Back
[00:03:03] <furrywolf> I'm sure it wouldn't have gone through clothes, but it'd definitely have taken a chunk out of an eyeball.
[00:19:27] <furrywolf> grrrrr. I hate china. My 50W (that draws 30W) LED lamp just burned out. smells nice and burnt.
[00:19:33] <furrywolf> maybe 2 hours of use on it since I bought it.
[00:27:22] <furrywolf> Are there any US manufacturers of high-brightness LED bulbs?
[00:39:13] <LeelooMinai> Hmm, anyone used some software like this, but not commercial/free?
http://www.graficalc.com/index.php
[00:40:19] <LeelooMinai> Something where one would enter some mechanical contraption, some joints, levers, etc, and it could show what movements it would be capable of
[00:42:57] <furrywolf> I've heard solidworks does that, possibly solvespace, geometer's sketchpad, umm...
[00:43:29] <LeelooMinai> Solidworks is a behemoth though and not free:)
[00:44:28] <LeelooMinai> This looks like could work for basic idea testing:
http://www.edu-ctr.pref.kanagawa.jp/LinkWeb/index_e.htm
[00:45:14] <LeelooMinai> Kind of ancient
[00:50:17] <tjtr33> disney mechanical animations
https://www.youtube.com/watch?v=DfznnKUwywQ
[00:51:18] <LeelooMinai> Not sure what that is...
[01:01:39] <furrywolf> bbl, wolfy bedtime
[01:33:45] <ssi> HI
[02:37:33] <archivist> LeelooMinai, there is something called a gear mate in solidworks that other systems need as well
[03:34:54] <Deejay> moin
[04:12:29] <Jymmm> MY linseed oil container had a microhole in it. YAY for saved soda bottles =)
[04:14:15] <Deejay> cheers
[04:32:01] <archivist> CaptHindsight, may interest you
http://www.opticsinfobase.org/boe/abstract.cfm?uri=boe-5-5-1626
[06:41:16] <MrSunshine> hmm how to fixate blocks in a jig ... i want a pattern of say like 10 x 10 blocks and all need to be firmly in there
[06:42:04] <archivist> have enough space for the 20 clamps needed
[06:42:43] <MrSunshine> 10 X 10 ...
[06:42:53] <MrSunshine> can that be done with 20 clamps? :P
[06:43:17] <SpeedEvil> MrSunshine: Vacuum? hot-melt? Magnets?
[06:43:23] <MrSunshine> SpeedEvil: wood
[06:43:35] <SpeedEvil> Wood magnets should be a thing.
[06:43:36] <MrSunshine> dont know about vacuum ... would be neat but its such a small area
[06:43:40] <MrSunshine> they are like 40x40mm
[06:43:44] <MrSunshine> wouldnt be much force
[06:44:05] <SpeedEvil> How many times do you need to do this?
[06:44:29] <MrSunshine> atm i got like 2000 pieces or so to do =)
[06:45:19] <archivist> cheat, one part, carve 100, separate afterwards
[06:45:23] <SpeedEvil> The thought comes up of two bits of plywood, with each the 100 holes in - slightly oversized, diagonally clamped
[06:45:29] <SpeedEvil> That too
[06:46:27] <MrSunshine> i guess i could make a clamp sheet ... say i do holes in the bottom then a sheet that clamps it from the top .. or is that what you mean ?
[06:46:43] <MrSunshine> archivist: problem with this stuff is that they are bent and warped etc .. its not metal :/
[06:46:50] <archivist> not really a cheat, many processes work on a panel then separate
[06:47:18] <SpeedEvil> MrSunshine: clamp it harder :)
[06:47:19] <MrSunshine> if i could do them out of sheet goods i would do it .. but its not the design of the pieces =)
[06:47:37] <archivist> what are the end parts
[06:47:48] <MrSunshine> archivist: a block with a hole in it .. but its made out of solid wood
[06:47:54] <MrSunshine> no sheet goods allowed =)
[06:48:02] <SpeedEvil> MrSunshine: There are many ways.
[06:48:43] <archivist> strip of wood, bore, slice
[06:49:05] <SpeedEvil> For example - if you want a 40mm cube, get some 50*100mm timber, slot down 45mm deep every 40mm
[06:49:29] <SpeedEvil> Then do the machining, and then put thrugh a bandsaw with a fence at 40mm to chop it off
[06:49:34] <MrSunshine> yeah sure .. but now i got 8 boxes of 40x50mm pieces
[06:49:41] <SpeedEvil> ah
[06:50:05] <archivist> start with 40x40 strip!
[06:50:33] <SpeedEvil> MrSunshine: how much on the bottom can you clamp
[06:50:36] <MrSunshine> fact still stands that i got 2000 pieces of 40x50mm pieces that needs holes in them :P
[06:52:13] <SpeedEvil> And how many holes each?
[06:52:17] <MrSunshine> but realy .. im thinking of doing two sheets of plywood with boxholes cut out of them then clamp it with a sheet from top .. tho that sheet would idealy be warped in some way to get a even preasure on all pieces .. or have 10 strips that presses on the edges of the blocks ... problem is .. wood ... they can be all from say 30mm thick to 32mm thick to 28mm thick ...
[06:52:18] <archivist> machine a bottom plate and top plate to hold the array with some clamping
[06:52:20] <MrSunshine> SpeedEvil: 1
[06:52:29] <SpeedEvil> MrSunshine: I would consider a drill-press.
[06:52:35] <MrSunshine> SpeedEvil: nooo
[06:52:39] <MrSunshine> drillpresses are stupid
[06:52:45] <SpeedEvil> Well, yes.
[06:52:57] <archivist> I would not worry about parts rattling too much
[06:52:58] <MrSunshine> first of all the holes wont be smooth .. atleast not with a single drill ive used
[06:52:58] <SpeedEvil> But you're going to need to clamp and unclamp each bit of wood anyway
[06:53:07] <SpeedEvil> Fair enough
[06:53:07] <MrSunshine> seconds i need to stand there changing every freakin block :P
[06:53:25] <SpeedEvil> You woud need to clamp and unclamp every single block anywayt
[06:53:25] <MrSunshine> and my father has done it with drillpress before .. and every freakin hole is crooked some way
[06:53:46] <SpeedEvil> Stop-blocks and proper clamp fixtures, and it should be dead straight
[06:53:50] <MrSunshine> SpeedEvil: yes but when they are there i can go something else while machine runs ... and i get a smooth and nice hole =)
[06:54:29] <archivist> easy way is a sprung clamp with taper inlet, you only need to load to a stop, drip, eject load new
[06:54:41] <archivist> drip/drill
[06:55:13] <SpeedEvil> Is this one through-hole?
[06:55:18] <archivist> I am thinking of a machine that made balsa fishing floats I saw
[06:56:58] <archivist> probably an easy process to cnc with classicladder
[06:57:59] <SpeedEvil> MrSunshine: Are the blocks identical in size X/Y?
[07:50:09] <MrSunshine> SpeedEvil: "kinda"
[07:50:28] <MrSunshine> one blind hole
[07:51:38] <MrSunshine> but im gonna try with a locating plate, then a bent laminated plate to push down on the blocks and see if that works
[07:52:01] <MrSunshine> locating plate will have sandpaper in the bottom for extra friction for blocks not to move if they are tad bit to small ...
[07:52:14] <MrSunshine> only problem is if the blocks arent totaly equal in Z height
[07:52:15] <SpeedEvil> Or you could just clamp them between bars with rubber on.
[07:52:36] <SpeedEvil> If you have 2000 blocks, simply first sort by height
[07:52:37] <SpeedEvil> :)
[07:52:43] <MrSunshine> SpeedEvil: thats about what im thinking here =) but want them easy to get out and in so dont want to remove whole bars =)
[07:53:49] <SpeedEvil> Or just hot-melt
[07:54:11] * SpeedEvil may over-use hotmelt
[07:57:54] <MrSunshine> hehe :P
[08:01:46] <heathmanc> Anybody up around here?
[08:02:22] <archivist> no
[08:02:52] <SpeedEvil> I am definitely not up.
[08:02:56] <heathmanc> Just getting ready to offload some unused mesa cards and wanted to give the guys here a shot first..
[08:02:58] <SpeedEvil> I got dressed and went back to bed.
[08:03:09] <heathmanc> Bought a ton of things before I finally figured out what I really wanted
[08:03:18] <SpeedEvil> Got it working now?
[08:03:35] <archivist> hmm in the uk too :)
[08:04:25] <heathmanc> I am stationed in the UK, around RAF Lakenheath
[08:04:51] <heathmanc> have several allen bradley drives also
[08:04:57] <heathmanc> ultra 3000's
[08:05:08] <heathmanc> by several, probably 8
[08:05:28] <heathmanc> I have a hoarding problem
[08:06:53] <archivist> hoarding, dunno how that can be a problem :)
[08:07:16] <heathmanc> well... It takes up space, and I have a ton invested and just want it out of my life
[08:07:40] <heathmanc> Ametek reel to reel motors, allen bradley AC servos
[08:13:23] <heathmanc> Even a bunch of Galil stuff, for my ill advised foray into mach3
[08:15:33] <andypugh> heathmanc: There is a for-sale section on the forum
[08:15:36] <andypugh> http://www.linuxcnc.org/index.php/english/forum/54-user-exchange
[08:15:40] <archivist> robh not on at the moment is nearest you
[08:16:05] <archivist> 280 mile round trip for me
[08:17:01] <heathmanc> Awesom Andy, I will have a look there. This stuff has got to go.
[08:17:13] <andypugh> Well roger of f1-2000 is probbaly closer.
[08:18:45] <archivist> not seen updates to the f1 site, is he too busy playing?
[08:24:32] <archivist> andypugh, found a display error in
http://www.archivist.info/cnc/tooldatabase/ it shows the recorded pressure angle now
[08:25:40] <andypugh> It did seem to be a surprising omission
[08:26:03] <andypugh> archivist: He is too busy working on an all-servo DLP printer.
[08:26:30] <archivist> ah, the too many hobbies problem we all have
[08:27:42] <archivist> I started entering hob and cutter data after the talk on the mailing list about tool databases
[08:28:40] <archivist> just to show when full enough some of the variation in data, the one size does not fit all problem
[08:29:42] <andypugh> Roger has basically fallen into the “linuxCNC trap” of spending too much time building, configuring and writing software for CNC machines and not enough time making parts.
[08:31:01] <archivist> I think the odd break and do something else can be as much fun
[08:32:31] <archivist> my next project should be something to measure cutter tooth form
[08:41:42] <andypugh> I like being able to bounce from project to project, but it’s been over a year since I looked at the Rivett.
[08:41:58] <SpeedEvil> It's a pity - the F1-2000 is mind-bendingly awesome.
[08:58:23] <andypugh> You can get an idea what he is up to from his Youtube channel:
https://www.youtube.com/user/rooj65/videos
[09:10:39] <SpeedEvil> Ah. He's now given up the F1 project, and has gone into collanders.
[09:41:05] * JT-Shop guesses he should look in the Machinist Handbook for drill point information
[09:41:36] <Tom_itx> JT-Shop did you ever decide on a reprap design?
[09:43:52] <JT-Shop> the delta one
[09:44:05] <Tom_itx> delta?
[09:44:07] <andypugh> JT-Shop:
http://www.amazon.co.uk/Tool-Cutter-Sharpening-Workshop-Practice/dp/1854862413/ref=sr_1_1?ie=UTF8&qid=1427034153&sr=8-1&keywords=harold+hall+sharpening
[09:44:11] <Tom_itx> abandon those other two?
[09:47:44] <Tom_itx> http://www.mmsonline.com/articles/choose-the-best-drill-point-geometry
[09:50:33] <Tom_itx> http://neme-s.org/2005%20May%20Meeting/drills.pdf
[09:52:03] <heathmanc> Do you guys know if pncconf has the 4i69 card added in the most recent version? I have a 4i65 and a 4i69 card and the 4i65 works fine in 2.5
[09:53:04] <Tom_itx> i've never used pncconf
[09:53:37] <Tom_itx> pdf has interesting details about drills
[09:53:47] <JT-Shop> reading it now
[09:53:50] <heathmanc> Most people don't, but I am pretty retarded when it comes to setting it up by hand
[09:54:11] <heathmanc> in 2.5, the hm2 firmware didn't support it out of the box
[09:57:56] <pcw_home> I dont know if pncconf supports the 4I69, but theres no reason you could not create hal and ini files
[09:57:58] <pcw_home> for a 4i65 with pncconf and then just globally replace 4i65 with 4i69 in those files
[10:01:04] <heathmanc> that's what i did originally, but if i remember, there were some pinout problem then too..
[10:01:12] <heathmanc> who knows... been a year since i touched it
[10:01:57] <pcw_home> There wont be any pinout problems, though the connector names vs I/O pin might differ
[10:02:50] <heathmanc> I am going to get 2.6 and see what's up
[10:04:33] <heathmanc> got a 5i20, a 4i65, and a 4i69.. and only need one
[10:06:29] <pcw_home> actually the 4i69 and 4I65 connectors are named the same so the global replace is perfect even if you use pncconfs connector names to wire things up
[10:07:54] <heathmanc> Ok, will give it a shot
[10:09:48] <pcw_home> of course you have to have matching firmware for the 4i69 (and I'm not sure if the 4i69 is supported with linuxcnc 2.5)
[10:10:45] <heathmanc> it's not, i got a custom one from you over a year ago
[10:12:44] <heathmanc> i had it running with 2.5 and some allen bradley ultra 3000's
[10:16:29] <pcw_home> well if you have a working config maybe you don't really need pncconf again
[10:20:43] <heathmanc> Well, that machine has moved, the computer has changed... I don't remember anything about what I was even doing
[10:21:01] <heathmanc> And I moved to a h-bridge setup instead of the AB drives and servos
[10:21:14] <heathmanc> things got overcomplicated
[12:38:20] <jack16> what's best method to wire estop button? Cut power to vfd and stepper drivers? And also let linuxcnc know button was pressed?
[12:40:12] <archivist> cutting power to a vfd can mean it spins longer
[12:40:54] <Jymmm> use of a safety relay would be my first step.
[12:42:09] <archivist> you have to way up stopping motion under control v uncontrolled
[12:42:28] <zeeshan|2> hi jack
[12:42:29] <zeeshan|2> https://www.dropbox.com/home?preview=IO.PDF
[12:42:36] <zeeshan|2> im doing it similar to what you're saying
[12:43:03] <Jymmm> zeeshan|2: requires login?
[12:43:19] <zeeshan|2> the transmission on my mill slows the spindle down in adequate time
[12:43:46] <zeeshan|2> Jymmm: doesnt
[12:43:51] <Jymmm> Does
[12:43:57] <archivist> think about rigid tapping cycle
[12:44:28] <zeeshan|2> in rigid tapping theres even more friction to stop it
[12:44:40] <Jymmm> Does (Red-X) Corona Dope dry hard/brittle or remain soft like cured silicone?
[12:44:51] <zeeshan|2> https://www.dropbox.com/s/pz1o87ru9cyhgwm/IO.PDF?dl=0
[12:44:58] * SpeedEvil imagines an 'ejector seat' to throw the mill out through the ceiling to a safe distance.
[12:44:58] <archivist> Z needs to be geared during the stop
[12:45:10] <zeeshan|2> SpeedEvil: rofl
[12:45:59] <Jymmm> zeeshan|2: O_o
[12:48:39] <jack16> what if linuxcnc itself malfunctions? maybe give it 1 second to stop and than cut power?
[12:48:57] <zeeshan|2> if linuxcnc malfunctions that'll kill 7i77
[12:49:03] <zeeshan|2> and drop all the connections to the drives anyway
[12:50:54] <zeeshan|2> if youre not using a mesa card
[12:50:56] <jack16> I mean archivist's comment about Z tapping
[12:51:04] <zeeshan|2> you'll need an external charge pump
[12:51:47] <archivist> also known as a watchdog
[12:52:02] <Jymmm> Woof
[12:53:51] <archivist> watchdog timer is built into some/many mesa cards
[12:54:40] <zeeshan|2> i need to add a couple of wires to my vfds
[12:55:03] <zeeshan|2> to cause them to stop motor if there is a fault
[12:55:08] <zeeshan|2> (machine power)
[12:55:20] <zeeshan|2> i noticed, relying on the communication modbus fault isn't reliable
[12:56:07] <jack16> zeeshan, is it 4 separate contractors in your schematics?
[12:56:12] <zeeshan|2> jack16: yes
[12:56:19] <zeeshan|2> a couple for vfds
[12:56:22] <zeeshan|2> and a couple for drives
[12:56:24] <jack16> why?
[12:56:57] <zeeshan|2> https://www.dropbox.com/s/abmmue9j5bwostk/Master%20Wiring%20Diagram.pdf?dl=0
[12:56:59] <zeeshan|2> that might help
[12:57:12] <jack16> can't you just cut 110/220?
[12:57:21] <zeeshan|2> you could
[12:57:29] <zeeshan|2> but i wanted to maintain power to my computer
[12:57:46] <zeeshan|2> and 24vdc logic supply
[12:59:12] <zeeshan|2> also the other reason was the wire gauge size
[12:59:24] <zeeshan|2> going to the vfds can be smaller if you have each individual contactor
[12:59:49] <zeeshan|2> because they'd be on seperate branch fuses
[13:00:20] <jack16> you can cut 220 after it splits to comp/mill (cut only mill).
[13:01:11] <jack16> You can use 3 phase contactor - 1 coil, 3 power contact groups and 1 signal.
[13:02:24] <zeeshan|2> many ways to do it :p
[13:02:30] <zeeshan|2> http://c4.staticflickr.com/8/7471/16081023790_ea7e9061b0_h.jpg
[13:02:51] <zeeshan|2> my main comes to that fuse distribution block
[13:03:01] <jack16> also you can make it self-holding - even if you disengage estop, power will not restore until you press button.
[13:09:34] <Jymmm> jack16: Are you talking about wiring a relay into a self-latching configuraton?
[13:11:16] <jack16> yes.
[13:12:15] <Jymmm> jack16: Bad Idea for a E-stop; It has a flaw in that it can remain engaged/power/active even after hitting the stop button.
[13:12:33] <Jymmm> use a safety relay instead.
[13:14:49] <Jymmm> zeeshan|2: what is that pcb(s) top-right of the mesa beakout board?
[13:15:09] <zeeshan|2> interpolators for glass scales
[13:15:25] <Jymmm> are they mounted stacked?
[13:15:38] <zeeshan|2> yea
[13:15:40] <zeeshan|2> :P
[13:15:43] <Jymmm> offset stacked?
[13:15:50] <jack16> Jymmm, you mean relay can lock in closed state?
[13:15:54] <zeeshan|2> nah just on top of each other with spacers
[13:15:54] <Jymmm> by about 1/4" or so?
[13:15:59] <zeeshan|2> 3/4"
[13:16:19] <Jymmm> jack16: the circuit can, yes.
[13:17:09] <Jymmm> zeeshan|2: Hmm, looks like a mirrored reflection
[13:21:17] <jack16> Jymmm, are we talking about same circuit? I imagined something like this:
https://youtu.be/YZdO9v38KHI
[13:22:18] <Jymmm> yes
[13:25:23] <zeeshan|2> http://img.photobucket.com/albums/v381/MartinPeitz/Rundtische003.jpg
[13:25:27] <zeeshan|2> anyone know what these are called
[13:25:29] <zeeshan|2> i need one!
[13:26:23] <Jymmm> t-slot table top?
[13:27:14] <Jymmm> http://www.ebay.com/bhp/t-slot-plate
[13:27:28] <zeeshan|2> nice :)
[13:27:38] <jack16> I think this circuit fails only if relays fails (stuck in closed state). Or button fails (do not open circuit then pressed), but any circuit will fail if button fails.
[13:29:38] <archivist> zeeshan|2,
http://www.ebay.com/itm/28-W-20-H-Unknown-Cast-Iron-w-Coolant-Trough-BOX-Tbl-T-Slotted-on-Face-Top-/400882335597
[13:29:58] <jack16> as I understand safety relay is just high-reliability relay.
[13:31:07] <zeeshan|2> too expensive
[13:31:12] <zeeshan|2> will make 2-4-6 blocks work for now
[13:31:12] <zeeshan|2> :p
[13:31:36] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/16047553003/
[13:31:39] <zeeshan|2> im trying to avoid that :)
[13:32:05] <archivist> zeeshan|2, go to local machine second hand dealer, I got a slotted box for £25
[13:32:48] <jack16> I think you can use two relays in series, and this will give you very high reliability if you do not trust usual contactors.
[13:33:34] <archivist> zeeshan|2, under the column
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_07_10_cnc_with_LCD_P4/IMG_0268.JPG
[13:35:16] <zeeshan|2> that would work sweet
[13:35:20] <zeeshan|2> how tall is it?
[13:35:23] <zeeshan|2> i need like 6"
[13:37:56] <archivist> about 6x8x10
[13:38:01] <zeeshan|2> nice
[13:38:42] <archivist> awkward to get at for a measure
[13:40:03] <archivist> zeeshan|2, other pic of it
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_06_29_Tool_dealer_hardinge_lathe/IMG_0261.JPG
[13:40:58] <zeeshan|2> that is a nice find :)
[13:41:48] <archivist> search for box plate in metal working
[13:42:53] <archivist> more reasonable price
http://www.ebay.co.uk/itm/CAST-IRON-ANGLE-BOX-PLATE-CUBE-12-X-10-X-9-3-T-slots-/161630559699
[13:43:38] <archivist> even cheaper
http://www.ebay.co.uk/itm/Engineers-Box-Drilling-Plate-/181692428007
[13:46:06] <zeeshan|2> looks like all the good stuff is in the uk!
[13:46:24] <archivist> I bet there is plenty over there
[13:54:55] <CaptHindsight> https://www.kickstarter.com/projects/1853707494/pancakebot-the-worlds-first-pancake-printer I won't be impressed until it prints waffles without a heated mold
[13:56:48] <_methods> put a silicon pad over this
[13:56:50] <_methods> http://www.amazon.com/Pin-Point-Impression-Needle-Frame/dp/B004N7HEYG
[13:56:54] <_methods> and heat the pins
[13:56:58] <_methods> cook 3d waffles lol
[13:57:37] <CaptHindsight> one on each side
[13:57:42] <_methods> you got it
[13:58:15] <SpeedEvil> How do you tell a machinists waffles?
[13:58:20] <SpeedEvil> They've got t-slots.
[13:58:23] <_methods> heheh
[13:59:08] <CaptHindsight> 3d printed baked goods
[13:59:47] <SpeedEvil> http://en.wikipedia.org/wiki/Aerated_Bread_Company is sort of related.
[13:59:49] <CaptHindsight> new shapes for cookies, crackers, cakes etc
[14:00:10] <zeeshan|2> lol
[14:00:10] <SpeedEvil> Instead of yeast, directly form the dough, and then carbonate with gas at high pressure
[14:00:17] <zeeshan|2> that doesnt look too food friendly!
[14:00:38] <CaptHindsight> baking powder
[14:01:07] <CaptHindsight> As to the perfect cleanliness of this mechanical process for making bread there can be no question; it is immeasurably superior to the barbarous and old, but as Dr. Richardson remarked, not “time-honoured system of kneading dough by the hands and feet of the workman.”[
[14:01:22] <SpeedEvil> And yes - that's pretty specious
[14:01:36] <SpeedEvil> but it's useful for rapid production
[14:01:44] <SpeedEvil> https://www.youtube.com/watch?v=8YEdHjGMeho CNC cookie machine
[14:01:54] <SpeedEvil> Can do individual cookies with different recipies
[14:02:50] <CaptHindsight> automated dispenser
[14:03:31] <SpeedEvil> https://xkcd.com/720/
[14:03:46] <zeeshan|2> lol i like that cookie machine
[14:04:37] <CaptHindsight> wish FDM would focus on these apps vs trying to print everything
[14:05:11] <CaptHindsight> dieless cookie bakery
[14:05:44] <CaptHindsight> maybe a gummy printer
[14:06:40] <CaptHindsight> http://www.theverge.com/2013/3/22/4130250/tokyo-cafe-3d-prints-its-customers-as-gummi-sweets
[14:07:37] <SpeedEvil> https://www.youtube.com/watch?v=gId2HsHvSgs
[14:07:37] <CaptHindsight> probably quicker to mill polypropylene molds
[14:07:39] <zeeshan|2> http://www.kijiji.ca/v-tool-other/kitchener-waterloo/angle-plate-and-riser-block/1042779643?enableSearchNavigationFlag=true
[14:07:40] <_methods> http://dicksbymail.com/
[14:07:40] <zeeshan|2> wtf
[14:07:49] <_methods> bag of gummi bear dicks
[14:07:50] <zeeshan|2> 500 for that riser block lol
[14:07:57] <zeeshan|2> i might as well just buy rectangular steel stock
[14:08:02] <zeeshan|2> and make my own for that much.
[14:08:59] <archivist> cheaper new
[14:09:06] <zeeshan|2> yea
[14:09:16] <CaptHindsight> zeeshan|2: but those are hand lapped with a centuries old process
[14:09:25] <zeeshan|2> hand lapped my ass
[14:09:30] <CaptHindsight> high in the Himalayas
[14:09:32] <zeeshan|2> that shit is rougher than my .. __________
[14:09:36] <_methods> lol
[14:09:38] <CaptHindsight> by shaman
[14:09:46] <_methods> hand ground with himalayan rock salt
[14:09:52] <zeeshan|2> haha
[14:10:26] <_methods> lubricated with sherpa blood
[14:10:44] <archivist> anti rust with the shamans ear wax
[14:10:54] <CaptHindsight> comes with a certificate of authenticity
[14:11:01] <zeeshan|2> rofl
[14:11:04] <_methods> lol
[14:11:15] <zeeshan|2> i should post this conversation and email it to the seller
[14:11:20] <_methods> printed on trash left on climbs by european mountaineers
[14:11:20] <zeeshan|2> and offer $60
[14:11:30] <archivist> delivered
[14:12:08] <CaptHindsight> maybe it's an ad by a non-machinist and they were told that they are of significant value
[14:12:15] <CaptHindsight> nah
[14:13:19] <zeeshan|2> likely.
[14:13:34] <zeeshan|2> i have angle plate similar to that
[14:13:38] <zeeshan|2> made in usa that i picked up for $40
[14:13:43] <zeeshan|2> 800 for that hahahahaha
[14:14:09] <zeeshan|2> the only reason i want that riser block is because i could machine it flat
[14:14:17] <zeeshan|2> and bolt it down to my table fairly easily i'd think
[14:14:22] <zeeshan|2> vs just buy a rectangular tube
[14:22:47] <CaptHindsight> http://www.shars.com/products/view/577/Slotted_Angle_Plate_10x8x6quot
[14:26:53] <zeeshan|2> yea man
[14:26:54] <zeeshan|2> lol
[14:27:17] <zeeshan|2> it frustrates me to see ads that areant even close to reasonably priced
[14:27:21] <zeeshan|2> yea not everything can be a barage
[14:27:23] <zeeshan|2> *bargain
[14:27:32] <zeeshan|2> but when you're asked 3-5x what it's worth
[14:27:33] <zeeshan|2> its stupid
[14:28:22] <CaptHindsight> https://www.kickstarter.com/projects/178590870/the-nomad-cnc-mill wtf? it's got a wooden frame
[14:28:43] <zeeshan|2> hence the name
[14:28:44] <zeeshan|2> nomad
[14:29:10] <zeeshan|2> carbide 3d llc
[14:29:17] <CaptHindsight> looking farther down it's actually aluminum
[14:29:18] <zeeshan|2> arent those trhe guy that made the carbon fiber 3d printer?
[14:29:49] <CaptHindsight> http://carbide3d.com/
[14:29:58] <zeeshan|2> guys lets make our own kickstarter
[14:30:14] <zeeshan|2> ROFL
[14:30:16] <zeeshan|2> i love the second pic.
[14:30:19] <zeeshan|2> they have a chinese caliper
[14:30:26] <zeeshan|2> and under it "make accurate parts every time"
[14:30:27] <zeeshan|2> BAHAAHAH
[14:30:40] * zeeshan|2 is such a hater sometimes
[14:30:52] <CaptHindsight> nah
[14:31:01] <_methods> that caliper just shows their dedication to quality
[14:31:10] <zeeshan|2> we all know a caliper is a precise tool!
[14:31:11] <zeeshan|2> :)
[14:31:31] <CaptHindsight> what has cleverly happened is that the snake oil salespeople started calling people "haters" when they get called out on their cons games
[14:31:52] <CaptHindsight> we are not come me, you are a hater
[14:31:59] <CaptHindsight> come/con
[14:32:03] <CaptHindsight> me/men
[14:32:25] <CaptHindsight> and I need new fingers or a new keyboard
[14:32:57] <zeeshan|2> fk, this really makes me think
[14:33:02] <zeeshan|2> any idea will take off on kickstarter
[14:33:14] <zeeshan|2> we should really make a dog shit version of a 3d printer
[14:33:18] <zeeshan|2> and sell it for 1000
[14:33:21] <zeeshan|2> and make money and bounce.
[14:33:22] <zeeshan|2> :)
[14:33:56] <CaptHindsight> i have a few projects lined up
[14:34:37] <CaptHindsight> zeeshan|2: did you see the mill/printer/laser etcher that was just a Chinese mill with a few attachments?
[14:34:57] <zeeshan|2> no
[14:37:08] <CaptHindsight> http://3dprintingindustry.com/2015/03/11/all-in-one-3d-printer-cnc-machine-laser-engraver-funded/ this is the latest one, but thee was one earlier this year that was just a Chinese mill
[14:38:22] <CaptHindsight> http://www.3ders.org/articles/20150220-an-all-in-one-cnc-3d-printing-and-laser-engraving-machine-launches-on-kickstarter.html found it
[14:38:35] <CaptHindsight> https://www.kickstarter.com/projects/1718930271/cnc-piranha-fx-make-anything
[14:38:58] <zeeshan|2> lol
[14:39:04] <zeeshan|2> that looks exactly like the cvhinese one
[14:39:17] <CaptHindsight> looks better than the boxzy
[14:39:31] <CaptHindsight> it is the Chinese one
[14:39:33] <shvrmecnc> someone will end up loosing a finger in one of those
[14:39:45] <shvrmecnc> its hard to see in them without hunching over
[14:39:54] <shvrmecnc> or work on anything
[14:40:57] <CaptHindsight> does this one have finger guards?
https://www.kickstarter.com/projects/boxzy/boxzy-rapid-change-fablab-mill-laser-engraver-3d-p
[14:44:38] <CaptHindsight> http://www.3dprinterworld.com/article/fabtotum-launches-indiegogo
[14:45:04] <CaptHindsight> https://www.indiegogo.com/projects/fabtotum-personal-fabricator it's even smaller
[14:46:38] <zeeshan|2> ROFL
[14:46:41] <zeeshan|2> i just saw a funny pic.
[14:46:44] <CaptHindsight> zeeshan|2: it might have to run on *duino to be popular
[14:46:46] <zeeshan|2> for boxzy
[14:46:52] <zeeshan|2> https://ksr-ugc.imgix.net/assets/003/161/614/bb2bd5fb39a62d8e59580eedd16423fb_original.jpg?v=1421728804&w=700&h=&fit=max&auto=format&q=92&s=a94c96cd5b61af38ad599e6cf09ed8ac
[14:46:55] <zeeshan|2> right under it:
[14:46:59] <zeeshan|2> BoXZY Industrial C5 Ballscrew with sealed gasket bearings
[14:47:02] <zeeshan|2> more like
[14:47:21] <zeeshan|2> Linearmotionbearings2008 C5 Ballscrews fresh from china!
[14:48:45] <CaptHindsight> but can you stand on it?
http://d2oadd98wnjs7n.cloudfront.net/file_attachments/86170/files/20130908133525-STRUCTURAL_SUPERIORITY.jpg?1379695664
[14:50:12] <t12> does it play dubstep
[14:50:23] <t12> the video implies this
[14:50:39] <CaptHindsight> runs Raspberry pi's Raspbian linux distribution
[14:50:51] <CaptHindsight> so it's better than duino :)
[14:51:03] <zeeshan|2> i love the rp2
[14:51:08] <zeeshan|2> once you set it up
[14:51:17] <zeeshan|2> you literally need nothing hooked up to it but power
[14:51:19] <zeeshan|2> and you can ssh in
[14:51:26] <zeeshan|2> will make a decent daq
[14:51:45] <CaptHindsight> I guess to really be popular it should include both the Rpi2 and a duino
[14:52:10] <zeeshan|2> i was asking the rp2 guys if it needs heatsinks
[14:52:13] <zeeshan|2> theyre like it runs cold
[14:52:15] <zeeshan|2> bullshit it runs cold
[14:52:19] <zeeshan|2> this thing starts cooking at 50C
[14:52:21] <zeeshan|2> without heatinks
[14:52:23] <zeeshan|2> *stinks
[14:52:24] <zeeshan|2> sadlkjassla
[14:52:34] <t12> depends on how hard you run it i guess
[14:52:36] <CaptHindsight> you can smell it?
[14:52:37] <t12> at idle its just over rt
[14:52:47] <zeeshan|2> when you're utilizing it 100%
[14:52:49] <zeeshan|2> it gets hot
[14:52:52] <zeeshan|2> heatsinks are mandatory
[14:53:06] <zeeshan|2> i dont know why they were suggesting heatsinks are a scam
[14:53:10] <zeeshan|2> heatsinks reduce heat.
[14:53:14] <zeeshan|2> heat kills ic's
[14:53:15] <CaptHindsight> don't racing engines get hot?
[14:53:31] <zeeshan|2> yes, but they're also well cooled if its an endurance engine
[14:53:46] <zeeshan|2> if its a drag engine, its air cooled, but it only needs to run for couple seconds :)
[14:54:32] <CaptHindsight> but it gets hot
[14:54:43] <CaptHindsight> so it's like a racing engine :)
[14:55:05] <CaptHindsight> don't be hater
[14:55:33] <CaptHindsight> i like that logic
[14:55:54] <CaptHindsight> listen to me or you're a hater
[14:55:54] <zeeshan|2> :-)
[14:57:40] <_methods> the church has been doing it for millenia
[14:57:51] <_methods> it's an effective strategy lol
[14:58:00] <jack16> I run water-cooled spindle, can coll dozen rpm
[14:58:10] <jack16> *rpi too
[14:58:33] <jack16> *cool
[14:59:29] <CaptHindsight> well churches and schools have their own rules where logic is left at the door and does not apply
[15:00:49] <jack16> humans in general do not operate using logic
[15:01:12] <zeeshan|2> whats with the world these days and anti-religion
[15:01:13] <zeeshan|2> fak off
[15:03:14] <andypugh> MattyMatt:
https://www.youtube.com/watch?v=LxPXLIALJJI
[15:29:28] <CaptHindsight> http://replicatorinc.com/blog/wp-content/uploads/2008/10/a_ring_made_for_3d_wax.jpg upon closer inspection, I can't find a really high res 3d printed lost wax mold example
[15:30:15] <CaptHindsight> http://www.kudo3d.com/wp-content/uploads/2014/11/casted-rings.jpg
[15:30:40] <CaptHindsight> plus jewelry isn't precision
[15:31:32] <heathmanc> Think I have found my problem all along. I have the 4i69-25, the firmware package on the site is for the 4i69-16
[15:31:37] <heathmanc> anyway to easily resolve this?
[15:34:41] <zeeshan> ok one last part join!
[15:35:17] <zeeshan> finally
[15:35:22] <zeeshan> got this auto nick identifying working
[15:42:32] <CaptHindisght> https://www.youtube.com/watch?v=gV57MDNmfdc from the looks of all these they all require secondary machining or polishing
[15:44:24] <CaptHindisght> even inkjet wax at 5000dpi still requires secondary operations after casting
https://www.youtube.com/watch?v=gM86qxW7vP8
[15:44:29] <zeeshan> is there a 3d printer that deposits powdered metal?
[15:44:34] <zeeshan> so you can sinter it
[15:45:02] <CaptHindisght> yea, and also requires secondary operations
[15:45:02] <zeeshan> not sls
[15:45:07] <zeeshan> but just powder
[15:45:15] <zeeshan> so you can literally stick it in the oven, make the binder melt etc
[15:45:21] <zeeshan> and have a high performance part
[15:45:39] <CaptHindisght> yes, but it's porous, it that matters
[15:46:07] <zeeshan> okay then its pointless :p
[15:46:11] <zeeshan> might as well mill a mold
[15:46:21] <zeeshan> and use conventional molds to press the powder into shape
[15:46:35] <CaptHindisght> I mean the power metal method is porous
[15:46:47] <zeeshan> not when you do it using molds
[15:46:54] <zeeshan> the molds compact the powder
[15:46:59] <zeeshan> they use this for connecting rods for example
[15:47:19] <CaptHindisght> but if you print with powdered metal and then form a mold around it and then melt then it could be solid
[15:48:06] <CaptHindisght> I have to prove that out with single crystal alloys
[15:49:29] <CaptHindisght> for parts like jewelry they seem to be happy with lost wax methods, I was just looking at speeding that up
[15:49:41] <CaptHindisght> 3d print the plaster mold
[15:50:06] <zeeshan> im looking at a cheap way to make custom exhaust manifolds
[15:50:16] <zeeshan> out of a castable stainless alloy
[15:50:21] <CaptHindisght> 3d printed sand casting for that
[15:50:36] <zeeshan> i was thinking that
[15:50:36] <CaptHindisght> you don't need the precision for that
[15:50:38] <zeeshan> but like
[15:50:48] <zeeshan> it might cheaper to make a mold out of wood
[15:50:51] <CaptHindisght> yeah, it's pretty simple
[15:51:15] <CaptHindisght> the inkjet tech is kept secret by the suppliers
[15:52:25] <CaptHindisght> if you're making one pair of headers
[15:52:45] <zeeshan> see it might end up being complex depending on how i do it
[15:52:50] <zeeshan> i might want to cast the turbine housing
[15:52:52] <zeeshan> right into the manifold
[15:52:58] <zeeshan> so its one piece to keep it super compact
[15:53:07] <CaptHindisght> easy with sand and inkjet
[15:53:37] <Tom_itx> wouldn't make the turbine very serviceable
[15:53:51] <zeeshan> Tom_itx: the chra (center housing)
[15:53:54] <zeeshan> will bolt onto it
[15:54:03] <Tom_itx> ok
[15:54:04] <CaptHindisght> you stand with a green sand mix with resin already in it, then you just inkjet the surface layers so it can hold itself while baking
[15:54:17] <zeeshan> my #1 priority is compact ness
[15:54:19] <CaptHindisght> stand/start
[15:55:28] <CaptHindisght> zeeshan:
https://youtu.be/LFGnjkoeDng?t=2m35s
[15:55:43] <pcw_home> heathmanc: what firmware do you need?
[15:56:00] <heathmanc> for the 4i69-25 hm2
[15:56:18] <zeeshan> nice surface finish on that casting
[15:56:29] <heathmanc> the included support software on mesanet is for the 4i69-16
[15:56:49] <heathmanc> and linuxcnc throws an error
[15:57:17] <heathmanc> using a 7i48 on connector p1
[15:57:23] <CaptHindisght> zeeshan: I want to make them for precision parts that require very little surface finishing
[15:57:33] <CaptHindisght> maybe just polish or buff
[15:57:41] <zeeshan> i dunno about that :p
[15:57:44] <zeeshan> even with investment casting
[15:57:50] <zeeshan> you need to machine the mating surfaces
[15:58:32] <CaptHindisght> I wonder what the best overall surface finish is now
[15:58:53] <CaptHindisght> 100um, 50um ?
[15:59:31] <CaptHindisght> if you use sand that is sub-micron what do you end up with for finish?
[15:59:42] <zeeshan> ceramic is the best
[16:00:41] <CaptHindisght> I can get particles down in the few nanometer dia
[16:00:43] <zeeshan> http://www.engineershandbook.com/Tables/surfaceroughness.htm
[16:00:58] <zeeshan> according to this table
[16:01:10] <zeeshan> you can hit 16 microinches RA
[16:01:12] <zeeshan> Ra
[16:02:06] <CaptHindisght> take the particle radius and it's pretty much that
[16:02:21] <zeeshan> i dont think its that simple :P
[16:02:46] <zeeshan> based on the fluid flow and temps
[16:02:47] <CaptHindisght> what it ends up being around is all I'm saying
[16:02:50] <zeeshan> it might flash freeze
[16:05:43] <zeeshan> http://www.maxabledieselparts.com/photo/pl2165946-td06h_journal_bearing_turbo_turbine_shaft_9_blades_58_8x67_2mm.jpg
[16:05:53] <zeeshan> looks like the back side of the turbine blades isnt machined
[16:06:04] <zeeshan> interesting!
[16:07:22] <CaptHindisght> for jewelry it looks like direct 3d printing of ceramic molds is the fastest process
[16:08:03] <CaptHindisght> there's no burn out required
[16:09:12] <SpeedEvil> CaptHindisght: Machining of graphite molds
[16:09:37] <SpeedEvil> Or direct SLS of course of precious metal
[16:09:47] <CaptHindisght> slower
[16:10:01] <SpeedEvil> Then again - who says jewlery can't be made of PLA?
[16:10:05] <CaptHindisght> since it requires the secondary operations and SLS is also slower
[16:10:31] <zeeshan> direct sls doesnt seem strong..
[16:10:40] <zeeshan> vs compacting in a mold and sintering after
[16:11:14] <SpeedEvil> SLS doesn't have to require secondary operations
[16:11:19] <SpeedEvil> the crappy versions do
[16:13:33] <CaptHindisght> time to SLS a tray of 100 rings vs print ceramic molds
[16:14:01] <CaptHindisght> it also depends on the finish expected or required
[16:14:04] * SpeedEvil imagines a 10kW e-beam scanning printer.
[16:15:12] <CaptHindisght> the longest time for the ceramic printer is the time to cure the molds
[16:15:12] <Jymmm> SpeedEvil: That would be called A Death Ray.
[16:15:33] <Jymmm> SpeedEvil: war of the worlds shit
[16:15:44] <zeeshan> wow
[16:15:45] <SpeedEvil> https://www.youtube.com/watch?v=9fO07POv5IU
[16:15:48] <zeeshan> any of you guys use weechat?
[16:16:00] <Jymmm> Worlds first Social Engineering project =)
[16:16:09] <SpeedEvil> https://www.youtube.com/watch?v=A10XEZvkgbY
[16:16:15] <zeeshan> https://weechat.org/media/images/screenshots/weechat/medium/weechat_2009-08-03_kron4eg.png
[16:16:17] <zeeshan> looks leet
[16:16:35] * furrywolf uses bitchx
[16:16:52] <CaptHindisght> ebeam is pretty low res
[16:17:02] <SpeedEvil> CaptHindisght: not inherently
[16:17:15] <zeeshan> furrywolf: it looks more userfriendly :)
[16:17:17] <SpeedEvil> As commonly done - yes
[16:17:20] <CaptHindisght> sciakys is
[16:17:23] <SpeedEvil> yes
[16:17:49] <CaptHindisght> do I have to finish that metalicrap prpject?
[16:18:03] <furrywolf> why the heck would you want to cram all that stuff onto the screen at once, all the time? heh
[16:18:40] <SpeedEvil> CaptHindisght: Simply take a nice 21" 0.1mm pixel pitch CRT,
[16:18:54] <SpeedEvil> And boost the beam currrent a little
[16:19:00] <CaptHindisght> I knw how they work
[16:19:10] <CaptHindisght> that would be to slow
[16:19:15] <SpeedEvil> (no, I know not quite really)
[16:19:16] <Jymmm> telnet irc.freenode.net 6667
[16:19:44] <furrywolf> Jymmm: I've done that more than a few times.
[16:19:57] <furrywolf> if you give me c/n lines, I'll pretend to be a server. :P
[16:20:08] <CaptHindisght> http://reprap.org/wiki/MetalicaRap still not done
[16:20:25] <Jymmm> haha
[16:20:25] <furrywolf> (and if it's bahamut, I might even be able to remember how to pretend I'm a TS3 server, but probably not, as it's been a very long time)
[16:21:32] <Jymmm> furrywolf: I mostly telnet mta 25
[16:21:43] <furrywolf> Metallica Rap, eh? For whom the bell tolls because I shot them niggas? Beatmaster of puppets?
[16:28:12] <CaptHindisght> green sand sets up in minutes, would have to get ceramics to under an hour
[16:31:06] <furrywolf> I still want to try laser+MIG wire... although electron beam and mig wire would be very similar. use a consumable you can get at the local hardware store, not an exotic item.
[16:32:17] <CaptHindisght> http://3dprint.com/23868/cheap-metal-3d-printer-welder/ it's all that they did
[16:35:14] <furrywolf> yes, that's using an arc from the wire for energy input, just like a normal mig welder. I mean using a more precise heat source to melt just the very tip of the wire
[16:36:30] <CaptHindisght> cnc tig
[16:42:26] <zeeshan-pi> sweet
[16:42:28] <zeeshan-pi> this works!
[16:44:20] <zeeshan-pi> http://i.imgur.com/PDvlwh8.png
[16:44:42] <zeeshan> the things i can do with this pi!
[16:45:01] <zeeshan> im almost tempted to use this one in the car
[16:45:29] <heathmanc> is this a rpi2?
[16:45:36] <zeeshan> yers
[16:45:39] <heathmanc> i bought 3 of them for use with xbmc
[16:45:47] <heathmanc> been fantastic
[16:46:03] <zeeshan> i bought it for a data logging base
[16:46:07] <zeeshan> seems perfect for it
[16:46:08] <zeeshan> and more..!
[16:46:12] * furrywolf has no rpis
[16:46:17] <zeeshan> im suprised at how quick it is
[16:46:36] <heathmanc> i know. my dad runs his railroad off it and jmri java package
[16:46:38] <zeeshan> and the setup process was very userfiendly.
[16:47:00] * furrywolf hopes a _model_ railroad
[16:47:07] <heathmanc> lol, yes
[16:47:38] <heathmanc> i have all 3 of mine connected to a mysql server for library syncing
[16:48:08] <zeeshan> did you set them to 900mhz in the raspi-config?
[16:48:15] <heathmanc> yes
[16:48:16] <zeeshan> i noticed by default theyre set to like 600 or 700
[16:48:19] <zeeshan> which was odd.
[16:49:11] <furrywolf> overheats?
[16:49:17] <heathmanc> none at all
[16:49:17] <zeeshan> nahh
[16:49:27] <heathmanc> i watch blurays on them with no issues
[16:49:34] <furrywolf> marginal timing for some external accessory?
[16:50:24] <zeeshan> http://i.imgur.com/Pwo3d0Q.png
[16:53:13] <heathmanc> will be interesting to see what the windows 10.1 free version will bring to them
[16:54:34] <zeeshan> https://www.dropbox.com/s/uu6uwjkm1zgdijo/circuit.pdf?dl=0
[16:54:36] <zeeshan> thats my goal for it
[17:00:04] <furrywolf> ... windows? you want to install windows on an rpi?
[17:00:14] <zeeshan> yea thats a big thing
[17:00:16] <zeeshan> apparently
[17:00:21] <zeeshan> some people have already done it
[17:01:09] <LeelooMinai> I think Windows 10 is supposed to work on RP 2 or something like this.
[17:01:15] <zeeshan> https://dev.windows.com/en-us/featured/raspberrypi2support
[17:01:23] <LeelooMinai> I mean officially supported by Microsoft
[17:01:34] <zeeshan> its free too :-)
[17:01:54] <zeeshan> im gonna stick with raspbian
[17:02:17] <zeeshan> LeelooMinai: hows your vfd stuff goin
[17:02:21] <furrywolf> I'll pick up an rpi if I spend more time developing my solar system logger, because I suspect other people would want it to run on one.
[17:02:52] <LeelooMinai> zeeshan: Got it working - including accessing modbus through my linux machine on windows
[17:03:03] <zeeshan> cool
[17:03:18] <LeelooMinai> Though it's a bit lol, let me see if I have the solution
[17:04:20] <furrywolf> Today's Rain: 1.10 in today is a good day to stay inside, speaking of logging things.
[17:05:05] <LeelooMinai> O, found it: GS2 VFD -> RS485 -> SERIAL -> FTDI IC -> USB -> linuxcnc PC -> FTDI driver -> /dev/ttyUSB0 -> ser2net -> TCP/IP -> my Windows PC -> HW VSP3 -> virtual COM4 -> qModMaster
[17:05:09] <LeelooMinai> How about that? :)
[17:05:19] <furrywolf> lol
[17:05:43] <LeelooMinai> Direct and simple, no? :)
[17:06:13] <LeelooMinai> But, as a bonus that GS2 Windows software that is free works with this setup too.
[17:06:15] <zeeshan> nice
[17:06:52] <LeelooMinai> And got the linuxcnc + speedometer needle working too, so it's pretty much done.
[17:07:51] <LeelooMinai> I need to design some contraption though to enclose the table with acrylic sheets or polycarbonate so it's safer to mill in my room
[17:08:35] <heathmanc> Well, I'm off to bed, firmware will have to wait for another day
[17:08:38] <LeelooMinai> And cleaner
[17:09:15] <furrywolf> I just wear safety googles whenever I'm around a running machine.
[17:09:45] <furrywolf> neither of my machines are large enough they're going to eject a part that can cause serious injury to other than an eye
[17:09:53] <LeelooMinai> btw, I found software that can simulate 2d machines with joints, belts, etc. and calculate the motion.
[17:10:20] <LeelooMinai> http://i.imgur.com/OufUoQv.png
[17:10:30] <LeelooMinai> But I run it in demo mode, so no saves:/
[17:11:44] <LeelooMinai> But it is pretty much what I had in mind when trying to find something similar.
[17:12:15] <zeeshan> matlab kinematics module does the same thing :P
[17:12:31] <zeeshan> same with inventor, solidworks , nx
[17:12:41] <zeeshan> maybe freecad has it too?
[17:13:35] <LeelooMinai> Yes, I realize that, but those are big generic apps, and this is specialized at exactly this and much nicer/simpler to use probably and you can figure it out in 10 minutes.
[17:14:02] <LeelooMinai> But it has some nice features - graphs of motion, force calculation, etc.
[17:14:19] <zeeshan> they all do also too :P
[17:15:30] <LeelooMinai> I am not going to buy $$ inentor, spend a month lerning it, to calculate a path of two sticks:)
[17:15:50] <zeeshan> you could easily do that with some highschool physics
[17:15:51] <zeeshan> :-)
[17:15:58] <zeeshan> if that is truly all youre try ing to do
[17:16:34] <LeelooMinai> That doesn't make sense - I want to experiment with different parameters and see the motion, not numbers.
[17:16:49] <zeeshan> you open excel
[17:16:51] <zeeshan> type the equation
[17:16:55] <zeeshan> you get the motion path
[17:16:55] <zeeshan> done
[17:17:08] <zeeshan> what do you think is happening behind these software? :p
[17:18:06] <LeelooMinai> zeeshan: Don't try to be a smartass, because you will trigger my response mode and I will troll you for next half a year... do you really want that? :p
[17:18:24] <zeeshan> LeelooMinai: i'm a smart ass when it comes to mechanics :-)
[17:18:40] <zeeshan> just like you are with electronics
[17:18:41] <LeelooMinai> Yes, and I could write all the software you speak about.
[17:18:55] <LeelooMinai> EE is only me hobby for past 3 years or so.
[17:19:00] <LeelooMinai> my*
[17:19:06] <zeeshan> i'm just saying
[17:19:12] <zeeshan> you'd be suprised what excel
[17:19:15] <zeeshan> and a few math equations can do
[17:19:19] <zeeshan> nothing complex
[17:19:48] <LeelooMinai> zeeshan: I can use excel, Mathematics, and 10 other apps to calculate many things - doesn't mean they are best tools for this particular task.
[17:19:54] <LeelooMinai> Mathematica*
[17:19:58] <zeeshan> you said
[17:20:02] <zeeshan> you wanted to see the motion of two sticks
[17:20:03] <zeeshan> lol
[17:21:01] <zeeshan> https://www.youtube.com/watch?v=CKxjikVs_4Q
[17:21:02] <zeeshan> WEEE
[17:21:18] <LeelooMinai> Yes, well, something close, but they will be hinged to the table and restricted in motion at some ends - doesn't make sense to calculate this using equation if I can use an app like that SAM.
[17:21:43] <zeeshan> so yea you use equations like v=rw
[17:21:46] <zeeshan> for example
[17:21:58] <zeeshan> can integrate to get position
[17:22:38] <zeeshan> like for example a stick that is pinned @ one end, and you have a velocity at the other end
[17:22:41] <LeelooMinai> Yes, ok, do it by hand for things like that:
http://i.imgur.com/mwinuou.png
[17:22:50] <LeelooMinai> Will take you 20 times longer.
[17:23:08] <zeeshan> but itll be free! :)
[17:23:25] <LeelooMinai> If I wanted free and long I would buold a model from wood:)
[17:23:30] <LeelooMinai> build*
[17:23:35] <zeeshan> thats not free! :P
[17:23:43] <LeelooMinai> If wood is free...
[17:24:24] <zeeshan> are you trying the sticks as a rigid body?
[17:24:38] <zeeshan> *treating
[17:24:39] <LeelooMinai> Anyways, it's pretty focused app - if you need to make some contraption and maybe even calculate forces
[17:25:17] <LeelooMinai> Yes, I just need to make the protective sheet of acrylic on the table to move sensibly as the table moves
[17:25:32] <LeelooMinai> So that it always covers the spindle from the front.
[17:26:36] <LeelooMinai> I will hinge it on the table edge and make some kind of, I don't know, slider or maybe one-joint guide for it
[17:27:01] <Deejay> gn8
[17:27:13] <zeeshan> just enclose the whole thing! :P
[17:27:18] <zeeshan> it'll look pretty
[17:27:25] <LeelooMinai> First I wanted to enclose the machine completely, but not I have this plan to cover only the table
[17:27:52] <zeeshan> pics of your machine again?
[17:27:53] <zeeshan> :p
[17:27:58] <LeelooMinai> The advantage is: less materials needed, lest cost, and it will also protect the cnc parts from debrees
[17:28:18] <LeelooMinai> Hmm, let me take a photo of it in the current state
[17:29:42] <LeelooMinai> Took one photo and it ran out of battery - typical
[17:30:57] <LeelooMinai> O, ok, it's decent though - a sec
[17:32:09] <LeelooMinai> Here:
https://www.flickr.com/photos/100017731@N03/16691429357/
[17:33:17] <LeelooMinai> So the main protective sheet will be probably hinged at front of the table and then as the table moves the other end will follow more or less front of the spindle.
[17:34:01] <LeelooMinai> The simplest way would be the end sliding vertically, but not sure if I want to do that.
[17:34:06] <zeeshan> front is the plane where those 2 lcd screens are?
[17:34:47] <LeelooMinai> Yes, but the sheet will be hinged at the table - the lcds are on the base which does not move:)
[17:36:10] <LeelooMinai> I thought of having two connected aluminum thin bars with ball berring as a hinge, on both sides of the table, so that sheet rests on those.
[17:36:45] <LeelooMinai> As the table moves this would more or less assure that the sheet does not run into the spindle.
[17:37:18] <LeelooMinai> So, as you can see this SAM app will be nice to get length of those right
[17:37:33] <zeeshan> im trying to figure out how your machine works :)
[17:37:48] <zeeshan> your table looks like its sitting on some slides
[17:37:50] <zeeshan> so it moves
[17:37:58] <zeeshan> your gantry looks like it's fixed to the base
[17:38:01] <LeelooMinai> Yes, it's a normal fixed gantry setup.
[17:38:02] <CaptHindisght> LeelooMinai: just ad an extruder, laser and touchprobe and you'll have a kickstarter :)
[17:38:04] <zeeshan> so it's stationary. it only moves in x and y.
[17:38:11] <zeeshan> thats not normal in my books
[17:38:18] <zeeshan> usually the gantry moves in x y and z.
[17:38:27] <zeeshan> the table stays stationary
[17:38:34] <zeeshan> cause you don't want to be moving 3/4" steel plate around
[17:38:40] <zeeshan> you rather move the light gantry around
[17:38:42] <LeelooMinai> Well, the table moves on the Y axis, the z-base moves on the x axis, and there is Z
[17:38:48] <zeeshan> anyway, thats not the q :P
[17:39:06] <LeelooMinai> Yes, but this was designed for maximum rigidity for not too large footprint
[17:39:32] <LeelooMinai> I don't need a football-sized area
[17:39:40] <zeeshan> the table moving makes your machine have a larger footprint
[17:39:43] <zeeshan> than a stationary table :P
[17:39:55] <LeelooMinai> Yes, but then you don't have a fixed gantry
[17:40:06] <LeelooMinai> And more rigidity problems.
[17:40:18] <LeelooMinai> I don't mind that the table moves.
[17:40:22] <zeeshan> you use support slides
[17:40:28] <zeeshan> lets not argue :p
[17:40:36] <zeeshan> im jusst saying what's normal in your books isn't normal in mine! :P
[17:40:45] <zeeshan> im used to seeing laser , plasma waterjets move around the gantry
[17:40:46] <Jymmm> Mortal Combat... FIGHT !!!!!!!!!!!!!!!
[17:40:49] <zeeshan> not the other way around
[17:41:09] <zeeshan> if the table did move, it was a machine with an automatic plate/sheet loader
[17:41:13] <LeelooMinai> Well, ok, I will not insist that this is normal setup - it's just what I wanted.
[17:41:23] <zeeshan> when you say hinge
[17:41:28] <zeeshan> you're meaning like a piano hinge?
[17:41:47] <LeelooMinai> Yes, just so that the sheet can change angle, as it will
[17:41:58] <CaptHindisght> https://www.youtube.com/watch?v=S3I5XcsReT0 Your mother is a hamster, and your father smells of ELDER BERRIES!
[17:42:14] <zeeshan> okay i can visualize it now
[17:42:15] <LeelooMinai> Is it from Monty? :)
[17:42:17] <zeeshan> you want a hinge in the front
[17:42:21] <zeeshan> and maybe in the back too?
[17:42:29] <zeeshan> with sheets that move together
[17:42:29] <CaptHindisght> Holy Grail
[17:42:38] <LeelooMinai> FOr the back I think I will just put small vertical piece
[17:43:04] <LeelooMinai> As I do not worry about someone being there and being hit by a broken bit:)
[17:43:06] <Jymmm> screw piano hinges... magnetic levetation!!!
[17:43:07] <zeeshan> is there a reason you dont want to just fix vertical sheets
[17:43:10] <zeeshan> to your table itself?
[17:43:14] <zeeshan> around the perimeter?
[17:43:29] <LeelooMinai> zeeshan: But that would not cover the spindle
[17:43:40] <zeeshan> yes but when youre milling
[17:43:43] <zeeshan> usually the chips flow across
[17:43:46] <zeeshan> *fly
[17:44:04] <LeelooMinai> What if a bit brokes and flies into my eye? :)
[17:44:08] <LeelooMinai> breaks*
[17:44:21] <zeeshan> you should be wearing safety glasses regardles :)
[17:44:24] <LeelooMinai> I cannot type and spell today
[17:44:32] <zeeshan> acrylic isn't the best protector
[17:44:35] <LeelooMinai> Yes, but still, it can cat a face
[17:44:40] <LeelooMinai> cut*
[17:44:55] <zeeshan> so with your idea
[17:44:58] <zeeshan> how do you cover the sides?
[17:45:05] <zeeshan> thats where your 2 rod idea comes in?
[17:45:06] <LeelooMinai> But it's cheap, and yesterday we calculated about 36km/h maximum speed of the bit
[17:45:27] <zeeshan> yes but it loses momentum really quickly
[17:45:32] <LeelooMinai> FOr sides I don't know yet, but I guess anything will work - just some hanging pieces of material will stop anything
[17:45:39] <zeeshan> its like a pipe bursting at 1000 psi
[17:45:44] <zeeshan> thats enough to puncture your skin
[17:45:57] <zeeshan> but if youre 12" away from it, its not really going to do anything :P
[17:46:03] <LeelooMinai> Right, that's why I rather want that main sheet to cover the spindle
[17:46:35] <LeelooMinai> Just in case, and also to stop small flying stuff from going all over the romm... my bed is lik half a meter from the cnc...
[17:46:42] <zeeshan> how does the hinged sheet attach to the spindle area?
[17:47:11] <LeelooMinai> It will rest on those arms on both sides and just move up and down in the front of the spindle
[17:47:36] <LeelooMinai> As the table moves that is
[17:47:52] <furrywolf> fucking china. I took apart my burnt-out LED lamp. rather than a proper ballast, it has some big film capacitors in series with the line, and that's about it.
[17:48:20] <LeelooMinai> That's the new proper - what you want some fancy old tech?
[17:48:24] <zeeshan> LeelooMinai: where will the back side be fixed?
[17:49:08] <LeelooMinai> zeeshan: So it does not drop in the middle, maybe on additional thin aluminum piece?
[17:50:35] <furrywolf> I can't identify any obviously burnt out parts, and it's not worth real troubleshooting.
[17:50:35] <zeeshan> the big problem i forsee with a hinged design is
[17:50:42] <zeeshan> if your part is really weird shaped
[17:50:44] <furrywolf> it doesn't have many parts.
[17:50:59] <zeeshan> the flat acrylic sheet will hit it
[17:51:08] <zeeshan> btw my gf is like "so pretty and shiny" at your router lol
[17:51:59] <LeelooMinai> zeeshan: Yes, I though about it - I could consider some that the front part (where the hinges are) wil be adjustable in some way, so I can move it vertically, say up to 4 inches.
[17:52:20] <LeelooMinai> zeeshan: You trained here well it seems:)
[17:52:25] <LeelooMinai> her*
[17:52:28] <zeeshan> rofl
[17:52:45] <pcw_home> furrywolf: capacitors make a decent ballast until you cycle the power just right...
[17:53:00] <LeelooMinai> Normally I would expect "Oh my GOD - why this metal monster in the bedroom!?"
[17:53:47] <furrywolf> pcw_home: like plugging it into my modified sine inverter? :P
[17:54:24] <pcw_home> Yeah or just bad luck or line transients or...
[17:54:44] <LeelooMinai> I guess Chinese calculated that it will happen once in 100 times and said "Good! Good! Produce, produce."
[17:54:53] <furrywolf> I had it plugged into a little 300W inverter on my 12V bank, that I use for light if I have to do wiring on the main system.
[17:55:22] <furrywolf> I never imagined it'd have a stupid ballast...
[17:55:36] <furrywolf> most chinese lights these days are 85-265v switchers
[17:55:47] <pcw_home> Yeah
[17:55:56] <zeeshan> LeelooMinai: i think a square box around the table would work :P
[17:55:59] <zeeshan> with sliding top
[17:56:01] <zeeshan> that is removable
[17:56:16] <LeelooMinai> When I turn on my led light on my desk my oscilloscope shows something that resembles an earthquate
[17:56:20] <LeelooMinai> quake*
[17:56:33] <pcw_home> capacitors are fine if there something to limit the max current at turn-on and transients
[17:56:59] <zeeshan> pcw_home: dont remind me of this nonsense
[17:57:02] <LeelooMinai> zeeshan: That would be a huge box though and would not protect the rails, blocks, etc.
[17:57:03] <zeeshan> and the bs i went through!
[17:57:24] <zeeshan> LeelooMinai: sec :P
[17:57:30] <furrywolf> pcw_home: my guess is it very much didn't like the high-frequency components of the "modified sine" (aka square) inverter.
[17:59:06] <pcw_home> Ahh, no it would not :-)
[17:59:41] <zeeshan> shrug i give up :P
[18:00:42] <LeelooMinai> I think from the side those two aluminum pieces would look and behave like that:
http://i.imgur.com/8wXNSzR.png
[18:00:55] <zeeshan> http://i.imgur.com/XSIXH5L.jpg
[18:00:55] <LeelooMinai> And the sheet could rest on the long one.
[18:00:58] <zeeshan> i was thinking like this
[18:01:10] <furrywolf> I put back in the CFL which has been working fine on said inverter for ages...
[18:01:17] <zeeshan> but will be too much work
[18:01:21] <LeelooMinai> zeeshan: Ok, but what about the top?
[18:01:24] <furrywolf> zeeshan-pi: finish your microscope project yet?
[18:01:24] <zeeshan> and im not sure how the top sliding covers remove
[18:01:37] <zeeshan> furrywolf: yea i did analysis and conclusion is i need more test data
[18:01:38] <zeeshan> :-)
[18:01:54] <LeelooMinai> zeeshan: You are making a microscope?
[18:02:05] <zeeshan> LeelooMinai: no we were hacking the output files from the 3d scope
[18:02:14] <furrywolf> lol
[18:02:17] <zeeshan> with sucess furrywolf found the addresses
[18:02:19] <zeeshan> to all the hidden data
[18:02:33] <zeeshan> and now i have an automated python script + matlab code to process it all
[18:02:46] <LeelooMinai> Hidden data in microscope files? :)
[18:03:00] <LeelooMinai> What do they hide...
[18:03:07] <zeeshan> all the 3d data
[18:03:08] <zeeshan> http://i.imgur.com/acG78Sq.gif
[18:03:22] <zeeshan> http://i.imgur.com/SZjelxl.gif
[18:03:36] <LeelooMinai> Is this some height map?
[18:03:39] <zeeshan> yea
[18:03:41] <zeeshan> http://i.imgur.com/8dhzOAc.png
[18:03:50] <zeeshan> furrywolf: if you look @ the last graph
[18:03:56] <zeeshan> you can see that first data point is bs
[18:04:01] <zeeshan> then it jumps to around 130 um
[18:04:12] <zeeshan> and then the next 3 data points are bs and then 2 points at 130 um
[18:04:24] <zeeshan> and then it starts transitioning at the glass transition temperature
[18:04:25] <furrywolf> you still haven't made it properly align to the top of the piece instead of the bottom. :P
[18:04:30] <LeelooMinai> Ok, that's some strange microscope - what is it for?
[18:04:31] <zeeshan> furrywolf: not a big deal :)
[18:04:35] <zeeshan> i just need this graph out of it
[18:04:48] <zeeshan> because there is published data of other materials i can compare it with
[18:04:56] <LeelooMinai> Soem kind of metalurgy surface scanning?
[18:05:15] <zeeshan> LeelooMinai: you can do whatever you want with it
[18:05:18] <zeeshan> its got 5000x magnification
[18:05:23] <zeeshan> if you wanna look @ metals sure
[18:05:29] <zeeshan> electrical chips, sure
[18:05:34] <LeelooMinai> But it's optical and just processes images, or what?
[18:05:46] <zeeshan> its a "digital" scope
[18:05:47] <furrywolf> find the median value of the four strips on the outside edge of the height map
[18:06:13] <LeelooMinai> But how does it figure the height?
[18:06:19] <zeeshan> LeelooMinai: it has a 3 ccd cameras i think 54mp each
[18:06:28] <zeeshan> and it takes 50 samples per sec of images
[18:06:34] <zeeshan> while changing the focus of each one
[18:06:37] <furrywolf> or did you already do some math to the find the actual imprint depth, not just the difference between the center and the maximum?
[18:06:43] <zeeshan> figures out the height from that
[18:06:55] <LeelooMinai> So it processes images from different points of views to get the height data?
[18:07:02] <zeeshan> furrywolf: i extracted the pixel value @ the center point
[18:07:12] <LeelooMinai> 54mp sounds expensive
[18:07:12] <furrywolf> which is always 0-ish, no?
[18:07:13] <zeeshan> and unfortunately no math is there for smp
[18:07:23] <zeeshan> no
[18:07:47] <zeeshan> all the values are relative to 0
[18:07:54] <zeeshan> so it'll spit out 130 um @ deepest point
[18:08:03] <zeeshan> LeelooMinai: yes
[18:08:06] <zeeshan> and yes it was 100k
[18:08:08] <furrywolf> LeelooMinai: it rapidly refocuses the image on different heights, and sees which areas are most in focus, I think.
[18:08:32] <furrywolf> zeeshan: what are you subtracting the center point height from?
[18:08:37] <LeelooMinai> Right, so it's not one of those $30 usb scopes
[18:08:41] <zeeshan> furrywolf: nothing
[18:08:51] <zeeshan> all the measurements are relative to 0
[18:08:55] <furrywolf> if you're just using the scale saved in the images as the surface height, it has some serious issues with outliers at the corners...
[18:09:27] <zeeshan> actually i might be wrong.
[18:09:29] <zeeshan> ill need to see
[18:09:49] <zeeshan> ah. that might be the reason of the variation.
[18:09:53] <zeeshan> lemme show you something
[18:10:38] <furrywolf> the 3d data returned from the microscope doesn't seem consistent frame-frame.
[18:11:34] <furrywolf> I think your graph can be improved by processing the data better
[18:12:13] <furrywolf> my first thought is to find the median value of the heights of a strip around the edge of the images (say, 10 points wide), and normalize that.
[18:12:36] <furrywolf> (median, not mean - you have some bad outlier points in places)
[18:13:31] <zeeshan> im trying to work with raw data
[18:13:35] <zeeshan> without much processing
[18:13:59] <zeeshan> gimme a sec
[18:14:00] <furrywolf> if you look a couple frames in, your bottom is being shifted upwards by low-reading spikes randomly throughout your data. without normalizing to the actual surface height, I think this is causing the stupid data points, not actual measurement errors of the bottom of the indentation.
[18:14:02] <zeeshan> or a few min
[18:15:33] <ssi> you're still doing this? :P
[18:16:08] <furrywolf> ssi: he's still doing it wrong. :P
[18:16:15] * furrywolf hides
[18:16:59] <ssi> hahaha
[18:17:06] <ssi> that's to be expected
[18:17:07] <ssi> he's canadian
[18:17:39] <furrywolf> lol
[18:17:49] <ssi> or is it because he's a mechanical engineer?
[18:17:50] <ssi> not sure whit
[18:17:52] <ssi> but one of those
[18:20:20] <furrywolf> zeeshan-pi: re-watching the animations and looking at the graph, I'm even more convinced your graph is wrong, but could be correct with better data processing.
[18:21:55] <zeeshan> yes it is wrong
[18:22:11] <zeeshan> i did a cross section of the images
[18:22:45] <zeeshan> interval1:
http://i.imgur.com/bqzQlnc.png ; interval 8:
http://i.imgur.com/vrlGEDc.png
[18:23:14] <zeeshan> i need to draw a line across
[18:23:20] <zeeshan> and then measure the height relative to that
[18:24:20] <furrywolf> that would work, but I like my idea of a strip around the outside edge better.
[18:24:34] <furrywolf> a line gives you more chance of picking up bad points
[18:24:59] <zeeshan> ssi fkr
[18:25:00] <zeeshan> :-)
[18:25:47] <furrywolf> or four strips not including the corners. the microscope seems to randomize the corners a bit.
[18:25:57] <zeeshan> yea the corners are f'ed
[18:26:11] <zeeshan> its like the area around the 600 pixel range in the height
[18:26:14] <zeeshan> is the good region
[18:26:36] * furrywolf should charge more for consulting. :P
[18:26:44] <zeeshan> i was just gonna do more testing
[18:26:50] <zeeshan> and would have realize
[18:26:51] <zeeshan> so fu!
[18:26:52] <zeeshan> :P
[18:27:04] <zeeshan> relying on one data set isn't good enough
[18:27:26] <furrywolf> relying on one dataset being mis-processed is even worse.
[18:27:31] <zeeshan> :-)
[18:27:33] <zeeshan> its raw
[18:27:35] <zeeshan> thats the problem
[18:28:03] <zeeshan> the questrion is
[18:28:13] <zeeshan> how to get a consistent way to average the "top plane"
[18:28:18] <zeeshan> aka relative plane
[18:29:28] <furrywolf> <furrywolf> my first thought is to find the median value of the heights of a strip around the edge of the images (say, 10 points wide), and normalize that.
[18:29:59] <furrywolf> <furrywolf> or four strips not including the corners. the microscope seems to randomize the corners a bit.
[18:36:00] <zeeshan> going to use 2 strips cause the top and bottom area corners
[18:36:19] <zeeshan> not corners, but edges of the end of the picture have part of the indent in it, so it will throw off things
[18:38:59] <furrywolf> I'm hoping the median value of those pixels is pretty consistent
[19:36:01] <furrywolf> well? :)
[19:39:13] <zeeshan> i had to cook dinner :)
[19:39:21] <zeeshan> but i left off at using 2 lines
[19:39:38] <zeeshan> along from 400-800 pixels in the height @ pixel 1 in width and 00-800 pixels in the height @ pixel 1600
[19:39:42] <zeeshan> and averaging out the values for it
[19:40:30] * SpeedEvil puts on Grandmaster Flash - White Lines.
[19:40:32] <zeeshan> now im trying to figure out how to shift all the numbers relative to that number
[19:40:50] <zeeshan> like i know how to find the max indentation depth now
[19:40:58] <zeeshan> cause its just this value minus the indent tip point
[19:41:07] <zeeshan> but it'd be nice to do it to the 3d graph
[19:46:16] <furrywolf> shift it so that value is "1" in all images
[19:46:31] <furrywolf> if the value you get is, say, .85, add .15 to every point
[19:46:57] <zeeshan> how can it be 1
[19:47:08] <zeeshan> each image has its own maximum value
[19:47:11] <zeeshan> and minimum value
[19:47:27] <zeeshan> the only way they'll all have the same reference plane is
[19:47:44] <zeeshan> if i find the image with the largest value out of all the images
[19:47:50] <zeeshan> and consider that as my reference plane
[19:47:56] <furrywolf> find the median (or, if you insist, the mean) of your reference pixels. subtract that value from 1. add that value to every pixel.
[19:48:02] <zeeshan> im using mean
[19:48:04] <furrywolf> repeat for next image.
[19:48:05] <zeeshan> to filter out the spikes
[19:48:34] <furrywolf> median and mean both filter out spikes, just differently. :)
[19:49:19] <zeeshan> before i do that..
[19:49:20] <zeeshan> check out this graph
[19:49:56] <zeeshan> http://i.imgur.com/orUIrjn.png
[19:50:14] <furrywolf> that looks much better.
[19:50:23] <zeeshan> thats taking each image's maximum value based on the line average of 2 lines
[19:50:35] <zeeshan> and subtracting it by the value @ the center of indent
[19:50:57] <furrywolf> how are you finding center? just the same x,y for each image?
[19:51:02] <zeeshan> no
[19:51:11] <zeeshan> i use the geometric line that you see on the physical sample
[19:51:22] <zeeshan> i draw 2 lines and find the intersection
[19:51:29] <zeeshan> this takes care of the slight image shifting
[19:51:33] <zeeshan> cause i guess my sample moved a bit
[19:51:56] * furrywolf wants to see the 3d animation now
[19:52:02] <zeeshan> lol
[19:52:17] <furrywolf> your graph is looking a lot better
[19:52:27] <furrywolf> the animation should look better too, which the top stays in place, not the bottom. :)
[19:53:42] <zeeshan> why cant i just take the max value
[19:53:52] <zeeshan> divide it by the entire depth matrix
[19:53:59] <zeeshan> and that'll normalize it
[19:54:13] <zeeshan> the thing is, it will again, shift between image to image.
[19:54:25] <zeeshan> actually nm
[19:54:30] <furrywolf> you want to shift, not scale
[19:54:42] <furrywolf> so no dividing. only subtracting and adding.
[19:54:47] <zeeshan> okay maybe i need to talk this out
[19:55:04] <zeeshan> so i get a max value for image 1 as 137.4
[19:55:33] <furrywolf> oh, if you're working in um, then do height = height + 160 - mean
[19:55:44] <zeeshan> not lets say pixel 400,400 is 117 um
[19:55:52] <zeeshan> not = now
[19:56:39] <furrywolf> you need to pick an arbritary value to be your reference. say, 160um. or you can use 0 as the reference and have the indent be negative, which might make more sense.
[19:57:08] <furrywolf> then shift every image so your top surface is at that level. height = height + reference - mean
[20:17:28] <zeeshan> moment of truth
[20:17:42] <zeeshan> http://i.imgur.com/uYZ3KSz.gif
[20:17:58] <zeeshan> that looks a billion times better
[20:20:47] <furrywolf> yep
[20:21:08] <zeeshan> its also not looking too good for this experiment
[20:21:26] <zeeshan> http://i.imgur.com/orUIrjn.png
[20:21:28] <zeeshan> the graph shows
[20:21:39] <zeeshan> the indent is recovering even at 10c.
[20:21:52] <furrywolf> can you paint the surface of it with matte paint, or will that mess it up? I think a lot of the noise is optical effects caused by specular reflections from the bubbles on the surface
[20:21:53] <zeeshan> i need to freeze it at a lower temp
[20:21:59] <LeelooMinai> I am playing with params for steppers. If I want to change something, say acceleration, do I have to change it in the ini file and restart whole linuxcnc or I can do it from inside the program, temporarily?
[20:22:04] <zeeshan> furrywolf: the surface is black
[20:22:21] <furrywolf> but it's shiny, no?
[20:22:24] <zeeshan> no
[20:22:30] <furrywolf> or does it just look shiny at that scale? heh
[20:22:34] <zeeshan> https://www.youtube.com/watch?v=R0fMyUXDMV0
[20:22:39] <zeeshan> ignore the change if you want
[20:22:41] <zeeshan> but thats what it looks like
[20:23:06] <zeeshan> LeelooMinai: you can do it from inside the program
[20:23:22] <LeelooMinai> I found "reload" - will it reload the ini?
[20:23:44] <zeeshan> no
[20:23:47] <zeeshan> that reloads the g-code
[20:23:50] <zeeshan> _pretty_ sure
[20:24:03] <LeelooMinai> Meh, ok, so how do I change, say, acceleration?
[20:24:09] <furrywolf> can you fit a peltier element in the microscope?
[20:24:35] <zeeshan> furrywolf: yes
[20:24:49] <Jymmm> why?
[20:24:52] <zeeshan> i have the sample mounted a 1.25" thick aluminum block
[20:24:57] <zeeshan> i was thinking of drilling holes in it
[20:25:01] <zeeshan> and circulating a fluid
[20:25:04] <zeeshan> but they'll get pissed about that
[20:25:11] <zeeshan> peltier makes more sense.
[20:25:21] <zeeshan> theres no chance of me spilling fluid on the scope. and ill insulate it
[20:25:44] <LeelooMinai> "-- Where is our $100k scope?! -- Mmm... In the fridge... why?"
[20:25:44] <furrywolf> yes, spilling liquid in their $100k microscope might annoy them slightly. :)
[20:25:59] <zeeshan> id prolly get murdered
[20:26:02] <zeeshan> cause its their new purchase
[20:26:08] <zeeshan> they have plenty of 1290312098213 $ equipment
[20:26:14] <zeeshan> that no one uses and no one cares about anymore
[20:26:30] <zeeshan> but since this is the new thing, everyone seems to be using it
[20:26:54] <LeelooMinai> They will get bored after a while probably:)
[20:26:59] <zeeshan> yea lol
[20:27:38] <LeelooMinai> But for now they need to make a 3D image of a housefly to show to friends on Facebook:)
[20:27:55] <zeeshan> i hate using this scope to be honest
[20:27:57] <furrywolf> even a $10 ebay peltier will get nice and cold... last time I played with one, it'd build up a 1/4" thick ice layer from the air.
[20:28:11] <zeeshan> its right next to a room with an x-ray tomograph
[20:28:21] <zeeshan> i feel like ill die from cancer when im there
[20:28:36] <furrywolf> have the people in the room with the x-ray tomograph died yet?
[20:28:41] <zeeshan> probably
[20:28:45] <furrywolf> lol
[20:28:51] <zeeshan> that room has a massive radiation sign on it
[20:28:57] <zeeshan> and no entry allowed without dosimeter
[20:29:15] <zeeshan> it apparent shoots 1000x more xrays than a conventional dental x-ray
[20:29:18] <zeeshan> or more.
[20:29:22] <zeeshan> i dont know, or want to know :/
[20:30:03] <LeelooMinai> ok, got so far:
http://i.imgur.com/vkTvHkJ.png
[20:30:05] <furrywolf> so, since you're plotting depth vs temperature, do you think it holds its shape for an indefinitely time period below a certain temperature?
[20:30:05] <furrywolf> indefinite
[20:30:13] <LeelooMinai> Now what? Do I do some setp command?
[20:30:20] <zeeshan> furrywolf: yes
[20:30:25] <zeeshan> thats the hypothesis
[20:30:32] <zeeshan> and thats what smp usually do
[20:30:49] <zeeshan> LeelooMinai: thats not the only parameter you should be changing
[20:30:52] <zeeshan> there is another one
[20:30:58] <zeeshan> i cant recall it right now :/
[20:31:15] <furrywolf> so you want your data to be """""\, not \? :P
[20:31:25] <andypugh> zeeshan: I spent ages reverse-engineering the files from a scanning laser vibrometer.
[20:31:30] <LeelooMinai> Hmm... I guess I will just change ini and resteart
[20:31:53] <XXCoder1> wow
[20:31:58] <XXCoder1> irc stayed on whole time
[20:31:59] <XXCoder1> heys
[20:32:04] <zeeshan> furrywolf: should like this:
http://appliedmechanics.asmedigitalcollection.asme.org/data/Journals/JAMCAV/927665/jam_081_04_041003_f005.png
[20:32:12] <andypugh> Imagine my disgust to find that they were actually throwing away the imaginary part of the FFT. Which was basically the bit I needed for the phase innformation.
[20:32:26] <furrywolf> andypugh: I figured out enough parts of his files to make it work... there's tons of fields I don't know what they do, but I found the depth info and scale information.
[20:32:27] <zeeshan> andypugh: hahah
[20:32:34] <furrywolf> lol
[20:33:10] <zeeshan> i seriously dont know
[20:33:14] <zeeshan> why my graph is fucking linear
[20:33:22] <zeeshan> pardon the french
[20:33:34] <XXCoder1> yopu sure its french lol
[20:33:40] <zeeshan> i think i might know why.
[20:33:40] <furrywolf> becuase your material doesn't hold its shape at the temperature you have?
[20:34:03] <furrywolf> could it be it insulates well enough that the top layer has reached room temp regardless of how cold you have the bottom layer?
[20:34:11] <LeelooMinai> Now, I need to figure out some better params for my stepper, but not sure what is sane. Max acceleraton 2 ... I think it's 2 mm/s^s - that is probably too low, right?
[20:34:15] <zeeshan> see usually these guys do this:
[20:34:25] <LeelooMinai> s^2*
[20:34:42] <furrywolf> the microscope looks like it has a pretty bright light, which might also warm up the top layer prematurely.
[20:34:44] <zeeshan> they start the test at a high temp, (indent) -> then freeze the sample, then they bring it back up to a fixed temp
[20:34:56] <zeeshan> http://www.mdpi.com/polymers/polymers-06-01144/article_deploy/html/images/polymers-06-01144-g001-1024.png
[20:35:02] <zeeshan> so they get a graph like step 2
[20:35:07] <zeeshan> er
[20:35:10] <zeeshan> thats a crap one.
[20:35:21] <andypugh> LeelooMinai: 2mm/s/s would be the slowest I have ever seen.
[20:35:35] <zeeshan> LeelooMinai: whats your base units?
[20:35:37] <furrywolf> lol
[20:35:44] <LeelooMinai> Ok, so what is normal, for, what do I have, I think 450 or something oz steppers
[20:35:45] <LeelooMinai> mm
[20:35:58] <andypugh> LeelooMinai: 2000mm/s/s wouldn’t surprise me, I think I run 500.
[20:35:59] <furrywolf> if other people have already done this, why are you doing it? what new property/material/method are you investigating?
[20:36:14] <LeelooMinai> LINEAR_UNITS = mm
[20:36:29] <zeeshan> furrywolf: cause every _smart_ person told me
[20:36:37] <zeeshan> that shape memory effect will not happen in laminate form
[20:36:43] <zeeshan> and i can understand why they were thinking that way.
[20:36:50] <LeelooMinai> andypugh: What do you have for default and max velocities?
[20:36:51] <zeeshan> this film is glued to a metal.
[20:37:04] <furrywolf> so they told you it wouldn't happen, and now your data shows it not happening?
[20:37:08] <zeeshan> if the metal deforms, and the smp is glued to it -- how can it possibly recover yea ?
[20:37:30] <sector_0> can linuxcnc control a scara robot?
[20:37:35] <zeeshan> no my dad from a long time ago qualitatively showed that it does recover
[20:37:37] <andypugh> LeelooMinai: I can’t recall. But 2 for accel is super-low
[20:37:37] <zeeshan> when when stuck to metal.
[20:37:45] <_methods> sector_0: yes
[20:37:58] <zeeshan> dad = data
[20:38:06] <furrywolf> is the metal thin enough you're deforming it during the test, or just the polymer?
[20:38:10] <_methods> https://www.youtube.com/watch?v=Zl2NUDJL5Uk
[20:38:13] <_methods> scara on emc
[20:38:18] <_methods> emc/linuxcnc
[20:38:24] <zeeshan> furrywolf: yea its sheet metal
[20:38:25] <zeeshan> stainless
[20:38:36] <zeeshan> i have one video from the old scope
[20:38:44] <zeeshan> where you can see that i've literally damaged the stainless.
[20:38:45] <sector_0> _methods, so it does all the inverse kinematics computation?
[20:38:53] <zeeshan> and after a couple seconds the smp film creeply covers the entire surface
[20:38:53] <_methods> yes
[20:38:53] <zeeshan> lol
[20:38:54] <furrywolf> so you're only changing the polymer... so being constrained by the metal backing with alter some of its properties, but it should still show the same effects.
[20:38:56] <zeeshan> and heals.
[20:38:58] <_methods> scarakins
[20:39:06] <zeeshan> no im changing both.
[20:39:18] <_methods> https://code.google.com/p/emc2-lab/source/browse/Linuxcnc%20Study/EMC%20source%20study/src/emc/kinematics/scarakins.c?r=4
[20:39:27] <_methods> better get it before google code is gone lol
[20:39:33] <zeeshan> have you seen an indent in metal?
[20:39:55] <furrywolf> I guess I was assuming this was a soft, rubbery material, not something you could indent metal through.
[20:40:26] <zeeshan> http://upload.wikimedia.org/wikipedia/commons/d/db/Case_hardened_steel-vickers_hardness_test.png
[20:41:10] <zeeshan> i literally saw that in the metal
[20:41:13] <zeeshan> get covered by the polymer
[20:41:24] <furrywolf> so you have a thin layer of polymer over a thin layer of metal, you're indenting both, then seeing if the polymer will keep the metal from returning to shape?
[20:41:28] <andypugh> _methods: I thought at first it was a LiunuxCNC-controlled crystal-meth plant :-)
[20:41:45] <zeeshan> you mean the metal will keep the polymer from returning to its shape
[20:41:46] <zeeshan> yea
[20:41:47] <XXCoder1> linuxcnc can run any gcode
[20:42:11] <_methods> andypugh: lol
[20:42:15] <furrywolf> so you're indenting hard enough to plastic deform the metal?
[20:42:17] <_methods> it does look that way heheh
[20:42:23] <zeeshan> yea
[20:43:20] <LeelooMinai> Ok, that's better...
[20:43:35] <zeeshan> im uploading the video
[20:43:40] <zeeshan> i found it interesting :)
[20:43:43] <andypugh> Right, goodnight chaps
[20:43:47] <zeeshan> gnite!
[20:44:05] <furrywolf> so in order to return to shape, the polymer is having to pull more material in from nearby areas, filling the depression in the metal? or is it delaminating?
[20:44:30] <zeeshan> i suspect delaminating
[20:44:51] <zeeshan> localize delamination
[20:45:06] <zeeshan> https://www.youtube.com/watch?v=MFG4N4Zzs7w&feature=youtu.be
[20:45:14] <zeeshan> at 0:09 if you freeze it
[20:45:18] <furrywolf> that's easy enough to check. measure the force needed to re-indent. if it's near 0, you're just squishing a bubble.
[20:45:20] <zeeshan> you'll see the distinct indent in metal
[20:47:42] <furrywolf> in that test the indenter cut cleanly through the polymer, then the polymer returned to its original shape even though it had a hole in it
[20:48:17] <LeelooMinai> What are ini values in the [TRAJ] section? Are they for the movement in 3D space or something?
[20:48:30] <furrywolf> your current test doesn't look like it did that, since you can see the bubble shapes even in the indentation, flattened...
[20:50:35] <zeeshan> that last video i identented with like 20kg force
[20:50:45] <zeeshan> the 3d scope data is for a 8.2kg indent
[20:50:59] <zeeshan> right now im trying to only figure out if i can freeze the sample
[20:51:05] <zeeshan> cause if i cant, then this isn't going to work.
[20:51:16] <zeeshan> unleess i come up with a jig to indent right on the scope
[20:51:22] <zeeshan> and have it magically focused
[20:52:46] <zeeshan> would make a nice protective film for cars :)
[20:57:38] <furrywolf> heh
[20:58:09] <furrywolf> if it sucks in material from surrounding areas, it'd be great for cars. if it delaminates or tears... not so much.
[20:59:40] <zeeshan> either way
[20:59:46] <zeeshan> its covering the issue
[20:59:49] <zeeshan> a lot better than paint
[21:01:11] <furrywolf> tearing then covering up the tear with a tiny slit is worse than paint, because it traps moisture
[21:02:40] <zeeshan> well exposed metal directly
[21:02:42] <zeeshan> isn't good :P
[21:03:04] <zeeshan> im thinking for trim this is ok
[21:03:10] <XXCoder1> yeah water pimple = metal cancer later
[21:03:12] <zeeshan> not for a major body panel
[21:03:43] <zeeshan> and you can see in the scope data
[21:03:52] <zeeshan> er optical video that it pretty much closes up al lthe way :p
[21:04:09] <furrywolf> make the whole car out of shape memory polymer. crash it, drag it into the sun, it squishes back into shape. :P
[21:04:10] <zeeshan> ive tried to lift it up
[21:04:16] <zeeshan> but it doesnt lift up, so its still stuck
[21:04:22] <zeeshan> rofl
[21:05:39] <XXCoder1> better word would be sun ate the car :P
[21:06:11] <zeeshan> "today the car looks like lambo"
[21:06:14] <zeeshan> "sun hits car"
[21:06:19] <zeeshan> "looks like a toyota tercel"
[21:08:39] <zeeshan> i wonder where pete is these days
[21:11:52] <zeeshan> http://www.ebay.com/itm/Nice-Lot-Of-12-2MT-Split-Sleeve-Tap-Drivers-Holders-Scully-Jones-See-Sizes-/161641491789?pt=LH_DefaultDomain_0&hash=item25a2956d4d
[21:11:53] <zeeshan> i dont get these
[21:11:57] <zeeshan> yea it holds the tap securely
[21:12:03] <zeeshan> but what holds the mt2 securely? :p
[21:12:48] <furrywolf> friction?
[21:13:52] <zeeshan> i feel like they'll spin
[21:16:28] <malcom2073> That looks like the kind of taper my tail stock has
[21:26:38] <LeelooMinai> Ok, how do you take out a collet from er11 nut? :)
[21:26:56] <zeeshan> push it at an angle
[21:26:58] <LeelooMinai> Is there some tool for this?
[21:27:09] <zeeshan> with your thumbs
[21:27:21] <LeelooMinai> O, ok, lol it's out
[21:27:49] <LeelooMinai> How about putting a new one in...
[21:27:55] <zeeshan> straight down
[21:28:00] <zeeshan> youll hear it click
[21:28:03] <zeeshan> and you wont be able to pull it out
[21:28:26] <LeelooMinai> ever?> :p
[21:28:32] <zeeshan> haha
[21:28:38] <zeeshan> well itll come out with enough force
[21:28:41] <zeeshan> but it should take a lot
[21:28:52] <zeeshan> like you know its secure
[21:28:56] <zeeshan> once you cant pull it out
[21:29:00] <zeeshan> and you can spin it inside the collet nut
[21:29:49] <LeelooMinai> I want to attach a dial indicator to the spindle
[21:30:08] <LeelooMinai> I think I will need to MacGyver something for that
[21:30:10] <XXCoder1> you dont have removable chuck
[21:30:13] <zeeshan> hey america
[21:30:13] <XXCoder1> ?
[21:30:14] <zeeshan> http://www.ebay.com/itm/LOT-OF-3-BT-40-END-MILL-HOLDERS-3-4-1-1-4-CARBOLOY-N-CTOOL-/351347991981?pt=LH_DefaultDomain_0&hash=item51cdf8e5ad
[21:30:19] <zeeshan> how much is shipping for you guys?
[21:30:27] <XXCoder1> $13
[21:30:32] <zeeshan> wtf
[21:30:36] <zeeshan> why does it show me $104..
[21:30:37] <zeeshan> :(
[21:30:44] <XXCoder1> canada hater?
[21:30:48] <zeeshan> likely
[21:30:51] <LeelooMinai> XXCoder1: Those small ac spindles like I have just have a nut you screw to hold er collet
[21:31:06] <zeeshan> LeelooMinai: you got a working router
[21:31:06] <XXCoder1> oh smaller ones
[21:31:09] <zeeshan> make something!
[21:31:21] <XXCoder1> wouldnt kathe be better? heh
[21:31:30] <zeeshan> gotta make use of what you have
[21:31:41] <zeeshan> dude one cool thing i saw, not necessarily safe
[21:31:47] <zeeshan> was someone had their work piece in a drill chuck
[21:31:57] <zeeshan> and were filiing it = )
[21:31:59] <zeeshan> to size haha
[21:32:09] <zeeshan> (on a drill press)
[21:32:10] <LeelooMinai> Ghetto lathe? :)
[21:32:16] <XXCoder1> heh other menioned using lathe tooling on table and spinning stock on chuck
[21:32:22] <XXCoder1> cnc operated even
[21:32:30] <zeeshan> yea LeelooMinai can prolly do that
[21:32:34] <zeeshan> on her router, its strong enough :)
[21:32:47] <zeeshan> and safely, cause the chuck wont pull out
[21:32:55] <zeeshan> er i mean collet
[21:33:04] <LeelooMinai> Wait, I don't really need to make anything - I will just put a center punch into the collet and fix a dial to that
[21:33:24] <LeelooMinai> I just want to measure the flatness of the table
[21:33:31] <XXCoder1> not bad idea
[21:33:40] <XXCoder1> you got magnetic base dial holder?
[21:33:49] <zeeshan> all her machine is aluminum
[21:33:52] <zeeshan> wher would you stick it! :)
[21:33:53] <XXCoder1> you can always add screw hole into bottom and screw arm into it
[21:33:57] <LeelooMinai> Yes, but, well, it doesn't work well on alu:)
[21:34:05] <XXCoder1> zeeshan: hold your horses till Im done lol
[21:34:36] <LeelooMinai> Yes, I considered making a hole, but, e, would have to disassemble everything and the spindle mout is in the way anyways
[21:36:05] <XXCoder1> oh well
[21:36:11] <XXCoder1> screw steel plate into it lol
[21:36:20] <XXCoder1> or glue lol
[21:36:21] <zeeshan> LeelooMinai: what kind of indicator do you have?
[21:36:27] <XXCoder1> seriously dunno
[21:36:34] <zeeshan> cant you just shove it right into the spindle?
[21:36:47] <LeelooMinai> I have one normal, and one digital 0,001mm both from Shahe
[21:36:59] <zeeshan> http://store.greatgages.com/catalog/1411F.jpg
[21:37:09] <XXCoder1> only has one normal one here
[21:37:12] <zeeshan> just hold it from the top portion ?
[21:37:13] <XXCoder1> good enough really
[21:37:17] <zeeshan> or does that move on yours
[21:37:19] <LeelooMinai> No, because they have 8mm diameter on the top and I have er11 collet onlt
[21:37:31] <zeeshan> ah okay
[21:37:33] <XXCoder1> zeeshan: usually it would stick out as probe is pressed
[21:37:40] <zeeshan> a bunch of mine dont
[21:37:42] <zeeshan> they're protected
[21:37:45] <XXCoder1> mine does
[21:37:48] <zeeshan> only the chicom one does that
[21:37:49] <zeeshan> :P
[21:37:50] <XXCoder1> cheapass one
[21:38:03] <LeelooMinai> Well, that digital one in theory would work if I had bigger collet - it has outside non-movable part.
[21:38:05] <zeeshan> http://www.harborfreight.com/media/catalog/product/cache/1/image/9df78eab33525d08d6e5fb8d27136e95/i/m/image_18512.jpg
[21:38:08] <zeeshan> that style will move yea
[21:38:26] <XXCoder1> would other kind of dial indictor work?
[21:38:32] <zeeshan> actually my starret one does it too
[21:38:33] <XXCoder1> the small dial type
[21:38:45] <XXCoder1> needle moves and it shows how much
[21:39:04] <zeeshan> LeelooMinai: c-clamp it
[21:39:05] <zeeshan> :)
[21:39:10] <LeelooMinai> I have similar one to this:
http://www.aliexpress.com/item/Good-Quality-High-Accuracy-Electronic-Digital-Micron-Indicator-0-001mm-5310-10/963668366.html
[21:39:27] <XXCoder1> "aliexpress" "quality"
[21:39:41] <XXCoder1> but yeah that ones probably better than my $25 one lol
[21:40:06] <LeelooMinai> E, aliexpress, it's the brand that matters. Not that this is some super brand, but they seem to make some nice equipment - I don't think they are bad.
[21:40:23] <zeeshan> how can you tell
[21:40:36] <LeelooMinai> Also, it has a port for output and I found a cheap cable to interface to it.
[21:40:50] <zeeshan> i really want to know what makes you say they are not bad :)
[21:40:59] <LeelooMinai> zeeshan: I looked what they make - they seem a big range of things
[21:41:07] <XXCoder1> nice
[21:41:27] <zeeshan> that can also be no good either though
[21:41:37] <zeeshan> you should compare it over it's range vs a proper one
[21:41:42] <zeeshan> and youll see why theyre not as good
[21:41:54] <zeeshan> the digital ones i havent tried, but the analog ones have an error of about 0.006" over the 1"
[21:42:15] <zeeshan> or if you have gauge blocks you can compare on a surface plate
[21:42:54] <zeeshan> if it works good, tell me, cause i'd like to buy some too :)
[21:43:21] <LeelooMinai> Well, you know, if a company makes a big range of product and some are expensive and targeted at "professionals" that's some indicator (:). I wil rather buy from such company than some shady one that sells one indicator for $5 and it looks like from Toys'R'Us:)
[21:43:33] <zeeshan> haha
[21:43:59] <zeeshan> LeelooMinai: does it take about a month to get stuff from china?
[21:44:07] <zeeshan> to your place
[21:44:14] <LeelooMinai> Yes, about.
[21:46:27] <zeeshan> like when it says:
[21:46:28] <zeeshan> 2015-03-19 12:22
[21:46:32] <zeeshan> CNHGHA,China, International item has left originating country and is en route to Canada
[21:46:42] <zeeshan> roughly how long after that did you get your pkg?
[21:47:14] <LeelooMinai> E, I don't really track those that much - I just forget about them and one day they arrive:)
[21:47:20] <zeeshan> haha
[21:47:39] <zeeshan> i ordered some leds
[21:47:41] <tjtr33> measuring from spindle to table surface will measure parallelism of x or y rails to table surface.
[21:47:41] <zeeshan> and tool holders
[21:47:54] <tjtr33> to measure flatness, you place a 123 block on the surface in question, and another 123 with an indicator on top.
[21:48:00] <tjtr33> you measure the surface of 2nd 123 block from the 1st.
[21:48:01] <tjtr33> as you slide them around surface, that is measuring flatness.
[21:49:06] <LeelooMinai> I have extrusions on a table - I don't think I should obsess about flatness for now:)
[21:57:24] <LeelooMinai> Ok, I have it attached, but now I see why I would that jog thingy
[21:57:31] <LeelooMinai> I would want*
[22:00:28] <LeelooMinai> When I type something like G0Z10X42.1 it will interpolate the path to go there and move in both axis at once?
[22:00:59] <LeelooMinai> I wonder if I will brake my indicator in this session
[22:01:46] <rob_h> yes anything on one line is all interpolated as one move
[22:02:07] <LeelooMinai> Can I in one line move z then X (in sequence)?
[22:02:21] <rob_h> u have to put on a new line
[22:02:48] <LeelooMinai> Hmm... in that MDI command, cannot I put some newline sequence? like \n?
[22:03:07] <rob_h> i dont know what you are doing fully sorry iv not read all the way backup
[22:03:28] <LeelooMinai> Or maybe I should do it differently - edit some external file instead when playing?
[22:03:39] <renesis> leeloominai: what do you mean in sequence?
[22:03:44] <renesis> you put it in two lines
[22:03:55] <LeelooMinai> I mean first the z move then when it finishes the x move - no inerpolation
[22:04:10] <renesis> you put it in two lines
[22:04:33] <renesis> G0 Z10
[22:04:34] <renesis> X42.1
[22:04:44] <LeelooMinai> I thought maybe G0 Z10 X42.1 instead of gluing them together, but it doesn't matter, does it?
[22:04:47] <renesis> that does it in series instead of in parallel
[22:05:11] <renesis> no it doesnt even know what a space is it just tosses them all
[22:05:12] <LeelooMinai> Ok, so I guess that MDI command box is too limited for that
[22:05:24] <renesis> mdi command box is manual gcode
[22:05:28] <renesis> you do it in two lines
[22:05:37] <LeelooMinai> Right
[22:05:43] <LeelooMinai> But then I have to wait
[22:05:45] <rob_h> yes G code u can type with space or not space. it does not care
[22:05:45] <renesis> type fast
[22:06:09] <renesis> just write the code and run it
[22:06:12] <rob_h> if something you do alot, you can make MDI buttons in a pannel i think but i have not done it
[22:06:18] <renesis> without a safety block it wont change any modal settings
[22:06:21] <renesis> its the same as MDI
[22:06:25] <LeelooMinai> I think I will just edit external file and reload it
[22:07:12] <renesis> you can keep a text editor open and keep saving and reloading without killing the text editor
[22:07:23] <LeelooMinai> Right
[22:07:31] <LeelooMinai> DO I have to put some magic codes at the beginning?
[22:07:39] <renesis> no you probably dont want to
[22:07:41] <LeelooMinai> I know G91 switches to relative and that's all
[22:07:48] <renesis> if its already doing what you want
[22:08:04] <renesis> a lot of the stuff in safety blocks are modal commands, sticky
[22:08:26] <renesis> so if you dont put them in your code theyll stay as whatever you ran last or what was loaded in the machine at startup
[22:09:20] <renesis> typically i setup inch, absolute, xy plane, cancel cutter comp, cancel canned cycles, i think theres a couple more i usually do
[22:09:46] <renesis> g54 to set workspace is usually a good idea
[22:09:53] <rob_h> prob G5x offset
[22:09:56] <rob_h> lol beat me to it
[22:10:02] <renesis> but chances are the defauls or last run was sane so you can just run code without worrying about it
[22:10:20] <LeelooMinai> It complains about some % missing
[22:10:37] <renesis> program end
[22:10:58] <renesis> or maybe the start label but i think it wants an M code or % for program end
[22:11:00] <LeelooMinai> Well, now I put % at the end and "bad character used"
[22:11:14] <rob_h> need one at start too if % used i think
[22:11:48] <renesis> just try putting m30 at the end
[22:11:49] <rob_h> M2 or M30 is program end
[22:11:56] <renesis> m30 rewinds
[22:12:11] <renesis> either works, i dont think i ever use %
[22:12:19] <LeelooMinai> I put % at both start and end and seems working - I guess maybe I should read some manual or something
[22:12:30] <rob_h> http://linuxcnc.org/docs/html/gcode/m-code.html#sec:M2-M30
[22:12:41] <renesis> yeah linuxcnc gcode reference is good stuff
[22:13:02] <rob_h> off now, good luck, bye
[22:13:41] <tjtr33> http://linuxcnc.org/docs/html/gcode/overview.html and look at the many supplied nc files
[22:14:04] <LeelooMinai> ok, thx
[22:15:34] <LeelooMinai> Can I use expressions like G0X(2.54*2)?
[22:15:47] <renesis> maybe
[22:16:07] <renesis> i dont think its standard RS274, but linuxcnc can do something like that
[22:16:17] <LeelooMinai> THere's some [] in the docs
[22:16:18] <renesis> with variables too, but i dont remember the syntax
[22:17:02] <renesis> leeloominai: i think () and [] did different things
[22:17:03] <LeelooMinai> GZ[2*5] worked - neat
[22:17:13] <LeelooMinai> G0Z
[22:17:28] <LeelooMinai> [] is for expressions according to that page
[22:17:30] <renesis> so i dont want to say that will work but linuxcnc can do variables and inline equations
[22:17:42] <renesis> yeah i think () might be variables
[22:18:00] <renesis> or comments
[22:18:30] <LeelooMinai> Parameters is #<> or #()
[22:18:40] <LeelooMinai> #<>
[22:18:53] <renesis> i think you can name them now
[22:19:09] <LeelooMinai> Yes, name inside <>
[22:19:10] <renesis> when i was playing with it, long time ago, they were numbered, got confusing
[22:19:27] <LeelooMinai> Ok, so I guess people do not often do the code by hand anyways?
[22:19:45] <LeelooMinai> It is generated by some tools?
[22:20:06] <renesis> most stuff is CAM program generated
[22:20:09] <RyanS> hydraulic oil in a lathe headstock?! is the machinery dealer making a dumb recommendation?
[22:20:17] <renesis> they usually produce incredible simple, unoptomized code
[22:20:22] <tjtr33> you cannot copy and paste from the AXIS MDI History box, thats not nice. it'd be a way to build a program interactively.
[22:20:25] <renesis> its literally connect the dots, some wont even use arcs
[22:20:44] <renesis> tjtr33: i thought you could
[22:20:45] <LeelooMinai> Hmm, so is there something I should learn? Some free software that will generate g-code?
[22:20:54] <renesis> or maybe its double click to reload
[22:20:54] <tjtr33> renesis, try yours, mine didnt
[22:21:11] <renesis> right im thinking im remembering double clicking runs the code again
[22:21:44] <renesis> leeloominai: welcome to the biggest challenge of being a home cnc machinist
[22:22:01] <LeelooMinai> Which is? :)
[22:22:01] <tjtr33> remembering?
[22:22:05] <renesis> free and good cam do not usually go together
[22:22:23] <LeelooMinai> Wonderful
[22:22:27] <renesis> yeah i just got home after driving 10 hours i dont want to get up and wake up cnc pc
[22:22:32] <XXCoder1> LeelooMinai: figure how to use indictor?
[22:22:38] <renesis> i dont want to do anything until pizza happens
[22:22:46] <XXCoder1> pizza happens lol
[22:22:49] <LeelooMinai> XXCoder1: It's attached to the spindle, yes
[22:23:00] <XXCoder1> nice hows you do it
[22:23:00] <renesis> leeloominai: you should learn gcode anyway, because sometimes you have to edit gcode to get it to run on your machine
[22:23:12] <XXCoder1> LeelooMinai: I can asset to this - learn gcode
[22:23:14] <LeelooMinai> Now I try to write g-code for the first time and in the process not to destroy my indicator too
[22:23:16] <renesis> or sometimes its easier to find and replace ina text editor versus doing the whole thing over in cam
[22:23:31] <XXCoder1> I saw program called cnc predator
[22:23:34] <XXCoder1> seems ok
[22:23:51] <renesis> theres lots of tools that can generate simple gcode paths
[22:23:53] <LeelooMinai> I am a programmer, so that's not a problem, but I can imagine doing this by hand for, say, routing pcb would be a madness.
[22:24:05] <XXCoder1> lol I bet yes
[22:24:10] <renesis> if you use eagle you can just draw on the edge route layer and use pcb-gcode
[22:24:15] <XXCoder1> yeah its like basic or asm, basic stuff
[22:24:34] <renesis> for routing a pcb use eagle and pcbgcode.ulp
[22:24:42] <LeelooMinai> Are there some, hmm, "high level" g-code compilers? :)
[22:24:56] <renesis> and yeah its simpler than basic
[22:25:19] <renesis> leeloominai: mastercam, hsmworks, fusion360
[22:25:20] <XXCoder1> https://i.chzbgr.com/maxW500/7168737024/h532F18AE/ lol
[22:25:36] <XXCoder1> so far, no good free cam
[22:25:51] <XXCoder1> solvespace seems decent but 2d only and I havent tested
[22:25:52] <LeelooMinai> That's a big Queen
[22:26:06] <XXCoder1> giant queen
[22:26:22] <XXCoder1> so that's where harold come from
[22:26:59] <LeelooMinai> XXCoder1: "SOLVESPACE -- parametric 2d/3d CAD"
[22:27:11] <LeelooMinai> Maybe they added 3D
[22:27:13] <XXCoder1> lee it exports nc files too but only for 2d
[22:28:34] <LeelooMinai> http://solvespace.com/linkage.pl lol, looks like some crazy nerd stuff
[22:28:38] <tjtr33> if its really a compiler :
http://www.vagrearg.org/content/gcmc-intro if its just cam, see above
[22:28:56] <ssi> linkages are awesome
[22:29:29] <XXCoder1> LeelooMinai: I still cant do that tut
[22:29:30] <LeelooMinai> I just did something similar today in software called SAM:
http://i.imgur.com/GjJHuXj.png
[22:29:42] <LeelooMinai> To simulate my cnc cover
[22:30:01] <LeelooMinai> It can simulate motion of connected beams, pulleys, etc.
[22:30:28] <XXCoder1> I tried drawing that dimensioned drawing but error
[22:30:30] <LeelooMinai> It animates and graphs anyghing, can apply forces, and calculated then, etc.
[22:31:23] <LeelooMinai> examples.pl ... damn, what did they write that site in perl? :)
[22:31:44] <XXCoder1> dunno
[22:31:51] <XXCoder1> but software is pretty good
[22:31:53] <LeelooMinai> Is that solvespace thing free?
[22:31:57] <XXCoder1> it is
[22:32:10] <XXCoder1> windows works great, linux I heard compile issues
[22:32:48] <tjtr33> runs fine here on 10.04
[22:35:25] <XXCoder1> thats good
[22:35:31] <XXCoder1> I hope it will; have 3d evenually
[22:36:24] <LeelooMinai> Hmm, I need a camera now:/
[22:36:36] <LeelooMinai> My cnc is too far from the pc-command-center
[22:36:56] <XXCoder1> remote screen keyboarf and mouse?
[22:37:09] <LeelooMinai> Mp, just camera so I can see the table
[22:37:19] <LeelooMinai> Already is already remote
[22:37:24] <LeelooMinai> All is already*
[22:37:35] <XXCoder1> lol ok
[22:38:37] <tjtr33> XXCoder1, ?? solvespace 3D ?
http://ibin.co/1vlhyLtSUwrv
[22:38:49] <XXCoder1> tjtr33: NC export in 3d
[22:39:10] <tjtr33> you mean CAM? no got
[22:39:20] <XXCoder1> it has cam, but only for 2d
[22:54:44] <LeelooMinai> Hmm, not bad - the frame is not even tightened with screws and adjusted at all and the table on x is 0.1mm off on one end only
[22:56:04] <LeelooMinai> I will need some strategy for setting all the pieces into the right place before tightening all those screws though
[23:02:22] <XXCoder1> not bad indeed
[23:02:50] <XXCoder1> basic tighten all then make that high corner tighter till around .001 accurate?
[23:03:13] <LeelooMinai> lol, I don't even think extrusions are that acurate
[23:03:32] <LeelooMinai> My table is just made from them
[23:03:46] <XXCoder1> lol ok
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
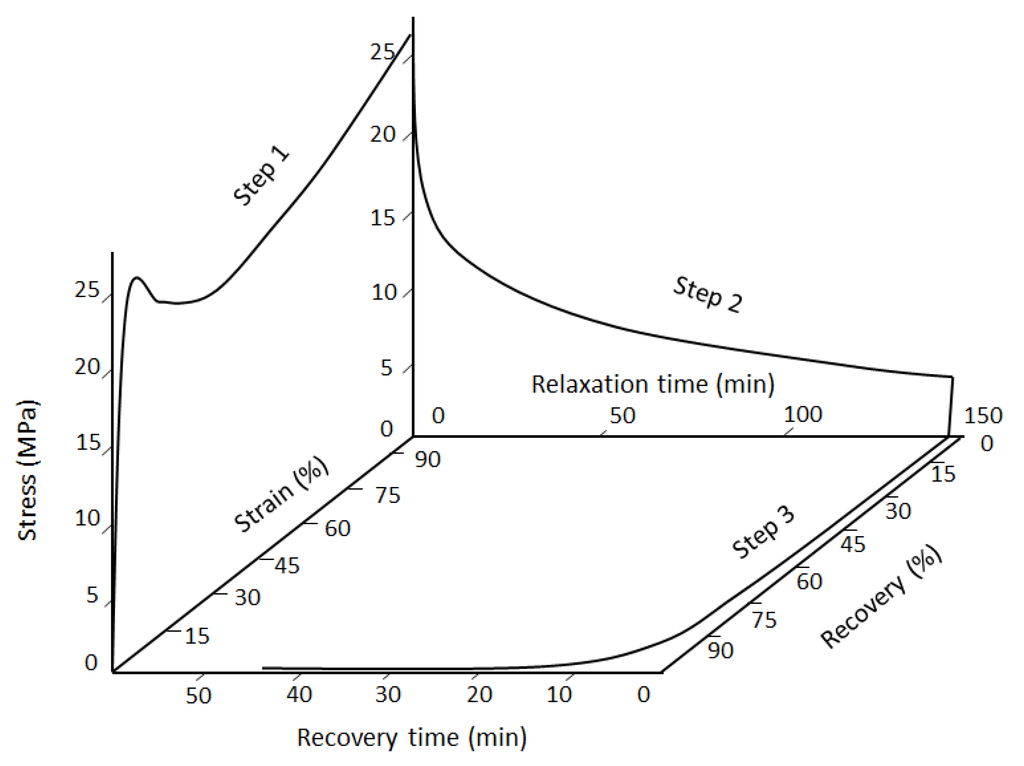{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}