Back
[01:30:56] <trentster> hey all - I am about to go out and buy a second hand computer for linuxcnc - I am crrently using grbl on a arduino and want to give linuxcnc a try.
[01:31:31] <trentster> The computer I plan on getting is a used HP DC7800 - just want to confirm if this will be ok
[01:31:39] <trentster> it does have a parallel port :-)
[01:31:47] <Jymmm> archivist:
https://www.youtube.com/watch?v=vEqSuTOKUEg
[01:47:47] <archivist> trentster, the best way is get a copy of the live cd and boot the PC to see if it can be used, try the latency test included on it (you do not need to format the hard disk to do this)
[01:49:55] <trentster> archivist: yeah thanks I see the 7800 got 35 microseconds max latency on the test page - I guess that would be ok.
[01:50:02] <archivist> Jymmm, there is no such thing as a free lunch, if it looks to good to be true, it probably is
[01:50:23] <archivist> 35 is not that good for a stepper system
[01:50:31] <trentster> I am currently using microstepping with dedicated leadshine drivers - not sure how this effects the overall comparison of using this vs grbl.
[01:51:19] <trentster> archivist so with a 35 value would you avoid buying this machine? and go for something else instead?
[01:51:40] <trentster> if so whats the current no brainer to buy for a low foorprint used dell or hp slimline machine?
[01:51:51] <archivist> my worst has been 22
[01:52:34] <trentster> so what do you currently use?
[01:52:39] <archivist> currently using an old compaq for best about 7
[01:53:06] <trentster> whats the model number?
[02:00:39] <archivist> its from the time HP bought Compaq (who bought Digital Eq Corp) so it actually has D31m/P2A/40/x/128c UK on the label
[02:01:12] <trentster> thanks so it seems this is gonna be trickier than I expected.
[02:01:23] <archivist> internally marked as Compaq, externally HP, but classic DEC methods of holding the drives in
[02:02:19] <archivist> I got a pile of PCs from an internet shop and got one that happened to work
[02:03:49] <trentster> well I am going to fetch it now its $30 so lets take a gamble and see
[02:17:57] <Jymmm> archivist: I just thought you would get a kick out of it is all; funny stuff =)
[02:42:57] <Jymmm> archivist: At first, I thought some had just taken a gas generator, added a 4gal water tank, and called it some uber new disaster SHTF sorta thingy
[02:43:15] <Jymmm> archivist: ... not some free energy thing.
[02:43:59] <archivist> their web site is rather black
[02:44:25] <Jymmm> Yeah, I noticed that too
[02:45:04] <archivist> and people have been adding water to petrol engines for eons
[02:45:18] <Jymmm> I saw two batteries, a motor, inverter, and I guess a alternator
[02:45:24] <archivist> never become mainstream though
[02:46:11] <Jymmm> No, more of a "Incase of emergency, here is your potable water supply, and your electricity source all rolled into one
[03:06:41] <toastydeath> i need to find a house around here with 3 phase power
[03:07:04] <Jymmm> Da Big House has 3ph
[03:07:17] <toastydeath> brb going to jail then
[03:07:38] <Jymmm> you look pretty, oh so pretty...
[03:07:58] <toastydeath> apparently it's 5-7k around here if you have to have it pulled
[03:08:06] <toastydeath> i wonder if i can ball that into the price of a mortgage
[03:08:39] <Jymmm> take a second for "home impovement"
[03:10:37] <toastydeath> then put 3ph motors in everything
[03:10:44] <toastydeath> "I'VE HOT RODDED MY WASHING MACHINE"
[03:10:46] <toastydeath> 50 HP
[03:27:48] <archivist> I would like 3 phase too, I do have a 3 phase generator but the noise would wake half the village
[03:33:17] <toastydeath> hahaha
[03:34:29] <toastydeath> my major motivation is all the larger, 3ph machines that people don't buy
[03:36:27] <archivist> the toy I have has a straight six 100hp engine with no silencer :)
[03:36:45] <toastydeath> hahahahahahaha
[03:36:53] <toastydeath> good lord.
[03:37:48] <archivist> real 440v 3phase, used to use it at a steam museum until we had power brought in
[03:47:55] <RyanS> were you around before the advent of electricity? :) just kidding
[03:48:26] <RyanS> I don't get the 5-7k price for 3p, surely they only change the cable from street to your meter box, if they even need to
[03:49:20] <toastydeath> the run is usually quite a distance, actually
[03:49:37] <toastydeath> and they need to drop a transformer just for your house in most cases
[03:49:51] <toastydeath> 3-5k w/out transformer
[03:50:42] <Tom_itx> they generally won't run 3phase to a residence
[03:51:16] <toastydeath> depends on the area; there's enough agriculture and dual-zoned shit in my area of MD that it's very doable
[03:52:42] <toastydeath> i doubt they'd trench it out to you if you're in like, a mass produced suburb
[03:54:49] <toastydeath> also apparently they give you a minimum bill but i'm already over the usage minimum and I currently live in an apt
[04:07:17] <RyanS> ah
[05:43:33] <Deejay> moin
[06:33:33] <spline> toastydeath: I asked once if its possible to get it in a res area. They'd do it
[06:33:44] <spline> sure it's not cheap
[07:15:20] <_methods> http://hosted.ap.org/dynamic/stories/E/EU_GERMANY_ROBOT_KILLING
[07:15:23] <_methods> it has begun
[07:15:43] <_methods> right before terminator comes out too
[07:17:17] <malcom2073> I work with rather large robots, and rule number 1: Don't get inbetween the robot and a stationary object (like a wall)
[07:17:22] <malcom2073> even if it's "powered off"
[07:18:06] <malcom2073> I like howthey said "Grabbed him" though, puts a certain... sensationalism to it
[07:24:48] <DaViruz> http://imgur.com/gallery/23dkqvy
[07:52:39] <_methods> hahah
[07:52:41] <_methods> sarah oconnor
[08:19:25] <archivist> so how does one respond to "Urgent Inquiry for Gear making (Helical Worm, Bevel and Spur gear) machine" from Bangladesh
[08:20:17] <Jymmm> DEL key.
[08:21:20] <archivist> and he expects bevels and helicals on the same machine and small and large diameters..... I was thinking of the ignore option too :)
[08:22:02] <trentster> anyone had experience of both linuxcnc and grbl as a controller for a cnc router and can give pros and cons etc.
[08:22:27] <_methods> it's a sales pitch
[08:22:35] <_methods> he probably wants to sell you gears
[08:22:41] <archivist> linuxcnc more accurat trajectory path following and more axes
[08:22:44] <_methods> grbl sux
[08:22:50] <_methods> and is not real time
[08:22:58] <trentster> I am currently using grbl - I have a spare old computer and a breakout board and wondering if its worth the effort of moving over - the whole timing issue etc sounds like it could be a pita
[08:23:28] <_methods> grbl will work for simple stuff
[08:23:29] <archivist> grbl has issues too with timing
[08:23:44] <trentster> _methods: define simple stuff
[08:24:15] <trentster> The appeal of linuxcnc to me is the ability to write decent macros and control probe properly etc
[08:24:23] <_methods> that's complicated stuff
[08:24:35] <_methods> so the opposite of that is what grbl is good for lol
[08:24:37] <archivist> I dont think its gcode is expressive enough to do the work I do
[08:24:39] <_methods> circles
[08:24:41] <_methods> squares
[08:24:46] <trentster> grbl is a bit minimilistic - also a pita to get to work properly with proximity switches for homing
[08:25:05] <_methods> grbl was made for like 3d printer people
[08:25:11] <archivist> subroutines are essential to me
[08:25:16] <_methods> people making toys and stuff
[08:25:42] <trentster> _methods: out of interest have you ever used grbl personally?
[08:25:48] <_methods> yeah
[08:25:51] <_methods> it's horrible
[08:25:57] <trentster> its pretty fast - blows mach out the water in terms of speed
[08:25:58] <_methods> try stopping it in a line of code
[08:26:15] <_methods> can you feed hold
[08:26:24] <_methods> can you change tools?
[08:26:27] <trentster> yeah - stopping it is sometimes almost impossible - I agree with you there - its painful
[08:26:34] <_methods> those are all rhetorical questions
[08:26:48] <trentster> rotflmao - yup I gathered.
[08:27:13] <archivist> can you gear axes together
[08:27:21] <_methods> ^^
[08:27:59] <skunkworks> trentster, because it violates acceleration conatraints.
[08:28:02] <_methods> neither mach or grbl are real time
[08:28:05] <archivist> I have not used it, can you screw cut with it
[08:28:48] <trentster> my frame of reference is a newbie who has just built a DIY semi decentish CNC machien ( in theory can handle aluminium) I have no exposure to anything yet besides grbl. I do have a IT background and linux.solaris very familiar to me.
[08:29:16] <archivist> you will find the move to linuxcnc ok then
[08:29:20] <skunkworks> trentster,
http://www.cnczone.com/forums/opensource-software/271966-grbl-logging-linuxcnc.html
[08:30:00] <trentster> I just don'w want to spend days fighting timing issues, and landing up hunting down specific hardware to get it to work - I have picked up today a used HP 7800 from someone for a slimline pc with a parallel port
[08:30:08] <_methods> i don't think they even follow rs274 for their grbl g codes either
[08:30:12] <_methods> same as the 3d printer clown
[08:30:15] <_methods> clowns
[08:30:28] <trentster> it did not get the best latency score on the wiki tho - but its the best I could get hold of in short notice in Australia
[08:30:30] <_methods> they made a nice manual with all the codes for you to use and they totally ignore it
[08:30:50] <skunkworks> trentster, I have tested the 7800 (we bought a bunch here at work) they seem to run linuxncn great
[08:30:59] <_methods> oh someone made a nice cnc guideline i think i'll just throw that in the trash
[08:31:27] <skunkworks> iirc it was about 20us latency
[08:31:48] <trentster> skunkworks: phew - thats good news the dude who tested on the linuxcnc latency page mentioned could not get better than 35 ns no matter what he tried
[08:32:10] <skunkworks> I remember running it over night.
[08:32:21] <skunkworks> What kind of step rate do you need?
[08:33:18] <archivist> experiment with video cards for better latency, get of propriety drivers
[08:33:24] <trentster> _methods: yeah - one of the reason I started investigating further is I got a bit irritated that simple drilling canned cycles are not even supported in grbl - had to tell the CAM programs to use spiral pocketing instead to overcome that - real pita
[08:33:32] <_methods> yep
[08:33:50] <_methods> like i said it's very simple and i think it could be a great training tool
[08:34:04] <_methods> but if you are serious it will be outgrown very quickly
[08:34:20] <archivist> training wheels for the cnc noob :)
[08:34:26] <_methods> yeah
[08:34:34] <_methods> the entry price is low
[08:34:41] <_methods> so it's effective and cheap
[08:34:49] <_methods> but not linuxcnc
[08:35:36] <trentster> skunkworks: currently I am using Leadshine am882's with the default stepping rate of 1600/steps a rev
[08:35:40] <archivist> linuxcnc can be very nearly as cheap, cast off pc, simple breakout and stepper drives
[08:35:54] <_methods> which is also around the same price point if you use old computer and cheap stepper and breakout board
[08:35:58] <trentster> pretty new to this - not even sure what my optimal stepping rate should be
[08:37:05] <trentster> The breakout baord I have is probably crap as well - not sure - but I am sure if I mention it - I will get a rap over the knuckles from _methods ;-)
[08:37:17] <archivist> this breakout is getting better reviews comes at various prices
http://www.ebay.co.uk/itm/5-Axis-MACH3-CNC-Breakout-Board-Interface-for-Stepper-Motor-Driver-/121679235004
[08:37:18] <_methods> haha nah use it till it dies
[08:37:25] <_methods> i use whatever i can
[08:37:32] <_methods> but if you want good buy a mesa
[08:37:44] <_methods> pretty much the gold standard around here
[08:37:48] <trentster> fwiw the leadshine AM882 digital step drivers are awesome imho
[08:38:16] <archivist> leadshine or badged versions are what I use
[08:39:27] <_methods> didn't mean to come off as thwacking you on the knuckles
[08:40:06] <skunkworks> grbl developer 'Also Grbl only does G61 exact path at the moment. The 0.02mm junction deviation is a virtual distance that Grbl uses to bound accelerations. If set too high, it can make it go too fast through the junction and exceed acceleration limits as you have found.'
[08:40:08] <_methods> most of us are pretty aggressive linuxcnc fans
[08:40:08] <trentster> _methods: I know - just kidding and giving you a hard time :P
[08:40:26] <trentster> This is teh break out board that came with the drivers
http://monosnap.com/image/ezkBbajttC5iZqQthWx9oiyqoZKEyu
[08:40:34] <malcom2073> That's the big kicker about grbl: It doesn't adhere to acceleration limits
[08:40:41] <malcom2073> On a slower machine, you don't notice it though
[08:40:49] <_methods> yeah i have that same board
[08:40:52] <trentster> it does seem to have optical coupler isolation which should help with noise
[08:41:00] <skunkworks> trajectory planning is hard
[08:41:15] <_methods> that board works just fine
[08:41:36] <_methods> it's not fancy but it works
[08:42:04] <trentster> _methods: great - one less thing for me to buy.
[08:42:12] <_methods> yeah
[08:42:21] <trentster> So let me guess - most folks round here are Gecko fans? - right?
[08:42:32] <skunkworks> nope
[08:42:35] <_methods> not really
[08:42:55] <skunkworks> I perfer servos.
[08:42:59] <trentster> skunkworks: really thats surprising - most people seem to think they are the holy grail!
[08:43:02] <_methods> i'm pretty sure there are a few people in here running geckos
[08:43:03] <trentster> not sure why tho
[08:43:20] <skunkworks> prefer
[08:43:25] <malcom2073> Geckos are nice, and they had anti-resonance a bit before the chinese drivers did, but the chinese drivers have caught up
[08:43:36] <_methods> copied up you mean lol
[08:43:42] <malcom2073> Well yeah :P
[08:43:47] <trentster> skunkworks: yeah servos are they way to go if you have the budget $ - no brainer
[08:43:51] <archivist> trentster, that breakout looks like it has the classic mistake of optos on the output driving the optos in the leadshine
[08:45:23] <trentster> archivist: no clue - but its the same one that _methods uses apparently - so it must be semi ok
[08:45:42] <archivist> I had a breakout board not switch the drive properly because of that mistake
[08:46:17] <_methods> heh i may just have gotten the board from the guy that made it right
[08:46:17] <archivist> easy enough for me to find the problem with a scope
[08:46:22] <_methods> it's chinese jumk for sure
[08:46:23] <trentster> Can I ask some newb questions in here? in regards to cnc in general - is it the appropriate forum?
[08:46:37] <_methods> yeah
[08:46:48] <archivist> yes we dont bite till we know you better :)
[08:46:52] <_methods> this is more on-topic than usual lol
[08:47:46] <trentster> ok should the controller put the driver into standby mode when nothing is happening - in order to not keep the steppers under current power hold?
[08:48:17] <archivist> liable to lose position if you do that
[08:48:33] <trentster> the grbl does this by default unless you explicitly disable it - which I did as I noticed for small movements with the standby stuff enabled it lost accuracy over very small moves
[08:48:48] <archivist> I recommend keeping enables for full accuracy and torque
[08:49:01] <trentster> ok - thanks.
[08:49:16] <archivist> enabled
[08:49:46] <archivist> I dont wire that pin on the drives to keep them on
[08:49:52] <trentster> when is it advised to move over to dual steppers for the Y axis? is it when the X gantry span exceeds a certain sane limit?
[08:50:15] <_methods> depends on the machine
[08:50:20] <_methods> that's really hard to say
[08:50:59] <archivist> depends, you can gear two ballscrews off one stepper as some do
[08:51:30] <_methods> well on some gantry's you need 2 motors to correct beam skew
[08:51:54] <trentster> yeah I would not mind even getting a dedicated driver for an additional Y stepper just trying to figure out when its necessary - is it do to with gantry weight and load?
[08:52:05] <archivist> one can adjust that in the gearing/belt too
[08:52:19] <_methods> this is true
[08:52:46] <_methods> much harder to adjust though then a skew alignment macro and some limit switches
[08:53:03] <trentster> As far as ballscrew lubrication (cheap chinese ballscrews for me) is it ok to use basic white lithium lube ?
[08:53:04] <archivist> the cutting force can twist your frame etc depends on the work and machine quality
[08:53:23] <_methods> yeah white lithium is fine
[08:54:32] <trentster> the anti backlash screw has a little nipple on it for some type of grease pump - which I dont own, do I specifically need to buy one or is it ok to lubricate the screws and rails themselves with the lithium stuff?
[08:55:05] <_methods> anti backlash screw?
[08:55:24] <trentster> sorry "ballscrew"
[08:55:28] <_methods> ahhh
[08:55:43] <_methods> so the ballnut has a grease fitting on it?
[08:55:47] <_methods> that's normal
[08:55:50] <trentster> yeah
[08:56:24] <trentster> do I need to get a grease gun or whatever its called to fill it, or can I just use the lithium on the screw itself?
[08:56:43] <_methods> i'd get a grease gun
[08:56:58] <_methods> not good to put grease on the screws
[08:57:02] <_methods> it will attract swarf
[08:57:15] <trentster> yeah - thought so
[08:57:41] <_methods> you can get grease gun at your local auto parts store
[08:58:27] <trentster> I have 3 inductive proximity switches, I have not put into place permanently yet - once deployed , is it ok to use them for both homing and limits or should I be using mechanical switches for limits
[08:59:09] <_methods> it's up to you
[08:59:25] <_methods> but i think industry standard for hard limits is mechanical
[08:59:39] <_methods> soft limits can be optical/inductive
[08:59:51] <trentster> The switches are "NO" type - it seems some people say use "NO" and other "NC" also some say use a resistor on the input pin for noise suppression and others say use a capacitor - whats your opinion?
[08:59:55] <skunkworks> how big is this machine? will it hurt itself it it runs into the limits?
[09:01:00] <trentster> nah - wont hurt itself I dont think its powerful enough to do that - it uses nema 23's and a 48V PSU - not exactly super powerful
[09:01:11] <skunkworks> if the answer is no - then I would just use homing switches in conjuction with soft limits. (if setup correctly you will never hit the end limits.)
[09:01:59] <trentster> the steppers have a holding torque of 31KG in Parallel configuration
[09:02:27] <skunkworks> so don't worry about limit switches
[09:02:43] <trentster> cool :-)
[09:03:04] <_methods> heheh i've never gotten around to putting them on my machine yet
[09:03:14] <trentster> and opionions on the noise suppresion for false alarm prevention on the proximity inputs ? cap vs resistor?
[09:03:16] <trentster> both?
[09:03:30] <archivist> limit switches are a luxury I have not fitted yet :)
[09:03:53] <trentster> hehe - I thought you guys were all heavy hitters here :P
[09:03:57] <_methods> plenty of limit switch slackers in here
[09:04:06] <_methods> we live on the edge
[09:04:07] * skunkworks has limit switches..
[09:04:14] <malcom2073> Limit switches are for wusses
[09:04:18] <archivist> may need both pull up and capacitor....depends how noise prone
[09:04:21] <trentster> lol
[09:04:48] <archivist> I have 3 machines without :)
[09:04:48] <skunkworks> https://www.youtube.com/watch?v=39q6kvrSBSk
[09:04:56] <archivist> soft limits work
[09:05:13] <skunkworks> they work very well with linuxcnc
[09:05:24] <malcom2073> Holy hell that tool chain
[09:05:36] <_methods> 38 tool?
[09:05:37] <greg__> The Emco PCMill 125 i got uses soft limits
[09:05:40] <skunkworks> 60
[09:05:43] <_methods> nice
[09:05:53] <trentster> as far as Z axiz probe in linuxcnc - the normal aluminium plate or copper PCB connected to spindle Ground and breakout board input pin sufficient - no gotchas there?
[09:06:05] <malcom2073> My big mill has limit switches, I may or may not hook them up, I also like to live.... dangerously
[09:06:32] <skunkworks> 8 tons of force - I wanted to make sure limit switches worked :)
[09:06:37] <_methods> yeah
[09:06:37] <malcom2073> haha
[09:06:40] <malcom2073> yeah
[09:06:42] <_methods> you need limit switches
[09:06:57] <archivist> limit switches have no place on some rotary axes
[09:07:08] <skunkworks> the only time I hit them is when I jogged the wrong way without homing...
[09:07:33] <skunkworks> rookie mistake
[09:07:38] <_methods> i'm just saying on skunkworks machine limit switches aren't a luxury
[09:07:54] <malcom2073> Man rigid tapping is awesome
[09:08:16] <trentster> yeah limit switches are important at least for people like me who are prone to adding an extra digit when moving stuff around - that and the emergency stop button.
[09:08:32] <skunkworks> and it does 10-32 also
https://www.youtube.com/watch?v=qBQ7RSuRAls
[09:08:43] <malcom2073> Haha so tiny
[09:09:25] <skunkworks> trentster, soft limits take care of that. (if yoiu home)
[09:09:34] <malcom2073> I have a *crapton* of holes to drill/tap on the first project I plan on using my mill for, so once I get it running a spindle encoder is one of the first things I'm getting
[09:10:41] <greg__> where did you run into the little terco?
[09:10:50] <skunkworks> local school
[09:10:57] <trentster> Do any of you conenct a mill camera to your linux cnc systems?
[09:11:27] <greg__> not many of those around
[09:12:08] <trentster> I also plan to connect permanently a USB microscope with crosshairs and then write an offset script that put X and Y on zero via a certain offset from the crosshairs
[09:12:27] <trentster> this shoudl eb a super easy accurate way to put machine effortlessly on edges etc
[09:12:49] <trentster> I saw one guy did it on a guide looks like a great solution
[09:13:16] <malcom2073> Why not use a touch probe?
[09:14:17] <trentster> it would involve an additional manual step
[09:14:53] <malcom2073> linuxcnc can read touch probes fwiw
[09:15:22] <trentster> http://beatty-robotics.com/zeroing-a-cnc/
[09:16:17] <trentster> malcom2073: touch probes are very expensive to buy and pretty hard to make decent ones without access to the right equipment - for diyer's like myself this can be an issue
[09:16:48] <malcom2073> True, it all depends on how accurate you need
[09:17:33] <malcom2073> yowch, that adafruit USB microscope is as much as my dad paid for his touch probe :/
[09:17:38] <trentster> plus cameras on moving cutting things are cool!
[09:17:44] <malcom2073> Agreed heh
[09:18:05] <archivist> trentster, I did use a camera for a short while but it needs some work to do right
[09:18:52] <archivist> last use in 2008
http://www.archivist.info/cnc/target.php
[09:19:23] <skunkworks> auto-registration?
https://www.youtube.com/watch?v=Pe2RACwiEbg
[09:20:08] <malcom2073> Hmm... you could use registration stickers with opencv friendly patterns
[09:20:17] <skunkworks> greg__, we got about 10 emco lathes from the school also. Dad made out like a bandit.
[09:20:19] <malcom2073> would allow for part repositioning
[09:20:45] <greg__> i may have see the photo of the them in the truck bed
[09:20:52] <skunkworks> yes
[09:21:16] <skunkworks> the turco doesn't have ball screws - but it is a nice little machine for playing
[09:21:41] <archivist> I need to see the tool centre line as well as the rotary centre
[09:21:57] <greg__> i brought home the emco 125 recently and am still working through the schematics to see if I can power it from single phase
[09:22:16] <greg__> also from a school
[09:23:03] <skunkworks> nice!
[09:23:33] <archivist> I think my little Denford lathe is ex school too
[09:24:21] <archivist> I get the impression this cnc stuff was over most teachers heads so it got little use
[09:24:38] <skunkworks> we know have a late 80's vintage mazak lathe that works pretty darn well.. the mazatrol control is pretty easy to use.
[09:24:41] <skunkworks> *now
[09:24:56] <greg__> it's set up for 400V 3P/N but each pahse is distributed in the machine leg to N, so actually single phase. on 230 3P it does feed the spindle drive 3P but it runs 1P on 400V 3P/N
[09:25:54] <greg__> the place I got it from was getting new Haas machines as the new teacher didn't want to bother with these. They also have a PC turn 125
[09:26:35] <greg__> the computer in this one must have been giving them problems floppy drive dead, IE cable plugged in backwards?
[09:26:36] <archivist> what vfd does it use for the spindle, start with how that is powered
[09:27:13] <skunkworks> how much do they want for it and location? :)
[09:27:35] <greg__> VFD is Emco, takes 1P or 3P. The tricky part is working through the bus to mak all the connections work on L1 and L2
[09:28:01] <greg__> I'm not sure if they are ready to sell, but I can ask. Freeport, IL
[09:28:55] <greg__> otherwise I need a small RPC
[09:30:31] <skunkworks> wow - I think this is the longest on-topic discussion...
[09:30:58] * SpeedEvil quacks.
[09:31:00] <greg__> I move the W98 OS to CF and added a IDE CF reader to the front for file transfer. I think it will work.
[09:31:14] <greg__> with the machine that is
[09:31:30] <_methods> it definitely is
[09:32:42] <greg__> PC runs fine, hadn't seen W98 for a while. Video card also died in the first couple times I turned it on.
[09:33:52] <greg__> bought three CF adapters on ebay from china. 1 worked. 1 I cleaned up solder on the CF connector and came to life, the other has burnt traces.
[09:34:19] <SpeedEvil> greg__: Burnt traces?
[09:34:29] <SpeedEvil> I guess maybe a return?
[09:34:38] <SpeedEvil> That takes skill
[09:35:45] <greg__> crap soldering quality. i'm guessing they plug them in to see if the LED lights and if it does pass. it certeinaly never transfered data. Burnt trace is under the cf holder so i'm not fixing it
[09:35:58] <greg__> i only needed two
[09:36:14] <greg__> all for $12 delivered in a week
[09:36:32] <SpeedEvil> :/
[09:37:16] <greg__> order twice as many as you need. they are going to refund the bad one
[09:37:54] <greg__> so maybe I'll get to run some parts on 2.7 today.
[09:40:26] <greg__> but maybe I'll work on rewiring the Emco and/or running 240V to the garage.
[09:43:43] <furrywolf> http://www.ebay.com/itm/Kipor-KGE-3000TI-Inverter-Digital-Generator-Sinemaster-Electric-Start-Quiet/391134091833 china sure is good at ripping off designs... lol
[09:48:32] <archivist> furrywolf, expensive for something that runs that close to the believable specs, 3000 W and 4 hp, what happened to normal losses
[09:49:31] <malcom2073> Where else were they supposed to get the 3000w number but from paper? :-P
[09:50:25] <archivist> hehe
[09:52:28] <_methods> and off-topic
[09:52:34] <_methods> record on-topic ends
[09:57:10] <greg__> stuff is all made in the same factory, the rejected parts just get pushed out the back door under a different label but eventually clones are made
[09:57:28] <greg__> if a product is popular
[09:57:50] <furrywolf> greg__: no, the honda-clones are not based on rejected honda parts... I've seem some of them, and they're just very close clones.
[09:58:18] <furrywolf> every important measurement (hole spacing, etc) is identical, but they're obviously their own castings.
[10:07:24] <SpeedEvil> Why would you change a good design?
[10:07:49] <SpeedEvil> Especially if your engineering department consists of a guy with a plastic digital caliper.
[10:09:15] <malcom2073> In his defense, it's a calibrated plastic digital caliper
[10:09:52] <SpeedEvil> Though to be fair, CF does have lots better CTE than steel for making absolute measurements
[10:12:56] <_methods> 'murrica
[10:12:58] <_methods> http://i2.wp.com/laughingsquid.com/wp-content/uploads/2015/07/george_dubya_bush_by_sharpwriter-d8zllx1.jpg?fit=750%2C983
[10:13:58] <malcom2073> I think we need to return to our "spread democracy through violence" thing. All this PC and "we're friendly!" b.s. needs to go, too many people have started believing it
[10:15:13] <furrywolf> It's hard to convince people you're killing them for their own good.
[10:15:49] <furrywolf> also, the more bushes we drop out of planes, the better. :P
[10:15:51] <SpeedEvil> Just need to kill enough.
[10:16:04] <malcom2073> "The beatings will continue until morale improves"
[10:16:18] <_methods> sharknado5
[10:17:06] <_methods> i can't stop staring at that picture
[10:17:20] <_methods> i'm pretty sure that's what ole GW sees when he looks in the mirror
[10:20:08] <furrywolf> just wait until we have jeb for president...
[10:21:56] <_methods> the bush hat trick
[10:23:47] <furrywolf> sadly, I really do believe americans are stupid enough to elect a third bush.
[10:26:54] <SpeedEvil> And in a surprising twist, it turns out to be Jenna.
[10:29:02] <mikegg> does it matter? Bush. Clinton. Someone else. Status quo. but this is not #politics
[10:30:10] <furrywolf> as someone who rather likes their civil rights, and thinks any bush is far more likely to fuck with them, yes.
[10:31:03] * furrywolf is still waiting for someone to use the recent supreme court decision to toss out the various sex toy bans
[10:31:29] <furrywolf> you're allowed to marry your girlfriend... but if you want to get out a strapon so you can screw her, sorry, that's illegal!
[10:31:30] <ssi> it's always funny to me how people think that "civil rights" only means the subset of civil rights they actually care about
[10:32:02] <furrywolf> ssi: are there ANY civil rights any republican, especially a bush, has any interest in, no matter who might care about them? :P
[10:32:23] <SpeedEvil> Surely only double-ended strapons would be affected - single ended ones can be used by either sex
[10:32:32] <ssi> I think you know full well that's a stupid question
[10:32:33] <SpeedEvil> actually - nvm
[10:32:51] <ssi> are there any civil rights besides those of the sexual variety that hilary is likely to preserve?
[10:32:57] <furrywolf> you're right, it's a rhetorical question, as I already knew the answer was "no".
[10:34:58] <_methods> i just thought it was a funny picture didn't mean to start all this
[10:35:09] <ssi> you should know better than to bait the trolls
[10:35:28] * _methods apologizes
[10:35:31] <ssi> :)
[10:36:15] * furrywolf thought it was a good solution to a problem. he'll shoot himself, get eaten, then go splat....
[10:40:00] <SpeedEvil> http://www.hightimes.com/read/farmer-offers-10-acres-pot-malia-obamas-hand-marriage
[10:40:07] <malcom2073> Silly methods
[10:42:36] <Rab> What's the name for those flanges on welded steel road bicycle frames? They're usually shaped in a decorative way...
[10:43:35] <furrywolf> like gussets?
[10:44:44] <Rab> Not sure. This is a weird example, but suggests you might be right:
http://www.fbmbmx.com/admin/news/photos/577398479396fbm.gusset.jpg
[10:45:06] <SpeedEvil> Gussets are very important on bicycles.
[10:45:30] <ssi> gussets are important on any truss structure
[10:45:40] <ssi> they provide a larger load pathway at the joints
[10:45:57] <SpeedEvil> And stop your junk falling out.
[10:46:03] <furrywolf> I'd describe that more as marketing. I've never seen a bike with something like that.
[10:46:13] <furrywolf> it might be describable as a socket or something...
[10:46:50] <SpeedEvil> More seriously - it's going to reinforce the tubing somewhat and make buckling failures at the end rather less likely
[10:47:10] <Rab> I think gussets must be the right functional name, not getting very good image search results though. Premade selections of these things are available for framebuilders, they're like a decorative tubular thing that makes it easy to get a specific right angle and reinforces the brazing.
[10:47:15] <SpeedEvil> especially if you're skimping on the thickness of the tubing as you should to save weight
[10:47:55] <ssi> on bikes, double- and triple-butting accomplishes the goal of reducing buckling failures at the end while using lighter tubing
[10:48:04] <ssi> I Think that's more common than gusseting
[10:48:14] <Tom_itx> https://app.aws.org/wj/supplement/WJ_1974_05_s192.pdf
[10:49:58] <Rab> LUGS!
[10:50:29] <Rab> https://www.google.com/search?hl=en&site=imghp&tbm=isch&source=hp&biw=1031&bih=1071&q=bicycle+frame+gusset&oq=bicycle+frame+gusset&gs_l=img.3...718.4282.0.4841.24.15.2.7.4.0.132.938.14j1.15.0....0...1ac.1.64.img..4.20.921.aqEY7UEk6q8#hl=en&tbm=isch&q=bicycle+frame+lugs
[10:51:00] <roycroft> high performance bicycles also use tubing that is thicker at the ends than in the middle
[10:51:01] <skunkworks> heh - when the mach4 timer runs out - it stops all motion instantly..
[10:51:17] <ssi> hooray infinite accel!
[10:51:52] <skunkworks> I am sure that is something that will get fixed - at some point...
[10:52:04] <Rab> A lot of the time you'll see gusseted lugs, or the lug is constructed for gusset effect, so it's probably a fine distinction.
[10:52:22] <Rab> Thanks for the input, y'all.
[10:53:18] <furrywolf> tubing that's thicker at the ends than in the middle... I guess I could see fabricating that. start with normal tube and stretch it over a mandrel, clamped at the part you want to stay normal wall thickness...
[10:54:19] <Tom_itx> http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=14&cad=rja&uact=8&ved=0CFkQFjAN&url=http%3A%2F%2Ffiles.engineering.com%2Fdownload.aspx%3Ffolder%3Db6193bd7-342d-4f4c-8149-274eb8d80956%26file%3DPipe_Connection.pdf&ei=pleVVbqwGcnFsAWSkb7ADw&usg=AFQjCNG711YdogOJuMdHc5USfhI6pNoMsw&sig2=6CqRAYq1LH88kM6fpM_L_A&bvm=bv.96952980,d.b2w
[10:54:29] <Tom_itx> you see alot of the first example in building design
[10:55:23] <SpeedEvil> The question of the ideal design, and the design that is fabricatable by the smallish shop doing small quantities from available parts is very different.
[10:56:30] <Rab> Interesting how pages 2-7 of that PDF are upside down. I wonder if that's supposed to defeat OCR.
[10:57:02] <furrywolf> have a non-google-fucked-up link? lol
[10:58:38] <furrywolf> no answer yet from the "new" battery guy. methinks I'm not getting one.
[10:59:52] <furrywolf> and the ad is still posted, and still calls them new.
[11:01:04] <skunkworks> greg__, what are you running 2.7 on?
[11:02:25] <furrywolf> I need to either restore my NiFe bank, or buy new batteries... but that costs money.
[11:02:55] <CaptHindsight> it's this pretty common when you always buy from the lowest bid/offer/place/ebay/amazon etc
[11:04:43] <SpeedEvil> I have wondered how hard it is to manufacture lead-acid batteries of not useless capacity
[11:04:57] <SpeedEvil> not wondered hard enough to actually look it up of course.
[11:04:58] <furrywolf> CaptHindsight: ?
[11:05:13] <SpeedEvil> But it seems to me desulphation is a lot easier if you can skim it off the top of the molten lead
[12:49:57] <greg__> skunkworks, my old ebay parts mill with a spindle I made, been running since 2006 or so.
[13:20:24] <skunkworks> cool
[13:21:19] <archivist> I approve of building out of "parts"
[13:22:06] <PetefromTn_> Starting to feel like a mad scientist with all this anodizing chemicals heh ;)
[13:24:14] <norias> :)
[13:24:22] <ssi> PetefromTn_: how far along are you
[13:24:35] <norias> pete, do you do job shop work?
[13:25:29] <PetefromTn_> how far along to what insanity?
[13:25:40] <PetefromTn_> norias yeah sort of why?
[13:25:47] <ssi> have you anodized anything yet?
[13:25:49] <archivist> there aint no sanity clause
[13:26:33] <CaptHindsight> archivist: that's an old Marx Brothers line :)
[13:26:52] <archivist> yup, Duck Soup
[13:27:00] <PetefromTn_> no not yet just ordered basically everything I need for it. Got a nice power supply, several 48 quart nice coolers, titanium wire, battery acid, nickel acetate sealer, some aluminum degreaser, and a partridge in a pear tree
[13:27:26] <PetefromTn_> gotta pickup some PPE stuff before I try it.
[13:27:36] <ssi> I'll have to come up and check it out when you get it going
[13:27:38] <PetefromTn_> got a bunch of parts that need black anodized here ASAP LOL
[13:27:53] <PetefromTn_> Okay I thought you already did it tho?
[13:27:57] <ssi> yeah I did
[13:28:00] <ssi> but I want to see your setup :)
[13:28:05] <PetefromTn_> LOL
[13:28:19] <PetefromTn_> you just want to watch me make a fool of myself admit it man hehe
[13:28:22] <ssi> btw the new airplane will get me to tyson in an hour
[13:28:32] <PetefromTn_> and you are not here yet?
[13:28:44] <ssi> no I'm at work at the moment :)
[13:28:50] <PetefromTn_> tell you what help me with my toolchanger and I will anodize whatever the hell you want :D
[13:29:03] <ssi> deal heheh
[13:29:11] <ssi> I'm trying to get my mill going again
[13:29:16] <PetefromTn_> we need to have another LinuxCNC bash over here..
[13:29:19] <ssi> yeah
[13:29:27] <PetefromTn_> that was fun day
[13:30:00] <PetefromTn_> I saw you were working on your commutation issues how is that going?
[13:30:06] <CaptHindsight> PetefromTn_: how far are you from Georgia?
[13:30:16] <PetefromTn_> not far. like maybe an hour?
[13:30:17] <ssi> I can't get the damn servo drive to enable at the moment
[13:30:32] <PetefromTn_> Capt are you in Georgia?
[13:30:53] <CaptHindsight> Il WI border
[13:31:00] <PetefromTn_> Okay
[13:31:08] <ssi> CaptHindsight: you should come up to oshkosh
[13:31:16] <ssi> I'm probably gonna be there a couple days this year
[13:31:30] <CaptHindsight> ssi: used to, will you be there this year?
[13:31:36] <CaptHindsight> ah
[13:31:38] <PetefromTn_> I got my paypal transferred to my bank as soon as it clears the bank I will be ordering my spindle drive and hopefully an axis/motor combo or two..
[13:32:35] <ssi> for the lathe?
[13:32:43] <PetefromTn_> yeah
[13:32:50] <ssi> excellent
[13:32:51] <PetefromTn_> been working on it quite a bit lately
[13:33:00] <PetefromTn_> paint is taking forever LOL
[13:34:43] <CaptHindsight> ssi: we often still drive to a supper club on the other side of Lake Winnebago, 2.5 hours
[13:35:07] <ssi> the RV builder guys have a tradition of going to the Black Otter supper club up in appleton
[13:36:26] <CaptHindsight> this is near Elkhart Lake (Road America)
[13:36:43] <Connor> PetefromTn_: Yea, I need to get my mill put back together.. we still have some milling on it to do before I can finish installing the ball screws.
[13:36:54] <Connor> PetefromTn_: You near the Train derailment ?
[13:37:05] <Connor> err fire..
[13:41:59] <PetefromTn_> yeah but not close enough to worry about anything. maybe a couple miles
[13:48:20] <PetefromTn_> Connor you know what I said man whenever you want to work on the machines let me know...
[13:48:43] <Connor> Yea man, Just a matter of getting the time, and desire to get to it..
[13:54:48] <PetefromTn_> understand
[13:55:06] <PetefromTn_> your wife doing any better with the clean house now?
[13:56:33] <zeeshan-laptop> :D
[13:57:34] <zeeshan-laptop> if anyone ever does pressure control
[13:57:36] <zeeshan-laptop> add a needle valve!
[13:57:40] <zeeshan-laptop> to dampen the pulses
[13:57:42] <zeeshan-laptop> it REALLY works well
[13:57:45] <ssi> lol
[13:58:15] <zeeshan-laptop> i can hold pressure within 0.04 psi
[13:58:23] <zeeshan-laptop> before it was .15
[13:59:28] <zeeshan-laptop> http://i.imgur.com/nDb7mJc.png
[14:01:31] <ssi> bad link
[14:01:51] <zeeshan-laptop> http://i.imgur.com/X0YJE1f.png
[14:02:00] <zeeshan-laptop> im trying to tune out the fluctuations more
[14:02:04] <zeeshan-laptop> ssi i dont get something
[14:02:04] <ssi> looks good
[14:02:08] <zeeshan-laptop> how come i dont need any i or d ?
[14:02:22] <zeeshan-laptop> like in all the damn books and papers i read online
[14:02:29] <zeeshan-laptop> they say with p youll never hit your target set point
[14:02:31] <PetefromTn_> Kids are watching the Goonies in the family room and I get to watch it while I am machining...WIN!!
[14:02:41] <zeeshan-laptop> PetefromTn_: how old are they??
[14:02:46] <ssi> you haven't hit your setpoint
[14:02:49] <ssi> you're oscillating around it
[14:02:57] <PetefromTn_> 12 and 8
[14:03:51] <zeeshan-laptop> so that means
[14:03:55] <zeeshan-laptop> i need to decrease kp
[14:03:59] <ssi> yep
[14:04:01] <zeeshan-laptop> and start giving more ki
[14:04:12] <ssi> decrease kp til the oscillation stops
[14:04:20] <ssi> if you end up with a steady-state error you'll need a tad of ki
[14:04:44] <zeeshan-laptop> i have a small air leak
[14:04:51] <zeeshan-laptop> which i think is also causing some issue
[14:04:59] <zeeshan-laptop> like say if i hit 3 psi
[14:05:08] <zeeshan-laptop> and have no control and close the chamber
[14:05:17] <zeeshan-laptop> it leaks at like .01psi/s
[14:05:26] <zeeshan-laptop> its suich a small leak, i cant find it
[14:05:35] <ssi> spray bottle with soapy water
[14:06:51] <malcom2073> Or fill it with propane and light a match
[14:08:20] <PetefromTn_> hehe
[14:10:09] <PetefromTn_> damn these bitches make some big piles of chips LOL
[14:11:07] <zeeshan-laptop> pics!
[14:11:16] <zeeshan-laptop> PetefromTn_: they are a good age
[14:11:22] <zeeshan-laptop> to not do something dumb like set themself on fire :)
[14:11:33] <ssi> you're never too old to do dumb stuff
[14:11:36] <zeeshan-laptop> rofl
[14:11:44] * zeeshan-laptop looks at ssi
[14:11:46] * zeeshan-laptop looks at self
[14:11:50] <zeeshan-laptop> good point
[14:12:07] <zeeshan-laptop> i think the only perfect person is mr pcw
[14:12:14] <zeeshan-laptop> he's in some next dimension
[14:13:07] <PetefromTn_> I make it a point to do something really stupid about every day...
[14:13:33] <zeeshan-laptop> dude
[14:13:38] <zeeshan-laptop> have you seen nycnc's vise lately?
[14:13:44] <zeeshan-laptop> this guys milled it out like no tomorrow
[14:13:45] <zeeshan-laptop> lol
[14:14:16] <PetefromTn_> who?
[14:14:22] <zeeshan-laptop> youtuber
[14:14:25] <zeeshan-laptop> nyc cnc?
[14:14:31] <zeeshan-laptop> john
[14:14:31] <_methods> he killed his vise?
[14:14:38] <zeeshan-laptop> lol he doesnt talk about it
[14:14:43] <zeeshan-laptop> but you can see in his videos
[14:14:49] <zeeshan-laptop> his vise has been milled out pretty badly
[14:14:50] <zeeshan-laptop> lol
[14:14:53] <_methods> yeah good way to get fired in a real shop
[14:15:13] <PetefromTn_> http://i.imgur.com/EauOKSg.jpg
[14:15:24] <zeeshan-laptop> nice pete
[14:15:27] <zeeshan-laptop> youre takig some deep cuts
[14:15:31] <zeeshan-laptop> nice long chips
[14:15:51] <zeeshan-laptop> DO THAT ON A RF45!!!!
[14:15:52] <_methods> nice long splinters hehe
[14:15:54] <PetefromTn_> yeah but I am not really pushing it at all.... probably could double the S and F
[14:16:02] <zeeshan-laptop> what are you parameters?
[14:16:04] <zeeshan-laptop> curious
[14:16:17] <zeeshan-laptop> radial doc, axial doc, s and f
[14:16:32] <zeeshan-laptop> also are you using high speed paths?
[14:16:34] <PetefromTn_> 3/8 4 flute, 4500RPM .755 deep 20percent stepover and 40 IPM
[14:16:39] <greg__> nycnc_ i can't watch his stuff
[14:16:43] <zeeshan-laptop> holy shit dude
[14:16:58] <zeeshan-laptop> greg__: it frustrates me to watch it
[14:17:01] <zeeshan-laptop> but sometimes hes got good stuff
[14:17:48] <greg__> I was watching one of his videos maybe six months ago and could only think how does he make money machining, but he's learning
[14:18:07] <greg__> I bet he makes more from youtube
[14:18:08] <zeeshan-laptop> how he sketchesin solidworks
[14:18:12] <zeeshan-laptop> makes me frustrated
[14:18:22] <zeeshan-laptop> im glad his new videos seperate machining from cad/cam
[14:18:27] <zeeshan-laptop> cause i just watch the machining ones
[14:18:40] <PetefromTn_> LOL reming me to never make any videos
[14:18:47] <ssi> hahaha
[14:19:01] <zeeshan-laptop> i love making videos of mess ups
[14:19:04] <zeeshan-laptop> cause they are the most entertaining
[14:19:08] <zeeshan-laptop> like that plate that lifted up
[14:19:09] <zeeshan-laptop> haha
[14:19:24] <ssi> I have to mill some aluminum sheet tonight
[14:19:28] <ssi> I hate fixturing crap like that
[14:19:41] <ssi> probbaly bolt it to some 246 blocks
[14:19:56] <PetefromTn_> thin sheet?
[14:19:59] <greg__> lots of way to get things done.
[14:20:06] <ssi> might be 0.040
[14:20:12] <ssi> might be thinner
[14:20:25] <ssi> it's the left instrument panel for a c172
[14:20:39] <PetefromTn_> I usually screw it to some plywood
[14:20:39] <ssi> they welded filler plates into it and they want me to cut it out for an aspen EFIS
[14:20:52] <ssi> plywood's not a terrible idea
[14:20:59] <ssi> although it's not flat on the back
[14:21:08] <ssi> they didn't dress any of the welds
[14:21:11] <Connor> PetefromTn_: She's a bit more clear headed.. but, the pain and fatigue is still a major factor.
[14:21:14] <zeeshan-laptop> do you really need it to be flat?
[14:21:14] <greg__> that's ok mount it on the flat front?
[14:21:21] <ssi> it's not flat on either side :)
[14:21:31] <zeeshan-laptop> do you gotta mill the outer edge?
[14:21:34] <greg__> then mill the ply to celar
[14:21:35] <PetefromTn_> Damn that sucks...hopefully she improves over time...
[14:21:47] <zeeshan-laptop> http://i.imgur.com/jckfgja.png
[14:21:52] <zeeshan-laptop> ssi i decreased gain
[14:21:57] <zeeshan-laptop> but look now i got ss error
[14:22:00] <Connor> Yea.. issue is, once it's triggered, it's hard to get it to go into remission.
[14:22:05] <zeeshan-laptop> but its still got more nasty oscillations
[14:22:07] <ssi> yea
[14:22:09] <ssi> but still oscillation
[14:22:12] <ssi> what was Kp there?
[14:22:20] <zeeshan-laptop> previous image was 0.75
[14:22:22] <zeeshan-laptop> this one is 0.25
[14:23:09] <zeeshan-laptop> gonna try 0.05
[14:24:01] <PCW> is that really oscillation or just pulsation from the valve PWM?
[14:24:37] <zeeshan-laptop> what im observing is say it hits 2.5 psi
[14:24:48] <zeeshan-laptop> and then it drops 2.47 psi and then the valve clicks again
[14:25:08] <ssi> oh you have bangbang control don't you
[14:25:16] <zeeshan-laptop> kind of
[14:25:21] <ssi> so you're seeing the hysteresis basically
[14:25:23] <zeeshan-laptop> im adjust pulse width from 30 ms to 150 ms
[14:25:33] <zeeshan-laptop> adjusting
[14:25:53] <PCW> at what update rate?
[14:25:58] <zeeshan-laptop> 150ms
[14:26:54] <zeeshan-laptop> i chose 150 ms, because i make 150ms = 100% duty
[14:27:04] <zeeshan-laptop> and 30 ms 0%
[14:27:10] <PCW> I would try connecting the sensor further from you valves (maybe at the chamber itself)
[14:27:44] <zeeshan-laptop> i cant do it at the chamber itself
[14:27:45] <zeeshan-laptop> cause its too hot
[14:27:56] <zeeshan-laptop> that is why i got that big spool of copper
[14:28:07] <PCW> tube into chamber
[14:28:31] <PCW> or put sensor at top of tube
[14:28:42] <zeeshan-laptop> you basically are saying
[14:28:56] <zeeshan-laptop> i need some volume between the solenoids and the transducer
[14:28:57] <PetefromTn_> http://i.imgur.com/cytnqKp.jpg new design part done first side
[14:29:06] <zeeshan-laptop> pete thats gorgeous!!
[14:29:09] <zeeshan-laptop> i llove those slots
[14:29:29] <PetefromTn_> thanks man.. I hope future customers feel the same way LOL
[14:30:04] <zeeshan-laptop> http://i.imgur.com/1fGiwtC.png
[14:30:10] <zeeshan-laptop> 0.05 kp
[14:30:22] <zeeshan-laptop> disgusting!!
[14:31:43] <zeeshan-laptop> PetefromTn_: if they dont feel the same . make sure you send them my way
[14:32:02] <greg__> hint as to what it is pete?
[14:32:03] <zeeshan-laptop> so i can back hand them square in the cheek
[14:32:25] <PetefromTn_> its just a clamp greg..
[14:32:30] <PetefromTn_> half of one anyways
[14:32:33] <greg__> fancy clmap
[14:32:42] <PetefromTn_> I try ;)
[14:33:33] <Connor> zeeshan-laptop: What are you doing ?
[14:33:45] <greg__> and succeeded
[14:34:11] <PetefromTn_> he's attempting what they did in wierd science :D
[14:34:33] <zeeshan-laptop> Connor: not cnc related, but watch
https://www.youtube.com/watch?v=xN-1Rv3BBxY
[14:34:35] <zeeshan-laptop> if interested
[14:34:43] <zeeshan-laptop> to get an idea of what im trying to do
[14:34:45] <PetefromTn_> greg__ Thanks man I need to make the parts look good so they sell of course and it is not easy to come up with good designs
[14:35:01] <PetefromTn_> is there a barbie doll involved?
[14:35:49] <greg__> yeah, that's the hard part. design for form, function, and producibility it's not easy to do it all
[14:36:02] <zeeshan-laptop> guys i dont get this at all
[14:36:06] <zeeshan-laptop> i increased kp to 1.75
[14:36:08] <zeeshan-laptop> and look at this.
[14:36:21] <Connor> zeeshan-laptop: Is this in regard to trying to configure the experiment, or results from said experiment ?
[14:36:46] <PetefromTn_> greg__ indeed... I actually make and several several different products on ebay that sell at least reasonably well...
[14:36:50] <zeeshan-laptop> http://i.imgur.com/TUF8M1X.png
[14:36:52] <zeeshan-laptop> my god
[14:36:54] <zeeshan-laptop> this is so much better
[14:36:56] <zeeshan-laptop> what is going on here
[14:37:20] <zeeshan-laptop> Connor: its about some of the experiments im conducting and the hardware involved in doing so
[14:37:26] <zeeshan-laptop> one aspect of it is pressure control
[14:37:41] <greg__> cool. I've been designing some stuff it's time to build some protoypes and test
[14:37:57] <PetefromTn_> get er done son!
[14:38:32] <zeeshan-laptop> i really need to understand why the hell more kp seems to make it nicer
[14:40:13] <PCW> probably because what you are seeing is not oscillation but some other phenomena, that more gain fixes
[14:41:09] <zeeshan-laptop> but the books say that i should still have steady state error
[14:41:13] <zeeshan-laptop> where is it
[14:42:01] <PCW> well a steady state error inversely proportional to P
[14:43:19] <PCW> Actually on a first order control like this, there is no steady state error
[14:43:40] <PetefromTn_> Wife wants to see Alice in Chains again this time in Nashville.... Gotta find me some damn tickets!!
[14:44:41] <zeeshan-laptop> how is this first order?
[14:44:51] <PCW> because you are adjusting the _rate_ of pressure change based on the pressure error
[14:44:56] <zeeshan-laptop> oh
[14:45:35] <PCW> just like a velocity mode servo, no integral term is needed in the position loop
[14:46:24] <zeeshan-laptop> because you are controlling the rate of change of velocity (acceleration) based on velocity error?
[14:47:50] <PCW> well 1 derivative back... you are controlling position based on position error with a velocity command
[14:48:34] <FinboySlick> PetefromTn_: Beautiful finish on that clamp but is there a reason for the chamfer being so pronounced?
[14:48:45] <zeeshan-laptop> pcw i just know that you know this stuff really well :P
[14:48:52] <zeeshan-laptop> impressive
[14:48:53] <PetefromTn_> just flashy I guess
[14:49:09] <FinboySlick> From a purely aesthetic point of view, I'd halve it.
[14:49:12] <PetefromTn_> makes me smile
[14:49:14] <PCW> (so integration is built in, any static position error will result in a velocity command to reduce that error)
[14:49:21] <Connor> PetefromTn_: What sort of clamp is it ?
[14:49:33] <PetefromTn_> an aluminum one :P
[14:49:46] <PCW> a fancy aluminum one
[14:49:50] <Connor> *smake*
[14:49:57] <PetefromTn_> it is for a remote resorvoir shock absorber
[14:50:49] <Connor> okay.. interesting..
[14:50:51] <PetefromTn_> Sitting here watching the big dog eat... BEAUTIFUL
[14:52:15] <FinboySlick> Though if you have a radius tool of that size, it would look beautiful.
[14:52:25] <FinboySlick> Well, more beautiful than it already is ;)
[14:52:49] <PetefromTn_> I found a local guy who is disabled. He does recycling of metals to help pay for his needs and he said he would come pick up my chips, get it recycled and give me half the money back..
[14:53:14] <PetefromTn_> I am thinking I will just let him have it maybe for free....
[14:53:29] <PetefromTn_> saves me from having to haul the shit off myself...
[14:53:58] <PetefromTn_> FinboySlick I actually have a radius tool but it is too small a radius for this...
[14:54:27] <PetefromTn_> besides I kinda like it the way it is and these are already sold so apparently other people like it too hehe
[14:55:06] <greg__> is utv a good market these days? seems like all markets have so many players. I don't know how people break in ro stand out.
[14:55:08] <FinboySlick> Sure thing. It was an appreciative critique.
[14:55:47] <PetefromTn_> and it was appreciated ;)
[14:56:16] <PetefromTn_> greg__ what kind of machines do you have?
[14:56:42] <greg__> small nothing serious at this point
[14:57:04] <greg__> I need to move for that to happen
[14:57:10] <PetefromTn_> hell I started out with a home retrofit RF45
[14:58:25] <PetefromTn_> I would LOVE one of those automated coolant nozzles like Connor was talking about...
[14:58:45] <FinboySlick> greg__: If people like what you do and the price is right, they'll buy it, I think. The fact that a part was made just for them is a pretty good 'added value' for a lot of folks.
[14:59:14] <Connor> PetefromTn_: Yea, those things were neat.
[14:59:27] <PetefromTn_> any progress on that?
[14:59:34] <Connor> I don't think it would be that hard to make one.
[14:59:45] <greg__> Right, that's why i brought home the Emco PC Mill 125. it fits in the garage and will be big enough for my parts. it has a 10 tool turret.
[15:00:02] <Connor> Short of getting 90 degree swivel fittings.. no.
[15:00:05] <PetefromTn_> Once my toolchanger is alive that is about the only thing that will keep me from completely walking away from the machine while it runs...
[15:01:29] <greg__> I do some prototyping on what I have. Clausing 10" lathe and my old cnc frankenmill
[15:02:31] <PetefromTn_> LOL Frankenmill
[15:03:08] <PetefromTn_> finally got around to programming my facemill/flycutter into all my programs. Dunno why I took so long to do that.....
[15:03:40] <greg__> FinboySlick, yeah a lot of pleople seem to start making their own stuff and talking about it on a forum or locally.
[15:04:18] <greg__> it really is.
http://www.dieselrc.com/x/temp/other.html
[15:04:59] <PetefromTn_> neat what are those bases made from?
[15:05:31] <greg__> slides are made by Aerotech
[15:05:43] <greg__> I bought them complete off ebay
[15:06:02] <PetefromTn_> no the cast iron bits?
[15:06:39] <Tom_itx> PetefromTn_, those chamfers look like they're getting close to the edge now
[15:06:51] <Tom_itx> maybe gonna start getting sharp
[15:06:52] <PetefromTn_> They are right on the edge on purpose
[15:06:59] <greg__> Oh, the base is actually quartz counter top a friend made i reall should have doubled it, and the column is tensioned concrete
[15:07:27] <PetefromTn_> Ok
[15:07:40] <Tom_itx> PetefromTn_, separate the chips and solid waste and sell them. it adds up quick
[15:08:10] <greg__> then i made this spindle a few years ago
https://www.youtube.com/watch?v=fGrITuuTZtQ Should have made it with an iso 20 taper and some kind of drawbar.
[15:08:36] <greg__> no quickchage tooling is a pain
[15:08:38] <PetefromTn_> Tom_itx I know man I have garbage bags full of the stuff already over here LOL
[15:08:44] <Tom_itx> PetefromTn_, 3rd one in from the left looks like it's getting sharp
[15:09:01] <Tom_itx> get some 55gal cans
[15:09:49] <PetefromTn_> I know like I said that was on purpose. I deburr everything before it gets anodized here...
[15:09:57] <Tom_itx> ok
[15:10:01] <Tom_itx> just checking :D
[15:10:06] <PetefromTn_> I thought about some of those plastic rain buckets
[15:10:09] <greg__> I'm looking at RC hobby parts. you really have to have something unique, the market is so flooded
[15:10:11] <Tom_itx> you get more for the scrap if it's separated
[15:10:40] <PetefromTn_> sure I MOSTLY do aluminum so that is not a big deal but lately I have done steel, stainless, and even a bunch of cast iron
[15:11:02] <Tom_itx> well you definitely don't wanna mix the metals
[15:11:14] <Tom_itx> but separate chips from solid for more cash back
[15:11:24] <PetefromTn_> greg__ You don't have to be that unique, you can take an existing design and change it to make it your own and sell it at a slight discount..
[15:12:07] <PetefromTn_> yeah I know but the last couple times I did not clean out the machine before I switched materials so I am screwd
[15:12:14] <Tom_itx> at one place we had 2 huge spinners to separate the oil from the chips
[15:12:33] <greg__> of course, but the import products already do that
[15:12:33] <Tom_itx> PetefromTn_, no just put that in the steel pile
[15:12:40] <rob_h> non of us like cleaning out the machines ... but we all love making the chips ;)
[15:12:45] <Tom_itx> you don't get anything for that anyway
[15:13:02] <PetefromTn_> I know right.... cleaning chips BITES
[15:13:09] <greg__> there are even chinese copies of chinese copies in the market.
[15:13:12] <PetefromTn_> and I am making a helluva lot of em lately
[15:13:23] <PetefromTn_> greg__ Sure
[15:13:37] <Tom_itx> eventually we had enough machines, we just ran aluminum on some and steel on others
[15:13:41] <greg__> I'll stat somehwere
[15:13:43] <greg__> start
[15:13:47] <PetefromTn_> I have honestly made several items that I thought would sell like hotcakes and did not sell for shit...
[15:14:27] <FinboySlick> greg__: How did you ensure squareness on your concrete column? Precision surfaces in the mould itself? Or did you adjust for it later on?
[15:14:39] <PetefromTn_> and I have made products that I thought were so so and they are in demand... go figure
[15:15:02] <rob_h> the coustomer always knows best rember
[15:15:12] <PetefromTn_> damn customers :D
[15:15:34] <Tom_itx> you should start making setup sheets too
[15:15:44] <Tom_itx> so you can keep track of the ones that are ready to go
[15:15:58] <PetefromTn_> what do you mean ready to go
[15:16:16] <PetefromTn_> programs?
[15:16:18] <greg__> I machined the pads to mount the Z axis after it was together one of those pictures shows this. I ended up shimming to get it perfect.
[15:16:19] <PetefromTn_> or parts?
[15:16:30] <Tom_itx> already programmed with whatever fixtures you use for them along with the tool list and any loading instructions
[15:16:48] <PetefromTn_> Oh I do that all in the program... I mark my fixtures etc. etc.
[15:17:15] <Tom_itx> we kept a setup sheet in the file along with the blueprint that came from vendor
[15:17:20] <PetefromTn_> I didn't USED To do that and it bit me in the ass a couple times...had to go back and do some serious head scratching wondering what the hell I did and with what tooling...
[15:17:50] <Tom_itx> then you can look back and see if there were any revs to the print as well
[15:18:07] <PetefromTn_> I swear if I could get this damn toolchanger working this machine would be the SWEETNESS!!
[15:18:10] <Tom_itx> ECO
[15:18:20] <Tom_itx> Engineering Change Order
[15:18:44] <Tom_itx> nobody's gonna do it for ya
[15:18:53] <FinboySlick> greg__: I've pondered a concrete (or granite + epoxy) based and columned machine.
[15:18:53] <Tom_itx> andyp wrote a comp for it
[15:19:17] <PetefromTn_> honestly most of the parts I make that are not of my own design for customers are all programmed by me because nobody else is gonna do it so I have a lot of control here just not enough hands...
[15:19:26] <PetefromTn_> Yeah man I know...
[15:19:30] <Connor> I have the code for the changer.. we just had issues with spindle orientation..
[15:19:34] <PetefromTn_> I am a slow lazy ass loser sometimes..
[15:20:08] <Tom_itx> i'm just looking back on how my bud started and how he ended up and the changes he made along the way
[15:20:17] <greg__> I had no way of welding or machining a welded base so this method worked. The machine has paid for itself sereval times over at this point.
[15:21:06] <PetefromTn_> My friend brought me some drawings for some die mold parts and DAMN were they high tolerance stuff... I almost laughed at some of it.. A lot of it MUST be ground..
[15:21:32] <Tom_itx> before or after heat treat? :D
[15:21:39] <PetefromTn_> LOL no idea man...
[15:21:45] <PetefromTn_> probably not gonna even try it..
[15:21:52] <Tom_itx> awww
[15:22:16] <PetefromTn_> he said he has to grind some of it. I mean plus or minus a tenth or two tenths is above my pay grade I think....at least at this point.
[15:22:20] <Tom_itx> ground and polished etc
[15:22:22] <Tom_itx> and hardened
[15:23:17] <PetefromTn_> I have done several 5 tenths parts and they were okay apparently
[15:23:31] <PetefromTn_> at least they did not call screaming at me
[15:23:33] <Tom_itx> i did a bunch of non critical dies measured from mylars for stamping noncritical airframe parts
[15:23:46] <Tom_itx> and a bunch of hydroblocks
[15:24:11] <PetefromTn_> this was all D2
[15:24:38] <Tom_itx> we hand flame hardened the edges on those
[15:25:09] <PetefromTn_> sounds like a beotch part
[15:25:20] <Tom_itx> not really
[15:25:34] <Tom_itx> then cork was inserted to release the stamped part
[15:25:43] <PetefromTn_> my wife called and said that there is some BLACK NASTY smoke coming from the train wreck area..
[15:26:19] <PetefromTn_> I can't wait to get the lathe working I want to make some dimple dies for myself.....and a Chess set LOL
[15:27:25] <Tom_itx> cut your chess set when you get your new 5 axis
[15:27:26] <PetefromTn_> The race shop guys want some Titanium turned parts too
[15:27:44] <PetefromTn_> I would not even know where to begin with a 5 axis even if I had one...
[15:27:49] <Tom_itx> slow constant feed for Ti
[15:27:52] <PetefromTn_> I am lucky I can make the stuff I already make
[15:28:02] <PetefromTn_> CSS FTW!!
[15:28:52] <PetefromTn_> Can't wait to get my deburring wheel. Gonna play with some finishes with that and anodizing..
[15:29:34] <Tom_itx> get a vibratumbler too
[15:30:04] <rob_h> i was just looking at a 6 axis Miyano lathe today.. not sure to buy or not
[15:30:10] <Tom_itx> he had a tabletop one and one about the size of a 20gal barrel
[15:30:39] <PetefromTn_> I was thinking of trying to build one..
[15:31:03] <PetefromTn_> just an eccentric on a motor and a spring loaded steel trough or something
[15:31:15] <PetefromTn_> rob_h DOIT!!
[15:31:25] <PetefromTn_> You guys got all the cool toys....
[15:31:26] <rob_h> lol
[15:31:44] <rob_h> they are cool untill they demand attention
[15:31:48] <PetefromTn_> I am here with my little 20x20x20 Cinci
[15:32:36] <FinboySlick> PetefromTn_: Stop complaining or I'll trade you my Syil.
[15:32:49] <PetefromTn_> do you have a lathe?
[15:33:01] <FinboySlick> A manual Sherline.
[15:33:10] <PetefromTn_> then you are one up on me heh
[15:33:10] <Tom_itx> every respectable shop has a manual lathe!!!
[15:33:21] <PetefromTn_> Tom_itx That hurts man..
[15:33:26] <Tom_itx> hahha
[15:33:32] <PetefromTn_> ;)
[15:33:51] <_methods> hahah
[15:34:01] <_methods> latheless
[15:34:06] * Tom_itx hi fives _methods
[15:34:19] <PetefromTn_> that is ALMOST like dickless huh or brainless
[15:34:22] * _methods feels guilty for making fun of the latheless
[15:34:39] <PetefromTn_> just as bad really
[15:34:45] <_methods> hehe
[15:35:05] <_methods> i don't know how this happened baby
[15:35:08] <PetefromTn_> I gotta get this lathe going here soon
[15:35:13] <_methods> it's never happened before
[15:35:17] <FinboySlick> Now now, the politically correct term is circular machining challenged.
[15:35:34] <PetefromTn_> just plain old challenged sigh
[15:35:35] <_methods> hahah
[15:35:44] <_methods> you should turn this around PetefromTn_
[15:35:55] <_methods> i don't need a lathe it's like the nascar of machine tools
[15:35:56] <PetefromTn_> tryin' to
[15:36:03] <_methods> all it does is go in circles
[15:36:18] <PetefromTn_> yeah but it makes real pretty accurate circles.....
[15:36:30] <rob_h> depends how good ur bearings are
[15:36:38] <_methods> hahah
[15:36:41] <Tom_itx> i'll tell you, the nascar shops are like clean rooms
[15:37:06] <PetefromTn_> probably because all they do is turn left so there is not much work to do
[15:37:10] <_methods> yeah every "nascar" machinist that's even been hired at any shop i worked at got fired in like 2 weeks
[15:37:54] <rob_h> but dont they like have a machine just to make 1 part on thats all it does all its life
[15:40:15] <FinboySlick> _methods: 2 weeks is a pretty good retention rate for a guy who only runs around the shop.
[15:40:59] <PetefromTn_> 9 down twenty to go on this side...
[15:41:08] <Connor> 9 what ?
[15:41:13] <PetefromTn_> parts
[15:41:18] <Connor> Oh.
[15:41:19] <Tom_itx> hope they pass quality control
[15:41:32] <PetefromTn_> well ya just never know man ;)
[15:41:43] <PetefromTn_> do they look that bad to you?
[15:41:55] <Tom_itx> i didn't see the print
[15:42:03] <Tom_itx> they look fine to me
[15:42:07] <PetefromTn_> what print?
[15:42:08] <FinboySlick> Tom_itx: You're so mean to PetefromTn_... Don't you know he's roational-machining impaired?
[15:42:16] <Tom_itx> but i've see parts tlat look fine but were out of spec
[15:42:25] <PetefromTn_> impaired in more ways than one
[15:42:43] <PetefromTn_> Oh hell yeah made lots of those YIKES!!
[15:42:57] <Tom_itx> aww gee i didn't know
[15:43:31] <PetefromTn_> seriously these parts are almost purely aesthetic just the arc is important
[15:43:39] <FinboySlick> greg__: Your X/Y stage looks pretty darn beefy.
[15:45:40] <Tom_itx> i'd like to know what the heck happened to danimal
[15:46:00] <PetefromTn_> who?
[15:46:10] <Tom_itx> he made bike parts
[15:46:15] <Tom_itx> sprockets etc
[15:46:35] <Tom_itx> maybe before you arrived here
[15:46:38] <PetefromTn_> never made a sprocket..
[15:46:47] <PetefromTn_> doubt it would be all that hard
[15:46:54] <Tom_itx> i wrote a macro on my cad to generate them
[15:47:08] <PetefromTn_> do you 3d mill the clearance areas
[15:47:32] <Tom_itx> ?
[15:47:42] <Tom_itx> i think he turned them first
[15:47:47] <Tom_itx> from Ti
[15:48:12] <PetefromTn_> http://www.ebay.com/itm/Dirt-Bike-Sprocket-Rethal-Off-Road-Rear-Sprocket-189U-420-55T-/361330686349?hash=item5420fcb98d&vxp=mtr
[15:48:13] <Tom_itx> i can't recall
[15:48:26] <PetefromTn_> in between the teeth that is not the profile cut
[15:49:03] <Tom_itx> i have no idea how or if he did that
[15:49:04] <PetefromTn_> ti sprockets nice...
[15:49:15] <PetefromTn_> Does not appear to be much money in them tho...
[15:50:37] <PetefromTn_> I need to fab up some little roller stands the height of my bandsaw...
[15:50:56] <PetefromTn_> this paint can on top of the cooler on top of the cardboard is just not cutting it LOL
[15:51:56] <Tom_itx> yep, made one of those for my table saw
[15:51:58] <FinboySlick> PetefromTn_: No cool beer when you cut is indeed unacceptable.
[15:52:22] <PetefromTn_> indeed
[15:52:48] <PetefromTn_> sometimes I get creative with my jackstands but they fall over too easily when the piece is 12' long
[16:06:55] <PetefromTn_> Oh hell just received the little micro USB connectors I ordered for my kids Samsung Tablets..... Now they are gonna expect daddy to perform and get them installed and working.....TRANSLATION: I'm SCREWED!!
[16:09:45] <Tom_itx> hah
[16:10:11] <PetefromTn_> you think thats funny dontcha
[16:10:30] <Tom_itx> no, i know how compact some electronics are
[16:10:42] <SpeedEvil> It may be easier to desolder and solder the flash :)
[16:10:47] <Tom_itx> just don't pull the traces
[16:10:48] <SpeedEvil> On another tab
[16:11:01] <PetefromTn_> this is the one I was talking about the other day that has a surface mount connector I gotta desolder etc etc.
[16:11:41] <PetefromTn_> probably have about as much chance of making this work as I do getting my toolchanger working hehe
[16:14:43] <greg__> FinboySlick, yes XY is adequate. 12" travels.
http://www.ebay.com/itm/BIG-precision-optical-linear-stage-12-48-Heidenhane-/280293398019
[16:15:26] <greg__> that price is insane, i paid 550 for both x and y. The smaller 6" version is too light for this spindle.
[16:16:05] <greg__> mine don't have the linear encoder
[16:17:47] <PetefromTn_> jeez man for that much money you could buy a decent used VMC almost LOL
[16:19:52] <FinboySlick> Is that a linear encoder under that slide?
[16:19:58] <skunksleep> Almost... Dads matsuura was around 2k
[16:20:14] <PetefromTn_> my Cinci was $1300
[16:20:41] <skunksleep> Good deal!
[16:20:50] <PetefromTn_> so far hehe
[16:22:18] <greg__> the heidenhain bit
[16:22:43] <greg__> if I had the space and a product ready to go i'd go look at this
http://chicago.craigslist.org/nwc/hvd/5082815724.html
[16:24:15] <PetefromTn_> nice swingarm and side mount
[16:24:21] <FinboySlick> greg__: I thought Kia was Hyundai's low end. Do they have a low-end on VMCs too?
[16:24:37] <PetefromTn_> hyundai kia makes a decent machine
[16:24:48] <PetefromTn_> they had one in a local shop that sadly went under
[16:24:55] <PetefromTn_> it was thier best machine according to them
[16:25:26] <PetefromTn_> theirs was rather huge too I don't recall the travles tho
[16:25:28] <FinboySlick> Korea does have some pretty high quality engineering.
[16:25:46] <FinboySlick> I'm just surprised they used the Kia label instead of the Hyundai one.
[16:26:08] <FinboySlick> Hyundai makes ships and cranes and big heavy awesome stuff.
[16:26:11] <PetefromTn_> http://www.nytimes.com/2015/07/02/travel/a-50-dollar-day-in-knoxville-tennessee.html interesting read...might have to check out some of those places..
[16:26:13] <greg__> no idea, but the cheapest Haas minimill is 20k around hear or anywhere best I can tell
[16:26:23] <greg__> here
[16:26:31] <PetefromTn_> and that kia would probably kick its ass
[16:27:15] <PetefromTn_> ya know I damn near bought a Brother drill and tap center instead of a traditional VMC.... some of those are amazingly quick and powerful enough for most milling ops
[16:27:50] <greg__> yeah, those are the hot ones even used.
[16:27:54] <PetefromTn_> nice small footprint too
[16:27:56] <FinboySlick> Specs on that Kia are impressive.
[16:28:13] <FinboySlick> I'd expect a tad more travel mind you.
[16:28:17] <PetefromTn_> they go pretty cheap on ebay
[16:28:32] <PetefromTn_> and if you are planning to retrofit would be an easy one I think
[16:29:20] <PetefromTn_> had a guy from Texas that was upgrading to newer models wanted to sell me a pair of them. I ALMOST packed up the truck but I got cold feet LOL
[16:29:24] <greg__> they are cheap if they have the brother control which would need a retrofit
[16:30:26] <PetefromTn_> sure
[16:30:51] <PetefromTn_> from what I understand the toolchanger is dead simple on them.
[16:33:12] <greg__> I think I saw a linuxcnc retrofit somehwere, but I'm not sure the guy finished it.
[16:34:27] <greg__> I think it's a lot like the turret on the emco mechanically. The emco actually uses the spindle motor to swivel the turret.
[16:34:38] <PetefromTn_> there are a few mach3 (cough) retrofits of them
[16:36:48] <PetefromTn_> https://www.youtube.com/watch?v=DIUv2VeTOUw
[16:39:18] <PetefromTn_> Hey I've got a bigass chunk of aluminum like that here HHhhmmmmmm
[16:40:48] <PetefromTn_> a lot of those are apparenlty 30 taper but I think they make up for it in outright speed
[16:46:49] <greg__> if you have the fast spindle. I like that guy's cam grinder
[17:30:45] <Deejay> gn8
[18:16:47] <JT-Shop> zeeshan, make me a governer for my `56 Ferguson F40 tractor... I've been trying to get the mechanical one working for 2 decades lol
[18:18:22] <JT-Shop> lets see if this $60 Bontrager tire will hold up to my poor riding skills and too much gravitational attraction
[18:31:27] <Tom_itx> what caused the last 2 flats?
[18:33:56] <JT-Shop> the first flat must have damaged the cord so after a while the tube poked out like a hernia and pops
[18:33:59] <JT-Shop> poped
[18:34:01] <JT-Shop> popped
[18:34:43] <Tom_itx> sharp rocks on the trail?
[18:35:40] <JT-Shop> in some areas lots of sharp things
[18:39:07] <Topy44> hi
[18:39:31] <Topy44> seeing as a lot of people work with metal here allow me to ask a non linuxcnc related question...
[18:39:44] <Topy44> i am helping a friend with her rusty old van
[18:39:57] <JT-Shop> we just ask the question not for permission to ask
[18:40:29] <Topy44> it was a rethorical request :)
[18:40:42] <Topy44> i opened up a hollow area and there is rust on the back
[18:41:26] <Topy44> sorry, having trouble exlplaining it... anyway, there is a rust hole towards another inaccessible hollow section
[18:41:40] <Topy44> i want to clear it out as well as possible and weld in some new metal
[18:42:05] <Topy44> the problem is that the area is too deep and too small to get in with any kind of rotary tool or such to get rid of the rust
[18:42:13] <Topy44> and if course i can't exactly weld to rust...
[18:42:59] <SpeedEvil> You can, you use special rust rods, and it puts down a solid nonporous coating of rust.
[18:43:01] <Topy44> also since the hole is towards an inaccessible area i can't sandblast it (also i don't have sandblasting equipment, though thats not the issue)
[18:43:07] <Topy44> heh
[18:43:39] <JT-Shop> yea iron oxide rods
[18:43:49] <JT-Shop> can you flush it out?
[18:44:22] <Topy44> i guess i could, since there is a drain hole in the inaccessible structure behind the hole
[18:44:22] <JT-Shop> HCL will dissolve the rust but you better neutralize it after
[18:44:46] <Topy44> i wouldn't want to use something that has to be entirely flushed out, but something that could be chemically neutralized might work
[18:45:03] <JT-Shop> but if it is rusty sheet metal there may not be any metal left to weld to
[18:45:43] <Topy44> there is, i cleaned up the parts i could reach and got down to a reasonably thick amount of remaining metal
[18:45:59] <Topy44> hm, HCL... i was consiering phosphoric acid
[18:46:16] <Topy44> i know there are special rost removal products sold that are essentially just a phosphoric acid solution
[18:58:13] <JT-Shop> dang I need a new crankset for the mountain bike... must be a zillion to pick from
[19:00:51] <Tom_itx> sealed pack?
[19:02:44] <JT-Shop> the only thing I can find is the crankset not the chain rings which is all I need
[19:03:01] <Tom_itx> find danimal
[19:03:06] <Tom_itx> he'd fix you right up
[19:03:12] <JT-Shop> dang teeth are all chipped up and broken off like it is from wayne county
[19:03:26] <JT-Shop> he makes them for single speed bikes
[19:03:32] <Tom_itx> oh
[19:05:38] <Tom_itx> PCW, is U3 on the 7i90 a 3.3v reg?
[19:05:42] <Tom_itx> seems it's ok
[19:07:53] <Tom_itx> which chips do you think were affected by the surge? i'm sure something is shorted... the 7805 i'm testing with gets quite warm
[19:12:27] <Valen> question for the people with the knowing of stuff, if I have 2 steel I-Beams, one of mild steel and one of a high tensile steel, both with the same modulus, they will both deflect the same amount with the same (small) load?
[19:14:45] <CaptHindsight> danimal discappeared
[19:15:14] <CaptHindsight> had a great anodize setup to copy as well
[19:15:25] <Tom_itx> that he did
[19:15:45] <CaptHindsight> shoudah saved the pics
[19:16:06] <Tom_itx> i wonder...
[19:19:59] <os1r1s> I have a nice anodize setup that I never use
[19:21:12] <zeeshan-laptop> valen yes
[19:21:21] <zeeshan-laptop> since steel has a modulus of elasticity of 200GPa
[19:21:36] <zeeshan-laptop> the alloy wont change that
[19:21:38] <os1r1s> CaptHindsight:
http://os1r1s.com/?p=984
[19:21:44] <zeeshan-laptop> (it does but its a very very small amount)
[19:24:22] <Valen> so the short version is so high tensile beams are going to bend a lot more before they break?
[19:24:51] <zeeshan-laptop> id expect it the other way around
[19:24:59] <zeeshan-laptop> the stronger the yield strength of a beam
[19:25:04] <zeeshan-laptop> the less ductile it will be
[19:25:22] <Valen> IE a mild steel beam will snap/yield at say 2" of deflection at a load of X, but a high tensile one would snap/bend at 4" with a load of 2x
[19:25:24] <Valen> (say)
[19:25:50] <zeeshan-laptop> no
[19:25:51] <zeeshan-laptop> other way around
[19:26:15] <Valen> but you just said they deflect the same amount with the same load
[19:26:30] <zeeshan-laptop> yes
[19:26:39] <zeeshan-laptop> but keeping all geometry same
[19:26:50] <Valen> so with a load of X, and the same geometry for everything
[19:26:57] <Tom_itx> http://www1.homebrewedcomponents.com/?kw=
[19:27:02] <Tom_itx> his site is still up
[19:27:02] <Valen> supported at two ends, load in the middle
[19:27:05] <zeeshan-laptop> oh ithink i know what is going on here
[19:27:16] <Tom_itx> store site that is
[19:27:24] <zeeshan-laptop> for some reason i was thinking you were talking about elastic area of the beam only
[19:27:37] <Valen> I was initally
[19:27:38] <zeeshan-laptop> if youre actually taking it to failure, you gotta consider the plastic deformation too
[19:27:53] <zeeshan-laptop> both will bend the same amount in the elastic region
[19:28:08] <zeeshan-laptop> but the high tensile beam will bend less in the plastic region
[19:28:17] <zeeshan-laptop> but be able to support a lot more load
[19:28:27] <Tom_itx> mmm maybe not
[19:29:17] <Tom_itx> !seen danimal
[19:29:17] <the_wench> last seen in 2011-02-17 00:01:29, seems to have quit or joined and I dont have a message
[19:30:40] <Valen> hmm, so I'm missing something there then
[19:31:46] <zeeshan-laptop> ??
[19:31:47] <Valen> could you walk me through what happens as you bend the two beams
[19:32:05] <zeeshan-laptop> have you studied stress vs strain curves
[19:32:18] <Valen> I have *looked* at them ;->
[19:32:32] <Valen> but there is something conceptually I must be missing
[19:32:50] <zeeshan-laptop> well those relate to what youre asking
[19:33:00] <zeeshan-laptop> theres 3 things o nthere
[19:33:12] <zeeshan-laptop> elastic region, plastic region, failure point
[19:33:30] <zeeshan-laptop> instead of your beams think of an actual spring
[19:33:47] <zeeshan-laptop> when you pull it a certain amount, and release the load, it comes back to original shape
[19:34:12] <Valen> that is the vertical rise part of the graph?
[19:34:20] <Valen> up to yield?
[19:34:28] <zeeshan-laptop> if you stretch it too much you not only elastically stretched the spring, but you also plastically deformed it
[19:34:37] <zeeshan-laptop> lets look @ same stress vs strain image
[19:34:37] <zeeshan-laptop> sec
[19:34:59] <zeeshan-laptop> https://www.nde-ed.org/EducationResources/CommunityCollege/Materials/Graphics/Mechanical/Brittle-Ductile.gif
[19:35:20] <zeeshan-laptop> that linear region on the left (i think youre calling it vertical rise)
[19:35:25] <zeeshan-laptop> is the elastic region
[19:35:33] <zeeshan-laptop> the curved region is the plastic deformation region
[19:36:00] <zeeshan-laptop> notice even though the brittle material can take more stress
[19:36:07] <zeeshan-laptop> it can only do it for a small strain amount
[19:37:34] <Valen> implying said brittle thing has a higher modulus?
[19:38:47] <zeeshan-laptop> in that picture yes
[19:38:56] <zeeshan-laptop> but that isn't the same material like steel
[19:39:02] <Valen> yeah
[19:39:04] <zeeshan-laptop> i wish i could find a real graph of high strength steel
[19:39:08] <zeeshan-laptop> vs mild steel
[19:39:12] <zeeshan-laptop> i have it at home
[19:39:16] <Valen> I think that is exactly what I need to see lol
[19:39:17] <zeeshan-laptop> atlas of stress strain curves
[19:40:01] <zeeshan-laptop> http://www.pirate4x4.com/tech/billavista/PR-BV60/Materials/stress_strain%202.jpg
[19:40:04] <zeeshan-laptop> found it!
[19:40:15] <zeeshan-laptop> if you calculate the slop of those curves
[19:40:23] <zeeshan-laptop> youd find out all 4 are 200GPa
[19:40:29] <zeeshan-laptop> (aka the modulus of elasticty)
[19:40:44] <Valen> how do they have the same elasticity if the slope is different?
[19:41:05] <zeeshan-laptop> it looks exagerated in that pic
[19:41:10] <Valen> ahh
[19:41:13] <zeeshan-laptop> cause again its a nonsense no real bs
[19:41:16] <zeeshan-laptop> *non
[19:41:19] <Valen> so they would be different but by a few %
[19:41:26] <zeeshan-laptop> yea
[19:41:35] <Valen> so back to my beams
[19:41:46] <Valen> just to check my gut feel maths
[19:42:39] <Valen> the mild beam would go into plastic deformation after say 2 inches, whereas the high tensile beam would bend further (IE taking more load) before going into plastic deformation
[19:43:32] <zeeshan-laptop> lemme give you numbers so we're on the same page
[19:44:05] <zeeshan-laptop> a 2" mild steel takes 200MPa , high strength takes 500MPa
[19:44:14] <zeeshan-laptop> assuming 2" is the elastic limit for btoth materials...
[19:44:18] <Valen> I really wish we had done more engineering in my degree ;->
[19:44:18] <os1r1s> Tom_itx: You are very familiar with the mesa cards, right?
[19:44:33] <Valen> wait a sec zeeshan-la
[19:44:33] <zeeshan-laptop> at 4" mild steel would still be taking 180 MPa
[19:44:56] <zeeshan-laptop> while the high strength would have failed at 2.5" but took 600MPa
[19:44:57] <zeeshan-laptop> lol
[19:45:02] <Valen> why would the elastic limit for both materials be the same?
[19:45:03] <zeeshan-laptop> i hope that makes senes :P
[19:45:20] <zeeshan-laptop> Valen: youre right
[19:45:21] <zeeshan-laptop> its not
[19:45:28] <zeeshan-laptop> i was trying to simplfiy ;/
[19:45:43] <Valen> the elastic limit for the HT would be higher wouldn't it?
[19:45:58] <Valen> (presuming elastic limit means the point at which stuff stays bent)
[19:45:59] <zeeshan-laptop> less
[19:46:16] <zeeshan-laptop> thats exactly what it means
[19:46:22] <zeeshan-laptop> its also called yield strength
[19:46:24] <zeeshan-laptop> or tensile strength
[19:46:36] <archivist> elastic limit means the point at which stuff returns to original
[19:46:45] <zeeshan-laptop> i think if you really wanna keep this to simple terms
[19:46:52] <archivist> or starts to yield
[19:47:04] <zeeshan-laptop> keep load constant 50000Newtons
[19:47:09] <zeeshan-laptop> assuming both beams fail
[19:47:18] <zeeshan-laptop> youll see the high strength one failed after 1"
[19:47:28] <zeeshan-laptop> the mild steel failed at 3"
[19:47:49] <zeeshan-laptop> if you look at the stress strain curves
[19:47:57] <zeeshan-laptop> look at the strain at failure for both type sof materials
[19:48:50] <archivist> the end of those straight lines on the graph
[19:48:57] <Valen> oh here's a good one perhaps?
[19:48:57] <Valen> http://aluminium.matter.org.uk/content/media/images/stap-graph-stress-strain.gif
[19:49:14] <Valen> looks like actual stress/strain for various aluminiums
[19:49:35] <zeeshan-laptop> yep
[19:49:38] <zeeshan-laptop> thats what steel looks like too
[19:49:53] <archivist> failure is waaaay past the elastic limit
[19:50:01] <Valen> ok so if we compare say 6082 and 7020?
[19:50:04] <zeeshan-laptop> archivist: not really for brittle materials!
[19:50:05] <zeeshan-laptop> :D
[19:50:27] <zeeshan-laptop> Valen: those will stretch the same amount
[19:50:28] <zeeshan-laptop> till failure
[19:50:31] <archivist> you dont want any structure going into the ductile region usually
[19:50:33] <zeeshan-laptop> so both beams will fail at 4"
[19:50:49] <zeeshan-laptop> but 7020 vs 1050
[19:50:56] <zeeshan-laptop> 4" vs 5.5"
[19:51:21] <Valen> that doesn't seem right
[19:51:50] <zeeshan-laptop> which one?
[19:51:55] <Valen> how does the 1040 take the same load as the 7020 if it yields so much sooner?
[19:52:23] <Valen> you just can't actually put that much load on it, it'll bend instead of taking the load
[19:52:27] <zeeshan-laptop> it doesnt take the same load!
[19:52:34] <zeeshan-laptop> it takes much less load
[19:52:45] <zeeshan-laptop> im saying if you failed both beams
[19:53:02] <Valen> ok I get that
[19:53:12] <Valen> the stretchy one bends more before breaking
[19:53:30] <archivist> because you stay in the elastic region in the real world
[19:53:39] <zeeshan-laptop> but it took much less load in the process
[19:53:52] <Valen> anybody would think you didn't like to live dangerously archivist ;->
[19:53:53] <zeeshan-laptop> that is exactly what those stress strain diagrams are showing
[19:54:09] <zeeshan-laptop> theres really many modes of failure
[19:54:12] <zeeshan-laptop> but the most 2 common one:
[19:54:20] <Valen> right, so if you talk about going to yield
[19:54:28] <zeeshan-laptop> 1. material has yielded (gone past the elastic limit)
[19:54:36] <zeeshan-laptop> 2. material as deflected too much
[19:54:49] <zeeshan-laptop> i really like #2
[19:54:58] <Valen> lets say the 6082 beam yields at 2" with a load of X, what is the 7020 beam going to be at yield?
[19:55:20] <zeeshan-laptop> cause i like the example of "Do you want to walk on a bridge that displaces 1 ft when you're on it?!!")
[19:55:32] <Valen> heh they did that in the UK ;->
[19:56:16] <zeeshan-laptop> 2.1"
[19:56:18] <zeeshan-laptop> ~
[19:56:19] <archivist> that one resonated
[19:56:23] <zeeshan-laptop> based on those graphs
[19:56:46] <Valen> with a load of 1.1x?
[19:57:23] <Valen> archivist still had a good old shimmy to it ;-> watching the videos is funny
[19:57:31] <archivist> rope bridges routinely move more than a ft in some cases
[19:58:49] <Valen> I saw a picture of a tower made just out of poles and wire, where the poles didn't actually make the tower it was nifty
[20:01:40] <zeeshan-laptop> anyone know how to stop a hemispherical surface
[20:01:44] <zeeshan-laptop> from reflecting at one damn point
[20:01:50] <zeeshan-laptop> its throwing my cameras pff
[20:01:52] <zeeshan-laptop> off
[20:02:39] <Valen> zeeshan-laptop:
http://ecx.images-amazon.com/images/I/31iKGt5%2BmjL._SY300_.jpg
[20:02:40] <archivist> matt spray
[20:02:47] <Valen> heh snap
[20:02:48] <archivist> http://www.topdreamer.com/dangerous-rope-bridges-that-will-leave-you-without-breath/
[20:02:51] <zeeshan-laptop> its already matt black
[20:02:52] <zeeshan-laptop> its already matt blackd
[20:02:56] <zeeshan-laptop> whoops
[20:03:27] <archivist> also fix your lighting
[20:03:29] <zeeshan-laptop> outa all those
[20:03:35] <zeeshan-laptop> the pakistani one looks the worse
[20:03:35] <zeeshan-laptop> lol
[20:03:45] <zeeshan-laptop> im using diffuse lighting :/
[20:03:52] <zeeshan-laptop> at least i thought i was
[20:03:54] <Valen> most of those look fine tbh
[20:04:11] <Valen> even the pakistan one is using wire ropes
[20:04:18] <Valen> oooh no the vietnam one is 100% nope
[20:04:23] <archivist> there is a transparent matt spray photographers use
[20:05:22] <zeeshan-laptop> my test has been running for the last little while
[20:05:24] <zeeshan-laptop> poor soleoids
[20:05:24] <archivist> http://www.flints.co.uk/acatalog/Dulling_Sprays__Anti_Flare_Sprays_.html
[20:05:27] <zeeshan-laptop> theyre just banging along
[20:09:19] <Tom_itx> did you put diodes across them?
[20:11:27] <zeeshan-laptop> yea
[20:11:33] <zeeshan-laptop> i woulda blown the ssrs by now if i didnt
[20:11:34] <zeeshan-laptop> lol
[20:11:48] <zeeshan-laptop> theyre banging about 6 times a second
[20:15:16] <Tom_itx> what's the MTBF on them?
[20:15:33] <zeeshan-laptop> no idea
[20:15:43] <Tom_itx> guess you'll find out
[20:15:45] <zeeshan-laptop> i have 20 or so more
[20:15:49] <zeeshan-laptop> to replace em with
[20:15:49] <zeeshan-laptop> haha
[20:15:53] <zeeshan-laptop> gotta love junkyard parts
[20:15:56] <CaptHindsight> http://www.watchpeoplecode.com/ if you are really bored
[20:16:11] <Valen> there is a circuit you can use to pulse them with current then back it off
[20:16:23] <CaptHindsight> up next on the "Paint Drying Network"
[20:18:00] <Valen> something with a resistor and cap in parallel, so the solenoid sees full current as it charges the cap or something, then its current limited to what the resistor can supply
[20:21:13] <zeeshan-laptop> ah
[20:21:19] <zeeshan-laptop> thats too hardcore electronics for me
[20:21:19] <zeeshan-laptop> :P
[20:24:31] <toastydeath> capacators allow current through proportional to the rate of change of the voltage
[20:24:43] <ssi> hi
[20:24:46] <toastydeath> if you have a dc circuit, a cap is essentially a dead short until it charges
[20:25:16] <toastydeath> you can calculate the time constant pretty easily for a given size of cap
[20:26:25] <toastydeath> 20:57 < zeeshan-laptop> ah
[20:26:28] <toastydeath> oops
[20:26:35] <Valen> so zeeshan-laptop there any point to making my new mill out of Q&T 80, rather than mild steel ;->
[20:27:03] <zeeshan-laptop> no
[20:27:29] <zeeshan-laptop> youre beter off optimizing the geometry
[20:27:35] <Valen> hmm, so why does that fadal guy use chrome moly steel for his machines I wonder
[20:27:56] <zeeshan-laptop> doesnt rust as fast
[20:27:57] <zeeshan-laptop> prolly
[20:28:05] <Valen> that's what paints for ;->
[20:28:07] <CaptHindsight> epoxy granite and CF?
[20:28:25] <Valen> we are looking at that too CaptHindsight ;->
[20:28:59] <CaptHindsight> epoxy CF, steel shavings and acrylated concrete
[20:29:04] <Valen> nobody else seems to have done that, I can't see why so I figure I'm missing something
[20:29:24] <toastydeath> who makes machines out of chromoly
[20:29:32] <toastydeath> certianly not machine tools I'd hope
[20:29:51] <Valen> why not?
[20:29:54] <CaptHindsight> Valen: what fadal guy?
[20:29:56] <toastydeath> chatter
[20:30:03] <toastydeath> also fadal is terrible
[20:30:08] <toastydeath> do not ever get a fadal if you can help it
[20:30:11] <toastydeath> similar to haas
[20:30:27] <Valen> https://www.youtube.com/watch?v=ISzkthutKnA
[20:30:48] <Valen> guy who made it was the owner of fadal so I presume he has at least some clue
[20:31:08] <toastydeath> well, not entirely - fadal is a terrible brand
[20:32:05] <toastydeath> where in the video is he talking about chromoly, because that is the last material I'd want to make a cutting machine out of
[20:32:14] <Valen> somewhere in it lol
[20:32:17] <toastydeath> hammers, presses, founary gear in general, absolutely
[20:32:19] <zeeshan-laptop> you wanna make it out of cast iron
[20:32:40] <toastydeath> but machine tools need to be fairly particular grades of cast iron, or something like granite epoxy
[20:32:47] <Valen> if its for damping epoxy granite can be like 5X more damping than cast iton
[20:32:58] <toastydeath> can be, yes
[20:33:11] <toastydeath> and it depends on the grade of cast iron you're comparing - there are high damping casting grades of iron
[20:33:28] <toastydeath> and there are some retarded people choosing the aggrigate for epoxy granite
[20:34:21] <toastydeath> most toolbuilders don't like the difficulty of finishing epoxy granite and so don't go that route; good FEA is usually enough
[20:34:53] <Valen> what is the difficulty with finishing it?
[20:35:16] <toastydeath> big machine tools are still finished by grinding and scraping
[20:35:31] <Valen> that isn't going to work so great
[20:35:34] <toastydeath> it is difficult to do the former, and impossible to do the latter on epoxy granite
[20:35:50] <CaptHindsight> https://youtu.be/ISzkthutKnA?t=4m17s where he mentions the materials used
[20:35:55] <toastydeath> and the payoff in the machine quality is fantastic
[20:36:24] <CaptHindsight> chrome molly tubing with 1/2" wall
[20:36:38] <toastydeath> yeah, that's terrible
[20:37:26] <CaptHindsight> 6" square for column base tubing 10" x 4"
[20:38:12] <toastydeath> impressive, for sure, but goes against... pretty much everything modern machine builders try to do
[20:38:14] <CaptHindsight> maybe he's using kniption fittings and magneto turn-offs for dampening :)
[20:38:36] <toastydeath> ACTIVE DAMPING
[20:39:04] <CaptHindsight> with oscillating feedback
[20:40:19] <CaptHindsight> and hypochondriac snubbers
[20:40:26] <Valen> this is our first epoxy granite experiment
[20:40:27] <Valen> http://www.cnczone.com/forums/uncategorised-metalworking-machines/118358-phenolic-basalt-head-hm45.html
[20:41:39] <CaptHindsight> has it been 5 years already?!
[20:41:48] <zeeshan-laptop> http://i.imgur.com/xBGhWgb.png
[20:41:54] <Valen> toastydeath: any suggestions for aggregate and matrix for EG build?
[20:41:55] <zeeshan-laptop> how is this for repeatability!!!!!!
[20:41:55] <zeeshan-laptop> :D
[20:42:04] <zeeshan-laptop> YES this works!!
[20:42:20] <toastydeath> Valen: negative; the only successful machine tools i've seen built using EG are ultra tight lipped about how they got it to work
[20:43:14] <Valen> lemme see if I can dig up a picture of what we are thinking
[20:43:16] <toastydeath> *finishing* the machine is much more important than the construction
[20:43:27] <zeeshan-laptop> rofl @ chromoly tubing
[20:43:34] <zeeshan-laptop> what does this guy think, hes building a roll age
[20:43:36] <zeeshan-laptop> *cage
[20:43:36] <toastydeath> and any compromise on finishing is going to fuck your resuts right out the window
[20:43:40] <CaptHindsight> zeeshan-laptop: are you sure it's accurate? It was swinging wildly yesterday
[20:43:45] <toastydeath> regardless of what the frame's made of
[20:43:48] <zeeshan-laptop> CaptHindsight: its tuned
[20:43:48] <zeeshan-laptop> :D
[20:43:56] <zeeshan-laptop> i did 3 tests
[20:44:03] <zeeshan-laptop> theyre all within 0.03 psi
[20:44:26] <Valen> http://imgur.com/uhsnmaW is the style of machine we were thinking
[20:44:50] <Valen> gantry with linear slides on each side
[20:44:54] <toastydeath> Valen: how are you going to finish the rail bed
[20:44:54] <CaptHindsight> a sofa?
[20:46:09] <toastydeath> that is what i mean by finish; you can make any shape of machine you want but something home builders overlook is how goddamn accurate machine tool builders make the beds for the ways/guides
[20:46:10] <Valen> we were thinking of using a low shrink epoxy to flood fill and get it basically level, then put something like a 12mm steel plate on top of that, and glue it down
[20:46:20] <toastydeath> Kitamura, for example, scrapes the casting under every mating surface
[20:46:32] <Valen> (surface ground plate)
[20:46:38] <toastydeath> the casting has to be *more* accurate than the way on top of it in many cases
[20:46:44] <Valen> then I was planning on using a laser to align the rails
[20:46:56] <toastydeath> you've already lost if that's how you're going to do it
[20:47:20] <Valen> any paticular reason?
[20:48:13] <toastydeath> you can't correct out the rails via hammer taps sufficienty, and the Z movement on any particular axis (the error normal to the bearing surface) is uncontrolled
[20:48:52] <toastydeath> that's why they scrape or grind it and just bolt it straight to the casting w/out alignment
[20:49:12] <toastydeath> you can very easily manufacture a great surface, whereas tapping/aligning a rail is fucking hard as piss
[20:49:33] <Valen> you would need to put the machine into a grinder to make that work
[20:49:45] <toastydeath> if they're going to grind it
[20:49:57] <toastydeath> grinding is the cheaper way, scraping is what all the high end mfgs do
[20:50:01] <toastydeath> on *every* bolted connection
[20:50:19] <toastydeath> if you take the column off a kitamura milling machine, the flange is scraped on both sides
[20:50:39] <toastydeath> gives you ultra fine control of how the column is positioned wrt: the bed
[20:50:44] <toastydeath> and huge damping advantages
[20:51:39] <toastydeath> they scrape it, bolt it up, figure out what they need to do to bring it into alignment, unbolt, do the scraping, and then refit again - repeat until the column is dead balls accurate, for whatever margin of error they're considering dead balls accurate
[20:51:57] <toastydeath> the scraped surfaces mean there's zero tapping or aligning to do
[20:52:21] <Valen> so the takeaway is scrape the plate and it goes from being "lost" to "perfect" for our setup?
[20:52:50] <toastydeath> "lost" is super relative here
[20:52:57] <CaptHindsight> how do they make up for thermal expansion and contraction when it's assembled?
[20:53:15] <toastydeath> CaptHindsight: they don't, usually.
[20:53:24] <Valen> I tested our epoxy granite and its COE was within 3% of steel which was nice
[20:53:49] <toastydeath> you're gonna have a machine that runs
[20:55:06] <toastydeath> Valen: pick up a copy of "machine tool reconditioning" and you will see a ton of the considerations that go into aligning axes
[20:55:10] <toastydeath> in hardware, rather than in software
[20:55:18] <CaptHindsight> Valen: I'm sure it will be fine and run within your design spec, just like the the Kitamura
[20:55:56] <toastydeath> i guarantee it will help regardless of what construction method you choose
[20:56:21] <toastydeath> and hey - maybe epoxying cast iron slabs into it is enough
[20:56:56] <CaptHindsight> Valen: how is the mill working 5 years on?
[20:56:58] <Valen> well, I'm looking at making that same shell out of 12mm steel, then back filling it with epoxy granite
[20:57:26] <CaptHindsight> 12mm! why not 0.5"?
[20:57:29] <Valen> CaptHindsight: still chugging away, one spindle died (electrically) bearings are somewhat consumable
[20:57:39] <toastydeath> steel will scrape too, but i have no idea what happens when you put a fucking awful machine tool material (steel) with a great material (EG)
[20:57:45] <toastydeath> also I am being called to the social world, bai
[20:58:28] <CaptHindsight> I forget is Australia all metric now?
[20:59:16] <Valen> has been for ~40 years or so
[21:04:24] <PetefromTn_> how is steel an awful machine tool material?
[21:07:36] <Valen> damping of vibration i believe is his issue
[21:08:00] <PetefromTn_> there are thousands of machine tools built from steel weldments all over the world
[21:08:39] <Valen> guess he doesn't like them ;->
[21:08:55] <PetefromTn_> apparently
[21:29:33] <tjtr33> zeeshan-lab, if your solenoids are 'regulating' air pressure, and banging away, they may not last long. consider an air ballast, like a capacitor for air pressure
http://www.dnsmp.com/Manuals/Festo/CRVZS-RESERVOIRS_EN.pdf
[21:30:10] <greg__> https://www.youtube.com/watch?v=sFrVdoOhu1Q
[21:30:44] <tjtr33> that guy is amazing
[21:31:22] <tjtr33> heh 'pea stone'
[21:33:18] <greg__> some granite blocks like that would make a good gantry base. Every once in a while you can find granite machine bases. nobody wants them, if you can move them.
[21:33:51] <tjtr33> somewhere in that vid he talks about the control and user interface. i think its avaialble. but looks like LabView
[21:39:02] <zeeshan|2> tjtr33: wasn
[21:39:12] <zeeshan|2> wasn't designed to last long
[21:42:22] <PetefromTn_> I get how he used the granite parallels but I don't get how he was able to epoxy it together without any distortion in the joints.. Looks really nicely made tho. I would be interested in hearing about the X axis and its leadscrews.
[21:43:06] <greg__> At some point you have to look at the time involved, and unless the machine needs to be custom, just buying something that fits your needs is cheaper and will get you making money faster. My goofy mill started as a hobby, I didn't intend to be making parts on it or I would have bought something.
[21:44:14] <greg__> I too am curious about the ballscrews. 1micron accuracy in ball screws is tough.
[21:44:27] <PetefromTn_> Don't I know it. I built my RF45 as a hobby with the intention of making parts/money with it. Then I got the cinci LOL
[21:45:34] <PetefromTn_> I am not doubting the guy honestly but I cannot even imagine what a machine that accurate is like. I don't even have measuring tools capable of those accuracies.
[21:46:58] <greg__> screws must be mapped, diamond turning on air bearing lathes looks like fun too. Their specs show resolution to 5 millionths or something.
[21:47:23] <PetefromTn_> it does seem to me that lathes are maybe more capable of high precision just due to how they work than mills and I know a lot of the hardinge lathes similar to the one I used to have can hold some impressive tolerances
[21:47:55] <PetefromTn_> but that is another level completely I think
[21:48:34] <greg__> the machine base is usually less flexible in a lathe, tool pressure is a big factor. diamond turning is just a wisp of material removed.
[21:49:01] <zeeshan|2> that guy works with a lot of optics
[21:49:09] <zeeshan|2> wouldnt be suprised if he had contacts in industryu
[21:49:16] <zeeshan|2> he owns some crazy lab
[21:49:18] <greg__> there is a history about him if you google his name
[21:49:26] <zeeshan|2> yes hes pretty famous
[21:49:39] <zeeshan|2> has like 100 patents?
[21:49:45] <PetefromTn_> no doubt
[21:50:04] <greg__> catch you guys tomorrow
[21:50:05] <PetefromTn_> just his description of the machine sounded like he knew what he was talking about
[21:56:42] <PetefromTn_> zeeshan|2 what video was that where the guy machined his vise real bad LOL?
[21:57:05] <zeeshan|2> he didnt show it in video
[21:57:10] <zeeshan|2> but you can see it in the bacckground
[21:57:27] <PetefromTn_> oh okay is it on a website?
[21:58:07] <zeeshan|2> https://youtu.be/MG4z5iFUR_c?t=228
[21:58:13] <zeeshan|2> check out that vise jaw
[21:58:14] <zeeshan|2> lol
[22:01:42] <PetefromTn_> yeah looks pretty battle worn huh
[22:02:01] <zeeshan|2> yea
[22:02:02] <zeeshan|2> lol
[22:02:58] <malcom2073> I'm sure mine will look like that after a while :/
[22:03:50] <zeeshan|2> it wont
[22:03:56] <zeeshan|2> if you always run your program in the air
[22:03:59] <zeeshan|2> before you machine..
[22:04:03] <zeeshan|2> that is a retarded mistake
[22:04:19] <zeeshan|2> you dont even have to run the whole program
[22:04:27] <zeeshan|2> i just look at the outer most limits on the program in axis
[22:04:34] <zeeshan|2> and just go there an see visually if everything is ok
[22:04:36] <malcom2073> I'm a software weenie, I'm sure I'll do retarded stuff occasionally :-P
[22:04:56] <zeeshan|2> watch dakota hunt on youtube
[22:05:00] <zeeshan|2> hes only like 22?
[22:05:05] <PetefromTn_> ran that reamer way too fast speed I think
[22:05:08] <zeeshan|2> but knows more than john nyc ever could imagine
[22:05:27] <zeeshan|2> sorry im bitter cause of his solidworks videos
[22:05:32] <zeeshan|2> =/
[22:05:41] <malcom2073> lol
[22:06:05] <malcom2073> I just learned how to do FEI in solidworks, it's pretty snazzy
[22:06:14] <zeeshan|2> fea?
[22:06:35] <malcom2073> finite element analysis
[22:06:47] <zeeshan|2> careful with solidworka fea
[22:06:51] <PetefromTn_> there's a LOT to learn there
[22:07:28] <malcom2073> Well when I say I learned how to do, I learned how to *not* have it throw an error before giving me at least SOME result :-P
[22:07:38] <zeeshan|2> haha
[22:08:01] <PetefromTn_> I don't know jack about FEA....but I'd like to!
[22:08:18] <zeeshan|2> we should do a tutorial session!
[22:08:21] <malcom2073> Being as I know near nothing about anything mechanical, I'm using it to ensure I'm not totally nuts in my design, then I'll build it, cut some stuff, and find out exactly how nuts it was
[22:08:33] <PetefromTn_> I'm game LOL
[22:08:59] <zeeshan|2> malcom2073: ill give you an example why its kinda important to have mechanical knowledge
[22:09:05] <PetefromTn_> on a side note... took the family out to dinner tonight to our local Irish pub
[22:09:07] <zeeshan|2> i started with fea before i did any schooling on my own
[22:09:17] <malcom2073> zeeshan|2: I'm learning by trial and error, and lots of youtube viewing
[22:09:20] <zeeshan|2> i was making an amateur mistake
[22:09:24] <malcom2073> PetefromTn_: I love irish pub food
[22:09:29] <PetefromTn_> they have a live music and a running trivia contest...
[22:09:31] <malcom2073> there is a really nice small one near my parents house
[22:09:38] <PetefromTn_> My daughter and I teamed up and we WON!!
[22:09:40] <zeeshan|2> i was looking at misses strength
[22:09:44] <zeeshan|2> for brittle materials
[22:09:49] <zeeshan|2> *mises
[22:09:54] <zeeshan|2> stress!
[22:09:56] <zeeshan|2> not strength damn it
[22:10:35] <PetefromTn_> we got a nice gift card to the place so we can eat dinner there again for free.
[22:10:52] <PetefromTn_> this place is pretty small but nice..
[22:10:55] <PetefromTn_> lots of nice folks there
[22:11:05] <malcom2073> nice
[22:12:13] <PetefromTn_> yeah not bad for an 8 year old LOL
[22:12:42] <PetefromTn_> Lots of the questions we didn't know the answer to and I let her guess and you can't believe how many she got right that way LOL
[22:13:37] <malcom2073> Haha awesome
[22:14:13] <PetefromTn_> yeah it was fun...
[22:14:33] <zeeshan|2> what do you get from this place?
[22:15:35] <PetefromTn_> what do you mean?
[22:15:40] <zeeshan|2> food wise
[22:15:53] <PetefromTn_> Oh man they have all kinda good stuff and not just irish food
[22:16:15] <PetefromTn_> they make a fried cod sandwich and it is really good. Very sweet tasting batter
[22:16:47] <PetefromTn_> they got something called a Banger dog which is basically an irish sausage hotdog with onions and peppers
[22:16:58] <PetefromTn_> and they also have a soup bar that is really good too...
[22:17:30] <PetefromTn_> best part is they have daily specials that are awesome for $5. Tuesday is the day the Codfish sandwich is $5 LOL
[22:17:53] <zeeshan|2> i wwas thinking their best food would be something related to fihs
[22:17:54] <zeeshan|2> :|D
[22:17:55] <zeeshan|2> fish
[22:18:11] <PetefromTn_> they make some damn good burgers there too heh
[22:18:36] <PetefromTn_> I think Friday nights is the big Irish band and all the singing going on..
[22:18:45] <PetefromTn_> thats lots of fun
[22:19:19] <PetefromTn_> all the chairs and booths have really comfy padding and pillows!! Never been in a restaurant before that had pillows in it LOL
[22:21:35] <zeeshan|2> lol
[22:21:36] <zeeshan|2> thats sweet
[22:21:37] <zeeshan|2> me either
[22:22:18] <PetefromTn_> I think I ran out of 1x2 for the sacrificial jaws I need to make here damn
[22:22:52] <zeeshan|2> do you buy those monster jaws
[22:22:59] <zeeshan|2> or whatvever a lot of people talk about
[22:23:01] <zeeshan|2> they are cheap
[22:23:28] <PetefromTn_> I plan to just have not gotten around to it yet.
[22:23:49] <furrywolf> mmm, food.
[22:23:53] <PetefromTn_> I buy a lot of 1x2 material for the parts I make so I USUALLY have material laying around for sacrificial jaws
[22:24:03] <zeeshan|2> ah
[22:24:06] <PetefromTn_> I have a program already written to cut them here
[22:24:30] <PetefromTn_> like a dumbass tho I did not make them reversible in the program when I wrote it.
[22:24:44] <PetefromTn_> so they are only single sided until I make another program
[22:25:25] <PetefromTn_> maybe that is what I should do now
[22:25:52] <PetefromTn_> cut a new program for the ovaled holes instead of the single holes and recut some of the sacrificial jaws I already have here
[22:26:05] <zeeshan|2> pete
[22:26:14] <zeeshan|2> you dont get your 4 flutes clogged when machining aluminum that fast?
[22:26:18] <zeeshan|2> i snap my shit in a sec.
[22:26:21] <zeeshan|2> when just running air blast
[22:26:31] * furrywolf eats pete's irish food
[22:26:54] <PetefromTn_> no not really
[22:27:01] <zeeshan|2> have you run it dry?
[22:27:12] <PetefromTn_> actually since I ONLY have 6k RPM I need to use them or a three flute a lot
[22:27:17] <PetefromTn_> no never dry
[22:27:20] <furrywolf> I always get random breakage on aluminum. I assume it's due to clogging, but as I have no way to prevent clogging, no positive evidence of that.
[22:27:21] <PetefromTn_> aluminum SUCKS dry
[22:27:23] <zeeshan|2> i think thats why
[22:27:32] <zeeshan|2> i need prolly at least mist
[22:27:38] <zeeshan|2> ive been running 2 flute for most of my jobs
[22:27:40] <zeeshan|2> cause it doesnt clog
[22:27:42] <PetefromTn_> yup mister would be better
[22:27:50] <PetefromTn_> yeah two flute is nice
[22:27:53] <zeeshan|2> the thing is i cant find any good info
[22:27:57] <zeeshan|2> if for stainless you should run flood
[22:27:59] <zeeshan|2> or mist
[22:28:06] <zeeshan|2> almost all the people i see rust flood
[22:28:12] <PetefromTn_> I finish my parts with a 1/4 two flute a lot because it fits into the little nooks and crannies better
[22:28:50] <furrywolf> I don't think my sherline can run a 1/4 mill in stainless. :)
[22:29:01] <PetefromTn_> when I did it last time I flooded it but I have cut it dry too. I machined my shop built flycutter from a bigass stainless round stock piece
[22:29:02] <furrywolf> and I'm not sure about the shoptask!
[22:29:16] <zeeshan|2> PetefromTn_: its a little diff depending on geometry
[22:29:27] <zeeshan|2> like i can machine stainless find say on the lathe
[22:29:28] <PetefromTn_> I hate 304
[22:29:34] <zeeshan|2> but lets say you do like .125 doc
[22:29:38] <zeeshan|2> it goes to shit pretty quick
[22:29:49] <zeeshan|2> i prolly got 20 " out of the material before snapping the carbide
[22:29:54] <zeeshan|2> 3/8 4 flute
[22:29:58] <PetefromTn_> I find that you have to take a decent cut or it just rubs and work hardens
[22:30:03] <zeeshan|2> well didnt snap
[22:30:04] <zeeshan|2> but it glows
[22:30:11] <zeeshan|2> brand new yg1
[22:30:24] <zeeshan|2> lasted only 20 " , full width of cut
[22:30:25] <zeeshan|2> .125 doc
[22:30:43] <PetefromTn_> how come you ran full width for that long?
[22:30:56] <zeeshan|2> slotting
[22:31:17] <PetefromTn_> you might try programming with a smaller cutter and a trochoidal toolpath instead
[22:31:38] <furrywolf> I want big tools. only thing I can do a .125 cut in is wood!
[22:31:45] <zeeshan|2> furrywolf: lol
[22:31:49] <zeeshan|2> dude i ran a 1.5" cutter
[22:31:52] <zeeshan|2> in 6061
[22:31:54] <zeeshan|2> .375 doc
[22:31:58] <zeeshan|2> full width of cut
[22:31:59] <zeeshan|2> no problem
[22:32:04] <furrywolf> send me your machine. :P
[22:32:09] <zeeshan|2> it makes really cool chips
[22:32:17] <zeeshan|2> it looks like someone is raking away chips
[22:32:18] <zeeshan|2> in a stream
[22:32:33] <PetefromTn_> I would bet that machine with the gear head is capable of some pretty impressive cuts
[22:33:05] <zeeshan|2> PetefromTn_: tell me if you agree... but
[22:33:08] <furrywolf> still no answer from the new batteries guy. oh well.
[22:33:16] <zeeshan|2> 1/2 to 1/4 are the most common cutters to use
[22:33:23] <zeeshan|2> and usually youre going at most .25" doc
[22:33:32] <PetefromTn_> I guess it depends on what you make
[22:33:43] <PetefromTn_> I seldom go over a half inch cutter save a facemill
[22:33:54] <PetefromTn_> but working in the job shop they ran some bigass tools
[22:33:59] <zeeshan|2> really?
[22:34:03] <PetefromTn_> they made some bigass parts too
[22:34:06] <zeeshan|2> ah
[22:34:45] <PetefromTn_> they also use insert cutters in 1.5 or larger sizes quite a bit too..
[22:34:53] <zeeshan|2> ive been itching to use the .75" indexable end mill
[22:34:56] <zeeshan|2> havent had a chance
[22:34:57] <PetefromTn_> milllions of different cutters out there
[22:35:57] <PetefromTn_> my friend at that shop has a love for this particular insert cutter that has a stepped shank which allows him to undercut parts a lot. Plus it is just a good overall cutter despite its size
[22:36:58] <PetefromTn_> but me I use 3/8 and 1/4 an awful lot
[22:37:02] <PetefromTn_> mostly aluminum parts
[22:37:20] <PetefromTn_> and tighter radiuses and pockets make that a necessity
[22:37:38] <furrywolf> I need to make my mill work. :(
[22:37:45] <furrywolf> zee still needs to buy me a 7i76e. :P
[22:37:49] <PetefromTn_> I need to make my lathe work
[22:37:53] <zeeshan|2> lol
[22:38:01] <zeeshan|2> i dont not support STEPPERS!
[22:38:13] <zeeshan|2> yea PetefromTn_
[22:38:17] <zeeshan|2> only a daily basis i use 3/8 and 1/4"
[22:38:26] <zeeshan|2> and face mill
[22:39:13] <PetefromTn_> right now the progam has a 3/8 4 flute, a 1/4 2 flute, a flycutter/facemill, and a champfer tool
[22:39:30] <zeeshan|2> is there a reason youre running 4 flute for al?
[22:39:35] <zeeshan|2> vs say 3 or 2
[22:40:30] <PetefromTn_> honestly I really like 3 flutes for aluminum but I broke the last one I had and I got these four flutes at fastenal. They are actually decent so I got three of them here and until I wear em the hell out or break them I will use them LOL
[22:40:44] <zeeshan|2> hehe
[22:40:48] <zeeshan|2> hss? or carbide
[22:40:54] <PetefromTn_> these are carbide
[22:41:05] <zeeshan|2> man i wish i could do what youre doing
[22:41:12] <PetefromTn_> but they sell HSS too and I used one of those for awhile and it actually worked quite well
[22:41:14] <zeeshan|2> 40ipm in al sounds like fun
[22:41:23] <PetefromTn_> ya want to laugh
[22:41:37] <PetefromTn_> was chatting with my friend ART today while I was running the machine
[22:41:45] <PetefromTn_> he ran the numbers on that 3/8 roughing cut
[22:41:56] <PetefromTn_> and I was actually about HALF the speed I should have been hehe
[22:42:11] <zeeshan|2> wow!
[22:42:12] <PetefromTn_> so while it was running I adjusted the feedrate override
[22:42:22] <PetefromTn_> and it was ripping thru at 80 easily
[22:42:32] <zeeshan|2> 80 ipm?!?!
[22:42:34] <PetefromTn_> so just goes to show you what I know
[22:42:35] <zeeshan|2> jesus
[22:42:43] <zeeshan|2> what speed?
[22:43:05] <PetefromTn_> yeah like I said .755 deep 5000 RPM 15 percent stepover I think
[22:43:23] <PetefromTn_> it actually sounded better when I ramped it up
[22:43:47] <PetefromTn_> I will probably tweak the program manually when I run these the next time
[22:44:19] <Tom_itx> feed charts are pretty close usually
[22:44:21] <PetefromTn_> except for when the cutter goes into the side of the part initially it is sort of a bit of a plunge sideways and it squeals a bit. at 80 that might not be too good
[22:44:21] <zeeshan|2> so about 470SFM , and 0.004 chip load
[22:44:38] <PetefromTn_> I dunno didn't run it...
[22:44:44] <PetefromTn_> just used what worked last time hehe
[22:45:00] <PetefromTn_> program time went from just under 30 minutes to like 24
[22:47:47] <PetefromTn_> I guess I really should start optimizing my programs for feeds and speeds and then tweak them from there. I usually just use what has worked for me before and I am pretty conservative about it.
[22:48:43] <furrywolf> "turning the ignition key to the off position and removing the key, or pressing the engine stop button, will not actually stop the engine, which will keep running thanks to a flaw in the body control module software." ... why the hell is that not hardwired?
[22:48:58] <furrywolf> turning off the key should physically remove power from bits required to run the engine.
[22:50:10] <zeeshan|2> lol
[22:50:11] <PetefromTn_> speaking of car power hehe
[22:50:28] <PetefromTn_> I sold the Bronco to help pay for the parts for the lathe recently
[22:50:47] <PetefromTn_> and I bought another Chevy Astro so I can use it for my shop work and family stuff
[22:51:06] <PetefromTn_> it has a neat rear door/hatch setup that my other van didn't have
[22:51:31] <PetefromTn_> I took it to knoxvegas the other day to pickup my materials. two 12 foot bars of 6061
[22:52:03] <PetefromTn_> they will cut it for me there for free but I figured hey I can just stick them inside there and leave that cool hatch open with them sticking out the back
[22:52:06] <PetefromTn_> so I did
[22:52:06] <furrywolf> I'm driving my project subaru... it's the only car I have now. :(
[22:52:22] <PetefromTn_> drove home and it FREAKING POURED DOWN RAIN!!
[22:52:33] <zeeshan|2> PetefromTn_:
[22:52:36] <zeeshan|2> you got the rape van
[22:52:36] <zeeshan|2> nice!
[22:52:38] <PetefromTn_> I could not fit them in the truck and I did not have anything to strap them from the roof rack
[22:52:39] <zeeshan|2> :D
[22:52:53] <PetefromTn_> rape van?
[22:53:01] <zeeshan|2> yes
[22:53:07] <zeeshan|2> i think bangbus had that van
[22:53:14] <zeeshan|2> :D
[22:53:19] <PetefromTn_> no idea what you are talking about
[22:53:40] <zeeshan|2> http://www.tetongravity.com/forums/showthread.php/202640-WORLD-S-GREATEST-RAPE-VAN?s=c06c2e1c28d9cd00b9230f140ae4fe0e
[22:53:41] <PetefromTn_> my family has had a bunch of these and they have always been good to us so I got another one for a really good price
[22:53:47] <zeeshan|2> youve seriously never heard of this reference?!
[22:54:13] <PetefromTn_> no
[22:54:21] <PetefromTn_> is it a Canada thing?
[22:54:25] <zeeshan|2> rofl
[22:54:26] <furrywolf> nor I.
[22:54:26] <zeeshan|2> no!
[22:54:45] <zeeshan|2> just do a good search for
[22:54:49] <zeeshan|2> "chevy astro rape van"
[22:54:50] <zeeshan|2> or
[22:54:57] <zeeshan|2> "chevy astro kidnapping"
[22:55:02] <zeeshan|2> its the #1 vehicle of choice
[22:55:17] <anarchos> we call em molestor wagons
[22:55:26] <anarchos> also rape vans
[22:55:29] <anarchos> i
[22:55:31] <PetefromTn_> jeez that is just wonderful to hear
[22:55:48] <PetefromTn_> Oh well I like em
[22:55:52] <zeeshan|2> me too
[22:55:54] <zeeshan|2> i love em
[22:55:59] <PetefromTn_> nice and comfy and can haul most things easily
[22:56:02] <PetefromTn_> inside
[22:56:08] <zeeshan|2> i started loving them when i saw one decked out
[22:56:15] <zeeshan|2> with like 1000lb of sound system
[22:56:17] <PetefromTn_> I can put a whole sheet of plywood inside and close the back doors
[22:56:35] <zeeshan|2> dude people live in them
[22:56:38] <zeeshan|2> i believe you :D
[22:56:39] <PetefromTn_> I once put 23 sheets inside the van
[22:56:51] <Tom_itx> PetefromTn_, start keeping track of what cutters run at what speeds best and then change it in your cad cam
[22:56:57] <PetefromTn_> anyways back to my story
[22:57:00] <anarchos> it's too hot. it's 8:30 pm and 21 degrees in my house :(
[22:57:05] <PetefromTn_> so it rained like a bitch
[22:57:07] <anarchos> it's usually down to 15 by this time
[22:57:08] <furrywolf> I can put a 12ft sheet in my van. :)
[22:57:25] <PetefromTn_> and I had this hatch open but the dual doors under it closed
[22:57:31] <PetefromTn_> and the metal sticking out the back
[22:57:39] <furrywolf> e-350 superduty clubwagon xl extended or whatever the fuck the full name of it... seats 15 if I put the seats back in...
[22:57:40] <PetefromTn_> so I can't close the freakin' doors
[22:57:54] <PetefromTn_> and I drive all the way home
[22:58:10] <PetefromTn_> I thought oh well I will just have to vacuum out some water from the rear of the van no biggie
[22:58:34] <PetefromTn_> but apparently the door has a push button solenoid operated dual locking mechanism in it
[22:58:48] <PetefromTn_> and when it got wet it shorted out I guess...
[22:59:19] <PetefromTn_> so for the last two days until it dried it would randomly lock and unlock the enitre vehicles doors while I am driving
[22:59:23] <PetefromTn_> REALLY ANNOYING
[22:59:42] <PetefromTn_> so I took the door apart and unplugged the switch/plunger/button
[22:59:45] <PetefromTn_> and that stopped it.
[22:59:52] <furrywolf> lol
[23:00:09] <PetefromTn_> Today It was not raining all day so I put the back of the van inside the shop door and blew a fan across it
[23:00:24] <PetefromTn_> plugged it in and I think I got it dried out because now it works the way it is supposed to...
[23:00:41] <PetefromTn_> I thought I screwed my entire electric lock system for awhile there LOL...
[23:00:51] <PetefromTn_> My daughters thought it was hilarious...
[23:01:53] <PetefromTn_> Ya know I have considered getting one of those big Ford vans with 4x4 and build an offroad camper van out of it.
[23:01:58] <PetefromTn_> I think that would be lots of fun.
[23:02:40] <PetefromTn_> http://i.imgur.com/lzNPTKD.jpg
[23:02:45] <PetefromTn_> something like that.
[23:02:54] <PetefromTn_> I swear I would drive that monster daily LOL
[23:03:00] <furrywolf> you can convert the newer vans to 4x4 too... from what I've heard, the tranny and front axle are a pretty direct swap, but you need to weld in a pedal rack from a '80s van.
[23:03:20] <PetefromTn_> have Tig will travel
[23:03:55] <PetefromTn_> they even make Astro vans with 4x4 and some people build them like that
[23:04:11] <furrywolf> one issue is that if, like normal people, you swap to a manual transmission, you either have it coming up behind the seat, have a big Z-shaped shifter, or need to build a fancy linkage.
[23:05:29] <PetefromTn_> http://www.rigsofrods.com/attachment.php?attachmentid=300378&d=1331848391
[23:05:34] <PetefromTn_> ME WANTS
[23:05:46] <zeeshan|2> expedition van
[23:05:47] <zeeshan|2> i like
[23:05:57] <furrywolf> I guess if you don't do the manual swap, you don't need to deal with welding in a pedal rack... just everyone I've seen do one put a manual in too. lol
[23:05:57] <zeeshan|2> i still love the hilux for expedition
[23:05:59] <zeeshan|2> i want one so bad
[23:06:31] <PetefromTn_> those damn sportsmobile vans are crazy expensive even before the mods
[23:06:56] <furrywolf> that's why you buy a normal 2wd one and some parts from a 4wd f-(same number).
[23:08:07] <PetefromTn_> http://i.ytimg.com/vi/eufFSpXNfQs/maxresdefault.jpg Amazing vehicle really
[23:08:57] <PetefromTn_> I thought my astro had a lot of room in it until I looked inside one of those hehehe
[23:09:00] <furrywolf> I'd get a cabover for my jeep if I needed to camp with that much luxury.
[23:09:15] <furrywolf> last time I took my truck camping all I had was some carpet in the back and a sleeping bag. :)
[23:09:28] <furrywolf> I have that size van, but the regular 2wd version.
[23:09:36] <furrywolf> it's 12ft from the back of my seat to the back doors
[23:09:52] <PetefromTn_> jeez
[23:10:11] <furrywolf> if I put the seats back in, it seats 15...
[23:10:54] <furrywolf> http://www.fordcolors.info/wp-content/uploads/2011/04/2009-Ford-E-Series-Wagon-E-350-XL-Super-Duty-Extended-2.jpg looks like that
[23:11:18] <PetefromTn_> diesel?
[23:12:05] <furrywolf> http://o.aolcdn.com/commerce/images/ford_03e350superdutyvan_trunk_Large.jpg
[23:12:06] <furrywolf> no. I have the 5.4 gas
[23:12:34] <furrywolf> I have the passenger version (with windows), but use it as a cargo van for work.
[23:13:18] <furrywolf> I got the 1-ton superduty, so it has the big axles, etc.
[23:13:31] <PetefromTn_> vans are great for work vehicles
[23:13:59] <furrywolf> especially if you have a delivery business.
[23:20:04] <furrywolf> I like having the windowed version... when you don't have it entirely full of cargo, backing is much safer, since you can see more than just with the mirrors.
[23:20:34] <PetefromTn_> yeah my van has big dark tinkted windows in back
[23:22:36] <furrywolf> bbl... I'm pretty sore, going to head to bed early so I can lie down.
[23:23:21] <PetefromTn_> http://tenwheel.com/imgs/a/a/r/h/d/2001_chevrolet_astro_base_extended_cargo_van_3___door_4___3l_2_lgw.jpg mine is kinda like this
[23:23:40] <PetefromTn_> except with inflated tires LOL
[23:26:10] <tjtr33> nite all
[23:27:58] <PetefromTn_> I want to get some lettering for my business done on the back window maybe drum up some business hehe
[23:28:26] <furrywolf> machine some letters from alu plate
[23:28:28] <furrywolf> and annodize them. :P
[23:28:39] <furrywolf> bbl
[23:28:44] <PetefromTn_> if I could figure out how to stick em on there I might LOL
[23:28:47] <PetefromTn_> cya
[23:32:52] <Valen> zeeshan|2: you always wind up cutting your work holding fixtures
[23:33:25] <Valen> if you work in a vice you will cut the vice
[23:33:38] <Valen> that's why they have interchangeable jaws
[23:34:31] <PetefromTn_> so far I have only BARELY skimmed my vise jaws with a 1/4 inch cutter and on the top in the middle. It is almost so shallow you cannot feel it with your finger but its there...
[23:34:53] <PetefromTn_> pissed me off anyways
[23:35:19] <Valen> heh ;->
[23:35:43] <Valen> don't fret about it ;-> make some new jaws
[23:35:46] <PetefromTn_> a lot of parts I make I cut with the highest parallels and very little of the material in the jaws
[23:36:04] <PetefromTn_> oh they are fine still and I make lots of sacrificial jaws too
[23:36:25] <PetefromTn_> but these were the original Kurt hard jaws I touched the top of the fixed one.
[23:36:50] <Valen> I want to make a vice
[23:37:09] <PetefromTn_> why?
[23:37:17] <Valen> just feel like it ;->
[23:37:26] <PetefromTn_> there are so many good vises available for reasonable prices
[23:37:35] <PetefromTn_> it is not worth it unless you just WANT to
[23:37:43] <Valen> yeah it is totally a want
[23:37:54] <PetefromTn_> do you have a surface grinder?
[23:38:06] <Valen> no which is a hinderance to that ideal
[23:38:24] <PetefromTn_> if you have a decent surface grinder it would not be all that hard
[23:39:16] <Valen> I saw a guy who made one and it was beautiful
[23:39:45] <PetefromTn_> there is not much to them really so I don't doubt it
[23:40:29] <Valen> I wonder if there is any point going nuts, like ballscrews and linear slides
[23:40:48] <PetefromTn_> on a vise?
[23:40:52] <Valen> yeah
[23:41:05] <PetefromTn_> you would not want a ballscrew on a vise I would think
[23:41:06] <Valen> I like total overkill ;->
[23:41:12] <PetefromTn_> it would just unscrew on ya heh
[23:41:20] <Valen> probably wouldn't work so good in that reagard
[23:42:04] <PetefromTn_> and linear guideways work great mostly in certain applications would take some engineering to figure out where and how it would work.
[23:42:19] <Valen> damn I wish I could find the web page for the guy who made the vice
[23:42:21] <PetefromTn_> Kurt vises apply some amazing pressure to the part with little human force
[23:42:54] <PetefromTn_> plus there is the non lifting feature that keeps the hammering your part down to a minimum
[23:43:12] <Valen> yeah the lifting is not awesome
[23:43:34] <PetefromTn_> used to be that tool and die machinists had to make thier own vises in school
[23:43:49] <PetefromTn_> grinding fixture vises
[23:44:23] <Valen> heh, scrape it to 1 micron like that super precision guy
[23:44:33] <PetefromTn_> yup
[23:44:49] <Valen> that'd fix the lifting ;->
[23:45:09] <Valen> until a sparrow farted on it and it jammed
[23:45:19] <PetefromTn_> hehe
[23:46:15] <Valen> I think I'd like a vice that actually had a straight screw in it lol
[23:46:53] <PetefromTn_> do you have a chinese vise?
[23:47:00] <Valen> probably
[23:47:04] <Valen> I don't use them often
[23:47:09] <Valen> we have a better one on the mill
[23:47:24] <Valen> but it's still not "awesome"
[23:47:32] <PetefromTn_> I bought one or two chinese vises...one sucked REAL bad and the other was decent and usable.
[23:47:46] <PetefromTn_> Neither hold a candle to this Kurt in any measurable way
[23:48:15] <Valen> I have often thought about getting my dad a "good" one off ebay for xmas or something like that
[23:48:21] <PetefromTn_> I still have the crappy one and use it for sacrificial jaw work only. even then it lifts pretty bad
[23:48:29] <Valen> but I'd rather get a surface grinder for the same money and make one ;->
[23:48:36] <PetefromTn_> I got mine for like $500 shipped off ebay
[23:48:43] <Valen> grinder?
[23:48:52] <PetefromTn_> kurt D688
[23:49:22] <Valen> ahh the vice
[23:49:36] <Valen> that is not a cheap vice lol
[23:49:43] <Valen> where is the money in it?
[23:49:52] <Valen> I mean what makes a vice worth that much?
[23:50:43] <PetefromTn_> Well I dunno but having used them in every shop I worked in I am a believer.
[23:50:54] <PetefromTn_> They just plain work...all the time
[23:51:21] <PetefromTn_> they don't lift too much, they are flat and square, and they clamp like gangbusters with little force on the handle
[23:51:39] <Valen> I'm surprised they lift at all tbh
[23:51:50] <Valen> I mean more than microns
[23:52:02] <PetefromTn_> I have to really crank down on the chinese vise handle with all my weight and I still can't get anywhere near the kurt
[23:52:17] <Valen> does it have a slow screw in it?
[23:52:25] <Valen> fine pitch?
[23:52:36] <PetefromTn_> it does not lift much at all really but I still hammer down my parts with a bigass dead blow just to be sure
[23:52:49] <Valen> how do you mean?
[23:52:50] <PetefromTn_> Dunno but it does have nice quality thrust bearings
[23:53:03] <Valen> I mean hammering down parts?
[23:53:06] <PetefromTn_> how do I mean what
[23:53:22] <PetefromTn_> well if you put a part in your vise atop parallels
[23:53:28] <PetefromTn_> and clamp down on the handle
[23:53:30] <Valen> ahh
[23:53:39] <PetefromTn_> even the kurt lifts the movable jaw slightly
[23:54:03] <PetefromTn_> so you hammer the part down until the parallels can no longer move to ensure the part is flat on them
[23:54:13] <Valen> makes sense
[23:54:19] <PetefromTn_> the chinese vise is pretty terrible about this
[23:54:27] <PetefromTn_> and the fixed jaw flexes quite a bit.
[23:54:48] <PetefromTn_> Which is why I only use it for sacrificial bigass jaws and beat it down good.
[23:55:05] <PetefromTn_> I usually try to use it for non critical stuff even then.
[23:55:17] <PetefromTn_> I need to ante up and order another kurt
[23:55:33] <PetefromTn_> and relegate that chinese POS to welding or something LOL
[23:56:51] <Valen> I think something along these lines I like
https://www.flickr.com/photos/andrewandsarah/356851404/in/photostream/
[23:57:11] <PetefromTn_> yup screwless
[23:57:25] <PetefromTn_> they are nice vises mostly used for grinding
[23:57:35] <Valen> I think I've seen them with a screw too
[23:58:00] <Valen> so you clamp lightly with the screw then tighten it down
[23:58:09] <PetefromTn_> neat
[23:59:18] <Valen> this one is sexeh looking
http://bbs.homeshopmachinist.net/threads/54439-Tool-gloat-%E2%80%93-not-quite-screwless-vice
{kind=link}
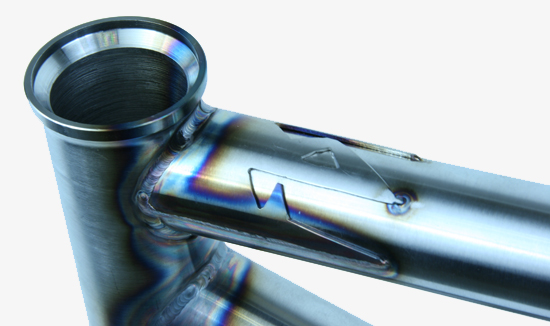{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}