Back
[00:17:55] <zeeshan> thats cool bobo_
[00:17:59] <zeeshan> Connor: this is so annyoing
[00:18:11] <zeeshan> i added a few steel shims right behind the 4 bolt cover
[00:18:15] <zeeshan> 15 thou worth
[00:18:24] <zeeshan> tightened it down, and still there is 1.5 thou backlash at the end of the screw
[00:18:29] <zeeshan> the way im measuring backlash is
[00:18:34] <zeeshan> by pull/pushing on the axis
[00:18:57] <renesis> is it consistent?
[00:19:50] <zeeshan> also what makes no sense is that i measured .754" between housing and outer race
[00:20:00] <zeeshan> and the lip is .755" on the 4 bolt cover
[00:20:05] <zeeshan> so i dont even know why i need a shim
[00:20:16] <zeeshan> regardless, i put a 15 thou shim in there and nothing changed
[00:20:25] <zeeshan> renesis: yea
[00:20:47] <renesis> so run some cycles, measure it again, if it doesnt change, program it in
[00:20:59] <zeeshan> connor wake up!! :P
[00:21:34] <zeeshan> renesis: programming backlash isnt the best fix
[00:21:55] <renesis> right youll probably want to track it
[00:22:45] <renesis> im so out of butane
[00:23:00] <renesis> i dont think camping butane fits the torch
[00:23:19] <Connor> That's odd.
[00:23:28] <zeeshan> yea dude
[00:23:30] <zeeshan> im confused
[00:23:37] <zeeshan> i must be doing something wrong
[00:23:46] <Connor> Bearings Back To Back? Or Back to front? or Front-to-Front ?
[00:24:39] <zeeshan> hm
[00:24:45] <Connor> Should be back to back
[00:24:50] <zeeshan> are you serious
[00:24:51] <zeeshan> lol
[00:24:55] <Connor> YES
[00:25:00] <zeeshan> wait lemme think.
[00:25:03] <Connor> IF They're AC bearings..
[00:25:11] <Connor> and you have them wrong.. they won't work right.
[00:25:28] <Connor> They won't handle load in one direction.
[00:26:22] <zeeshan> im trying to think how i have them
[00:26:32] <zeeshan> i know theyre opposite to each other
[00:26:38] <zeeshan> like left bearing is reverse of right
[00:26:53] <zeeshan> its kinda hard to tell which is front on th ebearing
[00:26:55] <zeeshan> and which is back
[00:28:21] <Connor> The end with the larger looking space is the back.
[00:28:55] <zeeshan> is that face supposed to face the 4 bolt cover?
[00:29:06] <Connor> yes.
[00:29:12] <zeeshan> ill have to reinspect
[00:29:21] <zeeshan> i put em back how it took em apart
[00:29:27] <zeeshan> but i didnt pay attention to which way they were in ther eto begin with
[00:30:07] <Connor> If you look, you should be able to tell which side can take load and which side can't.
[00:31:28] <Connor> http://image.slidesharecdn.com/angularcontactballbearingsid-13492380965704-phpapp02-121002232330-phpapp02/95/angular-contact-ball-bearings-id-6-728.jpg?cb=1389719876
[00:44:29] <Guest145> hey guys, I'm about to start tuning my servos and want to set a bias on my z axis - is anyone familiar with bias setting on a machine with a heavy Z axis?
[01:25:45] <LeelooMinai> Can anyone tell me how does the
http://linuxcnc.org/docs/html/drivers/GS2.html GS2 VDF driver corelate to Mesa 7i76 in terms of controling a CNC spindle? I see that 7i76 has some outputs for spindle control, but then the driver seems to use Modbus. Are those two methods alternative?
[01:26:03] <zeeshan> hey connor
[01:26:34] <zeeshan> the end w/ the larger opening
[01:26:37] <zeeshan> wasn't facing the 4 bolt cover
[01:26:56] <zeeshan> [large | | large]
[01:27:02] <zeeshan> er
[01:27:07] <zeeshan> [large small small large]
[01:27:09] <zeeshan> is the arrangement now
[01:27:27] <zeeshan> still have 2 thou backlash
[01:27:33] <zeeshan> in that housing :/
[01:29:18] <LeelooMinai> I can see that GS2 also has some analog input for potentiometer, some forward/reverse switches, but also Rj012 Serial Comm Port. So now I am not sure - how should I connect this thing to the Mesa/Linuxcnc?
[01:33:48] <Connor> That's face to face I think zeeshan
[01:34:03] <zeeshan> well back to back
[01:34:04] <zeeshan> and face to face
[01:34:08] <zeeshan> should both support the loads?
[01:34:27] <Connor> Something strange about face to face application.. everyone says to do back to back.
[01:34:35] <zeeshan> well it was back to back before
[01:34:35] <zeeshan> :)
[01:34:36] <Connor> but.. the bearings should not be moving inside the pocket at all.
[01:34:44] <zeeshan> i cant tell whats moving to be honest
[01:35:00] <zeeshan> i can feel a bit of rock
[01:35:05] <zeeshan> with the two bearings on the shaft
[01:35:09] <zeeshan> (its almost a press fit)
[01:35:15] <zeeshan> so if i dont bolt down the fixed support
[01:35:21] <Connor> can you take the dust sleeve off?
[01:35:23] <zeeshan> i can feel the fixed support slightly wobbling
[01:35:35] <zeeshan> i thinkso
[01:35:38] <zeeshan> it just pushes out i think
[01:36:03] <Connor> You might want to do that.. Those things can cause things to feel tight when they're not..
[01:36:37] <zeeshan> whats funny is
[01:36:41] <zeeshan> i found y our thread talking about that :)
[01:36:44] <Connor> if you have end to end play.. it has to be because the shims aren't enough, or not touching the outer race and the front of the bearing cover.
[01:37:12] <Connor> yea.. that was one of my very very first threads on the zone.
[01:37:33] <zeeshan> :)
[01:37:39] <Connor> back when I didn't know sh!t
[01:37:51] <zeeshan> you saw my commebnt about
[01:38:07] <zeeshan> me measuring .764 from outer race to fixed support with 4 bolt cover removed
[01:38:13] <zeeshan> and the lip on the 4 bolt cover being .766"
[01:38:20] <zeeshan> thats a 2 thou interference
[01:38:31] <zeeshan> and on top of that i have a 10 thou shim in there right now
[01:38:36] <zeeshan> 12 thou interference
[01:38:40] <zeeshan> i wonder if the bearings are garbage
[01:38:44] <zeeshan> and just have tons of play in them
[01:38:52] <archivist> bearings in backwards?
[01:39:04] <zeeshan> archivist: i tried both front to front
[01:39:05] <zeeshan> and back to back
[01:39:11] <zeeshan> both give 2 thou backlash
[01:39:44] <archivist> are they even the correct type
[01:39:49] <zeeshan> haha
[01:39:53] <zeeshan> theyre those ball bearings
[01:39:56] <zeeshan> not taper roller bearings
[01:40:01] <zeeshan> the offset kind of ball bearings
[01:40:19] <zeeshan> http://image.slidesharecdn.com/angularcontactballbearingsid-13492380965704-phpapp02-121002232330-phpapp02/95/angular-contact-ball-bearings-id-6-728.jpg?cb=1389719876
[01:40:22] <Connor> They should be Angular contact bearings if you got them from LMB2008
[01:40:22] <zeeshan> (what connor posted)
[01:41:05] <archivist> yes but those for the job come as matched pairs and have the angular contact part number
[01:41:07] <Connor> Nut -- Bushing -- Bearing : SHIM : Bearing -- Bushing -- Should of ball screw
[01:41:24] <zeeshan> what
[01:41:28] <zeeshan> the shim goes between the bearings?
[01:41:33] <Connor> should of ball screw shoulder of balls crew
[01:41:43] <zeeshan> i have
[01:41:44] <Connor> I would try it between them.. yes.
[01:41:57] <Tecan> nvidia
[01:41:59] <zeeshan> nut bushing shim bearing bearing bushing should of screw
[01:42:11] <Tecan> oops
[01:42:15] <archivist> needs to be in the right place to suit the arrangement
[01:42:38] <Connor> and it should be the same diameter as the OD of the bearing.
[01:42:48] <zeeshan> connor iuse grease
[01:42:49] <zeeshan> and shim stock
[01:42:58] <zeeshan> and cut out a semi circle and put em in there
[01:43:02] <zeeshan> ill get real shims tomorrow
[01:43:04] <zeeshan> i was just trying it out
[01:43:21] <zeeshan> archivist: if you see that image with the bearings
[01:43:26] <archivist> semi circle !
[01:43:27] <zeeshan> back-to-back and face-toface
[01:43:29] <Connor> and should have a ID larger than the outside OD of the inner race.
[01:43:59] <Connor> so the inner race doesn't touch the shim.
[01:44:10] <zeeshan> wouldnt placing the shim in the middle of the bearings have the same effect in both cases?
[01:44:12] <zeeshan> Connor: yes
[01:44:42] <Connor> Maybe.
[01:44:51] <archivist> shim inner only on back to back
[01:45:16] <archivist> shim outer face to face
[01:45:33] <zeeshan> how do you tell whats back and whats front
[01:45:34] <zeeshan> ! :P
[01:45:41] <zeeshan> i know connor said the larger gap
[01:45:44] <Connor> again, this is why I like bearing pockets with a inner shoulder.
[01:45:55] <Rab> zeeshan, look at the bearings.
[01:45:58] <zeeshan> is back
[01:46:00] <Swapper> zeeshan: i have the exact same problem :)
[01:46:02] <archivist> you can shim inner face to face if you use a small dia shim for inner race dia only
[01:46:10] <zeeshan> swapper hehe
[01:46:13] <zeeshan> we can help each other! :P
[01:46:29] <Connor> Also, the writing is typically on the FACE not the back.
[01:46:31] <Swapper> yea, but i havent found a good way to realy be shure whats "front"
[01:46:59] <Connor> Look at the bearing and see if the balls have more contact on the inside shoulder of the bearing.
[01:47:01] <archivist> it is visible on a proper bearing
[01:47:16] <archivist> or should be
[01:47:27] <zeeshan> i shoulda taken a pic
[01:47:59] <archivist> that arrangement drawing makes the inner/outer shape plain to see
[01:48:07] <zeeshan> http://www.nbcgroup.co.uk/assets/image/General%20bearing%20photos/Angular%20contact%20brgs.jpg
[01:48:07] <Connor> and it's important to get this right.. if you don't.. you can separate your bearings.
[01:48:10] <zeeshan> it looks like that
[01:48:41] <Connor> take a picture of your own.. one up and one down.
[01:48:59] <archivist> turn it round does it look different, measure too
[01:49:06] <Connor> http://www.ivdc.com/cnc/BallScrew/1.jpg
[01:49:13] <Connor> OKay.. that's my bearings..
[01:49:29] <Connor> The one on the left.. is showing it's BACK, the one on the right.. is the FRONT
[01:49:39] <Swapper> good picture1
[01:49:42] <Swapper> !
[01:49:49] <zeeshan> connor
[01:49:52] <zeeshan> mine looks exactly like that
[01:49:58] <zeeshan> the left one is the "back"
[01:50:07] <zeeshan> so its like this:
[01:50:20] <Rab> zeeshan, in that pic, notice that the inner race appears thicker than the outer race, and protrudes further. That's a good indication that the axial load goes toward the bearing, away from the camera.
[01:50:30] <zeeshan> nut bushing shim back front front back bushing screw
[01:50:54] <archivist> two dead men got up to fight back to back the faced each other, drew their swords and shot each other
[01:51:11] <zeeshan> rab that makes sense
[01:51:16] <zeeshan> ive never worked with angular ball bearings before
[01:51:21] <zeeshan> its obvious with taper bearings
[01:51:26] <Connor> zeeshan: NO
[01:52:23] <Connor> NUT-- Bushing -- [FRONT-BACK] -- SHIM -- [BACK-FRONT] -- Bushing -- Shoulder of Screw
[01:53:15] <zeeshan> well if its back-front front-back
[01:53:19] <zeeshan> the shim needs to be on the id
[01:53:29] <archivist> and there is the point, is the outer (face to face) adjusting the preload or inner (back to back)
[01:53:33] <Rab> zeeshan, the purpose of the shim is to preload the bearings. Think about where the thrust is transmitted in the bearing surfaces, and how it needs to be preloaded to remove play.
[01:54:02] <zeeshan> rab i understand that
[01:54:13] <zeeshan> problem is i wasn't understanding the sidde that supports the load
[01:54:18] <zeeshan> i think i see it now
[01:54:24] <zeeshan> http://image.slidesharecdn.com/angularcontactballbearingsid-13492380965704-phpapp02-121002232330-phpapp02/95/angular-contact-ball-bearings-id-6-728.jpg?cb=1389719876
[01:54:27] <zeeshan> the far right image
[01:54:37] <zeeshan> looks like the force on the right <----
[01:54:45] <zeeshan> gets supported by the left bearing
[01:54:49] <Rab> Correct.
[01:54:49] <Connor> IN a Back To back setup, you want the shim in the middle.. same OD as the Bearings.. with a ID larger than the OD of the inner race so it doesn't rub.
[01:55:02] <zeeshan> connor yes ill do that
[01:55:21] <zeeshan> face-to-face doesnt look good
[01:55:32] <archivist> may need outer and inner shims to adjust to the housing clamping
[01:56:26] <Connor> Have they not covered this in school?
[01:56:35] <zeeshan> no
[01:56:39] <zeeshan> not angular ball bearings
[01:56:41] <Swapper> i have a shim in the middle supporting the outer races, that would make my setup face 2 face?
[01:56:54] <zeeshan> just learned that they are crap
[01:56:58] <zeeshan> in comparison to a taper roller bearing
[01:56:58] <Connor> Swapper: Back to back
[01:57:09] <archivist> good for the job they do
[01:57:20] <Swapper> Connor: but aint the front the load taking part?
[01:57:23] <Connor> Treat AC as Taper roller bearings for the most part.
[01:57:26] <Rab> zeeshan, consider than they're conceptually identical to a tapered roller bearing.
[01:57:35] <zeeshan> rab not really
[01:57:45] <zeeshan> the contact area very differnt
[01:57:53] <archivist> even car wheel bearings are AC these days
[01:58:16] <Connor> zeeshan: They transmit the axial load in the same way.
[01:58:28] <zeeshan> yes
[01:58:32] <Connor> just more surface area on Tapers, thus more friction..
[01:58:33] <zeeshan> but im sayign the contact area is different
[01:59:03] <Rab> zeeshan, that's not relevant to understanding the operation of the bearing.
[01:59:07] <zeeshan> i wouldn't be using an ac bb for differentials! :P
[01:59:16] <Rab> It just means the roller bearing has more load capacity.
[01:59:44] <zeeshan> rab
[01:59:50] <Connor> Anyway.. AC Bearings 101 Class is over.. Time for bed.
[01:59:55] <zeeshan> it wasn't obvious to me how the ac bearing was supporting load
[01:59:56] <zeeshan> http://catalog.ubx-usa.com/wp-content/uploads/2009/04/roller-tapered-metric.jpg
[02:00:00] <zeeshan> this is obvious :)
[02:00:11] <zeeshan> haha connor
[02:00:13] <zeeshan> thanks for the help
[02:00:19] <Rab> zeeshan, this might help:
http://highspeedtechnologies.com/dev/wp-content/uploads/2014/03/14-PRELOAD-FORCES.jpg
[02:00:44] <Connor> zeeshan: Same thing.. just replace the roller with ball.. supports the load in the same exact way.
[02:02:38] <Connor> I found out one day why they are like that.. I tried to take a AC bearing off of my spindle and it came apart because I was putting the load on the outer race trying to get it off.. (because I couldn't grip onto the inner race).
[02:02:42] <Rab> http://image.made-in-china.com/2f0j00YRztWcaGDEKp/Double-Row-Angular-Contact-Bearing-for-Wheel-Hub-One-Generation.jpg
[02:02:42] <Connor> Balls went flying..
[02:03:26] <zeeshan> yes
[02:03:29] <Connor> I had to grind the inner race off.. it was the exact diameter of the should on the spindle.
[02:03:32] <zeeshan> just to check if i actually undferstand this
[02:03:38] <zeeshan> http://image.slidesharecdn.com/angularcontactballbearingsid-13492380965704-phpapp02-121002232330-phpapp02/95/angular-contact-ball-bearings-id-6-728.jpg?cb=1389719876
[02:03:42] <zeeshan> to preload the very right bearing setup
[02:03:50] <zeeshan> you'd need a shim in the middle for the ID race only
[02:04:04] <Connor> correct
[02:04:06] <zeeshan> and you' dneed a shim on od's
[02:04:13] <zeeshan> on the outside faces
[02:04:20] <zeeshan> equal size shims
[02:04:33] <Rab> Why would you need that?
[02:05:04] <zeeshan> im thinking
[02:05:08] <zeeshan> there will be gap otherwise
[02:05:24] <zeeshan> assuming the bearings are 10mm wide
[02:05:29] <zeeshan> and the gap is 21 mm
[02:05:42] <zeeshan> if you shimmed the inner race for 1mm
[02:06:03] <zeeshan> theres still nothing supporting the outer race
[02:06:07] <zeeshan> theres still a total of 1mm gap
[02:06:10] <Connor> WAIT
[02:07:00] <Connor> The preload comes from tighing up the ballscrew jam nuts.. it applies force to inside races.. squezing them together.
[02:07:29] <Connor> the shim does nothing for preload.. it just keeps the bearings from moving back and forth.. (on a back to back setup)
[02:08:08] <Connor> in face-to-face.. the preload is handled on the outside race.
[02:08:22] <zeeshan> ah
[02:08:39] <Connor> and your limitted to the amount of preload, because the innner races will touch.
[02:09:27] <zeeshan> okay so you do want back to back
[02:09:50] <archivist> depends if the preload it outer or inner
[02:10:00] <zeeshan> preload is inner
[02:10:05] <Connor> yup. and if you shim in the middle.. it gives you a bit more space to preload.
[02:10:09] <archivist> then outer shim
[02:10:25] <archivist> for clamping
[02:10:25] <zeeshan> its so weird
[02:10:28] <Rab> zeeshan, re your dismissal of balls as crap vs tapered roller...I suspect balls have lower friction losses, and so might perform better at very high speeds.
[02:10:41] <zeeshan> i can see shimming taper bearings no problem
[02:10:46] <zeeshan> bb ac weird :)
[02:11:16] <zeeshan> Rab: im thinking of transmission applications
[02:11:17] <zeeshan> for cars
[02:11:18] <Swapper> zeeshan: agree, getting more confused, wonder if all my ac are the wrong way :)
[02:11:42] <Rab> zeeshan, I'm thinking of CNC spindles.
[02:11:44] <Connor> It's enough to drive you crazy when you first do it..
[02:12:01] <Rab> But the big boys might use tapered roller bearings for all I know.
[02:12:04] <Connor> Rab: I changed my tapered ones out for AC for that very reason on my G0704
[02:12:15] <Rab> ahh
[02:12:36] <zeeshan> pretty sure high speed spindles use fancy ac bb's
[02:12:54] <archivist> side load and speed is a compromise between the two
[02:14:44] <Connor> Well.. heck.. now I'm second guessing myself on this picture which way is which..
http://www.ivdc.com/cnc/BallScrew/1.jpg
[02:15:04] <zeeshan> im pretty sure
[02:15:06] <zeeshan> the right one
[02:15:08] <zeeshan> is front face
[02:15:48] <archivist> only if the outer clamp can provide the preload force
[02:16:01] <Rab> zeeshan, I think it's the opposite.
[02:16:12] <zeeshan> lol
[02:16:17] <zeeshan> !!
[02:16:24] <archivist> which makes me agree with Rab :)
[02:16:28] <Rab> Look at your diagram:
http://image.slidesharecdn.com/angularcontactballbearingsid-13492380965704-phpapp02-121002232330-phpapp02/95/angular-contact-ball-bearings-id-6-728.jpg?cb=1389719876
[02:16:50] <zeeshan> yea the outer race is thin
[02:16:53] <zeeshan> and inner is thicker
[02:16:53] <Rab> The outer race is thinner on the "face".
[02:17:07] <zeeshan> but the inner race is thinner on the back
[02:17:13] <Connor> yea.. the left is front the right is back..
[02:17:13] <zeeshan> but in his image theyr eboth thick! :P
[02:17:28] <zeeshan> well thats how i have them in right now
[02:17:34] <zeeshan> only thing wrong is the shim isn't in the middle of em
[02:17:49] <zeeshan> i hope that fixes this annoying backlash nonsense
[02:17:50] <Rab> zeeshan, sure, but if you do a google image search for ACBs you'll see a lot are constructed with a symmetrical inner race.
[02:17:50] <Connor> Large gaps to the outside is back to back.
[02:17:52] <archivist> the outer is correct in the set of images
[02:19:45] * zeeshan needs to buy shims
[02:20:19] <Connor> I had to think back to my spindle.. and remembered that larger gaps were top and bottom.. and that was a back to back setup.
[02:21:06] <Swapper> my brain hurts
[02:21:35] <Connor> the back is the side where if load is applied to the inner race, it's transmitted to the outer race.. if you do it backwards the bearing will seperate.
[02:22:08] <zeeshan> yea
[02:22:12] <zeeshan> in your case the back is the left image
[02:22:15] <archivist> there is a book for home brew spindle making "Spindles Harpit Sandhu Special Interest Model Books Ltd 2008"
[02:23:23] <Connor> OKay. Bed time.
[02:23:27] <zeeshan> gnite
[02:23:53] <zeeshan> http://www.kijiji.ca/v-business-industrial/oakville-halton-region/ball-bearing-retainers-cage-die-shoes-die-makers/1031272900?enableSearchNavigationFlag=true
[02:23:55] <zeeshan> wow these are pretty
[02:24:13] <Deejay> moin
[03:01:03] <MacGalempsy_> Good morning Deejay
[03:17:49] <anarchos> Hello.
[03:20:06] <MacGalempsy_> :]
[04:47:45] <bobo_> MacGalempsy am leaving you in charge . no train wrecks allowed ,ya hear
[06:37:56] <MacGalempsy__> good morning everyone
[06:38:23] <MacGalempsy__> thats better
[06:38:27] <MacGalempsy__> not
[06:40:43] <MacGalempsy_> :/
[06:48:11] <miss0r|shop> MacGalempsy: goodmornin'. you've got yourself a pretty stable line there ;)
[06:48:47] <MacGalempsy> :] hows it going today?
[06:49:39] <miss0r|shop> a bit slow. Waiting for UPS to come with a 3-axis kit i ordered. you?
[06:50:17] <MacGalempsy> just got off work. took the trash out without breaking my neck on the ice and in the mail was a solder sucker I got off ebay.
[06:50:40] <miss0r|shop> sounds like a pretty good start :)
[06:50:43] <MacGalempsy> spent most of the night wiring up the control panel on my machine
[06:51:25] <miss0r|shop> pics?
[06:52:25] <MacGalempsy> https://www.flickr.com/photos/58181938@N03/sets/72157648156040358/
[06:52:56] <MacGalempsy> it took a while, but still dont have the power switch fully figured out
[06:53:28] <miss0r|shop> Might I reccomend some spiral-flex? :)
[06:54:15] <miss0r|shop> other than that I think it looks real nice.
[06:54:37] <MacGalempsy> that is an old pic
[06:54:59] <miss0r|shop> I just build this for work:
http://picpaste.com/pics/DSC_0036-tZooxgqr.1425298416.JPG
[06:55:02] <MacGalempsy> we moved since then. I am trying to trim cables as it goes ahead
[06:55:06] <miss0r|shop> it is part of a factory production line
[06:55:40] <MacGalempsy> I like how clean the wiring is
[06:56:07] <miss0r|shop> always a huge concern when I build stuff
[06:56:32] <miss0r|shop> functionality = unimportant, as long as it looks good :P
[06:56:39] <MacGalempsy> ikr?
[06:57:21] <miss0r|shop> ikr?
[06:57:30] <MacGalempsy> I know, right?
[06:57:35] <miss0r|shop> hehe yeah
[06:57:35] <MacGalempsy> heh
[06:57:53] <miss0r|shop> that mill of yours looks realy nice. It is a tool changer I am looking at?
[06:57:57] <MacGalempsy> are you a linuxcnc vet?
[06:58:25] <miss0r|shop> oh hoho no..
[06:58:26] <MacGalempsy> there is one in there. that is part of the reason the machine was selected
[06:58:46] <miss0r|shop> i've used it for a year or so. i'm no expert
[07:00:10] <MacGalempsy> at this point, the machine is working on 3 axes. I just installed the 4th axis the other night, but haven't tried it out yet
[07:00:31] <miss0r|shop> sweet. I am just thinking - how does it control the tool changer?
[07:01:01] <MacGalempsy> mechanically, or through the software?
[07:01:10] <miss0r|shop> I was thinking software
[07:01:26] <MacGalempsy> supposedly through the classic turret setup
[07:01:32] <MacGalempsy> havent got that far yet.
[07:02:02] <miss0r|shop> I am thinking I will safe that link of yours and look at it from time to time.
[07:02:02] <MacGalempsy> once the relays come in, I can control the pneumatic valves and motor
[07:02:38] <miss0r|shop> I love builds such as yours
[07:03:03] <miss0r|shop> it makes me feel insufficient about my own :)
[07:03:19] <MacGalempsy> the retrofit has been a great learning experience. plus I get to hang out in here and annoy everyone with noob questions
[07:03:36] <Swapper> you run mesa cards for that ?
[07:03:49] <MacGalempsy> yep.
[07:03:58] <miss0r|shop> hello Swapper o/
[07:04:17] <Swapper> hi :)
[07:04:21] <Swapper> 7i77 ?
[07:04:35] <Swapper> real nice little mill
[07:04:43] <MacGalempsy> 5i25, 7i77, 7i84.
[07:04:58] <MacGalempsy> I felt it was perfect for my workspace size
[07:05:00] <Swapper> ok, i run 6i25 + 7i77 my self
[07:05:07] <MacGalempsy> and the price was a steal
[07:05:20] <Swapper> where it working when you got it?
[07:05:42] <Swapper> its a real win to get all the goodies all done, enclosure and toolchanger
[07:05:45] <MacGalempsy> no. it was missing the controller card, so I had to reverse engineer the wiring, which took about 3 months
[07:05:58] <MacGalempsy> well, wiring and finding the bloody tech sheets
[07:05:59] <Swapper> ive built the enclosure for mine and its a pita
[07:06:37] <Swapper> so you use the original drives?
[07:06:59] <MacGalempsy> yep, the only things I removed so far are the original motherboards and one of the power supploes
[07:07:12] <MacGalempsy> got it tuned up to 0.0001"
[07:07:30] <miss0r|shop> that pretty goodf
[07:08:24] <miss0r|shop> it would not be possible for me to do better than 0.0004" in my build
[07:09:13] <MacGalempsy> thats still pretty dang good
[07:09:58] <miss0r|shop> i'm doing a CNC conversion on an Arboga u2508 - so lets see if it is even possible to that extend :)
[07:09:59] <MacGalempsy> my mission today is to call the tech line at the unit manufacturer and see if I can schmooze them into giving me their original PID values to see how it measures up
[07:10:00] <Swapper> is it linear ways on that?
[07:10:39] <MacGalempsy> http://www.machinetoolsonline.com/doc/benchman-xt-industrial-cnc-machining-centers-0001
[07:10:51] <MacGalempsy> there is the specs from the company
[07:11:12] <Swapper> Cast polymer, one-piece base and column
[07:11:14] <Swapper> nice
[07:11:44] <miss0r|shop> MacGalempsy: dare I ask what you've payed for it?
[07:11:51] <MacGalempsy> 5k
[07:12:18] <miss0r|shop> sweet. congrats on that
[07:12:25] <MacGalempsy> he wanted 10k, but I told him the new controller card was 5k and the company quoted 15k for a retrofit
[07:12:52] <MacGalempsy> they come up on ebay once in a while, but never seen another one with the ATC
[07:14:43] <MacGalempsy> brb
[07:18:14] <Swapper> anyone know what it would cost to get some plain sheet metal plasma/laser cut ?
[07:18:18] <Swapper> start costs and souch
[07:18:38] <Swapper> need to build me a coolant/chip filter tank
[07:19:02] <miss0r|shop> why not just buy a perforated sheet?
[07:19:12] <SpeedEvil> Collander.
[07:19:19] <SpeedEvil> And seive
[07:19:31] <Swapper> i meant for the whole tank
[07:19:41] <Swapper> not the filter part
[07:19:52] <SpeedEvil> You'll be making us using buckets look bad!
[07:19:55] <MacGalempsy> an old country sink would be a pretty good tank
[07:20:19] <SpeedEvil> There is very little reaon to plasma/laser cut it
[07:20:21] <Swapper> im using a "bucket" today but its flimsy and i get the pump cloged with chips
[07:20:25] <SpeedEvil> A jigsaw will work just fine
[07:20:33] <Swapper> i do have a plasma
[07:20:33] <SpeedEvil> And a file to tidy up
[07:20:36] <Swapper> but not cnced
[07:20:55] <SpeedEvil> Well, plasma it, and angle grinder to tidy up the edges to the line
[07:20:58] <Swapper> but then i have to get the mats for it
[07:21:15] <miss0r|shop> Swapper: how big does it need to be? I have a 20L tank w/pump laying around.
[07:21:19] <Swapper> and i where thinking to get the mats and the cut from the same place
[07:21:54] <SpeedEvil> expanded metal works just fine for chip filtration
[07:22:02] <Swapper> miss0r|shop: i have a sump that i think is 20l that came with the mill. And thats to small
[07:22:03] <SpeedEvil> rather than bothering with plasma or LASER
[07:22:43] <archivist> chip catching uses gravity too multiple containers with spillways
[07:22:52] <Swapper> i whant to make sections in the tank that allow for the chips that comes through to fall to the botom
[07:22:55] <archivist> no filter needed then
[07:23:02] <SpeedEvil> archivist: Well - it depends.
[07:23:20] <miss0r|shop> I have a problem with the drain I can't figure out. I have a 3/4" plastic 'garden hose' connected to nibble on the table, but it doesn't flow right. even when theres no clogs in the tube, it needs to be shaken once in a while to start draining. What is wrong?
[07:23:21] <Swapper> archivist: exactly what i want to do, but in small scale
[07:23:24] <SpeedEvil> archivist: Are you never ever going to be cutting something of the same density as oil, and will you always remember if you do
[07:23:24] <archivist> SpeedEvil, it is how machine I have used do it
[07:23:39] <SpeedEvil> miss0r|shop: airlock?
[07:24:03] <miss0r|shop> SpeedEvil: perhaps, but the hose is above water surface in the exit end, and it has a steady fall all the way
[07:24:09] <SpeedEvil> hmm
[07:24:19] <miss0r|shop> I am honnestly puzzled
[07:24:23] <archivist> swapper just need to weld/solder the sides together
[07:24:38] <SpeedEvil> miss0r|shop: I'd make sure it's not got a clog - drop a 20mm ball down it
[07:24:42] <Swapper> guess i go and buy some sheetmetal
[07:24:50] <Swapper> its so darn hard to get hold of here thats all
[07:24:56] <miss0r|shop> SpeedEvil: I did that already, runs right through
[07:24:58] <Swapper> and to get that size sheet home
[07:25:16] <miss0r|shop> althou, it was a 15mm ball ;)
[07:25:21] <archivist> Swapper, if you have a local company ask then to crop it
[07:25:25] <archivist> them
[07:25:48] <Swapper> i do have one contact that might do tha t
[07:25:51] <Swapper> ill ask
[07:25:57] <SpeedEvil> I guess the right way to do this would be baskets of expanded metal you can lift out that come out with the chips under the settling tank.
[07:26:01] <Swapper> then they can make the bigger sections in a shear
[07:26:07] <Swapper> take 2 min
[07:26:10] <Swapper> takes
[07:26:23] * SpeedEvil needs to remake his chip-basket.
[07:26:28] <SpeedEvil> Though mine is for oven-chips.
[07:27:33] <archivist> this has a two section settling tank slides out the front
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Richards_of_Burton_clockworks/P1010240.JPG
[07:27:56] <archivist> cast aluminium
[07:28:06] <Swapper> im pondering the idea to get hold of a 3phase pump and connect it to a VFD to be able to regulate the flow :)
[07:28:09] <Swapper> ovekill ?
[07:28:24] <archivist> a tap after the pump
[07:28:25] <MacGalempsy> heh
[07:28:39] <SpeedEvil> Swapper: Well -it depends if you need over ten thousand gallons an hour or not
[07:28:47] <SpeedEvil> Otherwise it might be overkill
[07:28:55] <Swapper> can be a small pump
[07:29:02] <Swapper> 500w or so
[07:29:13] <Swapper> im using a 300w submersable today
[07:29:20] <Swapper> thats a good flow
[07:29:33] <Swapper> but the pump takes a lot of space in the tank
[07:29:36] <jthornton> weir
[07:29:55] <Swapper> would have been nice to not have the pump in the coolant
[07:30:52] <SpeedEvil> jthornton: their!
[07:31:09] <archivist> even the cutter grinder uses one
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Richards_of_Burton_clockworks/P1010239.JPG it hangs below to the right
[07:31:25] <MacGalempsy> i recall using a graduate weir in hydrogeology to measure discharge
[07:32:22] <archivist> I thing that safag has two weirs
[07:32:29] <Swapper> pid controlled coolant flow :)
[07:32:39] <Swapper> that would be a fun thing :)
[07:33:00] <archivist> no need, just has to be wet usually
[07:33:10] <Swapper> ofcorse no need
[07:33:16] <Swapper> but a fun thaught
[07:40:47] <archivist> an example of doing it wrong with sedimentation tanks
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_08_31_Barber_Colman_S_type/IMG_1340.JPG
[07:41:29] <archivist> that has the tank under the machine, a complete strip to clean the sludge out
[07:43:46] <archivist> in the tray is a gauze filter before in drops into the lower tank, it has two gear pumps one for coolant and the other for the machine lube
[07:45:51] <archivist> and a second gauze filter on the coolant pickup
[07:46:38] <MacGalempsy> archivist: what is that machine?
[07:46:59] <archivist> that is the baber colman hobbing machine
[07:47:05] <archivist> barber
[07:47:32] <archivist> black to painted
http://www.collection.archivist.info/searchv13.php?searchstr=barber+colman
[07:47:39] <archivist> and cnc
[07:48:49] <MacGalempsy> nice paint job
[07:49:34] <MacGalempsy> what do you hob the most?
[07:50:13] <archivist> the one pair of gears only...most is over stating the work I am getting
[07:58:38] <MacGalempsy> just tried calling the tech support guys at light machine and he wouldnt give up the factory PID numbers... I wonder whats so proprietary about those?
[07:59:35] <archivist> they keep control of stuff so they can sell upgrades
[08:00:39] <Swapper> no chance to get a paramiter list from a installer or somting ?
[08:01:22] <MacGalempsy> oh well, the tuning is already done, and it came out pretty good, so no worries. just moreso puzzling
[08:04:23] <MacGalempsy> night all
[09:55:12] <Deejay> re
[11:08:34] <_methods> https://www.kickstarter.com/projects/1880422811/ferrofluid-a-symbol-of-the-future
[11:09:38] <ssi> wtf
[11:10:05] <_methods> heh
[11:10:12] <Rab> Ferrofluid lava lamp is kinda neat.
[11:10:18] <XXCoder> it is
[11:10:22] <XXCoder> good deskt oy
[11:10:26] <Rab> "A massive ferrofluid display w/ 15 mL of ferrofluid"
[11:10:27] <_methods> yeah
[11:10:27] <XXCoder> *desktop toy
[11:10:51] <XXCoder> whats interesting is that it runs like lava lamp too
[11:10:55] <XXCoder> doubleplusgood
[11:11:03] <ssi> what exactly makes ferrofluid "nanotechnology"?
[11:11:22] <ssi> I inadventently made ferrofluid by running a bunch of water as coolant on my surface grinder :P
[11:11:23] <XXCoder> ssi: its made with tiny iron paracles and oil
[11:11:23] <Rab> The local children's museum has a ferrofluid exhibit that contains probably a liter.
[11:11:42] <XXCoder> the screw bottle is interesting but meh
[11:11:45] <ssi> MAYBE I SHOULD START A KICKSTARTER
[11:11:48] <SpeedEvil> The ingredients aren't expensive
[11:11:55] <ssi> step right up, be the first to buy the bullshit that comes off my surface grinder!
[11:12:15] <XXCoder> SpeedEvil: yeah just make a box, grind iron bar using grinder, then use magnets to filter out results
[11:12:19] <Rab> ssi, don't forget to put swarf charms on Etsy.
[11:12:21] <XXCoder> you now has raw material
[11:12:31] <SpeedEvil> I mean producing actual nanoparticles, chemically
[11:12:49] <XXCoder> Rab: actually I always wanted swarf stones made from alum chips and epoxy
[11:12:54] <XXCoder> other metals is good too
[11:15:05] <Rab> Wonder what this guy's supposed pending patent is for. Colored fluid?
[11:15:14] <XXCoder> no idea
[11:20:38] <_methods> http://monograph.io/james/m-mtm
[11:20:43] <_methods> hahaha
[11:21:29] <_methods> cardboard cnc FTW
[11:22:08] <dirty_d> wow, lol
[11:22:15] <XXCoder> just nuts lol
[11:22:37] <Rab> Typical MIT.
[11:23:21] <XXCoder> its good for pen cnc
[11:25:21] <CaptHindsight> Patent: ferrofluids used to entertain and bilk kickstarter followers
[11:25:24] <_methods> just wait till the repraptards get ahold of htis
[11:25:43] <archivist> but I had an Iron powder clutch in a 1960 Hilman Minx car, it is not new
[11:26:00] <archivist> kids
[11:26:01] <Rab> The real point is probably the Gestalt framework rather than the cardboard stuff, but as far as I can tell it's not real-time...seems like an academic solution totally insulated from real-world problems.
[11:26:21] <_methods> they made a cool chess machine with it
[11:26:37] <pcw_home> ferro fluid polymer ink: magform/harden repeat
[11:26:45] <CaptHindsight> anything not redeveloped in a makerserpace or discussed in #reprap is considered new technology
[11:29:16] <XXCoder> CaptHindsight: possibly patent is in ferrofulid "lava lamp"
[11:29:31] <XXCoder> I dont know how that is done, but possibly works exactly like lavalamp.
[11:30:40] <pcw_home> wonder what the clear fluid is
[11:31:48] <XXCoder> if I recall, lava lamp uses water and very light oil, barely more dense than water
[11:31:59] <XXCoder> ferrofluid is heavier so maybe oil?
[11:32:18] <CaptHindsight> I don't see the whole lamp
[11:32:31] <XXCoder> it appears in video
[11:32:41] <XXCoder> you can see it run briefly before close up shots
[11:32:49] <Rab> Lava lamps are actually a tricky engineering problem. They're easily ruined, and have a finite lifespan.
[11:33:47] <CaptHindsight> you can take a look at the lava lamp patent...
[11:34:10] <Loetmichel2> XXCoder: lava lamp uses petroleum and a low melt wax iirc
[11:34:14] <Loetmichel2> not water
[11:34:15] <CaptHindsight> it's two fluids that are not miscible with very close densities
[11:34:22] <XXCoder> yeah youre right
[11:34:49] <XXCoder> wax and water
[11:35:54] <CaptHindsight> http://en.wikipedia.org/wiki/Lava_lamp
[11:36:07] <SpeedEvil> It's a pity that nothing is properly transparent when liquid at ~1000C
[11:36:35] <XXCoder> SpeedEvil: yeah glass itself would glow
[11:36:53] <XXCoder> xkcd covered it lol (what if)
[11:38:00] <Rab> Maybe he's using electromagnetic repulsion in the lamp, rather than convection?
[11:38:09] <XXCoder> nah
[11:38:11] <XXCoder> lava lamp
[11:38:23] <XXCoder> read the kickstarter page
[11:39:06] <Rab> Didn't bother to read the whole thing, urrite
[11:40:10] <Loetmichel2> hmm, i may have a cheap chinese knockoff then, because mine used some liquid clearly stinking of petrleum, not water
[11:40:18] <CaptHindsight> http://en.wikipedia.org/wiki/Ferrofluid#Common_ferrofluid_surfactants
[11:40:23] <XXCoder> Loetmichel2: nah they use new method now
[11:40:28] <Loetmichel2> maybe beacause the dense tetrasomething is bnanned now?
[11:40:38] <XXCoder> carbon toxicity something dunno either
[11:41:00] <CaptHindsight> http://www.instructables.com/id/Make-your-own-ferrofluid-in-5-minutes/?ALLSTEPS
[11:41:15] <CaptHindsight> ^^ half assed version
[11:41:28] <Loetmichel2> i think its simply easier to match the density of wax and petroleum than wax and water
[11:42:13] <CaptHindsight> as long as the wax is not soluble or very miscible in the petroleum
[11:42:27] <Loetmichel2> it shouldnt be
[11:42:35] <Loetmichel2> depending on the wax
[11:43:07] <Loetmichel2> and that solution also takes care of the (MUCH lower) surface tension problem ;_)
[11:43:25] <CaptHindsight> it's easy enough to modify the density of the wax as well
[11:45:28] <CaptHindsight> you can use ferrofuids to make a one component ink that prints in many colors
[11:47:00] <Loetmichel2> i personally liked that "eisengallustinte" that writes pale blue and then oxidizes to black with a green/violet "shimmer" on it
[11:47:08] <Loetmichel2> whats that called in english?
[11:48:08] <CaptHindsight> google translate says: iron gall ink
[11:48:18] <Rab> http://en.wikipedia.org/wiki/Iron_gall_ink
[11:50:17] <CaptHindsight> you could make a lamp with a deflection coil (used on crt's) to steer the ferrofluid around
[11:50:58] <Rab> CaptHindsight, that's hot, awaiting your kickstarter.
[11:52:36] <CaptHindsight> how about an ink that prints in red then you use a magnet to change it's color then dry/lock it in?
[11:53:27] <Rab> It could be that the original lava lamp mixture was chosen largely for appearance, rather than for being the ideal combination of materials for the process.
[11:54:32] <CaptHindsight> carbon tetrachloride was also readily available at any hardware store (spot remover)
[11:57:22] <CaptHindsight> there a long list of dowanols in various viscosities and densities to use for the clear liquid I can see using
[11:58:20] <CaptHindsight> polar dowanol with nonpolar ferrofluid with closely matched density
[11:59:21] <CaptHindsight> you want the iron filings in a liquid binder that is not miscible with the clear fluid for the lamp
[11:59:29] <Loetmichel2> CaptHindsight: would be tricky to get the HEAVY ferrofluid to the same density as the clear liquid tho
[12:00:05] <Loetmichel2> out of my memory i know of no clear liwuid that has nearly 8 kg to the liter :)
[12:00:33] <CaptHindsight> there's not much iron in the blobs
[12:00:50] <CaptHindsight> you not trying to float solid iron around the lamp
[12:02:02] <CaptHindsight> 1% iron will make it appear dark black
[12:11:53] <_methods> time to bust out the acetone and melt all your old blondie cassettes
[12:13:32] <CaptHindsight> http://www.cargille.com/heavyliq.shtml
[12:16:21] <LeelooMinai> Anyone know, if I have Mesa 7i76 and VFD that has both dedicated control lines (FWD,REV,analog pot, etc.) and Modbus, what would be the preferred way to wire it?
[12:17:39] <pcw_home> probably modbus for router type apps, analog for spindle with closed loop speed control
[12:19:00] <LeelooMinai> Hmm, I saw there's some HAL module for GS2 - how does it relate to Mesa/hostmot2 driver? Can I wire them together or I need to do something else?
[12:21:02] <pcw_home> That is independent of Hostmot2 (a user space comp that talks to a PC serial port or USB-serial adapter)
[12:23:36] <LeelooMinai> So is there any point of using 7i76 for that modbus communication?
[12:23:57] <pcw_home> probably not
[12:24:12] <LeelooMinai> ok
[12:55:55] <renesis> 17:51 < _methods> time to bust out the acetone and melt all your old blondie cassettes
[12:56:00] <renesis> omg no
[12:56:51] <renesis> yay
https://www.youtube.com/watch?v=O_WLw_0DFQQ
[12:57:35] <renesis> haha @ heavy duty trashbag jacket
[12:58:28] <_methods> heheh
[13:01:39] <zeeshan> why is it that when i need to make a part
[13:01:43] <zeeshan> its always something i need the broken machine for
[13:01:44] <zeeshan> lol
[13:02:02] <_methods> it's the way of the world
[13:02:20] <zeeshan> i think its time test out circular interpolation on the mill
[13:02:22] <zeeshan> :D
[13:20:57] <_methods> http://www.hytwatches.com/Collection/Watch/Item/h3-25.sls
[13:21:32] <ssi> I don't like it
[13:22:17] <_methods> hydraulic watch lol
[13:22:43] <_methods> http://www.hytwatches.com/Collection/Watch/Item/skull-21.sls
[13:24:22] <_methods> oh wow they are a tad bit expensive
[13:25:25] <_methods> $50k lol
[13:26:15] <archivist> some stuff is designed just to part idiots from their money
[13:26:30] <ssi> yeah, and I need to design some of those things :D
[13:26:44] <CaptHindsight> http://www.3ders.org/articles/20150302-3d-print-your-own-glasses-with-this-handy-blender-algorithm.html this could be dome by SLA in a minute or two
[13:27:19] <CaptHindsight> I don't know who would wear FDM printed frames
[13:27:38] <_methods> um just join #reprap and i'm sure you'll find many
[13:27:45] <CaptHindsight> heh
[13:28:02] <ssi> didn't the makerbot dickwad wear FDM printed glasses or something?
[13:28:52] <_methods> oh man the cyclops guy is off thingiverse
[13:28:53] <_methods> wtf
[13:28:59] <_methods> i was gonna post link to him
[13:29:07] <_methods> nm
[13:29:08] <_methods> i lie
[13:29:13] <_methods> http://www.thingiverse.com/thing:199786
[13:29:15] <_methods> that guy hehehe
[13:29:26] <ssi> lawd
[13:30:03] <XXCoder> juyst looks ricious
[13:30:10] <ssi> I haven't been on thingiverse in a long time
[13:30:24] <archivist> total dork
[13:30:26] <ssi> my stupid little quadruped got a lot of attention
[13:30:27] <ssi> http://www.thingiverse.com/thing:50125
[13:30:27] <_methods> he has friends
[13:30:29] <_methods> http://www.thingiverse.com/thing:199793
[13:30:53] <CaptHindsight> I link to that and the mustaches when discussing applications for FDM
[13:31:17] <_methods> hah
[13:31:42] <CaptHindsight> there are some reindeer antlers as well
[13:32:07] <CaptHindsight> http://www.thingiverse.com/thing:203101
[13:32:47] <CaptHindsight> lol even a pair for the rabbit you just printed
http://www.thingiverse.com/thing:37061
[13:35:00] <_methods> buwhahahah
[13:35:08] <_methods> that poor dog
[13:35:25] <_methods> sweet jesus
[13:35:28] <_methods> http://www.thingiverse.com/make:104711
[13:35:38] <_methods> someone put the antlers on a demon baby
[13:36:22] <XXCoder> lol
[13:37:53] <_methods> thingiverse is a cornucopia of lulz
[13:38:06] <_methods> a veritable plethora of chuckles
[13:38:54] <_methods> when i'm feeling down and in the dumps i like to stroll through the halls of thingiverse fail
[13:39:03] <_methods> if i'm really depressed i just go to walmart
[13:40:21] <XXCoder> _methods: walmart is good. look at walmart people
[13:40:31] <_methods> i know
[13:41:02] <_methods> some 700 pound hippopotamus with 8 kids
[13:41:09] <_methods> the sight always cheers me up
[13:41:23] <XXCoder> walmart here dont have as many "walmart" people
[13:41:31] <XXCoder> but I see on website much worse ones
[13:51:11] <tjtr33> there be money in eyeglassframes
https://www.youtube.com/watch?v=n7s8wj89Jvc and use bamboo to be milenniuhhhm cool
[13:51:25] <_methods> eco friendly
[13:51:33] <XXCoder> umm
[13:51:39] <XXCoder> see something broken at thingverse
[13:51:49] <XXCoder> if I scroll up in order to search, it reloads top
[13:51:54] <XXCoder> so I cant search again lol
[13:52:18] <_methods> http://www.thingiverse.com/thing:671811
[13:52:30] <_methods> next time i need a tap handle i'll just print one lol
[13:52:47] <XXCoder> not bad
[13:52:52] <XXCoder> assuming it can hold up
[13:53:03] <_methods> yeah if you're tapping a roll of toilet paper
[13:53:10] <tjtr33> notice its not a 1/2" pipe tap
[13:54:51] <XXCoder> http://www.thingiverse.com/thing:26844
[13:55:16] <_methods> hehe
[13:56:25] <XXCoder> http://www.thingiverse.com/thing:239204 lol
[13:56:49] <XXCoder> pretty brilliant, my restroom faucet barely misses edge
[14:00:01] <XXCoder> now, you too, can own triforce
http://www.thingiverse.com/thing:34089
[14:00:58] <XXCoder> "mario" has lots interesting results
[14:01:16] <XXCoder> couple really crappy ones
[14:03:59] <XXCoder> http://www.thingiverse.com/thing:367474 oh hai there
[14:05:27] <XXCoder> http://www.thingiverse.com/thing:678719 jeez that looks very... confortable to hold.. :P
[14:13:31] <LeelooMinai> pcw_home: I have one more question about 7i76. In docs I found this: "One RS-422 interface is provided for I/O expansion via a serial I/O daughtercard". Since that VFD has RS-485 input for modbus, couldn't those two be connected?
[14:14:35] <XXCoder> hey lee hows your cnc
[14:14:50] <XXCoder> I recal you had designed platform last time we chatted
[14:15:38] <LeelooMinai> Just ordering the last part - VFD, but I need to have some plan of controling it, so I need to clear out how all of this will work in linuxcnc
[14:15:49] <zeeshan> you cant use that port
[14:16:10] <Jymmm> Here we go...
https://www.youtube.com/watch?v=GXbsK18NaRU
[14:16:11] <XXCoder> I'm still at frame needed stage
[14:16:11] <LeelooMinai> Why?
[14:16:49] <zeeshan> rs422 != rs485
[14:16:51] <zeeshan> different protocol
[14:16:59] <zeeshan> also he told me you can't
[14:17:07] <zeeshan> its meant to do exactly what your quote says
[14:17:10] <LeelooMinai> RS-485 is a superset of RS-422, no? They are both differential.
[14:17:13] <zeeshan> talk to daughterboards only
[14:17:43] <LeelooMinai> A, hm, ok, maybe it's designed for expansions only then
[14:17:49] <zeeshan> exactly
[14:17:57] <zeeshan> and rs422 has a different pinout
[14:18:00] <zeeshan> even though it's differential
[14:18:05] <zeeshan> rs485 only has 3 pins
[14:18:08] <zeeshan> d+ d- gnd
[14:18:37] <zeeshan> i thought you bought a rs232 to rs485 converter?
[14:18:40] <_methods> now that's a trailer
[14:19:14] <Jymmm> _methods: lol
[14:19:33] <LeelooMinai> zeeshan: Well, I read that you can mix them on the NI site: Since RS-422 is a subset of RS-485, all RS-422 devices may be controlled by RS-485.
[14:20:00] <zeeshan> well the reason rs485 is used for vfd
[14:20:13] <zeeshan> is its meant to be used in a multiple transmiter/reciever industrial setting
[14:20:21] <zeeshan> rs422 can only connect one t/r to another t/r
[14:20:46] <LeelooMinai> Right, but I think it can be switched to rs-232 on GS2, so maybe I should just go with that.
[14:21:44] <LeelooMinai> Same socket, different options:
http://i.imgur.com/8e7jTSS.png
[14:22:25] <zeeshan> not sure why you'd wanna down grade to a single ended signal
[14:22:27] <zeeshan> but upto you
[14:22:39] <zeeshan> a rs232 to rs485 converter is like 5bux
[14:23:41] <LeelooMinai> Well, that converter would not give me much though, right - if the cable is short. Maybe USB to rs485 could be faster so would make more sense?
[14:24:08] <zeeshan> i think i when i was looking at usb to rs485
[14:24:13] <zeeshan> they were expensive relative to rs232 to rs485
[14:24:46] <LeelooMinai> The cable will be probably, hm, max 3 feet - not very long
[14:25:45] <zeeshan> is your vfd to motor cable shielded?
[14:26:29] <LeelooMinai> Alsom not sure how this GS2 driver in linuxcnc works - does it talk directly to serial port hardware on the PC or it can talk to some drivers that can use USB?
[14:26:47] <zeeshan> http://www.keyence.ca/products/microscope/digital-microscope/vhx-2000/applications/index.jsp#Material
[14:26:52] <zeeshan> we got this scope at the lab recently
[14:26:55] <zeeshan> cant wait to use it!
[14:26:57] <LeelooMinai> zeeshan: I don't have the cable yet - looked at what automationdirect has, but they seem to have only unshielded 4 pairs for some reason.
[14:27:17] <zeeshan> yea vfd cable is kinda hard to get
[14:27:19] <zeeshan> not a common thing
[14:27:36] <zeeshan> belden and i forgot the other name igus
[14:27:39] <zeeshan> or something makes it
[14:28:09] <zeeshan> well that cable is emitting 14kHz
[14:28:09] <zeeshan> or so
[14:28:14] <zeeshan> depending on your carrier frequency
[14:28:20] <zeeshan> who knows if that is an issue or not
[14:28:22] <zeeshan> try it out :P
[14:28:34] <zeeshan> you wont need a special adapter, its not like you're losing anything
[14:28:35] <LeelooMinai> I have those cables on steppers - but used it all:/
[14:29:03] <LeelooMinai> Should have bought more when I was buying it
[14:29:53] <LeelooMinai> zeeshan: That looks like an expensive microscope...
[14:30:40] <XXCoder> what will it vbe used for
[14:30:50] <zeeshan> yea its expensive
[14:30:55] <dirty_d> Rab, figured all the unit/unitless stuff
[14:30:57] <zeeshan> i think we paid 75k for it in the configuration
[14:31:01] <LeelooMinai> Looking at ants and dead flies? :)
[14:31:01] <zeeshan> that we got it in
[14:31:03] <Rab> dirty_d, cool!
[14:31:18] <zeeshan> XXCoder: we do materials forming research
[14:31:33] <zeeshan> im gonna try using it to measure indent depth as a function of time
[14:31:40] <zeeshan> to get shape recovery rates and curves
[14:31:58] <XXCoder> interesting
[14:32:00] <zeeshan> if this doesnt work out
[14:32:04] <zeeshan> (which i really hope it does)
[14:32:13] <zeeshan> it'll be off to the TEM (transmission electron scope)
[14:32:21] <zeeshan> from what i've heard
[14:32:25] <zeeshan> it takes snap shots
[14:32:30] <zeeshan> unlike sem which does a raster scan
[14:32:44] <dirty_d> Rab, entering i.e. 1 for a linear dimension constraint will give an error box
[14:33:11] <dirty_d> and it catches stuff like 1in * 2in that results in area or 2in / 1in that results in a unitless ratio
[14:33:43] <XXCoder> whoa
https://www.youtube.com/watch?feature=player_embedded&v=55QUQHm2B5A
[14:34:31] <_methods> yeah that's what AOD is for
[14:36:07] <XXCoder> hey
[14:36:54] <XXCoder> AOD?
[14:37:40] <zeeshan> automatic opening device
[14:37:43] <_methods> automatic opening device
[14:37:44] <zeeshan> hey americans
[14:37:45] <zeeshan> guess what !~
[14:37:49] <zeeshan> i can order from mcmaster carr
[14:37:51] <zeeshan> !!!!!
[14:37:51] <XXCoder> ohh
[14:38:01] <XXCoder> it was usa only?
[14:38:06] <XXCoder> or reship service?
[14:38:11] <zeeshan> yea it has been for a while
[14:38:12] <zeeshan> nahh
[14:38:17] <zeeshan> if youre part of a university
[14:38:20] <zeeshan> they will ship to you
[14:38:24] <zeeshan> i just learned that
[14:38:28] <_methods> he had a good jumpmaster they guy got to him and pulled for him
[14:38:30] <Rab> zeeshan, nice.
[14:38:46] <zeeshan> im broke for another 2 weeks now
[14:38:51] <zeeshan> fu mcmastercarr!
[14:39:04] <XXCoder> _methods: wonder if sezure guy knew he ahd it or it was first time.
[14:39:14] <XXCoder> if I knew I had sezure issue I would add that AOD
[14:39:15] <_methods> no idea
[14:39:26] <_methods> yeah i think during AFF you have to use an AOD
[14:39:37] <_methods> AFF = accelerated free fall course
[14:39:43] <_methods> you don't have a choice
[14:39:51] <_methods> it would have fired at 3000
[14:40:19] <_methods> that would have been his first jump with only 1 jumpmaster too i think
[14:40:25] <_methods> or maybe 2nd
[14:40:38] <_methods> the first 3 or 4 you have to do with 2 jumpmasters
[14:43:05] * furrywolf eats quiche while wishing the mail would hurry up and get here
[14:43:31] <XXCoder> did you bribe proper postman in order to "grease" wheels for your package?
[14:43:33] <XXCoder> lol
[14:44:55] <furrywolf> all sorts of wonderful things getting here today. optical sensors for my spindle encoder, an "led filament" light bulb, a finglonger, and a corncob led bulb.
[14:45:10] <Tom_itx> zeeshan what did mcmaster get you for?
[14:45:18] <XXCoder> still waiting for bits to make my car signals work properly lol
[14:45:25] <XXCoder> as well as walk/stop electrics
[14:46:20] <furrywolf> the finglonger took a detour thanks to mis-routing, but seems to have made it to the local post office finally.
[14:46:26] <LeelooMinai> Hmm, I found rs-485 to USB adapter in one of my boxes... I wonder if I can use it with linuxcnc
[14:47:01] * furrywolf sends leeloo a finglonger too
[14:47:05] <LeelooMinai> Why do I have it? I don't know:)
[14:48:13] <furrywolf> heh, I have a case of rs485 to rs232 adapters.... got them when I got some stepper drivers that spoke rs485. a case was cheaper than the four I needed...
[14:48:24] <LeelooMinai> I will write it down as "supernatural planning skills"
[14:49:56] <furrywolf> I've never used either the drives or the adapters... anyone want some stupidly overpriced step drives? they don't seem to take step/dir input, which greatly limits their usefulness... instead they want you to write code in their custom language and download it to run in the drive...
[14:50:14] <furrywolf> could probably write code to make them pretend to be step/dir drives.
[14:50:53] <LeelooMinai> furrywolf: Maybe you can just bypass the electronics in them
[14:51:08] <furrywolf> nah. the whole reason they're special is they have lots of brains...
[14:51:16] <furrywolf> and fancy microstepping with feedback
[14:54:00] * LeelooMinai inspects the Chinese 485 pcb
[14:54:57] * furrywolf wants to inspect the finglonger.
[14:55:01] <LeelooMinai> FTDI FT232RL and some Exar rs485 transceiver - lets hope that FTDI is not fake
[14:56:26] <furrywolf> it is.
[14:57:07] <LeelooMinai> Pllugged it in into Win8 and a COM port appeared - do there's hope:)
[14:57:09] <furrywolf> make sure you don't try using it on windows. don't even plug it in.
[14:57:20] <LeelooMinai> Too late:p
[14:57:24] <furrywolf> you must have an outdated driver. do NOT install a recently downloaded driver.
[14:57:45] <furrywolf> or maybe that's prolific I'm thinking of. I suddenly can't remember....
[14:57:53] <LeelooMinai> Don't be such a pessimist:)
[14:57:53] <XXCoder> theres method to unbrick ftdi
[14:58:10] <furrywolf> yes, it is ftdi.
[14:58:14] <furrywolf> do not download current drivers.
[14:58:18] <LeelooMinai> Right, buy resetting PID
[14:58:21] <LeelooMinai> by*
[14:58:22] <Rab> I have a Pacific Scientific drive that takes BASIC-flavored motion commands over RS232...I would wire straight to the driver module before I ever bothered trying to talk to it.
[14:58:46] <furrywolf> Rab: kinda like these...
[14:59:03] <LeelooMinai> Pacific Scientific - strange name
[14:59:14] <XXCoder> http://www.minipwner.com/index.php/unbrickftdi000
[14:59:17] <furrywolf> except since they're fancy microstepping with some kind of back-emf feedback, there's no separate driver module to wire to.
[14:59:29] <Rab> Not at all, there's a lot of science happening on many of the Pacific coasts.
[14:59:48] <furrywolf> I have pacsci motors on my shoptask... two of the three.
[15:00:01] <LeelooMinai> But it rhymes so well, it sounds funny
[15:00:02] <CaptHindsight> furrywolf: you got one of these today?
http://futurama.wikia.com/wiki/Fing-Longer
[15:02:01] <LeelooMinai> I think it's real, what do you know:
http://i.imgur.com/SOaKu4j.png
[15:02:23] <LeelooMinai> Probably cost like $5 when I bought that converter too
[15:02:39] <LeelooMinai> Automation dudes have one for $50
[15:03:05] <XXCoder> http://arstechnica.com/information-technology/2014/10/ftdis-anti-counterfeiting-efforts-sit-between-a-rock-and-a-hard-place/
[15:03:31] <LeelooMinai> Right, I remember that whole mess they did for themselves
[15:03:38] <LeelooMinai> dug*
[15:04:07] <Rab> I'm not sure you can tell from the computer side. FTDI are supposedly writing a new driver that does more subtle detection than just sending invalid commands, but I don't know what method they will use.
[15:04:42] <furrywolf> CaptHindsight: no, I'm waiting for one of www.wetforher.us/all/16-two-black.html to show up today. finglonger isn't its real name, but it's the first thing that came to mind when I saw it. (I don't even have a TV, yet somehow I've seen that futurama episode)
[15:05:16] <LeelooMinai> Rab: I think if it was fake the FTDI driver would just brick it
[15:05:45] <Rab> LeelooMinai, supposedly the toxic driver has been removed from Windows Update.
[15:05:55] <furrywolf> on a completely unrelated topic, can we please painfully injure whomever at mozilla decided their browser should NOT SHOW THE FUCKING PROTOCOL? that's
http://www.wetforher.us/all/16-two-black.html
[15:06:04] <LeelooMinai> Or I presume the new one would pop pup some warning
[15:07:50] <furrywolf> every new version of firefox gets worse, but you have to keep installing them because while the new ones don't have any fewer security problems, they have different problems which hopefully fewer people are exploting.
[15:08:47] <LeelooMinai> I have Chrome for ages - since the first version I think.
[15:09:36] <LeelooMinai> Not much problems with it - but not many plugins installed, just that adblock thingy.
[15:09:57] <XXCoder> tried chrome for a while
[15:09:59] <XXCoder> hated it
[15:10:17] <LeelooMinai> What's there to hate - it's very clean and unobtrusive.
[15:10:21] * furrywolf prefers to support open source
[15:10:34] <XXCoder> and crashy
[15:10:38] <LeelooMinai> Works fast too.
[15:10:39] <XXCoder> and MUCH less options
[15:10:53] <CaptHindsight> https://www.linkedin.com/pulse/25-people-have-4th-cone-see-colors-p-prof-diana-derval
[15:11:09] <furrywolf> I've used chrome a couple times on windows boxes, and found it even slower and buggier than firefox. which takes talent.
[15:11:25] <LeelooMinai> XXCoder: It's not crashy in my experience. Also, each tab has separate process so even if a tab crashes, not a big deal (I think Chrome was the first browser to have tabs in separate processes.)
[15:12:23] <furrywolf> ... that's a crap design.
[15:12:30] <furrywolf> and would only be done if they think their code is crap.
[15:12:41] <LeelooMinai> furrywolf: I use computer for like 12 hours a day 7 days a week and Chrome is in use all the time - I would not keep using it if it had some major problems:)
[15:12:48] <XXCoder> chrome is only browser that I could put to knees bg opening few tabs
[15:12:59] <XXCoder> IE is best on this but firefox is better
[15:14:01] <LeelooMinai> For some reason I seem to have less problems with OSes, software, etc. that most people - not sure why that is... Sometimes I wonder what people do there that those terrible things happen to them:)
[15:14:17] <furrywolf> you probably simply do less. :P
[15:14:27] <_methods> buwhahahahahah
[15:14:41] <LeelooMinai> Right, only this does not really work in my case - I do much more than average user:)
[15:15:15] <LeelooMinai> And it includes programming, CAD use, EDA use and some really strange things.
[15:15:30] <furrywolf> speaking of problems... capt: that appears to be a blank page
[15:15:42] <furrywolf> oh, it's because you have to log in.
[15:16:01] * furrywolf does not have and will never have a linkedin account
[15:16:26] <LeelooMinai> I don't even know what it is - but that's probably good
[15:16:42] <XXCoder> linkedin is work professional "facebook"
[15:17:01] <furrywolf> it's a social networking service that survives by spamming every person you know relentlessly until they never speak to you again.
[15:17:26] <LeelooMinai> Right, so as most of those - not desirable:)
[15:17:33] <XXCoder> I will NEVER use their "find assocations by loggin in your emaila ccount"
[15:17:39] <XXCoder> because fuck that
[15:19:11] * furrywolf notes no one else seems to want a finglonger, so drops leeloo's in the mail and goes outside to work on the house
[15:20:59] <furrywolf> need to figure out what the best tool to trim spray foam is... sawzall? kitchen knife? a sawzall blade held in a pair of visegrips? air body saw?
[15:21:32] <XXCoder> hands? teeth? heh
[15:22:18] <furrywolf> no. only silicone rubber goes down my throat, not likely-toxic sprayfoam. :P
[15:22:30] <XXCoder> lol
[15:22:32] <alex4nder> furrywolf: electric carving knife, or a hotwire
[15:22:42] <LeelooMinai> furrywolf: Probably something like one of those keehole saws or what they are called
[15:22:52] <_methods> c4 will take care of it
[15:22:53] <Rab> I've used box cutter, steak knife, drywall knife.
[15:22:59] <furrywolf> I don't have an electric carving knife. I do have a sawzall. it's just like an electric knife, but better.
[15:23:15] <alex4nder> furrywolf: it is indeed not just like an electric carving knife
[15:23:51] <alex4nder> you don't have the nice logo
[15:23:53] <alex4nder> or the ergo grip
[15:24:03] <furrywolf> "milwaukee" is enough of a logo for me. :P
[15:24:13] <LeelooMinai> If in doubt, chainsaw will take all off
[15:24:31] <Rab> Something like a cheap serrated ginsu knife is probably ideal. Expandofoam doesn't put up much of a fight to serrated tools, but something more aggressive might grab and pearl it.
[15:25:32] <_methods> they make flush cut saws for stuff like that
[15:25:44] <_methods> http://www.stanleyimages.co.uk/CatalogImages//11184_prev.jpg
[15:26:09] <furrywolf> yeah, that's what I need. I don't have one though.
[15:26:33] <_methods> a sawzall blade would make a suitable replacement
[15:26:49] <_methods> bend the blade into a handle on an angle
[15:26:52] <cnc1> hi someone uses the Mesa 7i77
[15:26:57] <cnc1> ?????????????????????????????
[15:27:00] <cnc1> ??????????????????????????????????
[15:27:03] <furrywolf> as I said, hold it in vise grips. :P
[15:27:06] <furrywolf> cnc1: no
[15:27:17] <_methods> !!!!!!!!!!!!!!!!!!!!
[15:27:20] <furrywolf> no one uses mesa products in here, and the more ?s you type, the less likely anyone will.
[15:27:26] <XXCoder> I'm not sure that was a question, not enough ?s
[15:28:02] <_methods> http://lumberjocks.com/projects/39191
[15:28:10] <_methods> kinda cool diy flushcut saw
[15:28:19] <LeelooMinai> If someone uses that many "?" I always imagine the guy from Waynes World asking the question.
[15:28:55] <furrywolf> if someone uses that many ?s, I always imagine they're an idiot and helping them is a waste of time.
[15:29:51] <cnc1> sorry I did notice something true to much sorry
[15:30:12] <LeelooMinai> They only excuse is they had a heart attack and their nose smashed the ? key when dying:)
[15:32:31] <cnc1> am just desperate because the escape lopment is so slow
[15:34:39] <cnc1> super now writes nobody
[15:34:45] <cnc1> :)
[15:35:43] <cnc1> and so
[15:35:46] <cnc1> ????????????
[15:35:48] <cnc1> ?????
[15:37:47] <LeelooMinai> "How to not get any answers on IRC"
[15:38:10] <skunkworks> cnc1: ask your question
[15:38:13] * furrywolf is too busy thinking about sex toys and spray foam to care about people who use too many question marks
[15:38:14] <furrywolf> bbl
[15:39:04] <Deejay> cnc1, please check your keyboard first. seems not to work properly
[15:39:25] <cnc1> I want to install home switch
[15:40:57] <cnc1> I have 5i25 and 7i77
[15:41:38] <cnc1> motor is ok encoder ok and now the switsher
[15:42:44] <_methods> i believe he is german and he's using google translate maybe
[15:42:54] <_methods> Loetmichel was helping him before i think
[15:43:01] <_methods> or at least translating for him
[15:44:09] <Loetmichel2> i cant help because i have no 5i*/7i*
[15:44:19] <Loetmichel2> i am just a lptport-user
[15:44:24] <Loetmichel2> but i have translated for him
[15:44:39] <Loetmichel2> a few days ago
[15:44:55] <CaptHindsight> cnc1: what is the actual question or problem that you are having?
[15:45:27] <CaptHindsight> cnc1: yes some people here use the 7i77 and the 5i25
[15:45:35] <cnc1> thank
[15:45:40] <CaptHindsight> what do you really want to know?
[15:46:26] <CaptHindsight> was ist es Sie wirklich verstehen wollen
[15:48:00] <cnc1> home switches connect to the 7i77
[15:49:03] <CaptHindsight> yes, it has IO for Home Switches
[15:49:24] <cnc1> I TB7 genomes as input
[15:49:47] <XXCoder> https://i.chzbgr.com/maxW500/7016788736/hC3152297/ heh
[15:49:51] <cnc1> but from where or what goes in
[15:50:32] <Swapper> http://www.mesanet.com/pdf/parallel/7i77man.pdf
[15:50:43] <CaptHindsight> Connector TB7 has 24 IO ....
[15:51:02] <cnc1> ok
[15:51:15] <Swapper> page 4
[15:51:18] <cnc1> I'm loock
[15:51:45] <Swapper> and page 12
[15:51:46] <Rab> My cheap HP DC7800 came...but man, it got hammered either in shipping or in their warehouse. The corner is crushed.
[15:51:49] <CaptHindsight> er via jumper W1. VIN Power consumption is approximately 600 mW or 25 mA a VIN power must be present for the 7I77 field I/O to be detected and operate.
[15:52:09] <CaptHindsight> " VIN power must be present for the 7I77 field I/O to be detected and operate."
[15:52:17] <XXCoder> Rab: my worse package ever gotten was small box folded over in half
[15:52:21] <CaptHindsight> Inputs are sinking type.
[15:52:39] <XXCoder> box was ripped and parts was falling out. Remarkable, no part was missing. thankfully since one was over $300
[15:52:47] <Swapper> meaning that you put + voltage in to them and they will sens it
[15:52:48] <Rab> XXCoder, impressive.
[15:53:56] <XXCoder> Rab: I still wonder what the flip happened
[15:53:59] <CaptHindsight> 7I77 field inputs are of the sinking type. That is, external power must be applied to the input to register as activated. This mode was chosen so that accidental grounding of an input will not register as an activated input. It is suggested that inputs like limit switches use normally closed switches with one switch leg connected to field power and the other to the 7I77 input pin, so the normal machine state (not at limits) is to have
[15:53:59] <CaptHindsight> the inputs activated. This way, a open switch wire or wire shorted to ground will cause a detectable machine fault.
[15:54:27] <Swapper> anyone have a pinout chart for the 7i77 that numbers the pins on the picture? i have trouble every time getting what pin that relates to .hal file naming
[15:54:31] <CaptHindsight> 0 0 0 throws 3 life preservers after flood
[15:56:15] <Swapper> will linuxcnc sense if the 7i77 gets an internal error ? like a short or somting ?
[16:03:54] <cnc1> so much help and I hardly understand anything
[16:05:58] <Deejay> gn8
[16:07:10] <cnc1> imagebin.ca/v/1tTk32cwgwJu
[16:10:25] <cnc1> I have a cable from home at x 7i77 TB7 pin 1
[16:10:27] <cnc1> and where cable to the other
[16:11:24] <Swapper> cnc1: heres a snip from my config with a 7i77
http://pastebin.com/6gau54kB
[16:12:02] <Swapper> are you shure that you got the right pin ?
[16:12:07] <Swapper> looked in halscope ?
[16:12:24] <Swapper> halshow
[16:12:26] <Swapper> i mean !
[16:12:27] <cnc1> no
[16:14:25] <cnc1> TB7 a cable
[16:14:27] <cnc1> and where cable to the other
[16:14:53] <cnc1> from the switsh
[16:14:55] <Swapper> cnc1:
http://pbrd.co/1K9JAyL a pic of halshow on 7i77
[16:16:05] <Swapper> then you can test the limitswitch by triggering it and making shure its the right pin you put in HAL config
[16:16:35] <cnc1> ok thets showe me on or off
[16:16:52] <Swapper> yes
[16:16:59] <Swapper> if the input is HIGH or LOW
[16:17:36] <cnc1> I understend
[16:17:56] <Swapper> when your shure of the pin name then you add it to the HAL config (or use pncconf)
[16:18:13] <Swapper> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Pncconf
[16:18:50] <cnc1> but not the second cable from the switsh
[16:19:08] <Swapper> is it 3 wires?
[16:19:09] <Swapper> or 2
[16:19:14] <Swapper> to the switch
[16:19:20] <cnc1> 2
[16:19:46] <Swapper> 1 goes to field power positive and the other goes to the inpu t
[16:19:52] <cnc1> one in the TB7 on first pin
[16:20:18] <cnc1> 5V
[16:20:21] <cnc1> ?
[16:20:42] <Swapper> are your field voltage 6v ?
[16:20:45] <Swapper> 5v ?
[16:20:58] <Swapper> pin
[16:20:58] <Swapper> 22:59 < cnc1> 5V
[16:21:16] <Swapper> TB7 PIN 1 = INPUT16
[16:21:45] <Swapper> Pin one is at the bottom edge of the
[16:21:45] <Swapper> 7I77 card.
[16:22:17] <cnc1> i have nothing at TB2 field power
[16:22:29] <cnc1> I now
[16:22:55] <cnc1> I know
[16:23:16] <cnc1> wath is W1
[16:24:39] <Swapper> no realy shure
[16:24:50] <cnc1> :=
[16:24:54] <cnc1> :)
[16:26:02] <Swapper> i have my card getting power via PC cable and then 24v field power via TB2
[16:26:54] <Swapper> TB1 supplies 5V analog, encoder, and RS-422 interface power to the 7I77. If the
[16:26:57] <Swapper> cable power option is used, TB1 may remain unconnected. If the cable power option is not
[16:27:00] <Swapper> used TB1 must be used to supply 5V power to the 7I77.
[16:30:03] <cnc1> yes I have on TB1 5V
[16:30:36] <Swapper> W5 must
[16:30:36] <Swapper> be in the right-hand position to avoid back-powering the host computer via the host
[16:30:39] <Swapper> interface card
[16:30:50] <Swapper> if u dont get the power from the PC
[16:31:37] <cnc1> I have power from pc
[16:31:46] <Swapper> you cant have both
[16:31:51] <Swapper> it will back power the pc
[16:32:16] <cnc1> and W5 is left
[16:32:50] <Swapper> then you should not put 5v in TB1
[16:33:03] <Swapper> skip the 5V and power it from the computer
[16:33:27] <Swapper> Put the 5V supply on TB2 (if your plan is to use 5v field voltage)
[16:33:34] <cnc1> yes have it so
[16:33:39] <Swapper> dont think that is supported
[16:34:06] <cnc1> the TB1 is empty
[16:34:16] <Swapper> good
[16:36:01] <Swapper> dont think you can run 7i77 on 5V field voltage, 8v seems like the lowest
[16:36:13] <Swapper> pcw_home: can shurly awnser that
[16:36:25] <cnc1> ok
[16:36:56] <Swapper> 12v or 24v would be recommended i guess
[16:37:00] <Swapper> i run 24v
[16:37:17] <Swapper> what sort of drives do you have ?
[16:37:31] <Swapper> link ?
[16:37:36] <Swapper> servo drives that is
[16:37:55] <cnc1> parker
[16:38:04] <cnc1> ald from 1991
[16:38:26] <Swapper> shurley they take 24v for enable and souch ?
[16:39:11] <Swapper> any detailed specs?
[16:39:48] <cnc1> drives?
[16:40:08] <Swapper> yea servo package
[16:40:15] <Swapper> drivers that give power to the motors
[16:40:22] <Swapper> or what are you using the 7i77 for?
[16:40:56] <Swapper> http://en.wikipedia.org/wiki/Servo_drive
[16:40:57] <cnc1> encoder and motor
[16:41:18] <Swapper> no drives ?
[16:41:38] <cnc1> one second
[16:42:35] <cnc1> http://www56.zippyshare.com/v/3MfaA5Zm/file.html
[16:43:46] <cnc1> http://www62.zippyshare.com/v/9SI1r4mU/file.html
[16:46:43] <cnc1> the circuitry I have removed some of relays and switches
[16:46:56] <Swapper> seems they are 15v
[16:47:01] <Swapper> im not shure though
[16:47:35] <Swapper> page 18 in the first link explains that you can have it sinking or sourcing
[16:50:45] <cnc1> on TB7 input 15V dc posibelt?
[16:51:05] <Swapper> yes but you need to have 15v on the TB2 field voltage
[16:51:11] <Swapper> then all field IO will be 15v
[16:52:05] <Swapper> and ground and +15V on TB2
[16:53:02] <Swapper> looks like you can get 15v from the driver
[16:54:07] <Swapper> looks doable
[16:54:10] <cnc1> ooo yes have
[16:54:17] <Swapper> your field voltage will be 15v
[16:54:44] <Swapper> max 250ma draw
[16:54:47] <Swapper> from the driver
[16:54:53] <Swapper> PL1 pins 10 and 12
[16:55:20] <Swapper> you need to wire External Disable
[16:55:30] <Swapper> page 17
[16:58:22] <Swapper> pref to the 7i77 enable outputs (that are reverse polarity sensitive ! )
[16:59:07] <cnc1> ?
[16:59:24] <cnc1> in hal
[16:59:40] <Swapper> skip that part, probly a bit far ahead
[16:59:59] <Swapper> you need to get 15v to TB2 to get anything working
[17:00:20] <cnc1> pin ?
[17:00:22] <Swapper> else you will not get the swith to indicate in linuxcnc
[17:00:47] <Swapper> TB2
[17:01:17] <Swapper> W1 should be in the left hand position
[17:01:39] <cnc1> it is
[17:02:29] <Swapper> Pin 8 = ground
[17:02:38] <Swapper> Pin 5 = +15v
[17:02:51] <Swapper> i take no responsibility !
[17:02:57] <cnc1> ok
[17:02:58] <Swapper> but that is how i read the specs
[17:03:13] <cnc1> its ok
[17:03:29] <Swapper> and i have a 7i77 running :)
[17:03:56] <cnc1> thank for helping
[17:04:07] <Swapper> when you have that connected you should be able to see the pins in halshow
[17:04:55] <cnc1> ok
[17:05:22] <Swapper> there should be 2 lights on the board
[17:05:46] <cnc1> and the second cable from switsh in TB2 pin1
[17:05:48] <Swapper> one close to the external "port" (db25) and one moreat the rright
[17:05:59] <Swapper> no no
[17:06:05] <Swapper> no switches in TB2
[17:06:09] <Swapper> only field power
[17:06:15] <cnc1> ooo
[17:06:21] <Swapper> so the card gets power for the "io"
[17:06:22] <cnc1> :)
[17:06:56] <Swapper> the switch then connects from +15 (same source as the one powering the card) and to GROUND
[17:07:04] <Swapper> ignore that
[17:07:10] <cnc1> 1 cable in TB7 input
[17:07:25] <Swapper> yes and the other to +15v
[17:07:31] <cnc1> 2 cable TN7 output
[17:07:38] <Swapper> no
[17:07:39] <cnc1> ok
[17:07:53] <cnc1> i read to leat
[17:08:08] <Swapper> +15v > TB pin 1
[17:08:43] <cnc1> not TB7 pin 5
[17:08:51] <Swapper> both
[17:09:10] <Swapper> you need +15 to TB2 Pin 5 also
[17:09:30] <cnc1> ok
[17:09:31] <Swapper> and Ground to TB2 Pin 8
[17:10:10] <Swapper> and +15v ---- | switch | --- TB7 Pin 1
[17:10:17] <Swapper> that should work
[17:10:53] <cnc1> ok
[17:11:12] <cnc1> must testing
[17:11:18] <Swapper> do that
[17:11:34] <cnc1> but not now
[17:11:38] <Swapper> a bit late :)
[17:11:42] <Swapper> i need to go sleep
[17:11:50] <Swapper> see you arround
[17:12:15] <cnc1> you tomorrow hire
[17:12:22] <Swapper> probably
[17:12:29] <cnc1> ;)
[17:12:36] <Swapper> im allways loged in so send me a /msg
[17:12:44] <cnc1> thank you
[17:12:49] <Swapper> gn8
[17:13:13] <cnc1> gn8
[17:38:54] <MacGalempsy> hello :]
[17:42:17] <malcom2073> Hi
[18:16:07] <sliptonic> I have some old (circa 1986) optical limit switches that I can't find specs for. If I drive them with 24V, am I likely to destroy them?
[18:17:53] <furrywolf> depends on if they have built-in electronics, or if they're just led+phototransistor... I've never seen one, so have no idea.
[18:17:57] <dirty_d> i hate when i measure something and it doesnt come out to a round number
[18:18:19] <dirty_d> this gears bolt hole circle is 0.9052" averaged over 6 pairs of holes
[18:19:23] <tjtr33> 23mm?
[18:19:25] <furrywolf> aka 23mm?
[18:19:35] <dirty_d> i dont think so
[18:19:48] <dirty_d> oh wait yes
[18:19:49] <dirty_d> haha
[18:19:52] <furrywolf> are you sure? that's remarkably close to 23mm...
[18:20:20] <dirty_d> my brain wasnt working right for a minute
[18:20:45] <furrywolf> unless you're using a lot fancier tools than I own, that's 23mm to within less than your measurement error. :)
[18:20:54] <dirty_d> yea it definitely is
[18:21:15] <dirty_d> hmm, the holes measure about 0.124"
[18:21:22] <dirty_d> is 3.17mm used as a round metric number?
[18:21:44] <dirty_d> as opposed to 3.175
[18:21:45] <furrywolf> no, but 1/8" is...
[18:22:06] <dirty_d> so it probably really is 1/8" holes on a 23mm circle?
[18:22:17] <furrywolf> it's possibly. lol
[18:22:34] <dirty_d> when i saw "really" im thinking what the guy that designed it wrote down for dimensions
[18:24:58] <furrywolf> or "we want to put a M3 screw in, but want a little wiggle room, and 1/8" bits are really cheap..."
[18:27:21] <SpeedEvil> It's clearly 3.14mm
[18:27:31] <SpeedEvil> It's meant to be 10mm circumference
[18:28:34] <tjtr33> just got this: cnc rotary with pneumatic brake and servo motor/tacho and .001degree encoder & sliding sleeve stud pull i told zee about
http://ibin.co/1tUPUHeJpc3v
[18:29:08] <tjtr33> i'm amazed what these surplus guys just _cut_ off equipment
[18:31:37] <SpeedEvil> ow
[18:33:15] <MacGalempsy> sliptonic: do you have a make and model?
[18:33:38] <MacGalempsy> try the waybackmachine?
[18:34:11] <MacGalempsy> tjtr33: that looks pretty cool
[18:34:30] <furrywolf> the sensors I got for my spindle encoder like 5V... but annoyingly you have to drive the LED separately, with your own resistor. since the sensor end requires regulated 5v, I have no idea why they didn't just put a resistor and drive the led off that, other than to make me have a bunch of extra wires to hook up.
[18:37:40] <dirty_d> SpeedEvil, i do need a little clearance, so why not pi?
[18:38:54] <tjtr33> sliptonic, i would not cnx it to 24Vdc, i'd series a 1.5 or 2K res to it ( swag that 20mA would be ok ) dont trust my numbers till YOU do the math
[18:48:25] <sliptonic> MacGalempsy, They're made by Sharp circa 1986. There's various numbers but no idea what is model.
[18:49:57] <sliptonic> They're mounted on a little board with a 'blister' on the back so I think they have built-in electronics.
[18:51:03] <tjtr33> sliptonic, does this help? and does the board have a slot for a flat head screwdriver to adjust the position?
http://goo.gl/4fFzTl
[18:52:05] <tjtr33> now way to tell whats inside a ptted blister.
[18:52:13] <tjtr33> potted
[18:54:12] <sliptonic> no adjuster. The gate looks like most of those images but I don't see any that look like the complete assembly. I'll add a res to bring it down.
[18:54:50] <MacGalempsy> sliptonic: looks like the waybackmachine only goes to 1996
[18:55:26] <tjtr33> might be of use ( a gnrc opto interupttor from sharp )
http://sharp-world.com/products/device/lineup/data/pdf/datasheet/gp1a52hr_e.pdf
[19:04:56] <sliptonic> FWIW, they look like this:
https://plus.google.com/u/0/photos/yourphotos?pid=6121802918993722386&oid=107717094180262901848
[19:08:07] <tjtr33> looks like a black screen? :) i logged in 2x now and its always a black screen
[19:08:12] <dirty_d> do you guys know if aluminum round stock is usually like +0.005" -0" or just +/- 0.005"?
[19:10:24] <dirty_d> i think i wanna use an aluminum shaft instead of steel
[19:10:30] <dirty_d> its overkill either way
[19:10:38] <dirty_d> has to fit in bearings though
[19:15:09] <sliptonic> tjtr33, try this one
https://lh4.googleusercontent.com/-zk7PcOwnNDM/VPUDUfOR_BI/AAAAAAAAE6M/pMD9aTE5-2U/w958-h719-no/IMG_20150302_184006.jpg
[19:20:46] <Rab> tjtr33, you were having latency problems with your DC7800? I got mine today, and latency numbers aren't terrible: 41070/38801 after a few hours of glxgears, etc.
[19:21:35] <Rab> Worth noting that the numbers were actually a lot better when I booted from a USB live image, before installing to an internal SATA drive.
[19:25:10] <dirty_d> using the debian live cd?
[19:25:53] <PCW> Ive got one on order, will try preemt-rt also
[19:26:35] <PCW> replacing the anemic CPU with a e8500 would also probably help
[19:26:39] <Rab> dirty_d, yeah
[19:27:26] <dirty_d> Rab, i noticed that the terminal program on there made my latency go really high when i move the mouse over it
[19:27:29] <dirty_d> very wierd
[19:27:37] <dirty_d> up to 80,000ns
[19:27:45] <dirty_d> 15,000 with it not running
[19:27:58] <dirty_d> maybe something to do with the framebuffer?
[19:28:18] <dirty_d> xterm doesnt have the saem problem
[19:29:46] <tjtr33> Rab thx, look at what i saw if you like
https://www.dropbox.com/sh/n95e1h9qlj09cp2/AAA4g5Td3eGlicFJWh4cRWf4a?dl=0
[19:30:32] <tjtr33> sliptonic, i dont recognize it the opto-interupttor there
[19:33:13] <tjtr33> outside of the bios settings, i turned off some services too, bluetooth, cups and... its all recorded in a log file in that dropbox dir
[19:34:33] <tjtr33> i can try it again w/o the WD SATA drive
[19:35:43] <Rab> tjtr33, cool, when I have time I'l try to reproduce your exact configuration.
[19:35:48] <tjtr33> yeah, i saw 150uS latency at worse
[19:36:18] <tjtr33> i really hope you have better luck and i just goofed something. every bios page is screenshot in that dir
[19:36:37] <Rab> Booted from USB flash drive again and numbers are still better. 34559/14441 even after mounting the SATA drive and hitting it pretty hard. I'm not sure what's different.
[19:37:07] <tjtr33> time :) and chance :)
[19:37:59] <tjtr33> i saw wildly diff vlaues using latency-test and latency-histogram, same system same run, same load, just end one and try the other
[19:38:49] <Rab> I'm running 4 instances of glxgears, a bunch of heavy stuff like Gimp/OpenOffice/Glade, and my torture test:
[19:39:52] <Rab> $ for file in $(find /) ; do md5sum $file ; done
[19:40:21] <Rab> Latency numbers jump noticeably when that starts. ^_^
[19:41:26] <Rab> Really puzzled why booting off USB gives better figures, even when doing the find/md5sum thing on the mounted SATA drive.
[19:42:17] <tjtr33> try 1 glxgears from a terminal , the terminal wndo itself no chg to latency, i had 65273/31243 then jiggle the window , i got 139665/90118
[19:42:48] <tjtr33> ps2 mouse and built in video
[19:44:44] <tjtr33> for you, jiggling a window does not double or triple the latency?
[19:46:30] <Rab> It didn't double or triple, but it did go up to: 35223/19213
[19:47:06] <tjtr33> i concluded that it was video ( my hammering the sata didnt matter, usb mouse vs ps2, audio/no audio none of the had the drama of a window resize or reposition )
[19:47:25] <tjtr33> so, what video rezolution? ( i assume you have vga driver? )
[19:48:12] <tjtr33> and thanks for looking
[19:48:55] <Rab> 1280x1024@60
[19:49:23] <tjtr33> thx, i think i may have a widescreen format...
[19:50:26] <Rab> Looks like just vesa/fbdev...
[19:51:07] <tjtr33> before i puts with it, i had it running 2 days no with NO TOUCHY , no strees, just the latncy-test. its at 10000/11000 !
[19:52:19] <tjtr33> vid is 1440x900(16:10)@60hz
[19:52:37] <tjtr33> now chg to yours ( i hope i hope i hope )
[19:56:08] <tjtr33> 10871/13282 wont let me get the 4th glxgears but mouse & kbd are snappy.
[19:56:21] <tjtr33> gonna let it cook a while BIG THANKS!
[19:57:01] <tjtr33> wont let me means... i typed it into the terminal, and it did not happen
[19:57:25] <Rab> Wait, so you changed resolution and everything's better now?
[19:57:48] <tjtr33> well its only a few minutes but yes wildly crazy huge differnce
[19:58:35] <tjtr33> i have see it go south before, dont get excited
[20:00:09] <tjtr33> 1140x900@60 ->1280x1024@60 is only diff so far
[20:01:03] <tjtr33> 12k/13k now ( and maxd one glxgears then restired it already )
[20:01:37] <tjtr33> ask me tomorrow morning :)
[20:02:30] <tjtr33> you may want to try some of the bios things i did ( and isolcpus=1 and turn off unneeded services )
[20:06:03] <tjtr33> adding your md5sum stress now
[20:19:25] <tjtr33> Rab took a long time to get the terminal to appear, then ran your md5sum loop. now at 11310 servo and 13154 base
[20:20:43] <tjtr33> the latency-test window is alive and the data is constantly changing for 'last' values. one of the glxgears (5th) is barely moving
[20:20:50] <Rab> tjtr33, weird. Terminals open almost instantly for me. The system seems pretty snappy in all respects.
[20:21:21] <tjtr33> yep, the kbd and mouse are fine, but opening another window is dead slowok, dont stare at the monkeys
[20:21:40] <tjtr33> i intend to... not stare at the monkeys now :)
[20:22:10] <tjtr33> but thats good enuf for parport stepping right now
[20:22:34] <zeeshan> what are you guys testing
[20:23:49] <tjtr33> the video rez on the 39$ hp dc7800 has big impact, 1440x900 was 150uS latency, 1280x1024 is 10uS huge diff ( >>>so far <<< )
[20:32:10] <Rab> tjtr33, how did you change the resolution BTW?
[20:32:37] <tjtr33> menu|prefs|monitors
[20:33:09] <tjtr33> on the fly
[20:33:39] <tjtr33> maybe you could try 1140x900? highly depends on monitor
[20:33:48] <tjtr33> 1440x900
[20:34:39] <the_wench> anonymous: archivist_herron said about
http://linuxcnc.org/docs/html/common/User_Concepts.html
[20:34:44] <tjtr33> System|Preferences|monitors
[20:35:39] <Anonymous> Hello
[20:36:03] <Anonymous> I have a question related to the use of Delta's ASDA servo drives with linuxcnc
[20:36:42] <Anonymous> it says in the page that it has been tested
[20:37:14] <Anonymous> but i wonder how does the computer interface with said servos
[20:37:35] <Anonymous> over rs232 or will it need an pcie ethercat card
[20:38:45] <Anonymous> i was wondering if anyone has experience with the drives
[20:41:47] <tjtr33> Anonymous, i do not know ASDA but i see that it has been used by the German linuxcnc groups
[20:43:10] <Anonymous> ok, ill do some googling, thanks man
[20:43:52] <tjtr33> sorry ich nicht spechen zie Deutsche
[20:44:41] <tjtr33> and cant type either
[20:45:06] <Anonymous> haha =)
[20:45:34] <tjtr33> you will find the German group does some very sophistcated etercat work
[20:46:49] <tjtr33> bbl
[20:49:39] <zeeshan> anyone here use g73?
[20:49:48] <zeeshan> or even g83
[20:49:59] <zeeshan> what if your spindle axis isn't the Z axis..?
[20:50:13] <zeeshan> like in my case, the vertical spindle mode is Z axis
[20:50:17] <zeeshan> but horiziontal spindle is Y axis
[20:50:34] <zeeshan> same for tapping cycles :(
[20:56:52] <MacGalempsy> when dealing with the z axis brake, should I link this pin to axis.2.amp-enable-out ?
[20:59:43] <PetefromTn_> probably going to have to create dual configurations of linuxCNC one for vert and one for horiz I would think to be able to use the linked movements
[20:59:53] <zeeshan> =/
[21:00:16] <zeeshan> i wonder if theres a way to change axis_1 to axis_2
[21:00:24] <zeeshan> with the click of the button inside linuxcnc
[21:00:27] <zeeshan> without having to reset
[21:02:56] <tjtr33> MacGalempsy, beware of race conditions. on other systems, i wait for inposition, then clamp brake, then dis-able servo. similar concerns the other way.
[21:04:25] <PetefromTn_> on my teco drives they handle the Z brake timing internally and there is adjustment for delay.
[21:05:31] <MacGalempsy> tjtr33: ok. that sounds like a good method. thanks
[21:05:36] <MacGalempsy> PetefromTn_: lucky you ;P
[21:05:39] <tjtr33> the idea of waiting for in-position is so there is no servo resistance if there is no position error ( when using position mode )
[21:07:03] <tjtr33> on my machines some axis ar eonly for positioning heavy loads, so i brake and unbrake between poses
[21:07:09] <PetefromTn_> I wasn't telling you that to brag more to maybe have you check to ensure your drive is not equipped similarly...
[21:08:17] <MacGalempsy> didn't take it the wrong way :)
[21:08:32] <PetefromTn_> ok
[21:09:06] <MacGalempsy> PetefromTn_: did all your snow melt yet?
[21:09:48] <PetefromTn_> yes indeed
[21:10:10] <PetefromTn_> altho apparently we are getting blessed with more on thursday possibly
[21:10:16] <MacGalempsy> here too. finally got to go out and rampage town again
[21:10:41] <tjtr33> ice storm tomorrow in Chicago yay
[21:10:46] <MacGalempsy> need to make a run to OKC this week, but I fear its too cold to paint
[21:11:06] <PetefromTn_> are you in Oklahoma?
[21:11:36] <MacGalempsy> Fayetteville.
[21:11:42] <tjtr33> mmmmm Nelsons Buffeteria in Tulsa
[21:11:51] <MacGalempsy> trying to sell our house in OKC, and no one likes the kitchen colors
[21:12:08] <PetefromTn_> I feel your pain
[21:12:33] <PetefromTn_> too bad you are not in south Florida we could trade heh
[21:12:38] <tjtr33> http://www.nelsonsbuffeteria.com/Nelsons_0816/Welcome.html best food i knows of
[21:12:43] <MacGalempsy> I want to take my pcar to the shop, but it is too low for the trailer, so trying to figure out a plan to get two vehicles there
[21:12:57] <PetefromTn_> pcar?
[21:13:02] <MacGalempsy> porsche
[21:13:31] <MacGalempsy> tjtr33: Tulsa is not the best way to get to OKC from NW Ark
[21:13:35] <PetefromTn_> I loaded my Fiero GT's onto trailers by using multiple boards to get it high enough
[21:13:49] <MacGalempsy> I cant even get a jack under it! lol
[21:14:04] <PetefromTn_> they do sell low pro jacks
[21:14:19] <PetefromTn_> but I used to drive it onto taller and taller boards
[21:14:20] <MacGalempsy> the shop is going to put it back to factory height
[21:15:53] <PetefromTn_> my second one was slammed down on 18" rims and was a bitch to get over curbs LOL
[21:16:11] <furrywolf> that's why you own better vehicles. :P
[21:17:22] <MacGalempsy> the other day, I went to lunch with my college mentor and we went over a low speedbump and I heard a crunch. then a piece of black plastic shot out from under the car. I thought, oh crap there goes part of the front bumper. luckily it was a piece of someone elses car!
[21:18:16] <MacGalempsy> furrywolf: what is a "better car"?
[21:18:33] <furrywolf> anything that doesn't scrape on speedbumps?
[21:18:51] <MacGalempsy> a 78 pinto doesnt scrape, but its not better
[21:18:57] <furrywolf> you know, one designed with enough ground clearance to handle everyday life.
[21:19:52] <MacGalempsy> I got a couple of those, for everyday life
[21:20:08] <MacGalempsy> but there is something about busting out the supercar
[21:21:02] <PetefromTn_> supercar? WTF kind of Porsche is it?
[21:22:53] <tjtr33> well, its funny to see lowriders sitting on top of 6"of snow, the wheels off the ground after turning onto an unplowed street.
[21:24:11] <furrywolf> fastest thing I've driven was a DeTomaso Pantera... 550hp in the back seat to 14" wide tires.
[21:24:20] <MacGalempsy> how fast you get it?
[21:24:58] <furrywolf> not very.
[21:25:18] <MacGalempsy> then it may have not been the fastest thing you driven :\
[21:25:25] <furrywolf> was selling it for a relative who inherited it... I only got to drive it to take photos and get it to the shipping company to the new owner.
[21:28:05] <furrywolf> fastest I've driven a vehicle is my '84 subaru, around 90. 83hp, baby!
[21:30:22] <Tom_itx> we built a 240z for a detective here once... 3 webbers, cam, pistons.. the whole bit... he kept bringing it back in complaining about a miss in it.. come to find out it wouldn't start missing until it hit ~140
[21:30:45] <MacGalempsy> Tom_itx: lol
[21:30:59] <MacGalempsy> got to love that
[21:32:45] <MacGalempsy> furrywolf: I will tell you that a 2014 Dodge Challenger rev limits out at 155.
[21:32:45] <Tom_itx> true story...
[21:33:42] <MacGalempsy> someone told me that, so I assume it is right. he couldnt pull 175
[21:35:21] <furrywolf> the pantera was geared for off-the-line performance, not speed... but with those tires and that much hp, it sure could get to its top speed awfully quickly.
[21:35:41] <furrywolf> the one I drove was built for more than 200hp over stock
[21:35:47] <Tom_itx> i swear you can't spin the tires on a pantera
[21:35:51] <MacGalempsy> those had the same engine and driveline as the original gt40, right?
[21:36:39] <Tom_itx> not a stock one anyway..
[21:38:00] <MacGalempsy> oh. hmm.
[21:38:06] <furrywolf> similar, I think...
[21:38:20] <Tom_itx> ford winsor block
[21:39:06] <furrywolf> small-block ford and a zf5, mid-engined.
[21:39:44] <furrywolf> the fastest thing I own right now is my '84 subaru... it no longer has 83hp.
[21:41:57] <furrywolf> I still need to deal with radiator fans. going to have to re-engineer the hood latch to make room in front of the radiator, as there sure ain't any behind it.
[21:42:49] <furrywolf> I managed to cram two 8" pusher fans in diagonal corners, but cooling is marginal when crawling.
[21:43:20] <MacGalempsy> hood pins?
[21:44:50] <furrywolf> nah, I think I can keep the stock mechanism, I just need to make a much more compact mount for it, with diagonal braces to the brackets I'll be building for the fan, instead of the stock vertical one.
[21:46:29] <furrywolf> only thing I've worked on with hood pins is a relative's xj12 with a chevy in it.
[21:52:25] <furrywolf> also, it needs another inch of lift. :)
[21:54:19] <furrywolf> I put on 2", but it needs 3".
[21:55:03] <renesis> thats she said
[21:55:12] <renesis> get it because you put it on
[21:55:20] <tjtr33> Rab, pcw_home, i should not have looked
http://ibin.co/1tVQsAjq8w10 http://ibin.co/1tVR9el94Jdu
[21:55:43] <furrywolf> ... huh?
[21:56:22] <renesis> needs more words but if you squint its rly funny
[21:56:28] <furrywolf> tjtr33: may I suggest a mesa board instead of hardware step generation?
[21:56:47] <tjtr33> cant even use mesa boards with that kind of latency
[21:57:01] <furrywolf> sure you can
[21:57:04] <tjtr33> the traj planner wont get to the mesa fast enif
[21:57:32] <tjtr33> the servo update wont happen, then servo sample wont....
[21:57:41] <furrywolf> I seem to remember it only needs 1ms if you don't use hardware step generation...
[21:57:44] <pcw_home> YOu can use mesa cards with 500 usec or latency
[21:57:50] <pcw_home> of
[21:58:07] <pcw_home> or maybe more on a a 500 Hz thread
[21:58:23] <tjtr33> well im wrong fer sure, didn think that was possible ( or reasonable )
[21:58:43] <Cromaglious> OK unbricked my Bufalo, now unbricked my TP-Link and reinstalling dd-wrt
[21:59:25] <pcw_home> looks like you disabled one core in your BIOS setup, might be better with both
[21:59:56] <tjtr33> ok, try that next, just no isolcpus at all in grub
[22:00:06] <Tom_itx> pcw_home, are you running those J1800 1900 boards on single core?
[22:00:22] <tjtr33> thx ( a 500hz thread ,, wow )
[22:00:25] <pcw_home> no
[22:00:36] <pcw_home> all cores, better performance
[22:01:10] <Tom_itx> i recall running D525 with single core seemed to do better...
[22:01:25] <furrywolf> tjtr33: to put it simply, how far do you expect your mill to move in 1ms? unless it's more than your tolerance, you won't have any problem updating at that speed...
[22:02:17] <pcw_home> its less critical than that with the correct hardware
[22:02:54] <furrywolf> yep, since it knows in advance what's happening
[22:04:16] <pcw_home> The primary error from latency spikes with a servo or stepper system is the apparent position error cause by late sampling of the position
[22:06:03] <pcw_home> with recent Hostmot2 configs, this sampling can be done via a DPLL thats phase locked to Linuxcnc 's periodic accesses
[22:06:45] <Tom_itx> how recent?
[22:07:06] <pcw_home> 2.7
[22:08:00] * furrywolf wishes to be able to afford to get a mesa setup to really learn all these things
[22:08:19] <pcw_home> the DPLL reduces the sampling jitter from 10 to 200 times (depending on settings)
[22:09:50] <Tom_itx> are other hardware vendors keeping up with these changes?
[22:09:55] <tjtr33> ok, its 80k servo & 90k base now after a couple minutes. and i read thats not a problem. very much news to me.
[22:10:02] <Tom_itx> i only seem to hear about mesa here
[22:10:18] <Tom_itx> not sure why i'm asking, just curious mostly
[22:11:11] <pcw_home> well I think we are the main vendor that doesn't make Mach stuff so concentrate on linuxcnc
[22:11:36] <Tom_itx> i wasn't sure about the others
[22:12:20] <pcw_home> Theres Pico Systems (Jon Elson)
[22:12:22] <pcw_home> General Mechatronics
[22:12:34] <pcw_home> (in Hungary I think)
[22:12:48] <Tom_itx> i've heard of pico
[22:12:48] <pcw_home> Vital systems
[22:13:07] <Tom_itx> the others not so much
[22:13:44] <pcw_home> Of course theres all the MachineKit BBB stuff
[22:19:04] <tjtr33> I re-read the latency-test page. its true then that 100000 nS is ok for hardware stepping. thx pcw_home.
[22:19:15] <pcw_home> for 2.7 stepgen the DPLL is setup like this hal:
[22:19:16] <pcw_home> setp hm2_[HOSTMOT2](BOARD).0.dpll.01.timer-us -50
[22:19:18] <pcw_home> setp hm2_[HOSTMOT2](BOARD).0.stepgen.timer-number 1
[22:20:07] <pcw_home> 100000 may require setting up the DPLL and-or using a PID stepgen setup
[22:22:05] <Tom_itx> and if you don't set those?
[22:22:13] <Tom_itx> or is that a requirement now for 2.7?
[22:22:45] <pcw_home> you will get the non-dpll sampling of the stepgen feedback position
[22:22:58] <pcw_home> (the old behaviour)
[22:23:14] <tjtr33> which exhibits the jitter becuz it isnt sampled at the right time
[22:23:21] <tjtr33> yes?
[22:23:27] <pcw_home> Yes
[22:23:48] <tjtr33> so, do i have servo threads with this dpll method?
[22:23:55] <pcw_home> yes
[22:23:59] <tjtr33> ( do i set a thread rate )
[22:24:07] <pcw_home> same as normal
[22:24:29] <tjtr33> ok, and what do i base it on, the latency-test result?
[22:25:27] <pcw_home> just set it to 1KHz if thats your normal servo thread rate
[22:25:35] <tjtr33> arrrrgh!
[22:25:40] <tjtr33> whats normal?
[22:25:48] <tjtr33> sorry'
[22:26:48] <pcw_home> 1 KHz is the most common as its adequate for velocity mode servos unless you have very high accelerations or accuracies
[22:27:16] <tjtr33> ok, this is just like religion, you gotta have faith and set it to 1khz, ok
[22:28:09] <tjtr33> i have not high acel and have 1um resolution to encoders
[22:28:16] <pcw_home> No you can go through the exercise and figure out the chord errors tha occure because of the velocity steps at the servo thread rate
[22:28:23] <tjtr33> sorry & thx
[22:29:43] <tjtr33> chord errors? something about circular interp? all new terms in ref to linuxcnc for me.
[22:29:53] <tjtr33> i'll try the 5i20 at 1khz
[22:33:15] <tjtr33> pcw_home, thx, you do a lot for this community. maybe the community doesnt understand this well, maybe its just me.
[22:44:32] <tjtr33> chord error velocity = jerk i think
[22:48:27] <pcw_home> With a velocity mode servo or stepgen, the velocity is stepped every servo thread resulting in a new straight line segment every servo thread
[22:48:29] <pcw_home> The error between these straight like segments and the desired path is proportional to the velocity and the curvature
[22:49:04] <pcw_home> (I think this is the same as centripetal acceleration)
[22:50:06] <cradek> I bet the path a real machine actually follows is quite circular but maybe a tiny bit undersized
[22:51:08] <tjtr33> yes, thx reading this now
http://www.mmrc.iss.ac.cn/~xgao/papernc/29-09.pdf beginning to see influence of servo thread period on chord len at given velocity, and complication of turning a corner in one or a few such periods
[22:51:16] <pcw_home> unless you have very high accelerations, the deviation is quite small relative to common machine/servo tolerances
[22:51:24] <cradek> if you were moving laser beams instead of cast iron maybe you could actually make a sharp corner every millisecond
[22:52:03] <pcw_home> yeah its low pass filtered by the mechanics
[22:55:22] <tjtr33> ok, so where does the 1ms come from? isnt it more related to the possible response of the mechanical system? (like my system cant really respond to a 400hz sine wave, or some number )
[22:55:57] <tjtr33> we used to test machine to find that value and limit the servo update rate to less
[22:56:17] <cradek> it's a nice round number that's normally fast enough, and easy to reach with any old hardware
[22:56:30] <furrywolf> it was pulled out of someone's ass, and works.
[22:56:37] <cradek> some old CNCs would update at 100Hz
[22:57:19] <tjtr33> ok, so its a useful place to start. ok. i'd need to do bode plots to find better.
[22:57:35] <cradek> are you working on a special machine?
[22:59:21] <tjtr33> yes and the response it not the special part. as usual i only work on EDM. and the fast bit is a reciprocating head with high speed. 5" retract and return in 800mS. i have videos
[22:59:30] <tjtr33> will go look for them now
[23:00:45] <cradek> sounds neat
[23:04:03] <pcw_home> if your servo system/PC is up to it you can sometimes improve performance by raising the servo thread rate
[23:05:05] <pcw_home> and a higher than 1 KHz servo thread is usually required when you have torque mode drives
[23:07:47] <pcw_home> did you see this latency with preemt-rt:
[23:07:49] <pcw_home> http://ibin.co/1tUeHa2Voo4A
[23:07:50] <pcw_home> it definitely is getting better
[23:10:09] <furrywolf> bbl, wolfy bedtime
[23:12:22] <tjtr33> https://videobin.org/+8mk/bhp.html still being transoded
[23:19:24] <tjtr33> i dont know how long video bin wlll take to transcode that video
[23:21:55] <tjtr33> pcw_home, what value is there to the low latency? is it only for software stepping? ( only for non mesa setups ) the picture makes me think that is a virtue i want to pursue.
[23:22:11] <tjtr33> sorry to beat a dying horse, but its confusing
[23:25:17] <pcw_home> If you are pushing performance you still want reasonable latency
[23:28:00] <tjtr33> heres the vid from a competitor at 0:29
https://www.youtube.com/watch?v=uc8BUu61LvI
[23:28:28] <tjtr33> pcw_home, thx, is reasonable 5-15uS?
[23:28:38] <pcw_home> if a 1 Khz servo thread is good enough, the right hardware/setup can tolerate 100 usec latency or more
[23:28:40] <pcw_home> (but 1 KHz is probably _not_ good enough for that linear motor if linuxcnc is closing the servo loop)
[23:29:38] <tjtr33> i ended up saying i could not do it with linuxcnc and use a standalone control ( amplifier with built in positions ) and let linuxcnc just triggger it
[23:30:11] <tjtr33> linuxcnc says 'jump', it says 'done'
[23:31:27] <pcw_home> really depends on your drives (assuming velocity mode) , no so much linuxcnc
[23:33:06] <tjtr33> i use a 12mm pitch KSS ballscrew and Teco 5000rpm motor/drive, yes linuxcnc doesnt know its there, its sort of a plc driven W axis ( but not an axis, a device )
[23:34:01] <tjtr33> it takes the tool tip away from the path and returns it to the path, just very quickly
[23:35:04] <pcw_home> no reason step/dir position mode would not work as well
[23:37:16] <tjtr33> well i can try it now, the system ( and several others ) are good enuf to use with hardware stepgens, and no need to use it as an axis, a pid in position mode can be hal controlled.
[23:37:17] <Crom_> Need to get a longer extension cord for new router in attic
[23:37:39] <tjtr33> very good info thanks for bearing with me.
[23:38:24] <pcw_home> I guess the retract could overshoot without a problem
[23:39:11] <tjtr33> right, i planned on that, only the start posn is important ( i even tried pneumatics with hard stops )
[23:40:10] <pcw_home> jerk limited plunge might improve performance
[23:40:36] <tjtr33> haha yes, that is just a very tight corner ( 0 radius )
[23:41:43] <tjtr33> i put air dampers at bottom ( airpots )
[23:41:50] <pcw_home> actually you might want trapezoidal start and jerk limited stop on the plunge
[23:41:57] <tjtr33> but they dont help ( i think they cant refill )
[23:42:25] <tjtr33> you ar eway past me on the possibilites in 2.7
[23:43:20] <tjtr33> is that in 2.7 or are we talking control theory
[23:43:56] <pcw_home> maybe possible with the limit3 comp
[23:45:02] <pcw_home> since the limits are all pins so might easily be changed on the fly
[23:45:35] <tjtr33> thx, i got lots to do again ( i have a voice coil motor to try too from SMAC )
[23:46:02] <pcw_home> Sounds like fun
[23:46:56] <pcw_home> bbl
[23:48:10] <bobo_> tjtr33 what is the travel on a voice coil motor ?
[23:48:17] <tjtr33> https://www.youtube.com/watch?v=tW5-fI2ElPc the kss screw look near 1:00 m thanks pcw_home
[23:48:34] <tjtr33> bobo only 15mm ( cheap but proof of concept )
[23:49:08] <bobo_> can they be stacked ?
[23:50:23] <tjtr33> https://www.youtube.com/watch?v=tbPmrMSrVY4 end to end? i doubt it, the mass is accumulated that way
[23:52:27] <tjtr33> i gotta thin about what he said... jerk limited plunge.. but its trapezoidal, the de-acell kicks in at least i got some ideas
[23:55:46] <tjtr33> hokay , had to copy the session to text file for future. gnite & thx all
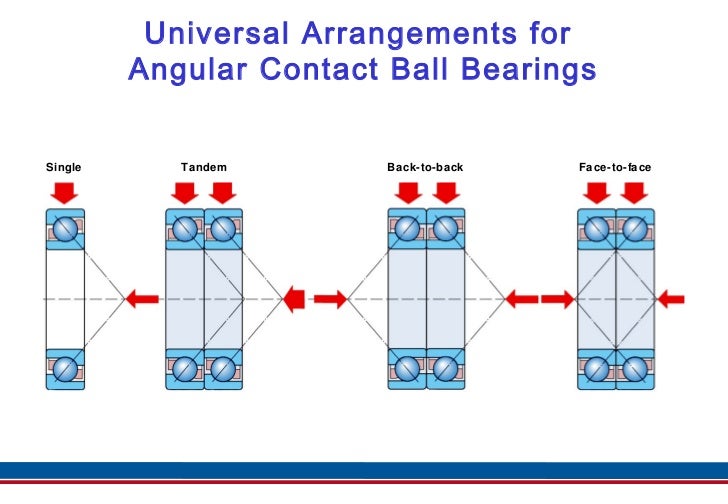{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}