Back
[00:00:43] <bobo_> don't confuse them with facts
[00:04:41] <bobo_> besides-the machines have a rather nice paint job --just like their john-deer lawn mower from home depo
[00:17:21] <zeeshan> bobo_: do you know what the 3 gear selectors do ?
[00:17:26] <zeeshan> is left one back gear selection?
[00:19:03] <bobo_> I think middle ?
[00:19:18] <zeeshan> i cant find info :)
[00:21:31] <anarchos2_> Hi, I am having some trouble with some basic concepts...I have a very simple gcode file (a face operation and then a circle about 0.4inch radius). so it all looks good, i home my machine, load the file and it shows it loaded....then i touch off my z, x, and y
[00:21:37] <bobo_> try www.dialog5.com ----wessley's project -----bottom of page ---has chart
[00:21:48] <anarchos2_> but it complanes it will be more than the x and y's positive value
[00:21:55] <anarchos2_> even though it won't be...
[00:22:08] <zeeshan> anarchos2: look at the display
[00:22:14] <zeeshan> is it beyond the dotted red box
[00:24:17] <anarchos2_> It's completely in the box
[00:25:25] <zeeshan> zoooom in! :)
[00:27:58] <anarchos2_> i'm 100% positive it's in the box
[00:28:43] <zeeshan> linxucnc doesnt lie! :P
[00:31:50] <anarchos2_> if i knew how to take a screenshot in xfce i'd show you...
[00:32:09] <zeeshan> can you post the program on pastebin?
[00:36:37] <anarchos2_> http://i.imgur.com/dLkLI5d.png
[00:38:38] <anarchos2_> http://pastebin.com/4DbEzrZt
[00:39:18] <anarchos2_> so apparently not so simple....generated by hsmexpress
[00:39:28] <zeeshan> hehe
[00:39:47] <zeeshan> have you run any programs on this machine before?
[00:40:02] <zeeshan> my suggestion is a bit crude
[00:40:07] <zeeshan> but i would truncuate that program.
[00:40:21] <anarchos2_> well i did, yeah, but have been busy with work for 5 or 6 months so it's been a while
[00:40:24] <zeeshan> like run 10 lines of it
[00:40:29] <zeeshan> if its okay, add another 10 lines
[00:40:37] <zeeshan> eventually the error will pop up :P
[00:40:40] <anarchos2_> but loading programs that i have run before product the same error :P
[00:40:47] <zeeshan> oh!
[00:41:00] <anarchos2_> it says line 21 of the program
[00:41:05] <anarchos2_> will exceed the limit
[00:42:02] <zeeshan> maybe its not liking something with the circular interpolation
[00:42:07] <zeeshan> shrug :)
[00:42:22] <zeeshan> are you outputting quadrant mode
[00:42:33] <anarchos2_> i don't know what the is the be honest
[00:42:46] <zeeshan> use good old quadrant mode
[00:42:58] <zeeshan> i had issues posting with mastercam
[00:43:07] <zeeshan> until i set it to quadrant mode
[00:43:18] <zeeshan> but i was getting a diff error.
[00:43:24] <zeeshan> relating to interpolation
[00:43:42] <zeeshan> that the start and end point varied too much
[00:44:35] <anarchos2_> even loading a gcode file that i have successfully run before produces the same error
[00:44:46] <anarchos2_> both say X and Y axis on line 21...
[00:48:02] <PetefromTn_andro> Do you want it run in xz plane?
[00:49:17] <anarchos2_> yes..i think
[00:50:44] <PetefromTn_andro> Are you using cutter company for the axis making the arc?
[00:50:50] <PetefromTn_andro> Comp
[00:51:20] <anarchos2_> i don't think so
[00:52:30] <PetefromTn_andro> Maybe try removing the g18 code and see if you get the same error. That is the only thing I see unusual about the line 1
[00:52:34] <PetefromTn_andro> 21
[00:53:18] <anarchos2_> hmm just looking at my own g code...line 18
[00:53:22] <anarchos2_> z0.2
[00:53:36] <anarchos2_> where as i think i have my z axis set to go from 0 to -12
[00:53:49] <anarchos2_> althought it does not complain about the Z axis...
[00:53:57] <PetefromTn_andro> I am no g code expert here LOL
[00:55:08] <PetefromTn_andro> Is .2 your safety z travel height
[00:56:01] <PetefromTn_andro> Is g54 Z0 top of workpiece?
[00:56:27] <anarchos2_> yea
[00:56:37] <anarchos2_> i basically designed it downwards from z0
[01:02:24] <PetefromTn_andro> Is that some kinda surfacing operations with a helical entry move?
[01:02:48] <anarchos2_> yup
[01:03:23] <anarchos2_> well i don't know so much about helical, but it's just a surface operation then a circular hole being cut
[01:05:06] <bobo_> zeeshan-------could the hyd. cyl. to quill be a reverse thread ? righty =loosey
[01:05:36] <zeeshan> bobo_: still doesnt stop the spindle from spinning
[01:05:47] <zeeshan> from what im grasping from that website, i think you can set the gear sin a way
[01:05:50] <zeeshan> so that they lock.
[01:06:22] <zeeshan> i know asah knows about this
[01:06:29] <zeeshan> he posted his python script a while ago, but i lost it :/
[01:07:45] <bobo_> that gear lock sounds scary
[01:09:00] <anarchos2_> bah, i even removed the entire face operation
[01:09:02] <anarchos2_> same error
[01:09:30] <PetefromTn_andro> Really..
[01:10:12] <PetefromTn_andro> Are you sure you are homed and your tools are touched off with the proper offsets?
[01:10:43] <PetefromTn_andro> And you set the G54 offsets right
[01:11:52] <PetefromTn_andro> Sometimes I find changing the view orientation in axis will show problems with the setup etc.
[01:16:20] <anarchos2_> yeah if i open up the offset page (gmoccappy) it shows i'm correctly touched off g54
[01:21:56] <PetefromTn_andro> I'm not in front of the machine so I can not look at the code right now sorry.
[01:43:14] <bobo_> zeeshan strap wrench on top part of quill spline ?
[01:49:12] <bobo_> zeeshan metal bar diagional thru spindle drive dogs ?
[01:58:09] <witnit> anarchos2_ you are using a rotary axis?
[02:10:20] <witnit> anarchos2_ i think if your ini would specify your soft limits which is what linuxcnc is calling the problem correct? maybe post your ini file?
[02:24:27] <Deejay> moin
[02:28:04] <witnit> mojn!
[03:19:47] <witnit> I have this spreadsheet I have been working on, I use it to calculate my turning jobs. Anyone else use something similar? If anyone wants it the link is at the top of the page here
[03:19:50] <witnit> http://what.duckdns.org/
[03:21:17] <witnit> I dont know enough about spreadsheets to do a really nice job on it, but maybe someone running bars can use it
[03:22:04] <witnit> I just combined the scrap calculator and added the charts but its still beta
[03:24:40] <archivist> my spreadsheets are never that posh :)
[03:24:51] <witnit> posh?
[03:25:31] <archivist> shiny
[03:26:04] <witnit> ohhh, yes, i did that to ease the brain, i lose my place alot without color coding and such
[03:27:59] <witnit> its tailored for running automatic multi-spindle screw machines
[03:28:09] <archivist> have you missed the shop overhead
[03:28:42] <witnit> there is an "other" location i think :)
[03:28:58] <archivist> or is that shop rate
[03:29:01] <witnit> but its not scaled to the rate, just a single cost
[03:29:22] <witnit> no, the rate is for calculation of the estimated price per part
[03:29:43] <witnit> however on that sheet it may need readjusted to function i have not used it in so long
[03:29:56] <witnit> I been cranking out quotes with raw numbers
[03:30:06] <witnit> and adding the rest at the end
[03:30:21] <witnit> insane jobs to quote lately
[03:30:35] <witnit> 5 different jobs at the same time each for 100,000 pieces
[03:30:39] <witnit> per month
[03:30:54] <archivist> dont worry about too much
[03:31:11] <archivist> too little is a real problem
[03:31:47] <witnit> yeah but, big numbers in short amount of times is stressful
[03:31:57] <archivist> factor enough in so you can expand the number of machines too
[03:32:29] <archivist> cashflow when expanding is another killer
[03:33:12] <witnit> yes, cashflow becomes problematic when you must order X amount of thousands of pounds of steel then wait to get paid for the job for 90 days after shipment
[03:33:29] <archivist> I have one auto that is currently idle waiting for a cnc retrofit
[03:33:41] <witnit> what is it?
[03:33:46] <witnit> browny?
[03:33:51] <archivist> an old Bechler
[03:33:54] <witnit> nice
[03:33:58] <witnit> gravity loader?
[03:34:02] <archivist> sliding head
[03:34:15] <witnit> yeah, multi position end working head?
[03:34:39] <archivist> single bar feed no autoloading
[03:34:44] <witnit> right
[03:35:33] <archivist> 1950-1960s tech
http://www.collection.archivist.info/searchv13.php?searchstr=bechler
[03:35:44] <witnit> are you going to servo each crosslide individually or will you just do one servo and constant rise cams?
[03:35:55] <witnit> I feel like i asked you this before ahahahhaa
[03:36:35] <archivist> separate for the slides so they can be interleaved I think
[03:38:55] <archivist> even though linuxcnc does not understand that concept yet
[03:39:53] <witnit> It seems like its missing something in back
[03:40:10] <witnit> that three position drill unit
[03:40:25] <witnit> wasnt there pickoff options and backworking on those?
[03:41:30] <archivist> there is a lump that bolts to the side not pictured which has the screw head slotter
[03:42:32] <witnit> awesome
[03:42:36] <archivist> still lots to restore and think about, but its in an unheated garage, so waits for funds and summer
[03:43:15] <witnit> I believe you could put wrench flats on a part with that same cutter system
[03:43:29] <witnit> just two saws spaced apart?
[03:43:56] <archivist> may bolt something on it so it can mill like a citizen
[03:44:05] <archivist> one saw
[03:44:36] <witnit> ahh, in davenport I use the same saw type to cut flats
[03:45:43] <witnit> it rotates with the spindle at same rpm while coming in with two circular saws and does it while the part is being turned down
[03:46:50] <archivist> I dont think the cnc world realises that multifunction at the same time idea
[03:47:36] <archivist> some machines are getting close though
[03:48:49] <witnit> yes, there is a couple out there, based on rotary transfer machines
[03:49:41] <witnit> https://www.youtube.com/watch?v=xY1YfwssoaI
[03:49:44] <witnit> try that
[03:54:14] <witnit> collets would get expensive but, on gigantic orders, who cares
[03:54:37] <witnit> if you had two different jobs and to loading locations you could probably run two jobs at the same time
[03:56:15] <archivist> see also Wickman multispindle autos
[03:56:54] <witnit> I almost bought a couple wickmans
[03:56:58] <witnit> big ones
[03:57:23] <witnit> 2-3 inch bore or something
[03:58:58] <archivist> there was a local shop being auctioned where I saw some, I came away with a couple of tool setting things, one which became my small 5 axis mill
[03:59:58] <archivist> I suppose all the really high volume has some form of transfer
[04:02:01] <witnit> ever seen a cold-header?
[04:02:38] <archivist> seen the videos :)
[04:03:24] <archivist> watching the nail making machines from india, what safety
[04:06:02] <witnit> yeah, its a bit wild
[04:13:49] <witnit> sometimes on the davenport since i have many spindles, I can feed out two parts make one part, cut it off at one side of the machine and then cut another off when it makes it to the other side of the machine, and get two parts everytime it indexes over
[04:18:55] <RyanS> is an ISO30 spindle the same as BT30? I'm thinking of getting a BF30 mill; they are available in MT3 or ISO30 in australia
[04:19:57] <RyanS> There is a supplier that sells BT30 holders for a good price
[04:20:14] <archivist> I would prefer ISO30 except for tooling costs
[04:21:09] <RyanS> why?
[04:21:31] <RyanS> mt3 no good?
[04:22:07] <archivist> length is not so consistent
[04:24:13] <RyanS> http://www.ctctools.biz/servlet/the-60/ER32-NT30-COLLET-CHUCK/Detail is this ISO30?
[04:27:28] <archivist> there are variations, so you need to be sure first, find a site that shows what the differences are, like
http://www.tools-n-gizmos.com/specs/Tapers.html
[04:30:45] <RyanS> I'm pretty sure I don't Want CNC, but I want to have options. If I change my mind. is 3000RPM too slow, or you can compensate with feed rates etc?
[04:33:09] <archivist> depends on what you are making, but ok for most hobbies
[04:36:21] <RyanS> Mainly one off parts, not too compex. a decent DRO and power feed would do me
[04:42:03] <RyanS> machine says ISO30, M12 drawbar thread. which *seems* to be NMTB ISO according to toolsngizmos
[04:42:41] <witnit> do you have any tooling to go with?
[04:43:13] <RyanS> i dont have a mill
[04:45:05] <RyanS> but its mt3 or iso30 if i get a BF30
[04:45:35] <witnit> tooling is expensive and if you dont have some to go with it, using cnc can reduce your tooling costs. For example instead of buying an adjustable boring bar you can do all size holes with one a single endmill.
[04:47:09] <archivist> cnc may be more sensible as you can write the programs and not rely on your helper
[04:47:20] <RyanS> but still cnc mill is double the price of manual
[04:48:14] <witnit> look up a set of solid carbide endmills .250-1"
[04:49:53] <RyanS> well, i kind of seem to design on the fly so cnc isn't necessarily go to speed things up. I dont think
[04:50:18] <archivist> speed v able to do something
[04:56:41] <RyanS> meh, I am just the design person... I have thought of that and really the only option (I think cnc conversion would take to long) is tormach $16k in my shed... thats going to get me a manual 300x900 lathe,dro. bf30 and a crap load of tooling, plus more
[04:58:22] <RyanS> i am in a sense involed by watching every process
[04:59:15] <witnit> tormach in your shed?
[05:02:32] <RyanS> 'workshop'
[05:02:53] <RyanS> $16k delivered
[05:02:57] <witnit> ohhh nice
[05:03:15] <RyanS> to australia ,,, too much
[05:03:40] <witnit> for 16k you should be able to have 12 pos turret live tooling and a sub spindle with barloader
[05:04:12] <RyanS> not here
[05:05:18] <RyanS> thers no second hand market like that in australia
[05:06:16] <RyanS> lol
http://www.machineryhouse.com.au/L770
[05:09:59] <witnit> http://www.machines4u.com.au/view/advert/Hitachi-Seiki-HT20-CNC-Lathe/197807/
[05:12:03] <RyanS> 3 phase, waaaay too big
[05:13:43] <witnit> http://www.machines4u.com.au/view/advert/Fanuc-Chucker-CNC-Lathe/197809/
[05:13:56] <witnit> phase converter and that chucker may work
[05:14:03] <witnit> ntm price
[05:16:15] <witnit> use the money you save on buying a new cnc and build yourself a garage =D
[05:17:08] <RyanS> How on earth do you upload the gcode to it...from CAM
[05:17:40] <witnit> wow they only ever ran aluminum on it i bet its still a tight machine
[05:18:30] <RyanS> but ifit stops working, im fucked
[05:20:34] <witnit> yeah but at that price you are going to be fucked anyhow no?
[05:20:47] <witnit> I mean you could buy 8 used cnc machines for the price of 1 new
[05:21:59] <witnit> if you dont have the time to learn it all then yeah spend the money
[05:22:20] <RyanS> more handy
http://www.machines4u.com.au/view/advert/Ecoca-EL610E-Teach-Lathe/185967/
[05:23:53] <RyanS> but perhaps Im considering just a manual centre lathe, mill--nothing too big
[05:24:56] <witnit> what is the biggest diamter and longest length part you expect to run?
[05:27:28] <RyanS> 120mm diameter rarely, mostly < 60mm
[05:29:14] <RyanS> length well, this has all i want but 600 centers would have been better
http://www.machineryhouse.com.au/L682D
[05:31:04] <RyanS> mill,
http://www.ebay.com.au/itm/Optimum-Germany-BF30V-Heavy-Duty-gearhead-Mill-2-2kw-Brushless-Motor-/331461585686?pt=LH_DefaultDomain_15&hash=item4d2ca66b16 . Don't have room, time or skills for old cnc
[05:32:51] <archivist> bit much claiming german in that item
[05:33:38] <archivist> http://czjyjc.en.made-in-china.com/product/OBKEtZrJnakF/China-Drilling-Machine-BF30V-.html
[05:34:48] <RyanS> yeah i know its chinese
[05:35:11] <witnit> http://www.machines4u.com.au/view/advert/Colchester-Triumph-gap-bed-centre-metal-lathe/197675/
[05:35:23] <witnit> thats looks like a machine i could get comfortable with
[05:35:34] <witnit> sexy curves
[05:36:18] <RyanS> good price
[05:36:22] <witnit> reminds me of a monarch lathe
[05:36:32] <archivist> solid meaty nourishment
[05:36:40] <witnit> looks solid to me, i never heard of the company though, archivist what you think about it?
[05:36:56] <archivist> good make, british
[05:37:25] <RyanS> weight
[05:37:34] <archivist> will gain a hernia dragging into the workshop
[05:37:35] <witnit> looks to me like it would knock the socks off any of these new lathes i seen, probably has a good resell value too
[05:37:43] <witnit> thats why they are good
[05:37:59] <RyanS> i dont have 3phase
[05:38:14] <archivist> I have had a play with the smaller bantam size
[05:38:26] <witnit> just use a phase converter
[05:38:32] <archivist> look for colchester bantam
[05:39:05] <RyanS> phase conv expensive ?
[05:39:38] <archivist> see vfd
[05:40:07] <witnit> colshester bantam is great looking, i bet you miss those nice handwheels
[05:40:57] <witnit> ahh hell i should sleep
[05:41:05] <witnit> goodluck ryan
[05:41:15] <archivist> nearly today dont bother
[05:42:15] <RyanS> http://www.machines4u.com.au/view/advert/Colchester-Master-2500-Lathe/173784/
[05:43:03] <archivist> as big
[05:44:41] <RyanS> wtf is this
http://www.machines4u.com.au/view/advert/Lathe/182347/
[05:45:35] <archivist> looks like a spinning or wood lathe
[05:46:13] <RyanS> how heavy is triumph ?
[05:46:13] <archivist> a special to be avoided I think
[05:46:50] <archivist> there are various sizes and weights of the triumph
[05:48:22] <archivist> http://www.lathes.co.uk/colchester/page10.html
[05:52:32] <RyanS> are we talking 2 ton?
[05:54:26] <archivist> could be
[05:54:40] <archivist> a bantam is more your size
[05:55:31] <RyanS> can old ones do metric threading ?
[05:56:04] <archivist> if they come with the 127 gear
[06:04:53] <Bushman> anyone can help me find some docs for an inverter? i can't seem to find anything for this particular model.
[06:05:11] <Bushman> http://i.imgur.com/ChQQEzB.jpg
[06:05:19] <Bushman> http://i.imgur.com/iTbK9Nc.jpg
[06:05:29] <Bushman> both of those stickers are on it
[06:06:14] <archivist> eurotherm being the real maker
[06:06:28] <Bushman> it has 15 pins on the control rail that are not marked in anyway
[06:06:44] <Bushman> (at least the power rail is marked properly)
[06:07:48] <Bushman> i rotated the picture cause it was annoying to watch...
[06:07:49] <Bushman> http://i.imgur.com/iTbK9Nc.jpg?1
[06:09:24] <archivist> the eurotherm site used to be better
[06:09:54] <Bushman> yea... lots of sites USED TO BE better
[06:10:29] <Bushman> the only thing someone was able to find for me was this:
http://www.acpd.co.uk/sei/s/1488/eurotherm%20user%20manual%20for%20the%20582,%20583%20and%205831%20inverters.pdf
[06:10:39] <archivist> you need my mirror!
[06:10:51] <Bushman> but it's a wrong model (even tho it seems similar)
[06:11:03] <Bushman> the pinout is completely wrong
[06:11:19] <Bushman> there's no voltage on pins 9/10
[06:11:43] <Bushman> nor on pins 4/6
[06:12:07] <archivist> ew I have the 5831 not the 21 chttp://www.collection.archivist.info/archive/mirror/eurotherm/
[06:17:11] <archivist> you need to nag them to put the 5821 online
[06:21:35] <RyanS> http://www.tradeplantequipment.com.au/detail/engineering---fabrication/lathes/colchester/master-2500/192672
[06:21:38] <archivist> Bushman, iirc eurotherm drives section is now part of Parker
[06:24:25] <archivist> ah SSD is which is related
[06:27:14] <Bushman> hmm...
[06:27:21] <Bushman> bummer
[06:32:20] <RyanS> ooo
http://modern-tools.tradeplantequipment.com.au/detail/engineering---fabrication/milling-machines/tarngs/tsg18/153032
[06:41:48] <Bushman> RyanS: those are really nice... to bad none of them will fit into my tiny appartment building's basement cell
[06:41:56] <Bushman> :P
[06:43:09] <RyanS> i dont have much room either
[06:43:56] <Bushman> the last one is to high... the previous one is to long XD
[06:45:06] <Bushman> ok, i'm trying to figure out some similarities between those Eurotherm 5821 and 5831...
[06:45:27] <Bushman> i've got the unit with 4 wires sticking out...
[06:46:03] <Bushman> 2 thin and two thick... the thin ones are on pins 1 and 2 which seems to be run and stop inpust based on the 5831 docs...
[06:46:20] <Bushman> and there's 12V on the other tow which are 11 and 12
[07:16:47] <Bushman> hmm...
[07:17:12] <Bushman> first 10 pins are pairs that go into transoptors
[07:17:26] <Bushman> in a silly order tho...
[07:18:03] <Bushman> 1/2, 3/7, 4/8, 5/9, 6/10
[07:18:49] <Bushman> in Anode/Cathode order.
[07:33:07] <monkeyisl> hello
[07:34:53] <Deejay> hi
[07:53:14] <monkeyisl> i'm looking for stepper motor to build 3d printer... like usual makebot clone or something..
[07:53:23] <monkeyisl> nema 17 stepper motor seems what they are using..
[07:53:52] <monkeyisl> is there any wolrd standard and proven driver and stepper at that price and spec range?
[07:54:08] <_methods> the drv8825 drivers for 3d printers are nice
[07:54:17] <_methods> they can do up to 2A with no cooling
[07:55:05] <monkeyisl> thanks!!
[07:55:18] <_methods> http://www.ebay.com/itm/5pcs-Geeetech-Stepper-Driver-DRV8825-and-heatsink-RepRap-Prusa-Mendel-3D-Printer-/231180196237
[07:57:27] <_methods> oh i lied i guess it's 1.5A without cooling
[07:58:39] <_methods> but for $2, i'd run it till the smoke comes out
[07:59:31] <monkeyisl> fdm nozzle disspates 40w... is there well known way to do it properly?
[08:00:04] <_methods> there are tons of nozzle designs but i don't think any of them do it properly
[08:00:16] <CaptHindsight> http://www.ti.com/lit/ds/symlink/drv8825.pdf The DRV8825 has thermal shutdown (TSD) as described above. If the die temperature exceeds approximately 150°C, the device will be disabled until the temperature drops to a safe level.
[08:00:38] <_methods> i love those drv8825's
[08:00:46] <_methods> way better than those 4988's
[08:37:02] <Tom_shop> monkeyisl, these are the most popular ones they use:
http://www.aliexpress.com/store/product/5pcs-NEMA17-78-Oz-in-CNC-stepper-motor-stepping-motor-1-8A/704350_554160664.html
[08:38:40] <Tom_shop> http://www.aliexpress.com/wholesale?SearchText=reprap+ramps+1.4+kit&catId=0&initiative_id=AS_20150131061604
[08:38:44] <Tom_shop> and the control for them
[08:46:45] <Tom_itx> iirc there's another allegro chip they're using instead of the 4988 nowdaze
[08:52:00] <_methods> ah probably i haven't been keepin up
[08:52:12] <_methods> but those 4988's were pretty meh
[08:52:31] <_methods> the drv8825's were a big improvement
[09:01:04] <_methods> heh bleedin already
[09:01:12] <_methods> haven't even had time for the coffee to kick in yet
[09:11:59] <archivist> finger.this(stab,yes)
[09:15:33] <_methods> indeed
[09:16:02] <_methods> i'm cutting down a hardened ballscrew nut on my x2 mini mill i'm surprised it's actually able to do it
[09:43:54] <Tom_itx> apparently they used the A4982 in the beginning then switched to the A4988 so i dunno what they're using now
[09:44:32] <Tom_itx> _methods, is the DRV8825 the same pinout?
[09:51:15] <_methods> yeah same pinout
[09:51:19] <_methods> but way better driver
[09:51:54] <Tom_itx> who makes it?
[09:53:10] <pcw_home> DRV is TI AFAIK
[09:53:32] <_methods> yeah ti
[09:53:40] <_methods> great driver for cheap
[09:53:45] <CaptHindsight> http://www.ti.com/lit/ds/symlink/drv8825.pdf
[09:53:47] <_methods> i've run it at 2A without cooling
[09:53:55] <_methods> but 1.5A is supposed to be max
[09:54:35] <CaptHindsight> depends on ambient and pcb layout, but it has internal temp limiting
[09:56:17] <Tom_itx> 45v is good
[09:56:29] <_methods> yeah it's a little beast
[09:59:36] <pcw_home> Had to use a a slow jittery CPU to test new firmware so dug out a
[09:59:38] <pcw_home> d945gclf, man those things are dreadfully slow
[10:01:40] <robertm> CaptHindsight, a while ago you said "preempt_rt and RTAI are fast enough and easy to use", "preempt_rt is", "also older xenomai". Why the word "older"? Did you mean that newer versions of Xenomai are not fast, or not easy?
[10:04:14] <CaptHindsight> preempt_rt is the easiest to build and use for most people and it's supported by Linuxcnc
[10:04:34] <CaptHindsight> Xenomai isn't currently supported by Linuxcnc
[10:04:55] <CaptHindsight> it's in that UBC branch and machinekit
[10:05:43] <CaptHindsight> for kernels >3.4 RTAI has to be built from scratch but it works well
[10:05:51] <_methods> mother forkers
[10:08:06] <robertm> So by "older" you meant "with older LinuxCNC". OK, now I get it. Thanks. Do you know why LinuxCNC stopped supporting Xenomai?
[10:08:17] <CaptHindsight> the newest version of Xenomai is very similar to preempt_rt, in fact they are pretty much just going that direction
[10:09:22] <CaptHindsight> xenomai was never officially supported by Linuxcnc, it was just in an experimental branch
[10:10:41] <CaptHindsight> the problem with any real time Linux kernels is that the gpu driver and X devs decided to talk to hardware directly
[10:13:15] <CaptHindsight> the newer version of xenomai is preempt_rt, so it is slower
[10:13:50] <robertm> Does the GPU and X people's decision somehow make the "I-pipe" idea not a good idea?
[10:14:20] <CaptHindsight> they just ignored it
[10:14:31] <CaptHindsight> and nobody complained
[10:14:54] <robertm> Who ignored?
[10:15:07] <CaptHindsight> they just wanted to do what they wanted to do, they didn't care about effecting anything real time
[10:15:18] <CaptHindsight> the driver and X devs
[10:15:26] <robertm> But what is the effect?
[10:15:51] <CaptHindsight> more delays
[10:15:57] <CaptHindsight> more jitter
[10:17:43] <CaptHindsight> they aren't constrained by the RTAI scheduler
[10:18:23] <CaptHindsight> Xenomai 3 discontinues kernel space APIs
[10:20:09] <robertm> OK, I think I get it. You mean the people who laboriously went through the kernel making everything "safe" for instruction pipelining, now would have to go through lots of graphics driver code too, because the graphics people decided to do their own low-level stuff instead of letting the kernel do it?
[10:20:19] <CaptHindsight> yes
[10:20:29] <CaptHindsight> and X
[10:20:50] <CaptHindsight> there's lots of gpu driver stuff in X now as well
[10:21:27] <CaptHindsight> I wasn't following this evolution so I don't know when it started
[10:21:56] <pcw_home> If you are not doing software stepping it may not matter very much
[10:22:14] <CaptHindsight> yeah, so it could be a lot of work for nothing
[10:22:41] <pcw_home> caching also has a big influence on jitter
[10:22:47] <CaptHindsight> unfortunately the QNX kernel wasn't a model for Linux
[10:23:06] <robertm> And preempt_rt isn't vulnerable to that problem, because it's in the kernel mainline, and any changesets that break it won't get merged in?
[10:23:07] <robertm> I've been planning to do software stepping, but maybe I should reconsider.
[10:23:40] <CaptHindsight> more like turning a minivan into an F1 car vs planning an F1 from the start
[10:24:34] <pcw_home> really depends on how fast you need to step, there are many current MBs that have latencies in the 20 usec region
[10:25:15] <CaptHindsight> we do software stepping set at ~25uS all the time
[10:25:17] <robertm> Is that better or worse than old motherboards? I'm new to all this.
[10:25:38] <pcw_home> I dont think it has changed much
[10:26:08] <pcw_home> I do know Servo thread latency is generally better on faster MBs
[10:26:26] <robertm> When you do 25 us, that's with preempt_rt?
[10:26:43] <CaptHindsight> RTAI
[10:28:11] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test as a relative scale
[10:29:06] <robertm> Is RTAI a dual-kernel arrangement like Xenomai 2, or something else?
[10:29:34] <CaptHindsight> opening up Firefox tends to really impact the latency test as well as playing a Flash video
[10:29:45] <CaptHindsight> RTAI is dual
[10:29:47] <pcw_home> I show about 12 usec on my desktop preemt-RT system if I dont play youtube videos (and about 18 if I do)
[10:29:47] <renesis> i open like 20 glxgears
[10:33:00] <robertm> CaptHindsight, how big is the impact you see from Firefox and/or Flash?
[10:33:18] <CaptHindsight> often 2x the jitter
[10:34:45] <CaptHindsight> https://github.com/NTULINUX/RTAI this is the latest RTAI that works with Linuxcnc, but you have to build everything from source
[10:35:35] <CaptHindsight> Paulo is currently merging this into the rtai.org tree
[10:36:37] <Rab> CaptHindsight, so is the best configuration for latency to run without any graphics acceleration at all? Eg fbdev?
[10:36:48] <pcw_home> There are a lot of funny caching side effests also (faster threads have lower jitter)
[10:37:49] <CaptHindsight> Rab: since there is video driver stuff in the kernel now and X it doesn't really matter
[10:38:13] <Rab> Ahh, I see
[10:38:37] <CaptHindsight> that's what made it frustration
[10:38:45] <robertm> pcw_home, do those 12 and 18 uS numbers come from a test that shows you the _average_, or the _worst_ that's seen during the test?
[10:38:57] <pcw_home> worst
[10:39:10] <pcw_home> average is quite low
[10:39:19] <pcw_home> is 1-2 usec region
[10:40:11] <pcw_home> You can run the latency histogram to get some insight
[10:40:30] <renesis> what is latency histogram
[10:40:51] <renesis> i can have plots of the latency?! =O
[10:41:11] <pcw_home> its a toll that comes with linuxcnc for plotting latency statistics
[10:41:16] <pcw_home> tool
[10:41:35] <pcw_home> latency-histogram
[10:41:51] <renesis> coooooool
[10:42:13] <renesis> k gonna go beat up the cnc hoopty, bbl
[10:42:22] <pcw_home> I think DGarret wrote it, its quite nice
[10:43:23] <renesis> wait it has a button to launch n number of glxgears?!
[10:43:34] <pcw_home> yes
[10:44:38] <robertm> Do you have an idea of what those numbers might be, instead of 12 and 18, if you used a dual-kernel setup instead of preempt_rt?
[10:45:19] <archivist> on one box scrolling a text file (in gedit) was worse than glxgears for me
[10:48:53] <robertm> Wait, I see CaptHindsight said "they aren't constrained by the RTAI scheduler" so maybe that means the with-youtube number would _not_ be improved by using a dual-kernel setup.
[10:50:34] <renesis> pcw_home: this is so cool!
[10:50:39] <pcw_home> example latency-histogram plot:
[10:50:41] <pcw_home> http://ibin.co/1q3fgNIyf6KR
[10:51:37] <renesis> i have log scale clicked its more exciting
[10:52:11] <renesis> is the -20 to 20 a hard axis limit?
[10:52:22] <pcw_home> Yes it show the outliers better but linear gives a good idea of the statistics
[10:52:31] <CaptHindsight> latency testing flash, firefox etc with RTAI was always lower than with preempt_rt
[10:52:48] <pcw_home> no there are a bunch of command line options
[10:52:52] <CaptHindsight> those apps would have an effect on either kernel
[10:52:58] <renesis> cool
[10:53:30] <renesis> because ~20 is basically my worse case so its be neat to least like 30
[10:53:42] <renesis> *itd
[10:53:53] <pcw_home> you can set the bin size and number of bins
[10:54:09] <renesis> oh cool i can get an RTA style bar graph
[10:59:19] <pcw_home> log scale, youtube playing flash videos
[10:59:20] <pcw_home> http://ibin.co/1q3iPHisAvqy
[11:00:04] <zeeshan|2> !zlog
[11:00:08] <zeeshan|2> !log
[11:00:09] <zeeshan|2> :/
[11:00:37] <pcw_home> (preemt-RT)
[11:03:27] <pcw_home> its also instructive to plot linuxcnc's function times with HALScope
[11:15:37] <Tom_itx> zeeshan|2, looks like the netsplit got it
[11:15:46] <zeeshan|2> hehe
[11:15:59] <zeeshan|2> i found the pic pcw_home posted
[11:16:35] <Tom_itx> oh, you don't need the !
[11:16:37] <Tom_itx> zlog
[11:40:43] <Bushman> the lathe is coming back to life! ;]
[11:40:50] <Bushman> i've installed the new motor today.
[11:43:24] <Bushman> https://www.youtube.com/watch?v=2bs7XCOmAFc
[11:43:49] <Bushman> look at the back plate behind the chuck XD
[11:44:15] <Bushman> this is it after:
http://i.imgur.com/6YsFoJIl.jpg
[11:48:08] <archivist> Bushman, did I spot the topslide handle being rotated anticlockwise
[11:49:26] <Bushman> yes
[11:50:15] <archivist> is it a Lorch
[11:50:39] <Bushman> Lorch?
[11:50:52] <archivist> a make of lathe
[11:51:09] <Bushman> oh
[11:51:27] <Bushman> umm.. it might be. i'm not sure :D
[11:51:51] <archivist> look to see if any of these match
http://www.lathes.co.uk/lorch/
[11:52:33] <archivist> the watchmakers lathe had the backwards rotation too
[11:54:00] <Bushman> um...
[11:54:17] <Bushman> what do you mean by "match"?
[11:54:34] <Bushman> you want me to compare sizes?
[11:54:41] <Bushman> or pictures in general
[11:55:22] <archivist> pictures could be an AV or earlier
[11:56:30] <archivist> http://www.lathes.co.uk/lorch/page6.html
[11:58:42] <Bushman> this lathe has no mchanical feed screw
[11:58:47] <Bushman> only manual feed
[12:00:32] <archivist> as does the AV and my LLV
[12:00:33] <robertm> D--n it! I ask a question that starts getting answers from Extremely Useful People, and that's when my IRC connection decides to fail 3 times in a row. I'm glad at least there's a logger!
[12:00:35] <robertm> By the way Tom_itx, your logger's clock is way off, about 1/3rd of a time zone ahead of Central Time.
[12:04:30] <Bushman> archivist: i will check the make when i'll find the old belt cover
[12:04:40] <Bushman> i think there was a logo there
[12:15:01] <Bushman> archivist: yes. it is Lorch
[12:15:26] <Bushman> http://i.imgur.com/5GS9flil.jpg
[12:15:27] <archivist> good make
[12:16:35] <archivist> apart from that silly backwards screw
[12:16:59] <Bushman> heh
[12:17:11] <Bushman> well. right now it doesn't matter what make it is...
[12:17:20] <Bushman> lots of parts are no longer original
[12:17:52] <Bushman> so right now the point is to make it a working tool ;]
[12:18:57] <archivist> mine just after it came home
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_07_Lorch_lathe/IMG_1823.JPG
[12:21:58] <Bushman> heh
[12:22:00] <Bushman> http://bushman.pl/photos/misc/lathe/IMG_0103.JPG
[12:22:15] <Bushman> also the pulley was spinning on the shaft
[12:23:09] <Bushman> the guy selling this pile of junk to me told me the chuck was from this lathe...
[12:23:13] <Bushman> it wasn't:
http://bushman.pl/photos/misc/lathe/IMG_0105.JPG
[12:23:26] <archivist> if the belt cover was in front of that, then deliberate and original
[12:23:51] <Bushman> i know
[12:24:21] <Bushman> i've started by trying to make a back plate for the chuck:
[12:24:24] <Bushman> http://bushman.pl/photos/misc/lathe/mount_plate_1.jpg
[12:24:35] <Bushman> http://bushman.pl/photos/misc/lathe/mount_plate_2.jpg
[12:24:55] <Bushman> clamped the chuck backwards to bore the hole for the shaft
[12:25:21] <Bushman> also had to make some ghetto pulley to be able to run it at all
[12:25:30] <zeeshan|2> howd you do that layout
[12:25:32] <zeeshan|2> make a circle
[12:25:43] <zeeshan|2> then find the quadrants
[12:25:50] <Bushman> so one visit the junkyard later:
[12:25:51] <zeeshan|2> then the angles? :)
[12:25:53] <Bushman> http://bushman.pl/photos/misc/lathe/pulley01.jpg
[12:26:20] <Bushman> the bolts on the back of the chuck?
[12:26:30] <Bushman> lemme see...
[12:26:59] <Bushman> radius
[12:28:00] <Bushman> i made a hexagon with calipers using radius of the circle
[12:28:16] <Bushman> then used 3 of the points
[12:28:41] <Bushman> at least i think i did it this way... i really can't remember lol
[12:29:08] <Bushman> yup... you can see the score marks
[13:07:08] <JT-Shop> finally a good use for a toy 3-D printer
http://www.alloyavenue.com/vb/showthread.php?10742-lost-PLA-outboard-carburetor-casting-%28picture-heavy-%29
[13:32:27] <malcom2073> JT-Shop: that last comment yours?
[13:34:27] <JT-Shop> yea
[13:35:03] <JT-Shop> I'm thinking I just need the plate and the feeder thing to print parts on my BP
[13:35:13] * JT-Shop is getting into casting
[13:35:14] <malcom2073> Repetier is both a software on the PC to send gcode, and a firmware on an arduino to run the printer.
[13:35:29] <malcom2073> A BP will be able to print, albiet 5-10 times slower than a small printer
[13:35:42] <malcom2073> and it won't do very good qualitywise, but since you're casting you can machine it after anyway
[13:36:26] <malcom2073> You can treat the extruder as a 4th axis, which is what I do on my printer (runs machinekit), but that's really not optimum
[13:36:31] <JT-Shop> why would the BP have less quality than a $300 printer?
[13:36:41] <JT-Shop> ah ok
[13:36:46] <malcom2073> Speed is key, the slower you print, the more the parts cool down as you're printing
[13:36:49] <malcom2073> you want to lay hot plastic on hot plastic
[13:37:04] <JT-Shop> how fast do the machines go?
[13:37:16] <malcom2073> between 30-100mm/sec is typical
[13:37:20] <malcom2073> no clue what that is in inches a minute, sorry
[13:37:34] <malcom2073> But they also can reverse direction near immediatly
[13:37:37] <malcom2073> at those speeds
[13:38:07] <JT-Shop> 70 IPM to 230 IPM
[13:38:35] <JT-Shop> because of the light weight gantry?
[13:38:43] <malcom2073> Yeah
[13:38:52] <malcom2073> Proper machine for proper purpose. Tbh if you want to fiddle with it, pay the $300 for a printer, build it up, and play, you'll find uses for it
[13:39:43] <malcom2073> You'll have $50 for a heated bed setup, $100 for a proper extruder/hotend, plus an extra stepper driver to run it, brackets to attach it to the BP
[13:39:45] <malcom2073> etc etc
[13:40:37] <JT-Shop> have you looked into any of the printer kits?
[13:41:03] <malcom2073> I've looked into some of them, I wound up buying a kit for way too much, then going and designing/building my own after not being satisifed with the current offerings heh
[13:41:55] <malcom2073> It's another hobby getting things to print right, but if you're only using it occasionally and not trying to actually *produce* things with it, a cheapie kit (like a printrbot?) should do fine
[13:42:00] <JT-Shop> what were you not satisfied with?
[13:42:20] <malcom2073> The big thing was the flimsyness of it.
[13:42:37] <malcom2073> I hated that when I had the speed too fast, it would show "wobbles" in the print from the whole frame flexing
[13:42:37] <JT-Shop> yea, some look rather weak
[13:42:56] <malcom2073> Didn't really affect the strength of the print, just made it look odd
[13:42:58] <JT-Shop> http://www.vetco.net/catalog/product_info.php?products_id=15179&gclid=CIb5q-j5vsMCFYWUfgodOC0ABg
[13:43:27] <malcom2073> I kow a guy who has a velman K8200, he hangs out on this network, I can ask him what he thinks of it
[13:44:06] <JT-Shop> where does he hang out at?
[13:44:41] <malcom2073> heh, #reprap
[13:44:55] <JT-Shop> that makes sense lol
[13:45:24] <malcom2073> his name is Branden or something like that, he's not there now, he usually is in the afternoons EST though
[13:45:39] <malcom2073> I'll point him in your direction next time I see him if you want
[13:46:04] <JT-Shop> ok thanks
[13:46:39] <JT-Shop> yikes 560 total there
[13:46:41] <malcom2073> One you build it and play with it, you'll find all sorts of things you'll want to improve :P
[13:50:18] <tjb1> JT-Shop: what are you doing in 3d channel
[13:51:23] <JT-Shop> tjb1, this
http://www.alloyavenue.com/vb/showthread.php?10742-lost-PLA-outboard-carburetor-casting-%28picture-heavy-%29
[13:52:06] <tjb1> JT-Shop: what about it
[13:52:22] <tjb1> thats what you want to do?
[13:52:46] <JT-Shop> yea, I have a furnace that can melt up to bronze
[13:53:09] <tjb1> I was looking at doing lost PLA casting with aluminum
[13:53:35] <JT-Shop> yea, I want to start with aluminum
[13:53:44] <JT-Shop> have you seen my burner and furnace?
[13:53:47] <tjb1> no
[13:53:50] <Jymmm> ...and turn it into gold!!!
[13:53:58] <tjb1> I haven't really been active here since my plasma table
[13:54:36] <JT-Shop> http://gnipsel.com/images/casting/
[13:55:39] <tjb1> JT-Shop: you used concrete?
[13:56:10] <tjb1> why not sand/plaster of paris
[13:56:36] <JT-Shop> no, castable refractory cement rated at 2400F
[13:57:07] <JT-Shop> this one is for aluminum I think I'll build a better one and use 3000F castable in it
[13:58:08] <tjb1> well I owe you help and im pretty active in 3d printing
[13:59:01] <JT-Shop> http://www.vetco.net/catalog/product_info.php?products_id=15179
[13:59:46] <JT-Shop> #reprap makes me dizzy
[13:59:52] <tjb1> Would not recommend that
[14:00:12] <tjb1> Bed moving is not the best
[14:00:26] <JT-Shop> what do you recommend?
[14:00:36] <tjb1> What are you looking for?
[14:00:39] <JT-Shop> I noticed the part edges are kinds lumpy
[14:00:48] <JT-Shop> size wise?
[14:00:50] <tjb1> Print size, speed, materials?
[14:01:03] <tjb1> https://www.dropbox.com/s/pqyhzgau39r0j95/2015-01-03%2018.43.53.jpg?dl=0
[14:01:07] <tjb1> That's a print off my delta
[14:01:20] <JT-Shop> I can fit up to an A8 crucible so about 6 lbs of alum
[14:01:20] <tjb1> https://www.dropbox.com/s/g0937vl98002fre/2015-01-05%2021.25.23.jpg?dl=0
[14:02:10] <tjb1> Came off of this printer -
https://www.dropbox.com/s/flcm0fdb985iwnp/2014-04-15%2023.19.35.jpg?dl=0
[14:02:34] <JT-Shop> that looks better
[14:02:49] <JT-Shop> did you build your printer?
[14:02:52] <tjb1> yes
[14:03:14] <JT-Shop> belt drive?
[14:03:18] <tjb1> yes
[14:03:35] <tjb1> Why are you not building your own?
[14:03:39] <JT-Shop> is there plans for that or did you dream it up?
[14:03:52] <tjb1> There are plans but it requires a lot of printed parts
[14:03:56] <JT-Shop> just getting interested when I saw that thread
[14:04:04] <tjb1> Probably around $700 for the delta
[14:04:08] <JT-Shop> can they be machined?
[14:04:24] <tjb1> some of them could
[14:04:31] <tjb1> not easy
[14:05:04] <JT-Shop> got a link to the kit or plans?
[14:05:18] <tjb1> http://reprap.org/wiki/Kossel
[14:05:58] <tjb1> This is my new one -
https://fbcdn-sphotos-g-a.akamaihd.net/hphotos-ak-xap1/t31.0-8/10873442_10205167559644567_1120534660136057577_o.jpg
[14:06:35] <JT-Shop> you like that one better than the delta?
[14:07:02] <tjb1> No but it can handle an extruder on the carriage so I can print flexible materials
[14:07:15] <tjb1> delta requires a bowden unless you make it real beefy
[14:09:33] <JT-Shop> is that a kit too?
[14:09:41] <tjb1> the last picture?
[14:09:45] <JT-Shop> yea
[14:09:53] <tjb1> no, I designed that one
[14:09:59] <JT-Shop> nice
[14:10:47] <JT-Shop> so it's similar to the K8200
[14:10:58] <tjb1> well the extruder moves in X direction
[14:11:01] <tjb1> bed only moves in Y
[14:12:11] <JT-Shop> what software are you using on the last one
[14:12:34] <tjb1> controller runs marlin, repetier host is sending the code
[14:13:58] <JT-Shop> so you have an Arduino driving the steppers?
[14:14:10] <tjb1> arduino mega with ramps 1.4 shield
[14:14:31] <witnit> pcw_home I got my 7i92 im excited =D thanks!
[14:15:22] <JT-Shop> you built the ramps 1.4 shield?
[14:15:28] <tjb1> no
[14:15:45] <tjb1> you can buy kits and solder them but it requires surface mount component soldering
[14:16:01] <tjb1> I did one of those but this printer actually runs a Taurino Power which is the same as Ramps1.4 but can handle 24v
[14:17:44] <PetefromTn_> Hey linuxCNC..
[14:17:54] <PetefromTn_> just got back from Home Despot
[14:18:25] <PetefromTn_> tried to put together some fittings to setup using the new vacuum pump
[14:18:43] <PetefromTn_> no idea if any of it is rated for vacuum LOL
[14:19:00] <JT-Shop> I don't think my Ardunio is a mega... I have to go look
[14:19:04] <PetefromTn_> but I got some of the same quarter inch tubing I used for the refridgerator water line
[14:19:26] <PetefromTn_> it is the nylon type semi opaque stuff pretty rigid for plastic tubing.
[14:19:56] <PetefromTn_> and I got a quarter inch flared fitting to go from the pump fitting to the hose
[14:20:03] <JT-Shop> tjb1, like this one
http://www.reprapdiscount.com/electronics/11-taurino-power.html
[14:20:08] <PetefromTn_> from there on I got put connect fittings
[14:20:20] <tjb1> yes
[14:20:21] <PetefromTn_> tees, unions, Y's and a ball valve
[14:20:57] <PetefromTn_> gonna eat some lunch here and see about putting it together to see if it will hold vacuum or not.
[14:21:09] <tjb1> JT-Shop: This would be a decent kit to get -
http://www.reprapdiscount.com/home/20-ultimate-power-pack.html
[14:21:27] <PetefromTn_> I am gonna order a small vacuum gauge online along with some of that rubber linear O-ring material for the seal gland on the fixture
[14:21:37] <tjb1> JT-Shop: This one better
http://www.reprapdiscount.com/home/29-ramps-14-ultimate-power-kit-1-wiring-set-capable-of-24v.html
[14:22:19] <PetefromTn_> I have a broken or rather stripped out magnetic base here I am hoping to turn into a block I can set on the mill table that holds the ball valve and the gauge
[14:22:36] <PetefromTn_> so it is easier to turn it all on and off and monitor the vacuum
[14:23:17] <PetefromTn_> I was thinking of a little manifold block from aluminum that has the guage and the ball valve in and out that I can screw down to the mag base
[14:23:47] <PetefromTn_> this should be a decent enough start to the system and will hopefully allow me to start work on the parts I need to make this week.
[14:23:53] <PetefromTn_> Gonna be interesting at least LOL
[14:29:28] <JT-Shop> tjb1, what are the A4988 and GT2 pulleys for in that kit?
[14:29:44] <tjb1> A4988 are drivers
[14:29:51] <tjb1> Required for the stepper motors on Ramps
[14:31:53] <tjb1> gt2 is the belt used on almost all printers
[14:33:48] <zeeshan|2> man seriouisly
[14:33:49] <zeeshan|2> fuck this drawbar
[14:33:54] <zeeshan|2> im gonna just use a manual drawbar
[14:34:25] <XXCoder> lol
[14:34:42] <zeeshan|2> seriously man
[14:34:43] <XXCoder> finally fixed ford contour
[14:34:46] <XXCoder> new water pump lol
[14:34:50] <zeeshan|2> nice
[14:35:05] <XXCoder> took me a while. not a mechinic :P
[14:35:33] <zeeshan|2> hey, as long as you got it done
[14:35:34] <zeeshan|2> who cares :)
[14:35:35] <zeeshan|2> http://c1.staticflickr.com/9/8642/16412452615_ee07cc4ad3_h.jpg
[14:35:38] <zeeshan|2> guys WTF is going on here
[14:35:43] <zeeshan|2> where the hell are the belleville washers??!
[14:36:37] <zeeshan|2> did they seriously put a stack inside the dam cylinder?
[14:39:22] <XXCoder> its there, just invisiable ;)
[14:39:24] <PetefromTn_> how did you finally get it out?
[14:40:00] <zeeshan|2> big ass wrenches
[14:40:01] <zeeshan|2> lol
[14:40:11] <zeeshan|2> and heat
[14:40:13] <zeeshan|2> to burn up the loctite
[14:40:21] <zeeshan|2> it was on at prolly 300ft-lb
[14:40:27] <zeeshan|2> 250ft-lb maybe
[14:40:28] <PetefromTn_> jeez
[14:40:37] <zeeshan|2> dude this has me completely frigging stocked
[14:40:39] <zeeshan|2> *stoked
[14:41:10] <PetefromTn_> you are happy with it?
[14:41:19] <zeeshan|2> no
[14:41:20] <zeeshan|2> not at all
[14:41:30] <PetefromTn_> then I would NOT say you are stoked LOL
[14:41:38] <zeeshan|2> stoked as in lost
[14:41:39] <zeeshan|2> lol
[14:41:58] <zeeshan|2> stoked to the point im lost
[14:42:00] <PetefromTn_> where I come from Stoked is like totally pleased and happy
[14:42:38] <zeeshan|2> http://i.ebayimg.com/00/s/MTIwMFgxNjAw/z/FqAAAOSwxYxUsKFS/$_57.JPG
[14:42:42] <zeeshan|2> i was expecting to see that..
[14:43:17] <zeeshan|2> but there are no belleville washers?
[14:43:51] <zeeshan|2> infact in the drawing the company sent me
[14:43:56] <zeeshan|2> theyre inside the damn hydraulic cylinder
[14:44:00] <PetefromTn_> is it possible it is completely hydraulic
[14:44:32] <PetefromTn_> that did not appear to be a push pull cylinder tho
[14:45:07] <zeeshan|2> to be honest
[14:45:11] <zeeshan|2> it looks like its in working condition ?
[14:45:42] <zeeshan|2> it just doesnt clamp right :/
[14:46:14] <zeeshan|2> unless this thing only provides 600 lb of clamping force
[14:46:16] <zeeshan|2> for a cat40.
[14:46:22] <PetefromTn_> probably not
[14:47:47] <zeeshan|2> i'm gonna try emailking the company that makes this
[14:47:52] <zeeshan|2> and ask them 'what is going on'
[14:48:13] <PetefromTn_> I am surprised you cannot contact mikron directly and ask them
[14:48:23] <PetefromTn_> via the phone
[14:48:26] <shaun413> hello
[14:48:46] <shaun413> was wondering if any of you had any ideas for some nema17 steppers and driver board I have
[14:49:13] <zeeshan|2> PetefromTn_: seriously
[14:49:16] <zeeshan|2> im just gonna make a drawbar
[14:49:22] <zeeshan|2> and use it manually for now.
[14:49:26] <zeeshan|2> itll suck, but gotta do what i gotta do
[14:49:46] <zeeshan|2> i have 5/8 threaded rod
[14:49:47] <shaun413> ?
[14:49:49] <PetefromTn_> that would indeed suck but if it is not anything else you can do
[14:49:57] <zeeshan|2> just screw it in
[14:50:00] <zeeshan|2> and all it a day :P
[14:50:24] <PetefromTn_> it would allow you to continue with fine tuning the drives and maybe make some chips !
[14:50:43] <zeeshan|2> yes
[14:50:44] <PetefromTn_> then you could screw with the cylinder when you get a chance
[14:50:47] <zeeshan|2> dude, i dont physically see
[14:50:53] <zeeshan|2> how they can stack enough belleville washers in the cylinder
[14:50:57] <zeeshan|2> to provide enough clamping force
[14:51:07] <zeeshan|2> i think ill email these guys
[14:51:11] <zeeshan|2> and ask them if they make a replacement or something
[14:51:15] <PetefromTn_> belleville stacks can come in different sizes for sure
[14:51:42] <PetefromTn_> mine are quite wide diameter and the stack is kinda short but they are THICK
[14:51:56] <zeeshan|2> Ah.
[14:52:01] <shaun413> anyone?
[14:52:14] <PetefromTn_> but most that are not large diameter are a lot more washers and tall
[14:54:51] <PetefromTn_> zeeshan|2 Hey man I was thinking about you yesterday LOL
[14:55:12] <PetefromTn_> about this lathe retrofit
[14:56:20] <shaun413> are nema17 usefull for anything?
[14:56:50] <witnit> if they sell it, they have a use :)
[14:57:00] <shaun413> ?
[14:57:01] <pcw_home> small things :-)
[14:57:07] <shaun413> IE?
[14:57:23] <zeeshan|2> PetefromTn_: sup
[14:57:29] <pcw_home> very common on 3D printers
[14:57:39] <zeeshan|2> shaun413: why dont you go troll reprap
[14:57:40] <shaun413> yes thats what its from
[14:57:50] <shaun413> I want to repourpose it
[14:57:57] <pcw_home> teeny weeny desktop mills
[14:58:06] <shaun413> will it actually mill things?
[14:58:13] <PetefromTn_> yeah I was thinking about the lathe retrofit
[14:58:30] <PetefromTn_> and I REALLY want to get a pneumatic 5c collet closer built or bought for it.
[14:58:38] <PetefromTn_> been looking at ideas and existing designs
[14:58:52] <PetefromTn_> I know your lathe can use one too ;)
[14:58:55] <pcw_home> given enough leverage (gearing), anything is possible
[14:59:00] <witnit> any motor will work with proper gearing
[14:59:13] <witnit> just slower.
[15:00:12] <zeeshan|2> yea PetefromTn_would be nice :)
[15:00:15] <PetefromTn_> I THINK I can make something that uses automotive tapered roller bearings and an O-ringed piston setup for the clamping..
[15:01:04] <PetefromTn_> I will definitely have one on my machine as I really want to be able to automate small collet parts machining with a puller etc.
[15:02:32] <witnit> pete you can make an airloader for a single spindle for about $40
[15:02:36] <PetefromTn_> the end of my spindle is much like yours just a smooth tube with flat end just need to make a bearing cap mount there and something a floating clamp piston setup and then a tubular drawbar with an adjustble end.
[15:02:54] <PetefromTn_> airloader?
[15:02:58] <witnit> yeah
[15:03:06] <witnit> air behind the bar
[15:03:19] <PetefromTn_> what I am most interested in is something like the royal products pneumatic collet closer system
[15:03:58] <witnit> so take, like steel pipe, grey pvc liner, bearing and slug with leather seals and a about 20lbs behind it open the collet and it feeds out
[15:04:01] <PetefromTn_> the biggest challenge is making the floating union that allows you to hookup the air lines and valving
[15:04:13] <witnit> use a taper cone in the end of the slug to keep the bar centered
[15:04:28] <PetefromTn_> it is a relatively simple design really but it needs to be pretty concentric so it does not wobble like a bitch
[15:05:20] <PetefromTn_> actually I was thinking of capturing the OD of the spindle body so I can use the thickes drawbar tube possible for rigidity of the threads on the collet end
[15:07:44] <PetefromTn_> was thinking about a machine fitting that goes on the end of the drawbar tube that has a shoulder on the other side to accept the female bearing race
[15:09:07] <PetefromTn_> then the floating union would be just a shop built pneumatic piston assembly with bosses on each side to accept the male bearing part and then another boss that is mounted to the tubular drawbar that is threaded to the OD of the tube and then a pair of finger nuts to adjust the drawbar dead length etc.
[15:10:38] <witnit> what machine is this?
[15:11:42] <PetefromTn_> this will be for a Standard Modern 1440CNC lathe I am retrofitting to linuxCNC/Mesanet
[15:24:21] <witnit> I see, I was lazy about my first lockup, I just used a manual hardinge hand lock-up with an air cylinder on it :)
[15:24:34] <witnit> flawless
[15:25:01] <witnit> very satisfying click sound too
[15:28:50] <PetefromTn_> actually that is my backup plan a manual collet closer pneumatically actuated.
[15:29:47] <bobo_> zeeshan: looks as if you got it apart. looks like a new 1"+spanner was required ? the e-bay photo shows ugly (pipe wrench ? ) marks on hyd. cyl..
[15:31:13] <witnit> off to the shop seeya fellers
[15:42:30] <bobo_> zeeshan how did you hold the spindle ? --keep it from turning when removing the hyd.cyl.
[16:20:57] <Deejay> gn8
[16:35:29] <PetefromTn_> any recommendations for O-ring chord material for vacuum clamping hold down applications? What durometer should I be looking for?
[16:37:04] <zeeshan|2> bobo_: yea spanner worked
[16:37:18] <zeeshan|2> what you do is put a sacraficial bolt
[16:37:22] <zeeshan|2> where the hat used to mount
[16:37:26] <zeeshan|2> and jam the spanner wrench against it
[16:37:34] <zeeshan|2> you'll destroy the bolt in the process, but it will loosen
[16:37:41] <zeeshan|2> then just replace bolt
[16:38:01] <zeeshan|2> so yea, i am using a manual drawbar now
[16:38:04] <zeeshan|2> :)
[16:38:08] <zeeshan|2> major down grade
[16:40:39] <skunksleep> zeeshan|2: figured out the issue with the spindle?
[16:41:19] <zeeshan|2> skunksleep: not 100%, but deduction leads me to believe the spring pack inside the hydraulic cylinder is nfg
[16:41:25] <zeeshan|2> cause there is not enough clamping force
[16:41:51] <skunksleep> Ah. It is a start.
[16:43:24] <skunksleep> The belvel washers on the k&t are huge
[16:43:58] <zeeshan|2> http://c1.staticflickr.com/9/8642/16412452615_ee07cc4ad3_h.jpg
[16:44:07] <zeeshan|2> im really surpised to find there are no belleville washers here
[16:44:57] <zeeshan|2> Zeeshan, This should be 12000 newtons/2700 lbs. this drawbar should have the balls and wedge rings all replaced. We can rebuild this at our facility and test/certify it or supply you all of the needed parts. New springs will help but not solve the problem
[16:47:29] <zeeshan|2> okay so its definitely messed :)
[16:53:39] <bobo_> zeeshan so, " new springs will help but not solve problem " ? what is this about ? fingers and draw rod --have streatched ?
[16:54:34] <zeeshan|2> bobo_: i guess they use a wedge inside the cylinder
[16:54:39] <zeeshan|2> which will wear over time
[16:54:45] <zeeshan|2> prolly using it as a multiplier of force.
[16:54:55] <zeeshan|2> i read in a thread that its not just belleville washer force
[16:55:05] <zeeshan|2> there is cam/wedge action that happens
[16:55:35] <zeeshan|2> so when it clamps, the springs expand, and after a certain displacement, the cam/wedge locks into place
[16:55:44] <zeeshan|2> so even if the springs failed during machining
[16:55:53] <zeeshan|2> the cam/wedge lock would stop the tool from flying out
[16:56:08] * zeeshan|2 doesnt understand it full and doesnt want to
[16:56:13] * zeeshan|2 will send it to get rebuilt
[16:56:18] <zeeshan|2> im sure itll be like 400-500 bux
[16:56:24] <zeeshan|2> which is worth me not fucking around with it
[16:56:37] <bobo_> must be a small sized cam/wedge . some watch stuff ?
[16:57:05] <zeeshan|2> do you remember the two drawings i posted?
[16:57:11] <zeeshan|2> one of the internals of the cylinder
[16:57:15] <zeeshan|2> look at where the 6.2mm ball is
[16:57:19] <zeeshan|2> you can see the wedge there
[16:57:23] <zeeshan|2> where the ball rides on
[16:57:40] <zeeshan|2> and the impression where the ball rests
[16:58:00] <bobo_> will look again
[16:59:20] <zeeshan|2> this representative 'scott jensen @ advanced machine and engineering co."
[16:59:24] <zeeshan|2> extremely helpful guy.
[17:01:32] * zeeshan|2 will machine something tonight!
[17:01:33] <zeeshan|2> :D
[17:03:18] <bobo_> $400 ---would bet pete a do-nut that you would fire up that cad program for form fit function replacement
[17:03:54] <zeeshan|2> i know i can prolly machine the wedge ring myself
[17:03:59] <zeeshan|2> and order parts and rebuild it
[17:04:06] <zeeshan|2> but i dont have a tester for pull force
[17:04:11] <zeeshan|2> these guys will verify it
[17:04:20] <zeeshan|2> i dont wanna f around with safety related stuff :P
[17:04:26] <zeeshan|2> let someone whos done it 2390328923189 times deal with it
[17:04:35] <zeeshan|2> cause they've prolly learned what not to do along the way
[17:06:17] <PetefromTn_> http://www.mcmaster.com/#standard-rubber-cords/=vpldjc any suggestions for vacuum chuck rubber seal material?
[17:06:23] <bobo_> you mean old 3 fingers Scott Jensen ?
[17:06:31] <zeeshan|2> lol
[17:06:32] <zeeshan|2> no
[17:07:20] <PetefromTn_> just ordered a little chrome vacuum gauge so I can monitor the vacuum on this stuff while I am machining it.
[17:07:26] <zeeshan|2> PetefromTn_: pretty much any of those will work
[17:07:32] <PetefromTn_> yeah I know
[17:07:42] <zeeshan|2> so why ask
[17:07:43] <PetefromTn_> I was thinking it should probably be kinda soft
[17:07:56] <PetefromTn_> like maybe 40 or 60 durometer
[17:08:04] <zeeshan|2> get the softest one
[17:08:09] <zeeshan|2> buna-n rubber
[17:08:14] <PetefromTn_> will probably go with 1/8 inch
[17:08:41] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=32312 Tormach actually sells some vacuum hold down chuck kits
[17:08:50] <PetefromTn_> and they use a neoprene chord
[17:09:07] <PetefromTn_> no specifics I could find on diamter or durometer
[17:09:40] <zeeshan|2> well the bigger the diameter
[17:09:44] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=31185
[17:09:52] <zeeshan|2> the better the seal
[17:09:58] <PetefromTn_> I would think so too
[17:10:14] <zeeshan|2> the most important thing
[17:10:16] <PetefromTn_> not sure if I want to use like 3/16 or quarter inch stuff or not
[17:10:17] <zeeshan|2> is the groove design
[17:10:28] <zeeshan|2> you can get a 50A durameter o-ring
[17:10:33] <zeeshan|2> and ahve the groove too tight
[17:10:40] <zeeshan|2> itll seal, but not as good
[17:11:07] <zeeshan|2> how thick will your fixture be?
[17:11:21] <PetefromTn_> this dedicated one will be half inch thick
[17:11:34] <zeeshan|2> groove depth is approx 60-80%
[17:11:40] <zeeshan|2> of o-ring cross section
[17:11:41] <PetefromTn_> it is going to be for some relatively light machining
[17:11:59] <zeeshan|2> so you'll be fine with 1/4" too :P
[17:12:08] <zeeshan|2> but then you'll get limited by your bend radius
[17:12:14] <PetefromTn_> probably 3/16 might be a good choice
[17:12:26] <zeeshan|2> yea
[17:12:34] <PetefromTn_> my friend art made one and used 1/8 inch rod
[17:12:39] <zeeshan|2> i machined 1/16" oring grooves for my steam engine
[17:12:41] <zeeshan|2> and that was no fun
[17:12:43] <zeeshan|2> broke so much shit
[17:12:55] <zeeshan|2> cause the machine only went upto 6000 rpm
[17:13:07] <zeeshan|2> and had like .0003" runout
[17:13:39] <PetefromTn_> http://www.tormach.com//uploads/images/Gallery/products/workholding/Vacuum_Table/vacuum_table.jpg
[17:13:42] <renesis> seems fine for an oring groove?
[17:14:05] <renesis> 2L makes a little vacuum table setup
[17:14:19] <zeeshan|2> PetefromTn_: can't wait to see yours in action
[17:14:23] <PetefromTn_> that plate is 17.75 by 9.5"
[17:14:24] <zeeshan|2> that will be so sweet to have for thin stuff.
[17:14:37] <PetefromTn_> you and me both man hehe
[17:14:49] <PetefromTn_> I am excited about this have been wanting it for awhile now
[17:14:59] <zeeshan|2> are you going to use a ball nose end mill
[17:15:04] <zeeshan|2> to do all those grooves
[17:15:08] <PetefromTn_> so if that plate is that big the gasket is probably at least quarter inch
[17:15:16] <zeeshan|2> or just regular slot end mill
[17:15:30] <PetefromTn_> for this dedicated fixture it will not be that grid pattern
[17:15:39] <zeeshan|2> ah okay
[17:15:49] <zeeshan|2> jeez
[17:15:50] <PetefromTn_> I am going to design the plate to be the shape of the part just inside the outer edge
[17:15:52] <zeeshan|2> they want 1k for that plate
[17:15:53] <zeeshan|2> hahaha
[17:16:05] <PetefromTn_> yeah it is kinda crazy what they want for vacuum chucks
[17:16:18] <zeeshan|2> that looks like maybe 1hr of machining at most
[17:16:35] <zeeshan|2> maybe 10 hours using a tormach
[17:16:39] <zeeshan|2> thats why so high priced!
[17:16:40] <zeeshan|2> :-)
[17:16:41] * zeeshan|2 hides
[17:16:49] <renesis> http://www.2linc.com/Vac_Vise_workholding.htm
[17:16:50] <PetefromTn_> I wonder what the bottom looks like
[17:16:59] <renesis> ha, vacuum chuck for your vise
[17:17:08] <PetefromTn_> is it just a solid plate and has the grid patter and tapped holes for multiple hoses or what?
[17:17:09] <zeeshan|2> looks like theyve got 2 keys
[17:17:18] <zeeshan|2> to go onto the t-slot
[17:17:19] <renesis> theyre like $750/ea =\
[17:17:28] <zeeshan|2> and a long gun drilled hole
[17:17:32] <zeeshan|2> connecting all the ports.
[17:18:18] <renesis> seems kinda lossy compared to an open design
[17:18:29] <PetefromTn_> there is a photo of it on the machine and you can see the vacuum line coming in from the long edge
[17:19:11] <zeeshan|2> wtf
[17:19:14] <PetefromTn_> so it must be either two pieces together or something like that. would be hard to machine the grid of ports holes from a solid piece
[17:19:18] <zeeshan|2> they want 587$ for that vac pump
[17:19:23] <zeeshan|2> thats the same hf vac pump
[17:19:33] <PetefromTn_> and it looks identical to the HF pump I just got.
[17:19:37] <zeeshan|2> YEA
[17:19:37] <zeeshan|2> LOL
[17:19:48] <renesis> the 2L one?
[17:19:50] <PetefromTn_> this little pump is pretty quiet
[17:19:57] <zeeshan|2> they usually are
[17:20:04] <zeeshan|2> i dont know why someone was saying theyre loud
[17:20:10] <renesis> or for pump
[17:20:10] <zeeshan|2> its no where as loud as an oil air compressor
[17:20:15] <renesis> *oh
[17:20:15] <zeeshan|2> more like
[17:20:19] <zeeshan|2> fart fart fart fart
[17:20:28] <zeeshan|2> rather than BAM BAM BAM BAM BAM
[17:20:41] <zeeshan|2> hey guys
[17:20:48] <zeeshan|2> cann you buy 5/8 all thread grade 8
[17:20:50] <zeeshan|2> @ home depot
[17:21:08] <renesis> a) .ca doesnt have home depot?
[17:21:17] <renesis> b) home depot has grade 8 hardware?
[17:21:49] <XXCoder> and I guess expensive to buy pile of em
[17:21:59] <zeeshan|2> fuck it
[17:22:01] <renesis> they have special hardware bins, they might actually have them
[17:22:01] <bobo_> would not trust home depot
[17:22:02] <zeeshan|2> im just gonna turn one
[17:22:03] <zeeshan|2> itll be faster
[17:22:05] <zeeshan|2> er
[17:22:10] <renesis> what bobo_ said
[17:22:12] <zeeshan|2> damn it i realized i dont have have 5/8 nuts :(
[17:22:23] <XXCoder> make em?
[17:22:25] <renesis> cant you get that shit from mcmaster or grainger or some shit?
[17:22:26] <zeeshan|2> no
[17:22:38] <zeeshan|2> i want it now
[17:22:38] <XXCoder> make a REALLY long nut then cut em into nuts
[17:22:40] <zeeshan|2> in the next 5 min!
[17:22:41] <zeeshan|2> :P
[17:23:10] <renesis> sound like an engineering manager
[17:23:18] <PetefromTn_> yeah the little HF pump is pretty quiet especially when it is under vacuum
[17:23:37] <PetefromTn_> I had a revelation this morning
[17:23:37] <bobo_> big thick/really thick washer too
[17:23:53] <PetefromTn_> I was upstairs getting ready to go to home despot
[17:24:03] <zeeshan|2> fak it ill go to princess auto again
[17:24:05] <zeeshan|2> i was JUST there
[17:24:10] <PetefromTn_> and I was shaving with my best razor and it broke
[17:24:18] <PetefromTn_> I looked to find another cartridge
[17:24:25] <PetefromTn_> only to find that I was on my last one damnit
[17:24:33] <PetefromTn_> so I asked my wife if she had anything
[17:24:37] <renesis> fuck razors i just use clippers
[17:24:43] <PetefromTn_> and she gave me a brand new one of hers
[17:24:44] <renesis> haha @ girly razors
[17:24:47] <zeeshan|2> ROFL
[17:24:49] <PetefromTn_> that thing is AMAZING
[17:24:51] <renesis> theyre not bad, yo!
[17:24:53] <renesis> ya!
[17:25:01] <XXCoder> I use $2 for 20 razors. I make em last for year or so
[17:25:08] <XXCoder> so basically $2 a year. cheap.
[17:25:12] <PetefromTn_> I mean it is so smooth and cuts so close and easy it is not even funny
[17:25:18] <_methods> they have a lot more real estate to cover
[17:25:18] <renesis> petefromtn_: did it have those wireguard things?
[17:25:36] <PetefromTn_> I am sold on them even tho they are FUCKIN' PINK
[17:25:53] <bobo_> voice change any yrt ?
[17:25:54] <PetefromTn_> no it is like mine just has this roundish white guard thing around the edge
[17:25:59] <renesis> moar details, which one
[17:26:01] <PetefromTn_> yes it has actually
[17:26:10] <_methods> don't lie your sold because they are pink
[17:26:12] <PetefromTn_> I will have to ask her
[17:26:18] <PetefromTn_> LOL
[17:26:22] <_methods> hehe
[17:26:25] <PetefromTn_> yeah man I am a big pink kinda guy
[17:26:32] <XXCoder> just run razor backwards down arm, it will resharp. thats how mine lasts so long
[17:26:53] <XXCoder> in 1800s pink used to be male color. blue for female
[17:26:58] <PetefromTn_> actually my favorite T-shirt is a margaritaville one I got in Key west and it is yup you guessed it....
[17:27:06] <renesis> because red = war
[17:27:35] <XXCoder> no because pink is bold, male color while blue is mellow color
[17:27:39] <renesis> but yeah whatever fuck pink
[17:27:41] <XXCoder> then somehow it reversed
[17:27:45] <PetefromTn_> I could care less what freakin' color it is, never had a better shave and that is after trying quite a few manly ones hehe
[17:28:28] <renesis> honestly, those big bags of bic razors prob the best way to go
[17:28:29] <PetefromTn_> I honeslty think I am gonna steal her stash of razors and tell her they were stolen while I was out in the shop tinkering LOL
[17:28:35] <renesis> just use two or three every shave
[17:28:42] <renesis> prob still come out ahead in terms of money
[17:28:53] <XXCoder> renesis: or resharp em like I do
[17:29:02] <XXCoder> my $2 for 20 razors last around month
[17:29:12] <XXCoder> then usually plastic breaks somewhere
[17:29:14] <renesis> thats a lot of razors fuck
[17:29:52] <XXCoder> I mean, ONE lasts a month or so. average is year per bag due to few razors breaking after only a week
[17:30:20] <renesis> oh damn
[17:30:37] <PetefromTn_> screw that noise single edge razors SUCK.. the ones I have been using have three blades and I thought they were the shit but after using hers this morning I am sold.
[17:30:44] <XXCoder> (repeat) just run razor backwards down arm, it will resharp. thats how mine lasts so long
[17:30:57] <XXCoder> mines 2 edge type
[17:31:16] <bobo_> pete look outside , notice the lack of grass ? don't mess with the ladies razor !
[17:31:37] <PetefromTn_> it seemed like it is harder to cut yourself too with her blades..
[17:31:55] <XXCoder> easier to shave large complex shape (legs) with em
[17:32:00] <XXCoder> without cuts
[17:32:16] <XXCoder> well would guess thats why their tech advanced more than mens lol
[17:32:18] <PetefromTn_> I know it sounds funny but I am serious it was like the best shave ever
[17:32:48] <renesis> yeah i dunno what the deal is
[17:32:54] <XXCoder> yeah I belive you
[17:33:01] <PetefromTn_> Oh my wife just woke up from her nap...
[17:33:16] <PetefromTn_> she said they are called venus razors
[17:33:29] <PetefromTn_> they even come in flavors LOL
[17:33:42] <Tom_itx> who'd lick a razor?
[17:33:53] <PetefromTn_> its the smell duh..
[17:33:57] <_methods> ozzy osbourne?
[17:33:58] <renesis> its a girl product thing
[17:34:03] <renesis> they dont come in scents
[17:34:08] <renesis> they come in flavors and emotions
[17:34:12] <XXCoder> yummy sucidial razor
[17:36:16] <PetefromTn_> I feel pretty....OH SO PRETTY....
[17:37:13] <PetefromTn_> that 2L company makes those floating engraver holders and bit huh...
[17:43:09] <XXCoder> quick, paint your new shave razor!
[17:43:11] <XXCoder> heh
[17:47:50] <PetefromTn_> my new vacuum gauge is SOOOO cool because it is made by Holley!! heh
[17:48:30] <bobo_> pink gauge ?
[17:48:52] <PetefromTn_> CHROME!
[17:49:38] <Jymmm> pcw_home:
http://www.ebay.com/itm/371237203810
[17:49:47] <Jymmm> pcw_home: QTY = 5
[17:49:50] <andypugh> I have never used a razor.
[17:49:54] <tjtr33> PetefromTn_, put a Sun Tacho on the motor
[17:50:05] <Jymmm> andypugh: straight razor?
[17:50:23] <andypugh> I used an electric shaver for a while, then I stopped shaving.
[17:50:31] <Jymmm> ah
[17:50:45] <PetefromTn_> if I did that I would look like grizzly adams overnight LOL
[17:50:52] <Jymmm> I'm thinking about a safety razor, just not sure yet.
[17:51:32] <andypugh> Anyway, more importantly, O-ring groves shoild not be circular, they should be square. The O-ring material is soft but incompressbile, it needs somewhere to squish to.
[17:51:53] <Jymmm> I never thught of that.
[17:52:19] <XXCoder> heh I can't grow a beard basically
[17:52:21] <andypugh> If you look at the O-ring groove design guides it’s pretty clear.
[17:52:24] <XXCoder> best I can do is nice bum look
[17:52:38] <XXCoder> my family genes dont give us nice beards
[17:53:08] <Jymmm> andypugh: Shit, I BARLY have an o-ring sizing chart, and that's only becasue I found a local company that ONLY sells orings and nothing else.
[17:53:09] <andypugh> I normally have a really short beard, but last year I left it 6 months and ended up looking properly victorian.
[17:53:54] <_methods> terrorist
[17:54:37] <andypugh> https://www.parker.com/literature/ORD%205700%20Parker_O-Ring_Handbook.pdf
[17:55:03] <andypugh> You will see every groove is sort-of square
[17:56:13] <andypugh> If you need a custom size, it is possible tomake them:
http://www.f1-2000.co.uk/index.php?f=fuel_injectors
[17:57:40] <bobo_> Petewholustsforflorida who ever mentioned scotch brite filter for vacum filter , I thought that was good . could try small engine fuel filter
[17:59:05] <andypugh> Isn’t there abrasive in Scotchbrite?
[17:59:11] <PetefromTn_> its funny you mention that Tormach sells a little oil mist filter for their supersize priced version of the HF vacuum pump and it costs $198!!!
[18:02:14] <LeelooMinai> I just made 4 holes in 2 hours - I guess I am not a machining speed demon:)
[18:03:05] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=34388 Tormach Slant Pro Controller WITH software....:O
[18:04:58] <LeelooMinai> I hear a lot about Tormach - is it some home-machinist, budget, non-Chinese go-to manufacturer of CNCs?
[18:07:16] <PetefromTn_> no it is a home-machinist- no so budget..CHINESE machine manufacturer that does a pretty good job of polishing the chinese turds into something usable and basically sells a lot of nice options for them and happens to use LinuxCNC for their machines.
[18:08:53] <LeelooMinai> Weird, all about the site, name, guys on videos, etc. feels USA:)
[18:09:32] <PetefromTn_> yeah it does... the machine was designed and they are based in USA. everything they sell as far as I know is manufactured in China
[18:09:50] <bobo_> Pete $700 to me doese't' sound like a over the top price for a new computer
[18:10:23] <XXCoder> hey LeelooMinai hows your project
[18:10:33] <LeelooMinai> XXCoder: Which one? :)
[18:10:39] <XXCoder> the router one'
[18:10:43] <PetefromTn_> GREAT....tell you what, you buy the computer and let us have the LinuxCNC software for the lathe that is on it :)
[18:10:51] <bobo_> wonder what MBoard it uses ?
[18:11:37] <PetefromTn_> no idea
[18:11:38] <andypugh> To be fair Tormach make Mills like Apple make iPhones.
[18:11:52] <PetefromTn_> that is a stretch
[18:11:56] <LeelooMinai> XXCoder: SLowly going forward. I made holes for the spindle bracket today. Have the spindle and table is almost ready to assemble. Need to buy some socket screws and slamp set, and what's left will be VFD - probably will buy it next month.
[18:12:08] <XXCoder> cool :)
[18:12:11] <LeelooMinai> clamp*
[18:13:30] <PetefromTn_> but yeah I must give them credit they competently straddle the gap between true chinese junk bedmills and commercial CNC equipment pretty well. And they have come up with some interesting designs for tooling and options for all of thier machines.
[18:14:06] <LeelooMinai> I was just checking out their TTS system of what they call it - seems useful.
[18:14:55] <LeelooMinai> I saw some guys on youtube using it with some automatic changer attachement - must be nice for someone who makes a lot of parts.
[18:14:56] <PetefromTn_> yeah it actually is pretty decent. I had a BUNCH of it when I had my RF45 CNC conversion running. No complaints at all really. It is a good option for smaller lower HP mills.
[18:16:02] <LeelooMinai> Are there some pneumatics that suck those tools in? I heared strange noise when they were3 replacing them.
[18:17:03] <PetefromTn_> yeah the drawbar uses a belleville stack to suck the collet into the spindle with like 1500 lbs of force as I recall and they use pneumatic cylinder to release it.
[18:17:49] <bobo_> compare and contrast tormach vers novakon
[18:19:15] <PetefromTn_> no thanks I don't have that kind of time. My only real interest in Tormach products is what they have done with the new Slant Pro Lathe LinuxCNC interface. It looks very nice.
[18:20:11] <LeelooMinai> DO they back-contribute some code?
[18:20:27] <bobo_> I thought novakon has a slant bed lathe also
[18:21:34] <LeelooMinai> I wonder how it works. If they just take Linuxcnc and mod it, or just write some extensions and use the "normal" branch, or what.
[18:22:08] <PetefromTn_> I would like to know..
[18:24:54] <andypugh> I am pretty sure that Tormach have committed _some_ code to the project. But I think they see their UI as theirs.
[18:25:35] <PetefromTn_> oh yeah that sucks.
[18:28:28] <bobo_> Pete not to beat a old topic ,but atthe NYC-CNC open house they might let you fondle the slant bed
[18:28:54] <skunksleep> Kinda sounds like they may be a few revisions back too..
[18:29:11] <andypugh> Some Tormach guys turned up to the Wichita meetup a year and a bit ago.
[18:29:17] <PetefromTn_> don't want to fondle it man I am building a better lathe here LOL
[18:30:32] <PetefromTn_> I don't want to take anything away from them but I thought linuxCNC's open source status made having your own flavor not possible..
[18:31:45] <Jymmm> You can, you just have to make the source available. But you could limit/restrict certian aspects.
[18:32:23] <dirty_d> I'm a little confused about homing and zeroing axes
[18:32:29] <Jymmm> Like linksys routers use OSS, but add their own stuff yto make it theirs.
[18:32:59] <dirty_d> I have a 3-axis mill with no homing switches, I used to use mach3 and id just jog to the work zero, then click a button to zero all axes
[18:33:11] <dirty_d> then run the cnc program
[18:33:22] <andypugh> Yes, so Tormach have to make the LinuxCNC source available to anyone who buys their lathe, but they don’t have to make their UI available to anyone who uses LinuxCNC.
[18:34:31] <dirty_d> heres my ini file
http://pastebin.com/kmhfbd6m
[18:35:23] <andypugh> A similar situation exists with the Pico-systems cards. The driver is part of LinuxCNC but the FPGA code on the cards is proprietary. Mesa nade their FPGA code FOSS but that was a decision of theirs, and that code is not _actually_ part of the LinuxCNC project. it is a separate but linked project.
[18:36:01] <andypugh> dirty_d: You can do that with LinuxCNC if you want.
[18:37:00] <PetefromTn_> hell I would be willing to pay a bit for the interface but I don't need the whole damn Controller PC.
[18:37:29] <andypugh> dirty_d: [TRAJ] NO_FORCE_HOMING in the INI file:
http://www.linuxcnc.org/docs/html/config/ini_config.html#sub:TRAJ-section
[18:38:56] <andypugh> dirty_d: Or, if you prefer, you can guve each axis a HOMING_SEQUENCE and set the homing velocity to zero, and it will home where ever it is when you press “HOME”
[18:39:16] <andypugh> I hate it when that happens.
[18:39:36] <PetefromTn_> does the machine have physical limit switches?
[18:39:48] <dirty_d> yikes, kernel panic
[18:39:53] <andypugh> He is probably sat there saying “those LinuxCNC guys are no help at all”
[18:40:03] <andypugh> Ah, you came back :-)
[18:40:17] <andypugh> Did you see “andypugh: dirty_d: Or, if you prefer, you can guve each axis a HOMING_SEQUENCE and set the homing velocity to zero, and it will home where ever it is when you press “HOME””
[18:40:20] <PetefromTn_> does your machine have physical limit switches?
[18:40:52] <dirty_d> i just read it im adding NO_FORCE_HOMING = 1
[18:40:59] <dirty_d> no it doesn't
[18:41:05] <andypugh> Limit switches are not that hard, and are useful.
[18:41:08] <dirty_d> it just has xyz steppers, no other control
[18:41:21] <PetefromTn_> yeah I would not run a machine without at least limit switches
[18:41:39] <andypugh> All limits and homes can share 1 pin on the parport (other IO interfaces are available)
[18:42:00] <andypugh> PetefromTn_: A stepper machine can be fine with hard stops .
[18:42:10] <PetefromTn_> you can setup linuxCNC to use a limit as a home right?
[18:42:15] <andypugh> Yes
[18:42:20] <PetefromTn_> sure but I would not want to do that...
[18:43:22] <andypugh> One nice thing about limit/home switches is that you can re-start a job, and also LinuxCNC will never hit the stops, and will warn if a job will hit the stops.
[18:43:39] <dirty_d> this computers in my apartment nowhere near my cnc machine right now, I've disabled homing. Whats actually happening when I click "Home Axis"?
[18:43:55] <andypugh> Magic :-)
[18:43:55] <dirty_d> its just zeroing the machine coordinate system right, not moving anything?
[18:44:25] <dirty_d> it moves in the 3D gui, but not in the reals?
[18:44:47] <andypugh> On a machine with homing configured it actually runs the machine to the home switches, zeros the machine coordinate system, then returns to a pre-defined position.
[18:44:55] <dirty_d> right
[18:45:31] <dirty_d> but with NO_FORCE_HOMING = 1?
[18:45:34] <andypugh> I don’t know what happens on your machine, your INI has no home info at all.
[18:46:03] <andypugh> I think with your machine as it exists you can home instantly wherever you wish.
[18:46:25] <andypugh> With NO_FORCE_HOMING you can run G-code without even pressing the home button.
[18:46:31] <dirty_d> i think so, because the cone in the gui instantly moves to 0
[18:47:05] <andypugh> I wouldn’t actually advocate NO_FORCE_HOMING.
[18:47:11] <dirty_d> i know
[18:47:35] <andypugh> You should be able to jog your machine to Sharpie marks on the bed, hit home and then run code with moderately predictable results.
[18:48:27] <PetefromTn_> sharpie accuracy hehe
[18:48:51] <andypugh> My machine homes to switches _and_ resolver zero, so I can re-start after a shut-down to within 0.001mm :-)
[18:49:16] <PetefromTn_> yeah mine does it to encoder index pulse off the home switch...
[18:49:33] <PetefromTn_> I LOVE how you cannot basically hit a limit once the machine is homed.
[18:49:40] <dirty_d> what do you do when you use an edge finder or something?
[18:49:41] <PetefromTn_> and the soft limits are really nice
[18:49:50] <andypugh> But if dirty_d is just too _lazy_ to set up his machine properly :-)
[18:49:58] <dirty_d> im mach3 i could manually enter like -0.2 on X
[18:50:03] <PetefromTn_> I use an edge finder all the time
[18:50:11] <andypugh> dirty_d: That’s “Touch off”
[18:50:19] <PetefromTn_> yeah that is totally diferent
[18:50:33] <andypugh> (the touch-off button basically runs a G10 command)
[18:50:42] <dirty_d> hey im not lazy, i just have no time, lol
[18:50:42] <PetefromTn_> you can locate your part with the edge finder and touch off the G54 or whatever coordinate system to that point
[18:51:05] <dirty_d> ill add switches eventually, i just wanna get it working first
[18:51:33] <andypugh> There are two coordinate systems, the actual machine axes, which are physical, and the G54, G55 etc ones that you work in where the origin can be wherever you want.
[18:51:44] <PetefromTn_> and you can also do neat things like if you touch off the left side of a part, set zero on G54 and jog over to the right side of the part, touch the edge finder and then input the distance /2 to get to the center
[18:51:47] <dirty_d> right
[18:52:40] <PetefromTn_> in the touch off window tab you click the drop down menu and select the coordinate system you want and in the input window you type in the distance/2
[18:53:07] <PetefromTn_> I use that all the time now and it works great and makes things easier not having to reach for a calculator
[18:53:15] <andypugh> So, homing switches (which can also be limit switches) stop the machine hitting the end stops and let you re-start jobs after shut-down. Touch-off lets you call anywhere you want X=0 Y=0 Z=0
[18:53:16] <dirty_d> hmm
[18:53:37] <dirty_d> i thought those top left coordinates where machine coordinates though?
[18:53:41] <dirty_d> they changed to 0 when i touched off
[18:53:52] <PetefromTn_> I don't see why you cannot just open axis, NOT home anything and just touch off wherever you need but you will not have the safety of the soft limits
[18:53:57] <dirty_d> and the G54 coordinates changed to what the top left ones used to be
[18:54:17] <PetefromTn_> the top left coordinates are whatever work coordinate system you are currently in.
[18:54:21] <andypugh> dirty_d: On your machine you could just set NO_FORCE_HOMING, then jog to the edge-finder, touch-off what you want to call that point, and run your code.
[18:54:47] <andypugh> It doesn’t really matter that the machine doesn’t know where it is
[18:55:05] <PetefromTn_> you can go to the top there and select the drop down and hit show machine coordinates or work coordinates to toggle back and forth
[18:55:14] <andypugh> All that you really lose is the soft-limits, and the warning that the job is too big for the machine
[18:56:07] <dirty_d> ahh
[18:58:16] <LeelooMinai> So, I will have those 4 M8 socket screws holding the spindle bracket. Since there probably may be vibration there - would you put some split washers there too?
[18:58:41] <andypugh> When you turn on the machine it thinks is is at X=0 Y=0 Z=0 in the machine coordinate system. You can then touch-off your G54 (or whatever) coordinate system relative to that (random) origin point to call a point on your work (0,0,0) in the G54 system and the offsets of G54 from Machine will be set accordingly.
[18:59:48] <andypugh> When you home the machine it either sets the machine (0,0,0) to the current point (in your case) or runs to the switches and calls _them_ (0,0,0) in the machine system
[19:00:27] <andypugh> The (small) problem in your case us that the random machine system + constant G45 offset = random G54 origin.
[19:00:58] <andypugh> (err, that last sentence had a G45 for G54)
[19:01:33] <dirty_d> ok this is making sense now
[19:01:44] <PetefromTn_> yeah as long as you realize when you shut down all bets are off and if you hit a limit you are lost and will have to reaquire your zero to start again is the only issue. unless your machine is strong enough to damage and destroy shit when it runs into a limit LOL...
[19:04:27] <dirty_d> oh yea, i was used to that
[19:04:40] <dirty_d> i had no notion of machine coordinates
[19:04:52] <dirty_d> id just clamp work down and zero off of it
[19:05:19] <PetefromTn_> well if you do it like andy is suggesting that will work fine I think.
[19:05:26] <andypugh> The machine coordinates are physical, and define where bad things happen at each end of travel.
[19:05:32] <dirty_d> right
[19:05:57] <dirty_d> my motors are weak enough they they just stop at the ends
[19:05:58] <andypugh> But with a weak stepper machine the bad things are not _very_ bad.
[19:06:07] <dirty_d> haven't crashed into the table yet
[19:06:15] <PetefromTn_> if you have a GOOD repeatable home switch it can make things a LOT easier for repeat work.
[19:06:28] <dirty_d> yea, ive yet to even make anything, lol
[19:06:33] <dirty_d> just some test cuts
[19:06:44] <andypugh> I have seen pictures of big industrial machines that have ripped themselves apart. Total loss 200k badness
[19:06:51] <dirty_d> ouch
[19:06:56] <PetefromTn_> well you are moving from Mach3 to LinuxCNC so you are on the right track!!
[19:07:07] <dirty_d> heh
[19:07:20] <Tom_itx> besides we're a much better croud to hang with
[19:07:23] <LeelooMinai> Which works well, unless you live in UK
[19:07:39] <dirty_d> i was working on an external controller, but i kinda lost interest
[19:07:45] <dirty_d> i need something right now that just works
[19:08:03] <andypugh> LeelooMinai: What’s the problem with living in the UK?
[19:08:20] <LeelooMinai> They don't want to be on the right track? :)
[19:09:03] <PetefromTn_> having used Mach3 for quite awhile and now having used LinuxCNC for a good while I cannot imagine why anyone would want to PAY FOR Mach3 let alone use it over linuxCNC.
[19:09:10] <andypugh> dirty_d: You can make LinuxCNC into your own controller.
[19:09:41] <dirty_d> the controller i made didn't require a realtime host computer
[19:09:57] <dirty_d> it seems like with linuxcnc it always has to run in realtime
[19:10:23] <dirty_d> you would send the controller step and direction commands that were buffered
[19:10:53] <dirty_d> or you could send it a command to i.e. stop when it hits a limit and report the position and stuff
[19:11:09] <andypugh> dirty_d: Try doing lathe threading buffered.
[19:11:43] <PetefromTn_> or rigid tapping
[19:11:51] <dirty_d> you wouldn't
[19:11:57] <pcw_home> or probing
[19:12:12] <pcw_home> or homing
[19:12:33] <dirty_d> the controller would do it itself after you sent it the commands for the parameters etc
[19:12:38] <dirty_d> same deal for probing and homing
[19:12:57] <andypugh> But, yeah, buffering can work, Smoothstepper systems are making good parts worldwide.
[19:13:23] <pcw_home> you can move all of those things to the buffered controller but its usually not as nice or powerful an environment for complex real time tasks
[19:13:41] <dirty_d> yea i can imagine
[19:13:43] <andypugh> Realtime in the controller is only one solution, but it is our solution, and it’s no real headache.
[19:14:05] <dirty_d> for my use, a 3 axis mill building all that stuff into a controller is easy
[19:14:26] <dirty_d> but i can imagine it would be pretty damn hard on a 5-axis machine or something
[19:14:33] <andypugh> Until you want your mill to rigid-tap :-)
[19:15:16] <LeelooMinai> Ok, so what's special about rigid-tapping (whatever that is:)?
[19:15:16] <andypugh> I can see the academic interest in re-inventing the wheel, but Mach and LinuxCNC already work, so if you want to make parts, use them.
[19:15:45] <dirty_d> why couldnt the controller handle that?
[19:15:54] <andypugh> LeelooMinai: The Z-feed is hard-linked to the spindle encoder feedback
[19:16:04] <dirty_d> you could just send it a commadn to do a coordinated movement of the 2 axes
[19:16:21] <dirty_d> you send high level commands to the controller, not individual steps and stuff
[19:16:24] <andypugh> The controller can handel that, but it needs to be programmed in to the controller.
[19:16:36] <dirty_d> unless its regular milling where you dont need feedback from servo motors like with ridig tapping
[19:16:54] <andypugh> The Z-move _depends_ on the spindle encoder feedback.
[19:17:17] <dirty_d> right
[19:17:36] <dirty_d> the controller would be coordinating that
[19:17:40] <LeelooMinai> Yes, well, to be honest I always had some problems with understanding why anyone would do control inside OS and hardware that is not really meant to handle anything real-time. Moving it out to external controller always made more sense to me, especially now when we have microcontrollers, fpgas, etc. with super-low prices and a lot of power.
[19:17:52] <PetefromTn_> when the spindle hits the work with the tap the speed is Not consistent and slows down even so you have to have the real time feedback to get the Z axis to match the feedrate..
[19:18:00] <dirty_d> without any intervention from the PC
[19:18:03] <pcw_home> eventually you will rebuild linuxcnc on a less capable platform
[19:18:07] <dirty_d> the PC would have just told it what to do beforehand
[19:18:33] <andypugh> So, yes, you can take the spindle encoder counts to your real-time layer in your buffered system, and that’s all fine. But then how about my hobbing system that gears A to spindle in a fixed ratio? You need to re-program your buffered system again.
[19:18:50] <LeelooMinai> pcw_home: But aren't your mesa boards following that philisophy already? You have fpga there makind a lot of work, no?
[19:18:59] <LeelooMinai> making*
[19:19:41] <pcw_home> It a necessary evil so they do as little as possible
[19:19:54] <LeelooMinai> Why evil?
[19:20:25] <pcw_home> eventually you will rebuild linuxcnc on a less capable platform
[19:20:57] <PetefromTn_> you mean making linuxCNC just a frontend for a dedicated motion controller?
[19:21:14] <dirty_d> thats basically what you'd be doing
[19:21:30] <pcw_home> well its already done
[19:21:38] <andypugh> There are lots of ways to do this. None are right or wrong. When LinuxCNC was “invented” by NIST the move was to take the real-time parts out of expensive proprietary systems into cheap, readily-available PCs. Now there are even cheaper real-time platforms and you can put the controller there. The Reprap guys do that with super-cheap Arduinos.
[19:21:38] <LeelooMinai> Well, there could be some protocole between the motion part and os part.
[19:21:44] <LeelooMinai> protocol*
[19:21:59] <LeelooMinai> As long as the protocol was standard, the hardware part could be implemented in many ways.
[19:22:32] <LeelooMinai> andypugh: Right, I guess situation reversed itself.
[19:23:03] <DaViruz> you'd be hard pressed to make it as powerful and flexible as linuxcnc is on some microcontroller
[19:23:07] <pcw_home> Q: why do cards like the smooth stepper have trouble implementing things that linuxcnc can do easily?
[19:23:10] <LeelooMinai> Ale those powerful cheap microcontrollers can do a real good real-time job.
[19:23:19] <andypugh> So, yes, there are other ways to do it, and sometimes they might be better, but there is no point trying to squeeze LinuxCNC into that shape. LinuxCNC is defined as real-time machine-control in something vaguely PC-like.
[19:24:01] <LeelooMinai> pcw_home: THey do? I don't know:)
[19:24:01] <pcw_home> well not PC like but os like with files, dynamic loading of modules etc
[19:24:29] <andypugh> If you want to run your real-time motion controller somewhere else than in the PC, then feel free,
[19:25:03] <pcw_home> as soon as you implement the features needed to make all that easy, you end up with a OS and linuxcnc on your micro
[19:25:24] <PetefromTn_> not sure what if any advantage that has really. My Cinci works great and rigid taps happily with just an atom board and SSD
[19:25:34] <andypugh> The Mesa cards don’t do motion control.[1] They simply do as little as possible to help with the really fast-moving low-level layers.
[19:25:57] <furrywolf> surprisingly successful day of yard sales, being january... got two 100W solar panels for $100, a pile of Craftsman and S+K tools for $20, a new-in-box comealong for $5, a complete metalbestos chimney (everything from just above the stove to the cap) for $20, and other fun things.
[19:26:05] <andypugh> [1] Mesa cards can do motion control, and do, but that’s separate from the LinuxCNC drivers
[19:26:42] <andypugh> furrywolf: The $5 was the best part.
[19:27:57] <LeelooMinai> I bought two $200 watt solar panels for $300 not so long ago - new ones too.
[19:28:03] <LeelooMinai> 200 watt*
[19:28:38] <LeelooMinai> Will play with them this summer hopefully.
[19:29:18] <andypugh> I might install water turbines in my fallpipes for summer :-)
[19:29:27] <dirty_d> i see what you mean
[19:31:05] <furrywolf> fallpipes? I assume you don't mean the ship...
[19:31:26] <LeelooMinai> Maybe waterfall pipes...
[19:31:51] <andypugh> I think that is what you call the pipes from gutters to drains?
[19:32:26] <LeelooMinai> RIght, I don't think you will get much return from those turbines there:)
[19:33:06] <furrywolf> we call those downspouts here...
[19:33:42] <furrywolf> and I think if you do the math, the potential power available is extremely tiny.
[19:34:13] <LeelooMinai> Could be ok if the house was directly iunder some waterfall:)
[19:34:20] <DaViruz> i would imagine andypugh is making a joke on uk climate.
[19:35:34] <pcw_home> ~75F here today
[19:35:45] <LeelooMinai> Right, I guess not the best place for solar panels.
[19:35:48] <furrywolf> You have: 1in/hr * 800ft2 * 12ft * gravity * 1kg/l
[19:35:48] <furrywolf> You want: watts
[19:35:48] <furrywolf> * 18.8091
[19:36:11] <LeelooMinai> Probably would be fine if not the clouds:)
[19:36:23] <furrywolf> so if you have a very heavy rain (1 inch per hour), on an 800 square foot roof, 12ft high, you only get 18 watts available energy. actual generating capacity would only be a few watts.
[19:37:03] <andypugh> Yeah, not sure I would see 18W of insolation on my roof :-)
[19:37:11] <bobo_> peaking plant
[19:37:12] <furrywolf> lol
[19:37:53] <furrywolf> or, if you like all metric...
[19:37:53] <furrywolf> You have: 2 cm/hr * 75m2 * 3m * gravity * 1kg/l
[19:37:53] <furrywolf> You want: watts
[19:37:54] <furrywolf> * 12.258313
[19:38:08] * furrywolf loves the units program
[19:38:29] <LeelooMinai> Since I live in Canada, I was convinced that solar panels here would be fail, since snow, and all that, but when I checked data, it actually turns out that Ontario is pretty decent place for solar panels.
[19:39:11] <furrywolf> short version: despite all the people who occasionally claim it's a great idea, generating hydro from rainfall on your roof is not a useful idea.
[19:39:37] <andypugh> Yeah, I am playing to a stereotype, I admit. They work OK here too.
[19:39:48] <LeelooMinai> Unless you have some fission reactor that can work with water:)
[19:40:21] <andypugh> The UK isn’t where you would build your ideal solar plant, but filling your roof with them pays back eventually,
[19:40:23] <PetefromTn_> I got two of those here
[19:40:30] <DaViruz> i use rainwater from the roof to cool my BWR in my basement.
[19:40:34] <furrywolf> I live in an area that's pretty bad for solar, but I don't have any other potential energy here.
[19:40:52] <PetefromTn_> methane?
[19:41:03] <LeelooMinai> Drill a hole to the mantle:)
[19:41:05] <andypugh> Fusion is closer.
[19:41:08] <PetefromTn_> hot air ;)
[19:41:34] <andypugh> They are now building an actual fusion plant that should produce (some) poer.
[19:41:35] <DaViruz> last time i checked, with swedish climate, solar panel power would end up costing about twice grid power whhen you factor on power derating over time
[19:41:37] <furrywolf> I'm not near any abundant source of hot air... DC is way on the other side of the country...
[19:41:47] <DaViruz> factor in*
[19:42:14] <PetefromTn_> sure you are... YOU LOL
[19:42:44] <andypugh> DaViruz: You have all those hot blondes. Can’t you arrange an array of Hot Blondes on one side of a Peltier device and Snow on the other
[19:43:15] <DaViruz> hot blondes don't stay hot forever though, not even here
[19:43:15] <PetefromTn_> andypugh you holdin' out on us man? heh
[19:43:30] <DaViruz> the snow seems eternal though :/
[19:44:07] * furrywolf is not blonde, which isn't much of a problem, but isn't hot either...
[19:44:54] <andypugh> DaViruz: My colleagues working in Lapland at the moment are finding things inconveniently warm. They wanted -30 and have -3
[19:45:03] <furrywolf> lol
[19:45:08] <furrywolf> F or C?
[19:45:11] <andypugh> C
[19:45:17] <DaViruz> yeah this winter has been strikingly warm
[19:49:54] <bobo_> Sweden has given the world Jo-Blocks ABBA Ice Hotel , sounds like a great place
[19:50:24] <Jymmm> or hell.
[19:50:59] <andypugh> I spent 2 weeks in Sweden, it was very dull
[19:51:17] <DaViruz> i like dull
[19:51:26] <andypugh> But I don’t blame Sweden for that. I blame Jokkmokk and January.
[19:51:53] <DaViruz> maybe jokkmokk isn't that representative
[19:52:34] <andypugh> I got that impression.
[19:52:46] <andypugh> Or you would have all left.
[19:53:40] <DaViruz> sometimes i wonder why we came here in the first place
[20:04:11] * furrywolf can't afford to travel
[20:04:11] <andypugh> if you lived in Jokkmokk you would just walk.
[20:04:12] <andypugh> (actually, Jokkmokk is a bog town, but I never spotted a local who wasn’t serving me food in the Pizza place or the Chinese place)
[20:04:13] <andypugh> (bog == big, typo)
[20:04:16] <furrywolf> I mean the travel to and from sweden, the costs of being there, and the lack of income while I'm away...
[20:04:20] <andypugh> furrywolf: Ah, I thought you were saying you were already there and couldn’t afford to leave.
[20:04:21] <furrywolf> heh
[20:04:23] <andypugh> DaViruz: I actually like Sweden. I had the best meal I have ever eaten in Göteborg.
[20:04:24] <furrywolf> I had a really good meal today at the local indian restaurant.
[20:04:25] <furrywolf> chicken kadhi, samosas, rice, roti.
[20:05:52] <furrywolf> computer repair question: I had a laptop that worked fine three weeks ago. now won't power up. the battery charge light comes on when the ac adapter is connected, but it won't power up (no signs of life at all - no fan, no leds, no dcdcs whining, nothing) with either the ac adapter, battery, or both.
[20:05:55] <furrywolf> any ideas?
[20:06:07] <furrywolf> leaving the battery out for a day didn't help, so not something needing to reset.
[20:12:42] <furrywolf> reseated ram, no change. popped cover off, power button pcb is connected.
[20:12:43] <andypugh> furrywolf: What happens with the battery removed but on AC power
[20:12:43] <furrywolf> nothing at all, just like with the battery but no ac, or both.
[20:12:44] <furrywolf> the only sign of life I've gotten from it is that if both the ac adapter and battery are in, the battery seems to be charging.
[20:12:44] <andypugh> Sounds like an excuse to buy a Macbook Air to fondle.
[20:12:44] <furrywolf> no, I like real computers.
[20:12:48] <andypugh> Macbooks are nice objects even when they won’t boot, like yours.
[20:12:50] <andypugh> But the whole “real computers” thing makes no sense to me. I was joking anyway. But the hardware in question can run Win, Linux or Mac, so how is it not a real computer?
[20:12:52] <LeelooMinai> Because it comes from a sleazy source:)
[20:12:52] <XXCoder> furrywolf: battery probably dead
[20:12:52] <XXCoder> however, try this. plug it in, leave plugged a full day or night, unplug, attempt to turn on, if it dont boot, plug in and repeat
[20:12:53] <renesis> reseat rams, shrug
[20:12:53] <renesis> it should post beep, tho
[20:13:23] <furrywolf> on this laptop, if I want to change the hard drive, I press a button and it pops out the side. same for the battery. same for the ram. same for the wifi card. and it's covered in i/o ports on all sides. and it's waterproof.
[20:13:39] <furrywolf> xxcoder: tried
[20:13:45] <furrywolf> renesis: tried reseating ram
[20:13:51] <XXCoder> strange
[20:14:18] <renesis> heh
[20:14:21] <renesis> press on it
[20:14:23] <XXCoder> the worse I had to do cycle 6 times before my laptop decided to work
[20:14:40] <renesis> squeeze it, twist it, etc, keep hitting the power button
[20:15:11] <furrywolf> I think the laptop might have liquid damage of some kind... when removing the covers to see if anything obvious was wrong, there's a large amount of dried white residue on parts of the case, under the keyboard, etc. I don't see any of it on electronics, showing the semi-waterproof design worked, but there sure is a lot of it...
[20:15:15] <renesis> if its bad connection, bad solder joint, itll be intermittent
[20:15:25] <furrywolf> my other laptop is entirely waterproof, this one is only semi-waterproof. heh.
[20:16:36] <furrywolf> not sure what the residue is, kind of a mixture of clay and elmers glue in properties...
[20:16:38] <renesis> shrug, clean the boards and connections with alcohol if nothing obvious comes up
[20:16:44] <renesis> thats nasty
[20:16:59] <renesis> why is their liquids in your laptops
[20:17:01] <XXCoder> is it conductive?
[20:17:22] <furrywolf> ebay. heh.
[20:17:40] <LeelooMinai> Must be memory leaks
[20:17:47] <renesis> usually white stuff from water = mineral bits = conductive, but if its sticky who knows
[20:18:12] <norias> hmpf
[20:18:17] <furrywolf> no, it's WAY too thick to be just mineral residue... it's something that was viscous and hardened.
[20:18:20] <renesis> even if all the caps blew i dont thyink there would be that much electrolyte goo
[20:18:28] <renesis> milk maybe
[20:19:01] <norias> i'm agreeing with memory leaks
[20:19:09] <andypugh> A couple of weeks ago I efficiently elbowed a complete large cup of coffee off the arm rest onto a laptop and then onto the passenger seat of a car, on a motorway servoce station. Before I could even formulate a plan it had soaked through both,
[20:19:09] <XXCoder> or "milk" :P
[20:19:24] <furrywolf> it was dumped on the keyboard from the looks of it.
[20:19:34] <XXCoder> strange
[20:19:44] <renesis> dissassemble, get some 99% alc and a soft nylon brush, go nuts, reassemble
[20:20:07] <furrywolf> andy: buy a Toughbook. the cf-30 is getting quite affordable on ebay. I washed my cf-29 in the driveway with a garden hose, with it turned on. :P
[20:20:08] <PetefromTn_> Damn..
[20:20:24] <PetefromTn_> still can't decide which rubber chord to get for this vacuum fixture
[20:20:48] <PetefromTn_> http://www.mcmaster.com/#standard-rubber-cords/=vpldjc
[20:21:19] <renesis> buna-n is nice, neoprene prob wont last long
[20:21:26] <furrywolf> andy: by far the best part was that the mailman showed up to deliver a package while I was washing it... the look on his face was utterly priceless. he kind of stuttered for a bit and said "umm, are you sure that's a good idea?". I then showed him it was still on, and working. :)
[20:22:05] <PetefromTn_> thats funny you say that because the Tormach vacuum chucks use neoprene
[20:22:35] <andypugh> furrywolf: Fnny you should say that, my Dell is due to be replaced by a Toughbook on Friday. But given that the Dell survived fully functiional, and is 3 years old, I don’t see that my employer paying 10x as much for a Toughbook is a great deal for them. I just use what I am given, but the Toughbook screen is horrible.
[20:22:49] <renesis> petefromtn_: do they consider it a consumable?
[20:23:19] <renesis> petefromtn_: and yeah, im pretty sure the cords on the bigass vacuum table i worked with on a router were some kind of dense foam
[20:23:19] <furrywolf> hrmm, the screens on mine are fine.
[20:23:20] <PetefromTn_> no idea probably as it is used I would think so.
[20:23:26] <renesis> so prob safe to ignore me
[20:23:43] <renesis> latex is kind of in between
[20:23:47] <furrywolf> I'm tempted to gut this one to fix my other one... got one with a bad backlight inverter and no wifi card.
[20:23:58] <PetefromTn_> I know when I used to do laminations work on high end cabinet work we used some stuff that looked like foam backer rod for the seals
[20:24:12] <furrywolf> andy: which model toughbook?
[20:24:32] <PetefromTn_> but I was not sure it would be the best choice for aluminum and plastic sheet work here.
[20:24:33] <renesis> with the big routers, youre just sealing to a spoil board that never moves so that kind of best case application for foam
[20:24:51] <furrywolf> the cf-30 cf-31 etc are fully rugged, and the screen is behind a couple extra layers of plastic. the cf-52 cf-53 etc are "business rugged" and have a bare lcd like other laptops.
[20:24:56] <andypugh> furrywolf: I will be swappping a nice 1200x for a 1024x with a resistive touch thing that blurs the image and has poor contrast
[20:25:23] <PetefromTn_> this will be an aluminum fixture with grooves holding down an aluminum plate.
[20:25:26] <renesis> petefromtn_: your thing is for a fixed application, wont be pulled out of the groove ever?
[20:25:35] <furrywolf> sounds like a cf-31 series then...
[20:25:40] <andypugh> Yeah
[20:25:51] <PetefromTn_> well not unless it gets damaged or a part rips out during a cut
[20:26:02] <furrywolf> ask about a cf-53 instead... you can get 1920x1200 on the 15" lcd, no touch. :P
[20:26:04] <renesis> right thats what i mean
[20:26:24] <PetefromTn_> whaddahell is santoprene rubber?
[20:26:24] <andypugh> 3k rather than $300 for the Dell. I do not wreck 10 Dells in the 3 year renewal, so I do not see the point
[20:26:40] <renesis> pretty sure its a foam rubber
[20:26:54] <renesis> im not sure if its always foamed tho, its used in speaker surrounds a lot, good stuff
[20:27:33] <furrywolf> the one I might fix with parts from this now-broken one has the 1920x1200 lcd... it's quite nice, at least as far as I can tell. right now the backlight just whistles louder instead of gets brighter over half brightness. it's got a lot of hours on it (can't remember which laptop has which, but it might be 15k hours or so), hoping it's just the inverter, not the ccfls.
[20:27:57] <renesis> petefromtn_: looks like mcmaster has both
[20:28:03] <PetefromTn_> Ooh santoprene rubber if it is the stuff used in speaker surrounds would probably be a good choice. pliant
[20:28:18] <furrywolf> the newer ones have led backlights, and don't have age-related issues like ccfl backlights.
[20:28:36] <renesis> yeah buna-n in 1/8" sheets was very tough, not pliant, maybe not good for this
[20:28:38] <andypugh> The logic is that the Toughbooks that they give us match the docking stations in the cars. Except that they don’t actually put docking stations in the cars in Europe. It’s classic Enormo-business cock-up
[20:28:40] <PetefromTn_> what sucks is they come in 1/8 and 1/4 inch and not 3/16 thick at mcmaster carr.
[20:28:41] <furrywolf> the only santoprene I've used is on shurflo pump parts, and it's STIFF.
[20:28:44] <renesis> santoprene is floppy
[20:29:02] <furrywolf> andy: lol
[20:29:28] <furrywolf> andy: at least you'll have a laptop that you can dump coffee on (or a bucket of water, etc) and it'll keep running.
[20:29:57] <renesis> petefromtn_: im pretty sure silicone rubber would work but its $$$
[20:29:57] <andypugh> But the Dell kept on running. It is still running,
[20:30:21] <furrywolf> andy: look up toughbook torture tests if you're bored... there's videos of them running in a sink of water, being ran over with a truck, being tossed through the air onto the ground, falling out of windows, etc...
[20:30:26] <renesis> 6x more than the santoprene
[20:30:33] <andypugh> (I lost the “Ins” key, big deal
[20:30:51] <furrywolf> oh, you cleaned all the coffee out of it?
[20:30:54] <PetefromTn_> http://www.mcmaster.com/#9808k21/=vpo3hq
[20:31:18] <andypugh> No, I just hoped for the best, and nothing bad hapened
[20:31:33] <Rab> A friend of mine is crazy about the General Dynamics GoBook, it's comparable to the Toughbook and they go for about $100 on eBay. Pretty nice, Core2Duo/touchscreen/etc.
[20:31:41] <furrywolf> heh, there's a few videos of toughbooks being strapped to the hood of a car, open, and ran through automatic carwashes. :)
[20:31:41] <PetefromTn_> ooh and its orangish red color LOL
[20:31:57] <renesis> rab: orly
[20:31:58] <Rab> We're running our LPKF with one since the desktop PC died.
[20:32:30] <Rab> renesis, really good stuff, and apparently it's standard cop issue because there are tons of them out there.
[20:32:42] <PetefromTn_> the question is then 1/8 inch or 1/4 inch thick..
[20:32:47] <renesis> http://www.ebay.com/itm/Lot-of-2-General-Dynamics-Itronix-IX270-GoBook-XR-1-Core-Duo-1-83GHz-2GB-80GB-L3-/121554982888?pt=LH_DefaultDomain_0&hash=item1c4d3dd7e8
[20:32:50] <andypugh> That’s my point, the Dell was Tough Enough for 3 years of may abuse and cost $300 on the contract. The Toughbook costs $3000 and won’t actually be more reliable. It’s a waste
[20:32:55] <renesis> wtf two for $140! haha cool
[20:33:13] <renesis> rab: nice, cop computers last forever
[20:33:14] <furrywolf> yeah, I got my toughbooks used, cheap...
[20:34:03] <Rab> Also standard gas/oil industry issue, which I imagine is why those are coming from Houston.
[20:34:22] <renesis> whats typical res?
[20:34:47] <Rab> Varies, some are pretty crummy (1024x768).
[20:34:47] <renesis> i have a 1920x1200 hp core2duo, dunno how much longer it will last
[20:35:02] <renesis> need backup!
[20:35:07] <furrywolf> https://www.youtube.com/watch?v=Yvd0tYxX9II toughbook in a carwash
[20:35:37] <andypugh> 1024 x 768 + resistive touchsceen blur + -40 temp rating lack of contrast.
[20:35:55] <renesis> rab: youre doing linuxcnc on it?
[20:36:15] <renesis> or lpfk has some windows controller setup
[20:36:26] <andypugh> furrywolf: Yes, but, seriously, I don’t carwash my laptops
[20:36:55] <Rab> renesis, nah, LPKF CircuitCam/BoardMaster under XP. Might try LinuxCNC if it has a parport, I don't remember.
[20:36:59] <furrywolf> lol
[20:37:13] <furrywolf> mine was grimey... I scrubbed it with a sponge and hosed it off in the driveway.
[20:37:20] <renesis> hard to find specs
[20:37:22] <Rab> But there are cardbus and expresscard slots, so could easily add one.
[20:37:39] <renesis> screen mode XGA wtf does that mean
[20:37:41] <furrywolf> I got to use while working on cars, so it gets covered in greasy fingerprints, etc.
[20:37:47] <renesis> oh, 1024x768
[20:38:10] <furrywolf> xga is 1024x768... you can get the semi-rugged toughbooks (not fully waterproof) with wuxga screens, which are 1920x1200.
[20:38:31] <renesis> theyre the only ones left
[20:38:38] <renesis> that still sell 1920x1200
[20:38:50] <renesis> new at newegg, at least
[20:38:58] <furrywolf> I don't like the new whateverx1080 screens... too wide.
[20:39:06] <renesis> sucks for docs
[20:39:10] <andypugh> Yeah, and that would be fine, but we got the ones meant for war zones with all those compromises
[20:39:11] <Rab> renesis, Lenovo might have an option.
[20:39:27] <furrywolf> absolutely no reason computer screens should emulate tv screens.
[20:39:30] <renesis> i kind of like the idea of the general dynamics thing
[20:39:33] <andypugh> What we reallly need is Pixels. We have 40,000 variables to look after and monitor.
[20:40:07] <furrywolf> andy: ebay your fully rugged one and buy a semi rugged one with the features you need? :P
[20:40:12] <renesis> new lenovo stuff doesnt seem as tankish as old stuff
[20:40:20] <renesis> it still looks cooler than everything else, tho
[20:41:03] <furrywolf> I went laptop shopping a few months ago, and was very disappointed with the keyboards on most new laptops. make sure you test-type before buying anything.
[20:41:13] <andypugh> furrywolf: Not mine to sell, it’s on contract from someone laughing all the way to the bank.
[20:41:16] <furrywolf> the little-flat-keys-with-lots-of-space-around-them design is just fucking awful.
[20:41:32] <Rab> Yeah, Lenovo has kinda screwed the keyboards up as well.
[20:41:34] <renesis> its apple
[20:41:51] <renesis> apple design sells, so stock holders demand you copy apple design
[20:42:00] <renesis> law requires it
[20:42:10] <furrywolf> they were the worst to type on of any keyboard I've ever used.
[20:42:28] <andypugh> Have you tried the Apple keyboards? They are lovely.
[20:42:35] <furrywolf> no
[20:42:39] <renesis> theyre not so horrible to use compared to super cheap scissor spring ones
[20:42:58] <andypugh> Copies may not be, but the Apple ones are nice.
[20:43:02] <furrywolf> I want a laptop with clickyswitches... unfortunately msi wants like $8000 for theirs.
[20:43:26] <PetefromTn_> Okay I give up.
[20:43:38] <PetefromTn_> I am gonna break down and order three different types
[20:43:50] <furrywolf> yes, you can get laptops with a genuine individual mechanical switch per key... if you're rich, and don't mind it being more of a portable than a laptop, since they stuffed it full of other desktop components as well.
[20:43:59] <CaptHindsight> furrywolf: we are using the T60 keyboards, but we might make a cheery switch keyboard for the laptops
[20:44:02] <PetefromTn_> FDA-Compliant Silicone Rubber, Cord, 1/8" Diameter, 36" Length, 40A Durometer
[20:44:05] <furrywolf> aka a "gaming laptop".
[20:44:17] <PetefromTn_> Weather/Chemical Resistant Santoprene Rubber, Cord, 1/8" Diameter, 55A Durometer, 10 ft. Length
[20:44:29] <PetefromTn_> Medium-Strength Rubber, Cord, 1/8" Diameter, 36" Length, 40A Durometer
[20:44:46] <CaptHindsight> furrywolf:
http://openlunchbox.com/
[20:44:47] <furrywolf> silicone is resistant to many chemicals, but not diesel fuel nor strong bases. tried both. :P
[20:45:05] <andypugh> A friend was convinced he wanted something like the classic clicky IBM until I suggested he try the Apple chicklet style, and he changed his mind. It’s not inherent to the the design, it is how you make it work.
[20:45:24] <furrywolf> andy: I think flat keys with minimal travel are inherently crap.
[20:45:38] <furrywolf> I love the ibm clicky. :)
[20:45:51] <CaptHindsight> people like the trackpoints as well
[20:45:54] <furrywolf> I can still type faster on a model m than anything else...
[20:46:15] <andypugh> I just decided I don’t care enough to argue
[20:46:23] <furrywolf> clitmouse! trackpoint is probably a brand name. :P
[20:46:41] <CaptHindsight> the "nub"
[20:47:16] <andypugh> Goodnight opinonated wrong people.
[20:47:31] <furrywolf> lol
[20:47:34] <PetefromTn_> Goodnight andy
[20:47:56] <andypugh> http://xkcd.com/386/
[20:47:59] <CaptHindsight> everyone is entitled to their own opinion even if it's wrong
[20:48:38] <andypugh> Why are 123 and 386 the best XKCDs?
[20:48:48] <furrywolf> capt: but what if you are, in fact, wrong that even wrong people are entitled to their own opinion? are you still entitled to that opinion?
[20:49:13] <unfy> hmmm
[20:49:14] <PetefromTn_> actually I don't want to pay for three types gotta narrow it to two..
[20:49:23] <unfy> the kitty proximity one is pretty good
[20:49:44] * furrywolf has never found xkcd particularly interesting
[20:50:31] <PetefromTn_> so it's either the medium strenth neoprene or the FDA compliant silicon rubbber..
[20:51:02] <furrywolf> fda silicone isn't particularly pliable. check the shore a hardnesses of the materials and see what you need...
[20:51:05] <XXCoder> furrywolf: can always retrofit old keyboard to use then use it on laptop
[20:51:11] <Rab> furrywolf, goatkcd is way better.
[20:51:43] <unfy> furry: there are nuggets here or there that will resonate - the rest is 'meh'. same with most things
[20:52:04] <PetefromTn_> they are both 40 durometer which should be pretty damn soft really
[20:52:06] <CaptHindsight> furrywolf: what if I'm wrong but not in fact, but only in opinion?
[20:52:40] <unfy> ya know, i should have known better when loading goatkcd
[20:52:43] <XXCoder> goatse.cx. anyone who seen it is marked for life
[20:52:53] <CaptHindsight> I forget do we vote on facts in here or not?
[20:53:02] <furrywolf> rab: my first thought was "you know, that could be xkcd with the characters replaced with goats... but, no, it's going to be goatse". and I was right.
[20:53:10] <PetefromTn_> facts? what facts?
[20:53:40] <XXCoder> goatkcd wee good thing I was already immunized from that first time :P
[20:53:46] <furrywolf> xxcoder: that seems a little excessive. nothing that odd about someone's ass...
[20:54:15] <XXCoder> lol
[20:54:22] <PetefromTn_> I'm lost... WTF are we talking about here?
[20:54:58] <CaptHindsight> the art goatse contest was hilarious
[20:55:03] <furrywolf> pete: laptops, webcomics, the philosophy of opinion vs fact, and anal sex.
[20:55:30] <CaptHindsight> especially the view out from the inside
[20:55:32] <_methods> basically Jymmm's everyday life
[20:55:33] <PetefromTn_> no that is what YOU were talking about..
[20:55:37] <renesis> http://www.bash.org/?37390
[20:55:44] <renesis> relavent ^
[20:55:59] <furrywolf> oh, and rubber seals.
[20:56:22] <renesis> yeah always wear your rubber to anal sex
[20:56:38] <furrywolf> renesis: anal sex does NOT hurt, even at first, unless you're doing something wrong. usually not enough lube, or going to quickly.
[20:56:38] <PetefromTn_> Okay I can get enough of all three types from Mcm for like $25.00 plus whatever they kill me for shipping.
[20:56:41] <furrywolf> s/to/too
[20:57:12] <renesis> furry is into anal sex and hasnt been with very thick guys before
[20:57:35] <renesis> mcmaster shipping is pretty fair
[20:57:40] <renesis> i hate how you order blind, tho
[20:57:43] <PetefromTn_> usually
[20:57:44] * furrywolf has never been with any guys
[20:57:56] <unfy> last night - i complained about forgetting some cheap board to put under main table board of electronics workbench am making - tonight went and got some. in mushy wet snow. gottal love going completely sideways for 25-30 feet even in 4WD :D
[20:58:25] * furrywolf only likes women... and has some plenty well-endowed strapons.
[20:58:28] <unfy> but - i have it. it's in the other room drying... will chop up later. tonight i build!
[20:58:39] <XXCoder> heh yeserday we had heavy fog. all day
[21:00:28] <furrywolf> mcmaster's prices are always high enough that I've never gotten to the point where I'd see a shipping quote, because I'm already shopping elsewhere.
[21:01:13] <Rab> McMaster is like Grainger, great for spending other people's money.
[21:01:27] <furrywolf> I don't get to spend other people's money, only my own.
[21:01:41] <Rab> That is a tragedy.
[21:02:23] <zeeshan|2> theyre okay for rare stuff
[21:02:48] <zeeshan|2> why is firefox such a shitty browser
[21:02:57] <zeeshan|2> since when do browsers need 500mb of memory to operate
[21:03:04] <furrywolf> all browsers are shitty.
[21:03:21] <furrywolf> dillo is nice if you're not trying to load any page that depends on javascript... which is about half the internet these days.
[21:03:42] <unfy> qtweb can be okay. if you don't care aobut anything beyond html4 or javascript - dplus is insane
[21:03:43] <furrywolf> only 500mb? try letting it run for a couple more days. :P
[21:04:08] <unfy> hmmm dplus is a descendant of dillo i think :D
[21:04:09] <_methods> lynx
[21:04:11] <Rab> zeeshan|2, they were actually the cheapest source of steel 1/2-10 acme nuts.
[21:04:22] <Rab> Below eBay.
[21:05:01] <unfy> also, if you avoid video streams - you should be able to get a lighter browser. so far, for me, qtweb is a hair away from becoming my primary browser.
[21:05:06] <furrywolf> ebay is often not the cheapest. figure 15% in ebay fees... which get passed on to you.
[21:05:25] <zeeshan|2> yea not so every day stuff
[21:05:27] <zeeshan|2> is decent price
[21:05:33] <zeeshan|2> still can find it cheaper locally though
[21:05:38] <zeeshan|2> gotta find the right connections!
[21:05:55] <furrywolf_> grrr, stupid fucking crappy net connection.
[21:05:55] <furrywolf_> > ebay is often not the cheapest. figure 15% in ebay fees... which get passed on to you.
[21:05:55] <furrywolf_> > ebay is great for used items, however.
[21:06:39] <bobo_> CaptHindsight you live in chicago , so we only get 1 vote to your many
[21:06:46] <RyanS> so why are big old lathes necessarily better than new chinese--surely Chinese manufacturing has improved since the 1970s western equivalent made their lathes?
[21:07:54] <Rab> RyanS, heavier castings, better quality cast iron, better rigidity.
[21:08:00] <unfy> the chinese lathes are built to a price. the older american/european ones weren't.
[21:08:06] <furrywolf_> ryan: manufacturing might have, but integrity sure hasn't.
[21:08:14] <furrywolf_> and I don't mean of the materials.
[21:08:21] <Rab> And better machining.
[21:09:21] <furrywolf_> as far as I can tell, either chinese culture doesn't value honesty and integrity, or they simply despise the rest of the planet.
[21:09:29] <PetefromTn_> http://blog.cnccookbook.com/2012/02/18/fixturing-with-vacuum-tables-vacuum-chucks-and-vacuum-clamping-systems/ INTERESTING!
[21:10:29] * furrywolf_ is still waiting for someone who actually lives in china to answer whether chinese sell the same shoddy goods to themselves that they do to others
[21:10:43] <Rab> furrywolf_, they are doing exactly what they are paid to do. China is perfectly capable of producing quality for a premium price and spec.
[21:10:59] <unfy> furry: yes, yes they do
[21:11:02] <furrywolf> for example, in china, is your 100% solid copper wire aluminum?
[21:11:03] <Rab> Just like Japan, which used to be synonymous with cheap trash in the '60s.
[21:11:25] <furrywolf> rab: my '60s japanese audio equipment is of excellent quality
[21:11:43] <unfy> the difference is... that cheap chinese couch that may cost $200-$300 here in the USA costs only $6-$10 in china if you buy it close to the factory etc
[21:11:51] <XXCoder> anything besides electrics he meant I guess
[21:12:21] <Rab> furrywolf, that's because it was the expensive stuff that lasted.
[21:12:35] <Rab> Most everything else is in the landfill.
[21:13:27] <furrywolf> I like how my pioneer amps put out MORE than their rated power, unlike modern chinese amps, where every number on them was pulled out of someone's ass.
[21:15:19] <furrywolf> that reminds me, I really need to fix my kenwood monoblocks.
[21:15:56] <unfy> if you know what it is that you're buying and understand the situation -- the chinese stuff can be appropriate. i have a haako knockoff solder station that will suit me just fine
[21:17:04] <furrywolf> http://www.ebay.com/itm/VINTAGE-STEREO-PAIR-KENWOOD-L-07M-MONO-BLOCK-AMPLIFIERS-AMPS-/351300154766 I got a pair of those from an electronics repair guy... neither works. one blows the control fuse, the other the line fuse.
[21:18:58] <furrywolf> DC to 600Khz (+0 / -3dB).... because your audio amp NEEDS to double as an am radio transmitter. :)
[21:19:01] <XXCoder> did you return
[21:19:13] <unfy> metal housing? nuh uhhhhh
[21:20:19] <furrywolf> seriously. kenwood built an audio amp that'll quite happily transmit the lower end of the am radio band. why? who knows. lol
[21:30:10] <LeelooMinai> All those endmills, so many weird shapes...
[21:31:02] <LeelooMinai> Is there some small subset of most useful ones, or one needs some scary collection of them and use exotic ones for each different project?
[21:31:34] <zeeshan|2> just get 2 flot slot end mills
[21:31:43] <zeeshan|2> flute
[21:32:02] <furrywolf> you should have both flat and ball nose
[21:32:32] <LeelooMinai> Well, I saw some videos and I can see how sometimes other ones may be needed - like when the guy was making a beveled edge, he had an endmill that had "negative" curve or something like that
[21:33:12] <LeelooMinai> Or was it filleted...
[21:33:13] <furrywolf> for cnc machining, you can do most things like that with software.
[21:33:16] <RyanS> compact
http://www.espmach.com.au/images/LATHE%20Photos/Lathe-Heyligenstadt-Resized.jpg
[21:33:21] <furrywolf> it won't be as clean, but it doesn't need a special cutter.
[21:33:22] <LeelooMinai> The one that is curved finish on the edge
[21:33:48] <XXCoder> RyanS: too small
[21:33:59] <furrywolf> flat endmills are good for flat things, ball nose is much better for 3d profiling, curves, etc.
[21:34:07] <LeelooMinai> furrywolf: Right, that's what I thought - that having dedicated endmill would leave better finish
[21:34:10] <unfy> get a couple sizes of flated, and a couple sizers of ball shaped. play with a bunch and then you'll see the reasons for different ends and decide if you really need them or not etc
[21:34:44] <LeelooMinai> Right, I guess I will try to buy at least one of those ball-ended ones
[21:36:05] <PetefromTn_> http://www.microsystemsgeorgia.com/Vacuum_Fixture_Part_1of2.pdf what do you think the thickness of those two plates are I can't seem to see any information on that unless I am missing something.
[21:36:42] <zeeshan|2> 3/4"
[21:36:48] <zeeshan|2> and 3/16"
[21:37:08] <zeeshan|2> im g oing based on the very last pic
[21:37:09] <PetefromTn_> yeah that is what I was thinking
[21:37:12] <zeeshan|2> with the quick connect fitting
[21:37:18] <zeeshan|2> to get scale
[21:37:23] <LeelooMinai> 0.7458538mm by the looks of it
[21:37:26] <PetefromTn_> probably an 1/8 inch tube fitting
[21:37:38] <zeeshan|2> looks bigger
[21:37:58] <zeeshan|2> might be 1/4
[21:38:02] <PetefromTn_> the last picture?
[21:38:14] <zeeshan|2> yes
[21:38:27] <zeeshan|2> if you assume the small plate is 3/16
[21:38:39] <zeeshan|2> it looks bigger ;P
[21:38:45] <PetefromTn_> the small plate on top or underneath?
[21:38:50] <zeeshan|2> top
[21:39:14] <zeeshan|2> PetefromTn_: when in doubt oversize! :P
[21:39:15] <PetefromTn_> it says that top plate is .156 material it is the workpiece
[21:39:27] <zeeshan|2> oh
[21:39:28] <zeeshan|2> lol
[21:39:30] <zeeshan|2> i didnt see that
[21:40:10] <PetefromTn_> the very top picture looks like 3/4 main plate and then maybe 3/16 to 1/4 for the sealing plate underneath it.
[21:40:18] <PetefromTn_> that is a pretty damn nice fixture tho
[21:41:10] <PetefromTn_> http://www.microsystemsgeorgia.com/Vacuum_Fixture_Part_2of2.pdf
[21:45:58] <furrywolf> grrrr. taking apart the lcd bezel on this laptop is not working. I'm mushing it rather than popping any snaps.
[21:47:14] <PetefromTn_> https://www.youtube.com/watch?x-yt-cl=85114404&v=oW9TJIiFx58&x-yt-ts=1422579428#t=139 LinuxCNC lathe kickin' ass again!!!
[21:48:29] * furrywolf is starting to get frustrated
[21:48:53] <PetefromTn_> dafuk is that last tool that holds it for parting? Pretty sweet.
[21:51:44] <zeeshan|2> dude
[21:51:47] <zeeshan|2> that is such a cool tool
[21:51:51] <zeeshan|2> a dedicated part off tool
[21:51:56] <zeeshan|2> bolted right to the head
[21:52:05] <zeeshan|2> very little deflection
[21:52:18] <PetefromTn_> yeah those CHNC machines are slick as hell... lots of neat stuff. I love the pneumatic part catcher too.
[21:54:24] <furrywolf> argh! obviously I'm doing something wrong. I found a video online that just shows the bezel popping off. I'm prying so hard I've mushed not just the plastic, but the magnesium.
[21:55:45] <furrywolf> making a total fucking mess of my previously flawless laptop
[21:57:13] <LeelooMinai> Hmm, say I buy an endmill like this one:
http://www.ebay.ca/itm/6MM-R3-X-50MM-2-FLUTE-HRC45-CUTTING-AlTiN-TiAIN-CARBIDE-BALL-ENDMILL-/181576782840?pt=LH_DefaultDomain_0&hash=item2a46d1d3f8
[21:57:32] <LeelooMinai> and will use it for alu work - how long can I expect it to last?
[21:58:03] <_methods> depends on how fast you crash
[21:58:11] <LeelooMinai> Crash what?
[21:58:31] <furrywolf> the cutter into something.
[21:58:55] <LeelooMinai> I am just wondering if endmills are something that one replaces often or they last long time if not abused
[21:59:23] <_methods> they're consumables
[21:59:27] <_methods> much like drill bits
[21:59:49] <_methods> it's life depends on many variables
[22:00:29] <furrywolf> cut too fast, you snap it. crash it into the piece, the vise, etc, you snap it. cut too slowly, it chips. etc...
[22:00:45] <furrywolf> plan on breaking a fair number of smaller size ones on a new machine...
[22:01:11] <LeelooMinai> I imagine... but say if I use it for one hour milling 6061 and do not "crash" anything - is the mill to be considered in much worse state then at the beginning?
[22:01:50] <furrywolf> also, skilled people sharpen their endmills.
[22:02:22] <furrywolf> aluminum likes sticking to the cutter and making it not cut, resulting in randomly broken cutters. lubrication helps.
[22:02:24] <_methods> well you'll never feed it fast enough on your mill to get it at correct feeds and speeds so you'll probably see excessive wear for that time period
[22:03:27] <LeelooMinai> _methods: I will not? Why? :)
[22:03:41] <_methods> you can't feed fast enough on your machine
[22:04:56] <_methods> your rapids probably won't be fast enough lol
[22:05:07] <furrywolf> eh, on my sherline, I always have the other problem... I can't spin it fast enough.
[22:05:17] <_methods> there is that too
[22:05:18] <LeelooMinai> So to mill aluminum correctly I need a machine from NASA? :)
[22:05:23] <_methods> not enough spindle rpm
[22:05:26] <RyanS> What do i need look for in VFD compatibility; ability to change the terminals between star, delta?
[22:05:31] <_methods> no you need high rpm and feed
[22:05:42] <LeelooMinai> _methods: Like what?
[22:05:45] <_methods> and a machine not from a garbage can
[22:05:57] <LeelooMinai> Ouch...
[22:05:57] <_methods> not one from nasa
[22:06:18] <furrywolf> I have to make stupidly slow cuts when using little endmills because the spindle rpm is too slow, and a fast feed just snaps the cutter right off.
[22:06:23] <LeelooMinai> _methods: Ok, then illuminate me - what rpm do I need? :)
[22:06:27] <_methods> go read
[22:06:50] <unfy> it'll depend on size of mill and stuff
[22:07:03] <_methods> there are formulas for this
[22:07:20] <LeelooMinai> _methods: Well, since you know my machine that well, it would be nicer if you just tell me whar rpm I won't be able to reach.
[22:07:41] <unfy> much like speeds for drill bits have formulas etc ... mills have same thing
[22:08:04] <_methods> well last pic i saw of your machine it couldnt do any rpm since it had no spindle
[22:09:07] <_methods> does it have a spindle now?
[22:09:09] <LeelooMinai> Yes, I did not plan to mill without a spindle though
[22:09:27] <LeelooMinai> Yes, I got a spindle for it
[22:09:44] <_methods> so what is the spindles max rpm?
[22:09:55] <LeelooMinai> 20k
[22:10:12] <_methods> well you should have enough spindle rpm though
[22:10:22] <_methods> if your tool doesnt fly out of it lol
[22:10:34] <LeelooMinai> You see... so you were wrong in other words...
[22:11:16] <LeelooMinai> Anyways, thanks for nothing:)
[22:11:18] <furrywolf> no, he said you wouldn't be able to FEED fast enough. I was the one who complained about having a mill with too slow of a spindle.
[22:11:28] <_methods> your welcome
[22:11:30] <unfy> rawr
[22:12:07] <LeelooMinai> furrywolf: Not really: <_methods> not enough spindle rpm
[22:13:18] <_methods> i definitely got that wrong
[22:13:28] <furrywolf> finally got the bezel off... seems the secret is to get out a big fucking screwdriver and mash harder.
[22:13:30] <XXCoder> woof
[22:13:35] <_methods> will those 20k spindles even do 20k?
[22:14:11] <furrywolf> after how much work it was, I'm going to buy a new inverter, not to salvage the one from the other laptop. the other one still has a complete, non-broken, nice-looking lcd...
[22:14:20] <_methods> did you get one of those chinese water cooled 20k spindles?
[22:14:38] <LeelooMinai> No, I got Chinese air cooled spindle
[22:15:13] <furrywolf> I still want to mount a 60k die grinder to my sherline for engraving/pcb milling.
[22:15:40] <_methods> you got an air cooled version that does 20k?
[22:16:09] <furrywolf> 20k isn't THAT fast....
[22:16:12] <LeelooMinai> Yes
[22:16:23] <furrywolf> if you back the bearings off until they flop around, just about anything will run cool. :P
[22:17:06] <LeelooMinai> From what I read air cooled are fine - they are bit noisier, but not louder than the cutter working, so I don't care. And certainly less mess then with water cooling.
[22:17:29] <furrywolf> 20k should be fine. consider a car alternator can spin at that just fine...
[22:17:45] <furrywolf> and only bmw felt the need to water-cool their alternators.
[22:25:32] <XXCoder> water cooled alt
[22:25:58] <furrywolf> yes
[22:26:09] <furrywolf> because bmw needed to find a way to make a part that should cost $80 cost $800.
[22:26:34] <Jymmm> I don't care for radiators on MC's
[22:29:23] <furrywolf> they put them on cars, and from what I've seen, they have a sub-100k lifespan.
[22:29:29] <furrywolf> and they run $800-$850
[22:30:10] <furrywolf> someone I knew sold his bmw when it went out the second time, at 80k miles...
[22:31:36] <furrywolf> heh, googling for more reports on them failing... fun things like "mine seized and put so much tension on the belt it ripped the PS pump off its mounting bracket. This happened at 85K."
[22:35:17] <unfy> 1920's Singer sewing machine - running at 4000rpm via motor - it purrs along happily. that is why you buy the good old shit <3
[22:35:27] <unfy> (er, was a hand sewing machine)
[22:35:48] <XXCoder> ouch
[22:35:50] <XXCoder> jeez
[22:36:00] <furrywolf> I fixed an old singer tradle machine once... fixing consisted of oiling everything and spinning it over a few times.
[22:36:04] <furrywolf> treadle
[22:36:09] <unfy> indeed :D
[22:36:18] <unfy> my mom had one. that thing was drool
[22:37:11] <unfy> https://www.youtube.com/watch?v=RXIRbazT2Rs <- for those curious (sewing machine)
[22:38:11] <furrywolf> http://www.meeknet.co.uk/E38/Alternator/E38_Alternator_Replacement.htm and, being a bmw, something simple like changing the alternator is a day project, so even a competent shop will get you $500 in labor...
[22:39:43] <RyanS> http://www.ebay.com.au/itm/Colchester-Bantam-600-Lathe-/311072669201?pt=LH_DefaultDomain_15&hash=item486d603e11
[22:40:15] <furrywolf> and that's for an older one, I've heard the newer ones (like my friend had) are even worse.
[22:49:59] <furrywolf> hrmm, I didn't realize they were brushless... that opens up interesting renewable energy applications, assuming they survive longer outside of the car than in their intended application.
[22:50:00] <PetefromTn_andro> Like a moth to the flames I return for more hehe
[22:51:03] <furrywolf> the whole point of bushless alternators is they're supposed to last much much longer than brushed ones... but with them failing at 1/3rd the miles...
[22:51:17] <PetefromTn_andro> It's some kind of rare sickness to which there is no cure..
[22:52:48] <XXCoder> furry I always wanted to try use car alternator for wind power but it needs minium rpm greater than wind can provide.
[22:54:41] <furrywolf> yes, you need to belt or gear it up.
[22:55:03] <furrywolf> car alts are a good match for high-head microhydro, however.
[22:55:17] <XXCoder> whats high head microhydro
[22:56:37] <furrywolf> microhydro is small hydroelectric systems. high head is where you have water from a substantial height, like a small pipe running way up a hill, rather than high flow, which is where you have a lot of moving water, but not a lot of height change.
[22:57:03] <furrywolf> high head AND high flow tends to put you into the non-micro category, where you need a real generator. :)
[22:57:13] <XXCoder> ahh cool
[22:57:30] <XXCoder> I really should try make something, backyard has LOT wind
[22:57:37] <XXCoder> its small space but damn lot wind
[22:57:41] <furrywolf> high head systems tend to have a lot of rpm and not a lot of torque, while high flow systems tend to have a lot of torque but not much rpm.
[22:58:16] <XXCoder> interesting
[22:58:26] <furrywolf> (yes, you can build them other ways... but that's "tend to")
[22:58:31] <XXCoder> oh did you read about new "bladeless" wind power
[22:58:47] <XXCoder> its certain cone shape that moves back and forward
[22:58:52] <furrywolf> no
[22:59:02] <furrywolf> bah, that's still a blade. :P
[22:59:14] <XXCoder> http://www.treehugger.com/wind-technology/new-bladeless-wind-turbine-claimed-be-twice-efficient-conventional-designs.html
[22:59:19] <furrywolf> how about electrostatic effects or something? now that'd be bladeless. :)
[22:59:23] <XXCoder> well saw blade maybe lol
[23:00:39] <furrywolf> so looks like it's designed to nutate rather than rotate, with some funky aerodynamic effects.
[23:00:53] <XXCoder> yeah it goes over limit of wind power
[23:01:02] <XXCoder> 59% thereabout
[23:01:18] <furrywolf> or so they claim.
[23:01:23] <XXCoder> indeed
[23:01:31] * furrywolf will wait for results from independent testing agencies, not pr firms.
[23:01:46] <XXCoder> https://www.metabunk.org/threads/is-the-saphonian-bladeless-wind-turbine-for-real-or-a-scam.1672/
[23:01:48] <XXCoder> details
[23:02:58] <furrywolf> that design isn't going to scale well
[23:03:10] <XXCoder> perfect for home use I would say
[23:03:31] <XXCoder> https://www.youtube.com/watch?v=WdcmShRcyfk
[23:03:33] <furrywolf> will put really annoying cyclic torsion forces on the tower, too...
[23:03:38] <XXCoder> around 3:10
[23:05:01] <XXCoder> http://www.saphonenergy.com/site/en/evolution-pace.60.html ah that explains blades in video
[23:05:24] <furrywolf> nutation tends to involve lots of bearings that will need greasing, large thrust bearings, and a lot more parts than a simple rotating system.
[23:05:45] <XXCoder> interesting. always wanted to ask engineer
[23:06:26] <furrywolf> their constant comparrisons to sails seems irrelevant to me
[23:06:31] <pcw_home> sounds like a tin building in a hurricane just before it blows away
[23:07:09] * furrywolf wants text, not videos
[23:08:01] <bobo_> Hay Pete you ever hear of the cast iron foundry in ,i think central Penn. ? run by amish family
[23:09:26] <bobo_> cat tail ---catreal ?
[23:09:55] <furrywolf> I don't really like that design... I don't see why it can capture a higher percentage of the energy, I think it'll have a lot higher losses between the "sail" and the generator, I think it won't scale well, I think it'll need a much more expension tower, and I think it'll be much less reliable.
[23:10:01] <zeeshan|2> bobO
[23:10:11] <zeeshan|2> did you see my downgrade
[23:10:19] <bobo_> no
[23:10:36] <XXCoder> possibly but same time sometimes design really is counterituitive
[23:11:00] <Tom_itx> zeeshan|2, did you get that thing apart yet?
[23:11:33] <furrywolf> right. the efficiency I'm not qualified to analyze. however, as to the other problems, it has a LOT more moving parts.
[23:11:51] <PetefromTn_andro> bobo. No I didn't not sure I would want to
[23:12:04] <bobo_> zeeshan should I get some very dark glasses ?
[23:12:55] <zeeshan|2> Tom_itx: yes
[23:13:01] <zeeshan|2> hence the downgrade! :{
[23:13:09] <Tom_itx> what happened?
[23:13:10] <PetefromTn_andro> So I think I finally have all the shite I need to get this vacuum clamping system put together finally.
[23:13:12] <furrywolf> it has a ball joint in the middle. that is an evil grease-requiring part. it has a multitude of linkage rods with heim joints on each end, again needing maintenance and adding losses. this presumably (since there's no picture of the inside I've seen) is driving a swashplate to convert the nutation into rotation, adding a large thrust bearing. then you have all the rotating parts... just like you'd have with a standard rotating blade system, without a
[23:13:19] <zeeshan|2> http://c1.staticflickr.com/9/8608/15793018804_2b7ffca222_h.jpg
[23:13:29] <zeeshan|2> see a problem? :)
[23:13:52] <XXCoder> furrywolf: invent your own design?
[23:13:53] <PetefromTn_andro> Did you make chips yet
[23:14:01] <zeeshan|2> no
[23:14:02] <Tom_itx> wtf happened?
[23:14:04] <zeeshan|2> you know why?
[23:14:05] <zeeshan|2> LOL
[23:14:11] <zeeshan|2> i went to put the t-nuts i have
[23:14:12] <XXCoder> zeeshan|2: yes I see a problem. it's not in my garage. LOL
[23:14:13] <zeeshan|2> they dont fit :(
[23:14:14] <zeeshan|2> so close.
[23:14:16] <PetefromTn_andro> No idea
[23:14:19] <zeeshan|2> but no dice
[23:14:32] <furrywolf> the nutation is going to twist the tower cyclically, needing a much more expensive tower.
[23:14:38] <zeeshan|2> Tom_itx: my drawbar is worn out
[23:14:41] <zeeshan|2> so i just made a manual one
[23:14:42] <Tom_itx> so you got the cylinder off but it's held up with allthread now?
[23:14:43] <PetefromTn_andro> Jeez man grind down a bolt or something
[23:14:53] <zeeshan|2> no
[23:14:56] <Tom_itx> how ghetto is that!
[23:14:56] <zeeshan|2> im gonna return this all thread
[23:15:00] <zeeshan|2> when my cylinder comes
[23:15:01] <XXCoder> wrong diameter?
[23:15:01] <zeeshan|2> hahaha
[23:15:23] <furrywolf> note how they made the tower for their extremely small prototype out of really heavy industrial piping...
[23:15:24] <Tom_itx> did you find a good cylinder?
[23:15:33] <zeeshan|2> Tom_itx: im getting a quote for how much itll cost to rebuild
[23:15:45] <Tom_itx> what's worn out in it?
[23:15:46] <zeeshan|2> the guy whos the dealer for this
[23:15:55] <zeeshan|2> says that its not just springs when the clamp force is around 600lb
[23:16:07] <zeeshan|2> he's like youve got a worn wedge plate
[23:16:13] <zeeshan|2> and balls
[23:16:18] <zeeshan|2> i told him i'm not 85 yet
[23:16:26] <furrywolf> realizing the problem with lots of bearings and such, they claim their new version is all hydraulic... yay having reciprocating hydraulic seals. the life of that can't be good...
[23:16:31] <Tom_itx> do you have a diagram of it's innards?
[23:16:32] <PetefromTn_andro> Ooh worn balls that sounds really bad
[23:16:36] <zeeshan|2> Tom_itx: yes
[23:16:42] <zeeshan|2> PetefromTn_andro: lol
[23:16:59] <zeeshan|2> they'll replace em and certify it
[23:17:04] <Tom_itx> watched the interview a bit ago...
[23:17:25] <PetefromTn_andro> I thought it was pretty funny actually
[23:18:01] <Tom_itx> they'll charge you for all that too :)
[23:18:10] <zeeshan|2> yea
[23:18:14] <Tom_itx> yeah it was funny...
[23:18:19] <furrywolf> the actual efficiency of the non-blade I can't judge, but I don't like all the supporting hardware needed to make it work. :)
[23:18:20] <zeeshan|2> but i think if its under 500 bux its ok
[23:18:22] <zeeshan|2> if its more f it
[23:18:28] <zeeshan|2> manual drawbar! :)
[23:18:36] <PetefromTn_andro> I liked the part with the tiger
[23:18:41] <Tom_itx> heh
[23:19:32] <zeeshan|2> any of you guys have a curtain around your machine(s)?
[23:19:41] <Tom_itx> no
[23:19:44] <Tom_itx> mine's in a box
[23:19:54] <PetefromTn_andro> That freaking guy probably is that crazy too huh..
[23:20:02] <Tom_itx> i've seen some with a plexiglass surround
[23:20:17] <zeeshan|2> PetefromTn_andro: i am really curious if that people really think he doesnt crap
[23:20:21] <zeeshan|2> or if that was just a joke
[23:20:22] <zeeshan|2> :D
[23:20:33] <XXCoder> furrywolf: seems complex to be that effecient
[23:20:35] <zeeshan|2> Tom_itx: i want to put like certains around the machine
[23:20:42] <zeeshan|2> but i dont know what the best way would be :)
[23:20:45] <PetefromTn_andro> Mine is in a full enclosure of course but I made a plexiglass enclosure for the rf45
[23:20:47] <furrywolf> whether flutter on a nutating disc extracts more energy than a turbine is a job for an aerodynamics wolfy, which I am not. :)
[23:20:57] <XXCoder> lol
[23:21:18] <zeeshan|2> ill eventually make an enclosure i guess :P
[23:21:53] <PetefromTn_andro> That is a good question but according to the movies he does indeed have an asshole that works.
[23:22:02] <zeeshan|2> LOL
[23:22:05] <zeeshan|2> haha
[23:22:15] <PetefromTn_andro> Hehe ;)
[23:22:38] <furrywolf> "The Saphonian is a sailboat that opens its sails but it forgets to pull up its anchor" lol
[23:22:54] <zeeshan|2> hey at least he doesnt use a pink razor to shave! :)
[23:23:00] <zeeshan|2> :D
[23:23:07] <PetefromTn_andro> Doh!
[23:23:32] <PetefromTn_andro> I am loving the Damn pink razor man
[23:23:49] <zeeshan|2> haha
[23:24:00] <zeeshan|2> just grab a knife
[23:24:03] <zeeshan|2> and do it rambo style
[23:24:04] <PetefromTn_andro> It's the best razor I have ever used
[23:24:37] <PetefromTn_andro> Wonder if I can cnc mill off my facial hair.
[23:24:53] <zeeshan|2> hahah
[23:24:53] <PetefromTn_andro> Crashing would be a bitch
[23:25:00] <zeeshan|2> youd have to stand pretty still!
[23:25:12] <furrywolf> now, if it were a bit more sapphic than saphonian...
[23:25:54] <PetefromTn_andro> I really like that vacuum fixture I posted link to before
[23:26:32] <PetefromTn_andro> It had dowel pins and bolt hold downs and everything
[23:26:48] * furrywolf is finding no actual information, just press releases spammed to everyone that would post them
[23:26:52] <XXCoder> PetefromTn_andro: sure! just program, find X, Y, Z on somewhere on your face, and run and hold very very still ;)
[23:27:08] <PetefromTn_andro> Kind like the shop built version of the vm300 I was drooling over hehe
[23:27:34] <XXCoder> PetefromTn_andro: you probably will want jig for your head ;)
[23:27:52] <PetefromTn_andro> Yeah man you need to build a freaking machine so you can try it...
[23:28:02] <bobo_> zeeshan your table has holes on the sides---could bolt enclosure frame from them ----brass nut at top of all thread ?
[23:28:11] <zeeshan|2> bobo_: i have an attachment
[23:28:11] <furrywolf> "The Saphon is at best a sign of deluded principals and at worst a sign of intent to delude investors. "
[23:28:49] <PetefromTn_andro> Zeeshan are you going to make a table enclosure for the beast
[23:28:50] <bobo_> attachment ?
[23:29:11] <zeeshan|2> PetefromTn_andro: honestly i just wanna make chips now lol
[23:29:24] <PetefromTn_andro> I hear that
[23:29:49] <PetefromTn_andro> But if it was my machine that is exactly what I would be doing
[23:30:02] <zeeshan|2> i have one , trying to find a pic
[23:30:05] <XXCoder> been using a mill machine at work for a week now. interesting learnign experence
[23:30:09] <zeeshan|2> that i am hoping to make it work
[23:30:34] <XXCoder> it has what I call automatic manual where I program basic stuff then it does it
[23:30:40] <PetefromTn_andro> A nice big table enclosure with steel welded frame and removable front panel or some doors.
[23:30:44] <XXCoder> but I set z, and spidle manually
[23:30:55] <unfy> if it's "alternative energy breakthrough" or whatever, 99% of them are just scams
[23:31:03] <XXCoder> unfy: usually
[23:31:23] <unfy> which is just so wonderful when so many gov'ts keep dumping money into them
[23:31:49] <PetefromTn_andro> Zeeshan MAKE FUCKING CHIPS DUDE!!!!!
[23:32:27] <XXCoder> obey PetefromTn_andro and use saw to cut something
[23:32:31] <XXCoder> chips!
[23:32:44] <zeeshan|2> http://www.mullermachines.ch/MachineImages/Large/17162_1.jpg
[23:32:49] <zeeshan|2> my enclosure kinda looks like that
[23:32:55] <zeeshan|2> but the back side isnt covered
[23:33:08] <zeeshan|2> and im missing the bottom chip pan thingy
[23:33:09] <PetefromTn_andro> Oh okay that's nice too
[23:33:20] <zeeshan|2> im thinking of modifying it
[23:33:24] <zeeshan|2> to have a cover towards the bad?
[23:33:26] <zeeshan|2> *back
[23:33:34] <PetefromTn_andro> Tweak it to perfection
[23:33:48] <XXCoder> literal perfection is waste of timne
[23:33:57] <zeeshan|2> knowing me
[23:34:01] <zeeshan|2> im gonna just put a blanket up
[23:34:03] <zeeshan|2> and start machining haha
[23:34:07] <zeeshan|2> i need these t-nuts!
[23:34:09] <XXCoder> it should be place to get close to but not try to actually arrive
[23:34:21] <PetefromTn_andro> A lot of table mounted ones have soft clear rubber back pieces so if it hits something it just gives
[23:34:34] <zeeshan|2> ah
[23:34:45] <zeeshan|2> a stationary one would be so nice! :(
[23:35:07] <furrywolf> I got 9/16 t-nuts when I need 14mm.... one of these days I'll clamp them and machine a hair off each side.
[23:35:17] <zeeshan|2> furrywolf: just send them tome
[23:36:17] <PetefromTn_andro> Gotsta Gotsta make freaking chips...
[23:36:20] <furrywolf> only if you send me some 14mm ones. :P
[23:36:30] <zeeshan|2> mm chips !
[23:36:47] <PetefromTn_andro> And I don't mean freaking nachos
[23:37:17] <zeeshan|2> furrywolf: i actually need 14mm t-slots myself.
[23:37:44] <furrywolf> ah, so you have the same problem I do.
[23:37:51] <PetefromTn_andro> Don't you have a knee mill still?
[23:37:52] <furrywolf> you have 14mm slots but bought 9/16 nuts.
[23:38:00] <zeeshan|2> nah i got 1/2" t-sluts
[23:38:07] <zeeshan|2> :)
[23:38:11] <zeeshan|2> no PetefromTn_andro
[23:38:17] <zeeshan|2> and i sold that column mill LOL
[23:38:21] <furrywolf> ... so get some 1/2 nuts. what's the problem?
[23:38:30] <zeeshan|2> er.
[23:38:34] <zeeshan|2> i have a 1/2" clamping kit
[23:38:38] <zeeshan|2> but i have 14mm t-slots
[23:38:47] <PetefromTn_andro> Aah see if you had kept the piece of Shit mill drill you could whittle some up
[23:38:52] <zeeshan|2> er. im specifying stud size
[23:38:53] <zeeshan|2> my bad
[23:38:56] <furrywolf> that'll work fine as long as you don't tighten them too much. :P
[23:39:28] <zeeshan|2> okay the 1/2" stud kit i have is for .625" t-slots
[23:39:38] <PetefromTn_andro> Bitching about the machine the whole time hehe
[23:39:45] <furrywolf> aka 5/8
[23:40:38] <furrywolf> 15 pages of google results and I'm not finding any more information on the wind disc thingy... time to give up.
[23:41:21] <PetefromTn_andro> So does that threaded drawbar hold the Damn tool in there nice?
[23:41:26] <zeeshan|2> yea dude
[23:41:30] <furrywolf> way way way too many articles of the variety "it's got to be superior because it was invented by downhome africans instead of white people".
[23:41:32] <zeeshan|2> much nicer than the hyd bar for sure
[23:41:35] <zeeshan|2> hyd cylinder
[23:41:43] <zeeshan|2> i shaved down the key a bit
[23:41:46] <zeeshan|2> that shit was HARD
[23:41:51] <zeeshan|2> file wouldnt touch it
[23:41:54] <zeeshan|2> carbide ate through it
[23:42:12] <PetefromTn_andro> I am sure it will not be hard to fix that drawbar yourself somehow
[23:42:31] <zeeshan|2> i honestly dont want to mess with the internals
[23:42:37] <zeeshan|2> if it wasnt safety critical
[23:42:38] <zeeshan|2> i would
[23:42:53] <zeeshan|2> i'd hate to drop a tool at 3000 rpm
[23:42:55] <PetefromTn_andro> I understand
[23:43:08] <furrywolf> I got some strips of flat steel from the scrapyard a while ago, to use to cut up to make gussets and stuff. most of them worked fine... went to cut one, and nothing happened. looked at sawzall, it was dull. grabbed a new blade... nothing. wtf? realized that it was HARD. got out a file... it took the teeth off the file. I don't know what alloy it is, or what to do with it. lol
[23:43:15] <zeeshan|2> if it was something i designed
[23:43:23] <zeeshan|2> from scratch i'd feel more confident
[23:43:24] <Tom_itx> zeeshan|2, it'd only bounce around a while
[23:43:33] <zeeshan|2> Tom_itx: on my face yea
[23:43:35] <PetefromTn_andro> Hehe
[23:43:38] <Tom_itx> duck
[23:43:39] <bobo_> using home depot all-most thread and a brass nut for draw bar ------and all the worry wart stuff from peenut gallery
[23:43:51] <zeeshan|2> bobo_: that isnt home depot all thread
[23:44:00] <zeeshan|2> thats grade 5 all thread and a grade 8 nut
[23:44:02] <zeeshan|2> by hillman
[23:44:12] <Tom_itx> i feel much better knowing that
[23:44:13] <PetefromTn_andro> Kickass
[23:44:18] <furrywolf> hillman is generic hardware store garbage.
[23:44:18] <bobo_> Oh good
[23:44:38] <Tom_itx> wait til you fire it up and that allthread starts whipping around
[23:44:45] <zeeshan|2> i did fire it up
[23:44:47] <Tom_itx> or is it stationary?
[23:44:52] <PetefromTn_andro> That would be fun
[23:45:16] <zeeshan|2> ill cut it down if i have to
[23:45:23] <Tom_itx> i certainly would
[23:45:27] <zeeshan|2> rather save it if i dont
[23:45:27] <PetefromTn_andro> Have you messed with the horizontal spindle
[23:45:33] <zeeshan|2> PetefromTn_andro: no not at all
[23:45:43] <Tom_itx> or keep it under 10k rpm
[23:45:52] <PetefromTn_andro> That's the coolest part of the machine man.
[23:45:52] <zeeshan|2> Tom_itx: max speed is 4k
[23:45:53] <zeeshan|2> :)
[23:46:20] <zeeshan|2> whoops 3150 rpm
[23:46:24] <bobo_> we want to see the horz spindle ! now
[23:46:25] <Tom_itx> heck, my sherline does 5k
[23:46:28] <Tom_itx> :)
[23:46:42] <zeeshan|2> your sherline is young too
[23:46:43] <PetefromTn_andro> So much neat Shit you can do with the two spindles
[23:46:45] <zeeshan|2> this thing is ancient
[23:47:04] <zeeshan|2> this machine was prolly concieved during ww2
[23:47:18] <Tom_itx> i've run lots of that era equipment
[23:47:33] <zeeshan|2> i wish i was alive for the cold war era
[23:47:34] <bobo_> 1989 isn't old come on !
[23:47:39] <zeeshan|2> haha
[23:47:49] <zeeshan|2> i dont remember what year it is
[23:47:51] <zeeshan|2> 80 something :)
[23:48:22] <PetefromTn_andro> I must say that I would love to find a good used horizontal and vertical knee mill for a manual machine for the shop
[23:48:24] <zeeshan|2> i found a funny post on practical machinist
[23:48:30] <zeeshan|2> "haas is tl-1 is shit"
[23:48:45] <zeeshan|2> "ask them to do a 1" doc with a 3" wide face mill at 300 ipm"
[23:48:46] <bobo_> cold war believe me -----you didn't anything
[23:48:47] <zeeshan|2> who the hell does that?
[23:48:48] <Tom_itx> well about the only difference was that we didn't have tornado warnings in school.. we had bomb shelter warnings
[23:49:13] <zeeshan|2> lol Tom_itx
[23:49:13] <Tom_itx> all meet in the hall, cross your legs, put your head down between them and kiss your ass goodbye
[23:49:18] <PetefromTn_andro> You must mean tm1
[23:49:24] <zeeshan|2> tm1 yea
[23:49:28] <zeeshan|2> i think 30hp spindle
[23:49:45] <PetefromTn_andro> 30hp???
[23:50:04] <Tom_itx> PetefromTn_andro, those machines i ran had 25-30hp sitting on em
[23:50:10] <zeeshan|2> i think i screwed up the model
[23:50:14] <zeeshan|2> its the haas w/ a 30hp spindle
[23:50:17] <PetefromTn_andro> I thought theTM1 was a small cnc tool room mill
[23:50:19] <zeeshan|2> the machine im talking about -- a vmc
[23:50:45] <zeeshan|2> forget it :P
[23:50:48] <furrywolf> bbl, wolfy bedtime
[23:50:54] <zeeshan|2> the point is they were giving dumb machinining parameters
[23:50:56] <zeeshan|2> and asking the machine to handle it
[23:51:01] <zeeshan|2> who cares if the machine can handle it or not
[23:51:07] <PetefromTn_andro> Tom yeah I know man I have run some machines like that here
[23:51:08] <zeeshan|2> that kind of cut is just abuse
[23:51:34] <XXCoder> 2 spidles??
[23:51:37] <XXCoder> on same machine?
[23:51:45] <zeeshan|2> yea XXCoder
[23:51:50] <Tom_itx> XXCoder, the ones i ran had 6 & 8 spindles
[23:52:03] <XXCoder> does it make 2 parts at once as you mill one?
[23:52:15] <XXCoder> or do they perform sperately or something
[23:52:18] <zeeshan|2> seperately
[23:52:22] <zeeshan|2> you gotta take the vertical head off
[23:52:32] <zeeshan|2> but tom is right
[23:52:39] <zeeshan|2> theres a lot of flexible machining cells
[23:52:44] <zeeshan|2> that have multiple spindles
[23:52:49] <bobo_> take it OFF
[23:52:51] <zeeshan|2> cause those poor things will be drilling holes all day long
[23:52:58] <PetefromTn_andro> There are tracer mills that do that.
[23:53:01] <XXCoder> interesting. place I work dont have anything like that
[23:53:13] <zeeshan|2> PetefromTn_andro: yea but its a flexible machining cell
[23:53:20] <zeeshan|2> you want to be able to do a quick change over
[23:53:21] <XXCoder> just basic mills (various eras, from ww2 one to fairly recent one)
[23:53:23] <zeeshan|2> in less than 10 min
[23:53:33] <XXCoder> and one weird horzional drill thingy
[23:53:49] <XXCoder> we usually use it to scape off one side of bars
[23:53:50] <PetefromTn_andro> Horizontal boring machine
[23:53:58] <XXCoder> thanks
[23:53:59] <zeeshan|2> XXCoder: theyre more common in large productions
[23:54:03] <zeeshan|2> of the same crap
[23:54:10] <XXCoder> ok
[23:54:25] <XXCoder> staretd "convential mills" dept last monday
[23:54:32] <XXCoder> probably there for 3 to 5 more weeks
[23:54:40] <XXCoder> then back to router dept
[23:54:52] <zeeshan|2> good that you are getting experience :)
[23:55:16] <XXCoder> yeah my internship has been on hatius for few weeks as they had to find someone experenced enough to teach me
[23:55:30] <XXCoder> skill to use vs teach is quite whole different level
[23:55:41] <zeeshan|2> oh yea :P
[23:56:01] <zeeshan|2> to be a good teacher, you really gotta know it well
[23:56:12] <XXCoder> yeah guys been milling for 20 years
[23:56:22] <XXCoder> guy looks younger than me and might actially be lol
[23:56:24] <bobo_> XXCoder sounds as if you are getting the rounds sounds good
[23:56:55] <zeeshan|2> PetefromTn_andro: do you run all your program in air
[23:56:58] <zeeshan|2> before you actually machine away
[23:57:04] <XXCoder> bobo yeah I started at mills (cnc mills) dept, then router, then convenional. ass-backwards to their standard internship plan LOL
[23:57:16] <PetefromTn_andro> Not so Much anymore
[23:57:30] <zeeshan|2> i guess you're confident in the cam simulation
[23:57:47] <XXCoder> first convential to learn basics, then router for cnc basic (2d is easy) then finally mill
[23:57:56] <PetefromTn_andro> I will if it is a complex programs or if there is some kind of clearance issues
[23:58:56] <PetefromTn_andro> But yeah I got kinda used to running and gunning in the shops they usually don't give you much time to mess around
[23:59:24] <PetefromTn_andro> They want it done usually faster than I can make it LOL
[23:59:44] <PetefromTn_andro> Shit makes me get nervous tho
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
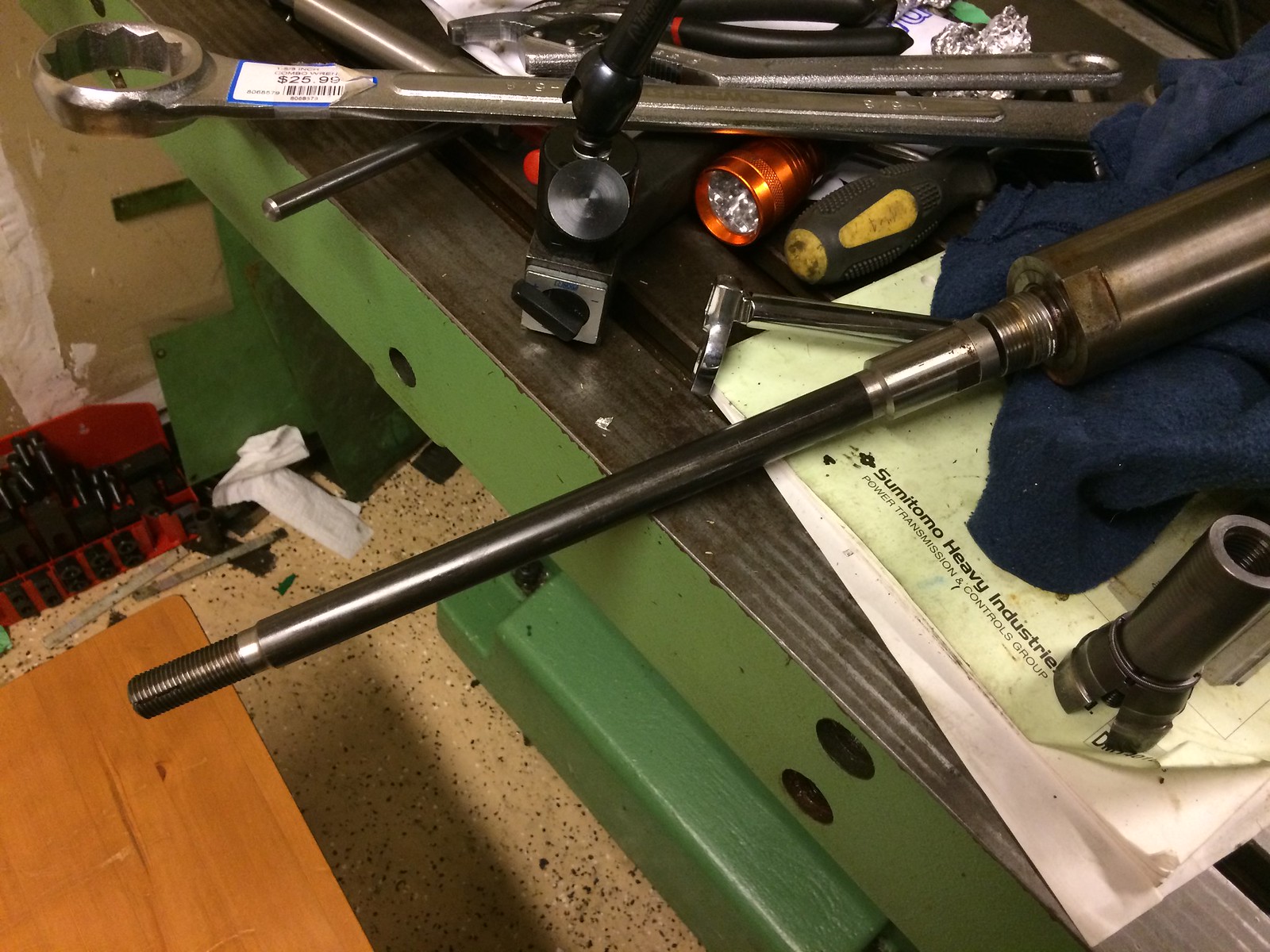{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}