Back
[00:01:49] <ssi> zeeshan:
https://pbs.twimg.com/media/CAbyCbDUUAAcZhT.jpg:large
[00:06:29] <zeeshan> looking ince :)
[00:06:44] <zeeshan> i love 3d sketches
[00:07:34] <zeeshan> sleep time!
[00:09:23] <ssi> nooooo
[00:09:29] <zeeshan> lol wut
[00:15:56] <ssi> nuthin
[00:15:57] <ssi> :D
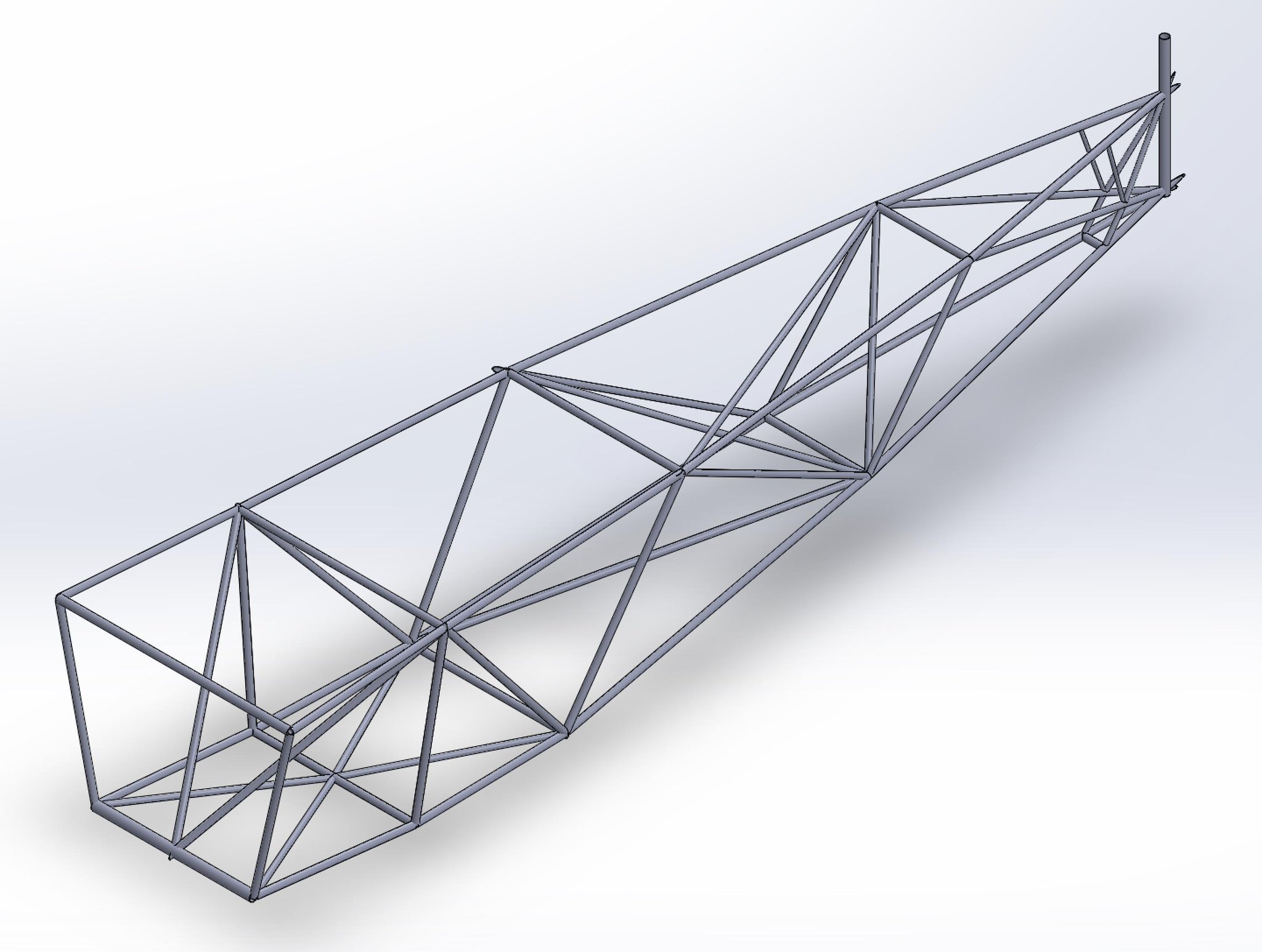
[00:45:06] <ssi> https://pbs.twimg.com/media/CAb8ACqVEAASlWe.jpg:large
[00:53:25] <Cromaglious> tail dragger, biplane, about a 80hp motor?
[00:55:15] <Cromaglious> no mount for main gear yet, no tabs for floor in cockpit. Looking good!
[00:59:35] <Cromaglious> no gussets yet for wing placement, or control wires, so it could be a low monowing
[01:19:59] <Cromaglious> hmm Analog ad698 lvdt chip
[01:24:00] <Cromaglious> http://pdf.datasheetcatalog.com/datasheet/analogdevices/AD698.pdf only thing is it takes a 30v supply or a dual 15v, -15v
[01:26:30] <Cromaglious> there we go phillips NE5521 5v to 20v single supply
[01:30:29] <Cromaglious> ack external oscillator
[01:33:34] <Cromaglious> woo capacitance/resistance osc...
[01:33:54] <Cromaglious> that might be the chip
[01:52:43] <archivist> what are you using LVDT for?
[01:56:46] <Cromaglious> touch sensor. I got 2 sensors for $30, now I just have to read them. Looks like with the NE5521 I can read them pretty easy and then I can use a Arduino nano to send it to the computer as a on off as well as a digital value.
[01:57:17] <Cromaglious> using the comparator in the Nano
[01:58:18] <archivist> I got a flatness testing jig with one, it includes a bargraph display, I used it on the mill for a while
[01:59:37] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=cnc+distance
[02:00:50] <Cromaglious> I could use one for the tool height setter and one for the touch sensor
[02:02:19] <archivist> I was intending to use a comparator on its output to set 0 on one axis, but never got around to do that
[02:03:19] <Cromaglious> I was gonna use the Nano to do basically the same thing.. though a comparator would be better responcse
[02:03:49] <Cromaglious> set active high or low depending on what mach3 or linuxcnc want.
[02:06:40] <archivist> ew no sample circuit diagram
[02:08:18] <archivist> can be very sensitive
[02:09:15] <Cromaglious> google images has a couple
[02:11:03] <archivist> I forgot mine is down to .001 mm
[02:16:53] <Cromaglious> uoch ne5521 $30 each
[02:26:54] <Cromaglious> hmm $14.50 per chip
[02:27:01] <Cromaglious> SMD
[02:27:17] <Cromaglious> http://www.ebay.com/itm/like/271519351606?lpid=82&chn=ps
[03:24:03] <Deejay> moin
[04:00:03] <Cromaglious> morning
[09:58:57] <ssi> 01:32 < Cromaglious> tail dragger, biplane, about a 80hp motor?
[09:59:02] <ssi> close, but more like 180hp :D
[09:59:38] <CaptHindsight> http://3dprint.com/52233/mfg-1000k-3d-printer/ "looking for outside help in optimizing the deposition process, offering compensation in the form of equity or other arrangements to someone"
[10:04:16] <_methods> lol
[10:04:41] <CaptHindsight> https://www.kickstarter.com/projects/boxzy/boxzy-rapid-change-fablab-mill-laser-engraver-3d-p another all in one
[10:05:29] <_methods> booths must be cheap at automate lol
[10:06:05] <CaptHindsight> they are probably sharing
[10:07:24] <_methods> i don't see them anywhere on teh exhibitor list
[10:07:42] <_methods> so they must be
[10:07:45] <CaptHindsight> booth space. setup, union fees, garbage collection at McCormick Place is >$5k for a tabletop display
[10:08:15] <_methods> looks like it's a good show
[10:08:23] <CaptHindsight> I'll be there next week
[10:08:37] <_methods> let me know how bad that thing is
[10:08:52] <CaptHindsight> heh, I wonder if they will even have it running
[10:08:57] <CaptHindsight> being a MIG
[10:09:01] <_methods> probably not
[10:09:10] <_methods> smoke the place out unless they got a good smog hog runing
[10:09:11] <CaptHindsight> probably the box and sample parts
[10:09:41] <CaptHindsight> I've never seen live welding at the shows
[10:09:57] <malcom2073> Anyone who says "This is my latest venture" has had too many unsuccessful ventures
[10:10:05] <ssi> ha
[10:10:06] <CaptHindsight> heh
[10:10:23] <_methods> well its hardly anything new
[10:10:35] <_methods> DMG has a fully functional version of that using laser though
[10:10:51] <_methods> i guess they're just going to be the first to make it affordable lol
[10:10:59] <malcom2073> "The +1000k uses Parker automation controls to govern the machine’s motion" ZOMG mine does too!!! My printer must be amazing as wlel!
[10:11:54] <CaptHindsight> they are relying on Slic3r, embedded in Repetier, to prepare G-code files for printing, but they say that a post processing script is still needed along with hand coding in order to optimize the print process.
[10:11:57] <dirty_d> how woulc you cnc the angle of a knife blade with 2.5D machining?
[10:12:05] <dirty_d> create a custom cutter?
[10:12:07] <CaptHindsight> Linuxcnc was too hard :)
[10:12:15] <dirty_d> like a chamfer mill, but with the right angle for the blade?
[10:15:57] <CaptHindsight> dirty_d: thats one way
[10:16:09] <dirty_d> is there a better way?
[10:16:24] <dirty_d> without a 4th axis
[10:17:07] <CaptHindsight> if you can't move the spindle or the part then move the cutting edge
[10:17:38] <ssi> you can do it with a ball end mill and stepover, but that's basically what you'd call 3D machining, and you specified 2.5d
[10:19:13] <_methods> angled fixtures
[10:19:48] <dirty_d> ssi, yea id like a flat edge
[10:20:03] <CaptHindsight> tapered end mill
[10:20:05] <dirty_d> _methods, cant angle the knife, because there is a curve
[10:20:17] <dirty_d> if it were like a tanto knife, that would work
[10:20:30] <CaptHindsight> chamfering mills
[10:21:09] <dirty_d> i was looking for a chamfering mill, but the angles ive seen arent right
[10:21:12] <maZer`-> hi all
[10:21:16] <dirty_d> tehyre basically all 60 or 90deg
[10:21:19] <maZer`-> i changed my mainboard on my cnc machine
[10:21:29] <maZer`-> after change the linuxcnc program is not starting anymore :(
[10:21:37] <maZer`-> if i run the latency test i see only zero :(
[10:22:04] <CaptHindsight> maZer`-: does the test run?
[10:22:45] <_methods> dirty_d: yeah you'll probably need a custom cutter
[10:22:49] <CaptHindsight> dirty_d:
http://www.travers.com/3-flute-tapered-end-mills?Category=cutting%20-%20%20h.s.s.%20%26%20solid%20carbide:297621||end%20mills:297630||tapered%20end%20mills:297816||UserSearch=block%20id%2067192%20and%20class%20level3%20id%20297816
[10:22:55] <CaptHindsight> several angles
[10:23:17] <dirty_d> CaptHindsight, that wouldnt work though, because of the curve on the blade
[10:23:42] <dirty_d> the cutter would need to be perpendicular to the cutting edge at all times
[10:23:45] <CaptHindsight> dirty_d: have a pic of the blade?
[10:23:55] <maZer`-> CaptHindsight the latency test?
[10:24:02] <CaptHindsight> maZer`-: yes
[10:24:03] <maZer`-> no only displaying the window with the statistic
[10:24:25] <dirty_d> CaptHindsight, i drew this up the other day playing around
http://www.3dvieweronline.com/share/TV1KrGd0xQDUofe/TV1KrGd0xQDUofe
[10:24:28] <dirty_d> something like that
[10:24:47] <dirty_d> but id like an angle on the thinnest part of the blade
[10:24:50] <dirty_d> instead of grinding it
[10:25:13] <pcw_home> maZer`-: sounds like a real time issue, maybe the famous "APIC not enabled..." problem
[10:25:14] <ssi> just mill it in steps like that
[10:25:19] <ssi> and then finish grind
[10:25:24] <maZer`-> pcw_home apic in bios? :)
[10:25:28] <maZer`-> i have logfile of starting
[10:25:36] <maZer`-> what is a good site to upload the paste?
[10:25:48] <dirty_d> ssi, i wanted those big steps to be there
[10:25:53] <CaptHindsight> pastebin.ca
[10:25:56] <dirty_d> just for a different look
[10:26:05] <ssi> I see
[10:26:13] <dirty_d> but i guess i could make tiny steps on the smallest part then grind
[10:26:28] <dirty_d> well, 3d mill it
[10:26:47] <maZer`-> http://pastebin.ca/2961247
[10:28:26] <dirty_d> or just leave it, its just for show anyway
[10:30:11] <_methods> or just make a grinding jig
[10:30:33] <dirty_d> yea
[10:30:33] <pcw_home> hmm not much help, did you just change the motherboard?
[10:30:35] <pcw_home> "A configuration error is preventing LinuxCNC from starting."
[10:31:18] <CaptHindsight> yes he did
[10:31:37] <CaptHindsight> oh "just"
[10:31:46] <maZer`-> yes mainboard ram and processor
[10:32:01] <maZer`-> does i do something wrong? :(
[10:32:14] <maZer`-> changed to stronger quad core, old one did many problems
[10:32:19] <CaptHindsight> did you change anything else?
[10:32:36] <CaptHindsight> new hard drive, new install of Linuxcnc?
[10:32:38] <maZer`-> no only cpu, main, ram
[10:32:43] <_methods> same board?
[10:32:49] <maZer`-> no new harddrive
[10:32:52] <maZer`-> no different board
[10:32:54] <_methods> or lol
[10:33:01] <maZer`-> no wait
[10:33:03] <_methods> yeah that's probably not gonna work
[10:33:06] <maZer`-> different mainboard
[10:33:06] <maZer`-> ;D
[10:33:37] <_methods> i'm suprised your computer even started up
[10:33:43] <_methods> impressive
[10:33:43] <maZer`-> also i changed mainboard, cpu, and ram
[10:33:51] <CaptHindsight> maybe new locations for SATA
[10:33:56] <maZer`-> yes started good installed ati drivers after
[10:33:59] <pcw_home> Umm I do that all the time
[10:34:07] <_methods> really?
[10:34:08] <maZer`-> no is booting well.
[10:34:20] <_methods> i've never had any luck swappin main boards on an existing install
[10:34:21] <maZer`-> also all files all harddisk are detected as same
[10:34:32] <pcw_home> swapping harddives from system to system tends to just work with linux
[10:34:45] <maZer`-> on windows is problem but linux ahci should be good ;D
[10:35:04] <maZer`-> hm :(
[10:35:16] <maZer`-> but is the problem visible on the startup logfile? :(
[10:35:26] <CaptHindsight> maZer`-: can you run the LiveCD and the latency test from it?
[10:35:27] <pcw_home> yeah I have about a dozen test machines (including a laptop) and swapping harddrives works fine
[10:35:55] <pcw_home> maybe post all of dmesg
[10:36:03] <pcw_home> (from boot)
[10:36:29] <CaptHindsight> unless he had some hardcoded sda sdb etc in his configs and the kernel has his drive at a new locations?
[10:36:52] <pcw_home> pretty unlikely
[10:37:08] <CaptHindsight> yeah, just thinking of possibilities
[10:37:27] <maZer`-> CaptHindsight ok i can try it
[10:37:36] <maZer`-> dmesg no problem
[10:38:36] <pcw_home> the latency test not working looks like some kind of real time issue
[10:39:00] <maZer`-> http://pastebin.ca/2961269
[10:40:25] <CaptHindsight> we never use FGLRX
[10:40:48] <pcw_home> maybe too new MB for kernel ( at one time RTAI had issues with newer multicore AMD CPUs)
[10:41:15] <maZer`-> mainboard is 3 years old :D
[10:41:18] <CaptHindsight> maZer`-: what APU and mainboard?
[10:41:18] <maZer`-> sorry
[10:41:19] <maZer`-> 5
[10:41:30] <maZer`-> no is old quad core from amd
[10:42:00] <pcw_home> you might try booting from a wheezy/linuxcnc ISO and running the latency test from there
[10:42:09] <maZer`-> model name : AMD Phenom(tm) II X4 945 Processor
[10:42:43] <pcw_home> yeah ISTR there were troubles with those
[10:42:47] <maZer`-> how can i determinate the version of linuxcnc? :)
[10:42:58] <maZer`-> ohh ok
[10:43:05] <maZer`-> is there a way i can fix? :(
[10:43:18] <CaptHindsight> we used those all the time
[10:43:37] <pcw_home> with 2.6.32.122?
[10:43:47] <CaptHindsight> see how the liveCD runs
[10:43:58] <maZer`-> i got the 2.6.32 kernel
[10:44:40] <CaptHindsight> old kernel and old RTAI
[10:45:04] <maZer`-> hm :D
[10:45:11] <maZer`-> good idea to update it?
[10:45:19] <CaptHindsight> yeah
[10:45:20] <maZer`-> to version linuxcnc 2.6 ?
[10:45:48] <CaptHindsight> we can help you with any AMD issue with the new version
[10:46:01] <maZer`-> hehe great! :D
[10:46:03] <pcw_home> yeah try wheezy (linuxcnc iso is 2.6.x + wheezy)
[10:46:39] <CaptHindsight> we never bothered fixing the old RTAI and kernels
[10:47:49] <CaptHindsight> maZer`-: which chipset on the MB?
[10:48:07] <CaptHindsight> integrated graphics?
[10:50:49] <malcom2073> Hmm, just purchased a southbend lathe
[10:51:07] <CaptHindsight> having buyers remorse?
[10:51:18] <malcom2073> Nah, ought to be interesting, never really used a lathe before :)
[10:51:55] <JT-Shop> make sure your cutting edge is on center...
[10:52:55] <malcom2073> Is it bad to do wood stuff on a metal machine? Thinking for the first project I'd just play around with making shapes in wood
[10:52:59] <JT-Shop> don't leave the key in the chuck
[10:53:07] <malcom2073> Haha JT-Shop I've seen videos of that
[10:53:14] <archivist_herron> welcome to the southbend collectors club
[10:54:15] <archivist_herron> wood is liable to fly out of a 3/4 jaw chuck
[10:55:19] <malcom2073> hmm
[10:55:22] <malcom2073> That'd be no good
[10:56:07] <archivist_herron> if you have the face plate, screws from the rear
[10:56:44] <maZer`-> im sorry im back got very bad internet here :D
[11:00:31] <maZer`-> im following this guide
[11:00:31] <maZer`-> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?UpdatingTo2.6
[11:00:55] <maZer`-> but i think this will not upgrade my kernel. is there any guide to update to newer kernel? :d
[11:03:59] <JT-Shop> that just updates LinuxCNC, is something wrong with your kernel?
[11:04:34] <JT-Shop> unless you scroll down and do a fresh install
[11:07:15] <_methods> malcom2073: just make sure you clean the machine real good before and after
[11:07:25] <malcom2073> _methods: yeah I imagine wood + oil == bad heh
[11:07:29] <_methods> the wood will mix with metal shavings and wreak havoc on your machine
[11:08:16] <malcom2073> ahh good point
[11:09:11] <JT-Shop> wood is somewhat abrasive as well
[11:10:42] <archivist_herron> similar advice when machining castings (sand) and cast iron
[11:13:44] <maZer`-> im not sure is my problem in the old kernel or only old linuxcncxc
[11:26:03] <JT-Shop> what is your problem?
[11:26:22] <maZer`-> latency test is not starting
[11:26:28] <maZer`-> and linuxcnc too
[11:26:41] <maZer`-> i updated to 2.6 i upload new logfile
[11:27:00] <JT-Shop> did you by chance have a regular kernel installed and boot to that one?
[11:27:42] <maZer`-> is 2.6.32 rtai from linuxcnc 2.5 cd
[11:28:13] <JT-Shop> run the latency test from the command line
[11:28:23] <maZer`-> http://pastebin.ca/2961352
[11:28:31] <maZer`-> ok i run
[11:29:24] <JT-Shop> I'd guess this is something to do with it USRMOT: ERROR: command timeout
[11:29:30] <JT-Shop> but I don't know what that is
[11:30:40] <maZer`-> same issue, all values standing on zero
[11:31:04] <maZer`-> ok :(
[11:31:25] <JT-Shop> lunch time here bbl
[11:34:19] <maZer`-> have a good meal :D
[11:40:05] <pcw_home> probably kernel issue so I would try the wheezy live cd
[11:41:53] <maZer`-> yes im downloading, 4hours left :D
[11:41:55] <maZer`-> bad internet :(
[11:43:31] <jthornton> I hope your using wget or similar incase you drop out
[11:43:52] <cradek> always use zsync
[11:46:34] <maZer`-> no :(
[11:46:41] <maZer`-> using windows internet explore :(
[12:01:03] <dirty_d> hmm, should i get this?
http://www.ebay.com/itm/FLY-CUTTER-2-DIA-BODY-3-4-SHANK-/191537413338?pt=LH_DefaultDomain_0&hash=item2c9884fcda
[12:01:08] <dirty_d> i have no face mills or fly cutters
[12:02:17] <jdh> yds you should
[12:02:19] <ssi> face mills are great
[12:03:15] <dirty_d> ahh crap, i thought the $8 was for buy it now
[12:03:39] <jdh> new chinese isn't much more than that
[12:04:26] <jdh> I got a chinese r8 2.5" facemill that works great on aluminium
[12:04:54] <dirty_d> http://www.amazon.com/Grizzly-G5717-Cutter-4-Inch-Shank/dp/B0000DD4HV/ref=sr_1_5?ie=UTF8&qid=1426783352&sr=8-5&keywords=fly+cutter
[12:06:01] <dirty_d> the cheaper ones taht come with the bits only have a 1-3/8 largest cutter
[12:06:14] <dirty_d> id like to be able to face at least 2" in one pass
[12:06:29] <dirty_d> these are ok for steel too right?
[12:14:34] <jdh> cdco has a 4 insert 2.5" face mill for $46
[12:14:52] <jdh> if you can use r8
[12:15:11] <dirty_d> i have r8
[12:15:23] <dirty_d> wouldnt a fly cutter be better for a not so professional machine though?
[12:15:30] <dirty_d> since theres only a single cutting point
[12:16:14] <dirty_d> i don't think my column is square to 0.0002
[12:18:55] <jdh> I have only used it for 6061 on my g0704
[12:21:07] <dirty_d> hmm
http://www.amazon.com/Shank-Fly-Cutter-Head-Tool/dp/B00DVDVB2E/ref=sr_1_3?ie=UTF8&qid=1426784377&sr=8-3&keywords=2%22+fly+cutter
[12:21:09] <SpeedEvil> A fly cutter in principle has a lower cutting force
[12:21:21] <dirty_d> not sure what bits to get though
[12:21:46] <jdh> take out 3 inserts
[12:21:48] <SpeedEvil> But if you're not doing interrupted cuts - a two point cutter will have twice the cutting force per depth of cut - but 'no' sideways force
[12:22:07] <SpeedEvil> Which can mean it shakes a lot less even in irrigid machines
[12:22:43] <jdh> interrupted cuts are painful to watch with a flycutter
[12:23:03] <dirty_d> i cant think of anything i would face that wouldnt be an interrupted cut
[12:23:41] <jdh> anything smaller than your flycutter
[12:23:54] <dirty_d> yea
[12:25:46] <dirty_d> jdh, this right
http://www.cdcotools.com/index.php
[12:25:48] <dirty_d> oops
[12:25:57] <maZer`-> I HAVE IT!! :D
[12:25:59] <maZer`-> bios update! :D
[12:27:07] <jdh> you can't link to their pages
[12:27:20] <dirty_d> yea i noticed, why would they do that?
[12:28:35] <dirty_d> i dont see a 2.5" one
[12:35:22] <pcw_home> maZer`- Wow I wonder what got updated (and I'll have to remember that)
[12:41:40] <jdh> item 46801
[13:30:19] <dirty_d> jdh, ahh i see
[13:30:21] <dirty_d> hmm
[13:30:34] <dirty_d> comes with these inserts
http://www.grainger.com/product/SANDVIK-COROMANT-Carbide-Turning-Insert-5FMR7
[13:30:52] <dirty_d> Steel Compatability: No
[13:31:11] <dirty_d> im assuming there are other inserts taht fit for steel
[13:31:14] <XXCoder1> irrigid?
[13:33:25] <dirty_d> nevermind spg322 is just the size
[13:33:42] <dirty_d> i think
[13:37:09] <CaptHindsight> maZer`-: all is well now?
[13:47:00] <dirty_d> is it me or is there no filter for size?
http://www.grainger.com/category/milling-inserts/indexable-inserts/machining/ecatalog/N-gts?bc=y
[13:47:24] <dirty_d> that face mill says it uses SPG322 inserts
[13:47:58] <FinboySlick> CaptHindsight: Seen this yet?
http://blog.cnccookbook.com/2015/03/18/new-3d-printing-process-25x-faster-gives-better-finish
[13:48:03] <dirty_d> but its only important that its square, 11deg relief angle, tolerance?, size 3, thickness 2
[13:48:07] <dirty_d> right?
[13:48:12] <dirty_d> crazy insert codes
[13:48:38] <archivist> dirty_d, and mounting and....
[13:48:50] <dirty_d> no hole
[13:49:09] <archivist> you just pointed at one with a hole
[13:49:24] <CaptHindsight> FinboySlick: yes, not really new, they use a $2500/g ptfe, I was doing that 3 years ago with $5/Kg shrink film
[13:49:35] <dirty_d> archivist, og, didnt mean to link to a specific insert
[13:49:59] <dirty_d> jdh, does cdco just resell cheap chinese stuff? $46 for this face mill seems pretty low.
[13:50:04] <archivist> a search result with inserts with holes
[13:50:30] <dirty_d> archivist, oops, but there is no size filter right?
[13:50:51] <dirty_d> for SPG322 3 and 2 are the size right?
[13:50:58] <dirty_d> the last 2 radius
[13:51:02] <archivist> no idea
[13:53:09] <archivist> dirty_d, each maker of inserts has their own numbering scheme
[13:56:25] <FinboySlick> CaptHindsight: I don't understand what keeps the 'oxygenated' resin in place though.
[13:57:34] <CaptHindsight> FinboySlick: it moves around, the membrane is oxygen permeable
[13:59:18] <FinboySlick> But when the part itself lifts up, what fills the gap has to be regular resin if you want to 'print' it. The resin is only oxigenated if it touches the membrane?
[14:00:07] <FinboySlick> :s/oxi/oxy/
[14:00:08] <CaptHindsight> the resin won't cure if there is too much oxygen in it, so there is just a very thin (few micron) layer of resin that mixes with oxygen right on top of the membrane
[14:01:09] <CaptHindsight> as the part lifts away from the membrane this creates a low pressure area between the part and the membrane
[14:01:42] <CaptHindsight> gravity and this low pressure area draws resin into that space
[14:02:29] <FinboySlick> Yes, that part is fairly obvious. What I didn't get was that if the oxygenated resin was liquid too, nothing prevents it from filling the gap instead of printable resin.
[14:03:02] <CaptHindsight> the resin can only flow so fast into that area based on its viscosity, this is one limitation
[14:04:07] <FinboySlick> So vertical movement speed varies as a factor of contact area?
[14:04:39] <CaptHindsight> yes, they even mention it in the video, they slow down for larger areas
[14:06:07] <CaptHindsight> the layer that won't cure is actually in the several nanometers of thickness
[14:06:51] <CaptHindsight> it varies based on the amount of oxygen available and the size of the monomers and oligomers
[14:07:04] <CaptHindsight> this only works with free radical polymerization
[14:07:36] <CaptHindsight> cationic curing will stick to the membrane
[14:07:39] <FinboySlick> OK. I couldn't picture how it wouldn't end up mixing with the curable resin.
[14:07:48] <CaptHindsight> it doesn't get inhibited by the oxygen
[14:08:07] <CaptHindsight> the membrane is a sponge
[14:08:12] <CaptHindsight> filled with air
[14:08:42] <CaptHindsight> the pores in the membrane are too small for the monomers and oligomers to pass through
[14:08:57] <CaptHindsight> but oxygen goes right through it
[14:09:23] <CaptHindsight> osmosis with a very thick membrane
[14:10:15] <FinboySlick> I wonder if one could use aerogel as a membrane then.
[14:10:36] <CaptHindsight> aerogels are closed cell
[14:10:45] <CaptHindsight> the membrane is open cell
[14:11:23] <CaptHindsight> if you look at polymers under a microscope they aren't solid
[14:12:07] <CaptHindsight> some have large open spaces that oxygen can slip through
[14:12:45] <CaptHindsight> it's more like a jumble of strings than a solid mass
[14:12:56] <CaptHindsight> or pile of chains
[14:13:30] <CaptHindsight> you can't push through it but air can easily pass through
[14:14:34] <CaptHindsight> the way the B9 and other cheapo SLA printers work including the Form1 is they use a silicone film that traps oxygen
[14:15:29] <CaptHindsight> so they need the oxygen to be refreshed by wiping the silicone clear of resin
[14:16:17] <CaptHindsight> they also rely on the low surface tension of the silicone and/or ptfe combo used for the bottom of the vat
[14:20:04] <CaptHindsight> FinboySlick: TPX (PMP) and similar polymers are used for release films when molding epoxies, acrylics, urethanes etc
[14:20:52] <FinboySlick> OK.
[14:20:58] <CaptHindsight> hydrogels used for soft contacts also are oxygen and water permeable
[14:22:20] <CaptHindsight> water is a great surface to cure non-polar resins on since it's polar and holds oxygen
[14:23:28] <CaptHindsight> the numbnuts in reprap confuse this with hydrophobic coatings
[14:24:05] <CaptHindsight> they seem to think hydro = any liquid
[14:24:48] <FinboySlick> Yeah. I didn't think it would work for resin myself but I did imagine an equivalent for resin would go a long way.
[14:25:47] <CaptHindsight> and the chemist (and i use the term loosely) at makerjuice doesn't believe in oxygen inhibition of free radical curing
[14:26:29] <kanzure> ha
[14:26:53] <CaptHindsight> http://radtech.org/2014proceedings/papers/technical-conference/Oxygen%20Inhibition/Arceneaux%20-%20Mitigation%20of%20Oxygen%20Inhibition%20in%20UV%20LED,%20UVA,%20and%20Low%20Intensity%20UV%20Cure.pdf yet he claims to be the buddy of the author of this paper
[14:30:14] <furrywolf> think of it this way: ballons always go flat. :)
[14:31:15] <FinboySlick> balloons are cool
[14:32:57] <CaptHindsight> kanzure: that channel seems to be their fratboy playroom vs any real DLP printer development
[14:36:31] <CaptHindsight> FinboySlick: another limiting factor to the speed of that approach is the exothermic heat generated by the polymerization
[14:37:03] <CaptHindsight> print too fast, too much heat and the membrane melts
[14:37:23] <CaptHindsight> so they only use components with lower functionality
[14:37:31] <CaptHindsight> slow curing resins
[14:48:49] <kanzure> CaptHindsight: which channel?
[14:49:10] <CaptHindsight> #dlp3dprinting
[14:49:14] <kanzure> oh sure
[14:49:19] <kanzure> yes i am only in there to stalk people that might know about resins
[14:49:33] <kanzure> i have 99 photocuring problems
[14:49:51] <CaptHindsight> with which resins?
[14:50:11] <kanzure> all kinds, indeterminate, i have a project
[14:50:15] <Jymmm> /me breaks all of kanzure lights. Now you have 100
[14:50:21] <kanzure> http://diyhpl.us/~bryan/nucleic/fbi-diybio-dna-v1.pdf
[14:50:29] <kanzure> Jymmm: i have 1 light? :)
[14:50:35] <Jymmm> I broke it
[14:50:40] <kanzure> but only 1?
[14:50:46] <Jymmm> all of em
[14:52:46] <CaptHindsight> kanzure: what part of this are you working on?
[14:53:02] <t12> no addressing of per base synthesis error rate
[14:53:22] <kanzure> CaptHindsight: all of that is me and some friends (from ##hplusroadmap)
[14:53:43] <kanzure> bought this a few months ago
https://www.takeitapart.com/guide/94
[14:54:21] <kanzure> (which will be hooked up or used in such a project)
[14:54:43] <CaptHindsight> kanzure: I'm working on one myself
[14:55:00] <CaptHindsight> also the scanner/reader
[14:55:25] <Roguish> hey all. is there a convenient way to monitor the latency while lcnc is running?
[14:55:38] <kanzure> i also want to eventually do other photolithography things, e.g. microelectronics
[14:56:25] <CaptHindsight> kanzure:
http://openlunchbox.com/smf/index.php?topic=40.0
[14:57:19] <kanzure> CaptHindsight: join the channel
[14:57:29] <CaptHindsight> kanzure: they are using synthetic DNA for anti-counter-fitting
[14:57:36] <CaptHindsight> kanzure: which channel
[14:57:40] <kanzure> ##hplusroadmap
[14:57:45] <kanzure> we have others
[14:57:57] <CaptHindsight> #openlunchbox
[14:58:00] <kanzure> and also we wont have to spam up #emcpenguintalk
[14:58:56] <CaptHindsight> kanzure: I'll be posting the open info on those forums
[15:20:06] <Cromaglious> dang it, ne5521 aren't cheap!
[15:20:17] <Cromaglious> chip for reading lvdt's
[15:37:29] <LeelooMinai> I am configuring GS2 VFD for Chinese 400Hz spindle. The VFD wants something called "base rpm" - how are those calculated?
[15:39:40] <Cromaglious> ahh base rpm = 7200 / number of poles ooooooooooooooooooooooooooooooooooooof motor
[15:40:01] <Cromaglious> 4 pole motor would be 1800 rpm
[15:40:53] <LeelooMinai> Hmm...
[15:41:02] <LeelooMinai> But doesn't it assume some frequency?
[15:43:09] <Cromaglious> oh it may be 120 x 400 instead of 120x60
[15:43:30] <Cromaglious> 48000 / poles....
[15:44:06] <LeelooMinai> It is o to 24000 rpm
[15:44:15] <LeelooMinai> But the VFD also asks for maximym RPM...
[15:45:05] <Cromaglious> which would be 24000
[15:45:14] <LeelooMinai> Same as base?
[15:45:55] <LeelooMinai> I see this:
http://i.imgur.com/QtfJs2c.png
[15:46:04] <LeelooMinai> I think this is for, well, motors mostly
[15:46:24] <LeelooMinai> But it should also work for a spindle, but not sure what is base/maximum in respect to it
[15:46:36] <Cromaglious> how many poles does the motor have?
[15:46:46] <Cromaglious> 3? 6?
[15:46:48] <LeelooMinai> I think those spindles usually have 2
[15:48:09] <Cromaglious> try base rpm 16000, max rpm 24000
[15:48:26] <Cromaglious> you have a way to measure rpm?
[15:48:32] <LeelooMinai> No
[15:49:03] <LeelooMinai> How is "base" defined in this case
[15:49:24] <LeelooMinai> I mean for motors.
[15:49:53] <Cromaglious> base is (120 times frequency) divided by poles
[15:50:09] <LeelooMinai> So with respect to mains frequency?
[15:50:26] <Cromaglious> (120 x 400) / poles which is 2, 3 ,4 ,or 6
[15:50:37] <Cromaglious> VFD frequ
[15:52:02] <Cromaglious> what does the motor nameplate have for frequency
[15:52:45] <LeelooMinai> 0.8KW 400Hz - it's a cnc spindle
[15:53:59] <LeelooMinai> So I guess at 400Hz it will have RPM of 24000, but don't know how to derive the base rpm from that
[15:56:53] <LeelooMinai> Hmm, I cannot even enter 24000 for maximum rpm as it complains it's too high:/
[15:57:31] <Cromaglious> researching more
[15:57:58] <LeelooMinai> I wonder if I have to prefabricate some strange numbers for it to work
[16:00:28] <LeelooMinai> Like "cheat" that the base frequency is 60
[16:00:36] <Cromaglious> hmmm 120v?
[16:00:39] <LeelooMinai> Yes
[16:01:13] <Cromaglious> Pb004 400 Pb005 400 Pb008 120
[16:01:38] <LeelooMinai> I don't think this is for this drive
[16:02:05] <LeelooMinai> It has numberings like P0.01 etc.
[16:03:45] <LeelooMinai> I think I need to make up bae and maximum rpm so the drive will use 60-400Hz for that range.
[16:03:46] <JT-Shop> hmm the GS2 will do 400Hz
[16:03:55] <Cromaglious> Hy series or SL series?
[16:04:10] <LeelooMinai> I won't get real rpm display, but I will get 60-400Hz
[16:04:48] <LeelooMinai> At least that's the only possibility that comes to my mind now
[16:04:49] <Cromaglious> ahh found the manual
[16:05:16] <JT-Shop> but it only goes to 9999 RPM
[16:05:42] * JT-Shop puts the GS2 manual back
[16:05:44] <LeelooMinai> RIght, that's why I think I need to make up some numbers
[16:06:04] <LeelooMinai> Because clearly it can go up to 400Hz
[16:07:07] <Cromaglious> Your VFD is a gs2-4-???
[16:07:20] <LeelooMinai> gs2-11P0
[16:07:51] <Cromaglious> ok 120v 1HP
[16:08:06] <LeelooMinai> I will tell the VFD that my motor is 50Hz base I think
[16:08:19] <Cromaglious> https://www.automationdirect.com/static/manuals/gs2m/gs2m.pdf
[16:08:20] <LeelooMinai> And make some artificals rpms
[16:08:38] <LeelooMinai> Yes, this is the manual for those drives
[16:08:52] <LeelooMinai> I have it in paper form here:)
[16:09:25] <LeelooMinai> The problem is that everything is "normal motor"-centric, so no mention of high rpm spindles
[16:11:36] <Cromaglious> your spindle have a motor nameplate?
[16:11:51] <LeelooMinai> A stamp on the body
[16:12:35] <Cromaglious> you got a picture of it?
[16:15:00] <LeelooMinai> It is similar to this one:
http://i00.i.aliimg.com/wsphoto/v0/1753982614_1/800W-cnc-font-b-router-b-font-font-b-spindle-b-font-0-8KW-font-b.jpg
[16:15:06] <LeelooMinai> But air colled
[16:15:11] <LeelooMinai> cooled*
[16:15:43] <Cromaglious> 220v 5.0A 24000 rpm?
[16:15:51] <LeelooMinai> Right
[16:17:07] <Cromaglious> P0.00 220 P0.01 5 P0.02 400
[16:17:23] <Cromaglious> moror base... hmmm that requires checking
[16:18:06] <LeelooMinai> I cannot use 400 because it won't allow me to type anything bigger than 9999 for the max frequency
[16:18:27] <Cromaglious> p0.03 9999 P0.04 9999
[16:20:54] <Cromaglious> ahhh GS2 only goes to 9999, GS3 goes to 240000
[16:20:57] <Cromaglious> ahhh GS2 only goes to 9999, GS3 goes to 24000
[16:22:19] <Cromaglious> P3.00 03 P2.04 9998 P3-05 92
[16:23:43] <Cromaglious> ack..
[16:23:44] <LeelooMinai> I will just tell it that base is 50Hz and base RPM 500Hz
[16:23:51] <Cromaglious> P2.00 03 P2.04 9998 P2.05 92
[16:24:24] <Cromaglious> those settings should work, but will only display up to 9999 rpm
[16:25:50] <Cromaglious> http://forum.automationdirect.com/showthread.php?t=6029
[16:27:43] <LeelooMinai> Yes, bu I want the whole speed range. I will make up the numbers so that when it displays, say, 2400 as speed it will really mean 24000 and it will output 400Hz - this will be reasonable ok to read
[16:28:29] <LeelooMinai> Something like that:
http://i.imgur.com/b8Lvjdx.png
[16:28:52] <LeelooMinai> So 50Hz, base RPM 300 and max 2400
[16:29:04] <Cromaglious> P8.00 02 p8.01 100
[16:29:25] <Cromaglious> p8 handles that for you
[16:29:45] <Cromaglious> it'll only output 50hz which will smoke the motor
[16:30:01] <LeelooMinai> Hmm, let me see what p8.00 is
[16:30:15] <Cromaglious> the p2.05 handles faking it out to get over 9999rpm
[16:30:37] <Cromaglious> page 4-8 in the manual
[16:30:42] <LeelooMinai> A, ok, scaling factor for the display - that's handy
[16:31:21] <LeelooMinai> I have P2.05 as a "Mid-Point Voltage"...
[16:31:30] <Cromaglious> p8.00 02 says display frequency scaled by p888888888.01
[16:31:34] <Cromaglious> p8.00 02 says display frequency scaled by p8.01
[16:33:10] <LeelooMinai> Cromaglious: Why would 50Hz damage the motor? Is there some minumum rpm for cnc spindles?
[16:33:38] <SpeedEvil> overheating
[16:33:55] <Cromaglious> motor is an inductor like a transformer. to low of a frequencies make it a almost direct short..
[16:34:05] <LeelooMinai> Ok then, so for 24000Hz spindle what would be the safe minimum rpm more or less?
[16:34:45] <Cromaglious> look at P2.06 and P2.07 settings page 4-3
[16:35:04] <SpeedEvil> 24000RPM/60 = hz
[16:35:33] <LeelooMinai> Cromaglious: Well, it states 0-20Hz minumim frequency there
[16:36:09] <LeelooMinai> SpeedEvil: That's close to 50Hz
[16:36:42] * LeelooMinai scratches the head
[16:36:59] <LeelooMinai> So what... make the minimum, say. 100Hz and use that scaling factor?
[16:38:48] <Cromaglious> at 10v
[16:38:57] <LeelooMinai> Heh, can only select 50,60 and 400
[16:40:08] <Cromaglious> P0.00 220 P0.01 5 P0.02 400
[16:40:20] <Cromaglious> P2.00 03 P2.04 9998 P2.05 92
[16:41:13] <Cromaglious> P8.00 02 p8.01 3
[16:41:49] <Cromaglious> try those to start
[16:42:22] <Cromaglious> P8.00 02 p8.01 3 this setting can be played with
[16:42:50] <Cromaglious> p8.01 03 or 30
[16:44:43] <Cromaglious> P0.01 max 5 but try lower to start like 2.5
[16:44:45] <LeelooMinai> Cromaglious: thx, I will need to read that Volts/Herts parameter section first though
[16:46:12] <Cromaglious> we know it's a 400hz 220v motor, so thoooose are pretty much that setting... we can play with amps, and what to display
[16:47:42] <Cromaglious> the p2 setting are where to decide scaling
[16:51:58] <Cromaglious> http://forum.automationdirect.com/showthread.php?t=6029 also read page 2
[16:52:21] <Cromaglious> and
http://forum.automationdirect.com/showthread.php?t=6029?page=2
[16:53:16] <Cromaglious> I got my dcv spindle driver today..
[16:58:56] <Cromaglious> hehe the ebay listing says 15a but the speed controler only has a 10amp fuse
[17:09:01] <Cromaglious> darn thing has 2 jumpers and no labeling as to what which does
[17:30:09] <Deejay> gn8
[18:08:26] <Jymmm> EEVblog #469 - Cockcroft-Walton Multiplier (high voltage dc generation)
https://www.youtube.com/watch?v=ep3D_LC2UzU
[18:10:16] <LeelooMinai> Hmm, I decided to bugger it and entered 2400 as both bae and maximum rpm for the VFD (so I lied - since it's 24000) and with 400Hz base frequency everything seems to be working fine
[18:11:24] <furrywolf> I fucking hate UPS. remember the ebay seller who shipped ups when the listing said usps? it finally got here. smashed. like EVERY SINGLE GOD DAMN THING UPS EVER SHIPS. How the fucking hell do they stay in business taking a week to deliver something in the same state, and smashing every single item?!
[18:11:59] <furrywolf> I don't think I've ever gotten something UPS intact.
[18:12:29] <LeelooMinai> I wonder if that RPM value even has any meaning in the VFD besides for frequency scaling
[18:13:03] <Cromaglious> LeelooMinai, so itt's working? p8.01 working for you?
[18:13:47] <LeelooMinai> Cromaglious: I did not do anything there or in the P2.xx - I just told the VFD that base and max rpm is 2400
[18:14:27] <LeelooMinai> So it shows me 800 for 8000 etc. I guess, but otherwise I see no problems
[18:15:33] <Cromaglious> as long as it works...
[18:27:53] <furrywolf> and, despite being advertised as 50W, it only draws 20W.
[18:28:25] <furrywolf> I purchased from a fucking US seller, in the same state, with USPS shipping, to make sure I got the correct item, quickly, in one piece. Instead I get the wrong item, a week later, smashed.
[18:30:39] <moorbo> I would have gone foreign
[18:30:45] <moorbo> if you wanted something to arrive on time..
[18:34:43] <Cromaglious> about ready to pull the yoocnc driver board completely and replace it with a different BOB and drivers.
[18:37:51] <furrywolf> I've been leaving way too much negative feedback on ebay lately.
[18:38:08] <furrywolf> why does society seem to go progressively downhill every year?
[18:38:56] <andypugh> furrywolf: Because you are getting progressively older?
[18:40:03] <andypugh> I bet Adam was complaining about “The youth of today” back when Cain killed Abel. Possibly with some justification in that case.
[18:40:19] <furrywolf> no, I don't think my age causes people to falsely advertise goods.
[18:43:20] <jdh> Cromag: what's wrong with it?
[18:43:56] <Tom_itx> if windows update ever decides to get done, i'd kinda like to use _MY_ computer...
[18:47:47] <SpeedEvil> Read the licence agreement.
[18:47:54] <SpeedEvil> It's actually microsofts computer now.
[18:49:33] <furrywolf> I don't have enough money to keep getting ripped off. argh.
[18:52:55] <SpeedEvil> furrywolf: 50W what?
[18:53:21] <SpeedEvil> furrywolf: also - if it arrives significantly different from advertised, do the ebay process for that
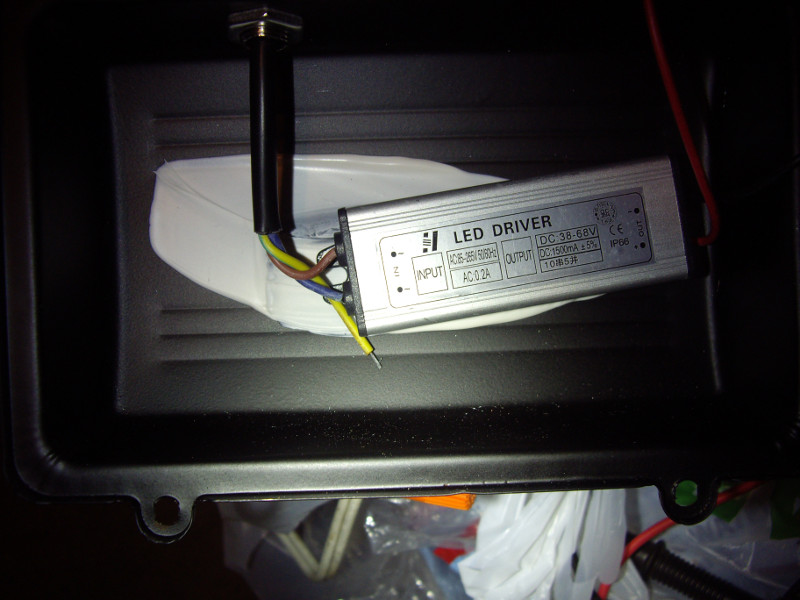
[18:53:31] <furrywolf> http://www.ebay.com/itm/151303393191?_trksid=p2060353.m2749.l2649&var=450428142652&ssPageName=STRK%3AMEBIDX%3AIT
[18:53:36] <furrywolf> 50W LED floodlight.
[18:53:41] <SpeedEvil> ah
[18:53:44] <furrywolf> (yes, I ordered the 50W one)
[18:54:24] <furrywolf> arrived smashed so badly one of the corners is ripped off (because they shipped UPS even though the listing says USPS), and it only draws 20W.
[18:54:33] <furrywolf> http://fw.bushytails.net/50wledlight/50wledlight01.jpg one corner
http://fw.bushytails.net/50wledlight/50wledlight06.jpg power
[18:55:09] <SpeedEvil> I've taken to doing 'video unboxings' of all things recieved.
[18:55:22] <SpeedEvil> Greatly cuts down shipment debate issues
[18:56:04] <furrywolf> I've taken to only buying from places that do not ship UPS. Mostly eliminates shipping damage issues. This listing says in at least three places that it ships USPS, but the asshole shipped UPS anyway.
[18:56:25] <furrywolf> I don't know if I've ever had USPS smash an item. I don't know if I've ever had UPS not smash an item.
[18:57:37] <SpeedEvil> Have you ever accidentally killed a UPS driver?
[18:58:01] <furrywolf> no, and when I do, it won't be an accident.
[19:00:06] <furrywolf> they once ran over an air compressor I bought. tire tread mark on the box and all.
[19:00:15] <furrywolf> I've watched them unload things by pushing them off the back of the truck.
[19:03:22] <furrywolf> funky. also got my chinese military connectors today. was trying to figure out how to take them apart, when I realized the problem was they're left-hand thread.
[19:03:57] <furrywolf> http://www.ebay.com/itm/181594058262 those
[19:03:59] <SpeedEvil> :)
[19:04:12] * SpeedEvil hates air compressor fittings.
[19:04:30] <SpeedEvil> Eleventy-billion different sorts, all with no consistent name-scheme
[19:05:18] <SpeedEvil> I have pondered going screw-it and just going hozelock knock-off.
[19:05:19] <furrywolf> I was expecting these to make at least an attempt at waterproofness, but oh well. they'll work for my steppers.
[20:50:03] <ssi> D:
[20:53:07] <Bushman> ave
[20:56:15] <Bushman> does any one know what is the expected behaviour with G41/42 when starting/ending a move? example:
[20:56:46] <Bushman> straight move from 0,0 to 0,100 with tool diameter of 3mm
[20:57:09] <Bushman> let's say compensation to the left
[20:57:34] <Bushman> where should the center of the tool start (x,y) and where should it end
[21:01:15] <_methods> well that depends on where you turn off and on the cutter comp
[21:02:33] <Bushman> in reality it's turned on high on Z, then there's the entry move made, then the actuall move and then up on Z again and that's where it's turned off
[21:02:53] <Bushman> i've missed one move on Z downwards
[21:03:57] <_methods> well if you're turning it on with a lead in move you should be fine
[21:04:08] <_methods> as long as it's bigger than tool diameter
[21:04:31] <Bushman> yes, but my question still stands...
[21:04:42] <Bushman> where should it "start" and "finish"
[21:05:03] <_methods> where you tell it to lol
[21:05:24] <Bushman> well, i tell it to start on 0,0
[21:05:32] <Bushman> where will be the ACTUAL (compensated) start
[21:05:35] <_methods> you just said you gave a lead in move?
[21:05:48] <Bushman> yes, to 0,0
[21:06:10] <_methods> a lead in move would be starting at say -5,0
[21:06:12] <Bushman> let's say i start my program at 10,10
[21:06:27] <_methods> then g41 x0 y0
[21:07:06] <Bushman> ok, so the actual x,y will be?
[21:07:14] <Bushman> (serious question)
[21:07:22] <_methods> actual x y will be
[21:07:33] <_methods> x1.5 y1.5
[21:07:39] <_methods> if you were using 3mm tool
[21:07:45] <Bushman> mhm
[21:07:48] <_methods> when it moves to 0,0
[21:08:10] <Bushman> i see what you're saying.
[21:08:15] <Bushman> so i have a problem
[21:08:27] <_methods> ok so what's the problem
[21:08:30] <Bushman> cause that's the expected (by me) behaviour
[21:08:45] <Bushman> but it goes to 0,1.5
[21:09:02] <_methods> oh sorry yeah
[21:09:03] <Bushman> i will show you what i mean
[21:09:04] <_methods> that is right
[21:09:07] <_methods> 0,1.5
[21:09:22] <Bushman> please ignore blue and green lines
[21:09:24] <Bushman> https://sourceforge.net/p/dxf2gcode/tickets/_discuss/thread/ae0a506f/e0cd/attachment/issue03_2.png
[21:09:24] <_methods> i screwed up when i said 1.5,1.5
[21:09:30] <Bushman> red lines show my problem
[21:10:23] <Bushman> the code generated is following the shape exactly from start to finish
[21:10:30] <_methods> can you paste your code
[21:10:38] <Bushman> as you can see, the intermediate passes go without trouble
[21:10:42] <Bushman> yes.
[21:10:56] <Bushman> https://sourceforge.net/p/dxf2gcode/tickets/59/attachment/issue03.ngc
[21:11:31] <Bushman> but the first and last move starts to far out
[21:11:56] <Bushman> and i just wanted to know if it's expected behaviour
[21:12:13] <_methods> ok
[21:12:19] <_methods> well you called the comp but no tool
[21:12:26] <_methods> you need to give it a D
[21:12:33] <_methods> and put your diameter in the tool table
[21:12:49] <Bushman> it's all there o_O
[21:13:00] <Bushman> i have a tool table set up
[21:13:08] <_methods> that's fine you need to call it then
[21:13:12] <_methods> g42 d3
[21:13:30] <_methods> you never told it what value to comp with
[21:13:31] <Bushman> umm...
[21:13:45] <Bushman> lol, it takes it from tool table
[21:13:54] <Bushman> and it DOES it.
[21:14:00] <Bushman> that's not the issue here
[21:14:05] <Bushman> it DOES compensate
[21:14:25] <andypugh> The D word is optional; if there is no D word the radius of the currently loaded tool will be used (if no tool is loaded and no D word is given, a radius of 0 will be used).
[21:14:41] <Bushman> just on the start and finish it compensates only on the axis perpendicular to the move
[21:15:02] <Bushman> andypugh: thank you ;]
[21:15:37] <andypugh> Bushman: I think it moves to a point that places the target point on a tangent of the cutter disc.
[21:15:43] <Bushman> i have a D value of 3 in my tool table (for tool 3)
[21:15:43] <_methods> ah i'm used to machines where D is not optional
[21:15:57] <andypugh> Depending on where you are heading to next, that could be wrong.
[21:16:04] <_methods> yeah
[21:16:06] <Bushman> _methods: fair enough :P
[21:16:22] <Bushman> andypugh: yea
[21:16:25] <_methods> good form to put D in there though for future reference
[21:16:39] <andypugh> I think the lead-in move should be tangent to the first cut move, but potentially can be some distance above the work.
[21:16:58] <_methods> can you turn comp on in a Z move with linuxcnc?
[21:17:04] <andypugh> But to be honest I have hardly ever usd it so could be talking through my hat
[21:17:11] <_methods> i try not to turn it on in z moves if i can avoid it
[21:17:27] <andypugh> No, but you can turn on comp, move XY then move in Z to the eork.
[21:17:29] <_methods> some machines don't like comp being turned on in z
[21:17:41] <Bushman> no, look at the code, it's turned on before going on Z
[21:17:45] <_methods> yeah i'd put a larger lead in move in
[21:17:57] <Bushman> there are at least 2 moves before going down on Z to work area
[21:18:00] <_methods> i just don't think your move is big enough
[21:18:04] <_methods> it's only 1.5 move
[21:18:12] <_methods> try makeing your leadin 2
[21:18:35] <_methods> it should be far enough away though
[21:18:45] <andypugh> Have you seen
http://www.linuxcnc.org/docs/html/gcode/tool_compensation.html#sec:cutter-compensation ?
[21:18:45] <_methods> looks like 1 mm in x and 1.5 in y
[21:19:00] <Bushman> yes
[21:19:03] <Bushman> i have
[21:19:15] <andypugh> It could perhaps be longer and clearer
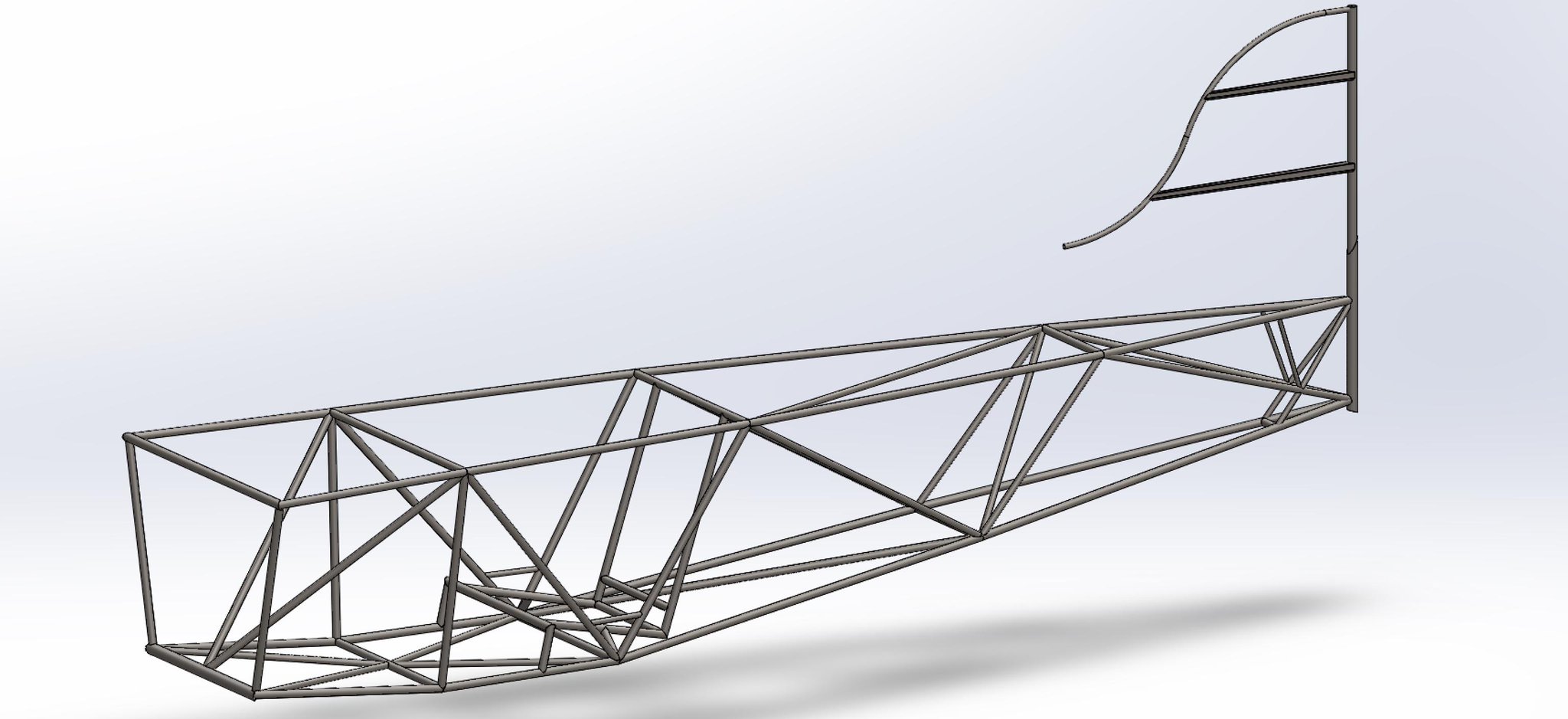
[21:19:21] <ssi> https://pbs.twimg.com/media/CAgWZUnU8AEHU-i.jpg:large
[21:19:22] <ssi> seat is in
[21:19:23] <ssi> :D
[21:19:29] <Bushman> but it's not me generating the code, it's a third party postprocessor and i'm trying to figure things out
[21:19:55] <Bushman> possibly to ask the author to change that behaviour
[21:20:02] <andypugh> ssi: It’ll never fly like that
[21:20:07] <Bushman> but i need some grounds to make that claim
[21:20:17] <ssi> andypugh: you're not wrong!
[21:20:34] <ssi> andypugh: needs a handful of these:
https://pbs.twimg.com/media/CAaba-CUYAA3sEA.jpg:large
[21:21:09] <Bushman> Christian, the author of DXF2GCODE seems like a nice guy, very responsive on my previous issues, i'd like to suggest him a ready solution to the problem rather than asking him to figure it all by himself
[21:22:44] <andypugh> ssi: The more of the latter the better:
http://en.wikipedia.org/wiki/Horatio_Frederick_Phillips
[21:23:27] <ssi> andypugh: for teh lulz
[21:26:19] <Bushman> guys, what about the LAST compensated move?
[21:26:29] <Bushman> the finish point of it?
[21:26:46] <Bushman> say straight move from 0,0 to 0,100 again
[21:27:04] <Bushman> or rather x100,y0
[21:27:08] <andypugh> You mean the first move after compensation is turned off, I assume?
[21:27:15] <Bushman> i know it will end on y1.5
[21:27:18] <Bushman> what about x?
[21:27:45] <Bushman> will it go all the way to 100 or should it rather stop on 98.5?
[21:27:59] <andypugh> This might be worth checking out in a simulated config with MDI
[21:28:33] <andypugh> But after comp is removed, the tool axis would be expected to end up at the specified point.
[21:29:08] <andypugh> (Assuming a move that is long enough)
[21:29:27] <Bushman> it's not removed untill high up on Z
[21:30:07] <Bushman> as in, G1 X100 Y0, Z5, G40
[21:30:54] <Bushman> then g0 to next shape
[21:42:24] <Bushman> _methods: what's your opinion on my last question?
[22:23:28] <ssi> zeeshan: !!! sw is being stupid again :(
[22:25:23] <t12> win 31
[22:25:25] <t12> er
[22:28:41] <furrywolf> I'm very annoyed about this LED floodlight. I was planning on using it TONIGHT. it's useless.
[22:31:06] <furrywolf> next question, then... are they all fake, that is if I buy a 50W floodlight from another seller I'll get another one that only draws 20W, or is it just the seller I bought from?
[22:36:11] <cradek> furrywolf: aliexpress?
[22:40:25] <SpeedEvil> Why is it useless?
[22:40:51] <zeeshan> why ssi
[22:40:53] <SpeedEvil> The eye is very non-linear, and 20W and 50W of light are not often perceptually very differnet
[22:40:57] <furrywolf> it's smashed up enough that it's not waterproof and won't be soon, and it puts out 2/5ths the light it should.
[22:41:01] <SpeedEvil> ah
[22:41:10] <furrywolf> I bought it because my 25W light is too dim.
[22:41:14] <SpeedEvil> I forgot about the waterproof bit
[22:44:43] <furrywolf> pulled it apart... the emitter appears to be a 50W emitter, and the driver's current/voltage ratings make 50W... it could be this one is defective.
[22:44:49] <furrywolf> shit construction quality, of course.
[22:47:23] <SpeedEvil> It says 87-250V IIRC
[22:47:35] <SpeedEvil> maybe it puts out 50W only at 250V? :)
[22:48:07] <SpeedEvil> Is the driver a constant current or a constant voltage driver
[22:48:22] <SpeedEvil> if it's a constant voltage driver, set a volt or three too low, that could do that
[22:49:47] <furrywolf> http://fw.bushytails.net/50wledlight/50wledlight07.jpg
[22:50:00] <furrywolf> it's the proper driver according to the specs on its label
[22:50:05] <furrywolf> check out the excellent grounding job.
[22:50:36] <furrywolf> yep, that's right - the ground wire is just sitting there in the air.
[22:51:42] <ssi> https://pbs.twimg.com/media/CAgravNVEAEHIE4.jpg:large
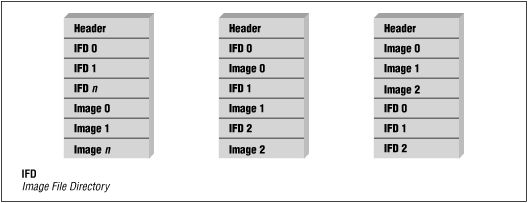
[22:51:42] <zeeshan> anyone mess around with tiff file format?
[22:51:43] <ssi> fin is on
[22:51:49] <ssi> https://pbs.twimg.com/media/CAgrhK1UUAATS_P.jpg:large
[22:51:54] <ssi> complete with propwash twist
[22:51:55] <furrywolf> zeeshan: yes, a very long time ago.
[22:52:13] <zeeshan> is it possible that there is other data stored on top of the image data?
[22:52:14] <zeeshan> in it.
[22:52:23] <zeeshan> the 3d microscope stores files in tiff format
[22:52:31] <zeeshan> and gets a z height contour plot when i open it
[22:52:37] <ssi> probably
[22:52:37] <zeeshan> yet if i open in windows image viewer, it also opens.
[22:52:44] <zeeshan> im trying to extract the height data from it
[22:52:45] <ssi> most image formats have extra data tracks
[22:53:07] <zeeshan> hm
[22:53:12] <furrywolf> tiff is a container format you can stuff a lot of things into
[22:53:26] <zeeshan> i have it open in a hex editor
[22:53:28] <zeeshan> and its not making sense :)
[22:53:29] <Tecan> for the love of cnc
[22:53:51] <zeeshan> how do i figure out where the image data is, and where the fiel data is
[22:53:55] <furrywolf> Thousands of Incompatible File Features. :P
[22:54:04] <zeeshan> http://www.fileformat.info/format/tiff/gtiff01.png
[22:55:33] <furrywolf> I don't remember tiff well enough to give the file details... I wrote a very quick-n-dirty reader that only read the output of one program with no compression or anything else.
[22:56:01] <furrywolf> that is, rather than being a generic tiff reader, I made so many assumptions that it probably wouldn't have read the output from anything else. heh.
[22:56:43] <furrywolf> but for some reason I can't remember WHAT I was reading. sigh. I hate having a crap memoryl.
[22:57:42] <zeeshan> hehe
[22:57:48] <zeeshan> http://i.imgur.com/bOrK9R0.png
[22:57:51] <zeeshan> this is the image im dealing with
[22:58:15] <furrywolf> it's... pointy?
[22:58:30] <zeeshan> based on the pixel size of the image
[22:58:49] <zeeshan> i want to store an array with all the heights
[22:59:15] <furrywolf> I'd suggest starting with an open-source tiff library
[22:59:49] <furrywolf> a better tiff reader might be able to extract it directly too, if they used something standard-but-uncommon, like a second greyscale image or such.
[23:00:12] <furrywolf> is the tiff online somewhere?
[23:00:30] <zeeshan> i can throw it up
[23:01:03] <zeeshan> its a pretty big file
[23:01:09] * furrywolf hands zee an airsickness bag
[23:01:19] <zeeshan> https://www.dropbox.com/s/7e2ouhflbig2emv/001a.tif?dl=0
[23:02:05] <furrywolf> wtf? you have to sign in to download now?
[23:02:30] <furrywolf> oh, no, you don't, they just hide the don't sign in link.
[23:02:36] <Bushman> i've analysed the problematic g-code and came to some conclusions... can anyone verify my point of view?
[23:02:39] <Bushman> https://sourceforge.net/p/dxf2gcode/tickets/_discuss/thread/ae0a506f/b28c/attachment/issue03.png
[23:02:48] <Bushman> https://sourceforge.net/p/dxf2gcode/tickets/_discuss/thread/ae0a506f/b28c/attachment/issue03a.png
[23:03:12] <zeeshan> lol
[23:03:57] <Bushman> hopefully i'll be able to convince Christian to fix it
[23:06:17] <Bushman> anyone?
[23:06:20] <furrywolf> identify.im6: 001a.tif: unknown field with tag 59933 (0xea1d) encountered.
[23:06:22] <furrywolf> not a good sign.
[23:06:30] <zeeshan> what are you trying to do with it
[23:07:11] <zeeshan> im trying to read it using the tiff object in matlab
[23:08:08] <furrywolf> the first thing I tried was using imagemagick's identify program, which gives you image information. it's finding a tag it doesn't understand, which means the extra data is proprietary, not a greyscale layer or something else easy.
[23:09:36] <furrywolf> hrmm, google suggests the 59933 tag doesn't have anything to do with depth info.
[23:09:47] <furrywolf> it is simply grabbing the depth info from the color, and there is no extra data?
[23:11:17] <zeeshan> what i did was this:
[23:11:24] <zeeshan> t = Tiff('my_subimage_file.tif','r'); offsets = t.getTag('SubIFD')
[23:11:28] <zeeshan> problem is there is no subifd.
[23:11:34] <zeeshan> that means theres only one image??
[23:12:06] <zeeshan> oh wait.
[23:12:23] <furrywolf> imagemagick shows two, one being a 1/10th size thumbnail.
[23:12:34] <furrywolf> I have absolutely no idea how matlab works.
[23:13:43] <zeeshan> well theyre storing the 3d data somewhere!
[23:13:50] <zeeshan> i looked everywhere on the comp, there was no supplementary files
[23:13:59] <furrywolf> sure it's not just the color? heh
[23:13:59] <zeeshan> and ieven renamed the file and moved it somewhere else on another computer
[23:14:03] <zeeshan> and randomly put it in.
[23:14:19] <zeeshan> it alllows me all the special functions in the software
[23:14:19] <furrywolf> open the tiff, recolor parts of it, re-open it, see if it changed the depth to match the color?
[23:14:51] <zeeshan> well it must have an image overlay or something
[23:14:55] <zeeshan> that tells what pixel should be what color
[23:15:01] <zeeshan> that is what i need
[23:15:17] <zeeshan> and its showing that scale bar too
[23:15:20] <furrywolf> if it has any such data, it's hidden well enough imagemagick isn't finding it.
[23:15:22] <zeeshan> thats not something random
[23:15:37] <zeeshan> im trying to avoid processing it through a rgb filter
[23:15:51] <zeeshan> and having to manually define R G B scale values
[23:15:54] <zeeshan> :-(
[23:16:43] <furrywolf> is the scale bar always the same for every image the microscope generates? (that is, the same color always means the same height)
[23:16:56] <zeeshan> not necessarily
[23:17:03] <zeeshan> for most images yes
[23:17:06] <zeeshan> but if i change the focus on the scope
[23:17:08] <zeeshan> it'll change
[23:17:22] <furrywolf> so it must be hiding the data somewhere, then...
[23:20:36] <furrywolf> the tif you uploaded is straight from the device, not resaved in any other program, right?
[23:20:44] <zeeshan> yes
[23:23:02] <furrywolf> brand/model of device?
[23:23:17] <zeeshan> vhx 2000
[23:23:22] <zeeshan> by keyence
[23:23:32] <zeeshan> i just downloaded a regular tiff on the internet
[23:23:36] <zeeshan> and it processes right in matlab.
[23:23:43] <zeeshan> but my tiff doesnt
[23:23:53] <zeeshan> lame!
[23:29:44] <furrywolf> they're probably doing something not following the format specs
[23:30:00] <furrywolf> that microscope looks very expensive
[23:30:06] <zeeshan> it id
[23:30:08] <zeeshan> it is!
[23:30:39] <furrywolf> there's about a megabyte of extra info in the file somewhere
[23:31:00] <zeeshan> hjaha
[23:31:14] <zeeshan> hex editor is a nightmare
[23:31:18] <zeeshan> i was trying to look through
[23:31:21] <zeeshan> but it doesnt make any sense.
[23:31:40] <furrywolf> that is, if I multiply out the dimensions and pixel info, I end up a megabyte short of the actual file size.
[23:31:44] <furrywolf> it's not a human-readable format.
[23:34:17] <zeeshan> i guess im gonna have to process it
[23:34:25] <zeeshan> to correlate heights with color
[23:34:44] <furrywolf> ask the manufacturer for info? when you spend that kind of money, they're sometimes more helpful.
[23:36:10] <zeeshan> i asked the guy who bought the scope
[23:36:21] <zeeshan> he said it's not possible to get the height data in a csv/excel format
[23:36:55] <furrywolf> the guy who bought it is not the manufacturer.
[23:37:05] <zeeshan> lol
[23:37:20] <zeeshan> i can't talk to the manufacturer directly
[23:37:23] <zeeshan> you need an account with em etc
[23:37:25] <zeeshan> only he can
[23:39:42] <furrywolf> I'd still be interested in knowing what happens when you edit the tiff file in a graphics program and re-open it in the microscope program.
[23:39:51] <furrywolf> like copy+paste one part of the image onto another
[23:40:16] <zeeshan> yea that is a good suggestion
[23:40:19] <zeeshan> ill try it out tomorrow
[23:40:29] <zeeshan> throw a red square in there and see what it does
[23:40:41] <zeeshan> itll prolly corrupt the image
[23:42:44] <furrywolf> right, so save as a new name. :P
[23:43:44] <zeeshan> :P
[23:43:46] <zeeshan> i know!
[23:43:59] * zeeshan tries to make matlab code to extract height data
[23:44:05] <zeeshan> using image color recognition.
[23:45:08] <furrywolf> didn't I suggest that? :P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}