Back
[00:11:15] <bobo_> zeeshan that photo of the Mikron WF 21 C ------ noticed the Z axis way cover is a plain stright material type cover. nice looking machine
[00:11:43] <zeeshan> its an accordian
[00:11:46] <zeeshan> bellow
[00:11:50] <zeeshan> but with metal blades on it
[00:16:31] <bobo_> you may be right ---to me it seems to project out at bottom near the table as non accordian type would/does
[00:17:48] <zeeshan> http://www.ebay.de/itm/Z-Balg-fur-MIKRON-WF21C-D-WF31C-CH-D-DE-SA-WF32D-CH-Frasmaschine-/121561123097?pt=Industriemaschinen&hash=item1c4d9b8919
[00:17:52] <zeeshan> the metal is just fish scales
[00:17:53] <zeeshan> :P
[00:23:52] <bobo_> Franz Singer is not considered the cheapest place for parts , but is known for good quality
[01:04:13] <Cromaglious> brb
[01:17:42] <MacGalempsy> anyone on tonight live near nw arkansas?
[01:20:59] <Cromaglious> I haven't been near Joplin, mo since 1996
[01:23:48] <Cromaglious> ugh... my new to me machine wants PC2-5300 memory... 1GB on XP Blows, my linux ubuntu boxen has 1GB 4 256MB DDR400 sticks, I just bought 4GB for $30
[01:24:37] <Cromaglious> I have to wait until the 17th to get the PC2-5300 and it'll be $37 for 4gb
[01:25:24] <Cromaglious> then I have to get a stick of ram for 2 atom boards....
[02:23:27] <Deejay> moin
[02:25:21] <Cromaglious> morning
[02:25:40] <witnit_> morning crom
[02:26:44] <Deejay> mojn
[02:27:05] <witnit_> =D
[02:27:10] <MacGalempsy> hi deejay
[02:27:22] <MacGalempsy> how is your straw packaging machine working?
[02:27:30] <Cromaglious> ugh time to buy new network cables... I guess after 15 years it's time
[02:27:40] <Deejay> hi MacGalempsy! the machine works fine! :)
[02:28:00] <MacGalempsy> excellent. you been making big bucks with it?
[02:28:13] <Deejay> uh, not yet ;)
[02:28:36] <MacGalempsy> if you build it, they (moneys) will come!
[02:28:41] <Cromaglious> straw? like in weaving straw?
[02:29:54] <SpeedEvil> Automated CNC basketweaving would be fun
[02:30:00] <Deejay> dunno what weaving straw is... straw like crop straw
[02:30:08] <Deejay> hehe
[02:30:10] <witnit_> i think they do that over at reprap no?
[02:30:35] <Cromaglious> weaving straw like in straw hats
[02:30:40] <Deejay> ah
[02:31:12] <SpeedEvil> Oh - a machine for packaging straw - a baler - not a machine for packaging instraw.
[02:31:13] <SpeedEvil> :)
[02:31:20] <SpeedEvil> Balers are fun.
[02:31:30] <Cromaglious> balers are EVIL
[02:31:45] <MacGalempsy> threshers are evil!
[02:32:03] <Cromaglious> threshers are KEWLIOS!
[02:32:08] <MacGalempsy> linuxcnc is evil! lol\
[02:32:27] <Cromaglious> what's a good Linux cad program?
[02:32:42] <SpeedEvil> Blender.
[02:32:45] * SpeedEvil lolz.
[02:32:52] <SpeedEvil> You can use blender for cad
[02:32:55] <MacGalempsy> Blender is EVIL!
[02:33:06] <SpeedEvil> http://www.mauve.plus.com/blend.png
[02:33:11] <SpeedEvil> step 0 of my shed
[02:33:17] <SpeedEvil> - with accurate mortice and tenons
[02:34:05] <MacGalempsy> sheds are evil
[02:34:10] <MacGalempsy> but a necessary one
[02:34:20] <SpeedEvil> ~3.6m cube
[02:34:32] <MacGalempsy> such a basic shed deserves the old fashion pencil and paper
[02:34:47] <Cromaglious> been putting off finishing my shelf for 3 years
[02:34:56] <witnit_> anyone know their martin pulleys well?
[02:35:26] <Cromaglious> martinelli's cider
[02:36:23] <MacGalempsy> mmm I remember as a kid acting like it was champange
[02:39:12] <Cromaglious> watching doubleboost on youtube, I love his CYberman helmet
[02:39:46] <MacGalempsy> I hate snow...it is delaying the delivery of some stuff for my cnc...
[02:40:06] <Cromaglious> it was 82 today
[02:40:20] <MacGalempsy> :P
[02:40:33] <witnit_> what machine are you needing that dual cards for MacGalempsy
[02:40:54] <renesis> guys you like drum n bass?!
[02:41:09] <renesis> NEW SPOR!!
https://soundcloud.com/spor/as-i-need-you-annie-mac-first-play-feb-13
[02:41:34] <MacGalempsy> https://www.flickr.com/photos/58181938@N03/sets/72157648156040358/
[02:41:56] <MacGalempsy> witnit_: trying to get this thing working 100%
[02:42:13] <MacGalempsy> I had it running on 3 axis, but was afraid to start the VFD...
[02:42:28] <Cromaglious> I'm more wicked tinkers... Drums and irish horn
[02:42:54] <MacGalempsy> I like caribbean country, like jimmy buffet!
[02:43:27] <witnit_> what all components are non functional right now?
[02:43:58] <MacGalempsy> that is the problem. I could not figure out how to get the 7i84 to function...
[02:44:16] <MacGalempsy> i feel good about the wiring, but im a programming idiot
[02:44:56] <witnit_> so you mean you have it all wired you just need a little boost on getting the card talking to it?
[02:45:17] <MacGalempsy> that and some direction as to sequencing the events...
[02:45:26] <Cromaglious> thinking music is chamber quartet with harpsicord, driving music is pretty much anything Devo, relaxing music is Crooners - dean martin, doiris day, blue eyes,
[02:45:58] <MacGalempsy> one of the ops here said he would look at it in his free time, for pay, which is ok, so I just need to chill
[02:48:16] <witnit_> i like that BEI encoder, i have a couple of those
[02:48:22] <MacGalempsy_> the hardest part was pinning everything out
[02:48:40] <MacGalempsy_> that one is on the ATC
[02:49:03] <witnit_> in the software or the hardware?
[02:49:11] <MacGalempsy_> most of the stuff is wired to relays and the signal wires are sent to the mesa card
[02:49:45] <MacGalempsy_> hardware side
[02:51:18] <MacGalempsy> waiting for a breaker and a rs232 cable to get touchy to work
[02:53:50] <MacGalempsy> brb
[02:54:45] <Cromaglious> I need to look through my crap and find my db25m/f 25 wire cable... I have a nice 12' one somewhere
[02:55:45] <Cromaglious> nite all
[02:55:50] <witnit_> any of you using the mesa cards with 50 pin header, these boards are great
[02:55:53] <witnit_> http://www.ebay.com/itm/Potter-Brumfield-2I0-24-I-O-Mounting-Board-w-x18-ODC5-See-Details-/400652559113?pt=LH_DefaultDomain_0&hash=item5d48c0e309
[02:56:07] <witnit_> plug in the cable and start wiring up your inputs/outputs
[02:59:58] <Cromaglious> wooo 4TB drive for less than $140
[03:02:45] <MacGalempsy> witnit_: I aint buying jack else until this thing is going (except food)
[03:03:05] <witnit_> :)
[03:03:31] <witnit_> anyone want to quote a brass job for 5,000pcs?
http://tinypic.com/r/2a4x2tz/8
[03:04:12] <MacGalempsy> you may be able to find someone on aliexpress
[03:04:31] <MacGalempsy> depending on how bad you need it done
[03:04:47] <witnit_> well they need 60,000 but they want 5,000 yesterday
[03:05:01] <MacGalempsy> wow.
[03:05:15] <witnit_> I can do the 60k but my setup time is way too long
[03:05:15] <MacGalempsy> machine or cast?
[03:05:23] <witnit_> machined
[03:06:03] <MacGalempsy> my end goal is to make vintage landcruiser parts
[03:06:26] <MacGalempsy> so once the cnc part is done, it will be on to plastic injection
[03:06:32] <witnit_> :)
[03:07:33] <archivist> wont go through my sliding head :(
[03:07:38] <witnit_> ;(
[03:08:14] <archivist> rob_h has a machine but he too is in uk like me
[03:08:41] <witnit_> bummer, however, if i get any jobs in the area i will send them to you guys first =D
[03:11:07] <witnit_> you need a job for your machine archivist?
[03:11:35] <archivist> it is not cnc'd yet
[03:12:08] <witnit_> these guys that sell knife making kits and handle bolts.....
[03:12:12] <archivist> I need funds to finish conversion before it does any work
[03:12:19] <witnit_> always looking for a thousand of something
[03:12:21] <MacGalempsy> how much per part do they pay?
[03:12:26] <witnit_> pennies
[03:12:45] <MacGalempsy> so like 60k will be like 5k?
[03:12:59] <witnit_> more in this case
[03:13:41] <witnit_> the part is complex enough most would have trouble keeping up and holding a tolerance
[03:13:56] <witnit_> luckily i would run it on a 5-6 spindle automatic
[03:14:12] <witnit_> so after wages i can still do really well on it.
[03:14:25] <witnit_> I will rough quote it for 60K and let you know how much i charge
[03:15:30] <witnit_> if you look, a very large % of the material turns into shavings. since its brass and has good return i will have to figure that into the quote.
[03:20:04] <Cromaglious> hmmm 42 out of a 120" bar with a 2.4" stub
[03:20:23] <MacGalempsy_> wow. those returns are so low per part
[03:20:48] <MacGalempsy_> the guy who told me he would buy the plastics in bulk said he would pay $15 per knob
[03:21:00] <witnit_> how many?
[03:21:40] <MacGalempsy_> there are 17 different knobs in the truck, plus whatever else I can come up with . I told him a minimum of 100 sets
[03:22:32] <witnit_> my cycle time is under 10 seconds
[03:22:33] <Cromaglious> 1429 bars for 60018 units so probably 1435 10' 13/16" C36000 bars
[03:23:32] <MacGalempsy_> as of now it is only a dream until this first machine is up and going...
[03:23:44] <witnit_> you can get it :)
[03:23:58] <MacGalempsy_> thanks...
[03:24:16] <Cromaglious> 287' of stubs..
[03:24:18] <MacGalempsy_> so if anyone needs some oil and gas wells drilled and modeled, we can work out a trade
[03:25:48] <witnit_> crom you wanna figure up scrap for me hahahaha
[03:25:55] <Cromaglious> 26' of stubs for 5000 parts
[03:26:15] <Cromaglious> hmm turnings...
[03:26:33] <Cromaglious> Lemme find density
[03:26:47] <witnit_> crom
[03:26:50] <witnit_> http://what.duckdns.org/
[03:27:10] <witnit_> .307lbs cubic inch for 360 brass
[03:28:20] <witnit_> heres the actual spreadsheet if you want to try it out
[03:28:26] <witnit_> http://what.duckdns.org/samplespreadsheet.ods
[03:28:44] <witnit_> it has a scrap calc on right, for doing turned areas and another for bores
[03:29:35] <witnit_> I need to finish hooking up a few numbers in it but its 90% done
[03:40:31] <MacGalempsy_> so how long have you been a machinist witnit_?
[03:45:55] <witnit_> well, I suppose i started being a "machinist" since highschool shop class when i was 15. im 28 now.
[03:53:35] <MacGalempsy_> i see, you in the states?
[03:53:36] <witnit_> Im not that good on a mill, I just dont do it enough, I drill alot of holes and turn alot of parts. my personal specialty is automating long production runs and repairing anything with moving parts
[03:53:39] <witnit_> indiana
[03:54:11] <MacGalempsy_> that sounds good, so you are burning the midnight oil like me? Im on the graveyard shift
[03:54:35] <witnit_> its my style i guess, I just cant sleep normal hours
[03:54:42] <witnit_> usually up for two days down for 1
[03:54:56] <witnit_> as it works out
[03:57:10] <MacGalempsy_> I kind of like the graveyard shift, been on it for about 3 years now
[03:57:21] <witnit_> what do you do?
[03:57:26] <MacGalempsy_> usually less stuff to deal with, but it can get rediculous
[03:57:36] <MacGalempsy_> geologic modeling
[03:57:42] <witnit_> ooh
[03:57:45] <MacGalempsy_> realtime for oil and gas wells
[03:58:45] <witnit_> so do you look at grainy ultrasounds and convert them into pretty color graphs?
[03:58:48] <witnit_> or? am i off
[03:59:14] <MacGalempsy_> if you have google hangout, I can show you
[03:59:27] <MacGalempsy_> https://plus.google.com/hangouts/_/event/c6fq454g46bctlm5cpqu7l7t62g
[03:59:28] <witnit_> i try to not have google anything :/
[03:59:39] <witnit_> but then i search.... and they know all
[03:59:40] <MacGalempsy_> lol. this is the reprap hangout
[04:00:02] <witnit_> yeh, no google account :/
[04:00:03] <MacGalempsy_> I use gamma data, and others if they pay up . then model where we think we are in section
[04:00:43] <MacGalempsy_> in some of these wells, being in zone for 5000 ft compared to 500 ft could be millions in returns over the life of the wells
[04:02:07] <MacGalempsy_> this is like my 8th or 9th year in the industry. its kind of scary right now with prices being so low
[04:02:20] <MacGalempsy_> hence the reason for wanting to learn cnc machining
[04:03:32] <MacGalempsy_> software design is easy, just not programming
[04:03:40] <witnit_> I suggest get a quality small hand lathe or mill, buy brass, aluminum, delrin, steel, and stainless steel material and just play around
[04:03:49] <witnit_> do it for hours, just to make shavings
[04:04:13] <witnit_> you will understand so much more when you have problems later with your cnc
[04:04:23] <MacGalempsy_> ok. i have been buying scrap aluminum and carbon on ebay when the prices are fair
[04:05:13] <witnit_> is it chatter, is my tool dull, am i cutting too fast, is the machine not ridgid, once you get a feel for a machine and the materials you can diagnose a majority of problems just by listening to the machine cut
[04:06:28] <MacGalempsy_> hmmm. ok
[04:06:34] <archivist> is the tool hanging out too far from the holder
[04:07:05] <witnit_> is there enough relief in my tool to cut at this feedrate...
[04:07:17] <archivist> is the material work hardening or free cutting
[04:07:33] <witnit_> some tool steel and a bench grinder is nice too
[04:07:40] <archivist> do you have a crap finish due to built up edge
[04:08:02] <witnit_> do you have build up on ledge due to wrong coating type?
[04:08:14] <archivist> or lack of lube
[04:09:09] <archivist> there are some good youtube vids on built up edge
[04:09:27] <witnit_> MacGalempsy_,
http://lindsayengraving.com/tour/photos/hardinge1small.jpg
[04:09:42] <witnit_> these are nice and fairly common
[04:11:22] <archivist> and...cnc is not always the right answer for very low qty production
[04:11:27] <MacGalempsy_> not sure I want to get a lathe.
[04:11:47] <archivist> I cannot work without a lathe
[04:11:52] <witnit_> same
[04:11:54] <MacGalempsy_> barely have enough room in my garage for the stuff I got
[04:11:57] <witnit_> i can do without a mill
[04:11:59] <witnit_> a lathe tho
[04:12:04] <witnit_> is so much
[04:12:10] <MacGalempsy_> I guess it depends on what you want to get into
[04:12:15] <witnit_> true
[04:12:45] <MacGalempsy_> at some point it would be cool to build up a whole shop...
[04:13:15] <MacGalempsy_> trying to focus on the task at hand, then get new toys when the equity and need are there
[04:13:28] <archivist> I make the arbors for the mill rotary on the lathe too
[04:13:52] <MacGalempsy_> brb snack attach
[04:13:54] <MacGalempsy_> attack
[04:14:40] <witnit_> i just had to tighten the clutch in my lathe yesterday
[04:14:55] <witnit_> two little clicks and those lever were cracking over
[04:15:14] <witnit_> one click the other way and the spindle wouldnt turn
[04:24:59] <MacGalempsy> dang its cold out here!
[05:32:07] <witnit_> this is probably a steal if you know how to use it.
http://www.ebay.com/itm/Grinding-Wheel-Dresser-J-/181669017503?pt=LH_DefaultDomain_0&hash=item2a4c51379f
[05:32:30] <witnit_> I already have one or i would buy it :)
[05:42:52] <SpeedEvil> Is your one on ebay?
[05:43:04] <witnit_> nope, in my grinding room
[05:43:11] <witnit_> http://www.ebay.com/itm/Seneca-Falls-25-RO-TOOL-CUTTER-GRINDER-ROYAL-OAK-OPTICAL-COMP-MTRZD-REL-/151579572913?pt=LH_DefaultDomain_0&hash=item234ad8bab1
[05:43:16] <witnit_> i have one of those
[05:43:18] <witnit_> similar
[05:43:22] <witnit_> i want to convert to cnc
[05:43:32] <witnit_> it has comparitor right on it :)
[09:50:18] <JT-Shop> steppers are in Flushing NY now
[10:10:44] <jdh> what are you building?
[10:20:40] <jthornton> a delta Kossel style printer
[10:23:46] <skunkworks> jthornton, what you planning on printing?
[10:26:06] * skunkworks slightly wants a 3d printer but doesn't know what he would use it for.
[10:26:25] <_methods> https://www.youtube.com/watch?v=p5JpBGP_uOE
[10:26:30] <SpeedEvil> skunkworks: printing cars
[10:26:54] <archivist> matchbox cars
[10:27:35] <TekniQue> you wouldn't download a car
[10:31:04] <_methods> you download porn, why not a car
[10:35:05] * JT-Shop wants to do lost PLA casting
[10:43:05] <tiwake> http://gor1ck.deviantart.com/art/Art-of-the-Dress-514160223
[10:44:18] <SpeedEvil> That is just bad.
[10:44:53] <tiwake> I think its kinda funny
[10:45:45] <SpeedEvil> The fur is terrible, the legs are bad, and the noses are all wrong
[10:45:52] <jdh> not how I picture JT
[10:45:55] <SpeedEvil> Never mind the eyes are too small
[10:46:34] <_methods> needs a steak knife weedwhacker
[10:46:52] <SpeedEvil> And I'mnot sure if that's supposed to be R63 or just badly drawn
[10:48:54] <jthornton> lol
[10:49:43] <SpeedEvil> Plus - hello - unicorn. TK not hooves for handling molten metal.
[10:52:41] <CaptHindsight> how do you print porn and do I really want to know?
[10:52:58] <_methods> hehe
[10:54:40] <CaptHindsight> it would save time to FDM wax vs PLA, PLA needs to be burned out in hours, wax will melt out in minutes
[10:55:50] <jdh> hours?
[10:55:55] <pcw_home> wax polymer mixture?
[10:57:11] <JT-Shop> what is FDM wax?
[11:00:44] <CaptHindsight> there is s wide variety of suitable waxes, you can pick and choose based on melt temp
[11:02:48] <tiwake> SpeedEvil: looks like thats just his style
[11:04:36] <ssi> JT-Shop: fused deposition modeling is the process
[11:05:02] <JT-Shop> for the wax?
[11:05:24] <CaptHindsight> FDM = fused deposition modeling, melting one layer of material onto another
[11:05:24] <ssi> FDM is the fancy name for what Cap'm calls "glorified glue gun"
[11:05:34] <ssi> FDM wax is what I assume is a particular wax which extrudes well in the FDM process
[11:05:59] <pcw_home> Oh yeah I mixed up acronyms
[11:06:06] <CaptHindsight> yes, a wax extruder would really be just like a glue gun, solid wax stick on one end and liquid wax out the hot end
[11:06:38] <_methods> inkjet wax
[11:06:55] <CaptHindsight> reprap calls it FFF filament fetish fabrication IIRC :)
[11:07:36] <CaptHindsight> you can use a Xerox colorcube if you want higher res and a hacking project
[11:07:49] <JT-Shop> Printing Wax - RepRap Forums
[11:07:49] <JT-Shop> forums.reprap.org � ... � New Zealand RepRap User Group
[11:07:49] <JT-Shop> Oct 28, 2012 - 16 posts - 7 authors
[11:07:49] <JT-Shop> Wax would make it so much easie. ... plastic, make a silicon mold and make wax copies. ... But no one has it working wax FDM printer.. yet.
[11:08:24] <CaptHindsight> it's amazing they have gotten this far, but that's all it is
[11:09:31] <JT-Shop> Printing Wax - RepRap Forums
[11:09:31] <JT-Shop> forums.reprap.org � ... � New Zealand RepRap User Group
[11:09:31] <JT-Shop> Oct 28, 2012 - 16 posts - 7 authors
[11:09:31] <JT-Shop> Wax would make it so much easie. ... plastic, make a silicon mold and make wax copies. ... But no one has it working wax FDM printer.. yet.
[11:10:28] <CaptHindsight> you can also get hot melt adhesives that melt at low temps but their viscosity won't be as low as most waxes when liquid
[11:10:28] <_methods> https://www.youtube.com/watch?v=_X5LuNrMqvA
[11:10:35] <JT-Shop> opps wrong paste
[11:10:43] <JT-Shop> http://reprap.org/wiki/SLS_wax_printer
[11:11:11] <JT-Shop> $$$$
[11:14:01] <CaptHindsight> he's obviously more skilled as a woodworker than a materials scientist but waxes for SLS are pretty simple
[11:14:33] <CaptHindsight> introducing carbon is a problem if you want all the wax removed from the mold
[11:17:22] <pcw_home> You just need a reverse laser to selectively cool the wax on the top of a molten bath
[11:17:28] <Rab> http://runningahackerspace.tumblr.com/post/97495452364/3d-printers-will-bring-about-a-post-scarcity
[11:19:13] <CaptHindsight> some waxes have wild expansion rates when heated
[11:20:01] <pcw_home> Yeah car thermostats make use of this (or used to)
[11:20:25] <CaptHindsight> yes, valves and actuators
[11:21:24] <CaptHindsight> but if FDM has enough resolution for the application it probably won't matter
[11:23:39] <CaptHindsight> walterN bought a nice IR fiber laser that he probably wouldn't mind getting rid of
[11:28:27] <zeeshan> thermostatic valve in a house too!
[11:28:33] <zeeshan> that pos keeps corroding on me :(
[11:35:08] <JT-Shop> lunch time!
[11:37:04] <CaptHindsight> http://hackaday.io/project/1169-fluid-extruder-for-3d-printer please somebody help this guy
[11:38:07] <CaptHindsight> more of a wax dribbler at the moment
[11:39:18] <SpeedEvil> Wrong wax
[11:39:43] <SpeedEvil> You can with picking the right wax get something more resembling PLA on the way out than liquid
[11:39:52] <SpeedEvil> A paste wax
[11:40:20] <CaptHindsight> scented
http://www.febreze.com/en-US/products/wax-melts?utm_source=google&utm_medium=cpc&utm_campaign=Febreze_Search_Desktop_Category+Interest-+NSP&utm_term=wax%20melt&utm_content=sa5irpM8h_dc|pcrid|47087030340|pkw|wax%20melt|pmt|b
[11:40:26] <TekniQue> yeah you want something with a higher viscosity in the molten form
[11:40:46] <TekniQue> or very fine temperature control
[11:40:52] <SpeedEvil> TekniQue: I was actually meaning semi-molten
[11:41:04] <TekniQue> to keep it soft but not completely liquid
[11:41:16] <SpeedEvil> 'paste wax'
[11:41:43] <CaptHindsight> oh I just remembered that sugar printer
[11:41:50] <CaptHindsight> that will also work
[11:41:55] <CaptHindsight> what was it called?
[11:42:21] <CaptHindsight> http://the-sugar-lab.com/
[11:43:29] <CaptHindsight> water soluble photopolymer and LCD printer or sand and inkjet binder is faster
[11:44:22] <CaptHindsight> http://candyfab.org/ is the open source one
[11:45:16] <CaptHindsight> http://shop.emscdn.com/sites/candyfab/hello_world800.jpg and it makes custom toast
[11:46:39] <TekniQue> it might also be worthwhile to do the wax printing under water
[11:46:49] <TekniQue> for faster cooling
[11:47:17] <SpeedEvil> Really, really not.
[11:47:26] <SpeedEvil> That basically guarantees no adhesion
[11:47:52] <SpeedEvil> You can - with the proper wax design - get a wax output that looks like toothpaste pretty-much
[11:47:56] <SpeedEvil> not liquid
[11:48:03] <TekniQue> yeah I can see that
[11:48:19] <CaptHindsight> :) and the need to print upside down since the density of the wax is lower than water / :)
[11:52:34] <pcw_home> why no just print the invetment plaster mold directly by inkjetting water on the plaster?
[11:53:23] <CaptHindsight> or sand
[11:53:55] <CaptHindsight> I don't think JT wants to mess with an inkjet printhead
[11:59:04] <SpeedEvil> Position a grain of sand.
[11:59:07] <SpeedEvil> Laser-weld.
[11:59:08] <SpeedEvil> repeat
[12:00:14] <SpeedEvil> I have recently wondered about FDM of borosilicate glass
[12:04:43] * zeeshan is loving remote desktop
[12:04:45] * zeeshan is watching xrays
[12:06:22] <CaptHindsight> anyone have problems with Lithium Iron Phosphate or Lithium Nickel Manganese batteries?
[12:16:23] <unfy> i bought one of these things:
https://www.menards.com/main/p-2259374-c-7482.htm it's an under cabinet light fixture at 1400 lumens in LED form... the thing is evil bright
[12:17:06] <unfy> more or less because of the physically narrow light producing section etc
[12:17:36] <CaptHindsight> Lumens Per Watt: 58
[12:20:29] <unfy> it'll be on the 'ceiling' of my electronics workbench at home. "ceiling" is 6 feet from ground
[12:21:16] <unfy> i was fearful of not having enough light for the bench - but this thing will be more than enough :D
[12:21:48] <unfy> (work bench is 48" x 30")
[12:22:40] <CaptHindsight> pcw_home: ever buy from these guys?
http://www.batteryspace.com/contactus.aspx near you
[12:25:14] <CaptHindsight> pcw_home: I'm also trying to find your PCIe cables for the 7i68 3x2x boards
[12:27:06] <CaptHindsight> http://store.mesanet.com/index.php?route=product/product&path=74_81&product_id=246 found it
[12:31:10] <skunkworks> unfy, I bought those and took them back because they where too bright :) (for my application)
[12:31:31] <skunkworks> unfy, where are you located?
[12:33:11] <pcw_home> CaptHindsight, no but I dont use many batteries
[12:35:12] <jdh> I have a bunch of NiMH from them
[12:35:13] <unfy> nebraska
[12:35:21] <unfy> and i'm hoping it's not too bright :D
[12:35:42] <skunkworks> ah - I didn't know how far menards went. (I am in WI)
[12:36:07] <Cromaglious> www.youtube.com/watch?v=TWSA2QoPmio free pushstick
[12:36:14] <unfy> if you do the store locator thing, there's a lot of them
[12:36:19] <unfy> all midwest, i think
[12:36:21] <jdh> capt. I have some large LiFe packs
[12:40:30] <KimK_laptop> unfy: What part of Nebraska, if you don't mind my asking? (I'm from Omaha, but have been away awhile.)
[12:41:19] <CaptHindsight> jdh: the A123 or their non-name version?
[12:42:31] <unfy> lived in south O from 2000-2014. moved to la vista (108th street, south of L street) a year ago.
[12:43:15] <Cromaglious> ugh wrong enough of Nebraska
[12:43:31] <Cromaglious> My family is from Gearing and Scotts Bluff
[12:43:43] <Cromaglious> s/eoungh/end/
[12:44:54] <jdh> no clue what you mean
[12:44:57] <unfy> definitely opposite end :D
[12:45:10] <KimK_laptop> unfy: Cromaglious: Thanks, good to know, I'll keep you guys in mind.
[12:45:50] <unfy> guess it's time to break the lease i re-signed this morning and move someplace safer XD
[12:45:55] <MacGalempsy> morning
[12:46:26] <Cromaglious> I've had I think 3 cousins on the Corn Huskers team early '70s last name McKee
[12:53:01] <unfy> boss may be aware, he's from here. i'm actually a navy brat
[12:53:11] <unfy> didn't get here until the above mentioned 2000
[13:05:27] <MacGalempsy> question: using a mesa card, the latency test comes up with a base thread of 31967, is this too slow for a 200000 servo period?
[13:05:44] <MacGalempsy> base thread, max jitter that is
[13:09:45] <Cromaglious> unfy, I too am a Navy Brat, though I'm a Nuke Sea Bee baby...
[13:10:16] <pcw_home> no its probabl OK, but why do you think you need a 5KHz servo thread?
[13:10:42] <Cromaglious> unfy, My pops was at McMurdo Sound Antartica putting in the reactor when I was born
[13:11:11] <unfy> my old man did nuke stuff during vietnam and later
[13:11:37] <MacGalempsy> pcw_home: the guide talks about better performance for a closed loop system
[13:11:49] <pcw_home> base thread latency is not really significant since the base thread is normally not used with mesa cards
[13:12:10] <Cromaglious> I was born Dec64
[13:12:29] <unfy> has a couple "keeper of the dragon" related patches and stuff
[13:12:36] * unfy is /far/ younger :D
[13:12:40] <MacGalempsy_> back got booted...
[13:12:51] <Cromaglious> he then did Danag vietnam
[13:13:13] <pcw_home> Normally 1 KHz is fine for the servo thread with velocity mode drives or step/dir
[13:14:05] <unfy> my dad's on this list:
http://www.navynucweps.com/Roster/rosterl.htm :D
[13:16:32] <Cromaglious> pops never did any nuke weapons, just power plants, he's a steel worker and now an Industrial Engineer
[13:17:55] <jeffrey_> hello my friends
[13:18:15] <jeffrey_> what is the next size after M16 connector?
[13:18:50] <pcw_home> High thread rates are mainly needed for torque mode drives (which effectively makes linuxcnc responsible for the velocity loop)
[13:18:52] <pcw_home> or very high performance motion (high accel and high precision) where the steps in velocity during acceleration become an issue
[13:20:32] <jeffrey_> M16 is limit to 5A and I need at least 10A
[13:22:07] <_methods> what is this m16 connector?
[13:23:26] <_methods> looks like m23 connector is good for 10-50A
[13:24:01] <_methods> https://www.phoenixcontact.com/online/portal/us?uri=pxc-oc-itemdetail:pid=1605492&library=usen&pcck=P-20-07-02&tab=1
[13:26:35] <__rob> hello
[13:26:58] <__rob> I am getting cuts coming out consistently 0.17mm smaller on inside cuts, and the same on outside cuts
[13:27:13] <Cromaglious> morning rob
[13:27:20] <__rob> I am assuming this can't really be the backlash setting
[13:27:28] <__rob> as it would be larger/smaller inside and out
[13:27:40] <__rob> morning :)
[13:27:51] <__rob> well, evening here.
[13:28:08] <__rob> I am using inventor to generate the toolpath
[13:28:10] <Cromaglious> you running inch or metric lead screws?
[13:28:15] <__rob> metric
[13:28:46] <_methods> what do you mean you're getting smaller on inside and same on outside?
[13:29:05] <__rob> so calipers on an inside pocket, are 0.17mm too small
[13:29:14] <_methods> the pocket is undersize
[13:29:17] <__rob> calipers measuring the outside profile cut of the part is 0.17mm too big
[13:29:28] <_methods> that's your offset then
[13:29:30] <_methods> that is normal
[13:29:44] <__rob> what offset ?
[13:29:52] <Cromaglious> tool offset
[13:29:52] <_methods> you need to make a wear offset of .085mm
[13:29:58] <tjtr33> or cutter diameter is seen the same by 2 programs
[13:29:59] <_methods> yes tool offset
[13:30:13] <__rob> yea, ok, but then surely if I have measured the tool to be correct
[13:30:16] <zeeshan> linuxcnc has wear offset?
[13:30:17] <__rob> and entered this into Inventor
[13:30:23] <__rob> it should be exactly right
[13:30:26] <_methods> you measured wrong
[13:30:29] <zeeshan> rob how are you measuring the tool
[13:30:31] <_methods> obviously lol
[13:30:32] <__rob> I measured twice .. :)
[13:30:38] <zeeshan> end mill?
[13:30:38] <_methods> and it's still too small
[13:30:39] <_methods> lol
[13:30:42] <__rob> zeeshan, widest part on the end mill
[13:30:47] <__rob> at the tip
[13:30:54] <zeeshan> with what
[13:30:54] <_methods> did you calculate spindle runout?
[13:30:55] <zeeshan> :P
[13:31:09] <__rob> zeeshan: cheap digital calipers
[13:31:11] <zeeshan> runout would make it smaller
[13:31:14] <_methods> tool holder runout
[13:31:17] <tjtr33> check the measuring device against a standard
[13:31:19] <__rob> runout would make it larger ?
[13:31:20] <zeeshan> rob_h: thats the problem
[13:31:24] <tjtr33> haha he has spindle run in
[13:31:25] <jdh> cut a profile, measure width
[13:31:32] <_methods> yeah spindle run in lol
[13:31:32] <__rob> yes, this is run in!!
[13:31:33] <__rob> :)
[13:31:44] <__rob> right, I'll do that
[13:31:56] <zeeshan> accuracy of caliper is +/- 0.4mm~
[13:32:02] <zeeshan> er
[13:32:08] <_methods> jesus who needs a measuring devie
[13:32:08] * zeeshan needs to think in inches
[13:32:14] <_methods> you already know how far it's out
[13:32:21] <_methods> just put in the offset
[13:32:23] <__rob> thats true, I will
[13:32:28] <__rob> just nice to know though where thats from
[13:32:34] <__rob> if it is indeed the tool offset thats needed
[13:32:40] <zeeshan> ok you have 0.0066" error
[13:32:40] <__rob> or if its perfect, and the measurement on the tool is wrong
[13:32:58] <tjtr33> yeah, you can make the part, but you still have a problem and need to find the source
[13:32:58] <zeeshan> your calipers are accurate to like +/- 0.003
[13:33:00] <__rob> purely from the point of view of applying the 'fix' to other tools
[13:33:40] <__rob> I'll do as jdh suggested
[13:33:57] <__rob> if thats it, then I guess I need to run each tool on a test cut
[13:34:02] <zeeshan> if you're really trying to aim for .17mm accuracy
[13:34:04] <zeeshan> you need a micrometer
[13:34:05] <zeeshan> not a caliper
[13:34:07] <_methods> that's how everyone does it
[13:34:15] <zeeshan> even if you cutr a slot
[13:34:17] <__rob> I didn't know :)
[13:34:18] <zeeshan> and measure with a caliper
[13:34:19] <_methods> you measure the tool and get as close as possible
[13:34:20] <zeeshan> you're gonna be off
[13:34:33] <_methods> but you'll always have to make some tool offset adjustments
[13:34:39] * zeeshan taught a machining lab where students made slots
[13:34:43] <zeeshan> went through the lab 293012308 times
[13:34:43] <zeeshan> haha
[13:34:48] <zeeshan> caliper = fail
[13:35:16] <_methods> mic's if you're really worried
[13:35:23] <zeeshan> slot mic
[13:35:28] <_methods> calipers if you want to just get a part made then dial itin
[13:35:31] <zeeshan> or if you got gauge blocks you can sneak up on it
[13:35:49] <zeeshan> or you can use 2 gauge blocks and a regular caliper
[13:35:51] <zeeshan> er regular mic
[13:35:56] <zeeshan> if the slot is wide enough
[13:36:03] <__rob> http://snag.gy/c9HET.jpg
[13:36:05] <__rob> thats the part
[13:36:07] <__rob> quite pleased :)
[13:36:12] <tjtr33> check a dowel pin, cheap easy to find, very very accurate diameters
[13:36:22] <_methods> looks good
[13:36:36] <zeeshan> tjtr33: are you from europe? :D
[13:36:50] <tjtr33> yeah, chicago
[13:36:57] <zeeshan> that aint europe
[13:37:01] <zeeshan> i dont know why i ithought you were from europe
[13:37:03] <tjtr33> heh
[13:37:14] <zeeshan> i need someone in germany to reship something from a local supplier
[13:37:18] <zeeshan> cause bastards wont ship to me :{
[13:38:05] <_methods> __rob: what'd you make that part on?
[13:39:00] <MacGalempsy_> pcw_home: im using a 5i25, 7i77, and a 7i84. as seen in the forum, there is no selection for this, but the pins for the 7i84 are similar to part of the 7i77, so can I select 7i77x2 then change the files to reflect the 7i84?
[13:40:23] <zeeshan> 7i84
[13:40:26] <zeeshan> as an expansion?
[13:40:31] <zeeshan> for more I/O through serial?
[13:41:14] <pcw_home> sorry
[13:41:15] <pcw_home> coffee
[13:41:17] <pcw_home> onm
[13:41:18] <pcw_home> KBV
[13:41:29] <MacGalempsy_> i have it plugged in with a ethernet jumper
[13:42:04] <zeeshan> did you do dmesg ?
[13:42:06] <zeeshan> to find out the pins?
[13:42:43] <pcw_home> halcmd
[13:42:44] <pcw_home> show
[13:42:46] <pcw_home> pin
[13:43:00] <zeeshan> i bet itll say something like hm2_5i25.0.7i85.0.0.output-xx
[13:43:01] <zeeshan> :D
[13:43:04] <zeeshan> 84 i mean
[13:43:08] <zeeshan> or 1
[13:43:09] <MacGalempsy> the 7i77 has most of the stuff, but the 84 is for the mpg
[13:43:17] <MacGalempsy> sorry got booted
[13:43:28] <tjtr33> offtopic i just discovered Wago Lever Nuts, really slick alternative to wire nuts ( i use wago products for jobs, but never saw these things before )
[13:43:53] <zeeshan> tjtr33: they are nice
[13:44:10] <MacGalempsy> zeeshan: all I got was the 0r 1 ....
[13:44:21] <zeeshan> MacGalempsy: pcw said to go to halcmd
[13:44:27] <zeeshan> and type "show pin"
[13:46:00] <tjtr33> CaptHindsight, i was just reading Jon Elsons notes on his photoplotter, thats a lot like the DLP SLA printers ( a photomask per layer ) interesting evolution
[13:46:39] <CaptHindsight> they use SLA for photolithography now
[13:47:02] <tjtr33> see! i predicted thzat ( after it happened )
[13:47:20] <MacGalempsy> ok got the pins shown
[13:49:46] <zeeshan> ive been pondering this for a little while
[13:49:51] <zeeshan> if i add glass scales to my lathe
[13:50:03] <zeeshan> can i close loop the steppers for position? :)
[13:50:37] <CaptHindsight> tjtr33: it's you're like a psychic only that looks into the past :)
[13:50:44] <Cromaglious> zeeshan, you could
[13:51:08] <zeeshan> it looks like the pid component outputs an analog signal though
[13:51:09] <zeeshan> :/
[13:51:11] <zeeshan> not step / dir
[13:52:35] <pcw_home>
[13:52:37] <pcw_home> PID can output anything
[13:52:38] <pcw_home>
[13:52:40] <pcw_home>
[13:52:41] <pcw_home>
[13:54:22] <zeeshan> worth a shot i guess :P
[13:55:50] <Tom_itx> it just offsets numbers
[13:56:41] <MacGalempsy> ahh. time to git a batter for the bios... crap!
[13:57:16] <pcw_home> For closed loop with normal step drives, PID output is velocity command to stepgen
[14:06:56] <_methods> CaptHindsight: just for you
[14:06:58] <_methods> http://www.instructables.com/id/3d-printing-colorful-hummmus/
[14:08:01] <CaptHindsight> chick peas give me gas, but I've often had hummus and wish that it could look more moldy
[14:08:09] <CaptHindsight> problem solved
[14:09:16] <_methods> solved +
[14:09:48] <_methods> just when you thought hummus couldn't get any better
[14:09:56] <_methods> bewm
[14:10:27] <_methods> more good stuff for your 3d printer article
[14:11:43] <CaptHindsight> lol
[14:13:52] <CaptHindsight> _methods: it always amazes me how they find the dumbest applications for the tech
[14:14:21] <_methods> isnt' that how it started.......
[14:14:25] <_methods> with cupcakes or something
[14:14:47] <CaptHindsight> there was that early model called cupcake
[14:15:16] <_methods> it's amazing how far stratasys and 3dsystems have come since they started with those cupcakes
[14:15:26] <CaptHindsight> http://hackaday.com/2009/03/16/cupcake-cnc-kit/
[14:15:43] <_methods> just think in only 5 years how far 3d printing has come lol
[14:16:41] <CaptHindsight> when i was a kid we had to carve our cyclops utility belts from wood and clay
[14:16:51] <_methods> buwhwhahahahahhahah
[14:22:11] <dirty_d> hmm, any ideas why a helically interpolated hole would come out larger than programmed?
[14:22:36] <furrywolf> wrong cutter size?
[14:22:39] <dirty_d> I cut a 0.4" hole that came out 0.408, and 0.25" holes that came out 0.26"
[14:22:52] <furrywolf> chuck/spindle runout?
[14:23:11] <dirty_d> i measured it at under 0.001
[14:23:33] <dirty_d> could the feedrate be too high for a hole that small?
[14:23:39] <dirty_d> centrifugal force?
[14:24:03] <dirty_d> also the hole is wider at the top than the bottom
[14:24:18] <dirty_d> 0.408" at top, 0.404" at the bottom
[14:24:27] <_methods> wtf does that even mean
[14:24:38] <dirty_d> what?
[14:26:24] <furrywolf> I guess if your machine had pretty bad rigidity issues it could do that...
[14:26:41] <furrywolf> poorly tuned servos overshooting?
[14:26:46] <dirty_d> steppers
[14:27:25] <dirty_d> if the cut is too light could the small chips get stuck between the cutter and side of the hole wearing it bigger?
[14:27:28] <furrywolf> are linear cuts the correct length?
[14:27:39] <dirty_d> yea linear cuts were to within 0.001 over 2"
[14:28:02] <furrywolf> I guess there's theoretically possible, but I'd consider it unlikely.
[14:28:06] <furrywolf> that's
[14:28:33] <furrywolf> is your machine lightweight aluminum or something other than a solid cast iron mill?
[14:28:59] <dirty_d> its all cast iron
https://www.grizzly.com/products/Drill-Mill-with-Stand/G0704
[14:29:06] <furrywolf> any chatter while cutting?
[14:29:33] <dirty_d> nope
[14:29:42] <Cromaglious> reprap.org/wiki/Mattroberts%27_Huxley_Paste_extruder
[14:29:45] <furrywolf> hrmm
[14:29:50] <dirty_d> and i was constantly clearing the chips with an airgun
[14:29:52] <Cromaglious> only a 5cc syringe though
[14:30:00] <furrywolf> ok, you've exceeded my "troubleshooting off-size holes" knowledge. :)
[14:30:36] <dirty_d> ill have to try going slower and see if it helps
[14:31:13] <furrywolf> it's take a lot of slop to overshoot four thous... and with steppers I don't think you'd have the speed to do it.
[14:31:18] <dirty_d> it would make sense that the smaller hole would be off by more than the bigger one because there would be higher angular acceleration
[14:31:43] <dirty_d> but i dunno
[14:31:55] <CaptHindsight> pcw_home: do you know which connector is sued on those cables?
http://store.mesanet.com/index.php?route=product/product&path=74_81&product_id=246
[14:32:26] <CaptHindsight> I'm looking at mates, shells, strain reliefs etc
[14:32:47] <CaptHindsight> sued/used
[14:33:55] <jdh> G61/G64 might help the holes?
[14:34:15] <dirty_d> im using G64 P0.005
[14:34:50] <dirty_d> mahine units are mm
[14:35:54] <dirty_d> whoa, wait, does that use the machine units or the active units?
[14:36:02] <dirty_d> i was cutting with G20
[14:38:08] <dirty_d> ahh crap
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TrajectoryControl
[14:38:20] <dirty_d> its using inches then, that would explain part of it
[14:38:56] <dirty_d> actually, the smaller hole was off by exactly 0.010" so taht adds up
[14:39:01] <jdh> thats still pretty good for a g0704
[14:39:14] <jdh> 1/8 end mill?
[14:39:18] <dirty_d> 3/16
[14:39:37] <dirty_d> the 0.4" hole was with 5/16
[14:39:53] * furrywolf has never used anything other than g20...
[14:40:03] <furrywolf> people actually use metric? :P
[14:40:12] <jdh> its a fad
[14:40:30] <dirty_d> i diversify
[14:42:49] <furrywolf> I'm surprised the planner is feeling the need to go large instead of small cutting a hole.
[14:44:03] <furrywolf> that is, when cutting a circle, why go large? are you right up against the maximum acceleration of your machine, and it's cutting large so it can keep the feedrate up?
[14:48:44] <dirty_d> well that confirms it
[14:49:06] <dirty_d> http://pastebin.com/DuCtiYdS
[14:49:23] <dirty_d> the actual path is noticable larger than the programed path if i run that
[14:49:40] <dirty_d> any way to actualy measure how much?
[14:50:31] <dirty_d> wouldnt it be a good thing if linuxcnc automatically accounted for angular acceleration?
[14:51:16] <dirty_d> so arcs would be cut at the maximum speed up to the feedrate while staying under the MAX_ACCELERATION
[14:52:12] <furrywolf> yes, and that's what linuxcnc does. :P
[14:52:43] <furrywolf> it'll also make your arcs slightly bigger if you're right at your maximum axis acceleration, it seems like.
[14:55:10] <dirty_d> hmm, its not obeying the G64 P
[14:55:30] <dirty_d> G64 P0.000002 and its still not following the programed path
[14:55:55] * furrywolf can't help
[14:56:06] <dirty_d> wtf, even with G61 its not
[14:56:28] <furrywolf> tool radius compensation or something?
[14:56:44] <dirty_d> i havent set that up, it would be in the ini file?
[14:56:58] <dirty_d> im using the axis.ini with linuxcnc in simulator mode
[14:57:00] <furrywolf> no clue. :)
[14:57:16] * furrywolf is new to linuxcnc, having been stuck with flashcut for way too long
[15:05:44] * furrywolf has a lot to learn, about both linuxcnc and non-basic g-code operations
[15:06:13] <dirty_d> what kind of machine do you have?
[15:06:44] <furrywolf> I have a sherline (that's still stuck with flashcut) and now a shoptask lathe/mill combo.
[15:08:21] <dirty_d> neat
[15:10:30] <furrywolf> still smaller and slower than I'd like, but budget and space...
[15:11:19] <Rab> lol FleshCut, which version?
[15:12:23] <furrywolf> Rab: ancient
[15:13:16] <Rab> Running 1.4 here, it came on three floppies.
[15:13:24] <JT-Shop> dirty_d sounds like a mechanical issue
[15:13:59] <dirty_d> like what? backlash is 0.0015 all around and compensated for
[15:14:15] <furrywolf> I think I have 1.11 or something...
[15:14:30] <JT-Shop> ballscrews or lead screw?
[15:15:17] <furrywolf> flashcut told me that if I wanted to run newer software, I'd have to purchase an eeprom upgrade for my step generator, for $300.
[15:15:49] <JT-Shop> cheaper to get a 5i25/7i76
[15:16:04] <furrywolf> correct. I have not purchased said upgrade.
[15:16:23] <Rab> Which step generator do you have? 401A?
[15:16:47] <furrywolf> the first one.
[15:16:56] <furrywolf> 401, no A, I think.
[15:17:05] <furrywolf> it's in storage.
[15:17:27] <furrywolf> my plan is to build a new stepper box and use linuxcnc, one of these days.
[15:17:35] <furrywolf> my cnc efforts are on the shoptask now.
[15:18:06] <Rab> Well, if you want v1.4, let me know.
[15:18:36] <furrywolf> I tried downloading the newer versions a long time ago (2008ish). they wouldn't talk to the hardware.
[15:19:17] <furrywolf> software versions are tied to eeprom versions.
[15:20:01] <furrywolf> actually, it was 1.6 I tried... don't remember about 1.4. sure, if you can send me a copy, it'll save me trying to find my old install files.
[15:20:41] <furrywolf> they don't let you randomly download stuff anymore.
[15:21:17] <furrywolf> I've been distinctly unhappy with flashcut's product and people.
[15:23:44] <Rab> http://reboots.g-cipher.net/FlashCut_CNC_1.4_Installation.zip
[15:24:22] <dirty_d> any of you know where to get these in HSS and cheap?
http://www.microcutusa.com/threadmill.php
[15:24:51] <skunkworks> there is a guy on cnczoe that every chance he get he talks up flashcut
[15:25:02] <Rab> That zip file is a little redundant, I experimented with creating an ISO with the files. disk1-disk3 are all you need.
[15:25:37] <furrywolf> skunkwords: must be nice to get paid to pretend to like something
[15:26:22] <CaptHindsight> skunkworks: maybe his mom wrote it
[15:26:49] <Rab> I think it's pretty decent turn-key stuff for 1999. I do have a problem where the software loses contact with the signal generator when idle and I have to power-cycle it.
[15:27:37] <furrywolf> Rab: thanks.
[15:27:46] <Rab> furrywolf, no problem!
[15:28:14] <furrywolf> mine crashes every time windows pops ANYTHING up over it. update notices, screensaver,... had to disable everything to make it complete a job.
[15:28:28] <furrywolf> it's amazing how many fucking worthless things windows pops up. had to remove antivirus software too.
[15:30:47] <furrywolf> I have no idea how people use a computer where they keep getting interrupted by useless messages.
[16:20:19] <Deejay> gn8
[16:30:29] <MacGalempsy_> can anyone give me a hint on how to open a file in mousepad as root?
[16:32:33] <PCW> sudo mousepad filename
[16:38:47] <MacGalempsy_> thank you.
[16:38:58] <MacGalempsy_> now onto the calibration
[16:41:04] <cradek> your linuxcnc config files should not be owned by root
[16:44:11] <PCW> That will cause pain and suffering...
[16:46:01] <Cromaglious> hmmm looking at external 2.5" usb drives which contain a SATA internal drive inside.. which maybe cheaper to by as an external then take apart and use the drive itself
[17:06:45] <Cromaglious> sudo chown $user ~/linuxcnc/*
[17:07:06] <Cromaglious> sudo chown $USER /home/$USER/linuxcnc/*
[17:07:51] <Cromaglious> I just added a root cron job to do that every day
[17:09:06] <Cromaglious> bit more detained than that.. it goes through all the user dirs and changes everything inside a users dir to their username
[17:10:06] <Cromaglious> I started doing that back in slackware pre elf kernel days
[17:10:42] <Cromaglious> damn it Samsung D3 is a 3.5" drive
[17:11:06] <Cromaglious> my miniboxs will do 2 2.5" drives or 1 3.5 drive
[17:11:57] <Cromaglious> well I found Seagate M9T 2TB 2.5" drives for ~$85
[17:23:48] <unfy> f-yeah, antistatic mat arrived
[17:24:24] <unfy> er, solder iron safe mat
[17:29:24] <MacGalempsy_> can someone take a look at this website and tell me what I am doing wrong?
http://rivendell.tryphon.org/wiki/ELO_touchscreen_setup_%28debian/KDE%29
[17:29:56] <MacGalempsy_> I get down to calibration, "Then extract Touchcal and compile" then the trouble starts
[17:31:26] <Cromaglious> which is?
[17:31:52] <MacGalempsy_> the libncurses5-deg installs
[17:45:28] <witnit> mac
[17:45:40] <witnit> what did you type to install libncurses?
[17:47:41] <witnit> MacGalempsy, what did you type to install libcurses?
[17:47:55] <MacGalempsy> apt-get install libncurses5-dev
[17:47:59] <witnit> use sudo
[17:48:12] <MacGalempsy> root
[17:48:31] <witnit> yeah, when you install something to the system, its going to want your root
[17:49:05] <MacGalempsy> it stays it is installed
[17:49:13] <witnit> proceed
[17:49:25] <MacGalempsy> but then the line says ./configure
[17:49:37] <MacGalempsy> when I write that it says directory not found
[17:49:42] <witnit> type ls
[17:49:48] <witnit> and look at your options
[17:50:10] <witnit> are you in the right folder?
[17:51:43] <witnit> according to the guide, its asking you to download the software called Touchcal, but you will need to extract the contents of the Touchcal file
[17:52:26] <witnit> once you have it downloaded and extracted you can cd (change directory) to the folder of freshly extracted files =D
[17:52:48] <witnit> in there should be the things you need to start compiling
[17:54:47] <Cromaglious> yea!!! my driver nd breakout showed up
[17:54:52] <witnit> woohoo!
[17:55:04] <witnit> what hardware you got?
[17:56:37] <Cromaglious> tb6560 drivers and a "mach3 interface board with 1 relay
[17:56:42] <witnit> =D
[17:56:54] <witnit> shweeet
[17:57:43] <Cromaglious> now to find a dead ps supply and steaql all it's wires
[17:57:56] <witnit> ha, i do that so often
[17:59:39] <witnit> then i found this batch of presoldered wired... they happen to hold tight when you push then into the headers of ribbon cables
[17:59:46] <witnit> so convienant
[18:25:28] <MacGalempsy_> *bang head here
[18:25:53] <MacGalempsy_> so now the stupid bar at the top of the screen disappeared...
[18:38:43] <PetefromTn_> http://www.tormach.com/pathpilot?utm_campaign=cnczone_pathpilot&utm_source=cnczone&utm_medium=banner&utm_content=pathpilot_intro
[18:54:35] <jdh> taht backplot looks familiar
[18:57:24] <jdh> Mach4 is the proposed replacement for Mach3. We do not know the status of Mach4 at this time
[18:58:22] <PetefromTn_> LOL yeah right..
[19:00:00] <andypugh> jdh: It’s LinuxCNC, with their own UI
[19:01:53] <PCW> might be a linuxcnc-- machinekit mashup
[19:05:47] <__rob> can anyone suggest if this might work. or if there is a better way. My mill has a standard lead screw, whether the table and leadscrew move, rather than the leadscrew being held at one end moving the table. There is a brass block on the bed that the leadscrew goes through.
[19:05:58] <__rob> Basically I want to remove as much backlash from that as possible
[19:06:20] <jdh> 9 page whitepaper on it doesn't mention linux or mesa
[19:06:44] <__rob> I was going to have a hex nut, with a square block that has a hex nut socket cut in it, that sits flush agains the table bed, then have a strong spring in between
[19:07:24] <__rob> not sure if that is likely to be enough
[19:09:10] <PetefromTn_> rumor has it that there is a mesa card in there somewhere...
[19:13:24] <__rob> http://snag.gy/LGRKc.jpg
[19:13:27] <__rob> this is what I mean
[19:13:29] <FinboySlick> What would Machinekit's focus be vs linuxcnc?
[19:13:36] <__rob> any advice appreciated
[19:14:11] <__rob> was going to use a car valve spring or something similar
[19:14:39] <__rob> at the same time, I dont want to destroy the leadscrew or that brass block..
[19:15:20] <CaptHindsight> FinboySlick: world domination of the free form filament fetishists fantastic fabricators
[19:15:49] <FinboySlick> CaptHindsight: OK, so they're mostly aimed at 3d extruder type printers?
[19:17:07] <CaptHindsight> yeah from what their users and BBB capes/serapes/cloaks/shields/upper frontal headdresses /IO boards do
[19:17:57] <CaptHindsight> FinboySlick: Tormach was doing something with it as well
[19:18:31] <FinboySlick> CaptHindsight: That something the link Pete posted earlier?
[19:19:31] <CaptHindsight> FinboySlick: machinekit had some seminar last summer at Tormach's location
[19:20:07] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=PATHPILOT-BETA
[19:20:10] <CaptHindsight> maybe that's what Path Pilot is
[19:20:11] <FinboySlick> OK. How's your printer project coming alonb btw?
[19:20:37] <CaptHindsight> printer project? been working on open laptops
[19:21:13] <CaptHindsight> FinboySlick:
http://openlunchbox.com/ http://openlunchbox.com/smf/index.php
[19:21:24] <FinboySlick> Well, yeah but weren't you working on some cheap SLA resin for a project?
[19:21:41] <XXCoder1> DAMN~!
[19:21:55] <CaptHindsight> thats been around for a while, I gave up on trying to help makers with printers
[19:21:56] <FinboySlick> Prior to that I mean.
[19:21:59] <XXCoder1> store sent me wrong lights type, 1156 not 1157
[19:22:25] <cpresser> PetefromTn_: there are pictures of mesa cards in the manual
[19:22:35] <PetefromTn_> looks that way huh..
[19:22:59] <CaptHindsight> FinboySlick: most are just looking for an opportunity to sell crap to other makers 2 steps behind them
[19:23:08] <PetefromTn_> https://www.youtube.com/watch?feature=player_detailpage&v=WqJmBEWnvpk
[19:24:58] <CaptHindsight> PetefromTn_: mostly working on 3d printers that Apple and Google can't get to work since they work with 3D Systems and Stratasys
[19:25:19] <PetefromTn_> not sure what you mean here?
[19:25:39] <CaptHindsight> they can't even get their own printers to work
[19:25:42] <PetefromTn_> looks like a Mesanet superport
[19:25:50] <PetefromTn_> who can't
[19:26:01] <CaptHindsight> 3D Systems and Stratasys
[19:26:26] <PetefromTn_> I am talking about Tormach's new CNC controller A LA LinuxCNC...
[19:26:58] <CaptHindsight> Tormach machinekit
[19:27:10] <cpresser> PetefromTn_: i looks like it is using linuxcnc sourcecode... so it should be also GPL-ed
[19:27:26] <PetefromTn_> not sure how much of it is machiekit it looks a lot more like basic linuxCNC to me.
[19:28:27] <CaptHindsight> http://blog.cnccookbook.com/2015/02/17/tormach-moves-mach3-linuxcnc-pathpilot/
[19:29:32] <CaptHindsight> they got tired of the winders madness
[19:31:16] <CaptHindsight> http://www.tormach.com/uploads/894/TD10343_PathPilot_White_Paper_0215A-pdf.html
[19:37:49] <Valen> linuxcnc lgpl or straight gpl?
[19:39:09] <Valen> re-written trajectory planner thats interesting
[19:40:47] <PetefromTn_> I just read on the mailing list a little about the TP... did they build it or did Robert whatshisname?
[19:41:00] <PCW> Robert
[19:41:02] <furrywolf> for some reason firefox insists on saving that url, not opening it.
[19:41:34] <PetefromTn_> then what gives they are saying that is what they have given back to the community....
[19:42:24] <PCW> Pretty sure they paid for his work on the new TP
[19:43:09] <PCW> which is Awesome! (NYCNC has rotted my brain)
[19:43:17] <PetefromTn_> I know right..
[19:43:41] <PetefromTn_> All I want is some of the UI stuff... I don't even care if it is dumbed down or what...
[19:44:20] <PCW> Dont know about that part...
[19:45:12] <_methods> this kind of thing never ends up working out good
[19:45:50] <PetefromTn_> Did you guys make a new firmware specific to their system for the superport?
[19:47:18] <PCW> Sure
[19:57:59] <PetefromTn_> honestly I agree with the comment made by another on a forum there should at LEAST be a little nod or comment saying powered by linuxCNC or whatever. The basic UI is an important piece of information and it is I think something that should be freely shared. If you are going to sell a machine tool with a system based on an open source program it should all be freely given if you ask me but who am I right...
[19:59:09] <XXCoder1> furrywolf: usually caused by improper file type configation at server
[20:03:47] <PCW> I figure they have made a major contribution sponsoring the new TP work, so not so concerned about the GUI
[20:06:47] <Tom_itx> does their TP parallel the new one in lcnc?
[20:12:12] <PCW> Pretty sure its the same
[20:28:55] <_methods> add exploding kittens youll hve unlimited money or at least 7 million
[20:57:36] <PetefromTn_> reading their white paper about the new PathPilot is kinda amusing.
[21:20:15] <CaptHindsight> _methods: did it raise that much cash?
[21:20:54] <XXCoder1> CaptHindsight: yes.
[21:21:03] <XXCoder1> and fans di 30 achements
[21:21:12] <XXCoder1> including 100 people with cat ears, that was tough one
[21:21:30] <CaptHindsight> https://www.kickstarter.com/projects/elanlee/exploding-kittens yikes thats bigger than many new games by established game co's
[21:22:02] <XXCoder1> its now biggest backer # kickstarter now
[21:22:15] <XXCoder1> beat reading rainbow by tens thousands
[21:23:38] <CaptHindsight> https://www.kickstarter.com/help/stats?ref=footer $1,530,820,560 total dollars pledged to Kickstarter projects
[21:23:48] <CaptHindsight> whats their cut for the website?
[21:24:02] <XXCoder1> some percentage not sure what it is
[21:24:31] <MacGalempsy> anyone in here successfully running an elo touchscreen with linuxcnc?
[21:25:08] <CaptHindsight> Kickstarter collects a 5% fee from a project’s funding total if a project is successfully funded.
[21:25:26] <CaptHindsight> not a bad take for a website
[21:25:29] <XXCoder1> thats still milliom
[21:25:35] <XXCoder1> millions
[21:25:56] <XXCoder1> hell if just 1% its still 15 million
[21:26:12] <CaptHindsight> $76.5M
[21:26:42] <XXCoder1> wish got time machine lol
[21:26:49] <CaptHindsight> heh their CC processor must be happy
[21:26:50] <XXCoder1> but then once has one its moneymaker basically
[21:27:05] <XXCoder1> use current tech to print old money, buy cheap gold back then and sell to now
[21:27:14] <XXCoder1> or bit ago when it peaked
[21:30:50] <MacGalempsy> ertg
[21:41:28] * furrywolf still finds it very sad how popular exploding kittens appears to be, assuming it's not all a hoax of some form.
[21:41:55] <XXCoder1> theoatmeal hoax? nah
[21:45:06] <CaptHindsight> that smartwatch was the big scam
[21:45:39] <CaptHindsight> http://www.insidermonkey.com/blog/the-5-biggest-kickstarter-scams-that-swindled-backers-donations-333225/
[21:45:44] <furrywolf> the capacitor batteries was most definitely a scam too.
[21:45:53] <XXCoder1> yeah
[21:45:55] <furrywolf> which I told everyone, and no one listened.
[21:46:04] <furrywolf> and now no one will ever see a product.
[21:46:06] <furrywolf> and they're surprised.
[21:46:18] <CaptHindsight> how about the solar road tiles?
[21:46:33] <furrywolf> didn't see that one.
[21:46:41] * furrywolf ignores kickstarter unless links are posted on irc
[21:46:48] <XXCoder1> CaptHindsight: its not a scam but not effective I doubt its successfk
[21:47:25] <CaptHindsight> what's the difference, intent?
[21:47:26] <furrywolf> gah! horrible fucking web design! let's have fixed bars on both the top and the bottom of the screen, so you can view the content in a little window in a middle! and you can't scroll properly!
[21:48:31] <CaptHindsight> Ouya's historic $8.5 million campaign
[21:49:12] <CaptHindsight> https://www.ouya.tv/
[21:49:14] <furrywolf> ... and they tell you virtually nothing about the projects, instead expecting you to watch a video for each one?
[21:50:04] <CaptHindsight> http://en.wikipedia.org/wiki/Ouya
[21:51:12] <CaptHindsight> n January 2015, Ouya received an investment of 10 million USD from Alibaba with the possibility of incorporating some of Ouya technologies into Alibaba’s set-top box
[21:51:17] <furrywolf> ... and it has some kind of broken infinite-scrolling crap, and lazy loading, and popup spam. remind me to never, even visit "insidermonkey" again.
[21:51:21] <CaptHindsight> the Alibababox
[21:54:59] <XXCoder1> ard island!
[21:55:01] <XXCoder1> jeez
[21:55:04] <XXCoder1> arc
[21:55:16] <XXCoder1> I love noscript
[21:55:27] <XXCoder1> no bars, no popups
[21:56:24] <XXCoder1> luci would rock too bad scam
[21:59:06] <furrywolf> why is it currently popular to design webpages that suck? are there people that go "Ohhh! I like having a bar that takes up screen space all the time, because I'm too stupid to scroll back to the top of the page! durrrr!"?
[21:59:25] <CaptHindsight> it's design in general
[21:59:30] <XXCoder1> furry other fad is what I call "white virus"
[21:59:42] <XXCoder1> it makes website designers use light gray text on white
[21:59:45] <CaptHindsight> look at what they do with each new version or Android, or what happened to gnome
[21:59:55] <CaptHindsight> it's been going on got decades
[22:00:00] <furrywolf> I don't use android. or gnome.
[22:00:20] <CaptHindsight> different to be different not to present information in a better way
[22:00:21] <furrywolf> if I wanted my computer to suck like it ran windows, I'd install windows. :)
[22:01:00] <furrywolf> XXCoder1: I haven't seen that one very often at all.
[22:01:26] <XXCoder1> thankfully it started fading before it got everywhere
[22:01:31] <XXCoder1> fade heh
[22:01:45] <furrywolf> I've only seen it once, one of my banks. I bitched to them about it. I think they changed it eventually.
[22:02:05] <CaptHindsight> remember when websites all had dark backgrounds ~1999?
[22:02:14] <furrywolf> I mentioned how all their senior and disabled users wouldn't be able to read it, and it was a lawsuit waiting to happen. :P
[22:02:44] <furrywolf> CaptHindsight: no, I didn't consider geocities to be all of the websites. :)
[22:02:46] <XXCoder1> CaptHindsight: that was after google revealed that montiors use less power when dark
[22:02:58] <XXCoder1> thats stll true but not all that much unless amoled
[22:03:21] <furrywolf> when possible, I don't even specify colors. content should be separate from presentation. it's up to the browser to decide what appropriate fonts, font sizes, and font colors are.
[22:05:11] <furrywolf> most browsers used to default to black on grey, most now default to black on white.
[22:07:06] <furrywolf> I can be moderately competent with css... I just prefer to use my skills for good, not evil.
[22:10:44] <furrywolf> I need to learn more css3 though. I only started playing with it the other day. was it you I was annoying with it? I can't remember now. :P
[22:11:09] <XXCoder1> https://www.youtube.com/watch?v=AuH8OoC0JrI
[22:11:24] <XXCoder1> ont think so
[22:11:59] <furrywolf> someone in here had an annoyingly large navigation menu with gears...
[22:12:14] <XXCoder1> zee I think
[22:13:01] <furrywolf> "Size: 5.3 in, Ø 1.4 in" so, is your average purchaser going to know what the diameter symbol means? heh
[22:13:38] <XXCoder1> https://www.youtube.com/watch?v=DKxtQ2tzq5U
[22:13:42] <XXCoder1> interesting
[22:13:58] <XXCoder1> fur to be fair if its only for machinists..
[22:14:17] <XXCoder1> I still dont understand /o/
[22:14:18] <furrywolf> it's not. in fact I suspect there's a pretty small overlap between the item and machinists.
[22:14:24] <XXCoder1> concentality something
[22:14:53] <furrywolf> https://us.funfactory.com/en/dildos/amor/ sadly, most machnists don't seem to buy things like that... and yet they use the diameter symbol. :P
[22:16:26] <XXCoder1> lol
[22:28:12] <zeeshan> fu tormach
[22:28:19] <zeeshan> put chips as your logo !
[22:29:42] <Tom_itx> zeeshan are you using mastercam?
[22:29:46] <zeeshan> yes
[22:29:51] <zeeshan> dont change the subject
[22:29:56] <zeeshan> i am angry!
[22:30:03] <zeeshan> how can a goddamn company use linuxcnc
[22:30:08] <zeeshan> and put a fancy gui on it
[22:30:15] <zeeshan> and not acknowledge the core ?
[22:30:20] <Tom_itx> just like ^^ that
[22:30:26] <zeeshan> thats called fucking plagirism
[22:30:30] <zeeshan> !
[22:30:37] <Tom_itx> i didn't click btw
[22:30:45] <zeeshan> pathpilot
[22:30:49] <zeeshan> is a whole lot of horse shit
[22:30:55] <zeeshan> that basically does not aknowledge anything
[22:31:07] <zeeshan> "yea we needed a reliable pulse engine"
[22:31:32] <zeeshan> i guess if they have a contract with mesa thats their own dealings
[22:31:35] <zeeshan> but as far as software goes
[22:31:48] <zeeshan> they really should acknowledge it's based off linuxcnc
[22:31:54] <zeeshan> its a fancy gui for it.
[22:32:04] * zeeshan hides
[22:32:14] <zeeshan> Tom_itx: whats up about mastercam
[22:32:18] <PetefromTn_> why are you hiding?
[22:32:33] <zeeshan> i dunno , cause if i keep talking about it ill get even more mad
[22:32:50] <Tom_itx> zeeshan stop changing the topic!
[22:33:03] <zeeshan> PetefromTn_: you know what im gonna do ?
[22:33:04] <PetefromTn_> Personally I agree with you.
[22:33:05] <Tom_itx> i just wondered...
[22:33:07] <zeeshan> use my anger
[22:33:11] <zeeshan> to literally copy their gui
[22:33:15] <zeeshan> graphic for graphic
[22:33:23] <zeeshan> just to show how easy it is to do it
[22:33:26] <zeeshan> and publically release it
[22:33:36] <zeeshan> :D
[22:33:41] <zeeshan> turn that anger into positive energy
[22:34:17] <zeeshan> these frigging mach people used to talk shit about linuxcnc for so long
[22:34:19] <PetefromTn_> It is my feeling that if they intend to base their entire system on a free open source program and then SELL it with their machines the LEAST they can do is provide what they have it is not like they are not going to sell machines without it....
[22:34:26] <zeeshan> and now they're using it, and they can't acknowledge the fact they're using it
[22:34:40] <furrywolf> zeeshan: did you know that when two people sue each other, it's not who's right that wins, but who has the most money?
[22:34:58] <zeeshan> furrywolf: the gui will have
[22:35:04] <PetefromTn_> I have no animosity towards Tormach..
[22:35:06] <zeeshan> "author: ANONYMOUS"
[22:35:07] <zeeshan> :-)
[22:35:14] <zeeshan> tormach makes good stuff
[22:35:18] <zeeshan> i like their tts
[22:35:18] <PetefromTn_> and I HOPE that you can do as you are saying and share it here..
[22:35:20] <zeeshan> their machines
[22:35:36] <zeeshan> PetefromTn_: most of that gui andypugh has made using macros
[22:35:40] <tjtr33> tormach didnt say anything yet. they did not say they wouldnt give back.
[22:35:42] <tjtr33> they were pretty nice to linuxcnc inviting us all to thier fest thsi year. and its not released yet. you heard about a preview. loosen up and listen.
[22:35:55] <PetefromTn_> but I do think regardless of the rule of law they have an obligation to share as so many others have freely and willingly
[22:36:07] <Tom_itx> Tormach sorta encorporates Mach right in their name...
[22:36:07] <zeeshan> tjtr33: why is there no mention in their pathpilot pdf ?
[22:36:08] <zeeshan> white paper
[22:36:31] <zeeshan> PetefromTn_: honestly even if they didnt share the gui
[22:36:32] <zeeshan> its okay
[22:36:43] <zeeshan> i just want it to say "powered by linuxcnc"
[22:36:44] <zeeshan> :-)
[22:36:52] <PetefromTn_> not to me it is not...
[22:36:55] <furrywolf> if you're lucky the gui will include some gpl code, then you can force them to release the whole thing.
[22:37:00] <tjtr33> it aint released yet. maybe it will say that.
[22:37:19] <zeeshan> tjtr33: a bunch of people have their slant bed lathes
[22:37:21] <zeeshan> seems pretty released
[22:37:31] <zeeshan> look @ youtube
[22:37:41] <PetefromTn_> I sincerely hope they will do the right thing and make it what it is and has always been. an open source program contributed to by many...
[22:37:43] <tjtr33> the slant bed or the giu? 2 diff things.
[22:37:46] <zeeshan> both.
[22:37:54] <zeeshan> their slant bed comes with linuxcnc
[22:37:55] <zeeshan> standard
[22:38:06] <zeeshan> i haven't seen one slant bed lathe of theis run mach
[22:38:12] <tjtr33> so does the mill, the grinder may also. its cnc
[22:38:13] <zeeshan> *theirs
[22:39:09] <zeeshan> the reason to me its important that they mention linuxcnc
[22:39:10] <tjtr33> bottom line you dont know the whole story listing to a video and inventing the other half. wait for them to say something. maybe good maybe not.
[22:39:15] <zeeshan> is it causes the community to grow
[22:39:25] <zeeshan> more developers, more people making fancy stuff :P
[22:39:39] <zeeshan> tjtr33: the white paper
[22:39:43] <zeeshan> and their website
[22:39:50] <zeeshan> and the people who bought the lathes are proof enough
[22:40:00] <furrywolf> how about you make a linuxcnc interface that's even better than theirs?
[22:40:17] <PetefromTn_> tjtr33 I agree that we should wait and see what they do... it will undoubtedly show thier intentions one way or another..
[22:40:30] <zeeshan> furrywolf: that still doesnt change the fact that they didnt acknowledge the core engine
[22:40:44] <PetefromTn_> Its more than just the core engine..
[22:40:57] <CaptHindsight> BOYCOTT TORMACH!!
[22:40:59] <zeeshan> haha
[22:41:14] <Tom_itx> when ppl copy you, you know you've made it...
[22:41:17] <zeeshan> wouldn't it be cool if this channel doubled in size :-)
[22:41:24] <PetefromTn_> if you read that white paper basically everything they are touting as their own improvements is linuxCNC
[22:41:29] <Tom_itx> zeeshan not really
[22:41:30] <zeeshan> PetefromTn_: EXACTLY
[22:41:45] <zeeshan> Tom_itx: doubled in size with people like andypugh =)
[22:41:47] <zeeshan> and pcw!
[22:41:54] <zeeshan> and all of you :P
[22:41:55] <Tom_itx> that would be a different story
[22:42:07] <zeeshan> minus shaun413
[22:42:13] <zeeshan> :-)
[22:42:20] <Tom_itx> did you get your rotate figured out?
[22:42:25] <zeeshan> yes
[22:42:33] <Tom_itx> did you get your part cut?
[22:42:34] <furrywolf> is there any way linuxcnc can cope with a home switch at the center of travel without depending on hitting a limit switch first? I guess I'll need some kind of persistant switch that remembers if it's to the left or right of home, so it knows which way to seek the home switch?
[22:42:37] <zeeshan> no
[22:42:42] <Tom_itx> wtf are you here then?
[22:42:45] <Tom_itx> ???
[22:42:47] <zeeshan> i dont wanna run the machine anymore till i get lubrication up and running
[22:42:54] <Tom_itx> heh ok
[22:43:00] <Tom_itx> off the hook for now...
[22:43:02] <zeeshan> lol
[22:43:09] <zeeshan> dude that slant idea
[22:43:11] <zeeshan> was sweet
[22:43:18] <zeeshan> it really opens the door to bigger parts
[22:43:19] <tjtr33> yes you can do that. its open source.
[22:43:36] <zeeshan> do what
[22:43:37] <Tom_itx> probably gains about 2-3"
[22:43:48] <tjtr33> home swx in ctr of table with no limit swx
[22:43:53] <zeeshan> pythogrean theorem
[22:43:53] <zeeshan> :P
[22:43:57] <CaptHindsight> it's still better than anything reprap or printrun/pronterface
http://reprap.org/mediawiki/images/f/f2/Printrun_fr.png
[22:44:07] <furrywolf> I've been trying to figure out how to home my machine, and with the lathe chuck and tailstock, I can't find any dependably safe way to use limit switches to home... since when you crash your part into the chuck or tailstock can't be sensed with a limit switch.
[22:44:57] <Tom_itx> is this pathpilot anything to do with machinekit?
[22:45:12] <PetefromTn_> my CNC lathe has a home switch near the center of travel and the limit has an arm on the tailstock so it will work regardless of where the tailstock is positioned.
[22:45:15] <CaptHindsight> everyone is still wondering
[22:45:23] <CaptHindsight> Tom_itx: ^^
[22:45:23] <Tom_itx> add me to the list
[22:45:27] <Tom_itx> :)
[22:45:52] <zeeshan> pathpilot sounds like theyre using mesa
[22:45:53] <Tom_itx> and the ones that know aren't saying it appears
[22:46:03] <Tom_itx> that's not bad
[22:46:04] <PetefromTn_> it is mesa
[22:46:09] <zeeshan> i already read on some stuff online
[22:46:13] <zeeshan> its mesa
[22:46:20] <furrywolf> PetefromTn_: I have a lathe/mill combo machine. in mill mode, you have to make sure your part doesn't crash into the lathe parts.
[22:46:23] <PetefromTn_> you can see their card in the photos
[22:46:30] <Tom_itx> PetefromTn_ where?
[22:46:35] <PetefromTn_> I am fully aware of your machine.
[22:46:37] <zeeshan> im glad for mesa!
[22:46:41] <PetefromTn_> Agreed.
[22:46:43] <zeeshan> long live mesa
[22:46:53] <CaptHindsight> maybe they are sworn to secrecy
[22:46:54] <PetefromTn_> in their installation instructions
[22:46:54] <furrywolf> I'll put limit switches at the end of travel, but whether you can reach that end or not depends on where you have your part clamped to the table...
[22:46:56] <tjtr33> you can add an estop switch on the slide that bumps the tailstock or chuck. a prox or a cheapo laser sensor if you cant actually touch
[22:47:01] <CaptHindsight> took a blood oath
[22:47:06] <zeeshan> well thats a business deal
[22:47:10] <zeeshan> thats none of our business to be honest
[22:47:14] <furrywolf> tjtr33: the table doesn't hit the lathe parts, but whatever you clamp to it might.
[22:47:31] <CaptHindsight> even beyond a spit handshake
[22:47:43] <tjtr33> oh the chinese 3-in-1
[22:47:48] <Tom_itx> blood instead of spit?
[22:47:54] <PetefromTn_> you are probably going to want to get used to removing the lathe chuck for milling operations.
[22:48:10] <furrywolf> this is just something I have to be aware of when using the machine... but it also precludes any form of homing that involves travelling all the way to one side or the other.
[22:48:24] <furrywolf> so I want a center home switch, but then it won't know which direction to home...
[22:49:51] <PetefromTn_> I don't think a center home switch is a problem but you may be forced to jog the axis to a position where it will be moving in the correct direction before you hit the home button.
[22:50:33] <tjtr33> home as in bees home, or pigeons home, they know which way to go towards... could be done
[22:50:52] <furrywolf> I'm thinking a clicky toggle switch and a little flipper of some form, that keeps track of which side of home it's on
[22:51:28] <XXCoder1> sorry if but native but why not get seperate lathe and mill?
[22:51:35] <zeeshan> and
[22:51:38] <PetefromTn_> It's only really an issue on the Z axis...
[22:51:39] <zeeshan> if you guys dont believe its mesa
[22:51:40] <zeeshan> here is proof
[22:51:51] <zeeshan> http://www.google.ca/url?sa=t&rct=j&q=&esrc=s&source=web&cd=3&cad=rja&uact=8&ved=0CCoQFjAC&url=http%3A%2F%2Fwww.tormach.com%2Fuploads%2F893%2FTD10342_PathPilot_Upgrade_Kit_0215A-pdf.html&ei=VBXkVLGBO8L2yQTxu4CwAQ&usg=AFQjCNEpSW5atauvAO5wBVypr59ToN4Tag&bvm=bv.85970519,d.aWw
[22:51:54] <zeeshan> that should open a pdf
[22:51:55] <Tom_itx> well for one pete said so
[22:52:01] <zeeshan> right from tormach's site
[22:52:02] <zeeshan> go to page
[22:52:04] <furrywolf> XXCoder1: money, space. (which equates to money)
[22:52:11] <XXCoder1> makes sense
[22:52:12] <furrywolf> I'd love a substantially larger machine.
[22:52:12] <PetefromTn_> Tom_itx what's that supposed to mean?
[22:52:20] <zeeshan> page 4
[22:52:21] <zeeshan> figure 6
[22:52:25] <zeeshan> you can see the 5i25
[22:53:04] <XXCoder1> mena logo
[22:53:06] <furrywolf> one of the web pages pasted earlier (a couple hours ago) said it was a mesa board.
[22:53:08] <XXCoder1> *mesa
[22:53:35] <zeeshan> furrywolf: its nicer to see proof
[22:53:37] <zeeshan> :-)
[22:53:44] <Tom_itx> PetefromTn_, you asked him about firmware for it and he admitted he did
[22:54:00] <zeeshan> i think theyre using just 5i25
[22:54:04] <zeeshan> not 7i77
[22:54:06] <PetefromTn_> Oh you meant the OTHER PETE
[22:54:09] <zeeshan> i could be wrong
[22:54:21] <Tom_itx> yeah there _are_ more than one of you :)
[22:55:08] <PetefromTn_> it sounded as if you meant that I was coming across as knowing everything about the situation and I assure you that is NOT the case heh
[22:55:19] <zeeshan> pete we all love you
[22:55:26] <zeeshan> :-)
[22:55:26] <PetefromTn_> bullshit
[22:55:28] <tjtr33> furrywolf, can you live with limit swxs _and_ ctr home swx? limits in case the algrorithm makes a bad guess about which way to head.
[22:55:32] <PetefromTn_> ;)
[22:56:42] <furrywolf> tjtr33: the problem is if I already have something on the table, there's a good chance it'll crash before hitting the switches.
[22:56:53] * zeeshan goes to garage to fill spindle oil
[22:57:03] <PetefromTn_> Watching a movie on netflix right now called Virunga.... It is pissing me off.
[22:57:08] <tjtr33> if its impossible to do automatically, then do it manually
[22:57:20] <furrywolf> tjtr33: it's a lathe/mill combo, where the lathe chuck and tailstock stick out over the table.
[22:57:43] <tjtr33> yeah i said was just taking mine apart
[22:57:49] <tjtr33> i know the machine
[22:58:03] <furrywolf> I should be able to use a mechanical clicky switch to remember which side it's on... just have a fork-shaped toggle on it and a pin that trips it.
[22:58:30] <furrywolf> I could probably even use this as my home switch, if linuxcnc will accept ignoring it any time except homing.
[22:58:34] <PetefromTn_> if you did that you would need to make some sort of macro for the homing sequence to switch it..
[22:58:47] <PetefromTn_> I think you are over thinking it.
[22:59:12] <furrywolf> in fact, I like that idea. I can do it with only a single switch, don't need a separate microswitch, just the clicky switch.
[22:59:19] <PetefromTn_> upon startup if the axis is on the wrong side just jogging it to the right side will not take more than a moment or two....
[23:00:43] <furrywolf> I ordered a test indicator... should be here next week, then I can square the machine up. I squared it by eye now, it's probably not perfect. (saddle has a rotation joint in it, to let you turn tapers, which I will be bolting tight since I won't use it with cnc)
[23:01:46] <furrywolf> tjtr33: were you the one with the spindle encoder webpage? my memory sucks.
[23:02:31] <tjtr33> no you may mean JMK, he had that machine too. a DIY disk encoder for the lathe end?
[23:02:35] <furrywolf> yes
[23:02:46] <tjtr33> John Kasunich
[23:03:06] <furrywolf> that's very high up on my list of projects. I want threads. :)
[23:03:12] <furrywolf> mine came missing the threading gears...
[23:03:51] <tjtr33> i'm gonna craigslist mibe, steppers amps p/s et al
[23:04:11] <furrywolf> sick of it, time for a real machine? heh
[23:04:49] <tjtr33> haha maybe a tormach, very nice construction. really.
[23:05:00] <furrywolf> I got it because it's what I found cheap...
[23:05:13] <tjtr33> me too, no arguing there
[23:05:15] <furrywolf> if I find something else cheap... I'm building a nice control system that I can swap to it. :P
[23:05:39] <tjtr33> thats something important, the control is scaleable
[23:06:01] <furrywolf> I found out during testing that I have enough torque to rip the bushings on the z-axis wormdrive out. :P
[23:06:23] <tjtr33> did you drive that 'micro' handle?
[23:06:29] <furrywolf> ?
[23:06:41] <tjtr33> thers a rack, and theres a fine feed
[23:06:46] <tjtr33> for Z
[23:06:52] <furrywolf> you have a newer machine. I do not have that.
[23:06:56] <tjtr33> k
[23:07:33] <furrywolf> mine is the lathe/mill version, NOT the newer lathe/mill/drill one. I only have a crank for Z, 1.5 inches per 10 turns.
[23:07:48] <furrywolf> no big drillpress handles
[23:08:06] <tjtr33> oh so the chinese 2-in-1 yes mine is also a drill ( best thing on it )
[23:08:33] <PetefromTn_> Its probably better that it does not have the drill setup for CNC conversion
[23:08:52] <furrywolf> driving said crank, I ran it against the frame, and the worm promptly drove the shaft right out of the housing, bushings and all. heh.
[23:09:25] <tjtr33> i never got the runout of the spindle down enuf to allow small tooling ( nor the speed up to allow for it ) 3/8 end mills NP!
[23:09:42] <furrywolf> my runout, by eye, looks pretty good.
[23:09:46] <furrywolf> I haven't measured.
[23:10:16] <furrywolf> my jacobs chuck has a bit of visible runout under 1/4", but that's what collets are for anyway. I have a 3/8-with-flat endmill holder too, to avoid the chuck.
[23:10:57] <furrywolf> better than my craftsman drillpress, which has a couple hundredths runout. :(
[23:11:22] <furrywolf> I'm thinking of picking up an er collet set. size suggestions for this machine?
[23:12:21] <furrywolf> er16, er20, er25...
[23:13:39] <furrywolf> realisticly I'll probably never use over a 1/2" shank
[23:14:18] <furrywolf> and I don't think the machine could drive anything larger anyway
[23:15:38] <tjtr33> furrywolf,
http://members.shaw.ca/swstuff/spindle-encoder.html i forget his name, it not JMK tho
[23:16:00] <tjtr33> specifically for shoptask
[23:16:19] <furrywolf> I probably should plan on 5/8, just because I have some nice twist drills with 5/8 shanks... so er25?
[23:16:20] <tjtr33> lawrence....
[23:16:30] <furrywolf> yeah, I have that page bookmarked.
[23:18:41] <furrywolf> er25 seem reasonable?
[23:21:20] <tjtr33> hello Lawrence! ( hes here )
[23:22:11] <furrywolf> also, why is it $25 for a set that says 16mm, but $90 for a set that says 5/8? lol
[23:25:38] * furrywolf decides no one here uses er collets, and gives up
[23:26:00] <PetefromTn_> http://www.nytimes.com/2014/11/16/world/oil-dispute-takes-a-page-from-congos-bloody-past.html?_r=0
[23:26:22] <furrywolf> does the nytimes website still track absolutely everything you do, including mouse movements?
[23:26:45] <PetefromTn_> who gives a rats ass?
[23:27:03] <furrywolf> people who don't support such things?
[23:27:13] <Rab> Only if you allow jawascript, which would be crazy.
[23:27:23] <t12> also stated as
[23:27:35] <t12> Only if you use any part of the internet written in the last 5 years
[23:28:02] <t12> but yeah also, who cares
[23:28:10] <Rab> Their article looks readable to me, no scripts allowed.
[23:30:53] <furrywolf> ok, it's time to install noscript.
[23:31:19] <furrywolf> I've been putting it off because it breaks so many pages, but nytimes needs breaking.
[23:33:03] <furrywolf> why the fuck do people think things need to be animated? I do not want animations unless they're showing something useful.
[23:33:27] <furrywolf> I especially do not want ads (at least that's what I assume they are, since they're blank, which usually means adblock is killing stuff) animated over what I'm trying to read!
[23:44:41] <XXCoder1> furrywolf: can enable e, as needed
[23:48:30] <tjtr33> sometimes i search for some linuxcnc related, and get a google image page.
[23:48:39] <tjtr33> many of the pix are links to psha's or mha's irc logs. like this pic
http://ibin.co/1s2kAWRjalcq .
[23:48:47] <tjtr33> there is NO relation between the pic and the irc chat.
[23:48:56] <tjtr33> the trick to get info related to the pic is ... click on the words 'search by image' .
[23:48:59] <tjtr33> i have NO idea how these pics and chats get linked.
[23:49:10] <tjtr33> but now i can get to info related to what i saw
[23:51:11] <furrywolf> bbl, wolfy bedtime
{kind=link}
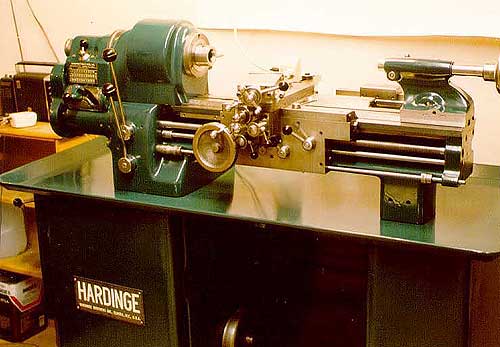{kind=link}
{kind=link}
{kind=link}
{kind=link}
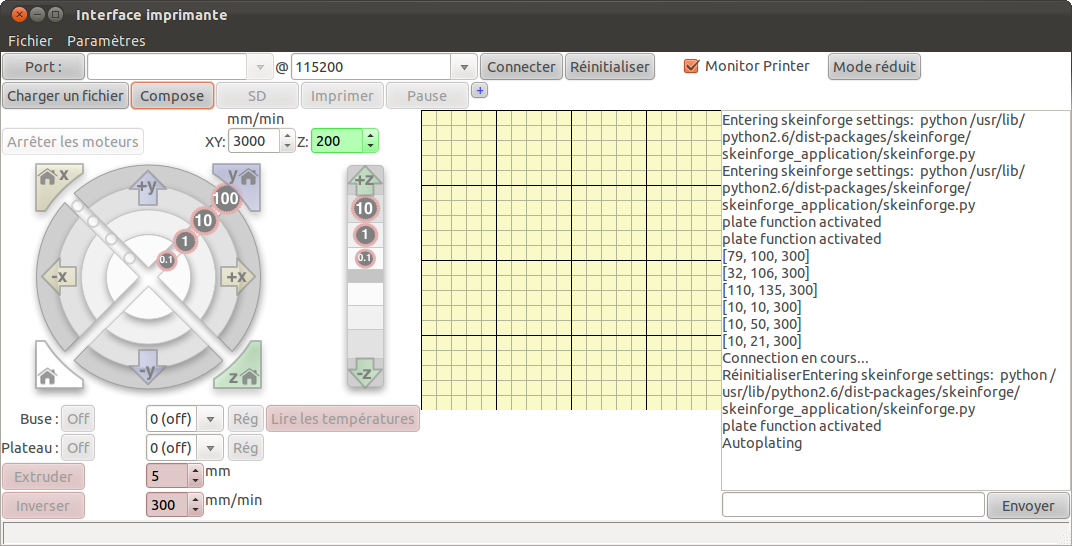{kind=link}