Back
[00:01:15] <norias> i didn't ask you to
[00:01:21] <norias> and i certainly would
[00:02:30] <furrywolf> I have the pesky belief that killing people is, you know, murder.
[00:02:52] <furrywolf> and assisting any agency that works towards same is thus wrong.
[00:02:55] <norias> sorry to hear that
[00:03:06] <norias> you probably wouldn't like me much
[00:03:20] <norias> murder is unlawful killing
[00:04:58] <furrywolf> unlawful, like various international bodies declared the last war we started?
[00:05:30] <norias> you mean the one supported by the UN?
[00:06:54] * furrywolf had too good of a day to have this discussion now, and goes back to poking at generator schematics
[00:07:06] <norias> enjoy
[00:07:29] <furrywolf> http://news.bbc.co.uk/1/hi/world/middle_east/3661134.stm
[00:08:11] <norias> said one guy
[00:32:40] <Jymmm> toastyde2th: Sorry, I do not.
[00:32:56] <toastyde2th> ty sir!
[01:47:04] <jdvs> i have an idea for a product similar to the tile:
https://www.thetileapp.com/
[01:47:53] <jdvs> i don't know how to go form a simple prototype to mass manufacturing though
[01:48:30] <jdvs> i don't have a tech shop near me, only the internet and a hope that someone is willing to pass down what they've learned
[01:50:56] <Jymmm> Tiles have been cloned to death.
[01:55:11] <archivist> and a basic flawed design
[01:55:45] <archivist> nothing can be found after the battery goes flat
[01:56:32] <Jymmm> USB RECHARGABLE =)
[01:57:05] <archivist> but you have to find it before you can recharge
[01:57:42] <Jymmm> WHAT?! NO WIRELESS RECHARGING?! WTF!!! I'm writing a yelp review!!!
[01:58:01] <archivist> seems from the text the company stores your item locations, theft possible
[01:58:45] <Jymmm> I like that you can install the app to locate things other people have lost =)
[01:59:25] <archivist> that is the clue to the company holding your data
[01:59:31] <Jymmm> Blackmail at it's finest "Did you lose a dog? Well $500 if you want it back"
[02:00:03] <Jymmm> "Delivery fee"
[02:00:40] <archivist> jdvs, design for manufacture, make prototypes, get quotes
[02:02:22] <archivist> you can outsource any stage of manufacture
[02:03:05] <Jymmm> It's the Ferengi way!
[02:03:31] <fogl> Hello, i have a problem when i run a module i compiled. I get error: RTAPI: Task 1[f3fcb000]: Fault with vec=14, signo=11 ip=00000000. Bet when i "cat /proc/modules" all the modules are in the address range of f8xxxx and f9xxxx. There is no module in f3xxxx adress range.
[02:04:39] <fogl> Does anybody have an idea, what could cause this?
[02:05:08] <archivist> it tried to access that memory
[02:05:25] <archivist> check your code
[02:08:28] <fogl> ok, will do that. But is there actually any other option to locate the error except that I comment out line by line and run again.
[02:12:10] <archivist> not sure if you could attach gdb or valgrind to it to see
[02:12:26] <jdvs> archivist: do you have a list of these stages?
[02:12:49] <Deejay> moin
[02:13:20] <syyl> :-)
[02:13:32] <archivist> jdvs, not used either for some time and never in an rtos environment
[02:14:17] <jdvs> archivist: stages of manufacturing?
[02:14:28] <archivist> else stare at the code for a bit see if you have something obvious like imbalanced code
[02:15:02] <jdvs> i will return later, thank you for your response earlier
[06:56:40] <jthornton> I wrote a python program to convert mach xml to stepconf... I wonder if there is a way to have that on the web so people can just use it
[07:01:00] <jthornton> a quick google and it looks like a PIA
[07:03:10] <cpresser> jthornton: you mean like a webservice?
[07:03:39] <cpresser> paste the old config (or upload), and get a new one for download
[07:03:50] <jthornton> just thinking out loud, if people could convert their mack file online that would be neat
[07:03:56] <jthornton> yea
[07:04:16] <cpresser> jthornton:
http://www.skulpt.org/
[07:04:23] <cpresser> that would be the easy way :)
[07:05:19] <jthornton> cool
[07:13:08] <cpresser> well, fileio doesnt seem so easy with skulpt; but it might be possible to convert the contents of a text box
[07:16:42] <SpeedEvil> http://3dprint.com/72682/amsterdam-3d-printed-bridge/
[07:16:48] <SpeedEvil> Can anyone work out the technique?
[07:17:03] <SpeedEvil> I mean - you could 3d print a bridge just using TIG
[07:17:08] <SpeedEvil> but it might be a little expensive
[07:22:07] <_methods> syyl_: i was just askin if you liked that optrel weldcap
[07:22:22] <_methods> but i think i'm going to get the korean one i saw instead
[07:22:29] <_methods> the arc-513
[07:24:27] <SpeedEvil> Oh
[07:24:31] <SpeedEvil> It is just that.
[07:24:34] <SpeedEvil> MIG
[07:24:41] <SpeedEvil> Kids today.
[07:25:27] <SpeedEvil> I guess with CO2 shield gas, it could be reasonably inexpensive
[09:19:54] <Computer_barf> are steppers bound by a certain number of steps per rev or is that more of a driver thing?
[09:21:07] <Computer_barf> currently I have my steps per rev set to 2000, with my driver's dip switches set to that
[09:24:26] <malcom2073> They have a certain number of steps per revolution, that's how they're built
[09:24:36] <malcom2073> the number dependson the stepper, but most motion control steppers are 200 steps per rev
[09:24:39] <skunkworks> normal steppers are 200 full steps per rev. So you have 10X microstepping.
[09:24:41] <Roguish> Computer_baf: it's both.
http://homepage.cs.uiowa.edu/~jones/step/
[09:24:47] <pcw_home> 1.8 degree motors have 50 poles and 200 full steps (this is determined by the motor design)
[09:24:49] <pcw_home> you can have an arbitrarily high number of fractional steps per whole step
[09:25:20] <pcw_home> though > say 32 you get into diminishing returns
[09:28:19] <Computer_barf> Ok so what I get from that is that I probably shouldn't have my driver set to 2000 steps and I should instead switch the dip switches to have it configured for 200, then i would also need to alter
[09:28:52] <Computer_barf> my ini's scale to reflect that, in context to my c7 ballscrews mm/rev
[09:29:21] <pcw_home> no I would set it for say 6400 steps (32 u steps)
[09:29:31] <pcw_home> full stepping is nasty
[09:30:23] <pcw_home> lots of vibration and likelihood of resonance stalls
[09:30:57] <skunkworks> well - software stepping? That may limit your ustepping - may have to balance what you can do.
[09:32:00] <Computer_barf> ahh. ok , I will do that, PCW, so i guess there is a certain number of microsteps per step and thats why you end up with the bigger number?
[09:32:10] <pcw_home> this is hardware (though you need to check your drives minimum step length and space as this may also limit the maximum ustep ratio you can use)
[09:35:33] <pcw_home> yes think of a compass needle with a magnet pulling it around in a circle (the compass needle is the step motor rotor)
[09:35:34] <pcw_home> the ustep ratio is determines the angular step size of the magnet (full steps are 90 degrees)
[09:37:43] <pcw_home> note that the compass needle torque vs displacement does not change, just the angular step size of the external field
[09:40:28] <pcw_home> and just like the compass with a 90 degree step in the field, with a full step (1.8 degrees),
[09:40:30] <pcw_home> the step motor rotor will jump to the next position and then overshoot and oscillate
[09:40:41] <pcw_home> (ring)
[09:42:32] <pcw_home> so the main advantage of large ustep ratios is that they are smoother and dont tend to excite
[09:42:33] <pcw_home> vibrations and possible resonances that can lead to step loss or stalls
[09:45:46] <Computer_barf> http://linuxcncg0704.blogspot.com/2015/05/cnc-build-grizzley-g0704-linuxcnc.html
[09:48:57] <_methods> http://www.micromo.com/microstepping-myths-and-realities
[09:52:12] <pcw_home> Ugg.. that paper has confused thousands of people into thinking ustepping results in lower torque
[09:52:38] <Rab> I'm one of them! :O
[09:53:39] <Rab> Can you clarify?
[09:55:03] <pcw_home> u-stepping does _not_ reduce the stall torque
[09:55:38] <pcw_home> (well it may be a bit lower than 1/2 stepping buts thats too nasty to use)
[09:56:31] <pcw_home> I dont think people understand what they mean by incremental torque
[09:57:18] <pcw_home> ustepping does not magically change the torque vs displacement curve of the motor (that is a constant)
[09:58:40] <pcw_home> all it does is make the steps in rotating magnetic field angle smaller
[10:10:05] <_methods> so that paper is total BS?
[10:11:28] <malcom2073> No it's valid, albiet misunderstood. All coil based motors have less torque the further apart the rotor and stator coils get
[10:11:28] <Tom_itx> Status: Pending
[10:11:34] <Tom_itx> :(
[10:17:15] <_methods> my understanding of it is that you lose holding torque with increased microstepping
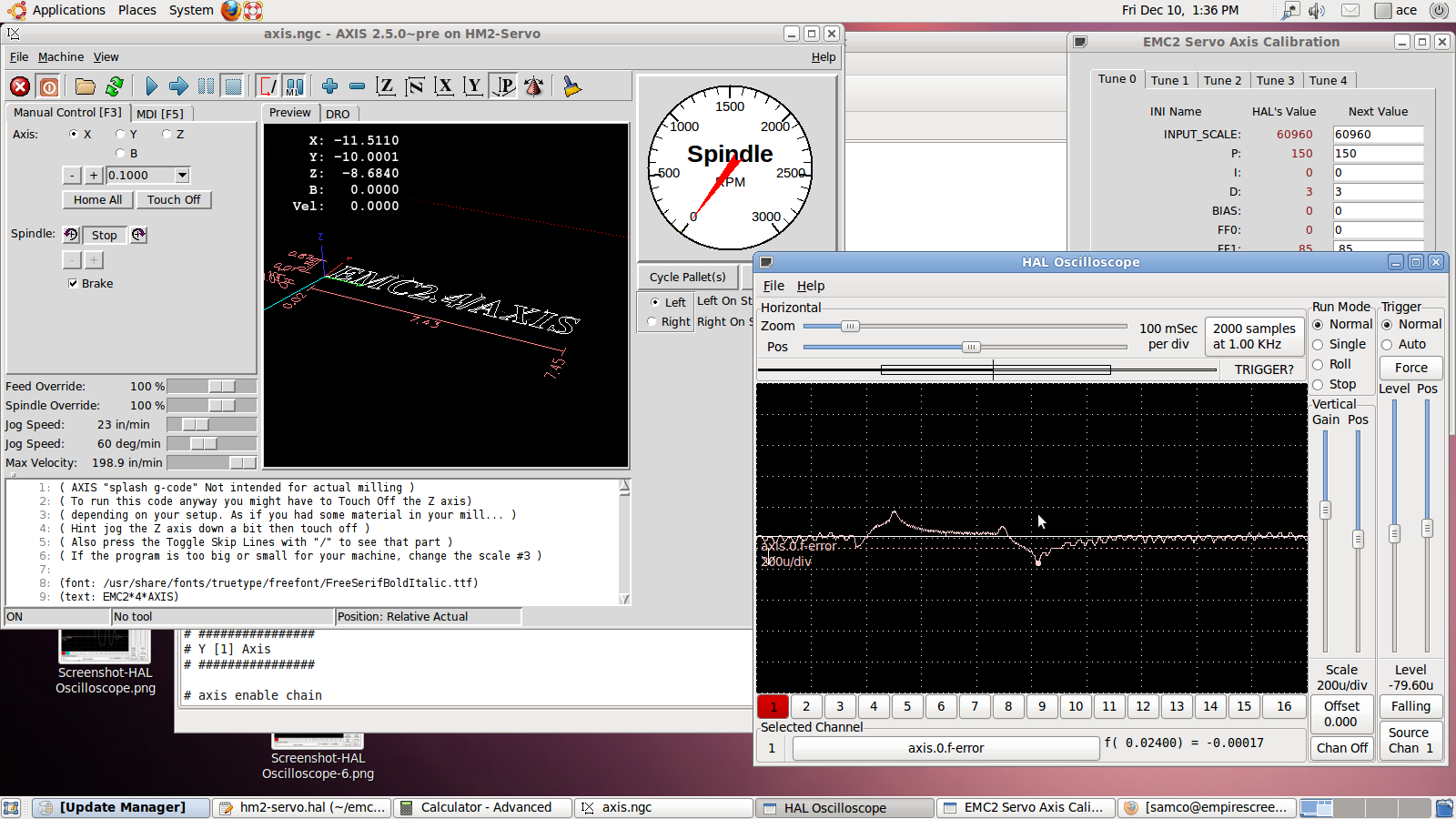
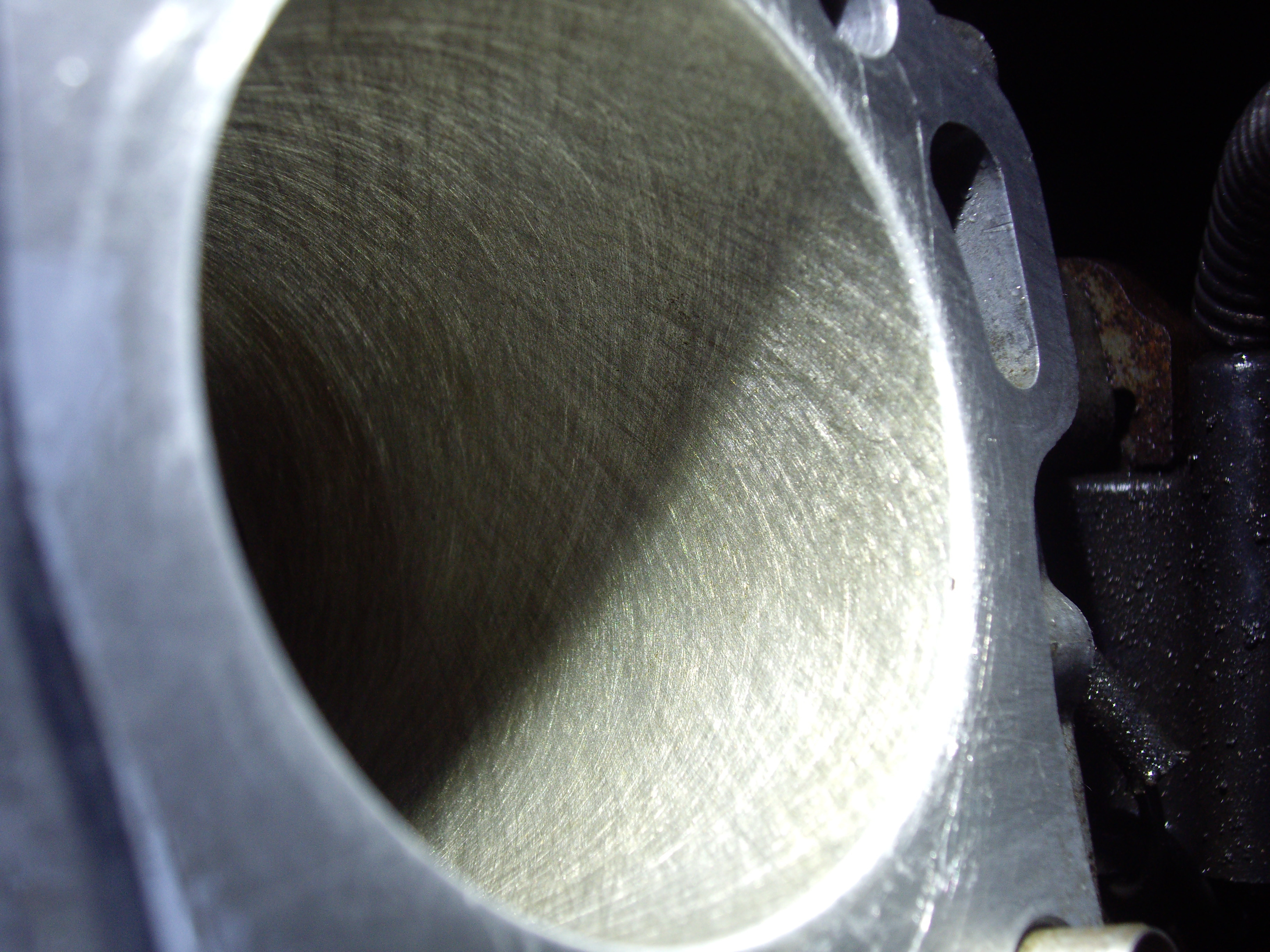
[10:17:31] <lair82> Good Morning Gentleman, We just got my latest build up and running, and I am polishing out the rough edges on all the work I did, and have a question. After looking at these images,
http://postimg.org/gallery/2q4vcak52/ what do you think would cause those " chatter " marks in the cut on these bores? I will post this on the forum as well for all the guys that don't use the webchat.
[10:17:34] <pcw_home> Not true
[10:18:17] <pcw_home> thats the misunderstanding people take away from that page
[10:19:02] <Aero-Tec2> is there a way to set a new axis zero in mid Gcode?
[10:19:20] <Aero-Tec2> some M or G code that can be used
[10:19:20] <pcw_home> Tom_itx: probably should ship today
[10:19:41] <Aero-Tec2> one can read values in mid code
[10:19:51] <Aero-Tec2> but can they be set as well?
[10:20:00] <pcw_home> (I have to remember to put some PI5C16211s in)
[10:20:20] <Tom_itx> that would be much appreciated
[10:20:33] <Tom_itx> all 3 are bad
[10:20:42] <lair82> I am not a machinist really, so I am not sure if it is something on my programming end or a mechanical problem, or even a gcode problem.
[10:20:43] <Tom_itx> only 1 pin is bad on one though
[10:21:02] <_methods> lair82: it could be all 3
[10:21:07] <_methods> but how was that circle made?
[10:21:11] <_methods> with a bunch of lines?
[10:21:21] <lair82> With a G03
[10:21:28] <_methods> hmm
[10:21:41] <lair82> 3 IPM feed rate at 1200 rpm spindle speed
[10:22:13] <_methods> on what machine?
[10:22:21] <CaptHindsight> I'm confused as to what people confuse in that paper
[10:22:39] <lair82> Ihave been playing with the G64 P- Q- code, messing with the New Trajectory planner.
[10:23:01] <lair82> It is a Cincinnati Milacron 10VC-1000 VMC
[10:23:25] <CaptHindsight> do they confuse Full Step Holding Torque with Incremental Torque per Microstep?
[10:23:30] <CaptHindsight> or?
[10:23:31] <_methods> ahhh it probably has somethign to do with the trajectory
[10:23:31] <Computer_barf> does acceleration and velocity affect stalling or just acceleration?
[10:23:38] <lair82> 15HP spindle 40" X, 20" Y, and 20" Z travel machine
[10:23:51] <_methods> yeah your machine should be fine for that
[10:24:04] <_methods> and that is waterjetted out?
[10:24:21] <lair82> The bore was flame cut,
[10:24:26] <_methods> ahh
[10:24:39] <_methods> well that heat affected zone could cause some problems
[10:24:55] <_methods> but that looks like a problem with the lookahead/trajectory planner
[10:25:02] <lair82> We are using a 1/2" carbide ALTIN coated endmill
[10:25:21] <CaptHindsight> http://users.ece.utexas.edu/~valvano/Datasheets/StepperMicrostep.pdf
[10:25:24] <malcom2073> Computer_barf: They confuse incremental torque with torque. They assume that since at 1/16th microstepping, your holding torque per microstep would be 9.8%, then you must derate the torque of the motor to 9.8%.
[10:25:38] <lair82> We started with the TP off, then I turned it on, with no real change in the finish.
[10:25:42] <pcw_home> They think u-stepping changes the torque characteristics of the drive/motor, it does not.
[10:25:58] <Computer_barf> malcom2073: sorry i wasn't saying that in context to the wider (incomprehensible to me) conversation
[10:26:44] <SpeedEvil> pcw_home: It can - it can change resonant effects
[10:26:58] <SpeedEvil> pcw_home: which can change the torque before missing steps
[10:28:47] <Computer_barf> http://pastebin.com/tXBHpNgX at these settings, if shift jog it moves at a decent speed but occasionally stalls out
[10:29:10] <Computer_barf> and joint -0 following error
[10:29:33] <Computer_barf> so i believe i probably have something set to high, not sure if its the accelleration or velocity
[10:29:49] <malcom2073> Sorry Computer_barf, that comment was meant for CaptHindsight
[10:30:03] <malcom2073> tab failure :)
[10:30:05] <Computer_barf> ahh
[10:30:36] <pcw_home> Sure higher ustep ratios likely result in more usable dynamic torque
[10:30:38] <pcw_home> but that was not what I was talking about Mayny people read that page and think
[10:30:39] <pcw_home> ustepping means lower torque which is flat out wrong
[10:30:41] <pcw_home>
[10:31:07] <malcom2073> Right, 9.8% is a lot less than 100% :P
[10:31:15] <malcom2073> Which like you said, is wrong
[10:32:17] <pcw_home> Computer_barf you need to set the stepgen maxvel so you have say 20% headroom
[10:33:22] <Computer_barf> oh i was going to set those 20percent higher once I got the other ones about right. i guess that was a bad idea
[10:33:59] <Computer_barf> ive just been moving velocity and accelleration around alot and got tired of adjusting the 20 percent each time
[10:34:24] <pcw_home> (well if the stepgen gets behind at full speed it can never catch up without some headroom)
[10:35:30] <pcw_home> I wonder if the twopass HAL option would allow variables and some calcs for those numbers
[10:36:10] <Computer_barf> humm maxval went back to too big
[10:37:41] <pcw_home> actually those values should be relatively static (only the scale changes if you are changing the ustep ratio)
[10:38:12] <Aero-Tec2> G10 L20 P1 A0
[10:38:58] <Aero-Tec2> should this not set A axis to 0 at the location it is now?
[10:39:02] <_methods> yes
[10:39:08] <_methods> g54
[10:39:15] <_methods> for g54
[10:39:41] <Computer_barf> put the max velocity to 70 and calculated the stepgen max and now it's not stalling
[10:39:58] <Aero-Tec2> so why when I ran it it did not seem to do it
[10:40:27] <Aero-Tec2> I am running in sim mode
[10:40:46] <_methods> i have no idea how sim mode displays A axis movements
[10:40:57] <Aero-Tec2> and it looks like A axis moves as the value did not jump
[10:41:01] <_methods> i've never tried a 4th axis move in axis
[10:41:21] <pcw_home> not sure if 70 mm/s is fast or slow for your machine/drives
[10:41:32] <Aero-Tec2> will have to run the code for real and see what happens
[10:41:37] <Aero-Tec2> BTW
[10:41:58] <Aero-Tec2> does G10 L20 P1 A0 have a build in M0?
[10:42:10] <_methods> a build?
[10:42:36] <Aero-Tec2> it stopped running the code till s was hit again
[10:42:38] <Computer_barf> pcw_home: its a g0704 , im not entirely sure what is a fast or slow speed for it either, im wondering if there is some way i can determine what my velocity and accelleration should be
[10:42:48] <Aero-Tec2> built in
[10:42:50] <Aero-Tec2> sorry
[10:43:16] <_methods> hmm i'm not sure
[10:43:22] <roycroft> just keep running it faster until it gets pulled over and issued a citation
[10:43:25] <roycroft> then back it off a bit
[10:43:54] <_methods> you're inputting this g10 in the middle of your program?
[10:44:26] <Aero-Tec2> yes
[10:44:36] <pcw_home> you can also trade off accel for velocity
[10:45:34] <pcw_home> That is you can use more accel if you limit the velocity since step motors have much more torque available for accel at lower speeds
[10:46:02] <Aero-Tec2> it is a pain to set and watch A axis unwind at end of run
[10:46:33] <Aero-Tec2> so setting it to zero before end of program seemed to be a way to speed things up
[10:46:45] <pcw_home> (too bad linuxcnc doesn't have a way of setting a lower accel just for rapids)
[10:50:21] <Computer_barf> well currently i have velocity at 80, accelleration at 300, but when i turn velocity up to 90, i start getting maxvel is too big errors
[10:50:34] <Computer_barf> oh and it stalls
[10:50:47] <Computer_barf> joint 0
[10:51:00] <Tom_itx> pcw_home, future feature request
[10:51:09] <alex4nder> pcw_home: I'm working on that right now
[10:51:39] <alex4nder> torque/accel mapping
[10:51:48] <pcw_home> maxvel is too big?
[10:52:06] <Computer_barf> so by pcw's reasoning maybe I should lower my acceleration to raise my velocity
[10:52:19] <alex4nder> yes
[10:52:36] <alex4nder> accel is going to be more useful while machining anyway
[10:52:47] <pcw_home> joint 0 errors are a hal errors (probably also headroom somewhere)
[10:53:08] <Computer_barf> humm i did the 20 percent
[10:53:37] <Computer_barf> "maxvel is too big for current step timings & position-scale, clipping to max possible"
[10:53:55] <pcw_home> headroom can also be limited by steplength and stepspace settings
[10:54:29] <pcw_home> (ahh so its warning you of the same issue)
[10:55:48] <pcw_home> so if you already are using minimum steplength and stepspace settings and need more velocity, you will have to lower your ustep ratio
[10:59:46] <Aero-Tec2> _methods, my bad
[10:59:55] <Aero-Tec2> looks like it does do a jump
[11:00:23] <Aero-Tec2> but it looks like it does not really set A0
[11:00:29] <Aero-Tec2> still checking it out
[11:00:54] <Aero-Tec2> but I have larger A movement when it should not
[11:01:25] <Aero-Tec2> and large A axis movement when it should not
[11:01:41] <Aero-Tec2> still making sure it is not me messing up
[11:03:46] <skunkworks> pcw_home, do you stock a female header to db25? (that isn't 3 ft..)
[11:04:12] <skunkworks> oh - found it.
[11:04:32] <pcw_home> the 5i25 expansion port thingy
[11:04:47] <skunkworks> I didn't search correctly.. :)
[11:06:23] <Aero-Tec2> ok
[11:06:31] <Aero-Tec2> looks like it is all good
[11:07:17] <Aero-Tec2> looks like there maybe a small problem
[11:07:38] <Aero-Tec2> if you do a G10 L20 P1 A0
[11:07:38] <Aero-Tec2> at the end of program
[11:08:15] <Aero-Tec2> and then do a A0 at the start of program
[11:08:42] <Aero-Tec2> the next run seems to move A axis to 360
[11:09:17] <Aero-Tec2> I put a G10 L20 P1 A0
[11:09:18] <Aero-Tec2> at the3 start of Gcode and it looks to be fine now
[11:09:43] <Aero-Tec2> will have to recheck to see if what I said in indeed the case
[11:15:14] <Aero-Tec2> looks like it is working fine
[11:15:24] <Aero-Tec2> not sure what happened the one time
[11:15:34] <Aero-Tec2> but it seems good now
[11:36:38] <archivist> jthornton, I would rewrite into php so it was web friendly
[12:19:54] <JT-Shop> I could do that, it's not that big of a program
[12:44:47] <taiden> hey guys
[12:44:56] <taiden> i'm having trouble with Autodesk Fusion EMC post
[12:45:00] <taiden> http://pastebin.com/26QV65bR
[12:45:28] <taiden> I came back when this was at the 800th line and trajectory planner is move - stop - move - stop - move - stop
[12:45:44] <taiden> i have this problem a lot with Fusion EMC post processor
[12:46:01] <taiden> any idea on why this might be happening?
[12:46:12] <taiden> My mastercam post file made buttery smooth toolpaths
[12:48:54] <skunkworks> taiden, what version of linuxcnc?
[12:50:11] <taiden> 2.6.4
[12:50:51] <skunkworks> have you tried tweeking G64?
[12:51:12] <skunkworks> G64Px.xxxQx.xxx
[12:51:31] <skunkworks> does it actually stop or just slow way down?
[12:52:52] <JT-Shop> anyone know of a print to pdf for windoze?
[12:53:09] <_methods> pdf-xchange?
[12:53:21] <_methods> or you want to make a pdf?
[12:53:21] <taiden> it's really jittery
[12:53:32] <skunkworks> pdfcreator
[12:53:42] <taiden> for example on a 3 inch radius arc made up of segments
[12:53:59] <_methods> lair82 was having the same problem today with his arcs
[12:54:05] <taiden> it jitters all the way through each segment and shows velocity of 30 ipm instead of 300 ipm
[12:54:33] <skunkworks> try G64 with a P of what max divation you can tollerate
[12:54:57] <taiden> i have tried G64 in the past, it helps but not as much as you'd expect
[12:55:17] <taiden> what's bizarre to me is these same parts cut with my mastercam post (in the past) were extremely fast with none of this hesitation
[12:55:25] <taiden> and no G64 required
[12:55:29] <JT-Shop> I just want to print to pdf
[12:55:34] <skunkworks> where they arcs?
[12:55:41] <skunkworks> instead of short line segments?
[12:55:43] <_methods> print what?
[12:56:01] <skunkworks> pdfcreator is a virtual printer that creates a pdf
[12:56:03] <taiden> well, even when they are actual arcs with Fusion EMC post it still stops between endpoints
[12:56:11] <taiden> and they were segments
[12:56:14] <taiden> on Mastercam
[12:56:24] <taiden> i cant make any sense of it
[12:57:02] <_methods> is this a full diameter or an arc?
[12:57:08] <JT-Shop> yea G64 with no P is the default
[12:57:22] <skunkworks> you could be running into the 1 segment lookahead limitation of the current release version of linuxcnc. 2.7 (next release) has a N-lookahead planner that does much much better.
[12:57:31] <JT-Shop> G64 - without P means to keep the best speed possible, no matter how far away from the programmed point you end up.
[12:58:09] <taiden> if G64 with no P is default and it means to keep the best speed possible
[12:58:20] <taiden> then changing to G64 pxxx should slow i down yeah?
[12:58:53] <JT-Shop> http://linuxcnc.org/docs/html/common/User_Concepts.html#_programming_the_planner
[12:59:08] <JT-Shop> look at the graphic at the end of that section
[12:59:14] <skunkworks> it isn't that simple.. If you do a Px.xxx you do get Q by default the same amount. Q combines line segments that are within that tolerence..
[12:59:38] <skunkworks> (making short segments longer - keeping the speed up)
[12:59:40] <JT-Shop> g64 px "could" slow it down if it needed to to stay within the P tolerance
[13:00:20] <taiden> what im saying is that specifying a tolerance over the default g64 cannot possibly improve speed performance
[13:00:29] <taiden> that's what im understanding anyway :)
[13:00:48] <skunkworks> it does because it also combines line segments that Just G64 doesn't
[13:00:57] <skunkworks> or - it could.
[13:01:16] <skunkworks> test it.
[13:01:18] <taiden> okay
[13:01:35] <taiden> man this is frustrating
[13:01:35] <skunkworks> if performance still isn't good enough - then try 2.7. We need testers :)
[13:01:50] <taiden> any time i try to do 3d surfacing my feedrate drops to 10 ipm
[13:02:05] <skunkworks> what is your acceleration?
[13:02:09] <_methods> yeah
[13:02:18] <_methods> accel will have an effect on all that
[13:03:39] <taiden> machine is 900 ipm max and 20in/sec^2
[13:04:46] <JT-Shop> most machines I convert the acceleration is 10-20 times the max velocity
[13:05:23] <taiden> Okay, I'll kick that up then
[13:05:41] <taiden> so 15 in/sec and 150 in/sec^2?
[13:05:42] <JT-Shop> 900IPM is pretty fast...
[13:05:50] <JT-Shop> yea
[13:06:04] <JT-Shop> can it do 900IPM?
[13:06:17] <taiden> no, this isn't right
[13:06:24] <taiden> yes, it can do 900 ipm
[13:06:27] <lair82> I am running the latest version of master, and am still messing with this, I turned off the new TP, set just G64, and it looks a little better now, but still not 100% yet.
[13:06:50] <taiden> stepper motor on 20mm true lead
[13:06:53] <skunkworks> turned off the new tp?
[13:07:01] <_methods> lair82: how did it break up the arc?
[13:07:07] <_methods> into quadrants, halves?
[13:07:20] <lair82> I checked backlash, both x and y are 0.000, no lash either axis.
[13:07:23] <_methods> or did your cam do it as one
[13:07:31] <skunkworks> lair82, what is the issue?
[13:07:40] <_methods> he's getting choppy arc
[13:07:42] <taiden> it handles itself really well at normal cutting speeds around 240 ipm, my only issue is this tp dropping feedrates to 10 ipm on low curvature surfaces
[13:08:05] <lair82> http://postimg.org/gallery/2q4vcak52/ this is what my finish looks like
[13:08:33] <lair82> It is one G03 command for the full circle
[13:08:52] <skunkworks> wait - what machine is this?
[13:08:56] <lair82> We are only running at 3-6 IPM
[13:08:58] <_methods> try doing quadrants or hoaves to see if that helps
[13:09:07] <_methods> s/hoaves/halves
[13:09:19] <_methods> just as a rule it out type thing
[13:09:20] <taiden> i hate to ask this question on here, but how is Mach3 TP?
[13:09:23] <skunkworks> lair82, I almost garantee that isn't the tp..
[13:09:29] <taiden> i've never used Mach3, only used Linuxcnc
[13:09:40] <lair82> A cincinnati Milacron 10VC machining center,
[13:10:13] <skunkworks> how are you moving the axis?
[13:10:21] <lair82> This is the one that I had all the troubles on a month or so back getting my 7i80 setup, then my NIC wasn't compatible.
[13:10:44] <lair82> I don't follow ?
[13:10:44] <skunkworks> drool: 7i80
[13:10:53] <skunkworks> servos? amps?
[13:11:22] <lair82> Siemens dc servo's with a siemens 3 axis drive
[13:11:41] <lair82> not sure of the size, but they 1984 vintage
[13:11:43] <skunkworks> analog closed loop using mesa?
[13:11:50] <skunkworks> ok
[13:11:58] <lair82> Yep, resolver feedback thru 7i49
[13:12:14] <skunkworks> have you plotted the following error? during a cut like this?
[13:12:17] <lair82> 400 IPM Max rapid
[13:13:00] <skunkworks> and what is your ferror and such set to?
[13:13:44] <lair82> I am running a following error of only 10-20% of the command, 3 IPM feedrate, was at 0.0002-0.0005 F-error
[13:14:07] <skunkworks> My thoughts are a) resolvers not setup correctly (not linear through a rotation), B) servo tuning is off c) mechanical issue.
[13:14:34] <skunkworks> then I would guess a or c....
[13:15:50] <lair82> I watched the axis.0 motor.pos.cmd and the axis.0.motor.pos.fdbk on halscope, and both plots were following each other almost too perfectly, if I move one over the other, they almost look like the same line
[13:16:17] <skunkworks> that is good..
[13:16:17] <lair82> zoomed in to 200m
[13:17:17] <skunkworks> how are you getting the resolvers back into linuxcnc? pico converter or mesa?
[13:17:39] <lair82> I have started lowering my max accel to see if that helped, and my P value to get rid of some of the stiffness, not really much of a change, F-error got bigger though
[13:17:52] <lair82> Thru a 7i49
[13:18:30] <skunkworks> ok. Have you talked to peter about the resolver setup? I think he has ways of testing to make sure the card is setup correctly.
[13:19:48] <lair82> We went back and forth with those when I was doing the wiring and initial setup, We should be setup correctly, in regards to Transformation ratio, voltages, frequency
[13:22:23] <lair82> Speaking of the new TP, I cant really find any docs on it, I can see you questioned "I turned off the new TP". In my INI I have the "ARC_BLEND_ENABLE=" set to 0, and I tried 1 to turn it on and off, but does that not apply anymore?
[13:23:11] <skunkworks> by default (no ini settings) the new tp is on.
[13:23:49] <lair82> Does that line still disable it?
[13:23:54] <skunkworks> yes
[13:24:24] <skunkworks> http://www.linuxcnc.org/docs/2.7/html/config/ini_config.html#sub:TRAJ-section
[13:25:53] <skunkworks> Can you look at the ouptup of the pid? (going to the pwm) and see if it has a cyclic change every rev?
[13:26:15] <taiden> bumped up accel and used g64 p0.01
[13:26:41] <taiden> the linear speed is now very good so I call it a win, but it is still jittery and i wish i knew why!
[13:26:54] <taiden> thanks all for the help :)
[13:27:56] <lair82> skunkworks, Will do heading out there now, just look at axis.0.pid.out on the scope right/
[13:28:08] <skunkworks> right
[13:28:22] <lair82> Ok, give me 5 mins
[13:30:05] <JT-Shop> chrome solved it, you can print to pdf a web page
[13:30:13] <skunkworks> taiden, try (compared to commanded position..)
[13:30:16] <skunkworks> sorry
[13:31:04] <JT-Shop> taiden, I might have missed but what version are you running?
[13:31:11] <taiden> 2.6.4
[13:32:07] <JT-Shop> I switched my plasma to 2.7 and it ran much faster and smoother at high speeds with short lines and arcs as well as nurbs
[13:33:27] <Tom_itx> JT-Shop, little late responding but that's how scrollback works. Before i got the brother printer i used pdfcreator now the brother scans to pdf
[13:33:59] <aventtini> hello freinds
[13:34:05] <JT-Shop> this is a store generated invoice so it is on a html page
[13:34:34] <Tom_itx> screen capture, put it as a pic in word and print
[13:35:31] <aventtini> any one on the forum has some experiace with EXE bords?
[13:35:40] <aventtini> on the chat
[13:35:42] <JT-Shop> even easier with chrome, you just print right from chrome without pdfcreater
[13:35:53] <Tom_itx> or that
[13:36:16] <JT-Shop> problem with pdfcreater is it tacked on the url and I didn't want that
[13:37:24] <JT-Shop> I had to install an older version of pdfcreator as the new one wanted to put a bunch of crap on my computer
[13:37:37] * JT-Shop has no idea what an EXE is
[13:37:42] <Tom_itx> yeah i didn't like that eitehr
[13:37:53] <Tom_itx> hah
[13:38:01] <JT-Shop> in chrome you can turn that "feature" off
[13:38:48] <Tom_itx> this all in one is very handy for sending invoices etc
[13:39:27] <lair82_> skunkworks here is what it looks like, running at about 6ipm
http://postimg.org/gallery/1zyp7dw8m/
[13:40:16] <lair82_> N90 G03 X7.75 Y0.0 I-1.0 J0.0 is the command
[13:41:50] <skunkworks> is each blip about 1 rotation?
[13:42:12] <skunkworks> of the resolver?
[13:42:33] <lair82_> here is what it looks like on gremlin,
http://postimg.org/image/43zy34g5h/
[13:42:46] <lair82_> I will look at that now
[13:44:14] <robinsz> woo hoo ... all 3 axes moving, life is good
[13:44:23] <robinsz> well, kinda good
[13:44:26] <robinsz> poxy router
[13:45:31] <robinsz> the Y axis is made from a piece of ally plate, bent into the shape of a C the rails are inside on the top and bottom surfaces
[13:45:42] <robinsz> with me so far?
[13:46:34] <lair82_> should i look ar position or velocity?
[13:47:06] <robinsz> well, I noticed the carriage was kinda loose ... thought I would tighten up the clearances in the carriages etc ... but guess what? the distance between the rails is not the same over the run, you have to leave some play for it to work
[13:47:13] <robinsz> poxy bit of crap
[13:49:56] <SpeedEvil> hammer it flat
[13:50:23] <lair82_> http://postimg.org/image/5kbgl9j2d/ here is another of the resolver skunkworks
[13:50:30] <JT-Shop> Tom_itx, I found a cover for the brother
http://www.amazon.com/gp/product/B00N71UIH4?psc=1&redirect=true&ref_=oh_aui_detailpage_o02_s00
[13:51:25] <skunkworks> wait - the resolver velocity matches?
[13:52:21] <skunkworks> can you plot following error?
[13:53:45] <Tom_itx> nice
[13:54:40] <JT-Shop> yea a little pricy but real nice cover
[13:55:44] <Tom_itx> the only cover i ever got was for my original Series II HP laserjet
[13:55:55] <Tom_itx> that was back when printers cost more than toner
[13:56:03] <lair82_> http://postimg.org/image/rkrt1w1qd/
[13:56:47] <skunkworks> isn'1 that .002"?
[13:56:53] <skunkworks> + a little
[13:58:15] <lair82_> http://postimg.org/image/p4pzo1jnp/
[13:58:33] <Tom_itx> it was about the same price back then too
[13:59:29] <SpeedEvil> robinsz: there is of course an alternative
[13:59:42] <SpeedEvil> robinsz: Another servo to adjust the play according to the position
[13:59:54] <skunkworks> you are going to see that following error in your part...
[14:00:36] <lair82_> 6 IPM right now, and I am seeing 1-2.5 Ferror
[14:01:48] <skunkworks> Some tuning is in order...
[14:06:47] <lair82_> What is recommended following error for a machine like this?
[14:09:46] <robinsz> what sort of machine is it?
[14:09:47] <lair82_> skunkworks, According to the Cincinnatti Milacron lathe books, I dont have any data for this mill, we are allowed 1 thou Ferror per 1 IPM of commanded feed, thats how I have been setting up all of our retrofits, with good results.
[14:10:18] <lair82_> It's a Milacron 10VC-1000 VMC circa: 1984
[14:10:48] <skunkworks> wow. you are going to see that in the finished part.. what is the input scale of that machine?
[14:10:49] <robinsz> 5 tenths maybe
[14:11:03] <robinsz> 2 tenths if you get it decent
[14:11:42] <robinsz> I'd aim for 2 tenths of a thou
[14:11:48] <skunkworks> ^ agreed.
[14:11:58] <skunkworks> but wait is the input scale of the machine?
[14:13:30] <lair82_> resolver scale?
[14:13:56] <skunkworks> how many counts per inch?
[14:14:02] <robinsz> ^^ that
[14:15:26] <lair82_> RESOLVER_SCALE = .199996
[14:15:36] <robinsz> sigh
[14:15:53] <lair82_> Thats all I have to work with
[14:16:08] <skunkworks> do you have a input_scale set in the ini?
[14:16:53] <robinsz> we really should have a button on the desktop "post my ini to pastebin"
[14:17:29] <lair82_> No, you mean something like ENCODER_SCALE right? To set the Pulse per Rev, no this is all I have
[14:17:45] <lair82_> Doing that now,,,
[14:19:24] <skunkworks> well I guess I don't know how resolvers really work in linuxcnc as far as scale..
[14:20:34] <lair82_> http://pastebin.com/JEc4msgK
[14:21:45] <robinsz> id *guess* it scales to 1000ppr
[14:22:28] <robinsz> so he's potentially only got 5000 ppi
[14:22:49] <lair82_> With that value of .199996, 1 inch of travel on an indicator, gives 1 inch of travel on the DRO. my ballscrews are 8MM pitch, resolvers are a 1:1 drive off the screw
[14:23:28] <skunkworks> (float, read/write) scale
[14:23:29] <skunkworks> The position scale, in machine units per resolver electrical revolution.
[14:23:43] <robinsz> 8mm pitch ...
[14:23:59] <robinsz> so 1 turn of the resolver moves the machien 8mm
[14:24:06] <lair82_> yep
[14:24:26] <tjtr33> aventtini, I've used EXEs to translate sinus to ttl. not for Linuxcnc, but for Aerotech CNCs
[14:24:34] <robinsz> im lost as to where the .19999996 comes from then
[14:25:18] <tjtr33> aventtini, not much to it, plug sinus into one end and get ttl out other ( internal jumpers for dividing the sinus aka 'multiplier' )
[14:25:45] <lair82_> My bad, .200 pitch, 1 Rev is .200 give or take on an indicator
[14:25:59] <lair82_> All the other machines in the shop are 8MM
[14:26:03] <skunkworks> I would think it would be .31496 then..
[14:26:20] <robinsz> yep .2 makes sense
[14:26:42] <lair82_> My bad, long week ighting this thing, thank god its almost beer thirty
[14:26:54] <lair82_> "fighting"
[14:27:03] <robinsz> analoge devices make some neat chips that do resolver-to-encoder conversion
[14:27:15] <tjtr33> so does IC-Haus
[14:27:57] <skunkworks> well - the encoder has a simulated 1677216 counts per rev. that should be more than enough resolution to tune down to .0001 atleast..
[14:28:06] <robinsz> right
[14:28:08] <skunkworks> 16777216
[14:28:17] <robinsz> god number
[14:28:21] <robinsz> *good
[14:28:22] <skunkworks> *resolver
[14:28:39] <lair82_> Gurley Precision makes a drop in R11 frame encoder, for about 500 bones a piece,
[14:28:52] <robinsz> gulp
[14:29:14] <skunkworks> The resover is doing exactly what you are telling it to do.. In my opinion - it just needs to be tuned better.
[14:29:22] <robinsz> yep
[14:29:31] <robinsz> which tuning method you use?
[14:29:37] <robinsz> ziegler nicholls?
[14:29:40] <lair82_> Yep, thats why we stay with the resolvers, if I have to replace one, it's 250.00 delivered.
[14:29:41] <skunkworks> trial and error
[14:29:48] <skunkworks> :)
[14:29:59] <tjtr33> 1nanometer? 0.2/16777216 = .000000001 or is that pico ( to dang small to worry about anyway )
[14:30:08] <lair82_> You guessed it, Trial and error,
[14:30:25] <lair82_> When the graph looks good, RUN IT!!!
[14:30:27] <lair82_> LOL
[14:30:28] <skunkworks> I tried ziegler nicholls a long time ago. It didn't work for me. It was made for hydraulic/temp pid loops.
[14:30:58] <skunkworks> lair82: are these velocity mode amps? I assume?
[14:31:02] <robinsz> I use the "turn up P until all hell breaks loose, add some I to calm it down, add some D to make it snappy again without all hell breaking loose"
[14:31:21] <lair82_> yep Velocity
[14:31:36] <lair82_> apparently I need a whole lot more P
[14:31:38] <skunkworks> have you looked at jthornton's tuning instructions?
[14:31:43] <robinsz> nope
[14:31:47] <tjtr33> brazilonth
[14:31:51] <lair82_> I do use his tutorial
[14:31:59] <robinsz> does it involve grpahs?
[14:32:30] <skunkworks> http://gnipsel.com/linuxcnc/tuning/servo.html
[14:32:58] <lair82_> But I kind of stopped when I got below the 1 thou per 1IPM mark,
[14:33:09] <lair82_> sadly apparently
[14:34:38] <lair82_> No point in even getting it setup today, 18 more mins, and it's time for a cold one.
[14:35:14] <lair82_> i will hit it hard monday, get it clamped down as tight as possible,
[14:35:59] <robinsz> i read that tutorial last week and discounted it
[14:36:07] <robinsz> no I or D terms?
[14:36:40] <lair82_> has there been any work on the ATPID component, or is still a POS?
[14:36:58] <robinsz> no clue
[14:37:18] <lair82_> That would make life a whole lot easier ;)
[14:37:58] <robinsz> I solved my "machine only jogs a short distance then stops" problem
[14:38:33] <Computer_barf> does anyone know where i can find the Gpptool directory. I have a postprocessor that im supposed to move to that folder but i didn't see it two directories deep
[14:38:36] <_methods> beer time here too
[14:39:05] <furrywolf> yay, just sent the irs every cent I have.
[14:39:18] <Computer_barf> NO!
[14:39:27] <Computer_barf> don't did it
[14:40:11] <lair82> Multiples on my end, after fighting this machine!!!!!!!!
[14:40:48] <Computer_barf> ohhh
[14:40:50] <_methods> yeah one of our big customers production manager is moving back to germany and today is his last day
[14:40:52] <Computer_barf> i had it wrong
[14:40:59] <_methods> so goin to drink some beers with him
[14:41:04] <Computer_barf> im not supposed to put the post processor in linux cnc
[14:41:10] <Computer_barf> im supposed to put it in solidcam der
[14:41:10] <_methods> no
[14:41:14] <_methods> yeah
[14:41:20] <_methods> linuxcnc don't care about your post lol
[14:41:22] <skunkworks> very crappy tune at 50ipm..
http://electronicsam.com/images/KandT/conversion/testing/tuning.png
[14:41:41] <Computer_barf> im like where the hell is it
[14:45:21] <aventtini> http://www.linuxcnc.org/index.php/english/forum/38-general-linuxcnc-questions/29299-heidenhain-interpolation-bord-tnc-155
[14:46:09] <lair82> Thanks for the help guys, be back in touch monday, have a good weekend
[14:47:42] <tjtr33> aventtini, yes you can buy the board thats inside EXE boxes, single and triple versions. after the signal is ttl, you use any standard Linuxcnc method to read an encoder.
[14:49:14] <aventtini> yes
[14:49:24] <aventtini> i know i want to use the existing one
[14:49:36] <aventtini> that is allready in the tnc
[14:50:17] <aventtini> i just nead a schematic for it if its posible
[14:50:48] <tjtr33> you want to usew the TNC 155 control to do the interpolation?
[14:51:28] <furrywolf> should I work on the enclosure for the mill, work on my car, work on generators, or go lie down and nap?
[14:52:32] <aventtini> no that board that its in the image is the liniar scales bord
[14:53:00] <aventtini> its sin to ttl aleady but i need to get the signal out of them
[14:53:53] <tjtr33> board id nr?
[14:54:06] <aventtini> that i did not note
[14:54:08] <aventtini> :D
[14:54:46] <tjtr33> heidenhain wont give you a schematic BUT if it has ttl output, they will have documents detailing the pinout and signal nature
[14:55:51] <aventtini> there is one guy on the forum that use from tnc 145
[14:56:23] <aventtini> this one that i have is a little new
[14:57:57] <aventtini> its no need to buy new EXE box , allready have it on the original conttoller
[15:01:10] <aventtini> http://www.practicalmachinist.com/vb/attachments/f48/94722d1387856671-maho-mh400e-retrofit-linuxcnc-exe_hack.jpg
[15:01:14] <aventtini> like this
[15:01:24] <tjtr33> aventtini, the TNC 155 service manual suggest ( on page 42 sectio 3.2 ) that an individual pcb has the ttl values for XYZC and the handwheel
[15:02:07] <tjtr33> http://content.heidenhain.de/doku/oma_controls/CD1/tnc/151_155a/gb/sa155.pdf
[15:03:00] <tjtr33> it appears to have 4 identical circuits side by side, may be easy to 'hijack'
[15:03:17] <aventtini> <zeeshan|2>
[15:03:20] <aventtini> yes
[15:03:27] <aventtini> i was just reading on it
[15:03:29] <aventtini> :D
[15:04:02] <tjtr33> yes zeeshan has done this but iirc he bought exe boxes, no hack of TNC 155 control
[15:04:09] <aventtini> i just need to find a missing motor and i will start themachine
[15:05:07] <aventtini> and a manual for indramat TRK6
[15:12:30] <PCW> Look like LAIR is overdriving the resolver converter (error peaks every 1/4 turn)
[15:17:12] <Computer_barf> is 189 ipm a decent sounding speed for the g0704?
[15:22:01] <Computer_barf> that is 4800 mm/min
[16:03:47] <skunksleep> zlog
[16:06:45] <skunksleep> Computer_barf: sure.. We also need videos...
[16:13:15] <Computer_barf> wait what
[16:13:40] <Computer_barf> sorry i rebooted recently so i don't know what the videos thing is about
[16:15:29] <skunksleep> Of your machine running
[16:16:31] <Deejay> gn8
[16:16:45] <Computer_barf> oh yeah i should do that. I just wanted to post something cooler than cutting out the default linuxcnc engraving
[16:17:06] <Computer_barf> i just did that in a piece of wood
[16:23:48] <Computer_barf> skunksleep: do you have any fun toys?
[16:25:56] * furrywolf has lots of fun toys
[16:26:01] <furrywolf> but andy says I can't mention them
[16:26:27] <Computer_barf> god right after I asked that I knew it
[16:26:42] <Computer_barf> figured that furrywolf would be the one
[16:27:02] <Computer_barf> CNC toys! jeebus
[16:27:03] <furrywolf> :P
[16:27:44] <malcom2073> lol
[16:27:55] <furrywolf> I was thinking of working on the enclosure for my mill today, but I'm too tired to be useful
[16:28:26] <Computer_barf> yeah so far what I have for that is parts on a board on a wall
[16:28:57] <furrywolf> I cut all my metal to shape (6 sides, 11 corner angles), but need to drill way, way too many holes...
[16:29:45] <malcom2073> I should go do another round of de-rusting
[16:29:49] <malcom2073> it's certainly warm enough for it to work
[16:31:29] <Computer_barf> well furry wolf.. I bet you can't drill 50 holes today
[16:31:39] <Computer_barf> BAM
[16:31:46] <Computer_barf> challenged
[16:32:02] <Computer_barf> you are going to have to do it now.
[16:32:18] <furrywolf> if only it only needed 50 holes...
[16:32:27] <malcom2073> CNC drill!
[16:32:29] <SpeedEvil> furrywolf: M16
[16:32:47] <SpeedEvil> furrywolf: spotwelding?
[16:33:02] <furrywolf> the piano hinges have holes on 2" centers, on both sides, for an average of a hole an inch... I'll probably do the same spacing for the non-hinged sides so it matches...
[16:33:04] <Computer_barf> i imagine its bigger than the workspace
[16:33:32] <furrywolf> it's 20" square and 5" deep, so how many inches of corners is that? :)
[16:34:49] <Computer_barf> im half tempted to build a cnc router table so that I can make my enclosure with it
[16:35:17] <malcom2073> Do it!
[16:35:23] <furrywolf> build a cnc router table to build the parts for your cnc router table? :P
[16:35:40] <Computer_barf> no for my g0704
[16:35:58] <Computer_barf> but yeah then i probably would have to use the router table to make the enclosure for the router table
[16:37:35] <SpeedEvil> furrywolf: 160 holes on the large faces, and I guess another 160 on the touching faces, and 40 on the sides? 360? I'd turn right around and walk away.
[16:41:01] <furrywolf> eh, it's not that many.
[16:41:20] <furrywolf> something wrong with the math there, I hope. :P
[16:43:59] <SpeedEvil> Oh - I read 'a hole an inch'
[16:44:01] <furrywolf> 20 inches square is 80 inches. holes are every two inches, on both sides, for 80 holes. I'll be drilling the angle and the plate at once, not separately. the short sides are 5", probably 2 holes (depending on how I decide to position them), times two, times four, 16 holes. the front cover has a piano hinge on one side, for another 20 holes, then the other sides don't have holes in the cover, only mounting angle that stops it from shut
[16:44:02] <furrywolf> then a few for the latches.
[16:44:07] <SpeedEvil> but you were counting both sides
[16:44:15] <SpeedEvil> half that
[16:44:27] <furrywolf> still 150ish...
[16:45:13] <furrywolf> too many. :(
[16:45:42] <furrywolf> I could use every 4 inches, and either skip rows for the piano hinge, or do the hinges more than the rest of the box.
[16:46:17] <furrywolf> but, the most likely option is I'll just drill way, way too many holes.
[16:46:31] <furrywolf> I kinda like the every 4" idea... it doesn't need to be THAT strong...
[16:47:00] <SpeedEvil> Or if you can drill front and back at the same time, it really speeds it up
[16:47:46] <furrywolf> except there's a lot of asymetrical bits. the back side has two piano hinges, then lid has no holes on 3 sides,...
[16:48:34] <SpeedEvil> ah
[16:48:58] <furrywolf> window a/c units probably don't work at a 45 degree angle, right?
[16:50:36] <XXCoder> furrywolf: no
[16:50:53] <XXCoder> it needs to be level due to coolant design
[16:51:14] <Computer_barf> its 1935 and you decide to learn the trade of riviting
[16:51:27] <Computer_barf> cause how many rivits could the government possible want you to do
[16:51:41] <XXCoder> also, if you get it out of level for a while it needs a hour or 2 to settle down before turn it on
[16:51:43] <furrywolf> I have an air pop rivet gun.... but that still involves drilling all the holes first. :P
[16:52:06] <XXCoder> depends on size of course, ac probably heck shorter than ref
[16:52:15] <Computer_barf> i was just saying that cause i mean
[16:52:41] <Computer_barf> im sure there isn't any comparison to what you need to do in terms of drilling holes
[16:58:56] <SpeedEvil> furrywolf: Spot welding would be ideal for this
[16:59:01] <SpeedEvil> with the right electrodes
[17:01:11] <furrywolf> spot welding aluminum seems hard
[17:02:41] <furrywolf> I think today I'm going to make my honda eu stator tester... six nightlight bulbs. :)
[17:03:02] <furrywolf> also doubles for testing any other supply of 240v-ish 3-phase.
[17:04:17] <furrywolf> I'd prefer 3 240v bulbs, but 240v bulbs don't exist here.
[17:12:00] <furrywolf> bleh. the only plastic I can find is some old plexi, and I know from experience I'm not drilling six large holes in that without it exploding.
[17:12:14] <XXCoder> wood
[17:13:00] <furrywolf> ah, wood, the perfect material for combining electricity and incandescent filaments...
[17:13:21] <XXCoder> yep lol
[17:31:38] <MrSunshine> damn, some greace in the Z axis linear berings removed almost all visible shatter on the sides of my cut pieces .. when i was going to grease it i remember my last thought 1.5 years ago when i assembled it was "lets not grease it good now .. i will remove them later and grease them" .. well .. i didnt ..
[17:31:43] <MrSunshine> they were almost bone dry :P
[17:32:12] <furrywolf> lol
[17:33:01] <MrSunshine> tho, they were used stuff when i put them there .. now they are even more used and rattles around on the axles .. i guess $100 to replace axles and berings wouldnt be bad for the machine :P
[17:35:22] <XXCoder> MrSunshine: yeah forgetting is annoying
[17:38:53] <MrSunshine> and when you get the machine running you get so excited that you realy forget =)
[17:39:18] <MrSunshine> that i even dismantled it and painted it was quite impressive imo :P
[17:39:51] <malcom2073> Ok I soaked my ways in another coating of evaporust, see how it does when it's actually at the proper temperature heh
[17:39:55] <XXCoder> :)
[17:40:40] <malcom2073> It did pretty good last time, even though it was only 50F, and it's supposed to be above 60-70
[17:41:21] <furrywolf> evaporust won't work in coating form. it needs to liquid, and able to flow. best suggest I've heard for things too large to submerge is to apply paper towels and soak, or to spray with a pond pump.
[17:41:41] <malcom2073> Yep, I have soaked paper towels along with saran wrap around the whole thing
[17:41:42] <furrywolf> suggestions
[17:41:57] <furrywolf> I haven't tried the pond pump solution, but it seems like a good one...
[17:42:04] <malcom2073> gonna go re-wet it every half hour for probably 2-3 hours
[17:43:06] <malcom2073> Last time, I soaked it and left it overnight
[17:43:19] <malcom2073> Had to scrub to get the remanents of the paper towels off, but it cleared off most of it
[17:45:09] <malcom2073> Last time: Before:
http://mikesshop.net/millcleanup/DSCN1958.JPG Middle:
http://mikesshop.net/millcleanup/DSCN1972.JPG After:
http://mikesshop.net/millcleanup/DSCN1982.JPG
[17:46:36] <malcom2073> Getting pretty close to being at the point that I need a 7i77 to go muchfurther heh
[17:56:44] <furrywolf> I need a 7i76e... my lack of one is part of why I'm not bothering finishing the enclosure...
[17:58:04] <malcom2073> If he comes out with a 7i77e before I actually find the money to buy, I'll probably get that
[17:58:34] <furrywolf> isn't it already out?
[17:59:07] <malcom2073> not that I know of? searching again now
[17:59:33] <malcom2073> Doesn't look like it
[17:59:44] <furrywolf> hrmm, doesn't look like it. I must have imagined it. lol
[18:00:03] <XXCoder> malcom2073: not bad
[18:00:12] <XXCoder> good percent rust removed
[18:00:32] <furrywolf> it's listed on the mesa bitfiles page...
[18:00:55] <malcom2073> But not on their product pages :/
[18:01:55] <malcom2073> It's gonna be a couple months, so he's got time to get one out :-P
[18:02:16] <furrywolf> it's listed on the ethernet driver, which is probably where I saw it, as I read it looking up the 7i76e.
[18:05:32] <malcom2073> I wish this machine was steppers, then I could get it running off parallel port at least initially heh
[18:07:58] <furrywolf> I'll trade you. :P
[18:08:19] <furrywolf> mine are nema34, something like 980oz-in... :P
[18:08:22] <malcom2073> Heh
[18:08:26] <malcom2073> That'd do it
[18:08:33] <robinsz> I was just about to order a 5i25/7i77 plug-n-go kit
[18:08:53] <malcom2073> My dads big mill runs on 800oz-in steppers I believe
[18:09:52] <furrywolf> and they're nice low-inductance ones too... I can get close to 120ipm with the stock 10tpi leadscrews and 2:1 belt reduction...
[18:10:11] <malcom2073> Wait you trading machines or drive systems? :-P
[18:10:24] <furrywolf> lol
[18:10:28] <furrywolf> what's your machine? :P
[18:11:55] <malcom2073> Clausing FV-1 :
http://mikesshop.net/millmove/image030.jpg
[18:13:07] <furrywolf> sure, I'll definitely trade. :P
[18:13:25] <malcom2073> Why, what do YOU have? :-P
[18:13:28] <malcom2073> Shipping would be hell
[18:13:36] <furrywolf> a chinese lathe/mill combo machine. :P
[18:13:40] <malcom2073> haha
[18:14:20] <furrywolf> I should take a current photo...
http://fw.bushytails.net/shoptask02.jpg is it before cleaning and CNCing.
[18:14:45] <malcom2073> Oh that's a nice little machine
[18:15:21] <furrywolf> it's the largest of the chinese tabletop mill/lathe combos... got about a 10x11" useful machining area in mill mode.
[18:15:44] <furrywolf> see gallon can for size reference
[18:15:54] <malcom2073> Yeah it's pretty good sized for a tabletop
[18:15:57] <furrywolf> of course, at 650lbs, it probably weighs less than just the head on yours. :)
[18:16:17] <malcom2073> haha
[18:16:24] <malcom2073> I think the head on mine is only like 400
[18:16:34] <malcom2073> I hope, cause I gotta lift it up at some point
[18:16:41] <furrywolf> lol
[18:17:11] <furrywolf> mine is movable by one person if you separate the major components and don't mind grunting a bit.
[18:17:18] <malcom2073> That's good
[18:17:49] <furrywolf> obviously, at 650lbs, I'm not deadlifting it... but I can lift the head, saddle, etc separately, then grunt and move the base around.
[18:18:23] <malcom2073> Haha yeah
[18:18:31] <malcom2073> Get a small engine hoist and you're set to go anywhere with it
[18:18:38] <alex4nder> hah
[18:18:42] <XXCoder> grunt for power!
[18:18:51] <furrywolf> the head is, dunno, 200lbs... I can carry it around, but I wouldn't want to long distances.
[18:19:02] <malcom2073> Gotta go respray my paper towels, brb
[18:19:30] <furrywolf> make sure to squish them around or something too... you want to expose the metal to fresh evaporust.
[18:21:11] <malcom2073> Yep, used a glove to push the air bubbles beneath the paper towels out
[18:22:19] <XXCoder> need to smuh em around too, so rust is loosened and new rust exposed to chemical
[18:22:53] <malcom2073> Yeah, next time I go down I'll replace the paper towels and wipe it down
[18:24:47] <furrywolf> XXCoder: it doesn't work by loosening rust. the rust is dissolved into the chemical. that's why you have to make sure you get fresh chemical to the area.
[18:25:00] <XXCoder> ahh
[18:26:03] <furrywolf> once the chemical has dissolved a certain amount of rust, it becomes useless...
[18:30:16] <XXCoder> makes sense
[18:30:32] <XXCoder> guess it uses itself up. some chemical causes reaction but dont involve itself in it
[18:32:19] <furrywolf> their advertising claims it's chelation, a type of molecule that bonds to metals well...
[18:51:07] <furrywolf> hrmm. my stator tester turned out to be a surprisingly attractive light fixture. I might need to build a mini 240v 3ph inverter for using it. :P
[18:51:30] <malcom2073> lol
[18:51:32] <XXCoder> :)
[18:51:33] <malcom2073> pics?
[18:51:43] <XXCoder> pics or it didnt happen :P
[18:52:03] <furrywolf> (actually, it looks more like tangled christmas lights...)
[18:57:30] <furrywolf> uploading. this will be a while.
[18:57:34] <furrywolf> I was mostly joking. :P
[19:01:19] <malcom2073> awww
[19:05:56] <furrywolf> just tried it on the eu6500is... shows both stator winding sets are good.
[19:06:08] <furrywolf> images still uploading
[19:06:19] * furrywolf probably should have downsampled them first
[19:08:27] <furrywolf> http://fw.bushytails.net/statortester01.jpg http://fw.bushytails.net/statortester02.jpg
[19:12:28] <furrywolf> happy? :P
[19:16:55] <cradek> that is a work of art. a bad one, but still, a work of art.
[19:17:51] <furrywolf> lol
[19:20:23] <furrywolf> it seems to do its job, since all six bulbs light up when plugged into the stator connectors on my generator. :)
[19:20:46] <malcom2073> Haha nice
[19:22:08] <furrywolf> also helps confirm the problem with the generator is, indeed, the most expensive part in it.
[19:22:36] <andypugh> The actual generator? \
[19:23:56] <furrywolf> no, the actual generator is good, since all six light bulbs light when connected to either set of windings. and that's not the most expensive part either. that's only has as expensive as the most expensive part... the inverter.
[19:24:20] <andypugh> A friend is planning to make a solar-powered lathe. He has a garage with no power (separate from the house) and is planning to use solar cells, batteries, and inverter and a VFD to drive the lathe.
[19:24:46] <furrywolf> how far is it from the house?
[19:24:54] <andypugh> Why is there an inverter?
[19:25:02] <furrywolf> batteries are the part of solar systems that really suck.
[19:25:13] <furrywolf> because it's an inverter generator?
[19:25:20] <andypugh> His garage is about 100 yards from the house, accross a road and a public area.
[19:25:54] <furrywolf> the generator is a permanent magnet unit that puts out 225V 3-phase at some high frequency. this is rectified, stuffed in capacitors, then used to generate a nice perfect 60hz sine wave.
[19:26:02] <andypugh> Right, so they run the an alternator at variable speed, rectify then invert to make power?
[19:26:24] <furrywolf> this is both smaller, lighter, more efficient, and lets the engine run at any speed, making it quieter and more fuel efficient there too.
[19:26:59] <andypugh> I think I may be confusing things. This isn’t the one with the oil-burning problem? As that would be unlikely to be inverter-related.
[19:27:16] <malcom2073> Heh, furrywolf has like, 7 generators
[19:27:19] <malcom2073> easy to confuse the issues :P
[19:27:38] <furrywolf> I got a pile of broken honda inverter generators to repair.
[19:28:00] <andypugh> Do they run inverted?
[19:28:51] <furrywolf> so far I have one eu3000is that works perfectly, one eu2000i that works perfectly except for burning oil on startup, one eu3000is that burnt oil excessively that I took back apart and ordered rings for, and an eu6500is that seems to need an inverter.
[19:30:10] <andypugh> So, you have an overpowered engine for your smaller inverters available. Is that bad?
[19:30:39] <furrywolf> I also have an em7000is that I suspect also needs an inverter (since it was sitting on top of it with BAD written on it...), an eu2000i that I haven't diagnosed yet (has no carb or spark plug, and looks beat to hell), an eu3000is that was used for a parts unit and I continued to do the same (has no inverter, starter, head, cam, wiring harness, carb...), and an eu2000i that has been taken completely and totally apart. every single possibl
[19:31:33] <furrywolf> yes, that's bad, because the smaller inverters won't work in it. the ECU in the generator expects to be able to talk to the inverter module, and shuts down the engine after 5 seconds of no communication, sets error codes, stores freeze-frame data, etc. the smaller units don't use the bus protocol the larger one does.
[19:31:54] <andypugh> On inverters I think I would look at the input rectifier and possibly the caps, then give up.
[19:32:00] <andypugh> But I lack moral fibre.
[19:32:30] <furrywolf> yes, that's a great idea. except all you can actually look at is the giant black epoxy blob a foot square and 2" thick.
[19:32:45] <furrywolf> with plugs coming out of it.
[19:32:50] <malcom2073> hah that figures.
[19:32:57] <malcom2073> Could dissolve the epoxy, there are procedures for that
[19:33:24] <furrywolf> yes, those procedures tend to also dissolve many of the components, and are good for reverse engineering and failure analysis, not repair.
[19:33:33] <malcom2073> heh
[19:33:46] <andypugh> Melt out the epoxy from a known-bad one. Probe the internal shape. CNC mill the epoxy from the others :-)
[19:34:00] <malcom2073> There ya go!
[19:34:19] <furrywolf> except I only have one eu6500is. :P
[19:34:31] <andypugh> Buy more :-)
[19:36:08] <furrywolf> the 6500 has an ecu of early '90s complexity... it has a carb, but controlled entirely electronically. mixture and throttle are steppers bolted to it - doesn't even have a mechanical governor. the ecu controls spark, and also contains a diagnostic system, that not only stores trouble codes, but stores freeze-frame data whenever one is set, with rpm, power, temperature, etc, all displayed on an lcd on the front of the unit.
[19:36:41] <furrywolf> it uses a proprietary bus to communicate with the inverter
[19:37:01] <furrywolf> the new 7000 is completely fuel injected...
[19:37:09] <furrywolf> (not the one I have - the one they just came out with last year)
[19:38:23] <furrywolf> the 3000 and 2000 have electronic throttle control, but a lot fewer brains, and no internal serial busses...
[19:40:34] <furrywolf> speaking of burning oil... here's the crap crosshatch I ended up with:
http://fw.bushytails.net/crappycrosshatch01.jpg I might never use a dingleberry hone again. NOT happy with it.
[19:42:41] <malcom2073> Hmmm
[19:42:43] <Tom_itx> is it round or egg?
[19:43:07] <Tom_itx> and how much taper does it have?
[19:43:20] <furrywolf> you have to reverse direction while still in the bore, or it completely fucks up the lip where the head gasket needs to seal. note it fucked up that one. reversing while still in the bore creates sinusoidal makes, not crosshatches.
[19:43:25] <andypugh> furrywolf:
https://www.youtube.com/watch?v=bT1nRq-cM7M&feature=youtu.be
[19:43:29] <furrywolf> dunno, dunno.
[19:44:04] <furrywolf> next time I'm using my trusty 3-stone hone.
[19:44:18] <malcom2073> I wonder if one of these :
http://www.ebay.com/itm/2000W-Pure-Sine-Wave-Inverter-Power-Board-Post-Sine-Wave-Amplifier-Board-DIY-kit-/281676467278?pt=LH_DefaultDomain_0&hash=item419539cc4e ,has a wide enough input range to be hooked to a generator
[19:44:19] <Tom_itx> i like those better than the beads
[19:44:23] <furrywolf> andypugh: yes, I know how. knowing how doesn't help when your tools don't work. :P
[19:44:38] <andypugh> furrywolf: Kssp watching :-)
[19:44:58] <andypugh> (keep)
[19:45:23] <malcom2073> hahaha wtf?
[19:45:38] <malcom2073> "abrasive springloaded pads, aka spoons"
[19:45:58] <furrywolf> the individual balls get stuck outside of the cylinder, and completely fuck up the lip when changing direction. the only way they can be used to create an even crosshatch, without ruining the block, is if you clamped a plate the same size as the bore over the top to to prevent it from ruining the lip of the cylinder.
[19:46:08] <furrywolf> I'm already not sure the head gasket will seal now.
[19:46:29] <furrywolf> it'll take a bit to download before I can watch it.
[19:46:43] <malcom2073> Hahaha
[19:46:44] <malcom2073> that's awesome
[19:47:13] <furrywolf> in any case, I have something that sorta resembles a crosshatch, and the rings should be in monday...
[19:47:36] <malcom2073> furrywolf: Did you use "extra whitening" honing paste?
[19:48:19] <furrywolf> you use the ball hone with oil
[19:49:00] <furrywolf> sadly, the tool in that video probably does less damage than the ball hone...
[19:49:31] <malcom2073> erm
[19:49:37] <malcom2073> It's a sarcastic video.... :-P
[19:49:53] <malcom2073> oh you said less hah
[19:49:59] * malcom2073 fails at internet
[19:50:19] <furrywolf> lol
[19:50:56] <andypugh> Fuel tank repair is good too, including flaring off the fuel first.
[19:51:13] <furrywolf> I think the best part is his ability to keep straight the whole video...
[19:51:42] <malcom2073> Wonder how many takes it took
[19:52:09] <Tom_itx> is that an andypugh how to?
[19:52:21] <andypugh> I lack the l33t skillz
[19:52:23] <furrywolf> I am very, very unhappy with the ball hone. It's a tool that, as far as I can tell, by design, damages blocks.
[19:52:27] <Tom_itx> heh
[19:52:50] <Tom_itx> furrywolf i don't like those either
[19:52:53] <furrywolf> not, as in, it was designed to do that, but that it's an unavoidable effect of the design.
[19:53:37] <furrywolf> the only way I can see to use it without damaging the block is to make a plate that bolts down over the block, with a machined hole the exact size and position of the bore.
[19:53:56] <furrywolf> kinda like the plates you have to make to bore out loose pressed-in liners.
[20:03:29] <furrywolf> brb, going to see what happens if I plug my solar system into the 2000 instead of the 3000 I usually use.
[20:15:34] * malcom2073 hears a faint boom
[20:16:21] <furrywolf> lol
[20:21:15] <furrywolf> my solar system inverter is doing its job perfectly... I told it to only pull 13A off the generator, as the 2000 is rated for 13.3A, and it's doing exactly that.
[20:24:50] <malcom2073> You just rectifying the generator to high voltage DC?
[20:25:43] <furrywolf> no
[20:26:50] <furrywolf> my inverter does fancy load-sharing... if I tell it to draw a certain current from the generator, and the loads are less than that, it'll use the available extra to charge the batteries, while if the loads exceed the setting, it'll invert the difference from the batteries so you don't overload the generator.
[20:38:48] <malcom2073> Ah nice
[20:45:21] <SpeedEvil> Is it more fuel efficient do you think?
[20:51:22] <furrywolf> dunno
[20:51:45] <furrywolf> I turned it off because the neighbor showed up and asked if he could use my shopvac to vacuum out his truck
[21:35:00] <membiblio> furry what kind of inverter generator combo do you have?
[21:37:02] <furrywolf> my main generator is a honda eu3000is. I don't use it very often. my solar system is all Outback parts, with an outback gvfx3524 inverter.
[21:37:42] <membiblio> And it does the load sharing you describe as part of its natural nature?
[21:39:37] <furrywolf> yes
[21:39:59] <furrywolf> if I had grid power, it'd also sell extra solar back to the grid, and other fun things too.
[21:40:08] <membiblio> That is spectacular. Something that does what you naturally expect it to. Wow.
[21:40:18] <furrywolf> lol
[21:40:26] <membiblio> Very cool. Thanks.
[21:40:32] <membiblio> Where do you live btw?
[21:41:16] <furrywolf> it also does some things you might not expect. I learned (by reading) that if you connect a grid-tied inverter to its output, it'll recognize that it's being backfed, and absorb the power put out by the other inverter and put it in the batteries.
[21:42:08] <furrywolf> so you could have, say, two buildings, one with solar, batteries, and the big inverter, then another building, a distance aways, connected with mains wiring and a grid-tie-only inverter with its own solar panels, and it'll feed the solar power over the mains connection to the other building and put it in the batteries there.
[21:42:24] <furrywolf> northern california
[21:42:51] <membiblio> Spectacularly cool.
[21:43:02] <membiblio> Ok ttyl bed time for me in Pittsburgh :)
[21:43:07] <furrywolf> cyas
[21:45:58] <furrywolf> now to turn up the generator current setting and see what happens. :P
[21:52:04] <furrywolf> at 16A the engine stops getting louder/faster, at 17A the overload light comes on, then it shuts down.
[21:53:46] <furrywolf> it seems to run well at every setting
[21:54:01] <furrywolf> too bad it burns a little bit of oil on startup, otherwise I'd declare it perfect...
[22:33:36] <zeeshan--> pcw you here?
[22:33:48] <zeeshan--> i am trying to help setup a plasma cutter for a makerspace
[22:34:02] <zeeshan--> we scavenged basically a huge frame for the job and it's got a crap load of steppers
[22:34:11] <zeeshan--> what do you recommend for thc
[22:34:24] <zeeshan--> is the THCAD all that is needed
[22:36:13] <furrywolf> zeeshan|2: ball hones SUCK. do not get one.
[22:36:56] <zeeshan--> lol why
[22:37:21] <furrywolf> they ruin your block, inherently and pretty much unavoidably.
[22:37:29] <furrywolf> or you have to live with a crap crosshatch
[22:37:41] <zeeshan--> lol
[22:37:42] <zeeshan--> you sak!
[22:37:49] <zeeshan--> it worked well forme!
[22:38:22] <furrywolf> if you keep them entirely within the bore, the top and bottom of the bore get only horizontal grinding, with no crosshatch, as the grinding is in a sinusoidal shape.
[22:38:59] <furrywolf> if you pull them out of the bore on each stroke, the lip at the top of the cylinder gets completely fucked up by the stress concentrated on the side of the balls being pushed back in on the downstroke, killing the headgasket seal.
[22:42:38] <furrywolf> when you push back down, the balls rub on the top of the deck, before being forced down into the bore... you end up with a wide scratched area with a rough bevel, even after just a few strokes, as there's much more stress applied to the side of the stones on the stroke than the evenly distributed outwards force.
[22:43:01] <furrywolf> but if you don't pull it out, you end up with no crosshatch on the top several inches of cylinder.
[22:43:22] <furrywolf> unless you drive it with a machine that can reverse direction instantly - which your arm isn't.
[22:44:42] <furrywolf> a standard parallel stone one can be pulled halfway out of the bore without damaging the deck in any fashion
[22:44:51] <zeeshan--> lol
[22:45:07] <zeeshan--> ill bbl !
[22:45:10] <zeeshan--> im not home :/
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}