Back
[00:00:27] <tjtr33> i gotta go try rtai again to see my system isnt munged ( brand new 2nd hand thinkpad :)
[00:01:04] <tjtr33> its on another laptop, so this wont break here
[00:01:15] <skunksleep> http://electronicsam.com/images/KandT/testing/Screenshot%20-%2011102014%20-%2004:52:05%20PM.png
[00:01:52] <tjtr33> thats nice
[00:02:45] <tjtr33> i was thinking ethernet servo and a laptop might be nice on the road to try out
[00:02:45] <skunksleep> Also try idle=poll also
[00:03:23] <tjtr33> i got single core, so i didnt think much of those isolcpu/hog things would apply
[00:03:32] <skunksleep> I did too but the laptot that ran rtai great ran -rt crappy just like yours
[00:04:59] <tjtr33> is that a grub line?
[00:05:53] <tjtr33> ok i see it
[00:06:09] <skunksleep> Yes - on the kernel line
[00:10:44] <tjtr33> ok rebooting
[00:12:32] <tjtr33> same o same o
[00:12:55] <tjtr33> 25-30uSecs
[00:13:24] <tjtr33> i began with a pretty tight rtai system, already turned everything off in bios
[00:14:14] <tjtr33> i see no effect from idle=poll and theres only 1 core.
[00:14:45] <tjtr33> no bigge, the keys were falling off my gateway, and this T40 was liek 80 bucks
[00:19:38] <tjtr33> :) 6857 started up latency test on rtai :)
[00:20:00] <tjtr33> now to duplicate all the apps i had running
[00:20:54] <tjtr33> 4 glxgears 8593
[00:22:42] <tjtr33> 10157 with picture viewer risotto
[00:24:31] <tjtr33> no change with ePDF viewer
[00:24:54] <tjtr33> ah bt it opens so far up on sreen you canmove it
[00:25:57] <tjtr33> not risotto ristretto image viewer
[00:26:13] <tjtr33> well looks good enuf to let it cook overnite
[00:26:41] <skunksleep> Does it have a printer port?
[00:26:43] <witnit> how do i start gcode file from the command line, or do it from a gpio.001.in type input?
[00:27:25] <tjtr33> yeah its loaded, xtra drive bay, dvd/cd dual pcmcia, vga usb and ps2
[00:27:59] <tjtr33> you can pass the filename to linuxcnc, not sure thats what you're lookin for
[00:28:54] <witnit> how do i hit the play button
[00:29:00] <witnit> without clicking the play button
[00:29:11] <witnit> or a keyboard command
[00:29:29] <tjtr33> ah 'start' not 'load' i dunno
[00:29:34] <skunksleep> Look at halui
[00:29:40] <witnit> they broke it skunksleep
[00:29:59] <witnit> i ts not in the list anymore so i cant play pause and resume like i used to
[00:30:18] <skunksleep> ?
[00:30:52] <witnit> halui.machine.on
[00:30:54] <witnit> like that
[00:31:20] <witnit> I dont understand but it does not show up anywhere when i try setp
[00:31:36] <witnit> "not found"
[00:32:04] <skunksleep> Are you loading halui in the INI?
[00:32:16] <witnit> its not something that normally loads?
[00:32:41] <witnit> i mean axis is there and i click play, but no control of it
[00:32:50] <witnit> via halui'
[00:33:15] <tjtr33> halui.machine.on is in the 2.7 docs, you say it doent respond?
[00:33:21] <witnit> yeh
[00:33:25] <witnit> not found
[00:33:42] <witnit> using linuxcnc-dev btw
[00:34:37] <skunksleep> http://linuxcnc.org/docs/html/hal/halui_examples.html
[00:34:56] <skunksleep> It isn't loaded by defailt
[00:35:49] <witnit> ohhh thanks, I was quite lost as to how it could work without signals and such to reference
[00:36:24] <witnit> im so foolish, exactly what i need, I didnt realize it was not some aspect of AXIS
[00:36:53] <witnit> i thought if you got the play and pause buttons you already got the signals and did not need to load more items
[00:37:27] <skunksleep> Ah
[00:38:47] <witnit> well see, i have this machine, that its more like a gcode ladder logic, but i turn on the machine, the pc boots and it loads up linuxcnc, loads the file then enables the machine, then it hits play
[00:39:25] <witnit> but i upgraded to a 7i92 and lost the autostart features i had in place and just could not find them
[00:40:49] <witnit> another problem i have, is, for example i have Dout-01 and i want to trigger it with Din-05 like a pushbutton on the box, (manual part eject) how would i connect such a thing?
[00:40:50] <tjtr33> witnit will now take over the world """Brain: The same thing we do every night, Pinky - try to take over the world"""
[00:42:05] <witnit> I tried to net my signal from Din but it says i cannot hook to a signal already hooked to a Dout, but thats exactly the thing i need
[00:44:42] <witnit> do i need some sort of external halcmd setp gpio.out true; wait a moment ; false, then again how do i trigger via a button on the side of the machine without hardwiring it or interupting the gcode
[01:02:57] <PetefromTn_> hehe I love that show
[01:03:32] <marmite> i love you ;)
[01:04:41] <PetefromTn_> marmite you been running that vacuum system too much I think you mighta sucked all the oxygen out of the room man hehe
[01:05:10] <marmite> probebly yes
[01:08:32] <unfy> heh
[01:12:02] <witnit> PetefromTn_, I took some pics for you tonight
[01:12:39] <witnit> one a homebrew airloader for single spindle and some shots of one for a multispindle machine
[01:13:40] <PetefromTn_> sweetness
[01:14:17] <witnit> when i ran it i had plastic in it instead of steel, you probably would want some conduit or black pipe for an inner liner
[01:14:40] <witnit> http://s000.tinyupload.com/index.php?file_id=42901425974237691115
[01:15:23] <PetefromTn_> Ok thanks man I will try to download it here in a minute
[01:15:31] <PetefromTn_> working on my facebook page
[01:15:50] <witnit> you taking pictures with ducklips?
[01:15:59] <witnit> =D
[01:16:18] <PetefromTn_> heh no I am just starting my small business page
[01:16:43] <witnit> nice =D
[01:23:52] <anarchos2> I'm trying to set up tool touch off in gmoccapy but get the error "pycall(remap.change_prolog) failed
[01:55:08] <witnit> anarchos2, will this help
http://linuxcnc.org/docs/html/remap/structure.html#_debugging_flags
[01:55:16] <witnit> "remap" flags?
[02:20:22] <Deejay> moin
[02:24:41] <witnit> morning D
[02:24:52] <renesis> only by 4 minutes
[02:39:14] <RyanS> Why do people rave about modular milling vices ie expensive and steel
[02:40:11] <toastydeath> modular milling vises are great for production work
[02:40:14] <witnit> repeatability?
[02:40:30] <toastydeath> they open and close fast, you can leave them on the machine MOST of the time
[02:40:39] <toastydeath> they're highly configurable
[02:41:17] <toastydeath> the more lean you want to run the shop the faster the setup changeover needs to be
[02:41:20] <RyanS> toolmaker vice sort of accuracy ?
[02:41:32] <toastydeath> Toolkmaker vises, imho, aren't really that accurate
[02:41:36] <toastydeath> they're quite cheap/shitty
[02:41:41] <witnit> they are good for swapping out the whole vice
[02:41:47] <RyanS> ok
[02:41:49] <witnit> if you have ten of them great
[02:41:55] <witnit> but just one... not so much
[02:42:03] <archivist> use the right tool for the job in hand
[02:42:19] <witnit> its like jigs, you setup each then when the job comes back around you slap the vice in place and its all preset
[02:43:00] <toastydeath> (that also depends on the type of modular vise - some are table replacements)
[02:44:18] <toastydeath> in terms of accuracy, it's hard to gauge because the vise jaws tend to be quite accurate over their rather narrow width
[02:44:29] <toastydeath> because of how most close, you do not get much part kick up
[02:44:44] <toastydeath> which is 99% of what I personally want in a vise, lack of kick up
[02:44:54] <toastydeath> and is why i think toolmaker's vises are dumb
[02:45:05] <RyanS> That's quite interesting how they need to use an overhead crane to lift a vice
[02:45:31] <toastydeath> a tombstone?
[02:46:35] <RyanS> just the fact that a 200 mm vice is like 100 kg
[02:47:32] <archivist> the forces in milling can be very high
[02:48:08] <toastydeath> none of our modular vises were that heavy, we had kurt doublelocks
[02:48:13] <toastydeath> and like one tombstone nobody ever used
[02:48:49] <toastydeath> we did have a box angle plate that heavy from an ancient HMC
[03:49:10] <witnit> not sure if you guys got to see this or not, but it works now
[03:49:12] <witnit> http://what.duckdns.org/rifraf.mp4
[03:51:09] <witnit> if the controller for it ever dies, i will have a project on my hands
[04:20:51] <jack16> made little program to generate gcode for spiral drilling with endmill. Anybody interested?
http://youtu.be/J2rpPNYLmis
[04:21:24] <jack16> It would be cool to make it canned cycle for easy access from mdi
[04:24:13] <witnit> hey nice work, that looks great
[04:24:17] <witnit> pastebin it?
[04:24:41] <witnit> or this
[04:24:44] <witnit> https://gist.github.com/
[04:37:15] <jack16> http://pastebin.com/Pf4Xs561
[04:37:45] <jack16> code is very minimal, does no setup
[04:38:28] <jack16> feedback is very velcome
[04:39:38] <jack16> r is spiral radius, hole diameter will be 2*r + cutter diameter
[04:43:01] <jack16> safe_z is height for rapids, must clear fixture etc
[08:33:44] <JT-Shop> jack16, you can put that in a ngcgui subroutine and have it in a tab
[08:34:56] <jack16> thanks, have to look up what ngcgui is. I'm new to this.
[08:35:34] <JT-Shop> http://linuxcnc.org/docs/html/gui/ngcgui.html
[08:38:40] <jack16> Thanks.
[08:39:16] <jack16> Anybody knows how to reverse path in gcodetools?
[09:05:15] <__rob> hello
[09:05:39] <__rob> so I've been trying to work out what tolerances I need for my machine with certain tools. Since I have "correctly set" everything, my circles are now too small
[09:06:09] <__rob> I'm getting 16.8mm circles that should be 17mm.. the steps per mm are set based on the actual pitch of the leadscrew
[09:06:16] <__rob> really not sure what else it could be
[09:06:22] <__rob> I've measured the tool on the calpipers
[09:06:27] <__rob> set that correctly
[09:06:36] <__rob> 0.2 seems a huge amount off
[09:06:59] <FinboySlick> rob_h: Got a dial indicator with which you could confirm the axis travels?
[09:07:08] <__rob> no, just a cheap set of calipers
[09:07:24] <__rob> and its got a slide ruler on one of the travels
[09:07:29] <__rob> that looks to be correct
[09:07:39] <__rob> over 90mm if anything its 90.1, but hard to say
[09:07:40] <FinboySlick> __rob: What about backlash?
[09:08:03] <__rob> well could that account for a circule being smaller overall ?
[09:08:11] <archivist> yes
[09:08:14] <__rob> there will be some slight backlash as the couplers are helical ones
[09:08:24] <__rob> and they definately have a bit of movement
[09:08:47] <__rob> maybe I should replace them
[09:08:50] <archivist> the thread/nut on the screw can be a source of error
[09:09:09] <__rob> ok, well thats proxxon's one
[09:09:15] <__rob> so should be relatively good
[09:09:20] <__rob> better than 0.2
[09:09:25] <archivist> never expect perfection
[09:09:30] <FinboySlick> __rob: Even a very cheap dial caliper would be very very handy in your situation.
[09:09:39] <__rob> no, just wondering what is the best thing to adjust
[09:09:47] <__rob> that I can rely on for all my cuts
[09:10:06] <archivist> you need to measure and diagnose the source of error
[09:11:10] <archivist> I dont expect the cutters that were pointed at yesterday to be that accurate either
[09:12:16] <FinboySlick> __rob: if you really want t ghetto it, you can stry to squeeze a relatively strong spring between your caliper jaws and somehow jam it somewhere where you could measure small amounts of travel on an axis, basically just enough to measure backlash.
[09:12:51] <__rob> yea, there is backlash on the couplers
[09:13:03] <__rob> I can see them move, and drawing a line across them I can see it 'break'
[09:13:07] <FinboySlick> There likely is backlash in the screws too.
[09:13:13] <__rob> not much tho, 0.5 degrees maybe
[09:13:32] <__rob> and its 1.5mm per revolution
[09:14:14] <__rob> so even at 1 deegree that would be 0.004 mm error
[09:14:35] <FinboySlick> __rob: I don't think that's where most of your backlash comes from.
[09:14:55] <FinboySlick> But every little bit adds up.
[09:15:44] <__rob> yea
[09:15:47] <__rob> 0.2 seems alot though
[09:16:02] <__rob> I am cutting quite small amounts aswell
[09:16:21] <__rob> dunno if that has an effect, like too small for the size of the bit or something
[09:16:35] <archivist> are you properly measuring tool dia
[09:17:10] <__rob> yea, although I incorrectly entered the number of flutes
[09:17:13] <__rob> 4 instead of 2
[09:17:24] <__rob> but that doesn't change the diameter of the tool
[09:17:49] <FinboySlick> __rob: If your circles are too small, your tool might be the right size but it might have 0.1 of runout (assuming the rest of the machine would be perfect)
[09:18:20] <archivist> that would cut oversize :)
[09:19:06] <FinboySlick> I wasn't understanding it as a hole/pocket.
[09:19:25] <FinboySlick> I guess clarifying this would be a first step though.
[09:19:59] <__rob> ahh yes its a pocket
[09:21:08] <archivist> care and checking of ones calipers too, I have seen the gib badly adjusted so the measure incorrectly
[09:26:14] <FinboySlick> __rob: Machine will likely never be perfect but if you can accurately measure the error at its source, you can compensate in software for most things.
[09:26:58] <__rob> right well i'm about to order some other couplers
[09:27:06] <__rob> http://www.ebay.co.uk/itm/Jaw-Shaft-Coupling-Spider-Flexible-Coupler-10-x-10mm-/160661911381?pt=UK_BOI_Metalworking_Milling_Welding_Metalworking_Supplies_ET&hash=item2568323755
[09:27:08] <__rob> these things
[09:27:13] <__rob> gotta be better then the helical ones
[09:27:20] <FinboySlick> __rob: Grab a dial indicator along the way.
[09:32:17] <archivist> show an image of the helical as that should have no backlash at all
[09:38:58] <archivist> grub screws holding the coupler to the shafts are a common problem though
[09:41:28] <CaptHindsight> http://www.lovejoy-inc.com/thecouplinghandbook_part1.aspx
[09:41:43] <CaptHindsight> http://www.lovejoy-inc.com/thecouplinghandbook_part2.aspx
[09:41:55] <__rob> http://i01.i.aliimg.com/wsphoto/v1/501165371/50PCS-Mini-8mm-to-10mm-Setscrew-Beam-font-b-Coupling-b-font-8x10mm-font-b-Helical.jpg
[09:41:57] <__rob> one of these
[09:42:33] <CaptHindsight> http://machinedesign.com/mechanical-drives/how-coupling-types-affect-bearing-forces
[09:42:57] <Swapper> Are the bearing preload OK ?
[09:42:58] <archivist> __rob, only the grub screw can have problems with those
[09:43:24] <Swapper> angular contacts or what takes up the axial load ?
[09:49:07] <archivist> there is a certain lack of solid information on the proxxon site
[09:58:10] <__rob> yea, the manual is awful too
[09:58:40] <__rob> Swapper, so its just stepper motors coupled to the lead screw with those couplers
[09:59:11] <__rob> and 3 washers either side of the plate, with 2 nuts tightend against it
[09:59:16] <__rob> just enough so it can still move
[09:59:17] <CaptHindsight> Swapper: angular contact bearings carry the load in both in axial and radial directions
[09:59:35] <__rob> there are no bearings atall on the table
[09:59:44] <__rob> just a hole for the leadscrew to go through
[10:00:19] <archivist> is it a ball screw or plain threaded rod
[10:00:24] <Swapper> CaptHindsight: yea i know that, but if where discussing 0.2mm backlash and there is no bearings at all ?
[10:00:26] <CaptHindsight> Swapper: the preload on the bearings is what removes the lash/play in the positioner if the ends of the screws have been fixed properly
[10:01:06] <CaptHindsight> Swapper: what lash are you measuring?
[10:01:16] <CaptHindsight> nut to screw?
[10:01:25] <Swapper> CaptHindsight: i where only askin rob
[10:01:30] <archivist> not him its __rob who needs to measure
[10:01:37] <Swapper> what axial takeup system he uses
[10:01:42] <Swapper> angular contacts or whatever
[10:01:52] <Swapper> washers aperently
[10:01:58] <CaptHindsight> yeah, I'm just trying get some clear info here :)
[10:02:10] <Swapper> im not the one asking :)
[10:02:24] <Swapper> im also trying to get more info from rob
[10:03:07] <Swapper> __rob: in my world you might have quite some lash if theres not bearings taking up the axial load
[10:04:00] <Swapper> as i understand its Screw <------> |whasher|--[coupler]--[motor]
[10:04:50] <Swapper> prefered it would be Screw <------> |AB|spacer|AB|--[coupler]--[motor]
[10:05:08] <CaptHindsight> __rob: have pics of the setup?
[10:05:59] <CaptHindsight> if it is actually bearing free how long will this stay aligned?
[10:13:32] <__rob> I have a video
[10:13:51] <__rob> https://www.youtube.com/watch?v=YdspVQ5G2YM
[10:14:29] <__rob> it might also be that for some reason inventor has decides to do the toolpath differently
[10:14:44] <__rob> so it bores down, then cuts outwards in a spiral
[10:14:51] <__rob> but only gets like 1 pass on the final outside
[10:15:02] <Swapper> do you use HSM ?
[10:15:05] <__rob> yea
[10:15:16] <__rob> maybe there is deflection happeneing and it needs to run round a few more times
[10:15:22] <__rob> I just reran the same gcode
[10:15:31] <__rob> and it was still getting ally off the edge
[10:15:36] <Swapper> do you have cutter compensation in computer or control ?
[10:15:36] <__rob> not much, but then this is not much
[10:15:42] <__rob> at the moment in computer
[10:15:52] <__rob> with the cutter set to the measured size of the cutter
[10:16:10] <__rob> I've just added a circular pass to run around the outside a few times
[10:16:13] <__rob> see if that helps
[10:16:15] <Swapper> and the size of the cutter is correct ?
[10:16:18] <__rob> yea
[10:16:20] <__rob> 3.96mm
[10:16:28] <__rob> maybe too small a cutter for a 17mm hole
[10:16:36] <Swapper> nah
[10:17:07] <__rob> might also be unevenness in the flutes perhaps along the cutter height ?
[10:17:14] <Swapper> with the exact size of the cutter and and some finising passes it should be ok
[10:17:27] <__rob> cos its cutting the hole out sideways not all of the profile ever sees the tip of the cutter
[10:17:29] <Swapper> problem doing pockets and backlash is often that the hole gets oval
[10:17:46] <Swapper> or marks at the 9-12-15-18 a clock marks
[10:17:47] <__rob> well its slighly oval
[10:17:49] <__rob> 0.05
[10:18:01] <__rob> but I am wondering if that is due to the same as above
[10:18:03] <Swapper> the oval is the backlash probably
[10:19:27] <__rob> right
[10:19:48] <__rob> so the last one, after 2 passes was almost correct in 1 direction
[10:19:52] <__rob> the other was 0.15 off
[10:20:04] <__rob> but the same leadscrews are used for both
[10:20:13] <archivist> pitch of the screw mentioned earlier means it probably is not a ballscrew
[10:20:29] <__rob> no, dont think it is
[10:20:38] <__rob> there is a big brass (i think) block under each table
[10:20:42] <archivist> so expect backlash then
[10:20:45] <__rob> right
[10:21:01] <Swapper> yea and without a ballscrew and no bearings taking up angular force i guess thats the problem
[10:21:49] <__rob> guess it is more of a "hobby" mill
[10:21:55] <__rob> still, it aint that cheap
[10:22:18] <CaptHindsight> sounds like a brass nut on leadscrew
[10:22:21] <Swapper> yea, its no production shop running proxxons :)
[10:23:07] <Swapper> i had a X2 desktop mill with angular contacts and ballscrews, still couldnt get a deasent hole for a bearing fit.
[10:23:09] <__rob> yea, indeed, but then I expected to get better tolerance than that
[10:23:18] <Swapper> round interpolation is hard to get exactly right
[10:23:24] <Swapper> backlash whise
[10:23:26] <CaptHindsight> a round post is also holding the head
[10:23:28] <__rob> so software backlash settings might help ?
[10:23:34] <archivist> yes
[10:23:42] <__rob> and be fairly robust ?
[10:23:49] <__rob> I mean, that is a constant .. so
[10:24:06] <archivist> not a constant as the machine will wear
[10:24:08] <Swapper> might help, but try to get rid of as much in the mechanical parts first
[10:24:15] <__rob> theorectically it should correct down to at least < 0.2 as I have at the moment
[10:24:21] <CaptHindsight> I'd check the runout in that "spindle" as well
[10:24:45] <__rob> well they are smaller holes so surely runout will make it bigger
[10:24:46] <__rob> not smaller
[10:24:54] <CaptHindsight> that's more of an under-built reprap design
[10:24:55] <Swapper> yep
[10:25:17] <__rob> CaptHindsigh, what is.. the proxxon ?
[10:25:30] <__rob> or my CNC attachements
[10:25:33] <Swapper> cant you make some bearing mounts? Cheap angular contacts wont cost that much
[10:25:48] <CaptHindsight> even skate bearings will help
[10:25:50] <Swapper> 15$ maybe per axle
[10:26:16] <__rob> yea, I was planning to mill the parts to replace what I have done by hand
[10:26:19] <__rob> nothing is that accuracter
[10:26:22] <Swapper> http://www.vxb.com/
[10:26:34] <Swapper> they got cheap angulars
[10:26:41] <Swapper> got all mine from them
[10:27:17] <CaptHindsight> I also find deals on Amamzon for bearings if the know the part number
[10:27:36] <CaptHindsight> often vendors will have 1-2 bearings available for well under list price
[10:28:21] <CaptHindsight> it might be mistakes by the vendors, but I've gotten some expensive bearings for <50% the usual price
[10:29:06] <__rob> cool, I'll try the software backlash first, then try and mill some replacement mountings
[10:29:10] <Swapper> problem with bearings is that you probably need some specific one at a specific time :)
[10:29:36] <__rob> at the moment the only thing holding it "on-axis" is the steppers
[10:30:00] <__rob> via the couplings, which are also flexible
[10:30:00] <CaptHindsight> what are the bearings now? washers?
[10:30:01] <__rob> so not idea
[10:30:02] <Swapper> yea thats asking for problems
[10:30:03] <__rob> deal
[10:30:04] <__rob> ideal
[10:30:05] <__rob> ..
[10:30:40] <archivist> so your couplers act as springs on the screw too!
[10:31:09] <PetefromTn_> morning folks
[10:31:15] <Swapper> probably the whasers keeps the backlash down to about 0.2 mm
[10:31:34] <CaptHindsight> that how my cheap routers showed up, the lash was supposed to be taken up by the spring couplings
[10:31:35] <Swapper> but springs in that regon
[10:31:39] <Swapper> er region
[10:34:05] <Swapper> https://www.damencnc.com/images/gallerycontent/Proxxon%20KT150%20CNC%20Retrofit/axis-asm.jpg
[10:34:37] <Swapper> https://retromaster.wordpress.com/tag/proxxon-mf70/
[10:36:11] <Swapper> i love google picture search :)
[10:47:04] <CaptHindsight> https://retromaster.wordpress.com/tag/proxxon-mf70/#jp-carousel-304
[10:47:25] <CaptHindsight> https://retromaster.wordpress.com/tag/proxxon-mf70/#jp-carousel-1092
[10:48:32] <CaptHindsight> makes sense if the challenge was " make some sort of positioner from parts only found at Ace hardware and you have 60 minutes, GO!"
[10:49:56] <PetefromTn_> LOL
[11:02:04] <Swapper> But for that size mill its deasently ok ?
[11:04:22] <CaptHindsight> it's a great learning experience...
[11:05:01] <CaptHindsight> you get to understand how even though all the parts seem to be there why does it perform so poorly
[11:05:37] <CaptHindsight> what does each component do and why is it there and how do you align them all
[11:05:45] <archivist> will help manage ones expectations for accuracy
[11:06:29] <Swapper> yep and then when you understand what you "realy" need you cry a bit when you see the prices
[11:06:49] <CaptHindsight> or find bargains on ebay
[11:08:39] <SpeedEvil> I have wondered about how much life you can get with the right picked threaded rod and nuts and grease.
[11:08:41] <SpeedEvil> or oil
[11:09:02] <CaptHindsight> http://www.ebay.com/sch/ds_machine/m.html?_nkw=&_armrs=1&_ipg=&_from= has lots of positioners for cheap
[11:09:58] <CaptHindsight> http://www.ebay.com/sch/automation_wholesale/m.html?_nkw=&_armrs=1&_ipg=&_from=
[11:11:09] <CaptHindsight> http://www.ebay.com/usr/motion_constrained
[11:11:27] <CaptHindsight> http://www.ebay.com/usr/outback6
[11:12:00] <CaptHindsight> http://www.ebay.com/usr/austieiscute
[11:12:29] <CaptHindsight> http://www.ebay.com/usr/megasalvage
[11:13:16] <CaptHindsight> http://www.ebay.com/usr/hi-techsources
[11:15:50] <CaptHindsight> http://www.thomsonlinear.com/downloads/articles/Why_Lead_Screws_Best_Fit_Linear_Motion_Applications_taen.pdf
[11:18:13] <CaptHindsight> http://www.tolomatic.com/files/PDF/9900-9187_00_ActuatorLife.pdf
[11:36:06] <CaptHindsight> Xacto started selling blades with a titanium coating
[11:36:14] <zeeshan> pics
[11:37:33] <CaptHindsight> heh New and already Discontinued
http://xacto.com/products/cutting-solutions/blades/classic-blades/11-Blade-Classic-Fine-Point.aspx
[11:39:32] <CaptHindsight> got mine at wallymart
[11:42:19] <Rab> Wonder what the issue was (or if they just didn't sell).
[11:43:08] <zeeshan> gillette got mad at them
[11:44:02] <zeeshan> http://thumbs1.ebaystatic.com/d/l225/m/m2mpNgiZZ7jQDeshTERAXzw.jpg
[11:44:15] <zeeshan> are these type of terminals where you just wrap copper through the hole
[11:44:16] <zeeshan> solder
[11:44:19] <zeeshan> and then heat shrink?
[11:44:24] <CaptHindsight> lasts too long?
[11:44:40] <Rab> CaptHindsight, not according to some reviews:
http://www.amazon.com/X-ACTO-11-Precision-Series-Blades/dp/B005JDF28S
[11:45:20] <zeeshan> http://c4.staticflickr.com/8/7345/16325356779_d0f0ceed37_h.jpg
[11:45:21] <zeeshan> got em mounted
[11:45:22] <zeeshan> :)
[11:45:33] <CaptHindsight> amamzon has goten so slow I have to reload it at least twice to get a page to load
[11:45:37] <Rab> zeeshan, hey, I have a bunch of those! There's actually a connector that slips over the terminals. But I'm sure you could solder to them directly if you worked quickly.
[11:45:53] <zeeshan> gimme the connector!
[11:45:53] <zeeshan> :P
[11:46:11] <Rab> I have more sensors than I have connectors!
[11:46:35] <Connor> zeeshan: Are you having to fabricate a encoder for the mill?
[11:46:47] <zeeshan> rab sunx?
[11:46:55] <CaptHindsight> hmm I paid maybe 10% more for mine
[11:46:57] <zeeshan> Connor: yea the stock sensor was just single hall effect
[11:47:04] <Rab> zeeshan,
https://www.ia.omron.com/products/family/447/dimension.html
[11:47:08] <zeeshan> just speed sensing
[11:47:09] <zeeshan> not quadrature
[11:47:23] <Connor> You keep the hall effect? or just switch to all optical ?
[11:47:30] <zeeshan> optical
[11:47:49] <zeeshan> there is a guard this all hides in
[11:47:55] <zeeshan> so ambient light shouldnt be an issue
[11:47:58] <Rab> zeeshan, Omron. Interesting that the pins look so similar, maybe it's a semi-official standard.
[11:48:08] <zeeshan> hm!
[11:48:11] <zeeshan> now you've got me wondering!
[11:48:15] <Connor> what are those wires in that picture for ?
[11:48:38] <zeeshan> gear shifter
[11:49:00] <zeeshan> im manually shifting right now :P
[11:49:06] <Connor> Ick
[11:49:07] <Rab> zeeshan, EE-SX672 is the exact model.
[11:49:14] * zeeshan doesnt envision shifting automatic ever
[11:49:31] <zeeshan> wow rab
[11:49:36] <zeeshan> thats like the exact sam,e
[11:49:38] <Connor> Because you blew up the shifter control..
[11:49:46] <zeeshan> yep!
[11:49:46] <zeeshan> :P
[11:49:53] <zeeshan> i dont have a pinout for it
[11:49:58] <zeeshan> even though i can technically replace the component
[11:50:01] <zeeshan> cause its a very simple circuit
[11:50:08] <zeeshan> i still have no ideas how the wires connect
[11:50:19] <zeeshan> i lost my pic for it during disassembly
[11:50:20] <Rab> These are right-angle, I guess you need flat:
http://www.mouser.com/ds/2/307/EE_SX47_67-297507.pdf
[11:50:28] <Connor> How many different speeds can you shift ?
[11:50:38] <zeeshan> connor infinite
[11:50:41] <zeeshan> w/ vfd :-)
[11:50:45] <zeeshan> stock 18
[11:51:01] <zeeshan> 2.54 pin spacing rab hmm
[11:51:15] <zeeshan> interesting
[11:51:17] <zeeshan> mine has the same!
[11:51:31] <Connor> stick into a 1:1 and be done with it unless you need something different.
[11:51:54] <zeeshan> connor it'd be nice to have to work for back gear
[11:52:04] <zeeshan> slowest gear = 10 rpm!
[11:52:09] <zeeshan> @ 60hz
[11:52:18] <Connor> nice
[11:52:37] <zeeshan> http://www.737flightsim.com/StabTrim/4pole001.JPG
[11:52:41] <zeeshan> i eveny t his son of a bitch
[11:52:44] <zeeshan> he has theconnectors
[11:52:48] <Rab> The Omron sensors are neat. They run on 5-24V, have internal filtering and open-collector outputs, and a status LED!
[11:52:56] <zeeshan> rab exact same here
[11:52:56] <zeeshan> lol
[11:52:59] <zeeshan> i think these might be a copy
[11:53:07] <zeeshan> theyre by panasonic/sunx
[11:53:08] <Connor> who has the connector ?
[11:53:11] <Connor> and what is that?
[11:54:01] <zeeshan> http://canada.newark.com/productimages/standard/en_US/5040510.jpg
[11:54:08] <zeeshan> that
[11:54:17] <zeeshan> apparently they show using a special tool to crim pit
[11:54:25] <zeeshan> but im not spending 200 on that tool
[11:54:30] <zeeshan> i think you can shove this right inthe vise and press it
[11:54:35] <zeeshan> like an idc crimp cable
[11:54:45] <Rab> Looks that way.
[11:55:22] <roycroft> $200 is cheap for a crimp tool :)
[11:55:32] <zeeshan> okay buy me one
[11:55:44] <roycroft> i'm sorry, but i can't
[11:56:03] <roycroft> because i have too many not cheap crimp tools already
[11:56:10] <roycroft> and have no spare cash for that reason
[11:56:10] <Rab> Every name-brand contact specs a $$$ crimping tool, but that's for commercial purposes...you can usually use cheapie crimpers.
[11:57:35] <TekniQue> Yeah the usual price for a crimp tool from the connector manufacturer is like $1200
[11:57:58] <TekniQue> each new type of terminal has its own $1200 crimp tool
[11:58:23] <TekniQue> and pin removal tools for the Molex CMC connectors I use on my ECU are like $200 each
[11:58:29] <TekniQue> and you need two
[11:58:48] <TekniQue> $200 for a slug of aluminium with two sharp needles coming out of it
[11:58:57] <TekniQue> I built my own...
[11:59:23] <TekniQue> took a short piece of 0.8mm MIG welding wire and ground it to shape
[12:00:00] <roycroft> i've made my own crimp tools for connectors that i don't plan on terminating on a regular basis
[12:00:08] <TekniQue> yeah same
[12:00:13] <roycroft> usually the engineering drawings for the connectors provide enough information
[12:00:30] <TekniQue> I've sometimes modified the jaws of existing tools
[12:00:39] <TekniQue> to crimp different terminals
[12:00:39] <roycroft> then a chunk of steel in the mill and a few minutes produces a crimp tool
[12:00:48] <zeeshan> i use windshield wiper reinforcement stainless
[12:00:52] <zeeshan> to make my pin extraction cool :D
[12:01:11] <roycroft> but for some stuff i use the real thing
[12:01:37] <roycroft> i manage several telecom huts, and i have a $3500 hydraulic crimp tool for power connectors in them
[12:01:41] <Connor> zeeshan: What is this ?
http://www.737flightsim.com/StabTrim/4pole001.JPG
[12:01:48] <zeeshan> no idea
[12:01:50] <roycroft> that's my most expensive crimp tool
[12:01:50] <zeeshan> i found that on the net
[12:01:53] <Connor> oh
[12:07:45] <zeeshan> im confused about how these will interface with the 7i77
[12:11:36] <zeeshan> from past conversations i have to put a pull down resistor @ the encoder inputs
[12:12:10] <zeeshan> not sure how i will do this without shorting stuff
[12:12:15] <zeeshan> physically at the 7i77
[12:15:21] <TekniQue> zeeshan: have you made anything on your new mill yet?
[12:15:30] <zeeshan> couple things :P
[12:16:00] <TekniQue> make me a rotor for my small water brake
[12:16:06] <TekniQue> I blew up the old one
[12:19:01] <zeeshan> pics
[12:19:01] <zeeshan> :D
[12:19:16] <TekniQue> I don't have any pics of the damaged rotor
[12:19:32] <TekniQue> I have pics of it before it went to shiut
[12:19:35] <TekniQue> shit
[12:19:38] <zeeshan> yes
[12:21:05] <anarchos> hmm
[12:21:52] <TekniQue> zeeshan: it's such a simple shape I could easily make it on a manual mill with an indexing table
[12:21:57] <TekniQue> http://imgur.com/VCgHIt2,qYMjzKe
[12:22:05] <anarchos> is there any plans on backporting machine kit's remote control stuff into regular linuxcnc?
[12:23:25] <TekniQue> zeeshan: what happened was the input shaft got damaged and I pressed it out of the rotor to fix it
[12:23:50] <TekniQue> then when I pressed it back together it seized and went in crooked
[12:24:01] <TekniQue> and so the rotor was loose on the press fit
[12:24:18] <TekniQue> and when it hit 6000RPM it got wobbly and contacted the stator
[12:24:29] <TekniQue> stator survived
[12:24:38] <TekniQue> rotor has several bent fins
[12:25:44] <TekniQue> and 30mm steel shaft that was driving it snapped
[12:25:54] <TekniQue> torque arm bent like a banana
[12:26:51] <TekniQue> if all else fails, I'll spend a day making one on a manual mill
[12:28:04] <TekniQue> manufacturer have stopped making them
[12:28:22] <TekniQue> according to their inventory they have a couple
[12:28:27] <TekniQue> in stock
[12:28:31] <TekniQue> but they can't find them
[12:29:30] <anarchos> i one time drove 4 hours, across the border into WA to buy something that was "in stock"...
[12:29:36] <anarchos> it wasn't :(
[12:31:43] <TekniQue> but this week I have purchased parts from two different dyno vendors
[12:31:46] <TekniQue> for both of my water brakes
[12:32:07] <TekniQue> and I have to say dealing with Superflow is much more pleasant than dealing with Land & Sea
[12:32:29] <TekniQue> I ordered that torque arm for the Land & Sea brake 4 months ago
[12:33:40] <TekniQue> and I think they've finally shipped it now
[12:40:19] * Loetmichel has just put his glasses in the ultrasonic cleaner... MUCH BETTER... "a wonder, i can see again!"
[12:40:23] <ssi> ZEEEEEEEEEEEEEESHAN
[12:49:36] <Swapper> TekniQue: proly stupid question, what is a waterbreak ?
[12:49:44] <CaptHindsight> anarchos: I have them physically check stock for me before I do that. Sometimes I even call twice to get a different person to check.
[12:50:51] <CaptHindsight> http://en.wikipedia.org/wiki/Water_brake
[12:51:58] <Swapper> ahh like a reversed pump
[12:52:09] <Swapper> kinda.. or nah
[12:52:21] <CaptHindsight> torque converter
[12:52:23] <Swapper> what is the application ?
[12:52:31] <Swapper> dyno bench for cars ? :)
[12:52:52] <CaptHindsight> air brakes are for stopping planes, water brakes are for stopping boats and ships :)
[12:52:53] <anarchos> i think i might try to build a machine from scratch, using granite surface plates
[12:53:23] <Swapper> anarchos: Epoxy granite must be easer?
[12:53:27] <CaptHindsight> anarchos: I use the ones from Shars since they are local
[12:53:52] <CaptHindsight> and sometimes the Enco surface plates and table combos are lower cost than just the plate itself
[12:53:57] <CaptHindsight> watch for the sales
[12:55:10] <anarchos> Swapper: possibly...although i just want something small, so I'm thinking just two plates anchored together at a right angle, with a cast iron plate "L" shaped bracket on the sides as well..
[12:55:11] <CaptHindsight> http://www.cnczone.com/forums/epoxy-granite/30155-epoxy-granite-machine-bases-polymer-concrete-frame.html this thread is going on to it's 8th year!
[12:55:32] <anarchos> CaptHindsight, yeah, i think i got a few hundred pages into that thread before giving up :P
[12:56:17] <CaptHindsight> the end result is few % binder and the rest aggregate
[12:56:56] <CaptHindsight> and sometimes using a vacuum bag helps if you have bubbles that you don't want
[12:57:13] <anarchos> http://i.imgur.com/RRJFufT.jpg
[12:57:34] <anarchos> that was my initial concept from last summer, but i think i'm going to go with linear slides instead of box ways
[12:58:04] <CaptHindsight> Epoxy-Rice Machine Bases
[12:58:54] <anarchos> i also think i'm going to make the base more square, only a little less wide than the x-axis travel
[13:00:28] <anarchos> iirc i based that design off of a 18x24 surface plate that was cut in half, so i might do 18x24 for the base, then do the 9x24 for the column
[13:03:03] <anarchos> i even went so far as to call a local counttop installer and ask how much to slide one in half ($25 and a 6 pack) :P
[13:03:09] <anarchos> counter top*
[13:03:36] <anarchos> slide=slice. i'm no good at typing today
[13:09:17] <CaptHindsight> the problem with making your own polymer granite bases is getting the forms square and flat
[13:11:17] <CaptHindsight> what does a piece of 1/2" thick plate glass sell for ~18 x 24?
[13:11:50] <Rab> If you can jig the pieces into precise geometry, maybe you can fill the gaps with epoxy? Then sink bolts to secure?
[13:12:23] <CaptHindsight> we put aluminum slugs in then machine later
[13:12:58] <Rab> Are surface plate edges typically precisely perpendicular?
[13:13:11] <anarchos> no
[13:13:18] <CaptHindsight> http://elmontglass.com/calculator.html $54
[13:13:32] <CaptHindsight> they are in the ballpark
[13:13:43] <anarchos> Rab: well, they can be, they have to be special ordered for the most part (i looked into it)
[13:13:53] <Rab> Hmm...I feel like the countertop dudes won't be able to guarantee a precision cut.
[13:14:03] <CaptHindsight> usually just the tops are speced to some smoothness
[13:14:05] <anarchos> no, for sure
[13:14:38] <anarchos> the 90 degree bit of my design would require lots of tramming.
[13:16:50] <anarchos> i figured if i build it and everything worked out, I'd send off my base to be ground square to the surface. since both surfaces with the ways on it are precision ground, only the couple inches on the base where the base meets the column would actually need to be ground. all other sides don't really matter, as long as the sides with the ways and where the two pieces meet are square/flat
[13:18:45] <CaptHindsight> http://www.shars.com/products/view/527/Universal_Right_Angle_Iron_8x10x12quot
[13:19:08] <CaptHindsight> mount that on a granite plate
[13:19:29] <anarchos> wow
[13:19:36] <Rab> Nice!
[13:19:49] <anarchos> thats 12" high, eh?
[13:20:37] <anarchos> if only they made that in a 18-24" version, it would be perfect :D
[13:20:44] <anarchos> just use that as the column :P
[13:20:52] <CaptHindsight> http://www.shars.com/products/view/20360/Universal_Right_Angle_Iron_10_x_12_x_16 bigger one
[13:21:18] <anarchos> ooh they do make a 16"er
[13:21:55] <CaptHindsight> http://www.shars.com/products/view/2395/6quot_x_9quot_x_12quot_4_Face_Granite_Angle_Plate
[13:22:26] <CaptHindsight> http://www.shars.com/products/view/2342/Grade_B_18quot_x_24quot_Black_Granite_Surface_Plate
[13:23:01] <CaptHindsight> did what you're trying to do years ago with these
[13:23:47] <anarchos> i wonder how feasable it would be to just order a custom size right angle plate
[13:23:54] <anarchos> like, base+column as one solid piece
[13:24:12] <ssi> probably expensive
[13:24:18] <anarchos> yea
[13:24:18] <CaptHindsight> what material and from where?
[13:24:22] <anarchos> granite
[13:24:39] <CaptHindsight> starrett does that and they are thousands
[13:24:58] <anarchos> yea
[13:25:09] <CaptHindsight> http://www.standridgegranite.com/custom-bases-and-machining
[13:25:33] <CaptHindsight> probably 20x what it would cost you DIY
[13:25:41] <anarchos> yeah i've seen that one before, looks expensive :P
[13:25:59] <CaptHindsight> military and guberment lab stuff
[13:26:04] <anarchos> if i could find a place that sold cheaper plates finished on both large faces, that would be ideal
[13:26:50] <anarchos> but those angle cast iron things are interesting. they'd make good supports for the column
[13:26:55] <CaptHindsight> http://www.standridgegranite.com/images/stories/Products/inserts.jpg you just bond in inserts and machine
[13:27:59] <anarchos> i was thinking of using expanding concrete anchors for the base/column connection
[13:28:16] <anarchos> never thought about epoxying inserts in...
[13:29:46] <CaptHindsight> http://www.homedepot.com/p/RIDGID-1-2-in-Diamond-Drill-Bit-RD-71104/202528417
[13:30:33] <anarchos> but then again, i don't know how much the base/column connection matters, in terms of being square
[13:31:00] <anarchos> because i think if you even had precision ground everything, you're never going to get it completely square without tramming
[13:31:18] <CaptHindsight> you still have to mount your linear bearings
[13:31:21] <anarchos> so as long as it was ball park square, which im sure a surface plate is, it could just be shimmmed
[13:31:48] <Swapper> guess thats the pros of pouring the slab your self, that insterts can be placed for linear ways and stuff and ground
[13:31:49] <CaptHindsight> what precision are you shooting for?
[13:32:01] <anarchos> .000000001
[13:32:04] <anarchos> ;)
[13:32:06] <skunkworks> miles?
[13:32:09] <anarchos> lol
[13:32:14] <CaptHindsight> you'll need a laser anyway
[13:32:52] <anarchos> im not too sure, to be honest. i have my x2 mill to about .00075-.001", so somethign better than that
[13:33:04] <anarchos> would .0002" be feasable, do you think?
[13:33:12] <CaptHindsight> 5um
[13:33:35] <CaptHindsight> thats about the limit with out temp control and laser micrometers
[13:34:00] <anarchos> yeah, that seems like a good number then :P
[13:36:03] <CaptHindsight> http://imagebin.ca/v/1rQgmuUHYsPw htis will hold that but it non contact and in a temp controlled enclosure
[13:37:13] <anarchos> cool.
[13:37:34] <anarchos> i never even concidered they had laser micrometers :P
[13:38:25] <anarchos> do they have them as real time closed loop systems?
[13:38:40] <anarchos> like a encoder, but for actual movement, not just motor movement?
[13:38:47] <CaptHindsight> you can make them work with Linuxcnc
[13:39:27] <CaptHindsight> that setup has 1um encoders and laser micrometers
[13:39:38] <FinboySlick> How fast they react would be important if you're going to measure direct movement though.
[13:40:56] <FinboySlick> Though I guess one could use traditional encoders and correct with periodic readings from the micrometer.
[13:43:16] <CaptHindsight> if you hold temperature the frames don't change size much
[13:44:11] <CaptHindsight> but if you walk in at 8am and the room is 20C and then 27C at 10am don't expect the same results
[13:45:34] <FinboySlick> FreezingCold left the room my ass, I'm still cold ;)
[13:46:03] <CaptHindsight> http://www.nagase-i.jp/eng/product/product_11.html
[13:46:19] <CaptHindsight> Minimum resolution of 0.00001° and indexing accuracy of 0.0003°
[13:47:53] <CaptHindsight> FinboySlick: speaking of cold, how has it been up there?
[13:49:16] <CaptHindsight> back to the freezer again here, I don't see us above freezing here for the next two weeks
[13:56:18] <anarchos> do you guys find metal suppliers will sell you very small amounts?
[13:56:30] <anarchos> i'm having trouble finding stuff less than like 10 feet long :P
[13:56:40] <CaptHindsight> metal supermarkets will sell you anything
[13:56:56] <anarchos> i just want some 3x1 and 2x1 bar stock that's like 6" long
[13:56:59] <cradek> don't forget to look in your yellow pages
[13:57:18] <cradek> my <300k city has a great local place
[13:57:26] <anarchos> there's a guy on ebay that have decent prices...shipping prices to canada kinda suck, but better than metal depot
[13:58:41] <CaptHindsight> welding and machine shops often have leftover pieces
[13:59:01] <anarchos> there's only one place within 45 minutes from me that sells metal, and the last time i called they said they wanted a minimum order of 12 feet, but they "might" have some smaller stuff if i dropped by
[13:59:19] <CaptHindsight> how remote are you?
[13:59:42] <anarchos> Whistler, so about 45 minutes to Squamish and 1.5 hrs to Vancouver
[14:00:19] <CaptHindsight> lots of places are like that with either a minimum order of $300 or some # pf lbs/kg
[14:00:52] <CaptHindsight> the places I go to have a scale and just charge for smaller parts by the lb
[14:01:16] <CaptHindsight> let you sort through their drops
[14:01:32] <anarchos> http://www.ebay.ca/itm/1-X-2-ALUMINUM-6061-T6511-FLAT-BAR-8-long-1-000-Solid-Plate-Mill-Stock-/350846377956?pt=LH_DefaultDomain_0&hash=item51b012dfe4
[14:01:52] <Rab> anarchos, never hurts to browse in person. We have metal places like that here. Their catalog is all full-length stock, but of course they do custom cutting and end up with the offcuts.
[14:02:32] <anarchos> 2x the price to ship than the actual item :P
[14:02:49] <CaptHindsight> Stoner Tools heh
[14:02:52] <PetefromTn_> definitely visit the place that said they only sold 12 ft lengths they will undoubtedly have smaller drops and they usually sell them at reasonable pricing. The place I get most of my materials from here does that.
[14:03:32] <PetefromTn_> I typically buy the 12 ft lengths at least because I will often use it down the road if not for that particular job.
[14:03:54] <anarchos> i just don't have the space...or a bandsaq
[14:03:57] <PetefromTn_> my scrap bins are getting fuller all the time LOL ;)
[14:04:05] <anarchos> saw*....my shop is a walk in closet :P
[14:04:06] <FinboySlick> CaptHindsight: It's unpleasantly cold but the days are getting a bit longer. We've had a few chilly evenings around -37C this week.
[14:04:22] <PetefromTn_> can you get a hacksaw? lOL
[14:04:30] <anarchos> well yeah..:P
[14:04:39] <PetefromTn_> BRB
[14:04:45] <anarchos> i bet one of the depts at work has a bandsaw too
[14:05:43] <anarchos> nice thing about the place 45 minutes from me is that they will deliver for free (they supply my work, so the guy said it would be no problem to just put my stuff on the truck that comes up 4-5 times a week)
[14:06:00] <CaptHindsight> anarchos: I thought your nick was familiar, you'rem in that great area for skiing and bad for mech and electrical tech
[14:06:08] <anarchos> yup :P
[14:06:37] <CaptHindsight> an now no more Radio Shack even
[14:08:23] <Rab> Anybody have experience with mobile device mounting systems? I'm looking at handlebar mounts from Ram Mounts, curious what else is out there.
[14:08:45] <JT-Shop> ram has them, what kind of handlebar?
[14:09:07] <Rab> Bicycle, varies from 25.4-32mm.
[14:09:16] <Rab> Motorcycle mounts would work too.
[14:09:47] <Rab> The nice thing about the Ram stuff is that it's modular and sells a-la-carte, so you can build up custom armatures.
[14:09:53] <JT-Shop> yea, my mountain bike has tapered bars too
[14:10:37] <JT-Shop> I buy a ton of ram parts from expressmounts.com
[14:11:18] <Rab> Great link, thanks! I've just been shopping on Amazon.
[14:11:54] <JT-Shop> I buy them for my dash mount that I make
http://gnipsel.com/spyderstore/
[14:12:06] <_methods> +1 for ram
[14:12:13] <_methods> little spendy but quality stuff
[14:13:25] <_methods> i put a ram computer mount arm on my toolbox
[14:15:23] <anarchos> i have a question about my new vise. so there's a little 1/4" round brass thing with a ball bearing on top that impedes the last .5" of travel, any idea what it's for?
http://i.imgur.com/AtGM2t6.jpg
[14:16:13] <Rab> Low-profile grease nipple?
[14:16:26] <cradek> yeah that's for oil, but I bet it shouldn't be in the way!
[14:16:54] <anarchos> yeah i can actually get it to slide up and over, but it sorta tilts the jaws a bit
[14:17:08] <anarchos> maybe i'll dremel a little slot into the block to make it fit
[14:17:12] <cradek> got a bench grinder?
[14:17:16] <Rab> haha @ extreme wrinkle paint finish
[14:17:16] <_methods> wtf is up with that paint
[14:17:37] <Deejay> hrhr
[14:17:37] <CaptHindsight> thats candy apple blue
[14:17:40] <_methods> jesus where did you get the vise so i dont' get one there
[14:17:41] <anarchos> i think they put the bag on it while it was wet :P
[14:18:35] <Rab> Chinese kid trying to get the order out the door before the beatings increase.
[14:19:07] <_methods> is that a shars vise?
[14:19:11] <_methods> or ebay special?
[14:19:17] <anarchos> kbc tools
[14:19:25] <_methods> hehe thx for the warning
[14:19:37] <anarchos> it's the same as all the others for sale, im sure made in the same factory :P
[14:20:02] <PetefromTn_> button oiler
[14:20:06] <anarchos> bad quality control, though, on kbcs part
[14:20:08] <_methods> is that the 3" vise?
[14:20:12] <anarchos> yea
[14:20:19] <_methods> i got the 4" cnc one for mine
[14:20:23] <_methods> it's almost too big
[14:20:24] <anarchos> only place i could find who sold the 3", in canada
[14:21:57] <_methods> http://www.shars.com/products/view/18988/4quot_Lock_CNC_Vise
[14:22:30] <Connor> _methods: I want one of those in 5"
[14:22:47] <anarchos> yeah it's just about perfect size for the X2, but the mounting holes don't like up perfectly...
[14:22:49] <_methods> 5" on my x2 would not work so well lol
[14:22:52] <PetefromTn_> I dunno about yours but mine was LESS than satisfactory
[14:22:59] <_methods> that's why i got the cnc ones
[14:22:59] <anarchos> i need it to sit about .75" further back
[14:23:03] <fluffybitchx> going to try fixing my x leadscrew today... yay big hammers.
[14:23:10] <_methods> that way i can clamp it wherever
[14:23:13] <_methods> and on its side
[14:23:13] <anarchos> yeah
[14:23:14] <Connor> G0704 is a bit bigger than a X2
[14:23:20] <CaptHindsight> some of the Shars vises are crap some are fine
[14:23:28] <anarchos> i was thinking of just clamping it on the coolant troff (sp)
[14:23:31] <_methods> oh for a vise it's a turd
[14:23:38] <_methods> it's fine for my home hobby stuff though
[14:23:45] <PetefromTn_> yeah mine was neither flat nor square
[14:23:49] <_methods> but i'd never buy one for work it would be broke in a day
[14:23:51] <Connor> http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=multicat_cnc_vise
[14:24:02] <fluffybitchx> I need a good vise... only one I have is for my sherline.
[14:24:18] <_methods> the glacern vises are nice
[14:24:22] <PetefromTn_> I still have it tho and occasionally use it with soft machined jaws for second ops
[14:24:23] <_methods> glacern for cheap
[14:24:30] <_methods> kurt for good
[14:24:34] <_methods> chick for production
[14:24:44] <PetefromTn_> only problem is they are not that cheap...
[14:25:00] <Connor> was going to say. Glacern is not cheap
[14:25:03] <fluffybitchx> ok, I need one that's both good and cheap. :)
[14:25:10] <cradek> haha
[14:25:12] <_methods> vs kurt......
[14:25:16] <Connor> fluffybitchx: Umm.. not happening...
[14:25:22] <_methods> glacern is cheap lol
[14:25:31] <PetefromTn_> not really
[14:25:31] <fluffybitchx> yeah, I'll probably just get a chinese cheapo.
[14:25:33] <Connor> Glacern is about the same as Kurt from what I can tell.
[14:25:40] <fluffybitchx> I don't need a good vise for my not-good chinese machine.
[14:25:59] <ssi> welcome to the wonderful world of tolerance stacking
[14:26:01] <_methods> oh well screw glacern then
[14:26:10] <_methods> i haven't looked at their prices in awhile
[14:26:16] <_methods> they think they're kurt now or something?
[14:26:21] <FinboySlick> fluffybitchx: If you need one that's relatively precise for its price, look at toolmakers vises. They're not very practical though.
[14:26:45] <fluffybitchx> FinboySlick: I actually have a decent toolmaker's vise... it's too small, and is meant to be clamped in my non-existant larger vise.
[14:28:32] <fluffybitchx> I got it on craigslist... some guy was bored at work and made it. all parts are precision ground tool steel, including the body... it's a work of art. heh.
[14:28:41] <CaptHindsight> http://www.shars.com/files/products/catalog2015/page133.pdf these are all pretty nice
[14:28:48] <anarchos> i wish someone sold a 3" "CNC" vise
[14:28:54] <PetefromTn_> having had several different chines clone vises and used all sorts of high quality vises in pro shops around here I have come to the realization what while a kurt is certainly NOT cheap it is a bargain really for what you are getting.
[14:29:17] <ssi> I have a kurt dl430 double 4"
[14:29:19] <ssi> and I paid $250 for it
[14:29:26] <_methods> score there
[14:29:32] <fluffybitchx> PetefromTn_: given the quality of my machine (old chinese crap, with substantial issues), I don't think a chinese vise is going to be the part I get most annoyed with.
[14:29:45] <PetefromTn_> I used to think that too...
[14:30:04] <fluffybitchx> heh. Well, I can always upgrade later.
[14:30:11] <PetefromTn_> but when you cannot rely on things gettting clamped straight or flat you quickly change your mind..
[14:30:33] <ssi> YEP
[14:30:38] <PetefromTn_> even on a piece of shit machine as long as the cutter is square to the work LOL
[14:30:41] <fluffybitchx> my machine doesn't seem to be straight or flat to start with... I think it was damaged more when it got forklift-bumped than the guy I bought it from said.
[14:31:09] <Rab> anarchos, what makes it "CNC"? There are precision machinist's or toolmaker's vises going down as small as you want.
[14:31:43] <anarchos> Rab: I just meant one of the ones marketed as "CNC". flat sides with the channel for clamping.
[14:32:38] <FinboySlick> PetefromTn_: I have the inverse problem. I can clamp my work quite square and straight with the table. I just can't get the rest of the machine to agree ;)
[14:32:45] <_methods> CaptHindsight: do you have one of the v series shars vises?
[14:33:14] <PetefromTn_> yeah well typically you can tweak the machine to cooperate even on a chinese machine
[14:33:19] <CaptHindsight> _methods: I have a few of the 690V
[14:33:44] <_methods> that's a good deal for sure
[14:33:47] <PetefromTn_> its a matter of degrees of frustration really LOL...
[14:34:31] <_methods> half the price of kurt
[14:34:43] <fluffybitchx> I just need a better machine... if I spot something better within my budget, I'm building a pretty nice control system, and can just move it to another machine...
[14:34:47] <_methods> the uR's look good for a real cnc machine
[14:34:54] <_methods> be nice to have front fixed jaw
[14:35:05] <FinboySlick> I still need to gather up about $30k and then I'll have a real house with a 25'x25' basement dedicated workshop.
[14:35:28] <CaptHindsight> I use the V's for big parts 24" apart
[14:35:35] <fluffybitchx> I wish I could afford a house. heh. that comes before milling toys.
[14:35:40] <Rab> anarchos, yeah, try looking for keyword 'toolmaker's vise'. Not finding anything specifically in 3", but that sounds like what you're looking for.
[14:36:08] <FinboySlick> fluffybitchx: Well, if you can come pick it up, you can have the old one when I'm done moving.
[14:36:27] <fluffybitchx> your house? heh
[14:36:57] <FinboySlick> Sure. You might have to take it appart to fit it down the street though.
[14:37:22] <CaptHindsight> http://www.kbctools.com/products/WORK%20HOLDING/VISES%20@@26%20ACCESSORIES/MILLING%20MACHINE%20VISES/3884.aspx look at the prices for Palmgren
[14:37:34] <Connor> I have this one..
http://www.shars.com/products/view/62/5x5x112quot_Lock_Down_Precision_Milling_Machine_Vise
[14:37:40] <Connor> it's okay.. but.. nothing to write home about.
[14:38:11] <CaptHindsight> PetefromTn_: which Shars was a POS?
[14:38:16] <CaptHindsight> was/is
[14:38:21] <Connor> the 6" CNC
[14:38:34] <Connor> http://www.shars.com/products/view/69/6quot_Lock_CNC_Vise
[14:38:36] <Connor> that one.
[14:38:37] <__rob> is it likely to have different backlash on each axis
[14:38:42] <__rob> using the same parts
[14:39:03] <__rob> Its measuring that way, and I am getting better result with backlash compensation
[14:39:07] <CaptHindsight> never tried or saw one of those there
[14:39:10] <__rob> but assumed they were both the same
[14:39:21] <Rab> anarchos,
http://www.shars.com/products/view/105/Precision_Toolmakers_Vise_3quot
[14:39:33] <PetefromTn_> actually while that looks like it I paid a lot more than that for mine... maybe they changed it?
[14:39:57] <Connor> Shipping?
[14:40:12] <PetefromTn_> no I mean before shipping
[14:40:12] <Connor> I think that's been the price for a while now..
[14:40:17] <Connor> could have came down..
[14:40:22] <_methods> http://www.shars.com/products/view/148/3quot_x_5quot_Precision_Toolmakers_Vise
[14:40:27] <PetefromTn_> I think I paid like $199.99 for it plus shipping
[14:40:29] <_methods> 3"x5"
[14:40:55] <fluffybitchx> hrmm... I bet I could use a touch probe to map out how not-square our various machines are, then use the kinematics engine to compensate.
[14:40:59] <Connor> Not very much in the way of 5' vises out there.. 4 or 6..
[14:41:08] <Swapper> __rob: you will probably have less backlash on z then the other axies
[14:41:11] <Connor> err 5"
[14:41:13] <_methods> yeah 5 is kinda bastard size
[14:41:25] <CaptHindsight> http://chicago.craigslist.org/chc/tld/4884595369.html Kurt D-688 6.00" Machine Vise - $325
[14:41:27] <anarchos> Rab: yeah I looked at that one, $170 CAD though (versus $110 for the one i nought)
[14:41:28] <Connor> 4 is too small and 6 is too big on my machine..
[14:41:33] <cradek> fluffybitchx: you genreally can't measure your machine with itself
[14:42:11] <PetefromTn_> I have the Kurt D688 as well... excellent vise
[14:42:18] <_methods> yeah
[14:42:22] <_methods> hard to beat kurt
[14:42:28] <FinboySlick> Oh wow, it's so tiny! :)
http://www.shars.com/products/view/108/Precision_Toolmakers_Insert_Vise_1quot
[14:42:37] <CaptHindsight> http://chicago.craigslist.org/chc/tld/4839417612.html Kurt DC 600 C Double Locking Vise - $999
[14:42:43] <Rab> This is a godlike vise:
http://sanantonio.craigslist.org/tls/4799906910.html
[14:42:48] <CaptHindsight> reduced from 1499
[14:42:50] <_methods> i had a bunch of doublelocks go bad and they sent me all new tightening assemblies
[14:42:55] <_methods> for free
[14:42:57] <fluffybitchx> the only kurts I've seen on ebay within my price range looked like they were used as backdrops for faking apollo photos...
[14:42:58] <PetefromTn_> I bet that bitch is really heavy LOL
[14:43:10] <anarchos> have you seen Orange vises?
[14:43:13] <anarchos> they look neat
[14:43:18] <_methods> yeah they're like chick
[14:43:22] <_methods> for production
[14:43:26] <PetefromTn_> they are highly regarded but NOT cheap
[14:43:29] <Swapper> fluffybitchx: haha
[14:43:34] <_methods> not cheap at all
[14:43:57] <_methods> i'm surprised there are no chinese knockoffs
[14:43:58] <PetefromTn_> honestly I think when I get some spare change I will get another D688
[14:44:21] <anarchos> $1199 with a sale price of "$call" for the 6" Orange.
[14:44:30] <PetefromTn_> and have two matched height vises that should handle 99 percent of my clamping needs
[14:45:01] <_methods> chick and orange make great tombstones
[14:45:05] <PetefromTn_> I will say the 8.8" opening PLUS the ability to swap the jaws for even more is really really nice..
[14:45:33] <_methods> well chick does
[14:45:42] <_methods> i'v never used an orange one
[14:45:49] <CaptHindsight> Hermann Schmidt Grinding Vise - $475 ?
http://chicago.craigslist.org/nwc/tls/4881907172.html
[14:47:02] <CaptHindsight> https://www.hschmidt.com/productcart/pc/Precision-Grinding-Vise-4-Capacity-V0-4-15p213.htm
[14:47:22] <CaptHindsight> light and small for >$800
[14:47:28] <PetefromTn_> I can't get over that crinkle finish on the chines vise picture hehe
[14:47:48] <CaptHindsight> applied with a spatula
[14:47:59] <PetefromTn_> yeah heh
[14:48:01] <PetefromTn_> crazy
[14:48:14] <anarchos> lol
[14:48:30] <PetefromTn_> no offense man..
[14:48:47] <PetefromTn_> but it looks kinda funny
[14:48:50] <anarchos> none taken, it is pretty shitty :P
[14:49:16] <CaptHindsight> scares the chips away
[14:49:26] <_methods> well i'll be damned they do have chinese knockoff's of chick vises
[14:51:04] <PetefromTn_> yeah Chinese Chicks hehehe
[14:51:08] <_methods> hahaha
[14:51:10] <CaptHindsight> https://www.kickstarter.com/projects/voltera/voltera-your-circuit-board-prototyping-machine wow up to $260K already
[14:51:30] <ssi> I need to kickstart some bullshit
[14:51:35] <_methods> it's pretty sad when a cat card game can make like $4million in 2 days
[14:51:43] <CaptHindsight> yeah
[14:51:48] <_methods> and a cnc machine only gets like $250k
[14:51:53] <PetefromTn_> ssi AGREED!!
[14:52:22] <PetefromTn_> do they really get that much money? How the hell does that work?
[14:52:23] <CaptHindsight> I don't want to have a half assed product
[14:52:24] <anarchos> wow that's so cool
[14:52:29] <ssi> PetefromTn_: less 10%
[14:52:31] <CaptHindsight> but people don't seem to mind
[14:53:34] <PetefromTn_> so the kickstarter pages each actually get that much money less 10 percent in actual cash or what surely they have to pay it back at some point right? I don't understand how that whole thing works...
[14:53:34] <anarchos> we are living in a great time :P
[14:53:36] <anarchos> that's amazing
[14:54:14] <fluffybitchx> unfortunately, as much as I would like if the exploding kittens thing turned out to be an elaborate hoax, I don't think it is.
[14:54:15] <CaptHindsight> https://medium.com/@stevekreyos/the-rise-and-fall-of-kreyos-new-ac4e2d847964 this was the project that started the backlash
[14:54:25] <CaptHindsight> and that video game that was never released
[14:55:50] <CaptHindsight> "we are a marketing team without engineers"
[14:56:18] <ssi> PetefromTn_: they don't have to pay anything back
[14:56:26] <ssi> PetefromTn_: presumably they should deliver what they promised in the campaign
[14:56:33] <ssi> but there's nothing stopping them from failing to do so
[14:57:48] <CaptHindsight> http://www.inc.com/welcome.html?destination=http://www.inc.com/alex-daly/playbook-crowdfunding-indiegogo-or-kickstarter.html
[14:58:33] <fluffybitchx> CaptHindsight: sounds pretty typical for what I can tell about the honesty of chinese manufacturers.
[14:58:44] <anarchos> waahoo! spoke to the metal place again, got a different guy...they have 1x2" 6061 in stock, $11.something a foot with a 2 dollar cut fee per cut. Wonder why the last guy told me i had to buy a shit ton :P
[14:59:30] <anarchos> no 1x3 though :/
[15:00:14] <fluffybitchx> I got annoyed at the local place when they told me they'd sell me a 1x2ft piece of 1/2" plate for $30... and a $70 cut charge.
[15:00:41] <anarchos> i might as well head on down there today
[15:00:47] <anarchos> :D
[15:00:55] <anarchos> make sure that same guy is working :P
[15:01:23] <PetefromTn_> that is not a terrible price really.. I think you could get it a bit cheaper but if they have the lengths you need in stock and are willing to cut to length it is not bad.
[15:01:37] <PetefromTn_> bring a box of donuts...hehe
[15:01:47] <PetefromTn_> you might just get some stock for free LOL
[15:01:56] <anarchos> that's a good idea.
[15:02:21] <PetefromTn_> sounds like that kreyos project got the royal screwing job...
[15:02:30] <LeelooMinai> Hmm, is there some easy way o distinguishing HSS from carbide?
[15:02:47] <LeelooMinai> Assuming it's not obvious.
[15:03:00] <PetefromTn_> usually carbide is a slightly greyer color and HSS is shinier
[15:03:10] <fluffybitchx> PetefromTn_: the best part will be when the chinese factory starts selling them on ebay for half the wholesale cost.
[15:03:31] <fluffybitchx> LeelooMinai: carbide feels noticably heavier
[15:03:36] <LeelooMinai> Yes, that's why I put the "obvious" part. I usually can easily tell, but I have this endmill here and I am not sure.
[15:03:36] <cradek> LeelooMinai: it's enough heavier that you can just feel the difference
[15:04:20] <LeelooMinai> It's a small mill though - only 3.175mm
[15:04:34] <fluffybitchx> put it in a full cup of water, measure the overflow, look up a table of density of hss and carbide, weigh it, compare? :)
[15:04:37] <LeelooMinai> I could weight it, but not sure if that would map into anything tangible:)
[15:05:29] <anarchos> well, i'll be back later. metal time :D
[15:05:29] <LeelooMinai> fluffybitchx: Or I could use that little scale for jewels I have that measures to some crazy precision:)
[15:05:51] <fluffybitchx> but that won't tell you the density. you have to measure or compute its volume too. :P
[15:06:00] <fluffybitchx> or compare to an identically-sized endmill of known composition.
[15:06:19] <LeelooMinai> fluffybitchx: I was hoping for something less involved I guess
[15:06:59] <fluffybitchx> use it and see how long it takes to wear?
[15:07:05] <PetefromTn_> cut something hardish with it and if it burns up it is probably HSS LOL...
[15:08:02] <Swapper> try scratching a HSS tool with it ?
[15:08:19] <LeelooMinai> Wouldn't hss scratch hss though?
[15:08:32] <Swapper> not as easily is my guess
[15:08:39] <Swapper> compare to a known carbide
[15:09:17] <fluffybitchx> how about a spark test? I can't remember what carbide looks like.
[15:09:28] <LeelooMinai> Hmm, it scratches HSS like it was butter
[15:09:55] <fluffybitchx> now try scratching it with hss
[15:11:42] <LeelooMinai> Same:)
[15:11:51] <fluffybitchx> so it's probably hss then
[15:12:20] <LeelooMinai> BUt I meant that it scratches without effort
[15:12:40] <fluffybitchx> I usually identify carbide by weight... as soon as you pick it up, it just feels so much heavier.
[15:13:41] <LeelooMinai> I think I will try to find that tiny scale
[15:18:30] <fluffybitchx> bbl, working on my car then working on my mill.
[15:19:36] <fluffybitchx> car needs exhaust work, then trying to make my x axis leadscrew work.
[15:20:21] <LeelooMinai> Ok, it has 0.01g accuracy, let.s see:)
[15:20:43] <witnit> fluffybitchx, did you ever get pics of your leadscrew area, (i think i fel asleep after i asked yesterday)
[15:20:45] <LeelooMinai> 3.53g
[15:21:10] <fluffybitchx> witnit: once I got CNC working, the problem with Y is now obvious - bent leadscrew.
[15:21:13] <_methods> http://www.foodiggity.com/shop/cock-blocker-wine-stopper/
[15:21:31] <fluffybitchx> I couldn't see the wobble while the whole thing was wobbling as I hand-cranked it, but once it was motorized, the bend was obvious.
[15:21:35] <witnit> yeah, my next suggestion was to put an indicator on it
[15:21:46] <CaptHindsight> maybe an add-on for reprap with 4-5 nozzles, one for solder paste, conductive ink, insulator, adhesive and resistors
[15:21:55] <fluffybitchx> today I'm working on the X leadscrew, which has a quite substantial bend. heh.
[15:22:10] <_methods> reprap strapons lol
[15:22:24] <CaptHindsight> filament fetishists
[15:22:30] <_methods> strapon nozzles
[15:22:30] <witnit> are there any bridgeport reprap strapons out there?
[15:22:36] <witnit> CaptHindsight, ++
[15:22:37] <_methods> i pray not
[15:22:41] <LeelooMinai> No I should find density of HSS and carbide I guess
[15:22:44] <LeelooMinai> Now*
[15:22:47] <_methods> that's sacrilege of some unknown order
[15:23:10] <CaptHindsight> oh and nozzle 6 for hot air
[15:23:28] <fluffybitchx> witnit:
http://fw.bushytails.net/bentleadscrew01.jpg is my X leadscrew.
[15:23:36] <witnit> hahaha bushytails
[15:23:45] <CaptHindsight> and it just needs to almost work
[15:24:09] <witnit> hahahah yeah i dont think you need an indicator, looks like bent during unloading
[15:24:48] <fluffybitchx> the good news is the actual screw part runs true, so even if straightening it utterly fails, I can just cut it on the unthreaded part and couple on fresh shaft. the thrust bearings are on the other end of the screw, nothing but torque on that end.
[15:25:01] <witnit> perfect
[15:25:34] <fluffybitchx> witnit: the story I got was it was hit by a forklift. looking at the damage, I think the part left off was "and then it fell off its stand onto a concrete floor".
[15:26:28] <witnit> sounds about right,
[15:26:33] <fluffybitchx> that end of the shaft is inside the box with the pulleys... the bend was from the box being ripped off the side of the machine and the box hitting the shaft.
[15:27:02] <witnit> yeah weight of machine in motion would be plenty to fold that over :)
[15:27:29] <fluffybitchx> the y leadscrew is much less bent... just a few thousandths. I'll probably find the high spot and lever on it with a crowbar and a bit of aluminum angle to avoid thread damage, without removing it from the machine.
[15:28:03] <witnit> you got pics of the whole machine?
[15:28:21] <fluffybitchx> http://fw.bushytails.net/shoptask02.jpg
[15:28:33] <fluffybitchx> that pic is old... it's been cleaned up a bit and has steppers now. heh.
[15:30:01] <fluffybitchx> bbl, I told someone I'd meet up with them to use their torch... mine is out of gas.
[15:30:25] <witnit> hey thats great, if you had a servo spindle you could do tapped holes around a hexagon without laying anything out
[15:30:33] <JT-Shop> PetefromTn_, got another Spyder accessory to make... a cup holder LOL
[15:30:43] <PetefromTn_> huh?
[15:31:07] <PetefromTn_> are you making them?
[15:31:10] <JT-Shop> I'm machining out some delrin clamps for a cup holder on the Spyder
[15:31:12] <JT-Shop> yea
[15:31:22] <JT-Shop> not the cup part, just the mount
[15:31:42] <PetefromTn_> interesting.
[15:31:55] <PetefromTn_> I need to come up with some more ideas for products myself
[15:32:18] <PetefromTn_> I have some things I want to try but I am always looking for new ideas.
[15:32:20] <JT-Shop> this one is for the passenger
[15:32:32] <Moronicsmurf> Custom milling paintball guns is ever popular around here.
[15:32:36] <PetefromTn_> The CNC lathe will be a big boon to me here once it is working
[15:32:41] <Moronicsmurf> seems to be pb players everywhere so.
[15:32:56] <witnit> JT-Shop, what do the clamps look like?
[15:33:30] <PetefromTn_> I don't know jack about paintball guns but I am an avid air gunner and Field target Competitor..
[15:33:31] <JT-Shop> I don't have a photo at the moment but it is two parts that clamp onto the passenger hand hold bar
[15:36:46] <Moronicsmurf> PetefromTn_: well the tech is similar in both of em just diff. regulators.. but its cosmetic milling and anodizing they usuall want, removing materials for weight.
[15:37:05] <JT-Shop> if this works out, I'll need to make some fixtures to machine them
[15:37:14] <PetefromTn_> are you talking about modifying them or making them from scratch
[15:37:49] <Moronicsmurf> Modifying them usualy but sometimes making custom bodies have been asked for as well - i dont but they ask anyway.
[15:37:51] <PetefromTn_> JT-Shop Nice man glad to hear you are going into production with it..
[15:38:06] <PetefromTn_> so you do this work?
[15:38:44] <Moronicsmurf> PetefromTn_: i mainly do mods on a manual mill actually, but there is others ive seen doing this and i get asked quite often for this types of jobs.
[15:39:07] <Moronicsmurf> sitting here mostly to see if you are dashing out insights into linuxcnc.. *cuz i burned my controller boards yesterday* ;D
[15:39:11] <PetefromTn_> hmm I don't even know anyone who shoots paintballl
[15:39:39] <CaptHindsight> PetefromTn_: do you make any paintball gun parts?
[15:39:51] <LeelooMinai> Hmm, ok, I did calculations and seems HSS is 8g/cm^3 and Carbide 15.6g/cm^3, I took 0.8 of the volume of the bit to account for flutes at the end, and got it almost spot on for the carbide density.
[15:40:08] <Moronicsmurf> CaptHindsight; we discussed potential biz oportunities. 09
[15:40:09] <Moronicsmurf> =)
[15:40:19] <PetefromTn_> CaptHindsight No actually I do not but if there is a good market for it I would make about anything LOL...
[15:40:43] <PetefromTn_> who did?
[15:40:58] <CaptHindsight> I get contacted all the time for graphic and image anodizing on them
[15:41:13] <CaptHindsight> but I only sell the tech, not the service
[15:41:28] <PetefromTn_> I SO need to get anodizing going here.
[15:41:37] <PetefromTn_> they race shop guys have been asking about it too..
[15:42:01] <CaptHindsight> I used my anodize inks on 5 year old unsealed and it came out great
[15:42:24] <PetefromTn_> yeah I know whenever I get a setup going I WILL be contacting you about your inks..
[15:42:26] <CaptHindsight> no sulfuric acid refresh needed
[15:43:06] <CaptHindsight> maybe anodize ink markers for custom guns
[15:43:10] <PetefromTn_> even if it was just a little bit of income for when things are slow it would be worth it to me just to have the ability here to do a nice job..
[15:43:11] <Moronicsmurf> hmm around here we arent even allowed to buy sulfuric acid in the first place. *hmpf, sweden..*
[15:43:15] <CaptHindsight> you just draw freehand
[15:43:43] <CaptHindsight> Moronicsmurf: how about old car batteries?
[15:44:00] <Moronicsmurf> you need to go to a recycle station or an authorized dealer to have em refilled.
[15:44:04] <roycroft> i can't find sodium hydroxide in local supermarkets any more
[15:44:11] <PetefromTn_> I was looking at the power supplies you told me about and I need to determine which one would work for the most reasonable price that is not a piece of junk..
[15:44:25] <roycroft> it's used in meth labs, so people can't be trusted with it any more
[15:44:27] <roycroft> and i need some
[15:44:35] <roycroft> so now i have to figure out how to buy it
[15:44:46] <Moronicsmurf> couldnt that be made?
[15:44:49] <roycroft> sulphuric acid is no problem to make
[15:45:00] <roycroft> i suppose i could make a lot of ashes
[15:45:37] <roycroft> er, sulphuric acid is no problem to buy, rather
[15:45:38] <Moronicsmurf> sodium hydroxide can be made from ordinary salt that isnt iodized if i remember my chem
[15:45:41] <CaptHindsight> http://www.chemistrystore.com/Chemicals_S-Z-Sodium_Hydroxide.html
[15:45:59] <roycroft> i haven't checked the home improvement stores yet
[15:46:05] <roycroft> they may still have it
[15:46:05] <CaptHindsight> http://www.chemistrystore.com/Chemicals_S-Z-Sodium_Hydroxide_Bead.html
[15:46:18] <roycroft> since it's a common drain opener
[15:46:29] <Moronicsmurf> hehe, i find those stores amusing, would i try to buy from them and ship here i would prob. get arrested :D
[15:46:43] <CaptHindsight> and used for making biodiesel
[15:47:50] <roycroft> yes
[15:48:10] <roycroft> in texas you have to have a permit to legally posess an erlenmeyer flask
[15:48:18] <roycroft> arguably even a glass stir rod
[15:48:34] <roycroft> so we're not as bad as texas in that regard
[15:48:47] <_methods> the chemistry set i had when i was a kid would probably land you in jail now
[15:48:50] <roycroft> funny, because texas touts itself as an anti-regulation state
[15:49:18] <Moronicsmurf> So anyone here ever tried connect a granite devices servo controller to a 7i48 analog interface and did it successfully. And if so, got a schematic? *having issues*
[15:49:30] <Moronicsmurf> i shall add, its the Argon servo controller.
[15:49:34] <Nick001-shop> is there info on the tank layout and the rest of the anodizing process. All I seem to find is BS and directions to start buying someone's magical process.
[15:49:47] <CaptHindsight> roycroft: are you serious?
[15:50:29] <roycroft> i am serious
[15:50:30] <PetefromTn_> there will always be shitheads that make dangerous or addictive things out of everthing they can get their hands on. The fact that we have to regulate the things is a shame really. Pretty soon crayola crayons will be outlawed LOL
[15:50:41] <roycroft> texas requires a permit to posess any chemistry lab apparatus
[15:50:48] <roycroft> because of teh meth
[15:51:22] <roycroft> homebrewers have to get permits to buy flasks for making yeast starters
[15:51:33] <CaptHindsight> second prize, 2 weeks in Texas, first prize, 1 week in Texas
[15:51:46] <PetefromTn_> prize or penalty?
[15:51:53] <CaptHindsight> what load of crap then about how small guberment they are
[15:52:03] <CaptHindsight> too much regulation
[15:52:25] <PetefromTn_> I have been to Texas once.........once
[15:52:33] <roycroft> yet if you're a "business" you can build a dangerous chemical plant that is adjacent to a public school and not need a permit nor any inspections
[15:52:45] <Moronicsmurf> Well you should visit sweden then you will find that your regulations is quite loose and easy going. =)
[15:52:49] <roycroft> of course, such a chemical plant would never blow up or anything
[15:52:57] <roycroft> oh, wait, that's happened twice in the past few years in texas
[15:53:14] <CaptHindsight> in China I can't ship liquids without a permit
[15:53:53] <CaptHindsight> but I can recycle oil from the sewer pipes and sell it for cooking oil
[15:54:06] <Moronicsmurf> yeah well why not..
[15:54:08] <Moronicsmurf> *cough*
[15:54:41] <CaptHindsight> I see all forms of different paranoia when traveling
[15:55:09] <CaptHindsight> what one country sees as a positive others find a threat
[15:55:17] <Moronicsmurf> last time when i imported epoxy from germany i had to pay crapton of extra because of chemical liquids.
[15:55:42] <Connor> Anyone know if C.L.R. would work on taking surface rust off of a vise or mill ?
[15:55:45] <roycroft> and the new governor is against even keeping a list of such chemical platns
[15:56:10] <roycroft> he says "if you want to know what businesses are doing, drive around, stop, and ask them"
[15:56:23] <CaptHindsight> heh
[15:56:31] <roycroft> yet if you're a private citizen you need a permit to own a beaker or flask
[15:57:37] <CaptHindsight> crony capitalism at its finest
[15:58:43] <CaptHindsight> is it difficult for a small business to obtain said license?
[15:58:59] <FinboySlick> Government doesn't write regulations, 'experts' do. Experts come from industry. Industry doesn't like competition.
[15:59:23] <CaptHindsight> but it's supposed to be a free market :)
[15:59:27] <CaptHindsight> waaahhh
[15:59:47] <Moronicsmurf> well there havent been a free market for a long time.
[16:00:11] <CaptHindsight> most people are lost by the time this conversation gets this far
[16:00:26] <CaptHindsight> 3+ nouns to remember
[16:00:29] <FinboySlick> Maybe there will be an opportunity when it all comes crashing down.
[16:01:09] <CaptHindsight> how about all the free cell phones the guberment gives out?
[16:01:24] <CaptHindsight> thats the #1 complaint I hear around here
[16:01:42] <CaptHindsight> how that is causing their taxes to increase
[16:01:46] <Moronicsmurf> free cells? why would they do that for other reason than spying?
[16:01:51] <FinboySlick> I mean, at some point it'll have to crash. If only because we've run out of space to write down the digits on the debt ;)
[16:02:51] <CaptHindsight> FinboySlick: the Chicago biys figured out how to do that in South American and Japan over the past 30-40 years
[16:02:58] <CaptHindsight> no crash
[16:03:22] <CaptHindsight> biys / boys
[16:04:25] <FinboySlick> Could be another 40. It's just that at the point where you borrow to cover interest payments... there's no way out.
[16:06:31] <TekniQue> Swapper: this water brake is used to dyno test snowmobile engines
[16:06:58] <TekniQue> I have another bigger unit I use to dyno test car engines and snowmobiles that have more power than the average sports car
[16:07:32] <adb> pics
[16:07:49] <CaptHindsight> FinboySlick: I know what you're saying, but now back to my machines...
[16:09:59] <FinboySlick> CaptHindsight: Indeed. Better focus on doing something good ourselves than what others are doing wrong. Just sucks to have them in our way at every corner.
[16:15:21] <Deejay> gn8
[16:20:21] <Connor> Anyone know if C.L.R. would work on taking surface rust off of a vise or mill ? Without damaging it??
[16:20:28] <TekniQue> adb:
http://www.foo.is/albums/misc/2015_02_01_00_37_30.sized.jpg
[16:20:31] <Swapper> TekniQue: ahh ok
[16:20:39] <TekniQue> this is my full sized engine dyno
[16:20:49] <TekniQue> http://www.foo.is/albums/misc/2015_02_01_00_51_04.sized.jpg
[16:21:01] <_methods> Connor: don't spill it on your garage floor if you do lol
[16:21:05] <_methods> don't ask me how i know
[16:21:15] <Connor> Why? What does it do?
[16:21:23] <_methods> turned my concrete to dust
[16:21:31] <adb> TekniQue, cool,
[16:21:35] <Connor> Really ?
[16:21:37] <Connor> WTF?
[16:21:46] <_methods> yeah
[16:21:59] <witnit> clr, destroyer of rome
[16:22:12] <Swapper> TekniQue: looks real cool
[16:22:22] <_methods> yeah it ate up the concrete where i spilled it
[16:24:49] <Connor> Can I clean cast iron with CLR? No, CLR cannot be used on cast iron; the acids in CLR will react with the metal.
[16:24:58] <Connor> Guess that answers that.
[16:25:22] <CaptHindsight> try naval jelly
[16:25:36] <witnit> belly jelly?
[16:25:38] <Connor> WTF is that ?
[16:26:11] <CaptHindsight> https://metalworking-blacksmithing.knoji.com/naval-jelly-the-1-rust-remover/
[16:26:14] <PetefromTn_> I usually just try to rub some motor oil into it and leave it sit...then come back with a very soft grit pad to knock off the surface rust..
[16:26:38] <CaptHindsight> http://en.wikipedia.org/wiki/Phosphoric_acid
[16:26:42] <_methods> http://imgur.com/2HF5ZKo,qhYOXoi
[16:26:48] <_methods> clr left on concrete
[16:27:09] <Connor> damn
[16:27:14] <CaptHindsight> http://www.homedepot.com/p/Loctite-16-fl-oz-Naval-Jelly-Rust-Remover-6-Pack-553472/203009402
[16:27:17] <_methods> yeah
[16:27:19] <Connor> How long was it on there ?
[16:27:48] <_methods> overnight
[16:28:03] <_methods> i had to repair my washing machine and cleaned the inner tub with clr
[16:28:09] <_methods> and it spilled onthe garage floor
[16:28:14] <_methods> i didn't think anything of it
[16:28:18] <_methods> until the next day lol
[16:29:13] <toast-work> Connor: vinegar.
[16:29:25] <toast-work> get a few gallons of vinegar and a big tupperware thing
[16:29:39] <Connor> I don't think the mill table will fit..
[16:30:05] <_methods> hehe kiddie pool
[16:30:09] <Connor> Got some rust under the vise...
[16:30:24] <toast-work> oh, then hold pls
[16:30:30] <_methods> stone it
[16:30:57] <roycroft> just remember that any time you actually remove rust you're damaging the part
[16:31:10] <roycroft> if you can convert the rust back into metal you're better off
[16:31:18] <roycroft> there will be less loss that way
[16:31:40] <roycroft> electrolysis is probably the best way to conserve the integrity of a part
[16:33:14] <tjb1> JT-Shop: everything good?
[16:34:13] <PetefromTn_> we stoned the tables on the VMC's lightly all the time when there was a little bit of surface rust under the vise or whatever. They sell stones made for this.
[16:35:12] <toast-work> Connor: sorry got disconnected
[16:35:19] <toast-work> you are looking for this:
http://www.instructables.com/id/Electrolytic-Rust-Removal-aka-Magic/
[16:35:26] <toast-work> except rather than a bucket
[16:35:28] <toast-work> you soak a rag
[16:35:31] <_methods> yeah i stone my table after every time i move vises
[16:36:21] <Connor> makes me want to remove the vise before I shut down or plan on not using the machine for a long time..
[16:36:33] <roycroft> that would be the thing to do
[16:36:38] <Connor> but, that's not realistic.. having to tram the thing every damn time.
[16:36:49] <roycroft> it seems counterintuitive to remove rust by putting a wet rag on it though :)
[16:36:52] <Connor> especially if you use soft jaws.
[16:37:45] <_methods> use a sub plate
[16:38:37] <Connor> I'm being OCD. I don't want rust.. but.. it's going to happen. Like getting a dent in your brand new car / truck..
[16:39:28] <_methods> hehe put cosmolene under your vise
[16:40:04] <Connor> Use oil instead of water soluble coolant.
[16:40:05] <Connor> :)
[16:48:25] <JT-Shop> tjb1, not making much progress on it
[16:49:32] <Jymmm> JT-Shop: When you made your hoist, what (if any) references did you use to calculate everything ?
[16:50:27] <JT-Shop> used what I had
[16:50:34] <Jymmm> ...
[16:52:12] <Jymmm> JT-Shop: That's pretty ambiguous, I have no idea what you had.
[16:52:27] <witnit> lul
[16:54:32] <Nick001-shop> JT-Shop - any particular grade of titanium you use for your anodize tank?
[16:55:10] <Connor> WTF... My kitchen sink supply lines go from 1/2 Copper to 3/4" umm.. Not sure.. not galvanized.. looks maybe chrome..
[16:55:24] <JT-Shop> Jymmm, I just used the materials I had on hand and did no calculations other than if it looks right it probably is
[16:55:45] <Connor> I may have to cut that out...
[16:56:05] <Jymmm> JT-Shop: Ah, so as far as weight capacity, you just went with what you knew?
[16:56:08] <_methods> JT-Shop: i'm sure zeeshan would disapprove of your willy nilly methods
[16:56:09] <_methods> lol
[16:56:35] <_methods> just doing something..........it's insanity
[16:56:43] <witnit> hahahhh
[16:56:57] <witnit> you all too funny
[16:57:19] <witnit> willy nilly methods hahaha
[16:57:24] <_methods> heheh
[16:57:30] <JT-Shop> Nick001-shop, I think it is just titanium
http://anodizingracks.com/
[16:58:08] <Tom_itx> JT-Shop gonna make a triple header?
http://i.imgur.com/z0rXSbV.jpg
[16:58:43] <JT-Shop> I just want to get the board to move the extruder lol
[16:58:48] <Tom_itx> heh
[16:58:58] <Tom_itx> he's testing it there
[16:59:24] <_methods> unicorn shit
[16:59:34] <_methods> hahah
[16:59:52] <witnit> http://i.ytimg.com/vi/MCn9lL94sxQ/maxresdefault.jpg
[16:59:55] <Nick001-shop> I was looking at building my own rack and I only found one company that has titanium strip and they're calling out type 1-4 alloy and dose it make any difference for anodizing?
[17:00:08] <JT-Shop> _methods, actually quite sound engineering, having seen many commercial hoists I just copied what I saw
[17:00:24] <Nick001-shop> dose/does
[17:00:36] <JT-Shop> I just got some ti wire from mcmaster
[17:04:45] <Tom_itx> well i got my isolation board today, maybe i can get some controlled spindle movement this evening
[17:05:53] <witnit> we need a easy upload place for photos of and links to everyones builds, so they could upload and share in chat
[17:06:03] <Tom_itx> the relays are on a slow boat from china but at least it'll only be a month instead of a quarter since i beat their new year.
[17:06:04] <Moronicsmurf> imgur.com
[17:06:11] <Moronicsmurf> just start an account, share a shortlink
[17:06:15] <Tom_itx> imagebin
[17:06:21] <witnit> see look
[17:06:28] <witnit> two different places already
[17:06:33] <Tom_itx> i use my own server
[17:07:02] <witnit> need 1 that is a quick link post/upload by username
[17:07:30] <Moronicsmurf> yeah imgur allows you to ctrl+c directly into your account or just drag and drop to your gallery. =)
[17:07:43] <_methods> yeah
[17:08:57] <witnit> would a wordpress driven interface for managing imgur hosted photos/schematics/pdfs be usable
[17:09:15] <Moronicsmurf> this there is project themes for wordpress already
[17:09:18] <witnit> public and moderated posting methods
[17:09:36] <Tom_itx> you keep adding stipulations...
[17:09:42] <Moronicsmurf> i use wordpress on my own site, roughedge.se - but its the usual blog stream.
[17:09:55] <witnit> yeah but one would need a project which would include video, photo, pdf, compressed config filed etc
[17:10:09] <Moronicsmurf> well start one. ;)
[17:10:11] <_methods> isn't that called youtube
[17:10:18] <_methods> lol
[17:10:23] <witnit> ehh, yeah but how do you manage each host
[17:10:26] <witnit> for one project
[17:10:31] <Moronicsmurf> subdomains
[17:10:34] <Moronicsmurf> a multidomain setup
[17:10:40] <Moronicsmurf> its quite easy actually.
[17:10:56] <witnit> you cant imgur here and youtube there and pastebin in another spot, you need a project area
[17:11:37] <witnit> so you could list hardware, controls, software, then also have your photos and video close by without sending people individual links to all info
[17:11:48] <Moronicsmurf> you mean like;
http://www.buildlog.net/
[17:12:27] <witnit> yep
[17:12:34] <witnit> thats what i mean :)
[17:12:37] <Moronicsmurf> copy paste. ;)
[17:13:24] <moorbo> what is a good way to create an image of my sdcard
[17:13:33] <moorbo> so if my rpi kills it, I don't have to go and redo everything
[17:13:41] <Moronicsmurf> what operating system u using?
[17:13:42] <roycroft> dd (1) - convert and copy a file
[17:13:58] <moorbo> dd if=/original of=/newthing.img
[17:13:58] <Moronicsmurf> dd is the easiest
[17:14:00] <moorbo> or whatever?
[17:14:07] <_methods> DD FTW
[17:14:22] <witnit> maybe
[17:14:25] <witnit> http://www.linuxweblog.com/dd-image
[17:14:26] <moorbo> osx is what I'm using
[17:14:27] <Moronicsmurf> yeah you can basicly use it to stream through a hardware device to somewhere else even. ;)
[17:14:30] <witnit> will help
[17:14:31] <roycroft> then use dd
[17:14:35] <Moronicsmurf> moorbo, so you have dd. =)
[17:14:36] <roycroft> which os x has
[17:14:42] <moorbo> yes :)
[17:14:49] <roycroft> because os x is unix
[17:14:53] <moorbo> thanks witnit
[17:14:59] <roycroft> it's just fancy unix
[17:15:05] <moorbo> yeah true that
[17:15:09] <witnit> just read some on dd
[17:15:19] <witnit> there is some other things in that link you do not need
[17:15:29] <witnit> if you just want to make an image of a drive
[17:15:43] <roycroft> plug the flash card into a usb card reader
[17:15:52] <roycroft> then mount will tell you the name of the device
[17:15:54] <roycroft> dd the raw device
[17:16:03] <witnit> click your heels three times....
[17:16:18] <Moronicsmurf> clicking heels would not help. ;)
[17:16:22] <Moronicsmurf> but typing correctly would
[17:16:23] <moorbo> dd if=/dev/diskX conv=sync,noerror bs=64K | gzip -c > /someplaace/hda.img.gz
[17:16:24] <roycroft> i.e. if it's /dev/disk7 mounted on /Volumes/MyCard
[17:16:26] <moorbo> i'm guessing
[17:16:28] <moorbo> ?
[17:16:31] <roycroft> then dd if=/dev/rdisk7 of=file
[17:17:06] <moorbo> rad
[17:17:08] <moorbo> thanks for the help!
[17:17:44] <roycroft> if you have to restore do the opposite
[17:17:47] <roycroft> plug the card in
[17:17:58] <roycroft> dd if=file of=/dev/rdisk8
[17:18:10] <roycroft> or whatever the device name is at the time
[17:18:24] <roycroft> which can vary, depending on what other usb devices you have mounted
[17:18:29] <moorbo> yeah for sure
[17:19:08] <moorbo> when following the archlinux install guide, does the partition stil have to be resized?
[17:19:16] <roycroft> but always use the raw device, i.e. /dev/rdisk7, and not the block special device, i.e. /dev/disk7
[17:19:21] <moorbo> or is that an artefact from the old install method
[17:19:54] <moorbo> as in alarm/rpi only sees 2gb
[17:20:12] <Moronicsmurf> well if you dd'ed a 32gb drive the file will be 32gb..
[17:20:21] <Moronicsmurf> if you dd a 2gb drive, it will be... <fill in>gb.
[17:20:32] <Moronicsmurf> so if you install expand, and the dd..
[17:20:41] <Moronicsmurf> it will be.. when restoring. =)
[17:21:13] <moorbo> I thought I was in archlinux-arc
[17:21:14] <moorbo> arm
[17:21:14] <moorbo> weird
[17:21:26] <moorbo> I was wondering why there was activity
[17:21:34] <_methods> hahahha
[17:32:12] <JT-Shop> dang cold weather
[17:43:25] <JT-Shop> tjb1, any idea what the fan is for that came with my ramps kit?
[17:44:19] <tjb1> can use it for electronics or hotend
[17:44:58] <tjb1> JT-Shop:
https://fbcdn-sphotos-a-a.akamaihd.net/hphotos-ak-xpa1/v/t1.0-9/1508153_10205167934453937_736673789926260631_n.jpg?oh=b19f36c0d555b539a39081b3a3c4b1e3&oe=555C9256&__gda__=1431175406_f436333e56e07ace6ae5bb6972f94aa2
[17:49:53] <JT-Shop> make some kind of mount to go on top of the drivers?
[17:50:59] <JT-Shop> I got what looks like a piece of double stick tape just big enough to fit the heat sinks on. I assume peel one side and put all 6 of them on then cut apart
[17:52:05] <Tom_itx> if it's thermal bonding tape
[17:52:18] * JT-Shop tosses an extra log on the stove
[17:52:46] <JT-Shop> it came with the heat sinks and is marked 3M
[17:52:47] <tjb1> JT-Shop: yes
[17:52:50] <Tom_itx> gonna work on my spindle a while i think
[17:52:54] <tjb1> stick to big chip
[17:53:39] <JT-Shop> ok
[17:54:14] <tjb1> JT-Shop:
https://www.dropbox.com/s/ypbmk4jyk2q9cpg/2014-04-13%2012.40.41.jpg?dl=0
[17:54:22] <tjb1> make it look like picture
[17:55:52] <JT-Shop> ok, pictures are good!
[17:56:08] <JT-Shop> make them all random angles?
[17:56:11] <JT-Shop> just kidding
[17:56:26] <tjb1> joker eh
[17:57:11] <Cromaglious> ok... stupid question, how do I see pin status in linuxcnc?
[17:57:24] <JT-Shop> in Axis?
[17:57:56] <JT-Shop> tjb1, do I need to power the board somewhere when I use the smart lcd?
[17:58:06] <Cromaglious> trying to find which pin my home switches are showing up on
[17:58:23] <JT-Shop> Cromaglious, are you using the Axis GUI?
[17:58:25] <tjb1> you need to put the diode in place under X axis driver
[17:58:55] <Cromaglious> yes I am
[17:59:18] <JT-Shop> Machine > Show Hal Configuration add each pin to the watch window
[17:59:24] <JT-Shop> diode?
[17:59:52] <tjb1> http://reprap.org/wiki/RAMPS_1.4#D1.2C_D2_-_Diodes
[18:00:33] <JT-Shop> thanks
[18:00:48] <PetefromTn_> Jeez man it is pretty freakin' cold here today... I dunno what the actual temp is but the wind is a BITCH!
[18:01:09] <Tom_itx> JT-Shop make sure it's oriented the right way
[18:02:03] <JT-Shop> where does the 5v rail get the power if your not hooked up to the usb?
[18:02:49] <tjb1> ramps
[18:02:51] <tjb1> through the diode
[18:03:17] <Tom_itx> tjb1 even on a 24v system?
[18:03:36] <Tom_itx> i can't remember... it's been too long for me
[18:03:42] <tjb1> thats why he got the taurino power
[18:03:44] <JT-Shop> D1 is installed
[18:03:51] <Tom_itx> ok
[18:05:49] <Cromaglious> JT-Shop, thanks looking now
[18:08:40] <JT-Shop> http://gnipsel.com/images/Spyder/Passenger%20Cup%20Holder/Cup%20Holder%20Prototype%2001.jpg
[18:09:01] * JT-Shop goes inside to heat up some chicken n dumplins
[18:09:10] <JT-Shop> thanks for the help
[18:11:04] <tjb1> http://www.topyprecision.com/products/u_type_clips.aspx
[18:11:08] <tjb1> Anyone know where I can buy those
[18:11:21] <tjb1> Somewhere that doesnt require quotes and dealing with salesmen
[18:11:32] <Topy44> seriously? you just highlighted me over at #reprap a few minutes ago with that link :)
[18:11:56] <Tom_itx> tjb1 fastenal probably has them but...
[18:12:41] <tjb1> all I can find is the one with the nut attached
[18:19:28] <Tom_itx> http://www.ebay.com/itm/HARLEY-speed-nut-clips-fender-trim-PANHEAD-SHOVELHEAD-ELECTRAGLIDE-POLICE-COP-FL-/311292401408?pt=Motorcycles_Parts_Accessories&hash=item487a791700&vxp=mtr
[18:19:42] <Tom_itx> those seem to have no screwhole
[18:20:18] <tjb1> barb might cause an issue
[18:20:22] <tjb1> I think they are called speed clips
[18:20:55] <Tom_itx> http://za.rs-online.com/web/p/sheet-metal-clips/3003052/
[18:24:29] <tjb1> panel is too thick for those
[18:27:15] <tjb1> http://www.fastenal.com/web/products/details/11120284?searchMode=productSearch&filterByVendingMachine=
[18:27:18] <tjb1> so helpful
[18:29:43] <tjb1> Welp I sent an email to toby, doubt they will respond to sell 16 of them
[18:30:05] <Tom_itx> probably 100 in a bag
[18:30:21] <Tom_itx> try ace hardware
[18:48:02] <witnit> Can someone explain what is happening here? here is a set of commands i am running for mesaflash
[18:48:05] <witnit> http://what.duckdns.org/mesaflashsample.sh
[18:48:11] <witnit> here is the output log
[18:48:17] <witnit> http://what.duckdns.org/log.log
[18:49:03] <witnit> it does not read the card at 0x800 then i try it at 0xa then go back to trying it at 0x800 and it reads no problem
[18:49:34] <witnit> like i have to bump the card in two places before it recognizes without a timeout
[18:49:55] <witnit> micges_, may be the guy to ask :)
[18:51:58] <dirty_d> is there a way to set a work offset with G10 L2 relative to another work offset rather than machine zero?
[18:52:38] <dirty_d> I have to use an edge finder to locate the workpiece, so if machining multiple peices, the other offsets would be relative to that first one.
[18:52:39] <_methods> G10 L2 P1/2/3/4, etc.
[18:53:18] <dirty_d> right right, but as far as i know you can only give it coordinates relative to machine zero
[18:53:38] <dirty_d> like G10 L2 P2 X5 Y0 Z0
[18:53:47] <_methods> yeah
[18:54:00] <dirty_d> that would set the second work offset 5 units down the x axis from machine zero
[18:54:02] <_methods> oh you want it to be relative to say g54
[18:54:04] <_methods> or g55
[18:54:12] <dirty_d> where i actually need to set the second offset 5 units down from the first work offset
[18:54:16] <dirty_d> right
[18:54:37] <dirty_d> oh wait... i think i can just use G10 L20
[18:54:57] <dirty_d> thats relative to the current position, not machine zero
[18:56:41] <witnit> wouldnt that just be like, coming off of a stored variable?
[18:56:44] <_methods> and why do you want to do this?
[18:57:56] <_methods> why not just set the other work piece offsets normally?
[19:02:52] <witnit> im very unfamiliar with g-code, is there a way to have gcode handle a portion of automation while its reading the rest of the file line for line? like a canned cycle that runs in the background while the rest of the machine reads top down information?
[19:02:54] <dirty_d> whats normally?
[19:03:15] <_methods> you can call sub routines
[19:03:19] <_methods> and macros
[19:03:36] <_methods> and "normally" is moving to each work piece and setting it's position
[19:03:38] <_methods> lol
[19:03:47] <witnit> so the timers in the subroutines will not have to be waited for while the machine is handling the other lines?
[19:03:53] <dirty_d> well like its not separate pieces
[19:04:08] <_methods> oh no you can't do that witnit
[19:04:13] <_methods> it's sequential
[19:04:13] <dirty_d> it could be a 6" long piece of barstock that can have 4 of the same piece machines out of it
[19:04:14] <witnit> thx,
[19:04:42] <dirty_d> just need to locate once, then the other 3 pieces are relative to the first
[19:04:55] <_methods> dirty_d: if tha's the case and you know how far you want to offset just put the numbers in manually
[19:05:06] <dirty_d> yea
[19:05:10] <dirty_d> with L20 not L2
[19:05:14] <_methods> yea
[19:05:20] <witnit> what im looking to do, without ladder logic is, " if DIN-00 = true then Dout-02" this should run all the time while the rest of code is working
[19:05:26] <witnit> I guess i must learn ladder logic :)
[19:05:44] <dirty_d> im working on a high level machining language that "compiles" to gcode
[19:05:57] <dirty_d> its not really a language though, just a node.js module
[19:06:42] <dirty_d> i feel like its easier to machine a simple part like this than to model it, then do cam
[19:09:33] <witnit> http://linuxcnc.org/docs/html/gcode/coordinates.html#_fixture_offsets_g54_g59_3
[19:09:37] <witnit> that should do it right?
[19:10:05] <witnit> its just that your bar.... is your fixture..
[19:10:50] <witnit> sorry if this is useless hahahah i really know nothing about G
[19:11:03] <dirty_d> yea, thats what i was looking at
[19:11:12] <_methods> that's what he's doing he's just setting those dimensions with g10
[19:11:16] <Cromaglious> hmmm it homes Z, then backs away then moves right back up and trips the home/limit switch...
[19:11:41] <witnit> removing backlash from your home sequence Cromaglious
[19:11:42] <witnit> ?
[19:12:42] <Cromaglious> it homes then limits... then I have to either override limit and move it down out of the way...
[19:13:02] <Cromaglious> or manually turn the steep to back it down a bit
[19:13:12] <dirty_d> so since the G54 - G59.3 are modal, how do you clear whatever is active back to the machine coordinate system?
[19:13:29] <_methods> what do you mean clear it?
[19:13:46] <dirty_d> i read that sometimes G54 is just set to zero, so you can just switch to that, but what if you dont wanna do it like that
[19:14:14] <_methods> i think linuxcnc defaults to set G53 to G54
[19:14:43] <_methods> but not sure
[19:14:47] <dirty_d> G53 isnt modal
[19:14:54] <_methods> no
[19:14:57] <_methods> g53 is machine
[19:15:52] <_methods> you can set g54 to whatever you want
[19:16:10] <_methods> it doesn't have to be zero
[19:17:20] <dirty_d> yea, i just find it wierd that when the machine turns on and none of the G54 - 59.3 codes are active, then you set one, you cant unset it?
[19:17:36] <_methods> sure you can change it whenever you want
[19:17:43] <dirty_d> like once you set G54, from then on out one of them has to be active?
[19:17:57] <dirty_d> you can change it, but you cant deactivate it
[19:18:05] <andypugh> witnit: You can do if this then that in HAL
[19:18:50] <_methods> yeah some work coordinate has to be active
[19:18:52] <andypugh> Can you be a bit clearer on what you need?
[19:19:10] <dirty_d> ok
[19:19:49] <andypugh> witnit: You said “if din-00 = true then dour-02”. Is that any more difficult than just wiring dout2 to din1 ?
[19:20:05] <witnit> andypugh, read procy sensor, if part, open gate, hold a moment close gate, debur, open second gate, drill part, release part
[19:20:13] <micges> witnit: what epp port do you have?
[19:20:36] <witnit> i want the debur to finish before the drill starts , so i do not lose cycletime
[19:21:29] <witnit> micges, its an addon card i will lspci asap
[19:21:39] <micges> ok
[19:21:43] <andypugh> Maybe a custom HAL component with a state machine?
[19:22:12] <andypugh> But, why not do it as a G-code routine?
[19:22:13] <witnit> andypugh, im not sure what route is best, i thougt i could do it with some kind of g code standalone program, or learn some ladder logic
[19:22:28] <witnit> i dont know much about gcode or ladder
[19:22:42] <andypugh> Well, it is more important to learn G-code than ladder :-)
[19:23:04] <witnit> I essentially need to have one part of the machine run a small gcode and then another below
[19:23:49] <andypugh> Hmm, well, G-code is rather single-threaded.
[19:27:10] <zeeshan> man
[19:27:22] <zeeshan> mastercam mill is a hell of a lot better at spitting out code
[19:27:24] <zeeshan> than their lathe version
[19:29:36] <Cromaglious> X home location is 0, limit/home switch is at -0.1, I do machine->home->X it goes towards x8 instead of X0
[19:30:02] <Cromaglious> direction is inverted in setup
[19:39:52] <Tom_itx> zeeshan i've got spindle rpm now
[19:40:01] <zeeshan> :]]]
[19:40:12] <Tom_itx> waiting on a relay to test reverse
[19:40:33] <Tom_itx> i need to adjust the scale a bit once i get the motor back on the mill
[19:46:05] <Tom_itx> seems it needs ~.4v to keep the motor turning
[19:46:22] <Tom_itx> i'll test the min rpm once i get it back on the mill
[19:46:26] <zeeshan> The LabMaster 10-100Zi is immediately available with a list price starting at EUR 868,000
[19:46:28] <zeeshan> holy shit
[19:46:34] <zeeshan> https://www.youtube.com/watch?v=U3w_EWgGQuk&feature=youtu.be
[19:46:38] <zeeshan> this scope is a million $
[19:46:39] <zeeshan> haha
[19:46:44] <Tom_itx> did you order 2?
[19:46:48] <zeeshan> why 2
[19:46:50] <zeeshan> only need 10 of em
[19:46:55] <zeeshan> to live a lifetime of happiness!
[19:47:00] <Tom_itx> in case you drop one
[19:47:08] <zeeshan> lol
[19:47:27] <Tom_itx> thanks again for the board... it seems like it might work out
[19:47:38] <zeeshan> no prob man
[19:47:41] <Tom_itx> once i got the isolation board for the driver
[19:47:41] <zeeshan> it wasn't doing me any good here
[19:47:48] <zeeshan> it literally sat in a drawer for 5 months
[19:47:51] <zeeshan> i lied
[19:47:52] <zeeshan> even longer
[19:47:54] <zeeshan> a year
[19:47:58] <zeeshan> i got it for the lathe conversion
[19:48:12] <Tom_itx> oh
[19:48:20] <zeeshan> .4v deadband
[19:48:23] <zeeshan> sounds not too bad
[19:48:35] <Tom_itx> once i get the relays, i'll test the switching time of them on the LA
[19:48:49] <Tom_itx> make sure the inhibit kicks before the fwd/rev one
[19:49:00] <Tom_itx> hopefully the relays will hold up
[19:49:01] <andypugh> If you need a 100GHz scope then that might be a reasonable price
[19:49:17] <zeeshan> hi andypugh
[19:49:26] <zeeshan> im a cnc miller too now!
[19:49:31] <andypugh> :-)
[19:50:15] <Tom_itx> i wonder if it would be bad to mount this driver inside my control instead of beside the sherline motor where it was originally
[19:50:24] <zeeshan> noise is overrated!
[19:50:37] <PCW> ~3.5 ps risetime
[19:50:44] <Tom_itx> you have your drivers in the control..
[19:52:55] <zeeshan> honestly
[19:53:04] <zeeshan> i ocassionally got a computer freeze
[19:53:17] <zeeshan> but since i added that mov
[19:53:30] <zeeshan> i no longer have that issue
[19:53:36] <anarchos> well, semi-secessful on the metal mission :D
[19:53:43] <zeeshan> what did you get
[19:53:48] <Tom_itx> mov to what?
[19:53:52] <Tom_itx> main power?
[19:53:57] <zeeshan> mov to the servo brake soelnoid
[19:54:01] <Tom_itx> oh
[19:54:12] <anarchos> 3x5/8, 3 x 1/2 and 2x1"
[19:54:50] <anarchos> I was hoping for 3x2 or 3x3, but no dice.
[19:55:04] <zeeshan> steel?
[19:55:34] <anarchos> 6061
[19:55:38] <zeeshan> nice
[19:55:46] <zeeshan> delicious chunks of aluminum
[19:56:11] <anarchos> i called before and the jerk who answered told me they had minimum orders, but then i called again today and a different guy said no problems.
[19:56:45] <anarchos> i just got a foot of each.
[19:57:37] <zeeshan> lol
[19:57:40] <zeeshan> fuck those stupid companies
[19:57:43] <zeeshan> that do that minimum order bs
[19:58:03] <zeeshan> they dont seem to understand if you treat someone right
[19:58:09] <zeeshan> they might order a lot more stuff later on
[19:58:18] <CaptHindsight> zeeshan: did the resin work out for you at all?
[19:58:26] <zeeshan> CaptHindsight: stil waiting on my photoplot
[19:58:30] <zeeshan> er photomask
[19:58:31] <anarchos> the guy in the yard who cut it for me was awesome. old school squamish hick, smoke in his mouth the whole time. i was telling him about my cnc machine and he started going off about kids these days being lazy and can't even mill for themselves :P
[19:58:34] <Tom_itx> ok just eyeballing it with a timer, at S115 i get .41mv out and an eye count of about 45rpm
[19:59:02] <Tom_itx> that's about the minimum it will start turning at
[19:59:09] <malcom2073> "Back in my day, we miled uphill, both ways, with no hand cranks!
[19:59:21] <Tom_itx> i still do!
[19:59:55] <anarchos> i also got a little shop vac from Home Depot. Stainless, no frills. Only $32.
[19:59:59] <CaptHindsight> malcom2073: copper, bronze or iron? :)
[20:00:24] <anarchos> No hepa filters or any BS like that, and i'm pretty sure i can just use some old t-shirts and some electrical tape as a replacement filter
[20:03:29] <malcom2073> CaptHindsight: I don't know enough to actually respond to that :P
[20:07:10] <dirty_d> is this "G10 L2 P2 X#5221+5" doing what I think its doing? setting the G55 X offset to the G54 X offset + 5?
[20:08:21] <_methods> if #5221 is the value for g54 x
[20:08:34] <dirty_d> oops, error
[20:08:41] <_methods> that should do that i guess
[20:08:50] <dirty_d> bad cahracter '+'
[20:09:45] <dirty_d> holy crap it worked
[20:09:52] <dirty_d> G10 L2 P2 X[#5221+5]
[20:11:15] <Tom_itx> i think to get this to follow the rpm more closely i would need pid
[20:11:33] <Tom_itx> it's not too bad as it is
[20:11:55] <Tom_itx> min rpm seems to be around 100
[20:12:17] <Tom_itx> but that's no load
[20:15:01] <witnit> thats a space station
[20:29:57] <_methods> oh snap
[20:30:14] <_methods> free magnetic parts holder at HF this wknd
[20:30:42] <_methods> free box cutter and free led worklight flashlight
[20:30:56] <Jymmm> _methods: one coupon per person, per day
[20:31:00] <_methods> yeah
[20:31:02] <Tom_itx> you can have mine
[20:31:13] <_methods> i love those magnetic trays
[20:31:20] <_methods> i have them stuck all over my garage lol
[20:32:04] <_methods> some poor bastards are going to have to go watch 50 shades of grey this wknd
[20:32:17] <_methods> i'll be draggin my wife to HF to get a 2nd free magnetic tray lol
[20:37:23] <Jymmm> you drag her to HF, she drags you to 50 Shades....
[20:38:22] <Jymmm> _methods: Just make sure she doens't find the free rope coupon =)
[20:39:38] <Tom_itx> does G33.1 take care of resetting the encoder index pulse?
[20:40:14] <Tom_itx> i was testing the index channel on my encoder and noticed i was only gettnig one pulse from it.. reading i learned i need to reset it each trigger
[20:40:36] <Tom_itx> that brought up the q above
[20:43:21] <_methods> hahaha
[20:53:20] <PetefromTn_> Ya know I am NOT a diet soda kind of guy....most of the stuff tastes like shit to me but this Sprite zero is really good!
[20:53:56] <PetefromTn_> Oh and I am drinking it while working on the CNC so that is the CNC content of my comments LOL
[20:55:27] <unfy> sprite zero can be okay. sierra mist can be okay. i tend to mix half diet and half normal. reduces calorie stuff, increases all those tasty and must be healthy chemicals, and usually comes out sweeter.
[20:56:10] <unfy> and food + shop is usually a nono :P
[20:56:30] <PetefromTn_> I really was surprised how much it tastes like original sprite
[20:56:34] <andypugh> My non-beer drink of choice in the pub is a pint of coke with a pineapple mixer emptied in to it.
[20:56:47] <PetefromTn_> Ooh that sounds good
[20:56:57] <andypugh> It looks like a really bad pint of Mild, but tastes a lot better than coke.
[20:57:02] <PetefromTn_> I like a Roy Rogers from back when I was a kid LOL
[20:57:22] <unfy> citruss water and sweetener *should* be hard to mess up
[20:57:47] <_methods> iced tea and lemonade
[20:57:49] <_methods> mmmmm
[20:58:25] <unfy> i try go with coffee most of the time (and usually decaf these days) - but for a cold drink ? water or some random soda/cola ._.
[20:58:44] <unfy> i canz pelz
[20:58:47] <unfy> spelz ?
[20:58:50] <PetefromTn_> jeez it has been chilly here today and it REALLY SUCKS!! I hate the damn cold LOL
[20:58:55] <_methods> i wish i could get lemon fanta over here
[20:59:06] <Jymmm> watermelon fanta!!!
[20:59:09] <_methods> one thing i miss from europe
[20:59:16] <Jymmm> Only available in japan
[20:59:20] <PetefromTn_> my wife likes fanta
[20:59:24] <PetefromTn_> I like the orange
[20:59:29] <_methods> they don't have shit here in the US
[20:59:44] <Jymmm> You can get it at the Coca Cola Museum
[20:59:51] <unfy> can.... can we get a smart phone that isn't measured like a sheet of plywood ? please ? ._.
[20:59:52] <_methods> lemon fanta?
[20:59:54] <PetefromTn_> I think it would be really cool to visit Japan
[21:00:19] <unfy> i lived in jp as a kid. it'd be interesting to visit as an adult
[21:00:22] <unfy> (navy brat)
[21:00:29] <_methods> yakuska?
[21:00:36] <unfy> indeed
[21:00:42] <PetefromTn_> I was in the US Coast Guard for almost six years..
[21:00:53] <_methods> i was stuck in adak
[21:01:05] <PetefromTn_> closest I got was Guam..
[21:01:09] <PetefromTn_> I have been to adak!
[21:01:15] <PetefromTn_> and schemya
[21:01:18] <_methods> yeah
[21:01:23] <_methods> nothing there
[21:01:24] <PetefromTn_> and flew all along the aleutian chain
[21:01:31] <PetefromTn_> volcanoes?
[21:01:36] <_methods> yeah plenty of them
[21:01:43] <_methods> adak is right in the middle of 3 of them
[21:01:45] <PetefromTn_> It's not the end of the world.....but you can see it from there...
[21:01:48] <unfy> don't think i've been anywhere near alaska (outside of vancouver / seattle)
[21:01:48] <_methods> sitka dora
[21:02:04] <_methods> can't remember the 3rd one
[21:02:08] <PetefromTn_> Anchorage is kind of a neat town...
[21:02:23] <_methods> we were stationed in adak for 3 years
[21:02:31] <PetefromTn_> Can't imagine..
[21:02:34] <_methods> we got off the plane in anchorage after 3 years on adak
[21:02:45] <PetefromTn_> I froze my ass off and I was only there for two weeks or so..
[21:02:46] <_methods> and we all looked like a bunch of escaped lunatics
[21:02:48] <PetefromTn_> each time..
[21:02:49] <_methods> smelling the trees
[21:03:02] <_methods> there are no trees on adak
[21:03:09] <PetefromTn_> yup
[21:03:18] <_methods> so everything smells like a pine tree when you get off the island lol
[21:03:24] <PetefromTn_> I guess you saw the monument then heh
[21:03:31] <_methods> which one?
[21:03:41] <PetefromTn_> I have a photo of it somewhere.
[21:03:52] <PetefromTn_> I snapped it from the window of the HC130
[21:04:03] <_methods> how'd you end up in adak?
[21:04:26] <PetefromTn_> US Coast Guard navigator.
[21:04:29] <_methods> ahhh
[21:04:37] <_methods> i was like wtf is hc 130
[21:04:42] <_methods> i been on plenty of c 130'
[21:04:44] <_methods> mc130
[21:04:48] <_methods> uc130
[21:04:52] <_methods> never hc130 lol
[21:04:56] <PetefromTn_> HC130 is Coast Guard version.
[21:05:00] <_methods> yeah
[21:05:41] <PetefromTn_> I was an aviation electronics technician on the ground and Navigator/radio in flight unless something went wrong.
[21:05:57] <_methods> cool
[21:06:02] <PetefromTn_> which is kinda funny since I don't remember shit about electronics now...
[21:06:05] <_methods> i was a bullet catcher
[21:06:21] <PetefromTn_> dafuq?
[21:06:25] <_methods> infantry
[21:06:33] <PetefromTn_> did ya catch any?
[21:06:37] <_methods> no lol
[21:06:49] <PetefromTn_> how old are you man?
[21:06:54] <_methods> no enemy marksmanship badges for me
[21:06:55] <_methods> 42
[21:07:09] <PetefromTn_> Ok cool you are a year younger than I am.
[21:07:51] <Tom_itx> mere pups
[21:07:54] <_methods> hehe
[21:07:56] <_methods> old phart
[21:08:00] <Tom_itx> haha
[21:08:12] <_methods> speakin of pharts my dog just crop dusted me
[21:08:14] <Tom_itx> i'm not _that_ old
[21:08:24] <PetefromTn_> jeez thats always fun.
[21:08:44] <_methods> he likes to do it when i'm playin video games
[21:08:51] <Tom_itx> now where to mount all this crap
[21:10:20] <PetefromTn_> watching Mr. Peabody and Sherman on netflix. Kinda funny for a cartoon...
[21:11:04] <_methods> really?
[21:11:17] <PetefromTn_> yeah why?
[21:11:38] <PetefromTn_> I like Agimemnon...
[21:12:26] <PetefromTn_> there's an A in there somewhere hehe
[21:12:29] <zeeshan> PCW: a curious question -> if you short out the 5v supply gong to the encoders
[21:12:32] <zeeshan> will it blow up the 7i77?
[21:12:42] <zeeshan> by 5v i mean right from the encoder out
[21:12:48] <zeeshan> or is it on a resistor
[21:13:25] * zeeshan needs to know so i can adequately protected wires
[21:14:07] <fluffybitchx> yay! my X leadscrew is very close to straight.
[21:14:09] <_methods> one of these days i need to watch that house of cards
[21:15:41] <fluffybitchx> too tired tonight, and the gate at storage gets locked in an hour... will put it back together tomorrow.
[21:19:40] <zeeshan> fluffybitchx: where are you from?
[21:19:58] <fluffybitchx> far northern california
[21:20:15] <zeeshan> the other day you said it was 4am
[21:20:17] <zeeshan> :P
[21:20:21] <zeeshan> that threw me off
[21:20:22] <zeeshan> lol
[21:20:32] <zeeshan> cause it was like only the afternoon or somethin
[21:20:42] <fluffybitchx> I think I said that I work up at 4am...
[21:20:45] <fluffybitchx> woke up
[21:20:47] <zeeshan> o
[21:21:37] <fluffybitchx> I kinda remember that conversation. I said something like "4am here" in response to someone saying they woke up at a similar time.
[21:22:00] <zeeshan> ah! :P
[21:23:46] <fluffybitchx> What do I search for to find aluminum boxes? I've always called them alarm boxes, but that doesn't seem to find anything.
[21:24:10] <fluffybitchx> blow any more drives? :P
[21:24:17] <zeeshan> nop
[21:24:24] <zeeshan> enclosure?
[21:24:27] <zeeshan> project box
[21:24:47] <zeeshan> whjat size
[21:24:48] <zeeshan> ?
[21:24:54] <zeeshan> http://www.mcmelectronics.com/product/BUD-INDUSTRIES-CU-124-/28-8641
[21:25:20] <fluffybitchx> about 18" square by 6" deep, reasonably heavy gauge.
[21:25:33] <zeeshan> that'll be expensive
[21:25:51] <Tom_itx> that's about what this one is
[21:26:00] <Tom_itx> i got off ebay for real cheap
[21:26:14] <fluffybitchx> what was it titled, so I can search for similar items?
[21:26:36] <Tom_itx> rittal AE 1380
[21:26:42] <fluffybitchx> if I can't find one cheap, I'll head to the scrapyard and pick up some angle and plate, and dig out my air pop rivetter.
[21:27:58] <Tom_itx> it cost me more to ship it than i paid for it
[21:28:31] <fluffybitchx> heh
[21:28:57] <fluffybitchx> I need something to put all my electronics in... right now the drivers are sitting on top of the lathe spindle motor, and the breakout and power supply on a piece of 2x8 stuck next to it.
[21:29:03] <Tom_itx> iirc ~50-75 bux
[21:29:05] <Tom_itx> total
[21:30:18] <fluffybitchx> hrmm, I was hoping for aluminum, so it's both easier to pop holes in and makes a good heatsink.
[21:30:40] <Tom_itx> probably cost more
[21:30:47] <zeeshan> you should see the fans
[21:30:50] <zeeshan> i have in my steel enclosures
[21:30:55] <zeeshan> it sounds like a tornado in there
[21:30:57] <_methods> old computer cases work good too
[21:30:58] <fluffybitchx> I'm hoping for fanless.
[21:31:54] <fluffybitchx> at least during testing, with no heatsinking at all, nothing is running too hot to comfortably hold, except for the bleeder resistor. I figure if everything is mounted to an aluminum box, I shouldn't need fans.
[21:33:52] <fluffybitchx> the hottest part is the bridge rectifier, at about 100F. drivers are maybe 80F during heavy testing, when I was using the axis test to try to make it lose steps.
[21:34:15] <zeeshan> bhahahahaha
[21:34:16] <Cromaglious> using spring clamps to hold all my home switches in place
[21:34:18] <zeeshan> this is HALARIOUS
[21:34:22] <zeeshan> you guys gotta see this
[21:34:35] <fluffybitchx> Cromaglious: I'm very tempted to use rare earth magnets on mine.
[21:36:25] <zeeshan> http://i.imgur.com/KBNpCD2.png
[21:36:28] <zeeshan> i tried to print this out
[21:36:29] <zeeshan> lol
[21:36:33] <zeeshan> guess what my printer gave me?
[21:37:11] <Tom_itx> i'm not gonna print it to find out
[21:37:17] <zeeshan> don't worry
[21:37:24] <zeeshan> even if you did
[21:37:25] <fluffybitchx> no matter how much I cross my eyes, there's no single-image random dot stereogram in there.
[21:37:33] <zeeshan> you'll realize it doesnt print anyything
[21:37:37] <zeeshan> cause one of those dots is .001"
[21:37:37] <zeeshan> haha
[21:37:41] <zeeshan> i guess my laser printer sux
[21:37:54] <zeeshan> unless i have my scale messed
[21:38:11] <fluffybitchx> 1000dpi isn't that odd.
[21:38:25] <fluffybitchx> note that if you're on windows, printing tends to be downscaled to 100dpi no matter what you do.
[21:38:37] <fluffybitchx> at least on old versions. I don't know if new ones have fixed this bit of idiocy.
[21:39:38] <Cromaglious> heh
[21:40:11] * zeeshan tries to print with 2400dpi
[21:40:35] <Rab> zeeshan, do it in PDF form.
[21:40:51] <Cromaglious> try making coffee cup silk screens at 150lpi screen using a 3d printer pumping rubber cement from a syringe
[21:42:58] <zeeshan> tiff made it work
[21:43:01] <CaptHindsight> zeeshan: laser printer, what model?
[21:43:21] <CaptHindsight> yeah tiff for the win!
[21:44:03] <zeeshan> can you convert tiff to a gerber?
[21:44:05] <CaptHindsight> I have a few laser printers that print that for every background :)
[21:44:25] <CaptHindsight> aka trashed drum
[21:44:26] <zeeshan> http://www.photoplotstore.com/pages/photomasks.html
[21:44:33] <zeeshan> im waiting for these guys to ship me my photomask
[21:44:46] <zeeshan> er
[21:44:50] <zeeshan> photoplot
[21:44:55] <CaptHindsight> how much did the cost you?
[21:44:58] <zeeshan> i keep mixing those two terms
[21:44:59] <Cromaglious> I miss my 4p
[21:45:02] <CaptHindsight> the/they
[21:45:19] <zeeshan> 10"x10"
[21:45:20] <fluffybitchx> CaptHindsight: I've got a couple of those too. they're in my pile of stuff to take to the dump next time they have a free e-waste day.
[21:45:24] <zeeshan> cost me $150 shipped
[21:45:41] <zeeshan> seems a lot for something
[21:45:51] <zeeshan> that looks like a transperency sheet
[21:45:53] <CaptHindsight> bbl
[21:45:56] <zeeshan> luckily i wasn't paying fo rit :)
[21:47:07] <fluffybitchx> they charge a lot for e-waste here... last time I was there I think it was $0.31/lb... unless you wait for a free day, dumping things like laser printers is rather costly.
[21:51:56] <anarchos2> well that was fun, squared up my first block of aluminum, to near real dimention, just square, but the micrometer says i'm within 0.0002 on all corners :D
[21:52:07] <anarchos2> s/near/no
[21:58:06] <PetefromTn_> Anybody ever seen this movie called Horns?
[21:58:44] <PetefromTn_> anarchos2 COngrats man
[21:59:36] <fluffybitchx> never even heard of it.
[22:00:00] <PetefromTn_> its got Daniel Radcliffe in it.. On netfix
[22:00:43] <fluffybitchx> I've heard the name, but no idea who that is.
[22:00:56] <PetefromTn_> Harry Potter
[22:01:36] <fluffybitchx> never read the books nor watched the movies.
[22:03:44] <zeeshan> fluffybitchx is anti education
[22:03:55] <zeeshan> !
[22:03:56] <anarchos2> so if my block is 0.832" wide and i wanted to drill a hole in the centre with a 0.0625 bit, i could find the edge and then move X over half the block width (.416) + half the radius of the bit (0.03125), for a total of 0.44725"....right? :D
[22:04:17] <anarchos2> err, not half the radius, just the radius
[22:04:29] <anarchos2> half the diameter
[22:04:39] <zeeshan> what are you finding the edge with?
[22:04:46] <anarchos2> eye ball ;)
[22:04:51] <zeeshan> no
[22:04:53] <zeeshan> with what tool
[22:05:02] <anarchos2> i don't have an edge finder yet
[22:05:04] <unfy> oculus orbis.
[22:05:06] <PetefromTn_> use a piece of paper
[22:05:08] <fluffybitchx> hrmm, can't even remember the last time I watched a movie. Someone dragged me to the star trek reboot, which I didn't much like. Yahsi Bati wasn't bad, if you like popular turkish comedies.
[22:05:15] <PetefromTn_> typically .003"
[22:05:19] <fluffybitchx> zeeshan: anti-education? huh?
[22:05:27] <zeeshan> you dont read books!
[22:05:48] <anarchos2> cool, thanks. but my math is right, eh? half the width + the radius of the bit = centre?
[22:05:54] <fluffybitchx> ... because I don't read pointless kids fiction books, I'm against reading or education?
[22:06:04] <zeeshan> fluffybitchx yes
[22:06:58] <fluffybitchx> ...
[22:07:07] <zeeshan> im in troll mode
[22:07:09] <zeeshan> im marking tests
[22:07:12] <zeeshan> and it's making me insane
[22:07:43] <tjtr33> CaptHindsight, some laser printers use galvos?
[22:09:13] <fluffybitchx> all the ones I've hard apart used rotating mirrors, but a galvo could work...
[22:11:20] <tjtr33> a Ted talk in Chicago showed using camera tracking and galvos and bluray lasers to identify mosquitos that might be carrying malaria. then they shoot their wings off, like a laser fence around a building. wicked cool
https://www.youtube.com/watch?v=hqKafI7Amd8
[22:13:27] <fluffybitchx> I read about that a while ago... sounded like a good idea. and if I want more about it, I'll read more about it, not watch a video!
[22:13:57] <tjtr33> fluffybitchx, i forgot you are anti video for decriptiosn, no prob. you know you gotta de-rate that bridge if it gets hot ( expect less current thru it )
[22:14:43] <tjtr33> put a fan on it
[22:15:06] <fluffybitchx> tjtr33: I suspect screwing it to a heatsink is what it needs.
[22:15:17] <tjtr33> yah that too
[22:15:20] <fluffybitchx> it's one of the square metal ones with a hole in the center, meant to be screwed to a heatsink...
[22:16:33] <anarchos2> is G90 absolute from home position, or absolute from G92 offset?
[22:16:53] <tjtr33> oh mine are 3 phase in dc out, on a big alim plate with 110v fans facing them ( but its 100vdc 150 amps each ) same idea applies
[22:17:35] <tjtr33> abso from the coordinate system in use now
[22:18:01] <fluffybitchx> mine's about 1" square, rated for 50A continuous, being used at <15A...
[22:18:06] <zeeshan> im either an asshole
[22:18:19] <zeeshan> or these students dont know what theyre doing
[22:18:52] <PetefromTn_> :O
[22:19:09] <tjtr33> PetefromTn_, do we get to pick which ^^^ :)
[22:19:18] <zeeshan> ive marked 3 tests so far
[22:19:27] <zeeshan> and theyve gotten 60%
[22:19:29] <zeeshan> and thats me being lenient
[22:19:30] <PetefromTn_> I didn't say a thing ;)
[22:19:39] <zeeshan> haha
[22:19:43] <fluffybitchx> those are not mututally exclusive.
[22:20:03] <pcw_home> "zeeshan PCW: a curious question"
[22:20:04] <pcw_home> No, the 5V encoder outputs are protected with PTCs
[22:20:06] <fluffybitchx> what class?
[22:23:03] * fluffybitchx likes polyfuses
[22:29:22] <SpeedEvil> As long as you understand why.
[22:29:47] <SpeedEvil> and their temperature variance and slow switcing and ...
[22:30:30] <fluffybitchx> I don't recall them being slower than a standard wire fuse... temperature variance, holding current, etc are just something you design around.
[22:31:08] <fluffybitchx> maybe slower than a fast-blow fuse, but not a regular fuse.
[22:31:09] <pcw_home> Mainly for PCB and wire protection so speed is not really an issue
[22:32:22] <zeeshan> okay thank you
[22:32:52] <fluffybitchx> now, if you're trying to protect semiconductors... I don't think they make a fuse fast enough. it seems that the best fuse you can get is the most expensive semi in your design. :)
[22:33:06] <SpeedEvil> fluffybitchx: well...
[22:33:34] <SpeedEvil> fluffybitchx: A MOSFET with the gate set at teh appropriate voltage to give the right 'knee' voltage with an adequate Vds rating works well.
[22:33:56] <SpeedEvil> This limits current - and you can then turn it off before the FET explodes.
[22:34:07] <SpeedEvil> 'knee' current
[22:35:41] * fluffybitchx suspect some form of the miller effect would blow that in case of a sudden short
[22:35:59] <zeeshan> WHY dmanit why
[22:36:05] <SpeedEvil> yes - your gate voltage source has to be stif and able to cope with the charge injection from a voltage spike
[22:36:10] <zeeshan> why do they think that effiency drops the shaft speed
[22:36:10] <pcw_home> Ive noticed have normally on bipolar transistors now for current sources
[22:36:13] <fluffybitchx> zeeshan: what class?
[22:36:14] <zeeshan> in a gear box!
[22:36:34] <zeeshan> "mechanical design"
[22:37:06] <fluffybitchx> hrmm. efficiency won't affect the ratio of the gearbox at all, but it will put more drag on the prime mover, lowering its speed...
[22:37:07] <SpeedEvil> zeeshan: Well - if theinput driver isn't magic - it probably does a bit.
[22:37:11] <SpeedEvil> But yes.
[22:37:24] <zeeshan> if you have like a gear A [40 pitch diameter] @ 3000 RPM and it meshes with gear B [20" pitch diameter] and effiency between gears is 80%
[22:37:33] <zeeshan> they keep putting that the speed is not 1500 rpm
[22:37:47] <zeeshan> SpeedEvil: huh
[22:38:06] <SpeedEvil> and yes - not that.
[22:38:09] <fluffybitchx> wouldn't that be 6000? :)
[22:38:21] <zeeshan> sorry 6000
[22:38:36] * fluffybitchx gets out the red marker and looks at zeeshan
[22:38:40] <zeeshan> they mupltiply it by 6000*.8
[22:39:00] <fluffybitchx> yeah... that's not how it works.
[22:39:14] <zeeshan> it jus tmaks a mess for the rest of the test
[22:39:21] <zeeshan> cause they are multiple part questions
[22:39:29] <zeeshan> so you have to try to follow the mistakes through out
[22:39:37] <fluffybitchx> I have a CVT gearbox... efficiency probably does weird things in it. :P
[22:40:32] <zeeshan> prolly chjanges with fluid temp
[22:40:33] <zeeshan> :P
[22:41:07] <fluffybitchx> I got it at a yard sale for $1... it's about 4" cube. input and output are both flat plates with thrust bearings, while adjustment is a plate with a rotating plate of ball bearings, that can be moved up and down.
[22:41:29] <fluffybitchx> someone broke the adjustment mechanism, so for now it randomly drifts ratios and ignores the knob on top.
[22:41:48] <fluffybitchx> when I find a use for it, I'll fix it.
[22:42:21] <SpeedEvil> Nice.
[22:42:25] <fluffybitchx> but still, even being a cvt, it has a fixed input-output ratio at any given setting.
[22:43:09] <fluffybitchx> it works on friction, so if you screw up it'll slip, but if you don't overload it, it has a fixed ratio, with efficiency not factoring into it. :)
[22:44:03] <zeeshan> cvt are cool
[22:44:34] <fluffybitchx> I have a design rattling around my head for a roller chain CVT... one of these days I should build a prototype.
[22:46:17] <fluffybitchx> roller chain isn't trivial, since it's very positively aligned, no friction or continuous positioning.
[22:49:22] <SpeedEvil> you mean like a derailure (sp?)
[22:49:40] <fluffybitchx> but that's not continuously variable. :)
[22:49:54] <SpeedEvil> that depends if you 'dither' between gears :)
[22:50:06] <roycroft> derailleur
[22:50:14] <SpeedEvil> Close enough.
[22:50:16] <roycroft> it's french :)
[22:50:16] <SpeedEvil> :)
[22:50:30] <fluffybitchx> lol. with a big flywheel and a spring dampener, I guess you could do that.
[23:06:22] <fluffybitchx> anyone have a mt3 bullnose center they want to sell?
[23:06:37] <fluffybitchx> live
[23:17:27] <anarchos2> made half a thing :D.
http://i.imgur.com/gux51GO.jpg
[23:17:38] <anarchos2> just need to find a 1mm drill bit to finish it off
[23:24:12] <fluffybitchx> bbl, wolfy bedtime
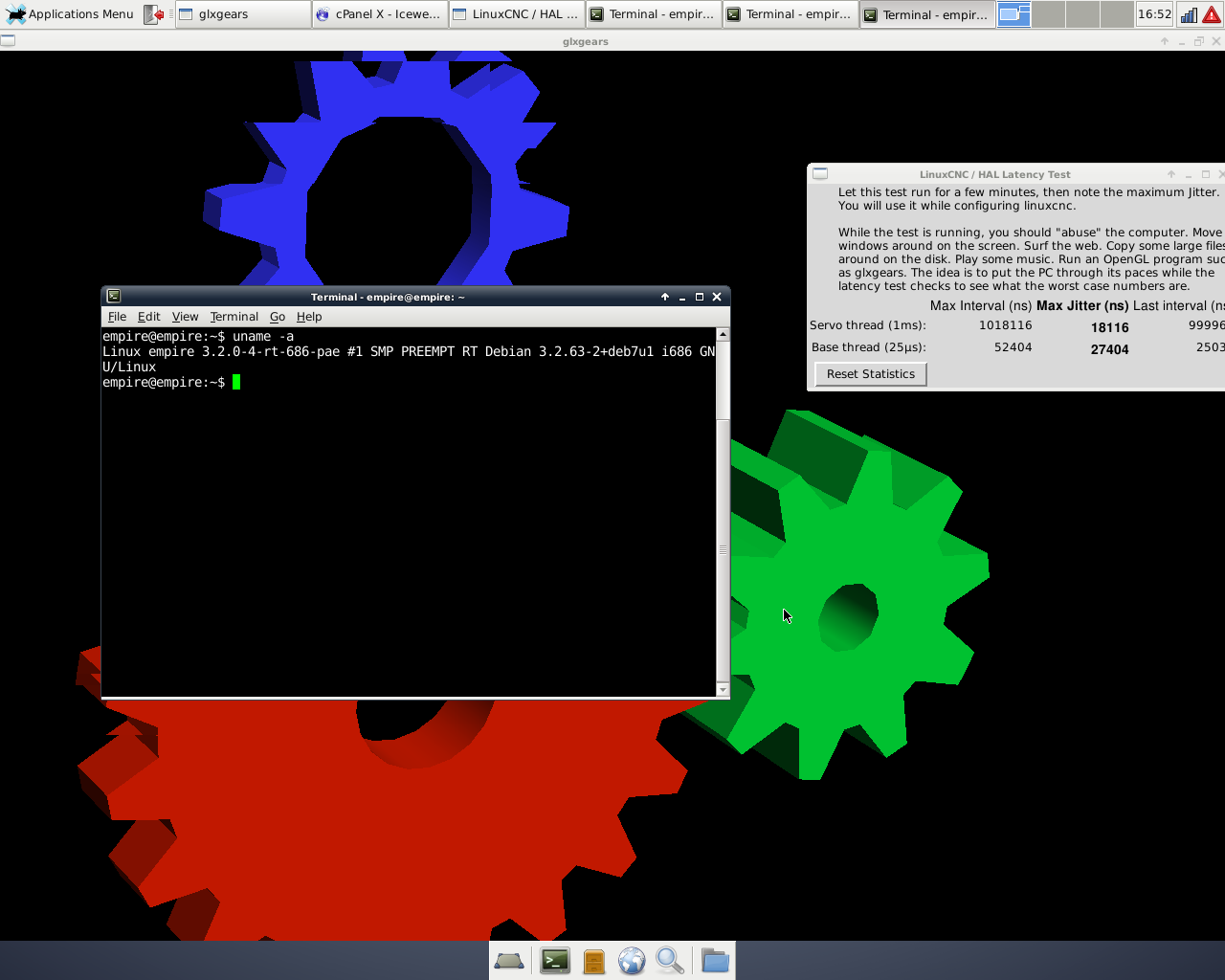{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}