pin association
[06:31:54] <trentster1> also not sure why they have 2 x 5VDC connections
[06:32:04] <archivist> unreadable image error
[06:32:40] <trentster1> http://www.aliexpress.com/item/3-PCS-Leadshine-AM882-Stepper-Motor-Driver-with-Sensorless-Detection-Up-to-80VDC-8-2A-512/2046501243.html
[06:32:44] <spline> fg, iirc, is ground
[06:32:54] <trentster1> breakout board is about half way down the page
[06:33:24] <trentster1> spline: there is a GND connector marked there - but thanks anyway
[06:33:35] <spline> ha damn
[06:33:59] <spline> couldn't you.. give a 5v power and then touch it + that and see the voltage across?
[06:34:12] <trentster1> but who knows it may have 3 gnd connectors it has 2x 5v conenctors...why not :P
[06:34:21] <spline> bit out of my pay grade but im thinking on how you can test normal voltage
[06:35:00] <archivist> their crappy website does not work on my browser
[06:35:13] <spline> working here on firefox.. 39? win7
[06:35:28] <spline> always have more issues in this though because of ublock
[06:35:35] <trentster1> http://g02.a.alicdn.com/kf/HTB1jMmYGFXXXXarXpXXq6xXFXXXk/221646425/HTB1jMmYGFXXXXarXpXXq6xXFXXXk.jpg
[06:35:45] <trentster1> archivist see if you can load that image
[06:35:48] <spline> wow wtf
[06:36:11] <spline> ok so maybe it takes two 5v for more power?
[06:36:53] <archivist> often extra connections are for convenience
[06:37:07] <spline> 7.2 Grounding
[06:37:08] <spline> Drive has two separate grounds for separate purposes which are named
[06:37:08] <spline> as GND (ground) and FG (frame ground). GND is the electrical 0V
[06:37:08] <spline> potential shared with power supplies and all connector pins labeled as
[06:37:08] <spline> "GND". Connect GND to power supply 0V terminal.
[06:37:09] <spline> FG is the ground for EMI shielding which is located in D-sub connector
[06:37:10] <spline> metal shells and D-sub connector pins labeled as "FG". FG and GND are
[06:37:12] <spline> electrically floating against each other but are connected by EMI
[06:37:14] <spline> suppression capacitor inside drive. Make sure that D-sub shells make
[06:37:16] <spline> electrical contact to enclosure metal and cable shields are connected
[06:37:18] <spline> to FG through corresponding pins or D-sub shells.
[06:37:20] <spline> damn pasted bad
[06:37:41] <spline> http://www.cnczone.com/forums/granite-devices/68472-frame-ground-vs-electrical-ground.html
[06:38:06] <trentster1> spline: awesome thanks mate - you are the man!
[06:38:19] <spline> was just wondering myself
[06:38:30] <spline> but I guess two diff grounds is for EMI/shielding?
[06:39:00] <archivist> fg for shield
[06:39:31] <spline> learn something new heh
[06:39:58] <archivist> care is needed to avoid creating ground loops ( adds noise)
[06:40:07] <trentster1> yeah me too - so in essence fg goes to metal screw connected to chassis of machine ? right?
[06:40:18] <spline> that's what it looks like
[06:40:27] <spline> how does the ground part work with shielding?
[06:40:36] <spline> I thought that was more design/enclosure
[06:41:25] <trentster1> well if you use shielded cable for the steppers (which everyone should) you can connect the one side of the shielding to AC Earth or at least thats what I have been told
[06:41:56] <trentster1> archivist to confirm?
[06:41:58] <archivist> you get differing recommendations from EMI (noise) and safety people
[06:42:12] <spline> yeah I was looking @ afew other threads there
[06:42:17] <spline> mixed
[06:42:25] <spline> thought ground was just for that incase there's a short
[06:42:26] <trentster1> is it safe to connect shielding to ac earth and FG to AC earth and chassis to AC earth?
[06:42:36] <spline> but im thinking more on the 120v side from adding outlets
[06:42:50] <archivist> star connect fg to ac earth etc
[06:43:07] <trentster1> I think its also to help with false alarms etc especially if you use stuff like proximity sensors
[06:43:16] <archivist> avoid loops
[06:43:45] <spline> http://electronics.stackexchange.com/questions/19561/should-chassis-ground-be-attached-to-digital-ground
[06:43:46] <trentster1> archivist not with you how does one avoid loops?
[06:43:48] <spline> not sure if that applies either
[06:44:10] <XXCoder> I'd say make sure ground connections is a tree
[06:44:13] <archivist> there are always compromises
[06:44:25] <XXCoder> no node connecting to other one that can connect back in some other way
[06:44:42] <archivist> star/tree same difference in this context
[06:44:44] <trentster1> XXCoder: thanks - that makes sense
[06:45:09] <XXCoder> arch yea just different way of discription. I used programming one
[06:45:37] <archivist> one central point so no current is seen by anything alse
[06:46:43] <trentster1> so one wire to AC PSU Earth to a plate and from the plate seperate wires to each shield on cable and to FG on breakout?
[06:46:56] <archivist> yes
[06:47:03] <trentster1> danke
[06:52:51] <archivist> check if those gnds are connected to fg see
http://www.ebay.co.uk/itm/CNC-Stepper-Motor-Driver-6-Axis-Interface-Breakout-Board-adapter-card-/261904175324
[06:54:31] <archivist> really it seems that the gnd on the right is just the PC gnd and is the gnd connection for your external 5v
[06:55:05] <trentster1> I have a separate driver for a 400W spindle which pins would I use for spindle PWM and Direction and enable?
[06:56:20] <trentster1> can I just use for e.g. A axis pins which are not used and assign them in linuxcnc for the spindle stuff?
[06:58:11] <archivist> use any unless there is something specific on the board for pwm and the spindle
[06:59:04] <archivist> mine has a pwm filter and opto and separate supply to isolate that for the vfd
[06:59:07] <trentster1> the only thing specific I can see is pin 14 is marked as "VFD" on the board
[07:01:52] <archivist> it has become convention to use particular pins, in some cases
[07:02:07] <archivist> often just a choice
[07:02:31] <XXCoder> later all
[07:04:15] <trentster1> XXCoder: ciao
[07:18:32] <Jymmm> Ok, NOW we're talkin…
https://www.youtube.com/watch?v=K5CYmklIx5Q
[07:27:29] <jthornton> archivist,
https://www.youtube.com/watch?v=InvVjA2k3fA
[07:36:27] <archivist> jthornton, someone always beats you to an idea :)
[07:38:13] <archivist> jthornton, I got a couple of
http://www.ebay.co.uk/itm/171460774785 the other week ready to play
[07:39:03] <jthornton> nice
[07:42:41] <archivist> dunno whether to get individual elements or use something from from a very light set of scales
[07:43:51] <Jymmm> Not to be a smartass, but whats the big deal about jthornton's video? It's just a touch probe, no?
[07:44:06] <Jymmm> err touch off
[07:46:57] <archivist> yes but does not rely on crappy contacts
[07:47:24] <Jymmm> What does it rely upon?
[07:47:54] <archivist> you measure the force rather than hope a contact releases
[07:48:36] <Jymmm> Ah, ok. cool
[07:49:25] <archivist> or in that case he used a comparator with a pot to set a contact pressure
[07:50:21] <Jymmm> Would environmental factors alter the results?
[07:50:26] <archivist> run too light and you will be in the thermal drift zone :)
[07:50:34] <Jymmm> heh
[08:02:21] <Jymmm> Not like I really needed another project, but I got a electric wheelchair for free yesterday. No clue if it works as the batteries are dry.....
[08:02:48] <Jymmm> Here's a video of the motors running
https://www.youtube.com/watch?v=khXegXyeQRg
[08:04:33] <Jymmm> I saw someone turn one into a segway of sorts (standup go cart). Also found some arduino controller project on github (battlebot style). Any ideas?
[08:05:36] <Jymmm> The controller on it is programmable, but not sure to what degree.
[08:06:06] <Jymmm> BeerBot?
[08:07:06] <Jymmm> Saw a snow blower bot, but I have no need for that =)
[08:08:52] <Jymmm> Football field sized CNC ? Just mount a spindle on the front and a gas powered generator on the back =)
[08:11:39] <Jymmm> Oh gawd... a football field sized 3D printer =)
[08:14:54] <Jymmm> SpudGunBot?
[10:36:06] <dirty_d> hmm I should be able to cut some retaining ring grooves in a 4mm 316 stainless shaft on my mill without much toruble right?
[10:37:27] <dirty_d> I was thinking maybe use an old hacksaw blade and grind the back side to a cutting edge, I think its about the right width for the groove
[10:37:58] <dirty_d> then just clamp that down on top of a block with just the edge sticking out a little bit and cut it with the rod in a drill chuck
[10:39:04] <furrywolf> you'll need to support the blade very, very close to the cutting edge. hacksaw blades are wobbly.
[10:40:51] <dirty_d> yea thats what i was thinking, it only needs to stick out a little more than the depth of the groove
[10:45:04] <dirty_d> i found 303 too, thats easier to machine right?
[10:46:22] <SpeedEvil> I was imagining clamping the hacksaw blade in the mill chuck and then using the mill to hacksaw it.
[10:47:08] <dirty_d> no diameter tolderance though
http://www.amazon.com/4mm-150mm-Length-Precision-Shafting/dp/B00P81USM6/ref=sr_1_8?ie=UTF8&qid=1436109648&sr=8-8&keywords=4mm+stainless+shaft
[10:47:15] <SpeedEvil> I've used the existing cutting edge for that sort of thing
[10:47:20] <SpeedEvil> but only very, very roughly
[10:49:02] <dirty_d> it needs to be press fit into a brushless motor bell
[10:51:56] <furrywolf> what is the diameter of what you're pressing it into?
[10:53:43] <SpeedEvil> dirty_d: some brushless motors use shafts that are stock diameters - enough that you can just get by with stock
[10:53:49] <dirty_d> actually have no idea. I need to take it apart first and check
[10:54:06] <dirty_d> SpeedEvil, yea I think so, its pressed in but it also has a set screw holding it
[10:54:21] <furrywolf> if it has a set screw, it's probably standard shaft.
[10:54:22] <SpeedEvil> Also, loctite
[10:54:30] <dirty_d> the one i have might just come right out, on youtube they had to press it out.
[10:54:45] <SpeedEvil> Note that if you heat magnets to >80C they will start losing their religion.
[10:55:18] <dirty_d> yea, i had to use a soldering iron to heat up the set screw in another motor to melt the loctite
[10:55:32] <dirty_d> just held it in my hand to make sure the magnets didnt get too hot
[10:57:38] <dirty_d> i dunno why the hell they would make this motor with a M4 threaded shaft, there is no sized propeller that will fit that perfectly
[10:58:06] <dirty_d> im just going to replace it with a plain shaft and use 4mm collet style prop nuts
[10:59:08] * furrywolf knows nothing about standard shafting for teeny tiny motors
[10:59:38] <dirty_d> i think its actually for those crazy prop saver nuts that hold it on with o-rings as rubber bands
[11:02:57] <furrywolf> next r/c thing I build will have four motors pulling 400A each. :P
[11:04:00] * furrywolf isn't much into tiny things
[11:05:31] <dirty_d> a quadcopter?
[11:05:51] <dirty_d> human sized
[11:06:29] <dirty_d> the first one i made was just too big to be practical
[11:06:37] <dirty_d> 15lbs
[11:07:12] <furrywolf> no, r/c truck. someone wanted me to build it about ten years ago... maybe in another ten I'll get around to it... :P
[11:07:34] <dirty_d> like a racing truck with suspension, or more like a bomb robot?
[11:07:52] <dirty_d> 400A is insane, what motors would those be?
[11:08:21] <furrywolf> winch motors. lol. cheapest source of high-power reversible motors.
[11:08:55] <SpeedEvil> It seems very likely to me that many of those are going to be rated or half an hours running total
[11:08:56] <dirty_d> http://www.hobbyking.com/hobbyking/store/__14426__Turnigy_CA80_80_Brushless_Outrunner_50_80cc_Eq_.html
[11:09:02] <dirty_d> for the power, thats a hell of a deal
[11:09:06] <SpeedEvil> dirty_d: then the gearing is a bitch
[11:09:20] <dirty_d> i have one just like that i was going to use for an electric bike
[11:09:29] <dirty_d> yea that wa my main problem
[11:09:35] <dirty_d> id need at least a 2 stage reducer
[11:09:44] <dirty_d> with toothed belts then chain
[11:09:51] <SpeedEvil> Chain does get you to the final speed.
[11:09:57] <dirty_d> but now that i have a cnc machine, that wouldnt be so bad
[11:10:16] <dirty_d> i just dont want to ride an electric bike anymore, lol
[11:12:14] <furrywolf> http://www.ebay.com/itm/New-WINCH-MOTOR-for-RAMSEY-12-Volt-MBJ4202-MBJ4204-MBJ4412-4-5HP-5687-/271223514558
[11:12:25] <furrywolf> hard to beat the torque and peak power from one of those, for that price...
[11:12:51] <dirty_d> i should try to built the reducer and sell it on
http://endless-sphere.com/forums/
[11:13:20] <dirty_d> 4.5HP, damn
[11:13:38] <dirty_d> cant be continuous can it? its totally enclosed
[11:13:49] <furrywolf> intermittant duty, of course. if you run it at that power for more than a few minutes, they get very crispy.
[11:14:24] <dirty_d> i wonder if you milled out slots and mounted one of those EDF fan motors to force air through it
[11:14:55] <furrywolf> then it wouldn't be sealed. sealed keeps crap out. :)
[11:15:09] <dirty_d> yea true
[11:16:33] <furrywolf> but, it's on the list of projects for if I'm really really bored and somehow have an infinite supply of spare money.
[11:16:37] <furrywolf> thus, will never happen.
[11:17:08] <dirty_d> yea, i have a lot of ideas like that
[11:17:56] <furrywolf> the when-I-have-time project I want to work on first involves hydraulic pumps and motors.
[11:18:28] <archivist> the round tuit list
[11:18:37] <furrywolf> yes
[11:18:42] <furrywolf> and I lack round tuits.
[11:18:52] <dirty_d> i want this
http://endless-sphere.com/forums/viewtopic.php?f=9&t=70372
[11:20:54] <dirty_d> damn, they have some pretty crazy stuff on that site now
[11:20:54] <os1r1s> Anyone here using machinekit?
[11:21:33] <furrywolf> hrmm. they should sell more of those. I hate idiots with dirtbikes with no mufflers...
[11:22:17] <dirty_d> not sure where they got 24kW from, the motors are speced at 4kW
[11:22:26] <dirty_d> and it only has two
[11:22:36] <furrywolf> lol
[11:23:03] <furrywolf> though I guess that's more of a moped than a dirt bike.
[11:23:57] <dirty_d> i want a polonium 210 powered jet ski
[11:24:14] <dirty_d> 140W/g
[11:24:16] <furrywolf> good luck with that.
[11:24:20] <dirty_d> haha
[11:24:54] <furrywolf> required shielding and mechanism for converting thermal power into shaft power is a bit heavier than that. :P
[11:27:19] <dirty_d> not if you dont mind polluting a massive body of water and killing yourself with radioation poisoning
[11:27:23] <dirty_d> lol
[11:28:38] <furrywolf> there's still the issue of converting thermal power to shaft power. :P
[11:29:03] <archivist> sterling cycle
[11:29:26] <dirty_d> couldnt you just pump seawater through a po-210 heat exchanger which would turn it to steam to power a turbine?
[11:29:29] <dirty_d> technically
[11:29:49] <furrywolf> no.
[11:29:52] <dirty_d> you wouldnt live long enough for the seawater to ruin it
[11:30:16] <furrywolf> turning seawater to steam on a heat exchanger results in pretty much instant clogging.
[11:30:28] <dirty_d> hmm
[11:31:34] <archivist> using seawater on the cold end of a stirling engine makes more sense
[11:31:37] <robinsz> then you have to send in the out-of-favour foreing diplomat to clean out the tubes
[11:31:37] <furrywolf> desalination plants use flash distillation and output liquid brine for just this reason. :P
[11:32:19] <robinsz> the big trick with desalination is the heat exachangers
[11:32:46] <robinsz> got to keep as much heat as possible inside the plant
[11:32:58] <furrywolf> yep
[11:33:41] <furrywolf> also, flash distillation. boiling water on a heat exchanger causes rapid scaling. heating it under pressure then spraying it and letting it flash into steam in the air, doesn't.
[11:34:18] <dirty_d> i hope my jet ski actually works
[11:34:24] <dirty_d> i converted it to EFI
[11:34:35] <dirty_d> it runs, but i havent had it in the water yet
[11:34:55] <dirty_d> its gonna be interesting trying to tune it
[11:35:05] * furrywolf isn't a water wolfy, and owns no water conveyances
[11:35:07] <dirty_d> i made a bluetooth smartphone app taht connects to the controller
[11:35:44] <dirty_d> i need to tue it to a dock or something to tune it
[11:35:48] <dirty_d> tie*
[11:35:53] <furrywolf> I think nuclear-powered desalination is one of the technologies that should have a lot more money spent on it.
[11:37:32] <furrywolf> desalination is expensive because of the energy requirement... nuclear can provide large amounts of thermal energy easily.
[11:37:39] <dirty_d> yea
[11:41:21] <furrywolf> also, we need laws that if you build a city in the desert... YOU are responsible for providing water for it. not the rest of the state.
[11:41:26] <furrywolf> $#@ing california water project.
[11:52:34] <zeeshan> water makes me thirsty
[11:52:53] <furrywolf> water also makes you not thirsty
[11:55:20] <archivist> http://www.dhmo.org/facts.html
[11:57:17] <zeeshan> https://en.wikipedia.org/wiki/Dihydrogen_monoxide_hoax
[11:57:20] <zeeshan> dont troll
[11:57:22] <zeeshan> !
[11:59:35] <archivist> hoax!..all true
[11:59:49] <zeeshan> http://i.imgur.com/Xx7nwMF.png ;
http://i.imgur.com/R1pYVeP.png ;
http://i.imgur.com/V8SswQZ.png
[11:59:53] <zeeshan> can you tell whats going on? :-)
[12:00:34] <archivist> hysteresis of some sort
[12:00:54] <zeeshan> yes it has a name!
[12:00:55] <zeeshan> :P
[12:01:38] <archivist> now diagnose the source of it :)
[12:02:06] <Jymmm> PEBKAC
[12:02:08] <zeeshan> its a property of the material
[12:02:26] <archivist> internal friction
[12:02:53] <zeeshan> i know its viscoelastic
[12:03:01] <Jymmm> squirrel cage spinning, making brain hurt?
[12:03:03] <archivist> vibrate it and the temperature will rise
[12:03:16] <Jymmm> That's what she said
[12:03:44] <Jymmm> err moaned.
[12:25:04] <Jymmm> This is cool…
https://www.youtube.com/watch?v=k6qTwqiHnAM
[12:29:36] <archivist> zeeshan, try that test with pure tin :)
[12:31:45] <archivist> I wonder where wp gets these silly terms from
https://en.wikipedia.org/wiki/Tin_cry cracking sound more like
[12:52:20] <jesseg> Is pure nickle hard to turn & drill?
[12:53:25] <Crom> bit gummy, but pretty nice to turn
[12:55:06] <jesseg> cool
[12:57:22] <Crom> I've mostly consider it almost a bronze for tool selection. just sticks a bit more
[13:00:41] <furrywolf> now repeat it at 0C and 50C
[13:06:05] <Jymmm> furrywolf: That controller is neat
[13:06:16] <furrywolf> http://www.ebay.com/itm/291503330132 anyone need a vise? it's too heavy for my machine, I think...
[13:06:29] <furrywolf> which controller?
[13:06:43] <Jymmm> furrywolf: I found panels for 20¢/w, they just have broken glass =)
[13:06:48] <Jymmm> furrywolf: yours
[13:06:59] <Jymmm> http://www.mlsolar.com/outback-flexmax-80-mppt-maximum-power-point-tracking-80a-charge-controller/
[13:07:15] <furrywolf> broken glass = broken cells. I've tried working on a few of them, with zero success in producing usable amounts of power.
[13:07:45] <furrywolf> the cells are incredibly fragile, and rigidly bonded to the glass. when the glass cracks, so do the cells.
[13:07:49] <Jymmm> They give a 60 day warraty
[13:07:57] <Jymmm> ah
[13:08:29] <Jymmm> furrywolf:
http://sfbay.craigslist.org/sby/eld/5090651384.html
[13:08:36] <furrywolf> on the panels I've tried where the cells weren't totally destroyed, spraying the panel is a very heavy soaking of automotive clearcoat maximized the power output, but it was still a fair bit less than its rating. I gave them away.
[13:09:33] <Jymmm> furrywolf: is the glass bonded ?
[13:09:39] <furrywolf> if you want to get them, have fun...
[13:10:09] <furrywolf> I can't imagine they have the life expectancy of good panels, even if apparantly working.
[13:11:27] <furrywolf> duplicolor rattle can clearcoat seemed to work the best, if you want to try them.
[13:12:04] <furrywolf> I think the rattle can stuff is thinned more than most, and soaks in better. you could probably achieve the same thing buying a quart and thinning it yourself.
[13:13:49] <Jymmm> whats that stuff they inject into windshields to prevent futher cracking?
[13:14:35] <furrywolf> expensive.
[13:15:04] <furrywolf> you're trying to limp the panels along until they fail. don't spend lots of money. you can spend that lots of money buying better panels.
[13:16:21] <Jymmm> It was more of a test run for not a lot of money is all
[13:20:36] <furrywolf> http://www.ebay.com/itm/OLDER-SMALL-MACHINIE-DRILL-PRESS-VISE-MACHINIST-JIG-FIXTURE-/371373750859 hrmm, never used a vise like that... might be a in a bit too rough of condition to think about, but it's not horrible...
[13:22:10] <furrywolf> I'd like it better if whomever drilled the random holes had at least spaced them evenly. lol
[13:22:30] <Jymmm> furrywolf: So if I got a 50W for $10, what I want to do is stabilixe the glass? or just seal the crack (asuming one)?
[13:23:03] <Jymmm> furrywolf: I found some water clear silicone
[13:23:18] <furrywolf> water clear silicone costs more than upgrading to a non-crap panel.
[13:23:30] <Jymmm> $6
[13:24:35] <furrywolf> for how much?
[13:24:51] <furrywolf> speedevil tried finding such products cheap
[13:24:53] <PetefromTn_> Damn this anodizing station is getting PRETTY pricey LOL
[13:25:13] <furrywolf> PetefromTn_: so make sure you sell a lot of annodized parts to pay for it. :)
[13:25:23] <PetefromTn_> that's the theory at least
[13:25:50] <PetefromTn_> too dicey to actually call it a plan ;)
[13:26:10] <furrywolf> I'm tempted to get that vise... I really need one for my shoptask... but I'm a bit worried about its condition. I assume the extra jaws in the middle somehow flip around or such?
[13:27:02] <PetefromTn_> don't you want to try to get a real milling vise?
[13:27:12] <furrywolf> I haven't found one for less than $200!
[13:27:25] <PetefromTn_> might look at a large CNC grinding vise
[13:27:32] <PetefromTn_> screwless
[13:27:48] <PetefromTn_> they are decent and very accurately ground even the cheapass ones usually.
[13:28:19] <furrywolf> I have a small one of those for my sherline... it annoys me roughly every time I use it.
[13:30:36] <furrywolf> and I want as few chinese accessories as possible, even though it's a chinese mill. the less chinese stuff I get, the less it will break on me...
[13:31:57] * furrywolf is looking to spend $50 or less, being very short on money
[13:32:23] <furrywolf> something older, american, and well-used.
[13:32:33] * ssi also wants US made tooling for 1/4 the price of chinese tooling
[13:32:45] <PetefromTn_> personally if I still had my shoptask one of the biggest issues was bringing the work up to the millhead and the best solution for that is a ground flat lift block or tilting table and then clamp parts to it.
[13:32:59] <ssi> actually while we're at it, sign me up for brand new US made tooling for $1 or less
[13:33:13] <ssi> I'll take a kurt 6" for $0.88
[13:33:55] <Jymmm> furrywolf: There are items missing from my "wish list", I wonder if there was a lawsuit pending
[13:34:22] <furrywolf> sei: hence why I'm looking at well-used tooling with random holes drilled in it, not new tooling.
[13:34:23] <Jymmm> http://www.homedepot.com/p/DAP-3-Crystal-Clear-Window-Door-Trim-and-Siding-Sealant-18362/202337643
[13:34:31] <furrywolf> Jymmm: huh? wish list?
[13:34:58] <Jymmm> furrywolf: it was in my amazon wishlist, but I'm finding a lot of things missing
[13:35:13] <ssi> a us made drill press vise is a worse tool than a chinese made mill vise
[13:35:25] <furrywolf> where does that say silicone?
[13:35:59] <PetefromTn_> ssi POSSIBLY
[13:36:17] <furrywolf> MSDS says it's "Proprietary Phthalate Esters", not silicone.
[13:36:25] <Jymmm> http://www.lowes.com/pd_315258-68-18362_0__?productId=3120657
[13:36:58] <furrywolf> with a tiny bit of Gamma-Aminopropyltrimethoxysilane, which might be silicone, but not enough to call the product that...
[13:38:01] <furrywolf> also, you want a liquid, not a caulk.
[13:38:36] <furrywolf> http://www.dap.com/3point0/ claims "better than silicone".
[13:38:50] <furrywolf> I'm not sure why anyone is selling it as silicone, when the manufacturer says it's not silicone, and the msds says it's not silicone...
[13:39:10] <PetefromTn_> https://www.facebook.com/photo.php?fbid=10207245966650368&set=gm.893548577381946&type=1&theater anyone want a neat little hobby lathe? Not sure what it costs new
[13:39:38] <furrywolf> Sorry, this content isn't available right now
[13:39:39] <furrywolf> The link you followed may have expired, or the page may only be visible to an audience you're not in.
[13:40:01] <PetefromTn_> meh ok
[13:42:48] <furrywolf> Jymmm: if you don't like my idea of clearcoat, polyester resin would work well... but you need to NOT SPEND MONEY ON THOSE PANELS. really. every dime you spend on them brings you closer to buying panels that don't suck.
[13:43:29] <furrywolf> I found duplicolor automotive clearcoat to work well... it soaked in to the cracks well enough to hold the glass in place and make the panel look much clearer.
[13:43:37] <furrywolf> it didn't, however, fix the broken cells.
[13:48:16] <furrywolf> if you do buy those panels, do a full test of their output. in particular, measure their current INTO A TEST LOAD. the short-circuit current becomes incredibly misleading on a damaged panel, as does the open-circuit voltage.
[13:49:02] <furrywolf> panels are built up of multiple sub-strings, with schottky bypass diodes on each one. when you measure the short-circuit current, you only measure the output from the strongest string, not the entire panel.
[13:49:34] <furrywolf> and the open-circuit voltage just tells you the panel isn't completely open - it doesn't mean it can actually put out any power.
[13:49:59] <furrywolf> connecting it to, say, a 12V battery, and measuring the charge current, is a much better test.
[13:50:58] <PetefromTn_> We don't need no Steenking Solar panels!!
[13:51:51] <PetefromTn_> is there anything useful for metalworking in a pottery kiln? Some guy just posted some for sale local for cheep
[13:52:06] <Tom_itx> heat treat
[13:52:36] <PetefromTn_> Oh yeah? are they good control setup for this?
[13:53:06] <Tom_itx> someone else just got one and is making a control for it
[13:53:44] <PetefromTn_> https://knoxville.craigslist.org/for/5107645419.html
[13:55:24] <Tom_itx> you collect more junk and you'll never be PetefromFl_
[13:55:34] <PetefromTn_> ROFL
[13:55:38] <PetefromTn_> you got that right man
[13:55:56] <PetefromTn_> I do collect some shit around here most of which is just that unfortunately
[13:56:17] <furrywolf> why would anyone want to be from fl? :P
[13:56:20] <PetefromTn_> I have recently done some purging and even sold some stuff for cash so I have more room in the shop actually
[13:56:38] <Tom_itx> furrywolf, no f***ing idea
[13:56:39] <PetefromTn_> I am FROM florida and want to be IN florida heh
[13:56:56] <jthornton> PetefromTn_, I cure my PC in a potter kiln
[13:57:01] <PetefromTn_> actually I was born in New York
[13:57:05] <furrywolf> http://humboldt.craigslist.org/for/5100955919.html those seem cute, but.... what if you don't have the same brand tools? lol
[13:57:47] <PetefromTn_> jthornton Oh yeah you mean PC boards you make?
[13:57:56] <jthornton> powder coat
[13:57:57] <furrywolf> florida is just as humid as here, except unbearably hot, and filled with mosquitos, gators, tourists, and other evils.
[13:58:20] <Tom_itx> jthornton, what sort of control did you put on it?
[13:58:23] <PetefromTn_> Oh powder coat that is interesting
[13:58:56] <jthornton> I'm still using the original control, I've learned how to program it for PC
[13:59:27] <Tom_itx> how hot does PC have to be to flow out?
[13:59:36] <PetefromTn_> not very apparently
[13:59:45] <PetefromTn_> 200 something I think
[14:00:10] <furrywolf> people do it in home ovens, which don't get nearly as hot as a kiln.
[14:00:15] <jthornton> you gas out for 30 min at 425 and you cure for 20 min at 385
[14:00:40] <jthornton> so not very high temp, but I have annealed steel in mine too
[14:00:49] <PetefromTn_> WOW you mean those HUGE ovens the commercial guys use get that hot?
[14:00:52] <jthornton> it will go to 2800F
[14:00:54] <Tom_itx> i remember the tractor parts you did
[14:02:16] <jthornton> yea the 6-way controls for the crawler blade
[14:10:59] <PetefromTn_> https://www.youtube.com/watch?v=uQjNwCcbOUQ interesting!
[14:11:39] <furrywolf> argh... I'm getting really, really sick if being injured. I worked too hard yesterday (i.e. actually got up and tried doing things), and now my left leg is extra numb.
[14:12:00] <PetefromTn_> https://www.youtube.com/watch?v=i5xDqq9m-40 this too
[14:17:55] <rob_h> PetefromTn_, check this one out
https://www.youtube.com/watch?v=W7SqkD5C43s
[14:20:36] <englishman> hey dudes, i'm looking into auto touchoff, is there an easy way to do this in modern linuxcnc? stuff i'm reading is from 2.3 era
[14:21:42] <PetefromTn_> yeah man those are sweet but cost more than I paid for my whole machine LOL
[14:22:53] <furrywolf> if it doesn't get better by tomorrow, I guess I'll have to go do the hospital again... argh.
[14:24:45] <PetefromTn_> It sure does look awesome tho LOL
[14:26:22] <PetefromTn_> http://www.pts-tools.com/cgi/CGP2SRIM?PMITEM=HT40COL1520&PARTPG=CGP2SRFC&PAMENU=Content-type:%20text/html $1200.00 not as bad as I thought it would be actually. Still way over my current budget unfortunatly
[14:27:25] <Jymmm> furrywolf: I do appreciate the advice on "those" panels. But as I do have a 65W MPPT controller, but only a 15W solar blanket, at least getting ONE 100W panel for $20 doesn't seem like a bad deal.
[14:28:45] <Jymmm> $30 if you count the silicone
[14:31:07] <Jymmm> or if I just use a bead of silicone, sacrafice those cells where the bead will be.
[14:31:32] <Jymmm> and use what silicone I have on hand.
[14:36:38] <furrywolf> ... I'm not sure what part of this you're failing to understand.
[14:36:44] <furrywolf> put a bead of silicone WHERE?
[14:36:54] <furrywolf> over the entire panel?
[14:37:56] <furrywolf> you don't want a caulk. I already told you that you do not want a caulk. You want something that will soak in, hold the glass together, keep water out, and make the cracks reflect less light.
[14:38:42] <zeeshan> http://www.kijiji.ca/v-tool-other/markham-york-region/abene-vhf2b-vertical-horizontal-milling-machine/1085117999?enableSearchNavigationFlag=true
[14:39:39] <zeeshan> http://www.kijiji.ca/v-construction-trades-jobs/hamilton/general-macinist-or-3ird-year-aprentice/1083753593?enableSearchNavigationFlag=true
[14:39:40] <zeeshan> rofl at this ad
[14:39:41] <zeeshan> hahahaha
[14:40:30] <furrywolf> why's that?
[14:40:55] <zeeshan> all the errors
[14:41:45] <Jymmm> furrywolf: I missed the "soak in" part.
[14:42:11] <furrywolf> Jymmm: you also don't seem to grasp that the entire panel is broken into little chunks 1/4" sqare.
[14:42:13] <furrywolf> square
[14:42:53] <Jymmm> 1/4" ? Aren't most cells apx 4" ?
[14:43:22] * furrywolf gives up
[14:54:59] <jthornton> great, my current store uses php 5.2 and the new version uses php 5.3, if you turn on 5.3 the current store dies
[14:56:01] <Jymmm> jthornton: check the forum, you can't be the only one.
[14:56:40] <furrywolf> php is very good about breaking things between versions. good, as in, they never fail to do it.
[14:57:13] <zeeshan> fak
[14:57:16] <zeeshan> need motivation to do work
[14:57:45] <furrywolf> I need a working body to do work
[14:57:56] <furrywolf> I might have to go back to the er tomorrow. argh.
[15:24:21] <jthornton> yuck
[15:27:13] <jthornton> my dog is getting old, she didn't even fight when we gave her a bath
[15:29:21] <CaptHindsight> nah she's just learned to not sweat the small stuff
[15:40:34] <PetefromTn_> My dog is a PIA when we try to wash him so I can relate
[15:54:04] <JT-Shop> Jymmm, I see some static on the forum but not exactly on this issue
[15:54:43] <JT-Shop> When Cocoa was younger a bath was not an option...
[15:55:18] <JT-Shop> swimming in the creek oh yea but get a hose out and she would be gone
[16:01:57] <Jymmm> creeck = ice cream, hose = brocolli
[16:02:40] <Jymmm> JT-Shop: you don't have a dog, just a furry child =)
[16:04:07] <JT-Shop> that's no joke
[16:31:48] <Deejay> gn8
[16:39:16] <zeeshan> Hmmmmmmmmmm
[16:39:38] <zeeshan> brain, please work today
[16:40:53] <zeeshan> http://www.turbokits.com/Images/Parts/hkfe3255HKd_6652.jpg?watermark=turbokitslogo.png
[16:40:57] <zeeshan> the flange on the bottom right
[16:41:04] <zeeshan> i faced off 10 thou off it to true it
[16:41:22] <zeeshan> now when i close the clamp, i notice it does seal
[16:41:28] <zeeshan> but the clamp closes a lot more than it did
[16:41:37] <zeeshan> =/
[16:50:22] <os1r1s> Has any done a remote display with linuxcnc? In other words, two guis connected to the same hal?
[16:50:56] <zeeshan> like a functional remote display?
[16:51:00] <zeeshan> where you can interface?
[16:51:07] <zeeshan> or just for viewing
[16:51:25] <os1r1s> zeeshan: Most likely read only (viewing)
[16:51:34] <zeeshan> dual monitor it up
[16:51:34] <zeeshan> :D
[16:51:54] <os1r1s> zeeshan: I wanted it to run from another machine entirely. I believe you can do it through NML.
[16:52:17] <os1r1s> I found an old wiki entry, but its pretty light on information. And some of it seems outdated.
[17:07:36] <MrSunshine> hmm ballnose cutters, are they true half of a circle at the end ?
[17:07:55] <toastydeath> ya
[17:08:01] <toastydeath> if it's not, it's called a bull nose
[17:08:24] <toastydeath> and actually it's much easier to sharpen a ball nose than a bull nose, ironically
[17:08:25] <MrSunshine> toastydeath: well the far end .. but higher up where the radius meets the straight flutes
[17:08:41] <toastydeath> yup, it's actually pretty hard to not get it right
[17:08:50] <MrSunshine> yeah i guess =)
[17:08:52] <toastydeath> it just looks abrupt because even though it's tangent, it's abrupt
[17:09:15] <toastydeath> looks wrong*
[17:09:17] <MrSunshine> trying to make a real narrow core pattern for sand casting and i get bad binding in the form
[17:09:22] <MrSunshine> have to pry the freakin thing out
[17:09:34] <MrSunshine> cut with a 6mm ballnose at 3mm depth
[17:09:59] <toastydeath> weird
[17:10:11] <MrSunshine> can be some of the laquer tho that hangs over the edge
[17:10:21] <MrSunshine> but tried to sand the edge, thinking im gonna cut the pattern in corian tomorrow insted
[17:10:31] <MrSunshine> no need to seal the surface
[17:11:40] <MrSunshine> and maybe some holes to line the form up and form the pattern as a whole insted of two hafs, problems is to get the co2 gas into it tho .. =)
[17:11:57] <MrSunshine> i guess i could do passageways that is real narrow out from the "spokes"
[17:12:06] <Jymmm> MrSunshine: you ned a mold release?
[17:12:40] <toastydeath> most of the foundary folks I've either seen or talked to use a long, very thin tube
[17:12:49] <toastydeath> and just sort of hypodermic-needle the CO2 into the core through the ends
[17:14:19] <Jymmm> MrSunshine: Does you mold have a 2 degree taper?
[17:14:35] <Jymmm> 1 or 2
[17:14:54] <Jymmm> \__/
[17:14:59] <toastydeath> \o/
[17:15:04] <toastydeath> my dood has a head
[17:15:42] <Jymmm> ( . ) ( . )
[17:16:02] <Jymmm> theres some moobs for your dood
[17:16:09] <toastydeath> tbh that looks like apsular contracture
[17:16:12] <toastydeath> *capsular
[17:16:13] <MrSunshine> Jymmm: its a core pattern, all ive done is to cut 3mm deep with a 6mm ballnose =)
[17:16:15] <Jymmm> Barbi scale
[17:16:40] <MrSunshine> yeah i know its a very narrow core (two halfs go together) so the taper should be there =)
[17:16:46] <MrSunshine> as it will be a half circle only
[17:17:19] <Jymmm> MrSunshine: what are you pourin, al?
[17:17:43] <Jymmm> pouring
[17:17:46] <MrSunshine> Jymmm: later, yes (its a CORE that is the hollow inside the casting later) so no .. its not 3mm wall thickness =)
[17:18:04] <MrSunshine> i need a hollow for air around a circle on the inside of the casting =)
[17:18:27] <Jymmm> just make it so you can debur it easily
[17:18:48] <toastydeath> ...on the inside of the casting?
[17:18:57] <toastydeath> why would there be a burr on the inside of a casting
[17:19:19] <Jymmm> toastydeath: AFTER it's been removed from the mold
[17:19:41] <MrSunshine> to get it out .. yes ... that will be a challenge .. im thinking steel wire in the battery driven drill =)
[17:19:42] <toastydeath> there's no parting line/flashing in the thing he's making, i think i'm missing something
[17:20:07] <toastydeath> the core sand sounds like it's bonding to the core box as well as itself
[17:20:41] <MrSunshine> even sprayed the core box liberaly with silicon lube etc before i put the sand in =)
[17:20:43] <toastydeath> though MrSunshine you did mention you were plunging a 6mm ballnose
[17:20:49] <toastydeath> to 3mm
[17:20:51] <MrSunshine> but its made out of mdf .. it sucks it in =)
[17:21:00] <Jymmm> lol
[17:21:01] <MrSunshine> toastydeath: yes
[17:21:12] <toastydeath> so you're going to have, at minimum, a ring around the edge with insufficent draft
[17:21:38] <Jymmm> MrSunshine: try old palletes
[17:21:39] <MrSunshine> gonna make it out of corian tomorrow and maybe cut down on the cut depth to 2.75 or 2.5mm .. its not very important as long as air can travel in the channel later =)
[17:22:06] <MrSunshine> toastydeath: yeah thats what ive been thinking
[17:22:43] <MrSunshine> and as its very thin it tends to break .. no place for a wire either realy so if i can get it out in 3 parts each its good enough, i can glue the frekkin thing together later =)
[17:23:45] <toastydeath> the other solution would be to have the corebox split radially rather than longitudinally
[17:23:58] <Jymmm> MrSunshine: Hey if it's THAT thin, why not use/add a 1/8 x 1/2 alum bar that you can cut off later
[17:24:01] <toastydeath> unless it's super critical that you have a perfectly cylinderical thing
[17:24:09] <Jymmm> MrSunshine: or even alum wire
[17:24:28] <MrSunshine> Jymmm: it will be very hard to get that out of the casting later i think =)
[17:25:02] <Jymmm> make it the bottom then
[17:25:10] <MrSunshine> huh ?
[17:25:46] <Jymmm> I'm saying put the wire in the mold halfs
[17:25:55] <Jymmm> each time
[17:26:25] <MrSunshine> not at the right computer right now so i can show how it looks either =)
[17:26:50] <Jymmm> it makes sense in my head, just cant articulate it
[17:31:19] <MrSunshine> http://postimg.org/image/h03uslopx/ bad picture but that is how it looks
[17:32:17] <MrSunshine> but mdf i guess is a sucky material ..
[17:32:28] <MrSunshine> it realy sucks up everything =)
[17:37:02] <MrSunshine> and thinking of making dowel holes, then i can mold the half each, then glue them together while in the mold to add strength .. then part the mold =)
[17:37:15] <MrSunshine> then i can glue in a small wire also to make it not fall apart =)
[17:37:39] <XXCoder> dowels good idea yes
[18:01:33] <Valen> ey archivist, I was given this the other day
http://i.imgur.com/xHuah1b.jpg http://i.imgur.com/9xquv6B.jpg http://i.imgur.com/WSIKtnC.jpg
[18:02:07] <Valen> seems to be running fairly well actually which is surprising, given it "not working"
[18:03:04] <Valen> I think the springs have been over wound, and it was running fast but it seems to actually be holding pretty close to time now, and chiming away
[18:03:20] <andypugh> Clocks often start working simply by being put on a level shelf.
[18:04:04] <XXCoder> ones that depend on gravity
[18:04:19] <XXCoder> or in least sensive to it
[18:06:04] <Valen> yah, I did level it by ear roughly
[18:07:45] <XXCoder> Valen: dang
[18:07:50] <XXCoder> its so big its still loading
[18:08:43] <Valen> XXCoder: try
http://imgur.com/WSIKtnC http://imgur.com/9xquv6B http://imgur.com/xHuah1b
[18:08:50] <Valen> shoule be more palletable in terms of size
[18:09:01] <Valen> anyway I must go do some work, back later
[18:09:04] <XXCoder> it finished loading heh
[18:42:48] <andypugh> I don’t seem to be able to get the binaey hybrid onto a USB stick.
[18:43:46] <XXCoder> binary hybrid?
[18:44:13] <andypugh> Yes
[18:44:31] <XXCoder> whats it
[18:44:54] <cradek> andypugh: tell us more?
[18:45:09] <andypugh> dd on my Mac seems to copy a couble of million blocks, but leaves the USB blank. I tried again with Linux and I don’t know what I have now.
[18:45:39] <XXCoder> blank image?
[18:45:40] <cradek> you probably copied it somewhere else, like to a file in /dev
[18:46:03] <cradek> I mean created an actual file
[18:46:16] <cradek> it's easy to do that by specifying a wrong target
[18:47:13] <andypugh> Hmm, possibly
[18:48:11] <tjtr33> dd worked for me, run from ubu 10.04 to 4G thumb, booted and later installed from it
[18:49:08] <XXCoder> sudo dd if=sd.img of=/dev/sdc bs=4M that was what I used when I was writing custonm recovery to sdcard for my nst
[18:49:50] <andypugh> So, given that that is what went wrong on the Mac, what might be wrong with the Linux attempt?
[18:49:59] <tjtr33> ooh cradek that might mean a scragged partition cuz it was likely to /dev/sdmumble
[18:50:16] <andypugh> I dd-ed to sdb. sdb comes and goes as I plug and unplug the drive
[18:50:27] <tjtr33> k
[18:50:30] <cradek> andypugh: what's the command line you used?
[18:51:06] <cradek> andypugh: and did you check your iso's sum?
[18:52:22] <andypugh> sudo dd if=binary_hybrid-2.iso of=/dev/sdb conv=fsync
[18:53:04] <andypugh> I didn’t check the sum, but then wouldn’t I get a drive full of gibberish?
[18:53:43] <andypugh> I can plug in the drive and sdb appears in /dev/ but I can’t find a way to mount/view the contents
[18:53:43] <cradek> that looks right enough
[18:53:50] <furrywolf> a bs=somethingbig will make a lot faster. I don't know offhand what the fsync conv option does.... never used it.
[18:54:03] <cradek> you can see if the partition table makes sense with fdisk -l /dev/sdb
[18:54:11] <furrywolf> if it's just syncing before finishing, that shouldn't affect it negatively.
[18:55:20] <cradek> in linux it prints the partition table in dmesg when plugging it in
[18:55:25] <Jymmm> http://unetbootin.sourceforge.net/
[18:55:32] <cradek> Jymmm: nope
[18:55:42] <Jymmm> cradek: nope what?
[18:55:53] <cradek> that is incorrect advice; it won't work
[18:56:49] <tjtr33> wipe it, format ext3<yourchoice>, make sure it works, try again ( finding the system file structure wont help it work)
[18:57:26] <XXCoder> furrywolf: interesting. it was a magic voodoo part, I understood rest of command, but one site suggested it
[18:57:38] <XXCoder> that bs=whatever part
[18:57:46] <andypugh> Hmm, the instructions on the Wiki don’t suggest a file format.
[18:57:59] <cradek> what do you mean file format?
[18:58:09] <Jymmm> cradek: So thousands of other ISO it's fine, just not on Linuxcnc iso's ?
[18:58:16] <andypugh> FAT32 / EXT3 / HFS+
[18:58:21] <furrywolf> XXCoder: bs= is how much data to read and write at once... the default is, to put it simply, outdated.
[18:58:23] <tjtr33> i think the ext3/fat32 is inherent in the dd low level copy
[18:58:31] <XXCoder> cool
[18:58:32] <cradek> andypugh: I don't understand what you're asking
[18:58:35] <XXCoder> out for now laters
[18:58:51] <andypugh> I had assumed as much, but tjtr33 said to format ext3, which I didn't
[18:58:56] <cradek> andypugh: when you dd the image, it writes a partition table and everything. you don't have to do anything else
[18:58:58] <furrywolf> dd, in general, is an antiquated tool.... but if you update it, it'll break everything that uses it.
[18:59:10] <tjtr33> just to make sure the thumb was still ok, not to USEW ext3
[18:59:34] <cradek> I guess it's true you might have a hardware problem
[18:59:40] <andypugh> I don’t even know if this new MB will even boot from USB, of course.
[19:00:00] <furrywolf> is this an ebay usb drive?
[19:00:14] <andypugh> No, it is one I have had for years.
[19:00:33] <cradek> andypugh: in that situation, I've had good luck with a "plop" cd (it's bootable and then will bootstrap to usb boot)
[19:00:34] <furrywolf> ok, so it's probably not fake.
[19:00:55] <andypugh> CD?
[19:01:09] <cradek> yes for systems that want to boot from an actual cd
[19:01:17] <Jymmm> andypugh: Post-victrola
[19:01:50] <cradek> andypugh: what do you get in dmesg when you plug it in?
[19:01:52] <andypugh> I have a CD drive in a cupboard somewhere, but it is IDE
[19:02:28] <Jymmm> andypugh: what cpu is it?
[19:02:44] <andypugh> When I plug it in to a working Linux system, I get [230970.108331] scsi 9:0:0:0: Direct-Access SanDisk U3 Cruzer Micro 2.17 PQ: 0 ANSI: 2
[19:02:45] <andypugh> [230970.109798] sd 9:0:0:0: Attached scsi generic sg2 type 0
[19:02:46] <andypugh> [230970.117606] sd 9:0:0:0: [sdb] 4013713 512-byte logical blocks: (2.05 GB/1.91 GiB)
[19:02:48] <andypugh> [230970.123111] sd 9:0:0:0: [sdb] Write Protect is off
[19:02:49] <andypugh> [230970.123113] sd 9:0:0:0: [sdb] Mode Sense: 03 00 00 00
[19:02:51] <andypugh> [230970.123149] sd 9:0:0:0: [sdb] Assuming drive cache: write through
[19:02:52] <andypugh> [230970.145719] sd 9:0:0:0: [sdb] Assuming drive cache: write through
[19:02:53] <andypugh> [230970.145722] sdb: sdb1
[19:02:54] <andypugh> [230970.167297] sd 9:0:0:0: [sdb] Assuming drive cache: write through
[19:02:55] <andypugh> [230970.167301] sd 9:0:0:0: [sdb] Attached SCSI removable disk
[19:03:30] <cradek> ok that looks fine
[19:03:34] <cradek> it has a partition
[19:03:35] <furrywolf> and does sdb1 look like a linuxcnc install disk?
[19:03:39] <cradek> sudo fdisk -l /dev/sdb
[19:03:44] <andypugh> But I don’t see it mounting anywhere. But then I am not sure where to look.
[19:04:22] <cradek> it won't mount unless you have an entry in fstab:
[19:04:24] <cradek> /dev/sdb1 /media/usb0 auto rw,user,noauto 0 0
[19:04:26] <tjtr33> /mnt /tmp /media are common
[19:04:29] <cradek> or somesuch
[19:04:31] <furrywolf> mount /dev/sdb1 /whereveryouliketomountstuff ; ls /whereveretc ; umount /whereveretc
[19:04:38] <andypugh> Disk /dev/sdb: 2055 MB, 2055021056 bytes
[19:04:39] <andypugh> 71 heads, 32 sectors/track, 1766 cylinders
[19:04:40] <andypugh> Units = cylinders of 2272 * 512 = 1163264 bytes
[19:04:42] <andypugh> Sector size (logical/physical): 512 bytes / 512 bytes
[19:04:43] <andypugh> I/O size (minimum/optimal): 512 bytes / 512 bytes
[19:04:44] <andypugh> Disk identifier: 0x72b7ffce
[19:04:45] <andypugh> Device Boot Start End Blocks Id System
[19:05:05] <cradek> hm I expected one more line
[19:05:10] <tjtr33> yeh
[19:05:13] <t12> leading /
[19:05:29] <cradek> oh yeah maybe the irc client ate it
[19:05:32] <andypugh> \dev/sdb1 * 1 1021 1159824 17 Hidden HPFS/NTFS
[19:05:37] <tjtr33> make it //
[19:05:57] <cradek> yeah that's wrong
[19:06:11] <tjtr33> hidden hpfs gthat ng
[19:06:16] <cradek> lemme mount mine and see what it says
[19:06:37] <furrywolf> and this is a 2gb usb stick, right?
[19:06:42] <tjtr33> iirc fat32
[19:07:04] <andypugh> Surely you aren’t really saying that you need to edit fstab to be able to plug a USB drive into a Linux machine?
[19:07:30] <furrywolf> you only need to edit fstab for permanently setting up a device
[19:07:38] <cradek> those are usually there by default, but sdb is an unusual way for usb devices to show up
[19:07:39] <tjtr33> no somethings wrong ( and quit calling me Shirley)
[19:07:53] <andypugh> I just want to be able to plug it in and see if there is some data on it.
[19:08:00] <t12> sd* is normal for mass storage usb
[19:08:03] <cradek> /dev/sdf1 * 1 1021 1159840 17 Hidd HPFS/NTFS
[19:08:07] <furrywolf> eh? all my devices always show up as sd*.
[19:08:11] <tjtr33> really, wow
[19:08:11] <cradek> I'm wrong - mine says that too
[19:08:22] <cradek> I bet you do have it burnt right
[19:08:37] <tjtr33> its ntfs they have a common semaphore
[19:09:23] <cradek> chris@magneto:/media/usb4$ ls
[19:09:24] <cradek> autorun.inf firmware install md5sum.txt tools
[19:09:26] <cradek> ...
[19:09:28] <andypugh> If it is burned right, how do I “see” what is on it?
[19:09:51] <cradek> sudo mount /dev/sdb1 /mnt; ls -l /mnt
[19:10:10] <andypugh> How, err, quaint..
[19:10:22] <t12> cradek: what fs did it actually mount as
[19:10:31] <cradek> /dev/sdf1 on /media/usb4 type iso9660 (ro,nosuid,nodev,noexec,relatime,user=chris)
[19:10:48] <tjtr33> thats ugly
[19:11:00] <tjtr33> ntfs aint a cd format iso9660
[19:11:10] <cradek> [6674417.445240] ISO 9660 Extensions: Microsoft Joliet Level 3
[19:11:11] <cradek> [6674417.449827] ISO 9660 Extensions: RRIP_1991A
[19:11:15] * cradek shrugs
[19:11:39] <cradek> it does seem wrong, but it boots and installs
[19:11:50] <tjtr33> well, will it mount? ( will it blend? )
[19:11:58] <cradek> who knows what wizardry is needed for hybrid operation
[19:12:14] <andypugh> It seems unlikely that I will be able to mount it with the mount instruction on a machine with no OS....
[19:12:25] <furrywolf> andypugh: many desktop environments and/or linux distributions include automounting tools, but mount works everywhere without needing to know what they have...
[19:12:42] <cradek> andypugh: I'm losing track of what you're doing. on a machine with no os, you should be able to boot from it.
[19:12:59] <andypugh> I thought that Ubuntu auto-mounted USB drives, but it doesn’t seem to want to mount this one.
[19:13:08] <cradek> andypugh: does it not boot?
[19:13:12] <andypugh> No.
[19:13:13] <furrywolf> andypugh: how long did the dd command take to run?
[19:13:17] <andypugh> ages
[19:13:17] <t12> the logic behind the automount may not recognize the partition type
[19:13:27] <t12> or it may explicitly be trying to ntfs mount it which would fail
[19:13:45] <andypugh> I am currently trying to see if I was previously trying to boot from a blank USB stick.
[19:13:46] <t12> it would say in some log somewhere if this is the case
[19:13:46] <cradek> andypugh: does the usb show up as bootable in the bios or a bios boot menu?
[19:13:54] <furrywolf> try manually mounting it on the working system, and see if the files on it look like a linuxcnc install.
[19:13:57] <tjtr33> andy it worked for other, wipe it, make sure the thunb is usable, try again
[19:14:08] <cradek> bbl
[19:14:15] <andypugh> No, the BIOS can see it as a USB mass storage device, but doesn’t list is in the boot preferences list.
[19:14:23] <furrywolf> you can also try cmp /dev/sdb binary_hybrid-2.iso and see if it copied correctly.
[19:14:35] <t12> x86 bios boot from usb/iso is a kinda
[19:14:38] <t12> generally weird beast
[19:15:04] <t12> by weird i mean unreliable
[19:15:33] <andypugh> I am a bit concerned that the MB seems to prefer to boot to an EFI command line…
[19:15:34] <tjtr33> andypugh, if the mobo wont boot it, try cradeks plop
[19:15:57] <furrywolf> if the bios gives an option, make sure legacy usb support is turned on.
[19:15:58] <t12> can you put it into legacy bios mode
[19:16:09] <andypugh> I don’t have a CD drive for the machine.
[19:16:18] <cradek> andypugh: sometimes 'boot from usb' is an option to be enabled. other times they show up as hard drives and you have to set the hard drive boot order. it all sucks.
[19:16:50] <cradek> andypugh: is it a newish x86 machine?
[19:17:09] <andypugh> I only have a choice of booting from EFI or the SSD in the SATA port
[19:17:28] <cradek> andypugh: sometimes there are different colors of usb ports and the more colorful ones don't allow booting :-/
[19:17:32] <andypugh> cradek: Yes, Gigabyte J1800N
[19:18:01] <cradek> ah, you may need to turn off UEFI?
[19:18:46] <t12> bios -> advanced -> CSM configuration
[19:18:54] <andypugh> CSM?
[19:19:08] <t12> try boot as legacy only
[19:19:27] <tjtr33> re EFI cmd line to boot usb :intel sez "Using Removeable Media with the EFI Shell Media (USB Key, CD, harddrives) must be formatted as FAT (16 or 32) to be readable from EFI."
[19:20:23] <os1r1s> Anyone using the XHC HB04 pendant here?
[19:20:30] <tjtr33> J1800? pcw use those?
[19:20:52] <Tom_itx> i got a coupld 1900's on his recomendation
[19:21:05] <Tom_itx> 1800 are supposed to work too
[19:21:13] <t12> i keep usb cdroms around for this case
[19:21:23] <t12> which still seems unfortuantely necessary in 2015
[19:22:25] <t12> unfortunately the ultimate one, the px-610u, is no longer manufactured
[19:22:38] <t12> i assume theres some other maker that has a battery buffered one somewhere
[19:23:37] <cradek> andypugh: yeah I found the manual and there's a bunch of uefi/"secure boot" bs that's probably biting you
[19:24:10] <t12> secure boot default disabled
[19:24:13] <furrywolf> why would a cd drive need a battery?
[19:24:27] <t12> lots of usb cant provide enough juice to reliably run a cdrom
[19:24:48] <malcom2073> That's why they use two USB ports
[19:24:50] <furrywolf> hrmm, I've never had a problem.
[19:25:12] <tjtr33> andypugh, ppl are having probs booting that board, this suggests an upgrade to bios than that CSM mode HTH
https://wiki.confine-project.eu/testbeds:austria:kvm:bios_gigabyte
[19:25:19] <t12> depends on the machines
[19:25:24] <t12> i commonly had problems on servers
[19:25:36] <cradek> andypugh: if you go through the bios and select legacy wherever you have a uefi option it may all become normal
[19:26:03] <cradek> fucking uefi
[19:27:04] <tjtr33> andypugh, that last url "Please note, that these settings are ment to be used for installing debian using UEFI Grub and kernel."
[19:27:30] <t12> lol @ computers
[19:27:39] <t12> the great rolling failure that is the x86 boot process
[19:30:44] <furrywolf> http://www.samsung.com/au/support/model/SE-208DB/TSBS I have one of those for my portable cd/dvd drive needs... it just has one usb plug, no power cable, and has always worked fine...
[19:31:29] <furrywolf> it even says you can plug it into a tablet and it'll power it.
[19:32:47] <andypugh> So, the solution for a J1800 which won’t beet from USB is to update the BIOS by booting from USB?
[19:33:17] <andypugh> (I have no idea how I typed “beet” for “boot”)
[19:33:22] <furrywolf> hrmm, apparantly there is an optional two-plugged usb cable for use with it. I guess all my systems just have adequate usb ports.
[19:33:38] <furrywolf> because you want to beat the crap out of it. :)
[19:34:35] <tjtr33> andypugh, the first 3 cmds are how they boot form the usb BEFOR they install the upgrade. that maybe of use to you
[19:35:22] <andypugh> I will try again tomorrow, unless something more interesting crops up, like sorting my sock drawer. But for tonight it is 1am and I have had enough.
[19:35:27] <tjtr33> and the whole invocation may be necessary, i dont have the mobo to try
[19:35:51] <tjtr33> gnite ( i agree a sutiable cd may be the way )
[19:36:11] <andypugh> I am going to be very upset if the problem _wasn’t_ with the motherboard.
[19:36:30] <andypugh> (ie, the reason that my mill won’t run for more than 60 seconds)
[19:36:57] <Tom_itx> what started that issue?
[19:37:26] <andypugh> If I knew that, I wouldn’t be swapping parts to figure out the problem.
[19:37:35] <Tom_itx> heh true
[19:37:47] <andypugh> But the problem appears as PCI comms problems with the 5i23.
[19:37:53] <Tom_itx> doing nothing special to the control / system?
[19:38:00] <Tom_itx> hmm
[19:38:03] <andypugh> (And I can buy a new motherboard a lot more easily than I can buy a new 5i23)
[19:39:25] <andypugh> Unfortunately (and unexpectedly) I can’t just plug the old SSD into the new MB. It just doesn’t physically fit.
[19:40:59] <andypugh> (It’s an SATA DOM, and the SATA ports are in a place where the DOM case overlaps the PCI slot)
[19:42:30] <tjtr33> cloudboot.org :) (hey its real!)
[19:44:26] <andypugh> os1r1s: There is a fair bit of XHC stuff archived on the forum.
[19:44:57] <os1r1s> andypugh: I'm sorting through it. I'm trying to figure out if the wired works as well as the wireless.
[19:45:24] <andypugh> Wired ought to work better than wireless.
[19:46:42] <os1r1s> andypugh: Thats what I was thinking, but everything referred to wireless
[19:58:03] <CaptHindsight> https://youtu.be/3EdQq5iAGYs?t=3m4s long sleeves at the lathe! OUCH!
[20:00:45] <furrywolf> heh, reading the current news on uefi... apparantly microsoft is doing what everyone figured they'd do with windows 8 with windows 10, and making oems make systems that won't boot anything else.
[20:01:51] <furrywolf> want to run linuxcnc? tough shit.
[20:04:41] <CaptHindsight> it's their last chance since Android has taken over much of their consumer business
[20:05:38] <CaptHindsight> the high volume server buyers won't stand for it
[20:05:55] <CaptHindsight> so that leaves business desktops and laptops
[20:06:08] <furrywolf> the consumer hardware manufacturers will quite happily do it.
[20:06:48] <CaptHindsight> yeah, try and change the OS on most tablets and phones
[20:29:44] <XXCoder> dammit
[20:29:56] <XXCoder> NONE of routers fit the cnc router router mount
[20:30:04] <malcom2073> Time to build a new mount!
[20:30:07] <XXCoder> so its either expensive kress or umm yeah spidle
[20:30:14] <XXCoder> malcom2073: no machine to make it
[20:42:35] <Jymmm> XXCoder: grab a file and GIT ER DONE
[20:42:44] <XXCoder> lol
[20:43:33] <Jymmm> XXCoder: I would have said a dremel, but sounded insulting
[20:43:49] <XXCoder> dremel is useful but not magic
[20:44:00] <XXCoder> its not even too serious tool
[20:44:01] <Jymmm> ROTOBIT
[20:44:16] <Jymmm> Magic Saw!
[20:45:57] <Jymmm> http://www.harborfreight.com/5-in-75-amp-heavy-duty-double-cut-saw-62448.html
[20:46:25] <Jymmm> It's not a 2 in 1, it's a 5 in 75
[20:46:41] <Jymmm> It dices, it slices, it chops...
[20:47:28] <Jymmm> XXCoder:
https://www.youtube.com/watch?v=4q7GCuWFsSs
[20:47:30] <XXCoder> know what I want? fix it hammer from wheck it movie
[20:48:17] <XXCoder> Wreck-It Ralph movie
[20:50:31] <Jymmm> XXCoder: I wish you could hear the commentary on that video/commercial, funny
[20:51:27] <XXCoder> in japan my hands can be used like a nice but this method doesnt work with the tomato
[20:51:44] <Jymmm> =)
[20:51:54] <Jymmm> NOW how much would you pay for it...
[20:52:11] <XXCoder> blah blah but legend lives are the skins it was more clever than a clipper
[20:52:20] <XXCoder> gonna love autocapotion
[20:52:49] <XXCoder> but look use this aging it's a person carving knife
[20:52:50] <furrywolf> after the job it did with that distributor replacement video a while ago, I question its accuracy.
[20:52:51] <XXCoder> NOOOOOOO
[20:52:54] <Jymmm> speach to text?
[20:53:00] <XXCoder> yeah try it out
[20:53:04] <XXCoder> click CC button
[20:53:17] <Jymmm> XXCoder: in the future
[20:53:46] <XXCoder> "it's more than amazing its again sooo cooperate in cannes"
[20:54:40] <Jymmm> I will say this though, it works GREAST for cutting foam and EPS
[20:54:59] <XXCoder> LOL bad one.. "the legend is bad genuine concern with a genuine ginsu price"
[20:55:59] <Jymmm> In Japan... The hand can be used like a knife. But this method doesn't work with a tomato
[20:56:51] <Jymmm> High carbon steel blades (my ass, it's springy SS)
[20:57:20] <XXCoder> yeah I figured that
[20:57:33] <XXCoder> just love how autocaptions mangle it though
[20:57:43] <Jymmm> =)
[20:57:45] <XXCoder> it usually happens with music or loud background
[20:57:53] <XXCoder> in least thats what im thinking
[20:58:07] <Jymmm> no music, only background cutting sounds
[20:58:16] <XXCoder> interesting
[20:58:22] <XXCoder> Jymmm: one odd thing though
[20:58:26] <Jymmm> err sawing sounds =)
[20:58:33] <XXCoder> older goverment videos always has perfect autocaptions.
[20:58:40] <XXCoder> they must speak VERY clearly
[20:58:54] <Jymmm> monotone'ish
[20:58:56] <XXCoder> including one inside machine shop with hammers
[20:59:03] <XXCoder> saws so on
[20:59:50] <Jymmm> XXCoder: Try this
https://www.youtube.com/watch?v=s1i-dnAH9Y4
[21:00:16] <XXCoder> yep very close to perfect
[21:00:16] <Jymmm> .mil 1953
[21:01:13] <XXCoder> finally a error, appolo one word
[21:01:54] <XXCoder> is assigned a value of ten for shock value up wanton - worse so far
[21:04:43] <XXCoder> Jymmm: just wish those videos was ran though video stabilizer
[21:04:48] <XXCoder> recent new tech
[21:05:00] <XXCoder> not camera stabilizer thats older one
[21:07:13] <XXCoder> oh yeah! that 3d cylinder for computing values was done with millenium clock too
[21:07:22] <XXCoder> so it adjusts for timing across long time
[21:07:27] <XXCoder> so no need to adjust
[21:11:43] <XXCoder> Jymmm: the add-subtractor can be used to make chinese north pointer
[21:11:59] <XXCoder> no matter where cart turns guy statue on it always points to captial
[21:12:11] <XXCoder> assuming wheels never slip
[21:15:22] <XXCoder> http://article.wn.com/view/2014/10/14/University_of_Leicester_archaeologists_discover_bronze_remai/
[21:16:05] <XXCoder> https://www.youtube.com/watch?feature=player_embedded&v=10Wwq_iYHT4
[21:18:55] <Jymmm> lol
[21:18:59] <XXCoder> https://www.youtube.com/watch?v=s27xyrTOcGg lego version
[22:14:02] <os1r1s> Doesn't anyone know if mesa really charges sales tax?
[22:14:21] <norias> i don't
[22:15:12] <Tom_itx> it likely depends what state you're in
[22:15:38] <os1r1s> Tom_itx: I'm in MS and it looks like they are in CA. Seems strange to charge sales tax.
[22:15:58] <Tom_itx> yeah, there wasn't any on my last couple orders
[22:16:18] <os1r1s> Tom_itx: K. It must just be in the estimator
[22:16:21] <os1r1s> Tom_itx: Thx
[22:17:01] <XXCoder> http://www.aliexpress.com/item/500W-Air-Cooled-Miling-motor-AC-220V-Spindle-Motor-with-6mm-collet/1903872955.html
[22:17:04] <XXCoder> only one issue
[22:17:07] <XXCoder> its 220v
[22:24:36] <XXCoder> http://www.aliexpress.com/item/0-5kw-Air-cooled-spindle-ER11-chuck-CNC-500W-Spindle-Motor-52mm-clamps-Power-Supply-speed/32229610628.html
[22:24:38] <XXCoder> not bad
[22:24:46] <XXCoder> but I dont know if that clamp will fit my router
[22:24:53] <XXCoder> it has no dimensions
[22:31:39] <os1r1s> Tom_itx: You can have multiple 5i25s in a machine, right?
[22:33:32] <XXCoder> furrywolf: you there?
[22:36:13] <Tom_itx> os1r1s, you'd have to ask pcw_home
[22:36:21] <Tom_itx> i would think so
[22:37:25] <XXCoder> is 27000 usable rpm?>
[22:37:36] <XXCoder> wood certainly but alum?
[22:37:58] <os1r1s> Tom_itx: I wasn't sure how each card would be referenced. pcw_home Comments?
[22:38:06] <Tom_itx> XXCoder, it all boils down to chip load
[22:38:22] <Tom_itx> i doubt he's still up, he may be
[22:38:39] <XXCoder> she
[22:38:44] <XXCoder> if fur
[22:39:08] <XXCoder> also dont forget that if too fast it wears tools
[22:39:12] <XXCoder> hence my problem
[22:45:00] <XXCoder> Tom_itx: would it work with alum?
[22:46:12] <Tom_itx> as long as your chip load is right it should
[22:46:28] <Tom_itx> and your machine doesn't shake apart
[22:47:29] <XXCoder> yeah'
[22:47:49] <XXCoder> that $35 motor with $5 volt doubler would work
[22:49:10] <Tom_itx> you better make sure the spindle will handle it
[22:49:20] <XXCoder> no spidle
[22:49:31] <XXCoder> http://www.aliexpress.com/item/500W-Air-Cooled-Miling-motor-AC-220V-Spindle-Motor-with-6mm-collet/1903872955.html
[22:49:38] <XXCoder> that is part that would mill
[22:49:55] <XXCoder> that or crazy expensive kress one
[22:49:57] <Tom_itx> air cooled won't last long
[22:50:13] <pcw_home> you can use multiple PCI cards (maybe 4 Max, I cant remember)
[22:51:29] <XXCoder> there is also this
http://www.aliexpress.com/item/500W-Air-Cooled-Miling-motor-AC-220V-Spindle-Motor-with-6mm-collet/1903872955.html Tom_itx
[22:51:38] <XXCoder> but I dont know if that clamp will fit
[22:52:07] <XXCoder> im bit concerned with that length too, if its too long I can't use tools because it wont clear stock
[22:52:12] <pcw_home> normally one host card is enough though
[22:52:33] <XXCoder> it has 3k-12k which is good range but..
[22:53:31] <PetefromTn_> Jeez man those Mortars are LOUD!! I hope my neighbors don't call the cops heh
[22:55:16] <furrywolf> PetefromTn_: aren't you supposed to blow stuff up yesterday, not today?
[22:56:37] <PetefromTn_> yeah I know but it was kinda raining yesterday so we went to see the PRo display in townsend, Tn. Now we got all this firepower with nothing to do with it hehe
[22:57:07] <PetefromTn_> we actuallly only shot off half of the mortars. The damn things were shaking the windows in our house so I didn't want to push my luck
[22:59:42] <os1r1s> pcw_home: I have two machines plugged into one computer and prefer not to swap cables around. One drives more than enough for one machine. I'm assuming a db25 switchbox is a bad idea and that a card would be a better one. What are your thoughts?
[23:03:46] <pcw_home> probably workable but not optimum (and probably an untried setup)
[23:03:48] <pcw_home> a switchbox might be OK _if_ the machine grounds are bonded together
[23:04:10] <XXCoder> hey furrywolf
[23:04:39] <pcw_home> (because switchboxes often switch all wires including grounds)
[23:04:40] <os1r1s> pcw_home: Ok. I'll go with one for now. Thank you for responding.
[23:05:24] <os1r1s> pcw_home: It would be great if there were panel connectors for the 5i24 series.
[23:05:57] <AGR> test
[23:06:02] <XXCoder> furrywolf: did I tell you I finally replaced distuator rotor?
[23:07:56] <furrywolf> yes
[23:08:17] <XXCoder> ok
[23:08:29] <XXCoder> trying to solve this issue with my cnc rputer
[23:08:40] <XXCoder> there seem to be no router that fits 43mm collet anymore.
[23:09:35] <XXCoder> kress exists but pricier than some spidle
[23:13:52] <furrywolf> so make something else?
[23:14:07] <XXCoder> I already has everything else
[23:14:26] <XXCoder> I'm wondering if that spindle and clamp would fit my router
[23:17:03] <furrywolf> so, maybe I'm just a redneck, but does anyone else see those videos of russian rural life and think rural russia would be a really cool place to spend a summer?
[23:17:40] <furrywolf> russia seems a lot like here, but with less police.
[23:19:31] <XXCoder> heh driving nightmare here
[23:19:35] <XXCoder> *there
[23:22:20] <furrywolf> you see vehicles short windshields/wheels/other important components here too...
[23:23:17] <XXCoder> lol
[23:23:31] <XXCoder> good luck driving one of those here
[23:26:37] <AGR> can someone here give me advise on setting up a Hitachi wj200 VFD "hal file".
[23:26:49] <furrywolf> there's a chevy around here with no glass, a friend of a friend drives a truck with oven grilles for a windshield, there's rolled vehicles around where people simply cut the roof off at the base of the pillars,...
[23:27:10] <AGR> I have 2-5i20's, 2_7i37's and 2-7i33's. I'm having trouble getting my Hitachi
[23:27:10] <AGR> wj200 VFD working. My forward and reverse signals work correctly off of the 7i37
[23:27:10] <AGR> but can't get voltage out of the 7i33. Do I need to enable it ?
[23:27:10] <AGR> # Spindle Direction
[23:27:10] <AGR> net spindle-fwd motion.spindle-forward => hm2_5i20.0.gpio.041.out
[23:27:11] <AGR> net spindle-rev motion.spindle-reverse => hm2_5i20.0.gpio.040.out
[23:27:11] <AGR> # Speed Scale Control (0-10v Spindle Speed)
[23:27:12] <AGR> loadrt scale count=1
[23:27:12] <AGR> addf scale.0 servo-thread
[23:27:13] <AGR> setp scale.0.gain 0.00142857
[23:27:13] <AGR> net spindle-rpm-cmd motion.spindle-speed-out => abs.0.in
[23:27:14] <AGR> net spindle-rpm-abs abs.0.out => hm2_5i20.1.pwmgen.01.value
[23:27:14] <AGR> # Spindle Enable
[23:27:15] <AGR> #net spindle-enable motion.spindle-on => hm2_5i20.0.gpio.???.out
[23:27:20] <XXCoder> WHOA
[23:27:26] <XXCoder> AGR: use pastebin please
[23:27:54] <AGR> what is pastebin please
[23:28:10] <XXCoder> http://pastebin.com/
[23:28:16] <XXCoder> place to paste text and share
[23:28:24] <AGR> thanks
[23:30:00] <XXCoder> no problem
[23:34:12] <PetefromTn_> AGR I have an WJ200-110LF on my Cincinatti Arrow 500 VMC retrofit
[23:34:34] <PetefromTn_> I am currently running it via modbus control and it works but I cannot use it for orientation.
[23:34:51] <PetefromTn_> I intend to convert it to Analog control the way it was when I first installed it.
[23:35:45] <PetefromTn_> Lemme see if I can get my hal file on my laptop if I can remember where the hell I put it. Dunno how helpful it will be to you since I am modbus...would you even want it?
[23:42:02] <pcw_home> net spindle-enable hm2_5i20.1.pwmgen.01.enable
[23:46:55] <AGR> thanks PetefromTn, but I want analog for now
[23:47:29] <PetefromTn_> sure
[23:48:50] <furrywolf> modbus too slow or something?
[23:49:09] <zeeshan> modbus is shit slow
[23:49:10] <zeeshan> lol
[23:49:38] <XXCoder> in general, is 27000 rpm useful?
[23:49:44] <zeeshan> i think its cause its a userspace comp
[23:49:46] <XXCoder> I dont wanna buy and it turns out too fast
[23:49:47] <zeeshan> XXCoder: do the math!
[23:50:08] <AGR> Pcw_home, so insert this line to enable, does the rest look ok
[23:52:54] <XXCoder> zeeshan: can it even cut aluminium?
[23:53:01] <XXCoder> im not sure how to do math
[23:53:09] <XXCoder> I know its fine for wood
[23:55:16] <XXCoder> http://blog.cnccookbook.com/2012/03/27/10-tips-for-cnc-router-aluminum-cutting-success/Feeds%20and%20speeds%20sweet%20spots
[23:55:53] <zeeshan> i told you the other day :{
[23:55:55] <zeeshan> you dont pay attention
[23:55:56] <zeeshan> !
[23:56:09] <XXCoder> mybe I missed it
[23:56:11] <zeeshan> rpm = 4*cuttingspeed / diameter of tool
[23:56:22] <XXCoder> ahh yea]
[23:56:26] <zeeshan> feed rate (in inches per minute) = #of teeth * rpm * chip load
[23:56:33] <zeeshan> chip load for a router should be around .0015
[23:56:38] <zeeshan> you know the rest
[23:57:20] <zeeshan> jeez
[23:57:26] <zeeshan> if you ran a 1/4" cutter, thats 1700 sfm
[23:57:35] <zeeshan> you should be able to get away with carbide
[23:58:17] <zeeshan> you could run a 1/8" cutter without problems
[23:58:19] <zeeshan> at that speed
[23:59:00] <XXCoder> math is always easy its figuring what numbers to use thats bit hard atm for me lol
[23:59:13] <XXCoder> I dont know what my machine max sfm is
[23:59:14] <zeeshan> youre gonna need to feed at 81 ipm
[23:59:29] <XXCoder> nor ipm
[23:59:35] <zeeshan> if you were to run at 27,000 rpm
[23:59:41] <XXCoder> whats average homebew router ipm
[23:59:44] <zeeshan> assuming 2 flute cutter and 0.0015
[23:59:46] <zeeshan> no idea =/
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
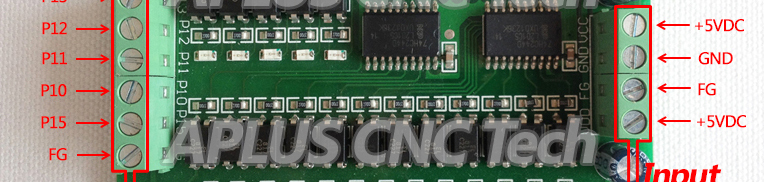{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}