Back
[00:30:47] <Computer_Barf_Up> so I want to start a build thread and am not sure If i should post at cnczone , practical machinist , or somehwere else
[00:37:57] <XXCoder1> Technoid-Home: or just new blog page
[02:09:00] <Deejay> moin
[02:28:45] <Technoid-Home> -hey
[02:29:05] <Technoid-Home> computer_barf here reincarnated
[02:30:03] <XXCoder1> yo
[02:31:05] <Technoid-Home> looking at 3d printed power supply mounts
[02:37:50] <XXCoder1> or print one? lol
[02:37:52] <XXCoder1> sorry
[02:38:05] <XXCoder1> I remember this cnc router page
[02:38:14] <XXCoder1> guy made cnc router then used it to make parts for it
[02:38:18] <Technoid-Home> no i mean , st's for something that would be appropriate to my needs
[02:39:09] <Technoid-Home> http://www.thingiverse.com/thing:292306
[02:39:29] <XXCoder1> thts pretty nice
[02:39:59] <Technoid-Home> yes its nice concept but unfortunantly the wrong orientation for my needs
[02:40:26] <Jymmm> XXCoder1: YEEEEEEEEES!!!!
[02:40:46] <XXCoder1> ?
[02:40:57] <XXCoder1> hmm cant alter it tech?
[02:41:20] <Technoid-Home> I think I will model up some like that so I can mount mine with the largest face down
[02:41:37] <Technoid-Home> but good to have a general reference point for what to model
[02:41:45] <XXCoder1> I bet
[02:41:49] <Jymmm> XXCoder1: Drilled out the gas cap, taped it with a plumbing fitting, and even without oring, it's air frickin tight, and barb orientation is away from the handle =)
[02:42:04] <XXCoder1> nice work
[02:42:41] <Jymmm> XXCoder1: Thanks. Not bad for a $6 solution that even Honda doens't offer.
[02:42:50] <Technoid-Home> I also have a kelling 48v power supply that I'll mound similarily
[02:43:13] <XXCoder1> I got no instructions for my cnc router so I gonna figure it out lol
[02:43:25] <XXCoder1> and gonna figure how to mount my edge router to it
[02:43:28] <XXCoder1> so it will work
[02:43:53] <Technoid-Home> I plan on building a cnc router but started with the mill so I can use the mill to make parts for the router table
[02:44:43] <Jymmm> XXCoder1: you load da tooling. you load da material, you load da gcode, you press go, and RUN LIKE HELL!!!
[02:45:10] <XXCoder1> I'd rather do it at low speed then confirm it stops at right spot.
[02:45:32] <Jymmm> cough*WUSS*cough
[02:46:52] <XXCoder1> lol
[02:47:07] <XXCoder1> man some webcomics is so slow
[02:47:16] <XXCoder1> I havent read one for 7 months. 4 new comic
[02:47:37] <XXCoder1> not 4 new stories or "books". just literal 4 pages
[02:47:45] <Technoid-Home> man and I get pissed waiting a month for the walking dea
[02:47:46] <Technoid-Home> d
[02:48:06] <Jymmm> XXCoder1: This is what ppl have been buying...
http://www.ebay.com/itm/HONDA-EU2000i-GENERATOR-EXTENDED-RUN-FUEL-CAP-SYSTEM/181073850050?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D29904%26meid%3Dfb2aaecc3ae74620a619170fc30a5d5f%26pid%3D100005%26rk%3D3%26rkt%3D6%26mehot%3Dpp%26sd%3D181616314834&rt=nc
[02:48:13] <Technoid-Home> then again thats the only comic I've ever been motiviated to read
[02:48:22] <XXCoder1> Technoid-Home: I have group called long term comics. I save some comics there fprvarious reasons
[02:48:35] <XXCoder1> some has hard to follow plot, so its better to take it in longer terms
[02:48:41] <Technoid-Home> hey is there an alternate name for limit switches
[02:48:42] <XXCoder1> some just is so slow
[02:48:55] <XXCoder1> 30 bucks jeez
[02:49:07] <Technoid-Home> you know the switches with the little metal lever
[02:49:14] <Jymmm> XXCoder1: The facotry PLASTIC cap is that much
[02:49:17] <XXCoder1> yeah dunno alternate names
[02:49:25] <Jymmm> XXCoder1: This is what I bought
http://www.ebay.com/itm/391070488025
[02:49:31] <XXCoder1> Jymmm: reminds me of this little nut for my van window
[02:49:40] <XXCoder1> ebay was at $10 and $3 shipping
[02:49:46] <XXCoder1> I thought it was nuts
[02:49:46] <Jymmm> XXCoder1: The factory cap has a on/off for air inlet
[02:49:59] <XXCoder1> till I checked dealer. its $25 bucks $15 shipped
[02:50:07] <Jymmm> XXCoder1: screw the outragious shipping fees
[02:50:09] <XXCoder1> I got ebay one for less than dealer shipping price
[02:50:19] <XXCoder1> indeed
[02:50:22] <Jymmm> XXCoder1: eeeesh
[02:50:46] <Jymmm> XXCoder1: AND... I can remove that and return the cap back to it's original config.
[02:50:49] <XXCoder1> yeah its so nuts a single (admitting odd) nut is that expensive
[02:51:20] <Jymmm> XXCoder1: I'd of hit the junk yard and grabs a handful of em
[02:51:28] <Jymmm> then sell em on ebay =)
[02:51:34] <XXCoder1> junkyard? $25 bucks for whole windpw
[02:51:41] <XXCoder1> cant buy just nut
[02:51:57] <XXCoder1> ironically STILL cheaper than dealer
[02:52:09] <Jymmm> lol
[02:52:30] <Jymmm> The intank fuel pump... $400 from deal
[02:52:31] <Jymmm> er
[02:52:46] <Jymmm> found it on ebay for $22 brand new
[02:52:56] <XXCoder1> insane
[02:53:07] <Jymmm> auto parts store wanted $120
[02:53:20] <Jymmm> $105 to $120
[02:53:34] <XXCoder1> more extreme one was $900 for radator, plus few hundred more for install
[02:53:50] <XXCoder1> usual shop wanted just $120 + another $100 for install
[02:53:58] <Jymmm> dealer wanted $600 to install the pump
[02:54:04] <XXCoder1> I literally laughed at his face
[02:54:16] <XXCoder1> from what I understand, deaf laugh is strange
[02:54:26] <Jymmm> hahaha
[02:55:17] <Jymmm> XXCoder1: oh that milled cap, it still doesn't have any fitting or valve either
[02:55:31] <XXCoder1> fun
[02:55:54] <Technoid-Home> watch out for the stealership
[02:56:54] <XXCoder1> lol nice one
[02:57:00] <Jymmm> XXCoder1: Now, I can just drop a fuel line into a gas can. no having to fumble with it or fill it
[02:57:01] <XXCoder1> gonna remember that
[02:59:04] <Jymmm> HAHA... When I had to fuck with replacing the fuel pump, I replaced the fuel filter (just in case). I kept that filter too, it's clean and huge. and might now be part on my gen setup =)
[03:02:35] <Jymmm> WTH.... I didn't know you could use these type of connectors on fuel lines...
http://www.autozone.com/fuel-delivery/fuel-line-connector/dorman-fuel-line-connector/ford/expedition-2wd/2001/8-cylinders-w-4-6l-efi/548275_0_0/
[03:02:59] <XXCoder1> convient I guess
[03:03:24] <Jymmm> for a quick release, maybe?
[03:04:35] <Jymmm> Ah, more realistic
http://justgastanks.com/images/tus_10_fue_lin_qui_con.jpg
[05:19:11] <Crom> dang arduino IDE
[05:19:36] <Crom> it doesn't handle multiple arduino hooked up at the same time well
[05:19:44] <Crom> 3 times I'
[05:20:29] <Crom> ve had to go back and upload the code to the other one, and reset the port again and upload the other file back to the arduino which shouldn't have gotten the new code
[05:33:58] <renesis> ha @ multiple arduino project
[07:22:55] <malcom2073> I never understood why the ardino "IDE" was never developed into an actual IDE, rather than just a shitty text editor with an upload option
[07:23:18] <cpresser> malcom2073: to keep it easy. thats the basic idea with arduino.
[07:24:10] <malcom2073> cpresser: The main complaint I hear from people when helping them get started with arduino is about the IDE being not easy
[07:24:27] <malcom2073> Most people used to things like MSVC, eclipse, etc heh
[07:24:57] <malcom2073> Hmm ther's an idea, eclipse, I wonder how hard that would be to set up
[07:25:33] <TekniQue> should have just used Eclipse
[07:25:43] <TekniQue> rather than bothering with this shitty text editor
[07:26:09] <TekniQue> but Arduino is not aimed at programmers
[07:26:12] <cpresser> malcom2073: well, then you are not the target audience for arduino. get a real uC board then, and a real IDE
[07:26:41] <malcom2073> cpresser: It seems so, shame since I use them so much
[07:26:52] <cpresser> afaik, there is a eclipse arduino plugin.
[07:26:57] <malcom2073> Indeed, just found that
[07:27:31] * cpresser prefers vim, ctags, gbd, makefile for uC development :P
[07:30:06] <malcom2073> cpresser: Your credability just went out the window :P
[07:31:21] <cpresser> malcom2073: but i got +2 nerd-credit?
[07:31:47] <malcom2073> cpresser: I suppose? Unsure, I don't get nerd-credit so I don't think I'm qualified to give it heh
[07:32:51] <cpresser> i once did a customer-project wor atmel-arm-cpus using the atmel-studio. it took me 2days to figure out how to use the gui
[07:33:40] <cpresser> so i rather stick with stuff/tools i am fluent with
[10:57:23] <cpresser> torque-mode-tuning-question: my axis slowly creeps away when there is no motion. P and I term done seem to have any influence on the behaviour at all. so far, only D is set at 0.05, all other paramters are zero
[10:57:42] <cpresser> any hints on how to eliminate the creeping?
[10:59:57] <pcw_home> P term should eliminate it unless theres an encoder issue (does the DRO drift?)
[11:00:46] <cpresser> pcw_home: yes, the DRO does drift
[11:00:53] <cpresser> so does ferror
[11:01:18] * cpresser did increase P up to 100000, but i cant see any change
[11:02:00] <pcw_home> Hmm that doesn't make sense, take a look at the PID output vs error
[11:03:08] <pcw_home> any sizeable error and a huge P term and you should get full torque to correct the error
[11:03:13] <cpresser> let me check..
[11:03:22] <pcw_home> (and massive oscillations)
[11:04:04] <pcw_home> seems like the loop is not closed
[11:06:50] <cpresser> it seems like the tuning-tool doesnt change pid.a.Pgain
[11:07:36] <cpresser> i added that pin to halscope. and i expect that value to change as soon as i push the test-button in the tuning-tool
[11:07:59] <pcw_home> you mean calibrate?
[11:08:03] <cpresser> yes
[11:10:12] <pcw_home> It works for me (you can hit refresh to see the current value)
[11:10:47] <cpresser> i am not sure why that isnt working. ill do some more tests
[11:13:04] <pcw_home> a basic test is disable the drive, setup PID with just P
[11:13:06] <pcw_home> start linuxcnc and turn the motor shaft, and trace the PID input,output
[11:13:07] <pcw_home> and physical output voltage
[11:13:53] <pcw_home> and ferror
[11:36:20] <Tom_itx> ok, i've got spindle-at-speed and spindle synchronized motion working however it looks like the scale between the spindle and Z axis are off by quite a bit. i tried the rigid tap demo code and the distance to go never got there. it seemed that Z was creeping along in comparison to the spindle turns
[11:36:43] <Tom_itx> all observed on the DRO screen, no live hardware yet
[11:36:54] <Tom_itx> except the spindle and encoder
[11:40:10] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/configs/sherline/sherline.hal
[11:40:23] <Tom_itx> most of the related code is near the bottom if anyone wants to look
[11:49:36] <Tom_itx> i hardcoded the at-speed code temporarily
[11:50:33] <Tom_itx> the cheap sherline spindle isn't stable enough to use that on i think
[12:08:11] <furrywolf> %$#%#$!!!!!
[12:08:37] <furrywolf> I just spent the last two hours carefully turning a replacement bushing for my screw gun. pull it out of the fixture... and it's cracked.
[12:08:58] <furrywolf> and warped
[12:09:09] <Tom_itx> always make a spare
[12:09:45] <furrywolf> the spare would have the same problem
[12:09:57] <furrywolf> all I can seem to do is smear rather than cut
[12:11:11] <furrywolf> the only cutter I have is a harbor freight 60 degree brazed carbide, that was dull from the factory.
[12:11:55] <furrywolf> and on this bronze, I can't get a good cut out of it.
[12:12:32] <SpeedEvil> sharpen the carbide
[12:12:39] <furrywolf> tried shimming it to tilt it both up and down, no change
[12:12:45] <SpeedEvil> Or use steel
[12:12:53] <Roguish> the bronze may have a bunch of oil, or graphite, or something slippery in it.
[12:12:58] <furrywolf> with what? my angle grinder? plus, with shakey paws, I have very, very bad luck hand-grinding things.
[12:13:20] <furrywolf> I don't have any HSS cutters or blanks
[12:13:26] <SpeedEvil> Diamond whetstone?
[12:13:35] <SpeedEvil> dremel?
[12:14:34] <furrywolf> and the fucking bushing cost $2, too!
[12:15:54] <Tom_itx> take it to your local bearing supply and see if they have a bushing that size
[12:17:58] <furrywolf> I really, really fucking hate working hard on something, doing everything carefully, and having it be an utter failure.
[12:18:26] <Tom_itx> so try again or give up
[12:18:32] <furrywolf> when I do a half-assed job on something and it doesn't work, whatever... but I tried way too hard on this.
[12:19:39] <furrywolf> trying again with the same methods, tooling, and materials will result in the same problem.
[12:20:02] <furrywolf> brb
[12:21:27] <CaptHindsight> hand lap
[12:21:35] <Tom_itx> oilite is hard to machine too
[12:21:46] <Tom_itx> not really meant to be
[12:22:58] <CaptHindsight> seeing pics would help
[12:37:44] <harold> hey guys
[12:37:49] <harold> http://i.imgur.com/peRLskc.png
[12:37:52] <harold> i'm trying to.. make that drawing in solidworks, but it keeps drawing those annoying lines
[12:38:19] <harold> (the third straight lines... around the circle) can't figure out how to get rid of them, any idea?
[12:40:15] <_methods> turn off center marks
[12:40:35] <_methods> or right click on them and hide
[12:41:34] <cpresser> pcw_home: found the issue.. "deadband" is in machine units, not encoder-counts
[12:43:23] <pcw_home> Ahh a _large_ deadband means you are basically open loop
[12:44:21] <pcw_home> Note: for torque mode drives, running the servo thread as fast as possible will get better performance
[12:50:40] <cpresser> pcw_home: already read that.. servo thread runs with 4khz now.
[12:51:05] <cpresser> pcw_home: my CPU is a Celeron @2.8Ghz. would you recommend RTAI or uspace?
[12:52:10] <pcw_home> for a PCI card, RTAI is probably better (lower jitter)
[12:52:45] <cpresser> its a 5i25
[12:52:46] <pcw_home> So the stock wheezy linuxcnc ISO should be good
[12:52:55] <cpresser> yep, i am running that right now
[12:53:19] <cpresser> tuning is getting better, now that deadband is set correct :)
[12:54:29] <pcw_home> for torque mode tuning I first set a small P then see how much D term I can use (D is basically the velocity loop gain)
[12:54:51] <pcw_home> ( D term )
[12:55:19] * SpeedEvil is having one of those 'I hope someone else bids on this so I'm not tempted' moments.
[12:55:20] <SpeedEvil> http://www.ebay.co.uk/itm/Myford-ML7-lathe-/231544525506?
[12:56:19] <pcw_home> Then P and then FF2, and finally I
[12:57:21] <cpresser> wokring on FF2 right now.. its looking good already :)
[13:03:08] <pcw_home> Theoretically FF1 is not of much use for torque mode drives
[13:04:16] <pcw_home> (since the PI current loop in the drive already compensates for velocity/BEMF)
[13:07:26] <furrywolf> grr. between my lack of tooling, money, and sufficient skills to make do without those first two, this project isn't working.
[13:11:05] <furrywolf> this cutter does not seem able to make a cut in bronze. thus, I need more cutters. I'll probably need to grind them, which I fucking suck at.
[13:11:40] <archivist> use sharp HSS or carbon steel
[13:12:02] <archivist> carbide like that is better for steel
[13:12:49] <furrywolf> the only place to get tools locally is harbor freight, which has a remarkably small assortment. so if I need some hss blanks, it adds a week to the project.
[13:13:32] <archivist> a bit of a broken twist drill
[13:13:32] <furrywolf> HF has an indexable carbide set that looks like a lot better quality than the brazed carbide I have.
[13:13:38] <furrywolf> is round.
[13:14:08] <archivist> really not too hard to make a holder for round bar
[13:15:07] <furrywolf> HF claims to have a hss blank set, but I haven't seen it at the local store.
[13:15:11] <archivist> a hole and a clamping screw of some sort
[13:15:53] <furrywolf> that would mean making one of the milling machines work...
[13:16:28] <furrywolf> the sherline is gummed up solid, and the shoptask has the electrics loose stacked on top of and around it, where swarf falls. still need to build an enclosure.
[13:16:41] <furrywolf> sherline is easier to fix. heh.
[13:18:58] <Tom_itx> no takers on my sync scale problem?
[13:19:27] <furrywolf> I have no idea how to fix your problem. lol
[13:22:23] <furrywolf> I'll poke at your spindle settings if you make a bushing for me. :P
[13:27:37] <roycroft> furrywolf: enco ship out of reno - you can probably get tooling from them in a day
[13:27:44] <roycroft> i get tooling from them in two days
[13:28:17] <roycroft> and they ship same day if you order in the morning
[13:28:19] <furrywolf> nothing here takes less than three days unless you pay for fedex overnight.
[13:28:31] <roycroft> i don't believe that
[13:28:41] <SpeedEvil> Grinding a flat on a rod allows you to clamp it pretty securely
[13:28:41] <furrywolf> it takes three days to go from san francisco to here. it takes two to go within the same town.
[13:29:06] <roycroft> but even if that were the case, 3 days is a lot less than a week
[13:29:12] <furrywolf> they closed our local mail sorting center and moved sorting to medford, oregon. so even a letter down the block goes to oregon and back, two days later.
[13:29:26] <roycroft> enco ship ups
[13:29:54] <roycroft> and when order from them it goes from reno to roseburg in a day, and gets delivered the next day
[13:30:11] <furrywolf> UPS takes a week to go down the block, and will have ran over it with a truck at least twice. I do not purchasing ANYTHING shipped UPS. ever. I am fucking sick of UPS. I will not shop at any store that ships UPS. I will not buy any ebay item that ships UPS.
[13:30:23] <furrywolf> people in here can verify my repeated complaints about UPS. lol
[13:30:30] * roycroft is somehow not surprised at that reaction
[13:31:01] <furrywolf> I pay more to shop at stores that ship anything other than UPS, because I want things on time and in one piece.
[13:31:12] <roycroft> i haven't tracked things closely, but i'd say i have the fewest issues with fedex, the next fewest with ups, and easily the most with usps
[13:31:13] <furrywolf> I have never had an item shipped UPS arrive on time or undamaged.
[13:31:31] <furrywolf> fedex is great, usps is great, ups shouldn't be in business.
[13:31:36] <roycroft> i don't believe that either, unless you have never used ups
[13:32:17] <roycroft> i have had an occasional package damaged by ups
[13:32:25] <furrywolf> let's see, what have I had shipped ups lately... a car stereo got lost (blamed on a train issue), a led light arrived smashed, and my digikey order arrived a week late.
[13:32:39] <roycroft> like once every couple years or so, and i receive shipments from them at least weekly on average
[13:32:52] <roycroft> so maybe 1% damaged
[13:32:56] <furrywolf> the best was a thomas double-wobl compressor that they RAN OVER. tire marks on the box and everything.
[13:33:08] <roycroft> and barring weather issues they always deliver on time
[13:33:19] <roycroft> usps, on the other hand, are consistently late
[13:33:41] <furrywolf> usps occasionally mis-routes packages, but unlike ups, always finds them.
[13:33:43] <roycroft> i just received a priority mail shipment that was fairly time sensitive and it took them two weeks to get it from southern california to me
[13:33:52] <furrywolf> while ups simply vanishes off the face of the earth.
[13:34:01] <roycroft> see, my experience is the exact opposite
[13:34:08] <pcw_home> Tom_itx: Is you spindle scaling set so motion.spindle-revs reads 1.0 per turn?
[13:34:24] <roycroft> i've lost several hundred dollars over the past two years because usps lose things, yet mark them as delivered, so i can't get compensated for the loss
[13:34:47] <roycroft> this is to a po box, not my residence, so you can't say that someone stole the stuff out of my mailbox
[13:34:56] <furrywolf> oh, and UPS's insurance is a scam. they deny EVERY claim. I have not managed to successfully get them to cover a fucking dime.
[13:35:17] <roycroft> well i've had mostly success with all carriers
[13:35:25] <pcw_home> Both Fedex and UPS often seem to drop packages from about 6 feet
[13:35:27] <roycroft> and more problems with usps than any other
[13:35:46] <furrywolf> first they try to bounce you around between departments, one of which says only the sender can file claim, one of which says only the receiver can. then they claim it was improper packaging. then they stop responding.
[13:35:53] <roycroft> i just shipped a 90lb package via ups
[13:36:17] <taiden> hey all
[13:36:18] <roycroft> i had to get it out the door right away, and could not go get a second, larger box for it and use heaps of styrofoam between the two boxes
[13:36:26] <taiden> i need a way to pattern a gcode file
[13:36:31] <roycroft> i'm usually very good at double boxing heavy things like that
[13:36:40] <taiden> are there any good ways to do this without doing it in my CAM program?
[13:36:45] <roycroft> i just bubble wrapped the item as best i could, and hoped for the best
[13:36:49] <taiden> will be 4x4 grid
[13:36:51] <roycroft> it got delivered just fine by ups
[13:36:52] <furrywolf> once a relative had something _packaged by the ups store_. like everything shipped UPS, it arrived smashed. it was insured. after getting the runaround, again, they claimed it was improper packaging - even though they themselves packaged it. their solution then was to flat out tell my relative that we'd have to sue them if we wanted any money.
[13:36:59] <archivist> taiden, o codes you can loop
[13:37:01] <pcw_home> Years ago I sent a fairly heavy and expensive monitor to a customer, said customer saw the UPS driver kick it out of the truck
[13:37:11] <roycroft> if they had dropped that box even from a slight height it would have damaged the item
[13:37:25] <furrywolf> I've watched ups unload their plane at the local airport. they just push stuff out the cargo door.
[13:37:34] <furrywolf> same way they unload heavy things from their trucks.
[13:37:38] <Tom_itx> pcw_home, net spindle-position motion.spindle-revs <= hm2_[HOSTMOT2](BOARD).0.encoder.01.position
[13:37:42] <roycroft> honestly, ups hate is just like apple hate
[13:37:43] <Tom_itx> is how it's currently set
[13:37:52] <roycroft> it's completly unfounded but makes zealots feel good
[13:37:57] <roycroft> and i have no time for it
[13:38:01] <Tom_itx> which is likely not scaled for 1 rev
[13:38:17] <pcw_home> We've learned to us couriers for shipping our assy kits around
[13:38:18] <furrywolf> roycroft: funny, I'm giving you actual examples of things that actually happened, and you're claiming it's unfounded.
[13:38:20] <Tom_itx> i'm not sure how to do that
[13:38:35] <furrywolf> they told us that if we wanted to see any money from our insured box, we'd have to sue them.
[13:39:16] <Tom_itx> pcw_home, it's a 500cpr quad encoder
[13:39:22] <XXCoder1> I'm glad I just ship plastic stuff lol
[13:39:26] <XXCoder1> or in least, used to
[13:39:33] <Tom_itx> which is 2k in quad mode
[13:39:55] <pcw_home> so is encoder scale for the spindle set to 2000?
[13:40:07] <Tom_itx> i presume so yes
[13:40:39] <Tom_itx> setp hm2_[HOSTMOT2](BOARD).0.encoder.01.scale 2000
[13:41:05] <Tom_itx> should it be 500 instead?
[13:41:06] <pcw_home> if so you should be able to turn the spindle by hand and verify that motion.spindle-revs
[13:41:07] <pcw_home> counts up by one each turn
[13:41:08] <furrywolf> roycroft: would you like to explain how these items that arrived damaged or late actually, in fact, arrived intact and on time? or how all the insurance claims they refused to honor were actually paid in full?
[13:41:28] <Tom_itx> i will test that later
[13:42:04] <furrywolf> I need to build spindle encoders, but first I need to afford a 7i76e.
[13:42:23] <pcw_home> it also has to be the proper direction :-)
[13:42:25] <furrywolf> pcw_home: can I attach two spindle encoders to a 7i76e?
[13:43:13] <pcw_home> not easily (you could use one of the expansion connectors though)
[13:43:20] <cpresser> furrywolf: afaik 'not really'. it has one spindle-encoder input, and one handwheel-encoder input. but the handwheel one is only connected via sserial
[13:43:56] <furrywolf> I might just wire a 3pdt relay on one of the output pins and switch it to the right set of sensors.
[13:44:23] <Tom_itx> i'm pretty sure the direction is right
[13:44:35] <pcw_home> the sserial ones might work but have a "fake" index
[13:45:06] <pcw_home> and they are not terribly fast, maybe 25-50 KHz
[13:45:13] <furrywolf> I can't think of many useful applications of having both spindles running at once, and none where I'd need encoders on both at once.
[13:46:17] <Tom_itx> pcw_home will the sync functions clear the index pulse as needed?
[13:46:30] <Tom_itx> i know it's a bidirectional pin
[13:46:48] <pcw_home> index enable is set by motion and cleared by hardware
[13:47:07] <Tom_itx> so the pulse itself clears it?
[13:47:59] <pcw_home> so when index detection is needed motion sets index-enable
[13:48:01] <pcw_home> this "arms" the index detection logic in the hardware
[13:48:48] <pcw_home> when the index is detected by the hardware, the drive notices and clears index-enable
[13:49:04] <pcw_home> s/drive/driver/
[13:50:22] <Tom_itx> so not something that needs manual attention other than the index pulse
[13:50:44] <pcw_home> no, its all automatic
[13:50:48] <Tom_itx> ok
[13:51:04] <Tom_itx> i've verified the pulse but only got one pulse but i realized why
[13:51:42] <furrywolf> for rigid tapping, does linuxcnc have a mode where it'll let me manually reverse the spindle? I plan on only having software on/off control, and leaving the stock pair of drum switches for direction.
[13:52:28] <XXCoder1> m00 with comment to reverse direction?
[13:52:29] <Tom_itx> furrywolf, i added relays but put a dead spot between switching modes to save the relay contacts
[13:52:36] <Tom_itx> just a few ms
[13:52:59] <pcw_home> you can test the index logic easily by sets-ing the index-enable signal and then turning the spindle by hand
[13:53:09] <Tom_itx> just enough to allow the relays to switch
[13:53:33] <Tom_itx> yeah, i just checked it on my logic analyser
[13:53:54] <furrywolf> I'll need it to stop the spindle, wait for me to wander over to the machine and reverse it, then unpause it, then it backs out of the hole, then it stops the spindle again, then I reverse it again, then I unpause it again...
[13:54:22] <Tom_itx> sync will wait for the spindle to turn
[13:54:41] <XXCoder1> furrywolf: heh sounds like manual tapping would be easier option
[13:54:48] <Tom_itx> i'm not sure about the rigid tapping cycle how it works...
[13:55:08] <archivist> it knows how to reverse
[13:55:39] <Tom_itx> but will it wait for a stopped spindle?
[13:56:43] <pcw_home> wait till spindle speed is near 0
[13:56:56] <Tom_itx> ok about ready to test this again
[13:56:58] <pcw_home> (using near comp)
[13:57:50] <Tom_itx> i coded the near comp but i think the sherline spindle is too cheap to work with it
[13:58:00] <Tom_itx> unless maybe if i use PID
[13:58:21] <Tom_itx> especially at low speeds
[13:58:49] <furrywolf> XXCoder1: one of these days I'll have a machine with a shiny vfd-controlled spindle. this machine is not it.
[13:59:00] <XXCoder1> indeed
[13:59:15] <XXCoder1> my router will have shop tool, edge router lol
[13:59:17] <furrywolf> it has capacitor start induction motors, which are not amenable to variable speed.
[13:59:25] <XXCoder1> but evenually it will have proper spidle
[14:00:03] <Tom_itx> it works better if all the cables are plugged in too...
[14:01:02] <Tom_itx> pcw_home, i get 1 rev per turn
[14:01:37] <Tom_itx> and negative when turned backwards
[14:01:48] <pcw_home> OK well thats 1/2 the battle
[14:02:10] <Tom_itx> heh
[14:03:05] <Tom_itx> i could hook the hardware up but i'd like to verify it's in the ballpark before i do
[14:03:22] <Tom_itx> the spindle & encoder is hooked up
[14:03:26] <Tom_itx> just not the axis
[14:03:42] * furrywolf doesn't think it should require a battle!
[14:04:38] <pcw_home> no, but there are a lot of pieces and they all have to be right...
[14:05:00] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/configs/sherline/sherline.hal
[14:05:10] <Tom_itx> most of the spindle stuff is near the bottom if you wanna look
[14:05:20] <Tom_itx> it needs some cleanup...
[14:21:09] <furrywolf> guess what I just learned? I suck even worse at cutting a lathe cutter out of round stock than square stock.
[14:23:14] <zeeshan> ??
[14:23:38] <furrywolf> zeeshan: I need a hss lathe cutter. I have no hss blanks. I started with a broken twist drill.
[14:23:56] <zeeshan> do you know the angles? :P
[14:24:12] <FinboySlick> Grind the drill square ;)
[14:24:16] <zeeshan> you dont have to
[14:24:19] <zeeshan> just start with the side rake
[14:24:26] <zeeshan> then end relief
[14:24:32] <zeeshan> then the back rake
[14:24:42] <furrywolf> zeeshan: on a mostly unrelated topic, coincidence is funny. we were talking about annular cutters, and then...
http://fw.bushytails.net/yardsalecutters01.jpg http://fw.bushytails.net/yardsalecutters02.jpg he said there was 10, but I count 9 and a roughing endmill. close enough. :)
[14:24:56] <zeeshan> nice
[14:24:57] <MrFluffy> mills grind into acceptable lathe tooling with a tiny bit of work
[14:24:58] <zeeshan> how much!
[14:24:59] * furrywolf never remembers the angles, and just grinds things until they look pointy. (did I mention sucking?)
[14:25:04] <furrywolf> $50. :(
[14:25:11] <zeeshan> thats cheap for them
[14:25:30] <furrywolf> yes, it is. which is why I spent money that could have gone to useful things like food.
[14:25:47] <furrywolf> they're about $50-$100 each for those sizes
[14:25:50] * Tom_itx pokes zeeshan with a sharp stick
[14:25:59] <zeeshan> hi tom
[14:26:18] <Tom_itx> no round bronze parts yet?
[14:26:25] <zeeshan> will start working on it in a bit
[14:26:28] <zeeshan> was a late night :)
[14:26:37] <Tom_itx> i'm about 95% to rigid tapping
[14:27:00] <Tom_itx> i think the scale is off a bit
[14:27:01] <zeeshan> nice
[14:27:03] <furrywolf> http://www.amazon.com/Hougen-4-Inch-Diameter-Rotabroach-2-Inch/dp/B003LY4EIG there's the only one with specs I can read from the image instead of having to get them back out. lol
[14:27:25] <MrFluffy> ignoring the fact that the stepper is held with a kant twist clamp... I sort of got my 4th axis spindle moved along
http://gallery.pipandphil.com/d/38794-1/4th_axis.jpg
[14:28:03] <MrFluffy> but, what are my options for improving holding power when its not moving? Im not very happy with the amount of effort to shift it when the stepper is clamping the spindle stationary
[14:28:07] <furrywolf> actually, that's not the right one. the amazon one is the plain hss, mine is the cobalt.
[14:28:33] <zeeshan> dont you have a mag drill
[14:28:58] <Tom_itx> MrFluffy, that just looks like standard testing procedures there
[14:29:09] <MrFluffy> Im thinking a actuated brake...
[14:29:11] <furrywolf> yes, I do.
[14:29:20] <furrywolf> hence why I need annular cutters. :P
[14:29:34] <zeeshan> nice
[14:30:35] <MrFluffy> I wired it in series for better torque too, I wonder if Ive messed the driver dip settings up...
[14:32:16] <Tom_itx> MrFluffy, where did you get those pulleys?
[14:32:18] * furrywolf needs more practice grinding cutters
[14:32:32] <furrywolf> and I don't even have more bronze to test them on, or more stock to try another bushing from.
[14:33:16] <furrywolf> http://www.airgas.com/product/Tools-%26-Hardware/MRO-%26-Plant-Maintenance/Magnetic-Drill-Cutters-%26-Cutter-Accessories/p/HOU12248 that's the largest cutter in the box... how the hell do they charge so much?
[14:33:22] <MrFluffy> the alloy one came from simply bearings or bolton hydraulics in the uk, I forget which but whoever was cheapest, but the smaller steel one I bought a job lot of about 12 from someone for a good price and am slowly working my way through the bag...
[14:33:45] <MrFluffy> its copper grease from when I was tapping the grub screw on the smaller one, not rust
[14:33:54] <MrFluffy> I couldnt find the moly...
[14:33:56] <Tom_itx> looking for a source for largerish pulleys
[14:33:59] <Tom_itx> in the US
[14:34:07] <Tom_itx> i know about sdp-si
[14:34:46] <MrFluffy> any industrial supply house will sell you htd pulleys I imagine, I just get these posted because its easier than a 100 mile trip into town for me
[14:35:05] <Tom_itx> what series are those?
[14:35:49] <_methods> Tom_itx: you check boston gear?
[14:35:52] <furrywolf> htd? good luck with that. I gave up finding metric pullies in the US.
[14:36:21] <furrywolf> I wanted 5mm pitch, 12mm bore, 42 tooth. only place I could find was in the uk with ungodly shipping charges.
[14:36:38] <Tom_itx> _methods i need small series pulleys but one needs a 32mm hole
[14:36:45] <MrFluffy> theyre htd irrc, I was going to do the varihead on the bridgeport with them but then realized a toothed belt was a boo boo and used a big V pulley instead
[14:36:52] <Tom_itx> i dunno if GT2 would be strong enough but probably
[14:37:23] <MrFluffy> that alloy one has a 35mm hole, but it came with a 10mm
[14:37:42] <MrFluffy> I just cut the softjaws in the lathe and opened it up
[14:38:01] <MrFluffy> then used a toolbit in the toolpost as a keyway cutter with the spindle off to do the keyway
[14:39:00] <MrFluffy> I was going to do all sorts of fancy stuff, edm the steel one out to have two flats in the centre then I just thought its JFDI time and did them in the lathe by hand.
[14:39:28] <furrywolf> hrmm, I cut about ten degrees of back rake, but my chart says I should have done 0 degrees. oh well. my last attempt was ~0 and sucked horribly, so maybe this will work better. lol
[14:43:42] <MrFluffy> Tom_itx: gates have a program you can run any numbers in and it will tell you the pulley hub combos if you want to do it the slightly expensive but quick way
[14:43:49] <MrFluffy> it even spits out the belt part numbers
[14:44:01] <MrFluffy> design-o-flex, I think they have a online version now too
[14:45:38] <MrFluffy> here :-
http://www.gates.com/catalogs-and-resources/resources/repository/engineering-business-applications/design-flex
[14:46:01] <MrFluffy> then just ring up supply house with part numbers in hand
[14:48:13] <SpeedEvil> http://www.ebay.co.uk/itm/Myford-ML7-lathe-on-Myford-stand-/271857483735?pt=LH_DefaultDomain_3&hash=item3f4bf7ffd7
[14:48:21] <SpeedEvil> I am required/encouraged to sell my Myford ML7 lathe. The good news is no-one has died; however, my lovely wife seems to think that having four lathes is too many. Obviously I do not agree but I am prepared to agree that it isn't worth a divorce so I have said I will sell one. Hmm. I wonder if she was joking?
[14:48:58] <XXCoder1> 4 lathes?
[14:49:00] <MrFluffy> its her or the lathe? are you going to miss her? :)
[14:49:30] <SpeedEvil> (not mine)
[14:49:46] <XXCoder1> heh machine shop I work at has 10 lathes
[14:50:28] <MrFluffy> great advert, but are you in the uk and after a myford? theres one on mig-welding for 50 pounds collect only, or there was last night anyway
[14:50:39] <Tom_itx> wb JT-Shop
[14:50:58] <JT-Shop> thanks
[14:51:05] <JT-Shop> nap time lol
[14:51:09] <SpeedEvil> MrFluffy: yes, and sort-of
[14:51:23] <SpeedEvil> http://www.ebay.co.uk/itm/Myford-ML7-lathe-/231544525506? - who will deliver to me
[14:52:42] <MrFluffy> SpeedEvil: its only a ml4 though. but its 50. Im almost ashamed to post the link but its 50 quid. If I was in the uk Id be going to get it as a fancy pair of bench centres for truing let alone a lathe...
http://www.mig-welding.co.uk/forum/threads/myford-ml4-lathe-spares-or-repair.54499/
[14:54:46] <SpeedEvil> Where is it?
[14:54:50] <SpeedEvil> Transport is an issue here.
[14:54:54] <MrFluffy> pembrookeshire in wales
[14:54:57] <SpeedEvil> - no legally operable vehicle
[14:55:02] <SpeedEvil> Ah.
[14:55:07] <SpeedEvil> >500 miles.
[14:55:22] <JT-Shop> it's only illegal if you get caught
[14:55:26] <MrFluffy> have sprinter, but its 300 pound in diesel and ferry tolls for me
[14:55:49] <SpeedEvil> JT-Shop: also operable operable, but that is the smaller issue.
[14:56:46] <MrFluffy> theres landylift etc advertise on homeworkshop.co.uk, never used them but it could be a option for a nice one
[14:58:31] <SpeedEvil> And yes - in practice, I can't afford a lathe at the moment.
[14:58:49] <SpeedEvil> The above falls into the 'if I spend all my available cash I could get it' range.
[14:59:08] <SpeedEvil> But would remove this years roof-fixing money
[15:00:02] <JT-Shop> that's not good if the roof need fixin
[15:00:25] <MrFluffy> Ive got a cat ladder you can borrow? I just stand in the bucket of my jcb now instead :)
[15:00:46] <MrFluffy> strings off down to the bucket controls for remote control
[15:02:23] <MrFluffy> I am jesting about the strings, in case you are wondering.
[15:05:18] <MrFluffy> I wonder if I can fudge the 4th axis holding torque problem by just using a even bigger stepper
[15:05:39] <MrFluffy> I should have compounded the drivetrain...
[15:24:19] <SpeedEvil> Yay - successfully resisted lathe.
[15:24:42] <XXCoder1> yup you had a good roll
[15:24:48] <XXCoder1> congats
[15:41:43] <MrFluffy> Ugh, 16N/m holding torque at the spindle, its only 10lb/ft. What was I thinking...
[15:42:14] <XXCoder1> part got lifted off?
[15:42:33] <MrFluffy> no, its the holding torque for the 4th axis spindle
[15:42:45] <MrFluffy> I was relying on the stepper to hold it between moves
[15:46:18] <XXCoder1> doh not very strong
[15:46:43] <MrFluffy> time to dig round junk box and do some emergency thinking... aircon em brake or something.
[15:46:43] <cpresser> i cant seem to find documentation or an example for scarakins. does someone have a link for me?
[15:48:45] <Tom_itx> https://github.com/araisrobo/linuxcnc/blob/master/src/emc/kinematics/scarakins.c
[15:48:50] <Tom_itx> ?
[15:49:47] <Tom_itx> http://www.imac.unavarra.es/~cnc/GIT/emc2-dev/src/emc/kinematics/scarakins.c
[15:50:47] <Tom_itx> http://linuxcnc.org/docs/html/man/man9/kins.9.html
[15:51:06] <XXCoder1> gonna love man pages
[15:51:09] <XXCoder1> so manly. :P
[15:51:19] <Tom_itx> pickins are kinda thin for that
[15:51:35] <XXCoder1> some of man page info really is awesome. I wish all man pages was like that
[15:51:56] * cpresser was hoping there was some 'real' docu, not the source code
[15:53:16] <MrFluffy> the sourcecode is documented in the header section pretty nice
[15:53:45] <cpresser> yes.. but i am not clear how the HAL-Pins are named, or if i need to add a function to the servo thread
[15:56:46] <MrFluffy> cpresser: did you find this when you was searching ?
https://github.com/sliptonic/gypsy
[15:58:40] <cpresser> MrFluffy: that helps a little. thy
[16:00:04] <pcw_home> one helpful thing is to print out all the hal pins and parameters so you have a copy-paste donor file
[16:05:11] <pcw_home> (with linuxcnc running)
[16:05:12] <pcw_home> halcmd show pin > pinlist.txt
[16:05:14] <pcw_home> halcmd show param parmlist.txt
[16:05:37] <pcw_home> halcmd show param > parmlist.txt
[16:05:38] <pcw_home> I mean
[16:05:50] <cpresser> my 'modmot' module does not have the 'kins' parameter... perhaps thats a 2.7 thing
[16:05:58] * cpresser needs to check the gitlogs
[16:14:49] <MrFluffy> car aircon pump em brake and link to motion.spindle-brake, sounds a plan, jfdi time. gnite.
[16:16:52] <Deejay> gn8
[16:18:02] <cpresser> well... scarakins just crashed the machine... z-axis motor-plate is broken :/
[16:18:38] <Tom_itx> aarg
[16:19:17] <cpresser> damm.. second look: the inner arm is also broken.
[16:19:25] <cpresser> its cast iron... hard to repair :/
[16:24:57] <cpresser> thats the damage:
http://imgur.com/FEaEayr,WuGEGst
[16:26:19] <_methods> ouch
[16:27:12] <Tom_itx> you need to move closer to the ESTOP
[16:27:37] <XXCoder1> man
[16:27:41] <cpresser> i did hit estop, but the machine has lots of momentum :/
[16:27:42] <XXCoder1> thats not good
[16:27:50] <furrywolf> well that sucks. I just tried going to the local hardware store to get another bronze bushing to attempt to turn. big spray-painted "closed" sign, gate chained. note saying they're out of business.
[16:28:17] <cpresser> i dont quite get it, with tivialkins everything was working fine. virtually zero ferror, hard-limits, soft limits
[16:30:01] <furrywolf> cast iron or cast aluminum?
[16:30:09] <furrywolf> oh, you said cast iron. n/m
[16:30:23] <cpresser> i think its iron, cant say for sure. i am not an expert here
[16:30:27] <XXCoder1> cast iron isnt weldable?
[16:30:36] <XXCoder1> cpresser: easy enough t test
[16:30:39] <XXCoder1> magnetic?
[16:30:44] <XXCoder1> alum sure arent
[16:31:00] <cpresser> XXCoder1: aluminium
[16:31:12] <cpresser> at least: not magnetic
[16:31:21] <furrywolf> people claim to be able to weld cast iron. every time I've asked one of them to demonstrate this remarkable ability, they've always had to be somewhere else.
[16:31:25] <XXCoder1> yeah still few possibilities. not iron though
[16:31:38] <furrywolf> if it's aluminum, get some aluminum brazing rods and a propane torch.
[16:31:59] <furrywolf> and then bolt a reinforcing bracket to it, so it doesn't break again. looks like insufficiently designed to start with.
[16:32:14] <XXCoder1> furrywolf: maybe because while they can, its so tough they cry afterwards? lol jk
[16:32:31] <cpresser> furrywolf: that might work for the motor mount. good idea
[16:33:02] <cpresser> however, the B-Axis arm is bent, need to fix that first
[16:33:15] <XXCoder1> man wish im any good on software lol. I wanna do stuff to my tomtom xt
[16:33:19] <XXCoder1> its useless now
[16:34:03] <furrywolf> I've seen convincing demonstrations of the aluminum brazing rods. don't be fooled by places like harbor freight calling them welding rods - it's brazing. but they do seem to work.
[16:34:08] <archivist> I can personally vouch for
http://www.castironwelding.co.uk/
[16:34:59] <archivist> we had steam pipes done, excellent job
[16:37:38] * furrywolf is still waiting for http://www.castironwelding.co.uk/
[16:37:48] <furrywolf> bloated as fuck site
[16:38:17] <archivist> sites is rather crappy these days, but the work is something else
[16:38:32] <XXCoder1> cast iron welding
https://www.youtube.com/watch?v=0IkpAsNDbOo
[16:40:39] <archivist> they build a muffle furnace around the item, get it up to heat over many hours, fusion weld, cool/anneal slowly, hours days
[16:44:35] <XXCoder1> https://www.youtube.com/watch?v=SJlAMmN1hmc
[16:44:38] <XXCoder1> alum cast
[16:44:49] <XXCoder1> overlong and silly intro
[16:49:07] <Tom_itx> yeah preheating cast iron is a must for welding
[16:49:38] <Tom_itx> and slow temp changes
[16:50:06] <Tom_itx> local shop uses sandbags to pack around it while heating / cooling
[16:50:46] <XXCoder1> "colored color codes" lol
[16:50:56] <XXCoder1> gonna love autocaption
[16:59:27] <gene78> silly q of day, in lathe mode g21 g7 set, touch off is still working on radius for entry?
[17:02:29] <JT-Shop> gene78, as soon as you start you start to enter a number it tells you radius or diameter
[17:03:17] <Tom_itx> JT-Shop ever messed with rigid tapping?
[17:03:35] <Tom_itx> i'm about 95% there but i think my scale is wrong somewhere
[17:04:05] <cradek> motion.spindle-revs should increase by 1.0 for each turn of the spindle in the m3 direction
[17:04:30] <Tom_itx> motion.spindle-revs increases or decreases by 1.0 each rev depending on the direction
[17:04:54] <Tom_itx> i turned it by hand to check
[17:05:15] <cradek> hmm, then what's the symptom?
[17:05:58] <Tom_itx> well i was using the tap example code for .75" thread 20 tpi and it was taking way to many spindle turns to reach the destination
[17:06:02] <Tom_itx> in fact it never did
[17:06:15] <cradek> what's the g33.1 line
[17:06:17] <Tom_itx> i stopped it
[17:06:28] <Tom_itx> one sec
[17:08:21] <Tom_itx> G33.1 Z-0.750 K0.05
[17:08:31] <Tom_itx> with S set to 150-200 prior
[17:09:18] <Tom_itx> at 20 tpi it should turn 15 times and reverse
[17:09:29] <Tom_itx> but it turned a good 50 - 100
[17:09:34] <cradek> yep, if in G20 and starting at Z0 that should reverse at motion.spindle-revs at 15
[17:09:35] <Tom_itx> then i stopped it
[17:10:02] <cradek> how do you know it didn't reverse?
[17:10:05] <Tom_itx> i will have to set the control up to test it again
[17:10:15] <Tom_itx> because i was sitting there watching the spindle turn
[17:10:31] <Tom_itx> the axis weren't hooked up but i was watching the DRO
[17:10:36] <cradek> if you program s200 m4 what happens?
[17:10:40] <Tom_itx> that shouldn't matter
[17:10:48] <Tom_itx> it will start in reverse in that case
[17:10:57] <cradek> did you try it?
[17:11:00] <Tom_itx> the fwd rev work
[17:11:03] <Tom_itx> yes i tested it
[17:11:14] <Tom_itx> at many different speeds
[17:11:34] <cradek> hmm
[17:11:44] <Tom_itx> quad encoder with index
[17:12:25] <Tom_itx> i'm not homing the machine and have bypassed that in the ini for now while i'm testing but i wouldn't think that would affect this
[17:12:51] <Tom_itx> the control is on the bench with the spindle hooked to it
[17:12:53] <cradek> I think if your reports are all true, it should be working, so I'm inclined to wonder what I'm not thinking of, or you're trusting old results or misreading something
[17:13:13] <Tom_itx> i will try it once more in a bit
[17:13:14] <cradek> you're saying that you watch the Z DRO go way down less than -0.750 without seeing a reverse?
[17:13:24] <Tom_itx> no, it never got there
[17:13:31] <Tom_itx> distance to go was just creeping along
[17:13:48] <cradek> ok so Z was not decreasing as fast as you expect
[17:13:53] <Tom_itx> exactly
[17:14:09] <cradek> then spindle-revs has got to be wrong
[17:14:19] <Tom_itx> but it's not
[17:14:24] <cradek> please check again, and maybe make a halscope plot of spindle-revs vs Z position
[17:14:26] <Tom_itx> i watched it in hal
[17:14:36] <Tom_itx> i'm not quite sure how to use halscope
[17:14:39] <Tom_itx> but i'll try
[17:15:02] <cradek> are you sure you were in inch mode? .05mm would be a very small pitch
[17:15:08] <Tom_itx> yes
[17:15:15] <Tom_itx> i've never used metric on this
[17:15:19] <cradek> (well it would still just take 15 turns I guess)
[17:15:49] <cradek> Z was defiitely moving, right? just too slowly?
[17:15:51] <Tom_itx> i'll get the control hooked up again here in just a bit
[17:16:01] <Tom_itx> yes acording to the dro
[17:16:08] <cradek> is this 2.6 or 2.7?
[17:16:16] <Tom_itx> 2.7
[17:16:32] <cradek> do you know which 2.7 is it?
[17:16:33] <Tom_itx> lucid
[17:16:43] <Tom_itx> from the apt update
[17:17:09] <cradek> pretty sure tapping works in 2.7 (but it hasn't always)
[17:17:24] <cradek> I guess please try to make the plot - maybe you have a bug
[17:17:35] <Tom_itx> lemme run the test before you go on a ghost hunt
[17:17:50] <Tom_itx> explain the plot if you don't mind
[17:17:55] <Tom_itx> i've used it maybe once before
[17:20:32] <cradek> if you know how to run a real scope, you will find it easy to start at 5.1 here:
http://linuxcnc.org/docs/html/hal/tutorial.html#_hooking_up_the_scope_probes
[17:20:57] <Tom_itx> what signals should i watch?
[17:21:07] <Tom_itx> and what should i trigger on?
[17:21:34] <cradek> motion.spindle-revs and something like axis.2.postion-command
[17:21:50] <cradek> not sure about the name of the position pin but you will spot it
[17:23:46] <cradek> you could trigger on position decreasing past 0, or spindle-revs increasing past 0
[17:24:26] <cradek> or motion has a pin that says what line of gcode is running, you could trigger on that
[17:24:40] <atom1> i was gonna mdi it
[17:26:32] <atom1> axis.2.motor-pos-cmd ?
[17:26:48] <cradek> that'll do
[17:27:05] <atom1> now what trigger?
[17:27:32] <atom1> since i'll have the spindle on prior to the rigid tap cmd
[17:29:11] <atom1> it worked this time
[17:29:14] <atom1> it reversed
[17:29:19] <atom1> then stopped
[17:29:24] <gene78> JT on 2.6.7? I haven't noted that.
[17:29:29] * cradek squints at atom1
[17:29:36] <atom1> gremlins
[17:30:04] <gene78> And this sob is stillo crashing randomly
[17:30:30] <cradek> gene78: did you run memtest86 overnight?
[17:30:48] <atom1> cradek, how can i note the revs when it stops at the bottom?
[17:30:58] <atom1> since the spindle is on prior to the G33.1
[17:31:12] <gene78> I will again tonight
[17:31:31] <cradek> if you plot it, you can easily see the minimum
[17:31:44] <cradek> if you put the cursor there it will even show you the value
[17:32:39] <atom1> i've got the trigger set wrong somehow
[17:33:15] <furrywolf> grrrr. the first drill-bit lathe cutter I made worked decently. I then made a second one, that angle-wise looks even better, but it's utterly fucking useless. it can't cut, at all. wtf?
[17:33:38] <furrywolf> no cutting. nada. I have to force it into the surface hard enough I suspect a screwdriver would do a better job.
[17:34:13] <cradek> furrywolf: look at it under magnification. it's probably rubbing under the cutting edge
[17:34:19] <SpeedEvil> Is it backwards/upside-down?
[17:34:28] <cradek> or it's above center
[17:34:53] <cradek> make sure it's on center - pinch a scale between the work and the tool and adjust height so the scale is vertical
[17:34:57] <furrywolf> I think it might be the metal. the other one ground with a nice smooth shiny surface, this one ground with a dull, scratched surface, leaving lips on every grind.
[17:35:00] <atom1> yeah flip the lathe over and try it
[17:35:39] <cradek> ooh, it's pouring, I'm off to see if the gutters are working
[17:35:48] <cradek> one of the simple joys of home maintenance
[17:36:06] <atom1> cradek, it resets the counter when tap cycle starts. it's exactly 15 revs
[17:36:15] <atom1> thanks for putting up with me
[17:37:07] <furrywolf> it also feels completely dull now, even though it was sharp before. wtf
[17:37:10] <atom1> and watching the dro z it's right at .750
[17:38:28] <cradek> well 3 out of 4 gutters ain't bad
[17:38:29] <cradek> sigh
[17:38:37] <furrywolf> yeah, the bronze won. the entire cutting edge is smeared downwards like it was a lip from grinding
[17:39:21] <furrywolf> I used a drill bit where the entire shank was fucked up from spinning in the chuck... I guess I should have taken this as a sign it was crap metal.
[17:39:22] * atom1 has a feeling of accomplishment
[17:40:49] <furrywolf> I don't have too many more broken drill bits, and I don't think I have any more that are too short for me to think their best use is to repoint them.
[17:53:59] <furrywolf> ok, this is probably a stupid question, but do they only harden the flutes of drill bits and not the shank?
[17:55:00] <XXCoder1> I would think they would bake rod then turn it into drill
[17:55:04] <XXCoder1> no idea really
[17:55:54] <furrywolf> maybe I just got an utter crap drill bit. heh.
[17:58:40] <furrywolf> apparantly that cast iron welding place preheats to 580C / 1076F. that's pretty hot for preheating.
[18:00:50] <furrywolf> I need a much finer stone... the only one I have is really coarse.
[18:01:44] <cradek> furrywolf: wet & dry sandpaper will do in a pinch
[18:01:51] <furrywolf> I have another grinder in storage with better wheels, but it's somewhere buried.
[18:02:09] <furrywolf> this one has a coarse stone on one side and a buffer wheel on the other. heh.
[18:02:35] <furrywolf> but, I got it for $0!
[18:06:20] <XXCoder1> yeah work uses lot of wet and dry sandpaper
[18:06:52] <XXCoder1> it worked wonders on fibverglass too
[18:08:00] * cpresser finished the disassembly of the broken scara parts: http://imgur.com/ZcK9VkY
[18:08:05] <renesis> $0 is neat
[18:08:50] <renesis> cpresser: thats looks really broken
[18:09:05] <XXCoder1> barrels of fiberglass powder, $0
[18:09:19] <cpresser> the positive aspect of this: now its easier to apply a custom paintjob
[18:09:22] <renesis> prob turn that into some sort of crazy composite
[18:09:32] <XXCoder1> cpresser: might be alum yeah
[18:09:33] <renesis> cpresser: yay
[18:09:36] <XXCoder1> that looks familiar
[18:09:44] <renesis> cpresser: do martini racing livery
[18:09:52] <XXCoder1> unless its craplloy
[18:10:09] <cpresser> ill try the aluminium-weld with 'AL390' and a propane torch
[18:10:21] <XXCoder1> record positions sizes etc first
[18:10:28] <XXCoder1> in case yopu end up milling new one for it lol
[18:10:40] <MrFluffy> some grades wont weld, but you know this already I imagine
[18:11:08] <cpresser> building from scratch will be a pita
[18:11:11] <XXCoder1> yeah what I meant when I said craplloy
[18:11:14] <MrFluffy> I would have a go at it with the tig all the same, but some are unweldable, and some crack during post ops
[18:11:16] <XXCoder1> yeah
[18:11:52] * cpresser is going to ask some experts. i am not good with welding/hard soldering
[18:12:00] <MrFluffy> japanese alloy has lots of horrible contaminents in it, you weld and all this black stuff puddles the top and you have to keep stopping to clean it until it stops bubbling
[18:12:10] <cpresser> better pay some $$ than to totally scrap it
[18:13:10] <MrFluffy> somewhere with a xrf gun to identify it before starting...
[18:13:54] <cpresser> xrf sounds like a good idea, ill make some chips and take them to the university lab :)
[18:14:27] <MrFluffy> if you can get a coupon analysed for free you are streets ahead of most tackling that already
[18:14:56] <XXCoder1> bring some chips too
[18:15:01] <XXCoder1> so they are hapopy too
[18:15:44] <MrFluffy> I have on occasion when welding mystery alloy sawn a bit of it into strips and used that as the filler rod...
[18:16:03] <furrywolf> argh! I don't fucking get it! I'm producing cutters so shitty they can't cut bronze.
[18:16:36] <furrywolf> some combination of my tools and my skills is resulting it utter shit output.
[18:16:45] <cpresser> the bigger piecer seems to be welded already.
[18:17:05] <cpresser> doesnt look like its a single cast, rather two cast parts welded together during production
[18:17:26] <furrywolf> for the motor plate, are the shafts long enough to bolt a piece of 1/4" aluminum plate between it and whatever it bolts to, and put the pulleys 1/4" further down the shafts?
[18:17:38] <XXCoder1> cpresser: that does bode well
[18:17:50] <XXCoder1> if they weld em, they wouldnt use unweldable alloys
[18:18:38] <cpresser> XXCoder1: yes, that fact makes me think its a job someone experienced can do
[18:18:47] <cpresser> so not everything is lost.
[18:19:08] <furrywolf> an experienced TIG welder would be best.
[18:19:10] <cpresser> worst case would be glue + reinforcement-parts screwed on top
[18:19:26] <furrywolf> glue is useless. don't use glue. lol
[18:19:40] <MrFluffy> if you glue it, the person tig welding it will hate you afterwards
[18:19:44] <XXCoder1> yeah use space tape LOL
[18:19:53] <furrywolf> although I'm surprised how brittle that part was.
[18:19:56] <cpresser> furrywolf: i used to work at the university, testing glue bonds. i know what some composites can do
[18:20:28] <furrywolf> cpresser: and I work in the real world, and know that every repair done with glue becomes two repairs. :)
[18:20:45] <cpresser> furrywolf: okay, one point for you :)
[18:20:45] <XXCoder1> wow you found source of repairs
[18:22:07] <Tom_itx> the bracket looks like a weak design anyway
[18:22:24] <furrywolf> yes, if you want composites, you could very deeply rough up all the surfaces, then wrap it in layers of resin and fiberglass, until you eventually, hopefully, managed to build up a layer of material as strong as the original metal, and hope it somehow adheres to said metal... but polyester resins always break down with time, even if the repair works at first...
[18:22:52] <MrFluffy> Im assuming you ddidnt know whats happened to it to break it, big things might have fell on it or something
[18:22:58] <MrFluffy> something unexpected
[18:23:15] <furrywolf> MrFluffy: it crashed
[18:23:21] <cpresser> Tom_itx: unless you crash the maschine, there is virtually no force applied on that bracket
[18:23:30] <Tom_itx> oh
[18:24:23] <MrFluffy> theres plenty of stress raisers for the gremlins to start in anyway
[18:24:41] <furrywolf> cpresser: the best repair, if you can do it, is to find places to bolt aluminum plate to. for example, can you bolt an aluminum plate behind the motor bracket, and put the pulleys further down the shafts? is there enough room inside the arm to bolt pieces of plate to the inside on each side? you can also braze or tig weld reinforcing plates over the repair.
[18:26:25] <XXCoder1> just mill new one ;)
[18:26:37] <SpeedEvil> http://www.ebay.co.uk/itm/Colchester-Student-MKII/261873677621?_trksid=p2047675.c100009.m1982&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20140328180637%26meid%3Dc8b2f0cd515e424eb48cc4d1f2772fb9%26pid%3D100009%26rk%3D3%26rkt%3D10%26sd%3D261874003350 shiny lathe is shiny. (and reassuringly out of my price range even if it was close to me)
[18:26:58] <cpresser> furrywolf: interesting idea. but is suspect there is not enought space. i could raise the pulleys a few millimeters
[18:28:01] <SpeedEvil> Polyester resin - properly loaded - is pretty robust and good
[18:28:11] <SpeedEvil> If it's overstressed, then yes, it's an issue
[18:28:19] <cpresser> ill try to find a welding shop first. or two shops :) and ask for their optinion.
[18:28:29] <furrywolf> SpeedEvil: unless it's exposed to sunlight, chemical, vibration, atmosphere, or use.
[18:28:36] <MrFluffy> another aspect, when it is repaired, what level of service will it see?
[18:29:04] <MrFluffy> will you be pushing it as hard as the original design parameters allow, or can you baby it a bit to account for old age and scars?
[18:29:17] <furrywolf> if you do weld it, I suggest welding reinforcements to the arm, inside if you have the space, outside if you don't. just strips of aluminum plate extending past the crack.
[18:30:25] <SpeedEvil> Is the inside of the arm used?
[18:30:54] <cpresser> SpeedEvil: no, there is a pulley inside, driving the C-Axis
[18:31:03] <SpeedEvil> ah
[18:32:19] <XXCoder1> even better: both
[18:32:46] <MrFluffy> something else will break then trying to cope with the extra weight ;D
[18:32:59] <XXCoder1> keep going till it dont break lol
[18:33:01] <furrywolf> well, outside is ugly, so you want them inside if you can. :)
[18:33:08] <XXCoder1> probably 100 pounds added heh
[18:33:20] <cpresser> i dont care for optics, function is all i want :)
[18:33:33] <cpresser> thats the inside:
http://imgur.com/T7jrda5
[18:33:33] <MrFluffy> Outside will hurt its retail value if you ever resell
[18:33:49] <cpresser> not if i give it an ironman paintjob :P
[18:33:54] <XXCoder1> know what
[18:33:59] <XXCoder1> I pictured it as bigger than that lol
[18:34:03] <SpeedEvil> I was going to suggest putting a block of wood inside, and using nice countersunk woodscrews to secure the metal.
[18:34:22] <SpeedEvil> (mostly kidding)
[18:34:38] <MrFluffy> it creak before it failed next time too, bonus, audible overload system
[18:36:50] <MrFluffy> even if its one of the awkward alloys to weld, its still worth asking a specialist their opinion
[18:37:05] <Tom_itx> is G33.1 modal in that i can specify it then just enter new x y coordinates for the next holes?
[18:37:20] <Tom_itx> or must it be issued for each hole?
[18:37:38] <MrFluffy> a supplier sent me 2017 by accident for a assembly and I tig welded it up as normal without realizing it, then he rang me to apologise and I had already used it.
[18:42:09] <furrywolf> ok, I'm going to upload images of the most recent cutter, and someone can tell me what I did wrong.
[18:42:23] <XXCoder1> maybe also your setup
[18:42:55] <furrywolf> this'll be a while on my connection.
[18:43:56] <SpeedEvil> If you managed to break your steel cutter cutting bronze, I question if there is a meaningful answer.
[18:44:14] <furrywolf> no, I didn't break it cutting bronze.
[18:44:17] <furrywolf> it never actually cut the bronze!
[18:44:55] <cpresser> did you experience build-up on the tool-edge?
[18:45:07] <furrywolf> yes. of the tool edge.
[18:46:00] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03-corner01.jpg http://fw.bushytails.net/lathecutter/lathecutter03-corner02.jpg first two images uploaded
[18:46:32] <furrywolf> that was after an attempt at taking a shallow pass off the end of a bronze bushing
[18:46:45] <cpresser> well, i am not lathe expert, but it seems the edge is missing?
[18:46:52] <furrywolf> it didn't succeed in removing any bronze
[18:47:37] <MrFluffy> did that start off with negative rake on it?
[18:48:09] <furrywolf> this was the second attempt at using the bit. the first time it didn't do anything, so I tried sharpening it by hand with a fine stone. this is why there's a couple different angles visible in places.
[18:48:51] <furrywolf> there's more images uploading which show the geometry... just slowly.
[18:49:24] <furrywolf> it has a slight positive rake. all the charts I've found say to not use a lot of rake on bronze.
[18:49:33] <cpresser> is the ridge a result of your sharpening?
[18:49:49] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03-end01.jpg end view. sharpening attempt visible.
[18:50:19] <SpeedEvil> Did you accidentally use mobil-1 as cutting fluid? :)
[18:50:19] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03-side01.jpg side view
[18:50:52] <furrywolf> dry
[18:51:34] <furrywolf> this is try #3. try #1 worked well, but wasn't perfect. try #2 failed miserably, just like try #3.
[18:51:48] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03-top01.jpg top view
[18:52:06] <MrFluffy> do you have a shot of it actually in the lathe presented to the workpiece?
[18:52:10] <furrywolf> after hand sharpening, it had a nice sharp edge.
[18:52:14] <furrywolf> no
[18:53:02] <furrywolf> I took pictures after I pulled it out, looked at it, and went "why the fuck did the bronze flatten my HSS?!"
[18:53:28] <furrywolf> I kept it cool during grinding, dipped in water every few seconds, so it shouldn't have been overheated. no discoloration.
[18:53:41] <SpeedEvil> I would try to cut some mild steel or something with the tool
[18:53:50] <SpeedEvil> just by hand with it in some vice-grips
[18:53:55] <furrywolf> ... so I can ruin it faster? :P
[18:54:24] <furrywolf> I'm out of broken drill bits, and I'm not sacraficing a usable bit for a fourth try.
[18:54:32] <MrFluffy> I try things on the palm of my hand, you can feel them when the edges are right.
[18:55:09] <furrywolf> either I suck at grinding bits, or drill bits suck at being repurposed as lathe bits.
[18:55:18] <MrFluffy> sharpen this one again, and take a photo of it close up before using it?
[18:56:07] <furrywolf> it's a bit short, but I'll try. (vise grips hit tool rest)
[18:56:36] <MrFluffy> the edge looks chipped close up is all
[18:58:13] <MrFluffy> do you have a slip/oilstone to finish the edges off?
[18:58:41] <MrFluffy> Sometimes I use a diamond file to get the final edge when the job demands it.
[18:59:16] <Tom_itx> furrywolf, break off a file handle and use it
[19:01:18] <furrywolf> I tried using a stone manually, but found I couldn't maintain it parallel enough, and made everything round.
[19:01:29] <SpeedEvil> make a little wood block
[19:01:37] <SpeedEvil> to hold it in one orientation
[19:01:47] <SpeedEvil> orientation confusion is bad
[19:02:13] <MrFluffy> boring bars come with a little jig to hold the toolbits in to sharpen them like that speedevil
[19:02:29] <MrFluffy> they even mark the holes in the sequence you have to push them onto the lapping disc with
[19:02:53] <MrFluffy> boring bars as in cylinder boring bars, not tooling
[19:03:08] <furrywolf> ... orientation confusion is perfectly OK. it falls under "b" or "q" in "glbtq" :P
[19:03:27] <MrFluffy> almost foolproof, except I put the toolbit in the holder upside a few times at first.
[19:05:28] <furrywolf> uploading images after resharpening. will be a few minutes.
[19:06:08] * MrFluffy is pricing bigger pulleys for the 4th axis, ho hum...
[19:07:10] <MrFluffy> fabricate 4th axis for mill. Give it 2:1 drive ratio from the stepper. What was I thinking... Maybe I thought I was building a lathe.
[19:08:12] <furrywolf> you probably want gears at the end, not a belt, anyway... I'd figure a belt would cause springyness which would cause chatter.
[19:09:07] <SpeedEvil> I saw some CF based belts - insanely stiff
[19:10:44] <XXCoder1> high troque required im sure
[19:11:08] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03a-end01.jpg http://fw.bushytails.net/lathecutter/lathecutter03a-side01.jpg http://fw.bushytails.net/lathecutter/lathecutter03a-top01.jpg
[19:11:19] <MrFluffy> Im stuck with belts, so Im going to jam the biggest pulley I can on the spindle and the smallest on the stepper, and swap the stepper for a 1600oz/inch unit in place of the 1000 I have on now.
[19:11:35] <XXCoder1> increased rake
[19:16:10] <furrywolf> so, first question: is there anything horribly wrong with the geometry?
[19:17:24] <furrywolf> I'm not an expert at bit grinding (in fact, I suck at it), but I don't see anything particularly wrong.
[19:17:57] <XXCoder1> unfortunately you know more than me on that. guys?
[19:18:17] <MrFluffy> Im not a expert either but it looks like it has has a lot of top rake for bronze
[19:18:29] <MrFluffy> back rake, top surface whatever name you want to use
[19:18:55] <furrywolf> ... people complained I didn't have enough rake in the last one I pasted. lol
[19:19:25] <MrFluffy> no it looked like it went negative at the end
[19:19:34] <MrFluffy> also the cutting edge looks torn
[19:19:47] <furrywolf> one table I found for bronze said I should have -4 degrees. I had a slight positive.
[19:20:22] <furrywolf> that's because it's a coarse stone. you can't see that by eye - it's only a 3/16" round, so scale everything mentally down to that size.
[19:21:16] <furrywolf> somewhere between 3/16 and 1/4. I didn't measure. lol
[19:22:12] <MrFluffy> not sure what to suggest, I grind on a offhand grinder with a fine stone, then I finish with whatever takes my fancy, few strokes with a oil stone, or the diamond file or a dremel with a sanding drum at times or mounted stone
[19:22:43] <MrFluffy> if its in the machine sometimes I take a stone to it in situ if it goes off just to touch it up, just a few strokes till its happy again
[19:23:05] <MrFluffy> milling cutters I sharpen in a jig on the surface grinder, Ive never been able to freehand them personally
[19:23:30] <furrywolf> other than a poor finish on the sides of the cut due to the rough edge, is there any reason this cutter shouldn't cut?
[19:26:43] <MrFluffy> it should cut even if the geometry is off a bit if the edge is right
[19:29:26] <MrFluffy> I would go experiment but its 2am here
[19:29:54] <MrFluffy> and take a macro photo of something thats cutting ok in bronze
[19:43:27] <furrywolf> this project is starting to really piss me off. I've been working on it all fucking day.
[19:44:01] <SpeedEvil> Unless it's tungsten bronze or something :)
[19:44:28] <XXCoder> unobtainable-tungsten alloy
[19:44:57] <furrywolf> the first cutter I made did a decent job cutting it.
[19:46:49] * furrywolf has been uploading more images for several minutes now
[19:49:09] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03a-lathe01.jpg http://fw.bushytails.net/lathecutter/lathecutter03a-lathe02.jpg http://fw.bushytails.net/lathecutter/lathecutter03a-grrrrwtf01.jpg
[19:50:26] <MrFluffy> aluminium bronze, ca104 or the like :)
[19:50:53] <Tom_itx> about the G33.1 rigid tapping command, do the X Y coordinates need to be on a separate line or will the tool rapid to the new X Y location before tapping the next hole?
[19:51:24] <Tom_itx> the description says it will rapid to the new X Y location
[19:51:32] <furrywolf> so what the hell am I doing wrong? it barely dented the bronze, and just smeared the tip clean off the cutter again
[19:51:38] <Tom_itx> but then will it sync tap there?
[19:51:51] <MrFluffy> is that a bue on that last pic or has it broke again?
[19:52:04] <Tom_itx> furrywolf, that tool isn't hard enough
[19:52:11] <furrywolf> it didn't break either time. it smeared.
[19:52:14] <XXCoder> I was wondering that
[19:52:23] <furrywolf> Tom_itx: it's a drill bit!
[19:52:25] <XXCoder> maybe its hardened only on the drill part not holder side
[19:52:31] <Tom_itx> furrywolf sharpen it once more then heat it red hot and quench it in water
[19:52:37] <Tom_itx> i don't care what it is
[19:52:42] <Tom_itx> it's too soft
[19:53:01] <Tom_itx> ^^ try that
[19:53:11] <XXCoder> seems simple enough to try
[19:53:21] <furrywolf> <furrywolf> ok, this is probably a stupid question, but do they only harden the flutes of drill bits and not the shank?
[19:53:33] <Tom_itx> i dunno
[19:53:40] <Tom_itx> i doubt china hardens any of it
[19:53:57] <furrywolf> only heating device I have right now is a little butane torch. propane torch is out of gas, oxytorch is out of gasses...
[19:54:15] <Tom_itx> we used to flame harden the edge of stamp dies after milling them
[19:54:20] <furrywolf> and I'm getting realllly fed up with this project. heh.
[19:54:30] <furrywolf> I've been working all day and haven't made anything work.
[19:54:35] <Tom_itx> follow an oxy torch with a cold rag as we went around the edge
[19:54:47] <Tom_itx> furrywolf try that once more
[19:54:55] <Tom_itx> get a good tip on it
[19:55:00] <Tom_itx> then heat and quench it
[19:55:27] <Tom_itx> if that doesn't work then the drill is utter shit and you should throw it as far as you can
[19:56:07] <Tom_itx> yay! i got my cad cam spitting out rigid tap code now
[19:56:38] <MrFluffy> Really? harmonic drive?
http://www.ebay.co.uk/itm/CNC-4th-Axis-Router-A-Axis-100MM-Chuck-Gapless-Harmonic-Drive-Reducing-Gear-Box-/261854627405?pt=LH_DefaultDomain_3&var=&hash=item3cf7c0864d
[19:57:41] <Tom_itx> send me one
[19:58:27] <Tom_itx> the way it's mounted it probably is harmonic drive
[19:59:22] <malcom2073> I like harmonic drives, my dad just made a 4th axis out of one, looks similar to that
[19:59:47] <MrFluffy> thats what I was searching for, a drive to put in place of the htd pulleys, then that comes up for less than the price of a drive...
[19:59:48] <Tom_itx> but then so is this:
http://www.thingiverse.com/thing:391538
[20:01:49] <furrywolf> this bit suffers from frustration-related geometry issues. attempting to find propane tank now.
[20:02:22] <XXCoder> if your oven top metal spirl heater type?
[20:02:36] <XXCoder> might be able to get bit to reddish glow that way if nothing else
[20:05:58] <Tom_itx> orange is barely hot enough, white is too hot but red is just about right
[20:08:40] <furrywolf> found propane tank (got one free at a yard sale), got a good red, quenched in water.
[20:09:02] <furrywolf> I made this tip narrow for easier heating
[20:09:10] <Tom_itx> make sure the tip is on center
[20:10:21] <furrywolf> might be hard with this one, as it ended up low in the process of making it thin.
[20:10:40] <Tom_itx> it won't cut right if you don't
[20:10:49] <Tom_itx> shim it somehow
[20:14:57] <furrywolf> I always shim them. this one just needs more shims. heh.
[20:17:20] <XXCoder> shims all way in
[20:17:52] <XXCoder> Ectaco jetBook mini is funny. smaller, less featured, and cost around same as kindle. yeeah ill just buy kindle.
[20:19:03] <Tom_itx> or use your smart device to read kindle files
[20:19:20] <XXCoder> nah I cant read books on lcd screen
[20:19:36] <XXCoder> irc is exception because of white text on black back
[20:19:59] <XXCoder> if its a long website read I use special color invertor link
[20:22:52] <MrFluffy> gnite
[20:25:24] <furrywolf> yay! this one cuts.
[20:25:36] <XXCoder> hardening made a diff it seems
[20:26:04] <furrywolf> it cuts like crap, but it's a geometry issue - I had to shim it at enough of an angle the relief no longer exists.
[20:26:13] <furrywolf> no sign of wear after several cuts.
[20:26:21] <XXCoder> is job doable?
[20:26:42] <furrywolf> no, the geometry of this bit is too crap, and it's too short to grind again.
[20:26:57] <XXCoder> doh
[20:27:03] <XXCoder> in least something new is learned
[20:27:26] <furrywolf> yeah. making lathe cutters out of broken drill bits is a waste of time.
[20:27:30] <Tom_itx> was the tool a bit harder this time?
[20:27:41] <Tom_itx> i use old drill bits all the time
[20:27:54] <Tom_itx> when the app calls for it
[20:28:11] <furrywolf> tool was quite a bit harder this time
[20:28:22] <Tom_itx> good
[20:28:28] <Tom_itx> well remember that for next time
[20:28:40] <SpeedEvil> Use a complete drillbit, and just fix it so the edge has the right geometry?
[20:28:59] <furrywolf> there hopefully won't be a next time. I wasted so much fucking time on this, I would have been much smarter to just order some hss blanks.
[20:28:59] <SpeedEvil> (yes, I know you said you had no holder)
[20:28:59] <furrywolf> I started at 7am. it's 6pm.
[20:29:07] <SpeedEvil> sigh
[20:29:28] <furrywolf> the time-money tradeoff is seriously in the wrong direction for reusing drill bits to be a good idea.
[20:29:42] <SpeedEvil> If they're decent drillbits, it's decent steel.
[20:29:46] <SpeedEvil> Nothing wrong with it
[20:30:21] <SpeedEvil> Of course, if it broke because it's crap steel...
[20:30:21] <Tom_itx> i've got a box of old drillbits i keep for such things
[20:30:59] <furrywolf> I doubt my propane torch and a cup of water heat treatment is nearly good enough for real cutting.
[20:32:10] <Tom_itx> you might be surprised
[20:35:00] <furrywolf> http://www.ebay.com/itm/Altai-1-4-x-1-4-x-4-M35-HSS-4-bits-blank-cobalt-lathe-milling-cutting-boring-/111659121987 those any good?
[20:35:50] <Tom_itx> they're cobalt blanks
[20:36:09] <Tom_itx> i just got some local ones a couple days ago
[20:36:14] <Tom_itx> not cobalt but blanks
[20:36:20] <Tom_itx> M15 iirc was one
[20:36:38] <Tom_itx> the other was some pressed powdered metal
[20:37:33] <Tom_itx> those look plenty long
[20:37:40] <Tom_itx> mine were about 3" long
[20:37:48] <furrywolf> yeah, I should probably go with the 2.5". that's what sherline says is standard.
[20:37:49] <cpresser> why would you want blanks? why not buy finished tools?
[20:38:07] <Tom_itx> special grinds etc
[20:38:14] <Tom_itx> recess tools, whatever...
[20:38:23] <Tom_itx> for my manual lathe anyway
[20:38:43] <furrywolf> finished hss lathe tools seem uncommon
[20:39:07] <Tom_itx> most of the ones i've seen were ground from blanks
[20:39:18] <Tom_itx> cnc use inserts mostly
[20:40:15] <furrywolf> http://www.ebay.com/itm/SHARS-1-4-5PC-INDEXABLE-CARBIDE-INSERT-TURNING-TOOL-BIT-SET-NEW-/260434423892 might just get one of those, but my experience so far is this bronze doesn't like carbide.
[20:41:32] <Tom_itx> i've used regular inserts on bronze
[20:41:38] <Tom_itx> err regular blanks
[20:42:02] <furrywolf> harbor freight sells that same set for the same price
[21:02:40] <MattyMatt> http://www.ebay.co.uk/itm/Pollard-milling-machine/261869491492 anyone lend me a truck, a crane, and a barn?
[21:34:59] <furrywolf> woot! bit #5 works well
[21:36:44] <furrywolf> bit #5 cuts with much less cutting force than the harbor freight carbide, and leaves a much nicer finish.
[21:37:04] <furrywolf> seems like some drills make a lot better lathe cutters than others.
[21:37:37] <furrywolf> unfortunately, it's getting dark, so this is now a tomorrow project.
[21:55:06] <furrywolf> all the charts I've found say to use little, no, or negative rake for bronze. I don't know how this bronze differs from their bronze, but I'm getting the best results with 10+ degrees of rake.
[21:55:43] <furrywolf> I suspect the difference is structual bronze vs oiled bushing bronze
[21:57:43] <furrywolf> bbl, cleaning up tools, shower.
[22:31:57] <XXCoder> MattyMatt: cheap
[22:32:18] <XXCoder> ye olde though
[23:17:49] <MattyMatt> not too old to have a toolchanger by the looks of it, and is that a pneumatic vice it has?
[23:21:28] <zeeshan> what a satisfying day
[23:21:36] <zeeshan> planted so many plants :D
[23:22:00] <XXCoder> and eaten so many of em?
[23:22:03] <XXCoder> heh
[23:22:15] <zeeshan> no fruits/vegetables yet
[23:23:53] <zeeshan> i planted bell peppers (green+red), chilli peppers, lettuce, tomatoes , cherry tomatos, eggplant, okra, corn, strawberry, mint
[23:24:05] <zeeshan> lets see what grows this season
[23:24:18] <XXCoder> heh always wanted to try few plants
[23:24:32] <XXCoder> like rhurbarbs
[23:24:51] <XXCoder> other is one that makes that hard dark green fruit that people make garcoma whatever out of
[23:24:52] <zeeshan> do you eat them yourself?
[23:24:54] <zeeshan> or just for fun?
[23:25:03] <XXCoder> heard latter makes for nice indoors tree
[23:25:07] <XXCoder> both
[23:26:30] <zeeshan> ive never had rhubarb
[23:26:38] <XXCoder> its awesome
[23:26:49] <XXCoder> one of ffairly rare non-cirtus sour
[23:26:57] <zeeshan> hm
[23:26:59] <XXCoder> makes for amazing pies and crasps
[23:27:05] <XXCoder> thing is its not a fruit lol
[23:27:05] <zeeshan> ive heard of rhubarb pie
[23:27:10] <zeeshan> which is supposingly very good
[23:27:15] <XXCoder> it is
[23:27:16] <zeeshan> ah
[23:27:25] <XXCoder> I tend to eat em raw which people tend not to like
[23:27:27] <XXCoder> because very sour
[23:27:44] <XXCoder> careful with it though, it has poison leaves, eat only stems
[23:28:04] <XXCoder> if it froze overnight dont eat it and throw it away if softer than usual
[23:28:09] <XXCoder> otherwise its very tough plant
[23:28:33] <zeeshan> didn t know that
[23:28:34] <zeeshan> thats cool!
[23:28:37] <XXCoder> dont eat first year (or two?)
[23:28:44] <XXCoder> theres mpore detail stuff but yeah
[23:30:12] <zeeshan> i plannted mint
[23:30:16] <zeeshan> apparently it keeps bugs away
[23:30:19] <XXCoder> mint whooo
[23:30:20] <zeeshan> its a natural insect repellant
[23:30:23] <XXCoder> careful
[23:30:26] <zeeshan> im testing that theory
[23:30:30] <XXCoder> it likes to take over garden
[23:30:36] <zeeshan> yea ;p
[23:30:43] <zeeshan> you gotta cut it
[23:30:48] <XXCoder> keep it in pots and in yet another pot]
[23:31:19] <zeeshan> its in the middle of the garden
[23:31:19] <zeeshan> lol
[23:31:31] <zeeshan> i try things out
[23:31:32] <XXCoder> youre doomed
[23:31:34] <XXCoder> kidding
[23:31:39] <zeeshan> dude a lot of people tell me
[23:31:46] <zeeshan> these crazy instructions to grow plants from seeds
[23:31:52] <zeeshan> i just threw that shit in the ground and it grows
[23:31:55] <zeeshan> give it some water and proper soil
[23:31:57] <XXCoder> but yeah week later you will wake up with plantless fruit nex ti you ;)
[23:32:10] <XXCoder> (ref to mafia and horse)
[23:32:11] <zeeshan> so i just try it out to see hjow things are
[23:32:15] <XXCoder> yeah
[23:32:16] <zeeshan> lol
[23:32:31] <zeeshan> i love okra, i eat it a lot
[23:32:34] <zeeshan> and its so easy to grow
[23:32:45] <zeeshan> im worried about bell peppers
[23:32:53] <zeeshan> first time im growing them
[23:33:21] <XXCoder> such a unusual plant
[23:33:30] <XXCoder> do it keep going and grow new fruit each year
[23:33:35] <XXCoder> or you replant each year?
[23:33:42] <XXCoder> oh other good suggestion for you
[23:33:44] <XXCoder> kale
[23:33:50] <XXCoder> few of em
[23:33:55] <XXCoder> its so tasty
[23:34:00] <zeeshan> i think all of these are seasonal
[23:34:09] <XXCoder> kale is almost unkillable too
[23:34:11] <zeeshan> none of my plants grew again from last year
[23:34:25] <zeeshan> we only planted chilis, tomatoes and okra last year
[23:34:33] <XXCoder> hell we had fresh kale in snow lol
[23:34:38] <XXCoder> its that tough
[23:34:45] <zeeshan> i havent had kale
[23:34:45] <zeeshan> :D
[23:34:50] <XXCoder> yeah get it
[23:35:07] <zeeshan> we tried to plant stuff that we eat
[23:35:10] <XXCoder> few of em because its bit tough going but once its grown it will last for quite a while
[23:35:13] <zeeshan> cause when they start fruiting, its really nice man
[23:35:16] <zeeshan> FREE fOOD!!
[23:35:17] <XXCoder> yeah
[23:35:31] <XXCoder> I miss having kjale in all soups and some meals :(
[23:36:16] <XXCoder> http://bonnieplants.com/growing/growing-kale/
[23:36:38] <zeeshan> wow it has 200% vitamin a
[23:36:41] <zeeshan> in 100 grams hahaha
[23:36:59] <XXCoder> its crock full of nuterants yes
[23:38:50] <zeeshan> cabbage family
[23:38:51] <zeeshan> hmm
[23:39:15] <XXCoder> you need cartful of iceberg cabbages to meet single kale plant lol
[23:41:37] <zeeshan> brb shower itme!
[23:44:45] <furrywolf> I'm not a kale fan.
[23:44:52] <Crom> Kale is great!
[23:45:41] <Crom> Then so is Octopus, squid, crawdad's, eel, and mouse deer
[23:47:36] <furrywolf> yay! I got a check for $500.04. two years ago I deposited $500. what interest rate is $0.02/year on $500? lol
[23:48:00] <XXCoder> 10^-10000
[23:48:02] <XXCoder> jk
[23:48:24] <Crom> wow, reading the ngc files of
http://members.shaw.ca/swstuff/cannon-ball.html is very interesting
[23:48:28] <furrywolf> 0.004%. lol
[23:49:01] <XXCoder> ah 4*10^-3
[23:49:33] * furrywolf wonders how long a wooden mold lasts for molten metal
[23:49:39] <Crom> itity bitty
[23:49:42] <XXCoder> few times I bet
[23:49:46] <XXCoder> lead is weak
[23:49:55] <Crom> says he cast 2 times
[23:51:21] <Crom> win95/96 and Win NT4.0 old freaking page
[23:51:45] <furrywolf> amex just send me a credit card offer, addressed to my info from my costco amex card. I guess now that they're breaking up with costco, they're trying to move me to one of their other cards.
[23:51:52] <Crom> thing that caught my eye was the head stock encoder
[23:53:24] <furrywolf> terms aren't bad. I like my 4% cash back on gas with my costco amex, while this one is only 3%. 12.24% interest isn't bad. I imagine my costco one is going away, sadly.
[23:57:26] <furrywolf> what does the fin on those balls do?
[23:57:49] <Computer_barf> so im a bit paranoid about accidently braking my now working system
[23:58:02] <Computer_barf> so apt-get install gtk2-engines-*. do you think its safe that I do this?
[23:58:07] <Crom> when sinking keep the weight from spinning
[23:58:25] <Computer_barf> i know that sometimes updating debian might break linuxcnc and im not familiar with might do that
[23:59:33] <Crom> Computer_barf, it sure does... an automatic update killed my linuxcnc, I figured out what it was.. CIFS SmB printing
[23:59:51] <Crom> stopped it from using printer port all was good again
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
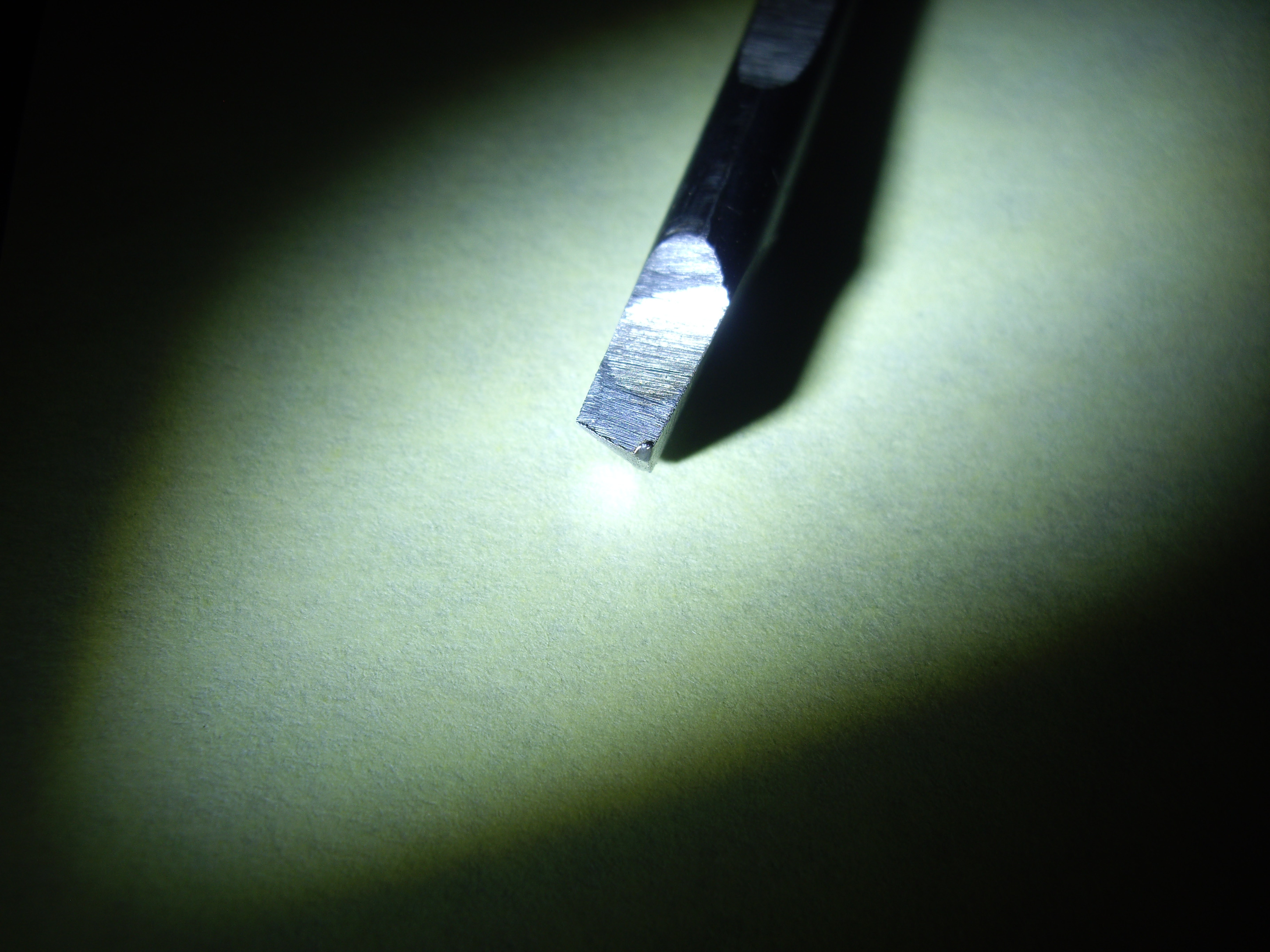{kind=link}
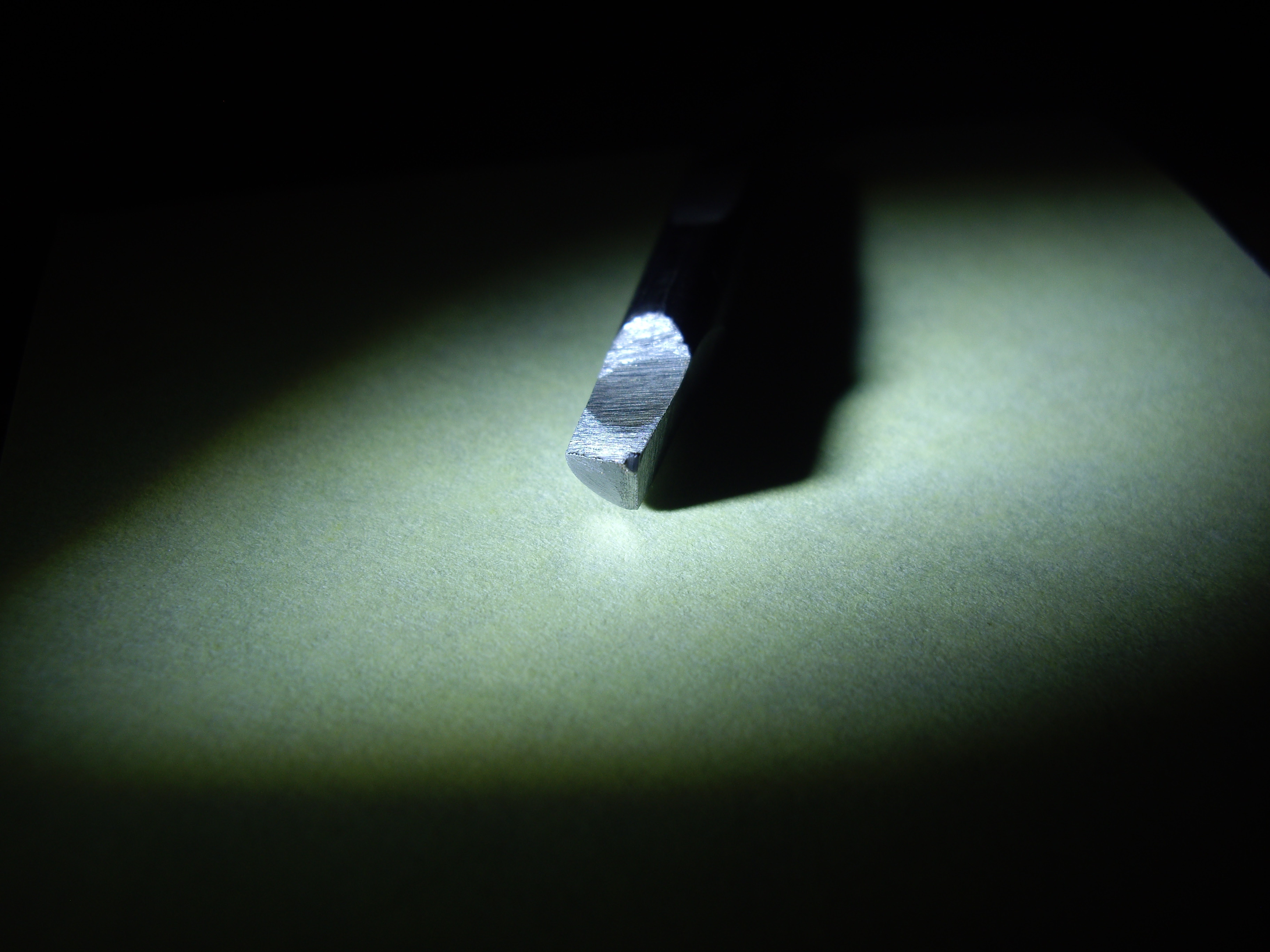{kind=link}
{kind=link}
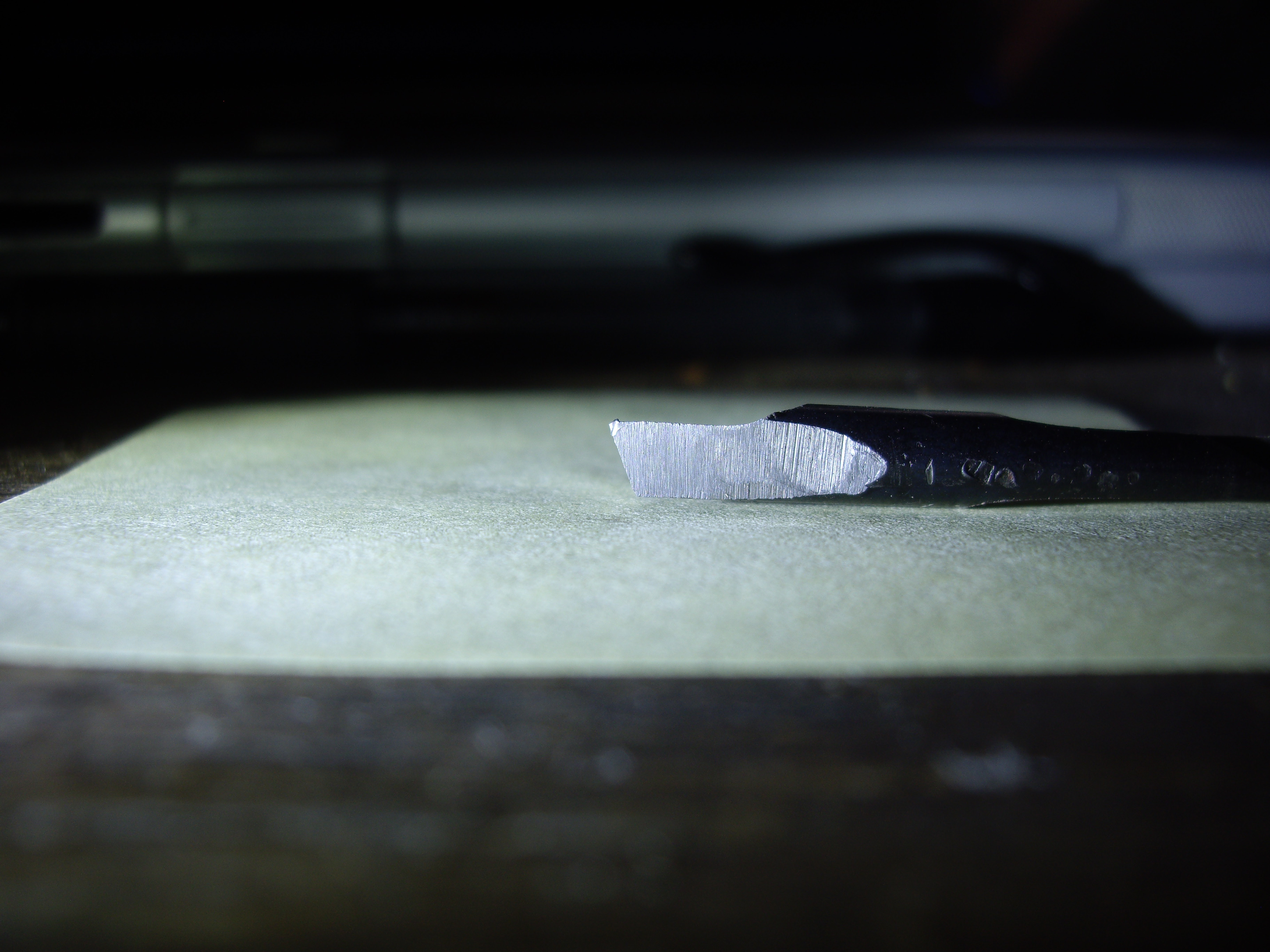{kind=link}
{kind=link}
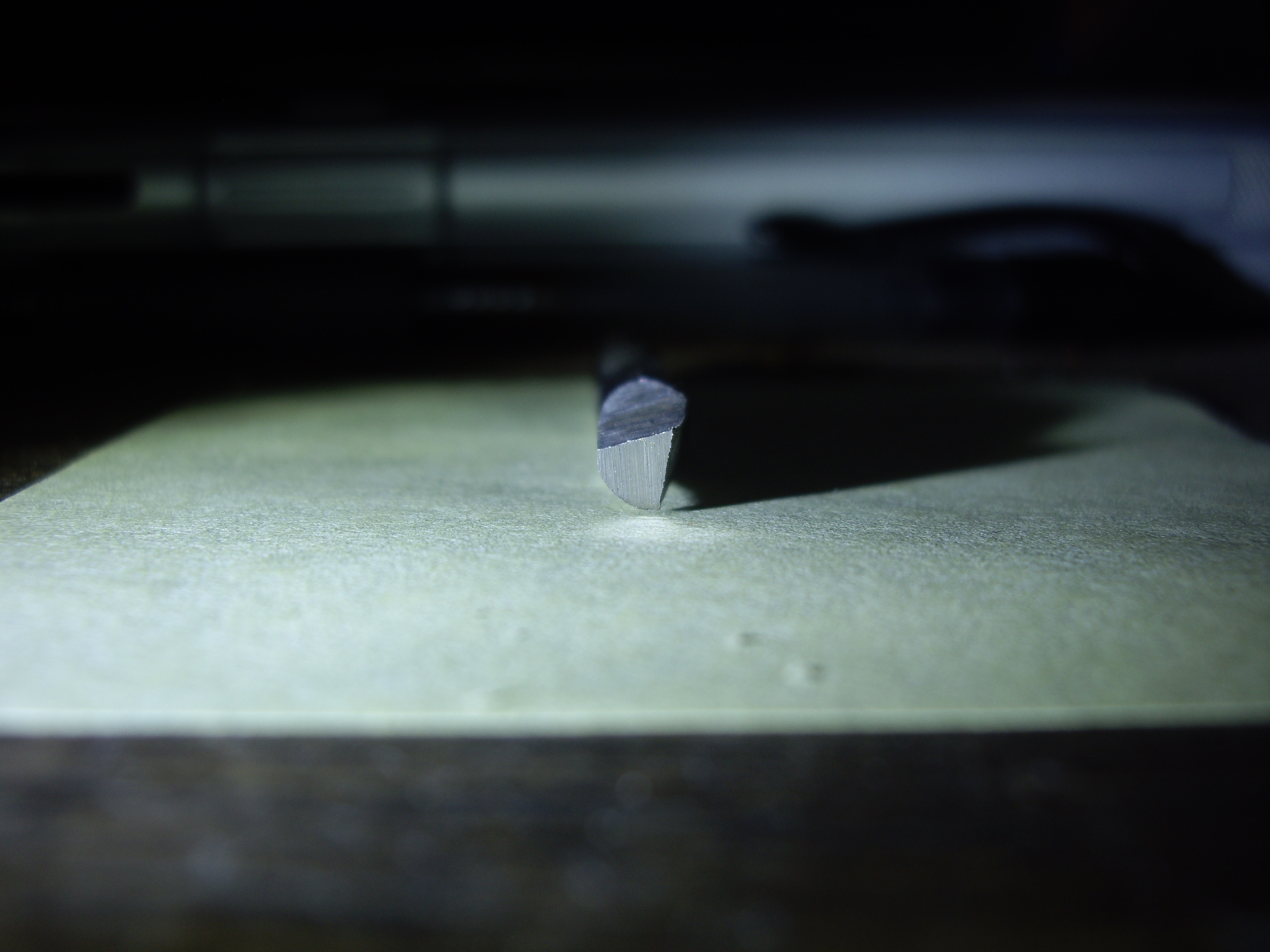{kind=link}
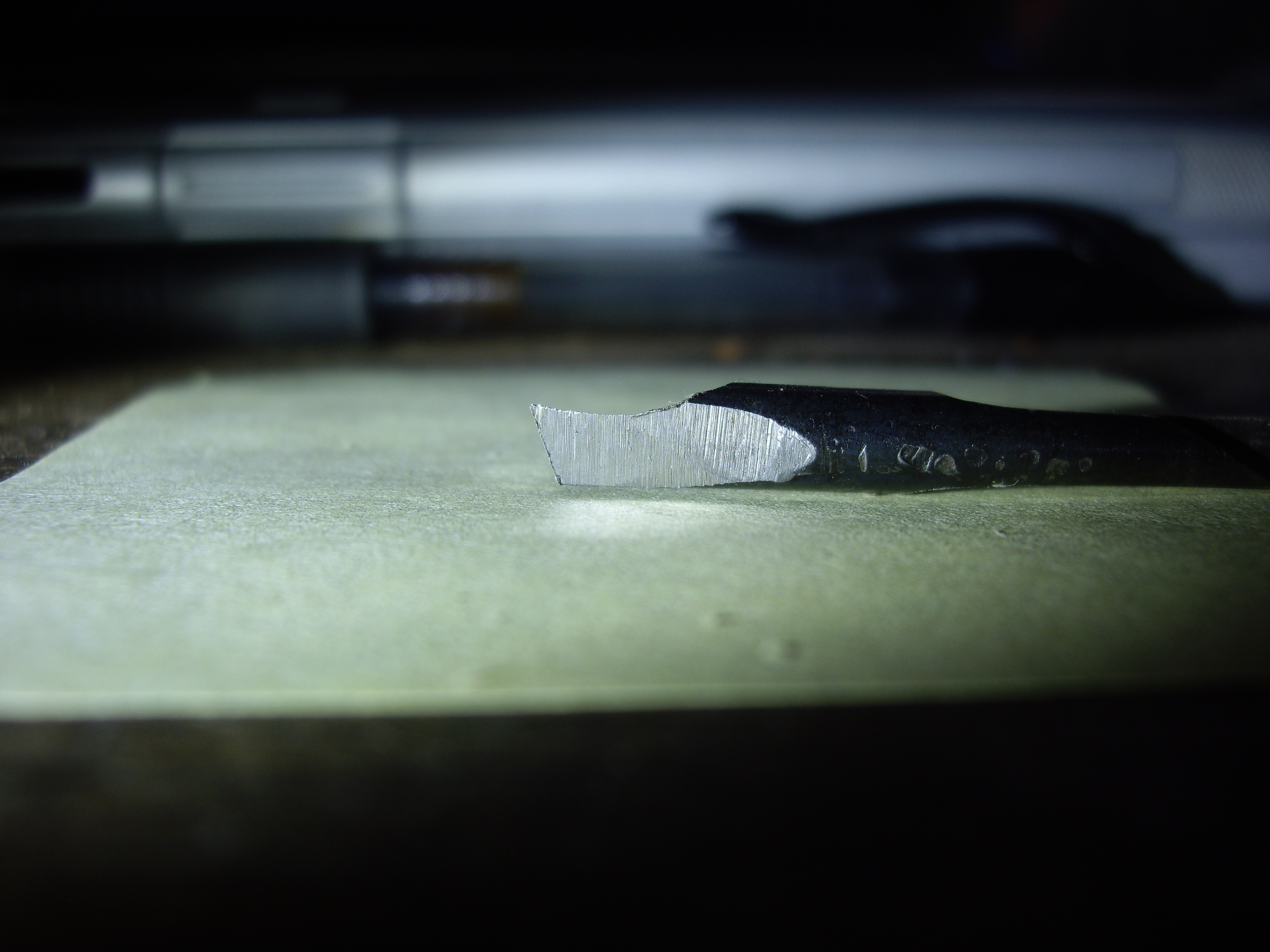{kind=link}
{kind=link}
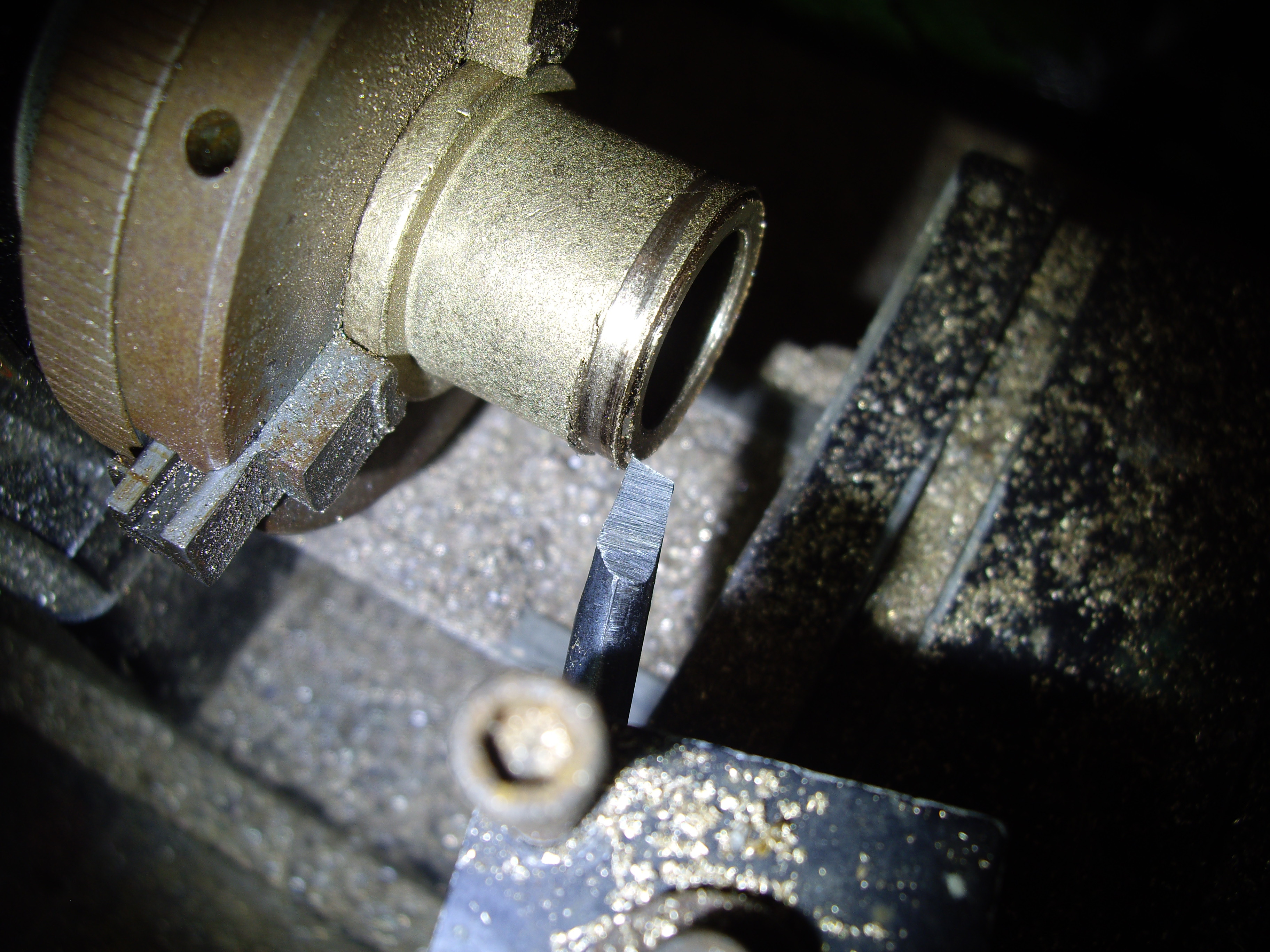{kind=link}
{kind=link}
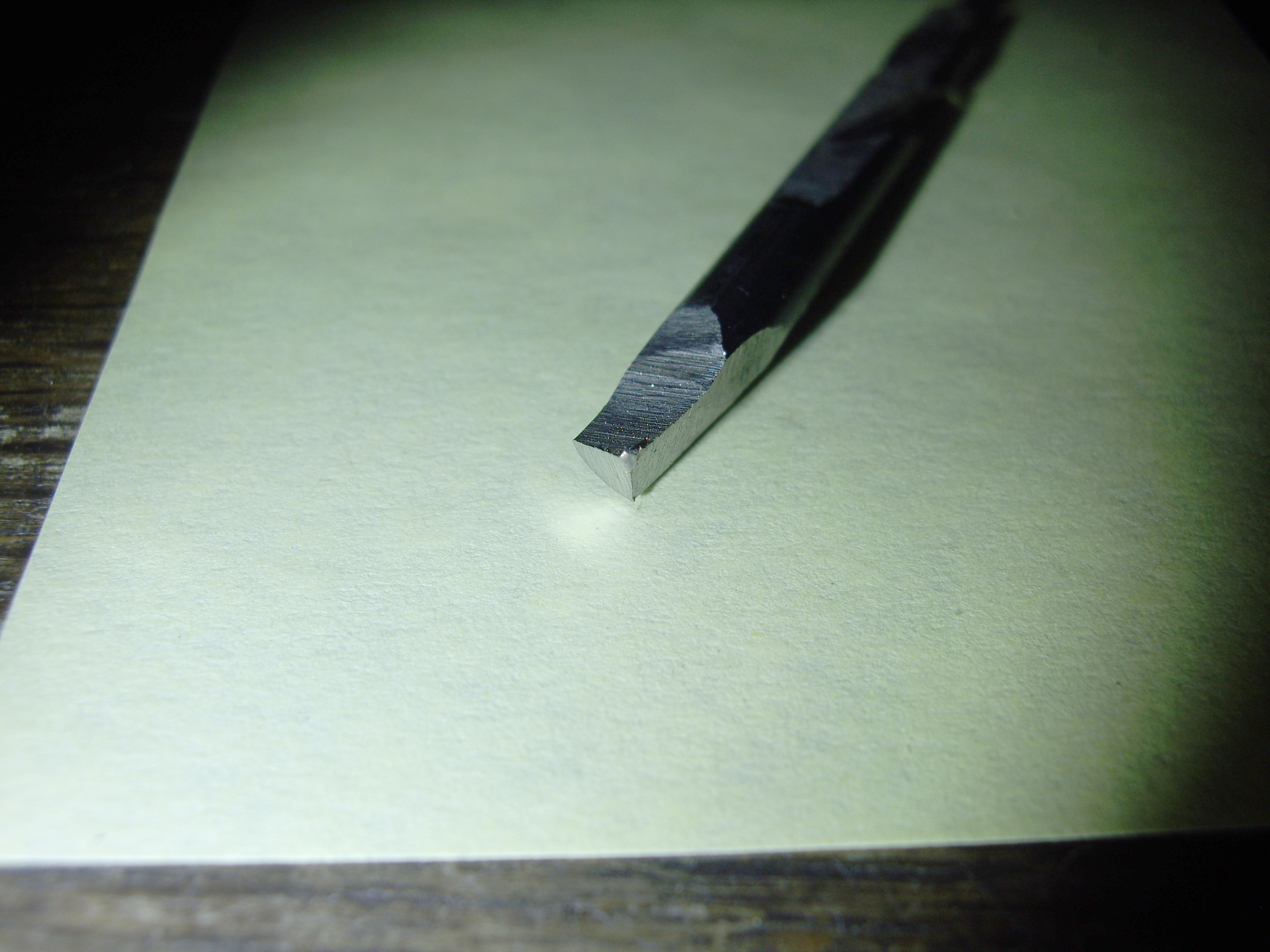{kind=link}