Back
[00:00:18] <Cromaglious> hehe It was melted before 8am
[00:00:51] <Cromaglious> I'm in Temecula, CA south east of Los Angeles on the I15 2 miles north of the San Diego County line
[00:34:14] <MacGalempsy> Cromaglious: I grew up in Cali. California is great, it's just all those damn Californians that screw it up :\
[00:40:17] <renesis> grew up in los angeles, can confirm california is awesome, will suggest that its the people who move to LA from other places that make it shitty for each other
[00:41:01] <renesis> temecula is kinda of like, edge of the desert
[00:42:28] <renesis> i remember camping there when i was a kid, found tons of quartz in the sandstone hills
[00:42:48] <renesis> also lots of unfired, run over .22 rounds in the street =\
[00:44:27] <renesis> 05:07 < PetefromTn_> renesis SNOW is the white shit that will be apparently decking our halls around here come tomorrow unfortunately...sigh
[00:44:55] <renesis> first time i was in falling snow i thought i was being attacked by gnats
[00:45:17] * renesis 1000% southern californian
[00:48:06] <MacGalempsy> grew up NorCal, and now a Southern Redneck
[00:48:26] <MacGalempsy> anyone try a Kinect V2 for scanning?
[00:48:39] <renesis> living in norcal now, like it
[00:48:46] <MacGalempsy> renesis: which part?
[00:49:45] <renesis> edge of sac valley
[00:50:04] <renesis> biggest issue is no driving roads locally
[00:50:21] <renesis> but thunderhill is like <45min away
[00:50:53] <renesis> a lot closer than laguna seca was to LA, so thats neat '
[00:52:59] <Cromaglious> Im sitting on the couch andf now I can't read this screen
[00:53:01] <MacGalempsy> you need to take the old gold highway
[00:53:10] <renesis> which is that?
[00:53:16] <MacGalempsy> let me find it
[00:53:23] <renesis> one of the roads out to arcata?
[00:53:24] <MacGalempsy> brb need a cup of coffee
[00:54:05] <renesis> ive been on one of those in a minivan, i mostly wasnt driving, was pretty cool
[00:55:36] <Cromaglious> I'm from Richmond Norcal, lived in Antioch untill 2004, then moved to Carlsbad socal
[00:55:38] <renesis> coffee sounds good
[00:56:27] <renesis> bay area is weird
[00:56:52] <renesis> i talk shit sometimes but there are some way cool places, i totally dont feel like im at home tho
[00:57:33] <renesis> but yeah i wont drive through it on the way up, fuck toll highways and bridges, i get fines almost every time
[00:58:00] <Cromaglious> Step son lives in South Sac, Step Daughter lives in Sac, Step grandson lives in Antioch
[00:58:05] <renesis> im kind of anti-bay area because they dont understand the concept of 'free'way
[00:58:34] <Cromaglious> Renesis they have better lane control than SoCalites
[00:58:36] <renesis> yeah i like sac, its not very exciting or anything but the park by the river is awesome
[00:58:52] <Cromaglious> Good Fishing too..
[00:58:53] <renesis> i dunno man merging in LA is an art
[00:59:16] <Cromaglious> Merge? It more like barge
[00:59:25] <icecube45> So.. I got a bebopr++ board to control my 3d printer (it was a free board.. soo).. And the only software the bebopr++ seems to support is linuxcnc.. the problem is that I have no idea what i'm doing when it comes to linuxcnc.. how to calibrate things, how to operate it.. are there any good guides or any good documentation I can check out?
[00:59:29] <renesis> hey if thats what it takes to get it done quick
[00:59:32] <Cromaglious> hmmm Cuppa Char somes good
[00:59:54] <renesis> ew, drinkin that burn shit
[01:00:48] <Cromaglious> icecube, read, read, read some more, then, screw stuff up for a week or so until it starts clicking together in your head, and Viola it WORKS!
[01:01:09] <icecube45> Cromaglious, wohoo..
[01:01:24] <icecube45> Cromaglious, my main problem is that this board I have has 2 pages of documentation..
[01:01:32] <icecube45> but that's not something you guys can solve..
[01:02:04] <renesis> well, enough people in here can prob help you figure it out
[01:02:10] <icecube45> I hope so..
[01:02:34] <icecube45> Ok.. well
[01:02:37] <icecube45> here's another tricky part
[01:02:48] <icecube45> The machine I have is a GUS Simpson, aka a grounded delta..
[01:02:58] <icecube45> From what I can gather, linuxcnc needs some special configuration for that..
[01:03:05] <icecube45> Is this correct?
[01:03:46] <renesis> https://www.youtube.com/watch?v=af7XkgxzmXE
[01:03:50] <renesis> haha nice
[01:03:56] <icecube45> Yea
[01:03:57] <icecube45> fun printer
[01:04:05] <icecube45> but for some reason I have a bebopr++...
[01:04:15] <icecube45> I dont know what the previous owner was thinking
[01:04:21] <renesis> yeah thats not a typical machine tool
[01:04:29] <icecube45> although the fact that they gave up with a ton of parts should tell me something..
[01:04:32] <icecube45> I think they attached one bolt..
[01:05:02] <icecube45> Yea.. renesis.. there's a python script as a gcode preprocessor
[01:05:11] <icecube45> to convert standard xyz to the movement required for the gus..
[01:05:27] <icecube45> if I feed that gcode into linuxcnc, would it work? (going slic3r -> preprocessor -> linuxcnc)
[01:05:36] <icecube45> or would I need fancy configuration on the linuxcnc side?
[01:05:50] <MacGalempsy> renesis: what side of the valley are you on?
[01:06:37] <renesis> well, assuming the gcode converter is doing obvious things, it should be easy enough to setup the axis configs
[01:06:51] <icecube45> Alright..
[01:06:52] <renesis> but no idea how visualization will work
[01:07:01] <icecube45> I dont need visulization
[01:07:03] <icecube45> or anything fancy
[01:07:12] <icecube45> as far as I'm concerned, this will be strictly fed gcode..
[01:07:44] <renesis> youll probably need to interact with it to setup machine and workspace origins
[01:07:52] <MacGalempsy> renesis: two recommendations 1) probably the best is Del Puerto Canyon Road. It connects I5 to San Jose through a paved back country road that is 1 lane wide in many places 2) highway 49 (Motherload Highway)
[01:08:14] <renesis> honestly the output on the display prob looks random but i bet it starts to make sense to you after a few runs, heh
[01:08:29] <icecube45> yea..
[01:08:32] <renesis> macgalempsy: sierra nevada side
[01:09:14] <MacGalempsy> https://www.google.com/maps/dir/37.4627274,-121.1836148/37.3415877,-121.6438218/@37.387096,-121.4149661,12z/data=!4m2!4m1!3e0
[01:09:25] <icecube45> renesis, I found a nice guide on setting up a CRAMPS with linuxcnc, cramps being based off of the bebopr
[01:09:26] <MacGalempsy> this one is fantastic on a weekday
[01:09:29] <icecube45> I might actually be alright!
[01:09:48] <renesis> 49 looks neat
[01:10:33] <MacGalempsy> i grew up in El Dorado Hills, so know the area decently
[01:10:48] <renesis> macgalempsy: woah neat @ del puerto canyon
[01:11:01] <renesis> i usually cut across from the 5 to the 101 at the 156
[01:11:02] <MacGalempsy> yeah dude, that is the best one and probably the least known about
[01:11:08] <renesis> to avoid cow ocean
[01:11:49] <MacGalempsy> you wont save any time, but the experience is fantastic, I use to have a 1990 VW Corrado and would basically drift every corner on that road
[01:11:56] <renesis> right
[01:12:10] <renesis> if i wanted to save time i wouldnt be cutting over to the 101 in the first place
[01:12:42] <renesis> beach is nice, cow ocean sucks, also cars dont like the grapevine
[01:12:50] <MacGalempsy> another good one is J59 between Jamestown and Turlock
[01:13:13] <MacGalempsy> beware of HiPos on j59
[01:13:30] <renesis> ha, k
[01:13:56] <MacGalempsy> 108 from Sonora to 395 is cool, once you get past Strawberry its balls to the walls
[01:13:57] <Cromaglious> had a boss with a Corrado.. we would get 6 people in it for trips to Fry's in Hayward... I'd usually end up in back behind the seat
[01:14:13] <MacGalempsy> Is that the pyramid one?
[01:14:20] <icecube45> renesis, mind if I ask you a few questions?
[01:14:40] <Cromaglious> road to the top of Mt Diablo is fun too
[01:14:41] <renesis> not really but i gotta go soon
[01:14:48] <icecube45> renesis, this'l be quick
[01:14:55] <icecube45> I'm assuming scale is steps/mm, right?
[01:14:59] <renesis> yeah its no prob just saying not around so long
[01:15:01] <icecube45> in a .ini
[01:15:10] <archivist> or per inch
[01:15:24] <icecube45> how can I check what unit it is archivist?
[01:15:27] <icecube45> if possible
[01:15:29] <MacGalempsy> what is this mm thing everyone keeps talking about?
[01:15:31] <archivist> you decide english/metric
[01:15:36] <Cromaglious> Best road I found was from Colinga down to the 46,41 cross over where James Dean Died
[01:15:46] <renesis> right i dont remember it being unit specific
[01:15:51] <icecube45> archivist, where?..
[01:16:22] <renesis> i think at the top, no?
[01:16:37] <icecube45> for refrence.. here is my .ini
[01:16:38] <icecube45> https://github.com/brandonheller/machinekit/blob/delta/configs/ARM/BeagleBone/BeBoPr%2B%2B/Pololu/BeBoPr%2B%2B.ini
[01:16:58] <icecube45> Um.. can't find a unit selection
[01:17:04] <icecube45> wait
[01:17:05] <icecube45> yup
[01:17:16] <icecube45> Linear_units = mm, that's it, right?
[01:18:04] <renesis> pretty sure that it
[01:18:08] <icecube45> yay
[01:18:34] <renesis> btw i havent looked at my config since i did current pc like a year ago
[01:18:35] <archivist> LINEAR_UNITS = <units> - Specifies the machine units for linear axes.
[01:18:42] <icecube45> alright
[01:18:50] <archivist> it is all in
http://www.linuxcnc.org/docs/html/config/ini_config.html
[01:18:57] <icecube45> oo
[01:18:58] <icecube45> thanks!
[01:24:54] <icecube45> slowly but surely getting this ini file
[01:28:22] <icecube45> archivist, quick question.. does linuxcnc support automatic homing? That is, If I sent G28, it would home all axi with the help of limit switches?
[01:29:40] <archivist> there is homing, google "linuxcnc homing" many ways to skin that cat
[01:31:11] <archivist> most only home the machine when it is started
[01:31:20] <icecube45> archivist, alright
[01:33:15] <archivist> if it is a proper stable machine it wont need to be rehomed, but touch off, set xyz to 0,0,0 to some place in space is different
[01:33:30] <archivist> you will be doing
[01:34:08] <zeeshan> man
[01:34:14] <zeeshan> no matter wtf i do
[01:34:19] <zeeshan> i keep getting ploughing
[01:34:23] <zeeshan> when im trying to make cuts
[01:34:27] <zeeshan> with either cnmg or ccmt
[01:34:33] <zeeshan> i think this is the reason why im getting dog shit finishes
[01:35:48] <Cromaglious> I've setup G28 in Linuxcnc and Mach3
[01:35:55] <archivist> finish
http://www.collection.archivist.info/thumbs/archive/DJCPD/PD/2006/2006_09_07_pendulum/P9072701_T.JPG
[01:36:01] * archivist ducks
[01:36:11] <zeeshan> beautiful
[01:36:18] <zeeshan> man usually you get ploughing
[01:36:22] <zeeshan> if you dont feed fast enough
[01:36:31] <zeeshan> but i tried going from 2.4 ipm
[01:36:33] <zeeshan> to 10 ipm
[01:36:39] <zeeshan> still get ploughing, and even worse
[01:36:41] <zeeshan> at higher speed
[01:36:41] <archivist> that was a lie
http://www.collection.archivist.info/thumbs/archive/DJCPD/PD/2006/2006_09_07_pendulum/P9072700_T.JPG
[01:37:35] <archivist> cast iron polished after machining :)
[01:37:41] <zeeshan> :)
[01:38:20] <Connor> zeeshan: You get your ball nut figured out ?
[01:38:26] <zeeshan> yea connor
[01:38:29] <zeeshan> somewhat
[01:38:35] <zeeshan> its not seizing as bad anymore
[01:38:38] <zeeshan> i can turn it with my fingers
[01:38:47] <Connor> What did you change?
[01:38:53] <archivist> that lathe has a cyclic finish which seems to be an out of size ball wandering around the spindle
[01:38:59] <zeeshan> i put each ball nut seperately
[01:39:01] <zeeshan> got them close
[01:39:07] <zeeshan> tried to put the wedge in
[01:39:13] <zeeshan> grinded it till it fit right
[01:39:26] <Connor> OKay, so too much preload.
[01:39:29] <zeeshan> yes
[01:39:36] <zeeshan> also i adjusted the preload
[01:39:39] <zeeshan> on the fixed support
[01:39:44] <zeeshan> im still getting 2.5 thou of backlash
[01:39:46] <zeeshan> from somewhere
[01:39:50] <Connor> so, they turned nicely separately then..
[01:39:58] <zeeshan> kind of.
[01:40:03] <zeeshan> 3 of the balls came out
[01:40:05] <zeeshan> from one of th eball nuts
[01:40:13] <zeeshan> i just said f it
[01:40:16] <zeeshan> and left it as is
[01:40:21] <zeeshan> it seems to be spinning fine
[01:40:31] <Connor> Ick. That's not good. That means they jumped the ball return.
[01:40:39] <zeeshan> well its impossible
[01:40:41] <zeeshan> to get that shit on there
[01:40:44] <zeeshan> i tried 4 different times
[01:40:47] <zeeshan> they keep jumping off
[01:40:54] <Jymmm> ssi: They sent me the wrong computer, no burner. Waiting for their reply
[01:41:05] <Connor> No, it's not impossible.. just VERY difficult.
[01:41:15] <zeeshan> you think thats why i mgetting the 2.5 thou backlash?
[01:41:19] <zeeshan> even though its preloaded?
[01:41:33] <Connor> You might be better off just ordering another screw with the double nut already installed.
[01:41:53] <Connor> That sounds like it's from bearings or ballnut mount.
[01:42:16] <zeeshan> or i can just put the single ball nut back on.
[01:42:16] <archivist> should be visible/measurable
[01:42:16] <Connor> unless you ended up taking all the preload out.
[01:42:26] <zeeshan> well heres the thing
[01:42:38] <zeeshan> if i tighten that bearing block square nut too much
[01:42:45] <zeeshan> i can notice the screw getting too tight.
[01:42:48] <zeeshan> er
[01:42:53] <zeeshan> the screw getting to hard to turn
[01:42:58] <zeeshan> so it cant be overtorqued
[01:43:05] <archivist> block not square to machine
[01:43:09] <zeeshan> so thats kinda how i know all the backlash is removed
[01:43:20] <archivist> screw not parallel
[01:43:33] <Connor> That's the preload on the bearing. I was saying you may have removed the preload on the ballnut.
[01:43:38] <archivist> bending the screw
[01:43:41] <zeeshan> archivist: no
[01:43:53] <zeeshan> i was turning the screw
[01:43:58] <zeeshan> on just the fixed support.
[01:44:07] <zeeshan> to get a gauge of how much preload was on there
[01:44:10] <Connor> That doesn't mean you don't have play in the bearing pocket..
[01:44:21] <zeeshan> well
[01:44:24] <zeeshan> Z is really hard to check for
[01:44:29] <zeeshan> cause im pulling with 100+lb of force
[01:44:35] <zeeshan> and i cant get it to register on the indicator
[01:44:54] <zeeshan> with x axis i could pull on the axis, and register movement of the entire screw
[01:45:02] <Connor> I would add another 2 thou worth of shims between the bearings.
[01:45:11] <zeeshan> i added 5 thou
[01:45:11] <Connor> and see what you end up with.
[01:45:12] <archivist> another place some never see, the slide is rotating on the bed
[01:45:15] <zeeshan> it still was 2 thou after
[01:45:22] <zeeshan> i went 5 thou shim, then another 5 thou
[01:45:28] <zeeshan> first time it read 5 thou backlash
[01:45:30] <archivist> adjust gibs
[01:45:36] <zeeshan> after 5 thou shim, it read 3 though backlash
[01:45:47] <zeeshan> after another 5 thou shim, (10 thou total now) it read 2 though
[01:45:58] <zeeshan> and after another 5 though (15 thou total) still reading 2 thou backlash
[01:46:12] <archivist> so barking up wrong tree
[01:46:16] <zeeshan> yea :/
[01:46:22] <zeeshan> what gives?
[01:46:25] <zeeshan> *gibs
[01:46:30] <zeeshan> theres only a gibe on the cross slide
[01:46:38] <zeeshan> *gib
[01:46:43] <Connor> Is the backlash your testing for load or no load ?
[01:46:49] <archivist> check slide in the way, is it a flats front and back
[01:46:59] <zeeshan> connor just me pulling and pushing on the axis of interest
[01:47:20] <Connor> So, that COULD be deflection.
[01:47:20] <archivist> how does it adjust on the bed
[01:47:24] <zeeshan> nahh
[01:47:29] <zeeshan> deflection springs back on the indicator
[01:47:32] <zeeshan> not just stays in one spot
[01:47:47] <Connor> okay. what about the ballnut mount? any movement on it ?
[01:47:57] <archivist> nah that is indecator deflection, not machine part deflection
[01:48:26] <zeeshan> http://image.slidesharecdn.com/01part102partsofalathe-140723041721-phpapp01/95/01-part1-02-parts-of-a-lathe-12-638.jpg?cb=1406107084
[01:48:34] <zeeshan> my lathe bed looks like that
[01:48:44] <zeeshan> there is no mechanism to adjust the gibs
[01:48:53] <zeeshan> gravity lines it up to the slideways
[01:49:04] <zeeshan> there are some bolts
[01:49:12] <zeeshan> that pull it more down
[01:49:16] <zeeshan> hard to explain
[01:49:25] <Connor> 2nd question: You try removing the bearing mount rubber thingies ?
[01:49:26] <archivist> if the is shite under the V it will rock/rotate
[01:49:41] <zeeshan> Connor: yea, didnt help
[01:50:09] <archivist> bad finish also says the slide is loose
[01:50:17] <Cromaglious> nite nite
[01:50:19] <zeeshan> by slide
[01:50:22] <zeeshan> which part are you referring to
[01:50:24] <zeeshan> cross slide?
[01:50:25] <zeeshan> or the carriage
[01:50:41] <Connor> if your getting 2 thou and it's not from the bearing pocket, and not from the bearing mount..the the only other place would be the screw. I'm thinking something is really f*cked with that ballnut / screw
[01:50:47] <archivist> the bottom clamps dont pull down on an upturned V bed
[01:51:04] <zeeshan> archivist: yea
[01:51:06] <zeeshan> theyre only there for safety
[01:51:14] <zeeshan> just incase for some reason it decides to lift up
[01:51:34] <zeeshan> isn't it held down just by gravity?
[01:51:48] <zeeshan> Connor: i wish i could somehow for sure measure backlash of the ball nut
[01:51:51] <zeeshan> by isolating it from the system
[01:52:35] <archivist> I cannot know you need to investigate, bar in spindle, dti on cross slide, set to a 0, lean all directions on cross slide and carriage only
[01:52:36] <Connor> Well try using the stepper and testing for backlash with the screw itself instead of pushing/pulling
[01:52:50] <zeeshan> Connor: i do both
[01:53:37] <archivist> it is a chinese lump?
[01:53:43] <zeeshan> ??
[01:53:46] <zeeshan> 12x36 chinese lathe yea
[01:54:45] <archivist> may have not bedded the V correctly, or wear from previous abuse
[01:54:54] <zeeshan> ??
[01:55:24] <zeeshan> ive had this lathe for years
[01:55:31] <zeeshan> it was getting amazing finishes when it was manual
[01:55:35] <archivist> does the V contact the whole length
[01:55:36] <zeeshan> something changed when i converted to cnc
[01:55:46] <zeeshan> it's not the v-groove
[01:55:57] <archivist> you took it to bits :)
[01:56:00] <zeeshan> yes
[01:56:01] <zeeshan> lol
[01:56:47] <archivist> like I said a bit of dirt in that V could be bad finish and backlash
[01:56:59] <zeeshan> i cleaned it so well
[01:57:01] <zeeshan> with brake cleaner
[01:57:07] <zeeshan> and then lubed her up
[01:57:10] <zeeshan> when i put down
[01:57:25] <zeeshan> maybe i can show you a video of the cutting
[01:57:31] <zeeshan> so you can see what i mean when i say ploughing.
[01:57:43] <zeeshan> brb
[02:31:14] <Deejay> moin
[02:46:26] <zeeshan> https://www.youtube.com/watch?v=wWrb7MR188k
[02:46:49] <zeeshan> i was tired when making the videfo
[02:46:50] <zeeshan> warning :)
[02:47:49] <archivist> category comedy :)
[02:47:54] <zeeshan> hahahahahah
[02:48:00] <zeeshan> see the raised burr?
[02:48:52] <zeeshan> i tried experimenting with height offset
[02:48:55] <zeeshan> it seemed to help a bit
[02:51:01] <archivist> what metal
[02:51:35] <zeeshan> 1045
[02:51:44] <zeeshan> its worse on hot roll
[02:51:56] <archivist> number means nothing to me
[02:52:43] <zeeshan> 1045 steel
[02:52:50] <zeeshan> .45% carbon
[02:52:57] <zeeshan> medium carbon steel
[02:53:32] <zeeshan> for some reason
[02:53:34] <zeeshan> a2 and stainless
[02:53:37] <zeeshan> cut very nice
[02:57:25] <archivist> what state is in in too hard soft
[02:57:37] <zeeshan> soft state
[02:58:04] <archivist> I find some metals are very fussy, about lube
[02:59:10] <archivist> if another insert type is better use it for the finish cur after roughing
[02:59:14] <archivist> cut
[02:59:27] <zeeshan> i guess ill need to order some vcmt inserts then
[02:59:32] <zeeshan> theyre the most common ones i use
[02:59:39] <zeeshan> ccmt is pretty crappy for cnc
[02:59:44] <zeeshan> cause of its geometry..
[03:00:22] <archivist> but from here that looks work hardening
[03:00:37] <zeeshan> the raised burr?
[03:00:46] <archivist> and finish
[03:01:00] <zeeshan> does work harden surface finish
[03:01:01] <archivist> mainly finish
[03:01:02] <zeeshan> feel like sand paper?
[03:01:10] <archivist> yes
[03:01:13] <zeeshan> why the raised burr though?
[03:01:27] <zeeshan> we were discussing this a couple classes back
[03:01:38] <zeeshan> that when you "plough" instead of cut
[03:01:44] <zeeshan> youll like raise a burr
[03:01:50] <archivist> not sharp enough, its rubbing and pushing it up
[03:02:00] <zeeshan> the insert?
[03:02:04] <archivist> yes
[03:02:06] <zeeshan> hmm
[03:02:28] <zeeshan> ill take it to the lab tomorrow
[03:02:31] <zeeshan> see it under the scope
[03:02:31] <zeeshan> ahha
[03:02:37] <archivist> is the feed enough to get under the work hardened skin
[03:03:24] <zeeshan> i believe so :p
[03:03:52] <archivist> cutting manual is easier because you can feel/see it as it happens
[03:04:26] <archivist> on manky metal like that I use an oil
[03:04:46] <zeeshan> i need to build a small enclosure around the chuck
[03:04:51] <zeeshan> so i can start spraying oil and coolant
[03:05:19] <archivist> I drip only not a full flow
[03:07:45] <zeeshan> will mess with it more this weekend
[03:08:27] <archivist> I use a bearing drip feed on the southbend
[03:08:50] <zeeshan> problem with cutting oil in garage
[03:08:53] <zeeshan> is the smoke
[03:08:57] <zeeshan> it sucks during the winter time!
[03:09:07] <zeeshan> i do have a vent, but it eliminates all the heat in the garage too :P
[03:09:26] <zeeshan> just drilling holes on the drill press
[03:09:33] <zeeshan> and bam theres a smoke screen in the garage
[03:09:41] <archivist> some oil smoke is nicer to sniff that others :)
[03:10:03] <zeeshan> hehe
[03:10:07] <archivist> and some is carcinogenic
[03:10:18] <zeeshan> carinogenic prolly smells the best
[03:10:26] <zeeshan> Sweet taste of cancer.
[03:10:37] <zeeshan> nasty :p
[03:11:32] <archivist> I am just cleaning nasty oily stains off a Deckel manual
[03:11:40] <zeeshan> which deckel
[03:12:15] <archivist> DC 30/40
[03:13:06] <zeeshan> thats a monster machine
[03:13:38] <archivist> I only have teh manuals though
[03:14:16] <archivist> http://www.ebay.co.uk/itm/121579154539
[03:14:35] <zeeshan> no mikron? :(
[03:15:04] <archivist> nope
[03:15:54] <archivist> spent yesterday cataloguing so slowly adding to my search
[03:16:15] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=fanuc
[03:18:06] <zeeshan> you truly are the archivist
[03:19:32] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=deckel also shows I have some jaguar factory pics
[03:20:53] <Valen> so aside from the grit, tell me why I can't (or shouldn't) use a bench grinder as a toolpost grinder?
[03:22:16] <Valen> or if somebody has good ideas on how to achieve this evilness I'm also all ears
[03:23:05] <archivist> a tool post grinder has proper mounting and spindle
[03:23:44] <Valen> let me rephrase
[03:23:52] <Valen> so aside from the grit, tell me why I can't (or shouldn't) use a bench grinder as a *dodgy* toolpost grinder?
[03:24:17] <archivist> because the balance and vibration is crap
[03:24:34] <Valen> I need to make a long (30mm) 3mm steel shaft that is a nice fit on some bearings
[03:25:08] <archivist> buy it in
[03:25:26] <archivist> a bit of 3mm silver steel
[03:25:35] <Valen> needs to go from 30mm to 3mm as a T shape and be accurate
[03:25:49] <Valen> its making a motor end cap for a brushless outrunner motor
[03:26:19] <Valen> oh and the top of the T is ~1mm thick
[03:26:21] <archivist> it is some thing I would turn the finish to size with wet and dry
[03:26:46] <archivist> turn then
[03:27:18] <Valen> part of my issue is getting a decent finish on it, its 4140 steel and everybody seems to indicate I should be taking a deep cut to get a finish
[03:27:19] <archivist> or rivet a disk on
[03:27:52] <Valen> last one we did a bit like that, reamed fit then peened the top of it out, it lasted a while but its come lose
[03:28:42] <archivist> we often made shafts longer on the clock lathes which were for a pinion, we would rivet on the wheel
[03:29:19] <Valen> this is for robot wars, I'm putting an O ring on the outside of the motor can and using it to friction drive a ring
[03:29:40] <Valen> http://imgur.com/a/ccQ3N is where I'm up to so far
[03:30:10] <Valen> the cad showing the motor bit is quite out of date ;->
[03:30:12] <archivist> blank screen on imgur on older browsers
[03:30:23] <Valen> thats odd
[03:30:47] <Valen> http://i.imgur.com/GMeszR3.png
[03:30:54] <archivist> not odd many sites are becoming broken with JS and "web2"
[03:31:38] <Valen> true enough
http://i.imgur.com/ctvZxvJ.jpg is some of it cut
[03:31:49] <Valen> I presume those work?
[03:31:52] <Valen> (2nd one is large)
[03:32:16] <archivist> yes
[03:32:36] <Valen> so the joint will see some signifigant side loadings
[03:34:44] <archivist> press fit too, and sufficient hub on the disk
[03:35:45] <archivist> imgur is useless
http://www.collection.archivist.info/archive/grabs/Screenshot-shredder%202%20-%20Album%20on%20Imgur%20-%20Mozilla%20Firefox.png
[03:36:10] <Valen> they probably use js to load up the images into the css or something
[03:36:17] <archivist> so silly
[03:37:00] <Valen> actually they don't
[03:37:08] <archivist> photophukket flashes the image for about a second then white screens!
[03:37:37] <Valen> it looks like they do it all with CSS
[03:38:17] <Valen> but in theory a tool post grinder is the right way to achieve what i want making that T piece yes?
[03:38:53] <archivist> only the finish "cut"
[03:39:19] <Valen> yeah, machine it down to .something of a mm oversize then finish with the grinder?
[03:39:27] <Valen> .something small
[03:39:28] <archivist> heating means you have to take special care to avoid warping
[03:40:18] <archivist> is the hardened metal or harden later
[03:40:23] <Valen> hardned
[03:40:26] <Valen> pre
[03:40:42] <archivist> going to move while machined
[03:41:21] <Valen> but it should be able to do the grinding without deflecting the shaft (or at least a whole bunch less than it would if it were cutting with a tool)
[03:42:12] <archivist> the width of the grinding face needs to be small
[03:42:33] <Valen> the one I'm thinking of is about 8mm
[03:42:57] <archivist> I think a press fit is going to be more accurate and easier
[03:43:20] <Valen> i gotta go get some dinners, will you be on in a while?
[03:43:21] * Loetmichel has just seen a 6mm sheet aluminium plate bend to banana form because of machining... that can have SERIOUS bends there
[03:43:25] <archivist> 8mm hot one side of 3mm is silly
[03:43:55] <archivist> valen dunno some thursdays I am out
[03:44:13] <archivist> not booked for anything yet
[03:46:01] <Loetmichel> it moven up about 30mm on a 450mm length cut
[03:47:55] <archivist> I machined a CD sized 2mm cut out in 3mm al once, local machining company said impossible, I used a rotary table and "care"
[03:48:23] <archivist> we wanted to mod a printer to print on CDs
[03:56:52] <MrSunshine> ough hurts me when i see people running cncs in wood at so slow speeds that it just shoots smoke ...
[03:57:04] <MrSunshine> sure .. works if you are going for that black finnish ...
[04:00:08] <archivist> blunt tool and rubbing
[04:27:40] <MacGalempsy> archivist: in my PyVCP I got the light and the text to show up for my x amp fault. in the HAL file I have net x-fault <= 5i25.0.7i77.0.0.input-00 but the light does not turn on. testing with the multimeter shows 2v going to the pin
[04:28:14] <archivist> 2v rather in the middle
[04:28:57] <MacGalempsy> so its just not high enough?
[04:29:26] <archivist> for 5v no 3.3v possibly
[04:30:01] <MacGalempsy> hmmm
[04:30:08] <archivist> threshold is 2-2.5 or something like that
[04:30:24] <MacGalempsy> any idea for an easy fix?
[04:30:26] <archivist> depending of system
[04:30:40] <archivist> of/on....cold fingers today
[04:31:09] <archivist> dunno what you have done
[04:31:29] <MacGalempsy> the 2v is coming out of the amp
[04:31:41] <archivist> have you forgotten the pull up resistor
[04:32:27] <MacGalempsy> well I dont recall what that is, so kind of yes
[04:32:33] <archivist> the amp is probably open collector expecting you to pull it up to your local "high" level
[04:33:45] <archivist> I have a delivery this morning will look in in a few minutes under my other nick
[04:34:22] <archivist> see amp docs
[04:35:22] <sudoroomers> howdy, having trouble (a) specifying mill-able boundaries for our little cnc router here (b) then, setting the "zero" of where we'd like to start milling on our item based on gcode we're loading
[04:35:46] <sudoroomers> gcode is here:
https://github.com/wrought/keys
[04:37:24] <archivist> "touch off" to some position on the object, this part is not in gcode
[04:38:09] <miss0r|shop> it is possible to use linux CNC to manually set par port output pins?
[04:38:10] <archivist> eg top surface touch off Z to 0
[04:38:27] <miss0r|shop> i.e. I want pin 0 low
[04:38:58] <archivist> miss0r|shop, custom m codes and classic ladder
[04:39:27] <miss0r|shop> alright
[04:39:44] <archivist> and you can connect pyvcp screen buttons to hal pins and allsorts
[04:40:06] <miss0r|shop> this is very strange. it seems that the 'step' pin for each controller is always high. I can toggle enable pin, and direction pins but the step stays high
[04:40:10] <archivist> so yes, you choose
[04:40:49] <archivist> it is probably a pulse too short for you to see
[04:41:06] <miss0r|shop> well, it should be 'low' when I am not moving the axis
[04:41:19] <archivist> invert the pin then
[04:41:19] <miss0r|shop> pulse or no
[04:41:33] <miss0r|shop> hmm... I will try that
[04:43:25] <Valen> archivist, back
[04:43:43] <Valen> so how should I go about making my 3mmx30mm long shaft ;->
[04:43:50] <sudoroomers> wondering if there are any tutorials or links to docs that can help configure LinuxCNC for my particular mill such that I can articlate the mill-able boundaries, as well as any resources for "zeroing" all axes XYZ for milling
[04:44:00] <sudoroomers> me configure**
[04:44:02] <Valen> keeping in mind the steel wants a deep cut to get a good finish
[04:44:04] <miss0r|shop> it still acts all sorts of strange.
[04:45:02] <archivist> valen on a sliding head lathe
[04:45:26] <Valen> with a standard lathe ;->
[04:45:36] <miss0r|shop> archivist: now nothing comes out that port at all :)
[04:45:38] <archivist> sudoroomers, linuxcnc touch off
[04:45:43] <cpresser> sudoroomers: you are looking for 'touch off'
[04:46:00] <miss0r|shop> this is beginning to smell like a bad config
[04:46:16] <archivist> miss0r|shop, it is inverted and the pulse should be plus and back
[04:46:17] <cpresser> sudoroomers: soft-limits are in your .ini
[04:46:42] <archivist> miss0r|shop, use a scope (storage)
[04:46:49] <MacGalempsy> archivist: looking at the manual, it looks like I may be able to change out a resistor in the component header
[04:47:10] <miss0r|shop> archivist: I was realy hoping not to have to dust off the old scope :)
[04:47:18] * archivist off back in a bit
[04:49:18] <Valen> :-<
[04:49:25] <Valen> thanks for your help though archivist ;->
[04:49:55] <Valen> sudoroomers: in your ini file is where you set the limits
[04:50:09] <Valen> you "zero" to something on your job, not on the machine
[05:20:18] <miss0r|shop> Please let me know if I understand this correctly: is I set my controller for 2 microstepping, and my motor has 200 steps/rev, it now has 400 steps/rev, right?
[05:21:48] <miss0r|shop> Bevause; when I set my 'microstepping' to off on the controller, the motors do not move at all. if I, however, set it to 2, they spin just fine. what the hell?
[05:33:30] <jthornton> yuck looks like a foot or more of snow out there
[05:33:49] <MacGalempsy> man. that stinks
[05:34:44] <MacGalempsy> we didnt get more than a couple inches. my wife wanted to snowboard down the driveway
[05:37:07] <jthornton> yea, I have to plow the driveway and the county road to get out today and to get the wifes car up to the garage
[05:37:32] <MacGalempsy> I hope shes not still in it :)
[05:38:00] <jthornton> no, but she did get lost in the blizzard yesterday and I had to go rescue her
[05:38:23] <MacGalempsy> thats pretty scarey
[05:39:12] <jthornton> yea, it was snowing so hard when she was trying to come home she couldn't find our road from the highway
[05:40:33] <MacGalempsy> I was reading this article the other day about a canadian man who was on his way to a hospital and got stuck in a snow drift. He bailed out to go to a house he saw and didnt make it to the house. After laying there stuck for an hour, he said his final prayers. Basically, he was like if now is my time, then I am content. Then almost instantly a guy who was plowing his sons drivesway reached down and grabbed him
[05:40:55] <MacGalempsy> The guy thought he was a seal!
[06:03:44] <jthornton> neat, the [APPLICATIONS] section will load a python file... looks like they snuck in some new neat stuff in 2.7
[06:12:19] <moorbo> anyone familiar with din tolerance norms
[06:12:32] <moorbo> h7, H7,
[06:12:34] <moorbo> x8
[06:12:37] <moorbo> blah blah?
[06:28:01] <archivist> moorbo, all should be easy to find on the net why
[06:29:27] <archivist> clock journal is a rattlin fit
[06:38:09] <moorbo> archivist: ah, I just have some questions
[06:38:28] <moorbo> about which particular tolerences fit with oters
[06:38:29] <moorbo> others*
[06:38:44] <moorbo> I have a billion tables, but I just some explanation about things
[06:39:08] <moorbo> I figured people who probably machine using those tolerences on a daily basis would be good to ask
[06:39:37] <moorbo> I just don't know what norms are used everywhere or not
[06:41:11] <jthornton> now the lathe profile generator is working like I want besides Axis
[06:44:13] <archivist> moorbo depends on needs, like a bolt and hole, easy to assemble, rough location, exact location, running fit(bearing) pick one from a chart
[06:44:34] <archivist> press fit (interference)
[06:45:07] <archivist> fits vary with diameter too
[06:45:50] <archivist> below an inch a press fit is very material and experience based
[06:46:38] <archivist> http://i200.photobucket.com/albums/aa294/oldtiffie/Limits_and%20_Fits/Limits_and_Fits11.jpg shows the application at the bottom
[06:49:41] <MacGalempsy> so I watched a few youtube videos to try and understand the pullup scenario better. with a 24v field power the mesa card senses low below 9.6v and high at anything over 14.4v. the output of the amp during a fault is 2v. I understand that a resistor needs to be used to drop the 24v down to 9.6v, bot how do I use a pullup to get it to 14.4v?
[06:50:14] <archivist> moorbo, actually it is the designer who should no, the machinist is working to a spec and may only see one side of the problem (shaft or hole)
[06:50:21] <archivist> no know
[06:50:22] <cpresser> MacGalempsy:
http://en.wikipedia.org/wiki/Pull-up_resistor
[06:51:25] <MacGalempsy> cpresser: was hoping for an example
[06:51:47] <archivist> the amp manual may have your example
[06:52:43] <archivist> or mesa card manual as it knows the input impedance
[06:54:21] <cpresser> MacGalempsy: there is an example on that page. i see a nice schematic
[06:57:33] <MacGalempsy> this is the manual, and it says the voltage for the fault is 5-50v, anyone mind taking a look and helping me figure out which resistor may need to be changed in the header?
http://www.copleycontrols.com/motion/pdf/4122.pdf
[07:03:02] <_methods> http://www.diyouware.com/
[07:03:09] <_methods> it does everything
[07:03:13] <_methods> even make pancakes
[07:04:08] <archivist> MacGalempsy, crap manual, Current-sinking when amplifier enabled and operating normally. Goes to +5V when amplifier disabled or fault condition exists.
[07:04:32] <cpresser> "Current-sinking when amplifier enabled and operating normally.
[07:04:33] <cpresser> Goes to +5V when amplifier disabled or fault condition exists."
[07:04:39] <cpresser> ah damm.. i was to late^^
[07:04:45] <archivist> that would imply an undefined 5v pull up
[07:05:21] <cpresser> it could also be a totem-pole output with that description. i cant tell
[07:05:29] <archivist> that header has nothing for that pin
[07:05:51] <archivist> nothing documented I can see
[07:06:01] <archivist> nag the sellers
[07:06:23] <archivist> or buffer to interface to the mesa card
[07:07:36] <MacGalempsy> I will call the seller, they were pretty cool last time I spoke with them
[07:08:21] <archivist> converting a 5v signal to 24v is not too hard
[07:09:28] <MacGalempsy> its not 5v, its 2v. last time I talked to the manufacturer, they said this was a custom tuned job
[07:09:48] <MacGalempsy> basically the same unit, but with different header setup
[07:09:56] <SpeedEvil> Converting 5V to 2V is also not hard
[07:10:17] <MacGalempsy> so how would I go from 2v to 24v?
[07:10:27] <MacGalempsy> in terms for a retard like me
[07:11:59] <archivist> if it is actually an open collector then it is trivial a resistor from pin 14 to 24v
[07:12:50] <archivist> I would be exploring in the unit :)
[07:15:26] <archivist> or ask them if it is open collector and safe for 24v pull up
[07:16:59] <jthornton> I guess I should start using GTK+3
[07:25:43] <MacGalempsy> so it is 5v, it was just that when I plugged it in to the mesa card, it dropped to 3
[07:25:46] <MacGalempsy> oops 3v
[07:25:51] <MacGalempsy> 2v crap
[07:27:00] <archivist> that is input impedance
[07:27:37] <MacGalempsy> the tech guy is looking for a way. but what if I just used a relay with 5v coil, then use the 24v field power?
[07:27:57] <archivist> are you sure the mesa card is configured as input
[07:28:23] <MacGalempsy> it is a 7i77 and the input is pin 0
[07:31:44] <taiden> morning everyone :)
[07:32:06] <Deejay> hi
[07:32:18] <taiden> I have a CAM package that doesn't do patterning for cutting multiple parts... stupid, I know, but it's what I got
[07:32:32] <taiden> are there any tools for patterning that I should check out?
[07:33:17] <jthornton> G54, 55 56 etc
[07:33:29] <taiden> i'm doing around 16 parts at a time
[07:34:00] <Tom_itx> add +3" to all x moves
[07:34:06] <Tom_itx> etc
[07:34:17] <Tom_itx> or y
[07:34:20] <jthornton> use G92 after moving to new location
[07:34:20] <Tom_itx> pick an axis
[07:34:49] * jthornton goes back to GTK+2 as 3 is buggy
[07:35:07] <taiden> so for example G0 X3, G92, run program again
[07:35:12] <Tom_itx> jthornton are you digging tunnels today to get to work?
[07:35:37] <taiden> didn't ncgui do rectilinear patterning?
[07:35:37] <jthornton> yea, just don't forget to turn off G92 at the end
[07:36:01] <jthornton> Tom_itx, I have about 12-15" of snow and have not been out yet lol
[07:36:21] <malcom2073> Nice, we're only at about 4" here, but it's still coming down
[07:36:29] <cpresser> taiden: "grecode" can also offset your gcode
[07:37:13] <Tom_itx> seems my packages may be delayed from memphis
[07:37:26] <jthornton> so move to the next XY 0 and do G92 X0 Y0 then run your code then do G92.1
[07:37:44] <taiden> @cpresser -copies amountOfCopiesX amountOfCopiesY shiftx shifty, looks like the ticket
[07:37:51] <jthornton> I'd bet everything is delayed in the midwest snow belt today
[07:40:29] <Tom_itx> it's actually fairly clear here
[07:40:37] <Tom_itx> maybe 1" still on the gnd
[07:42:05] <jthornton> everything is to the east of me and the weather thing says sun shiny
[07:42:23] <_methods> hehe it's 81 here today
[07:42:25] <_methods> weeeeeeeeeee
[07:42:29] <_methods> it was 80 yesterday
[07:42:35] <_methods> had to fire up the AC
[07:44:20] <tjtr33> MacGalempsy, I use coppleys. see what happen w/o any mesa connection on p14 (other connetions as usual ).
[07:44:28] <tjtr33> measure p14(/normal) to p10(gnd) as in diagram.
[07:44:34] <tjtr33> if led is red, then you should see near 0.5V.
[07:44:35] <tjtr33> if green, you should have close to 5V. if you see 2V, something is broke.
[07:44:55] <tjtr33> it has interbal 5v for this output pin
[07:45:37] <rob_h> you can G10 a work shift you know... just put program in a sub and keep calling it after the G10 move... then just reset it.. much better than G92
[07:45:47] <MacGalempsy> tjtr33: now that it is off the mesa, it registers 5v
[07:46:11] <tjtr33> MacGalempsy, ok, the prob is your connection to mesa, i dunno how you have it set
[07:46:27] <MacGalempsy> the field power to the mesa is 24v
[07:46:37] <tjtr33> and 6V means 'not good' btw
[07:47:26] <MacGalempsy> tjtr33: how do you run your fault to the mesa? trying to get an led to turn on pyvcp when the fault occurs
[07:49:21] <tjtr33> i dont use copleys on mesa, sorry, i will get out the dwgs for that system and look ( i believe its 24V i/o system too )
[07:58:36] <tjtr33> MacGalempsy, i direct wire to my PLC. Heidenhain PLC410 is 24V system. from the manuals... a '1' is 13 to 30V and '0' i s-20 to 3.2V. so your Q is strictly a mesa Q.
[07:59:08] <tjtr33> and my wiring examples of copley to this plc show simple direct wire and common gnd to copley
[08:00:14] <tjtr33> an you read any inputs on the mesa?
[08:00:26] <tjtr33> s/an/can
[08:03:27] <MacGalempsy> the mesa manual says that with a 24v field power that anything below 9.6v will register as low
[08:05:43] <archivist> yes
[08:06:30] <archivist> which is what is happening
[08:07:48] <MacGalempsy> so I think a resistor between the 24v will drop the 24v, then on then after the resistor, I put on the 5v out on the Copley. when non faulted it puts out 9.6 and when the fault occurs it ups the voltage. does that sound right?
[08:08:01] <archivist> the heidenhain probably has a pull up to 24 assuming the external driver is open collector
[08:08:34] <tjtr33> checking photos says the /normal was _not_connected. i'd think a p/u (3.3k?) was needed
[08:08:56] <tjtr33> (sorry, prints vs reality)
[08:13:29] <tjtr33> MacGalempsy i dont follow your last statement, the resistor i talk about goes from +24V to the signal. this lightly 'lifts' the weak signal up towards 24V if nothing else wrestles it towards ground.
[08:14:04] <tjtr33> when the copley wants to say 'bad' it has a very easy job to pull the signal low.
[08:14:42] <tjtr33> oops, the copley has an easy jonn to say 'good' and pulls the 7mA down
[08:16:37] <MacGalempsy> im lost, and was hoping someone would say connect x to y and the mesa card will get trip correctly...
[08:17:31] <archivist> a pull up from 24v to the pin 14 is what we are both saying
[08:18:02] <cpresser> MacGalempsy: just ask the manufacturer. the datasheet does not have enough info.
[08:18:03] <archivist> the value depends on mesa input impedance to pull high
[08:18:23] <miss0r|shop> archivist: apparently the CW-5045 does not support not using microstepping. I had to set it on 2 microsteps for it to work
[08:20:22] <archivist> MacGalempsy, does the mesa card have its own pull ups
[08:20:53] <MacGalempsy> the 7i77 manual doesnt say anything about pull ups
[08:22:10] <MacGalempsy> this email I see online says the 7i77 requires external pullups
[08:23:39] <MacGalempsy> easy way out?
http://www.ebay.com/itm/2-X-5V-1-one-channel-relay-module-for-Arduino-Shipping-from-Phoenix-AZ-USA-/171707234010?pt=LH_DefaultDomain_0&hash=item27fa8c76da
[08:24:24] <cpresser> MacGalempsy: stupid way out. ask the manufacturer what kind of output that pin14 is. then you can decide what to do
[08:24:37] <cpresser> (at least thats my opinion)
[08:24:38] <archivist> MacGalempsy, it has a 20k input resistance, so 3k will be ok
[08:25:17] <tjtr33> i dont see any pull ups in the 5V MPG hookup to 7i77 here
http://gnipsel.com/linuxcnc/configs/7i77.html
[08:26:04] <MacGalempsy> im sorry for being so naive on this.
[08:26:16] <cpresser> tjtr33: afaik those are different kinds of inputs
[08:29:04] <archivist> MacGalempsy, the important info in the7i77 manual is you provide the voltage for the input
[08:29:06] <tjtr33> cpresser, could be, but i dont see how they are different. looks 5v ttl to me.
[08:29:06] <tjtr33> but note that the copley pin 10 ( gnd ) has to be connected to the 7i77 field gnd.
[08:30:11] <MacGalempsy> ok I think I get the idea from the schematics. I will draw up what I think is the right way to connect everything then post a link and ask again.
[08:30:16] <archivist> slight miss match copley is a 5v driver and the 7i77 is set to 24v
[08:30:57] <tjtr33> archivist, i agree the 2 diff voltage, i cant resolve the example on gnipsel
[08:31:48] <archivist> if copley is an open collector with a pull up to 5 then a pull up to 24 may just work, if the copley can stand higher voltages on that pin
[08:31:56] <tjtr33> my guess is you ar eright and a 3k pu is needed
[08:32:01] <jthornton> which example?
[08:32:17] <tjtr33> 7i77 with mpg connected to input
[08:32:54] <tjtr33> "Connect your MPG to 5v, 0v (com"...
[08:33:03] <tjtr33> JT-Shop, is there a pull up?
[08:33:22] <jthornton> I didn't use one
[08:33:35] * jthornton waves from down in the beer cave
[08:33:49] <tjtr33> ok, thats what i read. Yo! jt
[08:33:56] <tjtr33> thx
[08:34:18] <archivist> I think that diagram is unrelated for this particular problem
[08:36:32] * jthornton dresses up to shovel snow
[08:36:46] <MacGalempsy> guys, I appreciate the brain power. i got to go now. thanks again.
[08:45:49] <tjtr33> http://ibin.co/1tmdnQwRuLlF MacGalempsy
[08:54:38] <archivist> !later MacGalempsy <tjtr33>
http://ibin.co/1tmdnQwRuLlF
[08:54:39] <the_wench> will tell MacGalempsy when he/she joins next
[08:54:44] <archivist> he left
[08:54:57] <tjtr33> thx i forgot the wench cmd
[08:55:21] <tjtr33> bang later ok
[08:57:35] <tjtr33> nmon looks like a nice system monitor, shows cpu load per cpu enabled
[09:03:25] <JT-Shop> step 1 shovel a path to the shop... check
[09:05:41] <miss0r|shop> step 2: lie down from all the hard work, and get back at it tomorrow
[09:06:06] <JT-Shop> step 2 build a fire in the shop... check
[09:17:54] <_methods> https://www.youtube.com/watch?v=LAfKZUn9sZ0
[09:17:59] <_methods> drunken squirrel
[10:04:58] <ssi> morn
[10:11:03] <CaptHindsight> https://www.kickstarter.com/projects/597507018/pebble-time-awesome-smartwatch-no-compromises/posts in 7 days
[10:11:43] <_methods> jesus
[10:12:08] <_methods> at least i can see this more than the exploding kitten thing
[10:12:18] <_methods> still stoopid
[10:13:04] <CaptHindsight> i read tech new regularly. How did I miss this before? This is their gen 4 version.
[10:13:24] <CaptHindsight> I must automatically filter out crap
[10:13:24] <_methods> miss what the pebble?
[10:13:37] <archivist> far too many idiots ready to have money remove from them
[10:14:00] <_methods> indeed
[10:19:24] <malcom2073> I'm more than happy to take idiots money, know any with ssome to spare? :-P
[10:19:38] <_methods> plenty apparently on kickstarter
[10:19:43] <archivist> hmm 259.569846856 per idiot
[10:19:43] <malcom2073> yeah
[10:19:51] <_methods> you just need to make something with kittens
[10:19:53] <malcom2073> I've given up on trying to think of something to kickstarter
[10:20:01] <malcom2073> I'm just not that creative
[10:20:07] <_methods> oven mittens with kittens
[10:20:12] <_methods> bewm
[10:20:15] <_methods> millionaire
[10:30:02] <CaptHindsight> the big sellers all seem to be items that people buy to make themselves feel slightly better for a short time (or what they think will)
[10:30:36] <CaptHindsight> the watch is another toy like the kittens game
[10:31:35] <CaptHindsight> toys targeted at those in their extended childhood
[10:31:47] <JT-Shop> step 3 grade the driveway and part of the county roads
[10:32:10] * JT-Shop is worn out
[10:32:27] <_methods> you've done more before lunch than i'll do all day lol
[10:32:47] <CaptHindsight> was -5 last night, 50's by Tuesday
[10:36:11] <CaptHindsight> https://www.kickstarter.com/projects/265641170/kraftwerk-highly-innovative-portable-power-plant?ref=popular pock sized fuel cell
[10:36:15] <_methods> HOA in action
[10:36:18] <_methods> http://www.kctv5.com/story/28254709/girl-battling-cancer-wants-playhouse-but-homeowners-association-objects
[10:36:45] <_methods> just another reason for me to hate those unholy atrocities
[10:38:18] <CaptHindsight> petty tyranny's
[10:40:43] <ssi> I really really hate HOAs
[10:42:14] <_methods> me too
[10:42:36] <_methods> they really need to abolish those things or at least heavily regulate thier powers
[10:43:06] <cradek> but who will regulate the regulation regulators?
[10:43:18] <_methods> a committee lol
[10:43:38] <_methods> homeland defense
[10:44:03] <CaptHindsight> nobody pays attention to them when they form or who wants to be on the board
[10:45:27] <CaptHindsight> so it attracts Type-A's and people who want to sooth themselves by holding a little power over others
[10:45:51] <_methods> type-a's that work in menial positions lol
[10:45:58] <_methods> mine was full of janitors
[10:46:01] <CaptHindsight> yes, it's all petty
[10:46:17] <_methods> i got better things to do with my time than measure peoples grass
[10:47:02] <_methods> i will NEVER EVER get a house in a neighborhood with an HOA again
[10:47:24] <_methods> probably one of the worst uninformed choices i've ever made in my life
[10:48:09] <CaptHindsight> _methods: so yours did't have to meet and interview you before allowing you to purchase?
[10:48:23] <_methods> if i want to build a giant metal dildo in my front yard by god i want a giant dick in my front yard
[10:48:34] <_methods> no we bought when the 'hood was still under construction
[10:49:39] <CaptHindsight> I wouldn't want to live anywhere that the HMA would want me
[10:49:54] <_methods> don't do it
[10:55:40] <CaptHindsight> maybe a lawn camera that detects intruders and fires paintballs at them
[10:55:53] <CaptHindsight> or at least a water canon
[11:00:47] <mozmck> I don't know why anyone would want to live within city limits. Out here there are no building regulations - only inspection is sewer.
[11:01:03] <mozmck> No city taxes, fees, etc.
[11:02:03] <jthornton> we only have taxes to pay out here, no city water or sewage or inspections
[11:02:28] <jthornton> _methods, my friends son made a giant penis out of snow in his front yard lol
[11:02:46] <mozmck> Same here. The sewer inspection is only when it is first installed.
[11:03:20] <jthornton> if you have more than 3 acres no perk test is required here
[11:05:05] <CaptHindsight> lack of good broadband and cell service is the main downside for me
[11:05:11] <cradek> at my house, low-cost dinosaur gas comes from underground in a pipe. also, clean water with no weird smells or tastes comes the same way.
[11:05:50] <cradek> lots of nice places to hang out and eat are a five minute bike ride from my front door
[11:07:27] <CaptHindsight> for me life in a big city has to be big enough to be able to get me around without a car and actually have places I want to go to steps from my door
[11:07:44] <jthornton> there are plus and minus features for almost any place except for where Glen Villeneuve lives
[11:08:03] <Cromaglious> city water is not too bad, but sewer? Sheeshz they think it's made out of gold? $45 water bil $5 water, $40 sewer
[11:08:38] <mozmck> I can go outside and see the stars at night, hear the coyotes, owls, whippoorwils, and frogs. The city is close enough if I need something. Best place I've found to eat is our kitchen table :)
[11:09:08] <jthornton> it cost a lot of money to make sewer cleaner than the water used to flush the toilet
[11:09:12] <ssi> I don't even have a kitchen table :P
[11:09:14] <CaptHindsight> i don't miss the traffic
[11:09:57] <cradek> mozmck: it's almost as if there's more than one way to live happily
[11:10:05] <mozmck> :) quite true.
[11:10:38] <mozmck> I could adapt if I had to I'm sure.
[11:10:58] <cradek> as long as we have cheap fuel for our cars, both of the ways work well
[11:11:04] <Cromaglious> I'm near Palomar observatory, so I can see stars at night, We are backed onto a Golf Course (subdivision) so we get coyotes, possum, owls, corbies, and frogs too
[11:11:57] <Cromaglious> No kitchen table, though the ironing board is in there for theatre season.
[11:16:01] <_methods> anyone watch better call saul
[11:16:04] <_methods> that toilet
[11:16:09] <_methods> great kickstarter lol
[11:17:53] <CaptHindsight> _methods:
http://www.3ders.org/articles/20150304-avengers-assemble!-fan-3d-prints-complete-iron-man-suit.html
[11:18:01] <_methods> wow
[11:18:03] <CaptHindsight> see not worthless :p
[11:18:41] <_methods> $8000 worth of filament later
[11:19:56] <CaptHindsight> http://www.3ders.org/articles/20150305-us-intelligence-community-invests-in-voxel8-worlds-first-multi-material-3d-electronics-printer.html a decade and several $ later they can print a quadcopter
[11:20:29] <_methods> wild some hospital in chicago patient with a gun is loose and my buddies gf is in there hiding and texting him
[11:21:12] <_methods> http://abc7chicago.com/
[11:21:16] <CaptHindsight> did he mention the hospital?
[11:21:24] <_methods> hoffman estates
[11:21:31] <CaptHindsight> closer to me
[11:21:40] <CaptHindsight> 30 miles out of the city
[11:22:01] <CaptHindsight> Alexian Brothers Hospital Behavioral Center
[11:22:38] <CaptHindsight> not as surprising when you get the details
[11:23:08] <_methods> tryin to think of the best places to hide in hospital
[11:23:29] <CaptHindsight> local schools are also in lockdown
[11:23:33] <_methods> damn
[11:23:42] <CaptHindsight> so now they just lock down the entire town
[11:24:42] <CaptHindsight> https://www.youtube.com/watch?v=0zXajYDnprQ "Quite an experience to live in fear, isn't it?"
[11:26:51] <JT-Shop> yea my Fluke 51 (that came in a Fluke 52 box) will go to 2498F
[11:31:01] <jdh> nist trace?
[11:32:52] <Cromaglious__> ok on my phone
[11:33:09] <Cromaglious__> off to my appointment, then to IKEA for lunch
[11:33:40] <Cromaglious__> maybe I can get another light aka a doubleboost light
[11:34:00] <Cromaglious__> pyCAM worked!!!!
[11:34:12] <HSD> just took 12 hours?
[11:34:37] <HSD> any ideas how to speed it up? A simple toolpath took over 12 hours to generate.
[11:34:47] <Cromaglious__> I can now make stencils! wooo hooo, though I think I'm gonna have to make a vacuum table
[11:35:29] <Cromaglious__> or use carpet tape
[11:37:13] * JT-Shop thinks gedit is faster generating G code than 12hrs
[11:37:33] <Cromaglious__> HSD, pyCAM worked last night, I couldn't verify it until this morning... Mach3 (controller at the space) was screwing up ad I had to get a newer version
[11:38:04] <Cromaglious__> 2.63 was stuck in demo mode, 3.xx fixed that
[11:38:18] <HSD> ah. let me find out which version I've got
[11:39:05] <HSD> uh... pyCam 0.5.1
[11:39:06] <HSD> ???
[11:39:59] <Cromaglious__> N W BR dunno what version pyCAM is... should be latest.
[11:41:07] <Crom> now I need to get bigger antenna's for my routers.
[11:42:23] <Crom> My house is in a dead spot for my cell carrier
[11:43:05] <SpeedEvil> I have resorted in the past to a USB modem stuck on a 6m pole
[11:43:17] <Crom> so I use wifi at home.
[11:43:21] * SpeedEvil waggles his 6m pole around.
[11:43:56] <Crom> heh might fine pole you got there
[11:44:18] <Crom> woooo Unimog just drove past
[12:06:11] <jdh> maybe it's keling
[12:07:36] <jdh> I have an arc starter that doesn't fire. but it works if you ground the electrode between each weld. any suggestions on what to look for?
[12:09:18] <alex4nder> jdh: I've heard that's common when the high freq is on the fritz due to bad caps, or inductor 'problems'
[12:11:10] <jdh> my guess was va
[12:11:42] <jdh> my guess was caps. swapped out starter with same result.
[12:49:22] <Crom> join #linpeople
[12:52:40] <Crom> still thinking about the TOS, I'm thinking about brass/bronze wiskers to make contact with the bit, and then have the tool make contact with the setting surface
[12:58:18] <XXCoder> linpeople channel is for what
[13:11:05] <XXCoder> http://notalwaysfriendly.com/wp-content/uploads/2015/02/http__www.dumpaday.com_random-pictures_funny-pictures_funny-pictures-55-pics-11_.jpg
[13:11:10] <XXCoder> you'll remember it
[13:33:54] <XXCoder> holy fuck
http://i.crackedcdn.com/phpimages/photoshop/3/4/0/374340.gif?v=1
[14:18:58] <Tom_itx> mark your calendar:
http://www.st.com/web/en/seminar/design-tips-for-driving-dc-bldc-motors?sc=dc-bldc-webinar
[14:26:15] <JT-Shop> well I got the wife's car unstuck and up the driveway
[14:26:44] <Jymmm> in the mud?
[14:26:52] <JT-Shop> bad thing is the new neighbor has discovered that I have a tractor and a blade
[14:27:03] <JT-Shop> we got 12" of snow last night
[14:27:08] <Jymmm> ah
[14:27:11] <cpresser> JT-Shop: well, charge him 100$/h
[14:27:29] <ssi> Tom_itx: we should do a #linuxcnc group design of a BLDC servo controller that's ground-up intended for mesa hardware
[14:27:32] <JT-Shop> I will for sure
[14:27:42] <Jymmm> JT-Shop: let the new neighbor know it's avaiable for $100/minute pre paid
[14:27:42] <ssi> I guess peter already did that with the 8i20 tho :P
[14:27:46] <JT-Shop> I thought andy did that
[14:27:55] <JT-Shop> yea
[14:28:10] <ssi> shut up I just like building things ok?! :((
[14:29:48] <JT-Shop> ok build me one... I have a bldc motor on my desk
[14:31:35] <Tom_itx> there is an OSMC but it's not for bldc
[14:31:40] <Tom_itx> open source motor control
[14:31:55] <Tom_itx> i had parts to make a 50A ver
[14:38:59] <PCW> ssi: I would really like to do that: dual STM32F302s (on running current loop on hot side and
[14:39:00] <PCW> other on LV side running velocity loop/host interface) TO247 MOSFETs or IGBTS for
[14:39:02] <PCW> 200 --> 600V operation with different output devices step/dir/sserial host interfaces
[14:39:03] <PCW> but its a big mechanical/design project
[14:40:06] <ssi> sounds great :D
[14:41:01] <PCW> STM 303 has floating point, fast 12 bit A-D and is only about $3.00
[14:41:07] <PCW> 302
[14:41:51] <PCW> A recurrent dream...
[14:43:49] <XXCoder> http://hackaday.com/2015/03/03/hard-drive-speakers/
[14:43:58] <XXCoder> interesting. wonder how realistic it sounds lol
[14:56:49] <tjtr33> or how realistic sound looks ( driving vector graphics off audio outputs )
https://marcan.st/blog/2010/11/openlase-open-realtime-laser-graphics
[14:58:08] <XXCoder> tjtr33: that is cool
[15:00:05] <XXCoder> tjtr33: wonder if cnc using servos could do it
[15:00:29] <XXCoder> with additional "axis" it could control brightness too
[15:00:34] <PCW> possible but not via USB
[15:00:35] <tjtr33> they used galvos, which respond very very fast
[15:00:48] <XXCoder> yeah cnc definitely would be slower lol
[15:01:04] <PCW> but sound card interfaces are buffered so not real time in the linuxcnc sense
[15:01:26] <tjtr33> much like the hd motors i suspect. a better evolution of the project uses real D/A's
[15:01:37] <PCW> fine for open loop (like galvos)
[15:03:05] <PCW> Audio DACs probably have rather poor DC specs (offset drift and gain are immaterial for audio)
[15:03:50] <tjtr33> i think it was lasershark
http://www.macpod.net/electronics/lasershark/lasershark.php and figgered Jymmm already knew about it
[15:05:40] <_methods> haha the internet finally got wise to kickstarter
[15:05:42] <_methods> http://gizmodo.com/this-kickstarter-is-clearly-just-a-marketing-scam-from-1689640209
[15:06:14] <XXCoder> _methods: lol yeah
[15:06:24] <XXCoder> water stucture :P
[15:06:39] <_methods> who needs tv commercials anymore when you have kickstarter
[15:08:04] <XXCoder> funny thing is that it "works". water IS powerful solvent, balls just add nothing'
[15:08:25] <XXCoder> besides literal resperanent of guy setting kickstarter up brass balls :P
[15:11:08] <XXCoder> _methods: donald trump probably would love
https://d15chbti7ht62o.cloudfront.net/assets/003/066/011/fc976eae67d1f869e1f161e4a1978fd6_large.jpg
[15:11:24] <_methods> hehe
[15:11:37] <XXCoder> probably cheapest possible machine sprayed with gold paint
[15:12:00] <XXCoder> then hand drawn labels by kickstarter's artist nephew :P
[15:13:11] <XXCoder> also.. wifi connectivity on washing balls. now thats large balls. :P
[15:13:51] <XXCoder> https://en.wikipedia.org/wiki/Laundry_ball
[15:18:54] <XXCoder> bet this creppy guy will remember it forever
http://cdn.cubiclebot.com/wp-content/uploads/2015/03/16.jpg
[16:22:53] <Deejay> gn8
[16:47:35] <HSD> So... any thoughts about endstop/limit switches? I'm having issues with mine. They appear to trip about 3 times a second. If I actually trip the limit switch, the ! goes solid. (Which I believe means it's been hit)
[16:47:52] <HSD> But any ideas why it goes on/off so many times a second?
[16:47:57] <HSD> perhaps noisy cable/line?
[16:48:13] <HSD> And if that's the case, what can I do about it?
[16:54:13] <SpeedEvil> three times a second when?
[16:56:52] <HSD> heh, didn't explain my problem very well did I?
[16:57:31] <HSD> Let me first ask does the ! near the DTG numbers indicate a limit switch has been hit?
[16:57:54] <HSD> My "Override Limits" blinks on/off about 3 times a second.
[16:58:20] <HSD> which to me seems to indicate linuxcnc thinks that the limit switches get triggered multiple times a second
[16:58:50] <PCW> probably electrical noise coupled into the limit switch wiring
[16:58:53] <HSD> when I actually trip the sensor/switch I get a solid/non blinking ! near the axis of the limit switch I've activated.
[16:59:03] <HSD> Yeah, that's what I'm starting to think.
[16:59:29] <PCW> what kind of inputs?
[16:59:37] <HSD> can I use a filtering capacitor or something?
[16:59:55] <HSD> Uh you mean switches or on the driver board?
[17:00:16] <PCW> Driver board
[17:00:33] <HSD> they are physical switches that drop the input to GND. The inputs are pulled up via pull-up resistors
[17:01:09] <SpeedEvil> Does it happen when the machine is idle?
[17:02:38] <PCW> may need stiffer pullups/ capacitor or debounce in hal
[17:03:09] <PCW> debouncing in hal can be done with no hardware changes
[17:05:11] <Tom_itx> watch halscope to see how wide the noise is
[17:05:24] <Tom_itx> then debounce a bit longer
[17:07:03] <HSD> SpeedEvil, yes, idle
[17:07:25] <HSD> halscope. checking.
[17:07:29] <SpeedEvil> Mains hum?
[17:07:37] <SpeedEvil> Do you own a multimeter?
[17:08:57] <HSD> yes
[17:09:06] <HSD> uh... no mains seem good
[17:09:23] <HSD> heh, realized I answered those out of order
[17:09:36] <HSD> so I need to select a channel in hal scope?
[17:11:10] <Tom_itx> yep, then assign the pin signal to it
[17:13:47] <HSD> ok...
[17:13:47] <HSD> then
[17:15:31] <Tom_itx> assign a trigger
[17:19:51] <HSD> holy...
[17:19:56] <HSD> super noisy
[17:20:54] <HSD> trying to figure out the scale here.
[17:21:44] <HSD> ah. 20.0 mSec
[17:22:54] <HSD> that's quite a bit more than 3 times a second.
[17:23:24] <PCW> limit switch wiring should not be routed next to step motor/servomotor/VFD wiring
[17:23:40] <HSD> I'll bet that's my problem.
[17:23:50] <HSD> it's bundled with the motor wiring
[17:23:53] <PCW> those are all great nopise radiators
[17:23:59] <PCW> noise
[17:24:46] <HSD> yeah makes perfect sense... Guess I need to run a set of wires just for the limit switches.
[17:25:09] <SpeedEvil> Measure the voltage between the switch common, and the parallel port common
[17:25:27] <SpeedEvil> You should absolutely not ever get that much coupling - especially with pull-downs
[17:25:40] <SpeedEvil> pull-ups
[17:25:46] <SpeedEvil> what is the vlaue of the pull-ups actually
[17:26:00] <SpeedEvil> ^measure teh AC voltage
[17:26:56] <HSD> so, the controller is supposedly isolated. I get no voltage between switch common and parallel port common
[17:27:10] <HSD> the resistor value or voltage value?
[17:27:22] <HSD> I get ~5V at the limit switch.
[17:27:27] <HSD> you mean the parallel port value?
[17:27:58] <HSD> http://www.probotix.com/manuals/PBX-RF_manual.pdf
[17:28:07] <HSD> that's the controller I'm using
[17:29:26] <PCW> assuming a relatively stiff 2k pullup and 20 pf of wiring capacitance to say a 36V square wave from
[17:29:28] <PCW> stepper wires you can easily get spikes that cross the input threshold so best not to route together
[17:30:42] <HSD> Well it'll be a bit of a pain, but I think I'm going to do a wire bundle for just the limit switches.
[17:30:56] <PCW> I think the PBX-RF uses AD isolators instead of cheap OPTOs so the inputs are quite fast
[17:30:58] <HSD> any issues running CAT5?
[17:31:17] <PCW> Flex life
[17:31:41] <HSD> ok, well I suppose I can deal with that
[17:36:01] <PCW> Hmm looks like the PBX-RF has input filters already so would not expect any noise,
[17:36:03] <PCW> Are you sure your switch GND is GND2 (isolated GND)
[17:36:47] <SpeedEvil> PCW: yes - but not with the machine idle
[17:37:49] <PCW> stepdrive wires generate as much noise when idles as when running
[17:38:33] <PCW> (unless completely disabled = 0 current)
[17:43:02] <anonimasu> PCW: are you on and alive?
[17:43:02] <HSD> hmm.
[17:43:22] <PCW> vaguely
[17:44:14] <SpeedEvil> PCW: yes, but not at 50Hz AIUI
[17:44:14] * JT-Shop calls it a day... more snow than I care to deal with
[17:45:08] <anonimasu> PCW: Can you somehow run the 8i20's in velocity mode?
[17:45:16] <PCW> No
[17:45:41] <PCW> well you can run a velocity loop in linuxcnc
[17:45:44] <anonimasu> mhm, any other way to handle that?
[17:46:27] <anonimasu> it seems that the plasma's work better with that kind of control loops.
[17:48:00] <anonimasu> is there any sample configs like that?
[17:48:03] <PCW> almost all servo system have a velocity loop around a torque loop
[17:48:03] <skunkworks> anonimasu: explain? for positioning?
[17:48:28] <anonimasu> 99% of the amps used for that kind of setup is velocity mode rather then torque mode
[17:48:48] <anonimasu> I am having a bit of trouble with jerkiness and getting things _smooth_ without jerking the torch around at corners
[17:48:56] <PCW> Tuning is very different
[17:49:05] <anonimasu> ah tuning is fine
[17:49:19] <PCW> effectively linuxcnc must close the velocity loop
[17:49:38] <anonimasu> it dosent miss position very much only by a few 0.01mm, but it's still a bit too jerky to not throw the gantry around
[17:50:04] <skunkworks> wll this isn't a limited jerk planner...
[17:50:04] <PCW> so for the simple 1 PID case you first add as much D as is stable
[17:50:16] <anonimasu> (considering this machine was built to handle 38IN/SEC^2 of accel.. it shouldnt be a problem
[17:50:22] <anonimasu> and 25m/min
[17:50:35] <PCW> thats not much (1/10 G)
[17:51:22] <skunkworks> is it just loud?
[17:51:43] <anonimasu> huh?
[17:52:31] <skunkworks> oh - you mean the gantry actually whiggles?
[17:52:34] <anonimasu> I were testing at 1g before, but cornering is just not very smooth..
[17:52:55] <anonimasu> (it looks like the machine either dosent slow enough or it decides to jerk the gantry) possibly a ff tuning issue
[17:53:05] <anonimasu> or something like taht
[17:53:06] <anonimasu> that..
[17:53:08] <PCW> if it follows the profile accurately, not much more you can get from the servo
[17:53:15] <skunkworks> you should see that with halscope though...
[17:53:26] <PCW> rest is up to the TP
[17:53:45] <anonimasu> I am very much thinking that this is inertia related
[17:53:54] <PCW> Did you tune for max D first?
[17:54:15] <anonimasu> no, I followed the tutorial on the emc wiki
[17:54:32] <anonimasu> the one where you increase P add a bit of I, and finally D I think
[17:54:49] <PCW> well thats completely wrong for torque mode
[17:55:12] <anonimasu> ok?
[17:55:54] <PCW> Maximize D first (thats your velocity loop effectively)
[17:56:12] <anonimasu> no P added to the loop?
[17:56:17] <anonimasu> (initially?)
[17:56:42] <PCW> a bit just so its under control
[17:57:04] <anonimasu> 0.5?
[17:57:13] <anonimasu> (now I have it set at 10)
[17:57:32] <PCW> raising the servo thread as fast as you can run it helps with maximizing D
[17:58:39] <anonimasu> what's the procedure, start with P=low value, raise D as high as you can
[17:58:45] <anonimasu> and add i if needed?
[17:58:56] <PCW> The add P and finally I
[17:59:10] <PCW> what servo thread rate are you running?
[17:59:38] <anonimasu> I cant remember right now, but if that's how you tune a torque mode drive I am way off,
[17:59:42] <anonimasu> I have 0.0025 for D
[17:59:52] <anonimasu> and a bit of I...
[18:00:22] <PCW> I would not run slower that ~4 KHz
[18:00:44] <Tom_itx> HSD, i'd shield the limit wires too
[18:00:49] <anonimasu> (this is on the 5i23)
[18:01:03] <anonimasu> err 5i20/5i23(I dont remember)
[18:01:16] <PCW> max servo thread depends mostly on the CPU
[18:01:25] <PCW> servo thread rate
[18:01:25] <anonimasu> anyway, I will try to check tomorrow if I can get it better
[18:02:37] <anonimasu> (I think that the loop is not set up properly so inertia causes the machine to jerk rather then decelerate properly
[18:03:30] <HSD> Tom_itx, yeah kinda what I was thinking about. CAT5 wouldn't work in that case.
[18:03:47] <anonimasu> PCW: I'll get back tomorrow when I know if you are on, it's way too late here
[18:03:49] <anonimasu> thank!
[18:03:50] <anonimasu> s
[18:04:02] <PCW> 'nite
[18:04:40] <Nick001-shop> Is there an advantage running a SSD hard drive instead of an 80gig IDE or sata if I can find one with Linuxcnc
[18:05:00] <_methods> speed
[18:05:02] <_methods> lots of speed
[18:06:08] <Nick001-shop> Do I have to do the sd disk corrections?
[18:06:56] <Tom_itx> HSD, i shielded my stepper wires as well as my limit switches
[18:07:31] <CaptHindsight> http://linuxgizmos.com/io-rich-sbc-runs-linux-on-cortex-a9-sitara-soc/ $99 to do what the BBB could not
[18:07:37] <_methods> sd disk corrections?
[18:08:15] <_methods> i have mine on an ssd and i didn't have to do any disk corrections
[18:08:17] <Tom_itx> sure hope my crap wasn't in that truck that was just on the news...
[18:08:30] <_methods> all of those trucks lol
[18:08:43] <Tom_itx> it was sunny here and nearly no snow left now
[18:09:07] <_methods> heheh it was 80 here
[18:11:54] <HSD> Tom_itx, I also hear that ferrite beads work well too.
[18:13:03] <Nick001-shop> when you use an SD disk -linux has a whole list or corrections to do. Mostly preventing rewrites to the disk for about 25-30 things which I never got to work.
[18:14:28] <_methods> i have ssd's in multiple linux boxes and have never had a problem
[18:14:47] <_methods> in fact the only computers i ever had a problem on were windows with small ssd's
[18:15:02] <_methods> i've had a coupld 64 gb ssd's go bad on windows boxes
[18:15:08] <_methods> but i can't really blame it on windows
[18:15:23] <_methods> i think that was just the first gen ssd's and them being smaller sized
[18:15:40] <Nick001-shop> Im' talking about the little sdhc cards
[18:16:03] <Nick001-shop> Generally, how big a drive is necessary to run Linuxcnc with some mesa cards? 80 - 120gig?
[18:16:18] <_methods> Is there an advantage running a SSD hard drive instead of an 80gig IDE
[18:16:30] <_methods> you said ssd?
[18:16:39] <_methods> not sdhc
[18:16:49] <Nick001-shop> righ ssd
[18:17:36] <Nick001-shop> I tried the sdhc and got nowhere so I stayed with IDE and sata
[18:18:39] <Nick001-shop> Now I'm wondering would a SSD have a longer life than an IDE or sata with the motors spinning
[18:19:35] <Nick001-shop> I have to put a computed inside a machine cabinet and don't want to be chasing it.
[18:19:51] <Nick001-shop> computer
[18:20:40] <_methods> your ssd will use the sata or ide interface unless you have a scsi ssd
[18:23:15] <_methods> if you're asking if an ssd drive will be more reliable than a spinning platter type disk drive i would have to say yes
[18:23:37] <Nick001-shop> OK - wondering whitch will last the longest
[18:23:58] <_methods> i would stick to the intel ssd's if you're concerned with reliability
[18:24:05] <Nick001-shop> What size is generally used?
[18:24:27] <_methods> personally for a linuxcnc box i think 128gb would be good
[18:24:31] <_methods> that's what i have in mine
[18:24:41] <Nick001-shop> I was looking at kingston
[18:24:53] <_methods> that is up to you
[18:24:54] <Nick001-shop> from newegg
[18:25:16] <_methods> i personally have never purchased a kingston ssd
[18:25:28] <_methods> i have crucial, intel and some other one
[18:25:37] <_methods> adata
[18:25:53] <_methods> the crucial 64gb drives are the only ones that have gone bad on me
[18:26:11] <_methods> all my other ssd's are still in service
[18:26:22] <Nick001-shop> I;ll stay away from that one
[18:26:46] <_methods> well i have purchased several larger crucials since then that are running fine
[18:26:58] <Nick001-shop> do they use the same connector as the 3-1/2" drives?
[18:27:06] <_methods> all mine have been sata
[18:27:19] <zeeshan> HSD: probotix sux\!! :P
[18:27:29] <Nick001-shop> 3-1/2 sata drive
[18:27:40] <_methods> yes
[18:28:09] <_methods> oh i also have samsung 1tb ssd
[18:28:24] <_methods> that's the last one i bought and so far it is working well
[18:28:47] <_methods> but i've only had it for about 5 months or so
[18:30:55] <Rab> I bought a Samsung 840 EVO SSD and then found out it's a widely-known turd...I would avoid that model.
[18:31:12] <PCW> CaptHindsight the ZX-turn looks even more interesting:
[18:31:13] <Tom_itx> heh
[18:31:14] <PCW> http://www.myirtech.com/list.asp?id=502
[18:31:19] <_methods> i hope that's not the one i have lol
[18:32:27] <_methods> yep that's the one i bought lol
[18:32:32] <Rab> http://www.extremetech.com/computing/199673-second-patch-for-ongoing-840-evo-ssd-performance-issues-being-prepped-by-samsung
[18:32:34] <Tom_itx> i got one but didn't plan to use it for anything but testing
[18:32:46] <Tom_itx> _methods good luck :)
[18:32:53] <_methods> great googly moogly
[18:34:08] <Tom_itx> under warranty still?
[18:34:14] <Tom_itx> better ask for a rma now...
[18:34:55] <_methods> hmm i might do that i've only had it for awhile
[18:35:06] <Tom_itx> PCW wonder if that would run your eth boards
[18:35:25] <_methods> got it in october
[18:35:30] <zeeshan> http://i.imgur.com/uoivmxl.png
[18:35:32] <HSD> zeeshan, sigh... now you tell me. :)
[18:35:33] <zeeshan> 1/3 the resolution
[18:35:34] <zeeshan> of the microscope
[18:35:40] <zeeshan> its crazy
[18:36:06] <zeeshan> http://i.imgur.com/j2CQQvw.png
[18:36:39] <Rab> zeeshan, what are these pix?
[18:37:30] <_methods> alright so don't buy a samsung 840 evo
[18:37:35] <zeeshan> rab what do you mean
[18:38:04] <Rab> zeeshan, what are they depicting?
[18:38:33] <Rab> Looks like a tool impact in a piece of metal under magnification?
[18:39:13] <zeeshan> im using a pyramidal indenter
[18:39:15] <zeeshan> was testing
[18:39:19] <zeeshan> if it measures the correct depth
[18:39:24] <zeeshan> using the 3d measurement system
[18:41:03] <Tom_itx> the great pyramids of egypt!
[18:41:15] <zeeshan> lol
[18:41:28] <zeeshan> its within +/-1 micron
[18:41:29] <zeeshan> its crazy
[18:41:31] <zeeshan> for depth measurement
[18:45:18] <zeeshan> HSD: i use the same card on my lathe
[18:45:26] <zeeshan> its been doing an okay job
[18:45:37] <zeeshan> i just hate how it doesnt have a pin output for 5v
[18:45:45] <zeeshan> you have to use those silly header pins
[18:45:49] <zeeshan> to get 5v
[18:45:57] <zeeshan> pin pad imean
[18:46:02] <zeeshan> (terminal pads!)
[19:05:19] <the_wench> MacGalempsy: archivist said <tjtr33>
http://ibin.co/1tmdnQwRuLlF
[19:06:21] <MacGalempsy> thanks a bunch tjtr33 and archivist!
[19:12:53] <tjb1> JT-Shop: jthornton have you had any luck?
[19:13:37] <zeeshan> anyone run a lathe here a lot?
[19:13:46] <zeeshan> i mean a LOT!! :P
[19:16:41] <MacGalempsy> zeeshan: how goes it today?
[19:16:48] <zeeshan> being lazy :)
[19:16:56] <zeeshan> trying to figure out my lathe ploughing issue
[19:17:29] <MacGalempsy> we just had another client drop...i might end up as a miner yet...
[19:17:46] <zeeshan> crap :/
[19:18:03] <_methods> ploughing?
[19:18:10] <zeeshan> _methods yes
[19:18:17] <zeeshan> ignore the chanter in my video
[19:18:20] <zeeshan> i was very tired when making it
[19:18:34] <zeeshan> https://www.youtube.com/watch?v=wWrb7MR188k
[19:18:37] <zeeshan> most important thing to notice is
[19:18:39] <zeeshan> surface finish
[19:18:44] <zeeshan> and the raised burr
[19:18:46] <zeeshan> w/ both my tools
[19:19:02] <zeeshan> archivist told me its likely a dull edge
[19:19:08] <zeeshan> but its kinda weird that both m y tools are dull?
[19:19:21] <MacGalempsy> take smaller cuts? :\
[19:19:42] <zeeshan> i tried
[19:19:43] <zeeshan> didnt help
[19:19:48] <zeeshan> tried 20 thou
[19:19:50] <zeeshan> 100 thou
[19:19:53] <zeeshan> 50 thou and 5 thou
[19:19:57] <zeeshan> does the same bs
[19:20:11] <MacGalempsy> what are you cutting?
[19:20:17] <zeeshan> cuts aluminum beautifully.. but thats really not a fair test
[19:20:23] <zeeshan> i tried cutting 1045, 1018
[19:20:27] <zeeshan> a36 hr
[19:20:28] <CaptHindsight> PCW: still need something for the GUI :(
[19:20:31] <zeeshan> not 1018 i mean
[19:20:36] <zeeshan> and stainless 304
[19:21:08] <zeeshan> material in video is 1045
[19:21:49] <_methods> well when you're running the cnmg you're not breaking at chip at all
[19:22:03] <_methods> so something is wrong with your feeds and speeds
[19:22:05] <zeeshan> i tried feeding
[19:22:06] <zeeshan> faster
[19:22:09] <zeeshan> it broke the chip
[19:22:13] <zeeshan> but still did that burr thing
[19:22:24] <zeeshan> i tried 300 sfm , 500 sfm
[19:22:39] <_methods> well you're definitely not taking enough DOC with the cnmg
[19:22:39] <zeeshan> its ccmt
[19:22:46] <zeeshan> did i say cnmg in the video?
[19:22:49] <zeeshan> i made a mistake if i did
[19:22:57] <zeeshan> the first one is vnmg
[19:23:02] <_methods> ah nah it just looked like cnmg i don't have volume on
[19:23:03] <zeeshan> and its making tiny chips
[19:23:07] <zeeshan> ah
[19:23:10] <zeeshan> its vnmg vs ccmt
[19:23:17] <zeeshan> .020 doc, 4.8 ipm feed
[19:23:21] <zeeshan> 500 sfm
[19:23:30] <_methods> yeah what's your tip radius
[19:24:01] <zeeshan> vnmg is .015"
[19:24:21] <zeeshan> and ccmt is also the same
[19:24:22] <_methods> well i'd try to take at least .03 cuts
[19:24:33] <zeeshan> i did , i tried 50 thou 100 thou
[19:24:33] <_methods> but you said you tried takin real cuts
[19:24:36] <_methods> and same problem
[19:24:39] <zeeshan> yea man
[19:24:41] <zeeshan> its confusing me as hell
[19:24:48] <_methods> then you have some play somewhere
[19:24:53] <_methods> in the toolpost
[19:24:55] <_methods> or something
[19:25:02] <zeeshan> like the only thing i can think of...
[19:25:08] <zeeshan> is maybe play in the axial direction ?
[19:25:13] <_methods> could be
[19:25:13] <zeeshan> which would stop the tool from feeding?
[19:25:17] <zeeshan> like its like it's feeding
[19:25:18] <zeeshan> then not feeding
[19:25:20] <zeeshan> and then feeding again
[19:25:25] <zeeshan> so it goes from ploughing, cutting plughing
[19:25:31] <zeeshan> you can even hear it,
[19:25:37] <zeeshan> it goes nice cutting sound, then a "bump"
[19:25:41] <zeeshan> then nice cutting sound and another bump
[19:25:51] <_methods> yeah that's lash probably somewhere in there
[19:25:59] <_methods> in the x axis or the toolpost
[19:26:02] <_methods> or toolholder
[19:26:08] <zeeshan> x axis has no lash i measured th at
[19:26:15] <zeeshan> like .0003 lash
[19:26:22] <zeeshan> but x axis has 2.5 thou
[19:26:28] <_methods> have you put an indicator on the toolpost
[19:26:34] <zeeshan> the tool holder, i dont get why it all the sudden started moving
[19:26:37] <_methods> to see if it's moving excessively while cutting
[19:26:38] <zeeshan> can you tell me how?
[19:26:43] <zeeshan> i dont know how to set it up
[19:26:49] <zeeshan> to measure that it's deflecting under a cut
[19:26:50] <Cromaglious> looks like a gib to me...
[19:26:58] <_methods> possibly a big
[19:26:59] <_methods> gib
[19:27:04] <zeeshan> the cross slide gib?
[19:27:11] <Cromaglious> apron gid and compound gibs adjusted?
[19:27:22] <zeeshan> there is no apron gib
[19:27:27] <zeeshan> compound gib is locked
[19:27:31] <Cromaglious> err yeah cross slide not apron
[19:27:33] <zeeshan> cause i never move it
[19:27:41] <zeeshan> cross slide gib ill need to check
[19:27:51] <zeeshan> but is there a way to measure the deflection under a cut?
[19:27:55] <zeeshan> how would you setup your indicator to do that
[19:28:01] <zeeshan> mount it on the slide
[19:28:08] <zeeshan> plunge it onto the tool holder right at th ebeginning of the cut
[19:28:11] <zeeshan> and then take a cut?
[19:28:19] <zeeshan> and watch for any reversals?
[19:28:24] <_methods> what did you use for feed calculations?
[19:28:25] <Cromaglious> one way
[19:28:37] <zeeshan> _methods the insert details
[19:28:39] <Cromaglious> I'd mount it on the apron though
[19:28:42] <zeeshan> says 0.004-.008 ipr
[19:28:43] <_methods> your feed rate looks very slow
[19:28:45] <zeeshan> i used .006
[19:28:53] <_methods> k
[19:28:57] <_methods> well you should be good then
[19:29:16] <_methods> what sfm
[19:29:36] <zeeshan> i think i was at 500 sfm in that video
[19:29:41] <_methods> k
[19:29:45] <_methods> that sounds good
[19:29:56] <_methods> just wanted to rule that out
[19:30:04] <zeeshan> you know another symtom?
[19:30:09] <zeeshan> the work piece is HOT as hell to touch
[19:30:14] <_methods> i would say from what you're saying there is slop somewher
[19:30:15] <zeeshan> so i know its ploughing
[19:30:19] <zeeshan> rather than cutting
[19:30:39] <_methods> how does the insert tip look?
[19:30:49] <zeeshan> honestly its hard to tell by eye
[19:30:49] <_methods> looked like you had built up edge on there
[19:31:01] <_methods> run your fingernail across it
[19:31:05] <_methods> if it's smooth you're good to go
[19:31:06] <zeeshan> well what im gonna do in a bit is put a fresh insert
[19:31:11] <_methods> if not you have a problem
[19:31:11] <zeeshan> but i'd like to measure things while im doing it
[19:31:16] <zeeshan> okay
[19:31:38] <zeeshan> i just dont know exactly what the best way to measure deflection in a dynamic situation
[19:31:52] <zeeshan> without an accelrometer :P
[19:32:09] <_methods> well i just would put an indicator on the apron and against the toolpost to see if i can see any major fluctuations
[19:32:20] <_methods> it's going to be tough to get a "good" reading
[19:32:27] <_methods> but you're trying to find sore thumbs
[19:32:31] <zeeshan> it would reverse right?
[19:32:40] <_methods> it could go both ways
[19:32:49] <_methods> as it deflects back then bites in
[19:32:55] <zeeshan> yes
[19:33:01] <zeeshan> thats EXACTLY what it feels like
[19:33:02] <zeeshan> its deflecting
[19:33:08] <zeeshan> builds up load till it can finally cut
[19:33:12] <zeeshan> and then repeats
[19:33:13] <_methods> yeah
[19:33:33] <_methods> that is usually something you see in smaller lathes
[19:33:50] <_methods> they have a hard time pushing carbide enough
[19:33:51] <zeeshan> dude you dont understand
[19:34:00] <zeeshan> i want to buy a horizontal bed lathe so badly
[19:34:08] <zeeshan> but none are avaiable for retrofitting for cheap
[19:34:09] <CaptHindsight> ssi:
http://a.abcnews.com/images/Entertainment/KABC_plane_crash_ford_inset_jef_150305_16x9_992.jpg how slow do you think he was going when crashed?
[19:34:12] <_methods> your lathe should be fine though
[19:34:20] <_methods> i'm talking about real small lathes
[19:34:21] <zeeshan> _methods i have videos of me cutting 304
[19:34:28] <zeeshan> and it was so cool!
[19:34:34] <zeeshan> something changed after i cnc'ed it
[19:34:35] <CaptHindsight> https://localtvwtvr.files.wordpress.com/2015/03/ktla-air-plane-crash_-possibly-harrison-ford-3.jpg?w=770
[19:34:39] <zeeshan> i think i messed up the gib adjustment
[19:34:50] <zeeshan> and to be honest, i dont know how to set gibs properly.
[19:34:54] <_methods> that's what i think youre seeing
[19:34:58] <zeeshan> the way i've done it is i tighten the gib
[19:35:06] <zeeshan> move the axis , if axis is too hard to turn
[19:35:09] <zeeshan> you releasse a bit of tension
[19:35:14] <zeeshan> till its smooth
[19:35:38] <Cromaglious> zeeshan, pretty much...
[19:35:39] <zeeshan> CaptHindsight: he pulled an indiana jones
[19:35:55] <zeeshan> crom ill try tightening it on the tighter side
[19:35:55] <zeeshan> and see
[19:36:13] <zeeshan> btw a video for you guys
[19:36:15] <zeeshan> https://www.youtube.com/watch?v=cKFkEFeXjOY
[19:36:18] <zeeshan> 1440 p watch it!
[19:36:20] <zeeshan> and fast forward
[19:36:22] <zeeshan> isn't this COOL
[19:38:19] <Crom> main kb computer is buey generating tool path
[19:38:30] <Crom> busy
[19:40:48] <_methods> and is your tool on centerline? below center? how did you set it in the toolholder?
[19:40:57] <zeeshan> thats a good q
[19:41:01] <zeeshan> in the beginning it was too high
[19:41:03] <_methods> sometimes you'll see that if the workpiece rides over the tool
[19:41:13] <zeeshan> what i did was i used a ruler yesterday night
[19:41:24] <zeeshan> between the insert and the work piece
[19:41:28] <_methods> yeah
[19:41:31] <zeeshan> and got it as straight as possible
[19:41:43] <zeeshan> i put it slightly below center line
[19:41:47] <zeeshan> which i think is what you want..
[19:42:10] <zeeshan> cause if its too high, then you rub in the clearance face
[19:42:17] <_methods> that's one of those apple vs pc wars
[19:42:23] <zeeshan> haha
[19:42:30] <zeeshan> well it helped a bit
[19:42:33] <_methods> but as long as you set it on centerline or just below you should be fine
[19:42:34] <zeeshan> but still didnt fix the problem
[19:42:40] <zeeshan> i think it reduced the cutting forces a bit, thats why it helped a bit
[19:43:01] <MacGalempsy> zeeshan: that has to be the most boring youtube video ever
[19:43:07] <zeeshan> MacGalempsy: rofl
[19:43:16] <zeeshan> its unlisted for a reason
[19:43:27] <zeeshan> thats my research topic, dont call it boring!
[19:44:00] <MacGalempsy> sorry. boring to watch, not a boring topic :)
[19:44:05] <zeeshan> haha
[19:44:11] <zeeshan> itll be a bit more interesting in the coming months
[19:44:14] <zeeshan> ill have 3d simulation
[19:44:18] <zeeshan> 3d measurement i mean
[19:44:32] <zeeshan> so you'll see it self heal after cuts
[19:44:39] <MacGalempsy> nice
[19:44:56] <CaptHindsight> self healing fake mole?
[19:45:07] <zeeshan> fake mole? :D
[19:45:19] <zeeshan> btw, on a completely differnt topic
[19:45:27] <zeeshan> learned something interesting today in a course
[19:45:41] <zeeshan> always thought diamond was the hardest material..
[19:45:50] <zeeshan> so it would be the best material to cut say mild steel from
[19:45:56] <zeeshan> turns out, that assumption is completely wrong
[19:46:07] <MacGalempsy> I like the OTT P.D video.
[19:46:14] <zeeshan> a diamond tool cutting mild steel can only hold it's edge for about 2 minutes
[19:46:23] <zeeshan> i thought that was interesting
[19:47:03] <zeeshan> MacGalempsy: stop spying through my videos
[19:47:19] <CaptHindsight> http://en.wikipedia.org/wiki/Lonsdaleite
[19:47:25] <MacGalempsy> zeeshan: it started playing after the other one was finished
[19:47:27] <CaptHindsight> http://www.geek.com/science/fullerite-harder-than-diamond-and-now-made-at-room-temperature-1605216/
[19:47:54] <zeeshan> CaptHindsight: that's not the point im trying to make :P
[19:48:02] <MacGalempsy> watching it was an attempt for me to redeem your movie making career
[19:48:09] <CaptHindsight> http://en.wikipedia.org/wiki/Fullerene#Fullerite
[19:48:09] <zeeshan> the point is just cause it's a hard tool doesn't mean it's the best cutting tool
[19:48:21] <zeeshan> MacGalempsy: ROFL
[19:48:31] <CaptHindsight> zeeshan: you make your points and I'll be makin my own points
[19:48:40] <zeeshan> CaptHindsight: sounds good!
[19:48:45] <zeeshan> the reason why diamond doesn't hold its cutting edge is kind of scientific
[19:48:48] <zeeshan> and i thought was interesting
[19:48:54] <CaptHindsight> and there's room enuff for the both of us
[19:49:04] <zeeshan> diffusion is the reason :P
[19:49:41] <bobo_> could a facing cut --vers Z axis cut seperate the source of problem /
[19:49:42] <zeeshan> mild steel has a high affinity of carbon, and diamond is like pure carbon, so it tries to steel the carbon from the diamond at higher temps
[19:49:43] <MacGalempsy> I know in drilling they can only use diamond bits in softer rocks becuase when drilling the harder stuff they wear too fast
[19:50:07] <zeeshan> steel = steal
[19:50:19] <CaptHindsight> tin plated carbon
[19:50:26] <zeeshan> MacGalempsy: maybe something to do with diffusion wear too
[19:51:17] <zeeshan> bobo good idea to try!
[19:52:00] <zeeshan> MacGalempsy: hows your 5 axis project goin
[19:54:00] <MacGalempsy> it is only 4, but i took out the 4th axis to work on the homing sequence
[19:54:11] <zeeshan> rotary table?
[19:54:17] <MacGalempsy> yes
[19:54:19] <zeeshan> nice
[19:54:21] <CaptHindsight> zeeshan: so what you're saying is that if you supercool the diamond cutting tool it will last very long
[19:54:28] <MacGalempsy> last night I got a lesson in pullup resistors from the guys here
[19:54:45] <MacGalempsy> very thankful for that because my mind was spinning by the end of the night
[19:54:52] <bobo_> carbon sucking steel ---hence poly C ( ? ) PC ?
[19:55:00] <zeeshan> CaptHindsight: impossible to do on the sticking region of the cutting interface
[19:55:08] <zeeshan> theres no room for coolant to get in
[19:55:15] <zeeshan> unless you cryogenically submerse everything
[19:55:16] <zeeshan> while cutting it
[19:56:22] <zeeshan> bobo_:
http://www.estig.ipbeja.pt/~pdnl/Sub-paginas/MatConst_apoio_files/ppt/Diagrama%20fase%20Fe-C.png
[19:56:50] <CaptHindsight> how do you mill with a phaser? They must have figured out some way to focus the energy
[19:56:52] <zeeshan> assume youre cutting 1018 steel, so .18 % carbon
[19:57:03] <zeeshan> you heat it up to austenizing temperature during metal cutting
[19:57:09] <zeeshan> it'll try to form auteniste
[19:57:23] <zeeshan> cause austenite has a solubility of 2.14% of C
[19:57:58] <zeeshan> depending on how you cool it now
[19:58:25] <zeeshan> it might form different compounds, but the carbon hunger comes from the solubility
[20:00:03] <CaptHindsight> zeeshan: have you gotten any of these?
http://switz.tripod.com/spock-5.jpg
[20:00:30] <zeeshan> nope :(
[20:00:33] <CaptHindsight> http://i.huffpost.com/gen/1319253/thumbs/o-SPOCK-5-BILL-CANADA-570.jpg?1
[20:01:06] <CaptHindsight> http://www.torontosun.com/2015/03/03/star-trek-fans-told-to-stop-spocking-5-bill
[20:01:41] <zeeshan> that is a really old note
[20:01:44] <zeeshan> not even in circulation
[20:01:58] <zeeshan> we have plastic money now
[20:02:24] <zeeshan> http://i.huffpost.com/gen/1113043/thumbs/o-NEW-5-10-BILLS-CANADA-facebook.jpg
[20:04:24] <CaptHindsight> when did that change?
[20:04:42] <zeeshan> i think 2013
[20:04:46] <zeeshan> they started transitioning
[20:04:59] <CaptHindsight> easily melted?
[20:05:11] <zeeshan> im not rich to burn money you know
[20:05:11] <zeeshan> :)
[20:05:29] <CaptHindsight> can they be thermoformed?
[20:05:45] <zeeshan> no idea lol
[20:05:52] <CaptHindsight> might be fun
[20:06:09] <CaptHindsight> bbl
[20:06:57] <bobo_> PCD CBN
http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0CCkQFjAA&url=http%3A%2F%2Fwww.abrasive-tech.com%2F&ei=7AX5VLfWF4GqNpWIgEg&usg=AFQjCNF6smPdM03MVxu5_54Mmqe35Rjuhw&bvm=bv.87611401,d.eXY
[20:10:32] <bobo_> zeeshan : Abrasive Technology Inc you might look at for a place to hang around at --after college
[20:11:06] <zeeshan> im staying in canada
[20:11:07] <zeeshan> :-)
[20:36:15] <MacGalempsy> some of the videos on youtube are just rediculous...
[20:38:48] <zeeshan> like what
[20:52:44] <LeelooMinai> MacGalempsy: And Sun shines
[20:53:27] <MacGalempsy> im trying to find the link. now that they post them through fb, its hard to find th elink
[20:56:05] <MacGalempsy> zeeshan:
https://www.youtube.com/watch?v=QOo3ytJcreM
[20:56:55] <tiwake> woo running machines
[21:03:52] <Tom_itx> sign in to confirm my age???
[21:03:54] <Tom_itx> wtf
[21:13:53] <furrywolf> why the fuck would I want to get a youtube account? heh
[21:34:29] <renesis> to post vids, but you can just use vid.me to post without an account
[21:38:06] <furrywolf> and, apparantly, to watch MacGalempsy's video
[21:46:17] <MacGalempsy> furrywolf: my cousin posted that one, i thought it was pretty hilarious, but thats coming from a perv
[21:54:38] <furrywolf> I'll pass judgement on its humor after watching it, which if it requires a youtube account, will be exactly never.
[21:56:12] <furrywolf> also, whomever told me the shopmaster mt3 extension accepted a drawbar was apparantly mistaken... it's solid with a tang on the back, just like my other extension.
[21:57:00] <MacGalempsy> i should know better than to post things that require a login around here.... unforturnately since I'm signed in already I cannot tell. if you have a yahoo mail account it will work for youtube :P
[21:58:11] <zeeshan> guess why i was getting bad sf.
[21:58:14] <zeeshan> wasnt feeding fast enough
[21:58:24] <furrywolf> so there's $26 wasted. bleh.
[21:58:24] <zeeshan> the tool post flexes by .001 also
[22:01:11] <furrywolf> got my flycutter set... need to find and grind some bits for it.
[22:01:18] <furrywolf> I've never ground a flycutter bit before...
[22:02:40] <zeeshan> dont make it over complex
[22:02:55] <zeeshan> grind the top first
[22:03:01] <zeeshan> to get correct rake
[22:03:17] <zeeshan> then add relief in front and side
[22:03:20] <zeeshan> thats it! :P
[22:03:51] <furrywolf> got a cheapo 5-size set... 7/8, 1+1/4, 1+5/8, 2, and 2+1/2", using 3/16, 1/4, 5/16, 3/8, and 1/2 bits, respetively.
[22:05:16] <zeeshan> this metal cutting physics class
[22:05:16] <furrywolf> was $20ish. lol
[22:05:26] <zeeshan> really goes to show you that the most important face is the rake face
[22:05:31] <zeeshan> and then the clearance angle
[22:05:49] <zeeshan> and the cutting edge radius
[22:05:50] <furrywolf> I'm annoyed at the shopmaster mt3 extension... I'd swear someone here told me it was hollow and could be used with a drawbar, rather than solid and tanged...
[22:06:20] * furrywolf doesn't have enough money to buy tooling that won't work. :(
[22:11:03] <Cromaglious> I said I couldn't tell
[22:11:23] <Cromaglious> is it soft enough to bore out?
[22:12:00] <furrywolf> dunno
[22:12:42] <furrywolf> hopefully it fits my machine at least... tanged tools don't seem to fit, but since it's from the same company as the machine, it had better fit. (but, being china, selling accessories that don't actually work is routine business...)
[22:13:57] <furrywolf> well, some fit, some don't. my tanged jacobs chuck does fit
[22:14:43] <Cromaglious> compare the tang of the Jacobs to the tools that don't... see how much thinner the tang needs to be
[22:15:17] <furrywolf> I think it's an overall length issue. they bottom out before the taper seats. I can probably fix them with an angle grinder pretty quickly.
[22:15:30] <Cromaglious> ahhh too olong
[22:15:47] <jdh> I had to cut off one to fit my small chinese tailstock
[22:16:05] <furrywolf> I need collets next, but the cheapest I've been able to find is around $40 for the collets and $30 for the chuck, which is a lot of money...
[22:16:40] <Cromaglious> yeah, I need a mill... not that crappy 3040
[22:16:53] <furrywolf> what's a 3040?
[22:16:58] <Cromaglious> I'm keeping my eyes out for a X3
[22:17:47] <Cromaglious> http://www.itslinux.org/pics/IMG_20150213_210725.jpg one on the right
[22:19:09] <furrywolf> ah, one of those chinese routers
[22:19:18] <furrywolf> it probably has a larger working area than my shoptask...
[22:20:06] <furrywolf> I only have 10x11 or so
[22:22:18] <Cromaglious> is yours rigid enough for steel?
[22:22:35] <furrywolf> with reasonably shallow cuts
[22:23:08] <furrywolf> hrmm, I need to take a new photo.
http://fw.bushytails.net/shoptask02.jpg is now CNC, and a bit cleaner...
[22:24:39] <Cromaglious> The 3040 isn't even rigid enough for over 0.002 cuts into aluminum
[22:24:49] <furrywolf> the extension visible in that image, under the socket set, doesn't fit the machine.
[22:36:10] <furrywolf> yay more bad webdesign... tantus seems to have redesigned their website so it has no navigation functions whatsoever, so you're stuck on the main page with nowhere to go. a plugin I don't have? broken javascript? who knows....
[22:43:16] * furrywolf has given up trying to make broken websites work, and just sends money elsewhere
[22:51:29] <zeeshan> this is frustratring me
[22:51:37] <zeeshan> students keep wanting gears 3d printed
[22:51:41] <zeeshan> where i could easily laser cut them
[22:51:47] <zeeshan> not sure what the logic behind that is
[22:52:04] <Connor> so, laser cut them.
[22:52:21] <Connor> would be faster.
[22:53:58] <furrywolf> 3d printing is trendy and hip and all the cool kids are doing it.
[22:55:05] <furrywolf> laser cutting is an old-school industrial process used by dinosaurs
[23:00:01] <zeeshan> lol
[23:00:47] <furrywolf> you think I'm joking. :P
[23:01:32] <zeeshan> damn i need a shower
[23:01:37] <zeeshan> im machine oiled up
[23:01:46] <zeeshan> i really need to clean the garage this weekend
[23:01:47] <zeeshan> and the house
[23:02:06] <zeeshan> i dont know why i decided to organize my raw stock in a crazy manner
[23:02:15] <zeeshan> under need the lathe is all my plates, round bar, etc
[23:02:22] <zeeshan> under the lathe should ONLY be round!
[23:02:27] <zeeshan> and near the mill should be plates etc
[23:02:51] <furrywolf> lol
[23:03:41] <zeeshan> its a clossal f up there
[23:03:59] <zeeshan> i want it to warm up
[23:04:03] <zeeshan> so i can move my lathe to the other side of the garage
[23:04:06] <zeeshan> where the mill is
[23:04:15] <zeeshan> so that all the chip making bastards can be isolated
[23:05:01] <zeeshan> end of rant
[23:05:24] <furrywolf> your garage is too cold to do manual labor that warms you up?
[23:05:39] <zeeshan> no
[23:05:41] <zeeshan> its too small
[23:05:48] <zeeshan> so i need to move my roller toolbox outside
[23:05:56] <zeeshan> and then move the lathe with a hoist outside
[23:06:17] <zeeshan> brb in a few
[23:06:20] <zeeshan> need to sHOWQER
[23:09:23] <furrywolf> and I need sleep. bbl, wolfy bedtime.
[23:29:22] <zeeshan> https://www.youtube.com/watch?v=UrarPQXWku0
[23:29:26] <zeeshan> whoever was asking about laser videos
[23:29:27] <zeeshan> :)
[23:37:54] <MacGalempsy> zeeshan: when talking to the guy at copely control this morning, I asked him if they had any PID numbers for this setup and he said that there should be no P nor I when tuning these things
[23:38:35] <zeeshan> no p seems weird
[23:39:27] <MacGalempsy> thats what I thought. so going back through the calibration, I have been messing with D and FF1 and FF2
[23:41:18] <MacGalempsy> P should atleast be 1?
[23:41:41] <zeeshan> well
[23:41:52] <zeeshan> for me to personally understand the P term
[23:41:56] <zeeshan> i have to go back to the control basics
[23:42:20] <zeeshan> if im telling the motor to move by 5mm
[23:42:32] <zeeshan> and its going to 1mm
[23:42:41] <zeeshan> i know i need a Kp values of 5
[23:42:44] <zeeshan> *value
[23:44:14] <MacGalempsy> so P doesnt have to be an integer
[23:44:24] <zeeshan> nope
[23:44:33] <MacGalempsy> ok. that changes things
[23:44:49] <zeeshan> im trying to remember
[23:44:56] <zeeshan> why that error exists to begin with
[23:46:11] <zeeshan> duhh , its the ratio of error
[23:46:15] <zeeshan> between output to input
[23:46:58] <zeeshan> which makes sense
[23:47:10] <zeeshan> cause the more the proportional gain
[23:47:12] <zeeshan> the faster the response
[23:47:15] <zeeshan> cause its a multiplier of error
[23:47:34] <zeeshan> having a P of 0 doesnt make sense
[23:47:40] <zeeshan> cause you'll always have some error in a system
[23:47:42] <MacGalempsy> what is this mm thing that everyone keeps talking about :/
[23:47:47] <zeeshan> mm?
[23:47:51] <zeeshan> millimeter? :p
[23:47:52] <MacGalempsy> j/k
[23:48:02] <MacGalempsy> its a SAE joke
[23:48:06] <zeeshan> haha
[23:48:14] <zeeshan> im trying to get used to mm cause a lot of research is done in si units
[23:48:19] <zeeshan> and im so used to imperial
[23:48:20] <zeeshan> it sux :/
[23:49:23] <MacGalempsy> my granddad was an aerospace machinist, so he always bagged on metric, then going to school they bag on imperial, now in the oilpatch everyone uses imperial
[23:49:54] <zeeshan> hehe
[23:50:00] <MacGalempsy> try going from liters to acre/ft and its a beotch
[23:50:21] <MacGalempsy> not acre/ft but acre*ft
[23:51:11] <zeeshan> what kind of unit is this
[23:51:16] <zeeshan> area / length
[23:52:33] <MacGalempsy> area* length is used for reservoir calculations
[23:53:11] <MacGalempsy> a large area (can be reduced to ft^2) and a depth of ft, so ultimately it comes to ft^3
[23:53:39] <MacGalempsy> this would be a method to say I have 10acres with 1ft of oil
[23:53:50] <zeeshan> ah
[23:53:51] <MacGalempsy> then you convert to barrels
[23:53:53] <zeeshan> that makes sense
[23:54:11] <MacGalempsy> confusing
[23:54:19] <zeeshan> a bit, but makes more sense in context
[23:54:23] <zeeshan> its like strain
[23:54:28] <zeeshan> we express it as like in/in
[23:54:30] <zeeshan> or mm/mm
[23:54:35] <zeeshan> and people are like wtf is this unit haha
[23:56:53] <zeeshan> https://www.youtube.com/watch?v=tPNJ_Y4aJz8
[23:56:54] <MacGalempsy> the right answer is there is no unit!
[23:56:57] <zeeshan> action video of cutting some wood
[23:57:12] <zeeshan> yea! :P
[23:57:19] <MacGalempsy> what is this tech school that you got to?
[23:57:27] <zeeshan> not a tech school
[23:57:44] <MacGalempsy> link to institution?
[23:57:46] <zeeshan> mcmaster university
[23:57:47] <zeeshan> mcmaster.ca
[23:59:40] <MacGalempsy> after graduation do they tell you to go buy your own toys?
[23:59:56] <zeeshan> haha
{kind=link}
{kind=link}
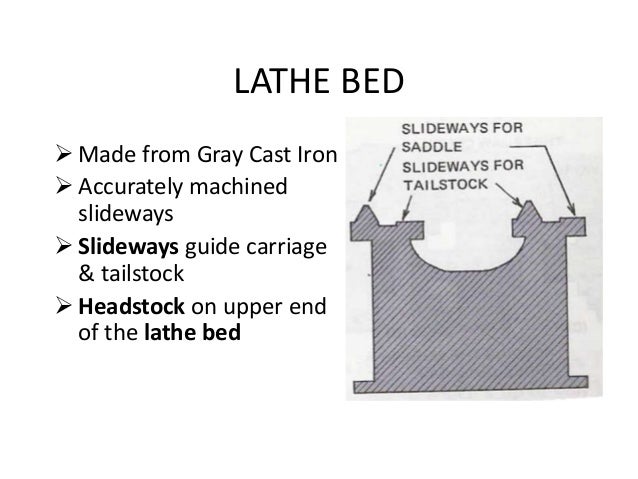{kind=link}
{kind=link}
{kind=link}
{kind=link}
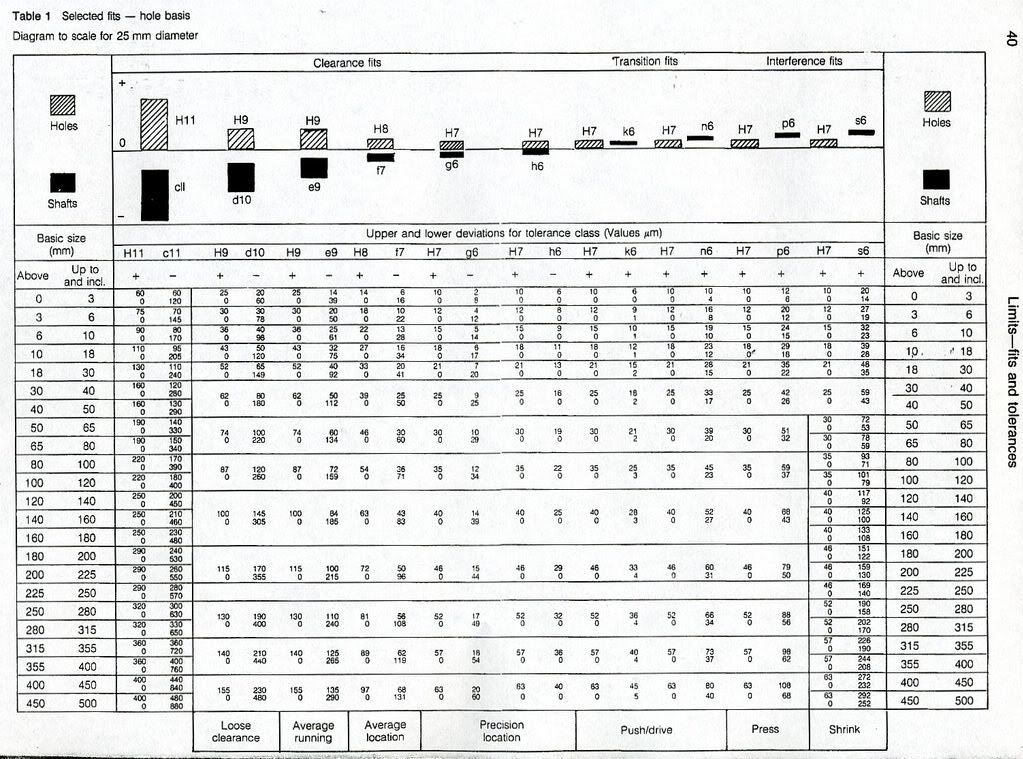{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}