Back
[02:20:33] <Deejay> moin
[03:55:13] <RyanS> archivist, have you ever restored old farming engines like transportable hit and miss engines? or you just do machine tools
[06:09:28] <_methods> wow they almost landed it
[06:21:08] <SpeedEvil> Almost.
[06:45:22] <malcom2073> They're getting better
[06:47:28] <SpeedEvil> Well - last time it came in at 60 degrees of the horizontal, this time, 6
[06:47:52] <malcom2073> They're getting *much* better :P
[06:53:13] <SpeedEvil> https://vine.co/v/euEpIVegiIx
[06:53:15] <SpeedEvil> oh damn
[06:53:19] <SpeedEvil> that nearly nailed it
[07:15:03] <archivist_herron> RyanS, used to have a few farm engines
[07:15:17] <CaptHindsight> they have been successfully landing rockets like that in scifi films since the 50's
[07:16:23] <malcom2073> SpeedEvil: Yeah, apparently they touched down near vertical, but it was still moving slightly sideways and tipped over. Much better than the hit-and-explode of last time heh
[07:16:43] <SpeedEvil> Sure
[07:17:45] <malcom2073> This stuff is easy in KSP, I dunno what their problem is
[07:17:45] <malcom2073> :P
[07:18:27] <SpeedEvil> Too many struts?
[07:18:40] <malcom2073> Moar boosters
[07:18:57] <malcom2073> I hope that someone made the strut joke at spacex hq
[07:19:14] <malcom2073> They seem very lighthearted about it
[07:21:57] <_methods> hahah
[07:22:03] <_methods> i need to try that ksp game
[07:22:27] <_methods> i think i'll wait till steam summer sale kicks off and pick it up
[07:25:19] <malcom2073> It's pretty fun, good way to waste lots of time
[07:32:12] <_methods> maybe i better not then lol
[07:32:32] <malcom2073> Heh
[07:32:43] <malcom2073> I know a guy who plays it while sitting at his mill watching jobs
[07:37:38] <RyanS> archivist is a well restored one worth anything? I've seen some with average restoration on ebay
[07:40:12] <malcom2073> I went to "Cabin Fever", which is a model engineering show. Tons and TONS of hit and model miss engines, *actual* hit and miss engines for sale at auction, steam engines, etc
[07:40:53] <malcom2073> The actual full sized hit and miss and old style farm engines went from anywhere from $100 to $1000 depending on condition, most of which look like they'd been sitting in a barn for 40 years.
[07:41:22] <malcom2073> I was tempted by one or two but I have too many other projects heh
[07:55:42] <_methods> yeah my wife barely puts up with my stuff as it is
[07:55:54] <_methods> if is start draggin tractor engines home...........
[07:55:57] <_methods> probably won't end well
[08:08:09] <malcom2073> heh
[08:12:43] <archivist_herron> RyanS, some are some are not depends on rarity and condition
[09:10:00] <SpeedEvil> http://www.bbc.co.uk/news/uk-england-york-north-yorkshire-29126161 - 3d printer owners rejoice
[09:12:45] <_methods> heheh
[09:15:02] <malcom2073> Lol
[09:15:41] <malcom2073> hmm
[09:15:50] <malcom2073> Could a roots style supercharger be used as a low pressure compressor?
[09:16:33] <SpeedEvil> 'yes'
[09:16:38] <malcom2073> Heh
[09:16:42] <SpeedEvil> What do you mean low pressure
[09:16:58] <malcom2073> 10-15psi, and lots of flow (for running steam engines on air for demonstration purposes)
[09:17:01] <SpeedEvil> A roots style supercharger _is_ a compressor that will generally output that
[09:19:06] <malcom2073> hmm, this guy needs 25-30psi, dunno if the roots could do that. I have a M90 laying around I should fiddle with sometime
[09:19:15] <malcom2073> Stick a box on the output with a pressure gauge and spin it up heh
[09:20:08] <SpeedEvil> How many hp steam?
[09:20:41] <SpeedEvil> I'm wondering of steam fr a different reason - though at 240C/normal pressure for drying wood
[09:20:48] <SpeedEvil> well - processing
[09:21:18] <SpeedEvil> flash boilers are neat
[09:21:20] <malcom2073> He wants to drive a compressor of some type with a 1/4hp steam postion, to run 6 smaller steam engines on air heh
[09:21:32] <malcom2073> I want to eventually get int osteam, but boilers scare the crap out of me
[09:21:57] <SpeedEvil> yeah - the key to non-scary is to have ~0 water at high pressure
[09:22:27] <malcom2073> Even steam at high pressure can permanently disfigure
[09:22:37] <malcom2073> water can slice ya, but steam cna do pretty nasty things too
[09:22:47] <SpeedEvil> And any steam available constrained by pipework
[09:22:54] <SpeedEvil> And distance
[09:23:27] <SpeedEvil> The concern over water isn't really that.
[09:23:57] <SpeedEvil> The concern is that a tank of water at (say) 180C has a _LOT_ of energy stored and waiting to go bang in a millisecond
[09:24:10] <malcom2073> Ah yeah, leak == pressure loss == flash boiling
[09:24:22] <SpeedEvil> If the tank rips
[09:24:36] <SpeedEvil> _BAD_ stuff happens
[09:24:38] <malcom2073> Yeah
[09:36:06] <pcw_home> dont let your crown plate go dry...
[09:40:52] <pcw_home> http://www.vapeur-dampf.ch/wp-content/uploads/2013/04/img4f887aa3964e3.jpg
[09:41:17] <malcom2073> yeah that.
[09:44:05] <_methods> is that wiley coyote and the road runner standing on the hill behind that lol
[09:44:07] <FinboySlick> Wow... Did the force drive the locomotive into the ground?
[09:44:21] <_methods> meep meep
[09:44:26] <malcom2073> Looks that way doesn't it
[09:45:13] <FinboySlick> Must have been a heck of a boom.
[09:45:29] <malcom2073> I'll bet people died
[09:45:48] <malcom2073> Oh man google image search for steam engine explosion
[09:54:11] <archivist> or google steam boiler explosion to see factories that blew up
[09:55:04] <malcom2073> Maaaayyyybeee I'll just pass on the steam thing.
[09:55:27] <archivist> safe as houses if looked after
[09:55:50] <mozmck> I have operated a steam tractor at a show - neat stuff.
[09:55:53] <malcom2073> Problem is I probably can't afford to buy a new one, and don't trust myself enough to build one
[09:56:11] <archivist> our boilers
http://www.middleton-leawood.org.uk/leawood/images/boilerhouse/index.html
[09:56:19] <malcom2073> There's a local steam engine museum here, you can take a class to operate it, and then drive a steam tractor around
[09:56:33] <malcom2073> Nice
[09:58:01] <archivist> our firemen need some training, they bent the firebars over easter steaming
[09:58:24] <FinboySlick> archivist: The engine is pretty interesting. Got more details on it?
[09:59:03] <archivist> FinboySlick, we give out a flier with details and drawings, 4 tons per stroke
[09:59:35] <archivist> lifts the water 30ft
[10:00:38] <archivist> other assorted images
http://www.collection.archivist.info/searchv13.php?searchstr=leawood
[10:01:16] <malcom2073> archivist: nice
[10:01:20] <archivist> must pull that sequence into a gif one day
[10:01:28] <FinboySlick> Indeed.
[10:02:04] <malcom2073> You should, woudl be pretty nice to watch
[10:02:37] <archivist> scroll the page fast :)
[10:03:17] <malcom2073> lol
[10:03:30] <malcom2073> Open them all in tabs then just control-tab through them
[10:07:53] <archivist> hmm
http://www.jeroenvanwissen.nl/weblog/php/howto-generate-animated-gif-with-php
[10:09:37] <archivist> there are also about 4 videos on youtube various qualities
[10:10:14] <archivist> search term leawood pumphouse youtube
[10:15:44] <malcom2073> That's a hell of a pump
[10:57:57] <zeeshan> malcom2073: put some water in a pot and boil it
[10:57:58] <zeeshan> STEAM!!!
[10:58:44] <malcom2073> zeeshan: powah!
[10:58:47] <malcom2073> More powah? Bigger pot!
[10:59:09] <zeeshan> if you think about a pressure cooker
[10:59:15] <zeeshan> its basically a steam chamber :-)
[11:00:20] <malcom2073> You are not incorrect
[11:00:47] <FinboySlick> http://www.boredpanda.com/modern-word-combinations-urban-dictionary/ Off topic but some of those are too clever not to share.
[11:03:44] <malcom2073> cute
[11:07:33] <zeeshan> http://i.imgur.com/8Idyrpo.jpg
[11:07:44] <zeeshan> was studyin last night
[11:07:49] <zeeshan> this slide is useful
[11:08:40] <zeeshan> http://d2n4wb9orp1vta.cloudfront.net/resources/images/cdn/cms/0413_Feature1_070584.jpg
[11:08:49] <zeeshan> this type of tool path is crazy important
[11:08:53] <zeeshan> for hard materials
[11:10:56] <zeeshan> the first image i posted shows that you basically never wanna run less than 50% step over
[11:11:09] <zeeshan> cause you make the entry angle + causing the tips of the inserts to make contact first
[11:19:40] <lair82_> pcw_home, Probably starting to be a pain in the ass, My build is starting up now, but it says "-hm2/hm2_7i80.0: Warning: sserial remote device 7i71 channel 1 has old firmware that should be updated"
[11:36:29] <pcw_home> thats correct if you have an older 7i71 (you can ignore the error or update the firmware)
[11:40:53] <zeeshan> _methods: we were talking about the 50% step over yesterday -- the reason you don't want that is because at an exit angle of 90 degrees, the tool life is the worst. you and the exit angle to be <30 deg or >120 deg
[12:05:34] <lair82__> pcw_home, do I just put the folder I dowloaded in my home directory? I already extracted it, and printed the readme for linux, just not sure where to put the sserial folder?
[12:26:30] <PCW> lair82__: yes, your home directory is best
[12:31:12] <lair82__> PCW then I go into /sserial/utils/linuxcnc and do "sudo ./ssinstall" ?
[12:40:44] <PCW> yes
[12:42:46] <lair82__> I am getting this as a result, greenmill@greenmill:~/sserial/utils/linuxcnc$ sudo ./ssinstall [sudo] password for greenmill: sudo: ./ssinstall: command not found greenmill@greenmill:~/sserial/utils/linuxcnc$
[12:46:37] <Rab> lair82__, try 'sudo bash ./ssinstall'
[12:46:54] <Rab> And make sure ssinstall is actually present.
[12:47:00] <zeeshan> ill ssh you.
[12:47:34] <zeeshan> rab did you see my ban from electronics
[12:47:36] <zeeshan> on efnet
[12:47:51] <zeeshan> i'm still giggling about it :-)
[12:48:21] <malcom2073> people still use efnet?
[12:48:28] <zeeshan> yes :)
[12:49:46] <malcom2073> Nice
[12:50:36] <Rab> zeeshan, no, what happened.
[12:50:58] <lair82__> The ssinstall file is in that folder, now it tells me greenmill@greenmill:~/sserial/utils/linuxcnc$ sudo bash ./ssinstall installing ss firmware files: mv: cannot stat `*.BIN': No such file or directory greenmill@greenmill:~/sserial/utils/linuxcnc$
[12:51:00] <zeeshan> dont wanna bring it up in here :P
[12:51:08] <Tom_itx> aww
[12:51:33] <zeeshan> http://www.rx7club.com/canadian-forum-42/cnc-machining-tig-welding-home-shop-1082015/
[12:51:39] <zeeshan> i hope this post gets me some extra side work
[12:51:40] <zeeshan> i need some
[12:55:14] <lair82__> Stack a dimes for sure on those pipes, Nice welding zeeshan!!!
[12:55:28] <zeeshan> hehe
[12:55:54] <zeeshan> i wish i had an inverter type welder, you could do that on aluminum
[12:55:58] <zeeshan> and not get a raised weld
[12:59:13] <lair82__> PCW do i need to modify the ssinstall file to tell it which .bin file to move?
[13:24:55] <lair82__> PCW I got the command to work, but it told me that the directory already existed, so I went looking, and the /lib/firmware/hm2/sserial/ directory already has 7I71R14.BIN in it, so I ran the ./updatess 7i71 7i80 1, and I get greenmill@greenmill:~/sserial/utils/linuxcnc$ sudo bash ./updatess 7i71 7i80 1 [sudo] password for greenmill: set jumper on remote device to setup mode cycle remote device power and then hit return ./updatess:
[13:54:28] <zeeshan> !seen petefromtn
[13:54:28] <the_wench> last seen in 2014-08-01 06:11:25GMT 838:59:59 ago, saying Quit: Bye
[13:56:32] <PCW> just type ./updatess 7i71 7i80 1
[13:56:34] <PCW> not sudo ./updatess 7i71 7i80 1
[14:01:25] <Rab> Still might need to call bash or chmod 755 updatess, from his error message I don't think it's executable.
[14:01:52] <zeeshan> that forum thread is getting me some responses, sweet
[14:02:00] <zeeshan> rab
[14:02:09] <zeeshan> is the bb better than the rp2?
[14:02:38] <malcom2073> better for what?
[14:02:44] <zeeshan> performance wise
[14:03:01] <malcom2073> I believe the rp2 has more processing power
[14:03:05] <malcom2073> But no realtime element
[14:03:09] <zeeshan> hm
[14:03:41] <Rab> zeeshan, I believe rp2 is also better as a media player.
[14:04:00] <zeeshan> they have "FreeRTOS"
[14:04:00] <PCW> bbb is about on par with a 500 mhz pentium3
[14:04:01] <malcom2073> yeah the bb isn't capable of 1080p
[14:04:01] <zeeshan> for rp2
[14:04:04] <Rab> BBB has a lot of very flexible I/O.
[14:04:26] <malcom2073> zeeshan: Yeah but that's bare metal :P
[14:04:28] <Rab> malcom2073, in fact it is, but only at 24fps with HDMI audio disabled.
[14:04:56] <malcom2073> Rab: Nice heh, thought it couldn't handle it at all. I've never actually tried higher resolutions on mine
[14:05:05] <Rab> malcom2073, for a desktop. I don't think video playback would work very well.
[14:05:20] <malcom2073> Heh
[14:06:22] <malcom2073> I don't use my bb for anything video related anyway so I dunno
[14:06:32] <Rab> Requires a recent-ish Debian image and I had to add some kind of boot option.
[14:06:35] <zeeshan> maybe i shoulda bought the bb for daq reasons
[14:06:36] <zeeshan> :/
[14:06:57] <malcom2073> depends what're you daqing?
[14:07:19] <zeeshan> like strain gages through adc
[14:07:20] <Rab> Shrug, either platform should be able to talk to a serial ADC/DAC.
[14:07:26] <zeeshan> but the spi serial rate
[14:07:30] <zeeshan> prolly depends on the os latency?
[14:08:02] <zeeshan> am i correct on this assumption?
[14:08:03] <zeeshan> cause i have no clue
[14:08:25] <malcom2073> zeeshan: The maximum rate? Probably, but your ADC is probably slower than the max either the rpi or bb can do heh
[14:09:09] <zeeshan> how do i find out? :)
[14:09:14] <Rab> Also you won't be measuring your strain gages at hundreds of MHz.
[14:09:26] <malcom2073> zeeshan: datasheets!
[14:09:30] <zeeshan> i know
[14:09:31] <zeeshan> but what spec
[14:09:36] <zeeshan> "internal oscillator clock?"
[14:09:37] <malcom2073> Of the ADC
[14:10:22] <zeeshan> rab was just an example :)
[14:10:57] <zeeshan> Programmable Data Rates: Up to 2 kSPS
[14:11:05] <malcom2073> Implementation details vary by application :P
[14:11:08] <lair82__> I am still getting greenmill@greenmill:~/sserial/utils/linuxcnc$ ./updatess 7i71 7i80 1 set jumper on remote device to setup mode cycle remote device power and then hit return ./updatess: line 20: halrun: command not found set jumper on remote device back to operate mode and cycle remote device power
[14:11:15] <Rab> Yeah, that sample rate is trivial.
[14:11:46] <zeeshan> so i guess the real time os stuff becomes more critical
[14:11:51] <zeeshan> when trying to measure high frequency signals
[14:11:54] <lair82__> This 7i71 was bought back in october, should already be current.
[14:12:03] <malcom2073> Neither the rpi or the bb are DSP's
[14:14:58] <Rab> zeeshan, unless you need to process and respond to the signal in real time, as with a servo driver, raw speed will serve you better than low latency. So a desktop computer would work better than a slow BBB with a bunch of RT optimization.
[14:15:40] <zeeshan> that reminds me of something else
[14:15:48] <zeeshan> i dunno if you saw the video yesterday of me parting off some steel
[14:16:05] <zeeshan> i noticed there are "step changes" in speed when in CSS mode
[14:16:13] <zeeshan> and i think this is due to the delay in modbus
[14:16:18] <zeeshan> :/
[14:16:32] <zeeshan> its not as big of a deal in milling
[14:16:47] <zeeshan> but is one in turning
[14:16:50] * zeeshan needs to fix
[14:18:06] <zeeshan> i wonder if it would be a problem for rigid tapping a blind hole
[14:18:18] <cradek> yep
[14:18:30] <zeeshan> its like 1/2 s delay
[14:18:35] <zeeshan> from what i my ears are telling me
[14:18:39] <cradek> depends how fast you're going then
[14:18:59] <zeeshan> usually for tapping i wouldnt go faster than 100 rpm
[14:19:13] <cradek> motion will follow it, even if there's some delay in reversal
[14:20:35] <zeeshan> for my vfd, i know there is about 2 s delay between fwd and rev at that rpm
[14:20:37] <zeeshan> due to no brake
[14:20:47] <zeeshan> brake resistor -- could i somehow compensate?
[14:21:02] <zeeshan> the delay mostly coming from decel and acel
[14:21:14] <cradek> just tap slowly I guess
[14:21:32] <cradek> but yeah adding a resistor often gives you faster reversals
[14:21:52] <cradek> or some other settings, like braking regen to power line
[14:22:09] <zeeshan> i have that setup
[14:22:16] <zeeshan> it works great at low rpm
[14:22:22] <zeeshan> but i think i dont have it setup right
[14:22:34] <zeeshan> because at high rpms , the internal braking causes over voltage
[14:22:38] <zeeshan> and puts the drive in limp mode
[14:22:55] <cradek> my GS2 has a setting something like "regen-brake as fast as possible without faulting"
[14:22:55] <zeeshan> there must be an option to set it up so it brakes faster at low rpm
[14:26:08] <zeeshan> okay i found it
[14:26:19] <zeeshan> "DC braking frequency setting"
[14:26:28] <zeeshan> The frequency at which DC braking activates during decel.
[14:26:44] <zeeshan> so if i set that to a low hz value it shouldnt trip
[14:28:05] <lair82__> PCW should I run ./update-eth due to using the 7i80? also, regardless of what I do, I get the same fault, ./updatess: line 20: halrun: command not found
[14:28:31] <lair82__> ./updatess-eth I mean.
[14:33:40] <PCW> you need to run it in a shell that has your RIP linuxcnc accessible
[14:34:37] <PCW> that is if you cant run
[14:34:39] <PCW> halrun
[14:34:41] <PCW> from the command line in that shell, neither can the script
[14:34:49] <Cromaglious_> I really need to get an arduino
[14:36:12] <PCW> and yes you need ./updatess-eth
[14:38:16] <Cromaglious_> grrr damn china ebay listers... selling L400 1605 ballscrew and have a 2005 drawing
[14:38:50] <Cromaglious_> I know a 1605 shaft doesn't have a M17-1 thread on it
[14:39:59] <Cromaglious_> anyone know what the GBW and IND mean on the ball screw listings?
[14:40:23] <XXCoder> grinding between work and indeed need destroy
[14:41:13] <Cromaglious_> so GBW is better that instant nerd destroyer?
[14:41:37] <XXCoder> lol better one
[14:41:42] <XXCoder> honestly no idea
[14:41:53] <Cromaglious_> then there is INU and FKS
[14:42:44] <lair82__> PCW I got it to work, I copied the linuxcnc folder out of /sserial/utils/ into the linuxcnc-dev folder, moved to that directory, then ran the ./updatess-eth 7I71 7I80 1 and success!!
[14:43:14] <PCW> yeah the script depends on linuxcnc being available
[14:43:33] <lair82__> PCW was it right to modify the ssinstall file though, and specify the .bin file for the mv command?
[14:46:00] <PCW> ssinstall looks right to me (mv *.BIN)
[14:46:57] <PCW> there was a bug in an earlier version but it should be fixed in the current zip file
[14:50:13] <lair82__> PCW ok, hopefully it's quiet on my end for a while, I am to the point now of bringing up the drives and moving things around. Thanks again for help :)
[14:51:31] <lair82__> For all the help,
[15:05:03] <XXCoder> Cromaglious_: figured it out yet?
[15:32:38] <_methods> Cromaglious_: buy your ballscrew from that guy on ebay everyone buys from
[15:32:46] <_methods> i can't remember his name now
[15:36:23] <_methods> http://www.ebay.com/usr/linearmotionbearings2008
[15:36:26] <_methods> i think it's that guy
[15:36:29] <zeeshan> http://www.nopistons.com/rotary-engine-building-porting-swaps-55/4-rotor-build-75895/page1/
[15:36:32] <zeeshan> this is what i call proper WORK!
[15:36:54] <_methods> he'll take custom length orders for you and give you a better deal i think if you email him
[15:38:23] <XXCoder> _methods: yep linearmotions
[15:47:46] <zeeshan> https://www.youtube.com/watch?v=UDCborFfCmU
[15:47:49] <zeeshan> man this is why i want a big lathe
[15:47:50] <zeeshan> :(
[15:49:18] <XXCoder> off center is scary
[15:49:31] <zeeshan> my lathe would prolly walk across the garage
[15:49:33] <zeeshan> if i did that
[15:49:42] <XXCoder> add lead weights
[15:49:58] <XXCoder> and add rubber that doesnt bounce under it
[15:50:01] <zeeshan> i dont think i would be spinning a 175 lb piece in my lathe
[15:50:02] <zeeshan> :-)
[15:50:08] <zeeshan> thats like 10% its weight!
[15:50:13] <XXCoder> lol
[15:50:30] <zeeshan> 15
[15:50:31] <zeeshan> %
[15:54:26] <XXCoder> rustdust
https://www.youtube.com/watch?v=rjtmrj8etN0
[15:57:30] <zeeshan> if i do that
[15:57:43] <zeeshan> i put a crap load of oil all over it
[15:57:47] <zeeshan> to keep the dust down
[15:57:51] <XXCoder> guy said he later used water
[15:57:54] <zeeshan> oh
[15:57:55] <XXCoder> carbide so no oil
[15:58:04] <XXCoder> you can see water at end
[15:58:17] <zeeshan> i wonder if thats a 12x36
[15:58:22] <zeeshan> maybe i can turn something big in my lathe then =D
[16:01:47] <Cromaglious_> radiator showed up, and I just finished putting it in. now to text my wife to bring home 2 gallons of antifreeze
[16:20:20] <Deejay> gn8
[16:29:39] <Tom_itx> zeeshan, make your V8 a V16 now and post it back to them
[16:58:44] <zeeshan> lol Tom_itx
[17:04:28] <Cromaglious_> wooo v16, sexiest car I ever saw, 32ish Cadillac something like this
https://www.bonhams.com/auctions/21929/lot/340/
[17:05:55] <Cromaglious_> I know a couple that own a V12 Cadi roadster that's a 39 to 41
[17:10:43] <Cromaglious_> ahh it must have been a 37
[17:19:11] <Thomaxo_> another little question:
[17:19:31] <Thomaxo_> i found software to mill 3d objects, what do i do when i have a 2d drawing that i want to mill?
[17:19:45] <Thomaxo_> how a laser cutter would do it
[17:31:42] <_methods> you'll need to get a dimension remover
[17:31:58] <_methods> and turn your 3d item into a 2d item
[17:32:11] <_methods> steam rollers work pretty good for this
[17:38:24] <zeeshan> Rab: you there?
[17:39:23] <zeeshan> https://evbdn.eventbrite.com/s3-s3/eventlogos/51626658/cityofhamiltoncolourlogorbg.jpg
[17:39:45] <zeeshan> a person wants me to somehow incorporate that logo
[17:39:50] <zeeshan> im thinking i can engrave it?
[17:41:24] <Cromaglious_> hmm sharp inside corners.. I haven't figured how to do that with an engraving bit in software yet
[17:41:51] <zeeshan> i was thinking of just tracing the outside of that pattern
[17:41:54] <zeeshan> with an engraving bit
[17:41:58] <zeeshan> but my machine only goes to 3150 rpm.
[17:42:03] <zeeshan> so im not sure how to do it
[17:51:35] <Cromaglious_> can you strap a dremel to your Z?
[17:51:55] <zeeshan> i could, but it'd be extra work :/
[17:52:24] <Cromaglious_> think of the future
[17:54:53] <zeeshan> https://www.flickr.com/photos/128539016@N05/15540544082/
[17:54:55] <zeeshan> i could make a mount
[17:54:59] <zeeshan> that uses the front 3 threaded holes
[17:56:04] <zeeshan> http://imgur.com/a/A1y9f
[17:56:07] <zeeshan> or completely take off the head
[17:56:23] <zeeshan> and use the 4 mounting holes
[17:56:35] <zeeshan> so i can take advantage of full travel
[17:56:54] <Cromaglious_> for a dremel, the 3 holes would work... get a piece of 1/2" AL
[17:56:54] <zeeshan> hmm
[17:57:08] <zeeshan> what kind of engraving bit did you use?
[17:57:28] <Cromaglious_> I have 60 degree 1/8"
[17:57:45] <zeeshan> http://www.amanatool.com/media/catalog/product/cache/1/image/9df78eab33525d08d6e5fb8d27136e95/4/5/45766.jpg
[17:57:47] <zeeshan> like that?
[17:57:49] <Cromaglious_> and crap 1 cutting surface 30 degree
[17:58:09] <_methods> http://www.eltool.com/Products/SpindleSpeeders/Howtheywork.aspx
[17:58:18] <Cromaglious_> that's like my 30 degree bits
[17:58:18] <zeeshan> methods i cant afford that
[17:58:18] <zeeshan> :)
[17:58:22] <zeeshan> those are like 3k
[17:58:27] <_methods> go sell some shit
[17:58:31] <zeeshan> no
[17:58:34] <zeeshan> not for engraving
[17:58:41] <_methods> get a job
[17:58:50] <zeeshan> even if i had 3k laying around
[17:58:52] <zeeshan> i wouldnt buy that
[17:58:59] <zeeshan> :-)
[17:59:07] <_methods> haha
[17:59:30] <zeeshan> cant i just engrave at 3150 rpm
[17:59:31] <zeeshan> :/
[17:59:34] <zeeshan> its only aluminum
[17:59:37] <_methods> sure
[17:59:48] <_methods> why can't you?
[17:59:53] <zeeshan> i feel like itll snap
[17:59:53] <Cromaglious_> these
http://www.ebay.com/itm/121347213511?_trksid=p2057872.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[18:00:13] <Cromaglious_> go slow, really slow
[18:00:16] <_methods> just use a center drill
[18:00:26] <zeeshan> wow
[18:00:28] <zeeshan> thats not a bad idea.
[18:00:34] <zeeshan> :-)
[18:00:37] <zeeshan> i like
[18:00:42] <Cromaglious_> nd go really slow
[18:00:49] <zeeshan> whats really slow though
[18:01:03] <zeeshan> 0.001 ipr?
[18:01:06] <zeeshan> chip load?
[18:01:09] <Cromaglious_> center drills really dislike radial loads
[18:01:39] <Cromaglious_> hmm 3K... probably .4ipm
[18:01:45] <_methods> meh i just run it whatever
[18:01:47] <zeeshan> thats not enough chip load
[18:01:53] <zeeshan> itll just plough
[18:02:08] <Cromaglious_> play with it then
[18:02:12] <_methods> you're thinking too much
[18:02:16] <zeeshan> no man
[18:02:18] <_methods> again
[18:02:20] <zeeshan> lol
[18:02:34] <Cromaglious_> chuck one up, and go until you break it, then back off 30%
[18:02:41] <zeeshan> haha
[18:03:00] <Cromaglious_> it's a center drill flip it over and go to it
[18:03:08] <zeeshan> http://www.ebay.com/itm/10pcs-3-175mm-Carbide-PCB-Engraving-Bits-CNC-Router-Conical-Flat-Tool-30-0-2mm-/111222325095?pt=LH_DefaultDomain_0&hash=item19e55dff67
[18:03:09] <zeeshan> these are local
[18:03:33] <zeeshan> but ill try with a center drill first
[18:03:42] <zeeshan> or grind one out of hss
[18:04:09] <Cromaglious_> that's basically my 30 degree bit
[18:04:17] <Cromaglious_> the .2mm end is really big
[18:06:04] <_methods> test it on a scrap of alum
[18:06:07] <_methods> you have the mill there
[18:06:19] <_methods> then you'll know if you want to use the centerdrill
[18:06:36] <_methods> i use it for engraving that i really am not worried about
[18:06:42] <zeeshan> why?
[18:06:44] <_methods> or if the specs are just whatever
[18:06:44] <zeeshan> flexes too much?
[18:06:55] <_methods> it's big dia
[18:07:04] <_methods> so works best with big letters
[18:07:10] <_methods> it's not the best engraver
[18:07:11] <zeeshan> these are pretty big
[18:07:12] <zeeshan> like..
[18:07:14] <_methods> but if you're in a bind
[18:07:15] <_methods> they work
[18:07:17] <zeeshan> the height of the H
[18:07:23] <zeeshan> is like 3/4" tall
[18:07:28] <_methods> liek i said try it on a scrap
[18:07:28] <zeeshan> by .5" wide
[18:07:30] <_methods> see how it looks
[18:08:17] <zeeshan> sounds good :)
[18:10:02] <zeeshan> i found some m42 round
[18:10:04] <zeeshan> 1/4"
[18:10:12] <zeeshan> i think i can grind it to an engraving bit
[18:10:27] <zeeshan> (if center drill idea doesnt work)
[18:39:06] <Cromaglious_> ok antifreeze in the car, car warmed up, driven around the block in 1st gear, now to left it kool off and check coolant level again
[18:39:23] <Cromaglious_> s/left/let/
[18:55:19] <malcom2073> It's getting to be car season again
[19:29:11] <zeeshan> i was sitting down and getting a silly idea
[19:29:28] <zeeshan> is there a reason why you cant mount a regular 12x36 lathe horizontally?
[19:29:34] <zeeshan> so that instead of the chips collecting on the ways
[19:29:36] <zeeshan> they go straight down
[19:29:56] * zeeshan ends random idea
[19:31:00] <CaptHindsight> zeeshan: like a wall mount lathe?
[19:31:13] <zeeshan> haha yea!
[19:31:17] <zeeshan> literally
[19:31:36] <zeeshan> or maybe put it at a horizontal angle
[19:31:39] <zeeshan> like a slant bed
[19:34:43] <zeeshan> http://www.gaec.com/images2/k13598a.jpg
[19:34:49] <zeeshan> i like!
[19:34:57] <zeeshan> http://www.kijiji.ca/v-business-industrial/windsor-area-on/cnc-lathe-cincinatti-falcon-400/1064827268?enableSearchNavigationFlag=true
[19:35:06] <zeeshan> too bad the spindle is so slow
[19:36:30] <CaptHindsight> did you want to cut wheels at 10k rpm?
[19:36:40] <zeeshan> no
[19:36:44] <zeeshan> im thinking about aluminum
[19:37:41] <CaptHindsight> you could swap spindles
[19:39:07] <andypugh> zeeshan:
http://www.lathes.co.uk/weilerergodor/
[19:39:30] <zeeshan> nice
[19:39:31] <zeeshan> its slanted
[19:39:32] <zeeshan> :D
[19:40:22] <andypugh> The other way to this one:
http://www.lathes.co.uk/willson/index.html
[19:44:06] <zeeshan> http://www.ebay.com/itm/2001-EMCO-TURN-345-II-CNC-Lathe-Good-Condition-/281659825539?pt=LH_DefaultDomain_0&hash=item41943bdd83
[19:44:08] <zeeshan> looks like a nice lathe
[19:44:25] <andypugh> And cheap.
[19:45:01] <zeeshan> yep
[19:45:04] <zeeshan> comes with bard loader too
[19:45:05] <zeeshan> *bar
[19:45:18] <Cromaglious_> I'd erally like to swap out my head stock on my Sheldon. The babbit bearings are still good, it just really need a pressurized oiler system or roller bearings.
[19:45:37] <zeeshan> ok back to studyin
[19:45:57] <andypugh> I can’t figure out what this is:
http://www.ebay.co.uk/itm/Wickman-Cnc-Lathe-/201331223581?&_trksid=p2056016.l4276
[19:46:24] <andypugh> Cromaglious_: If the white metal bearings are good, what makes you think that you need something else?
[19:47:41] <Cromaglious_> well I need a better oiler OR roller bearings.
[19:48:26] <andypugh> But, if the white metal bearings are working, I would say that the evidence is that you don’t need to change to a different type pf bearing.
[19:48:47] <andypugh> (at the very least you might as well wait until the plain bearings die)
[19:49:23] <Cromaglious_> it'll run all day if I add oil every 10 minutes, I'd like to get a big oiler so I can set a drip rate which the babbit ants
[19:49:30] <Cromaglious_> s/ants/wants/
[19:49:59] <andypugh> Plain bearings are alleged to give a better finish.
[19:50:31] <Cromaglious_> sure do, IF they are bathed in oil.
[19:51:07] <Cromaglious_> my oil point holds at most 2ml of oil
[19:51:41] <Cromaglious_> I'd rather have a oiler which holds 200ml
[19:51:51] <andypugh> http://www.ebay.co.uk/itm/NEW-GENUINE-MYFORD-PAIR-OF-DRIP-FEED-OILERS-FOR-ML7-LATHE-Direct-From-Myford-Ltd-/400435992814?pt=LH_DefaultDomain_3&hash=item5d3bd858ee
[19:52:49] <Cromaglious_> that wickman looks to be a gang lathe with a D tye pin chuck headstock
[19:53:07] <Cromaglious_> s/tye/type/
[19:53:26] <Cromaglious_> OUCH $100 is bit rich for my purse
[20:04:43] <andypugh> You have a lathe, you can make any fittings needed.
[20:05:38] <andypugh> Anyway, time to sleep.
[20:05:44] <CaptHindsight> https://www.youtube.com/watch?v=BhMSzC1crr0 New, longer video shows Falcon’s landing demise
[20:06:05] <Cromaglious_> thinking about making some fitting to fit in the hole then tighten to spead the bottom to hold in place with an O-ring for sealing
[20:07:56] <Cromaglious_> I just have to find the bits of brass rod to make them out of
[20:09:52] <Cromaglious_> or getting a piece of clear hose shove it in the hole and add a funnel at the top to fill it with
[20:21:10] <Cromaglious_> ok just ordered motor torque limiters for the car, so it doesn't got THUNNK! going into drive or reverse
[20:21:30] <Cromaglious_> those I can afford $27...
[20:31:20] <CaptHindsight> http://www.jcnabity.com/fibmill1.htm nanoscale ion beam milling
[20:31:54] <CaptHindsight> milling 60nm wide lines
https://www.youtube.com/watch?v=CApUXcPKX90
[20:44:19] <zeeshan> you know with all this fancy machining
[20:44:22] <zeeshan> and working in microns
[20:44:30] <zeeshan> and using the scope to get into nanometers
[20:44:44] <zeeshan> picometers (or an atomic width scale) doesnt seem that big of a deal anymore
[20:44:45] <zeeshan> :D
[20:45:04] <zeeshan> its amazing how far technology has come along
[20:46:09] * malcom2073 inserts 3d printer comment for the trollz
[20:46:11] <CaptHindsight> and that was 10 years ago
[20:46:29] <zeeshan> i just want the ability to move atoms
[20:46:31] <zeeshan> on demand
[20:46:35] <zeeshan> rearrange a crystal lattice
[20:46:37] <zeeshan> :D
[20:48:35] <tiwake> 3D print crazy diamond things
[20:54:09] <Cromaglious_> they are basically 3d printing diamonds in boston using a hydrogen plasma and have been for over 10years
[20:54:28] <tiwake> are they big enough?
[20:56:28] <Cromaglious_> they are making wafers for diamond semiconductors
[20:57:16] <Cromaglious_> diamond substrate can handle insane tempratures
[20:58:57] <Cromaglious_> http://www.manmadediamondinfo.com/apollo.shtml
[21:11:17] <tiwake> oh yeah that would help
[21:11:25] <tiwake> best heat transfer possible
[21:14:07] <Cromaglious_> little 1004 diode could handle like 30amps
[21:14:22] <zeeshan> i dunno if you saw my comment about diamond a month ago
[21:14:32] <zeeshan> it makes a crappy cutting tool :P
[21:14:36] <zeeshan> for steel
[21:14:45] <tiwake> oh yeah
[21:15:14] <tiwake> it would be good for softer stuff though... copper, aluminum, possibly titanium
[21:15:17] <zeeshan> prof presented a paper wher ethey took a diamond tool and tried to machine some mild steel with it
[21:15:23] <zeeshan> what happens in the first minute or so is
[21:16:04] <zeeshan> diamond's carbon atoms have a high affinity for other carbon atoms
[21:16:18] <zeeshan> so under the heat of cutting, the carbon starts to get extracted from the steel
[21:16:29] <zeeshan> and into the diamond cutting tool destroying the cutting edge
[21:16:37] <zeeshan> i think that is so cool
[21:16:47] <zeeshan> that such a hard material gets owned by steel in like a minute
[21:21:52] <tiwake> Cromaglious_: the link for apollodiamonds at the bottom takes it to some chinese whatever thing
[21:22:52] <Cromaglious_> hehehe
[21:24:19] <Cromaglious_> http://en.wikipedia.org/wiki/Apollo_Diamond
[21:24:28] <Cromaglious_> they where bought in 2011
[21:25:46] <tiwake> Scio Diamond Technology
[21:27:24] <tiwake> http://www.sciodiamond.com/cultured-diamond-industry/price
[21:27:41] <tiwake> wonder what the worlds largest manufactured diamond is
[21:58:11] <zeeshan> hi pete
[21:58:47] <PetefromTn_> Hello
[21:58:54] <zeeshan> where have you been
[21:59:06] <PetefromTn_> Right here I think ;)
[21:59:12] <zeeshan> havent been talking much
[21:59:27] <PetefromTn_> Been working on my house and making parts
[21:59:37] <zeeshan> nice
[22:08:03] <PetefromTn_> Got a project right now I am working on that will require a bunch of cast iron machining with 1/8 inch endmills :(
[22:08:50] <PetefromTn_> but if I can get it done It will be pretty good payday.
[22:09:11] <zeeshan> nice dude
[22:09:22] <zeeshan> the artist whose stuff im working on
[22:09:24] <zeeshan> he's a funny guy
[22:09:32] <zeeshan> tells me he wants the handles made out of copper
[22:09:37] <zeeshan> and he drops off the material today, and its bronze
[22:09:38] <zeeshan> lol
[22:09:38] <PetefromTn_> trying to think of a way to filter the shit before it gets into my coolant trough
[22:09:52] <zeeshan> dont use coolant with cast iron
[22:09:56] <zeeshan> its got graphite in it
[22:10:00] <PetefromTn_> would rather machine bronze than copper
[22:11:20] <PetefromTn_> not sure what to do with it but I gotta make these parts. and with an 1/8 endmill that will be doing some slotting it is gonna have to probably be flooded I think.
[22:11:32] <zeeshan> blow it with air?
[22:11:34] <Tecan> zeeshan the graphite helps lube it naturally ?
[22:11:39] <zeeshan> tecan yes
[22:11:42] <Tecan> neat
[22:11:46] <Cromaglious_> can you lay a cheap cotton across the bottom of your pan to catch all the bronze? loose enough weave for the coolant to get thru, something like a country classic quilting cotton. not a sheet
[22:12:04] <zeeshan> its a high pressure lubricant too
[22:12:23] <PetefromTn_> honestly if you mean the cast iron I was considering something like that.
[22:12:26] <zeeshan> Cromaglious_: oh ill definitely be catching it all!
[22:12:44] <zeeshan> $$$
[22:13:53] <PetefromTn_> I could blow it out but that would make a big mess inside the machine I think..
[22:14:26] <zeeshan> vacuum?
[22:14:32] <zeeshan> when i was machining that casting for the lathe
[22:14:33] <zeeshan> i used vacuum
[22:14:59] <PetefromTn_> yeah I can do that too actually.
[22:15:33] <PetefromTn_> just not sure if the 1/8 inch endmill will survive it all heh
[22:15:38] <zeeshan> haha
[22:15:42] <zeeshan> carbide? :D
[22:15:49] <PetefromTn_> coated
[22:16:03] <zeeshan> ive never cut it with hs
[22:16:05] <zeeshan> *hss
[22:16:42] <PetefromTn_> I was looking at ordering some of these
http://www.maritool.com/Cutting-Tools-End-Mills-Corner-Radius-End-Mills-4-Flute-TIALN-Coated/c78_79_157_158/p1141/.125-Diameter-End-Mill-X-.020-Corner-Radius-X-.500-L.O.C/product_info.html
[22:17:41] <zeeshan> ncie
[22:18:08] <zeeshan> PetefromTn_:
http://i.imgur.com/WzDOPqK.png
[22:18:18] <zeeshan> if you had to machine those flat bars to round like that, drill a hole
[22:18:22] <PetefromTn_> Went to meet my wife for lunch the day before yesterday and came out to my Bronco afterwards and the drivers window was gone...luckily they did not steal anything.
[22:18:28] <zeeshan> and machine those copper/bronze handles
[22:18:34] <zeeshan> with threaded holes in them with a stud holding them together
[22:18:37] <zeeshan> how much would you charge?
[22:18:48] <zeeshan> ugh that sucks
[22:19:25] <PetefromTn_> meh I would have to think about that one... figure machine time for the turned parts and whatnot and cost materials.
[22:19:32] <zeeshan> materials provided
[22:19:37] <zeeshan> just machining cost
[22:19:39] <zeeshan> and caming it up
[22:19:40] <zeeshan> and cad
[22:20:11] <PetefromTn_> LOL honestly I CAN"T make those even if I wanted to my CNC lathe is still a work in progress.
[22:20:38] <zeeshan> okay ill give you another example
[22:20:46] <PetefromTn_> are you making just one or many?
[22:20:56] <zeeshan> i gotta make 4 handles, and 2 middle pieces
[22:21:02] <zeeshan> and 4 flat rounding
[22:21:06] <zeeshan> with possible engraving in them
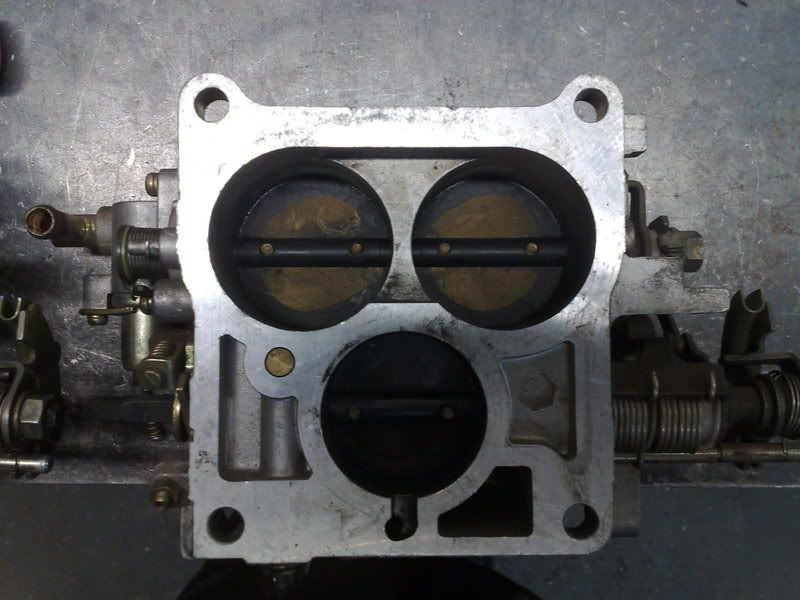
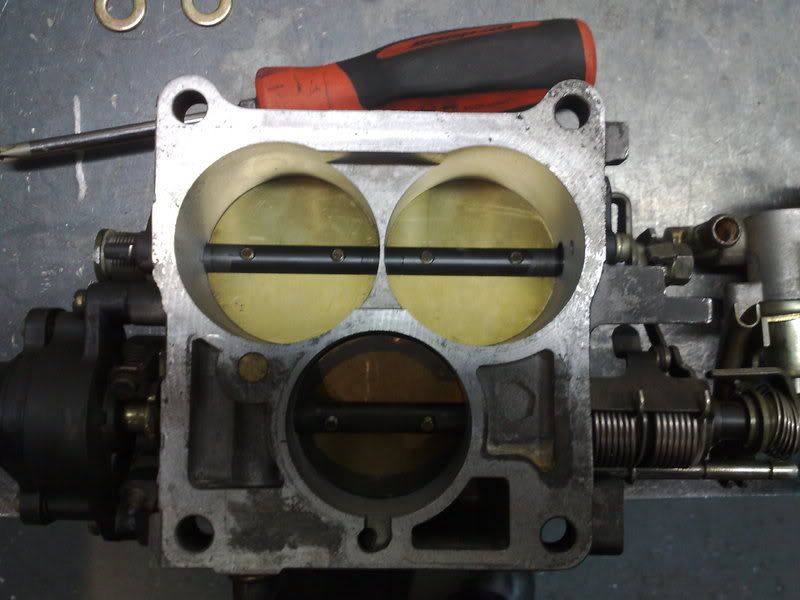
[22:21:25] <zeeshan> http://i73.photobucket.com/albums/i225/nvmyre/throttlebody/16072008024.jpg
[22:21:50] <zeeshan> http://i73.photobucket.com/albums/i225/nvmyre/throttlebody/16072008028.jpg <- before
[22:21:58] <zeeshan> http://i73.photobucket.com/albums/i225/nvmyre/throttlebody/16072008027.jpg <- after
[22:22:11] <zeeshan> how much would you charge to cnc port a throttle body
[22:22:16] <zeeshan> along with larger butterflies
[22:22:35] <PetefromTn_> did you do those?
[22:22:38] <zeeshan> no
[22:22:43] <zeeshan> but thats another job someone wants me to quote for
[22:22:56] <zeeshan> i was thinking around 200 bux
[22:23:05] <zeeshan> cause its a lot of fine measurement
[22:23:10] <zeeshan> and then id need to generate a 3d tool path
[22:23:16] <zeeshan> and use a ball nose
[22:23:19] <zeeshan> cause i wanna taper it
[22:23:23] <zeeshan> not just bore it out
[22:23:30] <PetefromTn_> sounds cheap to me honestly
[22:24:50] <zeeshan> im thinking maybe i should just shop around at local machine shops
[22:24:55] <zeeshan> and see how much they would charge
[22:26:20] <PetefromTn_> the problem you run into with shit like that is that there are some shops that specialize in doing certain TB's and they do it for reasonable prices. Then you try to do one that perhaps is NOT that popular and are up against doing the engineering and CAD CAM and machining and people expect you to do it for the same cost.
[22:26:38] <zeeshan> thats a good point
[22:45:12] <zeeshan> it only took 8 years
[22:45:18] <zeeshan> but i think i finally understand all cutting tool angles
[22:45:19] <zeeshan> haha
[22:45:24] <zeeshan> and their implications on chip formation
[22:46:03] <PetefromTn_> good now you can explain it to the rest of us mere mortals
[22:46:03] <zeeshan> radial rake angle (milling) == side rake (turning) == helix (drilling) == rake (broaching)
[22:46:20] <zeeshan> its the most important angle that controls chip formation
[22:46:52] <zeeshan> i made a mistake, i meant to say end point angle not helix for drilling
[22:47:21] <zeeshan> axial rake (milling) == back rake (turning) == helix (drilling) <- these angles control the direction the chip will flow
[22:48:02] <zeeshan> i still dont know why in a turning tool
[22:48:06] <zeeshan> the end clearance is so huge
[22:48:08] <zeeshan> like 20 deg
[22:48:21] <zeeshan> so maybe you can face with it too?
[22:48:54] <roycroft> so some of you may remember that i started breaking taps a couple months ago, and could not figure out why
[22:48:59] <roycroft> i'm manually tapping holes
[22:49:17] <roycroft> and i have not broken many in the past
[22:49:29] <roycroft> the store where i was buying them switched brands a couple weeks ago
[22:49:49] <roycroft> and i've tapped about 50 holes since then with the new brand and haven't broken a single one
[22:50:41] <PetefromTn_> if they were vermont american taps I am not surprised...they suck.
[22:50:51] <roycroft> are those the ones in the yellow blister pack?
[22:51:29] <PetefromTn_> no red usually I think.
[22:51:35] * roycroft has no idea why he buys taps at the local home improvement center anyway - they're way cheaper from a proper tooling outfitter
[22:51:38] <roycroft> oh
[22:51:48] <roycroft> hang on a sec - i have some of both brands
[22:51:50] <PetefromTn_> http://www.widgetsupply.com/mm5/graphics/00000001/vermont-american-tap-drill-set-18VATD.jpg
[22:52:47] <PetefromTn_> on the cheap side I have some fastenal taps and they are spiral point and work quite well, cut nice and easy. on the expensive side I have OSG and Morse and they are the best usually.
[22:53:10] <roycroft> the ones that were breaking are irwin, and the new ones that seem to do better are century
[22:53:17] * zeeshan buys my taps in lots
[22:53:25] <zeeshan> roycroft: irwin fresh china!
[22:53:27] <roycroft> i broke a number of 4-40 taps, a few 6-32, and even a 1/4-20
[22:53:33] <roycroft> yes, zeeshan
[22:53:44] <PetefromTn_> a good tap is worth every penny
[22:53:44] <roycroft> i should buy them in packs of 5 or 10 from a proper tooling supplier
[22:53:44] <zeeshan> 4-40 i understand
[22:53:50] <zeeshan> a little angle and snap
[22:53:57] <zeeshan> but 6-32 and 1/4 especially those are hard to break
[22:54:00] <roycroft> yes, but i am pretty careful
[22:54:14] <roycroft> and i always tap right on the milling machine, so i can chuck the tap to start it
[22:54:37] <roycroft> i chuck it up, turn it about 3 revolutions, raise the chuck and attach the tap handle
[22:54:57] <roycroft> and i use a really small tap handle on 4-40 taps
[22:55:08] <zeeshan> one brand is widia
[22:55:10] <zeeshan> is that any good
[22:55:13] <zeeshan> thats what some of mine are
[22:55:29] <roycroft> i also bore out the holes the proper size
[22:55:34] <zeeshan> i believe you :)
[22:55:40] <roycroft> i don't use the closest fractional bit - i use number and letter bits
[22:55:51] <roycroft> or fractional bits, when that's the correct size
[22:55:51] <zeeshan> http://www.ebay.com/itm/5-Union-Butterfield-1712266-Thread-Forming-Taps-Series-1641-Thread-Size-1-4-20-/221741043398?pt=LH_DefaultDomain_0&hash=item33a0cbcec6
[22:55:53] <zeeshan> bid on those! :D
[22:55:57] <zeeshan> thats how i buy my shit
[22:56:11] <zeeshan> http://www.ebay.com/itm/12-NEW-USA-BUTTERFIELD-TAPS-1-4-20-NC-4F-PLUG-machinist-mechanics-tools-X-/381220960240?pt=LH_DefaultDomain_0&hash=item58c28a37f0
[22:56:13] <zeeshan> better
[22:56:35] <roycroft> yeah, i should do that
[22:56:44] <roycroft> i never bought a set of taps and dies
[22:57:14] <roycroft> so i don't have a case that holds one of each - i have one of those wall-mounted drawer storage things and stick one type in each drawer
[22:57:37] <roycroft> i put dies, all 3 types of hand taps, and the proper drill bits in each drawer
[22:57:38] <zeeshan> i got a kennedy box for $70
[22:57:41] <roycroft> so i never have to think about it
[22:57:41] <zeeshan> i store em in that
[22:58:16] <roycroft> anyway, i had been buying irwin for years, because the store right by my house carried them
[22:58:22] <roycroft> and i never had problems until recently
[22:58:43] <roycroft> i thought it was just me getting old and not being able to run the tap down carefully any more
[22:59:03] <roycroft> but now i blame the tooling!
[22:59:31] <zeeshan> i think chinese tools suck at cutting
[22:59:38] <zeeshan> because they cant get away with shitty materials engineering
[22:59:43] <zeeshan> =D
[22:59:48] <zeeshan> or heat treatment
[23:00:26] <roycroft> yes, they generally do
[23:00:31] <roycroft> i'm sure they make good tooling
[23:00:34] <roycroft> which they use themselves
[23:00:46] <roycroft> but once it gets on the boat it's not coming back, so they don't care
[23:01:13] <roycroft> those taps you pointed me to have a reserve
[23:01:25] <roycroft> i just bid $7.99 to see and it did not meet the reserve
[23:01:26] <zeeshan> look @ second link
[23:01:37] <zeeshan> it has no reserve
[23:01:49] <roycroft> i didn't notice the second one
[23:02:12] <zeeshan> imperial taps i can find cheap on ebay
[23:02:16] <zeeshan> but fuck man, metric taps
[23:02:17] <zeeshan> impossible.
[23:02:28] <zeeshan> http://www.ebay.com/itm/WIDIA-Spiral-Point-Tap-M6x1-00-D5-3FL-EMAL-GUN-LOT-OF-5-/251916927468?pt=LH_DefaultDomain_0&hash=item3aa76b41ec
[23:02:29] <zeeshan> look at this
[23:02:31] <roycroft> i'm not sure i need a dozen 1/4-20 taps
[23:02:34] <zeeshan> this isn't bad
[23:02:46] <roycroft> the one i broke recently is the only one i ever remember breaking
[23:02:52] <roycroft> and i don't wear them out that quickly
[23:03:19] <roycroft> for 6-32 and smaller i would not mind having a dozen
[23:03:36] <roycroft> but 8-32 and larger 5 or so would be plenty for a while, unless i got a great deal
[23:03:55] <roycroft> and i do like having starter, plug, and bottom taps
[23:04:35] <roycroft> with really small taps i use bottom taps even when i'm not tapping a blind hole
[23:04:43] <zeeshan> why
[23:04:59] <roycroft> just because they're so easy to break - i go down to the depth i need with the starter tap, then chase it down with the bottom tap
[23:05:05] <roycroft> and i try not to tap deeper than i need
[23:05:10] <roycroft> to reduce the change of breaking the tap
[23:05:14] <zeeshan> ah
[23:05:24] <zeeshan> i guess the lead in makes it easier to tap
[23:05:31] <roycroft> yes
[23:05:53] <zeeshan> wow
[23:05:54] <zeeshan> http://www.zoro.com/i/G6968762/?utm_source=mercent&utm_medium=cse&utm_campaign=shopping2&mr:referralID=d01f19e4-e3ea-11e4-8635-001b2166becc
[23:05:59] <zeeshan> this has to be the most expensive countersink i nthe world
[23:06:10] <roycroft> i tapped a dozen 4-40 holes without incident today
[23:06:11] <zeeshan> 3"
[23:06:13] <zeeshan> lol
[23:06:19] <roycroft> a couple months ago i'd break one every 3rd or 4th houle
[23:06:20] <roycroft> hole
[23:06:34] <zeeshan> ive only broken one tap =/
[23:06:46] <zeeshan> trying to tap a hole that was laser cut in stainless
[23:06:49] <zeeshan> snap
[23:06:52] <roycroft> i don't mind breaking the tap so much as having to remake the part after
[23:07:05] <roycroft> that would do it
[23:07:12] <zeeshan> hi bob
[23:07:13] <zeeshan> o
[23:07:14] <roycroft> the laser really hardened the ss, i'm sure
[23:07:23] <zeeshan> yea back around this time
[23:07:25] <zeeshan> i was clueless
[23:07:34] <roycroft> all you have to do is look at ss and it starts case hardening
[23:07:40] <zeeshan> haha
[23:07:57] <bobo> Hi Mr. Pete@Mr Zeeshan @ all
[23:07:58] <zeeshan> im building stainless exhaust manifolds for my car
[23:08:07] <zeeshan> should be a fun project
[23:08:16] <roycroft> i just drilled and tapped a bunch of 5/8" ss round
[23:08:21] <roycroft> fortunately it was 303
[23:08:30] <roycroft> which is the easiest ss i've ever machined
[23:08:38] <zeeshan> never machined that type
[23:08:54] <roycroft> it's much easier than 304
[23:09:05] <roycroft> it's almost like that mild steel with lead
[23:09:31] <roycroft> the holes were 1/4-20, so it wasn't that scary anyway
[23:09:40] <zeeshan> Alloy 303 is a non-magnetic, austenitic stainless steel that is not hardenable by heat treatment. It is the free machining modification of the basic 18% chromium / 8% nickel stainless steel.
[23:09:41] <zeeshan> ah
[23:09:44] <zeeshan> its free machining stainless
[23:09:44] <zeeshan> nice
[23:09:47] <roycroft> yes
[23:09:57] <roycroft> it's really nice to work with, as ss goes
[23:10:11] <zeeshan> fak, maybe i shoulda ordered 303
[23:10:13] <zeeshan> is it weldable
[23:10:18] <roycroft> i believe so
[23:10:22] <roycroft> although i've not welded it
[23:10:34] <zeeshan> Welding Characteristics Not generally recommended, but may be welded with some difficulty May be welded with Alloy 310 electrodes Should be annealed after welding to re-dissolve precipitated carbide
[23:10:48] <zeeshan> maybe thats why i havent seen it for exhaust manifolds
[23:10:52] <zeeshan> ive seen 304, 316 and 321
[23:10:59] <zeeshan> 321 being the most exotic
[23:11:02] <zeeshan> then it goes into inconel
[23:11:08] <zeeshan> which i dont ever want to work with
[23:11:09] <zeeshan> :)
[23:12:14] <roycroft> you should get a little 303 to play with
[23:12:26] <roycroft> you'll start machining it and go "wow, is this really stainless?"
[23:12:44] <roycroft> i've never used 321
[23:12:45] <bobo> PetestuckinTn cast iron , the low strength grade, is nasty dirty. I mean really dirty - sticky dust. might think about a Harbor Freight vacume and also hose it's exaust outside
[23:12:52] <roycroft> but i have used plenty of 304 and 316
[23:13:20] <PetefromTn_> yeah I have machined it before just not this much of it.
[23:13:25] <PetefromTn_> Gotta go Gn8
[23:13:59] <roycroft> cast iron is supposed to be difficult to weld, but i've had success with it
[23:14:07] <roycroft> i preheat it and use nickel rod
[23:14:07] <zeeshan> ive welded it fine too
[23:14:12] <roycroft> preheating is the key
[23:14:14] <zeeshan> i didnt even do that
[23:14:14] <zeeshan> lol
[23:14:21] <zeeshan> well i preheated
[23:14:24] <zeeshan> but no nickel
[23:14:32] <zeeshan> i used 304L rid
[23:14:33] <zeeshan> rod
[23:14:39] <roycroft> nickel is recommended
[23:14:45] <roycroft> but i think preheating is mandatory
[23:14:59] <zeeshan> nickel rod is expensive :-(
[23:14:59] <roycroft> unless you like to create new cracks while fixing your old cracks
[23:16:21] <roycroft> i think a lot of folks turn on their buzz box, stick whatever rod is handy in the stinger, crank the current up, and do horrible welding
[23:16:27] <roycroft> then complain that cast iron is hard to weld
[23:16:32] <zeeshan> yep
[23:16:47] <zeeshan> just like aluminum is hard to weld :P
[23:17:10] <zeeshan> thats okay
[23:17:11] <roycroft> i'm having a tough time welding ss with my tig welder
[23:17:13] <zeeshan> im glad people think that way
[23:17:18] <roycroft> i just don't have the hang of that yet
[23:17:21] <zeeshan> cause then i can charge more!
[23:17:25] <zeeshan> roycroft: specs
[23:17:28] <zeeshan> of material
[23:17:30] <zeeshan> gun
[23:17:36] <zeeshan> is your weld turning grey
[23:17:37] <roycroft> but the day i got that machine i was welding aluminium nicely
[23:18:10] <roycroft> i'm having trouble getting a steady arc
[23:18:21] <roycroft> and i keep getting the electrode too close and balling it up
[23:18:32] <zeeshan> with aluminum?
[23:18:32] <roycroft> it's entirely operator error
[23:18:40] <roycroft> no, with ss
[23:18:45] <zeeshan> it shouldnt be balling up?
[23:18:52] <zeeshan> youre welding it in dc?
[23:18:55] <roycroft> yes
[23:19:11] <zeeshan> the only time ive had that happen on me
[23:19:21] <zeeshan> was when my tungsten diameter was too small
[23:19:29] <zeeshan> 1/16 " doing 150A
[23:19:30] <roycroft> hmm, i think i'm using 3/32" tungsten
[23:19:36] <zeeshan> hm, thats good
[23:19:44] <roycroft> 2% lanthenated
[23:19:56] <zeeshan> ive tried them all and settled with ceriated
[23:19:58] <zeeshan> its my fav
[23:20:08] <roycroft> i've only used lanthenated and thoriated for ss
[23:20:12] <zeeshan> radiation!
[23:20:18] <roycroft> i'll get some ceriated and check those out
[23:20:21] <roycroft> hey
[23:20:30] <roycroft> i have a vintage aladdin lamp sitting next to me
[23:20:34] <roycroft> made in the early '40s
[23:20:42] <roycroft> the milk glass in it is full of uranium oxide
[23:20:44] <bobo> I alyways thought , Low strength cast iorn welding ,was more of a brazing type result/effect .
[23:20:46] <zeeshan> lol
[23:21:06] <roycroft> it's pretty cool
[23:21:13] <roycroft> it glows nicely under a black light
[23:21:15] <zeeshan> bobo youre right
[23:21:18] <zeeshan> its hard to make it pretty
[23:21:28] <zeeshan> it looks like a blob of crap
[23:21:29] <zeeshan> even with tig
[23:22:07] <bobo> roycroft where do you get the mantal ( sp ?0 for the lamp
[23:22:42] <roycroft> i get them on ebay
[23:22:50] <roycroft> they're also radioactive
[23:23:07] <bobo> so am i
[23:23:11] <roycroft> there are a number of stores that still sell the aladdin stuff
[23:23:21] <roycroft> mainly survivalist stores
[23:23:37] <roycroft> i collect aladdin lamps - i really like them
[23:23:47] <roycroft> i have some going back to the early 1900s
[23:23:59] <roycroft> and some that were made in this century
[23:25:53] <zeeshan> roycroft: have you tried fusion welding stainless
[23:25:55] <bobo> am amazed at how the early Aladdin stuff was made . a lot of sheet metal stampings that is plated
[23:26:00] <roycroft> no, i haven't
[23:26:07] <zeeshan> i think if you can do that
[23:26:10] <zeeshan> you'll master it
[23:26:20] <zeeshan> because its significantly slower than aluminum and steel
[23:26:24] <zeeshan> to get good color out of it
[23:26:30] <roycroft> i just need to practice
[23:26:31] <zeeshan> like 75% slower
[23:26:43] <roycroft> and i haven't had much time to do that
[23:26:47] <zeeshan> well since youre doing aluminum well
[23:26:50] <roycroft> unfortunately i needed to make some parts
[23:26:53] <zeeshan> you got the hand/filler movement good
[23:26:56] <roycroft> so i have parts with goobered welds
[23:26:58] <zeeshan> pedal too
[23:27:08] <zeeshan> with stainless you just gotta slow the heck down :)
[23:27:30] <zeeshan> and breathe that hexavalent chromium
[23:27:32] <roycroft> i think my main problem is getting the current set right
[23:27:50] <zeeshan> i do a lot... of .0625 wall
[23:27:52] <roycroft> and i have to say, while i'm pretty happy with my gtaw machine, there's one thing that really bugs me
[23:27:56] <zeeshan> my welder is set to 48 amps
[23:28:03] <roycroft> the current readout is only accurate while you're welding
[23:28:11] <roycroft> you can't dial the current up to what you want ahead of time
[23:28:28] <roycroft> and i'm busy looking at my part when i'm welding, not looking at the machine
[23:28:37] <zeeshan> im confused?
[23:28:43] <zeeshan> on my welder you set maximum amperage
[23:28:47] <zeeshan> and then adjust it by foot
[23:28:49] <zeeshan> on the fly
[23:28:55] <roycroft> same with mine
[23:29:04] <zeeshan> youre saying the number you set it to
[23:29:05] <roycroft> but all i'm really doing is turning a knob
[23:29:06] <zeeshan> isn't accurate?
[23:29:09] <roycroft> i have no idea what i'm setting it to
[23:29:14] <zeeshan> oh
[23:29:17] <zeeshan> no digital amp meter?
[23:29:26] <roycroft> yes, but it only works when the current is flowing
[23:29:29] <zeeshan> ah
[23:29:50] <roycroft> i have a friend who lives about an hour away who does a lot of ss welding
[23:29:50] <zeeshan> tell a friend to look at it
[23:29:52] <zeeshan> and map it out
[23:29:53] <zeeshan> :)
[23:29:58] <roycroft> he's a fellow homebrewer
[23:30:23] <roycroft> and he's coming down some time next month to check out my new brew system and give me an afternoon of welding instruction
[23:30:30] <zeeshan> nice
[23:30:32] <zeeshan> best way to learn
[23:30:38] <bobo> roycroft try a camera on the meter ?
[23:30:39] <zeeshan> i worked at magnusmotorsports when i was younger
[23:30:43] <roycroft> yeah, i think that's all i
[23:30:46] <zeeshan> and thats how i picked up aluminum welding
[23:30:49] <roycroft> shall need
[23:30:51] <zeeshan> just watching the owner's movement
[23:31:12] <roycroft> bobo: once i figure out where to set the knob the numbers won't matter
[23:31:27] <roycroft> it's just a matter of getting a feel for it
[23:31:49] <zeeshan> if you havent bought this
[23:31:58] <zeeshan> please buy it
[23:32:03] <zeeshan> http://www.millerwelds.com/products/welding_protection/filtration/half_mask/
[23:32:06] <roycroft> http://www.everlastgenerators.com/product/tig-stick/powertig-250ex
[23:32:08] <zeeshan> itll be the best 28$
[23:32:09] <roycroft> that's the machine i have
[23:32:14] <roycroft> and i have a cooler for it
[23:32:18] <zeeshan> your lungs will love you
[23:32:26] <zeeshan> hexavelent chromium is a carcogenic
[23:32:38] <zeeshan> it rapidly breaks down in the atmosphere
[23:32:44] <roycroft> that's cheap
[23:32:49] <zeeshan> but still , you cant be well protected
[23:32:49] <zeeshan> yea
[23:32:53] <zeeshan> and the catridges are like 6%
[23:32:55] <roycroft> i was thinking of getting a forced air system
[23:32:56] <zeeshan> 6$ to replace
[23:33:00] <roycroft> but those are several hundred dollars
[23:33:00] <zeeshan> it doesnt fog your mask up
[23:33:03] <zeeshan> and its small
[23:33:28] <zeeshan> and you can wash it
[23:33:29] <roycroft> i'll get one
[23:34:33] <roycroft> i bought a really good jackson helmet when i got my new welder
[23:34:49] <roycroft> iirc it was about $300
[23:34:52] <roycroft> it works great
[23:35:05] <zeeshan> good
[23:35:15] <zeeshan> i hate it when people buy a 1000 - 3000$ welder
[23:35:15] <roycroft> three adjustable memory settings for arc, torch, and grinding
[23:35:17] <bobo> if you guys are under 40 go for the forced air stuff
[23:35:20] <zeeshan> and then buy a 40$ helmet
[23:35:37] <roycroft> i value my health
[23:35:50] <zeeshan> just dont weld shit with brake cleaner on it
[23:35:54] <zeeshan> or galvanized
[23:35:58] <zeeshan> and wear a mask for stainless
[23:35:58] <roycroft> i'm the guy who wears hearing protectors and safety glasses while mowing the lawn
[23:36:00] <zeeshan> and i think youll be ok
[23:36:16] <zeeshan> also aluminum dust ive heard gives alzheimers
[23:36:20] <roycroft> if i have to weld galvanized i take it outside and grind the galvinizing off first, with a mask on
[23:36:22] <zeeshan> but that is a controversial subject
[23:36:36] <zeeshan> ive tried that man
[23:36:40] <zeeshan> it still blows up yellow crap
[23:36:40] <roycroft> the aluminium/alzheimer's thing has been pretty thoroughly debunked
[23:36:46] <zeeshan> the lovely smell of death of znic
[23:37:02] <bobo> forced air is the way to go
[23:37:11] <zeeshan> its so expensive though bobo
[23:37:16] <zeeshan> the system i was looking at started around 1000$
[23:37:16] <roycroft> i don't weld very often
[23:37:32] <roycroft> if i were doing it on a daily or even regular basis i'd get a forced air system
[23:37:32] <zeeshan> i keep a small breeze
[23:37:34] <zeeshan> and ventilate
[23:37:43] <roycroft> yes, i always make sure i have ventilation
[23:37:55] <zeeshan> i wish you could just blow air at the weld area
[23:37:57] <zeeshan> like at 290132093128 cfm
[23:38:00] <zeeshan> but it takes the argon away with it
[23:38:01] <roycroft> and if i'm going to do a lot of welding i put a fan in the door at one end of my shop
[23:38:03] <zeeshan> and you get a crap weld
[23:40:27] <roycroft> what i really like about my jackson helmet is that i was able to get magnifying lenses to fit inside it, so i don't have to wear reading glasses to weld
[23:40:49] <roycroft> i know some of the other brands have that feature in their higher end helmets
[23:40:56] <roycroft> for us old people that's really nice
[23:41:35] <bobo> also put a bib on the helment bottom keep thu UV off the throat
[23:42:16] <roycroft> when i bougt the welder i got a bib, and a nice welding jacket, and a couple pair of tig gloves
[23:42:33] <roycroft> i figured if i was spending $3k on welding gear i could spend another $500 on safety gear
[23:43:21] <roycroft> i don't know how people worked before we had auto-darkening helmets
[23:43:38] <roycroft> and i know there are a lot of experienced welders out there who still don't use the auto-darkening ones
[23:43:47] <roycroft> they do the neck flip thing
[23:44:30] <bobo> alright roycroft it's usens telling zeeshan to get a throat bib for his helment
[23:44:37] <zeeshan> roycroft: i just saw the link
[23:44:42] <zeeshan> everlast is like 30 min from me
[23:44:46] <zeeshan> they have good welders
[23:44:48] <roycroft> yes
[23:44:50] <zeeshan> i have their plasma
[23:44:52] <roycroft> people poo poo them all the time
[23:45:00] <roycroft> but i think they make decent stuff
[23:45:02] <roycroft> yes, it's from asia
[23:45:08] <zeeshan> the guy said they were designed in canada/usa
[23:45:09] <roycroft> so are the blue and red inverters
[23:45:15] <zeeshan> nahh
[23:45:20] <zeeshan> miller is purely usa
[23:45:25] <zeeshan> lincoln is usa/italy/canada
[23:45:29] <roycroft> everlast use german output transistors though
[23:45:54] <roycroft> i'm pretty sure both miller and lincoln have some asian made stuff
[23:46:05] <zeeshan> my only problem with everlast
[23:46:07] <zeeshan> for a welder is
[23:46:08] <zeeshan> replacement parts
[23:46:10] <roycroft> but at the end of the day it really doesn't matter
[23:46:17] <zeeshan> lincoln/miller -- everyone has their boards
[23:46:21] <zeeshan> easy to fix
[23:46:23] <roycroft> i thought the everlast was a good value
[23:46:23] <bobo> zeeshan if they are 30 min away that sure beats buying a Linclon inverter
[23:46:39] <zeeshan> bobo: boards come from china though :/
[23:46:49] <zeeshan> like lincoln/miller/esab are all over thep lace
[23:46:54] <zeeshan> its like mikron
[23:46:54] <roycroft> i think of them as the grizzly or jet of welder importers
[23:46:56] <zeeshan> theyre dead
[23:46:58] <zeeshan> you cant get their parts
[23:46:58] <zeeshan> lol
[23:47:04] <roycroft> their stuff is kind of like the other asian stuff
[23:47:12] <zeeshan> yea
[23:47:14] <zeeshan> but a lot better!
[23:47:21] <roycroft> but a little better design, and a lot better manufacturing tolerances
[23:47:41] <roycroft> hf sell welders a lot cheaper
[23:47:49] <roycroft> i think they're quite useful
[23:48:02] <roycroft> if you need to prop your shop door open for ventilation while you're welding
[23:48:20] <roycroft> with your real welder
[23:48:56] <roycroft> when i was shopping for my welder i perused the welding forums
[23:49:15] <roycroft> it was apparent right away that the folks who were badmouthing everlast the most were xenophobic racists
[23:49:25] <roycroft> so i just ignored them
[23:50:24] <zeeshan> lol
[23:50:38] <roycroft> so when i bought my welder, it arrived and i was ready to play with it
[23:50:47] <roycroft> but it was supposed to come with an argon regulator, and that was missing
[23:50:54] <roycroft> so i called my sales guy
[23:50:54] <zeeshan> its just like with everything
[23:50:57] <zeeshan> some things are good, some are bad
[23:51:08] <zeeshan> people shit talk nicholson files
[23:51:11] <zeeshan> that are made in mexico
[23:51:11] <bobo> I got a HF inverter welder , was great while it lasted . when the IGBT went gota Linclon AC inverter
[23:51:13] <roycroft> it turns out that he and the rest of management were at a trade show in las vegas at the time
[23:51:15] <zeeshan> they work REALLY good.
[23:51:33] <roycroft> but he called me back from the trade show floor about 10 minutes after i left him the voicemail
[23:51:35] <zeeshan> bobo: nice
[23:51:48] <roycroft> he got my info, and the next day a regulator was at my door
[23:52:19] <zeeshan> as much as i want an inverter style tig
[23:52:22] <zeeshan> for the frequency control
[23:52:24] <zeeshan> i dont think ill get one
[23:52:31] <zeeshan> cause if it blows up, i dont know how to fix it
[23:52:33] <roycroft> and the fact that you can move it easily? :)
[23:52:36] <zeeshan> too much crazy stuff going on in there
[23:52:42] <roycroft> yeah i can get that
[23:52:47] <zeeshan> you dont really tig on the go though
[23:52:48] <roycroft> and you use the thing to generate revenue
[23:52:50] <zeeshan> maybe a roll cage
[23:52:56] <roycroft> i don't
[23:53:03] <roycroft> if mine breaks, it has a 5 year warranty
[23:53:09] <roycroft> and i can wait for a repair
[23:53:11] <zeeshan> ive had mine for 10 years :d
[23:53:14] <roycroft> you lose money if you do that
[23:53:26] <zeeshan> i do it as a side hobby
[23:53:28] <zeeshan> not main thing
[23:53:39] <roycroft> oh the other hand you can buy two everlasts for the price of an equivalent miller
[23:53:44] <roycroft> so you could have a hot spare :)
[23:53:45] <zeeshan> haha thats true
[23:54:06] <zeeshan> ill stick to my transformer style :D
[23:54:16] <roycroft> i bought a plasma cutter at the same time as i got the gtaw machine
[23:54:21] <roycroft> i've hardly used it, but it works really well
[23:54:22] <zeeshan> which one
[23:54:34] <roycroft> a cheap one
[23:54:37] <zeeshan> ah
[23:54:37] <roycroft> one moment
[23:54:53] <zeeshan> http://www.everlastgenerators.com/product/plasma/powerplasma-50
[23:54:55] <zeeshan> thats whati have
[23:54:59] <roycroft> yes that one
[23:55:04] <zeeshan> works good
[23:55:07] <roycroft> you plug it in
[23:55:09] <zeeshan> my only complaint is
[23:55:09] <roycroft> hook up the air
[23:55:11] <roycroft> cut things
[23:55:13] <zeeshan> that it uses air
[23:55:19] <zeeshan> i wanna make it work with nitrogen
[23:55:33] <zeeshan> lets say you cut aluminum with it
[23:55:41] <zeeshan> it forms a crappy shitty oxide layer at the edge
[23:55:51] <zeeshan> you gotta grind of like 1/8 of it
[23:55:52] <zeeshan> "
[23:55:54] <zeeshan> to get a good weld after
[23:55:56] <roycroft> does it not work with nitrogen?
[23:56:01] <zeeshan> i havent tried
[23:56:02] <bobo> zeeshan why not stop over to everlast and ask where they get the boards fixed ? could be a income thing for someone
[23:56:03] <zeeshan> i dont see why it wouldnt
[23:56:03] <roycroft> does it need oxygen for the plasma?
[23:56:08] <roycroft> air is mostly nitrogen
[23:56:24] <zeeshan> bobo: they wont reveal that info haha
[23:56:38] <roycroft> it's a really competetive business
[23:57:25] <roycroft> the guy at everlast also gave me a really good deal
[23:57:38] <roycroft> i made up a spreadsheet with everything i wanted
[23:57:54] <roycroft> decided how much i wanted to pay for everything, and sent it to him
[23:58:01] <roycroft> and told him i wanted free shipping
[23:58:13] <roycroft> he filled in the numbers the way it worked for him, which was a little weird
[23:58:23] <roycroft> some things he had to sell at list, some he could give a big discount
[23:58:26] <roycroft> but he met my number
[23:58:33] <roycroft> which was about $500 under list, iirc
[23:58:48] <zeeshan> nice!
[23:59:03] <zeeshan> another damn machine that's green
[23:59:07] <zeeshan> goddamn green machines
[23:59:28] <roycroft> it matches my lawn mower
[23:59:31] <zeeshan> lol
[23:59:48] <roycroft> it's a lawnboy, not john deere
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}